manual lincoln power mic 256
DESCRIPTION
manual equipo soldadura lincolnTRANSCRIPT

POWER MIG 256
MANUAL DEL OPERADOR
IMS10096Julio, 2011
La seguridad depende de usted
El equipo de soldadura por arcoy de corte Lincoln está diseñadoy construido teniendo la seguri-dad en mente. Sin embargo, suseguridad general puede incre-mentarse por medio de una ins-talación adecuada… y una ope-ración cuidadosa de su parte.NO INSTALE, OPERE O REPA-RE ESTE EQUIPO SIN LEERESTE MANUAL Y LAS PRE-CAUCIONES DE SE GURIDADCONTENIDAS EN EL MISMO.Y, lo más importante, pienseantes de actuar y sea cuidadoso.
Para usarse con máquinas con Número de Código 11780, 11781For use with machine Code Numbers
• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
• World's Leader in Welding and Cutting Products •
Copyright © Lincoln Global Inc.
®

iSEGURIDADi
Para equipos accionadospor MOTOR.
1.a Apagar el motor antes de hacer trabajos de localización de averías y de mantenimiento,salvo en el caso que el trabajo de mantenimiento requiera que el motor esté funcionando.____________________________________________________
1.b.Los motores deben funcionar en lugaresabiertos bien ventilados, o expulsar los gasesde escape del motor al exterior.
____________________________________________________1.c. No cargar combustible cerca de un arco de sol-
dadura cuando el motor esté funcionando. Apagarel motor y dejar que se enfríe antes de rellenar decombustible para impedir que el combustible derra-mado se vaporice al quedar en contacto con laspiezas del motor caliente. No derramar combustibleal llenar el tanque. Si se derrama, limpiarlo con untrapo y no arrancar el motor hasta que los vaporesse hayan eliminado.
____________________________________________________1.d. Mantener todos los protectores, cubiertas y dispositivos de
seguridad del equipo en su lugar y en buenas condiciones. Noacercar las manos, cabello, ropa y herramientas a las correas enV, engranajes, ventiladores y todas las demás piezas móvilesdurante el arranque, funcionamiento o reparación del equipo.
____________________________________________________1.e. En algunos casos puede ser necesario quitar los protectores para
hacer algún trabajo de mantenimiento requerido. Quitarlos solamentecuando sea necesario y volver a colocarlos después de terminado eltrabajo de mantenimiento. Tener siempre el máximo cuidado cuandose trabaje cerca de piezas en movimiento.
___________________________________________________1.f. No poner las manos cerca del ven-
ti lador del motor. No tratar desobrecontrolar el regulador develocidad en vacío empujando lasvarillas de control del aceleradormientras el motor está funcionando
___________________________________________________1.g. Para impedir el arranque accidental de los motores de gasolina mientras se
hace girar el motor o generador de la soldadura durante el trabajo de manten-imiento, desconectar los cables de las bujías, tapa del distribuidor o cable delmagneto, según corresponda.
LA SOLDADURA AL ARCO PUEDE SER PELIGROSA. PROTEJASE USTED Y A LOS DEMAS CONTRA POSIBLES LESIONES DE DIFERENTE GRAVEDAD, INCLUSO MORTALES.NO PERMITA QUE LOS NIÑOS SE ACERQUEN AL EQUIPO. LAS PERSONAS CON MARCAPASOS DEBEN CONSULTAR A SU MEDICO ANTES DE USAR ESTE EQUIPO.
Lea y entienda los siguientes mensajes de seguridad. Para más información acerca de la seguridad, se recomienda comprar un ejemplarde "Safety in Welding & Cutting - ANIS Standard Z49.1" de la Sociedad Norteamericana de Soldadura, P.O. Box 351040, Miami, Florida 33135ó CSA Norma W117.2-1974. Un ejemplar gratis del folleto "Arc Welding Safety" (Seguridad de la soldadura al arco) E205 está disponible deLincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASEGURESE QUE TODOS LOS TRABAJOS DE INSTALACION, FUNCIONAMIENTO, MANTENIMIENTO YREPARACION SEAN HECHOS POR PERSONAS CAPACITADAS PARA ELLO.
ADVERTENCIA
LOS CAMPOS ELECTRI-COS Y MAGNETICOSpueden ser peligrosos
2.a. La corriente eléctrica que circula a través de un conductor origina camposeléctricos y magnéticos (EMF) localizados. La corriente de soldaduracrea campos EMF alrededor de los cables y los equipos de soldadura
2.b. Los campos EMF pueden interferir con los marcapasos y en otrosequipos médicos individuales, de manera que los operarios que utilicenestos aparatos deben consultar a su médico antes de trabajar con unamáquina de soldar.
2.c. La exposición a los campos EMF en soldadura puede tener otros efec-tos sobre la salud que se desconocen.
2.d. Todo soldador debe emplear los procedimientos siguientes para reduciral mínimo la exposición a los campos EMF del circuito de soldadura:
2.d.1. Pasar los cables de pinza y de trabajo juntos - Encintarlos jun-tos siempre que sea posible.
2.d.2. Nunca enrollarse el cable de electrodo alrededor del cuerpo.
2.d.3. No colocar el cuerpo entre los cables de electrodo y trabajo. Si elcable del electrodo está en el lado derecho, el cable de trabajo-también debe estar en el lado derecho.
2.d.4. Conectar el cable de trabajo a la pieza de trabajo lo más cercaposible del área que se va a soldar.
2.d.5. No trabajar al lado de la fuente de corriente.
1.h. Para evitar quemarse con agua caliente,no quitar la tapa a presión del radiadormientras el motor está caliente.
ADVERTENCIA DE LA LEY 65 DE CALIFORNIAEn el es ta do de Ca li for nia, se con si de ra a las emi sio nes del motor de die sely al gu nos de sus com po nen tes como da ñi nas para la salud, ya que pro vo -can cán cer, de fec tos de na ci mien to y otros daños re pro duc ti vos.
Las emi sio nes de este tipo de pro duc tos con tie nen químicosque, para el es ta do de Ca li for nia, pro vo can cáncer, de fec tosde na ci mien to y otros daños reproduc tivos.
Lo anterior aplica a los motores Diesel Lo anterior aplica a los motores de gasolina

iiSEGURIDADii
Los RAYOS DEL ARCO pueden quemar.4.a. Colocarse una pantalla de protección con el filtro ade-cuado para protegerse los ojos de las chispas y rayos delarco cuando se suelde o se observe un soldadura por arcoabierto. Cristal y pantalla han de satisfacer las normas ANSIZ87.I.
4.b. Usar ropa adecuada hecha de material resistente a la flama durablepara protegerse la piel propia y la de los ayudantes de los rayos delarco.
4.c. Proteger a otras personas que se encuentren cerca del arco, y/oadvertirles que no miren directamente al arco ni se expongan a losrayos del arco o a las salpicaduras.
La DESCARGA ELÉCTRICApuede causar la muerte.
3.a. Los circuitos del electrodo y de trabajo estáneléctricamente con tensión cuando el equipo desoldadura está encendido. No tocar esas piezascon tensión con la piel desnuda o con ropamojada. Usar guantes secos sin agujeros paraaislar las manos.
3.b. AIislarse del circuito de trabajo y de tierra con la ayuda dematerial aislante seco. Asegurarse de que el aislante es sufi-ciente para protegerle completamente de todo contacto físicocon el circuito de trabajo y tierra.
Además de las medidas de seguridad normales, si esnecesario soldar en condiciones eléctricamente peli-grosas (en lugares húmedos o mientras se está usandoropa mojada; en las estructuras metálicas tales comosuelos, emparrillados o andamios; estando en posicionesapretujadas tales como sentado, arrodillado o acostado,si existe un gran riesgo de que ocurra contacto inevitableo accidental con la pieza de trabajo o con tierra, usar elequipo siguiente:
• Equipo de soldadura semiautomática de C.C. a tensión constante. • Equipo de soldadura manual C.C.• Equipo de soldadura de C.A. con control de voltaje
reducido.
3.c. En la soldadura semiautomática o automática con alambrecontinuo, el electrodo, carrete de alambre, cabezal de sol-dadura, boquilla o pistola para soldar semiautomática tambiénestán eléctricamente con tensión.
3.d. Asegurar siempre que el cable de trabajo tenga una buenaconexión eléctrica con el metal que se está soldando. La conexióndebe ser lo más cercana posible al área donde se va a soldar.
3.e. Conectar el trabajo o metal que se va a soldar a una buenatoma de tierra eléctrica.
3.f. Mantener el portaelectrodo, pinza de trabajo, cable de soldaduray equipo de soldadura en unas condiciones de trabajo buenasy seguras. Cambiar el aislante si está dañado.
3.g. Nunca sumergir el electrodo en agua para enfriarlo.
3.h. Nunca tocar simultáneamente la piezas con tensión de losportaelectrodos conectados a dos equipos de soldaduraporque el voltaje entre los dos puede ser el total de la tensiónen vacío de ambos equipos.
3.i. Cuando se trabaje en alturas, usar un cinturón de seguridadpara protegerse de una caída si hubiera descarga eléctrica.
3.j. Ver también 6.c. y 8.
Los HUMOS Y GASES pueden ser peligrosos.
5.a. La soldadura puede producir humos ygases peligrosos para la salud. Evite respi-rarlos. Durantela soldadura, mantener lacabeza alejada de los humos. Utilice venti-lación y/o extracción de humos junto alarco para mantener los humos y gases
alejados de la zona de respiración. Cuando se suelda con elec-trodos de acero inoxidable o recubrimiento duro que requierenventilación especial (Ver instrucciones en el contenedor o laMSDS) o cuando se suelda chapa galvanizada, chapa recubier-ta de Plomo y Cadmio, u otros metales que producen humostóxicos, se deben tomar precauciones suplementarias.Mantenga la exposición lo más baja posible, por debajo de losvalores límites umbrales (TLV), utilizando un sistema deextracción local o una ventilación mecánica. En espacios con-finados o en algunas situaciones, a la intemperie, puede sernecesario el uso de respiración asistida.
5.b. La operación de equipo de control de humos de soldadura se veafectada por diversos factores incluyendo el uso adecuado y elposicionamiento del equipo así como el procedimiento de soldaduraespecífico y la aplicación utilizada. El nivel de exposición del trabajadordeberá ser verificado durante la instalación y después periodicamente afin de asegurar que está dentro de los límites OSHA PEL y ACGIH TLVpermisibles.
5.c No soldar en lugares cerca de una fuente de vapores de hidrocarburosclorados provenientes de las operaciones de desengrase, limpieza opulverización. El calor y los rayos del arco puede reaccionar con losvapores de solventes para formar fosgeno, un gas altamente tóxico, yotros productos irritantes.
5.c. Los gases protectores usados para la soldadura por arco puedendesplazar el aire y causar lesiones graves, incluso la muerte. Tengasiempre suficiente ventilación, especialmente en las áreas confinadas,para tener la seguridad de que se respira aire fresco.
5.d. Lea atentamente las instrucciones del fabricante de este equipo y elmaterial consumible que se va a usar, incluyendo la hoja de datos deseguridad del material (MSDS) y siga las reglas de seguridad delempleado, distribuidor de material de soldadura o del fabricante.
5.e. Ver también 1.b.
iiiSEGURIDADiii
PARA equiposELÉCTRICOS8.a. Cortar la electricidad entrante usando el inter-
ruptor de desconexión en la caja de fusiblesantes de trabajar en el equipo.
8.b. Conectar el equipo a la red de acuerdo con U.S. NationalElectrical Code, todos los códigos y las recomendaciones delfabricante.
8.c. Conectar el equipo a tierra de acuerdo con U.S. NationalElectrical Code, todos los códigos y las recomendaciones delfabricante.
La BOTELLA de gas puedeexplotar si está dañada.7.a. Emplear únicamente botellas que contengan el
gas de protección adecuado para el proceso uti-lizado, y reguladores en buenas condiciones de
funcionamiento diseñados para el tipo de gas y la presión utiliza-dos. Todas las mangueras, rácores, etc. deben ser adecuadospara la aplicación y estar en buenas condiciones.
7.b. Mantener siempre las botellas en posición vertical sujetasfirmemente con una cadena a la parte inferior del carro o a unsoporte fijo.
7.c. Las botellas de gas deben estar ubicadas:
• Lejos de las áreas donde puedan ser golpeados o estén sujetosa daño físico.
• A una distancia segura de las operaciones de corte o soldadurapor arco y de cualquier fuente de calor, chispas o llamas.
7.d. Nunca permitir que el electrodo, portaelectrodo o cualquier otrapieza con tensión toque la botella de gas.
7.e. Mantener la cabeza y la cara lejos de la salida de la válvula de labotella de gas cuando se abra.
7.f. Los capuchones de protección de la válvula siempre deben estarcolocados y apretados a mano, excepto cuando la botella está enuso o conectada para uso.
7.g. Leer y seguir las instrucciones de manipulación en las botellas degas y el equipamiento asociado, y la publicación P-I de CGA,“Precauciones para un Manejo Seguro de los GasesComprimidos en los Cilindros“, publicado por Compressed GasAssociation 1235 Jefferson Davis Highway, Arlington, VA 22202.
Las CHISPAS DE SOL-DADURA pueden provo-car un incendio o unaexplosión.
6.a. Quitar todas las cosas que presenten riesgo de incendio del lugar de sol-dadura. Si esto no es posible, taparlas para impedir que las chispas de lasoldadura inicien un incendio. Recordar que las chispas y los materialescalientes de la soldadura puede pasar fácilmente por las grietas pequeñas yaberturas adyacentes al área. No soldar cerca de tuberías hidráulicas. Tenerun extintor de incendios a mano.
6.b. En los lugares donde se van a usar gases comprimidos, se deben tomarprecauciones especiales para prevenir situaciones de riesgo. Consultar“Seguridad en Soldadura y Corte“ (ANSI Estándar Z49.1) y la información deoperación para el equipo que se esté utilizando.
6.c Cuando no esté soldando, asegúrese de que ninguna parte del circuito delelectrodo haga contacto con el trabajo o tierra. El contacto accidental podríaocasionar sobrecalentamiento de la máquina y riesgo de incendio.
6.d. No calentar, cortar o soldar tanques, tambores o contenedores hasta habertomado los pasos necesarios para asegurar que tales procedimientos no van acausar vapores inflamables o tóxicos de las sustancias en su interior. Puedencausar una explosión incluso después de haberse “limpiado”. Para másinformación, consultar “Recommended Safe Practices for the Preparation forWelding and Cutting of Containers and Piping That Have Held HazardousSubstances”, AWS F4.1 de la American Welding Society .
6.e. Ventilar las piezas fundidas huecas o contenedores antes de calentar, cortar osoldar. Pueden explotar.
6.f. Las chispas y salpicaduras son lanzadas por el arco de soldadura. Usar ropaadecuada que proteja, libre de aceites, como guantes de cuero, camisa gruesa,pantalones sin bastillas, zapatos de caña alta y una gorra. Ponerse tapones enlos oídos cuando se suelde fuera de posición o en lugares confinados. Siempreusar gafas protectoras con protecciones laterales cuando se esté en un área desoldadura.
6.g. Conectar el cable de trabajo a la pieza tan cerca del área de soldadura comosea posible. Los cables de la pieza de trabajo conectados a la estructura deledificio o a otros lugares alejados del área de soldadura aumentan la posibilidadde que la corriente para soldar traspase a otros circuitos alternativos comocadenas y cables de elevación. Esto puede crear riesgos de incendio osobrecalentar estas cadenas o cables de izar hasta hacer que fallen.
6.h. Ver también 1.c.
6.i. Lea y siga el NFPA 51B “ Estándar para Prevención de Incendios Durante laSoldadura, Corte y otros Trabajos Calientes”, disponible de NFPA, 1Batterymarch Park, PO box 9101, Quincy, Ma 022690-9101.
6.j. No utilice una fuente de poder de soldadura para descongelación de tuberías.
Consulte http://www.lincolnelectric.com/safety para información de seguridad adicional.

ivSEGURIDADiv
PRÉCAUTIONS DE SÛRETÉPour votre propre protection lire et observer toutes les instructionset les précautions de sûreté specifiques qui parraissent dans cemanuel aussi bien que les précautions de sûreté générales suiv-antes:
Sûreté Pour Soudage A LʼArc1. Protegez-vous contre la secousse électrique:
a. Les circuits à lʼélectrode et à la piéce sont sous tensionquand la machine à souder est en marche. Eviter toujourstout contact entre les parties sous tension et la peau nueou les vétements mouillés. Porter des gants secs et sanstrous pour isoler les mains.
b. Faire trés attention de bien sʼisoler de la masse quand onsoude dans des endroits humides, ou sur un planchermetallique ou des grilles metalliques, principalement dans les positions assis ou couché pour lesquelles une grandepartie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pince de masse, le câblede soudage et la machine à souder en bon et sûr étatdefonctionnement.
d.Ne jamais plonger le porte-électrode dans lʼeau pour lerefroidir.
e. Ne jamais toucher simultanément les parties sous tensiondes porte-électrodes connectés à deux machines à souderparce que la tension entre les deux pinces peut être letotal de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source decourant pour soudage semi-automatique, ces precautionspour le porte-électrode sʼapplicuent aussi au pistolet desoudage.
2. Dans le cas de travail au dessus du niveau du sol, se protégercontre les chutes dans le cas ou on recoit un choc. Ne jamaisenrouler le câble-électrode autour de nʼimporte quelle partiedu corps.
3. Un coup dʼarc peut être plus sévère quʼun coup de soliel,donc:
a. Utiliser un bon masque avec un verre filtrant appropriéainsi quʼun verre blanc afin de se protéger les yeux du ray-onnement de lʼarc et des projections quand on soude ouquand on regarde lʼarc.
b. Porter des vêtements convenables afin de protéger lapeau de soudeur et des aides contre le rayonnement delʻarc.
c. Protéger lʼautre personnel travaillant à proximité ausoudage à lʼaide dʼécrans appropriés et non-inflammables.
4. Des gouttes de laitier en fusion sont émises de lʼarc desoudage. Se protéger avec des vêtements de protection libresde lʼhuile, tels que les gants en cuir, chemise épaisse, pan-talons sans revers, et chaussures montantes.
5. Toujours porter des lunettes de sécurité dans la zone desoudage. Utiliser des lunettes avec écrans lateraux dans leszones où lʼon pique le laitier.
6. Eloigner les matériaux inflammables ou les recouvrir afin deprévenir tout risque dʼincendie dû aux étincelles.
7. Quand on ne soude pas, poser la pince à une endroit isolé dela masse. Un court-circuit accidental peut provoquer unéchauffement et un risque dʼincendie.
8. Sʼassurer que la masse est connectée le plus prés possiblede la zone de travail quʼil est pratique de le faire. Si on placela masse sur la charpente de la construction ou dʼautresendroits éloignés de la zone de travail, on augmente le risquede voir passer le courant de soudage par les chaines de lev-age, câbles de grue, ou autres circuits. Cela peut provoquerdes risques dʼincendie ou dʼechauffement des chaines et descâbles jusquʼà ce quʼils se rompent.
9. Assurer une ventilation suffisante dans la zone de soudage.Ceci est particuliérement important pour le soudage de tôlesgalvanisées plombées, ou cadmiées ou tout autre métal quiproduit des fumeés toxiques.
10. Ne pas souder en présence de vapeurs de chlore provenantdʼopérations de dégraissage, nettoyage ou pistolage. Lachaleur ou les rayons de lʼarc peuvent réagir avec les vapeursdu solvant pour produire du phosgéne (gas fortement toxique)ou autres produits irritants.
11. Pour obtenir de plus amples renseignements sur la sûreté,voir le code “Code for safety in welding and cutting” CSAStandard W 117.2-1974.
PRÉCAUTIONS DE SÛRETÉ POURLES MACHINES À SOUDER ÀTRANSFORMATEUR ET ÀREDRESSEUR
1. Relier à la terre le chassis du poste conformement au code delʼélectricité et aux recommendations du fabricant. Le dispositifde montage ou la piece à souder doit être branché à unebonne mise à la terre.
2. Autant que possible, Iʼinstallation et lʼentretien du poste seronteffectués par un électricien qualifié.
3. Avant de faires des travaux à lʼinterieur de poste, la debranch-er à lʼinterrupteur à la boite de fusibles.
4. Garder tous les couvercles et dispositifs de sûreté à leurplace.

vv
Graciaspor seleccionar un producto de CALIDAD fabricado por LincolnElectric. Queremos que esté orgulloso al operar este producto deLincoln Electric Company••• tan orgulloso como lo estamos como loestamos nosotros al ofrecerle este producto.
Lea este Manual del Operador completamente antes de empezar a trabajar con este equipo. Guarde este manual y ténga-lo a mano para cualquier consulta rápida. Ponga especial atención a las diferentes consignas de seguridad que aparecen a lolargo de este manual, por su propia seguridad. El grado de importancia a considerar en cada caso se indica a continuación.
ADVERTENCIAEste mensaje aparece cuando la información que acompaña debe ser seguida exactamente para evitar daños person-ales graves o incluso la pérdidad de la vida.
Este mensaje aparece cuando la información que acompaña debe ser seguida para evitar daños personales menos graves odaños a este equipo.
PRECAUCIÓN
Favor de Examinar Inmediatamente el Cartón y el Equipo para Verificar si Existe Algún DañoCuando este equipo se envía, el título pasa al comprador en el momento que éste recibe el producto del trans-portista. Por lo tanto, las reclamaciones por material dañado en el envío las debe realizar el comprador en con-tra de la compañía de transporte en el momento en el que recibe la mercancía.
Por favor registre la información de identificación del equipo que se presenta a continuación para referenciafutura. Esta información se puede encontrar en la placa de identificación de la máquina.
Producto _________________________________________________________________________________
Número de Modelo _________________________________________________________________________
Número de Código o Código de Fecha__________________________________________________________
Número de Serie___________________________________________________________________________
Fecha de Compra__________________________________________________________________________
Lugar de Compra_________________________________________________________________________
En cualquier momento en que usted solicite alguna refacción o información acerca de este equipo proporcionesiempre la información que se registró anteriormente. El número de código es especialmente importante alidentificar las partes de reemplazo correctas.
Registro del Producto En Línea- Registre su máquina con Lincoln Electric ya sea vía fax o a través de Internet.
• Para envío por fax: Llene la forma en la parte posterior de la declaración de garantía incluida en el paquete de literaturaque acompaña esta máquina y envíe por fax la forma de acuerdo con las instrucciones impresas enella.
• Para registro en línea: Visite nuestro SITIO WEB en www.lincolnelectric.com. Seleccione “Vínculos Rápidos” y después“Registro de Producto”. Por favor llene la forma y presente su registro.
POLÍTICA DE ASISTENCIA AL CLIENTEEl negocio de la Lincoln Electric Company es fabricar y vender equipo de soldadura, consumibles y equipo de corte de alta calidad, Nuestroreto es satisfacer las necesidades de nuestros clientes y exceder sus expectativas. A veces, los compradores pueden pedir consejo o infor-mación a Lincoln Electric sobre el uso de sus productos. Les respondemos con base en la mejor información que tengamos en ese momen-to. Lincoln Electric no está en posición de garantizar o avalar dicho consejo, y no asume ninguna responsabilidad con respecto a dicha infor-mación o guía. Expresamente declinamos cualquier garantía de cualquier tipo, incluyendo cualquier garantía de conveniencia para el fin par-ticular de algún cliente, con respecto a dicha información o consejo. Como un asunto de consideración práctica, tampoco podemos asumirninguna responsabilidad por actualizar o corregir dicha información o consejo una vez que se ha dado, ni tampoco el hecho de proporcionarla información o consejo crea, amplía o altera ninguna garantía en relación con la venta de nuestros productos.
Lincoln Electric es un fabricante responsable, pero la selección y uso de productos específicos vendidos por el mismo está únicamente den-tro del control del cliente, y permanece su sola responsabilidad. Varias variables más allá del control de Lincoln Electric afectan los resulta-dos obtenidos al aplicar estos tipos de métodos de fabricación y requerimientos de servicio.
Sujeto a Cambio – Esta información es precisa en nuestro mejor leal saber y entender al momento de la impresión. Sírvase consultarwww.lincolnelectric.com para cualquier información actualizada.

vi vi TABLA DE CONTENIDO
Página
________________________________________________________________________
Instalación.......................................................................................................Sección AEspecificaciones Técnicas....................................................................................A-1Precauciones de Seguridad...................................................................................A-2Desembalaje de la POWER MIG® 256.................................................................A-2Colocación.............................................................................................................A-2Alimentación, Aterrizamiento y Diagramas de Conexión...............................A-2, A-3Conexiones de Polaridad de Salida.......................................................................A-3Instalación de la Pistola y Cable............................................................................A-3Gas Protector ........................................................................................................A-4Receptáculo de Potencia Auxiliar ..........................................................................A-4Instalación de Coil Claw™.....................................................................................A-4
________________________________________________________________________
Operación........................................................................................................Sección BPrecauciones de Seguridad...................................................................................B-1Descripción del Producto.......................................................................................B-2Procesos y Equipo Recomendados.......................................................................B-2Capacidad de Soldadura .......................................................................................B-2Limitaciones...........................................................................................................B-2Descripción de los Controles .................................................................................B-2Partes de Conversión de Tamaños de Alambre....................................................B-3Procedimiento para Cambiar Rodillos Impulsores.................................................B-3Carga del Carrete de Alambre...............................................................................B-4Montaje de Carretes de 10 a 44 libras...................................................................B-4Cómo Encender la Soldadora................................................................................B-4Alimentación del Electrodo ...................................................................................B-5Ajuste de la Presión de los Rodillos de Presión ....................................................B-5Configuración del Mecanismo de Alimentación.................................................... B-6Cómo Hacer una Soldadura ..................................................................................B-7Cómo Evitar Problemas de Alimentación de Alambre...........................................B-7Control del Ventilador ............................................................................................B-7Protección de Voltaje de Línea de Entrada ...........................................................B-7Protección de Sobrecarga de Alimentación de Alambre .......................................B-7Protección Contra Sobrecarga Térmica de Soldadura ..........................................B-8Protección Contra Sobrecorriente .........................................................................B-8Información del Procedimiento de Soldadura........................................................B-8
________________________________________________________________________
Accesorios ......................................................................................................Sección CKits de Rodillos Impulsores ...................................................................................C-1Kit de Montaje de Cilindro Dual .............................................................................C-1Ensambles Alternativos de Pistola y Cable GMAW Magnum ...............................C-1Kit de Conexión de Pistola Mágnum .....................................................................C-1Antorcha “Spool Gun”............................................................................................C-1Conexión de la Antorcha “Spool Gun” a la POWER MIG® 256................................C-2Cómo Hacer una Soldadura con la Antorcha “Spool Gun” ...................................C-2Cómo Hacer una Soldadura con la Antorcha “Spool Gun” Mágnum SG ..............C-3
________________________________________________________________________

vii viiTABLA DE CONTENIDO
Página________________________________________________________________________
Mantenimiento ...........................................................................................Sección DPrecauciones de Seguridad ..................................................................................D-1Mantenimiento General .........................................................................................D-1Rodillos Impulsores y Placas Guía........................................................................D-1Instalación de la Punta de Contacto y Tobera de Gas..........................................D-1Tubos y Toberas de la Pistola ...............................................................................D-1Limpieza del Cable de la Pistola ...........................................................................D-1Liner Removal and Replacement ..........................................................................D-2Instrucciones de Remoción, Instalación y Corte de las Guías de Alambre para Magnum® PRO 250L .......D-2Desensamblaje de la Manija de la Pistola.............................................................D-3
________________________________________________________________________
Localización de Averías.................................................................................Sección ECómo Usar la Guía de Localización de Averías ....................................................E-1Guía de Localización de Averías ................................................................E-2 a E-4
________________________________________________________________________
Diagrama de Cableado y Dibujo de Dimensión ...........................................Sección F________________________________________________________________________
Manual de Partes .............................................................................................ApéndicePOWER MIG® 256 ...................................................................................................P-680
Pistola Magnum® PRO 250L Guns ...........................................................P-202-H.2________________________________________________________________________

A-1 A-1 INSTALACIÓN
Tamaño de Fusible o Capacidad Nominal deFrecuencia de Voltaje Disyuntor (Quemado Amperios de Entrada ende Entrada (Hz) Lento) Placa de Identificación
208/60 60 56A 8230/60 60 52A 10
230/60 60 47A 10460/60 30 24A 14575/60 25 19A 14
ESPECIFICACIONES TÉCNICAS – POWER MIG® 256ENTRADA – MONOFÁSICA ÚNICAMENTE
SALIDA NOMINAL
SALIDA
TAMAÑOS RECOMENDADOS DE ALAMBRES DE ENTRADA Y FUSIBLES
Altura Ancho Profundidad PesoCon Coil Claw™ Sin Coil Claw™
220 lbs32.56 pulg. 20.12 pulg. 19.15 pulg. 39.9 pulg. 100 kg. 827 mm 512 mm 487 mm 1014 mm
DIMENSIONES FÍSICAS
Velocidad de Alambre 50 – 700 IPM (1.27 – 17.8 m/minuto)RANGO DE VELOCIDAD DE ALAMBRE
Voltaje/Fase/Frecuencia Estándar Corriente de Entrada a Salida Nominal de 200 Amps Corriente de Entrada a Salida Nominal de 250 Amps208/230/1/60 Hz *47/44 Amps *56/52 Amps
230/460/575/1/60 Hz 41/20/16 Amps 50/24/19 Amps
Ciclo de Trabajo Amps Voltios a Amperios Nominales40% 250 Amps 26 Voltios60% 200 Amps 28 Voltios100% 145 Amps 26 Voltios
SALIDA
Rango de Corriente de Soldadura (Continua) Voltaje Máximo de Circuito Abierto Rango de Voltaje de Soldadura30 – 300 Amps 40 Voltios 10-28 Voltios
POWER MIG® 256
RANGOS DE TEMPERATURA
RANGO DE TEMPERATURA DE ALMACENAMIENTO-40°F a 185°F (-40°C a +40°C)
RANGO DE TEMPERATURA DE OPERACIÓN-4°F a 104°F (-20°C a +40°C)
* Con receptáculo de 115V cargado a 15A.
Escriba a máquina S, SO, ST, STO o usoexcepcionalmente duro cuerda de entrada
AWG (Calibre de cable americano) (IEC)

FIGURA A.1 — Conexiones de Entrada de laMáquina de Voltaje Dual
A-2 A-2 INSTALACIÓNLea por completo la sección de instalación antesde iniciar la misma.
PRECAUCIONES DE SEGURIDAD
ALIMENTACIÓN DE ENTRADA, ATERRIZA-MIENTO Y DIAGRAMAS DE CONEXIÓN
1. Antes de iniciar la instalación, verifique con su com-pañía de luz local si hay alguna duda sobre la sufi-ciencia de su fuente de energía para el voltaje, ampe-rios, fase y frecuencia especificados en la placa deidentificación de la soldadora. Asimismo, asegúresede que la instalación planeada satisface los requerim-ientos del Código Eléctrico Nacional de los E.U.A. ycódigo local. Esta soldadora puede operarse desdeuna línea monofásica o desde una fase de una líneabifásica o trifásica.
2. Los modelos que tienen múltiples voltajes de entradaespecificados en la placa de identificación (por ejem-plo, 208/230) se envían conectados al voltaje másalto. Si la soldadora debe operarse a un voltaje inferi-or, deberá reconectarse conforme a las instruccionesde la Figura A.1 para máquinas de voltaje dual y de laFigura A.2 para máquinas de voltaje triple.
Asegúrese de que la alimentación está eléctrica-mente desconectada antes de remover el tornilloen la cubierta de acceso del panel de reconexión.------------------------------------------------------------------------
DESEMBALAJE DE LA POWER MIG® 256Corte las cintas y levante la caja de cartón. Asimismo,corte las ataduras que sujetan la máquina a la tarima.Remueva el unicel y material de empaquetamientocorrugado. Retire la cinta adhesiva de los accesoriosde la Plataforma de la Botella de Gas. Desatornille losdos tornillos de madera (en dicha Plataforma) quesujetan la máquina a la tarima. Ruede la máquinafuera del ensamble de la tarima.
UBICACIÓN
Coloque la soldadora en una ubicación seca dondeexista libre circulación de aire limpio hacia las rejillasal frente y atrás. Una ubicación que minimiza la canti-dad de humo y suciedad que entra a las rejillastraseras reduce la probabilidad de acumulación demugre que pueda bloquear los pasajes de aire yprovocar sobrecalentamiento.
La DESCARGA ELÉCTRICA puede causar la muerte.
• Sólo personal calificado deberárealizar esta instalación.
• Sólo personal que ha leído y com-prendido el Manual de Operación dela POWER MIG® 256 deberá instalary operar este equipo.
• La máquina deberá aterrizarse con-forme a todos los códigos eléctricosnacionales, locales u otros queapliquen.
• El interruptor de encendido de laPOWER MIG® 256 deberá estar en laposición de APAGADO cuandoinstale el cable de trabajo y pistola, yal conectar otro equipo.
ADVERTENCIA
ADVERTENCIA
La DESCARGA ELÉCTRICA puede causar la muerte.
• No toque las partes eléctricamente vivas comolas terminales de salida o cableado interno.
• Deberá desconectarse eléctricamente toda la ali-mentación antes de proceder.
ADVERTENCIA
POWER MIG® 256

Tornillo de Banco
Pistola de Extremo Macho y Cable
Adaptador de la Pistola
Receptáculo
Conector del Gatillo de la Pistola
3. La POWER MIG modelo de 208/230 voltios, 60 Hz seenvía con un cable de entrada de 10 pies y enchufeconectados a la soldadora. Obtenga un receptáculo ymontéelo en una ubicación adecuada. Asegúrese de queel enchufe del cable de entrada de la soldadora puedaalcanzarlo. Montéelo con la terminal de aterrizamientoen la parte superior para permitir que el cable de ali-mentación cuelgue sin doblarse.
El modelo 230/460/575 voltios, 60 Hz no está equipadocon un enchufe, cable de entrada o receptáculo.
FIGURA A.2 — Conexión de Entrada de laMáquina de Triple Voltaje
4. Usando las instrucciones en la Figura A.3, haga que unelectricista calificado conecte un receptáculo o cable alas líneas de alimentación y al aterrizamiento del sistemaconforme al Código Eléctrico Nacional de los E.U.A. ycualquier código local aplicable. A fin de conocer lostamaños adecuados de alambre, vea las“Especificaciones Técnicas” al principio de este capítulo.Para corridas largas de más de 100 pies, deberánutilizarse alambres de cobre más grandes. Fusione lasdos líneas energizadas con fusibles tipo quemado lentocomo se muestra en el siguiente diagrama. El contactocentral en el receptáculo es para la conexión deaterrizamiento. Un alambre verde en el cable de entradaconecta este contacto al armazón de la soldadora. Estoasegura un aterrizamiento adecuado del mismo cuandoel enchufe de la soldadora está insertado en elreceptáculo.
A-3 A-3 INSTALACIÓNCONEXIONES DE POLARIDAD DE SALIDALa soldadora, como se envía de fábrica, está conecta-da para polaridad positiva (+) de electrodo. Esta es lapolaridad normal para la soldadura GMAW.
Si se requiere polaridad negativa (–), intercambie laconexión de los dos cables localizados en el compar-timiento del mecanismo de alimentación cerca delpanel frontal. El cable del electrodo, que está conec-tado al mecanismo de alimentación, deberá conec-tarse a la terminal etiquetada negativa (-) y al cablede trabajo, que está conectado a la pinza de trabajo,deberá conectarse a la terminal etiquetada positiva(+).
INSTALACIÓN DE LA PISTOLA Y CABLELa pistola y cable Magnum® PRO 250L que se proporcio-nan con la POWER MIG® 256 están instalados de fábricacon una guía de alambre para un electrodo de 0.9-1.1 mm(.035-.045") y una punta de contacto de 0.9mm (.035”).Instale la punta de .045” (también se proporciona) si se estáutilizando este tamaño de alambre.
Apague el interruptor de encendido de la soldadora antes deinstalar la pistola y cable.
(Vea la Figura A.4)1. Extienda el cable en forma recta.2. Desatornille el Tornillo de Banco en el extremo frontal de la
unidad de impulsión (dentro del compartimiento de alimentaciónde alambre) hasta que la punta del tornillo ya no salga por laapertura de Adaptador de Pistola, visto desde el frente de lamáquina. (Vea la Figura A.4)
3. Inserte el extremo macho del cable de la pistola en elAdaptador de la Pistola a través de la apertura en el panelfrontal. Asegúrese de que el conector esté totalmente insertado,y apriete el Tornillo de Banco.
4. Conecte el Conector del Gatillo de la Pistola y cable alReceptáculo gemelo dentro del compartimiento localizado a laizquierda, justo dentro de la apertura en el Panel Frontal.Asegúrese de que los pines estén alineados; inserte y apriete elanillo de retención.
POWER MIG® 256
ALAMBRE VERDE
FUSIBLE
FUSIBLE
FIGURA A.3 — Diagrama del Receptáculo
CONECTE A UN ALAMBRE DEATERRIZAMIENTO DEL SISTEMA.PARA OTROS DETALLES Y MEDIOSDE ATERRIZAMIENTO ADECUADOS,VEA EL CÓDIGO ELÉCTRICONACIONAL DE LOS ESTADOSUNIDOS Y/O CÓDIGOS LOCALES.
CONECTE A LOS ALAMBRESENERGIZADOS DE UN SISTEMAMONOFÁSICO DE TRES ALAMBRESO A UNA FASE DE UN SISTEMA BI OTRIFÁSICO.
ADVERTENCIA
FIGURA A.4

GAS PROTECTOR[Para Procesos de Soldadura de Arco Metálico con Gas (GMAW)]El cliente deberá proporcionar un cilindro de gas protectorde tipo adecuado para el proceso que se está utilizando.
La POWER MIG® 256 incluye de fábrica un regulador deflujo de gas, para gas de mezcla de Argón, una manguerade gas de entrada y un adaptador de regulador. Para utilizar100% CO2 se requiere el adaptador de regulador paraconectar el regulador a la botella de gas.
INSTALE EL SUMINISTRO DE GAS PROTECTOR EN LA SIGUIENTE FORMA:1. Coloque el cilindro de gas en la plataforma trasera de la
POWER MIG® 256. Enganche la cadena en su lugar paraasegurar el cilindro a la parte posterior de la soldadora.
2. Remueva el tapón del cilindro. Inspeccione las válvulas delcilindro y regulador en busca de roscas dañadas, suciedad,polvo, aceite o grasa. Elimine el polvo y suciedad con untrapo limpio.¡NO CONECTE EL REGULADOR SI HAY PRESENCIADE ACEITE, GRASA O DAÑOS! Informe esta condición asu proveedor de gas. El aceite o grasa en presencia deoxígeno de alta presión es explosivo.
3. Paréese a un lado lejos de la salida, y abra la válvula delcilindro por un instante. Esto elimina cualquier polvo osuciedad que pudiera haberse acumulado en la salida de laválvula.
Asegúrese de mantener alejada su cara de la sali-da de la válvula cuando “destape” la válvula.--------------------------------------------------------------------------------4. Conecte el regulador de flujo a la válvula del cilindro y
apriete muy bien las tuercas de unión con una llave.NOTA: Si se hace una conexión a un cilindro con 100%de CO2, deberá instalarse el adaptador de reguladorproporcionado entre el regulador y la válvula del cilindro.
5. Conecte un extremo de la manguera de gas de entradaal conector de salida del regulador de flujo, y el otroextremo al conector posterior de la POWER MIG® 256marcado como “Feeder” (Alimentador); apriete bien lastuercas de unión con una llave.
6. Antes de abrir la válvula del cilindro, gire la perilla deajuste del regulador a la izquierda hasta que la presióndel resorte de ajuste se libere.
A-4A-4 INSTALACIÓN7. Permaneciendo a un lado, abra la válvula del cilindro lenta-
mente una fracción de vuelta. Cuando el medidor de presióndel cilindro deje de moverse, abra la válvula totalmente.
Nunca se pare directamente en frente o detrás del regu-lador de flujo cuando abra la válvula del cilindro.Siempre permanezca a un lado.--------------------------------------------------------------------------------8. El regulador de flujo es ajustable. Ajústelo a la velocidad
de flujo recomendada para el procedimiento y procesoque se están usando antes de hacer una soldadura.
Si sufre algún daño, el CILINDRO puedeexplotar.• El gas bajo presión es explosivo. Siempre
conserve los cilindros de gas en una posi-ción vertical y encadenados al carro detransporte o soporte estacionario.
Vea el Estándar Nacional Estadounidense Z49.1,“Seguridad en Soldadura y Corte” publicado por laSociedad Estadounidense de Soldadura.------------------------------------------------------------------------
ADVERTENCIA
ADVERTENCIA
POWER MIG® 256
RECEPTÁCULOS DE POTENCIA AUXILIAR
(Sólo para modelos de 208/230V)
Esta máquina está equipada con un receptáculo de 15Amps,120V con un Interruptor Automático de 15Amps. Elreceptáculo está aprobado por UL y CSA.
INSTALACIÓN DE COIL CLAW™
El Coil Claw™ y tornillos de montaje se proporcio-nan como un accesorio opcional para la POWERMIG® 256. Este accesorio instalado por el usuarioproporciona administración del cable para la máquina.
Coloque el interruptor de encendido dela soldadora en APAGADO antes deinstalar el Coil Claw™.
------------------------------------------------------------------------1. Desenvuelva el Coil Claw™ de su papel protector y
remueva la bolsa de los tornillos de montaje de laparte posterior del Coil Claw™.
2. Monte el Coil Claw™ utilizando los tornillos demontaje proporcionados al lado izquierdo de lamáquina, cuando se ven desde el frente.Asegúrese de que el Coil Claw™ esté firmementemontado. (Vea la Figura A.5)
FIGURA A.5
TORNILLOS DE MONTAJE
COIL CLAW™
ADVERTENCIA

B-1 B-1 OPERACIÓNLea toda la sección de Operación antesde operar la POWER MIG® 256.
La DESCARGA ELÉCTRICApuede causar la muerte.• No toque partes eléctricamente
vivas o electrodos con la piel oropa mojada. Aíslese del trabajo ytierra.
• Siempre utilice guantes aislantessecos.
Los HUMOS Y GASESpueden resultar peligrosos.• Mantenga su cabeza alejada de
los humos.
• Use ventilación o escape paraeliminar los humos y gases desu zona de respiración.
Las CHISPAS DE SOLDADURA puedenprovocar un incendio o explosión.• Mantenga alejado al material
inflamable.
• No suelde en contenedores cerra-dos.
Los RAYOS DEL ARCOpueden quemar los ojos ypiel.• Utilice protección para los ojos,
oídos y cuerpo.
Observe toda la información de seguridada lo largo de este manual.------------------------------------------------------------
ADVERTENCIA
POWER MIG® 256

B-2 B-2OPERACIÓNDESCRIPCIÓN DEL PRODUCTO
La POWER MIG® 256 es una máquina completasemiautomática de soldadura de arco de voltaje de CDfabricada para satisfacer las especificaciones NEMA.Combina una fuente de poder de voltaje constante con unalimentador de alambre de velocidad constante con uncontrolador basado en microcomputadora para formar unsistema de soldadura confiable de alto desempeño. Unsimple esquema de control, que consiste de un voltajecontinuo de rango total y controles de la velocidad dealambre, proporciona versatilidad con facilidad de uso yprecisión. Una función mejorada de la POWER MIG™ 256,es que está lista para la Antorcha “Spool Gun” y que incluyeun segundo Solenoide de Gas para el uso de la misma. Paralas Antorchas “Spool Gun” aplicables, consulte la Sección deAccesorios.
Otras funciones incluyen un eje de carrete de alambre O.D.de 51 mm (2") con freno ajustable, un carro de transporte demontaje de cilindro de gas integral, un regulador de flujoajustable de mezcla de Argón ó CO2 con medidor de presiónde cilindro y manguera de entrada, una pistola y cableMagnum® PRO 250L GMAW de 4.6 m (15 pies), un cable dealimentación de 3.1 m (10 pies) con enchufe (sólo modelosde 208/230V) y, y un cable de trabajo de 310 m (10 pies) conpinza.
La POWER MIG® 256 también ofrece funciones detemporizador integradas que brindan un control variable dequemado en retroceso, una función de punteo, uninterbloqueo de gatillo de 4 pasos y “Avance Inicial” ajustablepara optimización del avance del alambre. Las funcionesopcionales incluyen un kit de Montaje de Cilindro Dual.
PROCESOS Y EQUIPO RECOMEN-DADOS
La POWER MIG® 256 se recomienda para procesos desoldadura GMA utilizando carretes I.D. de 4.5 a 20 kg (10 a44 libras) de 51 mm (2")o bobinas Readi-Reel® (conadaptador opcional) de electrodos de alambre sólido de 0.6– 1.1 mm (.025" a .045"), acero inoxidable de 0.9 mm (.035"),aluminio de 1.2 mm (3/64"), Outershield® y Ultracore® de1.1 mm (.045") , así como electrodos autorevestidosInnershield® de 0.9 mm (.035") y 1.1 mm (.045").
La POWER MIG® 256 está equipada de fábrica paraalimentar electrodos de 0.9 mm (.035") y 1.1 mm (.045”).También incluye un ensamble de cable y pistola GMAW de4.6 m (15 pies) clasificado a un ciclo de trabajo de 200A,60% (ó de 250A, 40%) equipado para tres tamaños dealambre. El uso de los procesos GMAW requiere unsuministro de gas protector.
CAPACIDAD DE SOLDADURA
La POWER MIG® 256 está clasificada a 250 amps a26 voltios, a un ciclo de trabajo del 40% con base enun ciclo de diez minutos. Es capaz de ciclos de trabajomás altos a corrientes de salida inferiores, y capaz dehasta 300 Amps a ciclos de trabajo menores.
LIMITACIONES
La POWER MIG® 256 NO operará satisfactoriamente si sealimenta con un sistema generador portátil o en la planta.
DESCRIPCIÓN DE LOS CONTROLESVea la Figura B.1
1. Interruptor de ENCENDIDO/APAGADO — Coloque lapalanca en la posición de “ENCENDIDO” para energizar laPOWER MIG® 256. Cuando la alimentación está encendi-da, las luces LED rojas de la pantalla se iluminan.
2. Control de Voltaje - Este es un control continuo que brin-da ajuste de rango completo del voltaje de salida de lafuente de poder. Se puede ajustar mientras se suelda a lolargo de su rango de 10 a 28 voltios.
3. Control de Velocidad de Alambre - Controla la velocidadde alimentación de alambre de 50 – 700 pulgadas por min-uto (1.2 – 17.8 m/min). El control se puede preestableceren el disco a la configuración especificada en la Etiquetade Procedimiento dentro de la puerta de compartimientode alambre. La velocidad de alambre no se ve afectadacuando se hacen cambios en el control del voltaje.
4. Interruptor del Gatillo - Seleccione el modo deseado conel interruptor de palanca:
• El modo de soldadura normal (2 pasos) proporciona sólopotencia de soldadura mientras se aprieta el interruptor delgatillo.
• El modo de interbloqueo del Gatillo de 4 Pasos eliminala necesidad de apretar el gatillo de la pistola al soldar.Opera en 4 pasos:
1. Apriete el gatillo y establezca el arco de soldadura.
2. Libere el gatillo y continúe soldando.
3. Vuelva a apretar el gatillo casi al final de lasoldadura.
4. Suelte de nuevo el gatillo y deje de soldar.
Si se interrumpe el arco mientras usa esta función, la máquinase reestablecerá automáticamente en la condición de “gatilloapagado”.
Nota: El modo de interbloqueo de Gatillo de 4 Pasos nofunciona con la Antorcha “Spool Gun”.
5. El Tiempo de Punteo – Modo de Soldadura de Punteo seutiliza para soldar provisionalmente partes en su lugar opara soldaduras por puntos o de tapón con el fin de unirhojas metálicas delgadas antes de puntadas manuales osoldadura continua. A fin de utilizar esta función, ajuste On-Time (Tiempo Encendido, 0-25 segundos) según seanecesario para obtener los resultados deseados. Cerrar elgatillo inicia un solo ciclo de soldadura de punteotemporizado.
Las soldaduras de tapón se hacen utilizando unaperforadora para hacer un orificio de 5 mm (3/16") dediámetro en la hoja superior y soldando con arco a travésdel orificio en la hoja posterior.
POWER MIG® 256

3
2
1
4
5
6
7
8
B-3 B-3OPERACIÓN
A fin de realizar soldaduras de tapón por punteo, perforeorificios de 5 mm (3/16") en la hoja superior. Establezca elcontrol de Tiempo de Punteo a aproximadamente 1.2segundos y configure el procedimiento para el grosor delmetal a soldar. Instale la tobera de soldadura por punteo (siestá disponible) en la pistola y apriétela contra la hojasuperior, en tal forma que las hojas superior e inferior esténbien juntas. Apriete el gatillo y manténgalo así hasta que elarco se apague. Si no se utiliza una tobera de soldadura depunteo, habrá mejores soldaduras si mueve el alambre desoldadura en un pequeño círculo mientras suelda.
6. Modo de Avance Inicial (Run-In) - se utiliza para ajustar lavelocidad de alimentación de alambre inicial. Es posiblemejorar las condiciones iniciales de ciertas aplicaciones desoldadura ajustando la velocidad de Avance Inicial. El controlpermite velocidades de arranque iniciales de 50 - 150 IPM.Después de iniciar el arco, dominará el punto de referencia enel control de velocidad de alimentación de alambre. Observeque Avance Inicial no funciona con la antorcha “spool gun”.También observe que si Avance Inicial está totalmenteestablecido a la izquierda en “APAGADO”, la velocidad deAvance Inicial igualará a la WFS (velocidad de alimentaciónde alambre) preestablecida en la máquina.
7. Tiempo de Quemado en Retroceso - Proporciona ajustemanual del tiempo de quemado en retroceso (0-250milisegundos) para cualquier modo de soldaduraseleccionado. Este control deberá configurarse tan bajo comosea posible sin que el alambre se “adhiera” al charco despuésde cada soldadura. Un tiempo de quemado en retroceso muylargo puede formar una “bola” en la punta del alambre, opuede hacer que el alambre se “adhiera” a la punta de lapistola.
8. Conexión de Gas de la Antorcha “Spool Gun”
FIGURA B.1
Los rodillos impulsores instalados en la POWER MIG® 256tienen dos ranuras, una para el electrodo de Acero Sólido dealambre de 0.9 mm (.035) y la otra para el alambre de 1.1mm (.045). El tamaño de los rodillos impulsores está grabadoa cada lado de los mismos. Si ocurren problemas de ali-mentación, revise para asegurarse que el tamaño del alam-bre y del rodillo impulsor coinciden. Vea "Procedimiento paraCambiar Rodillos Impulsores” en esta sección. Esta informa-ción también aparece en la Etiqueta de Procedimiento en lapuerta dentro del compartimiento de alambre.
PARTES DE CONVERSIÓN DETAMAÑOS DE ALAMBRE
La POWER MIG® 256 está clasificada para alimentartamaños de electrodo sólido o tubular de 0.6 a 1.1 mm (.025 -.045").
Las partes de los kits de rodillos impulsores, y de pistola ycable Magnum® PRO 250L están disponibles para alimentardiferentes tamaños y tipos de electrodos. Vea la sección deAccesorios.
PROCEDIMIENTO PARA CAMBIARJUEGOS DE RODILLOSIMPULSORES Y DE PRESIÓN
1. Apague la fuente de poder.2. Libere la presión en el rodillo de presión columpiando el
brazo de presión ajustable hacia abajo y en dirección a laparte posterior de la máquina. Levante el ensamble derodillo de presión fundido y permita que se asiente en unaposición vertical.
3. Remueva la placa de retención de la guía de alambreexterna, aflojando los dos tornillos estriados grandes.
4. Gire el mecanismo de retención del rodillo impulsor haciala posición sin asegurar como se muestra a continuación,y remueva los rodillos impulsores. (Vea la Figura B.2)
FIGURA B.2
5. Remueva la placa de la guía de alambre interna.6. Reemplace los rodillos impulsores y de presión, así como
la guía de alambre interna por un juego adecuado para elnuevo tamaño de alambre. NOTA: Asegúrese de que laguía y punta de contacto también tengan un tamaño ade-cuado para el tamaño de alambre seleccionado.
7. Alimente manualmente el alambre desde el carrete dealambre, a través de la ranura del rodillo impulsor y guíade alambre, y de ahí a través del buje de bronce delensamble de la pistola y cable.
8. Vuelva a colocar la placa de retención de la guía de alam-bre externa apretando los dos tornillos estriados grandes.Vuelva a colocar el brazo de presión ajustable en su posi-ción original para aplicar presión. Ajuste la presión segúnsea necesario.
POSICIÓN NO ASEGURADA
POSICIÓN ASEGURADA
POWER MIG® 256

B-4 B-4 OPERACIÓN
FIGURA B.3
POWER MIG® 256
CARGA DEL CARRETE DE ALAMBRE -READI-REELS, CARRETES O BOBINAS
Para Montar un Paquete de Readi-Reel de 14 kg (30Lb.) (Usando el Adaptador de Readi-Reel K363-Pde Plástico Moldeado):
(Vea la Figura B.3)
1. Abra la Puerta del compartimiento del Mecanismo deAlimentación.
2. Aplane la Barra de Liberación en el Collarín de Retención,y remuévala del eje.
3. Coloque el Adaptador Opcional en el eje.
4. Reinstale el Collarín de Retención. Asegúrese de que laBarra de Liberación se “expande” y de que losretenedores del collarín encajen totalmente en lasranuras del anillo de retención en el eje.
5. Gire el eje y adaptador para que el anillo de retenciónesté en la posición de las doce en punto.
6. Coloque el Readi-Reel en tal forma que durante laalimentación gire en una dirección que permita sedesenrede desde la parte superior de la bobina.
7. Coloque uno de los alambres del gabinete interno delReadi-Reel en la ranura de la palanca de resorte deretención.
8. Baje el Readi-Reel para aplanar el resorte de retención yalinear los otros alambres del gabinete interno con lasranuras en el adaptador moldeado.
9. Deslice el gabinete completamente sobre el adaptadorhasta que el resorte de retención se “dispare” totalmente.
REVISE PARA ASEGURARSE DE QUE EL ANILLODE RETENCIÓN HA REGRESADOCOMPLETAMENTE A LA POSICIÓN ASEGURADAY DE QUE HA EMBONADO FIRMEMENTE ALGABINETE DEL READI-REEL EN SU LUGAR. ELRESORTE DE RETENCIÓN DEBE REPOSARSOBRE EL GABINETE Y NO SOBRE ELELECTRODO DE SOLDADURA.----------------------------------------------------------------------- 10. A fin de remover el Readi-Reel del Adaptador,
aplane la palanca del resorte de retención con elpulgar al tiempo que jala el gabinete del Readi-Reel del adaptador moldeado con ambas manos.No remueva el adaptador del eje.
PRECAUCIÓN
EJE O.D. DE 2 PULGS
ADAPTADOR
RESORTE DE RETENCIÓN
PIN DE SUJECIÓN
DE FRENADORANURAS
READI-REEL
ALAMBRES DEL GABINETE
INTERNOBARRA DE
LIBERACIÓN
COLLARÍN DE RETENCIÓN
Montaje de carretes de 4.5-20 kg (10 a 44 Lb.)(Diámetro de 12"/350MP mm) o BobinasInnershield de 6 kg (14Lb.):
(Para bobinas Innershield de 6 Kg (13-14 lb.), sedebe utilizar un Adaptador de Bobina K435).
(Para carretes de 4.5 Kg (10 libras) y de 203 mm (8pulgs) de diámetro, se debe utilizar un Adaptador deEje K468).
1. Abra la Puerta del Compartimiento del Mecanismode Alimentación.
2. Aplane la Barra de Liberación en el Collarín deRetención, y remuévala del eje.
3. Coloque el carrete en el eje asegurándose de queel pin de frenado del eje entra en uno de los orifi-cios en la parte posterior del carrete (Nota: unamarca de flecha en el eje se alinea con el pin desujeción del freno para ayudar a alinear un orificio).Asegúrese de que el alambre sale del carrete en ladirección que permita que se desenrede desde laparte superior de la bobina.
4. Reinstale el Collarín de Retención. Asegúrese deque la Barra de Liberación se “expande” y de quelos retenedores del collarín encajan totalmente enlas ranuras del anillo de retención en el eje.
CÓMO ENCENDER LA SOLDADORA
Coloque el “Interruptor de Encendido” en “ENCENDI-DO”. Esto hace que se iluminen las luces LED rojasde la pantalla. Con el voltaje deseado y la velocidadde alambre seleccionada, opere el gatillo de la pistolapara obtener salida de soldadura y energizar el motorde alimentación de alambre.

El brazo de presión controla la cantidad de fuerza que los rodil-los impulsores ejercen sobre el alambre. Un ajuste adecuadodel brazo de presión brinda el mejor desempeño de soldadura.Para mejores resultados, establezca ambos brazos en el mismovalor.
Establezca el brazo de presión en la siguiente forma (Vea laFigura B.4):
Alambres de aluminio entre 1 y 3Alambres tubulares entre 3 y 4Alambres de Acero, Inoxidable entre 4 y 6
B-5 B-5 OPERACIÓN
ALUMINIOOUTERSHIELDMETALSHIELDINNERSHIELD ACERO
INOXIDABLE
ALAMBRESTUBULARES
ALAMBRES SÓLIDOS
6
13 25 4
FIGURA B.4
POWER MIG® 256
ALIMENTACIÓN DEL ELECTRODO DE ALAMBRE
Cuando se activa, el electrodo y mecanismo de impul-sión están eléctricamente “calientes” en relación al tra-bajo y aterrizamiento, y permanecen “calientes” variossegundos después de que se soltó el gatillo.-----------------------------------------------------------------------
NOTA: Revise que los rodillos impulsores, placas guía ypartes de la pistola sean adecuados para el tamaño y tipode alambre que se está utilizando. Consulte la Tabla C.1 enla sección de Accesorios.
1. Gire el Readi-Reel o carrete hasta que el extremo libredel electrodo esté accesible.
2. Mientras sujeta firmemente el electrodo, corte el extremodoblado y enderece las primeras seis pulgadas. (Si elelectrodo no está enderezado adecuadamente, no se ali-mentará correctamente a través del sistema del mecanis-mo de alimentación).
3. Libere la presión en el rodillo de presión columpiando elbrazo de presión ajustable hacia abajo y en dirección a laparte posterior de la máquina. Levante el ensamble derodillo de presión de hierro fundido y permita que seasiente en una posición vertical. Deje la placa de guía dealambre externa instalada. Alimente manualmente elalambre a través del buje de guía de entrada y a través delas placas guía (sobre la ranura del rodillo impulsor).Empuje una longitud suficiente de alambre para asegurarque éste se ha alimentado al ensamble de la pistola ycable sin restricciones. Vuelva a colocar el brazo depresión ajustable a su posición original para aplicarpresión al alambre.
4. Oprima el gatillo de la pistola para alimentar el alambredel electrodo a través de la pistola.
AJUSTE DE PRESIÓN DEL RODILLO DE PRESIÓN
La DESCARGA ELÉCTRICA puede causar la muerte.
• APAGUE la alimentación de entrada dela fuente de poder de soldadura antesde instalar o cambiar rodillos impul-sores y/o guías.
• No toque partes eléctricamente vivas.• Cuando desplaza con el gatillo de la pistola, el
electrodo y mecanismo de impulsión están“calientes” para trabajar y hacer tierra, ypodrían permanecer energizados por variossegundos después de que se suelta el gatillo.
• Sólo personal calificado deberá realizar trabajode mantenimiento.
------------------------------------------------------------------------
ADVERTENCIA
ADVERTENCIA

B-6 B-6 OPERACIÓN
BUJE RECEPTOR DE LA PISTOLA
AFLOJAR APRETAR
TORNILLO MARIPOSA
GUÍA DE ALAMBRE EXTERNA
TORNILLO ALLEN GUÍA
BLOQUE DEL CONECTOR
CONFIGURACIÓN DEL MECANISMO DE ALIMENTACIÓN(Vea la Figura B.5)
Cambio del Buje del Receptor de Pistola
La DESCARGA ELÉCTRICA puede causar la muerte.• APAGUE la alimentación de la fuente de
poder de soldadura antes de instalar ocambiar rodillos impulsores y/o guías.
• No toque partes eléctricamente vivas.• Cuando desplaza con el gatillo de la pistola, el electro-
do y mecanismo de impulsión están “calientes” paratrabajar y hacer tierra, y podrían permanecer energiza-dos por varios segundos después de que se suelta elgatillo.
• Sólo personal calificado deberá realizar trabajo de man-tenimiento.
------------------------------------------------------------------------Herramientas requeridas:
• Llave hexagonal de 1/4" .
Nota: Algunos bujes de pistola no requieren el uso del tornillomariposa.
1. Apague la alimentación de la fuente de poder de soldadura.
2. Remueva el alambre de soldadura del mecanismo de ali-mentación.
3. Remueva el tornillo mariposa del mecanismo de ali-mentación.
4. Remueva la pistola de soldadura del mecanismo de ali-mentación.
Figura B.5
POWER MIG® 256
5. Afloje el tornillo del zoquet que sujeta a la barra delconector contra el buje de la pistola.Importante: no intente remover completamenteel tornillo Allen guía.
6. Remueva la guía de alambre externa, y empuje elbuje de la pistola fuera del mecanismo de ali-mentación. Debido al ajuste preciso, tal vez seanecesario golpear ligeramente para remover elbuje.
7. Desconecte la manguera de gas protector del bujede la pistola, si se requiere.
8. Conecte la manguera de gas protector al nuevobuje de pistola, si se requiere.
9. Gire el buje de la pistola hasta que el orificio deltornillo mariposa se alinee con el orificio del tornillomariposa en la placa de alimentación. Deslice elbuje del receptor de la pistola en el mecanismo dealimentación y verifique si los orificios de los tornil-los mariposa están alineados.
10. Apriete el tornillo del zoquet.
11. Inserte la pistola de soldadura en el buje de la pis-tola y apriete el tornillo mariposa.
ADVERTENCIA
B-7B-7 OPERACIÓNCÓMO HACER UNA SOLDADURA1. Revise que la polaridad del electrodo sea la correcta para el
proceso que se está utilizando; después, coloque el interruptorde encendido en ENCENDIDO.
2. Establezca la toma de voltaje de arco y velocidad de alambredeseadas para el alambre de electrodo, tipo de material y grosor,y gas (para GMAW) en particular que se está utilizando. Utilice laTabla de Aplicaciones en la puerta dentro del compartimiento dealambre como una referencia rápida para algunos procedimientosde soldadura comunes.
3. Seleccione el modo deseado como se describe en la Sección de"Descripción de los Controles”.
4. Oprima el gatillo para alimentar el electrodo de alambre a travésde la pistola y cable, y después corte el electrodo dentro deaproximadamente 10 mm (3/8") del final de la punta de contacto[20 mm (3/4") para Outershield®].
NOTA: Si se establece para un avance inicial lento cuando se aprietael gatillo, el alimentador de alambre alimenta alambre a una bajavelocidad sin importar la velocidad de alimentación de alambreestablecida hasta que el arco de soldadura inicia o ha pasado 1segundo. Esta función mejora el arranque y facilita establecer lapunta electrizada de alambre. El límite de 1 segundo permite la cargade alta velocidad de la pistola y cable. A fin de cambiar el modo deavance inicial, vea “Modo de Avance Inicial” en Descripción de laSección de Controles.
5. Cuando suelde con gas, encienda el suministro de gas yestablezca la velocidad de flujo requerida (normalmente 25-35CFH; 12-16 litros/min).
6. Cuando se utiliza el electrodo Innershield, la tobera de gas sepuede remover del aislamiento de la punta de la pistola yreemplazarse por la tobera sin gas. Esto brindará una mejorvisibilidad y eliminará la posibilidad de un sobrecalentamiento dela tobera de gas.
7. Conecte el cable de trabajo al metal a soldarse. La pinza de tra-bajo debe hacer buen contacto eléctrico con el trabajo. El trabajotambién debe aterrizarse como se establece en “Precauciones deSeguridad de Soldadura de Arco”.
Cuando utilice un proceso de arco abierto, es necesarioutilizar protección correcta para ojos, cabeza y cuerpo.------------------------------------------------------------------------8. Posicione el electrodo sobre la junta. El extremo del elec-
trodo puede tocar ligeramente el trabajo.
9. Baje la careta, apriete el gatillo y empiece a soldar.Sostenga la pistola en tal forma que la distancia de lapunta de contacto al trabajo sea de 10 mm (3/8") [20 mm(3/4") para Outershield®].
10. Para detener la soldadura, suelte el gatillo de la pistola yaleje ésta del trabajo después de que se extinga el arco.
11. Cuando no haya nada más que soldar, cierre la válvulaen el cilindro de gas (si se utiliza), opere momentánea-mente el gatillo de la pistola para liberar la presión delgas, y apague la POWER MIG® 256 .
CÓMO EVITAR PROBLEMAS DEALIMENTACIÓN DE ALAMBRE
Los problemas de alimentación de alambre pueden evitarse observandolos siguientes procedimientos de manejo de la pistola:
• No tuerza o jale el cable alrededor de esquinas puntiagudas.
• Mantenga el cable de la pistola tan recto como sea posible cuandosuelde o cargue el electrodo a través del cable.
• No permita que carretillas o camiones pasen por encima de los cables.
• Mantenga el cable limpio siguiendo las instrucciones de mantenimiento.
• Use sólo electrodos limpios y libres de óxido. Los electrodos de Lincolntienen lubricación adecuada de superficie.
• Reemplace la punta de contacto cuando el arco empiece a perder esta-bilidad o cuando el extremo de la punta de contacto está fundida odeformada.
• Mantenga la tensión de frenado del eje del carrete de alambre al míni-mo requerido, a fin de evitar recorrido excesivo del carrete que puedecausar que el alambre se “desenrede” de la bobina.
• Utilice rodillos impulsores y una presión de mecanismo de ali-mentación/rodillo de presión adecuados para el tamaño y tipo de alam-bre que se está utilizando.
CONTROL DEL VENTILADOREl ventilador está diseñado para encenderse automáticamente cuando seestablece un arco de soldadura. El ventilador permanecerá encendido porun mínimo de 6 minutos después de que el arco de soldadura se extingue.El ventilador también permanecerá encendido cuando se inhabilitan lasoldadura y alimentación de la máquina durante la protección termostáticacontra exceso de temperatura. (Vea la Protección Térmica contraSobrecarga de Soldadura).
PROTECCIÓN DE VOLTAJE DE LA LÍNEA DE ENTRADA
Alto Voltaje de Línea — Si el voltaje de línea excede 125% del voltaje deentrada nominal, la salida se reducirá al nivel inferior para proteger laclasificación nominal del voltaje del banco del capacitor.
Bajo Voltaje de Línea — Tal vez no pueda obtener una salida máxima dela máquina si el voltaje de línea es menor que la entrada nominal. La unidadcontinuará soldando, pero la salida puede ser menor que la configurada.
PROTECCIÓN CONTRA SOBRECARGA DE ALIMENTACIÓN DE ALAMBRE
La POWER MIG® 256 cuenta con protección de estado sólido contrasobrecarga del motor del mecanismo de alimentación. Si el motor sesobrecarga, la circuitería de protección apaga la velocidad de alimentaciónde alambre y el solenoide de gas. Revise que el tamaño de la punta, guíade alambre y rodillos impulsores sea el correcto, y si hay obstrucciones odobleces en el cable de la pistola, o cualquier otro factor que podría impedirla alimentación del alambre.
A fin de continuar con la soldadura, simplemente jale el gatillo. No existe uninterruptor automático a restablecer ya que la protección se hace con parteselectrónicas confiables de estado sólido.
POWER MIG® 256
ADVERTENCIA
B-8B-8 OPERACIÓNPROTECCIÓN CONTRA SOBRECARGATÉRMICA DE SOLDADURA
La POWER MIG® 256 cuenta con termostatosprotectores integrados que responden ante unatemperatura excesiva. Éstos abren los circuitos dealimentación de alambre y salida de la soldadora si lamáquina excede la temperatura de operación seguramáxima debido a una sobrecarga frecuente, o a altatemperatura ambiente más sobrecarga. Lostermostatos se restablecen automáticamente cuandola temperatura alcanza un nivel de operación seguro yla soldadura y alimentación se permiten otra vez,cuando se vuelve a apretar el gatillo de la pistola.
PROTECCIÓN CONTRASOBRECORRIENTE
La máquina reducirá automáticamente la salida si lacarga de la máquina excede de 300 a 320 amperios.Esto protege a los SCR de potencia de soldaduracontra corrientes excesivas de corto circuito y deexceder su capacidad nominal de temperatura antesde que los termostatos puedan reaccionar.
INFORMACIÓN SOBREPROCEDIMIENTOS DE SOLDADURA
NOTA: Para procedimientos de soldadura adicionalescomúnmente utilizados, vea dentro de la cubierta de lamáquina.
POWER MIG® 256

C-1 C-1ACCESSORIOSKITS DE RODILLOS IMPULSORES
Consulte la Tabla C.1 para informarse sobre los distintos kits derodillos impulsores que están disponibles para la POWER MIG®256. El elemento en negritas se proporciona en forma estándarcon la POWER MIG® 256.
TABLA C.1
K2378-1 Cubierta de LonaK468 Adaptador de Eje – para carrete O.D. de203.2mm (8”).
ADAPTADOR DE READI-REEL™ K363P El adaptador de Readi-Reel K363P se monta en eleje de 2" y es necesario para montar los Readi-Reels de 22-30 lb.
KIT DE MONTAJE DE CILINDRODUAL (K1702-1)
Permite el montaje lado a lado de dos cilindros de gasde tamaño total (9" de diámetro x 5' de alto) concarga “sin elevación”. La instalación es simple y lasinstrucciones fáciles. Incluye soportes de cilindro infe-riores y superiores, ejes de ruedas y hardware demontaje.
Alambre Tamaño del Alambre Kit de Rodillos Impulsores
.023”-.030” (0.6-0.8 mm) KP1696-030S.035” (0.9 mm) KP1696-035SAcero .045” (1.1 mm) KP1696-045SSólido
.035”-.045” (0.9-1.1mm) KP1696-1.040” (1.0mm) KP1696-2
Tubular .035” (0.9 mm) KP1697-035C.045” (1.1 mm) KP1697-045C
Aluminio 3/64” (1.2 mm) KP1695-3/64A.035” (0.9 mm) KP1695-035A
POWER MIG® 256
ENSAMBLES ALTERNATIVOS DECABLE Y PISTOLA GMAW MAGNUM
Los siguientes ensambles de pistola y cable Magnum® PRO250L se encuentran disponibles en forma separada parausarse con la POWER MIG® 256. Cada uno está clasificadoa un ciclo de trabajo del 60%, 200 amps (ó 40%, 250 amps) yestán equipados con un conector integrado, conector degatillo twist-lock, tobera fija y aislador, así como con una guía,difusor y puntas de contacto para los tamaños de alambreespecificados:
1 Guías opcionales para los diferentes diámetros dealambre se venden por separado, consulte la tablaD.1 de la Sección de mantenimiento.
KIT DE CONEXIÓN DE PISTOLAMAGNUM (Opcional K466-6)Utilizar el Kit de Conexión Magnum K466-6 Opcionalpara la POWER MIG permite el uso de los ensamblesde pistola y cable estándar Magnum 200, 300 ó 400.
ANTORCHAS “SPOOL GUN” Remueva toda la alimentación a la POWER MIG®256 antes de proceder.--------------------------------------------------------------------------------
La POWER MIG® 256 proporciona conexión y usodirectos de la Antorcha “Spool Gun” (con el controlremoto de velocidad).
También proporciona una transferencia de interruptorde gatillo de pistola para utilizar entre la pistola delalimentador o antorcha “spool gun” de la máquina parasoldadura de la misma polaridad con diferentesprocesos de alambre y gas.K2490-1 Magnum® 250LX K487-25 Pistola “Spool Gun” Magnum® SG
(requiere Adaptador de Cable K2445-1)
K2445-1 Adaptador del Cable de Control de laPistola “Spool Gun” Magnum SG. Permite que elenchufe del cable de control de 6 pines de la pistola“spool gun” Magnum SG K487-25 se conecte alreceptáculo de cable de control de la pistola “spoolgun” de 7 pines de la POWER MIG® 256.
Núm. Tamaño Inglés Tamaño MétricoLongitud de Parte del Alambre1 del Alambre
15' (4.6 m) K3081-2 .035 – .045" 0.9 – 1.2 mm
C-2 C-2
Apretar cualquier gatillo de la pistola hará que elelectrodo de ambas pistolas esté eléctricamente"CALIENTE". Asegúrese de que la pistola sin utilizar estécolocada en tal forma que el electrodo o punta no hagacontacto con el gabinete de metal u otro metal común altrabajo.------------------------------------------------------------------------
1. Apretar el gatillo de la pistola del alimentador integrada:• Inhabilita la operación de la Antorcha “Spool Gun”.• Apretar el gatillo de la pistola del alimentador da inicio a
la soldadura de la pistola del alimentador y hace queambos electrodos estén eléctricamente "CALIENTES".
2. Apretar el Gatillo de la Antorcha “Spool Gun”:• Inhabilita la operación de la pistola del alimentador
integrada.• Apretar el gatillo de la Antorcha “Spool Gun” da inicio a
la soldadura con esta pistola y hace que ambos electro-dos estén eléctricamente "CALIENTES".
3. Operación con la POWER MIG® 256:• ENCIENDA la alimentación de la POWER MIG® 256.• Ajustar el control de la toma de voltaje aumentará o dis-
minuirá su voltaje de soldadura.• Ajustar el control de la velocidad de alambre en la antor-
cha “spool gun” aumentará o disminuirá la velocidad de laalimentación de alambre de la antorcha “spool gun”.
• A fin de facilitar la configuración, el medidor de la veloci-dad de alimentación de alambre (WFS) de la POWERMIG® 256 mostrará la WFS aproximada de la pistola. LaWFS real de la pistola puede variar del valor en pantalladebido a la configuración de tensión, condición de la guíade alambre o variación de la pistola.
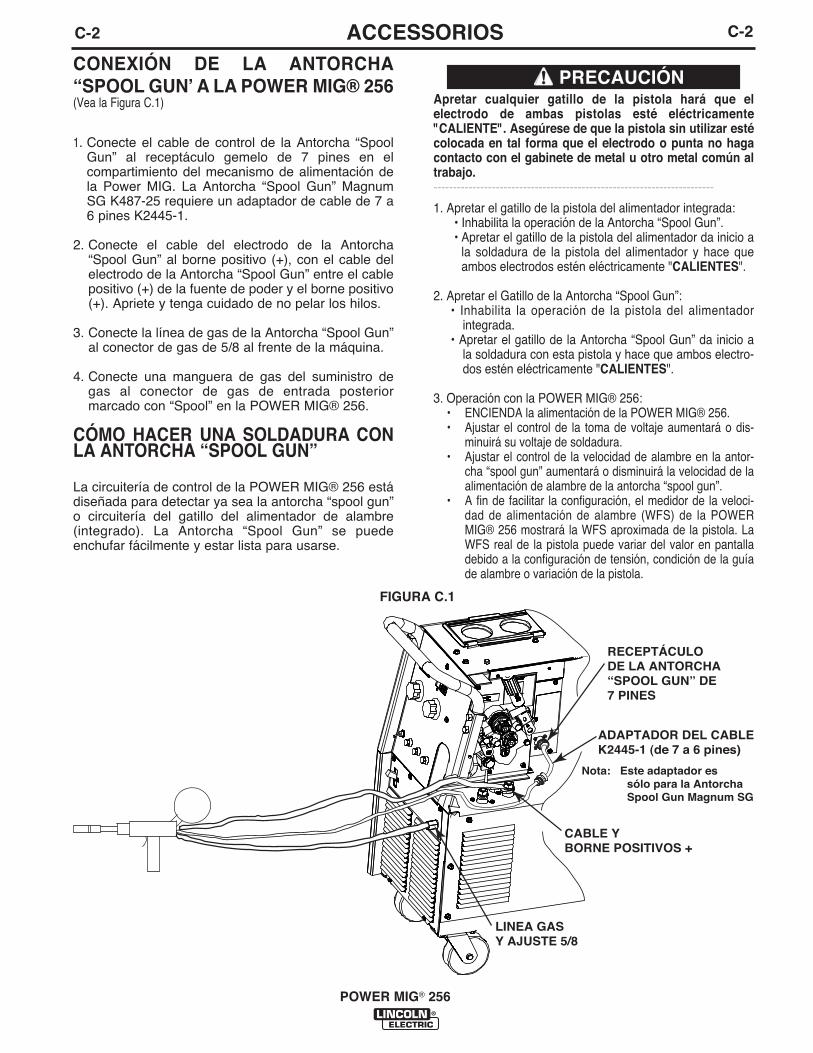
CONEXIÓN DE LA ANTORCHA“SPOOL GUN ̓A LA POWER MIG® 256(Vea la Figura C.1)
1. Conecte el cable de control de la Antorcha “SpoolGun” al receptáculo gemelo de 7 pines en elcompartimiento del mecanismo de alimentación dela Power MIG. La Antorcha “Spool Gun” MagnumSG K487-25 requiere un adaptador de cable de 7 a6 pines K2445-1.
2. Conecte el cable del electrodo de la Antorcha“Spool Gun” al borne positivo (+), con el cable delelectrodo de la Antorcha “Spool Gun” entre el cablepositivo (+) de la fuente de poder y el borne positivo(+). Apriete y tenga cuidado de no pelar los hilos.
3. Conecte la línea de gas de la Antorcha “Spool Gun”al conector de gas de 5/8 al frente de la máquina.
4. Conecte una manguera de gas del suministro degas al conector de gas de entrada posteriormarcado con “Spool” en la POWER MIG® 256.
CÓMO HACER UNA SOLDADURA CONLA ANTORCHA “SPOOL GUN”
La circuitería de control de la POWER MIG® 256 estádiseñada para detectar ya sea la antorcha “spool gun”o circuitería del gatillo del alimentador de alambre(integrado). La Antorcha “Spool Gun” se puedeenchufar fácilmente y estar lista para usarse.
POWER MIG® 256
ACCESSORIOS
ADAPTADOR DEL CABLEK2445-1 (de 7 a 6 pines)
Nota: Este adaptador es sólo para la Antorcha Spool Gun Magnum SG
CABLE Y BORNE POSITIVOS +
LINEA GAS Y AJUSTE 5/8
RECEPTÁCULO DE LA ANTORCHA “SPOOL GUN” DE 7 PINES
FIGURA C.1
PRECAUCIÓN

C-3 C-3
Vea el siguiente procedimiento para configurar la Velocidad deAlimentación de Alambre utilizando la Antorcha “Spool Gun” Magnum SG:
A fin de determinar el uso de la velocidad de alimentación de alam-bre de la antorcha “spool gun”, utilice un tacómetro de mano, o cal-cule la velocidad utilizando la siguiente ecuación:
IPM= Longitud de alambre alimen (pulgadas) x 60Tiempo alimen (segundos)
4. A fin de regresar a la soldadura normal de laPOWER MIG® 256, suelte el gatillo de la antorcha“spool gun”, y restablezca los procedimientos desoldadura de la pistola del alimentador.
4. Las siguientes configuraciones de procedimiento para Aluminio 4043se pueden utilizar como parámetros iniciales para hacer soldadurasde prueba, a fin de determinar las configuraciones finales:
5. A fin de regresar a la soldadura normal de la POWERMIG® 256, suelte el gatillo de la antorcha “spool gun”, ysi es necesario restablezca la configuración de proced-imiento de voltaje de la pistola del alimentador.
CÓMO HACER UNA SOLDADURA CON LAANTORCHA “SPOOL GUN” MAGNUM SG
La circuitería de control de la POWER MIG® 256 estádiseñada para detector la antorcha “spool gun” o lacircuitería del gatillo del alimentador de alambre(integrado). La antorcha “spool gun” se puedeenchufar fácilmente y estar lista para usarse.
Apretar cualquier gatillo de la pistola hará que elelectrodo de ambas pistolas esté eléctricamente"CALIENTE". Asegúrese de que la pistola sin utilizar estécolocada en tal forma que el electrodo o punta no hagacontacto con el gabinete de metal u otro metal común altrabajo.
1. Apretar el gatillo de la pistola del alimentador integrada:• Inhabilita la operación de la Antorcha “Spool Gun”.• Apretar el gatillo de la pistola del alimentador da inicio
a la soldadura de la pistola del alimentador y hace queambos electrodos estén eléctricamente "CALIENTES".
2. Apretar el Gatillo de la Antorcha “Spool Gun”:• Inhabilita la operación de la pistola del alimentador
integrada.• Apretar el gatillo de la Antorcha “Spool Gun” da inicio
a la soldadura con esta pistola y hace que amboselectrodos estén eléctricamente "CALIENTES".
3. Operación con la POWER MIG® 256:• ENCIENDA la alimentación de la POWER MIG®
256.• Ajustar el control del voltaje aumentará o dis-
minuirá su voltaje de soldadura.• Ajustar el control de la velocidad de alambre en
la antorcha “spool gun” aumentará o disminuirála velocidad de la alimentación de alambre de laantorcha “spool gun”.
• Para la Antorcha “Spool Gun” Magnum SG, lavelocidad de alimentación de alambre es contro-lada por la combinación de la velocidad de ali-mentación de alambre en la pantalla de laPOWER MIG® 256, y el control de la velocidadde alambre en la antorcha “spool gun”.
POWER MIG® 256
ACCESSORIOS
Diámetro del Alambre mm (pulg)
.030” (.8mm)
.035” (.9mm)3/64” (1.2mm)
Pantalla de la Velocidad deAlimentación de Alambre
270250240
Configuración delVoltaje de Arco
15V16V20V
PRECAUCIÓN
Pantalla de Velocidad deAlimentación de Alambre
50300700
Rango Aproximado de la Velocidad de Alimentación deAlambre de la Antorcha “Spool Gun” SG
50-200200-400300-600

D-1 D-1 MANTENIMIENTO3. Si uti l iza las toberas deslizables ajustables
opcionales, consulte www.lincolnelectric.com)
• Asegúrese de que el aislador de la tobera estátotalmente atornillado sobre el tubo de la pistolay que no bloquea los orificios para gas en eldifusor.
• Deslice la tobera de gas apropiada sobre el ais-lador de la misma. Es posible utilizar la toberade gas deslizable estándar de I.D. de 12.7 mm(.50”) ó la opcional de 15.9 mm (.62”), lascuales deben seleccionarse con base en la apli-cación de soldadura.
• Ajuste la tobera de gas según sea necesariopara el proceso GMAW que va a utilizarse.Normalmente, la punta de contacto debe nive-larse a 3.2 mm (.12”) extendida para el procesode transferencia de corto circuito y a 3.2 mm(.12”) retraída para transferencia de rociado.
TUBOS Y TOBERAS DE LA PISTOLA
1. Reemplace las puntas de contacto desgastadassegún se requiera.
2. Remueva la salpicadura dentro de la tobera de gasy de la punta después de cada 10 minutos de tiem-po de arco o según se requiera.
LIMPIEZA DEL CABLE DE LA PISTOLA
A fin de ayudar a evitar problemas de alimentación,limpie la guía del cable después de usar aproximada-mente 136 kg (350MP libras) de electrodo. Remuevael cable del alimentador de alambre y colóquelo enforma recta sobre el piso. Retire la punta de contactode la pistola. Usando una manguera de aire y sólopresión parcial, remueva suavemente la guía delcable del extremo del difusor de gas.
Presión excesiva en el arranque puede causar quela suciedad forme una obstrucción.-----------------------------------------------------------------------Doble el cable a la mitad y de nuevo aplique airesobre el mismo. Repita este procedimiento hasta queya no salga más suciedad. Si ya ha hecho esto y seexperimentan problemas de alimentación, pruebereemplazando la guía y consulte la sección de local-ización de averías en el rubro de Alimentación deAlambre Irregular.
PRECAUCIONES DE SEGURIDAD
La DESCARGA ELÉCTRICA puede causar la muerte.• Haga que un electricista instale y
dé servicio a este equipo.
• Apague la alimentación de la cajade fusibles antes de trabajar en elequipo.
• No toque las partes eléctrica-mente calientes.
MANTENIMIENTO GENERAL
En ubicaciones con cantidad extrema de polvo, lasuciedad puede obstruir los pasajes de aire causandoque la soldadora se sobrecaliente. Elimine lasuciedad de la soldadora aplicando aire de baja pre-sión a intervalos regulares para eliminar la suciedadexcesiva y acumulación de polvo en las partes inter-nas.
Los motores de ventilador cuentan con rodamientosde bolas sellados que no requieren servicio.
RODILLOS IMPULSORES Y PLACAS GUÍA
Después de cada bobina de alambre, inspeccione elmecanismo de alimentación. Límpielo según seanecesario aplicando aire comprimido de baja presión.No utilice solventes para limpiar el rodillo de presiónporque pueden eliminar el lubricante del rodamiento.
Todos los rodillos impulsores tienen estampados lostamaños de alambre que alimentarán. Si se utiliza untamaño de alambre diferente al marcado en el rodillo,se deberá cambiar el rodillo impulsor.
Para instrucciones sobre cómo reemplazar o cambiarun rodillo impulsor, vea “Rodillos del Mecanismo deAlimentación” en la sección de Operación.
INSTALACIÓN DE LA PUNTA DECONTACTO Y TOBERA DE GAS
1. Elija la punta de contacto del tamaño correcto parael electrodo que se está utilizando (el tamaño delalambre está marcado en el lado de la punta decontacto) y atorníllelo ajustadamente en el difusorde gas.
2. Atornille la tobera de gas fija apropiada sobre eldifusor. Es posible utilizar la tobera al ras estándarde 12.7 mm (.50") u otros tamaños opcionales detoberas al ras (arco de rociado) o retraídas.(Consulte www.lincolnelectric.com)
ADVERTENCIA
POWER MIG® 256
PRECAUCIÓN

D-2 D-2 MANTENIMIENTO5. Fully seat the liner bushing into the connector.
tighten the set screw on the brass cable connector.The gas diffuser, at this time, should not beinstalled onto the end of the gun tube.
6. Todavía sin el difusor de gas sobre el tubo de lapistola, asegúrese de que el cable está derecho ydespués corte la guía de alambre en la longitudque se muestra en la Figura D.1. Remuevacualquier desecho del extremo de la guía de alam-bre.
7. Atornille el difusor de gas en el extremo del tubode la pistola y apriete bien.
8. Apriete el tornillo de fijación en el lado del difusorde gas contra la guía de alambre del cable utilizan-do una llave Allen de 2.0 mm (5/64”).
FIGURA D.1
Este tornillo sólo deberá apretarse suavemente.Apretar de más dividirá o colapsará la guía, lo quea su vez provocará una alimentación de alambredeficiente.------------------------------------------------------------------------
REMOCIÓN Y REEMPLAZO DE LAGUÍA DE ALAMBRE
NOTA: Cambiar la guía de alambre por un tamaño dealambre diferente requiere reemplazar el difusor degas conforme a la Tabla D.1, a fin de asegurar ade-cuadamente la guía de alambre diferente.
INSTRUCCIONES DE REMOCIÓN,INSTALACIÓN Y CORTE DE LA GUÍA DEALAMBRE PARA MAGNUM® PRO 250L
NOTA: La variación en las longitudes de cables evitala intercambiar guías de alambre entre pistolas. Unavez que una guía ha sido cortada para una pistola enparticular, no deberá instalarse en otra pistola amenos que pueda satisfacer el requerimiento de lon-gitud cortada de la guía. Las guías de alambre seenvían con sus cubiertas extendidas en la cantidadadecuada.
1. Remueva la tobera de gas y el aislador de lamisma, si se utiliza, para localizar el tornillo defijación en el difusor de gas que sirve para manten-er a la guía de alambre anterior en su lugar. Aflojeel tornillo de fijación con una llave Allen de 2.0 mm(5/64”).
2. Remueva el difusor de gas del tubo de la pistola
3. Coloque la pistola y cable en forma recta sobreuna superficie plana. Afloje el tornillo de fijación delconector localizado en el conector de metal en ellado de alimentador del cable y jale la guía dealambre fuera del cable.
4. Inserte la nueva guía de alambre sin cortar en ellado de conector del cable. Asegúrese de que elbuje de la guía esté marcado apropiadamente parael tamaño de alambre que se está utilizando.
Nota: Para guías de alambre KP45-3545-15 yKP45-3545-25Antes de asentar completamente el buje de la guía dealambre, será necesario cortar el tubo interno al rascon el buje de la guía utilizando una hoja afilada.Después de cortar, remueva cualquier desecho deltubo interno y asegúrese de que la apertura esté total-mente abierta.
Número de Parte de Tamaño Marcado enDiámetro de los la Guía de Alambre el Extremo del
Electrodos Utilizados de Reemplazo Buje de la Guía
Acero de 0.6-0.8 mm KP42-25-15 .030” (0.8 mm)(.025-.030")
Acero de 0.9-1.2 mm KP42-4045-15 .045” (1.1 mm)(.035”-.045")
Aluminio de 1.2 mm KP42N-3545-15 3/64" (1.2 mm)(3/64")
TABLA D.1
TORNILLO DE FIJACIÓN
TORNILLO DE FIJACIÓN
CONECTOR METÁLICO DEL CABLE
DIFUSOR DE GAS
AISLADOR DE LA TOBERA (SI SE UTILIZA)
TOBERA DE GAS
LONGITUD A CORTAR DE LA
GUÍA DE ALAMBRE 14.2 mm (.56")
POWER MIG® 256
PRECAUCIÓN
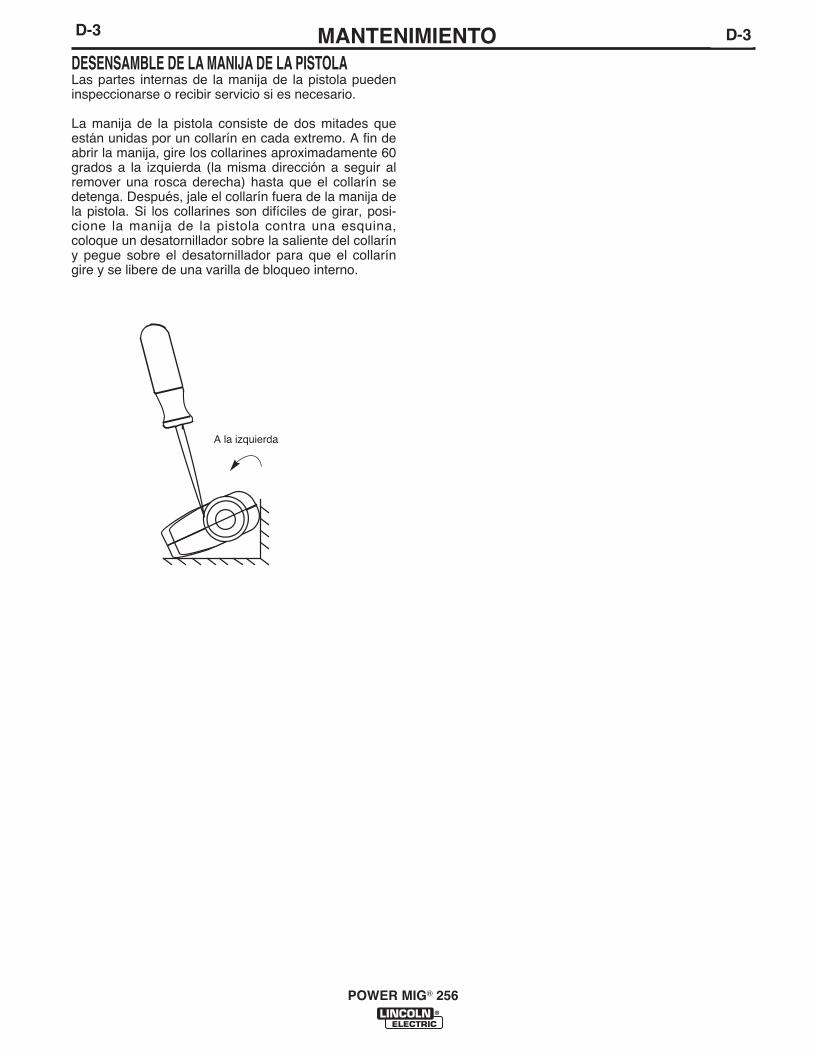
D-3 D-3 MANTENIMIENTODESENSAMBLE DE LA MANIJA DE LA PISTOLALas partes internas de la manija de la pistola puedeninspeccionarse o recibir servicio si es necesario.
La manija de la pistola consiste de dos mitades queestán unidas por un collarín en cada extremo. A fin deabrir la manija, gire los collarines aproximadamente 60grados a la izquierda (la misma dirección a seguir alremover una rosca derecha) hasta que el collarín sedetenga. Después, jale el collarín fuera de la manija dela pistola. Si los collarines son difíciles de girar, posi-cione la manija de la pistola contra una esquina,coloque un desatornillador sobre la saliente del collaríny pegue sobre el desatornillador para que el collaríngire y se libere de una varilla de bloqueo interno.
A la izquierda
POWER MIG® 256

E-1 E-1 LOCALIZACIÓN DE AVERÍAS
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
Esta Guía de Localización de Averías se proporcionapara ayudarle a localizar y reparar posibles malos fun-cionamientos de la máquina. Siga simplemente elprocedimiento de tres pasos que se enumera a con-tinuación.
Paso 1. LOCALICE EL PROBLEMA (SÍNTOMA).Busque bajo la columna titulada “PROBLEMA(SÍNTOMAS)”. Esta columna describe posibles sín-tomas que la máquina pudiera presentar. Encuentrela lista que mejor describa el síntoma que la máquinaestá exhibiendo.
Paso 2. CAUSA POSIBLE.La segunda columna titulada “CAUSA POSIBLE” enu-mera las posibilidades externas obvias que puedencontribuir al síntoma de la máquina.
Paso 3. CURSO DE ACCIÓN RECOMENDADOEsta columna proporciona un curso de acción para laCausa Posible; generalmente indica que contacte asu Taller de Servicio de Campo Autorizado de Lincolnlocal.
Si no comprende o no puede llevar a cabo el Cursode Acción Recomendado en forma segura, contacte asu Taller de Servicio de Campo Autorizado de Lincolnlocal.
CÓMO UTILIZAR LA GUÍA DE LOCALIZACIÓN DE AVERÍAS
Sólo Personal Capacitado de Fábrica de Lincoln Electric Deberá Llevar a Cabo el Servicio y Reparaciones. Lasreparaciones no autorizadas que se realicen a este equipo pueden representar un peligro para el técnico y oper-ador de la máquina, e invalidarán su garantía de fábrica. Por su seguridad y a fin de evitar una DescargaEléctrica, sírvase observar todas las notas de seguridad y precauciones detalladas a lo largo de este manual.
__________________________________________________________________________
ADVERTENCIA
POWER MIG® 256

E-2 E-2 LOCALIZACIÓN DE AVERÍAS
PROBLEMAS (SÍNTOMAS)
Daño físico o eléctrico relevante esevidente.
No hay presencia de voltaje de cir-cuito abierto ni de alimentación dealambre cuando se aprieta el gatil-lo. Se ha aplicado alimentación a laPOWER MIG® 256.
Hay presencia de voltaje de saliday alimentación de alambre cuandono se aprieta el gatillo(no activado).
La salida de la máquina es baja.Las soldaduras están “frías” y elcordón de soldadura estáredondeado o con protuberanciasdemostrando un mojado pobre enla placa.
CAUSA POSIBLE
1. Póngase en contacto con suTaller Local de ServicioAutorizado de Lincoln.
1. El gatillo de la pistola o cable puedetener falla. Revise o reemplace elensamble de la pistola.
2. El circuito de protección térmicapuede estar activado. Si este es elcaso, permitir que la máquina seenfríe eliminará la condición de error.
3. Asegúrese de que el voltaje de entra-da sea el correcto y que correspondaa la capacidad nominal en la placade identificación; reconecte la config-uración del panel.
4. Si el kit opcional de antorcha “spoolgun” está instalado, revise para verque esté establecido en “Pistola deMano” si se aprieta el gatillo asociadocon el alimentador integrado, y en“Spool Gun” si se aprieta el gatillo dela antorcha “spool gun”.
1. Remueva el ensamble de la pistolade la máquina. Si el problema seresuelve, el ensamble de la pistolatiene falla. Repare o reemplace.
2. Si el problema persiste cuando seremueve el ensamble de la pistola,entonces el problema está dentrode la POWER MIG® 256.
1. Revise el voltaje de entrada.Asegúrese de que el voltaje deentrada corresponde a la capaci-dad nominal de la placa de iden-tificación y reconecte la configu-ración del panel.
2. Asegúrese de que las configura-ciones de la velocidad de ali-mentación de alambre y voltajesean las correctas para el proce-so que se está utilizando.
3. Asegúrese de que la polaridadde salida sea la correcta para elproceso que se está utilizando.
4. Revise los cables de soldadura yensamble de la pistola en buscade conexiones sueltas o confalla.
CURSO RECOMENDADO DE ACCIÓN
Si se han revisado todas las áreasposibles de desajuste recomen-dadas, y el problema persiste, pón-gase en contacto con su Taller deServicio de Campo Autorizadode Lincoln.
PROBLEMAS DE SALIDA
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
Observe todos los Lineamientos de Seguridad detallados a lo largo de este manual
POWER MIG® 256

E-3 E-3 LOCALIZACIÓN DE AVERÍAS
PROBLEMAS(SÍNTOMAS)
Pobre formación de arco con elec-trodo pegándose o explotando.
Alimentación de alambre irregularo el alambre no se alimenta perolos rodillos impulsores están giran-do.
CAUSAPOSIBLE
1. Asegúrese de que las configuraciones develocidad de alimentación de alambre y voltajesean las correctas para el proceso que se estáutilizando.
2. La protección de gas puede no ser la adecua-da para el proceso que se está utilizando.
3. Revise el voltaje de línea de entrada para estardentro del rango nominal recomendado de lamáquina.
4. Revise que el panel de reconexión de lamáquina esté configurado adecuadamente parael voltaje aplicado.
1. El cable de la pistola puede estar dobla-do o retorcido.
2. El alambre puede estar atorado enel cable de la pistola, o el cable dela pistola puede estar sucio.
3. Revise la tensión del rodil loimpulsor y la posición de lasranuras.
4. Revise si hay rodillos impulsoresgastados o sueltos.
5. El electrodo puede estar oxidado osucio.
6. Revise si la punta de contactoestá dañada o es incorrecta.
7. Revise si el eje del alambre girafácilmente y ajuste la perilla detensión de frenado si es nece-sario.
8. Revise que la pistola esté total-mente dentro de su montaje yasentada adecuadamente.
CURSO RECOMENDADO DE ACCIÓN
Si se han revisado todas las áreasposibles de desajuste recomen-dadas, y el problema persiste, pón-gase en contacto con su Taller deServicio de Campo Autorizadode Lincoln.
PROBLEMAS DE SALIDA
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
PROBLEMAS DE ALIMENTACIÓN
Observe todos los Lineamientos de Seguridad detallados a lo largo de este manual
POWER MIG® 256

E-4 E-4LOCALIZACIÓN DE AVERÍAS
PROBLEMAS(SÍNTOMAS)
La alimentación de alambre sedetiene durante la soldadura.Cuando el gatillo se libera y se jalade nuevo, la alimentación dealambre empieza otra vez.
No hay control de la velocidad dealimentación de alambre. Otrasfunciones de la máquina son nor-males.
El gas no fluye cuando se jala elgatillo de la pistola.
CAUSA POSIBLE
1. Revise que los rodillos impulsores de alimentaciónde alambre y el motor funcionen sin problemas.
2. Revise si hay restricciones en la ruta de ali-mentación de alambre. Revise si hay obstruc-ciones en la pistola y cable.
3. Asegúrese de que la guía de alambre de la pistolay punta sean correctas para el tamaño de alambreque se está utilizando.
4. Asegúrese de que los rodillos impulsores y placasguía estén limpios y sean del tamaño correcto.
5. Revise si el eje gira fácilmente.
1. El control de velocidad de ali-mentación de alambre puede estarsucio. Gire varias veces y revise si elproblema está resuelto.
1. Asegúrese de que el suministrode gas este conectado ade-cuadamente y “encendido”.
2. Si el solenoide de gas se activa(hace clic) cuando se aprieta elgatillo de la pistola, puede haberuna restricción en la línea desuministro de gas.
3. El ensamble del cable de la pis-tola puede tener falla. Revise oreemplace.
4. Si el solenoide de gas no operacuando se aprieta el gatillo de lapistola, el problema está dentrode la POWER MIG® 256.
5. Asegúrese de que la pistolaesté totalmente dentro de sumontaje y asentada adecuada-mente.
CURSO RECOMENDADO DE ACCIÓN
Si se han revisado todas las áreasposibles de desajuste recomen-dadas, y el problema persiste, pón-gase en contacto con su Taller deServicio de Campo Autorizadode Lincoln.
PROBLEMAS DE FLUJO DE GAS
Si por alguna razón usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura,contacte su Taller de Servicio de Campo Lincoln Autorizado para asistencia en la localización de fallas técnicas antes de proceder.
PRECAUCIÓN
PROBLEMAS DE ALIMENTACIÓN
Observe todos los Lineamientos de Seguridad detallados a lo largo de este manual
POWER MIG® 256

F-1 F-1 DIAGRAMAS DE CABLEADO
L124
64-2
A.0
1
CÓ
DIG
O D
E C
OLO
R:
SÍM
BO
LOS
ELÉ
CTR
ICO
S C
ON
FOR
ME
A E
1537
INFO
RM
AC
IÓN
GE
NE
RA
L
265
263
260
261
U -
AZU
LR
- R
OJO
W -
BLA
NC
OB
- N
EG
RO
IND
ICA
CA
VID
AD
DE
CO
NE
CTO
R N
ÚM
.
262
267
264
IND
UC
TOR
D
E S
ALI
DA
IND
UC
TOR
DE
M
EJO
RA
MIE
NTO
DE
L FA
CTO
R D
E P
OTE
NC
IA
204B
LOS
VO
LTA
JES
SE
CU
ND
AR
IOS
QU
E S
E M
UE
STR
AN
N
O S
ON
VA
LOR
ES
RM
S D
E C
AR
GA
MO
TOR
/CA
JA
DE
EN
GR
AN
AJE
SD
EL
ME
CA
NIS
MO
DE
ALI
ME
NTA
CIÓ
N
C3
C1
205
206S
206B
R1TE
RM
OS
TATO
D
EL
EN
SA
MB
LED
EL
DIS
IPA
DO
RTÉ
RM
ICO
SC
R
116.
6V
14.2
V
14.2
V
28.4
V
C2
++
+C
1 A
C3
31,0
00 M
FD50
V
15 O
HM
S10
0 W
B
+-
320B
1J1
0
J1J4
J6J8
J9J7
10
J2J5
1 3
J3SE
CU
EN
CIA
DE
NU
ME
RA
CIÓ
N D
E C
AV
IDA
DE
S(L
AD
O D
EL
CO
MP
ON
EN
TE
DE
LA
TA
RJE
TA
DE
P.C
.)
206
28.4
V
W
T A C Ó M E T R O
EN
SA
MB
LE D
EL
DIS
IPA
DO
R
TÉR
MIC
O S
CR
SC
R 2
G1 G
2
SC
R 1
TRA
NS
FOR
MA
DO
RD
E P
OTE
NC
IA
G2
L2L1
H4
H2
H3
L1
208V
230V
H1
H4
H1
A T
IER
RA
CO
NF
OR
ME
A
L C
ÓD
IGO
EL
ÉC
TR
ICO
N
AC
ION
AL
W
L2
BG
2G
2-
+
208R
209R
209R
208R
354
1 2 3 4
325
324
325
42
GA
TILL
O D
E
LA P
ISTO
LA
324
5 2 32 4 12 32 5 52 3 4 7 116 38 9 2 54
J8
252
550
254
500
J4
4 761411 1
J5 J6
1 11110986
GN
D
X6
X5
515
206B
B
2 3 4 7 8 9 10 3 5
206
205
320
86 14 15 16 65
W 206S
207
353
X8
325B
X9
352
4 10 12 137 12
354
G2
204
G1
X7
390
325
555
1
J2
6 7 8 9
J1
10 1
515B
324
208
12 13 1
J3
253
251
552
551
256
209
GN
D
352
353
515B
555
206B
H4
H1
G2
H4
H1
X2
H1
D1
209
X8
D2
PU
EN
TED
EL
DIO
DO
DE
L R
EC
TIFI
CA
DO
R
MO
NTA
DO
EN
D
EFL
EC
TOR
208
204
H1
X3
H2
X4
H3
PA
NE
L D
E
RE
CO
NE
XIÓ
N
G
207
INTE
RR
UP
TOR
DE
LÍN
EA
S1
H4
A L
ÍNE
A D
E S
UM
INIS
TR
OM
ON
OF
ÁS
ICA
X9
X5
X5
X6
X6
X7
X7
X1
X9
X8
G2
352
353
MO
TO
R D
EL
V
EN
TIL
AD
OR
J3
AL
TR
AB
AJO
207
325B
TER
MO
STA
TO D
EL
IND
UC
TOR
DE
SA
LID
A
320
BR U
J11**
TAR
JETA
DE
CO
NTR
OL
21
584
1
81 9
16
13
46
81
1471
127
6
106
51
CA
VID
AD
1
**(L
AD
O N
O D
E C
AB
LE
DE
L C
ON
EC
TO
R)
2
34
SE
CU
EN
CIA
DE
NU
ME
RA
CIÓ
N
J11
1 2 3 87654
WB
BR U WB
J12
J12
311
SO
LEN
OID
E
DE
GA
S
339
24
INTERRUPTOR
AUTOMÁTIC
O
15A
401A
402A
403
115V
EF A
BCD
G
76 4 2 75 3218
3214
77
ANFE
NOL
ANTO
RCHA
“SPO
OL
GUN
”/CO
NTRA
TASE
(VIS
TO D
ESDE
ATR
ÁS)
312
312
311
77 76 75 3218
3214
4 2
209R20
8R
PO
WE
R M
IG 2
56 (
208/
230V
) P
AR
A C
ÓD
IGO
117
80
J10
390
392
251
252
R3
256
8
6
5
1
254
253
R4
254A
550551
4
2
7
3TAR
JETA
D
E P
AN
TALL
A
515
552
500
VE
LOC
IDA
D D
E
ALI
ME
NTA
CIÓ
N
DE
ALA
MB
RE
VO
LTA
JE
DE
AR
CO
N.A
. E
L C
AB
LE D
E S
OLD
AD
UR
A D
EB
E S
ER
DE
CA
PA
CID
AD
AD
EC
UA
DA
PA
RA
LA
CO
RR
IEN
TE Y
CIC
LO D
E T
RA
BA
JO
D
E L
AS
AP
LIC
AC
ION
ES
INM
ED
IATA
S Y
FU
TUR
AS
.
NO
TAS
:
N.B
. E
ST
E D
IAG
RA
MA
MU
ES
TR
A L
A P
OL
AR
IDA
D D
EL
EL
EC
TR
OD
O C
OM
O “
PO
SIT
IVA
”. A
FIN
DE
CA
MB
IAR
LA
PO
LA
RID
AD
, AP
AG
UE
LA
UN
IDA
D E
INV
IER
TA
LA
S
C
ON
EX
ION
ES
DE
CA
BL
ES
EN
LA
TE
RM
INA
L D
EL
CO
ND
UC
TO
R D
EL
CA
BL
E Y
BO
RN
E D
E T
RA
BA
JO.
SO
LEN
OID
E
DE
GA
S
261A
TA
RJE
TA
DE
PC
D
EL
TE
MP
OR
IZA
DO
R
INT
ER
RU
PT
OR
DE
L
TE
MP
OR
IZA
DO
R
12
34
56
78
EN
SA
MB
LE D
EL
TEM
PO
RIZ
AD
OR
IN
STA
LAD
O D
E F
ÁB
RIC
A
POWER MIG® 256
NO
TA: E
ste
diag
ram
a es
sól
o pa
ra re
fere
ncia
. Tal
vez
no
sea
exac
to p
ara
toda
s la
s m
áqui
nas
que
cubr
e es
te m
anua
l. E
l dia
gram
a es
pecí
fico
para
un
códi
go p
artic
ular
est
á pe
gado
den
tro d
e la
máq
uina
en
uno
de lo
s pá
nele
s de
la c
ubie
rta.
Si e
l dia
gram
a es
ileg
ible
, esc
riba
al D
epar
tam
ento
de
Ser
vici
o pa
ra u
n re
empl
azo.
Pro
porc
ione
el n
úmer
o de
cód
igo
del e
quip
o.

F-2 F-2 DIAGRAMAS DE CABLEADO
NO
TA: E
ste
diag
ram
a es
sól
o pa
ra re
fere
ncia
. Tal
vez
no
sea
exac
to p
ara
toda
s la
s m
áqui
nas
que
cubr
e es
te m
anua
l. E
l dia
gram
a es
pecí
fico
para
un
códi
go p
artic
ular
est
á pe
gado
den
tro d
e la
máq
uina
en
uno
de lo
s pá
nele
s de
la c
ubie
rta.
Si e
l dia
gram
a es
ileg
ible
, esc
riba
al D
epar
tam
ento
de
Ser
vici
o pa
ra u
n re
empl
azo.
Pro
porc
ione
el n
úmer
o de
cód
igo
del e
quip
o.
L125
06-2
CÓ
DIG
O D
E C
OLO
R:
SÍM
BO
LOS
ELÉ
CTR
ICO
S C
ON
FOR
ME
A E
1537
INFO
RM
AC
IÓN
GE
NE
RA
L
265
263
260
261
U -
AZU
LR
- R
OJO
W -
BLA
NC
OB
- N
EG
RO
IND
ICA
CA
VID
AD
DE
CO
NE
CTO
R N
ÚM
.
262
267
264
IND
UC
TOR
D
E S
ALI
DA
IND
UC
TOR
DE
ME
JOR
AM
IEN
TO
DE
L FA
CTO
R
DE
PO
TEN
CIA
204B
LOS
VO
LTA
JES
S
EC
UN
DA
RIO
SQ
UE
SE
MU
ES
TRA
N
NO
SO
N V
ALO
RE
SR
MS
DE
CA
RG
A
MO
TOR
/CA
JAD
E E
NG
RA
NA
JES
DE
L M
EC
AN
ISM
OD
E A
LIM
EN
TAC
IÓN
C3
C1
205
206S
206B
R1TE
RM
OS
TATO
DE
LE
NS
AM
BLE
DE
L D
ISIP
AD
OR
TÉ
RM
ICO
SC
R
116.
6V
14.2
V
14.2
V
28.4
V
C2
++
+C
1 A
C3
31,0
00 M
FD50
V
15 O
HM
S10
0 W
B
+-
320B
1J1
0
J10
390
392
J1J4
J6J8
J9J7
10
J2J5
1 3
J3
SE
CU
EN
CIA
DE
NU
ME
RA
CIÓ
N D
E C
AV
IDA
DE
S(L
AD
O D
EL
CO
MP
ON
EN
TE
DE
LA
TA
RJE
TA
DE
P.C
.)
251
206
28.4
V
WE
NS
AM
BLE
DE
LD
ISIP
AD
OR
TÉ
RM
ICO
SC
R
SC
R 2
G1 G
2
SC
R 1
252
R3
256
8
6
5
1
254
253
R4
254A
550551
4
2
7
3TAR
JETA
D
E P
AN
TALL
A
515
552
500
TRA
NS
FOR
MA
DO
R
DE
PO
TEN
CIA
G2
VE
LOC
IDA
D D
E
ALI
ME
NTA
CIÓ
N
DE
ALA
MB
RE
G2
G2-
+
208R
209R
209R
208R
354
1 2 3 4
325
324
325
42
GA
TILL
O D
ELA
PIS
TOLA
324
5 2 32 4 12 32 5 52 3 4 7 116 38 9 2 54
J8
252
550
254
500
J4
4 761411 1
J5 J6
1 11110986
GN
D
X6
X5
515
206B
B
2 3 4 7 8 9 10 3 5
206
205
320
86 14 15 16 65
W 206S
207
353
X8
325B
X9
352
4 10 12 137 12
354
G2
204
G1
X7
390
325
555
1
J2
6 7 8 9
J1
10 1
515B
324
208
12 13 1
J3
253
251
552
551
256
209
GN
D
352
353
515B
555
206B
G2
X2
D1
209
X8
D2
PU
EN
TE D
EL
DIO
DO
DE
LR
EC
TIFI
CA
DO
R
MO
NTA
DO
EN
DE
FLE
CTO
R
208
204
X3
X4
207
X9
X5
X5
X6
X6
X7
X7
X1
X9
X8
AL
TR
AB
AJO
G2
352
353
MO
TO
R
DE
L
VE
NT
ILA
DO
R
J3
207
VO
LTA
JE
DE
AR
CO
325B
TER
MO
STA
TO
DE
L IN
DU
CTO
RD
E S
ALI
DA
320
BR U
J11**
N.A
. E
L C
AB
LE D
E S
OLD
AD
UR
A D
EB
E S
ER
DE
CA
PA
CID
AD
AD
EC
UA
DA
PA
RA
LA
CO
RR
IEN
TE Y
CIC
LO D
E T
RA
BA
JO
D
E L
AS
AP
LIC
AC
ION
ES
INM
ED
IATA
S Y
FU
TUR
AS
.
NO
TAS
:
N.B
. E
ST
E D
IAG
RA
MA
MU
ES
TR
A L
A P
OL
AR
IDA
D D
EL
EL
EC
TR
OD
O C
OM
O “
PO
SIT
IVA
”. A
FIN
DE
CA
MB
IAR
LA
PO
LA
RID
AD
, AP
AG
UE
LA
UN
IDA
D E
INV
IER
TA
LA
S
C
ON
EX
ION
ES
DE
CA
BL
ES
EN
LA
TE
RM
INA
L D
EL
CO
ND
UC
TO
R D
EL
CA
BL
E Y
BO
RN
E D
E T
RA
BA
JO.
SO
LEN
OID
E
DE
GA
S
TAR
JETA
DE
CO
NTR
OL
21
584
1
81 9
16
13
46
81
1471
127
6
106
51
CA
VID
AD
1
**(L
AD
O N
O D
E C
AB
LE
DE
L C
ON
EC
TO
R)
2
34
SE
CU
EN
CIA
DE
NU
ME
RA
CIÓ
N
J11
1 2 3 87654
WB
BR U WB
J12
J12
311
SO
LEN
OID
E
DE
GA
S
339
24
EF A
BCD
G
76 4 2 75 3218
3214
77
ANFE
NOL
ANTO
RCHA
“SPO
OL
GUN
”/CO
NTRA
TASE
(V
ISTO
DES
DE A
TRÁS
)
312
312
311
77 76 75 3218
3214
4 2
209R20
8R
A T
IER
RA
CO
NF
OR
ME
A
L C
ÓD
IGO
EL
ÉC
TR
ICO
N
AC
ION
AL
G
H2
5
42
13
A L
ÍNE
A D
E
SU
MIN
IST
RO
M
ON
OF
ÁS
ICA
H1
H3
H4
W B
H5
H2
L2L1
H1
H1
H3
H4
PA
NE
L D
E R
EC
ON
EX
IÓN
(SE
MU
ES
TRA
C
ON
EC
TAD
O P
AR
A 2
30v)
INTE
RR
UP
TOR
D
E L
ÍNE
AS
1
L2L1
H5
H1
H4
H1
H4
H4
H1
H4
H1
A.0
1
POW
ER M
IG 2
56 (2
30/4
60/5
75V)
PA
RA
CÓ
DIG
O 1
1781
261A
TAR
JETA
DE
PC
D
EL
TEM
PO
RIZ
AD
OR
INT
ER
RU
PT
OR
DE
LT
EM
PO
RIZ
AD
OR
12
34
56
78
EN
SA
MB
LE D
EL
TEM
PO
RIZ
AD
OR
INS
TALA
DO
DE
FÁ
BR
ICA
T A C Ó M E T R O
POWER MIG® 256

F-3F-3 DIBUJO DE DIMENSIÓN
M19
231-
1
A.0
2
19.15
39.92
12.00
38.58
32.56
29.7330.43
20.12
POWER MIG® 256

NOTAS

WARNING
AVISO DEPRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
READ AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THECONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DEESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SUSUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENTET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTREEMPLOYEUR.
LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRO-DENEINSATZ DES HERSTELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERSSIND EBENFALLS ZU BEACHTEN.
• Do not touch electrically live parts orelectrode with skin or wet clothing.
• Insulate yourself from work andground.
• No toque las partes o los electrodosbajo carga con la piel o ropa moja-da.
• Aislese del trabajo y de la tierra.
• Ne laissez ni la peau ni des vête-ments mouillés entrer en contactavec des pièces sous tension.
• Isolez-vous du travail et de la terre.
• Berühren Sie keine stromführendenTeile oder Elektroden mit IhremKörper oder feuchter Kleidung!
• Isolieren Sie sich von denElektroden und dem Erdboden!
• Não toque partes elétricas e electro-dos com a pele ou roupa molhada.
• Isole-se da peça e terra.
• Keep flammable materials away.
• Mantenga el material combustiblefuera del área de trabajo.
• Gardez à l’écart de tout matérielinflammable.
• Entfernen Sie brennbarres Material!
• Mantenha inflamáveis bem guarda-dos.
• Wear eye, ear and body protection.
• Protéjase los ojos, los oídos y elcuerpo.
• Protégez vos yeux, vos oreilles etvotre corps.
• Tragen Sie Augen-, Ohren- und Kör-perschutz!
• Use proteção para a vista, ouvido ecorpo.

WARNING
AVISO DEPRECAUCION
ATTENTION
WARNUNG
ATENÇÃO
Spanish
French
German
Portuguese
Japanese
Chinese
Korean
Arabic
LEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTESDE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.
• Keep your head out of fumes.• Use ventilation or exhaust to
remove fumes from breathing zone.
• Los humos fuera de la zona de res-piración.
• Mantenga la cabeza fuera de loshumos. Utilice ventilación oaspiración para gases.
• Gardez la tête à l’écart des fumées.• Utilisez un ventilateur ou un aspira-
teur pour ôter les fumées des zonesde travail.
• Vermeiden Sie das Einatmen vonSchweibrauch!
• Sorgen Sie für gute Be- undEntlüftung des Arbeitsplatzes!
• Mantenha seu rosto da fumaça.• Use ventilação e exhaustão para
remover fumo da zona respiratória.
• Turn power off before servicing.
• Desconectar el cable de ali-mentación de poder de la máquinaantes de iniciar cualquier servicio.
• Débranchez le courant avant l’entre-tien.
• Strom vor Wartungsarbeitenabschalten! (Netzstrom völlig öffnen;Maschine anhalten!)
• Não opere com as tampas removidas.• Desligue a corrente antes de fazer
serviço.• Não toque as partes elétricas nuas.
• Do not operate with panel open orguards off.
• No operar con panel abierto oguardas quitadas.
• N’opérez pas avec les panneauxouverts ou avec les dispositifs deprotection enlevés.
• Anlage nie ohne Schutzgehäuseoder Innenschutzverkleidung inBetrieb setzen!
• Mantenha-se afastado das partesmoventes.
• Não opere com os paineis abertosou guardas removidas.

• Sales and Service through Subsidiaries and Distributors Worldwide •
Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com
• World's Leader in Welding and Cutting Products •