l’impact de la cavitation sur la disponibilité de la...
TRANSCRIPT

وزارة التعليم العالي و البحث العلمي
BADJI MOKHTAR ANNABA-UNIVERSITY جامعة باجي مختارعنابة UNIVERSITE BADJI MOKHTAR ANNABA
FACULTE DES SCIENCES DE L’INGENIORAT
DEPARTEMENT DE GENIE MECANIQUE
MEMOIRE
PRESENTE EN VUE DE L’OBTENTION DU DIPLOME DE MASTER
INTITULE
DOMAINE : SCIENCES ET TECHNOLOGIE
FILIERE : GENIE MECANIQUE
SPECIALITE : MAINTENANCE INDUSTRIELLE ET FIABILITE.
PRESENTE PAR :
KESSAL A.SEIF EDDINE.
DIRECTEUR DU MEMOIRE: Mr. KALLOUCH.A.
DEVANT LE JURY PRESIDENT: Pr.KHELIF R. Université Badji Mokhtar Annaba
Dr. BOURENANE R. Université Badji Mokhtar Annaba
Mr. KALLOUCH A. Université Badji Mokhtar Annaba
Dr. BOUDECHICHE S. Université Badji Mokhtar Annaba
Année: 2016/2017
L’impact de La Cavitation sur la Disponibilité de la
Pompe 104J
Au niveau de l’entreprise FERTIAL -Annaba

Résumé :
La cavitation, est un phénomène très complexe et difficile à cerner. En effet, l’écoulement cavités a lieu, en général, dans un champ tournant (roues, inducteurs, hélices,…) et la dynamique de l’interface implique des interactions complexes entre les phases liquide et vapeur. , notre travail est organisé en cinq chapitres : Le premier chapitre sert à la présentation de l'entreprise FERTIAL Annaba. Le deuxième chapitre traite une généralité sur la maintenance. Des notions de constitution et de fonctionnement relatives aux pompes centrifuges sont introduites au chapitre trois. Le quatrième chapitre présente l’évaluation du point de vue maintenance et effets de la cavitation Dans le cinquième chapitre nous proposons les dispositions à prendre pour amoindrir les effets de la cavitation. Bien que la période allouée au traitement d’un cas spécifique, qui est l’étude d’une pompe centrifuge pour l’accroissement de sa disponibilité, donc sa fiabilité, est très court ; mais le bénéfice scientifique tiré de cette expérience a été très riche en connaissances. L’historique à notre disposition, ne nous a pas permis de relever les causes exactes du disfonctionnement de l’équipement considéré. A la suite des informations requises au niveau de la direction de maintenance, et sur la base des rapports périodiques ; le problème récurent se résume en la CAVITATION des diffuseurs et roue à aubes. Des dispositions à prendre dans le but d’améliorer l’état de notre pompe, en l’occurrence, sa fiabilité, disponibilité et maintenabilitè, se résument comme suit : Application de la maintenance préventive conditionnelle, en engageant les moyens nécessaires. Diminuer les temps d’arrêts à leurs stricts minimums possibles, (compétence du personnel de maintenance, disponibilité de la PDR, élaboration des gammes opératoires de réparation, moyens logistiques,….) Mettre un personnel qualifié pour suivre spécialement les éléments causant la cavitation : clapet et purgeur Mots clés : maintenance ; pompes centrifuges ; cavitation ; FMD.

:الخالصة
التجويف ھو ظاھرة معقدة جدا ويصعب تحديدھا. والواقع أن تجاويف التدفق تحدث عادة في حقل الدوران (عجالت، . ..) وديناميات الواجھة تنطوي على التفاعالت المعقدة بين السائل وبخار الماء.لفائف، مراوح
:عملنا خمسة فصول يتضمن
.فيرتيال عنابةالفصل األول ھو عرض الشركة
الفصل الثاني يتضمن عموميات حول الصيانة الصناعية
.مفاھيم والعمليات المتعلقة بمضخات الطرد المركزي في الفصل الثالثاليتم إدخال
الصناعية وآثار التجويف نظر الصيانةويعرض الفصل الرابع وجھة
.يفمن آثار التجو للتقليلفي الفصل الخامس نقترح الترتيبات
على الرغم من أن الفترة المخصصة لعالج حالة معينة، وھي دراسة مضخة الطرد المركزي لزيادة توافرھا، لذلك
.موثوقيتھا صغيرة جدا. ولكن الفائدة العلمية من ھذه التجربة كانت غنية جدا في المعرفة
لذي بحوزتنا، لم يحدد األسباب الدقيقة للخلل في المعدات التي رأيناھا. بالتالي مستوى المعلومات المطلوبة ا األعطالتاريخ .في تجويف عجالت المضخة المتكرر المشكلتلخيص يمكننا منمن إدارة الصيانة، وعلى أساس التقارير الدورية.
:، الموثوقية، والتوافر والصيانة، كما يليترتيبات يجب اتخاذھا من أجل تحسين حالة المضخة لدينا وھي .تطبيق الصيانة الوقائية المشروطة، تخصيص الموارد الالزمة
…) خطوط إصالح، الخدمات اللوجستية الغيار،عميلة وتوفر قطعتقليل األعطال للحد األدنى ، (كفاءة موظفي الصيانة، .للتجويفوضع موظفين مدربين تدريبا خاصا لتعقب العناصر المسببة
.م ص ت ;التجويف ; مضخات الطرد المركزي ; : صيانةرئيسيةكلمات

1
Introduction générale
En 1917, Lord Rayleigh découvre que l'érosion des hélices de bateaux est due à la présence de bulles de vapeur. Depuis, l’écoulement cavités ne cesse d'intéresser les chercheurs dans les domaines des turbomachines et de la mécanique du solide. La cavitation, est un phénomène très complexe et difficile à cerner. En effet, l’écoulement cavités a lieu, en général, dans un champ tournant (roues, inducteurs, hélices,…) et la dynamique de l’interface implique des interactions complexes entre les phases liquide et vapeur. Pendant notre stage à FERTIAL nous avons pu constater que la cavitation a des effets néfastes sur les systèmes de pompage au niveau de l’unité "Ammoniac". Par exemples, certaines pièces maitresses des 21 pompes centrifuges qui s'y trouvent subissent, suite aux implosions de bulles de vapeur, des déformations plastiques localisées et sont soumises à des érosions qui arrivent même à les transpercer. Il en découle des pertes de performance ainsi que des nuisances sonores et vibratoires. Dans ce type de machines, l’apparition et l'extinction de bulles cavitantes, leur géométrie et de façon plus générale leurs propriétés statiques et dynamiques dépendent de plusieurs paramètres. Le manque de connaissances sur ce phénomène a des conséquences directes sur les limites de fonctionnement et sur l'utilisation de telles machines. L'objectif de ce mémoire est donc d'apporter un certain éclairage sur la cavitation afin de savoir quand et comment agir pour éviter, ou du moins minimiser, ses dégâts. A cet effet, notre travail est organisé en cinq chapitres : Le premier chapitre sert à la présentation de l'entreprise FERTIAL Annaba. Le deuxième chapitre traite une généralité sur la maintenance. Des notions de constitution et de fonctionnement relatives aux pompes centrifuges sont introduites au chapitre trois. Le quatrième chapitre présente l’évaluation du point de vue maintenance et effets de la cavitation Dans le cinquième chapitre nous proposons les dispositions à prendre pour amoindrir les effets de la cavitation.

Remerciement
Tout d’abord, je remercie le bon Dieu qui m’a donné la force et la patience pour terminer mes études.
J’adresse ma reconnaissance particulière à mes parents
qu’ils soient chéris, Pour leur soutien et aide sans faille qu’ils nous ont apporte durant tout le cycle de ma scolarité.
Je tiens à remercier : mon encadreur Mr : Kallouch qui a ménagé un grand effort afin de me permettre de mener à bien mon modeste travail et à qui j’exprime ma gratitude et mes respects.
Tous les Enseignants du Département de Génie Mécanique
Un grand merci pour les responsables de FERTIAL qui m’ont facilité les tâche dans l’élaboration de ce mémoire. Enfin, je remercie tous ceux qui ont participés de près ou de loin, à la réalisation de ce travail.
Merci.

Dédicaces
À l’aide d'ALLAH j’ai pu réaliser ce travail que Je dédie A ma mère, à mon père
Pour leur bienveillance et leur abnégation de m’avoir encourager à terminer dans de bonnes conditions mon travail. A tout les membres de ma famille A tous mes amis chacun son nom en particulier les compagnons du long chemin avec tous mes vœux de succès. A tous ceux que j’aime . A tous ceux qui m’aiment.
Kessal A.Seif Eddine.

SOMMAIRE
INTRODUCTION GENERALES………………………………..………………….……………………1
Chapitre І
I. Présentation de l’entreprise…………………………..…………………………….…….……..2
I.1 Historique de l’entreprise…………………………………………………………….….…..….2
I.2 Présentation de FERTIAL(SPA)………………………………….……………………….….....3
I.2.1 Directions des plateformes………………………………….……………………….……….3
I.2.2 Présentation de la plate‐forme ANNABA…………………………….……………......4
I.2.3 Principales activités………………………………………..……………………………..….....5
І.2.4 Organigramme de l’entreprise FERTIAL Spa……………………………………..…...7
I.2.5 Les objectifs de l’entreprise……………………………..………………………..……….……8
I.3 Centrale Utilités (CU II)……………………………………………………..………………..…….8
I.3.1 Présentation de la centrale……………………………………………………….…………...8
I.3.2 Présentation des sources d’Energie…………………………….………………….…….10
I.3.4 Situation…………………………………………………………………………………….…..…….10
I.3.5 Alimentation du poste 63KV……………..……………………………………..…………..10
I.3.6. Réseau de la CU II…………………………………..……………………..………..………….10
I.4 Unité Ammoniac………………………………………………………………………….....……….10
I.4.1 : Procédé de fabrication d’ammoniac………….…………………......................11
I.4.2Synthèse d’ammoniac ………………………………………………………………………..….11
I.5 Structures de l’entreprise FERTIAL …………………………………………..……..…......12

I.6 Structure de la direction de maintenance …………………………..…………………12
Chapitre ІІ
II Généralités sur la maintenance…………………………………………………….………... 13
II.1. Notions générales …………………………………………………………………………..…..13
II.1.1. Définition de la maintenance………………………………………..………….…......13
II.1.2. Types et organisation de la maintenance …………………..………………..……13
II.1.2.1. La maintenance préventive ……………………………………….…………………..13
II.1.2.1.1. Maintenance préventive systématique……………………………………….14
II.1.2.1.2. Maintenance préventive conditionnelle……………….……………………..14
II.1.2.1.3. Maintenance prévisionnelle ………………………………….……………………14
II.1.2.2. La maintenance corrective…………………………………………..…………………14
II.1.2.2.1. Maintenance palliative…………………………………………..……………………14
II.1.2.2.2. Maintenance curative………………………………………….………………………15
II.1.3. Les différents niveaux de la maintenance………………………………………….16
II.1.4. Les missions de la maintenance……………………………..………………………….16
II.1.4.1. Conservation du potentielle fonctionnelle ……..……………………………..16
II.1.4.2. Exploitation de l’infrastructure technique……………………………….………17
II.1.4.3. Aspects commerciaux…………………………………………….…………….…………17
II.1.4.4. Amélioration des conditions de travail………………….………………………..17
II.1.4.5. Optimisation des dépenses………………………………………………………….….17
II.1.5. Les opérations de la maintenance……………………………….…………….……….17
II.1.5.1. Les opérations de maintenance préventive …………..………………….…….17

II.1.5.2. Les opérations de maintenance corrective………………………….………..……18
II.1.5.3. Autres activités du service maintenance..............................................18
II.1.6. Objectifs de la maintenance………………………………………….……………….……..18
II.2. Approche sur la maintenance conditionnelle……………………….……………….….19
II.2.1. Généralités…………………………….…………………..………………………………………..19
II.2.2. Aperçu des technologies…………….………………………………….……………………..19
II.2.3. Principales techniques utilisées en maintenance conditionnelle …….…...20
II.2.4. Avantage de la maintenance conditionnelle…………………………..……………..22
II.2.5. Inconvénient de la maintenance conditionnelle………………….…………………22
Chapitre ІІІ
ІІІ Présentation et caractéristiques des pompes…………..………….………………………23
Introduction …….………………………………………………………………………………….…………23
ІІІ.1 Types de pompes………………………………………………………….………..………………..23
ІІІ.2 Les pompes volumétriques………………………………………………..……………………..23
ІІІ.3 Pompe centrifuge………………………………………………………………….………………….23
ІІІ.3.1 Description……………………………………………………….……………………..…………….24
ІІІ.3.2 Principe de fonctionnement d'une pompe centrifuge…………………………....25
ІІІ.3.2.1. L’aspiration………………………………………………..........................................25
IІІ.3.2.2. Le refoulement………………………………….……………………………………………….25
ІІІ.3.3 Les différents montages ………………………….…………………………………………...26
ІІІ.3.4 Caractéristiques générales des pompes centrifuges ……….…………..………...27
ІІІ.3.5 Caractéristiques de la pompe 104J…………………………………….………………….28

ІІІ.3.6 NPSH d’une pompe centrifuge………………………………..…………………….……….29
ІІІ.3.6.1 Definition…………………………………………………………..…….………….……………..29
ІІІ.3.6.2 NPSH disponible (NPSHd)………………………………………………………….………..30
ІІІ.3.6.3 Le NPSH requis (NPSHr)……………………………………….………………………........30
ІІІ.3.7 Domaines d’utilisations………………………………….........................................31
ІІІ.3.8 Critères de choix d’une pompe centrifuge………………………….……….………...31
ІІІ.3.9 Les défaillances des pompes centrifuges………………………….…..………………..31
ІІІ.3.9.1 Les défauts des pompes centrifuges…………………………………………….……..32
ІІІ.3.9.2 Anomalies système…………………………………………………………….…………….…34
Chapitre IV
IV Evaluation du point de vue maintenance et effets de la cavitation…….……….36
IV.1.Présentation de l’état de fonctionnement de la pompe 104J..........….……..36
IV.2.Phénomène de Cavitation………………………………………………………………………..37
IV.2.1.Les différents types de cavitation………………………………………………………….38
IV.2.1.1.Cavitation à bulles séparées……………………………………………………………….38
IV.2.1.2.Cavitation à poches…………………………………………………………………………...39
IV.2.1.3.Cavitation à lames………………………………………………………………………..……39
IV.2.1.4.Cavitation de vortex…………………………………………………………………………..40
IV.2.1.5.Cavitation de mélange……………………………………………………………………….40
IV.2.2.Les effets de la cavitation………………………………………………………………………41
IV.2.3.Applications de la cavitation………………………………………………………………...42
IV.3.Etude FMD…………………………………………………………………………………………….…44

IV.3.1.Tableau de calcul………………………………………………………………………………….44
IV.3.2 Calcule de disponibilité…………………………………………………………………………48
Chapitre V
V. Propositions d’amélioration…………………………………………………………………………50
V.1 Réduction des effets de cavitation…………………………………………………………....50
V.2 Limitation du risque d’érosion……………………………………………………………………50
V.3 Réduction du bruit et des vibrations…………………………….…………………………...51
CONCLUSION GENERALE…………………………………………………………………………..…….52

Liste des tableaux :
Tableau I.1 : Effectif de FERTIAL (Avril 2015)....................................................4
Tableau І.2 : Principales activités de l’entreprise FERTIAL……………………....……...5
Tableau І.3 : Les produits fabriquées ou vendus par FERTIAL…………………..………6
Tableau II.1 : Les cinq niveaux de la maintenance
(Norme AFNOR X60 011)……………………………………………………..…..16
Tableau II.2 : Principales techniques utilisées en maintenance
conditionnelle……………………………………………..…………………………………………………21
Tableau III.1 : Défauts, causes et remèdes possibles des Pompes centrifuges …………………………..………………………………………33
Tableau IV.1 : calcul FMD………………………………………….……………………………...….45
Listes des figures :
Chapitre I :
Fig. I. : Organigramme de l’entreprise FERTIAL ANNABA……................7
Fig. I.2 : La centrale 2 (CUІІ).........................................................................9
Fig. I.3 : Vue générale sur l’unité d’ammoniac……………………………10
Figure I.4 : Les différentes divisions de FERTIAL Annaba.…….……......12
Fig. I.5 : Les structures principales dans la division maintenance……..….12
Chapitre II :
Fig. II.1 : organigramme de la maintenance……………………………….15
Fig. II.2 : Pourcentage de différentes techniques de la maintenance
conditionnelle………………………………………………………………20
Chapitre III :
Fig. ІІІ.1 : Pompe centrifuge monocellulaire………………….…………..25
Fig.ІІІ.2 : Evolution de la vitesse et de la pression dans la pompe…..……26
Fig. ІІІ.3 : Courbe caractéristique hauteur d'élévation fonction du débit volume…………………………………………..………………………….27
Fig. ІІІ.4 : Courbe de rendement de la pompe centrifuge…………………28
Fig. ІІІ.5 : pompe 104J………………………………………………...…..29
Fig. IIІ.6: Influence du diamètre de la roue sur le NPSHr……………..….30

Chapitre IV :
Fig. IV.1 : placement des pompes 104J……………………………….…...36
Fig. IV.2 : Les aubages du diffuseur usée après 20 jours de marche de la pompe………………………………………………………………………37
Fig. IV.3 : Relation pression-température……………………………..…..38
Fig. IV.4 : Cavitation à bulles sur un profil d’aile……………….………...38
Fig. IV.5.a : Cavitation à poches sur un engin sous-marin………...………39
Fig. IV.5.b : cavitation à poches sur un entrefer de roue……….………….39
Fig. IV.6 : Cavitation à lames sur une pale d’hélice………….……...…….40
Fig. IV.7 : Cavitation d’extrémités de pale d’hélice……….…………...….40
Fig. IV.8.Cavitation de mélange en aval d’une vanne papillon………..…..41
Fig. IV.9.Détail de roue de pompe………………………….…………..….42
Fig. IV.10. Corps de pompe…………………………….…………….……42
Fig. IV.11 : taux de défaillance…………………….………...…………….46
Fig. IV.12 : fonction de fiabilité…………………………………..…….…46
Fig. IV.13 : Purgeur bloqué………………………………………….….....47
Fig. IV.14 : Disponibilité intrinsèque……………………………...………48
Fig. IV.15 : Disponibilité asymptotique…………………………….……..48
Fig. IV.16 : Disponibilité globale………………………………….…..…..49
Chapitre V :
Fig. V.2 : Résistance comparative à l’érosion par cavitation de divers types d’alliages et de matériaux…………………………………………….….....51

Chapitreun:Présentationdel’entreprise
2
I. Présentation de l’entreprise :
I.1. Historique de l’entreprise :
Le complexe FERTIAL, filiale du groupe ASMIDAL dont la stratégie globale de développement
est connue à sa date de création (1972) sous le nom de complexe d’engrais
phosphatés «SONATRACH ».
S’inscrivant dans le cadre de la restructuration organique des sociétés : l’entreprise nationale
des engrais et produits phytosanitaires sous l’appellation « ASMIDAL » (ASMIDALDJAZAIRIA)
a été créé par le décret N °84‐258 du 01/09/1984.
L’implantation du complexe a été choisie sur la base des considérations économiques
suivantes :
Existence d’une infrastructure importante caractérisée par la proximité des
installations portuaires (trois kilomètres) et les moyens de communication rapides.
Des utilités proches (eau de mer, eau de barrages).
Les centrales thermiques d’ELHADJAR d’ANNABA (énergie électrique).
Proximité des gisements de minerais (phosphate) à 300 km au sud d’ANNABA
(DJEBEL ONK).
Sa vocation principale est la production des engrais, la distribution et la commercialisation.
L’exportation de l’ammoniac a débuté en 1986, vers les pays arabe, les pays africains ainsi
qu’à travers les pays méditerranéens.
En 1996, ASMIDAL est devenue une entreprise publique économique (EPE) au capital de
2.275Millions DA.
En 2001, elle a réalisé un chiffre d’affaires de 12 milliards de dinars dans l’exportation des
engrais soit l’équivalent de 64 millions de dollars.
Elle est devenue parmi les sociétés les plus cotées à l’échelle nationale et internationale et
elle est classée 7éme mondialement dans l’exportation de l’ammoniac.
ASMIDAL est aussi partenaire dans d’autres sociétés avec 17% de taux de participation à
l’institut supérieur de gestion (ISGA), 20% de taux de participation avec la société de
gardiennage et de surveillance (SGS) ANNABA.

Chapitreun:Présentationdel’entreprise
3
ASMIDAL est organisée sous la forme de groupes dont le siège social est sis à Annaba. Elle
comprend :
FERTIAL : Complexe fabriquant des engrais phosphatés, azotés et de l’ammoniac.
ALZOFERT : Complexe fabricant des engrais azotés et de l’ammoniac.
KIMIAL : Entreprise fabriquant de la tripolyphosphate de sodium.
ALCHEMTRAD : Importation et exportation des produits du groupe ASMIDAL.
CAJAS : Gestion et développement des activités à caractère social.
SOMIAS : Groupe Maintenance industrielle.
ASFERTRADE : Entité autonome de disposition et de commercialisation des
engrais.
I.S.G.A : Institut supérieur de gestion d’Annaba.
S.G.S : Social de gardiennage et de surveillance.
I.2. Présentation de FERTIAL(SPA) :
FERTIAL est organisée sous la forme d’une société par action (SPA), 66% revenant au groupe
espagnol Vilar mir et 34% à ASMIDAL Algérie qui représente un capital social de 17 697 000
000.00DA. Sa durée de vie est de 99 ans. Elle est inscrite au registre de commerce sous le N°
0363222B01 avec l’identification statistique 0001305053906 dont le siège est situé à la
plate‐forme ANNABA, route des salines BP3088.
I.2.1. Directions des plates‐formes :
On distingue deux pôles industriels :
Plate‐forme ANNABA : complexe fabriquant des engrais phosphatés, azotés et de
l’ammoniac.
Plate‐forme Arzew (ALZOFERT) : complexe fabriquant des engrais azotés et de
l’ammoniac avec des capacités installées de 2000T/J d’NH3 et 1500T/J de nitrate
d’NH3.

Chapitreun:Présentationdel’entreprise
4
I.2.2. Présentation de la plate‐forme ANNABA :
FERTIAL en tant que EPE/SPA, filiale du groupe ASMIDAL, a été créé le 01/03/2001.
Elle est dirigée par un président directeur général (PDG), et elle emploie en avril 2015, 804
travailleurs répartis comme suit (Tableau I.1) [1] :
Dans ce complexe il y a lieu de distinguer deux zones :
La zone sud qui comprend les anciens ateliers dont le démarrage remonte à 1972 (engrais
phosphatés) et la zone nord (engrais azotés) qui comprend les ateliers « dits nouveaux »
dont le démarrage remonte à 1982.
ZONE SUD (engrais phosphatés) : elle est composée de trois ateliers principaux.
Atelier d’engrais : NPK ;
Atelier super simple phosphate : SSP ;
Atelier UAN : engrais liquide.
ZONE NORD (engrais azotés) : Cette zone comprend cinq ensembles.
Atelier acide nitrique (NI) ;
Atelier nitrate d’ammoniac (NA) ;
Atelier d’ammoniac (NH3) ;
L’installation de manutention et de stockage ;
Centrale utilités.
CSP Cadres gestionnaires
Cadres supérieur
Cadres Maitrise Exécution Total
Effectif Permanent FERTIAL Usine Annaba
38 16 72 276 402 804
Tableau I.1 : Effectif de FERTIAL (Avril 2015)

Chapitreun:Présentationdel’entreprise
5
I.2.3. Principales activités :
FERTIAL d’Annaba a plusieurs activités, nous pouvons citer les activités les plus importantes
dans le tableau ci‐dessous (Tableau I.2). [2].
Production Capacité
Ammoniac (NH3) 1000 T/Jours
Nitrate d’ammonium 1000(02 lignes de 500T/J chacune)
Acide nitrique 800(02 lignes de 400 T/J chacune)
SSP (super simple phosphate)
1200 T/J
Engrais Phosphatés 2000 (02 lignes de 1000 T/J)
NPK15.15.15C.PK04.20.25. NPK15.15.15C. TSP0.46.0.
UAN (urée acide nitrique)
600 T/j
Chapitreun:Présentationdel’entreprise
6
Tableau I.2 : Principales activités de l’entreprise FERTIAL
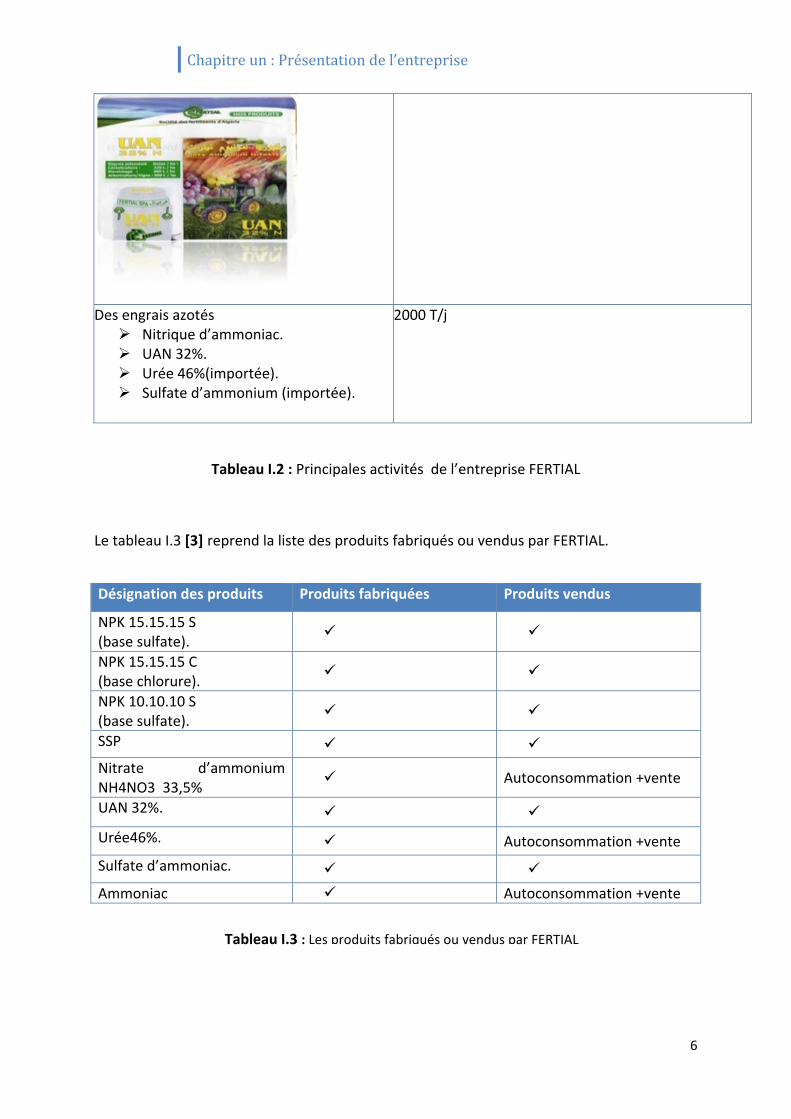
Le tableau I.3 [3] reprend la liste des produits fabriqués ou vendus par FERTIAL.
Des engrais azotés Nitrique d’ammoniac. UAN 32%. Urée 46%(importée). Sulfate d’ammonium (importée).
2000 T/j
Désignation des produits Produits fabriquées Produits vendus
NPK 15.15.15 S (base sulfate).
NPK 15.15.15 C (base chlorure).
NPK 10.10.10 S (base sulfate).
SSP
Nitrate d’ammonium NH4NO3 33,5%
Autoconsommation +vente
UAN 32%.
Urée46%. Autoconsommation +vente
Sulfate d’ammoniac.
Ammoniac Autoconsommation +vente
Tableau I.3 : Les produits fabriqués ou vendus par FERTIAL

Chapitreun:Présentationdel’entreprise
7
І.2.4 Organigramme de l’entreprise FERTIAL Spa :
La figure.1 présente l’organigramme de l’entreprise FERTIAL SPA
Figure І.1 : Organigramme de l’entreprise FERTIAL Spa
ASSEMBLEE
GENERALE
CONSEILLER
EXECUTIF
DIRECTEUR AUDIT
INTERNE
PRESIDENT CONSEIL
ADMINISTRATION
CONSEIL
ADMINISTRATION
DIRECTEUR
COMMERCIAL
DIRECTRICE
RH
JURIDIQUE
DIRECTEUR
USINE
ARZEW
DIRECTEUR
USINE
ANNABA
DIRECTEUR
QUALITE
SECURITE
ENVIRONNEMENT
DIRECTEUR
ECONOMIQUE
FINANCIER
RESPONSABLE
FORMATION
DIRECTEUR
ADJOINT
USINE
CONSEILLERS
EXECUTIFS
DIRECTEUR
ADJOINT
USINE
CONSEILLERS
EXECUTIFS
COORDINATEUR
GENERALE
QUALITE
ADMINISTRATEUR
DIRECTEUR GENERALE
Chapitreun:Présentationdel’entreprise
8
I.2.5. Les objectifs de l’entreprise :
Dans le développement économique et social national, l’entreprise est chargée de :
Promouvoir et développer l’industrie des engrais et produits phytosanitaire ;
Exploiter, gérer et rentabiliser les moyens humains, matériels et financiers dont elle
dispose en vue de satisfaire les besoins du marché national et l’exportation ;
Favoriser l’initiative de concevoir à l’aide de moyens locaux ;
Développer la coopération dans le cadre de la politique nationale en la matière.
Les produits et pays d’exportation sont :
NH3 : Espagne, France, Italie, Grèce, Belgique, Cuba, Grande Bretagne, Turquie, Maroc.
Nitrate : Tunisie, Maroc.
UAN : France, Espagne, USA.
SSP : France, Maroc, Grèce, Italie, Brésil.
I.3 Centrale Utilités (CU II) :
I.3.1 Présentation de la centrale :
La centrale 2 est située au sein du complexe, elle dispose de :
Deux turboalternateurs de 10 et 18 MVA ;
Deux transformateurs de 25MVA, 63kv raccordés sur le réseau SONALGAZ ainsi
qu’un groupe de secours de 750 KVA.
Cette centrale a pour rôle d’alimenter les ateliers de plate‐forme en énergie électrique, en
vapeur d’eau, en eau dessalée et déminéralisée Elle regroupe :
02 chaudières de capacité nominale 70 T/H.
02 groupes turboalternateurs de10 et 18 MVA.
01 station de pompage.
03 lignes de dessalement d’eau de mer.

Chapitreun:Présentationdel’entreprise
9
La centrale2 (figure I.2) est une unité matrice et primordiale pour tout le complexe de
production. Elle a pour but de satisfaire le besoin du complexe en matière d’utilités telles
que : eau ; vapeur ; électricité.
Elle est composée des sections suivantes :
Section de pompage eau de mer.
Section dessalement eau de mer.
Section déminéralisation.
Section chaudière.
Section turboalternateurs :
Turbine à contre pression.
Turbine à condensateur.
Section compresseurs d’air.
Figure I.2 : La centrale 2 (CU II)

Chapitreun:Présentationdel’entreprise
10
I.3. Présentation des sources d’Energie :
I.3.1. Situation :
Le poste de livraison se trouve en bordure du complexe à proximité de l’intersection des
routes nationales vers EL‐TAREF et la cité SEYBOUSE.
Cette implantation a été imposée par SONALGAZ afin de pouvoir adjoindre ultérieurement à
ce poste deux traverses de transformateur supplémentaires pour l’alimentation
d’alternateurs 10MVA.
I.3.2. Alimentation du poste 63KV:
L’alimentation de ce poste se fait en 63KV prise en coupure sur une des lignes SONALGAZ
issue de la centrale thermique d’ANNABA et allant vers le poste d’interconnections situé à
EL‐HADJAR.
I.3.3. Réseau de la CU II :
La distribution de l’énergie électrique vers différentes unités de la partie nord est assurée
par deux transformateurs 20‐25 KVA.
I.4 Unité Ammoniac :
Figure I.3 : Vue générale sur l’unité d’ammoniac.

Chapitreun:Présentationdel’entreprise
11
I.4.1 : Procédé de fabrication d’ammoniac :
L’ammoniac est fabriqué à partir d’eau, d’air et d’hydrocarbures.
Les hydrocarbures et l’air sont les principales matières premières, qui fournissent
respectivement l’hydrogène et l’azote, deux composants potentiels dans la réaction de
synthèse de l’ammoniac.
Le procédé de fabrication mis en œuvre sera basé sur le reforming à la vapeur du gaz naturel
(hydrocarbure).
Le gaz naturel fourni à partir de Hassi Rmal contient en effet plus de 80% de méthane (c4)
I.4.2 Synthèse d’ammoniac :
Compression de gaz de synthèse purifié
Synthèse
Réfrigération
Stockage ammoniac liquide à ‐33°c
I.5 Structures de l’entreprise FERTIAL :
La figure I.3 fait apparente les différentes divisions de FERTIAL ANNABA.

Chapitreun:Présentationdel’entreprise
12
I.6 Structure de la direction de maintenance :
Figure I.5 : Les structures principales dans la division de maintenance.
DIRECTION MAINTENANCE
Structure
Ingénierie
Structure
Mécanique
Structure
Electrique et
instrumentation
Secrétaire
DIFFERENTES DIVISIONS DE FERTIAL
PDG
DIVSION DIRECTION
PRODUCTION DIVSION DIRECTION
MAINTENANCE
Direction
production
NH3+CU2
Direction
production
Technique
Direction
production
Zone + Nina
Direction
Maintenance
Opérationnelle
Direction
méthode
Département
Mécanique
Département
Électricité
Département
Instrumentation
Figure I.4 : Les différentes divisions de FERTIAL Annaba.

Chapitredeux:Généralitésurlamaintenanceindustrielle
13
II Généralités sur la maintenance :
II.1. Notions générales
II.1.1. Définition de la maintenance:
Selon la norme AFNOR (Association Française de Normalisation) : la maintenance est définie
comme étant :
(NF X60‐010) « Ensemble des actions permettant de maintenir ou de rétablir un bien dans un
état spécifié, ou en mesure d’assurer un service déterminé ».
La maintenance vise toutes les activités destinées à maintenir ou rétablir un bien dans un
état ou dans des conditions données de sureté de fonctionnement, pour accomplir une
fonction requise. Ces activités sont une combinaison d’activité technique, administrative et
de management [4].
II.1.2. Types et organisation de la maintenance :
Lorsqu’au cours d’une tâche préventive un composant interne du matériel est trouvé ou jugé
défaillant, sa réparation ou son remplacement doit être considéré comme de la maintenance
corrective. S’il est trouvé non défaillant mais dégradé, même au‐delà valeur de défaillance
potentielle, sa réparation ou son remplacement est du domaine de la maintenance
préventive [5].
II.1.2.1. La maintenance préventive :
AFNOR X60‐010 « maintenance ayant pour objet de réduire la probabilité de défaillance ou
de dégradation d’un bien ou d’un service rendu. Les activités correspondantes sont
déclenchées selon un échéancier établi à partir d’un nombre prédéterminé d’unités d’usage
(maintenance systématique) et/ou de critères prédéterminés significatifs de l’état de
dégradation du bien ou du service (maintenance conditionnelle) »
La maintenance préventive a pour objectif :
L’augmentation de la durée de vie du matériel ;
La diminution de la probabilité des défaillances en service ;
La prévention et la prévision des interventions de maintenance corrective coûteuses ;
La prévision de bonnes conditions à la maintenance corrective ;
Eviter la consommation anormale de l’énergie ;
L’amélioration des conditions de travail du personnel de production ;
La diminution des causes d’accidents graves.

Chapitredeux:Généralitésurlamaintenanceindustrielle
14
Cependant nous pouvons distinguer deux sortes de maintenance préventive, l’une
systématique et l’autre conditionnelle.
II.1.2.1.1. Maintenance préventive systématique :
AFNOR X60‐010 « activité déclenchée suivant un échéancier établi à partir d’un nombre
prédéterminé d’unités d’usage, les remplacements des pièces et des fluides ont lieu quel
que soit leur état de dégradation, et ce de façon périodique ».
II.1.2.1.2. Maintenance préventive conditionnelle :
AFNOR X60‐010 « les activités de maintenance conditionnelle sont déclenchées suivant des
critères prédéterminés significatifs de l’état de dégradation du bien ou du service. Les
remplacements ou les remises en état des pièces, les remplacements ou les appoints des
fluides ont lieu après une analyse de leur état de dégradation. Une décision volontaire est
alors prise d’effectuer les remplacements ou les remises en état nécessaires ».
II.1.2.1.3. Maintenance prévisionnelle :
Maintenance préventive subordonnée à l'analyse de l'évolution surveillée de paramètres
significatifs de la dégradation du bien, permettant de retarder et de planifier les
interventions.
II.1.2.2. La maintenance corrective :
C’est l’ensemble des activités réalisées après la défaillance du bien ou la dégradation de sa
fonction pour lui permettre d’accomplir une fonction requise au moins provisoirement. Ces
activités sont :
La localisation de la défaillance ;
Le diagnostic ;
La remise en état ;
Le contrôle du bon fonctionnement.
II.1.2.2.1. Maintenance palliative :
Activités de la maintenance corrective destinées à permettre à un bien d'accomplir
provisoirement tout ou partie d'une fonction requise. Appelée couramment dépannage,
cette maintenance palliative est principalement constituée d'actions à caractère provisoire
qui devront être suivies d'actions curatives.

Chapitredeux:Généralitésurlamaintenanceindustrielle
15
II.1.2.2.2. Maintenance curative :
Activités de maintenance corrective ayant pour objectif de rétablir un bien dans un état
spécifié ou de lui permettre d'accomplir une fonction requise. Le résultat des activités
réalisées doit présenter un caractère permanent. Ces activités peuvent être des réparations,
des modifications ou aménagement ayant pour objet de supprimer la ou les défaillance(s).
La maintenance s’organise de la manière suivante [6] :
Figure II.1 : organigramme de la maintenance
MAINTENANCE
MAINTENANCE PREVENTIVE
Maintenance Systematique
Basée sur un échancier :
‐ petit entretien
‐ inspection
‐ test
Maintenance Conditonnelle
Basée sur l'etat :
Maintenance précisionnelle
‐ serveillence
‐ inspection
Maintenancce Prévisionnelle
Évolution des
paramètres
MAINTENANCE CORRECTIVE
Maintenance Palliative
Dépannage
Maintenance Curative
Réparation

Chapitredeux:Généralitésurlamaintenanceindustrielle
16
II.1.3. Les différents niveaux de la maintenance :
Tableau II.1 : Les cinq niveaux de la maintenance (Norme AFNOR X 60 011)
II.1.4. Les missions de la maintenance :
II.1.4.1. Conservation du potentielle fonctionnelle :
Les éléments maintenus constituent des outils pouvant assurer diverses fonctions
(production, fabrication, activités commerciales, services, spectacle…).
Ces fonctions ne peuvent perdurer que grâce à une maintenance régulière, et dont le
rendement doit être optimum. Dans ce cadre, la fonction maintenance est responsable :
Niveaux Types de travaux Personnel d’intervention
Moyens
1er niveau réglages simples prévus par le constructeur au moyen d’organes accessibles sans aucun démontage d’équipement, ou échange d’éléments accessibles en toute sécurité.
pilote ou conducteur du système
outillage léger défini dans les instructions d’utilisation.
2ème niveau dépannage par échange standard d’éléments prévus à cet effet, ou d’opérations mineures de maintenance préventive (rondes)
technicien habilité outillage léger défini dans les instructions d’utilisation et pièces de rechanges disponibles sans délai.
3ème niveau identification et diagnostic de pannes, réparation par échange de composants fonctionnels, réparations mécaniques mineures.
technicien spécialisé outillage prévu et appareils de mesure, banc d’essai, contrôle…
4ème niveau travaux importants de maintenance corrective ou préventive
équipe encadrée par un technicien spécialisé
outillage général et spécialisé, matériels d’essais, de contrôle…
5ème niveau Travaux de rénovation, de reconstruction ou réparation importantes confiées à un atelier central
équipe complète et polyvalente
moyens proches de la fabrication

Chapitredeux:Généralitésurlamaintenanceindustrielle
17
Du diagnostic permanent des équipements et installations en apportant les remèdes
aux dégradations constatées ;
De la réparation et de la remise en état de l’élément lorsque elles se révèlent
nécessaires ;
De la réalisation des travaux neufs d’installation ou d’aménagement jugés opportuns.
II.1.4.2. Exploitation de l’infrastructure technique :
La fourniture d’énergie et la distribution des fluides constituent généralement un domaine
pris en charge par la fonction maintenance.
II.1.4.3. Aspects commerciaux :
La qualité de l’entretien des équipements d’une entreprise contribue activement à l’image
de celle‐ci.
II.1.4.4. Amélioration des conditions de travail :
La maintenance des équipements de confort et des outils de travail contribue pour une large
part à l’ambiance sociale des entreprises.
II.1.4.5. Optimisation des dépenses :
Les coûts de maintenance représentent des postes de plus en plus important pour une
entreprise, difficile à gérer car entrant souvent dans la catégorie des frais généraux. Un suivi
détaillé de ces couts et de leurs causes s’avère nécessaire pour les maitriser.
II.1.5. Les opérations de la maintenance :
II.1.5.1. Les opérations de maintenance préventive :
Les opérations suivantes sont effectuées de manière continue ou à des intervalles
prédéterminés calculés sur le temps ou le nombre d’unités d’usage.
Inspection : activité de surveillance s’exerçant dans le cadre d’une mission définie.
Elle peut être effectuée sous forme de « rondes » et a pour but la détection de
défaillances mineures :
Défauts de lubrification (contrôles des niveaux) ;
Défauts de pression, de températures, de vibrations ;
Détection visuelles de fuites, détection d’odeurs, de bruits anormaux ;
Dépannages simples : réglage de tension de courroie, échanges de
lampes.

Chapitredeux:Généralitésurlamaintenanceindustrielle
18
Contrôle : vérification de la conformité par rapport à des données préétablies, suivies
d’un jugement (décision de non‐conformité, d’acceptation, d’ajournement).
Visite : activité consistant en un examen détaillé et prédéterminé de tout ou partie
des éléments d’un bien. Elle peut entraîner certains démontages et déclencher des
opérations correctives des anomalies constatées.
II.1.5.2. Les opérations de maintenance corrective :
Dépannage : action sur un bien en panne en vue de le remettre en état de
fonctionnement, provisoirement avant réparation.
Réparation : intervention définitive et limitée de maintenance corrective.
II.1.5.3. Autres activités du service maintenance :
Les travaux d’amélioration : ils consistent à modifier un équipement pour augmenter
sa sécurité, sa fiabilité et sa maintenabilité.
Les travaux de modernisation : ils consistent à remplacer des composants âgés ou à
leurs adjoindre des composants d’une génération nouvelle.
La rénovation : ces travaux comprennent l’inspection complète de tous les organes
suivie de :
la réparation des éléments usés ;
l’achat d’éléments neufs.
II.1.6. Objectifs de la maintenance :
Ses différentes actions doivent assurer la rentabilité des investissements matériels de l’unité
de production ou de l’entreprise en maintenant le potentiel d’activité.
C’est un moyen de consolider la compétitivité de l’entreprise. C’est ainsi que le responsable
de la maintenance doit aussi être un bon gestionnaire, afin qu’il puisse minimiser les coûts
de maintenance et planifier ces opérations dans le temps.
La maintenance est aussi concernée par la maîtrise de qualité symbolisée par l’objectif des
cinq zéros :
Zéro pannes : objectives naturelles de la maintenance ;
Zéro défaut : outil de production en parfait état (tout défaut entraîne un arrêt de
production d’où augmentation des coûts et des délais) ;
Chapitredeux:Généralitésurlamaintenanceindustrielle
19
Zéro stocks, zéro délai : un outil de fabrication fiable permet une fabrication sans
stock (flux tendu) et une livraison sans délai ;
Zéro papier : il faut comprendre « zéro papier inutile », c’est à dire les papiers
engendrés par les erreurs, les défauts, les défaillances, les retards qui viennent
alourdir le travail et l’organisation.
II.2. Approche sur la maintenance conditionnelle :
II.2.1. Généralités :
La maintenance conditionnelle permet de déterminer la nature de l’action courante à
effectuer sur le système et éventuellement la date de la prochaine intervention de
maintenance en fonction du niveau de vieillissement du système.
La maintenance conditionnelle est un outil efficace pour le contrôle du compris entre
maintenance préventive et maintenance corrective.
Cependant, sa mise en place dans un contexte industriel est souvent empirique et ne
conduit pas à l’obtention des meilleurs gains.
II.2.2. Aperçu des technologies : Selon la norme AFNOR X 60‐010, la maintenance conditionnelle est définie comme une
maintenance préventive subordonnée à un type d’évènement prédéterminé (auto
diagnostic, information d’un capteur de mesure d’une usure révélateur de l’état de
dégradation du bien). Le choix des indicateurs dépend essentiellement de leur capacité à
décrire l’installation surveillée, ils sont de deux ordres; les critères de consommation
d’énergie, qualité du produit fini……et les critères de comportement.
Parmi ces dernières, on peut citer de manière non exhaustive, les contrôles de bruit,
l’analyse de la température, l’analyse d’huile, la mesure de vibrations (Figure II.2).
Ce dernier critère est le plus souvent utilisé en raison de son efficacité, de sa réactivité, de sa
facilité de mise en œuvre et de la richesse des résultats obtenus. Il est non seulement l’outil
de base de maintenance mais aussi de contrôle qualité dans le cas d’une recette vibratoire
d’une installation neuve ou après remise en état. Mais la corrélation de plusieurs critères
permet d’affiner les diagnostics.

Chapitredeux:Généralitésurlamaintenanceindustrielle
20
Figure II.2 : Pourcentage de différentes techniques de la maintenance conditionnelle.
II.2.3. Principales techniques utilisées en maintenance conditionnelle :
L’analyse vibratoire : cette technique est principalement utilisée pour la surveillance
des machines tournantes. Toute machine tournante vibre. Ces vibrations sont les
conséquences de défauts de la machine. Plus la machine vibre, plus les défauts sont
importants ;
L’analyse des huiles : ces analyses peuvent avoir deux buts : soit déterminer le
moment adéquat du renouvellement de l’huile soit pour détecter les premiers
symptômes de l’usure anormale des organes. La principale technique utilisée est
l’analyse physico‐chimique (viscosité, teneur en eau, indice d’acidité) ;
La thermographie infrarouge : cette technique permet de mesurer la température de
composants sans contact. Tout défaut se traduisant souvent par une élévation de la
température, on peut ainsi en mesurer les conséquences ;
L’analyse acoustique : cette technique permet de détecter l’apparition de défauts
audibles et autorise une surveillance continue des machines
Les examens visuels : examen visuel direct.
75%
12%
8%
5%
Analyse Vibratoire
Analyse des huiles
Analyse Thermique
Autres techniques

Chapitredeux:Généralitésurlamaintenanceindustrielle
21
Les principales techniques sont présentées dans le tableau suivant :
Tableau II.2 : Principales techniques utilisées en maintenance conditionnelle
Principaux avantages Principales limitations Champ d’applications
Analyse vibratoire
Détection de défauts à un stade précoce
Possibilité de réaliser un diagnostic approfondi
Autorise une surveillance continue
Permet de surveiller l’équipement à distance « télémaintenance »
Spectres parfois difficiles interpréter
Dans le cas de la surveillance continue, installations relativement coûteuses
Détection des défauts de
tous les organes
cinématiques de la
machine (balourd,
défauts d’alignement,
jeux, etc.) et de sa
structure
Analyse d’huiles
Détection d’une pollution anormale du lubrifiant, avant que celle‐ci n’entraîne une usure ou un échauffement
Possibilité de connaître l’origine de l’anomalie par analyse des particules
Ne permet pas de localise précisément le défaut
Nécessite de prendre de nombreuses précautions
dans le prélèvement de
l’échantillon
Contrôle des propriétés physico‐chimiques du lubrifiant, détection d’un manque de lubrification, analyse des éléments d’usure, analyse de contamination par le procès (étanchéité), etc.
Therm
ograp
hie IR
Permet de réaliser un contrôle rapide de l’installation
Interprétation souvent immédiate des résultats
Détection de défauts à un stade moins précoce que l’analyse vibratoire
Contrôle limité à ce que “voit” la caméra (échauffements de surface)
Ne permet pas de réaliser un diagnostic approfondi
Détection de tous les défauts engendrant un échauffement (manque de lubrification en particulier)
Analyse
acoustique
Permet de détecter l’apparition de défauts audibles
Autorise une surveillance continue
Sensibilité au bruit Ambiant
Diagnostic souvent difficile à réaliser
Problèmes de répétabilité des mesures
Détection d’un bruit inhabituel pouvant ensuite être analysé par analyse vibratoire

Chapitredeux:Généralitésurlamaintenanceindustrielle
22
Toutes ces techniques entrent dans le cadre de contrôle non destructif CND, définit comme
suit : les méthodes qui permettent l’essai, l’examen ou la détection de défauts sur une
machine ou une pièce, sans en altérer la nature, la structure, ou le fonctionnement.
II.2.4. Avantage de la maintenance conditionnelle :
Réduction de coût 30% et de la durée de réparation par rapport à l’entretien préventif;
L’accroissement de la durée de vie des pièces par rapport à une politique de
changement systématique. Remplacement des pièces défectueuses uniquement;
La suppression des défauts de jeunesse lors de remise en route après un entretien
systématique ;
Couts de maintenance réduits de 50‐80% ;
Nombre de pannes réduit de 50‐60% ;
Stocks de PDR réduits de 20‐30% ;
Temps d’arrêt réduit de 50‐80% ;
Cout des heures supplémentaires réduit de 20‐50% ;
Durée de vie des machines accrue de 20‐40% ;
Productivité accrue de 20‐30% ;
Profit accru de 25‐60%.
II.2.5. Inconvénient de la maintenance conditionnelle :
Nécessite une équipe de maintenance formée en analyse vibratoire et en essais non‐
destructifs. Niveau technologique plus élevé.

Chapitre trois : Présentation et caractéristique des pompes
23
ІІІ Présentation et caractéristiques des pompes : Introduction :
Les pompes sont des machines réceptrices, qui transforment l’énergie mécanique fournie
par un dispositif d’entraînement (moteur‐turbine) en énergie de pression. Elles sont
considérées les plus répondues dans l’industrie pétrolière et pétrochimique. Elles sont
largement utilisées dans les systèmes automatiques, hydrauliques, pneumatiques et surtout
dans les stations de pompage (expédition et injection des produits pétroliers), etc…
Le rôle des pompes est primordial dans le domaine d’activité industrielle, elles accélèrent les
cycles de production.
Dans toutes les branches de l’industrie chimique, on utilise les pompes grâce à la simplicité
de leur construction et à la facilité de leur exploitation.
ІІІ.1 Types de pompes : Il existe un très grand nombre de types de pompe qui se divisent en deux grandes catégories : pompes centrifuges et pompes volumétriques. ІІІ.2 Les pompes volumétriques : Une pompe volumétrique se compose d'un corps de pompe parfaitement clos à l'intérieur duquel se déplace un élément mobile rigoureusement ajusté. Leur fonctionnement repose sur le principe suivant: • exécution d'un mouvement cyclique. • pendant un cycle, un volume déterminé de liquide pénètre dans un compartiment avant d'être refoulé à la fin. Ce mouvement permet le déplacement du liquide entre l'orifice d'aspiration et l'orifice de refoulement. ІІІ.3. Pompe centrifuge : La pompe centrifuge est une machine tournante qui grâce à un rotor à aubes convenablement orientées augmente l’énergie cinétique et projette à l’aide de la force centrifuge le liquide à la périphérie sur la volute. A la sortie et à l’aide d’un divergent, un grande partie de l’énergie cinétique se transforme en pression motrice [7].

Chapitre trois : Présentation et caractéristique des pompes
24
ІІІ.3.1 Description : Les pompes centrifuges sont destinées à véhiculer les liquides à un débit de refoulement important avec une faible pression comparativement aux pompes volumétriques. Les principales composantes des pompes centrifuges sont les suivant :
Distributeur : c'est un organe fixe ayant pour rôle la conduite du liquide depuis la section d'entrée de la pompe jusqu'à l'entrée de l'impulser, il se réduit à une simple tuyauterie pour les pompes monocellulaire.
L'impulser (la roue) : c'est l'âme de la pompe centrifuge, il comporte des aubes ou ailettes, qui grâce à leur interaction avec le liquide véhiculé transforme l'énergie mécanique en énergie de pression dans le récupérateur. L'impulser se compose de le moyeu, bagues d'étanchéité (d'usure), et les flasques.
Le récupérateur (l'enveloppe) : c'est un organe fixe qui collecte le liquide à la sortie de la roue et la canalisé vers la section de sortie de la pompe avec la vitesse désirée.
Le récupérateur se compose en générale de deux parties: Le diffuseur : a pour rôle de transformer l'énergie cinétique en énergie de pression,
et ainsi limiter la vitesse du liquide pour éviter les pertes de charges exagérées. La volute : c'est le collecteur du liquide venant du diffuseur, elle assure la
transformation d'énergie cinétique en pression et canalise le liquide vers la section de sortie de la pompe [8].

Chapitre trois : Présentation et caractéristique des pompes
25
ІІІ.3.2 Principe de fonctionnement d'une pompe centrifuge On peut décomposer le fonctionnement en deux étapes : ІІІ.3.2.1. L’aspiration : Le liquide est aspiré au centre de la roue par une ouverture appelée distributeur dont le rôle est de conduire le fluide depuis la conduite d’aspiration jusqu’à la section d’entrée de la roue. La pompe étant amorcée, c’est à dire pleine de liquide, la vitesse du fluide qui entre dans la roue augmente et par conséquent la pression dans l’ouïe diminue et engendre ainsi une aspiration et maintient l’amorçage. IІІ.3.2.2. Le refoulement: La roue transforme l’énergie mécanique appliquée à l’arbre de la machine en énergie cinétique. A la sortie de la roue, le fluide se trouve projeté dans la volute dont le but est de collecter le fluide et de le ramener dans la section de sortie.
Figure ІІІ.1 : Pompe centrifuge monocellulaire

Chapitre trois : Présentation et caractéristique des pompes
26
La section offerte au liquide étant de plus en plus grande, son énergie cinétique se transforme en énergie de pression [9]. La figure ІІІ.2 montre l’évolution de la vitesse et de la pression dans la pompe.
Figure ІІІ.2 : Evolution de la vitesse et de la pression dans la pompe.
ІІІ.3.3 Les différents montages : Il existe deux types de montage • en aspiration • en charge ‐ Amorçage : Les pompes centrifuges ne peuvent s'amorcer seules. L'air contenu nécessite d'être préalablement chassé. On peut utiliser un réservoir annexe placé en charge sur la pompe pour réaliser cet amorçage par gravité. Pour éviter de désamorcer la pompe à chaque redémarrage il peut être intéressant d'utiliser un clapet anti‐retour au pied de la canalisation d'aspiration.

Chapitre trois : Présentation et caractéristique des pompes
27
ІІІ.3.4 Caractéristiques générales des pompes centrifuges : Une pompe centrifuge est principalement représentée par trois caractéristiques :
Hauteur manométrique en fonction du débit : H(Q) Le débit volumique [m3 / s]. Rendement en fonction du débit : η(Q).
a) Le débit : Le débit Q fourni par une pompe centrifuge est le volume refoulé pendant l’unité de temps. Il s’exprime en mètres cubes par seconde (m3 /s) ou plus pratiquement en mètres cubes par heure (m3/h). b) Hauteur manométrique : Pour véhiculer un liquide d'un endroit à un autre, la pompe doit fournir une certaine pression appelée hauteur manométrique totale, cela dépend des conditions d'aspiration et de refoulement (augmentation de pression que la pompe peut communiquer au fluide). La grandeur HMT représente la hauteur de liquide qui pourra être obtenue dans la tuyauterie de refoulement par rapport au niveau du liquide à l’aspiration. HMT = (Pr – Pa) / ρ.g [m] Avec : Pa : pression d’aspiration Pr : pression de refoulement
Figure ІІІ.3 : Courbe caractéristique hauteur d'élévation fonction du débit volume

Chapitre trois : Présentation et caractéristique des pompes
28
c) Rendement : Le rendement η d’une pompe est le rapport de la puissance utile Pu (puissance hydraulique) communiquée au liquide pompé à la puissance absorbée Pa par la pompe (en bout d’arbre) ou par le groupe (aux bornes du moteur). La puissance P et le rendement η sont donnés par :
Pu=Q.ρ.g.H η=Pu/Pa
Avec : • Q : est le débit volume du fluide. • Ρ : sa masse volumique. • H : la hauteur manométrique de la pompe. • G : l’accélération de pesanteur.
Le rendement de la pompe varie avec le débit et passe par un maximum pour le débit nominal autour duquel la pompe doit être utilisée.
La courbe (Q) du rendement est toujours montante depuis la valeur 0, puis descendante en passant par une valeur �max. Ce quel que soit le type de pompe utilisé [10]. ІІІ.3.5 Caractéristiques de la pompe 104J : Débit : 168 m3/h Débit mini : 50 m3/h Densité : 0.941 Hauteur : 1208 m Vitesse : 2965 tr/min Rendement de la pompe : 74% NPSH : 6.9 m Avec moteur 825 kW à 3000 tr/min [13].
Figure ІІІ.4 : Courbe de rendement de la pompe centrifuge.

Chapitre trois : Présentation et caractéristique des pompes
29
Figure ІІІ.5 : pompe 104J ІІІ.3.6 NPSH d’une pompe centrifuge ІІІ.3.6.1 Définition :
NPSH est l’abréviation de Net Positive Section Head (Hauteur Nette Positive d’Aspiration),
d’une manière plus concrète, cela représente la pression qui existera à l’aspiration de la
pompe, uniquement du fait du réseau et du liquide pompé (quel que soit la pompe utilisée).
NPSH : C’est la pression totale en Mètre de Colonne Liquide (MCL) pompée déterminée à la
bride d’aspiration de la pompe, moins la Pv du liquide à la température de fonctionnement.
Avec :
Pv : pression de vapeur du liquide.
Pa : pression d'aspiration de la pompe H : hauteur V : vitesse Z : altitude
g : accélération due à la pesanteur.
ρ : masse volumique.

Chapitre trois : Présentation et caractéristique des pompes
30
Za = 0 côte aspiration
Dans l’étude des systèmes avec pompe, on définit deux types de NPSH. Le NPSHd
(disponible) et Le NPSHr (requis) [12].
ІІІ.3.6.2 NPSH disponible (NPSHd) :
Suivant la configuration de montage et du produit véhiculé, il y a une pression Pa à
l’aspiration de la pompe. En conséquence seule la quantité de pression supérieure à Pv sera
utile (si cette pression arrive à la Pv on aura du gaz à l’entrée de la pompe).
NPSH disponible ou d'installation Il s'agit de la pression à l'aspiration régnant effectivement
à l'entrée d'une pompe, Et que l’utilisateur doit définir pour choisir correctement sa pompe.
Il est donc toujours défini :
En pratique, pour qu’une pompe puisse fonctionner normalement (sans CAVITATION), il faut
calculer le NPSH disponible et vérifier qu’il est bien supérieur au NPSH requis (qu’on aura
déterminé à l’aide de la courbe fournie par le constructeur). On a donc :
NPSH disponible > NPSH requis → sans cavita on.
NPSH disponible ≤ NPSH requis → avec cavitation
ІІІ.3.6.3 Le NPSH requis (NPSHr) :
NPSHr requis, C'est la valeur minimale de NPSH à partir de laquelle la pompe fonctionne sans cavitation, cette valeur sera donnée par le constructeur. Expérimentalement, comme le montre la Figure (IIІ.5): le NPSH requis augmente avec le débit QV. Le constructeur des pompes donnent la courbe caractéristique du NPSHr [NPSHr=f(Q)] correspondant au diamètre nominal de la roue. Si la roue est erronée, le NPSHr est modifié. Sa nouvelle valeur peut être approchée graphiquement, comme l'indique la figure suivante [12] :
Figure IIІ.6: Influence du diamètre de la roue sur le NPSHr

Chapitre trois : Présentation et caractéristique des pompes
31
ІІІ.3.7 Domaines d’utilisations : Les grands domaines d’utilisation peuvent être cités comme suit : Hydro‐électricité (barrage). Agriculture (irrigation des surfaces cultivées). Alimentation urbaine (réseau d’alimentation d’eau urbaine). Château d’eau. Industrie hydrocarbure (production du pétrole). Transport des hydrocarbures liquides. Industrie de traitement des hydrocarbures.
ІІІ.3.8 Critères de choix d’une pompe centrifuge : Une pompe centrifuge doit être choisie selon les caractéristiques réelles de l’installation. Les données nécessaires pour un dimensionnement correctes sont: Le débit désiré La hauteur géométrique à l’aspiration La hauteur géométrique au refoulement Le diamètre de la conduite.
ІІІ.3.9 Les défaillances des pompes centrifuges : La plupart des entreprises négligent leurs pompes et lorsqu’une panne se produit, leur principal souci est de trouver la solution la plus rapide pour les remettre en état de marche. Les pompes sont des composants essentiels pour les machines et les processus de l’industrie. Doivent‐elles fonctionner de manière fiable et efficace. Seules des interventions de maintenance et de lubrification adaptées leur permettent de durer plus longtemps. Les défaillances les plus courantes survenant sur les pompes centrifuges (les pompes industrielles les plus utilisées au monde) concernent les joints, le lubrifiant et les roulements. Ces trois points sont liés, car un joint défaillant peut entraîner à son tour la défaillance du roulement. De même le manque de lubrifiant peut rapidement provoquer la défaillance du roulement. La défaillance des pompes peut avoir un impact important sur l’environnement et sur la sécurité de l’homme. Elles véhiculent, en effet, sous une forme très condensée des produits corrosifs, inflammables, chimiquement dangereux pour le monde animal ou végétal ou tout simplement des fluides sous très forte pression et à température élevée. Elles doivent donc constituer des dispositifs de sûreté, où leur fiabilité est essentielle.

Chapitre trois : Présentation et caractéristique des pompes
32
ІІІ.3.9.1 Les défauts et remèdes des pompes centrifuges : Les défauts, leurs causes et remèdes possibles sont énumérés dans les tableaux ІІІ.1
Défaut CAUSES Remèdes
Surchauffe et grippage de la pompe.
Pompe non amorcée.
Vérifier le remplissage. Aérer et/ou amorcer.
Faible durée de vie des
Roulements
Fonctionnement à débit
Elevé.
Désalignement dû aux
contraintes des tuyauteries.
Arbre courbé.
Mesurer la valeur et vérifier le maximum autorisé.
Vérifier les connexions de bride et supprimer les Contraintes.
Vérifier que les faux‐ronds d'arbre sont dans les
limites acceptables.
La pompe vibre ou est bruyante
La pompe ou la tuyauterie d'aspiration n'est pas remplie complètement de liquide. Hauteur d'aspiration trop importante ou niveau trop bas. Marge insuffisante entre la pression d'aspiration et la pression de vapeur du liquide.
Vérifier le remplissage. Aérer et/ou amorcer.
Vérifier NPSHd > NPSHr, submergence correcte, perte au niveau des filtres/raccords.
Vérifier et purger les tuyauteries et le circuit.
Faible durée de vie de la
garnit ure mécanique
Roulements usés.
Manchon d'arbre usé ou rayé ou axe excentré. Garniture mécanique mal installée.
Remplacer les roulements.
Vérifier et remplacer les pièces défectueuses. Vérifier l'alignement des faces ou des pièces endommagées ainsi quel méthode de démontage

Chapitre trois : Présentation et caractéristique des pompes
33
Tableau ІІІ.1 : Défauts, causes et remèdes possibles des pompes centrifuges
Défaut CAUSES Remèdes
Fuite excessive d e l a garnit ure mécanique.
Fuite sous le manchon à cause d'une rupture de joint. L'arbre tourne en étant excentré à cause de l'usure des roulements ou du désalignement.
Remplacer le j oint et vérifier l'endommagement. Vérifier le désalignement et corriger si nécessaire Si l'alignement est correct, vérifier que les roulements ne sont pas trop usés.
Puissance absorbée par la pompe excessive.
Garniture mécanique mal installée.
Vérifier l'alignement des faces ou des pièces endommagées ainsi quel méthode de montage utilisée.
Désamorçage de la pompe après démarrage.
Quantité excessive d'air ou de gaz dans le liquide. Fuite d'air dans la ligne d'aspiration.
Vérifier et purger les tuyauteries et le circuit. Vérifier que la tuyauterie d'aspiration est étanche à l'air.
Pression de refoulement insuffisante.
Hauteur totale du système supérieure à la hauteur différentielle générée par la pompe. Quantité excessive d'air ou de gaz dans le liquide.
Vérifier les pertes du système. Vérifier et purger les tuyauteries et le circuit.
Débit insuffisant.
Poche d'air ou de vapeur dans la ligne d'aspiration. Fuite d'air dans la ligne d'aspiration.
Vérifier la conception de la ligne d'aspiration pour les poches de vapeur. Vérifier que la tuyauterie d'aspiration est étanche à l'air
Débit nul.
Entrée de la tuyauterie d'aspiration insuffisamment submergée. La pompe ou la tuyauterie d'aspiration n'est pas remplie complètement de liquide.
Vérifier la conception du circuit. Vérifier le remplissage. Aérer et/ou amorcer.

Chapitre trois : Présentation et caractéristique des pompes
34
Dans la réalité, de 90 à 95 % des défaillances subies par ces équipements peuvent être attribuées à une ou à plusieurs de ces causes. ІІІ.3.9.2 Anomalies système :
Aération : La présence de bulles d'air dans un fluide hydraulique s'appelle aération : Elle donne au fluide hydraulique une apparence laiteuse. Elle entraîne un fonctionnement bruyant de la pompe et un fonctionnement saccadé
des composants hydrauliques à cause de la compressibilité de l'air. L'aération d'un fluide hydraulique est généralement due à l'état défectueux d'un joint d'étanchéité au niveau de l'arbre ou du carter de la pompe.
Contamination : Tout corps étranger se trouvant dans un fluide hydraulique est défini comme étant de la contamination et a un effet important sur les performances des pompes. Les contaminants peuvent être de nature liquide, solide, gazeuse. La plupart des contaminants ont un effet abrasif sur les pièces mobiles internes des pompes, ce qui occasionne une usure prématurée de ces pièces.
Surpression : L'utilisation des pompes centrifuges dans des conditions de pression dépassant celles prescrites par le fabricant entraîne : Des forces extrêmes sur les pièces mobiles internes de ces équipements. Ces forces peuvent ainsi entraîner des défaillances prématurées des pompes centrifuges.
Température excessive : Une température de fonctionnement supérieure à celle prescrite par le fabricant affecte la viscosité du fluide hydraulique. L'aération, la cavitation, la contamination et la surpression sont tous des facteurs qui contribuent à une augmentation de température. Une température excessive accélère l'oxydation de l'huile hydraulique, ce qui affecte la viscosité de cette dernière.

Chapitre trois : Présentation et caractéristique des pompes
35
Viscosité inadéquate : La viscosité d'un fluide est définie comme étant la résistance de ce fluide à l'écoulement. Plus la viscosité d'un fluide est élevée, plus ce dernier s'écoule lentement. Par exemple, de l'huile hydraulique a une viscosité plus élevée que l'eau. L'utilisation d'un fluide ayant une viscosité supérieure à celle recommandée par le fabricant peut entraîner la cavitation d'une pompe hydraulique. Une viscosité trop élevée peut survenir dans des conditions d'utilisation à basse température puisque la viscosité d'un fluide augmente avec la diminution de la température. L'utilisation d'un fluide ayant une viscosité inférieure à celle prescrite par le fabricant peut entraîner : des fuites internes ou externes. une augmentation de l'usure des pièces mobiles internes. une augmentation de la température de fonctionnement.
Cavitation :
On appelle cavitation le phénomène d'apparition, dans un liquide, de poches remplies de vapeur et de gaz provoquée par l'abaissement de la pression (cette partie sera développée au chapitre 4).

Chapitrequatre:Evaluationdupointdevuemaintenanceeteffetsdelacavitation
36
IV. Evaluation du point de vue maintenance et effets de la cavitation :
IV.1.Présentation de l’état de fonctionnement de la pompe 104J:
Le site de production NH3 est caractérisé par les pompes centrifuges (104J), les équipements
stratégiques doivent répondre à une disponibilité à toute épreuve. Le processus de
production d’ammoniac ne doit en aucun cas s’interrompre, preuve qu’on est en présence
d’équipements installés en redondance parallèle passive.
Figure IV.1 : placement des pompes 104J
Selon le constructeur, il est prévu que les vitesses de rotation des deux pompes soient le
plus proche possible (2950 tr/min nominale).
Dans le cas contraire ; c’est‐à‐dire vitesses différentes, il en résulte une différence de
pression entre les deux pompes, entrainant ainsi le phénomène de cavitation.
Le personnel chargé de la maintenance, est sur la base des relevés vibratoires, le
phénomène de déséquilibre se fait sentir gravement ; puisque pour une période de 20 jours
ce dernier réapparait après le remplacement d’un diffuseur neuf [13].
La cavitation à la caractéristique de formation des bulles d’air, entrainant ainsi une perte de
matière dans la roue à aubes, s’en suit un déséquilibrage du diffuseur.

Chapitrequatre:Evaluationdupointdevuemaintenanceeteffetsdelacavitation
37
Figure IV.2 : Les aubages du diffuseur usée après 20 jours de marche de la pompe
IV.2.Phénomène de Cavitation :
La cavitation est un phénomène physique affectant les liquides. Il s’agit d’une ébullition
locale de liquide en raison d’une baisse de la pression statique. Généralement, cette faible
pression est la conséquence d’une augmentation locale de la vitesse d’écoulement, ce que
montre le théorème de Bernoulli qui, selon son expression la plus simple, supposant un
fluide parfait, un écoulement stationnaire, irrotationnel et en l’absence de transferts de
chaleur, s’écrit [14] :
² /2 + + / =
: vitesse du fluide en un point (en m/s)
: accélération de la pesanteur (en m/s²)
z : altitude (en m)
: pression en un point (en Pa)
: masse volumique en un point (en kg/m³)
Donc, contrairement à ce que l’on connait classiquement du phénomène d’ébullition, la
cavitation n’est pas due à une augmentation de la température qui dépasserait la
température de vaporisation mais à une baisse de la pression qui devient inférieure à la
pression de vapeur pour les conditions de température locale.

Chapitrequatre:Evaluationdupointdevuemaintenanceeteffetsdelacavitation
38
Dans le diagramme ci‐dessous relatif à l’eau, on comprend bien que si l’on réduit
suffisamment la pression statique à température donnée, l’eau liquide va se transformer en
vapeur. Par exemple, il faut atteindre une pression d’environ 20 mbar pour une température
ambiante de 20°C.
Figure IV.3 : Relation pression‐température
IV.2.1.Les différents types de cavitation :
On peut caractériser les différents types de cavitation par l’allure physique du phénomène.
IV.2.1.1.Cavitation à bulles séparées :
Ce type de cavitation se produit plutôt sur des profils à faible incidence ; les structures ont
l’allure de bulles de vapeur isolées plus ou moins sphériques qui apparaissent de façon
aléatoire au sein du liquide. Afin que ces bulles puissent se créer, il est nécessaire qu’il
existe, au sein du liquide ou sur la paroi, des germes (précisément des microbulles d’air) à
partir desquels les bulles grossissent.

Chapitrequatre:Evaluationdupointdevuemaintenanceeteffetsdelacavitation
39
Figure IV.4 : Cavitation à bulles sur un profil d’aile
IV.2.1.2.Cavitation à poches :
Dans ce type de cavitation, la phase vapeur constitue une cavité unique, attachée au profil
sur lequel elle se développe. Elle prend naissance à partir d’un décollement sur le profil ou
sur un obstacle. A l’arrière de cette poche, se détachent des structures instationnaires,
convergé par l’écoulement et qui collapsent en aval. Ci‐après, quelques exemples de poches
de cavitation.
IV.2.1.3.Cavitation à lames :
On peut la désigner comme un cas particulier de la cavitation par poches. Elle concerne des
structures minces et stables semblables à des lames brillantes qui s’accrochent sur une arête
comme par exemple le bord d’attaque d’un profil. Ce type de cavitation se produit
généralement lorsque l’incidence d’un profil est trop forte et génère une dépression trop
importante.
Figure IV.5.a : Cavitation à
poches sur un engin sous‐marin
Figure IV.5.b : cavitation à
poches sur un entrefer de roue

Chapitrequatre:Evaluationdupointdevuemaintenanceeteffetsdelacavitation
40
Figure IV.6 : Cavitation à lames sur une pale d’hélice
IV.2.1.4.Cavitation de vortex :
Un vortex (ou tourbillon) se crée par exemple aux extrémités de pales d’hélices ou de
pompes. Ils peuvent aussi se créer en aval d’obstacles situés dans l’écoulement. La cavitation
qui se produit alors au cœur de ce tourbillon qui est une zone à forte dépression est appelée
cavitation de vortex :
Figure IV.7 : Cavitation d’extrémités de pale d’hélice
IV.2.1.5.Cavitation de mélange :
Cette cavitation apparait typiquement dans des couches de cisaillement entre un jet noyé et
un liquide. C’est le cas des écoulements au travers d’orifices ou de vannes et aussi celui de
jets propulsifs. C’est aussi le cas des écoulements en aval d’obstacles.

Chapitrequatre:Evaluationdupointdevuemaintenanceeteffetsdelacavitation
41
Figure IV.8.Cavitation de mélange en aval d’une vanne papillon
IV.2.2.Les effets de la cavitation :
En dehors des applications industrielles ou médicales décrites plus loin, la cavitation a
essentiellement des conséquences négatives et restrictives sur le fonctionnement des
installations hydrauliques. La cavitation se manifeste par différents effets dont les
implications sont plus ou moins dommageables selon son intensité ou selon la
préoccupation de l’utilisateur.
Bruit ‐ La toute première manifestation de la cavitation est l’apparition d’un bruit, plus ou
moins fort selon son développement. Cette conséquence est particulièrement préoccupante
pour le domaine de la discrétion sous‐marine. Le bruit rayonné est dû aux fluctuations de
volume des bulles ou des poches de vapeur. En fonction du développement de la cavitation,
il va évoluer de petits crépitements à un bruit qui peut dépasser les limites supportables par
l’oreille humaine. Le bruit de cavitation est, de loin, la source la plus importante de bruit liée
aux écoulements de liquide. Comme le bruit de cavitation apparait bien avant que celle‐ci
soit visible sous forme de bulles ou de poches, l’analyse acoustique est un outil très utile
pour la détection de la cavitation.
Performances ‐ La seconde manifestation de la cavitation est la chute des performances des
équipements. Le développement de la cavitation dans des machines ou des organes
hydrauliques peut être tel que les écoulements sont modifiés par la présence des structures
cavitantes en créant une obstruction. On observe ainsi une baisse de la hauteur engendrée
et du rendement pour une pompe, une baisse de la poussée pour une hélice, une
augmentation de la perte de charge et une limitation du débit pour une vanne.
Vibrations – La troisième conséquence concerne les vibrations qui sont liées aux fluctuations
des structures cavitantes en présence de parois solides. Ces fluctuations génèrent des efforts
8 instationnaires qui se traduisent par des vibrations. Par exemple, la cavitation des hélices

Chapitrequatre:Evaluationdupointdevuemaintenanceeteffetsdelacavitation
42
d’un bateau engendre des excitations de la ligne d’arbre qui peuvent se répercuter comme
vibrations sur les structures du bateau.
Erosion – Enfin, la dernière conséquence est le phénomène d’érosion mécanique. Dans la
phase d’évolution des structures cavitantes, le phénomène de collapse des volumes de
vapeur est souvent très rapide et génère de très grandes vitesses locales de liquide. Si ce
collapse se produit au voisinage d’une paroi, il se forme des jets de liquides dirigés vers la
paroi ; ces jets, étant d’une très grande énergie, peuvent engendrer des dommages de type
érosion qui, si ce phénomène se multiplie, peuvent aller jusqu’à la destruction physique de la
structure. Les illustrations ci‐dessous sont une démonstration de l’endommagement de
machines dû à l’érosion de cavitation :
Figure IV.9.Détail de roue de pompe Figure IV.10. Corps de pompe
IV.2.3.Applications de la cavitation :
Indépendamment des aspects négatifs de la cavitation qui limitent les possibilités
d’utilisation des machines hydrauliques par exemple, la cavitation maitrisée est à la base de
plusieurs applications intéressantes :
Dans le domaine industriel, la cavitation est utilisée dans les exemples suivants :
La sonochimie s’appuie sur le principe d’une cavitation générée par des ultrasons. Cette
cavitation déclenche des réactions chimiques de rendement supérieur à ce qui est obtenu
par des techniques classiques. De telles méthodes sont également utilisées dans le domaine
agroalimentaire.
Les cuves à ultrasons utilisent de la même façon le phénomène de cavitation, cette fois pour
le nettoyage d’objets comme des bijoux, des lunettes.

Chapitrequatre:Evaluationdupointdevuemaintenanceeteffetsdelacavitation
43
Dans le domaine pétrolier, des tentatives d’améliorer les capacités de forage des puits ont
été envisagées ; la cavitation de la boue de forage injectée dans le puits permet là aussi
d’accroitre les performances dans certaines situations.
En médecine et dans les activités connexes, la cavitation trouve quelques applications :
Destruction des calculs rénaux par l’émission d’ondes ultrasonores induisant de la cavitation,
Traitement de la cellulite par ondes ultrasonores, connu sous le nom de lipocavitation, En
parodontologie, le détartrage par ultrasons est réalisé à l’aide d’un embout métallique qui
projette de l’eau pour éliminer le tartre par cavitation et refroidir la zone.

Chapitrequatre:Evaluationdupointdevuemaintenanceeteffetsdelacavitation
44
IV.3.Etude FMD :
D’autre part, le problème récurent des purgeurs (fig.…) du désaérateur, provoquent un
déséquilibre de pression. Dans ce dernier ; cette différence de pression provoque le
phénomène de cavitation.
Cela doit nous amener à trouver une solution à ce problème qui se situe au niveau de
l’électrovanne (101F).
Tout d’abord, il est intéressant de quantifier l’état de notre bien en matière d’indicateurs de
maintenance. Sa fiabilité au temps MTBF, nous renseigne sur la garantie à ce que notre
pompe travaille en toute sureté et assure ses fonctions requises.
D’autre part le taux de défaillance situe notre équipement dans une zone de
fonctionnement normal ; selon la courbe en baignoire, (0,0029). Il sera présenté par ce qui suit et en détail tous les indicateurs de maintenance de la pompe 104j.
IV.3.1.Tableau de calcul :

Chapitrequatre:Evaluationdupointdevuemaintenanceeteffetsdelacavitation
45
Tableau IV.1 : calcul FMD.
Chapitrequatre:Evaluationdupointdevuemaintenanceeteffetsdelacavitation
46
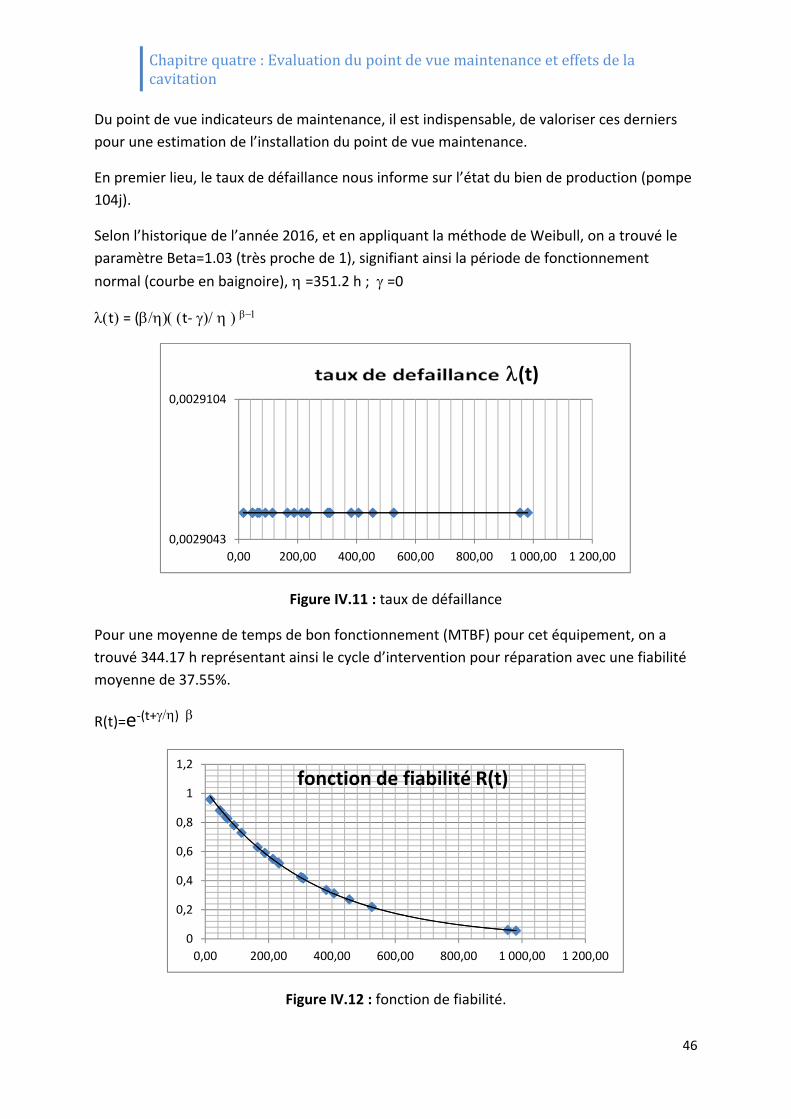
Du point de vue indicateurs de maintenance, il est indispensable, de valoriser ces derniers
pour une estimation de l’installation du point de vue maintenance.
En premier lieu, le taux de défaillance nous informe sur l’état du bien de production (pompe
104j).
Selon l’historique de l’année 2016, et en appliquant la méthode de Weibull, on a trouvé le
paramètre Beta=1.03 (très proche de 1), signifiant ainsi la période de fonctionnement
normal (courbe en baignoire), =351.2 h ; =0
t= (t‐
Figure IV.11 : taux de défaillance
Pour une moyenne de temps de bon fonctionnement (MTBF) pour cet équipement, on a
trouvé 344.17 h représentant ainsi le cycle d’intervention pour réparation avec une fiabilité
moyenne de 37.55%.
R(t)=e‐(t+)
Figure IV.12 : fonction de fiabilité.
0,0029043
0,0029104
0,00 200,00 400,00 600,00 800,00 1 000,00 1 200,00
(t)
0
0,2
0,4
0,6
0,8
1
1,2
0,00 200,00 400,00 600,00 800,00 1 000,00 1 200,00
fonction de fiabilité R(t)

Chapitrequatre:Evaluationdupointdevuemaintenanceeteffetsdelacavitation
47
Remarquons que cette fiabilité moyenne est en dessous de nos espérances.
Les causes de cette diminution de l’indicateur fiabilité se présentent essentiellement
par [15]:
défaut des purgeurs bloqués
Figure IV.13 : Purgeur bloqué
L’observation de la diminution du débit de la pompe, ceci entraine une différence de
pression sur les aubes de notre pompe créant le phénomène de cavitations.
défaut de clapet : pratiquement il est commandé manuellement par un operateur,
alors que ce dernier fonctionne automatiquement en réglant le débit, certaines
bulles d’air restent dans le circuit, ajoutant ainsi au phénomène de cavitation.

Chapitrequatre:Evaluationdupointdevuemaintenanceeteffetsdelacavitation
48
IV.3.2 Calcul de Disponibilité :
Dans notre étude nous avons aussi déterminé les différentes disponibilités.
Disponibilité intrinsèque= MTBF/ (MTBF+MTTR) =76.65%
Ne reflète pas une disponibilité satisfaisante
Figure IV.14 : Disponibilité intrinsèque.
Disponibilité asymptotique = µ/ µ
Figure IV.15 : Disponibilité asymptotique.
0,766595
0,766596
0,766597
0,766598
0,766599
0,7666
0,766601
0,766602
0,766603
0,766604
0,766605
0,00 200,00 400,00 600,00 800,00 1 000,00 1 200,00
Dint
0,755
0,76
0,765
0,77
0,775
0,78
0,785
0,00 200,00 400,00 600,00 800,00 1 000,00 1 200,00
D asym

Chapitrequatre:Evaluationdupointdevuemaintenanceeteffetsdelacavitation
49
Disponibilité globale=MTBF/ (MTBF+TA)
Figure IV.16 : Disponibilité globale.
Toutes ces remarques nous imposent un regard plus sérieux pour améliorer l’état de notre
pompe.
Dans le chapitre cinq nous représentons les actions à mener pour une bonne fiabilité, et une
disponibilité accrue.
0
0,2
0,4
0,6
0,8
1
1,2
0,00 200,00 400,00 600,00 800,00 1 000,00 1 200,00
D globale

Chapitrequatre:Evaluationdupointdevuemaintenanceeteffetsdelacavitation
50

Chapitrecinq:Propositionsd’améliorations
50
V. Propositions d’amélioration :
Parmi les suggestions qu’on apportera à notre pompe, sera en premier lieu, l’application de
la maintenance préventive conditionnelle.
Actuellement des mesures vibratoires sont prélevées systématiquement, mais il est
nécessaire de compléter cette gamme par des :
‐visites périodiques
‐inspections
contrôles
Si nous avons évoqué ces opérations basiques, c’est que leurs impacts sur notre
équipement sont impératifs. Comme nous le savons ces actes font partie de la maintenance
Conditionnelle. Un disfonctionnement peut‐être pris en charge au temps opportun ; ainsi le
manque à gagner devient insuffisant, en réduisant à son minimum le temps d’arrêt.
Nous proposons une gamme du préventif conditionnel, pour toutes les opérations
inhérentes à la pompe 104j.
Les périodicités sont déterminées par le Bureau de méthodes en fonction des instructions du
constructeur et l’expérience acquise du personnel de maintenance ; analyse de l’historique,
des indicateurs de maintenance, l’évolution du taux de défaillance, etc.……..
V.1 Réduction des effets de cavitation :
Pour limiter les effets nocifs de la cavitation et/ou améliorer les plages d’utilisation des
pompes, on peut agir de plusieurs façons [16]:
diminuer le NPSH des pompes en agissant au niveau de la géométrie de la roue et des organes d’alimentation.
limiter les conséquences de la cavitation (bruit, érosion, vibrations) par une conception mécanique et un choix de matériaux adéquats.
dans certains cas, utiliser un inducteur ou hélice de gavage installé à l’amont de la roue, principalement dans les pompes centrifuges.
V.2 Limitation du risque d’érosion :
C’est principalement par un choix judicieux du matériau constitutif de la roue que l’on peut
prétendre réduire les risques d’érosion par cavitation. Les aciers inoxydables présentent une
excellente tenue à l’érosion de cavitation. De très nombreux travaux expérimentaux ont
permis d’établir un classement relatif des matériaux vis‐à‐vis de leur résistance à la

Chapitrecinq:Propositionsd’améliorations
51
cavitation, comme le montrent les diagrammes suivant (figure V.2) : Résistance comparative
à l’érosion par cavitation de divers types d’alliages et de matériaux.
Figure V.2 : Résistance comparative à l’érosion par cavitation de divers types d’alliages et de
matériaux
Comme nous l’avons évoqué précédemment, le machiniste peut être alerté par le bruit de la
pompe. Ce bruit s’entend comme si la pompe transportait du sable et du gravier.
V.3 Réduction du bruit et des vibrations
Lors de la conception de la pompe, il est possible de réduire les effets de la cavitation en
agissant sur la conception mécanique pour minimiser les risques de vibration et/ou réduire
le bruit généré par la cavitation [17] :
dimensionnement de l’arbre et des organes mécaniques. choix des matériaux (épaisseur, nature). capotage antibruit. scellement du groupe. liaison avec les tuyauteries de raccordement.
Chapitrecinq:Propositionsd’améliorations
52
CONCLUSION GENERALE :
Au terme de ce travail de fin d’étude, nous avons acquis des connaissances très utiles et
surtout dans le cadre professionnel. Notre apprentissage théorique qui a touché plusieurs
sciences et domaines, nous a été d’un grand apport scientifique.
La connaissance du monde industriel, a été effectuée durant la période de stage. L’approche
d’une situation propre au domaine de maintenance, nous a donné la possibilité d’apprendre
et d’appliquer nos connaissances théoriques.
Bien que la période allouée au traitement d’un cas spécifique, qui est l’étude d’une pompe
centrifuge pour l’accroissement de sa disponibilité, donc sa fiabilité, est très court ; mais le
bénéfice scientifique tiré de cette expérience a été très riche en connaissances.
L’aspect organisationnel, moyens d’action (productifs et en entretien), technologiques
(fonctionnement des installations), etc.…
L’étude de l’équipement considéré dans notre mémoire, revêt une importance stratégique
dans la production de l’ammoniac. La pompe centrifuge 104j est l’outil productif du premier
degré. Pour entamer notre approche, nous avons décrit les différents types des pompes,
leur fonctionnement et caractéristiques. Nous sommes étalé sur les pompes centrifuges et
principalement celle en production au niveau de l’unité Ammoniac (FERTIAL).
L’historique à notre disposition, ne nous a pas permis de relever les causes exactes du
disfonctionnement de l’équipement considéré. A la suite des informations requises au
niveau de la direction de maintenance, et sur la base des rapports périodiques ; le problème
récurent se résume en la CAVITATION des diffuseurs et roue à aubes.
L’approche estimative des indicateurs de maintenance, nous a montré que cette pompe,
présente une moyenne de temps de bon fonctionnement de 344,17, ce qui représente une
périodicité de bon fonctionnement assez faible, malgré un taux de défaillance (1.03) se
rapprochant de l’unité. L’indicateur fiabilité au temps MTBF qui est de 37,55%, reflète une
insuffisance à améliorer.
Des dispositions à prendre dans le but d’améliorer l’état de notre pompe, en l’occurrence, sa
fiabilité, disponibilité et maintenabilitè, se résument comme suit :
Application de la maintenance préventive conditionnelle, en engageant les moyens
nécessaires.
Diminuer les temps d’arrêts à leurs stricts minimums possibles, (compétence du
personnel de maintenance, disponibilité de la PDR, élaboration des gammes opératoires de
réparation, moyens logistiques,….)
Mettre un personnel qualifié pour suivre spécialement les éléments causant la
cavitation : clapet et purgeur

Chapitrecinq:Propositionsd’améliorations
53

Références bibliographiques :
[1] [2] [3] : catalogue FERTIAL.
[4] [5] [6] : Maintenance Méthode et Organisation Jean Pierre
Vernier.
[7] [9] : Documentation Sonatrach Hassi Messaoud.
[8] [10] : "Les Pompes", Total Support De Formation : Exp‐Pr‐Eq070
Révision 0.1, Dernière Révision : 13/04/2007. (Mémoire : Etude d’un
écoulement dans une conduite d’aspiration d’une pompe
centrifuge).
[11] : dossier constructeur Pompe 104J.
[12] : site Wikipedia.
[13] [15] : Direction Maintenance Rapport d’intervention.
[14] : CERG – Cours de formation en hydraulique. Le CERG est une société
(SAS) maintenant indépendante mais qui a longtemps fait partie d’Alstom
Power.
[16] [17]: JEAN‐FRANCOIS LAPRAY, Techniques de l’Ingénieur, traité Génie.
mécanique/ Pompes centrifuges, hélico‐centrifuges et axiales : cavitation,
PARIS. (Mémoire : Investigation expérimentale du phénomène de cavitation
dans les pompes).

GLOSSAIRE
TBF : temps de bon fonctionnement
TA : temps d’arrêt
Ni : nombre de pannes
R(t) : fonction de fiabilité
F(t) : fonction de défaillance
F(t) : densité de probabilité
t:taux de défaillance
µ(t) : taux de réparation
MTTR : moyenne de temps de réparation
MTBF : moyenne de temps de bon fonctionnement
Dinst : Disponibilité instantané
Dintr : Disponibilité intrinsèque
Dasy : Disponibilité asymptotique
Dglobale : Disponibilité globale
Pa : pression d’aspiration
Pr : pression de refoulement
Pv : pression de vapeur
Q : est le débit volume du fluide.
Ρ : sa masse volumique.
H : la hauteur manométrique de la pompe.
G : l’accélération de pesanteur
NPSH : Net Positive Section Head (Hauteur Nette Positive d’Aspiration)

Annexe :
Historique des pannes de l’année 2016 :