microstructure analysis of brazed sapphire to inconel® 600
TRANSCRIPT

332-s
WE
LD
ING
RE
SE
AR
CH
Introduction
In recent years, there has been a grow-ing interest in the joining processes for ce-ramics due to their excellent mechanicalproperties and unique applications, espe-cially in the electronics industry. Typically,ceramics are characterized by low density,high strength, corrosion resistance, andability to withstand high operating temper-atures. However, ceramics are brittle anddifficult to form or machine, which limitstheir direct use in product fabrications. Toovercome this limitation, various the tech-niques for joining ceramics to metal havebeen proposed since the metal componentis easily fabricated and both the propertiesof the material could be utilized in a singleproduct (Refs. 1, 2). Furthermore, for mostcommercial applications, a metallic part isrequired to be joined to the ceramic com-ponent (Refs. 3, 4).
There are two main factors influencingthe reliability of ceramic-to-metal mechan-ical joints: 1) coefficient of thermal expan-sion (CTE) mismatch between metal andceramic (Refs. 5–8), and 2) the differencein the nature of interatomic bond (Refs. 3,9–11). During the cooling process in a braz-ing cycle, residual stress can build up at thejoint interface due to the mismatch of CTEand the difference in the mechanical re-sponse of ceramic and metal. For example,Valette (Ref. 12) brazed a system of alu-mina to CuNi using active filler metal madeof Cusil-ABA® with 3.1 %Ti content.However, due to the discrepancy of ther-mal expansion between the materials, ad-hesion failure ensued during alumina/CuNialloy assemble. Past studies have explorednumerous techniques in order to reducethe CTE disparity during ceramic-metalbrazing.
The use of interlayer for brazing hasbeen proposed recently to reduce the CTEmismatch (Ref. 13). It was reported thatthe inclusion of a soft, low expansivity in-terlayer in the brazing could minimize themagnitude of residual stresses between ce-ramic and metal (Refs. 14–16). In reducingthe residual stresses in the joint, Kim andPark (2000) (Ref. 17) reported an optimumcopper interlayer thickness of 200 μm foruse in the brazing of silicon nitride to stain-less steel. In general, thin interlayers wouldhave less plastic deformation, which resultsin high residual stresses in the ceramic andoverall reduction in joint strength. Thickerinterlayers showed a slight reduction in me-chanical strength, but the joint is strongerthan those of thinner interlayers. Finite el-ement method (FEM) analysis of interlayerusage by Zhang et al. (Ref. 18) proves thata compliant metal layer between ceramicand metal can reduce residual stress andenhance bond integrity. A metallic inter-layer in brazing is also thermally stable andmay prevent the formation of brittle inter-metallics that could result in joint failureduring joining or servicing (Ref. 19).
This present work investigates the influ-ence of a Cu/Ni porous composite inter-layer in the brazing of sapphire to Inconel®600. The evaluation focuses on the effect ofdiffusion by titanium (Ti) and nickel (Ni)into the Cu/Ni porous composite duringjoining, and the influences these elementshave on the braze area/sapphire interface.
Experimental Procedure
A Cu/Ni porous composite was used asan interlayer in brazing sapphire to In-conel® 600. The sapphire (single-crystal,99.999% purity) and Inconel® 600 were ob-tained from Yamatake Corp., Japan. Thesapphire was prepared in a disc form meas-uring 0.7 mm thick with a diameter of 20mm, while the Inconel® 600 sample sizewas 23 × 23 mm2 with a thickness of 1 mmfor the SEM analysis and 4 mm thicknessfor EPMA. The Cu/Ni porous compositeinterlayer is prepared from pure porouscopper (Cu) and pure porous nickel (Ni)sheets. The porous Cu and Ni sheets were
Microstructure Analysis of Brazed Sapphireto Inconel® 600 Using Porous Interlayer
The diffusion of Ti and Ni into a Cu/Ni porous composite and its influence on the braze/sapphire interface was investigated
BY T. ZAHARINIE, F. YUSOF, M. HAMDI, T. ARIGA, AND M. FADZIL
KEYWORDS
BrazingCompositesInterlayerCeramicsNickelTitaniumSapphireAlumina
T. ZAHARINIE ([email protected]), F. YUSOF ([email protected]), M. HAMDI([email protected]), and M. FADZIL ([email protected]) are with Center of Ad-vanced Manufacturing and Material Processing,Department of Engineering Design and Manu-facture, Faculty of Engineering, University ofMalaya, Kuala Lumpur. T. ARIGA([email protected]) is with De-partment of Materials Science, School of Engi-neering, Tokai University, Kanagawa, Japan.
ABSTRACT
A Cu/Ni porous composite interlayer was used to enhance the brazing perform-ance of sapphire to Inconel® 600. The porous interlayer was placed in between thinsheets of active brazing filler metal, BAg-8 with 2 wt-% titanium. It was expected thatthe porous interlayer would reduce the thermal coefficient mismatch, which can cre-ate unwanted residual stresses during cooling that may lead to weakened or failedjoints. In this research, the effect of titanium (Ti), nickel (Ni), and copper (Cu) diffu-sion into the Cu/Ni porous interlayer was evaluated. The brazing process was con-ducted at 830°C for 30 min in a high-vacuum environment at a pressure of 1 × 10–4 Pa.The brazed interface was observed by SEM, and an elemental analysis was conductedusing SEM-EDS. Microscopic observation has indicated the formation of a thin, blackreaction layer on the sapphire side, which is believed a TiOx compound. Elementalmapping was also conducted using EPMA to highlight the distribution of the elements.It was found that the Ti distribution on the sapphire interface was discontinuous andresulted in interdiffusion between Ti, Ni, and Cu, which subsequently reduced thethermodynamic activity between metal-ceramic interfaces. In the present study, acompound of Ni3Ti was revealed to influence the formation of the thin reaction layer.
NOVEMBER 2013, VOL. 92
Zaharinie 11-13_Layout 1 10/14/13 1:54 PM Page 332

333-sWELDING JOURNAL
WE
LD
ING
RE
SE
AR
CH
stacked together and rolled to form a singlecomposite layer of 0.4 mm thickness. Foursheets of a eutectic alloy 70Ag-28Cu-2Ti,each in the form of 0.1-mm-thick foil, wasused as the filler metal. The brazing samplewas prepared in a sandwich configuration,as shown in Fig. 1, and clamped using a suit-able jig to hold them in place. The compos-ite Cu/Ni interlayer was placed so that theCu side faced the sapphire while Ni sidefaced the Inconel® 600. This configurationis significant to ensure Cu intimation withthe sapphire during brazing. Two layers ofthe alloy were stacked on each side of thecomposite interlayer to ensure homogenousinfiltration of the brazing filler metal intothe Cu/Ni porous composite.
The brazing process was conductedunder vacuum at 1 × 10–4 Pa pressure usinga Tokyo vacuum furnace. Figure 2 showsthe brazing cycle temperature profile used.The sample was directly heated to a braz-ing temperature of 830°C with a heatingrate of 5°C/min. The brazing temperaturewas then kept constant for 30 min beforecooling at a controlled rate of 5°C/min untilit reached 300°C. Finally it was left to cooldown to room temperature.
The cross section of the brazed speci-men was analyzed using optical microscopyand SEM/EDS (using a Philips SEM-EDSXL40 for 500× magnification and JSM5410LV for 2000× magnification). Evalua-tion using an electron probe microanalyzer(EPMA) was conducted using a ShimadzuEPMA-1600 on gold-coated specimens.
Results and Discussion
The effect of Ti/Ni diffusion into theCu/Ni porous composites on the interface
of brazed sapphire with Inconel® 600 wasevaluated. Shirzadi (Ref. 20) recommendsthat the porous interlayer should be be-tween 0.2 to 0.4 mm thick in order to con-trol the strength of metallic bonding.Increasing porous interlayer thicknesswould lead to a reduction in shear strength.Thus, for this research, the 0.4 mm thick-ness of the Cu/Ni porous composite was ob-tained through a rolling process. Theobservation confirms that the porosity inthe material was maintained even after thecompressed rolling process. Figure 3 pres-ents the optical micrograph of porousCu/Ni composite (nickel side) showing thepresence of open pores in the range of100–200 μm.
Previous research has recognized theability of a copper interlayer to absorbresidual stresses in the brazing of ceramicsto metal (Ref. 21). However, it was foundthat the diffusion of Cu is high, which maylead to the formation of microvoids in thebrazed joint. Microvoids may reduce jointstrength due to void propagation in thejoining interface (Ref. 22). In this research,a Ni/Cu porous composite interlayer wasused to enhance the joining process due tothe presence of Ni and to generally improvethe ability of residual stress absorption. ANi interlayer is also preferable for high-temperature applications such as in theproduction of ceramic-to-metal seals for ul-trahigh-vacuum equipment and pressuregas sensors (Ref. 22).
Physical examination of the brazed sam-ple shows that an adequate strength jointwas successfully obtained. However, duringcross sectioning of the joint using a low-speed diamond saw, some of the sapphiretended to detach from the joint. This is
probably due to the large impact force ofthe diamond on the cutting blade and thematerial being machined. Examinations ofa detached portion of sapphire showed avery thin, black layer, which was subse-quently identified as a reaction layer undermicroscopic observation. However, thislayer is not observable using SEM, whichagrees with past findings of the formationof an extremely thin reaction layer, not vis-ible under SEM magnification (Ref. 21).This thin black layer is recognized in the lit-erature as TiOx, a compound resulting frompossible reaction between Ti found in theactive brazing filler metal and the oxide ofthe sapphire (Ref. 12).
The SEM micrographs of the joint crosssection is shown in Fig. 4, while the micro-graphs of the braze area/sapphire interfaceat various magnifications are shown in Fig.5. The microstructure within the brazingarea is shown in Fig. 5A, indicating a sig-nificant presence of copper (dark gray
Fig. 1 — Diagram of sample preparation.
Fig. 2 — Temperature setup program for the brazing process.
Table 1 — EDS Analysis of SEM Micrograph of Brazed Joint/Sapphire Interface at 500× (at.-%)
Region Ti O Al Ag Cr Fe Ni Cu
A 2.22 58.71 9.45 3.99 0.4 3.47 3.59 18.17B 2.09 75.3 5.09 1.49 0 0.73 4.54 10.77C 46.63 31.66 0.3 5.01 0.34 0.79 4.05 11.21D 0 95.6 1.99 0 2.41 0 0 0E 2.32 44.58 3.17 13.69 0 0 9.34 26.89F 0 73.82 0 1.8 0.76 1.52 6.97 15.13
Fig. 4 — SEM micrograph showing a cross sectionof a brazed joint of sapphire/Cu/Ni porous com-posites/Inconel® 600.
Fig. 3 — Micrograph of Cu/Ni porous composites(nickel side).
Zaharinie 11-13_Layout 1 10/14/13 1:55 PM Page 333
334-s
WE
LD
ING
RE
SE
AR
CH area) and silver elements (light gray) from
the Ni/Cu porous composite interlayer andthe brazing filler metal. The EDS analysiswas conducted within the vicinity of thebraze area/sapphire interface, with themeasurement taken at the points marked Ato F as in Fig. 5A and G to K as in Fig. 5B.The complete EDS analysis is summarizedin Tables 1 and 2.
It was observed that Ti tends to diffuseinto the copper area. Since the Cu side ofthe porous interlayer faces the sapphire, theporous structure of the interlayer may havealtered the adhesion behavior of activebrazing filler metal by “entrapping” the ti-tanium element (as an active element)within the Cu areas, as shown in Fig. 5A and
Table 1. Very high con-centrations of Cu, Ni,and Ti were detected inthe interface with thesapphire, as shown inFig. 5B and Table 2.Clustering of the copperregion in close vicinityto the sapphire inter-face would be indicativeof the adhesion processtaking place althoughthe regions of copper
near the sapphire interface is smaller ascompared to the middle of the brazed area.However, the presence of Ni mostly in theclustering of Cu may be attributed to thestrong Ti-Ni affinity at the interface of thesapphire, which reduced the possibility forTi to form a wettable compound with sap-phire (Ref. 23). This strong affinity of Tiwith Ni usually leads to the formation of abrittle intermetallic compound of Ni3Ti asobserved in the EDS point analysis of H–K(Table 2) (Ref. 24). This observation is inagreement with recent literature (Ref. 12).The strong Ti-Ni interaction subsequentlyreduces Ti reaction layer thickness andtends to alter layer of Ti compound typecomposition (Ref. 12). This phenomenon
leads to the formation of a very thin reac-tion layer that weakens the joining interface,which may result in failure of the brazedsapphire interface.
There is also a “reduction phenome-non” of oxygen by Ti at the surface near thesapphire resulting in the formation of an in-termetallic TixOy compound (Ref. 25).However, it appears that the oxygen con-tent is very high compared to titanium inthis zone. This may also suggest that highoxygen content could lead to the formationof a brittle intermetallic that would not ac-commodate the thermal expansion mis-match between joining sapphire withInconel® 600 (Ref. 25).
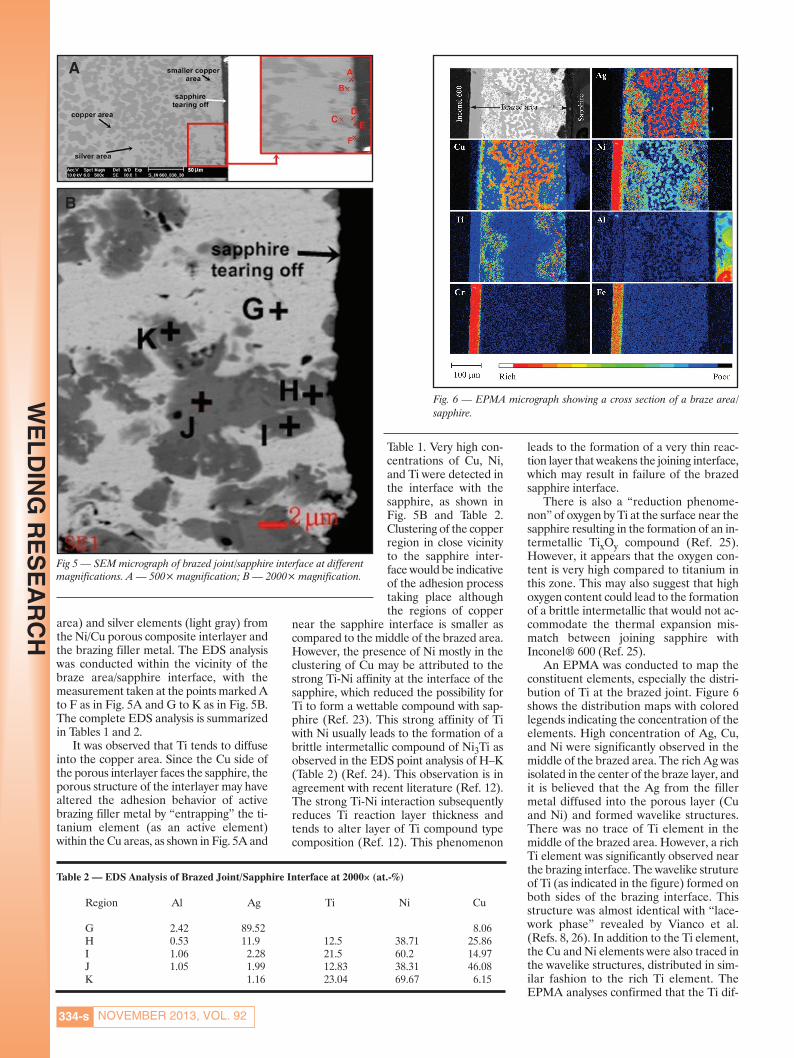
An EPMA was conducted to map theconstituent elements, especially the distri-bution of Ti at the brazed joint. Figure 6shows the distribution maps with coloredlegends indicating the concentration of theelements. High concentration of Ag, Cu,and Ni were significantly observed in themiddle of the brazed area. The rich Ag wasisolated in the center of the braze layer, andit is believed that the Ag from the fillermetal diffused into the porous layer (Cuand Ni) and formed wavelike structures.There was no trace of Ti element in themiddle of the brazed area. However, a richTi element was significantly observed nearthe brazing interface. The wavelike strutureof Ti (as indicated in the figure) formed onboth sides of the brazing interface. Thisstructure was almost identical with “lace-work phase” revealed by Vianco et al.(Refs. 8, 26). In addition to the Ti element,the Cu and Ni elements were also traced inthe wavelike structures, distributed in sim-ilar fashion to the rich Ti element. TheEPMA analyses confirmed that the Ti dif-
NOVEMBER 2013, VOL. 92
Fig 5 — SEM micrograph of brazed joint/sapphire interface at differentmagnifications. A — 500× magnification; B — 2000× magnification.
Fig. 6 — EPMA micrograph showing a cross section of a braze area/sapphire.
A
B
Table 2 — EDS Analysis of Brazed Joint/Sapphire Interface at 2000× (at.-%)
Region Al Ag Ti Ni Cu
G 2.42 89.52 8.06H 0.53 11.9 12.5 38.71 25.86I 1.06 2.28 21.5 60.2 14.97J 1.05 1.99 12.83 38.31 46.08K 1.16 23.04 69.67 6.15
Zaharinie 11-13_Layout 1 10/14/13 1:55 PM Page 334

335-sWELDING JOURNAL
WE
LD
ING
RE
SE
AR
CH
fused toward the brazing interface, and italso had a strong affinity toward Cu and Nielements. This observation is in agreementwith the SEM-EDS analysis in the previoussection. Similar observations also were re-ported by S. Mandal and Santella et al.(Refs. 27–29).
A high concentration of Ti was detectednear the sapphire interface although it wasinhomogeneously formed as that on the In-conel® 600 interface. Nevertheless, it wasspeculated that a very thin reaction layerformed along the brazing interface. In thiswork, the reaction layer was very thin (lessthan 1 μm) as compared to the reactionlayer found by other researchers (Refs. 30,31). The formation of a very thin reactionlayer may be the result of strong interdiffu-sion between Cu, Ni, and Ti, which subse-quently reduces the thermodynamic activitybetween metal-ceramic interfaces. It is alsosuggested that the reaction layer may con-tain several phases such as Ti-O, Ti-Cu-O,and Ti-Ni. According to the report by San-tella et al. (Ref. 29), two main reaction layerphases could exist when brazing Al2O3using Ag-Cu-Ti brazing filler metal, namelyTiO and Ti3Cu3O. Both phases are very im-portant to the bonding strength of the joint.The TiO itself would not be exerting ther-mal mismatch strains between the ceramic-metal joint due to a low CTE (9.2 × 10–6
°C–1). The Ti3Cu3O may offer favorabletransition in CTE and subsequently re-duced the local strains with brazing alloys.The CTE of Ag, Cu, and Ti3Cu3O, Ni3Tiare 19.2 × 10–6 °C–1, 22 × 10–6 °C–1, 15.1 ×10–6 °C–1, and 9 × 10–6 °C–1, respectively.
Conclusions
The effects of Ti, Ni, and Cu diffusioninto a Cu/Ni porous composite as well asthe influences on metallic bonding at thesapphire interface in sapphire brazed to In-conel® 600 were investigated. From the re-sults, it appears that titanium (Ti) is anactive element, well known for wetting theceramic surface even in very small percent-ages. However, a strong Ti and Ni interac-tion rather than Ti and Cu during brazinghave obstructed the thermodynamic activityof Ti. In this research, a Ni3Ti compoundwas thought to be altering the thermody-namic activity in the brazing filler metalnear the sapphire side and limiting the dif-fusion of Ti reacting with the oxide fromthe sapphire to form a reaction layer. As aresult, only a very thin reaction layer wasformed on the sapphire. The high-oxygenpercentage at the sapphire interface con-tributed to the formation of a brittle inter-metallic TiOx layer.
The research has shown that the ele-ments of the porous interlayer may alter thethermodynamic activity of the active fillermetal. It is proposed that the compositionof the porous interlayer should be carefully
chosen to enhance, rather than weaken thebrazed joint.
Acknowledgments
The authors would like to acknowledgethe University of Malaya for providing thenecessary facilities and resources for this re-search. This study was funded by the HIRGrant (HIR-MOHE-D000001-16001) fromthe Ministry of Higher Education, Malaysia.
References
1. Liu, G. W., Qiao, H. J., Wang, H. J., Wang,J. P., and Lu, T. J. 2011. Bonding mechanisms andshear properties of alumina ceramic/stainlesssteel brazed joint. Journal of Materials Engineer-ing and Performance 20: 1563–1568.
2. Mizuhara, H., and Mally, K. 1985. Ce-ramic-to-metal joining with active brazing fillermetal. Welding Journal 64(10): 27–32.
3. Blugan, D., Kuebler, J., Bissig, V., andJanczak-Rusch, J. 2007. Brazing of silicon nitrideceramic composite to steel using SiC-particle-re-inforced active brazing alloy. Ceramics Interna-tional 33: 1033–1039.
4. Feng, J. C., Liu, D., Zhang, L. X., Lin, X.C., and He, P. 2010. Effects of processing pa-rameters on microstructure and mechanical be-havior of SiO2/Ti–6Al–4V joint brazed withAgCu/Ni interlayer. Materials Science and Engi-neering A 527(6): 1522–1528.
5. Cho, B.-R., Lee, J.-J., and Kang, S.-K.2009. Effect of composition change on sinteringand metallizing of alumina ceramics. Journal ofCeramic Processing Research 10(1): 121–123.
6. Ibrahim, A., and Hasan, F. 2011. Influenceof processing parameters on the strength of airbrazed alumina joints using aluminium inter-layer. Journal of Materials Science & Technology27(7): 641–646.
7. Zhong, Z., Zhou, Z., and Ge, C. 2009.Brazing of doped graphite to Cu using stress re-lief interlayers. Journal of Materials ProcessingTechnology 209(5): 2662–2670.
8. Vianco, P., Stephens, J., Hlava, P., andWalker, C. 2003. Titanium scavenging in Ag-Cu-Ti active braze joints. Welding Journal 82(10):268-s to 277-s.
9. Park, J.-W., Mendez, P. F., and Eagar, T. W.2002. Strain energy distribution in ceramic-to-metal joints. Acta Materialia 50: 883–899.
10. Shamanian, M., Salehi, M., Saatchi, A.,and North, T. H. 2003. Influence of Ni interlayerson the mechanical properties of Ti6Al4V/(WC-Co) friction welds. Materials and ManufacturingProcesses 18(4): 581–598.
11. Passerone, A., and Muolo, M. L. 2000.Joining technology in metal-ceramics systems.Materials and Manufacturing Processes 15(5):631–648.
12. Valette, C., Devismes, M.-F., Voytovych,R., and Eustathopoulos, N. 2005. Interfacial re-actions in alumina/CuAgTi braze/CuNi system.Scripta Materialia 52(1): 1–6.
13. Lee, M. K., Lee, J. G., Choi, Y. H., Kim,D. W., Rhee, C. K., Lee, Y. B., and Hong, S. J.2010. Interlayer engineering for dissimilar bond-ing of titanium to stainless steel. Materials Letters64(9): 1105–1108.
14. Kar, A., Ghosh, M., Ashok, R. K., andAjoy, R. K. 2008. Effect of interfacial thicknessand residual stress on the mechanical propertyof the alumina-stainless steel braze joint inter-
face. Materials Science and Engineering A498(1–2): 283–288.
15. Tinsley, N. D., Huddleston, J., and Lacey,M. R. 1998. The reduction of residual stress gen-erated in metal-ceramic joining. Journal of Ma-terials and Manufacturing Processes 13(4):491–504.
16. Miyazaki, H., Hotta, M., Kita, H., andIzutsu, Y. 2012. Joining of alumina with a porousalumina interlayer. Ceramics International 38(2):1149–1155.
17. Kim, T. W., and Park, S. W. 2000. Effectsof interface and residual stress on mechanicalproperties of ceramic/metal system. Key Engi-neering Materials 183–187: 1279–1284.
18. Zhang, J. X., Chandel, R. S., Chen, Y. Z.,and Seow, H. P. 2002. Effect of residual stress onthe strength of an alumina–steel joint by partialtransient liquid phase (PTLP) brazing. Journal ofMaterials Processing Technology 122: 220–225.
19. Abed, A., Jalham, I. S., and Hendry, A.2001. Wetting and reaction between B'-sialon,stainless steel and Cu-Ag brazing alloys contain-ing Ti. Journal of the European Ceramic Society21: 283–290.
20. Shirzadi, A. A., Zhu, Y., and Bhadeshia,H. K. D. H. 2008. Joining ceramics to metalsusing metallic foam. Materials Science and Engi-neering A 496(1–2): 501–506.
21. Fang, F., Zheng, C., Lou, H. Q., Sui, R.Z., and Adamovskyy, A. A. 2001. Bonding of sil-icon nitride ceramics using Fe–Ni/Cu/Ni/Cu/Fe–Ni interlayers. Materials Letter 47: 178–181.
22. Sabetghadam, H., Hanzaki, A. Z., Araee,A., and Hadian, A. 2010. Microstructural evalu-ation of 410 SS/Cu difussion-bonded joint. Jour-nal of Materials Science and Technology 26(2):163–169.
23. Wan, C., Kritsalis, P., Drevet, B., and Eu-stathopoulos, N. 1996. Optimization of wettabil-ity and adhesion in reactive nickel-basedalloys/alumina systems by a thermodynamic ap-proach. Materials Science and Engineering A207(2): 181–187.
24. Shen, Y., Li, Z., Hao, C., and Zhang, J.2012. A novel approach to brazing C/C compos-ite to Ni-based superalloy using alumina inter-layer. Journal of the European Ceramic Society32(8): 1769–1774.
25. Sciti, D., Bellosi, A., and Esposito, L.2001. Bonding of zirconia to superalloy with theactive brazing technique. Journal of the EuropeanCeramic Society 21: 45–52.
26. Vianco, P. T., Stephens, J. J., Hlava, P. F.,and Walker, C. A. 2003. A barrier layer approachto limit Ti scavenging in FeNiCo/Ag-Cu-Ti/Al2O3 active braze joints. Welding Journal 82(9): 252-s to 262-s.
27. Bang, K., and Liu, S. 1994. Interfacial re-action between alumina and Cu-Ti filler metalduring reactive metal brazing. Welding Journal73(3): 54-s to 60-s.
28. Mandal, S., Rao, V., and Ray, A. K. 2004.Characterization of the brazed joint interface be-tween Al2O3 and (Ag-Cu-Ti). Journal of Materi-als Science 39(16–17): 5587–5590.
29. Santella, M. L., Horton, J. A., and Park, J.J. 1990. Microstructure of alumina brazed with asilver-copper-titanium alloy. Journal of the Amer-ican Ceramic Society 73(6): 1785–1787.
30. Laik, A., Bhanumurthy, K., Kale, G. B.,and Kashyap, B. P. 2013. Microstructural evolu-tion during reactive brazing of alumina to In-conel 600 using Ag-based alloy. Acta Materialia6(1): 126–138.
31. Muolo, M., Ferrera, E., Morbelli, L., andPasserone, A. 2004. Wetting, spreading and join-ing in the alumina-zirconia-Inconel 738 system.Scripta Materialia 50(3): 325–330.
Zaharinie 11-13_Layout 1 10/14/13 1:57 PM Page 335