mayo de 2017 - jornada fabricación aditiva...
TRANSCRIPT

Control de proceso en
Laser Metal Deposition (LMD).
Mayo de 2017
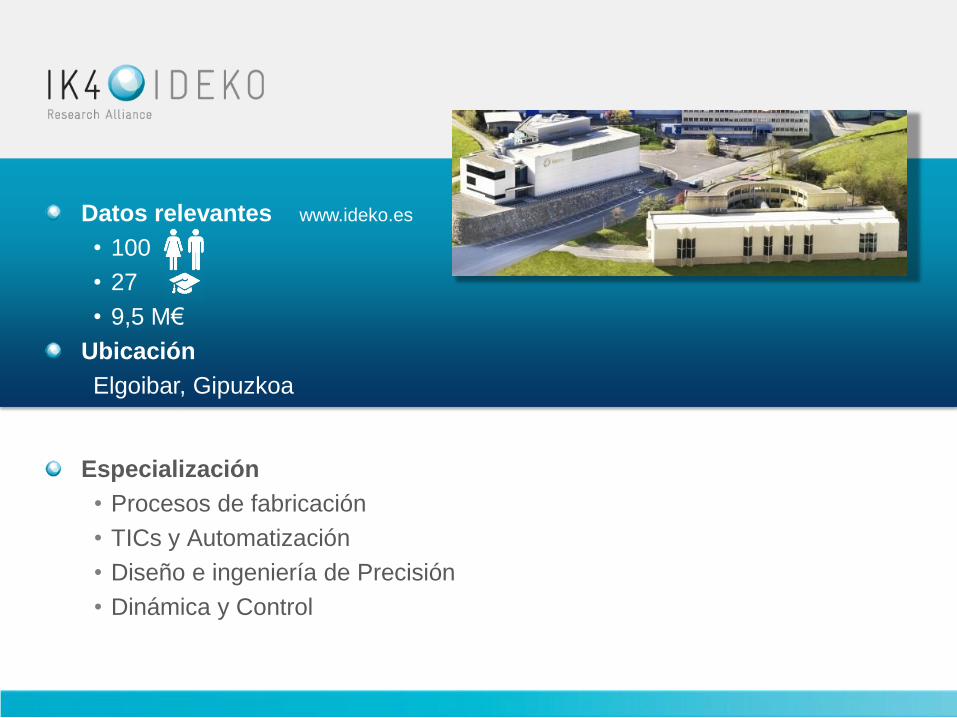
Especialización
• Procesos de fabricación
• TICs y Automatización
• Diseño e ingeniería de Precisión
• Dinámica y Control
Datos relevantes www.ideko.es
• 100
• 27
• 9,5 M€
Ubicación
Elgoibar, Gipuzkoa

PROYECTOS DETRANSFERENCIA
DATOS 2016
60 PROYECTOS DEESPECIALIZACIÓN 166
79 CLIENTES 22 PATENTES
PROYECTOS DETRANSFERENCIA

PROYECTOS DETRANSFERENCIA
DATOS 2016
60 166 PATENTES
PROYECTOS DETRANSFERENCIA
1. MOTIVACIÓN
2. OBJETIVO y DESARROLLO
3. VALIDACIÓN
4. CONCLUSIONES
ÍNDICE
Control en lazo cerrado para LMD
MOTIVACIÓN
Control en lazo cerrado para LMD
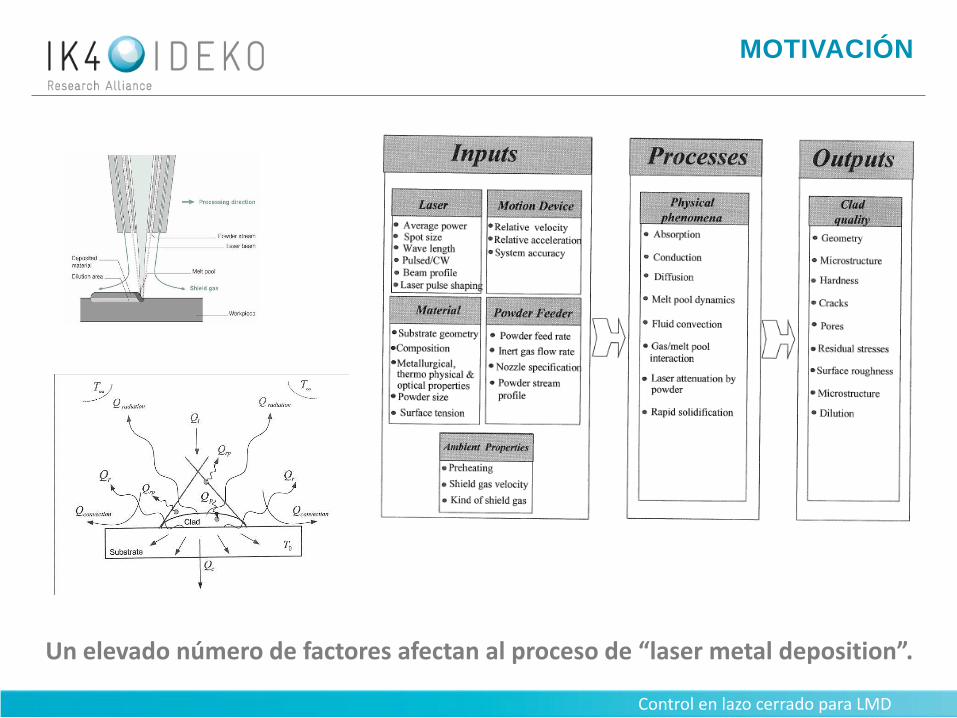
Un elevado número de factores afectan al proceso de “laser metal deposition”.

MOTIVACIÓN
Control en lazo cerrado para LMD
Analizar Reparabilidad:Geometría/Grietas...Limpieza y eliminar recubrimientos
Inspección final:Rayos X, líquidos penetrantesDimensional
Aporte de material
Mecanizado final

MOTIVACIÓN
Control en lazo cerrado para LMD
Desarrollo de célula automática para reparación de álabes de compresor.
MOTIVACIÓN
Control en lazo cerrado para LMD
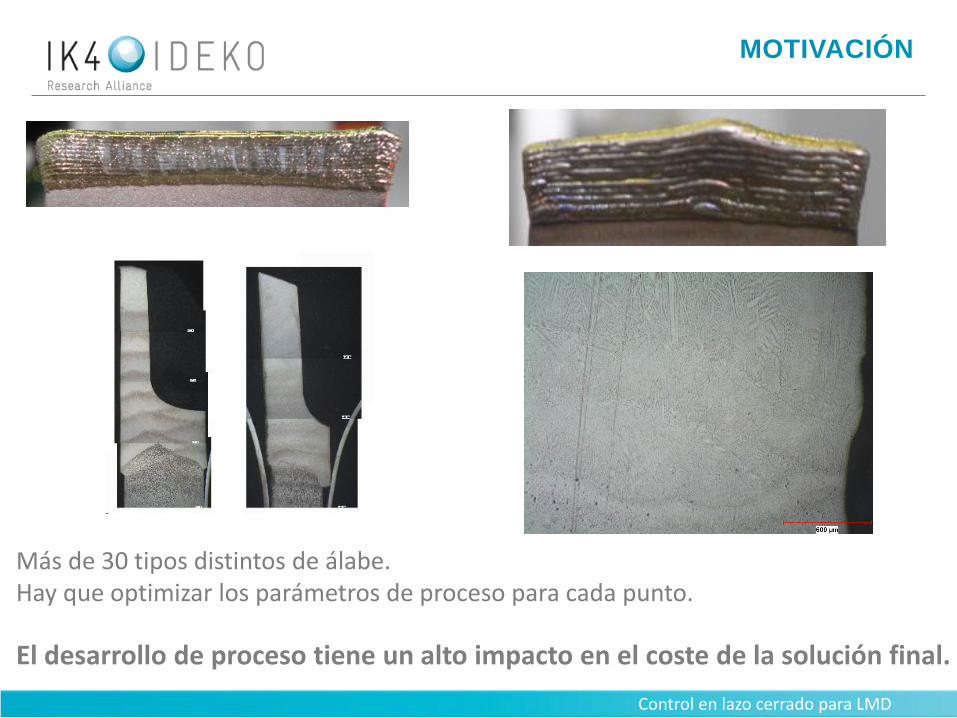
Más de 30 tipos distintos de álabe.Hay que optimizar los parámetros de proceso para cada punto.
El desarrollo de proceso tiene un alto impacto en el coste de la solución final.
MOTIVACIÓN
Control en lazo cerrado para LMD
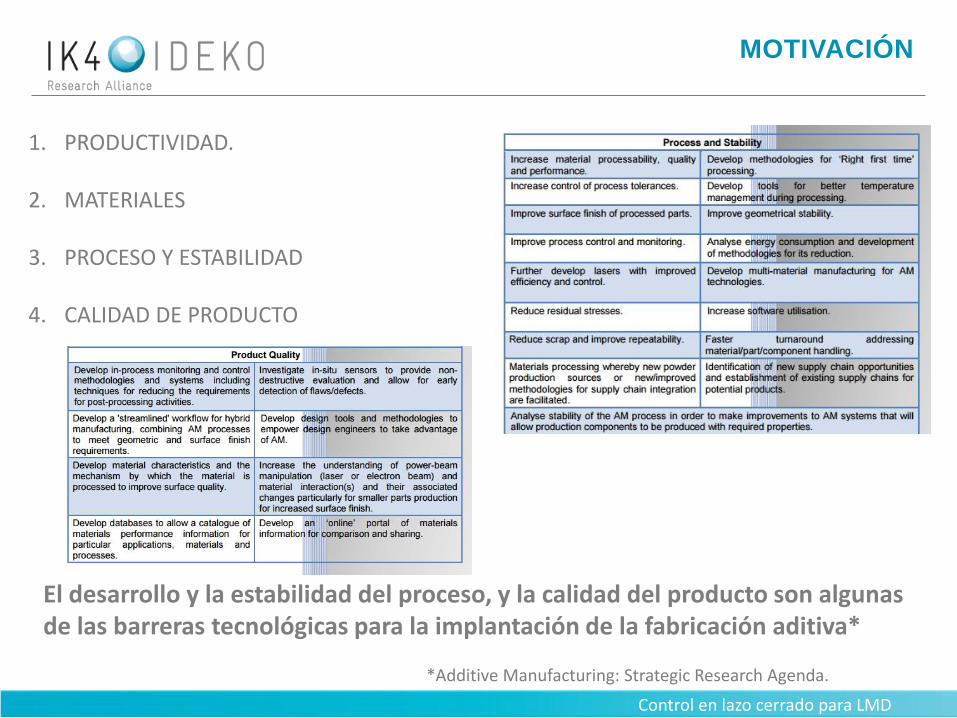
El desarrollo y la estabilidad del proceso, y la calidad del producto son algunas de las barreras tecnológicas para la implantación de la fabricación aditiva*
*Additive Manufacturing: Strategic Research Agenda.
1. PRODUCTIVIDAD.
2. MATERIALES
3. PROCESO Y ESTABILIDAD
4. CALIDAD DE PRODUCTO
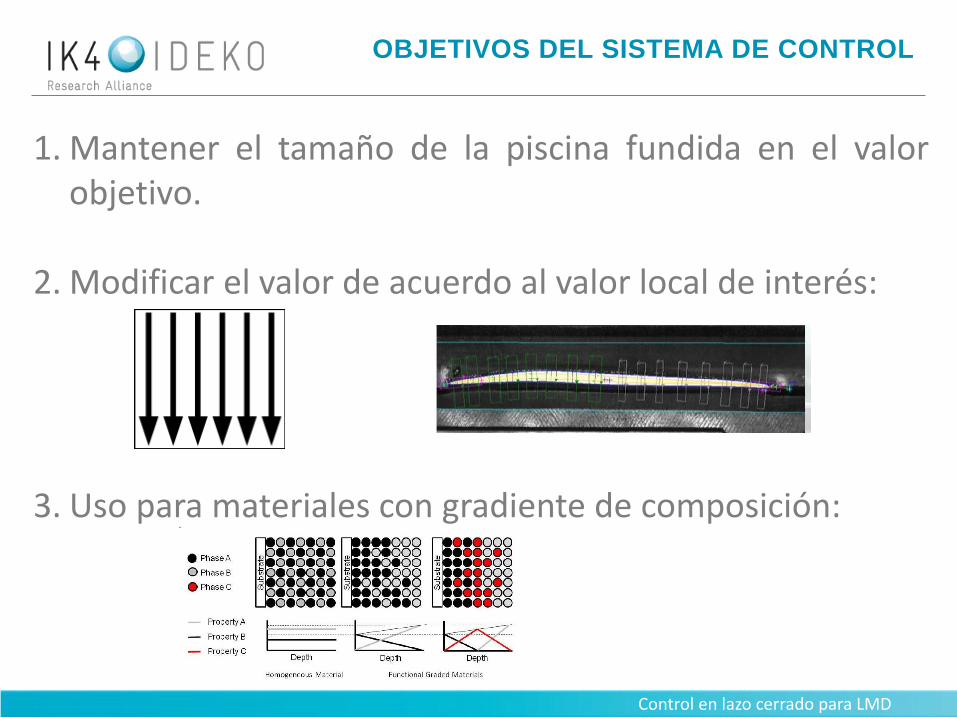
1. Mantener el tamaño de la piscina fundida en el valorobjetivo.
2. Modificar el valor de acuerdo al valor local de interés:
3. Uso para materiales con gradiente de composición:
OBJETIVOS DEL SISTEMA DE CONTROL
Control en lazo cerrado para LMD

OBJETIVOS DEL SISTEMA DE CONTROL
Control en lazo cerrado para LMD

DESARROLLO del SISTEMA DE CONTROL
Control en lazo cerrado para LMD
Láser Rofin de Fibra: 2kW
FL020
Alimentador de polvo:
Twin 10C.
Cabezal de Cladding YC50 de precitec
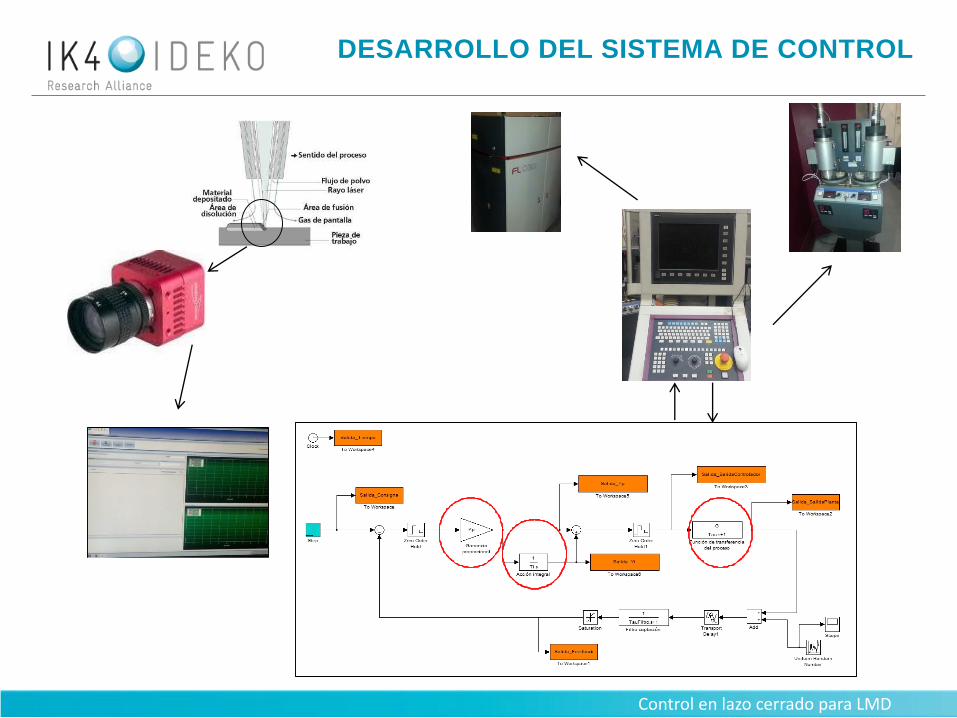
DESARROLLO DEL SISTEMA DE CONTROL
Control en lazo cerrado para LMD
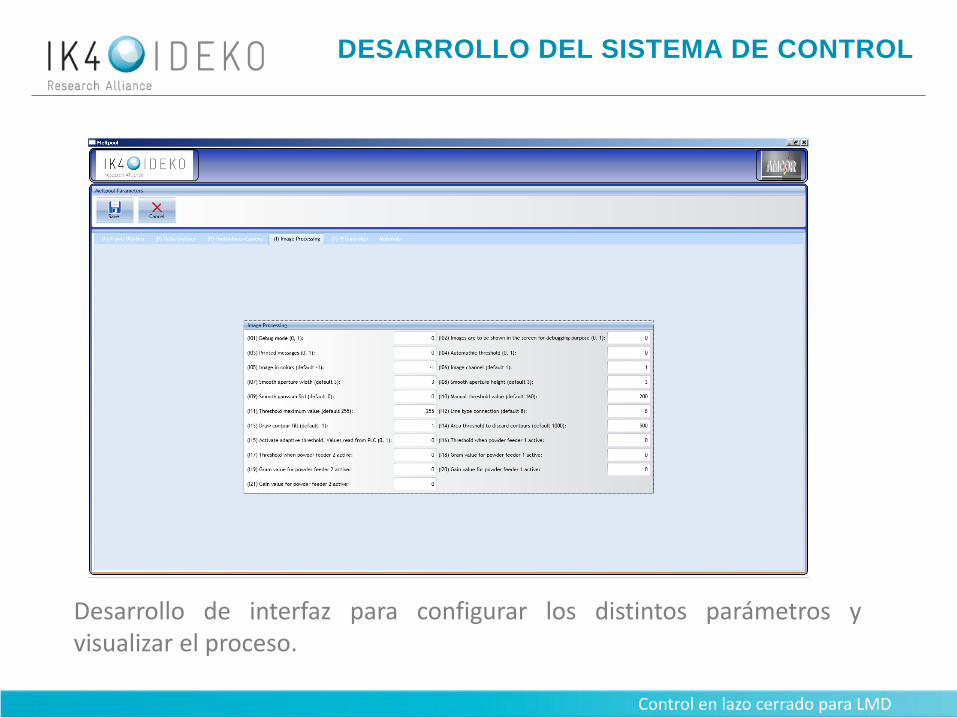
DESARROLLO DEL SISTEMA DE CONTROL
Control en lazo cerrado para LMD
Desarrollo de interfaz para configurar los distintos parámetros yvisualizar el proceso.
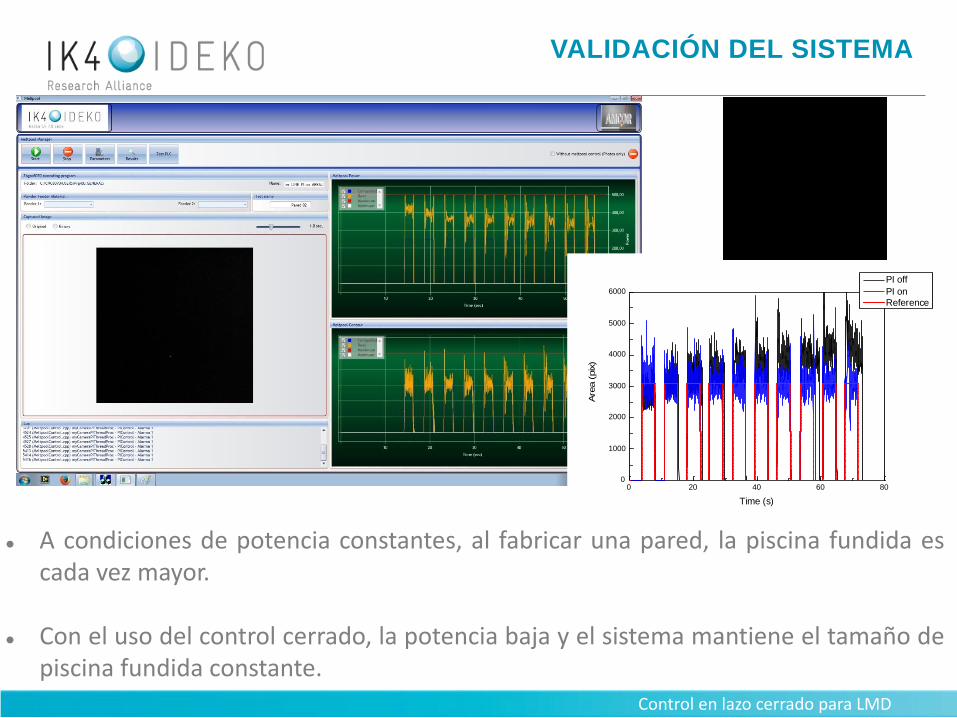
VALIDACIÓN DEL SISTEMA
Control en lazo cerrado para LMD
A condiciones de potencia constantes, al fabricar una pared, la piscina fundida escada vez mayor.
Con el uso del control cerrado, la potencia baja y el sistema mantiene el tamaño depiscina fundida constante.
0 20 40 60 800
1000
2000
3000
4000
5000
6000
Are
a (
pix
)
Time (s)
PI off
PI on
Reference
Control en lazo cerrado para LMD
10000 20000 30000 40000 50000 60000
0
2000
4000
6000
8000
10000
-400
-200
0
200
400
Po
we
r (W
)
Are
a (
pix
)
Time (ms)
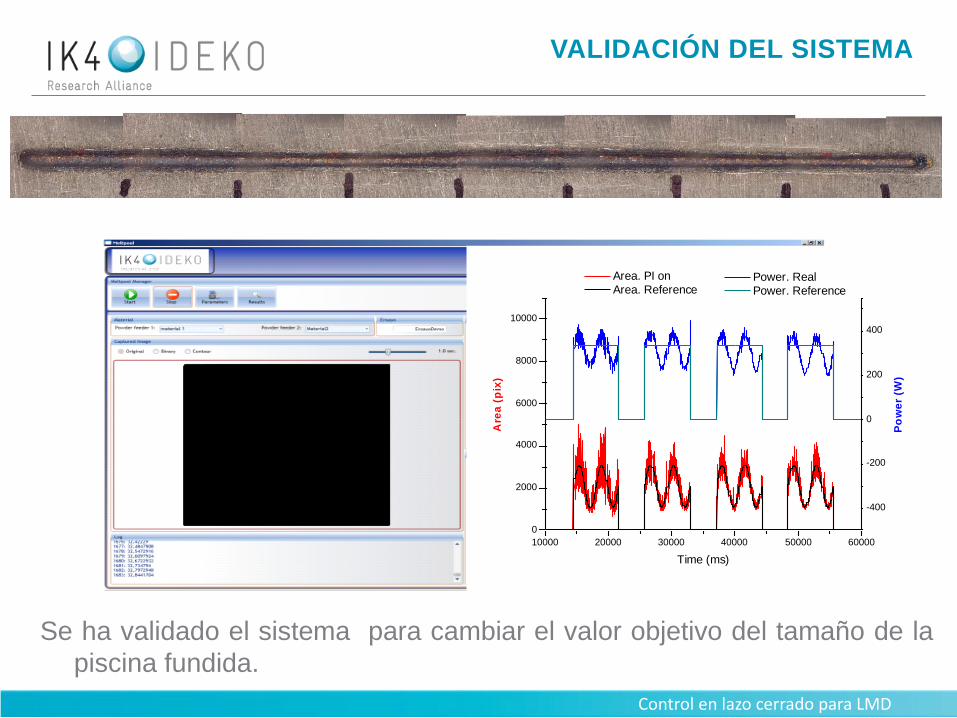
Area. PI on
Area. Reference Power. Real
Power. Reference
Se ha validado el sistema para cambiar el valor objetivo del tamaño de la
piscina fundida.
VALIDACIÓN DEL SISTEMA
1. La tecnología LMD permite la reparación, realización derecubrimientos o fabricación directa de pieza.
2. El coste asociado al desarrollo de proceso y garantizar lacalidad de pieza es una de las barreras existentes.
3. La monitorización y control por lazo cerrado de procesopermite reducir coste de desarrollo y garantizar la calidadde la pieza.
CONCLUSIONES
Control en lazo cerrado para LMD
