БАЛҚЫМАЛАРДЫ ПЕШТЕН ТЫС...
TRANSCRIPT
Қазақстан Республикасының бiлiм және ғылымМинистрлiгi
С. Торайғыров атындағы Павлодар мемлекеттiк университетi
Металлургия, машина жасау және көлікфакультеті
Металлургия кафедрасы
БАЛҚЫМАЛАРДЫ ПЕШТЕН ТЫС ӨҢДЕУ
пәнің оқуға арналған әдістемелік нұсқаулықтар050709 «Металлургия» мамандығының
студенттеріне арналған
ПавлодарКереку2008
Қазақстан Республикасының бiлiм және ғылымМинистрлiгi
С. Торайғыров атындағы Павлодар мемлекеттiк университетi
БАЛҚЫМАЛАРДЫ ПЕШТЕН ТЫС ӨҢДЕУ
пәнің оқуға арналған әдістемелік нұсқаулықтар050709 «Металлургия» мамандығының
студенттеріне арналған
2
ПавлодарУДК 669.18 (075)ББК 34.327я7Б 22
С. Торайгыров атындағы ПМУ-дың металлургия, машина жасаужәне көлік факультетінің металлургия кафедрасының
отырысында басуға ұсынылған
Пікірсарапшы:техника ғылымдарының кандидаты, профессор М.М. Сүйіндіков
Құрастырушылар: А.Ж. Таскарина, П.О. Быков
Б22 Балқымаларды пештен тыс өңдеу. Пәннің оқуға арналғанәдістемелік нұсқаулықтар / құраст. А.Ж. Таскарина, П.О. Быков.– Павлодар : Кереку, 2008. – 40 б.
Әдістемелік нұсқаулықта балқымаларды пештен тыс өңдеудіңнегізгі тәсілдері және пештен тыс өңдіру тәсілін қолданып болаттыалудың артықшылығы туралы жалпы мәліметтер көрсетіледі.
Әдістемелік нұсқаулық 050709 «Металлургия» мамандығыныңмемлекеттік стандартына сәйкес МЖМБС ҚР 3.08.335–2006,жасалған.
3
УДК 669.18(07) ББК 34.327я7
© Таскарина А.Ж., Быков П.О., 2008 © С. Торайғыров атындағы ПМУ, 2008
Кіріспе
Балқыманы пештен тыс өңдеудің пайда болуы және дамуыметалл мен қорытпа сапасына талаптардың жоғарылауына, міндеттітүрде жаңа сапалы қорытпа технологиясын және өндірісін өңдеуқажеттілігіне және оларды балқыту агрегаттарында дәстүрліәдістермен алу мүмкіндігімен шектелуге себеп болады.
Пештен тыс өңдеудің таралуы көптеген жағымды жағдайларментүсіндіріледі, мысалы:
– оттегімен металдағы көміртекті азайтып, көміртегі және басқақоспалар бойынша құрамның кейінгі түзетуімен, үрлеу мүмкіндігіпайда болғандықтан, балқыма технологиясының жеңілдетілуі;
– қожды, қосынды материалдарды аз шығындаумен, қожғатемірді аз кетуімен және т.б. конвертерлік балқыманы жүргізу үшінжағдайлар жасау;
– электрбалқыманың екі қожды технологиясын бір қождытехнологияға қожды сормай ауыстыру (балқыма ұзақтығы,электрэнергия шығыны, еңбек шығындары азаяды);
– үздіксіз құю машиналарының сенімді және жоғары өнімдіжұмысын қамтамасыз ету, онда температураны балқымаданбалқымаға дейін нақты және стандартты реттеу және зияндықоспалардан, әсіресе, күкірттен, стандартты таза металды алу талапетіледі;
– арзан әдістермен және қоспалар өлшемі аз болып келетінерекше таза болатты алу;
– пайдаланылатын ферроқорытпа және тотығу құрылымы ментүрінің құрылымға талапты төмендету және оның тиісті түрдеарзандату жағынан өзгеруі (феррохром мен ферроникельдің және с.с.т.арзан маркаларын пайдалану);
– табиғи-қоспалы кенді және қожды үйінділер мен араласөндірістің әртүрлі қалдықтарынан жасалған материалдардыпайдаланумен «тікелей қоспалар» технологиясын кеңінен енгізу;
Пештен тыс өңдеу кезінде мына физикалық және физика-химиялық үрдістер өтеді:
4
– шөміш көлеміндегі болаттың температурасын және химиялыққұрамын түзету, бұл инерттік газды үрлеу немесе вакуумдаудың кейбіртәсілдерімен араластыру кезінде пайда болады;
– вакуумдау кезінде пайда болатын терең көміртексіздендіру(<0,02 С);
– болаттың оксид кірмелері – вакуумдау бойынша көміртектіңтотығуы және жоғары жиілігі;
– болат пен балқымаларда сутегінің < 2∙10-4 % S болуымен –вакуумдаумен газсыздандыру;
– < 0,003 % S-ге дейін ұнтақпен үрлеумен, қожбен өңдеумендесульфурациялау;
– оксидтік және сульфидтік кірмелерінің пішінін өзгерту(модификация) – сілтілі-топырақты металдардың ұнтақтарымен(көбінесе кальциймен, олардың қорытпаларымен өңдеу);
Аталған металлургиялық үрдістер пештен тыс өңдеу кезіндебалқыту агрегаттарымен салыстырғанда көптеген ерекшеліктерарқылы тиімді өтеді. Олардың негізгілері:
– осы үрдістердің дамуы үшін жағымды термодинамикалықжағдай жасау; пеште немесе конвертерде тотығу жәнедесульфурациялау кезінде қарама-қарсы қызметтерді атқаруы керекқожды емес терең десульфурациямен қамтамасыз ететін қождынысаналау;
– дамыған байланысты қабатпен металды бөлшектерге бөлукезіндегі болат пен газдік фазаның немесе қождың өзара әрекеттесужылдамдығын жоғарылату;
– металды бөлшектерге бөлу кезіндегі оның масса ауыстыруқарқындылығын жоғарылату және онда ерітілген бөлшектердіңшоғырлау градиентінің көбеюі (сол шоғырлану кезінде).
5
1 Үздіксіз құю және балқыманы пештен тыс өңдеугедайындау үшін сұйық болатқа қойылатын талаптар
1.1 Үздіксіз құю үшін болатқа қойылатын талаптар
Үздіксіз құю машиналарындағы болаттың құйылуы (ҮҚМ)өндірісті ұйымдастыру және металдың өзі жағынан қосымша талаптарқояды. Өндірісті ұйымдастыру жағынан оттегі-конвертерлік үрдісҮҚМ жұмысына сәйкес келеді, өйткені конвертердегі балқыту цикліболатты құю цикліне жақын болып келеді.
Оттегі-конвертерлік үрдісінің үлкен оңтайландыруғабайланысты конвертер мен ҮҚМ-і жұмыс толық үйлестіру мүмкіндігібар, бұл металды бөлшектеп «балқымадан балқымаға» әдісімен құюдамаңызды болып келеді.
Металды «балқымадан балқымаға» құю болаттың балқымаданбалқымаға құю кезінде температурасы мен химиялық құрамыныңтербелісіне жоғары талаптар қояды және сапалы үздіксіз құйылғандайындама алуға мүмкіндік беретін негізгі өлшем күкірт пенфосфордың қосындысы (≤ 0,020 % S немесе [Mn]/[S] ≥ 25 ) болыптабылады.
Қазіргі кезде сапалы және жоғары сапалы болат өндірісікөбеюде, бұл техниканың жаңа салаларының болаттың сапасына дегенталаптарының жоғарылауына негізделген. Бұл аз газ, металды емескірмелерді және басқа орынсыз қосындылары бар болат пен балқымаөндірістері масштабтарының көбеюіне әкелді. Онда металды өңдеудіңжаңа әдістері әзірленді. Тазартудың көптеген операциялары болаттыбалқыту агрегатында емес, болатты құю шөмішінде жеңіл және арзанболып келеді. Соңғы жылдары металды шөміште жылытатын жәнебірден тазартатын шөміш-пеш түріндегі агрегаттар жасалды. Балқытуагрегатынан тыс технологиялық операцияларды жүргізу пештен тысөңдеу, шөміш металлургиясы, шөміштік тазарту және т.с.с. аталды.
Пештен тыс өңдеу әдістерін жетілдіру қол жетерлік және арзаншихталық және қосымша материалдарды пайдалану кезіндегі зиянды
6
қосындылардың кепілдікті аз болуымен болатты кең масштабта өндіруүшін нақты жағдайлар жасады. Осы жағдайда болатты балқытуғаарналған агрегаттар кейін пештен тыс өңдеуге тап болатын жартылайөнімді алуға арналған агрегаттарға айналады. Көптеген жағдайларда«аса таза» болатты алу дәстүрлі әдіспен мүмкін емес.
Жыл сайын ғылыми-техникалық әдебиеттерде пештен тыс өңдеутехнологиясының жаңа варианттары жайлы хабарланады.
Пештен тыс өңдеудің негізгі мақсаты – кәдімгі болат балқытуагрегаттарымен салыстарғанда бір қатар операцияларды жылдам жәнетиімді түрде жүзеге асыру. Бұл шөміш көлемінде температура менметалл құрамын түзету; химиялық құрамды балқымадан балқымағадейін тербелісінің тар шеңберлеріне дейін жеткізу, қоспалау, шағынқоспалау; металды емес кірмелерді жою және түрін өзгерту: металдыдесульфурациялау; металды газсыздандыру (сутегі мен азотты жою)және т.б. Барлық аталған міндеттерді бірден шешу қиын және асамаңызды да емес, сондықтан, көбінесе, бір бөлігі ғана шешіледі.
Пештен тыс өңдеудің жылдам таралуы мыналарменайтарлықтай дәрежеде түсіндіріледі: балқыту технологиясынжеңілдетумен, өйткені жартылай өнімнің агрегаттарда, кейін металдышөміште балқыту мүмкіндігі пайда болады; болатты үздіксіз құютәсілінің таралуымен, өйткені ҮҚМ жұмысының жоғары өндірісі үшінметалдың температурасы мен химиялық құрамын балқымаданбалқымаға дейін нақты және стандартты реттеу және жоғары сапалыметалл қажет болады (қазіргі кезде ҮҚМ-ге құйылатын болат пештентыс өңдеуден өтеді); балқытудың кәдімгі технологиясы бойынша алуғақиын немесе мүмкін емес жауапты міндеттегі болат өндірісі көлемініңөсуімен; оттегі-конвертерлік цехтерде «электрпеш» сортаментіндегіболатты алу мүмкіндігімен.
1.2 Балқыманы пештен тыс өңдеуге дайындау
Балқыманы пештен тыс өңдеуге дайындау, әсіресе, шөмішкепеш қожының және пеш шегенінің материалдарының түсуін алдыналу аса маңызды болып келеді. Пештің шеткі қожының тотығу сипатыпештен тыс өңдеу кезінде тотығу, десульфурациялау, металды емескірмелерден тазарту үдерістерінің тиімділігіне әсер тигізуі мүмкін;қож фосфордың, күкірттің, сутегінің, азоттың металға ауысуларынанегіз бола алады. Шөміштің шегені, онда аса тотыққан металдыөңдеген жағдайда, болатқа оттегінің түсүіне негіз және болаттыңоксидтік кірмелермен ластануына себеп бола алады. Шеткі қождыңбөлінуі үдерісі көп жағдайда синтетикалық қожбен өңдеу немесе ұсақ
7
материалдармен үрлеу арқылы болатты десульфурациялау жәнетотығу технологиясын ойдағыдай енгізу, рефосфорация үдерісініңөтүін жою, тотығу және қосымшалар шығынын төмендету жәнебалқытатын болаттың өзіндік құнын төмендету үдерістерінебайланысты болып келеді.
Металды пештен шығару кезінде қож бөлінуінің бірнешетәсілдері бар.
Тәсілдердің бірі, арнайы тарақтар арқылы қисайған шөміштеметалл үстінен қожды жою болып табылады, бірақ бұл тәсіл өзініңкүрделілігінен кең таралған жоқ.
Болаттың конвертерлік өндірісінде агрегаттан қождыңқұйылуын қиындату мақсатында дәстүрлі түрде қождың қоюлануәдістері (мысалы, суық доломит, әктас бөлшектерін қосу) қолданылабастады. Мұнда шеткі қож балқыту үдерісі басталып, қож шығып,конвертер көтерілген кезде бөліне бастайды. Осы тәсілде конвертердіқай кезде көтеру керектігін анықтау қиындыққа соғады, нақтыайтқанда, металмен бірге қождың шығуы немесе, керісінше, металдыңбір бөлігі шөміштің ішінде қалу қауіпі төнеді.
Осы мәселені шешеу әдістерінің бірі – әртүрлі тығындардыпайдаланумен болат шығару тесігінің (өнеш) тығындауынұйымдастыру.
Керамикалық тығынның тығыздылығы (1 сурет) балқытылғанметалмен салыстырғанда төмен болып келеді, сондықтан тығын қож-металл шекарасында жүзеді және металдан кейін тесікті толықжабады.
«Voest-Alpine» (Австрия) компаниясымен оттегі конвертерініңшығару тесігі үшін пневматикалық тығын жасалды. Қожды
8
1 – қож; 2 – металл; 3 – қалқитын керамикалық тығын
1 сурет – Балқыманы конвертерден шығару кезіндегі қожды металдан бөлудің түбегейлі нобайы
конвертерде ұстау тығын және шығару тесігі арқылы үрленетін газқысымы арқылы жүзеге асырылады. Осындай тәсіл PSS (PneumaticSlag Stopper) деп аталады.
Электрдоғалық пештен болатты құю кезінде шөмішке пешқожының түсуін алдын-алу пеш еңісінің бұрышын өлшеу арқылыжүзеге асырылады, бірақ онда да шөмішке қож түседі.
Доғалық пештерден металды құю кезінде қож бөлінуініңдәйектілігін жоғарылату мақсатында сифондық шығу әзірленеді.Осындай шығу кезінде пештің шығу тесігін балқытылатын деңгейдентөмен орналастырады. Келесі қадам су түбіндегі орталық, ал кейінэксцентрикалық (эркерлік) шығу әдісі болып келеді (2 сурет).
Басқа шешім жылжытылған түпкі шығаруы бар пешті дайындауболып табылады (3 сурет). Жылжытылған шығаруы бар пеш тесігіорталық сызықтан 7,5 градусқа жылжытылған, эркерлік аймақ металлкөлемі көп, ал аспапбет-төбе арқылы өтетін жылуберілім төмен,өйткені ол пештің басты тоғыспасының бөлігі болып табылады.
Қож бөлінуінің басқа да шешімдері болуы мүмкін сұқпажабқышбекітпелер арқылы; шөміштен шөмішке құю әдісімен; балқымашыққан соң шөміштен қожды сорып алу әдісімен (шөміштегі металдыүрлеу, астында аргонмен); қожды арнайы сыйымды ыдыста ұстап қалуәдісімен, қожды болатты үздіксіз құю қондырғыларында бөлу.
9
1 – сұқпажабқыш бекітпе; 2 – ванна; 3 – шөміш
2 сурет – Доғалық пештен болатты эксцентрикалық шығарудың түбегейлі нобайы
10
1 – суды салқындататын аспапбет-төбе; 2 – сұқпажабқыш бекітпесінің гидрожетегі; 3 – суды салқындататын аспапбеттер
3 сурет – Жылжытылған түпкі шығуы бар доғалық пештің нобайы
2 Металды синтетикалық қожбен, өзі балқитын және қаттықождық қоспалармен тазарту, ұнтақтәріздес материалдарды үрлеу
2.1 Металды синтетикалық қожбен тазарту
Металды арнайы дайындалған қожбен өңдеу қождық фазағакететін зиянды қоспаларды (күкірт, фосфор, оттегі) қожға ауыстыруүдерісін қарқындатуға мүмкіндік туғызады. Қоспаларды жоюда негізгірөл қождық фазаға қатысты болғанда, үдеріс жылдамдығы фазаларарасындағы байланыс аумағына өлшемдес болып келеді. Осы әдістікүкіртті жою үшін пайдаланады, осы жағдайда синтетикалық қождыңнегізгі бөлшегі әктас болып табылады. Қожда темір оксидіболмағандықтан, ол тотығушы болады. Тәжірибеде қажетті химиялыққұрам мен температура қожын алу және металды қождан кейіңгібөлумен қождық және металдық фазалардың байланысынмаксималдық үстіңгі бетін қамтамасыз ету негізгі міндет болыпкеледі.
Металды сұйық синтетикалық қожбен тазарту 1925 жылы орысинженері А.С. Точинский ұсынды. 1933 жылы металды сұйықәктасты, құмды-топырақты қожбен өңдеу француз инженері Р.Перренмен патенттелді.
Металдың синтетикалық қожбен өңдеудің кең таралуынаболаттың суыққа тұрақтылығын, оның жабысқақ қасиеттерінжоғарылату үшін күкірт азаюының қажеттілігі себеп болады.Күкірттің төмендеуі металдың пісірілуін жақсартады, бұл пісіруқұрылымдарын пайдалану кезінде өте маңызды. Күкірттің аз болуықажет ететін болат маркаларының шеңбері кеңеюде, бұл төментемпературада құрылымдардың дәйекті пайдалануымен байланысты.Күкірттің аз болуы болаттың барлық маркаларына үздіксіз құю даталап етеді, өйткені онда металдың ақауы төмендеп, үздіксізқұймакесектің құрылысы жақсарады.
0,005% S бар болатты алу үшін осындай күкірті барсұқпажабқышты алу үшін дәл сол мөлшерде күкірт бар сұқпажабқышболуы керек. Осыған байланысты жоғары сапалы және ерекше жоғарысапалы болатты өндірген кезде, оны шөміште барлық болаттыбалқытатын цехтерде тиімді болып келетін синтетикалық қожбентазалау әдісі кең таралды. Металдан күкірттің, оттегінің, металдыемес кірмелердің жойылуын қамтамасыз етеді. Болатты синтетикалыққожбен өңдеуде үлкен артықшылық операцияның қысқа мерзімділігі
11
болып табылады. Барлық үдеріс металды болатты балқыту агрегатынашөмішке құю кезінде өтеді. Агрегат өнімділігі өседі, өйткені операцияшөмішке ауысады.
Синтетикалық қождарға қойылатын негізгі талап – темір жәнемарганецтің ең төмен мөлшері. Осы қождарға фосфор жіберілмейді,өйткені тазарту кезінде фосфор металға айналады. Көбінесе мынақұрамдағы синтетикалық қожды пайдаланады %: CaO 50-55; Al2O3 37-43; SiO2 15; MgO 7.
Қожды балқыту температурасы құрамға тәуелді 1573-1673 Ктербеледі.
Металды осындай құрамдағы қожбен өңдеу кезіндедесульфурациялау және тотығу үрдістері өтеді. Ең төмендесульфурациялау тотыққан металды тазартуда өтеді. Сонымен қатар,осындай өңдеуде металды емес болатты – тотықтыру өнімдеріжойылады. Тәжірибе, синтетикалық қожбен өңдеген кезде металдыемес кірмелердің мөлшері екі есе төмендейтіндігін көрсетеді.
Тазарту операциясының маңызды ерекшелігі шөмішке пештітотыққан қождың түсуін алдын алу болып табылады. Қождың бөлінукезінде тотыққан металды әктасты құмды-топырақты қожбендесульфурациялау деңгейі 75-80% жетеді. Синтетикалық қождыңболат маркасына және оған қойылатын талаптарға тәуелді сыбағалышығысы 0,02-0,05 кг/кг болат болып тұрады. Дайын болаттағы күкіртмөлшері 0,003-0,005% құрайды.
Болатты сұйық синтетикалық қожбен өңдеу түрінің біріараластыру әдісі болып табылады. Онда болатты құю шөмішіне бірденболатты (жартылай өнім), синтетикалық қожды және сұйықлигатураны құяды. Осы әдісті жоғары сапалы шарикті мойынтіректіболатты өңдіру үшін пайдаланады. Араластыру әдісі Ижевскметаллургиялық зауытында дайындалды. ШХ15 болатынан жасалған,араластыру әдісімен балқытылған мойынтіректердің ұзақуақыттылығы кәдімгіден 2,9 есе жоғары болады.
Металды синтетикалық қожбен өңдеу әдістері әрқашанжетілдіріп дамиды. Кейбір жағдайларда аралық шөміште жәнесоңғысы болатты құю шөмішіне алдын алу тазарту өтетін металдыңекі сатылы өңдеуін қолданады. 30ХГСА болатын синтетикалыққожбен екі сатыда аргонмен арқылы үрлеумен бірге өңдеу кезіндекүкірт өлшемі 0,02-ден 0,002%-ға дейін төмендейді, оттегі өлшемі0,0028%, сутегі – 0,0004%-дан өскен емес. Нәтижесінде, қасиеттеранизатропияларының төмендеу кезінде соққы тұтқырлығыкөрсеткіштері едәуір өсті. Металды вакуум-қождық өңдеу тәсіліәзірленіп, пайдалануда. Сұйық қожы бар шөміш вакуумдық камераға
12
салынып, үстінен қож қабатына басқа шөміштен металл ағыншасықұйылады. Вакуум әсерінен шөміштегі қож көпіреді, ал металлағыншасы ұсақталады. Металдың үстіңгі беті қож арасындағыбайланыс нығаяды.
Синтетикалық қождарды алу үшін әртүрлі шаң түріндегіқалдықтарды және тапшы емес материалдарды пайдаланудың жаңамүмкіндіктері Днепропетровск металлургиялық институтыменциклонда сұйық синтетикалық қождарды алу тәсілін дайындауменбайланысты пайда болды. Циклонның ОКБ-1320 пешімен қиысуыкезінде оның өнімділігі өседі.
Қожды балқыту пешін орнату үшін орын жоқ цех (әсіресе, ескіцехтарда) жұмысының жағдайлары бойынша өзі балқитын қожқоспалары (ӨБҚҚ) пайдалануы мүмкін. Оны алюминий ұнтағынпайдаланумен немесе алюминий, натрий селитрасы, әктас жәнебалқыту шпатының жоңқасын сұрыптаумен дайындайды. ӨБҚҚсыбағалы шығысы ~ 0,035 кг/кг, оны көбінесе кермелеу астында жекешөміште алдын ала күйдіріп (жанатын материалдар – селитра жәнеалюминий), одан соң металды шығаратын болат құю шөмішкетөгіледі. ӨБҚҚ басты кемшілігі – қоспаны күйдіру және металдышөмішке құю кезіндегі түтін мен шаңның пайда болуы. 160 тконверттерде 35ГС болатының осындай қоспасымен өңдеу кезіндекүкірт 0,025-0,030-ден 0,003-0,005%-ға дейін төмендеген.
Сұйық синтетикалық қождарды алу қондырғыларын орнатуүшін бос алаңдар болмаған жағдайда металды қатты қож тәріздесқоспалармен өңдеу әдісін қолданады. Көбінесе 4:1 бөлшектердің арақатынасы кезінде әктас және балқыту шпатының негізінде жасалғанқоспаны пайдаланады. Қоспаның сыбағала шығыны 3 тен 10 кг/тболатқа дейін болады. Сұйық синтетикалық қождарды пайдаланудасияқты ең жақсы нәтижелерді десульфурациялық қоспаның тотығужәне өңдеу кезінде алады. Қатты қожды жасайтын қоспалардыңкемшілігі (ҚҚҚ) – қоспаның шөміште жылыту және балқытуғажіберілетін жылу шығыны. Бұл металды шығару кезінде 30-40 Кқосымша жылытуға мәжбүр етеді. Металлургиялық зауыттәжірибесінде ҚҚҚ пайдалану кезінде тазарту жасағанда металдышөміште жылыту мүмкіндігімен шөміш-пеші сияқты агрегаттарқолданылады. Тазарту тиімділігін күшейту үшін бір мезгілде шөміштүбінің қойыртпасында орналасқан кеуек блоктар арқылы аргонменметалын үрлейді.
13
2.2 Болатты ұнтақтәріздес материалдармен үрлеу
Металды синтетикалық қождармен тазарту тиімділігі болаттыұнтақтәріздес материалдармен шөміште үрлеу кезінде едәуір өседі.Металды ұнтақтәріздес материалдармен өңдеудің нақты түрлерініңішінде металға күшті тотығушыларды және десульфураторлардыүрлеу әдісі кең таралды. Материалдарды ұсақтату, үрлеу жәнетасымалдау үшін құрал-жабдық қажет. Оларды арнайы диірмендерде:шар, вибродиірмендерде және т.б. ұсақтатады. Жабдыққа қойылатынбасты талап – жоғары өнімділікте ұсақтатудың қажетті деңгейінқамтамасыз ету. Осы талаптарға Pala диірмені толық сәйкес келеді, олкез келген материалдарды ұсақтай алады. Үрлеу кезінде тасымалдауүшін қолайлы 80% кем емес < 0,4 мм фракциясы бар ұнтақ болыпкеледі. Ұнтақтәріздес материалдарды диірменнен үрлеуқондырғыларына жабық бункерлерде немесе пневмокөлікпентасымалдайды. 4 суретте металға ұнтақты үрлеу қондырғысыкөрсетілген. Бункерлерден ұнтақ пневмокамерлі қоректендірушігежіберіледі, онда ауақанықтырып, құбыржолмен фурмаға жеткізіледі.Фурма деген ішкі диаметрі 16 мм дейін, сыртынан отқа төзімдіматериалдармен жабылған болат құбыры болып келеді. Үрлеуүдерісінде құбыр металға шөміштің түбіне дейін өткізіледі.Тасымалданатын газ ретінде көбінесе аргонды пайдаланады, егер азотөлшемі бойынша ерекше талаптар болмаса, азотты да қолдануғаболады. Кейде ұнтақты сұқпажабқыш бекітпе арқылы да жібереді.
Ұнтақты үрлеу үстінен жабылған немесе жабылған емесшөміште жасалады. Ең дұрысы қақпағы бар шөмішті пайдалануболып табылады. Өйткені онда жылу кетпейді және металдың тотығуатмосферасымен байланысы тоқтатылады. Қақпақтарды пайдаланукезінде үрлеу металдың үстінде қождың болмаған жағдайында да іскеасуы мүмкін. Әртүрлі ұнтақтар және олардан жасалған композицияларда қоланылуы мүмкін. 1 кестеде металды ұнтақпен үрлеудепайдаланатын бір қатар материалдар көрсетілген. № 5-7десульфураторларын пайдаланған кезде күкірт жойылып, металдыемес кірмелердің өлшемі төмендейді. № 3 десульфураторын қолданғанжағдайда күкірт азотпен бірге қоспалайды, онда азоттың меңгерудеңгейі үзінді СаСN2, балқытуды шығару кезінде шөмішке қосқанда,40% қарсы 90%-ға дейін өседі.
Гидравликалық құбыр өндірісіне арналған болатдесульфурациясына «Uddeholm» Швед фирмасы үрлеу силикокальцийтехнологиясы қолданады, сонымен қатар осы кезде доғалық пештердеқышқылдану және десульфурация кезені қысқарады. 6 минут үрлеу
14
барысында күкірт құрамы 0,020-0,008%-ға дейін төмендейді,металлемес қоспалар құрамы да азаяды және металдың сұйықтайаққыштығы белгілі мөлшерде жоғарлайды.
Металл сапасының стандартталғаны соншалықты механикалыққасиетін бақылайтын күрделі, әрі ұсақ операциялар тізімінен бастартуға мүмкіндік беретіндей деңгейге жету.
1 кесте – Металды ұнтақпен үрлегенде қолданылатындесульфураторлар
Десульфуратор Массалық енші, % Меншіктішығын, кг/т
SiCa 62 Si; 30 Са; 0,8 Аl 2-4,5СаС2 80 СаС2; 15 СаО 1-3СаО+CaCN2 55 CaCN2; 33 СаО 0,4-1,0Mg+(СаО+CaF2) 5-20 Mg 1-3СаО+CaF2 90 СаO; 10 CaF2 3-6СаО+Al2О3 50 СаО; 50 Al2О3 1-5СаО+Al2О3+CaF2 70 СаО; 20 Al2О3; 10 CaF2 1-5
15
1 – қақпақпен жабылған шөміш; 2 – фурма; 3 – запастағы фурмалар; 4 – қоректендіруші; 5 – үрлеу материалдары бар бункерлер; 6 – тозанұстағыш қондырғы; 7 – газ ұнтақты қоспаны фурмаға жіберуге арналған қондырғы
4 сурет – Металға ұнтақтәріздес материалдарды үрлеу қондырғысы
ФРГ-да ұнтақтәріздес материалдарды үрлеу әдісі TN-үрдіс депаталған, ол кәсіпорын құрастырушылар «Thyssen-Hutte» атыменбайланысты. Сондықтан бұл әдіске фурма арқылы металға үлкентереңдікте сіңген сілтіжер металдар ұнтағын карбидкальций жәнесиликокальций ерітінділерін өндірісті түрде және магнидіңтүйіршіктелген түрінде үрлейді. Өңдеу нәтижесінде құрамында азметалл емес қоспасы бар, металдар тегіс үлестірілген, глобулярлыпішінде, илемдеу үрдісіне қатыспайтын болат алынады. Сілтіжерэлементтерінің кіріспесі және шөміштің негізгі қойыртпағы жоғарыдәрежедегі қышқылдатқыш металмен қамтамасыз етеді және күкірттіжоюға жағдай жасайды (0,002% S). Осы әдістің қолданысы тазартуүрдісін толығымен шөмішке ауыстыруға мүмкіндік берді.
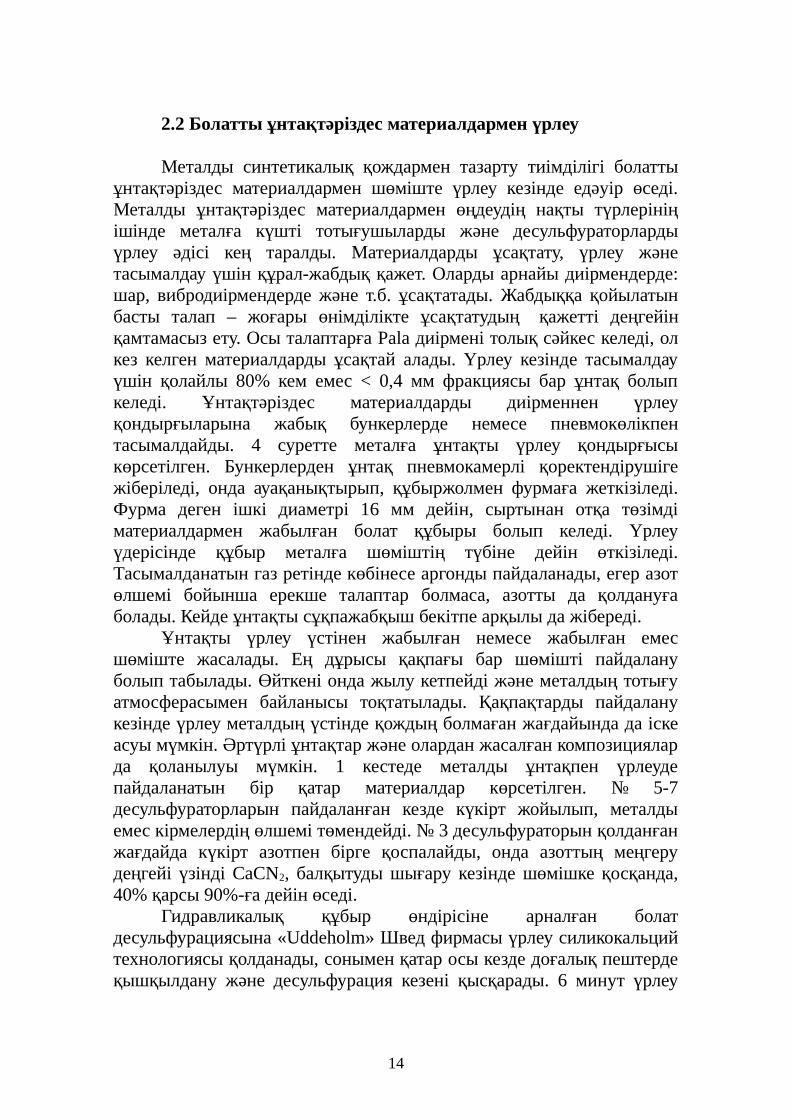
Шөміш қойыртпағының құрамы десульфурация үрдісіне үлкенмағына береді. Шөмішке шамотты не доломитті қойыртпақты карбидкальциді немесе силикокальциді үрлегендегі кальций шығыныныңболат құрамындағы күкірттің болу тәуелділігі 5 суретте көрсетілген.Екі жағдайдада металл әктасты қожбен және балқыған шпатпенқапталған. Кальцийдің меншікті шығыны 2 кг/т кезінде болаттағыдоломитті қойыртпақпен өңделген күкірт концентрациясы ортаесеппен алғанда 0,003%. Осылай шамотты шөміште болаттыөңдегенде оттегінің жоғары активтілігінен оның шөміштегіқойыртпақтан келіп түсуінің нәтижесінде металдағы күкіртқұрамының 0,008-0,01% төмендеуіне әкеп соқтырады. Бұл жағдайдаегер металл шамотты шөміште пештік тотықтандырғыш қожбенжабылған болса немесе металл қожбен мүлдем жабылмаған болса,онда кальцийдің меншікті шығынында 2 кг/т күкірт құрамы 0,012-0,020% шектерінде теңселеді. Кальций карбидін үрлеу және
16
а – шамотты щөміш ([А1] = 0,039÷0,052 %; τ = 3÷14 мин.);б – доломитты шөміш ([А1] = 0,035÷0,048 %; τ = 4÷12 мин.)
5 сурет – Шөміш қойыртпағының әсері және болат десульфурациясына кальций шығыны
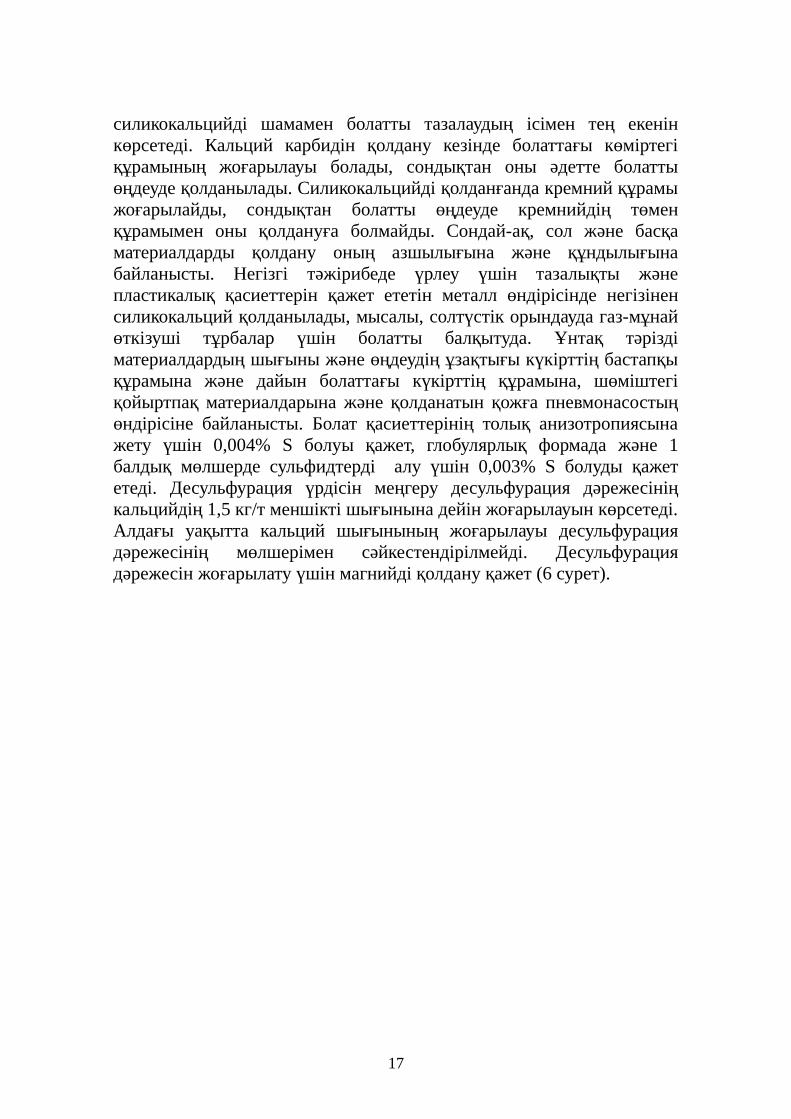
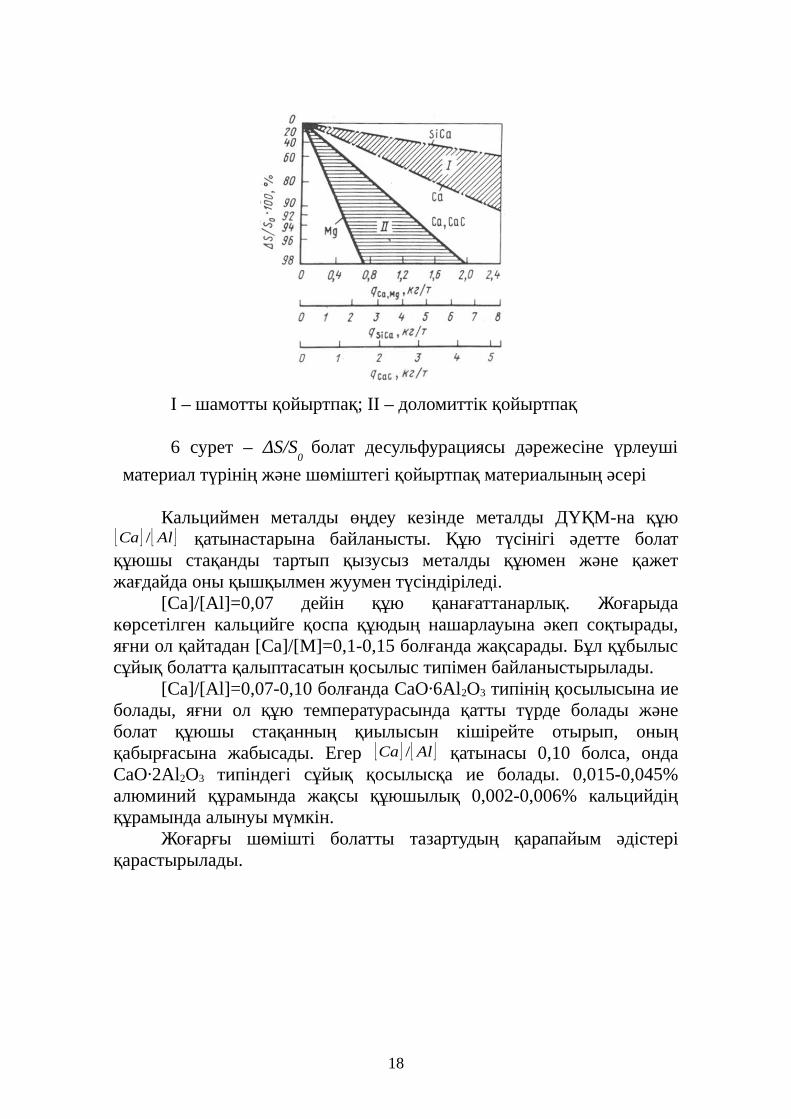
силикокальцийді шамамен болатты тазалаудың ісімен тең екенінкөрсетеді. Кальций карбидін қолдану кезінде болаттағы көміртегіқұрамының жоғарылауы болады, сондықтан оны әдетте болаттыөңдеуде қолданылады. Силикокальцийді қолданғанда кремний құрамыжоғарылайды, сондықтан болатты өңдеуде кремнийдің төменқұрамымен оны қолдануға болмайды. Сондай-ақ, сол және басқаматериалдарды қолдану оның азшылығына және құндылығынабайланысты. Негізгі тәжірибеде үрлеу үшін тазалықты жәнепластикалық қасиеттерін қажет ететін металл өндірісінде негізіненсиликокальций қолданылады, мысалы, солтүстік орындауда газ-мұнайөткізуші тұрбалар үшін болатты балқытуда. Ұнтақ тәріздіматериалдардың шығыны және өңдеудің ұзақтығы күкірттің бастапқықұрамына және дайын болаттағы күкірттің құрамына, шөміштегіқойыртпақ материалдарына және қолданатын қожға пневмонасостыңөндірісіне байланысты. Болат қасиеттерінің толық анизотропиясынажету үшін 0,004% S болуы қажет, глобулярлық формада және 1балдық мөлшерде сульфидтерді алу үшін 0,003% S болуды қажететеді. Десульфурация үрдісін меңгеру десульфурация дәрежесініңкальцийдің 1,5 кг/т меншікті шығынына дейін жоғарылауын көрсетеді.Алдағы уақытта кальций шығынының жоғарылауы десульфурациядәрежесінің мөлшерімен сәйкестендірілмейді. Десульфурациядәрежесін жоғарылату үшін магнийді қолдану қажет (6 сурет).
17
Кальциймен металды өңдеу кезінде металды ДҮҚМ-на құю AlCa / қатынастарына байланысты. Құю түсінігі әдетте болатқұюшы стақанды тартып қызусыз металды құюмен және қажетжағдайда оны қышқылмен жуумен түсіндіріледі.
[Ca]/[Al]=0,07 дейін құю қанағаттанарлық. Жоғарыдакөрсетілген кальцийге қоспа құюдың нашарлауына әкеп соқтырады,яғни ол қайтадан [Ca]/[M]=0,1-0,15 болғанда жақсарады. Бұл құбылыссұйық болатта қалыптасатын қосылыс типімен байланыстырылады.
[Ca]/[Al]=0,07-0,10 болғанда CaO∙6Al2O3 типінің қосылысына иеболады, яғни ол құю температурасында қатты түрде болады жәнеболат құюшы стақанның қиылысын кішірейте отырып, оныңқабырғасына жабысады. Егер AlCa / қатынасы 0,10 болса, ондаCaO∙2Al2O3 типіндегі сұйық қосылысқа ие болады. 0,015-0,045%алюминий құрамында жақсы құюшылық 0,002-0,006% кальцийдіңқұрамында алынуы мүмкін.
Жоғарғы шөмішті болатты тазартудың қарапайым әдістеріқарастырылады.
18
I – шамотты қойыртпақ; II – доломиттік қойыртпақ
6 сурет – ΔS/S0
болат десульфурациясы дәрежесіне үрлеуші
материал түрінің және шөміштегі қойыртпақ материалының әсері
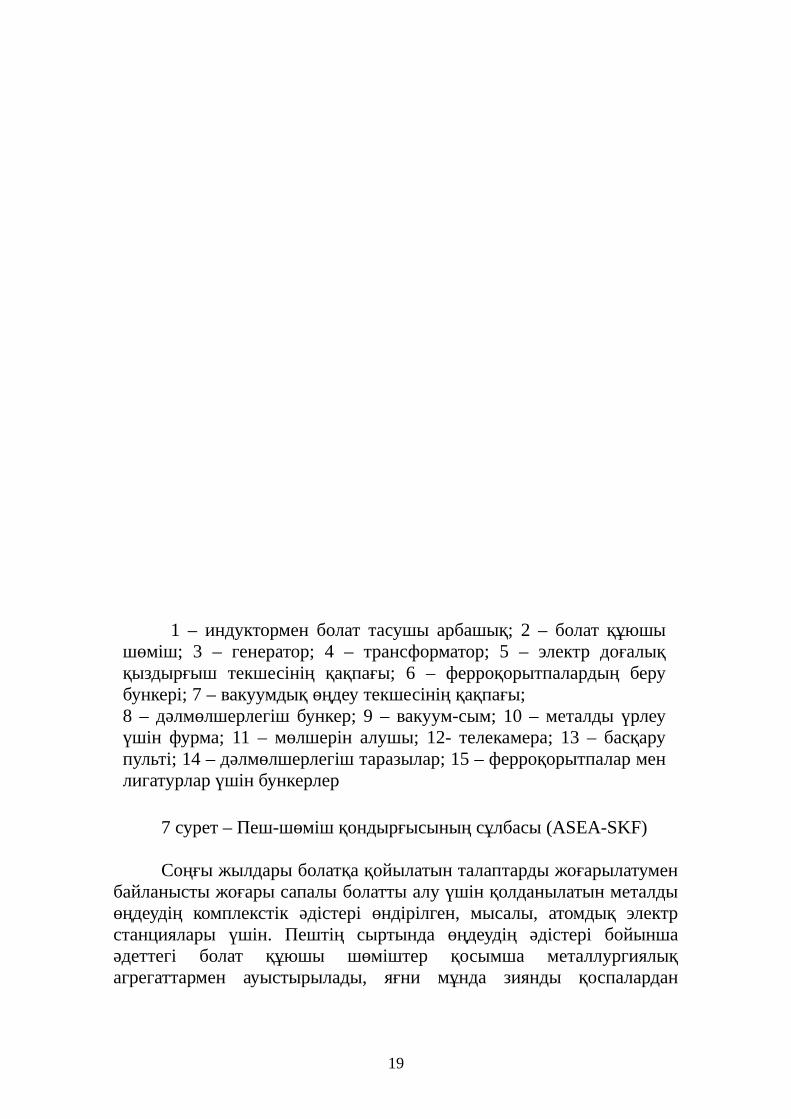
7 сурет – Пеш-шөміш қондырғысының сұлбасы (ASEA-SKF)
Соңғы жылдары болатқа қойылатын талаптарды жоғарылатуменбайланысты жоғары сапалы болатты алу үшін қолданылатын металдыөңдеудің комплекстік әдістері өндірілген, мысалы, атомдық электрстанциялары үшін. Пештің сыртында өңдеудің әдістері бойыншаәдеттегі болат құюшы шөміштер қосымша металлургиялықагрегаттармен ауыстырылады, яғни мұнда зиянды қоспалардан
19
1 – индуктормен болат тасушы арбашық; 2 – болат құюшы шөміш; 3 – генератор; 4 – трансформатор; 5 – электр доғалық қыздырғыш текшесінің қақпағы; 6 – ферроқорытпалардың беру бункері; 7 – вакуумдық өңдеу текшесінің қақпағы; 8 – дәлмөлшерлегіш бункер; 9 – вакуум-сым; 10 – металды үрлеу үшін фурма; 11 – мөлшерін алушы; 12- телекамера; 13 – басқару пульті; 14 – дәлмөлшерлегіш таразылар; 15 – ферроқорытпалар мен лигатурлар үшін бункерлер
тазалау болады. Мысал ретінде Швецияда өңделген ASEA-SKFүрдісін алуға болады. ASEA-SKF агрегатында металл вакуумдауға,индукционды араластыруға, кеуекті тығындар арқылы аргонменүрлеуге, электрлік доғалық қыздыруға әкеп соқтыруға мүмкін (7сурет). Мұндай агрегатта 2 сағатқа дейін ұстауында және тазарталғанқождың бетінде зиянды қоспалардан металды жоғары дәрежедетазалауға жетеді. АҚШ-та өндірілген Funkl үрдісінде шөмішкетөменнен берілетін аргонмен араластыру жүзеге асырылады.
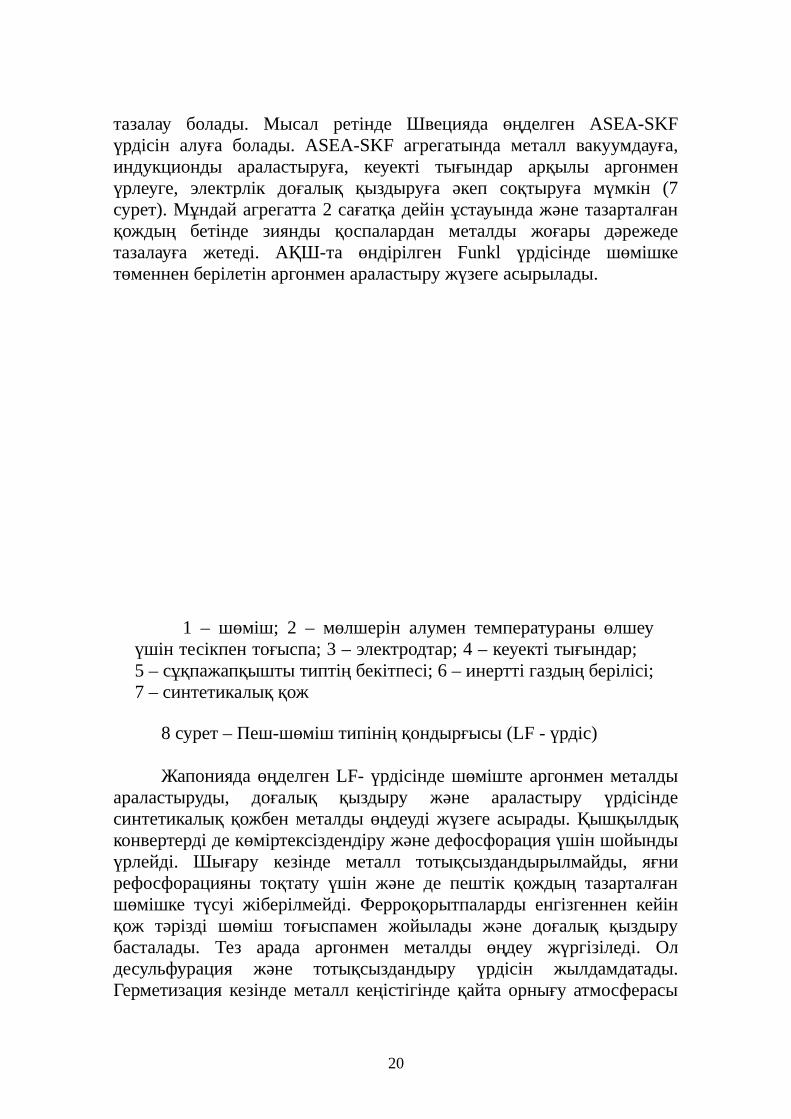
8 сурет – Пеш-шөміш типінің қондырғысы (LF - үрдіс)
Жапонияда өңделген LF- үрдісінде шөміште аргонмен металдыараластыруды, доғалық қыздыру және араластыру үрдісіндесинтетикалық қожбен металды өңдеуді жүзеге асырады. Қышқылдықконвертерді де көміртексіздендіру және дефосфорация үшін шойындыүрлейді. Шығару кезінде металл тотықсыздандырылмайды, яғнирефосфорацияны тоқтату үшін және де пештік қождың тазарталғаншөмішке түсуі жіберілмейді. Ферроқорытпаларды енгізгеннен кейінқож тәрізді шөміш тоғыспамен жойылады және доғалық қыздырубасталады. Тез арада аргонмен металды өңдеу жүргізіледі. Олдесульфурация және тотықсыздандыру үрдісін жылдамдатады.Герметизация кезінде металл кеңістігінде қайта орнығу атмосферасы
20
1 – шөміш; 2 – мөлшерін алумен температураны өлшеу үшін тесікпен тоғыспа; 3 – электродтар; 4 – кеуекті тығындар; 5 – сұқпажапқышты типтің бекітпесі; 6 – инертті газдың берілісі; 7 – синтетикалық қож
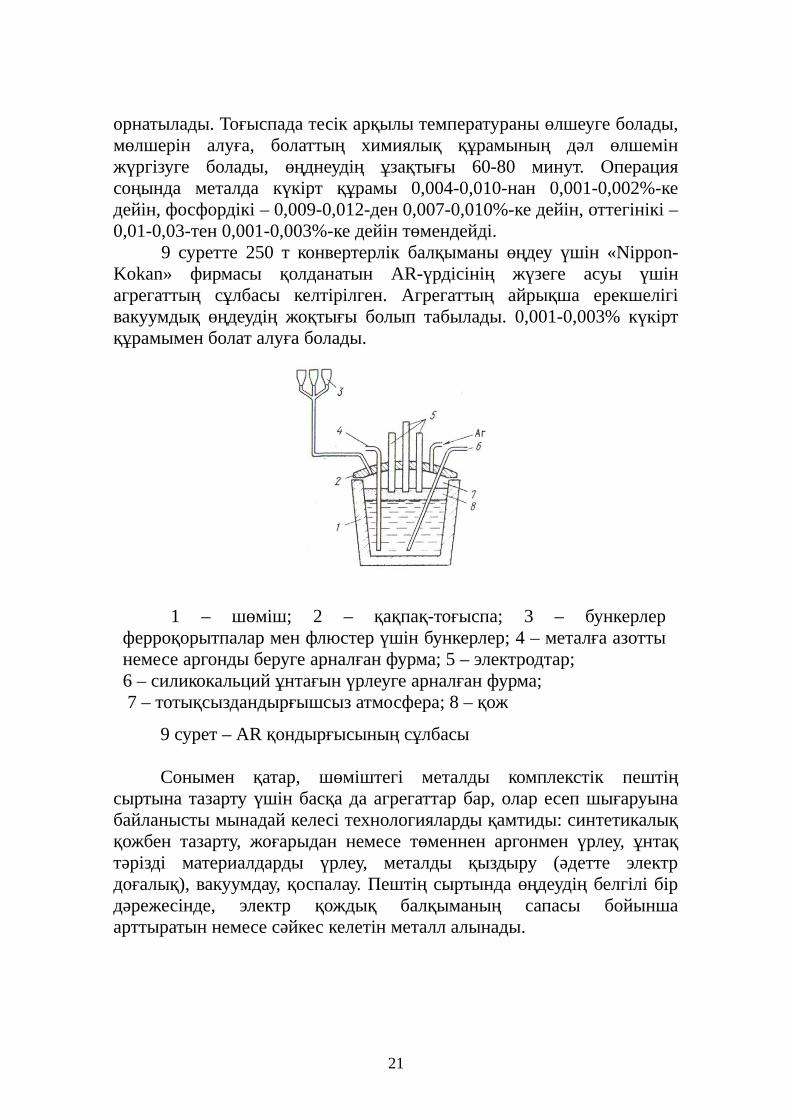
орнатылады. Тоғыспада тесік арқылы температураны өлшеуге болады,мөлшерін алуға, болаттың химиялық құрамының дәл өлшемінжүргізуге болады, өңднеудің ұзақтығы 60-80 минут. Операциясоңында металда күкірт құрамы 0,004-0,010-нан 0,001-0,002%-кедейін, фосфордікі – 0,009-0,012-ден 0,007-0,010%-ке дейін, оттегінікі –0,01-0,03-тен 0,001-0,003%-ке дейін төмендейді.
9 суретте 250 т конвертерлік балқыманы өңдеу үшін «Nippon-Kokan» фирмасы қолданатын AR-үрдісінің жүзеге асуы үшінагрегаттың сұлбасы келтірілген. Агрегаттың айрықша ерекшелігівакуумдық өңдеудің жоқтығы болып табылады. 0,001-0,003% күкіртқұрамымен болат алуға болады.
9 сурет – AR қондырғысының сұлбасы
Сонымен қатар, шөміштегі металды комплекстік пештіңсыртына тазарту үшін басқа да агрегаттар бар, олар есеп шығаруынабайланысты мынадай келесі технологияларды қамтиды: синтетикалыққожбен тазарту, жоғарыдан немесе төменнен аргонмен үрлеу, ұнтақтәрізді материалдарды үрлеу, металды қыздыру (әдетте электрдоғалық), вакуумдау, қоспалау. Пештің сыртында өңдеудің белгілі бірдәрежесінде, электр қождық балқыманың сапасы бойыншаарттыратын немесе сәйкес келетін металл алынады.
21
1 – шөміш; 2 – қақпақ-тоғыспа; 3 – бункерлер ферроқорытпалар мен флюстер үшін бункерлер; 4 – металға азотты немесе аргонды беруге арналған фурма; 5 – электродтар; 6 – силикокальций ұнтағын үрлеуге арналған фурма; 7 – тотықсыздандырғышсыз атмосфера; 8 – қож
3 Инертті газбен металды өңдеу
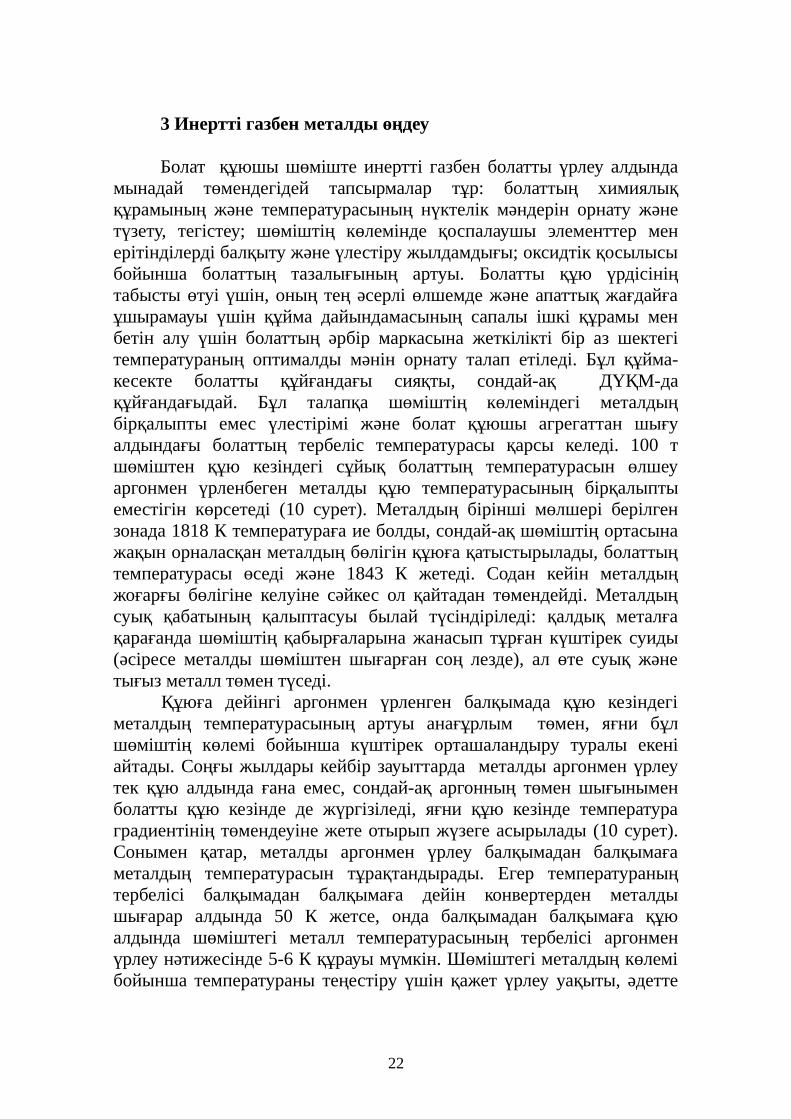
Болат құюшы шөміште инертті газбен болатты үрлеу алдындамынадай төмендегідей тапсырмалар тұр: болаттың химиялыққұрамының және температурасының нүктелік мәндерін орнату жәнетүзету, тегістеу; шөміштің көлемінде қоспалаушы элементтер менерітінділерді балқыту және үлестіру жылдамдығы; оксидтік қосылысыбойынша болаттың тазалығының артуы. Болатты құю үрдісініңтабысты өтуі үшін, оның тең әсерлі өлшемде және апаттық жағдайғаұшырамауы үшін құйма дайындамасының сапалы ішкі құрамы менбетін алу үшін болаттың әрбір маркасына жеткілікті бір аз шектегітемператураның оптималды мәнін орнату талап етіледі. Бұл құйма-кесекте болатты құйғандағы сияқты, сондай-ақ ДҮҚМ-дақұйғандағыдай. Бұл талапқа шөміштің көлеміндегі металдыңбірқалыпты емес үлестірімі және болат құюшы агрегаттан шығуалдындағы болаттың тербеліс температурасы қарсы келеді. 100 тшөміштен құю кезіндегі сұйық болаттың температурасын өлшеуаргонмен үрленбеген металды құю температурасының бірқалыптыеместігін көрсетеді (10 сурет). Металдың бірінші мөлшері берілгензонада 1818 К температураға ие болды, сондай-ақ шөміштің ортасынажақын орналасқан металдың бөлігін құюға қатыстырылады, болаттыңтемпературасы өседі және 1843 К жетеді. Содан кейін металдыңжоғарғы бөлігіне келуіне сәйкес ол қайтадан төмендейді. Металдыңсуық қабатының қалыптасуы былай түсіндіріледі: қалдық металғақарағанда шөміштің қабырғаларына жанасып тұрған күштірек суиды(әсіресе металды шөміштен шығарған соң лезде), ал өте суық жәнетығыз металл төмен түседі.
Құюға дейінгі аргонмен үрленген балқымада құю кезіндегіметалдың температурасының артуы анағұрлым төмен, яғни бұлшөміштің көлемі бойынша күштірек орташаландыру туралы екеніайтады. Соңғы жылдары кейбір зауыттарда металды аргонмен үрлеутек құю алдында ғана емес, сондай-ақ аргонның төмен шығыныменболатты құю кезінде де жүргізіледі, яғни құю кезінде температураградиентінің төмендеуіне жете отырып жүзеге асырылады (10 сурет).Сонымен қатар, металды аргонмен үрлеу балқымадан балқымағаметалдың температурасын тұрақтандырады. Егер температураныңтербелісі балқымадан балқымаға дейін конвертерден металдышығарар алдында 50 К жетсе, онда балқымадан балқымаға құюалдында шөміштегі металл температурасының тербелісі аргонменүрлеу нәтижесінде 5-6 К құрауы мүмкін. Шөміштегі металдың көлемібойынша температураны теңестіру үшін қажет үрлеу уақыты, әдетте
22
газдың шығыны мен оның шөміштегі көлемі бойынша үлестірімінетәуелді 3-5 минутты құрайды.
10 сурет – Құю жүрісі бойынша металл температурасыныңөзгерісі
Металды аргонмен үрлеу кезінде металды бұрғылау кезіндекүшейтілетін жылу шығару және жылу өткізгіштігі есебіненшөміштегі металл температурасы төмендейді. Болаттыңтемпературасының төмендеу жылдамдығы шөміш пен газшығынының сыйымдылығына байланысты. Орташа алғанда металдыңсалқындау жылдамдығы 35 т шөміш үшін ~ 0,016; 200 т үшін ~ 0,025;40 т үшін ~ 0,066 К/с. Жылу шығынының үлкен бөлігі жылу сәулешығаруының ұлғаюымен байланысты, сондықтан қақпақпен үрлеукезінде шөмішті жабу жылу шығынын қысқартады. Металдысалқындатудың жылдамдығы қоспалаушы қосыммен (химиялыққұрамын түзету қажеттілігіне) немесе суытқышпен жүзегеасырылады, мысалы қысқа үзімді таза сүйменнің 1 т балқытылғанметалға 1 кг сүймен қосқанда, оның температурасы 1,7 К төмендейді.Кейбір зауыттарда шөмішке кранның көмегімен біраз уақытқа слябтіңүзімі енгізіледі, яғни ол қызып және балқып, сұйық металданжылудың бөлігін алады.
Аргонмен металды үрлеу үрдісінде болатта метал емесқосылыстардың құрамы төмендейді, бұл күкірт, азот, оттегі – активтіқоспаларының адсорбты тасымалдауы мен флотациясы есебіненболады. Флотация үрдісі металл емес қосылыстардың, яғни оларметалда таразыланған, металдан олардың көпіршіктерін жою бетіне
23
1 – аргонмен үрлеусіз; 2 – құюға дейінгі және құю кезінде аргонмен үрлеу; 3 – құюға дейін аргонмен үрлеу
жабысуымен түсіндіріледі. Болаттың ластануының төмендеуі металлемес кермелермен, металмен шекарадағы үлкен фаза аралық керілуіжәне басқа металл емес кірмесімен салыстыру бойынша минималдыұстасышылығы бар глинозем бөлігін жою нәтижесінде өтеді.
Бұдан басқа, металды үрлеу кезінде химиялық құрамы бойыншаболатты орташаландыру болады. Болатты орташаландырусыз шөмішкөлемінде келісілген байқау алу мүмкін емес, ол барлық металдыңқұрамын анықтайды және металл құрамының түзетілімін анықтаумүмкін емес. Осыған байланысты байқау жүргізу алдында үрлеужүргізіледі, оның ұзақтығы температураны орташаландыру үшінүрлеудің ұзақтығымен сәйкес келеді. Химиялық құрамныңтүзетілуімен байланысты сұрақтар төменде қарастырылады.
Инертті газбен металды үрлеу кезінде шөмішті бір-біріненерекшеленетін жүйелер қолданылады: үрлеу кезінде металдың төменгіжағында шөміштің түбінде элементтер; ал жоғарғы жағында –максималды мүмкін болатын тереңдікте балқымада жүктелетін фурма.Әрбір тәсілдің өз айырмашылықтары мен кемшіліктері бар.
Металды үрлеуді төменгі жағынан кеуекті тығын мен блоктарарқылы (11 сурет), отқа төзімді қойыртпақ кірпіштерінің арасындағыкеуекті тігін арқылы (12 сурет), сұқпажапқыш бекітпенің каналы
24
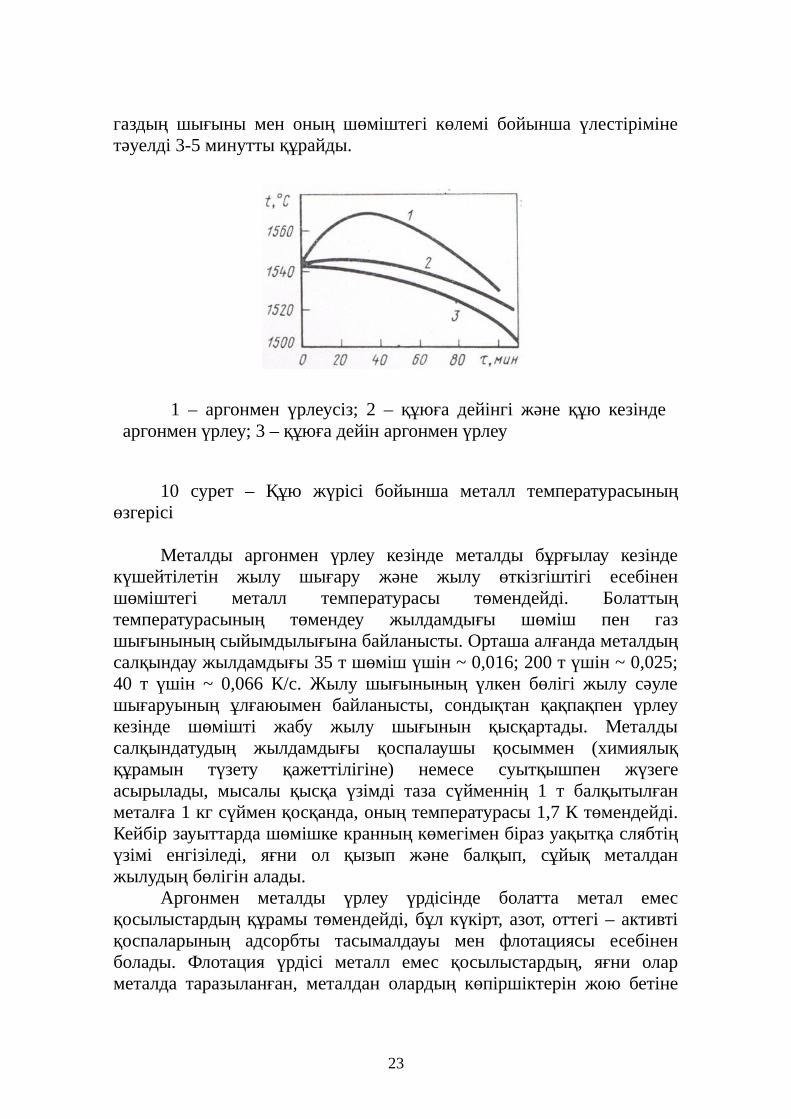
1 – газдың берісі; 2 – металдық стақан; 3 – кеуекті блок; 4 – отқа төзімді сылақ
11 сурет – Кеуекті ендірмелері арқылы инертті газдың сұйық металға берілуіне арналған құрылғы
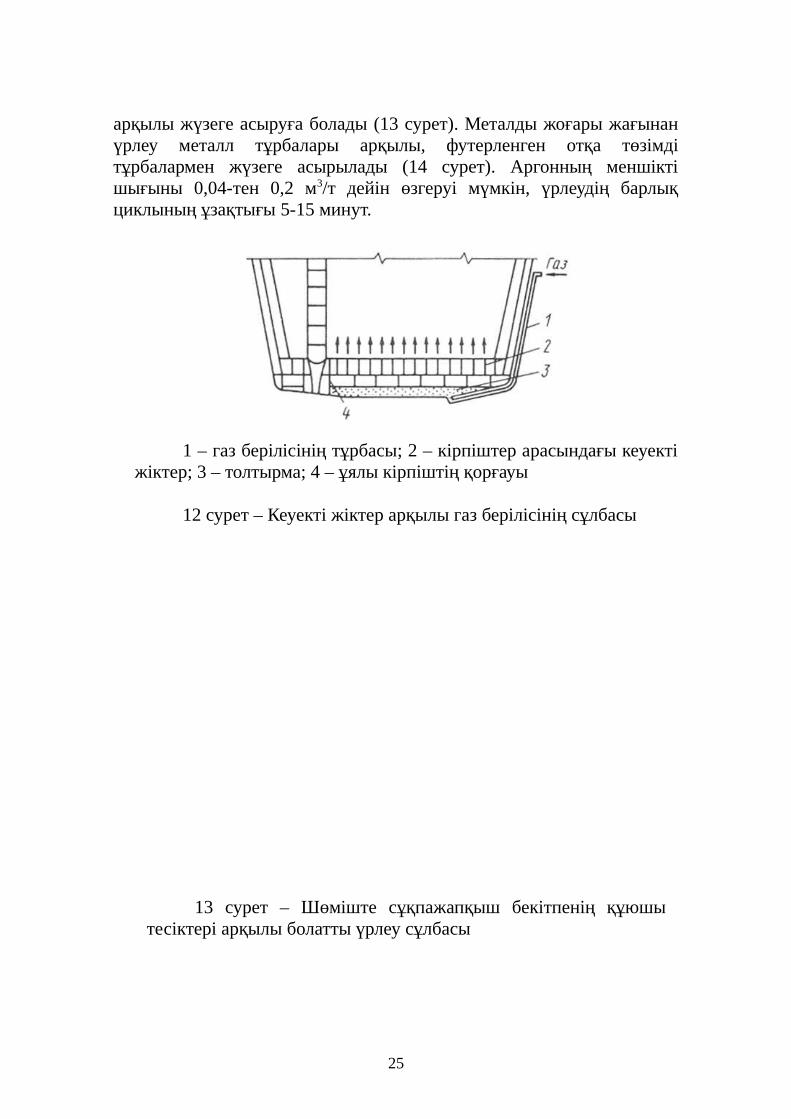
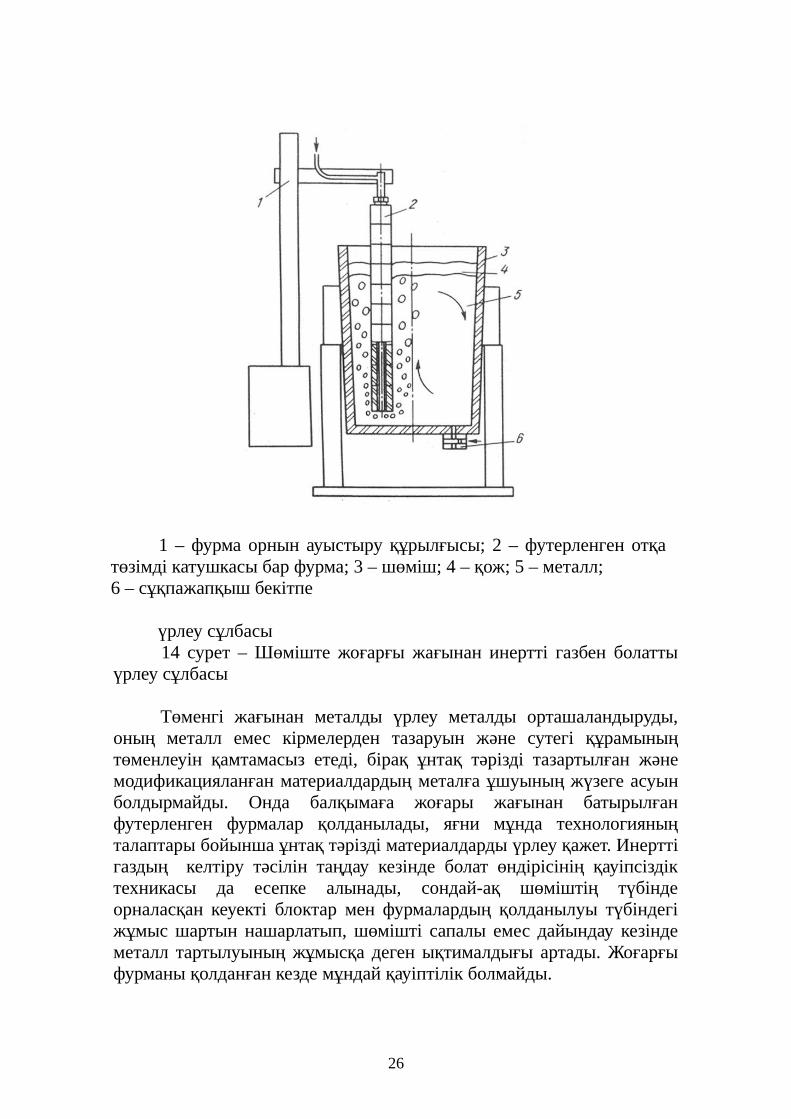
арқылы жүзеге асыруға болады (13 сурет). Металды жоғары жағынанүрлеу металл тұрбалары арқылы, футерленген отқа төзімдітұрбалармен жүзеге асырылады (14 сурет). Аргонның меншіктішығыны 0,04-тен 0,2 м3/т дейін өзгеруі мүмкін, үрлеудің барлықциклының ұзақтығы 5-15 минут.
25
13 сурет – Шөміште сұқпажапқыш бекітпенің құюшы тесіктері арқылы болатты үрлеу сұлбасы
1 – газ берілісінің тұрбасы; 2 – кірпіштер арасындағы кеуекті жіктер; 3 – толтырма; 4 – ұялы кірпіштің қорғауы
12 сурет – Кеуекті жіктер арқылы газ берілісінің сұлбасы
14 сурет – Шөміште жоғарғы жағынан инертті газбен болаттыүрлеу сұлбасы
Төменгі жағынан металды үрлеу металды орташаландыруды,оның металл емес кірмелерден тазаруын және сутегі құрамыныңтөменлеуін қамтамасыз етеді, бірақ ұнтақ тәрізді тазартылған жәнемодификацияланған материалдардың металға ұшуының жүзеге асуынболдырмайды. Онда балқымаға жоғары жағынан батырылғанфутерленген фурмалар қолданылады, яғни мұнда технологияныңталаптары бойынша ұнтақ тәрізді материалдарды үрлеу қажет. Инерттігаздың келтіру тәсілін таңдау кезінде болат өндірісінің қауіпсіздіктехникасы да есепке алынады, сондай-ақ шөміштің түбіндеорналасқан кеуекті блоктар мен фурмалардың қолданылуы түбіндегіжұмыс шартын нашарлатып, шөмішті сапалы емес дайындау кезіндеметалл тартылуының жұмысқа деген ықтималдығы артады. Жоғарғыфурманы қолданған кезде мұндай қауіптілік болмайды.
26
1 – фурма орнын ауыстыру құрылғысы; 2 – футерленген отқа төзімді катушкасы бар фурма; 3 – шөміш; 4 – қож; 5 – металл; 6 – сұқпажапқыш бекітпе
үрлеу сұлбасы
4 Болатты вакуумдау
Вакууммен металды өңдеу кезінде (балқымада қысымныңтөмендеуі) металдағы газдың ерігіштігі кемиді және газдық фазаныңқатысуымен болатын үрдістердің өтуін жеңілдетеді. Газдық фазакөміртегі қышқылдануы реакциясының өтуі кезінде металда ерігенсутегі мен азоттың бөлінуі үрдісі кезінде, сондай-ақ металда түстіметалдар қоспаларының булануы кезінде қалыптасады. Вакуумменметалды өңдеу болатта түсті металл қоспалары құрамыныңтөмендеуінің бірегей әдісі болып табылады.
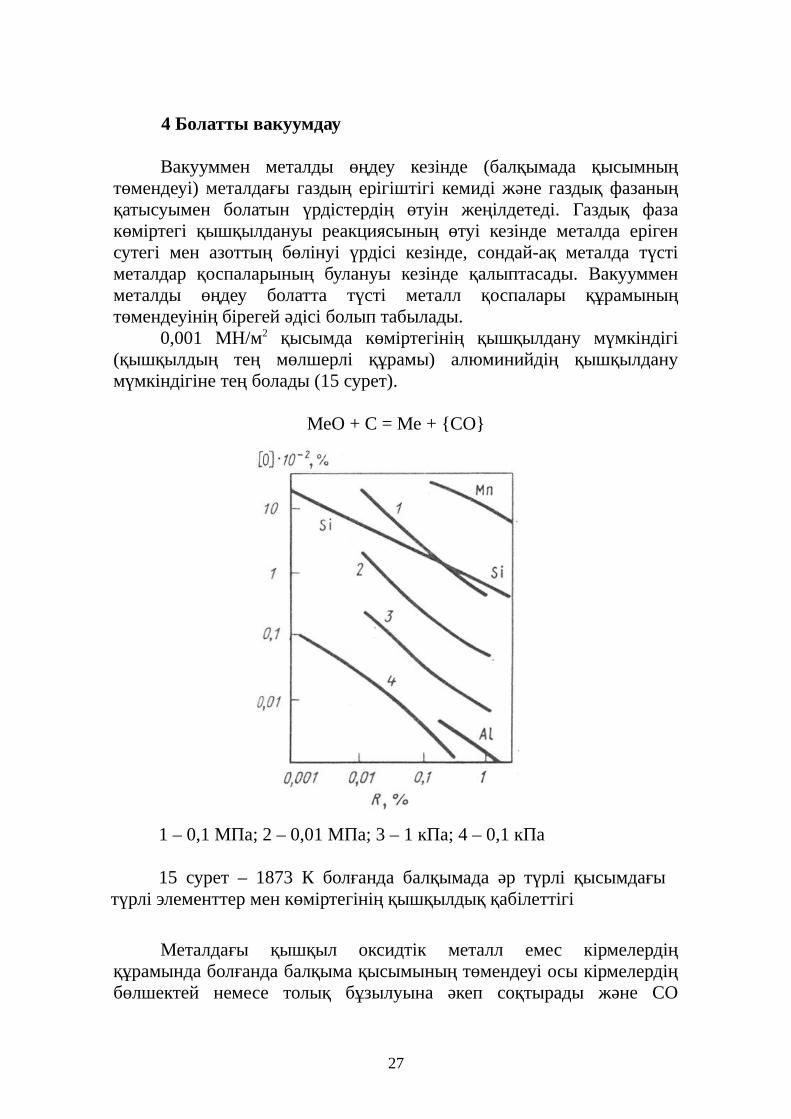
0,001 МН/м2 қысымда көміртегінің қышқылдану мүмкіндігі(қышқылдың тең мөлшерлі құрамы) алюминийдің қышқылданумүмкіндігіне тең болады (15 сурет).
МеО + С = Ме + {СО}
Металдағы қышқыл оксидтік металл емес кірмелердіңқұрамында болғанда балқыма қысымының төмендеуі осы кірмелердіңбөлшектей немесе толық бұзылуына әкеп соқтырады және СО
27
1 – 0,1 МПа; 2 – 0,01 МПа; 3 – 1 кПа; 4 – 0,1 кПа
15 сурет – 1873 К болғанда балқымада әр түрлі қысымдағы түрлі элементтер мен көміртегінің қышқылдық қабілеттігі
қысымы төмен болған сайын, соғұрлым металда оксидтік кірмелер азқалады. Металды вакууммен өңдеу кезінде болаттың көміртегіменқышқылдануы ваннаның интенсивті қайнауымен және ваннада СОкөпіршіктерінің өтуі есебінен оның араласуымен өтеді. Бұлкөпіршіктер сутегі мен азотқа қатысты өзі вакуум болып табылады,сондай-ақ СО көпіршіктерінде 0
2Hp және 0
2Np . Сондай-ақ,
металды инертті газбен үрлегенде осындай қайнау кезінде металлемес кірмелердің флотация эффектісі пайда болады, яғни вакуумдаукезінде екі эффект пайда болады: көміртегі қышқылдануыныңесебінен металл емес кірмелердің бұзылуы және олардың СОкөпіршіктерімен флотациясы. Сонымен қатар, газ көпіршіктерініңүлкен мөлшерде бөліп шығаруы нәтижесінде металл араласады, оныңқұрамы және температурасы теңеседі.
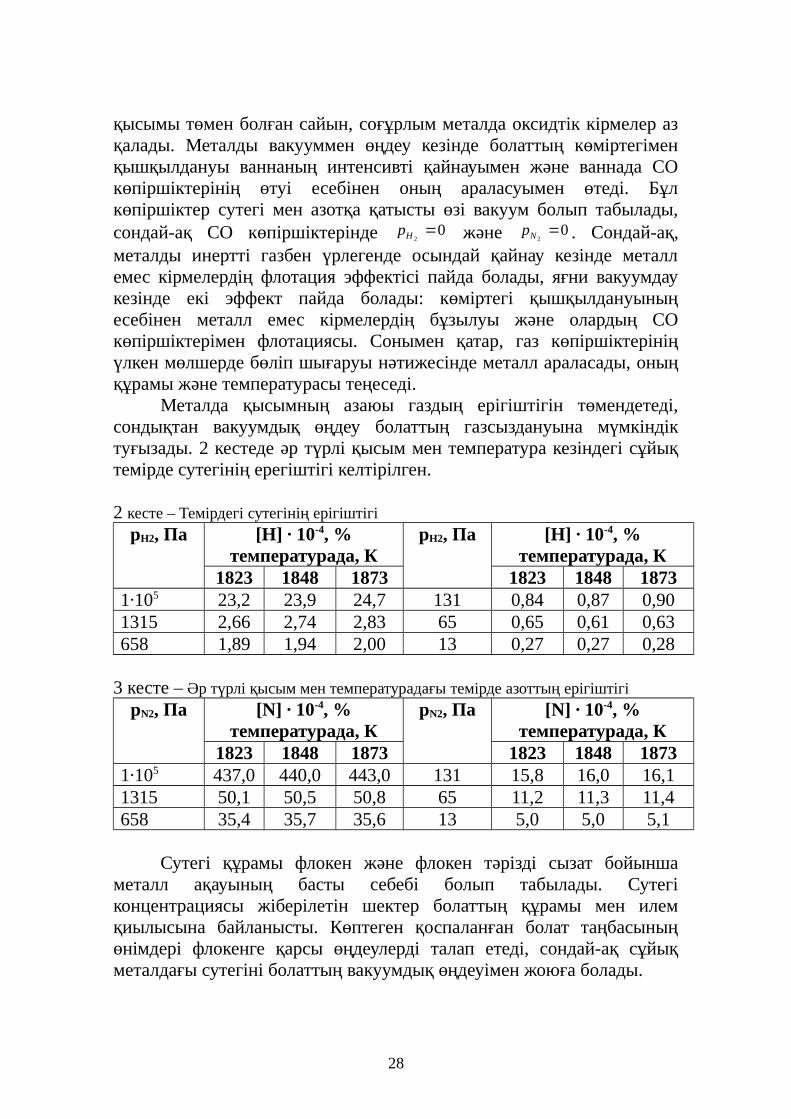
Металда қысымның азаюы газдың ерігіштігін төмендетеді,сондықтан вакуумдық өңдеу болаттың газсыздануына мүмкіндіктуғызады. 2 кестеде әр түрлі қысым мен температура кезіндегі сұйықтемірде сутегінің ерегіштігі келтірілген.
2 кесте – Темірдегі сутегінің ерігіштігірН2, Па [Н] ∙ 10-4, %
температурада, КрН2, Па [Н] ∙ 10-4, %
температурада, К1823 1848 1873 1823 1848 1873
1∙105 23,2 23,9 24,7 131 0,84 0,87 0,901315 2,66 2,74 2,83 65 0,65 0,61 0,63658 1,89 1,94 2,00 13 0,27 0,27 0,28
3 кесте – Әр түрлі қысым мен температурадағы темірде азоттың ерігіштігірN2, Па [N] ∙ 10-4, %
температурада, КрN2, Па [N] ∙ 10-4, %
температурада, К1823 1848 1873 1823 1848 1873
1∙105 437,0 440,0 443,0 131 15,8 16,0 16,11315 50,1 50,5 50,8 65 11,2 11,3 11,4658 35,4 35,7 35,6 13 5,0 5,0 5,1
Сутегі құрамы флокен және флокен тәрізді сызат бойыншаметалл ақауының басты себебі болып табылады. Сутегіконцентрациясы жіберілетін шектер болаттың құрамы мен илемқиылысына байланысты. Көптеген қоспаланған болат таңбасыныңөнімдері флокенге қарсы өңдеулерді талап етеді, сондай-ақ сұйықметалдағы сутегіні болаттың вакуумдық өңдеуімен жоюға болады.
28
Сұйық темірдегі азоттың ерігіштігі қосымның аздығыментөмендейді (3 кесте).
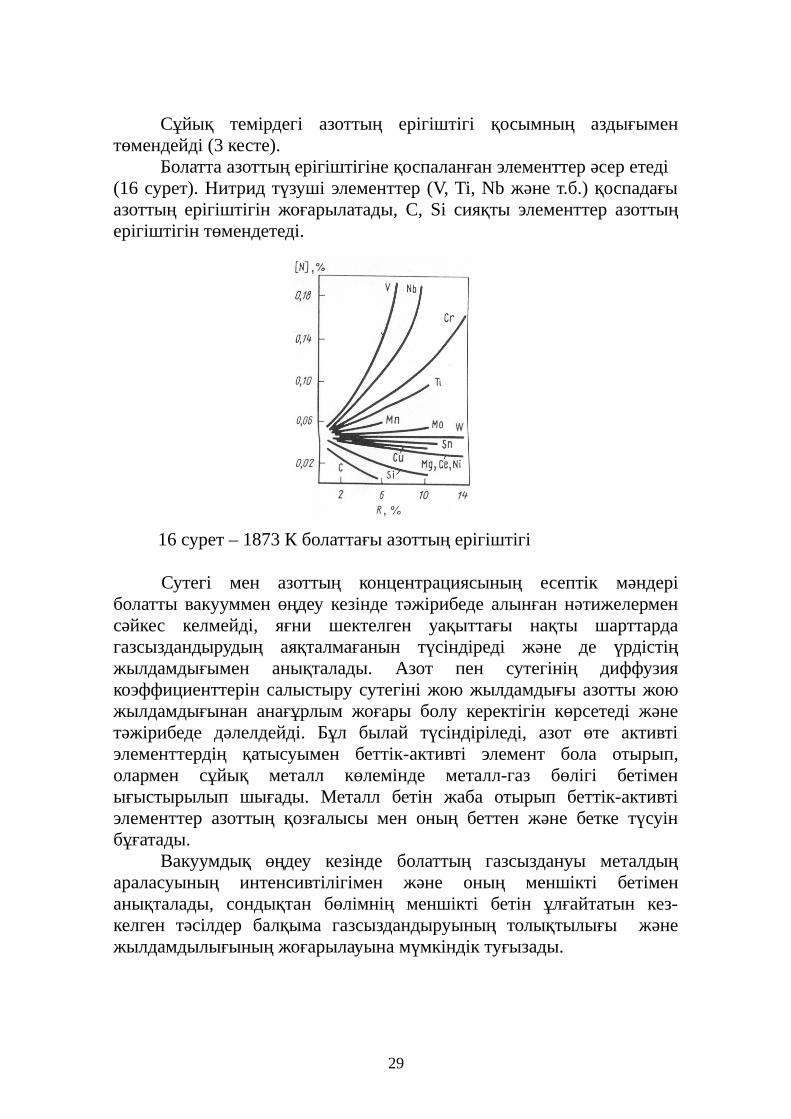
Болатта азоттың ерігіштігіне қоспаланған элементтер әсер етеді (16 сурет). Нитрид түзуші элементтер (V, Ti, Nb және т.б.) қоспадағыазоттың ерігіштігін жоғарылатады, С, Si сияқты элементтер азоттыңерігіштігін төмендетеді.
Сутегі мен азоттың концентрациясының есептік мәндеріболатты вакууммен өңдеу кезінде тәжірибеде алынған нәтижелерменсәйкес келмейді, яғни шектелген уақыттағы нақты шарттардагазсыздандырудың аяқталмағанын түсіндіреді және де үрдістіңжылдамдығымен анықталады. Азот пен сутегінің диффузиякоэффициенттерін салыстыру сутегіні жою жылдамдығы азотты жоюжылдамдығынан анағұрлым жоғары болу керектігін көрсетеді жәнетәжірибеде дәлелдейді. Бұл былай түсіндіріледі, азот өте активтіэлементтердің қатысуымен беттік-активті элемент бола отырып,олармен сұйық металл көлемінде металл-газ бөлігі бетіменығыстырылып шығады. Металл бетін жаба отырып беттік-активтіэлементтер азоттың қозғалысы мен оның беттен және бетке түсуінбұғатады.
Вакуумдық өңдеу кезінде болаттың газсыздануы металдыңараласуының интенсивтілігімен және оның меншікті бетіменанықталады, сондықтан бөлімнің меншікті бетін ұлғайтатын кез-келген тәсілдер балқыма газсыздандыруының толықтылығы жәнежылдамдылығының жоғарылауына мүмкіндік туғызады.
29
16 сурет – 1873 К болаттағы азоттың ерігіштігі
Болатты вакуумдау үшін технологияны жетілдіру жәнежабдықтау газдық фаза түйіспесінің қосылған меншікті бетініңұлғаюы және вакуумдық насос қуатының ұлғаюы жолымен өтті.
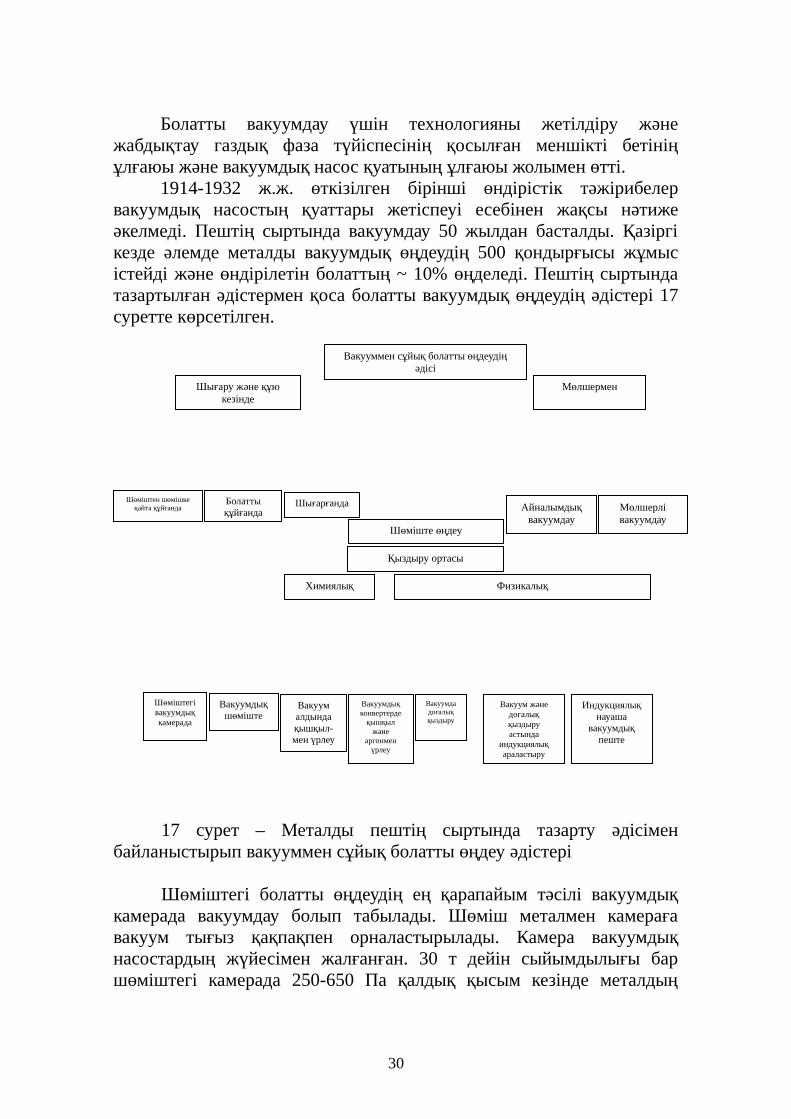
1914-1932 ж.ж. өткізілген бірінші өндірістік тәжірибелервакуумдық насостың қуаттары жетіспеуі есебінен жақсы нәтижеәкелмеді. Пештің сыртында вакуумдау 50 жылдан басталды. Қазіргікезде әлемде металды вакуумдық өңдеудің 500 қондырғысы жұмысістейді және өндірілетін болаттың ~ 10% өңделеді. Пештің сыртындатазартылған әдістермен қоса болатты вакуумдық өңдеудің әдістері 17суретте көрсетілген.
17 сурет – Металды пештің сыртында тазарту әдісіменбайланыстырып вакууммен сұйық болатты өңдеу әдістері
Шөміштегі болатты өңдеудің ең қарапайым тәсілі вакуумдықкамерада вакуумдау болып табылады. Шөміш металмен камерағавакуум тығыз қақпақпен орналастырылады. Камера вакуумдықнасостардың жүйесімен жалғанған. 30 т дейін сыйымдылығы баршөміштегі камерада 250-650 Па қалдық қысым кезінде металдың
30
Вакууммен сұйық болатты өңдеудің әдісі
Шығару және құю кезінде
Мөлшермен
Шөміште өңдеу
Қыздыру ортасы
ФизикалықХимиялық
Шөміштен шөмішке қайта құйғанда
Болатты құйғанда
Шығарғанда Айналымдық вакуумдау
Мөлшерлі вакуумдау
Шөміштегі вакуумдық камерада
Вакуумдық шөміште
Вакуум алдындақышқыл-мен үрлеу
Вакуумдық конвертерде
қышқыл және
аргонмен үрлеу
Вакуумда доғалық қыздыру
Вакуум және доғалық қыздыру астында
индукциялық араластыру
Индукциялық науаша
вакуумдық пеште
ерікті түрде араласуы, шөміштің вакуумдау құрылғысыныңпайдалануына жүргізген тәжірибе болаттағы сутегінің бастапқыдан20-30 % төмендеуіне мүмкіндік барын көрсетеді. Болаттағы оттегі,азот, металл емес кірмелерінің құрамының азаюы болмайды. Өңдеудіңтөмен эффективтілігі былай түсіндіріледі, беттік қабатта интенсивтіағатын металда ерітілген оттегі мен көміртегінің өзара әрекеті металлқабырғаларының қалыңдығының ұлғаюы бойынша тынады және 1,4 мтереңдікте тәжірибелік түрде толығымен тоқталады, яғни металдыңтөменгі қабаттары газсыздандыруға душар болмайды. Бұл тәсілменқышқылданбаған болатты өңдеудің эффективтілігін жоғарылату үшінжасалған тәжірибелер оң нәтиже бермеді, ал вакуумдау үрдісініңсоңында шөмішке қосылған ерітінділер және қоспалар металлкөлемінде тең емес мөлшерде үлестірілді.
Вакуумдық өңдеудің эффективтілігі шөміштегі металдыңараласу кезінде инертті газдың немесе электр магниттік өрістіңкөмегімен іс жүзінде жоғарылайды. Инертті газдың берілісін центрденығысуымен шөміштің түбінде орналасқан кеуекті тығынды немесекеуекті блоктар арқылы жүзеге асырылады. Кремний жәнеалюминиймен қышқылданған болаттың мұндай өңдеуінде 10-15минут уақыт аралығында сутегінің құрамы бастапқыдан 25-40 %төмендейді. Вакуумдаудың жеткілікті ұзақтығында металдағысутегінің құрамы (1,8-2,2)∙10-4 % жетуі мүмкін. Осымен бірге біруақытта болаттағы оттегінің құрамы 30 % төмендейді (оксидтікметалл емес кірмелердің есебінен). Болаттағы азоттың құрамытәжірибелік түрде өзгермейді. Вакуумдық өңдеудің соңында енгізілгенферроқорытпалардың қосымдары үрлеудің 2-3 минутында металлкөлемінде үлестіріледі. Ерітінді емес металды вакуумдау кезіндесутегі мен оттегінің толық жойылуын қарастырады, бірақ бұлжағдайда қайнау кезінде металды алып тастауды алдын алу үшіншөміште ~1 м артық ұзындық болу керек.
Шөміштегі металл температурасы төмендеуінің жылдамдығы0,03 К/с жетеді. Жылу шығыны компенсациясы үшін шөміштегіметалл массасы мен қойыртпақ материалына қатысты металды 30-60К қосымша қыздыруды қамтамассыздандыру қажет. Бұл шөміштегіметалды қосымша қыздырумен шөміштік вакуумдаудықнұсқаларының өңделу себептерінің бірі болып табылады. 150 тсыйымдылығы бар электр магниттік араластыру және электр доғалыққыздыру, вакуумдық өңдеуді үйлестіруші қондырғы бірінші ретШвецияда жасалды және ASEA-SKF деген атқа ие болды, тәжірибедеосы түрдегі қондырғылар пеш-шөміш деген атауға ие болды. Пеш-шөміш қондырғысының жабдықтауы келесі негізгі түйіндерден
31
тұрады: болатты электр доғалық қыздыру үшін текше, электрмагниттік араластыру үшін құрылғы, вакуумдық өңдеудің текшесі,вакуумдық насостардың жүйесі, ерітінді және қоспалардыңмөлшерленген берілістері үшін жабдықтар, қондырғыны басқарупульті. Мұндай қондырғыны қолдану зиянды қоспалардың төменгіқұрамымен кез-келген химиялық құрамнан болат алуға мүмкіндікбереді, мысалы күкірт құрамы 0,001 % төмендеуі мүмкін. Бірақөңдеудің ұзақ циклы бұл қондырғының жоғары өндірістік цехтардақолданатыны ескертеді. Электр магниттік араластырудың орнынаметалл араластыру үшін аргонды пайдаланатын қондырғылар жиіқолданылады, бірақ онда да 80 т балқыманы өңдеудің ұзақтығы 40-90минутты құрайды.
Жоғары өндірістік цехтарда металдың үлкен бөлігін өңдеу үшінмөлшерлі (DH-үрдіс) немесе айналымдық (RH-үрдіс) вакуумдауқондырғылары қолданылады.
Мөлшерлі вакуумдауда металл вакуум-камерада сорылады,ізінше қысым айырмасы металл бетінде, болат құюшы шөміште жәневакуумдық камерада. Вакуум-камераның толу және босатылу үрдісіжүзеге асырылады, яғни құбыр соңы барлық уақытта шөміштегіметалдың төмендегі деңгейінде болуы үшін. 100 т дейінгісыйымдылықта шөміш төмен түсіріледі және вакуум-камера үлкенсыйымдылықта шөміш көтеріледі.
Құбырды көтергенде металл шөмішке ағызылады, төментүсірілгенде вакуум металды керісінше сорады, яғни металлмөлшерімен өңделеді. Бір мөлшерді (30 т) өңдеудің цикл ұзақтығы 15-30 сек. құрайды, ал жалпы өңдеу уақыты әдетте, 20-30 минуттықұрайды және циркуляция коэффициентімен анықталады, яғни олгазсыздандыру уақытында камера арқылы өтетін болаттың массасынашөміштегі болат массасының қатынасына тең. Ереже бойынша,металды орташаландыру мен сутегіні жою үшін жеткілікті циркуляциякоэффициенті 3-4-ке тең. Вакуум-камераға өңдеудің соңындаферроқорытпаның қажетті шамасын мөлшермен енгізеді. Шөміштеметалл құрамын орташаландыру үшін ферроқорытпаның мөлшерініңқосымынан соң өңдеудің 5-6 циклы өндіріледі.
Мөлшерлі вакуумдаудың қондырғыларында ерітілмеген металлөндіріледі, сондай-ақ бұл жағдайда көміртегінің қышқылдану қабілетіэффективті қолданылады, сутегіні жоюдың жоғары дәрежесіне жетеді,ерітінді шығыны және металл емес кірмелерімен болаттың ластануытөмендейді.
32
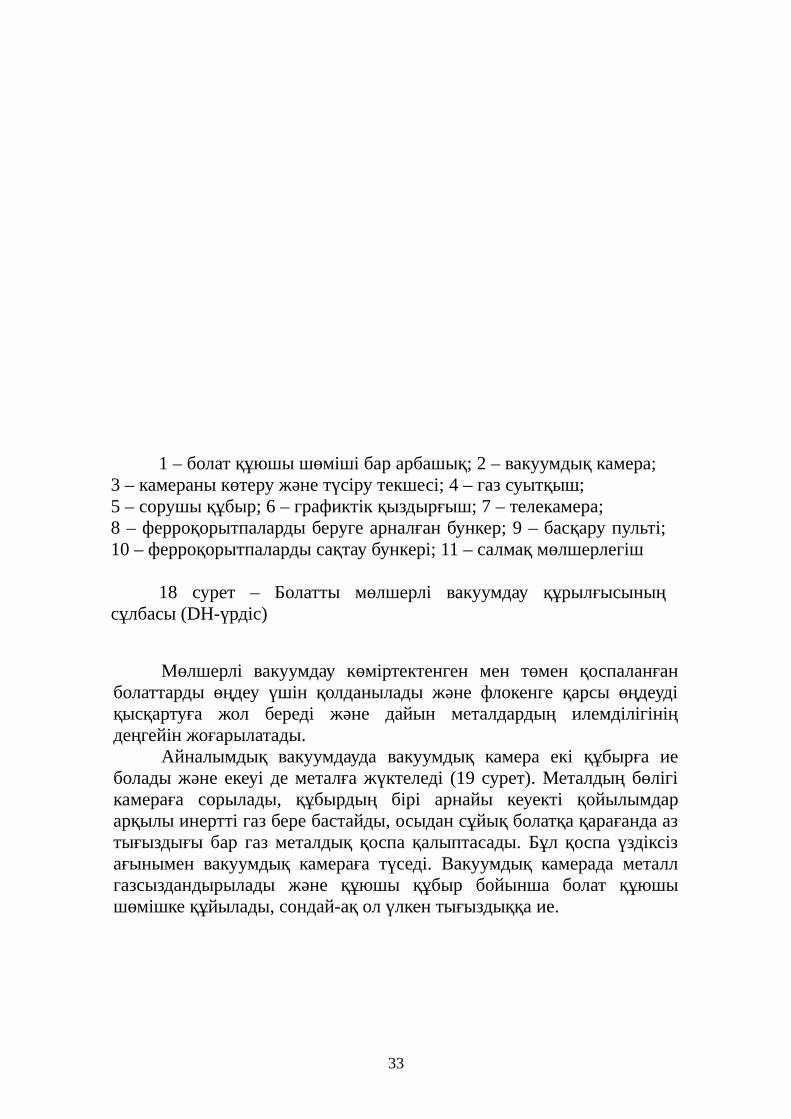
Мөлшерлі вакуумдау көміртектенген мен төмен қоспаланғанболаттарды өңдеу үшін қолданылады және флокенге қарсы өңдеудіқысқартуға жол береді және дайын металдардың илемділігініңдеңгейін жоғарылатады.
Айналымдық вакуумдауда вакуумдық камера екі құбырға иеболады және екеуі де металға жүктеледі (19 сурет). Металдың бөлігікамераға сорылады, құбырдың бірі арнайы кеуекті қойылымдарарқылы инертті газ бере бастайды, осыдан сұйық болатқа қарағанда азтығыздығы бар газ металдық қоспа қалыптасады. Бұл қоспа үздіксізағынымен вакуумдық камераға түседі. Вакуумдық камерада металлгазсыздандырылады және құюшы құбыр бойынша болат құюшышөмішке құйылады, сондай-ақ ол үлкен тығыздыққа ие.
33
1 – болат құюшы шөміші бар арбашық; 2 – вакуумдық камера; 3 – камераны көтеру және түсіру текшесі; 4 – газ суытқыш; 5 – сорушы құбыр; 6 – графиктік қыздырғыш; 7 – телекамера; 8 – ферроқорытпаларды беруге арналған бункер; 9 – басқару пульті; 10 – ферроқорытпаларды сақтау бункері; 11 – салмақ мөлшерлегіш
18 сурет – Болатты мөлшерлі вакуумдау құрылғысының сұлбасы (DH-үрдіс)

19 сурет – Болаттың айналымдық вакуумдау қондырғысыныңсұлбасы (RH-үрдіс)
Осыдан кейін белгіленген жылдамдықпен вакуумдық камераарқылы металдың үздіксіз айналымы болады, яғни бұл көтеруші менағызушы құбырдың диаметрінен, камерадағы қалдық қысымынан,аргон шығынынан т.б. тәуелді. Металл қозғалысының жылдамдығыбелгілі бір дәрежеде вакуумдық насостардың өнімділігіне байланыстыжәне 1,0 м/с жетеді. 1 минутта камераға тусетін балқыманың массасышөміштегі болаттың массасының 30%-не жетеді. Металлайналымының 10-15 минутынан кейін камера арқылы металдағысутегі құрамы (0,9-1,3)∙10-4, % жетеді.
34
1 – ферроқорытпалар үшін бункер; 2 – дәлмөлшерленген бункер; 3 – трансформатор
Аргонның меншікті шығыны 0,07-0,10 м3/т жетеді. Айналымдықвакуумдау әр түрлі мөлшердегі көміртекті және төмен қоспаланғанболаттың өндірісінде қолданылады.
Мөлшерлі және айналымдық вакуумдау камераны қойыртпағыүшін жоғары сапалы отқа беріктікті қажет етеді. Ерекше талаптарқұбырларға арналған отқа беріктілерге жарияланады, сондай-ақбелгілі бір дәрежеде қарапайым вакууматор мен оның өнімділігіқұбырлардың төзімділігіне байланысты. Әдетте құбырдың төзімділігі~ 100 балқыманы құрайды. Төзімділікті арттыру және температурашығынын төмендету үшін вакум-камераны, әдетте графитті электрқыздырғышпен 1723-1823 К дейін қыздырады. Мұндай қыздырукезінде металл температурасының төмендеуі вакууммен өңдеуүрдісінде 0,016-0,025 К/с құрайды. Мұны болат балқытушы агрегаттаншығыр алдындағы металдың температурасын анықтау кезіндеесептеуге тура келеді.
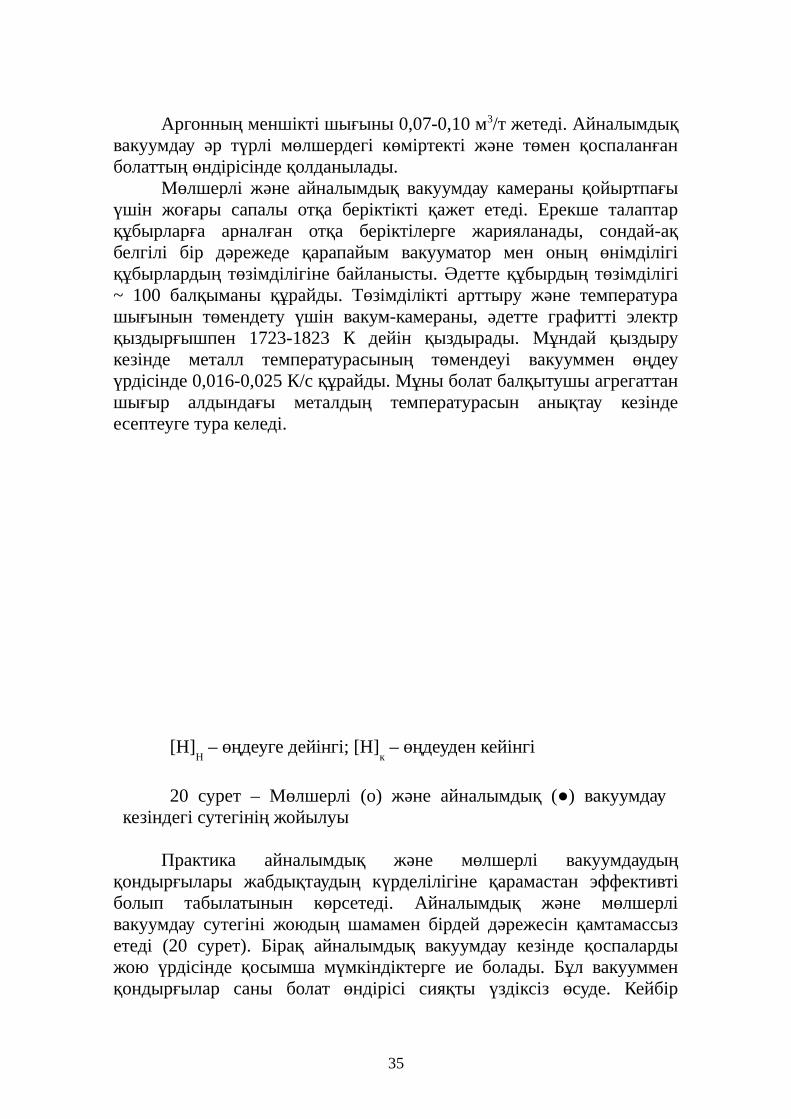
Практика айналымдық және мөлшерлі вакуумдаудыңқондырғылары жабдықтаудың күрделілігіне қарамастан эффективтіболып табылатынын көрсетеді. Айналымдық және мөлшерлівакуумдау сутегіні жоюдың шамамен бірдей дәрежесін қамтамассызетеді (20 сурет). Бірақ айналымдық вакуумдау кезінде қоспалардыжою үрдісінде қосымша мүмкіндіктерге ие болады. Бұл вакуумменқондырғылар саны болат өндірісі сияқты үздіксіз өсуде. Кейбір
35
[H]H – өңдеуге дейінгі; [H]
к – өңдеуден кейінгі
20 сурет – Мөлшерлі (о) және айналымдық (●) вакуумдау кезіндегі сутегінің жойылуы
зауыттарда, мысалы Oita фирмасы “Nippon Steel Corp”,айналымдықпен әдіспен оттекті-конвертерлік цехта балқытылған 95%болат өңдейді. 1981 ж. вакууммен өңделетін болаттың мөлшеріболаттың әлемдік өндірісінен 7 % құрайды, ал 1987 ж. – 15 %.Вакуумдаудың келесі тәсілі болатты ағымда вакуумдау болыптабылады. Тәсіл қарапайымдылығымен және сутегіні жеткіліктіжоғары дәрежеде жоюымен ерекшеленеді. Ол бір шөміштенекіншісіне қайта құю кезінде жүзеге асырылады. Болат болат құюшышөміштен басқа шөмішке (б) немесе вакуумдық камерада орналасқансауытқорамға (а) аралық қондырғы арқылы қойылады. Вакуумдаукеңестігінде сұйық болат ағымы газбен бөлінетін ұсақ тамшыларғабөлінеді. Газсыздандырудың дамыған беті және ферростатикалыққысымның болмауы металдан газдың жоюылуы жылдамдығынжоғарылатады. Металды вакуумдаудың әр түрлі тәсілдерін салыстырумынаны көрсетеді, яғни сутегіні жоюда металды ағымда вакуумдауөте эффективті болып табылады, содан кейін айналымдық вакуумдаужәне ақырғы орында – шөміште вакуумдау. Шөміште болаттывакуумдық өңдеудегі барлық тәсілдердің кемшіліктері мыналар болыптабылады: ауада болатты келесі құю кезінде сутегі мен оттегініңқұрамы атмосферамен байланысына сәйкес (0,5-1,0)∙10-4 және 0,0015% өседі, егер ағымды қорғау бойынша шаралар қолданбаса.
36
21 сурет – Болатты ағымда вакуумдаудың сұлбасы
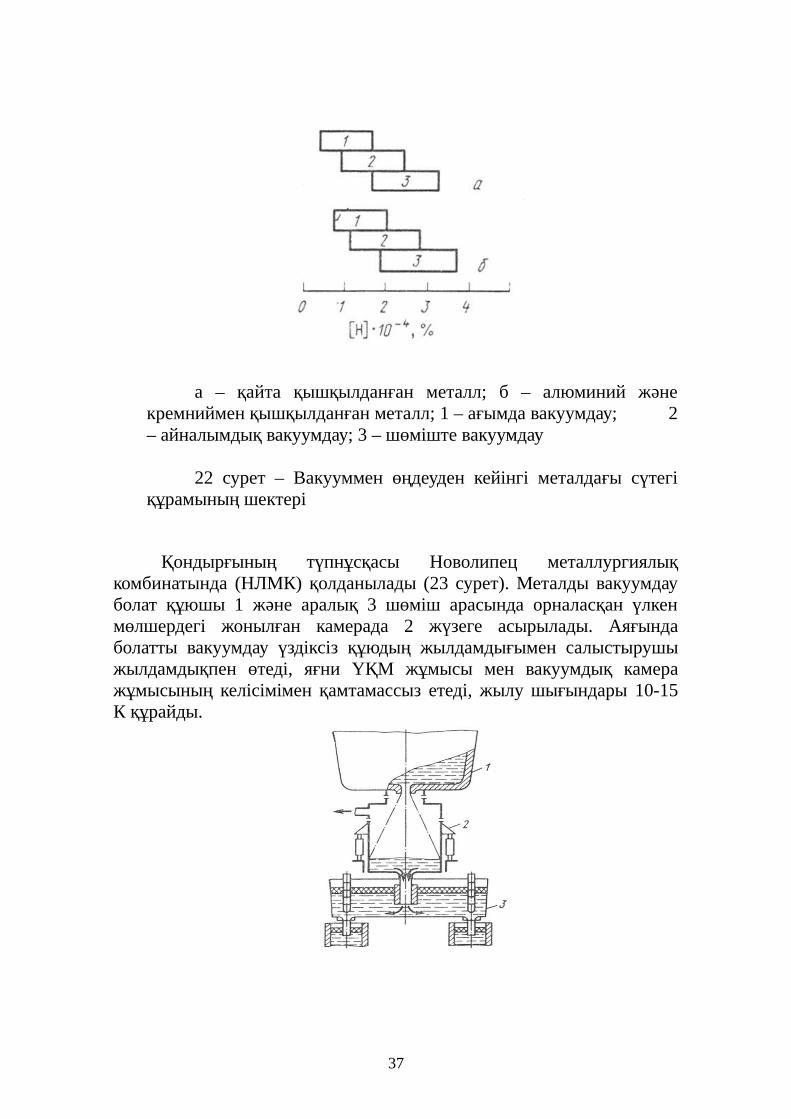
Қондырғының түпнұсқасы Новолипец металлургиялықкомбинатында (НЛМК) қолданылады (23 сурет). Металды вакуумдауболат құюшы 1 және аралық 3 шөміш арасында орналасқан үлкенмөлшердегі жонылған камерада 2 жүзеге асырылады. Аяғындаболатты вакуумдау үздіксіз құюдың жылдамдығымен салыстырушыжылдамдықпен өтеді, яғни ҮҚМ жұмысы мен вакуумдық камеражұмысының келісімімен қамтамассыз етеді, жылу шығындары 10-15К құрайды.
37
а – қайта қышқылданған металл; б – алюминий және кремниймен қышқылданған металл; 1 – ағымда вакуумдау; 2 – айналымдық вакуумдау; 3 – шөміште вакуумдау
22 сурет – Вакууммен өңдеуден кейінгі металдағы сүтегі құрамының шектері

23 сурет – Болатты ағынды вакуумдау құрылығысының сұлбасы
38
5 Шөміште болаттың химиялық құрамын түзету
Болат өндірісінде оттекті конвертерде ерітінді мен қоспалардыңнегізгі бөлігін балқыма шығару кезінде шөмішке енгізіледі.Шикіқұрамды таразылаудағы қателіктен шөмішке ағызатын металдыңмассасы балқымадан балқымаға теңселеді; ферроқорытпа мөлшерініңмассасы да салмақ мөлшерлегіш қателігіне байланысты кейбірқателіктермен анықталады. Бұл болаттың химиялық құрамыныңалынатын кең диапазонына әкеп соқтырады, яғни бұл теріс жағынан құюшартарында және металл сапасының нәтежесінде айтылады. Балқымамассасы көп болған сайын, соғұрлым химиялық құрамының шектеріболаттың берілген маркасында түспеу ықтималдылығы жоғары. Сондай-ақ соңғы кездерде өте қысқа шектерде болаттың химиялық құрамын алуталаптары өсуде. Мысалы, 10Г2БТ болатты балқытқанда титан құрамы0,07-0,09 % шектерде теңселуі керек. Металды ерітінділеу жәнеқоспалауда конвертерден шығару кезінде аз шектерде тәжірибелік түрдежету мүмкін емес. Бұл талаптар “балқымадан балқымаға” әдісіменДҮҚМ-ға болатты құю кезінде күшейтіледі. Химиялық құрамыныңқысқа шектеріне түсу үшін жаңа заманғы оттекті-конвертерлік цехтаршөміштегі металдың бабына жеткізу бойынша қондырғыларменжабдықталған (МЖҚ). Бұл қондырғылардың құрамына шөміштегіферроқорытпалардың беріліс орталары мен салмақты шаруасы,ферроқорытпалары бар бункерлер жүйесі кіреді. Қондырғылар ұнтақтәрізді материалдардың үрлеу жүйесімен жабдықталады. Шөмішберілген соң металмен МЖҚ-ға, металды орташаландыру үшін жоғарыжәне төмен берілетін, инертті газбен металды үрлеу жүзеге асырылады,металдың мөлшерін қайта алады, яғни анализі бойынша номограммнемесе ЭЕМ көмегімен қажет қосымның массасы есептелінеді. 70 кгқосымның массасында оны бірнеше бөлікке бөледі және әрбір бөліктенсоң 2-3 минут аралығында инертті газбен орташаландыру үрлеуін жүзегеасырады. Таңбалы түр жиынның қысқы шекке түсуі мынаменбайланысты, яғни МЖҚ-ға қышқылдан металды қоспалау жүзегеасырылады, осыдан ферроқорытпаларды меңгеру тұрақты және 100 %жақын. Алюминий құрамын түзету әдетте алюминий сымымен өндіріледі(трайбаппатары көмегімен үлкен жылдамдықпен металл деңгейініңастына енгізілген). Сондықтан алюминий көлемде балқиды, металлбетінде емес және тәжірибелік қалдықсыз меңгеріледі. Жаңа заманғыцехтарда қосымның есебін, оларды енгізу және орташаландыру үрлеуінбасқарушы ЭЕМ көмегімен өндіреді. Аргонмен үрлеуші түзетушіқосымдардың теруі химиялық құрамы және температурасы бойыншақысқа шектегі металды алуға мүмкіндік береді.
Бақылау сұрақтары
1 Болатты пештен тыс өңдеудің негізгі талаптары қандай?2 Металдағы күкірт мөлшерін азайту әдістері қандай?3 Металдың десульфурация өнімділігін қожбен арттыру әдістері
қандай?4 Шөміште металды үрлеу кезіндегі негізгі ұнтақтәріздес
десульфураторларды атаңдар.5 Пеш-шөміш типті қондырғылар және олардың жұмыс істеу
ерекшеліктері туралы айтыңдар.6 Пеш қожының шөмішке түсуін алдың алу қажеттілігі қандай
және қожды бөлудің (отсечка) әдістері?7 Шөміште металды үрлеу үшін силикокальций және кальций
карбидін қолдану ерекшеліктерін атаңдар.8 Металдың құйылуы және оған әсер ететін факторлар туралы
айтыңдар.9 Шөміште металды инертті газбен өңдеудің негізгі талаптары
қандай?10 Инертті газбен үрленген және үрленбеген металды құю кезінде
болаттың температурасы қалай өзгереді?11 Шөміште аргонмен үрлеу арқылы болаттың газқаныққандығын
төмендету мүмкіндіктерін атаңдар.12 Шөміште металды инертті газбен үрлеу жүйелерін және
жабдықтарын атап көрсетіңдер.13 Қысымды төмендету кезінде вакуумның сұйық металға әсері
және әр түрлі элементтердің қышқылдандыру қабілеттілігі қандай?14 Вакуумдау әдістері туралы айтыңдар.15 DH- және RH-үрдістердің айырмашылықтары қандай?16 Әр түрлі вакуумдау әдістердің өнімділігін салыстырыңдар.17 Шөміште болаттың химиялық құрамын түзету туралы айтыңдар.
2
Әдебиет
1 Власов Н.Н. Разливка черных металлов. Справочноеиздание / Н.Н. Власов, В.В. Король, В.С. Радя. – 2-е издание. – М. :Металлургия, 1987. – 272 с.
2 Воздвиженский В.М. Литейные сплавы и технология ихплавки в машиностроении / В.М. Воздвиженский, В.А. Грачев, В.В.Спасский. – М. : Машиностроение, 1984. – 432 с.
3 Воинов С.Г. Рафинирование металлов синтетическимишлаками / С.Г. Воинов, А.Г. Шалимов, Л.Ф. Косой. – М. :Металлургия, 1964. – 277 с.
4 Волович М.И. Горячее моделирование процесса продувкиметалла: учебное пособие. – Новокузнецк, 1989. – 71 с.
5 Грачев В.А. Металлургия литейного производства: учебноепособие / В.А. Грачев, С.А. Расулов. – Ташкент: Укитувчи, 1987. –304 с.
6 Григорян В.А. Физико-химические расчетыэлектросталеплавильных процессов: уч. пособие для вузов /В.А. Григорян, А.Я. Стомахин, А.Г. Пономаренко и др. – М. :Металлургия, 1989. – 288 с.
7 Инкин С.В. Иненерные расчеты по теории литейныхпроцессов / С.В. Инкин, И.Ф. Мазалов, М.В. Пикунов, Э.Б. Тен, Б.М.Шуголь. – Алма-Ата: Рауан, 1991. – 224 с.
8 Кнюппель Г. Раскисление и вакуумная обработка стали:основы и технология ковшевой металлургии. – М. : Металлургия,1984. – 413 с.
9 Машиностроение. Энциклопедия в 40 томах / Т. IV-5 –Машины и агрегаты металлургического производства. – М. :Машиностроение, 2004. – 912 с.
10 Поволоцкий Д.Я. Внепечная обработка стали: учебник длявузов / Д.Я. Поволоцкий, В.А. Кудрин, А.Ф. Вишкарев. – М. : МИСИС,1995. – 256 с.
11 Фомин Б.А. Металлургия вторичного алюминия: учебноепособие для вузов. – М. : Экомет, 2004. – 240 с.
Мазмұны
Кіріспе..................................................................................... 31 Үздіксіз құю және балқыманы пештен тыс өңдеуге
дайындау үшін сұйық болатқа қойылатын талаптар......... 52 Металды синтетикалық қожбен, өзі балқитын және
қатты қождық қоспалармен тазарту, ұнтақтәріздесматериалдарды үрлеу............................................................ 9
3 Инертті газбен металды өңдеу............................................. 204 Болатты вакуумдау............................................................... 255 Шөміште болаттың химиялық құрамын түзету................. 36
Бақылау сұрақтары............................................................... 38Әдебиет.................................................................................. 39
БЕКІТЕМІНС.Торайғыров атындағы ПМУ- дың оқу жөніндегі проректоры ___________Н.Э. Пфейфер (қолы)«__»_________200_ж.
Құрастырушылар: ассистент А.Ж. Таскарина, магистр, аға оқытушы П.О. Быков
Металлургия кафедрасы
Кафедра отырысында ұсынылды « __» _______2008 ж., № __ хаттама
Кафедра меңгерушісі __________________М.М. Сүйіндіков
Металлургия, машина жасау және көлік факультетінің оқу-әдістемеліккеңесі қолдады « __» _______200__ ж., № __ хаттама
ММЖжКФ ОӘК ________________Ж.Е. Ахметов
КЕЛІСІЛГЕН
ММЖжК деканы ___________Т.Т. Тоқтағанов «____»_______200__ж. (қолы)
СМ бөлімініңнормобақылаушысы__________Г.С. Баяхметова «__»_______200__ж. (қолы)
ҚҰПТАДЫ ОҮЖжӘҚ
ОҮЖжӘҚ бастығы _________Л.Т. Головерина «___»________200__ж. (қолы)
2
Пікірсарап
А. Ж. Таскарина, П.О. Быковтың металлургиялық мамандықтағы студенттеріне арналған «Балқымалардыпештен тыс өңдеу» пәннің оқуға арналған әдістемелік нұсқаулықтар. –
Павлодар: С. Торайғыров ат. ПМУ, 2008.
Әдістемелік нұсқаулық 050709 «Металлургия» мамандығыныңмемлекеттік стандартына сәйкес МЖМБС ҚР 3.08.335–2006, жасалған.
Әдістемелік нұсқаулықта балқымаларды пештен тыс өңдеудіңнегізгі тәсілдері және пештен тыс өңдіру тәсілін қолданып болаттыалудың артықшылығы туралы жалпы мәліметтер көрсетіледі.
Аталған әдістемелік нұсқаулық студентке өздік жұмыс тәжірибесіналуға және «Балқымаларды пештен тыс өңдеу» пәні бойынша алғантеориялық білімді нығайтуға арналған.
т.ғ.к., профессор М.М. Сүйіндіков
3
Министерство образования инауки Республики Казахстан
Павлодарский государственныйуниверситет им. С. Торайгырова
Факультет металлургии, машиностроенияи транспортакафедра металлургииВЫПИСКА ИЗ ПРОТОКОЛА № 11заседания кафедрыот «27» июня 2008 г.г. ПавлодарПредседатель: зав. кафедрой металлургии Суюндиков М.М.Секретарь: лаборант Абишева Ж.Б.
ПОВЕСТКА ДНЯ:4. О рекомендации для издания учебно-методического материала виздательстве «КЕРЕКУ» ПГУ.
4. СЛУШАЛИ: магистр, ст. преподаватель Быков П.О., ассистентТаскарина А.Ж. представили свои методические указания для изучениядисциплины «Внепечная обработка расплавов». Доложили содержаниеметодических указаний и их особенность.
4. ВЫСТУПИЛИ: к.т.н., профессор Суюндиков М.М. В методическомуказании приводятся общие сведения об основных способах внепечнойобработки и преимуществах получения стали с использованием способоввнепечной обработки.
Считаю, что данные методические указания помогают студенту вприобретении навыков самостоятельной работы и закрепленииполученных теоретических знаний по дисциплине «Внепечная обработкарасплавов».
4. ПОСТАНОВИЛИ: Рекомендовать методические указания для изданияв издательстве «КЕРЕКУ» ПГУ.
Председатель,к.т.н., профессор, зав. кафедрой М.М. Суюндиков
Секретарь, лаборант Ж.Б. Абишева
4