low pressure wire arc and vacuum plasma spraying of niti ...€¦ · reconfigured. a wire arc spray...
TRANSCRIPT

Autoren: K. Halter, A. Sickinger, L. Zysset and S. SiegmannPubliziert in: ITSC 2003 International Thermal Spray Conference - Advancing the Science and Applying the Technology, Orlando, FL, 2003,ISBN/ISSN: 0-87170-785-3Seite: 589-595
Low Pressure Wire Arc and Vacuum Plasma Spraying of NiTi Shape MemoryAlloysK. Halter
University of Applied Sciences, BERNE/Burgdorf, Switzerland
A. SickingerProMet Technologies Inc.; Laguna Hills, CA, USA
L. Zysset, St. SiegmannSwiss Federal Laboratories for Materials Testing and Research, EMPA Thun, Switzerland
Abstract
Thermal spray technology offers the advantage of producingthin-walled parts. Especially thermal spraying of NiTi shapememory foils demands highest control of atmosphericconditions due to their affinity to e.g. oxygen, hydrogen andnitrogen at high temperatures.
This article describes two inert thermal spray techniques inorder to produce free standing shape memory foils, namelylow pressure wire arc (LPWAS) and vacuum plasmaspraying (VPS).
The advantage of low pressure wire arc spraying is the abilityto use NiTi wire from commercial suppliers without the detourof powder production, which may result in additionalundesired reactions and phases. The benefit of vacuum plasmaspraying is the higher kinetic energy of the particles due tohigher plasma gas amount and speed.
Within the scope of this paper, coatings produced with bothmethods (LPWAS and VPS) are discussed with regard to theircoating microstructure and physical / chemical properties,transformation temperatures (DSC), porosity (%) and theirshape memory effect.
Introduction
Shape memory alloys are quite fascinating materialscharacterized by a shape memory effect and superelasticity,which ordinary metals and alloys do not exhibit.
Even though the alloy is deformed in the low temperaturephase (martensite), it recovers its original shape by the reversetransformation upon heating to a characteristic temperaturecalled the reverse transformation temperature.
The same alloys have another unique property called`superelasticity` (SE) in the high temperature phase, austenite,which is associated with a large (several -18%) nonlinearrecoverable strain upon loading and unloading [1]. Fordevelopment engineers the problem is usually to find asuitable material for a given application. With shape memoryalloys, however, it is a case rather of finding the rightapplications for a "teachable" material with utterly newproperties. Memory metals are ready and waiting not only tosimplify known solutions but also to provide totally newanswers to technological problems previously thoughtimpossible to solve; they are increasingly candidates forminiaturization of actuators or for body implants e.g. featuredby thin walled geometry [2, 3, 4, 5].
Out of several alloy systems exhibiting the shape memoryeffect Nckel-Titanium SMA are most widely used today;high corrosion resistance, biocompatibility and excellentdamping characteristics enable the use in numerousapplications. NiTi SMA undergo rapid reactions with e.g.oxygen, hydrogen and nitrogen during high temperatureexposure. Those reactions reduce or eliminate the shapememory effect respectively superelasticity.
In near-equiatomic NiTi alloys, the shape memory effect andtransformation pseudoelasticity occur in association with thethermoelastic martensitic transformation from the parent phase(β) with a B2 structure to the phase with monoclinic B19’structure, or sometimes in association with the two-steptransformation from the β to a trigonal phase (so called R-phase) and then to the B19’ phase. The phenomena aresensitive to the fine structure of the parent β phase. Therefore,factors such as Ni content, aging, thermo-mechanicaltreatment and addition of alloying elements, which affect thestructure, are important for controlling the memory behavior.

Autoren: K. Halter, A. Sickinger, L. Zysset and S. SiegmannPubliziert in: ITSC 2003 International Thermal Spray Conference - Advancing the Science and Applying the Technology, Orlando, FL, 2003,ISBN/ISSN: 0-87170-785-3Seite: 589-595
Processing of NiTi alloys generally involves a thermo-mechanical treatment. In case of NiTi with nickel contentsexceeding 50.5 at% heat treatment may cause precipitation ofthe metastable Ti3Ni4-phase, Ti2Ni3-phase and the stable TiNi3phase [6-8].
Economically produced thin-walled parts require an adaptedtechnology. In order to produce thin walled NiTi parts withthickness > 50µm, vacuum, low pressure and cold thermalspray technologies open near net shaped methods instead ofthermo-mechanical procedures used on semi-manufacturedparts such as e.g. plates [9].
Under this aspect the present work describes the productionof NiTi foils by inert thermal spray technologies, namely theVacuum Plasma Spraying (VPS) and the Low Pressure WireArc Spraying (LPWAS).
Experimental
Low Pressure Wire Arc Spraying (LPWAS)Earlier developments in low pressure plasma spraying (LPPS)at ProMet Technologies, Inc. showed that shape memory alloy(SMA) materials can be successfully created with the plasmaspraying process [10]. Thin, near net shape foils (100µmthickness), were produced using the LPPS method that showed lessthan 5°C change of their transformation temperatures in thesprayed and heat treated condition.
However, the difficulties obtaining “clean” NiTi powder withlow oxygen and impurity contents redirected the developmentplan and wire arc spraying was used instead with NiTi wire asfeedstock material [11].
After assortion the availability of wire with the proper size andchemical analysis (the wire diameter of 1.6mm was dictatedby the wire arc system) the LPPS equipment was retooled forthe use of wire arc spraying and the process parameters werereconfigured. A wire arc spray system from Praxair Tafa,Model 8550, was used. The photograph in Figure 1 shows theLPPS system with the wire arc system installed insidetogether with the wire arc gun in operation inside the LPPSchamber in Argon atmosphere at 400 Torr. A significantamount of work was spent improving the vacuum integrity ofthe processing chamber and the proper function of the wire arcspraying equipment within the LPPS system.
Best results were obtained with the following procedure andparameters:1. Using Stainless Steel substrate materials.2. Grit blasting of the substrate with a 120 mesh Al2O3 grit
at 60 psi pressure.3. Wire arc spraying at 300 to 500 Torr chamber pressure
with argon atomizing gas at 9.5kW arc power.
4. A wire feed rate of 300 g/min, which resulted in a 40%dynamic deposit efficiency.
5. A cool-down time of 15 to 20 minutes after spraying,prior to opening the spray chamber.
Figure 4 shows two foils after removal from the mandrel.
During the course of this development program over 100 thinNiTi foils 0.2 up to 0.3 mm thick, 75 mm wide, and 600 mmlong, were produced in 5 batches with both, high and lowtransformation temperatures.
Figure 1: Low Pressure Plasma Spraying (LPPS) systemequipped with Wire Arc Spraying system type TAFA 8550 byProMet Technologies Inc., Laguna Hills, CA.
Vacuum Plasma Spraying (VPS)For the coating application a vacuum plasma sprayingequipment type Medicoat (Mägenwil, Switzerland) with atorch type MC-60 was used (see Figure 2). The maximumelectrical input power to the torch is about 50 kW. Thevacuum system permits the coating production at a controlledatmosphere, which can be either vacuum or inert gasconditions. For the NiTi powder dosage a fourfold powderfeeder type Medicoat MC-4 “Quattro” was used. This systemoperates using a volumetric principle (rpm), which has to bematched before the coating application to the mass feed rateper second.
The quality of the vacuum (i.e. the absence of oxygen) wasensured by evacuating the system to a final pressure of 0.03mbar (3 Pa) and rising the pressure by the addition of argonto the working conditions of 100 mbar.
The plasma was switched on for about 15 minutes for heatingup the whole system (cooling water and vacuum chamber).Then it was shut down and evacuated again to release possiblehumidity. Best results were obtained with Ar/He plasma gas,33 kW at 900 A, and 120mbar chamber pressure.
Wire arc spraying at 400 Torr in argon
Autoren: K. Halter, A. Sickinger, L. Zysset and S. SiegmannPubliziert in: ITSC 2003 International Thermal Spray Conference - Advancing the Science and Applying the Technology, Orlando, FL, 2003,ISBN/ISSN: 0-87170-785-3Seite: 589-595
Plasma sprayingat 30 Torr in argon
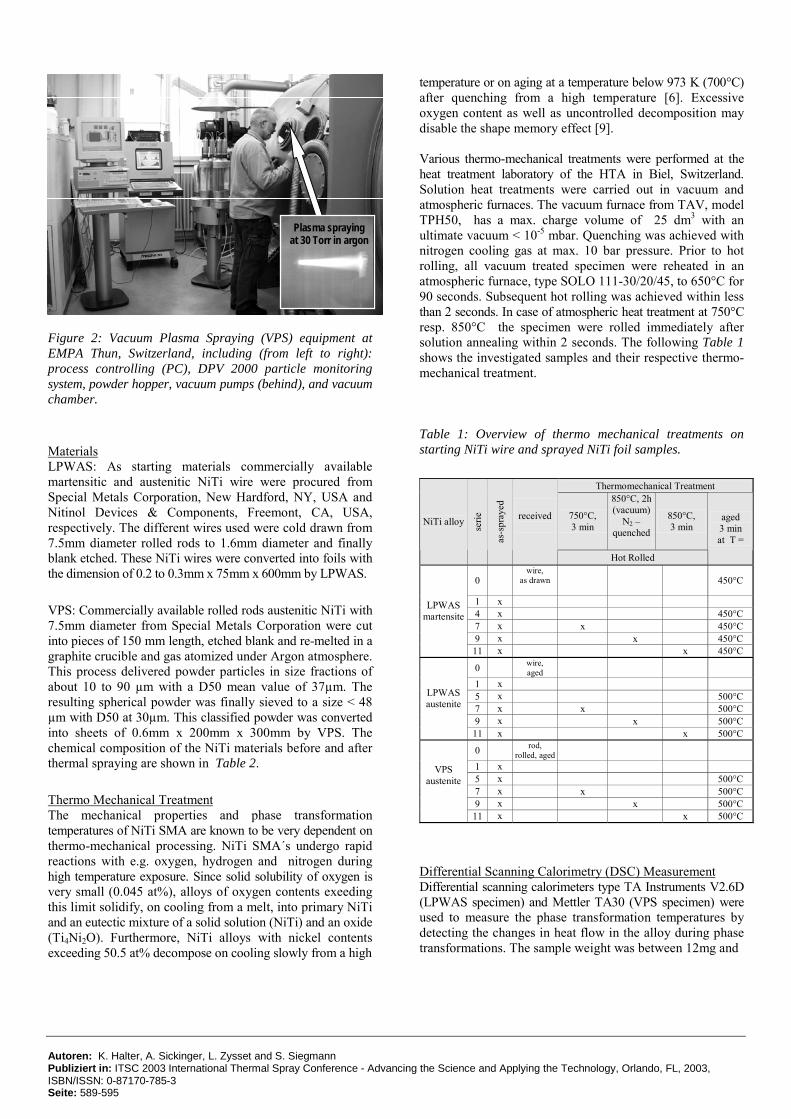
Figure 2: Vacuum Plasma Spraying (VPS) equipment atEMPA Thun, Switzerland, including (from left to right):process controlling (PC), DPV 2000 particle monitoringsystem, powder hopper, vacuum pumps (behind), and vacuumchamber.
MaterialsLPWAS: As starting materials commercially availablemartensitic and austenitic NiTi wire were procured fromSpecial Metals Corporation, New Hardford, NY, USA andNitinol Devices & Components, Freemont, CA, USA,respectively. The different wires used were cold drawn from7.5mm diameter rolled rods to 1.6mm diameter and finallyblank etched. These NiTi wires were converted into foils withthe dimension of 0.2 to 0.3mm x 75mm x 600mm by LPWAS.
VPS: Commercially available rolled rods austenitic NiTi with7.5mm diameter from Special Metals Corporation were cutinto pieces of 150 mm length, etched blank and re-melted in agraphite crucible and gas atomized under Argon atmosphere.This process delivered powder particles in size fractions ofabout 10 to 90 µm with a D50 mean value of 37µm. Theresulting spherical powder was finally sieved to a size < 48µm with D50 at 30µm. This classified powder was convertedinto sheets of 0.6mm x 200mm x 300mm by VPS. Thechemical composition of the NiTi materials before and afterthermal spraying are shown in Table 2.
Thermo Mechanical TreatmentThe mechanical properties and phase transformationtemperatures of NiTi SMA are known to be very dependent onthermo-mechanical processing. NiTi SMA´s undergo rapidreactions with e.g. oxygen, hydrogen and nitrogen duringhigh temperature exposure. Since solid solubility of oxygen isvery small (0.045 at%), alloys of oxygen contents exeedingthis limit solidify, on cooling from a melt, into primary NiTiand an eutectic mixture of a solid solution (NiTi) and an oxide(Ti4Ni2O). Furthermore, NiTi alloys with nickel contentsexceeding 50.5 at% decompose on cooling slowly from a high
temperature or on aging at a temperature below 973 K (700°C)after quenching from a high temperature [6]. Excessiveoxygen content as well as uncontrolled decomposition maydisable the shape memory effect [9].
Various thermo-mechanical treatments were performed at theheat treatment laboratory of the HTA in Biel, Switzerland.Solution heat treatments were carried out in vacuum andatmospheric furnaces. The vacuum furnace from TAV, modelTPH50, has a max. charge volume of 25 dm3 with anultimate vacuum < 10-5 mbar. Quenching was achieved withnitrogen cooling gas at max. 10 bar pressure. Prior to hotrolling, all vacuum treated specimen were reheated in anatmospheric furnace, type SOLO 111-30/20/45, to 650°C for90 seconds. Subsequent hot rolling was achieved within lessthan 2 seconds. In case of atmospheric heat treatment at 750°Cresp. 850°C the specimen were rolled immediately aftersolution annealing within 2 seconds. The following Table 1shows the investigated samples and their respective thermo-mechanical treatment.
Table 1: Overview of thermo mechanical treatments onstarting NiTi wire and sprayed NiTi foil samples.
Thermomechanical Treatment
750°C, 3 min
850°C, 2h (vacuum)
N2 – quenched
850°C, 3 min NiTi alloy se
rie
as-s
pray
ed
received
Hot Rolled
aged 3 min at T =
0 wire,
as drawn
450°C
1 x 4 x 450°C 7 x x 450°C 9 x x 450°C
LPWAS martensite
11 x x 450°C
0 wire, aged
1 x 5 x 500°C 7 x x 500°C 9 x x 500°C
LPWAS austenite
11 x x 500°C
0 rod, rolled, aged
1 x 5 x 500°C 7 x x 500°C 9 x x 500°C
VPS austenite
11 x x 500°C
Differential Scanning Calorimetry (DSC) MeasurementDifferential scanning calorimeters type TA Instruments V2.6D(LPWAS specimen) and Mettler TA30 (VPS specimen) wereused to measure the phase transformation temperatures bydetecting the changes in heat flow in the alloy during phasetransformations. The sample weight was between 12mg and

Autoren: K. Halter, A. Sickinger, L. Zysset and S. SiegmannPubliziert in: ITSC 2003 International Thermal Spray Conference - Advancing the Science and Applying the Technology, Orlando, FL, 2003,ISBN/ISSN: 0-87170-785-3Seite: 589-595
32mg. The temperature rate for heating and cooling in thetemperature range from –150°C to +150°C was 10°C/min.
In Fig. 3 two DSC measurements are shown as an example ofactual NiTi wire starting material and the respective foilproduced by LPWAS. The characteristic transformationtemperatures upon cooling (Ms, Mpeak, Mf ) and heating (As,Apeak , Af ) are identified as an example in the bottom curve.
Figure 3: Differential Calorimetric Scanning (DSC)Measurement: Ms = martensite start temp., Mpeak = martensitepeak temp., As = austenite start temp., Ap = austenite peaktemp., Af = austenite finish temp.
In order to compare the stress strain characteristics of the foilswith the starting material respective wire samples, 1.6mmdiameter and 75mm length (LPWAS), and in case of VPS flatrolled bulk material, 1.96x3.02mmx75mm, was tested underthe same conditions.
Tensile TestsTensile tests were carried out on a Zwick tensile test machine,model ZWICK 1474. All specimen were jet cut from assprayed and surface ground foils (Fig. 4) to a width of 3mmand 75mm length. In order to prevent slippage and prematurecracking in the gripper of the tensile test machine the ends ofthe test samples were wrapped in aluminum foil. The tensiletests were carried out at ds/dt = 0.8mm/min at roomtemperature.
Universal Hardness Testing HUBeside the conventional hardness testing according to e.g.Vickers, the universal hardness test according to DIN 50359-1delivers different material values, like the elastic portion of theindentation work (�HU), the creep and relaxation or Young’sModulus (Figs. 5 and 7). The equipment used for this test wasa Zwick universal testing machine type ZHU 2.5 with anincrease in force of 0.25 N/s. It could be distinguishedbetween constant load or constant penetration depth. Duringthe test the force (F) and the penetration depth measurementswere performed at the cross section and in-plane of allcoatings for 2.5N load and 8 µm penetration. The elasticportion of the indentation work (�HU), the penetration moduleYHU (comparable to the E-Modulus) as well as the creep (C)and relaxation (R) were deduced during the loading andunloading cycles.
Figure 4: As prayed LPWAS-foils before and after jet cutting.
Results and Discussion
Materials AnalysisThe starting materials used and the foil material prodecedwere analyzed metallographically, chemically and thermally.
Metallography: The metallographic examination of the foilmicrostructure reveals typical lamellar layers free of oxides.The foils produced with LPWAS show relative large pores of
Af
serie 0wire
serie 1as sprayed
Mpeak
MsMf
Apeak
As
cooling
heating
Autoren: K. Halter, A. Sickinger, L. Zysset and S. SiegmannPubliziert in: ITSC 2003 International Thermal Spray Conference - Advancing the Science and Applying the Technology, Orlando, FL, 2003,ISBN/ISSN: 0-87170-785-3Seite: 589-595
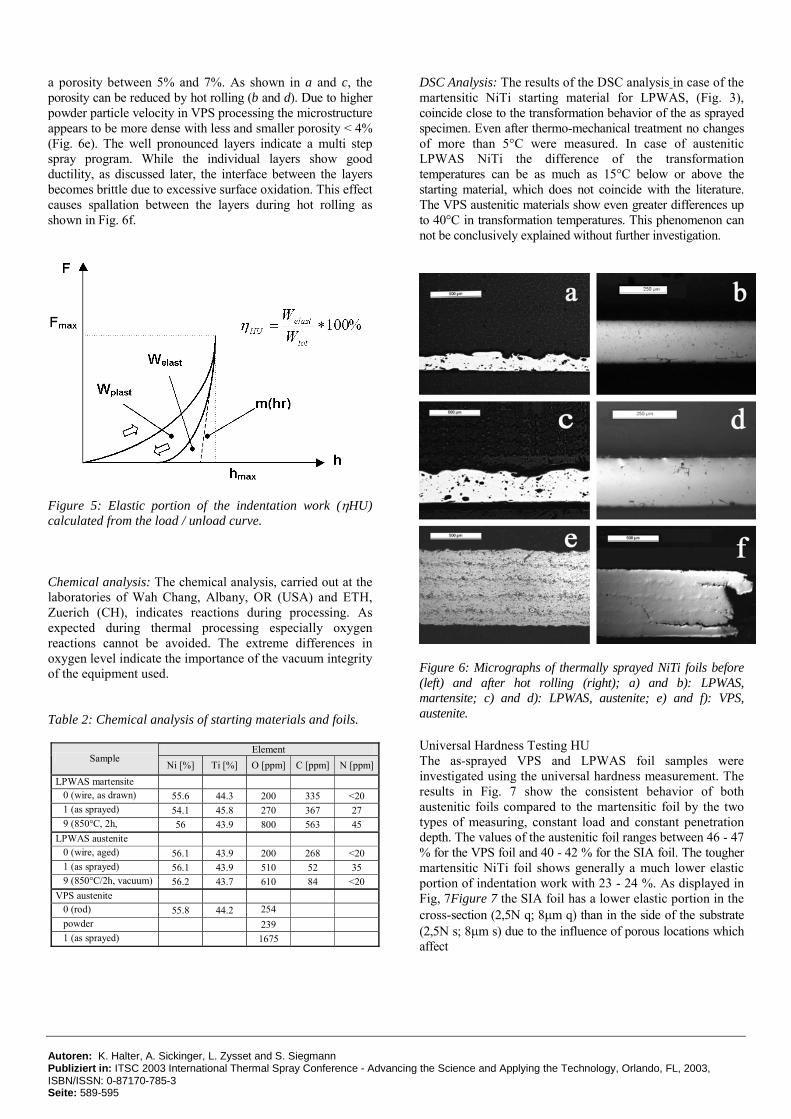
a porosity between 5% and 7%. As shown in a and c, theporosity can be reduced by hot rolling (b and d). Due to higherpowder particle velocity in VPS processing the microstructureappears to be more dense with less and smaller porosity < 4%(Fig. 6e). The well pronounced layers indicate a multi stepspray program. While the individual layers show goodductility, as discussed later, the interface between the layersbecomes brittle due to excessive surface oxidation. This effectcauses spallation between the layers during hot rolling asshown in Fig. 6f.
Figure 5: Elastic portion of the indentation work (�HU)calculated from the load / unload curve.
Chemical analysis: The chemical analysis, carried out at thelaboratories of Wah Chang, Albany, OR (USA) and ETH,Zuerich (CH), indicates reactions during processing. Asexpected during thermal processing especially oxygenreactions cannot be avoided. The extreme differences inoxygen level indicate the importance of the vacuum integrityof the equipment used.
Table 2: Chemical analysis of starting materials and foils.
Element Sample
Ni [%] Ti [%] O [ppm] C [ppm] N [ppm]LPWAS martensite 0 (wire, as drawn) 55.6 44.3 200 335 <20 1 (as sprayed) 54.1 45.8 270 367 27 9 (850°C, 2h, 56 43.9 800 563 45 LPWAS austenite 0 (wire, aged) 56.1 43.9 200 268 <20 1 (as sprayed) 56.1 43.9 510 52 35 9 (850°C/2h, vacuum) 56.2 43.7 610 84 <20 VPS austenite 0 (rod) 55.8 44.2 254 powder 239 1 (as sprayed) 1675
DSC Analysis: The results of the DSC analysis in case of themartensitic NiTi starting material for LPWAS, (Fig. 3),coincide close to the transformation behavior of the as sprayedspecimen. Even after thermo-mechanical treatment no changesof more than 5°C were measured. In case of austeniticLPWAS NiTi the difference of the transformationtemperatures can be as much as 15°C below or above thestarting material, which does not coincide with the literature.The VPS austenitic materials show even greater differences upto 40°C in transformation temperatures. This phenomenon cannot be conclusively explained without further investigation.
Figure 6: Micrographs of thermally sprayed NiTi foils before(left) and after hot rolling (right); a) and b): LPWAS,martensite; c) and d): LPWAS, austenite; e) and f): VPS,austenite.
Universal Hardness Testing HUThe as-sprayed VPS and LPWAS foil samples wereinvestigated using the universal hardness measurement. Theresults in Fig. 7 show the consistent behavior of bothaustenitic foils compared to the martensitic foil by the twotypes of measuring, constant load and constant penetrationdepth. The values of the austenitic foil ranges between 46 - 47% for the VPS foil and 40 - 42 % for the SIA foil. The toughermartensitic NiTi foil shows generally a much lower elasticportion of indentation work with 23 - 24 %. As displayed inFig, 7Figure 7 the SIA foil has a lower elastic portion in thecross-section (2,5N q; 8�m q) than in the side of the substrate(2,5N s; 8�m s) due to the influence of porous locations whichaffect

Autoren: K. Halter, A. Sickinger, L. Zysset and S. SiegmannPubliziert in: ITSC 2003 International Thermal Spray Conference - Advancing the Science and Applying the Technology, Orlando, FL, 2003,ISBN/ISSN: 0-87170-785-3Seite: 589-595
the springback by unloading. Thus the dense VPS coatingexhibit no influence of the indentation side like the tougherSIM foil. Finally it can be assessed that the VPS NiTi foilholds the highest elastic portion and a more isotropiccharacteristic compared to the LPWAS NiTi foils.
Tensile TestsStress-strain curves of near-equiatomic NiTi alloys arecharacterized by discontinuous yielding and large Laudersstrains, when tested at temperatures between -196°C and 75°C[12, 13]. The curves on top of Fig 8 are the tensile stress-strain curves of the wire used for LPWAS and the bulkmaterial before powderization for VPS. The highersuperelastic plateaus of the sample SIA (Fig. 8) might becontributed to remaining cold work of incomplete ageing afterthe final drawing process.
0.0
5.0
10.0
15.0
20.0
25.0
30.0
35.0
40.0
45.0
50.0
elas
tic in
dent
atio
n w
ork
etaH
U [%
]
2.5N q 2.5N s 8ym q 8ym sside of indentation
VPS
SIM
SIA
Figure 7: Elastic portion of the indentation work (�HU) forconstant load (2.5N) and constant depth (8µm) for austeniticVPS, martensitic (SIM) and austenitic (SIA) LPWAS-foils. "q" = indentation on the cross-section, "s" = indentation on the surface.
Thermal or thermo-mechanical post treatment of the assprayed specimen elongates the pseudoelastic e.g.pseudoplastic plateau and increases the material`s breakingelongation. Good results were achieved by aging attemperatures between 450 and 500°C. However, reactionphases and precipitations as well as porosity in the depositlimit the breaking elongation. The fractured surface of the assprayed foil in the SEM micrograph of Figure 9 shows size,shape and distribution of this porosity. Hot rolling closes theporosity (Figs. 6 and 9) and therefore improves the stress-strain behavior as shown in the results in Fig. 8. Vacuumsolution treated samples are not included in the results of Fig.8 because their inferior stress-strain behavior.
The VPS samples showed much lower UTS due to their stilloxidized and layered microstructure.
Figure 8: Stress-strain curves of NiTi bulk material andthermally sprayed NiTi foils before and after thermo-mechanical treatment:1: as sprayed foils.
4 and5: annealed foils.7: 750°C hot rolled foils.11: vacuum solution heated and hot rolled foils.
0
50
100
150
200
250
300
350
0 0.5 1 1.5 2 2.5 3
5
1
7
11
Strain [%]
Stress / MPa
NiTi, austeniteLPWAS
0
50
100
150
200
250
300
0 0.5 1 1.5 2 2.5 3 3.5
14 711
1
4
711
Stress / MPa
Strain [%]
NiTi, martensiteLPWAS
0
200
400
600
800
1000
1200
1400
1600
0 5 10 15 20 25 30 35 40
Str ess / MPa
Str ain [%]
SIA
VPS
SIM
SIM: 1.6 mm Ø-wire (martensite)SIA: 1.6 mm Ø-wire (austenite)VPS: 1.96x3.02mm �-strip (austenite)
NiTi, startingmaterial

Autoren: K. Halter, A. Sickinger, L. Zysset and S. SiegmannPubliziert in: ITSC 2003 International Thermal Spray Conference - Advancing the Science and Applying the Technology, Orlando, FL, 2003,ISBN/ISSN: 0-87170-785-3Seite: 589-595
Figure 9: SEM micrograph of as sprayed (top) and hotrolled (bottom) LPWAS fractured austenitic foil.
Conclusion
Low pressure thermal spraying technology proved to havepotential for manufacturing thin-walled mill products andother 3D shapes of smart NiTi alloys, which are difficult andexpensive to manufacture by conventional methods. Duringthe course of this development program an LPPS productionsystem was retooled to allow wire arc spraying in a lowpressure environment. To date over 100 smart NiTi foils, 0.2to 0.3 mm thickness, 75 mm width, and 600 mm length, wereproduced in 5 different batches with both, high (martensitic atroom temperature) and low (austenitic at r. t.), transformationtemperatures.
While LPWAS spray formed martensitic NiTi alloysexhibiting excellent thermal shape memory effects problemsstill exist in the superelastic behavior of LWPS and VPS sprayformed foils. The microstructure of the as sprayed foilsamples, with approximately 5% porosity can be improved byhot rolling. SEM investigations on fractured foil samplesrevealed that the porosity on as sprayed samples could actuallybe closed by hot rolling. In addition, tensile tests showed thathot rolling also improves the stress-strain behavior of NiTiSMA’s by increasing the breaking elongation and enlargingthe plateau for superelasticity and the pseudoplasticity.
Results with universal hardness testing showed that VPSsprayed austenitic NiTi material exhibit higher ductility withinthin discrete layers of the foil than LPWAS spayed foilmaterial. This result suggests that VPS powder spraying ofNiTi SMA should be further investigated since one of themajor stumbling block for the commercialization of thermallysprayed NiTi SMA foils are their low ductility levels.
Acknowledgement
The authors gratefully acknowledge support of this work bythe vacuum heat treatments at HTA Biel (CH), chemicalanalysis at ETH-Z (CH) and chemical and thermal analysisat Wah Chang, Albany, OR (USA).
References
1. E. Hornbogen, and G. Wassermann: "Phasenumwand-lungen in β-Cu-Zn; Zeitschrift für Metallkunde 47(1956), 427.
2. K. Halter, "SMA Household-Applications", Journal dePhysique IV (1995), C8, 1235-1239.
3. H. Funakubo, "Shape Memory Alloys", Gordon andBritish Science Publishers, (1987).
4. L. Fatkullina, K. Halter, N. Jost, J.-L. Stalder, and I.Turkin, "Programmable – Shape memory alloys, trendsin research and industry", Wireworld (1992), 8-17.
5. K. Halter, " SMA applications from crash absorberover superelastic tooth brush up to fully automatedcat`s toilet", Proceedings of 38th annual conf. ofmetallurgists, CIM (1999), 441-448.
6. K. Otsuka, and C.M. Wayman, "Shape MemoryMaterials", Cambridge University Press (1999), 41, 49,220-282.
7. T. Tadaki, T. Y. Nakata, K. Shimizu, and K. Otsuka,Trans. JIM (1986), 27, 731.
8. J. Khalil-Allafi, A. Dlouhy, and G. Eggeler, "Ni4Ti3-precipitation during aging of NiTi shape memory alloysand its influence on martensitic phase transformations",Acta Materialia 50 (2002), 4255-4274.
9. S. Siegmann, K. Halter, and B. Wielage, "Vacuumplasma sprayed coatings and freestanding parts of Ni-Ti shape memory alloys ", Proceedings of ITSC 2002International Thermal Spray Conference (2002), 357-361.
10. A. Sickinger, and E. Muehlberger, "Advanced LowPressure Plasma Applications in Powder Metallurgy",Powder Metallurgy International (PMI) 24 (1992), 91-94.
11 A.P. Jardine, Y.Field, and H. Herman, "Processing andProperties of Arc-Sprayed Shape Memory NiTi",SUNY publishers, 1991.
12. A. Planes, L. Manosa, E. Vies, J. Rodriguez-Carvajal,M. Morin, G. Guenin, and J. L. Macqueron, J. Phys.,Condens. Matter., 4 (1992), 553.
13. J. Van Humbeeck, J. Janssen, Mwamba-Ngoie, and L.Delaey, Scr. Metall., 18 (1984), 893.