mikron vce pro vce pro-x - gfms · applications of the mikron vce pro and mikron vce pro-x...
TRANSCRIPT

MIKRONVCE ProVCE Pro-X
GB

2
MIKRON VCE 600 Pro
MIKRON VCE 800 Pro
MIKRON VCE 800W Pro
MIKRON VCE 1000 Pro
MIKRON VCE 1200 Pro
MIKRON VCE 1400 Pro
MIKRON VCE 1600 Pro
MIKRON VCE Pro series machiningcenters - more robust, more reliable,more efficient and more ergonomic.
MIKRONVCE Pro Series

3
Contents Applications 4
HighlightsMIKRON VCE Pro 6-7MIKRON VCE Pro-X 8-9
Table 10-11Washing away chipsCompressed air connectionConnection of a 4th axis
Machine design 14
Cooling 15
Control system 16-17Heidenhain plain language or DIN/ISOFast contour milling
Around the workpiece 18-19Easy crane loadingComplete machine enclosureSet-up, recognition, measurement
Options 20
Product rangeGF AgieCharmilles 22
MIKRONVCE Pro-X Series
MIKRON VCE Pro-X series MIKRON VCE Pro-X -ideal machines for increased machining demand.16,000 min-1 inline spindle, fast feeds and directmeasuring systems.
MIKRON VCE 800 Pro-X
MIKRON VCE 1000 Pro-X
4
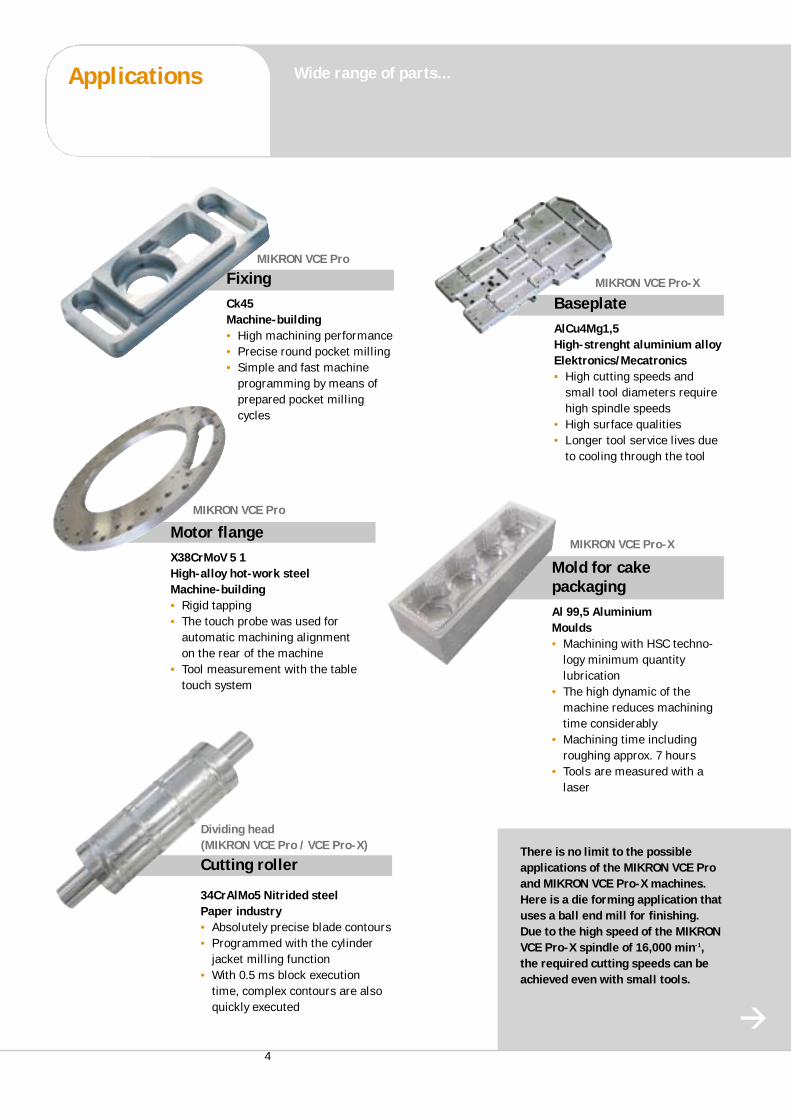
Applications Wide range of parts...
There is no limit to the possibleapplications of the MIKRON VCE Proand MIKRON VCE Pro-X machines.Here is a die forming application thatuses a ball end mill for finishing. Due to the high speed of the MIKRONVCE Pro-X spindle of 16,000 min-1,the required cutting speeds can beachieved even with small tools.
Fixing Ck45Machine-building• High machining performance• Precise round pocket milling• Simple and fast machine
programming by means ofprepared pocket millingcycles
BaseplateAlCu4Mg1,5High-strenght aluminium alloyElektronics/Mecatronics• High cutting speeds and
small tool diameters requirehigh spindle speeds
• High surface qualities• Longer tool service lives due
to cooling through the tool
Mold for cakepackaging Al 99,5 AluminiumMoulds• Machining with HSC techno-
logy minimum quantitylubrication
• The high dynamic of themachine reduces machiningtime considerably
• Machining time includingroughing approx. 7 hours
• Tools are measured with alaser
Motor flange X38CrMoV 5 1 High-alloy hot-work steelMachine-building• Rigid tapping• The touch probe was used for
automatic machining alignmenton the rear of the machine
• Tool measurement with the tabletouch system
MIKRON VCE Pro
MIKRON VCE Pro
MIKRON VCE Pro-X
Dividing head (MIKRON VCE Pro / VCE Pro-X)
MIKRON VCE Pro-X
Cutting roller
34CrAlMo5 Nitrided steelPaper industry• Absolutely precise blade contours• Programmed with the cylinder
jacket milling function• With 0.5 ms block execution
time, complex contours are alsoquickly executed

10
6
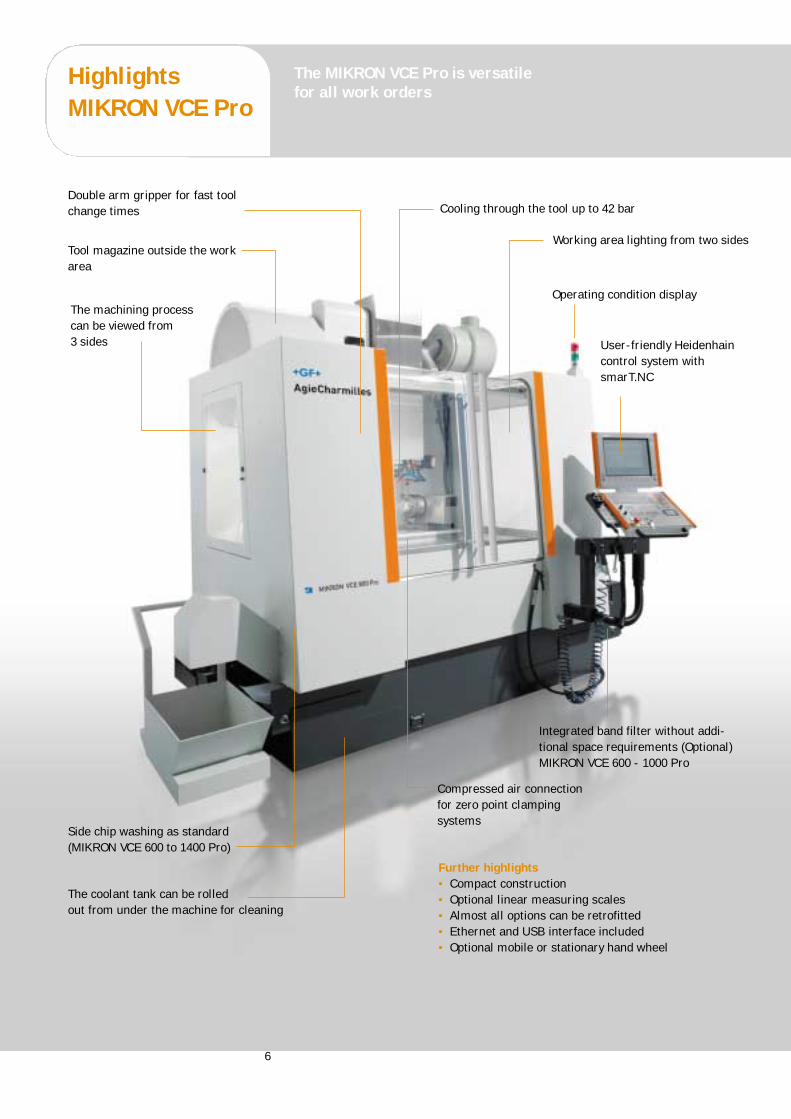
HighlightsMIKRON VCE Pro
The MIKRON VCE Pro is versatile for all work orders
Further highlights• Compact construction• Optional linear measuring scales• Almost all options can be retrofitted• Ethernet and USB interface included• Optional mobile or stationary hand wheel
Operating condition display
Tool magazine outside the work area
Double arm gripper for fast toolchange times
The machining processcan be viewed from 3 sides
Working area lighting from two sides
Side chip washing as standard (MIKRON VCE 600 to 1400 Pro)
Cooling through the tool up to 42 bar
Compressed air connectionfor zero point clampingsystems
The coolant tank can be rolled out from under the machine for cleaning
Integrated band filter without addi-tional space requirements (Optional)MIKRON VCE 600 - 1000 Pro
User-friendly Heidenhaincontrol system withsmarT.NC

7
Side tool changer for still shorternon-productive time. The side-mounted tool changer withintegrated double arm gripperenables still faster tool change timesto be achieved. All tools are optimallyprotected since the tool changer isturned away from the working area.Furthermore, this construction, whichis free from interfering edges,enables machining of high parts orapplications on one dividing head.
Clean cabin due to outstanding chipmanagementThe spiral conveyor automaticallyremoves the chips. In this way its load is controlled and if overloadingoccurs, an unblocking cycle is startedautomatically. Massive telescopecovers made of sheet steel completelyprotect the three linear axes fromchips and dirt. The cabin designprevents chips from piling up.
Belt spindle 6,000 min-1, 10,000 min-1
and 14,000 min-1
The robust belt spindle always hasenough power available for all com-mon machining jobs. With the ISO 50version for the MIKRON VCE 1600 Proeven up to 350 Nm. For drilling,where the highest performance isrequired, the power of modern toolscan be fully exploited. Spindles foruniversal machining have 10,000 min-1
as standard or 14,000 min-1 as anoption.These also offer high torque of 96 toover 200 Nm. For durability, hybridball bearings are exclusively used.No compensation chuck is needed fortapping.
The MIKRON VCE Pro series:It encompasses a large program oftried and tested and exceptionally re-liable vertical machining centers.From this series you can select theright size of machine and the equip-ment individually suited to you inorder to attain high machining perfor-mances under economic conditions.Your workpiece dimensions determinethe type of MIKRON VCE Pro machine.
The outstanding feature of Mikronmachining centers is their exceptionalergonomics. What is impressive about theMIKRON VCE Pro is its unrivalled acces-sibility, which is not dependent on themachine's configuration.
A complete program

8
HighlightsMIKRON VCE Pro-X
With its inline spindle, fast feeds and direct measuringsystems, the MIKRON VCE Pro-X is the ideal machine forincreased machining demand
For increased machining demand
Block execution times from3.6 to 0.5 ms
Scissor-guided axis covers for bestworkpiece surfaces for quick feedmotions on the X and Y-axes up to36 m/min
Oil mist extraction (optional)
For machining with HSC technologyOptional minimum quantity lubrication with software-
supported consumption indicator for processoptimization with minimum possible oil consumption.For this purpose, oil mist extraction is recommended.
• High speeds with inline spindle
• Cooling through the tool, 18 bar, as standard
• Double spindle cooling:- Spindle head- active cooling circuit for the bearing system of
the inline spindle
Further highlights• Heidenhain linear measuring scales
as standard on all axes• Optional tool measurement with
lasers or probes
Central lubrication on all axesguideways and ball screws
Integrated band filternot requiring additionalspace (Optional)MIKRON VCE 800 Pro-Xand 1000 Pro-X

9
Inline spindleA particular highlight of the MIKRONVCE Pro-X is the inline-motor spindle,developed at great effort and carefullymanufactured by the Swiss Step-Teccompany. This spindle reaches speedsof up to 16,000 min-1 - with a power of14.75 kW (40% ED). Due to the vectorcontrol no compensation chuck isneeded for tapping.
Linear measuring scales as standardLinear measuring scales guaranteeunvarying accuracy for machining,even in fluctuating temperatures. To get optimal protection from dirt,they are connected to a compressedair supply.
Feed rate of up to 36 m/min (X+Y)To achieve the high dynamic requiredin the machining of free-form sur-faces, the MIKRON VCE Pro-X hasfeed motors that enable it to operateat up to 36 m/min in fast feed. Thispays off when approaching newmilling positions and during toolchanges.
With linear measuring scales, fast feed rates and high speeds, the MIKRON VCE Pro-X is the best equippedfor such free-form surfaces.
Swiss Made

10
Table Even when making full use of the working ranges, there is still enough space left for the clamping elements
11
MIKRON VCE 800 Pro-X:Spacious working area in which evenvoluminous workpieces can be ma-chined without any problem.
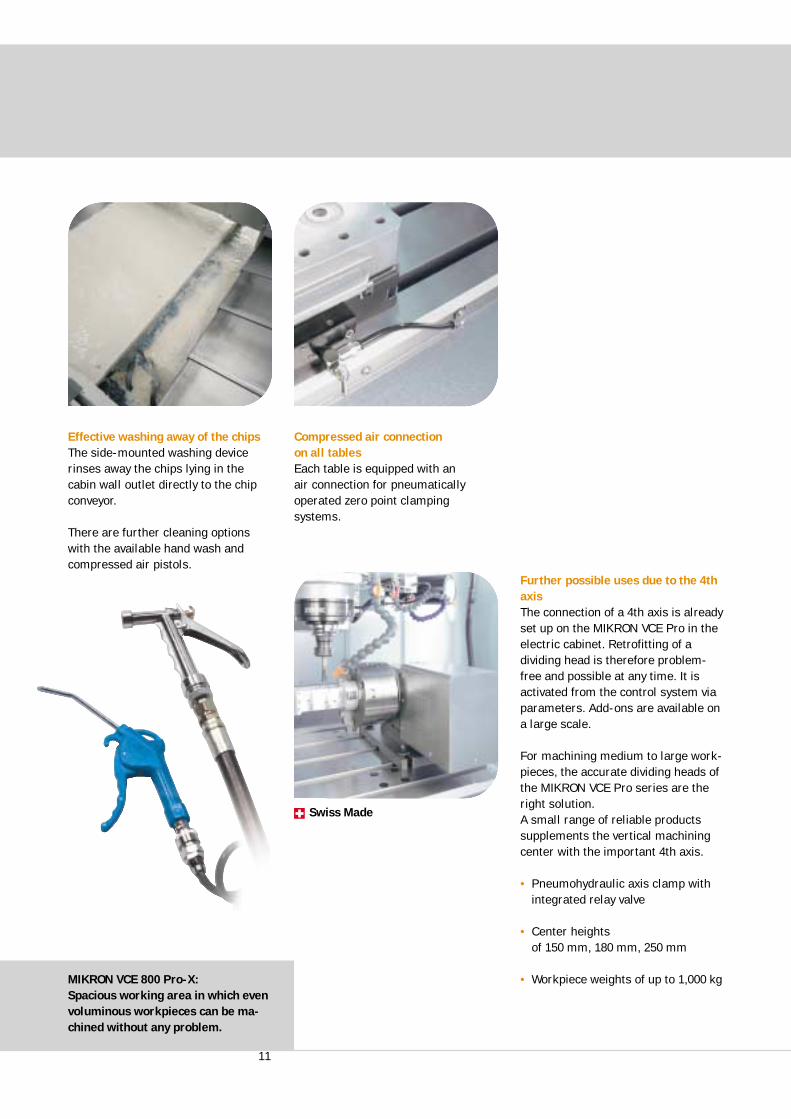
Effective washing away of the chipsThe side-mounted washing devicerinses away the chips lying in thecabin wall outlet directly to the chipconveyor.
There are further cleaning optionswith the available hand wash andcompressed air pistols.
Compressed air connection on all tablesEach table is equipped with an air connection for pneumaticallyoperated zero point clampingsystems.
Further possible uses due to the 4thaxisThe connection of a 4th axis is alreadyset up on the MIKRON VCE Pro in theelectric cabinet. Retrofitting of adividing head is therefore problem-free and possible at any time. It isactivated from the control system viaparameters. Add-ons are available ona large scale.
For machining medium to large work-pieces, the accurate dividing heads ofthe MIKRON VCE Pro series are theright solution.A small range of reliable productssupplements the vertical machiningcenter with the important 4th axis.
• Pneumohydraulic axis clamp withintegrated relay valve
• Center heights of 150 mm, 180 mm, 250 mm
• Workpiece weights of up to 1,000 kg
Swiss Made

Contact
Mikron Agie Charmilles AGIpsachstrasse 16CH-2560 NidauTel. +41 (0)32 366 1111 Fax +41 (0)32 366 11 [email protected]
www.gfac.com
Die
Mas
chin
en d
iese
r D
ruck
schr
ift s
ind
CE-
konf
orm
. U
nser
e K
onst
rukt
ione
n w
erde
n de
n pr
aktis
chen
Bed
ürfn
isse
n la
ufen
d an
gepa
sst.
Änd
erun
gen
könn
en je
derz
eit e
rfol
gen.
A
ngab
en in
die
ser
Dru
cksc
hrift
sin
d un
verb
indl
ich.
Dru
cker
ei
Auf
lage
D
atum
Achieve more...

MIKRONVCE ProVCE Pro-X
MIKRONVCE Pro
MIKRONVCE Pro-X

14
Machine design Outstanding workpiece quality due to excellent machine design
Strong spindle headThe widely supported and stronglyconstructed spindle head enables ahigh-powered milling / drilling pro-cess on the Z-axis. A closed internalcoolant system stabilizes and controlsthe temperature of the spindle head.The active spindle cooling system hasan additionally positive effect on theball bearings, durability and extensionof the spindle (option with 6,000 /10,000 min-1, standard with 14,000 /16,000 min-1).
Precise, dynamic, safe:Recirculating ball screw, linearguidance, automatic centrallubricationThe pre-stressed and double ancho-red recirculating ball screw ensureshigh running precision - an importantprerequisite for high workpiece pre-cision. Linear guides, made of harde-ned steel with ball bearing packs,have the best dynamic properties withlittle energy expenditure. In operation,the linear guides and recirculatingball screws of the machining center,are automatically provided with theright quantity of lubricant through thecentral lubrication system.
The machine design has a soliditywhich is a principle throughout themachining center. The generouslysized cast iron construction standsout due to its excellent absorptionproperties with high stability and
Lasting quality
Robust belt spindleThe generously sized spindle motorenables uninterrupted productionboth with high torque and low speedsand with high power and high speeds.With a 14,000 spindle, the millingcenter is equipped for aluminum,non-ferrous metal and fine machining(Optional).
rigidity, even under full load and incontinuous operation. The result is astable milling process which ensureslasting quality and close workpiecetolerances.

15
Cooling Spectacular performance with conventional and high-speed milling
Cooling through the spindle, 18 or 42 barThe coolant is guided under highpressure through the work spindledirectly to the cutting edges. Theadvantages are higher cutting speeds,problem-free peck drilling, blind holemilling and extended tool lives(Optional).The supply unit consists of a largemobile coolant tank and can besupplemented with an optionally ob-tainable band filter. The system has 2 reversible filter cartridges foruninterrupted use in production.
Programmed predictabilityTime-consuming and imprecisemanual adjustments of the coolantsupply are a thing of the past. Theprogrammable coolant nozzle auto-matically directs the jet after eachtool change exactly to the point of theoperation (Optional).
All-round cooling with spray ringCooling is always ensured with theoptional spray ring (Optional).
• Cooled spindle head• Cleaning of the large coolant tank is
facilitated, since it can be pulled out onrollers
• Hand wash pistols and air pistols• Coolant nozzles and discharge nozzles
on the spindle head
16
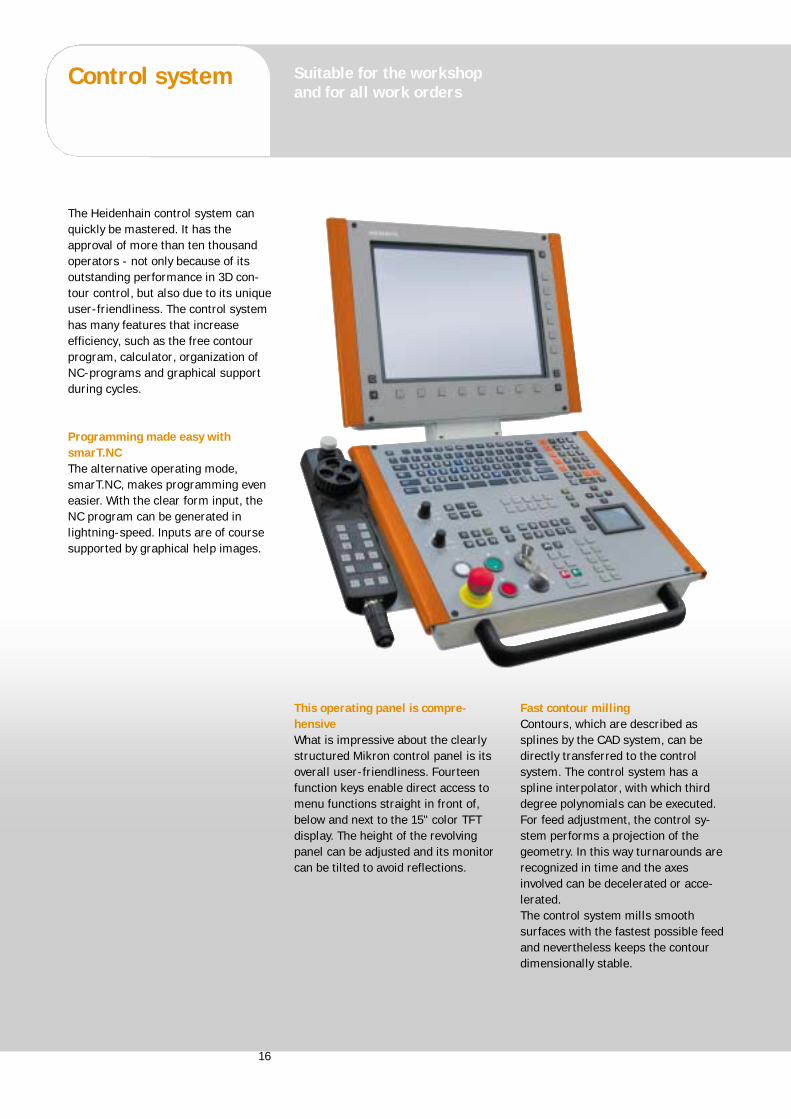
Control system Suitable for the workshop and for all work orders
The Heidenhain control system canquickly be mastered. It has theapproval of more than ten thousandoperators - not only because of itsoutstanding performance in 3D con-tour control, but also due to its uniqueuser-friendliness. The control systemhas many features that increaseefficiency, such as the free contourprogram, calculator, organization ofNC-programs and graphical supportduring cycles.
Programming made easy withsmarT.NCThe alternative operating mode,smarT.NC, makes programming eveneasier. With the clear form input, theNC program can be generated inlightning-speed. Inputs are of coursesupported by graphical help images.
This operating panel is compre-hensiveWhat is impressive about the clearlystructured Mikron control panel is itsoverall user-friendliness. Fourteenfunction keys enable direct access tomenu functions straight in front of,below and next to the 15" color TFTdisplay. The height of the revolvingpanel can be adjusted and its monitorcan be tilted to avoid reflections.
Fast contour millingContours, which are described assplines by the CAD system, can bedirectly transferred to the controlsystem. The control system has aspline interpolator, with which thirddegree polynomials can be executed.For feed adjustment, the control sy-stem performs a projection of thegeometry. In this way turnarounds arerecognized in time and the axesinvolved can be decelerated or acce-lerated.The control system mills smoothsurfaces with the fastest possible feedand nevertheless keeps the contourdimensionally stable.

17
Send your programs at the press of a buttonThe control system is linked to PCs,external programming stations andnetworks via the Ethernet interface.Furthermore, the operating panel hasa USB interface for storage media.
Automatic calculation of the cuttingdataThe control software automaticallycalculates the cutting data. Theoperator just needs to enter tool-specific data in a table and the controlsystem uses these data to calculatedefault values for spindle speed andfeed, which the skilled worker can ofcourse subsequently change andadapt to his empirical values.
Digital drive technologyThe digital control circuit for the drivemotors produces an outstandingcontrol dynamic. This results incontour accuracy and excellent sur-face quality.
• Programming in Heidenhain plainlanguage or according to DIN/ISO
• Keyboard with alpha keys, numeri-cal function keys, operating modekeys as well as a separate spindleand feed override potentiometer
• Free contour program from non-NC-compatible dimensionedworkpieces
• Graphical support for cycle andcontour programming; graphics totest the program and checkconstant workpiece machining
• Automatic calculation of the cuttingdata
• Management of 30,000 tools
• Heat exchanger in the electriccabinet cools the power com-ponents and the 2 separated cyclesprevent outside dust from entering

18
Around the workpiece
Efficient job preparation for less non-productive time
The unusual design of the completemachine enclosure supports theoperator in the important preparationof his work. He can also rely on thetried and tested options for workpieceand tool measurement. The MIKRONVCE Pro helps you to deal with thebasic things without any problem, sothat you can concentrate on what isimportant.
Outstanding view of the workpiecefrom 3 sidesThe impressive window design of thetwo sliding doors at the front, as wellas the large windows on both sides,allow unrestricted observation of theset-up and machining processes inthe all-round closed completemachine enclosure. A furtheradvantage is that the working areacan be accessed from the side, and italso features a control panel to ope-rate the tool magazine (Optional).
Easy crane loading for heavyworkpiecesWhen constructing the cabin, greatemphasis was laid on simple and safecrane loading, even with voluminousworkpieces. The spacious machiningarea of every machine version is desi-gned for efficient machining of largeand unwieldy parts.

19
Safe production with tool probe TS 27Accurate tool set-up, safe broken toolmonitoring - length and diameter ofthe tools can be measured preciselywith the probe mounted on theworking table (Optional).
Tool measurement with a laserWhen tools with small diametersneed to be measured a laser can beused. Also contours of ball end millscan be checked, for example. The unithas an in-built discharge nozzle toremove contamination from the toolbefore measuring (Optional).
Simpler set-up with workpiece probeOMP 40The infrared probe set into the spindleenables efficient set-up, recognitionand measurement of the workpiece(Optional). It shortens set-up timeconsiderably.

20
Options Machines are geared up for a multitude of options. Consequently, they can be simply and optimally configured
Minimum quantity lubrication
Band filter unit on coolanttank
Integrated band filterSeries 600 - 1000
Programmable coolant nozzleSpray ring Spray mist extraction system
OMP 40 preparation touchprobe
Tool laser measuring deviceTS 27 table touch system OMP 40 touch probe
IKZ 18 or 42-bar supply unitIKZ basic supply unit 18 bar
Window guardsMobile electronic iTNC handwheel
Mechanical oil/coolant sepa-rator
Stationary hand wheel

21

22
About GF AgieCharmilles
Electric Discharge MachinesEDM can be used to machine conductive materials of any hardness (with theexception of steel or titanium) to an accuracy of up to one-thousandth of amillimeter with no mechanical action. By virtue of these properties, EDM is one of the key technologies in mold and tool making. There are two distinctprocesses -- wire-cutting EDM and die-sinking EDM.
High-Speed and High-Performance Milling CentersIn terms of cutting speed, HSM centers are 10 times faster than conventionalmilling machines. Greater accuracy and a better surface finish are also achieved.This means that even tempered materials can be machined to a condition wherethey are largely ready to use. One essential advantage of HSM is that withsystematic integration, the process chain can be significantly shortened. HSMhas developed alongside EDM into one of the key technologies in mold and toolmaking.
HSM Spindle TechnologyDevelopment, production and sale of the motor spindles that form the corecomponents of modern HSM centers. The spindles rotate at speeds between 10 000 and 60 000 rpm.
Tooling, Automation, SoftwareTooling for fixing workpieces and tools; automation systems and system softwarefor configuring machine tools and recording and exchanging data with the varioussystem components.
Services and ConsumablesService, maintenance, spare parts and consumables for EDM, milling and HSMsystems as well as for other machine tools; consumables include filters, wire,graphite, copper electrodes and special resin.
EDM
Milling
Automation
Spindle
Service
Achievemore...
GF AgieCharmillesWe enable our customers to run their businessesefficiently and effectively by offering innovativeMilling, EDM and Automation solutions. A comprehensive package of Customer Servicescompletes our proposition.
Achieve moreWe commit to a promise. That promise is“Achieve more.” It’s a commitment to create the right conditions for our customers to obtaincompetitive results. When our customers win, we win.
Contact
Mikron Agie Charmilles AGIpsachstrasse 16CH-2560 NidauTel. +41 (0)32 366 1111 Fax +41 (0)32 366 11 [email protected]
www.gfac.com
Achieve more...
Our
con
stru
ctio
ns a
re c
ontin
uous
ly a
dapt
ed to
mee
t the
cur
rent
req
uire
men
ts.
Alt
erat
ions
can
be
mad
e at
any
tim
e. T
he in
form
atio
n in
this
pri
nt is
non
-bin
ding
.
Dru
cker
ei
Auf
lage
D
atum