methodo #8
DESCRIPTION
Rivista tecnico scientifica riguardante metodi, approcci, strumenti ed esperienze sullo sviluppo di nuovi prodotti e sulla loro produzione.TRANSCRIPT

METHODOAnno 2 Numero 8luglio-agosto 2015Prezzo di copertina 4.99 € 8
OTTOLOBI
Adatta la tecnica all’idea, non l’idea alla tecnica.
Bill Bernbach, pubblicitario
luglio-agosto
design industrialeEMPATIA?
sviluppo prodottoMetodi per innovare, TRIZ, la teoria del problem solving inventivo
metodi di produzioneObiettivo: migliorare le performance del f lusso produttivo
DOSSIER
valutazione del ciclo di vitaLe dichiarazioni ambientali di prodotto
project managementL’analisi costi/benef ici dei progetti
i nostri autori
4
10
33
42
53
24
ET
1
Un componente realizzato “a fette” con le tecnologie additive ha la straordinaria caratteristica di poter essere concepito con sottosquadri, forme libere nello spazio.
62
Proprietà OTTOLOBI editoria e comunicazioneVia A.Caretta, 320131 - Milanowww.ottolobi.itP.IVA 03559000983N.REA: MI-2021527
Pubblicità [email protected]
/2015
Il Bel Paese dell’abbandono. Appunti sparsi per una rigenerazione consapevole

ET 2
CONCEPIRE NUOVE IDEE DA PRODURRE IN MODO DIVERSO
Sempre più spesso mi viene chiesto di intervenire, fare brevi presentazioni o di esporre il mio parere riguardo alla stampa 3D. In questo spazio più volte ne ho fatto cenno con toni spesso entusiasti. Noto però che la discussione stenta a decollare sui veri temi “rivoluzionari” che queste tecnologie additive, sempre più performanti e competitive sul piano dei costi, portano in grembo. La scelta se cominciare a utilizzare certe macchine professionali, capaci di lavorare materiali metallici è ferma al mero confronto con il passato. Si prende un progetto, un modello 3D e ci si chiede se possa essere semplicemente realizzato con una stampante 3D, cogliendo “solo” il vantaggio del mancato attrezzaggio, dei lead time ridotti e della possibilità di essere molto più flessibili. Fino a questo punto la discussione sulla stampa 3D è a mio parere banale. Un altro utilizzo ormai diffuso è quello nella realizzazione di attrezzature di produzione o nella cosiddetta “bridge manufacturing”, cioè produzioni ponte prima della attrezzature definitive, ma siamo sempre nel campo del “fare le stesse cose con processi diversi”. Comincia a essere meno banale osservare il ciclo di vita dei prodotti, un ciclo di vita sempre più breve, che vede investimenti ingenti nelle fasi iniziali e che sposta in break even point sempre più in avanti, per poi vedere il periodo in cui le aziende normalmente generano profitti improvvisamente accorciarsi a causa di nuove tecnologie introdotte sul mercato, nuovi concorrenti, nuove soluzioni (etc.) e di conseguenza business plan disattesi. In questo scenario, non solo quindi osservando la fase di investimento iniziale, i lead time, la flessibilità , ma anche e soprattutto il ciclo di vita intero del prodotto, si possono già individuare aree di convenienza della stampa 3D. La vera rivoluzione è però senza dubbio nel come potrebbero essere concepiti i prodotti, le loro funzioni. Un componente realizzato “a fette” con le tecnologie additive ha la straordinaria caratteristica di poter essere concepito con sottosquadri, forme libere nello spazio, di poter realizzare forature profonde di ogni forma e dimensione in qualsiasi zona, di poter mettere il materiale dove serve e non dove pesa (e costa). Quindi se noi sommiamo i vantaggi “banali”, i vantaggi sul ciclo di vita, ma soprattutto i vantaggi legati alla possibilità di liberare la fantasia del progettista, forse, esistono già molte applicazioni in cui stiamo perdendo delle opportunità importanti,
editoriale

in fatto di costi, prestazioni, tempo, estetica. Provate a immaginare per esempio la testa di un motore endotermico, oggi realizzata con costosissime attrezzature che cercano di accontentare un progettista, che ha bisogno di passaggi di acqua, di olio, di aria e di gas di scarico, oltre a varie ed eventuali legate al combustibile e alla distribuzione. Ora provate a dire a quel progettista che può dimenticarsi di anime, sformi, forature profonde e rettilinee, di spessori di parete e di pulibilità del grezzo. Dite allo stesso progettista che può portare l’acqua praticamente ovunque, con una rete capillare di condotti, che può quindi massimizzare lo scambio termico, lo stesso progettista può chiedere al collega dell’impianto di raffreddamento che può gestire temperature forse più alte, perché la superficie di scambio è aumentata, quindi non avremo solo una testa più performante, ottimizzata nei pesi e nei costi, ma questa sarà progettata con migliori performance e i sistemi adiacenti potrebbero beneficiarne, riducendo a loro volta i costi, ecco che una costosissima macchina comincia a diventare, forse, un affare. Spero abbiate avuto l’accortezza di cogliere la sostanza di quello che ho scritto e non vi siate soffermati sul come risolvere questo o quel problema tecnico di dettaglio. La rivoluzione della stampa 3D, per ora, risiede in questi 3 passaggi: 1) niente attrezzature, lead time ridotti, flessibilità, attrezzature, bridge manufacturing 2) contrasto la riduzione del ciclo di vita dei prodotti, grazie a minori investimenti iniziali e risparmio di tempo 3) progettazione libera dai vincoli di processo.Non vi sarà sfuggito il “per ora” riferito ai vantaggi, ho lasciato per ultima la discussione sul futuro prossimo della stampa 3D, ovvero la possibilità di realizzare componenti in materiali differenti, non solo si potrà mettere il materiale solo dove serve, ma anche mettere il materiale giusto nel punto giusto, il materiale strutturale all’interno, un materiale con funzione estetica all’esterno, ma anche inserire un materiale conduttivo o isolante e così via. Diventa evidente, a mio parere, che queste nuove tecnologie non devono essere interpretate come un “produrre le stesse idee in modo diverso”, per poter cogliere la vera rivoluzione di cui sono portatrici si devono “concepire nuove idee da produrre in modo diverso”.
Buona lettura, Nicola Lippi
ET
3
ET 4
EMPATIA?Qualche tempo fa mi è capitato di leggere su un quotidiano la recensione di un libro di Mallgrave dal titolo “L’empatia degli spazi. Architettura e neuroscienze”. Già nelle poche righe della presentazione si coglie il senso del lavoro di Mallgrave che è nello stesso tempo affascinante perché ricco di considerazioni oggettive e terrificante perché, a mio avviso, spinge l’oggettività a un livello troppo estremo.
L’intento di Mallgrave, attraverso l’uso di tecniche di visualizzazione dell’attività celebrale come la risonanza magnetica funzionale, (oltre a mescolare biologia, psicologia, filosofia, storia dell’architettura, antropologia e neuroscienze) è quello di tentare di spiegare (prima) cosa accade dentro di noi quando guardiamo, percorriamo, viviamo un edificio, un’opera d’arte o un oggetto di design e (dopo) come
di Giuseppe Alito
design industriale
— La capacità di porsi in maniera immediata nello stato d’animo o nella situazione di un’altra persona. —
Questa è la descrizione che ne fa il Devoto Oli. Ma potrebbe essere interpretata anche in relazione alle cose, o quantomeno è ciò che tenta di fare da tempo Harry Francis Mallgrave docente all’Illinois Institute of Technology.

ET
5
utilizzare queste conoscenze al fine di creare ogni manufatto in virtù del metro di percezione (oggettivato, quindi secondo l’autore uguale per tutti) di ognuno di noi.
Ma perché è affascinante? La risposta è semplice. Perché fa quello che ogni persona vorrebbe fare: dare un senso logico a ogni cosa in modo da facilitarne l’archiviazione per distinguere facilmente ciò che è da ciò che non è. E leggendo il testo, almeno nella parte iniziale, è convincente.
Mallgrave, infatti, sostiene che prima che da un punto di vista razionale, facciamo esperienza di un edificio o di un oggetto, emotivamente, attraverso risposte fisiologiche immediate e inconsce. Secondo alcuni studi, ad esempio, la vista di un edificio innesca i ricettori degli oppioidi (le endorfine prodotte dal corpo) nel cervello, producendo un diverso grado di piacere a seconda della sua gradevolezza: piacere massimo davanti a una fila di case pittoresche, minimo di fronte a un edificio per uffici in acciaio e vetro. Tale deduzione, per alcuni scontata, ha un risvolto fondamentale secondo Mallgrave: le persone gradiscono o meno un manufatto non per preferenze personali ma secondo precise ragioni neurologiche. Altre riflessioni sono poi ricavate dalla scoperta dei “neuroni specchio”. Quando guardiamo un’architettura il nostro cervello si attiva – in maniera precognitiva – simulando i movimenti che quegli spazi riescono a evocare. Si instaura perciò una relazione profonda tra essere umano e ambiente fisico, che rimanda al noto concetto di Einfühlung (empatia) sviluppato da Robert Vischer nel 1873.
La “bellezza” non sarebbe così un concetto astratto, bensì – secondo alcuni biologi – il risultato di precisi impulsi elettrici e chimici.
Secondo Darwin la bellezza, avrebbe una specifica funzione all’interno della sua teoria della selezione naturale (L’origine delle specie, del 1859 e successivamente L’origine dell’uomo). Nel 1871 egli aggiunse, a completamento della sua teoria della selezione naturale, la “selezione sessuale”. Dove la bellezza avrebbe la funzione di evidenziare in maniera inequivocabile la capacità (biologica) del partner di garantire il futuro della specie, quindi sarebbe una sorta di indicatore.
In un sol colpo la bellezza, e con essa altri aspetti della “idoneità” alla sopravvivenza, furono inseriti nell’equazione biologica, e le prolungate riflessioni di Darwin su tale termine riflettono più di un interesse passeggero per il fenomeno della bellezza stessa.
Un aspetto interessante è che tale selezione è bidirezionale. È necessario, cioè, che uno dei partner abbia le caratteristiche di bellezza che rimandano alla sua capacità di far sopravvivere la specie, ma è altrettanto necessario che l’altro possieda le giuste capacità percettive e intellettive nell’individuare tali caratteristiche nel primo. Geoffrey Miller, psicologo evoluzionistico americano, sostiene che per un’ampia parte le nostre abilità culturali sono, di fatto, adattamenti biologici che, come la coda dei pavoni, sono “strumenti di corteggiamento, evoluti per attrarre e intrattenere i partner sessuali”. In breve, i successi artistici, come la bellezza fisica, dovrebbero essere visti come promozioni visive della nostra idoneità biologica. Sempre secondo Miller tale attitudine riguarda, oltre il rapporto tra esseri delle stessa specie, anche quello tra persone e cose. C’è da dire, però, che le cose (i manufatti, le opere d’arte, etc.) sono considerate mezzi utili a manifestare la propria capacità manuale e intellettiva agli altri. La bellezza è verità, come dice il vecchio adagio di Platone, ma nello scenario di Miller non è un’entità definibile, bensì è la verità dell’idoneità dell’artista.
L’arte e la produzione della bellezza, nelle sue diverse forme, rappresentano un’occasione per esibire il proprio virtuosismo. Ed è per questo motivo, sostiene Miller, che in pratica tutta l’arte pubblicamente accessibile nel corso della storia dell’umanità è stata prodotta da maschi sessualmente maturi – vale a dire, da uomini energici e in salute, che avevano grande capacità e coordinazione occhio-mano, che avevano il tempo e i modi di perfezionare difficili abilità motorie e lavorare con materiali costosi. Questi parametri hanno subito una variazione nel periodo post-industriale, quando l’esecuzione manuale fu sostituita dalla macchina. Miller cita Franz Boas e Ernst Gombrich a sostegno del fatto che, fino all’età industriale, un segno dell’abilità di un artista o del raggiungimento della bellezza
erano l’esecuzione accurata e la preferenza per forme regolari ed equilibrate, in cui superfici levigate e disegni uniformi o ripetitivi erano di primaria importanza. L’industrializzazione e l’età della riproduzione meccanica modificarono quest’enfasi portando la perfezione tecnica alla produzione di massa, e ovviamente molti artisti del XX secolo rigettarono con forza ogni legame con il lavoro manuale con una serie di strategie d’avanguardia che abiurarono qualsiasi alleanza con la regolarità e con la bellezza. Purtuttavia le fondamenta essenziali della nostra attrazione verso la bellezza – un apprezzamento per ciò che è difficile, raro, oneroso, ingegnoso e abilmente composto – rimangono inalterate. La bellezza sazia l’animo umano poiché il piacere estetico rivela l’impronta delle potenti forze della selezione.
Esattamente quanto sostenuto da Walter Benjamin circa gli effetti (negativi secondo lui) della produzione seriale che toglie all’artista un elemento di valutazione oggettivo da parte del “pubblico”. La capacità, cioè, di valutarlo sulla “bravura” tecnica prima ancora che estetica.
Ma, ancora più importante, la produzione seriale ha in qualche modo amplificato (e massificato) quanto sostenuto da Miller circa “l’apprezzamento per ciò che è difficile e raro”. In un tratto del precedente numero Walter Benjamin: […essi stanno in stretta connessione con i movimenti di massa dei nostri giorni il cui scopo è quello di avvicinare le cose sia spazialmente che umanamente, e questo può avvenire solo con la riproduzione, ma nell’istante in cui alla riproduzione manca il criterio dell’autenticità anche l’intera funzione sociale si trasforma. Al posto di una sua fondazione (e funzione) nel rituale si instaura una sua fondazione su una prassi diversa, vale a dire un suo fondarsi sulla politica.] [Benjamin ritiene che l’appassionato proposito delle masse di potersi “avvicinare” alle cose potrebbe essere soltanto il rovescio di quel senso di crescente alienazione che ha per conseguenza la vita attuale per l’uomo non soltanto rispetto a se stesso, bensì anche rispetto alle cose.]
Seguendo il ragionamento di Mallgrave,
ET 6
Blow away vase,Vaso in porcellana,
Moooi©
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
dunque, la bellezza “trasloca” dalla sua dimora indefinita nel soggettivo e si colloca nella sfera oggettiva del mondo diventando misurabile e quindi parte della “funzione d’uso”(!).
Alcuni ricercatori tedeschi hanno ideato tre studi che coinvolgevano, tra gli altri, architetti, designer e studenti di storia dell’arte. Lo scopo degli esperimenti era di individuare come le persone valutano classi di oggetti diversi. Quello che hanno trovato è stato che i progetti che richiedono una funzionalità superiore, come per esempio gli interni d’auto e i mobili per ufficio, erano valutati principalmente mediante criteri di semplicità, chiarezza e disposizione, mentre i dipinti erano giudicati sulla scorta di fattori quali la qualità artistica, il rilievo dei contrasti, le qualità emotive, l’evocazione di associazioni e l’armonia compositiva e di colore.
Ma se la bellezza è oggettivamente misurabile come si spiega il successo ottenuto da prodotti ascrivibili (secondo i canoni di Miller) alla sfera del brutto?
Il vaso Blow-Away disegnato dalle designers svedesi di Front per MOOOI, la lampada Gun di Philippe Starck per FLOS, le scarpe Brogue Espadrilles Creepers di PRADA, e si potrebbero fare numerosi esempi specie nel fashion design.
Si tratta in tutti i casi di prodotti che nascono con un forte richiamo alla “forma della memoria” di cui abbiamo parlato in passato (che per certi versi potrebbe essere vicina al concetto espresso da Mallgrave e da Miller di bellezza oggettiva), ma vengono stravolti e in qualche modo imbruttiti. Il vaso cinese che si deforma sotto la forza del vento prima di essere cotto, le classicissime scarpe inglesi con la suola spessa delle espadrilles, l’abatjour con alla base un revolver, etc. Il paradosso, in questo caso, è che è proprio questo intervento di “imbruttimento” che suscita l’interesse del pubblico e rende tali prodotti aspirazionali. Un altro esempio interessante, ma
per il motivo opposto, è il ventilatore serie AM di DYSON. In questo particolare caso i canoni estetici sono più oggettivi, non perché i designers hanno raggiunto un equilibrio aureo bensì per la forte connotazione funzionale della forma che paradossalmente non sarebbe necessaria vista la tecnica innovativa utilizzata dal prodotto. Ma anche in questo caso la “forma della memoria” è indispensabile. Il sedimento nell’immaginario collettivo rimanda al cerchio perché le pale dei normali ventilatori ruotando hanno bisogno di uno spazio circolare, nel caso di DYSON non ci sono pale pur tuttavia la forma assume la funzione di collocare quell’oggetto nell’“archivio mentale” di tutti gli oggetti con quella stessa funzione d’uso.
ET
7
Gun,Gun collection,
serie di lampade pensate e progettate nel 2005 da Philippe Starck

Ognuno di noi può immaginare qualcosa solo in base ai suoi ricordi e al suo sentire che è un incrocio tra geni, strutture neurali, esperienze individuali.
Curiosamente sullo stesso quotidiano della recensione del libro di Mallgrave in un altro articolo curato da Gilberto Corbellini e Elisabetta Sirgiovanni si parla di empatia ma da un punto di vista diametralmente opposto. In un tratto dell’articolo: [Empatia: una parola ormai in bocca a tutti. E’ inspiegabilmente il fiero marchio di commistione tra scienze umane e scienze sperimentali e sociali. La cosiddetta medicina narrativa si regge solo sull’assunto che l’empatia sia qualcosa di reale… secondo i contesti di chi lo usa, il termine ha significati più disparati, molti dei quali oscuri. Di cosa si sta parlando allora? Anche volendoci limitare alla ristretta accezione con cui compare nella letteratura specialistica, cioè la capacità di entrare in risonanza con le emozioni di un altro, l’empatia, noi pensiamo non esiste. Certamente
non per come l’hanno immaginata fenomenologi e psicoanalisti dalla sua comparsa, tardiva, nella storia del pensiero, con Robert Vischer e il concetto di Einfühlung nel 1873… Che l’empatia è un miraggio, l’ennesimo, ci preme comunicarlo soprattutto ai neuroscienziati, - loro più di altri avrebbero dovuto già capirlo! – e sconsigliarli dall’usare concetti filosofici “ad ombrello” solo perché di uso comune e dal tono erudito, quando sono in realtà ambigui e fuorvianti… L’empatia o la capacità di entrare in risonanza con le emozioni altrui è solo un miraggio. In realtà non possiamo uscire da noi stessi.]Del resto una società, come è la nostra, egemonizzata dall’individualismo (anche se finto perché omologato), dalla prestazione competitiva (anch’essa omologata) che ci spinge alla continua ricerca di beni “posizionali”, dove il numero di soggetti che danno (o pretendono di dare) risposte supera di gran lunga il numero di quelli che fanno domande, parlare di empatia non è cosa facile.
ET
8
Dyson AM,Ventilatore da tavolo

Quindi sbagliano Mallgrave e Miller ad affermare che la bellezza è oggettiva perché
frutto di impulsi elettrici e chimici nel nostro cervello?
Non lo so, ma una cosa mi pare evidente. La bellezza di cui parlava Darwin (funzionale alla sopravvivenza della specie) con la quale esordisce Mallgrave nel suo testo è diversa dalla bellezza degli artefatti. Non tanto in senso assoluto quanto rispetto all’interazione tra i vari attori.
Darwin definisce la bellezza indispensabile quando interagisce tra esseri della stessa specie. Mallgrave e Miller ritengono che tale metro (attraverso l’empatia) sia applicabile nell’interazione tra uomo e artefatto. Personalmente ritengo che la bellezza possa essere tale se contiene alla sua base un qualche “giustificativo” oggettivo del come nasce e uno circa il perché. Pur continuando ad ascriverne il suo ambito nella soggettività, credo che la vera funzione della bellezza si possa tradurre in ergonomia della vista.
ET
9
Brouge Espadrilles Creepers,PRADA
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
ET
10
METODI PER INNOVARE,
TRIZ, LA TEORIA DEL PROBLEM SOLVING INVENTIVO
I trends di evoluzione dei sistemi
ingegneristici
Continua la serie di articoli dedicati al TRIZ, nei precedenti ci siamo occupati degli strumenti più semplici del Triz, quali “Smart little people”, ovvero imparare a immaginare il problema inventivo come se fosse rappresentato da tanti piccoli uomini intenti a ricreare le stesse condizioni del problema in esame, per poi trovare soluzioni utilizzando lo stesso principio, cioè utilizzando altri attori virtuali capaci di modificare o risolvere il problema. Abbiamo poi introdotto lo strumento dei 9 screen, o 9 finestre, che ci ha dato la possibilità di immaginare il nostro prodotto non “solo ora” e non “solo il nostro prodotto”, ma anche e soprattutto, immaginarlo nel passato, nel futuro, a livello di sottosistema (i suoi componenti) e a livello di supersistema (gli elementi con cui si interfaccia).
A questo punto possiamo compiere un passo ulteriore andando a scoprire uno degli strumenti più caratteristici e potenti del Triz, i trends di evoluzione dei sistemi ingegneristici.
I trends di evoluzione dei sistemi ingegneristici rappresentano uno strumento fondamentale per individuare nuovi scenari e strategie di innovazione sul prodotto, in particolare per individuare il prossimo step nell’evoluzione tecnologica. Questo tool non richiede una pregressa esperienza con gli altri strumenti del Triz, è molto semplice e intuitivo, e può essere utilizzato da solo. Altshuller identificò questi trends studiando non solo i brevetti, ma anche migliaia di prodotti e sistemi riuscendo a
di Nicola Lippi
sviluppo prodotto

ET
11
identificare alcuni precisi percorsi evolutivi che si possono ritrovare nella maggior parte dei sistemi/prodotti che ci circondano.
I trend evolutivi sono simili alla legge della Selezione Naturale e i sistemi ingegneristici competono per differenti tipi di risorse”
(denaro, energia, etc.); i trend evolutivi descrivono le caratteristiche tipiche dei vincitori e sono delle tendenze oggettive di sviluppo dei sistemi ingegneristici statisticamente dimostrati. Essi, infatti, derivano dallo studio sistematico dei brevetti e sono indipendenti dalla volontà personale. Descrivono la naturale transizione dei
sistemi ingegneristici da uno stato all’altro.I trends si articolano in “linee guida evolutive”, cosicché ogni trend può racchiudere dentro di sé diverse linee. Secondo questa teoria, i sistemi tecnologici, così come gli organismi viventi, sarebbero in competizione tra loro per differenti risorse; solo quelli che seguono
determinati percorsi ben definiti sopravvivono.
Tutti i trends che andremo a elencare fanno riferimento al trend principale, “tutti i sistemi ingegneristici si evolvono
aumentando il loro grado di idealità”, cioè si evolvono aumentando il rapporto tra funzionalità e costo, tendono a svolgere le stesse funzioni, o più funzioni, con minore complessità e spesa. Un esempio di idealità è rappresentato in figura 1, dove è il tessuto
che, rimuovendo lo sporco senza l’ausilio di altri sistemi, di fatto svolge una funzione spesso costosa (vedi lavatrice) da solo.
Questa è l’idealità.
Figura 1

Come si utilizzano i trends? Molto semplice, attraverso l’analisi sistematica dell’evoluzione del sistema nella sua interezza e nei suoi sottosistemi funzionali. Praticamente si identifica in quale stadio evolutivo si trova il sistema in esame per identificare se esistono le condizioni per uno step ulteriore su cui poi basare lo sviluppo del nuovo prodotto. Si ricava una sorta di “mappa” da cui partire per un nuovo sviluppo.
Iniziamo ora a elencare e costruire una mappa completa dei trends di evoluzione dei sistemi ingegneristici.
TREND DI AUMENTO DELLA
DINAMICITa DEL SISTEMA
Il trend di aumento della dinamicità può essere scomposto in sotto trend, uno, molto conosciuto, riferito ai sistemi fisici, l’altro alle
funzioni.
ET
12
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
ET
SUBTREND 1 - AUMENTO
DINAMICITa DELLA
ARCHITETTURA
Subtrend 1A - Aumento della dinamicità del sistema Fisico
Questo è il trend più conosciuto, rappresenta la tendenza dei sistemi a passare da una struttura solida, monolitica a una più frammentata, flessibile fino addirittura a strutture gassose o in cui la funzione è svolta non più nel campo meccanico ma in altri campi quali quello elettromagnetico, ottico (etc.).In figura 2 è rappresentato questo trend con i vari stadi. Con un minimo sforzo questo trend è identificabile nella maggior parte dei sistemi da noi conosciuti.
L’esempio classico è quello dei sistemi di misurazione, i quali si sono evoluti nel tempo passando vari stadi (figura 3). Questo sistema, è passato da uno stato solido (metro in legno), multi giunto (metro del carpentiere), flessibile, e ora lo troviamo sempre più spesso come misura ottica basata sui sistemi laser. Il trend di aumento del dinamismo prevede altri stati, non è detto che questi siano già stati tutti rappresentati da una soluzione specifica, a volte invece alcuni step possono essere saltati.
Quanti esempi potremmo trovare di questo tipo? I trends possono essere rivolti a interi sistemi oppure a sottosistemi. Pensiamo
all’interfaccia utente dei moderni smartphones, schermi sensibili al tatto hanno sostituito tastiere multi-giunto o flessibili (pensiamo alle tastiere in gomma), spostando la funzione di fatto sul campo elettromagnetico con gli schermi capacitivi.
Subtrend 1B - Aumento della dinamicità del “campo”
In questo secondo subtrend osserviamo la tendenza, tipicamente di segnali, elettrici ottici o sonori ad attraversare diversi stadi come rappresentato in figura 4.
SUBTREND 2 - Aumento dinamicità delle funzioni
Questo subtrend (in qualche modo legato al trend di cui si parlerà nel prossimo paragrafo) rappresenta la tendenza dei sistemi a passare dallo svolgere una sola funzione a quella di inglobarne molte altre. In figura 5 troviamo un moderno mezzo da cantiere, capace di assolvere una moltitudine di funzioni.
Figura 2
Figura 3
Figura 4
13
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/

ETTREND DI TRANSIZIONE AL SUPERSISTEMA
Il secondo trend è descritto come la naturale tendenza dei sistemi, nella loro evoluzione, ad aggregarsi,
acquisendo le funzioni dei sistemi adiacenti (facenti parte appunto del “supersistema”). Per capire questo
concetto è sufficiente osservare gli esempi che troviamo in commercio, basti pensare alle moderne fotocopiatrici
di ufficio (figura 6), fare fotocopie è solo una delle funzioni, si sono di fatto divorate sistemi quali fax,
stampanti, scanner e, da qualche anno, anche il lavoro di fascicolazione. Poi la carta transiterà completamente
da flessibile a “campo”, diventando solo informazione elettromagnetica dovendo seguire il trend di aumento
della dinamicità di cui abbiamo già parlato.
TREND DI INCREMENTO DEL GRADO DI
“TRIMMING”
Questo trend rappresenta la naturale tendenza dei sistemi ingegneristici a ridurre
il numero di componenti con i quali svolgono la loro funzione, vedendo ridurre, quindi, la complessità del sistema stesso. Non è
difficile osservare questo trend nella maggior parte dei sistemi conosciuti, anche perché è probabilmente uno dei compiti principali del
progettista quello di ridurre la complessità a favore dei costi. Un esempio di questo tipo di trend è quello di figura 1, dove è
Figura 5
14
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
ET
addirittura l’oggetto della funzione “rimuovere lo sporco” a svolgere da solo la funzione. Altri esempi sono quelli rappresentati da materiali “auto-sterilizzanti” utilizzati in ambito medico, nelle ambulanze (etc.). Oggi esistono molti materiali “intelligenti” capaci di svolgere delle funzioni in forma autonoma aprendo questo importante fronte di innovazione. In figura 6 è riportato un comune tagliaunghie, nella versione di sinistra a ogni funzione è assegnato un componente, a destra, il tagliaunghie così come lo conosciamo, ottimo esempio di “trimming” di componenti.
TREND DELLA OTTIMIZZAZIONE DEL
F lUSSO
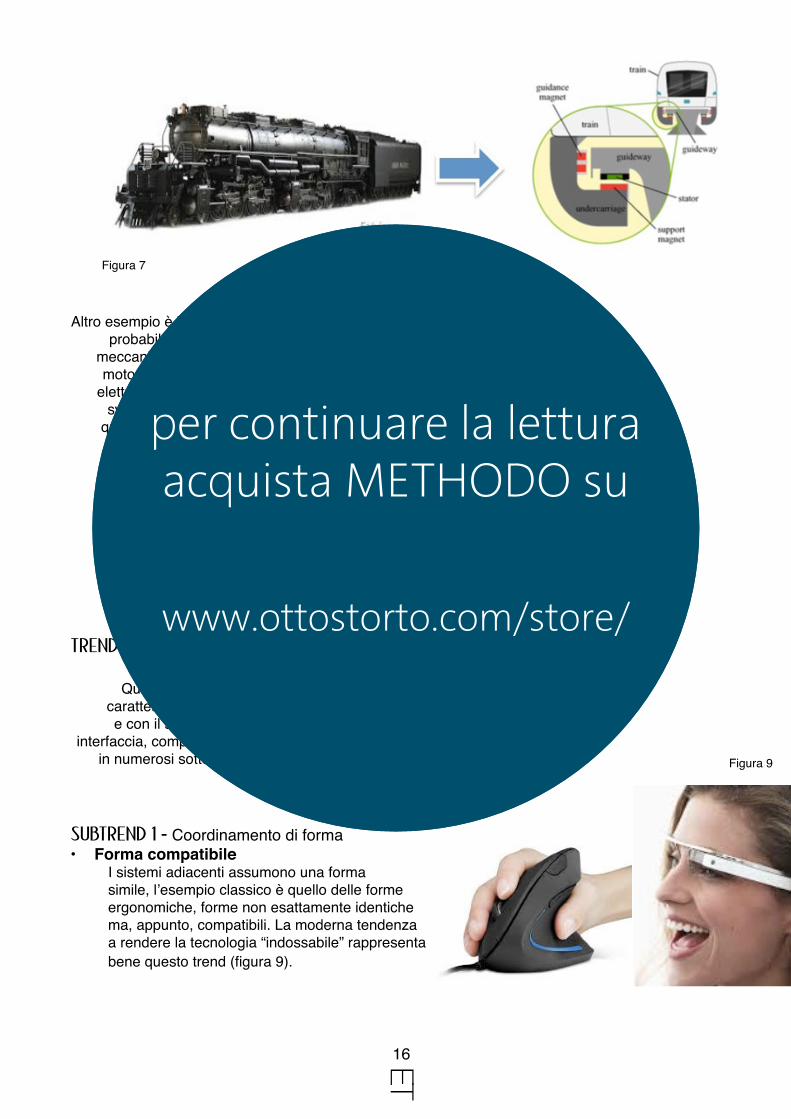
Questo trend studia la tendenza dei sistemi a migliorare e a rendere più efficiente il flusso di materiali, energia, informazioni al proprio interno (figura 7). Un esempio è rappresentato dai sistemi di trasporto: il treno delle origini era una macchina infernale, il prelievo di energia avveniva attraverso il lavoro fisico del fuochista che alimentava una caldaia che a sua volta, mediante un complesso sistema meccanico, trasformava l’energia potenziale del vapore portandola alla rotaia, consentendo il movimento del treno. Dalla parte opposta di questo trend troviamo il treno a sostentazione magnetica, dove l’energia è prelevata e utilizzata praticamente nello stesso punto, sulla rotaia (figura 7). Non vi sono flussi complessi e
trasformazioni, il treno e la rotaia formano insieme il motore lineare. Tra questi 2 apposti troviamo molti stadi di evoluzione, in particolare possiamo osservare che i moderni treni hanno la trazione direttamente sui singoli assali (possiamo quindi osservare anche il trend di aumento del dinamismo).
Figura 6
15
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
ET
16
Altro esempio è l’attuale evoluzione delle auto elettriche, probabilmente vedremo scomparire le trasmissioni
meccaniche, quali cambio e differenziale, a favore di motori elettrici coassiali alle singole ruote. L’energia
elettrica diventerà meccanica direttamente alle ruote svolgendo anche la funzione di freno, recuperando
quindi l’energia (altri trend osservabili - aumento del grado di trimming - dinamismo).
TREND DI INCREMENTO DEL COORDINAMENTO
Quando un sistema ingegneristico evolve, le sue caratteristiche diventano più “coordinate” tra di loro e con il supersistema, cioè con i sistemi con cui si
interfaccia, compreso l’uomo. Questo trend si suddivide in numerosi sotto trends, coordinamento di forma, di
ritmo, di materiali e di azioni.
SUBTREND 1 - Coordinamento di forma• Forma compatibile
I sistemi adiacenti assumono una forma simile, l’esempio classico è quello delle forme ergonomiche, forme non esattamente identiche ma, appunto, compatibili. La moderna tendenza a rendere la tecnologia “indossabile” rappresenta bene questo trend (figura 9).
Figura 7
Figura 8
Figura 9
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/

5
• Stessa formaSistemi adiacenti assumono la stessa forma dei sistemi con cui si interfacciano, adattandosi alle caratteristiche circostanti. In figura 10 la consolidata prassi di realizzare parte degli interni dello scarpone da sci dal calco del piede.
• Forma autoadattante Uno step evolutivo è rappresentato dalla capacità dei sistemi di adattarsi alle mutevoli circostanze come ad esempio un materasso che tende ad assumere la forma della persona durante il sonno (figura 11).
• Forma specialeL’interfaccia tra 2 sistemi aumenta la sua funzionalità, svolgendo un ruolo attivo nei confronti del sistema adiacente. Nella figura 12 si vede come il bulbo della nave abbia un profilo capace di svolgere delle funzioni al fine di ridurre le perdite fluidodinamiche.
Figura 10
Figura 11
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
ET
18
SUBTREND 2 - Coordinamento di ritmo• Stesso ritmo
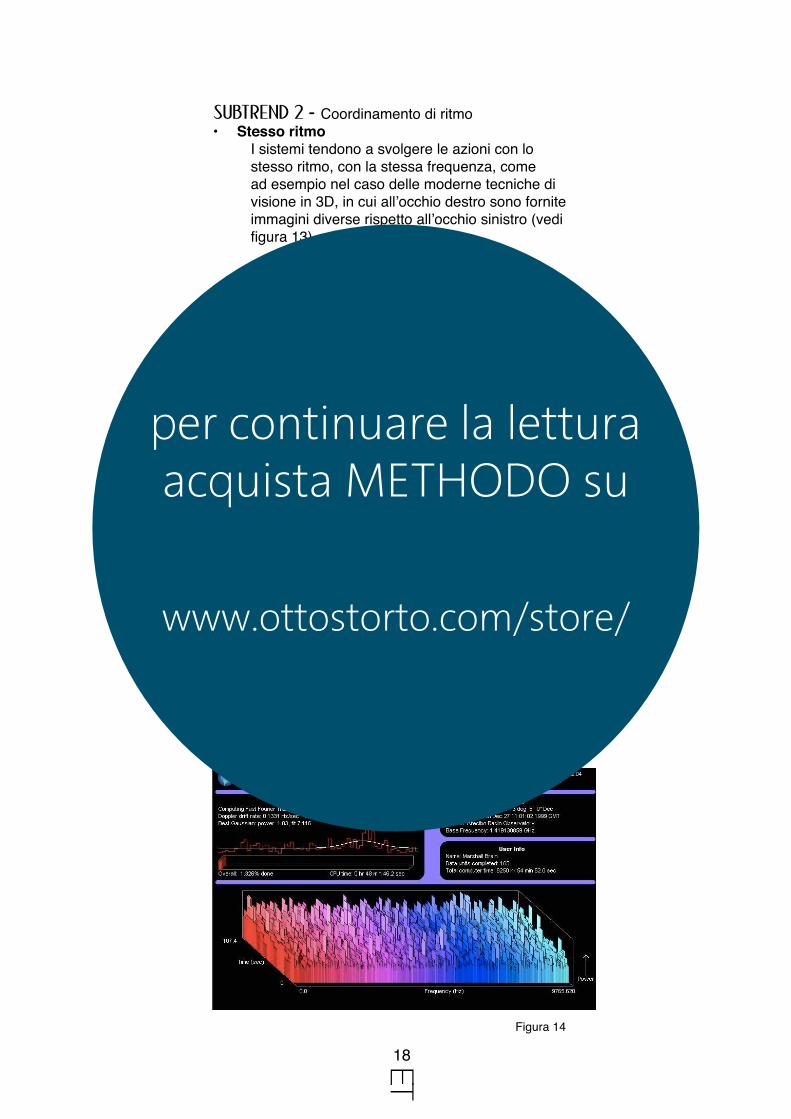
I sistemi tendono a svolgere le azioni con lo stesso ritmo, con la stessa frequenza, come ad esempio nel caso delle moderne tecniche di visione in 3D, in cui all’occhio destro sono fornite immagini diverse rispetto all’occhio sinistro (vedi figura 13).
• Ritmo complementareIn questo step evolutivo i sistemi tendono a svolgere la stessa funzione servendosi di logiche comuni, collaborando nello svolgere una determinata azione. Un esempio è il SETI project in cui gli aderenti offrono la capacità di calcolo del proprio computer per elaborare segnali provenienti dallo spazio alla ricerca di forme di vita extraterrestri (figura 14).
Figura 13
Figura 14
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
ET
19
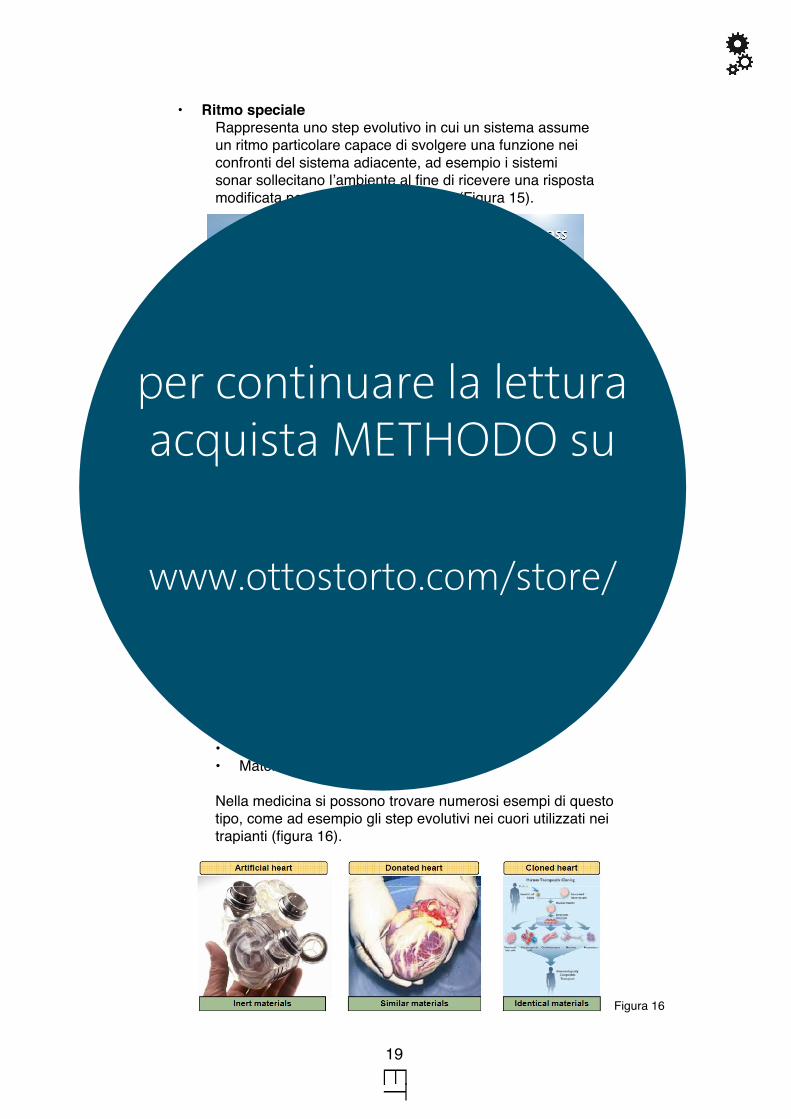
• Ritmo specialeRappresenta uno step evolutivo in cui un sistema assume un ritmo particolare capace di svolgere una funzione nei confronti del sistema adiacente, ad esempio i sistemi sonar sollecitano l’ambiente al fine di ricevere una risposta modificata per ricavarne informazioni (Figura 15).
SUBTREND 3 - Coordinamento di materialiI sistemi ingegneristici nella loro evoluzione tendono a uniformarsi nei materiali passando attraverso alcuni step tipici:• Stesso materiale• Materiale simile• Materiale inerte• Materiale con caratteristiche modificate• Materiale con caratteristiche opposte
Nella medicina si possono trovare numerosi esempi di questo tipo, come ad esempio gli step evolutivi nei cuori utilizzati nei trapianti (figura 16).
Figura 15
Figura 16
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
ET
20
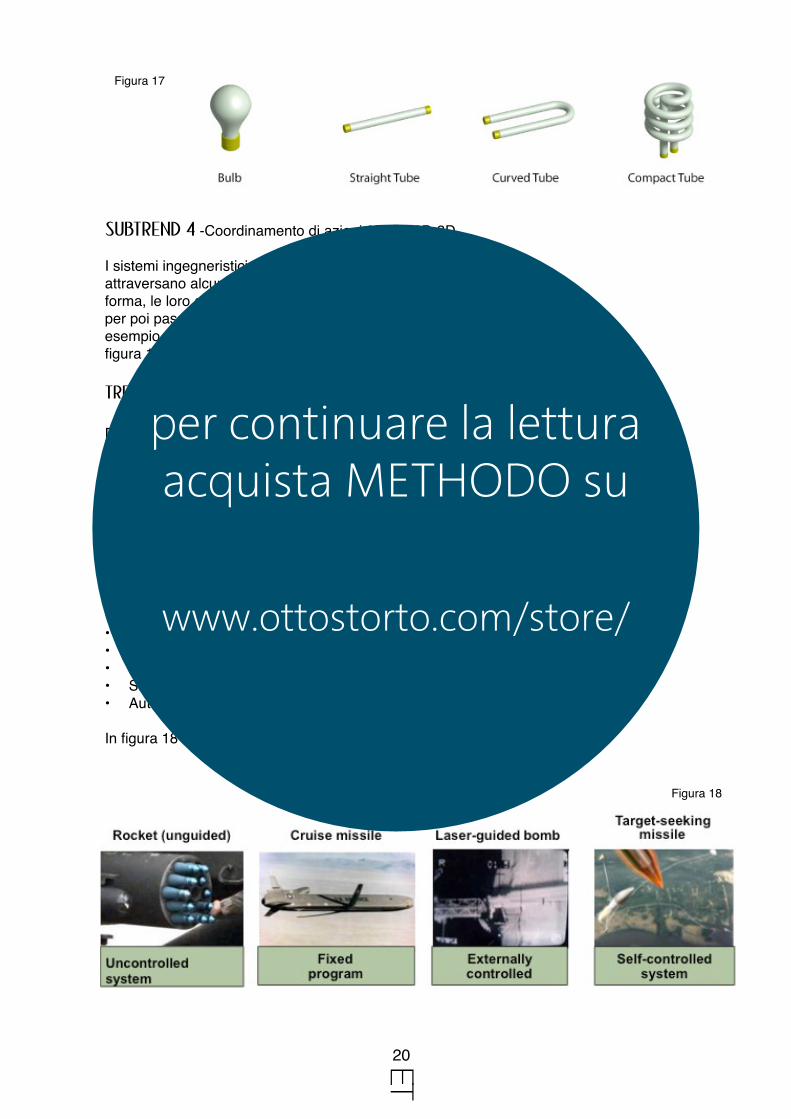
SUBTREND 4 -Coordinamento di azioni 0D-1D-2D-3D
I sistemi ingegneristici nella loro evoluzione attraversano alcuni step in cui la loro funzione, la loro forma, le loro azioni, sono prima compiute su un punto per poi passare alla linea, al piano fino allo spazio. Un esempio con evoluzione della lampadina è riportato in figura 17.
TREND DI INCREMENTO DELLA CONTROLLABILITa
Durante l’evoluzione di un sistema ingegneristico aumentano le possibilità di controllarlo.Questo trend può essere scomposto in 2 subtrends distinti.
SUBTREND 1 - Aumento del livello di controlloNella loro evoluzione i sistemi passano dal non essere controllati, dall’avere uno stato fisso quindi, a step di controllabilità sempre maggiore fino a diventare autonomi, assumendo lo stato di “autocontrollo”.
• Sistema non controllato• Programma fisso• Programma fisso con intervento• Sistema di controllo esterno• Autocontrollo
In figura 18 è riportata l’evoluzione degli armamenti.
Figura 17
Figura 18
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
ET
21
SUBTREND 2 - Aumento del numero degli stati controllati
Il controllo del sistema nel tempo può assumere più stati all’interno dei quali vedere mutare le condizioni di controllo stesso. In particolare sono riconoscibili 4 stati distinti:
• Singolo stato• Multipli stati (discreti)
In figura 19 è riportato l’esempio dell’ombrello e della sua evoluzione.
• Multipli stati (variabile continuamente)• Multipli stati (variabile continuamente
su più ranges)
Un’auto Ibrida rappresenta un esempio di più stati di funzionamento (combustibile/elettrico) all’interno dei quali i parametri del veicolo sono controllabili continuamente (figura 20).
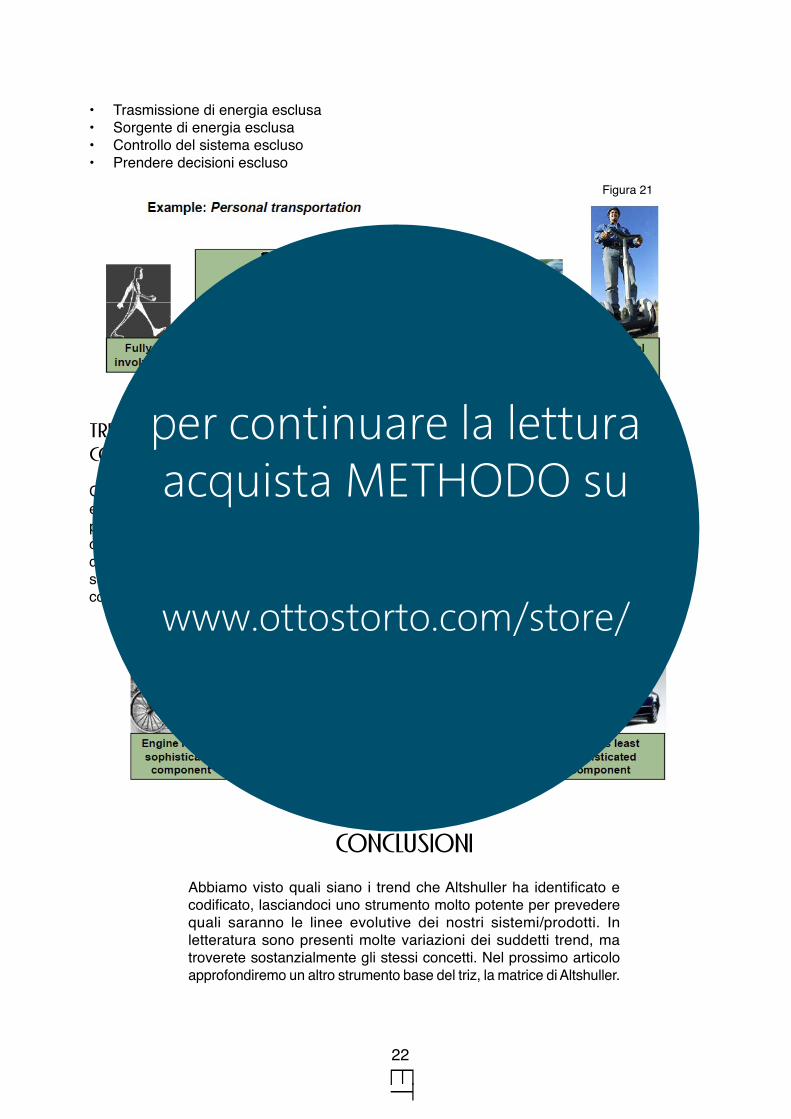
REND DI DECREMENTO DEL
COINVOLGIMENTO UMANO
Quando un sistema ingegneristico evolve il numero delle funzioni svolte dall’uomo diminuisce.Gradualmente l’uomo smette di svolgere le seguenti funzioni (figura 21):• Totalmente coinvolto• Funziona principale esclusa
Figura 19
Figura 20
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
ET
22
• Trasmissione di energia esclusa• Sorgente di energia esclusa• Controllo del sistema escluso• Prendere decisioni escluso
TREND DI SVILUPPO NON
CONTEMPORANEO DEI SISTEMI
Quando un sistema ingegneristico evolve, prima si sviluppa la funzione principale, poi di seguito le altre ma non contemporaneamente. L’evoluzione dell’automobile è avvenuta per step successivi e non contemporanei sui vari componenti/impianti (figura 22).
Figura 21
Figura 22
CONCLUSIONI
Abbiamo visto quali siano i trend che Altshuller ha identificato e codificato, lasciandoci uno strumento molto potente per prevedere quali saranno le linee evolutive dei nostri sistemi/prodotti. In letteratura sono presenti molte variazioni dei suddetti trend, ma troverete sostanzialmente gli stessi concetti. Nel prossimo articolo approfondiremo un altro strumento base del triz, la matrice di Altshuller.
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
Creatività è l’abilità di vedere relazioni là dove non ne esistono ancora.
Thomas Disch, scrittore e poeta
ET
ISTRUZIONI PER LA LETTURA://Colonna sonora dell’articolo: “People have the power” di Patti Smith
//a cura di Elvira Bandini
Il Bel Paese dell’abbandono. Appunti sparsi per una rigenerazione consapevole
ISTRUZIONI PER LA LETTURA:
24
ET
Un’eredità scomoda, di quelle che nessuna famiglia si contenderebbe, quella che abbiamo ricevuto dai nostri padri, eredità che conta 3,5 milioni di ettari di suolo italiano divorati dal cemento negli ultimi 15 anni, a un ritmo di 75 ettari al giorno (7 mq al secondo), 14 milioni di edifici e circa 63 mila complessi di edifici costruiti (fonte Rapporto Annuale 2015 ISPRA).
Considerando che circa il 90% dei manufatti è di proprietà privata, il patrimonio pubblico rappresenta una piccola parte nel quadro edilizio italiano ma ha un peso sociale ed economico piuttosto rilevante. Come conoscere però il valore dell’edificato pubblico dismesso o in condizioni di abbandono per poter poi avviare una regolamentata e competente riqualificazione?
- Il primo passo verso una strategia rigenerativa è il censimento dei beni in oggetto. A oggi infatti non esiste una mappa completa degli edifici dismessi, abbandonati, sottoutilizzati nel territorio italiano. A causa della diversa natura e dell’enorme quantità dei proprietari il tutto non è semplice, nonostante le associazioni e le start-up che operano nel campo siano numerose e in continua nuova formazione. Fra queste le più attive e interessanti sono sicuramente Spazi Indecisi, associazione forlivese attiva dal 2010 e fondatrice del Museo diffuso dell’Abbandono in Romagna; ReUSEsL’Aquila, progetto nato nel capoluogo abruzzese dalla collaborazione di più associazioni con lo scopo di mappare spazi pubblici sottoutilizzati e riattivarli coinvolgendo cittadini, associazioni, mondo accademico e istituzioni; [IM]POSSIBLE LIVING, la prima comunità globale nata a Milano che mira a mappare e dare nuova vita ad aree ed edifici abbandonati, chiedendo ai contributori idee ad hoc; CITY HOUND, social network che, al motto di “Cerca, trova, trasforma”, mette in comunicazione i proprietari degli spazi (soggetti privati o pubbliche amministrazioni) e i soggetti che hanno bisogno di uno spazio per realizzare un’idea o un progetto.
- Effettuata la grande operazione di mappatura, che necessita del coinvolgimento delle figure
più diverse, quali ad esempio istituzioni, associazioni, enti, collettivi, università, autonomi cittadini, il passo successivo è decisivo per poter proseguire in una direzione il più possibile sostenibile e realizzabile: lo studio e il discernimento degli immobili. Se è vero che attualmente non si hanno dati precisi sugli stabili non utilizzati (perché in rovina, dismessi, vuoti), è altrettanto vero che si suppone che dei 14 milioni di questi solo il 2% rappresenti “architettura”. Ciò vuol dire che il restante 98% è semplice edilizia nelle sue diverse declinazioni, è costruito di qualità discutibile, qualità non solo estetica. Fondamentale quindi acquisire dati utili al fine di una scelta consapevole fra ciò che deve essere recuperato e ciò che invece deve essere demolito o, perché no, lasciato all’azione del tempo.
“La vista delle rovine ci fa fugacemente intuire
l’esistenza di un tempo che non è quello di cui
parlano i manuali di storia o che i restauri
cercano di richiamare in vita. E’ un tempo puro,
non databile, assente da questo nostro mondo di
immagini, di simulacri, di ricostruzioni, da questo
mondo violento le cui macerie non hanno più il
tempo di diventare rovine. Un tempo perduto che
l’arte talvolta riesce a ritrovare”
Marc Augè, “Rovine e macerie”
25
Qualità storica e architettonica, possibilità di recupero strutturale, complessità gestionale, potenzialità economiche e manutentive e valore sociale sono solo alcuni degli aspetti che devono rientrare in una valutazione tanto articolata quanto necessaria.
In un paese che sta pagando le frettolose e non ragionate scelte del boom economico del Dopoguerra, fra le numerose tipologie edilizie “in attesa” ricordiamo le fabbriche, i magazzini, le ex caserme, le case cantoniere, le vecchie stazioni ferroviarie, i fari, i capannoni industriali, i complessi di uffici, le colonie marittime, i parchi gioco, le discoteche, le cave, le fornaci, le chiese, interi villaggi artigiani e i poderi di campagna. Ma alla lunga lista si aggiungono quotidianamente edifici di origine e dimensione diversa e numerosissimi spazi pubblici e privati abbandonati o mai utilizzati, privi di identità e di una funzione specifica, se non quella di essere dimora di degrado e criminalità o più semplicemente di desolazione. E se si potesse scattare un’enorme fotografia dell’edilizia in Italia, la nostra penisola risulterebbe disseminata di abbandono.
Da qualche anno a questa parte, grazie anche (e dico grazie) alla forte crisi che ha colpito l’edilizia, il tema del recupero architettonico e della riqualificazione urbana comincia a farsi spazio, soprattutto nelle nuove generazioni di professionisti, costretti a re-inventarsi e a ricercare nuove opportunità di crescita e lavoro. Nuovi professionisti dal background variegato e dalla sensibilità completamente differente da quella dei loro “predecessori”, incapaci di gestire risorse e territorio: da architetti ad agronomi, da sociologi a fotografi, passando per artisti e ingegneri. Giustamente convinti della necessità di rigenerare le proprie città, quelle che vivono o nelle quali hanno semplicemente viaggiato, e dell’impossibilità di seguire ancora il percorso che persegue la cementificazione selvaggia e ingiustificata, i nuovi addetti ai lavori mirano alla sensibilizzazione e al coinvolgimento non solo dei cittadini ma anche di tutte le amministrazioni e istituzioni pubbliche, proprietarie di molti stabili bisognosi di nuova vita.
L’appello lanciato da associazioni, start-uppers, professionisti e movimenti culturali, è stato accolto, ad esempio, dall’Agenzia del Demanio e dalle Ferrovie dello Stato. Il Demanio, agenzia responsabile della gestione, razionalizzazione e valorizzazione del patrimonio immobiliare dello Stato, attraverso il progetto “Valore Paese”, promuove iniziative di sviluppo imprenditoriale finalizzate al recupero e alla valorizzazione di immobili non utilizzati o sotto-utilizzati attraverso l’individuazione di nuove funzioni, in linea con le esigenze della collettività. A questo scopo è previsto lo strumento della concessione di valorizzazione di lunga durata, fino a 50 anni. Il progetto “Valore Paese” comprende “Valore Paese - Dimore”, dedicato alla valorizzazione dei beni di pregio storico-artistico e basato sulla riqualificazione del made in Italy, “ValorePaese-Affidiamovalore”, riguardante aree e beni di valore medio-basso, e dal 2015 anche “Valore Paese – Fari”. Con quest’ultimo progetto vengono messi a disposizione 11 fari in bellissime locations della costa italiana, al fine di recuperarli e riutilizzarli non solo a scopi turistico-ricettivi ma sempre nel rispetto degli ecosistemi nei quali sono inseriti.
ET
26
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/

ET
5
Oltre ai singoli casi puntuali e peculiari, alcune città italiane stanno puntando a uno sviluppo e a una crescita fondata sul
patrimonio esistente recuperabile.
Bologna, ad esempio, è fra le città più sensibili al tema della rigenerazione urbana e della partecipazione sociale e la lista degli spazi su cui sono reali i progetti di recupero sta
arricchendosi. A febbraio 2015 l’Università di Bologna ha stretto un accordo con l’amministrazione comunale, Invimit e l’Agenzia
del Demanio per la riqualificazione dell’area ex Staveco, area di 95.000 mq che diventerà polo universitario per 7000 studenti e 600 docenti e personale tecnico-amministrativo; le Serre dei
Giardini Margherita saranno il nodo centrale di una rete di luoghi pubblici e privati dedicati all’accelerazione di imprese
e idee innovative, coworking e servizi condivisi; l’autorimessa sotto la scalinata del Pincio, presso la terrazza panoramica del giardino della Montagnola, verrà convertita nella prima
Velostazione bolognese, un parcheggio per 1200 biciclette, piccolo ristoro e consulenza, bike sharing e piattaforma di
servizi per il mobility management. Tutte le aree destinate a rigenerazione sono consultabili presso Urban Center Bologna,
il centro di comunicazione con cui la città di Bologna presenta, discute e indirizza le proprie trasformazioni territoriali e urbane,
e che, oltre al sito web, è fisicamente presente negli spazi in Piazza Nettuno, 3.
A Ravenna invece, città ricca di aree potenzialmente interessanti, oltre ai famosi siti storici universalmente
riconosciuti, l’associazione MemeExchange opera organizzando eventi, laboratori, workshop, performance, installazioni, esposizioni, manifestazioni creative, con lo
scopo di recuperare, promuovere, diffondere la cultura della sostenibilità ambientale. Protagonista dell’ultimo esperimento
è la Darsena della città, zona Ex Tiro a segno, dove, all’interno di una grande manifestazione organizzata da varie istituzioni,
la giovane associazione si è occupata di quattro grandi installazioni artistiche, fra cui il mostro marino Mankugian, un
polipo di ferro di quasi 8 metri di larghezza per 4 di altezza emerso dalle acque del canale, “un’opera d’arte pensata
e realizzata attraverso la collaborazione tra gli artisti autori dell’opera e alcune aziende portuali di Ravenna, che hanno contribuito a fornire i pezzi, poi lavorati e successivamente
decorati e assemblati per la sua realizzazione. Lo scopo era riportare l’attenzione sul legame tra porto e città attraverso una
storia…”.
ET28
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
- Sciolti i nodi precedenti, il grande passo (che deve comunque essere programmato fin dalle prime battute) è la scelta della metodologia di progettazione e della gestione del manufatto. Rimaniamo con i piedi per terra e ricordiamo che siamo in Italia, il Paese dove tutto è difficile e lento. Dove sognare ha un costo elevato. Dove i ritmi burocratici sono talmente lunghi da farli svanire, quei sogni. Dove perdersi nel contorto labirinto delle normative è un attimo e uscirne un’odissea.
Consapevoli di tutto ciò, l’approccio consigliato è quello che prevede come parole chiave partecipazione e condivisione.
Assolutamente imprescindibile un coinvolgimento della popolazione sia nella fase progettuale, sia in quella gestionale e manutentiva. Ovviamente la partecipazione deve essere coordinata e definita
entro certi confini per evitare di ottenere l’effetto contrario a quello auspicato. La speranza è quella di far sì che il singolo cittadino, e
quindi la collettività, si riappropri attivamente di quei luoghi da tempo perduti, trasformandoli magari in opportunità lavorative, sociali o
semplicemente ludiche. In un paese oberato di oggetti, edifici, beni, strade, edifici (e chi più ne ha più ne metta), risulta necessaria
un’inversione di tendenza che preveda la condivisione fra molti di spazi e oggetti. In crescita il consumo collaborativo, la messa in
condivisione di risorse private o pubbliche: dal car e bike sharing, al coworking, passando dal cohousing. Così, inevitabilmente, il progetto di recupero degli spazi dismessi, o più genericamente
ET
29
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/

spazi indecisi, deve tenere conto delle nuove tendenze economiche e sociali e deve coinvolgere, ove possibile, più figure
possibili fin dai primi attimi di vita. Il progettista ha così il difficile compito di trovare un punto di incontro fra le proprie competenze e le necessità della popolazione, spesso troppo pigra o sfiduciata
per partecipare attivamente alle scelte progettuali.
- Purtroppo l’operazione di riqualificazione nazionale non era stata preventivata nelle manovre di edificazione e pianificazione urbanistica degli anni “d’oro”, nessuno è stato così lungimirante
da prevedere il riordino e il recupero di quello che si stava programmando, niente è stato pianificato a lungo termine, nessuna
previsione economica è stata messa a punto. Legittimo essere arrabbiati, inutile piangersi addosso. Ora tutto è da “rifare”, da
ripensare, da riportare in vita, a volte da stravolgere, da tornare ad amare. Con tanta volontà, immensa passione, precisa competenza
e infinità curiosità... cosa stiamo aspettando?
ET30
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/

“Contro ogni apparenza, i luoghi abbandonati non muoiono mai. Si solidificano nella dimensione della memoria di coloro che vi abitavano, fino a costituire un irriducibile elemento di identità. Vivono di una loro fisicità, di una loro corposa e materiale consistenza. Si alimentano di uno spessore doppio e riflesso. Pretendono non la fissità, ma al contrario il movimento, il percorso fisico e mentale di una loro continua riconquista.”
Vito Teti “Il senso dei luoghi. Memoria e
storia dei paesi abbandonati”
Letture consigl iate
- “Macerie e rovine ” , Marc Augè- “Attorno al la nuda pietra ” , Andreina Ricci- “ I l senso dei luoghi . Memoria e stor ia dei paesi abbandonat i ” , Vi to Tet i- “Specie di spazi ” , George Perec- “Riusiamo l ’ i ta l ia. Da spazi vuot i a start up cul tural i e social i ” , Giovanni Gampagnol i
La creatività è l’arte di sommare due e due ottenendo cinque.
Arthur Koestler, saggista

ET
OBIETTIVO: migliorare le performance del
flusso produttivo!
Come impostare programmi di “lean transformation” attraverso la mappatura del valore.
Quando diventa necessario o, più semplicemente, si vuole migliorare le performance di un sistema produttivo, la prima e fondamentale domanda da porsi è: da dove partire? La risposta a questa domanda, che ad alcuni può sembrare banale (alcuni potrebbero rispondere d’istinto: dove ci sono più margini ed è possibile ottenere risultati immediati!), è in realtà la più complicata da trovare: in aggiunta, non rispondere correttamente a questa domanda porta rapidamente e inesorabilmente all’insuccesso del programma. Lo testimoniano le numerose aziende che negli ultimi decenni, partendo dalla convinzione che, per poter migliorare drasticamente le performance del processo produttivo fosse necessario implementare il modello “lean”, hanno tentato di introdurre la trasformazione snella, ma con risultati tanto deludenti da portare all’abbandono del programma.Volendo sintetizzare in un unico punto l’errore commesso, si può dire che queste aziende hanno confuso il “come” con il “perché”: molte aziende hanno infatti preso uno o più strumenti del modello lean (che abbiamo visto nei precedenti numeri di METHODO) e li hanno trasformati negli obiettivi da raggiungere, dimenticando il “mantra” di chi vuole implementare la lean production: l’unico obiettivo, l’unico “perché”, della “trasformazione snella” è la caccia agli sprechi! Sono sicuro che molti di voi, se hanno avuto a che fare con aziende che hanno intrapreso un percorso lean, hanno sentito parlare di “campagne” 5S, SMED o TPM, come se l’obiettivo del programma di miglioramento fosse l’utilizzo di queste tecniche (questi “come”).
di Alberto Viola
metodi di produzione
33
ET
Nell’impostare un programma di “lean trasformation” occorre avere ben chiara la differenza tra l’obiettivo (il “perché”), i principi e le linee guida (il “che cosa”) e gli strumenti che lo rendono possibile (i “come”); più in dettaglio:
• il “perché” della trasformazione snella è la riduzione degli sprechi presenti nel processo produttivo attuale. Gli sprechi presenti in un processo produttivo sono riconducibili a 7 categorie diverse, ma quello peggiore è rappresentato dalla sovrapproduzione (“work in progress”), cioè dall’accumulo di materiali tra 2 fasi successive del processo (per la definizione precisa di ciascuno dei sette sprechi si può consultare il primo numero di METHODO); per impostare correttamente un piano di miglioramento con il quale raggiungere risultati importanti, occorre individuare dove questi accumuli sono più rilevanti: in questi punti del processo produttivo si nascondono i problemi più importanti (cioè gli altri sprechi) che rendono difficoltoso il flusso produttivo. Migliorare le fasi a monte e a valle di questi accumuli è il punto da cui partire per ottenere il massimo dei risultati!
Fig.1 I sette sprechi di un processo produttivo
• i “che cosa” della trasformazione snella sono rappresentati dai principi operativi del modello “lean production”. Nel secondo numero di METHODO abbiamo imparato a conoscerli: takt time, one-piece-flow e pull system sono i principi di riferimento da introdurre per poterci
avvicinare a una configurazione snella del processo produttivo. In pratica, una volta individuati e quantificati gli sprechi presenti nel processo attuale, occorre ridisegnare il processo pensando di applicare i principi del modello “lean production”. In quanto principi, i “che cosa” della trasformazione snella non cambiano mai; non dimentichiamoci tuttavia che, in quanto principi, takt time, one-piece-flow e pull system sono solo delle linee guida da seguire per immaginare un processo produttivo più snello: nessuna organizzazione, neppure Toyota Motors che ha inventato questi principi, lavora esattamente in questo modo.
• i “come” sono tutti gli strumenti e le metodologie che il modello “lean” ci mette a disposizione per ridurre gli sprechi e realizzare un processo produttivo più snello. Abbiamo diffusamente trattato le principali tecniche nei precedenti numeri di METHODO: ricordo in questo contesto solo che ciascuna tecnica o metodologia è solo e soltanto uno strumento la cui applicazione è finalizzata a ridurre uno o più sprechi.
Fig. 3 Gli strumenti di base del modello “lean production”.
34
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
ET
35
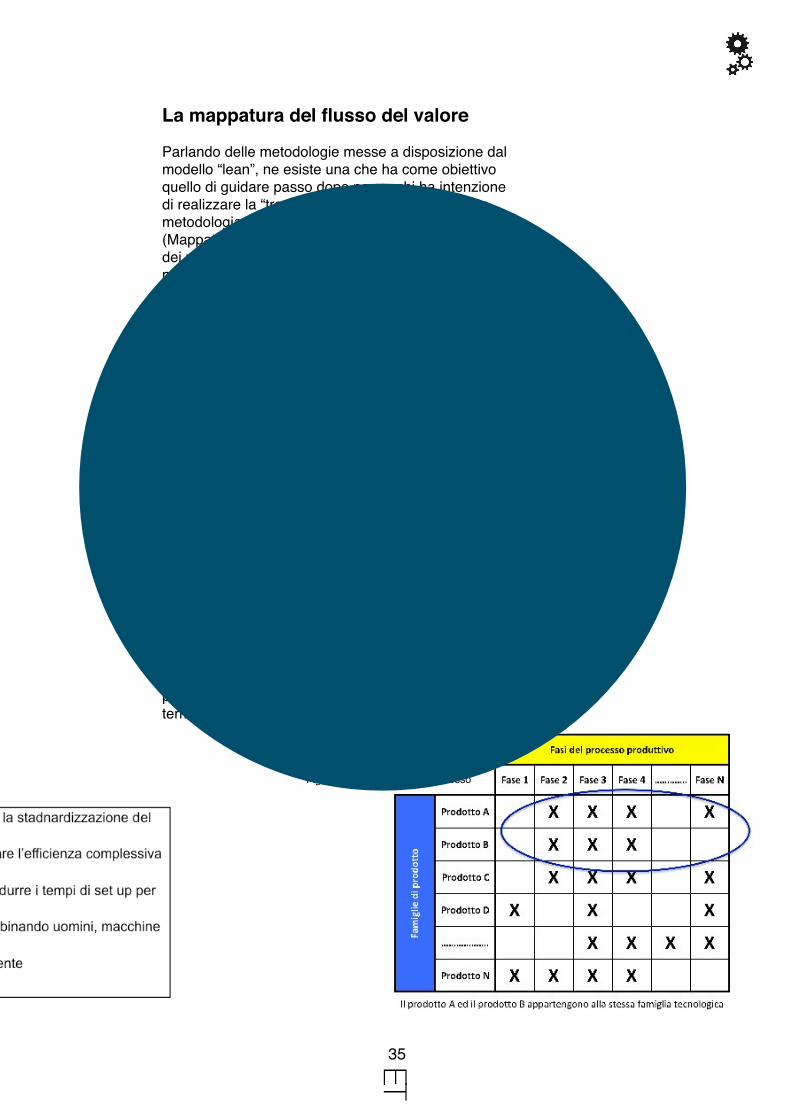
Lamappaturadelflussodelvalore
Parlando delle metodologie messe a disposizione dal modello “lean”, ne esiste una che ha come obiettivo quello di guidare passo dopo passo chi ha intenzione di realizzare la “trasformazione snella”: con questa metodologia, denominata Value Stream Mapping (Mappatura del flusso del valore), è possibile definire dei piani di miglioramento che tengano sempre ben presente la sequenza logica “perché-cosa-come” sopra esposta.
Per Value Stream (Flusso del Valore) si intende l’insieme di tutte le attività a valore aggiunto che realizzano un prodotto a partire dalla materia prima, fino alla consegna al cliente finale: la Value Stream Map (la Mappa del flusso del valoro) è la rappresentazione grafica di queste attività.Il punto di partenza della metodologia è l’individuazione delle “famiglie tecnologiche” che attraversano il processo produttivo: per far ciò, il Value Stream Mapping suggerisce di costruire una matrice prodotti-processi all’interno della quale individuare i prodotti (o classi di prodotto) che subiscono le stesse fasi a valore per essere trasformati da materia prima a prodotto finito.Due prodotti diversi appartengono alla stessa famiglia tecnologica se richiedono le stesse tecnologie per essere realizzati: in realtà, per far parte della stessa famiglia i prodotti devono avere “flussi di valore” tra loro simili e non necessariamente identici. Nella realtà ogni fase produttiva è attraversato da diverse famiglie tecnologiche e la metodologia suggerisce di scegliere per la mappatura quelle più significative (ad esempio in termini di volumi prodotti o di fatturato generato).
Fig.4 La matrice prodotto-processo

ET
Una volta definita la famiglia di prodotti che si vuole analizzare (e quindi il “flusso di valore” che si vuole migliorare), la mappatura del flusso del valore prevede la realizzazione in sequenza di 3 fasi, corrispondenti ad altrettanti output ben distinti:1. la mappatura del processo esistente per
disegnare la mappa dello stato attuale (Current State Map): in questa prima fase l’obiettivo è individuare tutti gli sprechi attuali del flusso produttivo scelto e quindi comprendere il “perché” dei miglioramenti che si vogliono introdurre. Oltre alla mappa, output fondamentale di questa fase è la quantificazione degli sprechi nella matrice fasi-sprechi;
Fig. 5 La matrice fasi-sprechi.
2. il disegno dello stato futuro dello stesso flusso produttivo, disegno che dovrà essere fatto chiedendosi quanto è possibile trasformare il processo produttivo attuale in un flusso produttivo più “snello”, applicando per quanto più possibile i principi operativi del modello “lean production” (i “che cosa”): in questo caso l’output sarà la mappa dello stato futuro (Future State Map);
3. la definizione del piano di interventi che è necessario realizzare per passare dallo stato attuale a quello futuro. Il piano dovrà contenere chiaramente i “come”, grazie ai quali sarà possibile realizzare lo stato futuro: il piano conterrà quindi tutte le tecniche “lean” che dovranno essere applicate alle singole fasi del flusso produttivo per raggiungere gli obiettivi di miglioramento previsti dallo stesso piano.
Fig. 6 La mappatura del flusso del valore (Value Stream Mapping)
Prima di entrare in un maggior dettaglio sulle 3 fasi previste dalla metodologia, è opportuno sottolineare che l’obiettivo della mappatura, sia dello stato attuale che di quello futuro, è di vedere in un solo documento (la mappa) l’intero flusso del valore della famiglia di prodotti scelta; grazie alla visione d’insieme è possibile individuare le fasi del processo che più di altre impediscono ai prodotti di fluire con continuità: queste fasi sono il punto di attacco e le aree prioritarie di miglioramento da cui partire nella realizzazione del piano.
Mappare la situazione attuale
La regola di base per realizzare correttamente la Current State Map è che la mappa si costruisce andando a vedere nei diversi reparti che cosa succede realmente: solo in questo modo è possibile vedere e quantificare gli sprechi e soprattutto individuare dove si concentra la sovrapproduzione, vero segnale di dove si nascondono i problemi attuali del processo produttivo. Un’altra regola molto utile (e consigliata) è quella di disegnare il processo attuale partendo dalla fine (in genere la spedizione del prodotto finito al cliente finale), risalendo il processo produttivo fase per fase: è un modo per vedere come realment
e
36

ET
37
avvengono le cose in produzione e per non farsi ingannare da come si pensa (o si dice) che avvengono.
La costruzione della mappa della situazione attuale prevede di:• rilevare, per ciascuna fase del processo produttivo
analizzato, le seguenti informazioni: tempi ciclo, tempi di setup, efficienza degli impianti e/o degli operatori, percentuali di scarto e di difettosità, numero di operatori e di macchine coinvolte nella fase, tempo disponibile per la produzione;
• contare (e non sto scherzando!) il materiale presente tra le diverse fasi del processo produttivo (work in progress): la quantificazione esatta di questo materiale è di fondamentale importanza per le fasi successive previste dal metodo;
• definire il tempo di attraversamento del processo produttivo attuale, dato dalla somma dei tempi ciclo necessari per trasformare le materie prime in prodotti finiti e dei tempi che si ottengono trasformando il work in progress trovato in tempo di copertura.¹
Durante la costruzione della mappa, sarà cura dei “cacciatori di sprechi”, andare a inserire tutti gli sprechi individuati nella matrice fasi-sprechi.La costruzione della mappa si conclude solo se si è in grado di calcolare la “efficienza di flusso” del processo analizzato, data dal rapporto tra il tempo ciclo totale e il tempo di attraversamento. L’efficienza di flusso è un numero sempre (e, spesso, significativamente) minore di 1: tanto più questo numero è basso tanto più il processo produttivo è lontano dall’essere un processo snello.
Fig. 7 Esempio di Stato Attuale (Current State)
¹ per tempo di copertura si intende per quanto tempo (giorni/ore/minuti) la quantità di materiale trovata tra 2 fasi successive di un processo produttivo potrebbe garantire l’alimentazione della fase successiva, rapportandola alla quantità richiesta dal cliente finale. Ad esempio se i semilavorati (work in progress) presenti tra 2 fasi sono pari a 200 unità e il cliente finale richiede mediamente 100 unità di prodotto in quello stesso periodo, la copertura è pari a 2 giorni lavorativi.
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
Disegnare lo stato futuro
Una volta definita e rappresentata la situazione di partenza, il disegno dello stato futuro passa attraverso la risposta in sequenza a una serie di domande, che traducono in termini metodologici l’applicazione dei principi operativi del modello “lean production”.La prima di queste domande chiede di calcolare il takt time del processo produttivo analizzato, dato dal rapporto tra il tempo disponibile per produrre in un certo periodo (ad esempio le ore di funzionamento dello stabilimento in una settimana) e le quantità di prodotto finito richieste dai clienti finali in quello stesso periodo.²
Le altre domande previste dal metodo³ sono riconducibili in realtà a una sola: considerando 2 fasi del processo produttivo attuale, in quale modo e con quali regole queste 2 fasi potranno interagire tra loro in futuro?4
La risposta a questa domanda dipende solo da quali caratteristiche hanno le 2 fasi considerate; per chi lavora in produzione è chiaro che le “caratteristiche” di una fase del processo produttivo possono essere ricondotte alle seguenti:
• capacità produttiva, intesa come volume di output (pezzi, metri, kg) che la fase è in grado di produrre in un determinato orizzonte temporale (giorno, turno, ora);
• flessibilità, intesa come capacità della fase di cambiare il codice da produrre con la minor perdita di tempo per il setup;
• affidabilità, intesa come capacità della fase di garantire la costanza nel tempo dell’output produttivo, sia in termini di quantità che di qualità dell’output stesso.
Quanto più le fasi considerate hanno (o potranno avere) la capacità produttiva, la flessibilità e l’affidabilità in grado di soddisfare le esigenze del cliente finale, tanto più sarà possibile per le fasi lavorare secondo la logica “lean” del flusso e quindi con il minor materiale possibile tra di loro: idealmente (ma anche in realtà, si pensi ad esempio a 2 fasi consecutive di una linea di montaggio) le 2 fasi possono arrivare a produrre anche secondo il principio del modello produttivo lean “one-piece-flow”.
ET
38
² per una trattazione esaustiva del significato di takt time, vedere il secondo numero di METHODO)³ la trattazione esaustiva della metodologia prevista dalla mappatura del valore è riportata nel libro “Learning to See” di Mike Rother, John Shook - Lean Enterprise Center)4 anche per il Future State, il metodo prevede di partire dal fondo considerando le ultime 2 fasi del processo e di risalire di una fase alla volta fino a giungere alla prima fase del processo analizzato.
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
ET
39
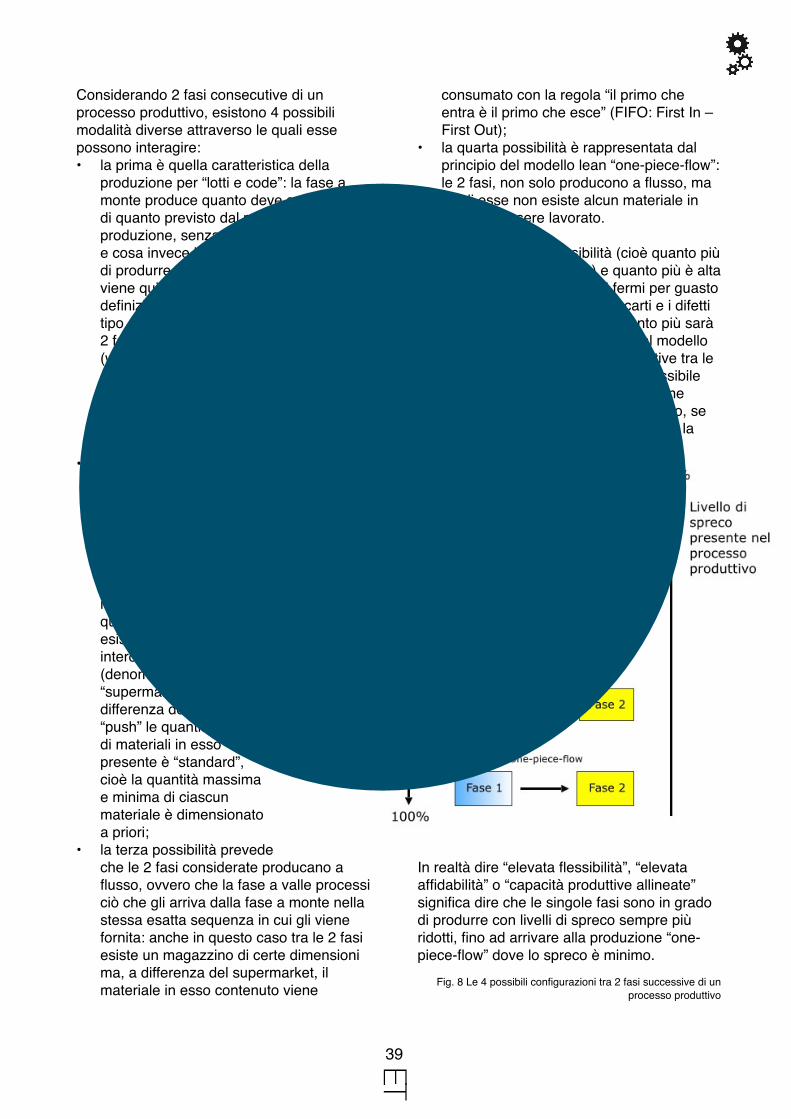
Considerando 2 fasi consecutive di un processo produttivo, esistono 4 possibili modalità diverse attraverso le quali esse possono interagire:• la prima è quella caratteristica della
produzione per “lotti e code”: la fase a monte produce quanto deve sulla base di quanto previsto dal programma di produzione, senza considerare quanto e cosa invece la fase a valle è in grado di produrre. Il materiale tra la 2 fasi viene quindi “spinto” in avanti (da qui la definizione di Push System per questo tipo di configurazione), generando tra le 2 fasi un magazzino interoperazionale (work in progress) che cambia ogni giorno in termini di quantità e di mix di materiali: con la frequenza prevista, il sistema di programmazione riallinea le 2 fasi definendo un nuovo programma di produzione;
• la seconda è quella prevista dal principio del Pull System: la fase a monte produce un determinato materiale solo e soltanto se la fase a valle ha effettivamente consumato quel materiale. Anche in questo caso tra le 2 fasi esiste un magazzino interoperazionale (denominato “supermarket”) ma a differenza del magazzino “push” le quantità di materiali in esso presente è “standard”, cioè la quantità massima e minima di ciascun materiale è dimensionato a priori;
• la terza possibilità prevede che le 2 fasi considerate producano a flusso, ovvero che la fase a valle processi ciò che gli arriva dalla fase a monte nella stessa esatta sequenza in cui gli viene fornita: anche in questo caso tra le 2 fasi esiste un magazzino di certe dimensioni ma, a differenza del supermarket, il materiale in esso contenuto viene
consumato con la regola “il primo che entra è il primo che esce” (FIFO: First In – First Out);
• la quarta possibilità è rappresentata dal principio del modello lean “one-piece-flow”: le 2 fasi, non solo producono a flusso, ma tra di esse non esiste alcun materiale in attesa di essere lavorato.
Quanto più è alta la flessibilità (cioè quanto più sono ridotti i tempi di setup) e quanto più è alta l’affidabilità (cioè sono ridotti i fermi per guasto degli impianti, piuttosto che gli scarti e i difetti generati) delle fasi considerate, tanto più sarà possibile avvicinare lo stato futuro al modello “lean”. Quanto più le capacità produttive tra le 2 fasi sono allineate tanto più sarà possibile eliminare le attese e la sovrapproduzione producendo secondo una logica di flusso, se non a “one-piece-flow”, almeno secondo la regola FIFO.
In realtà dire “elevata flessibilità”, “elevata affidabilità” o “capacità produttive allineate” significa dire che le singole fasi sono in grado di produrre con livelli di spreco sempre più ridotti, fino ad arrivare alla produzione “one-piece-flow” dove lo spreco è minimo.
Fig. 8 Le 4 possibili configurazioni tra 2 fasi successive di un processo produttivo
ET
Tuttavia, nella maggior parte dei casi, le condizioni per poter cambiare la configurazione attuale tra le 4 disponibili (e quindi realizzare lo Stato Futuro disegnato) non esistono nella situazione di partenza: ed è qui che interviene il piano di implementazione.
Sviluppare il piano di interventi
A questo punto dovrebbe essere chiara la linea guida con la quale sviluppare il piano degli interventi di miglioramento: gli interventi prioritari non sono quelli che consentono di ottimizzare una fase del processo, ma quelli che consentono di ridurre gli sprechi che oggi non rendono possibile il flusso tra diverse fasi del processo produttivo. Questi interventi sono quelli che rispondono alla domanda “quali interventi di miglioramento sono necessari per realizzare lo stato futuro?”. Non importa quale tra le tante tecniche disponibili sarà necessario utilizzare, quello che conta è lo spreco che si deve abbattere per ottenere una produzione più snella.
8
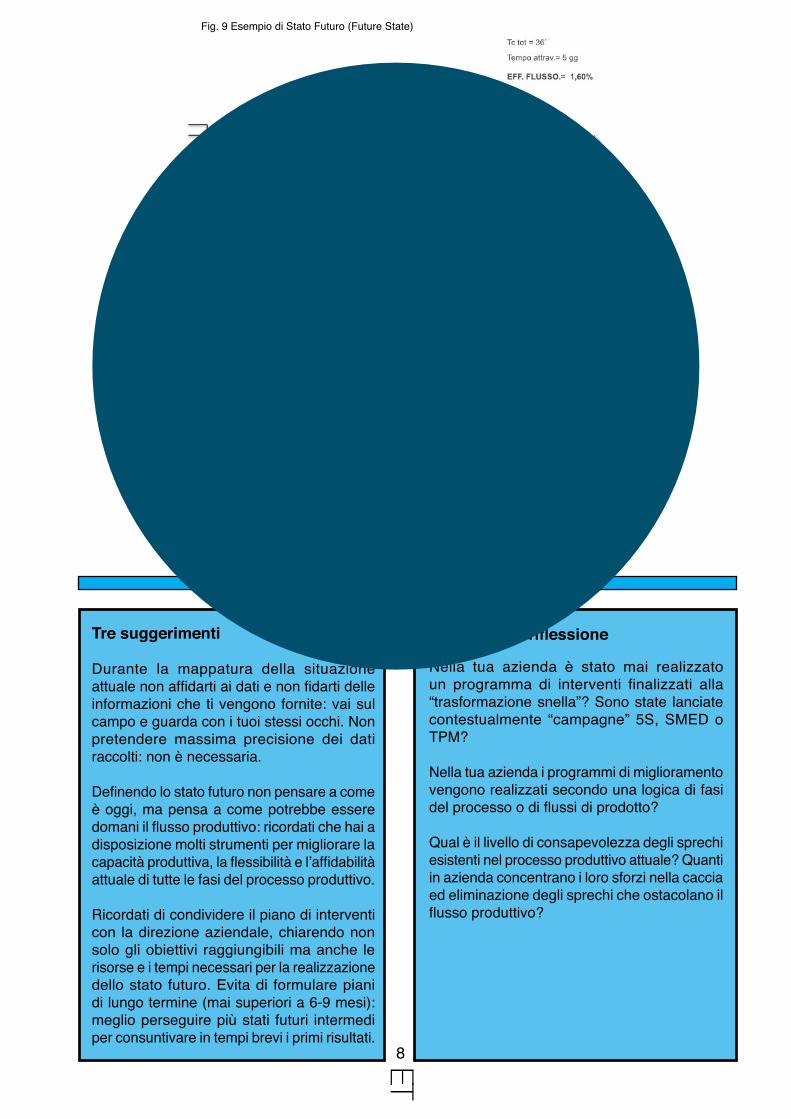
Trespuntidiriflessione
Nella tua azienda è stato mai realizzato un programma di interventi finalizzati alla “trasformazione snella”? Sono state lanciate contestualmente “campagne” 5S, SMED o TPM?
Nella tua azienda i programmi di miglioramento vengono realizzati secondo una logica di fasi del processo o di flussi di prodotto?
Qual è il livello di consapevolezza degli sprechi esistenti nel processo produttivo attuale? Quanti in azienda concentrano i loro sforzi nella caccia ed eliminazione degli sprechi che ostacolano il flusso produttivo?
Tre suggerimenti
Durante la mappatura della situazione attuale non affidarti ai dati e non fidarti delle informazioni che ti vengono fornite: vai sul campo e guarda con i tuoi stessi occhi. Non pretendere massima precisione dei dati raccolti: non è necessaria.
Definendo lo stato futuro non pensare a come è oggi, ma pensa a come potrebbe essere domani il flusso produttivo: ricordati che hai a disposizione molti strumenti per migliorare la capacità produttiva, la flessibilità e l’affidabilità attuale di tutte le fasi del processo produttivo.
Ricordati di condividere il piano di interventi con la direzione aziendale, chiarendo non solo gli obiettivi raggiungibili ma anche le risorse e i tempi necessari per la realizzazione dello stato futuro. Evita di formulare piani di lungo termine (mai superiori a 6-9 mesi): meglio perseguire più stati futuri intermedi per consuntivare in tempi brevi i primi risultati.
Fig. 9 Esempio di Stato Futuro (Future State)

La creatività è quel processo che dà vita a un nuovo prodotto.
James Taylor, economista
Le dichiarazioni ambientali
di prodottodi Massimo Granchi e Riccardo Bozzo
sostenibilità
Introduzione
Nei precedenti articoli da noi realizzati abbiamo analizzato a livello generale gli strumenti predisposti a livello internazionale per quantificare e comunicare i propri impatti sull’ambiente, dallo studio del Carbon Footprint e la sua compensazione, alle analisi degli impatti del ciclo di vita (LCA), fino alle etichette ambientali di prodotto.Ora vogliamo esplorare una metodologia attiva per lo studio, la comparazione e la comunicazione degli impatti ambientali creati da un prodotto/servizio, ovvero una metodologia che unifica in parte tutti quanti gli strumenti visti in precedenza, ovvero la Dichiarazione Ambientale di Prodotto.Nel presente articolo quindi vedremo le norme che definiscono le caratteristiche delle Dichiarazioni Ambientali di Prodotto, il processo per realizzarle e per certificarle ottenendo un’etichetta ambientale, il numero di dichiarazioni a oggi certificate, le opportunità di comunicazione correlate alla realizzazione di una dichiarazione.
ET
42
La normativa
La norma che regola tali dichiarazioni è la UNI EN ISO 14025:2010 “Etichette e dichiarazioni ambientali - Dichiarazioni ambientali di Tipo III - Principi e procedure”, aggiornamento della precedente e prima edizione del 2006. Le Dichiarazioni Ambientali di Prodotto sono considerate infatti delle vere e proprie etichette ecologiche di Tipo III, o meglio le etichette di Tipo III sono basate su una dichiarazione ambientale di prodotto sottoposta a un controllo indipendente.
Le differenze principali alle più conosciute etichette di Tipo I, come ad esempio è l’Ecolabel®, sono due, entrambe riguardanti i criteri da rispettare per ottenere l’etichettatura.
ET
44
L’Ecolabel UE (Regolamento CE n. 66/2010) è il marchio dell’Unione europea di qualità ecologica che premia i prodotti e i servizi migliori dal punto di vista ambientale, che possono così diversificarsi dai concorrenti presenti sul mercato, mantenendo comunque elevati standard prestazionali.Infatti, l’etichetta attesta che il prodotto o il servizio ha un ridotto impatto ambientale nel suo intero ciclo di vita.
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/

ET
45
La prima differenza riguarda la considerazione del ciclo vita: mentre le etichette ambientali di Tipo I si fondano su criteri “basati” su un concetto di ciclo vita del prodotto, le etichette di Tipo III richiedono invece che venga eseguito un vero e proprio studio del ciclo vita (LCA) del prodotto/ servizio. La Dichiarazione Ambientale di Prodotto infatti non è altro che un documento che comunica i risultati dello studio di LCA.
La seconda differenza risiede invece nelle modalità di rispetto dei criteri. Le etichette di Tipo I si basano sul rispetto di criteri “a soglia”. In questo caso invece i criteri non fissano alcuna soglia o parametro qualitativo o quantitativo da rispettare. Al contrario vengono fissati i criteri sulla base dei quali bisogna effettuare lo studio del ciclo vita del proprio prodotto e quali risultati dichiarare. In questo modo i risultati dello studio del ciclo vita, ovvero gli impatti ambientali generati e la quantità di materie prime ed energia utilizzati, risultano confrontabili con altri risultati dichiarati in merito ad altri prodotti, poiché calcolati tutti con gli stessi criteri. Lo scopo è appunto quello di ottenere Dichiarazioni delle Prestazioni Ambientali di prodotto confrontabili tra loro.
Questo tipo di approccio incentiva maggiormente le aziende verso un miglioramento continuo delle prestazioni o, al contrario, incentiva aziende che hanno migliorato la loro prestazione ambientale nel tempo a dichiararla, dimostrando i risultati e l’efficacia degli interventi.
La norma UNI ISO 14025 pone infatti come obiettivi delle dichiarazioni:• fornire sia informazioni scientificamente
basate su studi del ciclo vita (LCA) che informazioni aggiuntive su altri aspetti ambientali del prodotto;
• aiutare utilizzatori e acquirenti a confrontare i prodotti circa gli aspetti ambientali;
• spingere verso il miglioramento delle performance ambientali.
Inoltre vengono fissati alcuni principi generali delle dichiarazioni, le quali devono essere basate su regole di effettuazione dello studio di
LCA: ogni categoria di prodotto deve avere la sua regola (PCR: product category rule) sulla base della quale effettuare lo studio di LCA. Infatti essendo lo studio di LCA molto esteso e comprendente alcune ipotesi, ad esempio sulla stima e valutazione della fase di uso di un prodotto, ogni prodotto deve avere la sua linea guida realizzata appositamente per una valutazione maggiormente aderente alla realtà.
Il processo di realizzazione e certificazioneUn’altra importante differenza rispetto alle etichette di Tipo I è che viene data la possibilità di crearsi la propria regola di prodotto. Infatti se per il nostro prodotto si volesse ottenere l’Ecolabel®, etichetta europea di Tipo I, siamo costretti a verificare se esiste già una linea guida da seguire per la certificazione del nostro prodotto e ottenere l’etichetta, linea guida che comprende la descrizione del tipo di prodotto che ne fa parte, le prove di laboratorio che devono essere eseguite, l’elenco di documenti da produrre, le soglie da rispettare per ottenere l’etichetta. Se questa linea guida ancora non esiste per il nostro tipo di prodotto non è possibile ottenere l’Ecolabel®.
Nel caso si volesse invece effettuare una Dichiarazione Ambientale del prodotto e ottenere un’etichetta di Tipo III, di cui la più famosa a livello mondiale è il sistema EPD® (Environmental Product Declaration, ovvero Dichiarazione Ambientale di Prodotto), possiamo verificare se esiste una PCR per la relativa categoria di prodotto: nel caso esista siamo tenuti a seguire quella procedura per effettuare studio di LCA e compilare la dichiarazione. Nel caso non esista possiamo crearla noi per primi tramite lo studio effettuato sul prodotto, avendo così anche il vantaggio competitivo di essere i primi a effettuare tale studio su quella categoria di prodotto. Ovviamente le PCR vengono realizzate in collaborazione e approvate dall’ente di accreditamento del sistema EPD® e da parti interessate, come le associazioni dei consumatori e le associazioni di categoria coinvolte nel tipo di prodotto in questione.
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
La PCR deve quindi contenere informazioni di tipo tecnico e descrittivo:• definizione e descrizione della categoria
di prodotto, ovvero dei prodotti che possono rientrarvi;
• definizione di obbiettivo e campo di applicazione per eseguire lo studio di LCA:- unità funzionale;- confini del sistema;- descrizione dei dati;- criteri per la scelta di input e output;- qualità dei dati (completezza, precisione, rappresentatività, consistenza, riproducibilità, incertezza e fonti);
• categorie di impatto e regole di calcolo, ovvero:
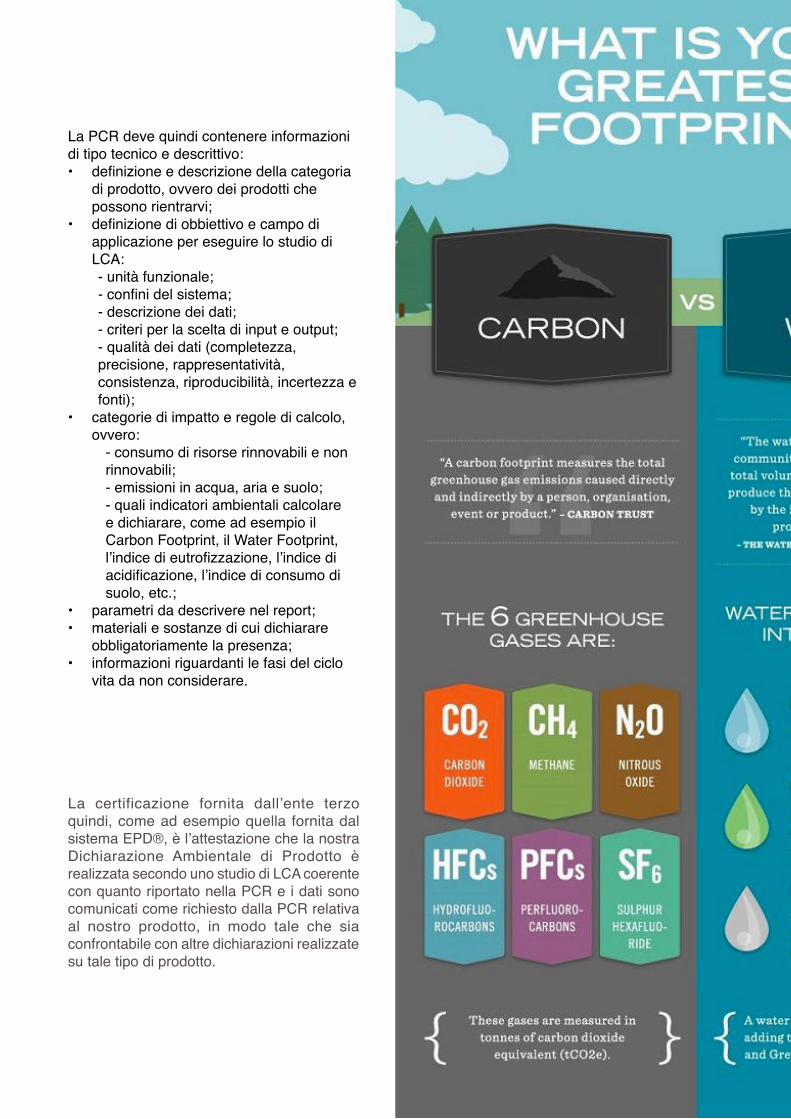
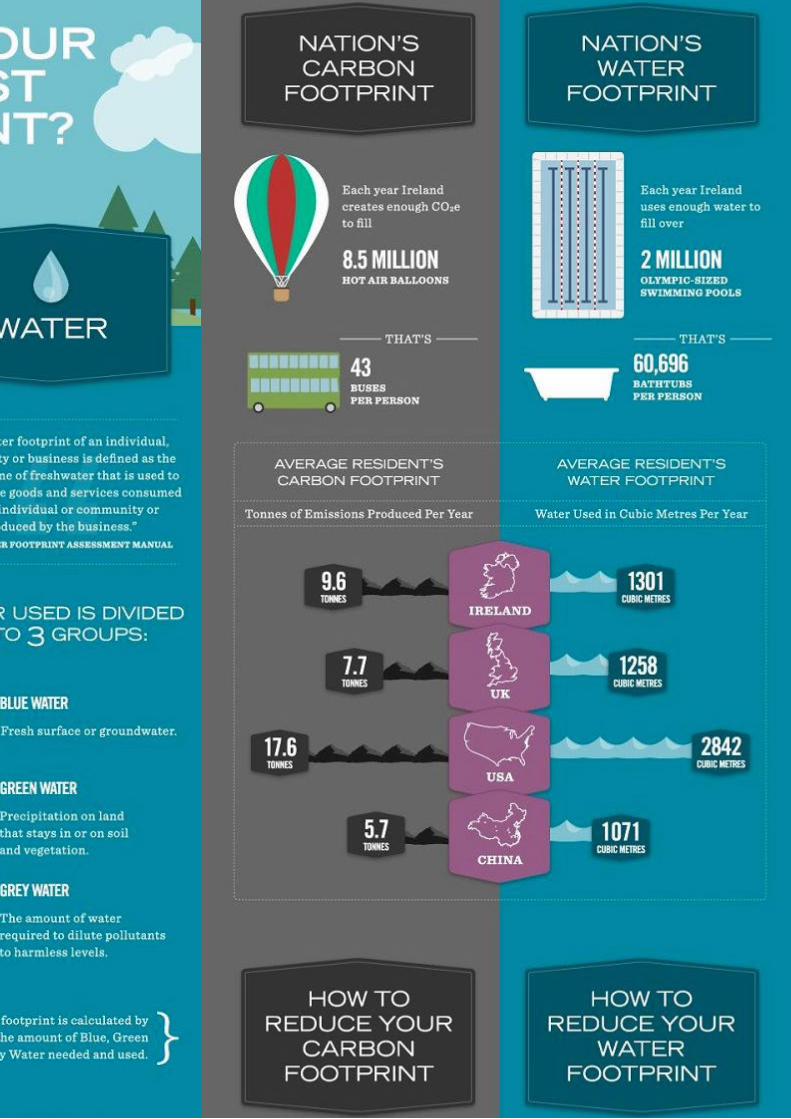
- consumo di risorse rinnovabili e non rinnovabili;- emissioni in acqua, aria e suolo;- quali indicatori ambientali calcolare e dichiarare, come ad esempio il Carbon Footprint, il Water Footprint, l’indice di eutrofizzazione, l’indice di acidificazione, l’indice di consumo di suolo, etc.;
• parametri da descrivere nel report;• materiali e sostanze di cui dichiarare
obbligatoriamente la presenza;• informazioni riguardanti le fasi del ciclo
vita da non considerare.
La certificazione fornita dall’ente terzo quindi, come ad esempio quella fornita dal sistema EPD®, è l’attestazione che la nostra Dichiarazione Ambientale di Prodotto è realizzata secondo uno studio di LCA coerente con quanto riportato nella PCR e i dati sono comunicati come richiesto dalla PCR relativa al nostro prodotto, in modo tale che sia confrontabile con altre dichiarazioni realizzate su tale tipo di prodotto.
ET
5
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
L’etichetta ambientale EPD: alcuni numeri
Il sistema EPD® è l’etichetta di Tipo III certificata che opera da più tempo, ovvero dal 2006, anno di emanazione della norma europea. Sul sito web di riferimento www.environdec.com è possibile visionare tutte le PCR pubblicate, le relative discussioni in merito, nonché tutte le Dichiarazioni di Prodotto dei singoli fabbricanti certificate con sistema EPD®.A tre anni dalla sua creazione, nel giugno 2009, erano certificati EPD® 85 prodotti, di cui ben 41 appartenenti ad aziende italiane. A giugno 2015 200 aziende di 16 paesi hanno ottenuto l’etichettatura EPD® per 433 prodotti, separati per categorie di prodotto come indicato nella seguente tabella: i prodotti da costruzione e i prodotti legati a cibo e agricoltura coprono da soli più del 50% di tutte le EPD® convalidate. Non a caso sono le due categorie che più direttamente riguardano i consumatore finale e il mondo degli appalti pubblici.
ET
49
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/

Le opportunità di comunicazione correlate
A differenza delle etichette di Tipo I, che troviamo ad esempio riportate su prodotti presenti nella grande distribuzione organizzata, le quali ci dicono unicamente che il prodotto raggiunge una soglia ambientale più o meno elevata, le Dichiarazioni Ambientali di Prodotto si rivolgono a un fruitore maggiormente attento e informato.
Difficilmente infatti troviamo l’etichetta EPD® su un prodotto, sebbene molte e note aziende italiane, ad esempio di pasta, olio, latte e prodotti di panetteria, l’abbiano ottenuta. Tale informazione viene infatti usata per promuoversi a livelli più elevati, ad esempio tramite pubblicazioni scientifiche, o per avere un plus rispetto a un concorrente, ad esempio in una gara d’appalto. Vediamo in seguito alcune parti interessate per le quali la comunicazione riportata nella Dichiarazione Ambientale di Prodotto può essere utilizzata.
• Management ambientale aziendale: le Dichiarazioni Ambientali di Prodotto sono un modo per creare una base di riferimento per le prestazioni ambientali di una azienda. Le prestazioni ambientali possono poi essere gradualmente migliorate e monitorate tramite il sistema realizzato in fase di studio del ciclo di vita.
• Altre aziende: tutte le aziende che fanno parte di una catena di approvvigionamento e fornitura possono beneficiare dallo sviluppo di una Dichiarazione Ambientale di Prodotto, allo scopo di fornire le informazioni ambientali richieste dagli acquirenti. In questo modo, contribuiscono a rendere maggiormente efficiente la gestione delle tematiche ambientali di tutta la catena, facilitando la partecipazione per aziende a valle a gare d’appalto che richiedono determinati standard ambientali, aziende che quindi sceglieranno fornitori con prodotti certificati e con impatti ambientali dichiarati e magari migliorati nel tempo (EcoDesign).
• Consumatori finali: una dichiarazione semplificata proposta insieme al prodotto finale può fornire dati aggiuntivi interessanti al consumatore informato e diventare un criterio di scelta rispetto a un prodotto concorrente.
ET
50
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
Conclusioni
La Dichiarazione Ambientale di Prodotto è quindi uno strumento molto importante e preciso nel comunicare i propri impatti ambientali e nel dimostrare gli sforzi intrapresi da un’azienda nel migliorare le proprie performance ambientali, sia in fase di catena produttiva e logistica, sia in fase di uso del proprio prodotto/servizio. Non vi è dubbio che l’impegno da dedicare alla realizzazione di tale dichiarazione è abbastanza alto, soprattutto nella fase realizzazione dello studio di LCA.Bisogna però considerare che lo studio di LCA ha poi molteplici utilizzi che possono essere sfruttati dall’azienda:
• studio della performance ambientale del prodotto/servizio e progettazione del suo miglioramento;
• possibilità di effettuare una pubblicazione scientifica come caso di studio;
• analisi dei costi correlati alla variabile ambientale, nonché degli sprechi interni e quindi del costo correlato.
ET
52
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/

ET
L’analisi
COSTI/ BENEf iCI dei PROGETTI
Introduzione
Non appena si pensa di trasformare un’idea in un progetto ci si pone una domanda molto semplice ma fondamentale: “Ne vale la pena?”
In un panorama caratterizzato da una crescente scarsità di risorse a disposizione questa domanda diventa sempre più pressante, e sempre più è necessario dare a essa una risposta valida.
Moltissimi sono i criteri su cui si possono basare le decisioni di avvio di progetti, e molti di questi criteri sono di difficile valutazione da un punto di vista finanziario.
In ogni caso comunque, quando si inizia a esaminare l’utilità di un progetto, è sempre presente l’ineluttabile necessità di confrontare i costi che dovranno essere affrontati con i ricavi che si potranno ottenere.
Non pretendiamo certamente di scrivere qui un trattato di Financial Management, ma riteniamo possa essere utile fare qualche considerazione sui metodi di analisi costi/benefici più comunemente utilizzati nella valutazione dei progetti.
di Alberto Fischetti
53
project management
ET
54
Il valore del denaro nel tempo, i rendimenti e i rischi
Tutti sappiamo che “un euro oggi vale di più di un euro il prossimo anno”. Si tratta di un assioma di base della finanza, ed è quello sul quale si basano tutti i metodi di valutazione degli investimenti.
Nei progetti si ha a che fare con un investimento che impiega del capitale adesso, e con delle aspettative di ritorno di danaro che (forse) avverrà in futuro. Di solito l’esborso è quantitativamente ben definito, ed è assolutamente certo, mentre ai ricavi futuri viene assegnato un grado di probabilità più o meno variabile. All’esborso di danaro e ai futuri ricavi può essere applicato il famoso detto latino “Mater semper certa est, pater numquam” (anche se oggi l’analisi del DNA ha invalidato questo detto). Quindi all’assioma precedente possiamo aggiungerne un secondo: “un euro sicuro vale di più di un euro rischioso”.
Ecco dunque come, dal punto di vista della valutazione dei progetti, vi sono due domande fondamentali cui deve essere data una risposta:
1. quali sono i ricavi futuri
che supereranno il valore attuale
dell’investimento?
2. quale è la probabilità associata
ai ricavi attesi dalla
realizzazione del progetto?
ET
3
La risposta alla prima domanda è legata alla redditività del capitale impiegato. Un’azienda impiega i propri capitali in molti modi, e molte possono essere le scelte: si può andare dall’investimento di liquidità in buoni del tesoro poliennali (BTP che possono avere oggi un rendimento annuo attorno al 3%), a un acquisto sul mercato finanziario di azioni o obbligazioni, a un aumento della capacità produttiva, a un acquisto di macchinari, a un incremento del livello degli inventari o di risorse umane.
Alla seconda domanda si può rispondere facendo un’accurata valutazione dei rischi connessi con la effettiva realizzazione dei flussi di cassa futuri previsti. È fondamentale nell’analisi dei progetti confrontare le loro redditività con quelle legate a investimenti di altro tipo ma di uguale livello di rischio. Se ad esempio ipotizziamo i ricavi di un progetto di realizzazione di voli commerciali su Giove, confronteremo il suo ritorno sull’investimento con quello che potremmo ricavare con l’acquisto di titoli di stato greci, dato che entrambe le alternative hanno lo stesso fattore
ET
55
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
ET
di rischio. Sappiamo come nel gioco della roulette il ritorno sulle puntate è calcolato sulla base delle probabilità di vincita (lasciamo perdere per un attimo il discorso dell’esistenza dello zero nella ruota): se puntiamo sul colore abbiamo una probabilità del 50% che esca il colore sul quale abbiamo puntato, e quindi il ritorno sulla nostra giocata sarà il doppio della somma giocata, se invece puntiamo su un singolo numero la probabilità di indovinarlo sarà del 2.78% e quindi la nostra eventuale vincita sarà premiata per 36 volte. Naturalmente ci auguriamo che i rischi insiti in un progetto non arrivino al livello di aleatorietà di un gioco d’azzardo, ma comunque quando affrontiamo l’analisi costi/benefici del nostro progetto ricordiamoci di tenere in considerazione i gradi di probabilità della realizzazione dei ritorni che ci aspettiamo. Fatte queste considerazioni preliminari, addentriamoci ora nel vivo del tema di questo articolo immaginando un colloquio fra noi creativi ideatori di progetti e il temutissimo Chief Financial Officer (CFO) della nostra azienda.
Considerazione di basePer iniziare a ragionare sull’analisi della redditività di un progetto immergiamoci per un po’ in uno scenario di fantasia. Stiamo lavorando per la Innovation Spa, e abbiamo pensato a un progetto X che richiede un investimento di 1 milione di €. Il nostro CFO (Chief Financial Officer) ci chiede come potremmo valutare tale progetto. La nostra risposta è:
“Prima di tutto facciamo una previsione di quello che sarà il flusso di cassa generato dal progetto durante la sua vita economica. Poi determiniamo quello che è l’opportunity cost del capitale. Questo dovrebbe riflettere il valore nel tempo del danaro e il rischio insito nel progetto. Quindi utilizziamo l’opportunity cost per calcolare il valore presente dei flussi netti
(ricavi–spese) di cassa (PV). Infine calcoliamo il valore netto presente (NPV) sottraendo il milione di € da PV. Investiamo nel progetto se NPV è maggiore di zero”.
Il CFO della Innovation Spa però resta del tutto freddo di fronte alla nostra esibizione di competenza, e ci chiede perché il NPV è così importante. Gli rispondiamo:
“Vediamo cosa rappresenta il meglio per i nostri azionisti. A oggi il valore di mercato delle azioni Innovation Spa è di 10 milioni di €. Questo valore include il milione di € di liquidità che potremmo investire nel progetto X, e quindi il valore di tutte le altre attività della Innovation Spa è di 9 milioni di €. Dobbiamo decidere se sia meglio tenere il milione di € di liquidità e bocciare il progetto X o sborsare il milione di € e avviare il progetto X. Se PV è il valore attuale del progetto X abbiamo le due alternative fra cui scegliere:
Chiaramente il progetto X ha valore se PV è maggiore di 1 milione di €, cioè se il NPV è positivo.”
56
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
ET
57
Il CFO ci chiede allora: “Come posso sapere che il PV del progetto X si riflette nel valore di mercato della Innovation?”
La nostra risposta è: “Supponiamo di creare una nuova azienda indipendente X la cui unica attività è il progetto X. Quale sarebbe il valore di mercato dell’azienda X? Gli investitori farebbero una previsione dei dividendi dell’azienda X e li sconterebbero a un tasso di sconto uguale a quello che viene offerto da azioni caratterizzate da un rischio confrontabile con il rischio dell’azieda X. Poiché il progetto X è l’unica attività dell’azienda X, i dividendi che si ricevono sono uguali ai flussi di cassa generati dal progetto. Calcolare dunque il NPV del progetto X significa replicare il processo che verrebbe seguito dal mercato per valutare l’azienda X.”
Il nostro implacabile CFO a questo punto ci chiede: “Una cosa che non capisco però è da dove salta fuori il tasso di rendimento.” E noi, per nulla intimoriti, gli rispondiamo: “Siamo d’accordo che il tasso di rendimento è difficile da determinare con precisione, ma è chiaro che cosa stiamo cercando di misurare. Il tasso di rendimento è l’opportunity cost dato
dall’investire sul progetto piuttosto che non sul mercato. In altre parole, invece di investire il proprio denaro sul progetto, l’azienda potrebbe sempre lasciare agli azionisti questo denaro, in modo che possano investirlo in altri modi, a rischio equivalente.” Riassumendo nel nostro intimo con parole molto povere i nostri ragionamenti, possiamo sintetizzare il tutto con il seguente dilemma: “Se avessimo un milione di € da investire (magari!) li investiremmo nel progetto X o in qualche altra opportunità?”.
L’inevitabile CFO a questo punto ci domanda: “Bene, ma a parte il NPV, ho sentito parlare (!) di altri metodi, quali ad esempio l’IRR (Internal Rate of Return), il Payback Period e, più recentemente, l’EVA (Economic Value Added). Mi potrebbe illustrare qualche considerazione su questi altri criteri di valutazione? E, in definitiva, quale metodo raccomanderebbe?”
Facendo leva sulle nostre doti di pazienza e sopportazione, forniamo al nostro amato CFO le nostre opinioni sui metodi che egli ha citato, anche se ci resta il dubbio che egli ci abbia fatto una domanda sapendo già la risposta, tanto per verificare se siamo all’altezza del nostro compito.
La formula del NPV per un progetto che ha 5 anni di vita è:
In questa formula Ci sono i flussi netti di cassa nei periodi i e IRR è appunto il tasso interno di rendimento dell’investimento. Si tratta dunque di determinare qual è il valore di IRR che rende uguale a zero NPV. I progetti che danno un IRR maggiore dell’opportunity cost auspicato dovranno essere inclusi nel portafoglio progetti, quelli invece che danno un IRR inferiore dovranno essere respinti.
Con i valori dell’esempio si avrebbe un IRR = 3,35% Se il ritorno atteso sul capitale investito nell’azienda, a parità di rischio con il progetto in esame, è mediamente maggiore del 3,35%, il progetto non sarà approvato.Il nostro oramai amato CFO (pare che si finisca sempre per amare i propri aguzzini) ci chiede: “Ma allora che differenza c’è con il suo tanto caldeggiato criterio del NPV?”.
La nostra risposta (e siamo fieri della nostra cultura di matematica finanziaria) è: “Il calcolo dell’IRR potrebbe dare valori non corretti, perché nel caso di flussi di
Il tasso di rendimento (IRR)
Il metodo dell’IRR si basa sul calcolo, una volta noti in un progetto i valori dell’investimento (cash outflow) e dei ritorni futuri (cash inflows), di qual è il tasso di rendimento che rende la somma dei flussi di cassa entranti uguale all’esborso di cassa iniziale, ossia che rende uguale a zero il NPV. Una volta calcolato tale tasso interno di rendimento (IRR) si confronta con il tasso di rendimento che si avrebbe destinando l’investimento su altre opportunità con lo stesso grado di rischio.
Ad esempio, supponiamo che il nostro progetto richieda un investimento di 1000 €, che la vita del progetto sia di 5 anni e che i flussi di cassa attesi siano:
ET
58
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
ET
58
cassa futuri non tutti con il segno + la matematica ci dice che l’equazione (1) ha tante soluzioni quanti sono i cambiamenti di segno dei flussi di cassa. Quindi, per esempio, se nei quattro anni successivi al primo vi fosse
un anno con un cash flow negativo, risolvendo l’equazione (1) si avrebbero due valori diversi di IRR. Ecco perché riteniamo il metodo del
NPV più affidabile.”
Il payback periodQuesto metodo si basa sempre sull’equazione
e risponde a questa domanda: ”Dati i flussi di cassa e un tasso di rendimento r (opportunity cost), quanti saranno i periodi necessari a far
sì che i cash inflows futuri possano essere uguali all’investimento, ossia in quanto tempo
posso recuperare l’investimento fatto?”.Cancelliamo subito la validità del metodo del payback period perché il suo calcolo
presuppone che tutti i flussi di cassa futuri siano uguali. Inoltre ci sembra poco sensato esaminare la validità di un progetto senza
sapere a priori quale sarà la sua vita o senza prevedere quali potrebbero essere i flussi di cassa successivi al payback period. Persino il nostro CFO sembra convinto delle nostre
argomentazioni e quindi passiamo oltre. Finora quindi il metodo del NPV vince due a zero!
L’Economic Value Added (EVA)
Gli “inventori” dell’EVA sono Joel M. Stern e G. Bennett Stewart III (notare il III, una vera dinastia!), due volponi nordamericani della
consulenza finanziaria, fondatori per l’appunto della Stern Stewart & Co.
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/
ET
Il concetto fondamentale dell’EVA è di confrontare sempre gli utili aziendali con il capitale che viene impiegato per generarli. Non si parla quindi di flussi di cassa in entrata ma più specificatamente di utili dopo le tasse. Ma procediamo con ordine. Prima di tutto diamo la definizione di EVA: essa è data da:
Dove NOPAT è l’utile netto dopo le tasse (net operating profit after taxes), r è il tasso di rendimento del capitale (opportunity cost) e TC è il capitale totale impiegato. Il concetto alla base dell’EVA è sempre lo stesso: per accrescere il valore dell’azienda è necessario investire i capitali disponibili su progetti che diano un ritorno in termini di profitto dopo le tasse (la cosiddetta “bottom line”) superiore a quello che si otterrebbe da altri tipi di investimenti con lo stesso livello di rischio.Ad esempio, si abbia il progetto A che dà un NOPAT di 100.000 € e il progetto B che dà un NOPAT di 140.000 €. Dovendo decidere su quale dei due progetti vogliamo allocare le risorse finanziarie disponibili, saremmo portati ovviamente a scegliere il progetto B perché ci dà ritorni maggiori. Ma prima di eccitarci per questa idea, diamo un’occhiata agli investimenti richiesti dai due progetti. Supponendo che nel caso del progetto A debbano essere investiti 600.000 € e nel caso del progetto B 1.100.000 €. Allora, avendo determinato che a parità di rischio i nostri capitali possono dare un rendimento medio del 10%, avremmo:
EVAA = 100.000 – 10%(600.000) = 40.000 €EVAB = 140.000 – 10%(1.100.000) = 30.000 €
Tra i due progetti, tenendo presente il concetto dell’EVA, sceglieremo dunque il progetto A. La nostra scelta è fortemente dipendente dal tasso medio di redditività o opportunity cost r. Più basso è il tasso di redditività del capitale più diviene influente il NOPAT. Infatti, se nell’esempio che abbiamo fatto il tasso medio di redditività fosse del 5% anziché del 10% si avrebbe:
EVAA= 100.000 – 5%(600.000) = 70.000 €
EVAB = 140.000 – 5%(1.100.000) = 85.000 €
Il progetto B in questo caso creerebbe più valore per l’azienda. Vediamo questa dipendenza dell’EVA dal tasso di rendimento interno per i due progetti creando questo grafico:
Come si vede dal grafico (o ponendo EVAA = EVAB) i due progetti sono equivalenti per un opportunity cost dell’8%. Per opportunity costs più elevati (ossia per maggiori redditività dei capitali) dell’8% il progetto A vince sul progetto B, mentre per una redditività attesa più bassa dell’8% diventa più interessante il progetto B.
Conclusioni
Ci siamo alquanto dilungati sugli aspetti finanziari alla base della valutazione dei progetti. Abbiamo visto come il metodo migliore di valutazione è quello basato sul NPV, mentre sconsigliamo il calcolo dell’IRR e la valutazione del payback period. L’EVA è una valutazione che è stata introdotta in molte aziende anche con lo scopo di creare una base alla
60
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/

ET
61
retribuzione variabile del management, in modo da legare questa ai risultati di accrescimento di valore dell’azienda.
Dopo tutte queste disquisizioni di carattere finanziario ricordiamo però che moltissimi progetti, specialmente in aree al di fuori della manifattura, vengono intrapresi con giustificazioni diverse da quelle puramente economiche. Nel caso di progetti IT spesso il “driver” è un risparmio nei tempi operativi, specialmente quando essi ricadono nella base della “piramide del valore IT”,costituita dai sistemi transazionali. Tante volte abbiamo visto progetti dove il NPV si basa su un cash inflow derivante da un risparmio di ore lavorative, anche se gli impiegati addetti all’operazione che viene automatizzata continueranno comunque a ricevere lo stipendio (speriamo).
Altri elementi che possono giustificare i progetti sono un incremento delle quote di mercato, una maggiore fidelizzazione dei clienti, un miglior livello di servizio, una più efficace “competitive intelligence”, una diminuzione dell’assenteismo e chi più ne ha più ne metta.Comunque, quale che sia l’elemento alla base di una strategia di progetto, ogni progetto non potrà sottrarsi a un’analisi costi/benefici a supporto della nostra domanda iniziale: “Che vantaggi otteniamo se dedichiamo le risorse aziendali a questo progetto? Aggiungiamo valore alla nostra azienda o rischiamo di dissiparlo?” E quindi ricordiamoci che dovremo confrontare sempre un progetto con altre opportunità disponibili allo stesso livello di rischio. E quindi speriamo che le considerazioni fin qui esposte possano essere di qualche utilità per fare tale confronto in maniera corretta, chiedendo scusa al nostro CFO per aver un po’ dilettantisticamente invaso il suo territorio.
per continuare la lettura acquista METHODO su
www.ottostorto.com/store/

gli autori diMETHODO
NICOLA LIPPI
Ingegnere, consulente di direzione, dopo diversi anni trascorsi in aziende multinazionali di primaria importanza nelle aree di Ricerca e Sviluppo, collabora con importanti società di consulenza italiana, occupandosi con passione e professionalità dei temi dello Sviluppo di Nuovi prodotti. Nell’ambito della professione ha contribuito con numerosi interventi in azienda a organizzare e migliorare la capacità di sviluppare prodotti, aumentandone i contenuti in termini di innovazione, di rapporto tra costi e prestazioni nel rigido rispetto dei tempi. Metodo, visione sistemica, spirito imprenditoriale e capacità di sintesi sono i suoi principali fattori distintivi. Esprime con ironia e leggerezza il suo libero pensiero sui temi dello sviluppo prodotto nel blog personale www.sviluppoprodotto.com
GIUSEPPE ALITO
Dopo la laurea in Disegno Industriale e un Master in Design Management, nel 1998 entra in Baleri Italia, azienda di prodotti di arredamento alta gamma, come Direttore tecnico del centro ricerche e dello sviluppo prodotti. Un anno dopo è in Ferrari come “design techniter” dove si occupa dello sviluppo delle postazioni di rilevamento telemetrico (muretto) utilizzate poi per i campionati del mondo F1 dal 2002 al 2004. Nel 2001 entra in Grand Soleil, azienda di prodotti di arredamento per esterni e di giocattoli mass market come engineering manager e con la responsabilità dello sviluppo prodotti per diventarne, due anni dopo, Responsabile R&S. All’attività professionale affianca la docenza di Design Management ai Master di Car Design e Industrial Design della Scuola Politecnica di Design SPD di Milano. Nel 2005 entra in Gio’Style Lifestyle come Responsabile Ricerca & Sviluppo.
MASSIMO GRANCHI
Massimo Granchi ha conseguito la laurea in Ingegneria presso il Politecnico di Milano nel 1993 e nel 2003 il titolo di Master in Business Administration presso la SDA Bocconi di Milano (Chartered Master in Direzione Aziendale ex lege 4/2013).Dopo una brillante esperienza presso una multinazionale nel settore metalmeccanico nell’anno 2000 ha fondato la società mtm consulting s.r.l. che offre servizi di consulenza organizzati su quattro linee di prodotto che coprono tutti gli aspetti di sicurezza e ambiente: dai servizi per la marcatura CE agli studi del ciclo di vita (LCA).Nell’anno 2013 ha ideata, creato e avviato GreenNess, divisione di mtm consulting s.r.l., che propone servizi per lo sviluppo sostenibile non più solamente al settore industriale/metalmeccanico, ma anche al settore del commercio attraverso lo sviluppo di una piattaforma proprietaria che, utilizzando le tecnologie di ultima generazione, consente a ogni tipologia di impresa commerciale di offrire ai propri clienti non più solo prodotti, servizi o sconti, ma una vera e propria esperienza di acquisto sostenibile come leva di fidelizzazione.
ET
62

METHODO
ALBERTO FISCHETTI
Laureato in Ingegneria, nel corso di una carriera di oltre trent’anni in grandi industrie multinazionali dei settori della metalmeccanica, ingegneria, cosmesi e farmaceutica, ha maturato significative esperienze manageriali fino a far parte dell’alta direzione aziendale. Fra le varie responsabilità ricoperte è stato Project Manager in importanti progetti a livello di affiliata italiana e di gruppo europeo. Dal 2005 collabora nei settori della formazione, consulenza e coaching professionale con la Change Project. E’ autore di libri su project management, creatività e problem solving, coaching e gestione delle risorse umane.
ET
63
ALBERTO VIOLA
Management consultant & lean specialist. Direttore della Divisione Industria, ha maturato in questi ultimi 15 anni numerose esperienze in Italia e all’estero in aziende industriali di diversi settori e dimensioni. Esperto di “lean organization” e di miglioramento continuo (kaizen) ha utilizzato in queste aziende le tecniche, gli strumenti e gli approcci specifici del Lean Production System. Relatore di numerosi seminari aziendali e interaziendali sulla “lean organization” nel 2005 e 2006 è stato docente del MIP Politecnico di Milano su queste tematiche. Nel 2012 ha pubblicato il libro “A Gemba! Guida operativa per la produzione snella”. È stato partner della Galgano & Associati Consulting srl, società di consulenza italiana fino a dicembre 2014.
ELVIRA BANDINI
Elvira Bandini si laurea in Architettura nel marzo 2014 con una tesi sul Palazzo di Teoderico a Ravenna. Appassionata di fotografia e viaggi, studentessa del master di II livello in Architettura del Paesaggio, ama leggere, scrivere e mappare gli spazi abbandonati dei luoghi in cui vive o viaggia. Sognatrice indomabile, vuole credere in un’architettura verde e giusta.
