opera optimising procedures for efficiency and reduced accidents a systematic approach to writing...
TRANSCRIPT
OPERAOPERAOOptimising ptimising PProcedures for rocedures for EEfficiency fficiency
and and RReduced educed AAccidentsccidents
A systematic Approach to writing better A systematic Approach to writing better procedures by involving the workforceprocedures by involving the workforce
Dr David EmbreyDr David EmbreyManaging DirectorManaging Director
Human Reliability AssociatesHuman Reliability Associates
www.humanreliability.comwww.humanreliability.com
2
Some common assumptions about Some common assumptions about proceduresprocedures
‘Fully documented step by step ‘Fully documented step by step
procedures need to be actively referred procedures need to be actively referred to when all tasks are carried out’to when all tasks are carried out’
– The type and level of detail depends on the level of expertise for the specific operators and tasks concerned
– Familiar, simple tasks usually do not require written procedures at the point of use
– The Matrix provides guidelines for the appropriate form of procedural support
» Risk, complexity, frequency of task performance

3
‘ ‘You cannot write You cannot write procedures for everything’procedures for everything’
• For routine situations OPERA allows best practices can be defined and documented as the most cost effective way(s) of carrying out the task
• For abnormal situations, job aids must be provided for dealing with situations that can be anticipated
• For high risk, unpredictable situations, need to define generic procedures to get the system to a safe state and buy time

Three Phases of OPERAThree Phases of OPERA
Maintain Best Practice– Maintain an open culture– Use feedback to update Best Practice
Support Best Practice– Balance between job aids and procedures– Training & assessment linked to Best Practice
Develop Best Practice– Participation not consultation– Reach consensus– Make Preferred Practice = Best Practice
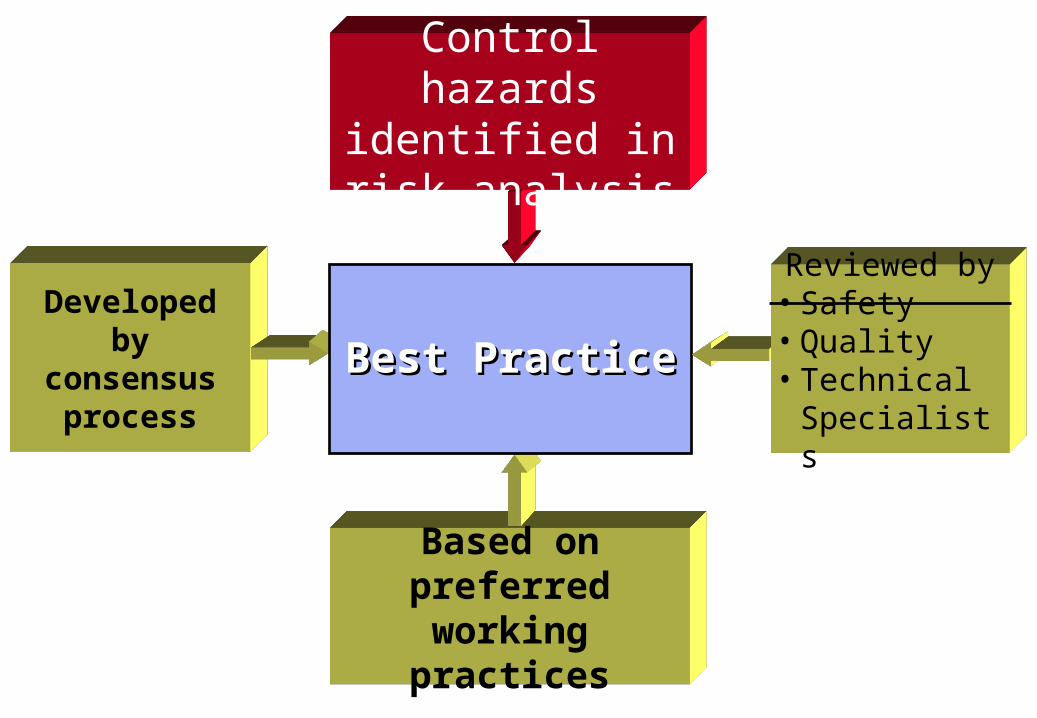
Based on preferred working practices
Developed by consensus
processBest PracticeBest Practice
Control hazards identified in risk
analysis
Reviewed by• Safety• Quality• Technical
Specialists

CriticalityScreening
GenerateTask
Inventory
DocumentCurrentPractice
AgreeBest
Practice
DocumentBest
Practice
OperatorInput
TaskAnalysis
Tools
Formattingguidelines
ReferenceProcedure
Stages
Inputs
Consensus Group
(inc TechnicalInput)
Task step hazard analysis
Risks
Phase 1: Develop Best PracticePhase 1: Develop Best PracticeTraining needsCompetence assessment Level of support

7
Black books are a useful source of Black books are a useful source of informal, undocumented knowledgeinformal, undocumented knowledge

How the Consensus Process WorksHow the Consensus Process Works
Technical experts
I see a problem
Facilitator(System user peer group)
Technical questions
Proposed best practiceConsensus
group
Best Practice
Agreed by all
Job aids
Training specification
DifferencesPracticalrealities
Facilitators talk to all systemusers whodescribe
current practice
Risks controlled
8
Task Experts People who do the job

Facilitator collects information and
develops provisional best practice
Reviewed by each shift & modified if necessary
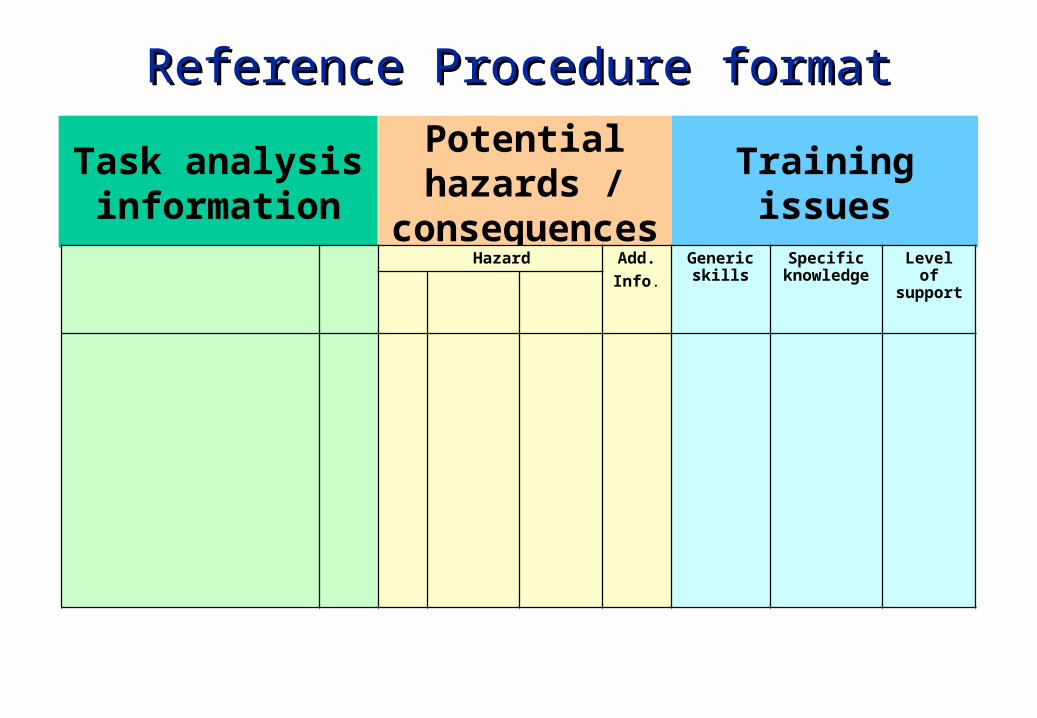
Task analysis information
Potential hazards /
consequences Training issues
Hazard Add.
Info.
Generic skills
Specific knowledge
Level of support
Reference Procedure formatReference Procedure format
11
Maintaining Best PracticeMaintaining Best Practice• Encourage and use feedback from users• Maintain channels of communication with the
sharp end via facilitator• Reapply OPERA to generate new practices and
supporting job aids & refresher training:– plant/equipment changes– changes in working practices– operational experience– regulatory change
12
What are Job Aids?What are Job Aids?
“Any source of information used to support the successful performance of
tasks” (e.g reminders and memory aids)
Intended to complement but not replace skill

13
5%20%
75%
Step by stepprocedures
Supported byjob aids
No writtenprocedures
How often are written procedures How often are written procedures actuallyactually needed ‘in hand’ when a needed ‘in hand’ when a
task is performed?task is performed?

The MatrixThe Matrix for determining for determining appropriate level of supportappropriate level of support
Step by Step instruction required (SBS)
Low
Low
Medium
High
NWI
NWI
NWI NWI NWI
NWINWI
NWI JA
NWI
NWI JA
NWI
JA
JA
SBSNWI
NWI NWI SBS
NWI JA
JA
JA
NWI
JA SBS
Medium High
Freq Infreq Rare Freq Infreq Rare Freq Infreq Rare
Task Criticality
Task Familiarity
Ta
sk
Co
mp
lexi
ty
14
Job Aid required e.g. checklist/memory aid (JA)
No Written Instruction required (NWI)
15
Examples of Job Aid Examples of Job Aid FormatsFormats
• Step-by-step lists
• Posters
• Flow charts
• Labels
• Simplified drawings
• Decision tables
• Check list sheets
• Step-by-step lists
• Posters
• Flow charts
• Labels
• Simplified drawings
• Decision tables
• Check list sheets

Cord Grip
Blueor
Black
N
Green &Yellow
orGreen
E 13A
Fus eBrownor
Red32
mm
12m
m
22 mm
Fitt
ed W
ithB
S 1
362
13A
Fus
e A
lway
sF
it B
S 1
362
Rep
lace
men
tC
artr
idge
Fus
e
6mm
6mm
6mmLL
UK Plug Cover Job AidUK Plug Cover Job Aid

17
Furnace /Hot Oil - Label Furnace /Hot Oil - Label
• Maintain burner pressure above 0.6 bar
• Keep oil temperature 170 - 225C
Flue gas O2
Very unsafe. Do not increase air
Unsafe. Increase air gradually
EmissionsIncrease air
Target range
Wasted fuel
1%
2%
5%
6%

Furnace Trip Job AidFurnace Trip Job Aid
How longis furnace likely to
be down?
Furnace Trip Reset Alarms
Identify initiator event
Temporary unit shut
down
Column temperature and reflux to manual
Reduce feed
Stop hot oil to columns 5 and 7
Bypass column 6 steam raisers
Reduce column reflux rates
Maintain column levels
Stop tank 7 and 8 import
Rundown to off grade
Stop overhead pumps as condenser levels fall
More than 1 hour
Commence furnace start-up procedure
Reset 98-DEA-80
Light pilot flame
Return Unit to normal
Did pilotflame light?
Attempt to re-light furnace
Yes
Yes
Is hotoil temperature
above150°C?
No
Less than 1 hour
No
18

Planning Job AidsPlanning Job Aids
Base final decision on what Base final decision on what users want and need - listen users want and need - listen to feedback!to feedback!
1
2
3
Low
Low
Medium
High
NWI
NWI
NWI NWI NWI
NWINWI
NWI JA
NWI
NWI JA
NWI
JA
JA
SBSNWI
NWI NWI SBS
NWI JA
JA
JA
NWI
JA SBS
Medium High
Freq Infreq Rare Freq Infreq Rare Freq Infreq Rare
Criticality
Familiarity
Com
plex
ity
Base initially on Base initially on decision aid tabledecision aid table
Get all the Get all the potential users potential users
togethertogether
20
Case Study Case Study Improving Procedures Compliance at Improving Procedures Compliance at a Major Multinational Chemical Sitea Major Multinational Chemical Site
• Failure to manage flare line incident almost led to a catastrophic failure
• Analysis of incident showed that main cause was failure to comply with procedures (HSE investigation)
• HRA asked to investigate and propose solutions across site (~1000 employees)
21
Case Study Improving Procedures Case Study Improving Procedures Compliance at a Major Compliance at a Major MultinationalMultinational
Chemical SiteChemical Site
• Phase 1: Procedures culture survey developed and applied across site
• Phase 2: Procedures culture change process OPERA (Optimising Procedures for Efficiency and Reduced Accidents) developed and piloted across site
• Phase 3: OPERA rolled out across all production units on site over 4 year period (Owned by workforce, facilitated by HRA)

34%Resent being told how to do job
44%Too time consuming
19%Experienced people don’t need them
47%Too restrictive
62%Too long if followed to the letter
Find a better way of doing them
72%Instead rely on skills & experience
42%More difficult to do work
40%Don’t understand why they are necessary
% agreeProcedures are not used because…
70%Assume have knowledge
37%No policy on when should be used
42%

Most procedures manuals Most procedures manuals were rarely accessedwere rarely accessed
23

+52% Don't understand why they are necessary
+18%Not aware they exist
+17%Identification difficult
+21%Too complex
+19%Not best practice
+52%Unworkable
Improvement over 3 year period
Opinions: Procedures are…
Results of applying OPERA over a 3 year Results of applying OPERA over a 3 year period Changes in opinions of workforceperiod Changes in opinions of workforce
Statistically significant changes
25
Case Study ConcludedCase Study ConcludedWas the process successful?Was the process successful?
• Plant start-up time substantially reduced, giving ~500,000 pounds saving in first year
• Many cost reductions due to reduced time needed to conduct yearly start-ups/shutdowns
• Generally procedures followed as documented

26
Case Study ConcludedCase Study ConcludedWas the process successful?Was the process successful?
• Reduced effluent emissions
• Improved safety record
• After 5 years savings of ~3 Million pounds produced
• Site now has the highest production levels per employee of any site worldwide (Formerly bottom of the international league table)
27
Summary of Recommended Summary of Recommended StrategyStrategy
• Start with the most critical tasks (from Task Inventory & Criticality analysis)– May use existing procedures as starting point but
need to verify against actual working practices
• Develop Reference Procedures for the Critical Tasks (depending on resources)
• Develop Job aids, training and competency specifications to control risks
• Proceed to other tasks as resources become available

Real Men Don’t Use Procedures!Real Men Don’t Use Procedures!
28