naman jain reaming ppt
TRANSCRIPT

1

Reaming
• Quickly obtain accurately sized hole and produce good surface finish
• May be performed after hole drilled and bored
2
Tool used
3
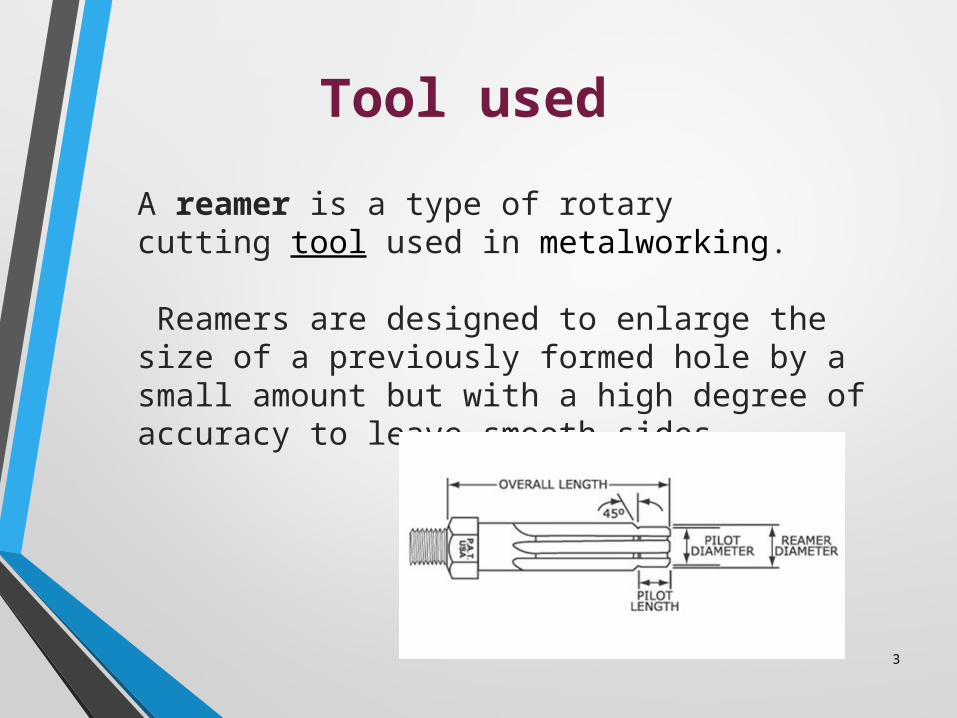
A reamer is a type of rotary cutting tool used in metalworking.
Reamers are designed to enlarge the size of a previously formed hole by a small amount but with a high degree of accuracy to leave smooth sides.

Tool material
4
Like other cutting tools, there are two categories of materials used to build reamers: heat treated and hard.
Heat treated materials are composed by different steels, most notably plain carbon (unalloyed, considered obsolete today) and high-speed steels.
The most common hard material is tungsten carbide (solid or tipped), but reamers with edges of cubic boron nitride (CBN) or diamond also exist.
Types of reamer
5
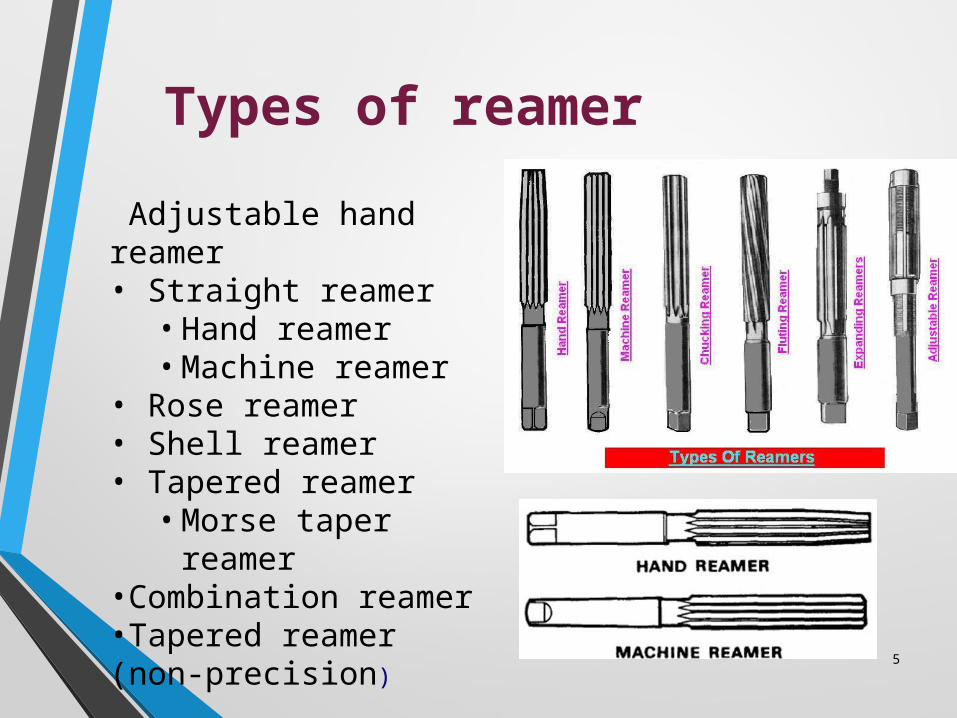
Adjustable hand reamer• Straight reamer
• Hand reamer• Machine reamer
• Rose reamer• Shell reamer• Tapered reamer
• Morse taper reamer•Combination reamer•Tapered reamer (non-precision)

6

VARIOUS REAMERS
7
Reaming Work on a Lathe
1. Mount work in chuck; face, spot, and drill hole to size
• Holes under .500 in – drill .015 in. undersize
• Holes over .500 in. – drill .030 in. undersize
• Holes true – bored .010 in. undersize
2. Mount reamer in drill chuck or drill holder
• Holes .625 in and larger, fasten lathe dog near reamer shank and support tail
8

Reaming Work on a Lathe
3. Set lathe to approximately half drilling speed
4. Bring reamer close to hole and lock tailstock in position
5. Start lathe, apply cutting fluid to reamer and slowly geed it into drilled or bored hole with tailstock handwheel
9
Reaming Work on a Lathe
6. Occasionally remove reamer from hole to clear chips from flutes and apply cutting fluid
7. Once hole reamed, stop lathe and remove reamer from hole
• Caution: Never turn lathe spindle or reamer backward for any reason. This will damage reamer!
10

11