pdf.ebook777.compdf.ebook777.com/058/9780824759544.pdf · merisol, the world’s largest cresols...
TRANSCRIPT

IndustrialChemical
Cresols andDownstreamDerivatives
Asim Kumar MukhopadhyayConsultant to Chemical Industries
Mumbai, India
Marcel Dekker New York
DK1257_half-series-title 11/16/04 12:01 PM Page i
Copyright 2005 by Marcel Dekker. All Rights Reserved.
Although great care has been taken to provide accurate and current information,neither the author(s) nor the publisher, nor anyone else associated with this publica-tion, shall be liable for any loss, damage, or liability directly or indirectly caused oralleged to be caused by this book. The material contained herein is not intended toprovide specific advice or recommendations for any specific situation.
Trademark notice: Product or corporate names may be trademarks or registered tra-demarks and are used only for identification and explanation without intent toinfringe.
Library of Congress Cataloging-in-Publication DataA catalog record for this book is available from the Library of Congress.
ISBN: 0-8247-5954-0
This book is printed on acid-free paper.
HeadquartersMarcel Dekker, 270 Madison Avenue, New York, NY 10016, U.S.A.tel: 212-696-9000; fax: 212-685-4540
Distribution and Customer ServiceMarcel Dekker, Cimarron Road, Monticello, New York 12701, U.S.A.tel: 800-228-1160; fax: 845-796-1772
World Wide Webhttp:==www.dekker.com
The publisher offers discounts on this book when ordered in bulk quantities. Formore information, write to Special Sales=Professional Marketing at the headquartersaddress above.
Copyright # 2005 by Marcel Dekker. All Rights Reserved.
Neither this book nor any part may be reproduced or transmitted in any form or byany means, electronic or mechanical, including photocopying, microfilming, andrecording, or by any information storage and retrieval system, without permissionin writing from the publisher.
Current printing (last digit):
10 9 8 7 6 5 4 3 2 1
PRINTED IN THE UNITED STATES OF AMERICA
Copyright 2005 by Marcel Dekker. All Rights Reserved.

CHEMICAL INDUSTRIES
A Series of Reference Books and Textbooks
Consulting Editor
HEINZ HEINEMANNBerkeley, California
1. Fluid Catalytic Cracking with Zeolite Catalysts,Paul B. Venuto and E. Thomas Habib, Jr.
2. Ethylene: Keystone to the Petrochemical Industry,Ludwig Kniel, Olaf Winter, and Karl Stork
3. The Chemistry and Technology of Petroleum,James G. Speight
4. The Desulfurization of Heavy Oils and Residua,James G. Speight
5. Catalysis of Organic Reactions, edited by William R. Moser
6. Acetylene-Based Chemicals from Coal and OtherNatural Resources, Robert J. Tedeschi
7. Chemically Resistant Masonry,Walter Lee Sheppard, Jr.
8. Compressors and Expanders: Selection andApplication for the Process Industry, Heinz P. Bloch,Joseph A. Cameron, Frank M. Danowski, Jr., Ralph James, Jr., Judson S. Swearingen, and Marilyn E. Weightman
9. Metering Pumps: Selection and Application,James P. Poynton
10. Hydrocarbons from Methanol, Clarence D. Chang
DK1257_half-series-title 11/16/04 12:01 PM Page B
Copyright 2005 by Marcel Dekker. All Rights Reserved.

11. Form Flotation: Theory and Applications,Ann N. Clarke and David J. Wilson
12. The Chemistry and Technology of Coal,James G. Speight
13. Pneumatic and Hydraulic Conveying of Solids,O. A. Williams
14. Catalyst Manufacture: Laboratory and CommercialPreparations, Alvin B. Stiles
15. Characterization of Heterogeneous Catalysts,edited by Francis Delannay
16. BASIC Programs for Chemical Engineering Design,James H. Weber
17. Catalyst Poisoning, L. Louis Hegedus and Robert W. McCabe
18. Catalysis of Organic Reactions, edited by John R. Kosak
19. Adsorption Technology: A Step-by-Step Approach to Process Evaluation and Application, edited by Frank L. Slejko
20. Deactivation and Poisoning of Catalysts, edited byJacques Oudar and Henry Wise
21. Catalysis and Surface Science: Developments in Chemicals from Methanol, Hydrotreating of Hydrocarbons, Catalyst Preparation, Monomers and Polymers, Photocatalysis and Photovoltaics,edited by Heinz Heinemann and Gabor A. Somorjai
22. Catalysis of Organic Reactions, edited by Robert L. Augustine
23. Modern Control Techniques for the ProcessingIndustries, T. H. Tsai, J. W. Lane, and C. S. Lin
24. Temperature-Programmed Reduction for SolidMaterials Characterization, Alan Jones and Brian McNichol
25. Catalytic Cracking: Catalysts, Chemistry, and Kinetics,Bohdan W. Wojciechowski and Avelino Corma
26. Chemical Reaction and Reactor Engineering,edited by J. J. Carberry and A. Varma
27. Filtration: Principles and Practices: Second Edition,edited by Michael J. Matteson and Clyde Orr
28. Corrosion Mechanisms, edited by Florian Mansfeld29. Catalysis and Surface Properties of Liquid Metals
and Alloys, Yoshisada Ogino
DK1257_half-series-title 11/16/04 12:01 PM Page C
Copyright 2005 by Marcel Dekker. All Rights Reserved.

30. Catalyst Deactivation, edited by Eugene E. Petersenand Alexis T. Bell
31. Hydrogen Effects in Catalysis: Fundamentals and Practical Applications, edited by Zoltán Paál and P. G. Menon
32. Flow Management for Engineers and Scientists,Nicholas P. Cheremisinoff and Paul N. Cheremisinoff
33. Catalysis of Organic Reactions, edited by Paul N. Rylander, Harold Greenfield, and Robert L. Augustine
34. Powder and Bulk Solids Handling Processes:Instrumentation and Control, Koichi Iinoya, Hiroaki Masuda, and Kinnosuke Watanabe
35. Reverse Osmosis Technology: Applications for High-Purity-Water Production, edited by Bipin S. Parekh
36. Shape Selective Catalysis in Industrial Applications,N. Y. Chen, William E. Garwood, and Frank G. Dwyer
37. Alpha Olefins Applications Handbook, edited byGeorge R. Lappin and Joseph L. Sauer
38. Process Modeling and Control in Chemical Industries,edited by Kaddour Najim
39. Clathrate Hydrates of Natural Gases,E. Dendy Sloan, Jr.
40. Catalysis of Organic Reactions, edited by Dale W. Blackburn
41. Fuel Science and Technology Handbook,edited by James G. Speight
42. Octane-Enhancing Zeolitic FCC Catalysts,Julius Scherzer
43. Oxygen in Catalysis, Adam Bielanski and Jerzy Haber44. The Chemistry and Technology of Petroleum:
Second Edition, Revised and Expanded,James G. Speight
45. Industrial Drying Equipment: Selection and Application, C. M. van’t Land
46. Novel Production Methods for Ethylene, LightHydrocarbons, and Aromatics, edited by Lyle F. Albright, Billy L. Crynes, and Siegfried Nowak
47. Catalysis of Organic Reactions, edited by William E. Pascoe
DK1257_half-series-title 11/16/04 12:01 PM Page D
Copyright 2005 by Marcel Dekker. All Rights Reserved.

48. Synthetic Lubricants and High-Performance FunctionalFluids, edited by Ronald L. Shubkin
49. Acetic Acid and Its Derivatives, edited by Victor H. Agreda and Joseph R. Zoeller
50. Properties and Applications of Perovskite-Type Oxides,edited by L. G. Tejuca and J. L. G. Fierro
51. Computer-Aided Design of Catalysts, edited by E. Robert Becker and Carmo J. Pereira
52. Models for Thermodynamic and Phase EquilibriaCalculations, edited by Stanley I. Sandler
53. Catalysis of Organic Reactions, edited by John R. Kosak and Thomas A. Johnson
54. Composition and Analysis of Heavy PetroleumFractions, Klaus H. Altgelt and Mieczyslaw M. Boduszynski
55. NMR Techniques in Catalysis, edited by Alexis T. Belland Alexander Pines
56. Upgrading Petroleum Residues and Heavy Oils, Murray R. Gray
57. Methanol Production and Use, edited by Wu-Hsun Cheng and Harold H. Kung
58. Catalytic Hydroprocessing of Petroleum and Distillates, edited by Michael C. Oballah and Stuart S. Shih
59. The Chemistry and Technology of Coal: Second Edition, Revised and Expanded,James G. Speight
60. Lubricant Base Oil and Wax Processing, Avilino Sequeira, Jr.
61. Catalytic Naphtha Reforming: Science and Technology, edited by George J. Antos, Abdullah M. Aitani, and José M. Parera
62. Catalysis of Organic Reactions, edited by Mike G. Scaros and Michael L. Prunier
63. Catalyst Manufacture, Alvin B. Stiles and Theodore A. Koch
64. Handbook of Grignard Reagents, edited by Gary S. Silverman and Philip E. Rakita
65. Shape Selective Catalysis in Industrial Applications:Second Edition, Revised and Expanded, N. Y. Chen,William E. Garwood, and Francis G. Dwyer
DK1257_half-series-title 11/16/04 12:01 PM Page E
Copyright 2005 by Marcel Dekker. All Rights Reserved.

66. Hydrocracking Science and Technology, Julius Scherzer and A. J. Gruia
67. Hydrotreating Technology for Pollution Control:Catalysts, Catalysis, and Processes, edited by Mario L. Occelli and Russell Chianelli
68. Catalysis of Organic Reactions, edited by Russell E. Malz, Jr.
69. Synthesis of Porous Materials: Zeolites, Clays, and Nanostructures, edited by Mario L. Occelli and Henri Kessler
70. Methane and Its Derivatives, Sunggyu Lee71. Structured Catalysts and Reactors, edited by
Andrzej Cybulski and Jacob A. Moulijn72. Industrial Gases in Petrochemical Processing,
Harold Gunardson73. Clathrate Hydrates of Natural Gases: Second Edition,
Revised and Expanded, E. Dendy Sloan, Jr.74. Fluid Cracking Catalysts, edited by Mario L. Occelli
and Paul O’Connor75. Catalysis of Organic Reactions, edited by
Frank E. Herkes76. The Chemistry and Technology of Petroleum:
Third Edition, Revised and Expanded, James G. Speight
77. Synthetic Lubricants and High-Performance FunctionalFluids: Second Edition, Revised and Expanded, Leslie R. Rudnick and Ronald L. Shubkin
78. The Desulfurization of Heavy Oils and Residua,Second Edition, Revised and Expanded, James G. Speight
79. Reaction Kinetics and Reactor Design: Second Edition, Revised and Expanded, John B. Butt
80. Regulatory Chemicals Handbook, Jennifer M. Spero,Bella Devito, and Louis Theodore
81. Applied Parameter Estimation for Chemical Engineers,Peter Englezos and Nicolas Kalogerakis
82. Catalysis of Organic Reactions, edited by Michael E. Ford
83. The Chemical Process Industries Infrastructure:Function and Economics, James R. Couper, O. Thomas Beasley, and W. Roy Penney
DK1257_half-series-title 11/16/04 12:01 PM Page F
Copyright 2005 by Marcel Dekker. All Rights Reserved.

84. Transport Phenomena Fundamentals, Joel L. Plawsky85. Petroleum Refining Processes, James G. Speight
and Baki Özüm86. Health, Safety, and Accident Management
in the Chemical Process Industries, Ann Marie Flynn and Louis Theodore
87. Plantwide Dynamic Simulators in Chemical Processingand Control, William L. Luyben
88. Chemicial Reactor Design, Peter Harriott89. Catalysis of Organic Reactions, edited by
Dennis G. Morrell90. Lubricant Additives: Chemistry and Applications,
edited by Leslie R. Rudnick91. Handbook of Fluidization and Fluid-Particle Systems,
edited by Wen-Ching Yang92. Conservation Equations and Modeling of Chemical
and Biochemical Processes, Said S. E. H. Elnashaie and Parag Garhyan
93. Batch Fermentation: Modeling, Monitoring, and Control, Ali Çinar, Gülnur Birol, Satish J. Parulekar,and Cenk Ündey
94. Industrial Solvents Handbook, Second Edition,Nicholas P. Cheremisinoff
95. Petroleum and Gas Field Processing, H. K. Abdel-Aal,Mohamed Aggour, and M. Fahim
96. Chemical Process Engineering: Design and Economics,Harry Silla
97. Process Engineering Economics, James R. Couper98. Re-Engineering the Chemical Processing Plant:
Process Intensification, edited by Andrzej Stankiewicz and Jacob A. Moulijn
99. Thermodynamic Cycles: Computer-Aided Design and Optimization, Chih Wu
100. Catalytic Naptha Reforming: Second Edition, Revised and Expanded, edited by George T. Antos and Abdullah M. Aitani
101. Handbook of MTBE and Other Gasoline Oxygenates, edited by S. Halim Hamid and Mohammad Ashraf Ali
102. Industrial Chemical Cresols and DownstreamDerivatives, Asim Kumar Mukhopadhyay
DK1257_half-series-title 11/16/04 12:01 PM Page G
Copyright 2005 by Marcel Dekker. All Rights Reserved.

103. Polymer Processing Instabilities: Control and Understanding, edited by Savvas Hatzikiriakos and Kalman B . Migler
104. Catalysis of Organic Reactions, John Sowa105. Gasification Technologies: A Primer for Engineers
and Scientists, edited by John Rezaiyan and Nicholas P. Cheremisinoff
DK1257_half-series-title 11/16/04 12:01 PM Page H
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Dedicated to my ParentsWhose Continued Support and
Counseling Helped me toBecome a Citizen of the World
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Preface
After having held several top management positions in var-ious organizations, I took up a challenging assignment in asick chemical company in Gujarat State, India as the ChiefExecutive Officer in November 1987. The company had beenincurring perpetual losses since its inception. My goodfriends, also not-so-good friends, thought that this was theend of my professional career as my failure was guaranteed.
The Company, Gujarat Aromatics Limited, was makingsynthetic cresols from toluene but since the finished product,mixed cresols (cresylic acid) did not have sufficient market,more often than not the company’s manufacturing facilitiesat Ankleshwar, Gujarat had to be shut down. The companywas soon amalgamated with Atul Limited, a big multi-product Chemical giant of Gujarat, and, was reconstitutedas the Aromatics Division of Atul.
The division was considered a step child, an untouchableat Atul as it was not at all contributing to the bottomline ofAtul. In fact, the aromatics division was eating away a chunkof Atul’s profit. Not surprisingly, everybody thought that mydays were numbered.
v
Copyright 2005 by Marcel Dekker. All Rights Reserved.

But it was not to be. With an open mind I took up therehabilitation and revival of aromatics division in right earn-est. A detailed SWOT analysis enabled me to identify thestrengths and inherent weakness of the division. It alsohelped me to visualize the opportunities that were to be madetoward the division’s turnaround.
When there is a will there is a way. With full financialand moral support of management, I decided to diversifythe product mix by adding new high value products (such aspure p-cresol) having both domestic and overseas market.After achieving turnaround of the division within a reason-able period it was considered prudent to further widen theproduct base by incorporating downstream derivatives ofp-cresol.
Gradually, Atul’s aromatics division turned out to be oneof the most diversified and integrated cresols complexes in theworld. Atul’s aromatics division since has been operating thelargest p-anisic aldehyde plant in the world. It also startedmanufacturing and marketing, for the first time in India,such fine chemicals as p-anisic alcohol, p-anisic acid, etc.,p-Cresidine, a (speciality dye intermediate) plant using cap-tive p-cresol also has become the largest in the world. Itis no exaggeration that the aromatics division became ajewel in the crown of Atul.
I also had the opportunity of interacting with virtuallyevery manufacturer of cresols, natural and synthetic, and alsowith players in the field of individual cresol derivatives in theworld.
While busy on the development of global business in thefield of cresols and allied products, I felt that authentic andnecessary information and data pertaining to various alliedproducts in the domain of cresols network was not easilyavailable, and there was a long standing demand for a com-prehensive book dealing with all aspects of alkyl phenolsand downstream derivatives.
And hence this book.I sincerely believe that this book will benefit both stud-
ents and teachers, professional managers, and management
vi Preface
Copyright 2005 by Marcel Dekker. All Rights Reserved.

interested in diversification or expansion of related business.This book will be a standard reference book or a handbook forpracticing chemists, engineers, and R&D Scientists. They willdefinitely benefit in more ways than one.
Asim Kumar Mukhopadhyay
Preface vii
Copyright 2005 by Marcel Dekker. All Rights Reserved.
About the Author
Dr. Asim Kumar Mukhopadhyay, a highly qualified techno-commercial manager of high competence, had his earliereducation in the district town of Bankura, West Bengal,India. He graduated in Chemical Engineering from JadavpurUniversity, Calcutta and earned his Master’s degree inChemical Engineering from Indian Institute of Technology,Kharagpur. He received his Ph.D. in Chemical Technologyfrom Moscow Institute of Petrochemicals and Gas Industries,Moscow, then a part of USSR.
After completion of his studies Dr. Mukhopadhyay joinedthe industry and became a multidisciplinary ProfessionalManager by handling different Portfolios encompassingProcess and Project Management, R&D Management,Financial Management, etc.
Dr. Mukhopadhyay held top management positions inorganizations of repute. He was the first Managing Directorof WEBCON, a Multi-functional development ConsultancyOrganization Promoted by Industrial Development Bank ofIndia (IDBI) and other financial and promotional institutionsand Banks.
ix
Copyright 2005 by Marcel Dekker. All Rights Reserved.

He was whole time Director of IVP Ltd. Bombay forfour years and helped in the development of the company.For ten and half years he was the chief executive officer ofGujarat Aromatics Ltd., later rechristened as the AromaticsDivision of Atul Products Ltd., Valsad, Gujarat State andwas instrumental in converting this single product sick unitto a highly profitable multiproduct establishment and aleader in the field of cresols and downstream products.
Since his early retirement from Atul, Dr. Mukhopadhyayhas been working as a national and international consultantand helping in the development of the fine chemicals industry.Dr. Mukhopadhyay is a widely traveled person, a versatilewriter having authored several technical articles, short stor-ies, poems and a book, and is truly a multifaceted personality.
x About the Author
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Acknowledgment
I express my deep sense of gratitude to my wife, Mamata, forher inspiration, positive support and help that catalyzed me towrite this book. My sincere thanks to my daughter, Anasuya,for her assistance in the preparation of some of the figures. Ialso take this opportunity to express my deep sense of apprecia-tion to the Chief Librarians of Harris County Public Library atKaty near Houston, Texas, USA and the Indian Institute ofTechnology, Mumbai, India for using their Library facilities.
My sincere thanks are due to the authors and publishersof various books, periodicals and technical articles in theallied fields.
I had the privilege of exchanging views and interactingwith a few experienced and knowledgeable officials of suchglobal companies as Sumitomo Corporation Japan, SumitomoChemicals Co. Ltd., Japan, Osaka Godo, Japan, Rhone-Poulenc,USA and France, Merisol Co., USA and South Africa, InspecLtd., UK, SRI Consulting Engineers, Switzerland, UOP, USA,etc., in the field of cresols and their derivatives. I express mysincere appreciation and gratitude to these people who helpedme in my global market research on cresols related business.
xi
Copyright 2005 by Marcel Dekker. All Rights Reserved.
Contents
Preface . . . . vAbout the Author . . . . ixAcknowledgment . . . . xiIntroduction . . . . xvii
1. Phenol, Cresols and Other Alkyl Phenols . . . . . 11.1. General . . . . 11.2. Monohydroxy Benzenes . . . . 31.3. Dihydroxy Benzenes . . . . 41.4. Trihydroxy Benzenes . . . . 41.5. Alkyl Phenols . . . . 51.6. Production of Phenol and Higher Homologues–—
Global Scenario . . . . 141.7. Indian Scenario . . . . 16
2. Production of Synthetic Cresols . . . . . . . . . . . . 192.1. General . . . . 192.2. Sulfonation of Toluene . . . . 232.3. Alkylation of Toluene . . . . 302.4. Chlorination of Toluene [1,6] . . . . 36
xiii
Copyright 2005 by Marcel Dekker. All Rights Reserved.

3. Production of Individual Cresols . . . . . . . . . . . 393.1. Crystallization and Centrifuging . . . . 393.2. Separation of Meta-, Para-Cresols via Alkylation
with Isobutylene . . . . 423.3. Other Processes for Production of Pure Para-
and Meta-Cresols . . . . 463.4. Production of Ortho-Cresol . . . . 483.5. Production of Meta-Cresol . . . . 493.6. Separation of Meta and Para-Cresol from a
Mixture—A Review of Other Processes . . . . 523.7. Summary . . . . 57
4. Cresols and Their Derivatives . . . . . . . . . . . . . . 594.1. General . . . . 594.2. Derivatives of Cresols . . . . 59
5. Derivatives of Para-Cresol . . . . . . . . . . . . . . . . . 635.1. BHT . . . . 635.2. p-Anisic Aldehyde . . . . 665.3. Vanillin . . . . 775.4. 3,4,5-Trimethoxy-Benzaldehyde (TMBA) . . . . 815.5. Para-Hydroxy Benzaldehyde . . . . 835.6. Raspberry Ketone . . . . 865.7. 2-Nitro-p-Cresol [45] . . . . 885.8. Ethers and Esters . . . . 905.9. 3,4-Dimethoxy Toluene [2] . . . . 94
5.10. Creosol [45] . . . . 95
6. Derivatives of Meta-Cresol . . . . . . . . . . . . . . . . . 976.1. Para-Chloro Meta-Cresol [1,33] . . . . 976.2. Thymol [1,30] . . . . 996.3. 2,3,6-Trimethyl Phenol (2,3,6-TMP) [1] . . . . 1036.4. 4-Nitro-m-Cresol [45] . . . . 1046.5. Meta-Phenoxy Toluene and Meta-Phenoxy
Benzaldehyde [45] . . . . 1046.6. Musk Ambrette [30] . . . . 1076.7. m-Anisic Aldehyde [46] . . . . 1086.8. m-Anisyl Alcohol [45] . . . . 109
xiv Contents
Copyright 2005 by Marcel Dekker. All Rights Reserved.

6.9. m-Cresyl Acetate . . . . 1096.10. m-Anisic acid [2,45] . . . . 110
7. Derivatives of Ortho-Cresol . . . . . . . . . . . . . . . . 1137.1. Coumarin . . . . 1137.2. Epoxy-Cresol–Novolac (ECN) Resins . . . . 1157.3. Other Products . . . . 1177.4. O-Anisic Aldehyde [2,45,46] . . . . 1197.5. O-Anisyl Alcohol [46] . . . . 1207.6. O-Anisic Acid [46] . . . . 1217.7. O-Cresyl Acetate [46] . . . . 122
8. Cresol Derivatives—Building Blocksfor Agrochemicals . . . . . . . . . . . . . . . . . . . . . . . . 123
8.1. General . . . . 1238.2. Fenitrothion [14,26] . . . . 1298.3. Acifluorfen-Sodium [26] . . . . 1318.4. Tolclofos-Methyl [26] . . . . 1328.5. DNOC [26,35] . . . . 1338.6. Bromoxylin [26,35] . . . . 1348.7. Ioxynil [26,35] . . . . 1368.8. Mecoprop (MCPP) [26,35] . . . . 1388.9. MCPA [26,35] . . . . 139
8.10. Other Herbicide=Insecticides fromm-Cresol [14] . . . . 139
9. Cresol Derivatives—Building Blocksfor Pharmaceuticals . . . . . . . . . . . . . . . . . . . . . . 141
9.1. General . . . . 1419.2. Dilitiazem Hydrochloride [36,37] . . . . 1429.3. Trimethoprim [36,37] . . . . 1449.4. Nadifloxacin [44] . . . . 1469.5. Vitamin E . . . . 1479.6. Pentazocine [44] . . . . 149
10. Flavors, Fragrances, and Food Additives fromCresol Derivatives . . . . . . . . . . . . . . . . . . . . . . . 151
10.1. General . . . . 15110.2. Essential Oils . . . . 152
Contents xv
Copyright 2005 by Marcel Dekker. All Rights Reserved.

10.3. Global Scenario [42] . . . . 16410.4. Indian Scenario . . . . 16610.5. Industrial Cresols as Components of
Aroma Chemicals and Food Products . . . . 167
11. Waste Minimization Through Recoveryof Inorganic By-Products in aCresols Complex . . . . . . . . . . . . . . . . . . . . . . . . 173
11.0. Backdrop . . . . 17311.1. Sodium Sulfite and Sodium Sulfate . . . . 17511.2. Calcium Sulfate . . . . 17811.3. Manganese Sulfate . . . . 17911.4. Cobalt Acetate and Manganese Acetate . . . . 18211.5. Summary . . . . 184
12. Conclusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18712.1. Current Scenario . . . . 18712.2. Future Possibilities . . . . 192
References . . . . 195
xvi Contents
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Introduction
Phenol, also known as carbolic acid, the mother compound ofthe homologous series of monohydroxy benzenes, is amongthe most well-known organic chemicals having multiplicityof uses. A typical phenol plant today has a capacity of300 tpd or 100,000 tpa, and that makes it among the top high-est volume bulk chemicals in the world. Other higher hydroxybenzenes such as cresols, xylenols, resorcinol, naphthols,or alkyl phenols, etc., have less uses for organic chemicalsynthesis.
Mixed cresols, also known as cresylic acids, the lowestamong the alkyl phenols, were primarily produced as by-pro-ducts from coal carbonization plants or recovered from thepetroleum refinery caustic washes. These cresols obtainedfrom natural sources were known to the chemical industryfor the last 75 years and had limited uses. Production ofsynthetic cresols from toluene opened up new avenues forthese products
Isolation of pure p-cresol and later on m-cresol from anisomeric mixture of m-, p-, and o-cresols was a master pro-blem in organic chemical synthesis. Whereas o-cresol could
xvii
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Last, but not the least important is pure o-cresol, whichis obtained as a co-product during p-cresol production basedon sulfonation of toluene. Pure o-cresol is also produced fromphenol through a methylation process. o-Cresol has beenconveniently used for manufacture of Coumarin, a vital finechemical, and also epoxy resins and ECN resins. o-Cresol isalso being used as a building block of agrochemicals.
In a nutshell, cresols network is expanding very quickly.Much has been achieved but much more will have to bedone. This will call for intensive R&D work in the fieldof cresols and their derivatives. It is true that because ofsignificant R&D work in various laboratories in differentcountries in recent times it has been possible to identify andestablish technologies for a number of new products in thedomain of cresols. However, there are still a number of cresolsderivatives which could not be produced on a commercialscale because of nonavailability of proven technologies. Forsome of the products it will be necessary to search for cleantechnologies or green chemistry keeping in mind protectionof the environment. Various issues will be discussed at appro-priate places.
For most of the cresols related products, ChemicalAbstracts Services [CAS] registry numbers have been providedfor easier identification. However, in spite of best efforts,CAS registry numbers of a few products could not be located.
It is needless to emphasize that collectively cresolisomers and their downstream derivatives have proved to beas important as phenol and related products for organicchemical synthesis.
While for most of the products relevant references havebeen mentioned in the book, in some cases no reference hasbeen mentioned as data and information have been basedon my own market research and discussions with knowledge-able people in the field.
Introduction xix
Copyright 2005 by Marcel Dekker. All Rights Reserved.

1
Phenol, Cresols and Other AlkylPhenols
1.1. GENERAL
Phenol, monohydrobenzene, or carbolic acid discovered in1834 by F. Runge is the parent compound of a homologousseries of compounds with the hydroxy (–OH) group attachedto the benzene ring.
Cresols are an isomeric mixture of the simplest of alkylphenols, i.e., monomethyl phenol or monohydroxy-toluenes.Similarly xylenols are the next higher homologues of cresolsand are known as dimethyl phenols or hydroxy xylenes.
Sometimes phenols where a hydroxy group replaces oneor more of the hydrogen atoms has been compared with alco-hols, where the –OH group is attached to a paraffinic carbonatom, whereas in case of phenols, the (–OH) group is attachedto a carbon atom in an aromatic system.
The simplest member of the group, phenol, has noisomer, whereas cresols exist in three isomers namely ortho,meta, and para. Xylenols have six different isomers. Some
1
5954-0 Mukhopadhyay Ch01 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

of the important properties of phenol, isomers of cresols,isomers of xylenols are as follows [1,2]:
CAS No. [108-95-2]Crystallizes in colorless prismsPungent odorm.p.: 41�C MW: 94.11b.p.: 184.75�C nD
40: 1.5418d4
40: 1.071 Molecular formula¼C6H6O
CAS No. [95-48-7]
m.p.: 31�C MW: 108b.p.: 191�C
Molecular formula¼C7H8O
CAS No. [103-39-4]
m.p.: 12�C MW: 108b.p.: 202�C
Molecular formula¼C7H8O
CAS No. [106-44-5]
m.p.: 34�C MW: 108b.p.: 201�C
Molecular formula¼C7H8O
CAS No. [526-53-0]
m.p.: 72.5�C MW: 122b.p.: 217�C
Molecular formula¼C8H10O
CAS No. [105-67-9]
m.p.: 24.5�C MW: 122b.p.: 211�C
Molecular formula¼C8H10O
2 Chapter 1
5954-0 Mukhopadhyay Ch01 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

CAS No. [105-67-9]
m.p.: 74.8�C MW: 122b.p.: 211�C
Molecular formula¼C8H10O
CAS No. [576-26-1]
m.p.: 45.6�C MW: 122b.p.: 201�C
Molecular formula¼C8H10O
CAS No. [95-65-8]MW: 122m.p.: 62.11�Cb.p.: 227�C
CAS No. [108-68-9]MW: 122m.p.: 63.27�Cb.p.: 221�C
1.2. MONOHYDROXY BENZENES
Higher homologues of phenol include thymol (2-isopropyl-5-methyl phenol) and its isomer carvacrol (5-isopropyl-2-methyl-phenol)
CAS No. [89-83-8]MW: 150.22m.p.: 51�Cb.p.: 232.5�Cd4
20: 0.9756nD
20: 1.5227
CAS No. [499-75-2]MW: 150.22m.p.: 0�Cb.p.: 237�Cd4
20: 0.976nD
20: 1.523
Phenol, Cresols and Other Alkyl Phenols 3
5954-0 Mukhopadhyay Ch01 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

1.3. DIHYDROXY BENZENES
The three isomeric dihydric phenols or di-hydroxy benzenesare catechol, resorcinol, and hydroquinone having the follow-ing properties [2–5]:
CAS No. [120-80-9]m.p. 104 �C
CAS No. [108-46-3]m.p. 110 �C
CAS No. [123-31-9]m.p. 172 �C,b.p. 285–287�C
d204 1:272 d10
4 1:112
A crystalline compoundreadily soluble in water
Colorless crystalline sub-stance, readily soluble inwater, ethanol and ether
Colorless needless,soluble in alcohol,ether
Strong reducing agent Used as a dye-intermediate inrubber as an additive,for making resorcinol–formaldehyde resins, etc.
A strong reducingagent, used as adeveloper inphotography
Two important derivatives of catechol are guaicol and ver-atrole prepared by reaction of catechol and dimethyl sulfate:
CAS No.[90-05-1] [91-16-7]
m.p. 27.9�C m.p. 21-22�Cb.p. 205�C b.p. 206-207�CAromatic odor Colorless crystalsFaintly yellowish
1.4. TRIHYDROXY BENZENES
There are three isomeric trihydric phenols or trihydroxy ben-zenes or benzenetriols, namely pyrogallol, phloroglucinol, and
4 Chapter 1
5954-0 Mukhopadhyay Ch01 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.
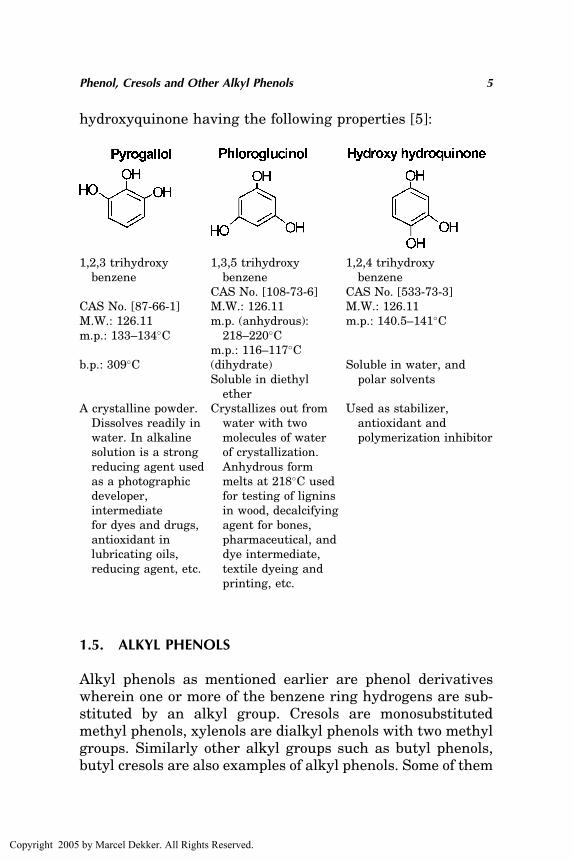
hydroxyquinone having the following properties [5]:
1,2,3 trihydroxybenzene
1,3,5 trihydroxybenzene
1,2,4 trihydroxybenzene
CAS No. [87-66-1]M.W.: 126.11m.p.: 133–134�C
CAS No. [108-73-6]M.W.: 126.11m.p. (anhydrous):
218–220�Cm.p.: 116–117�C
CAS No. [533-73-3]M.W.: 126.11m.p.: 140.5–141�C
b.p.: 309�C (dihydrate)Soluble in diethyl
ether
Soluble in water, andpolar solvents
A crystalline powder.Dissolves readily inwater. In alkalinesolution is a strongreducing agent usedas a photographicdeveloper,intermediatefor dyes and drugs,antioxidant inlubricating oils,reducing agent, etc.
Crystallizes out fromwater with twomolecules of waterof crystallization.Anhydrous formmelts at 218�C usedfor testing of ligninsin wood, decalcifyingagent for bones,pharmaceutical, anddye intermediate,textile dyeing andprinting, etc.
Used as stabilizer,antioxidant andpolymerization inhibitor
1.5. ALKYL PHENOLS
Alkyl phenols as mentioned earlier are phenol derivativeswherein one or more of the benzene ring hydrogens are sub-stituted by an alkyl group. Cresols are monosubstitutedmethyl phenols, xylenols are dialkyl phenols with two methylgroups. Similarly other alkyl groups such as butyl phenols,butyl cresols are also examples of alkyl phenols. Some of them
Phenol, Cresols and Other Alkyl Phenols 5
5954-0 Mukhopadhyay Ch01 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

are shown below:
2.6-di-tert-butyl-phenol
2,6-di-tert-butyl-p-cresol
Mesitol(2.4.6-trimethylphenol)
CAS No. [128-39-2]m.p.: 37�CM.W.: 124.14d4
20: 0.9144Molecular
formula¼C7H8O2
CAS No. [128-37-0]m.p.: 70�CM.W.: 136.20d4
20: 1.048nD
75: 1.4859Molecular
formula¼C9H12O
CAS No. [527-60-6]m.p.: 69�CM.W.: 136.20b.p.: 220�CMolecular
formula¼C9H12O
Alkyl phenols have been synthesized by severalapproaches, including alkylation (CH3–, C2H5–, C3H7–,C4H9–) of a phenol, hydroxylation of an alkyl benzene, dehy-drogenation of an alkyl cyclohexanol etc.
1.5.1. Xylenols
Xylenols or di-methyl phenols, also known as C8 phenols, arealkyl phenols in the homologous series of phenol, cresols, andxylenols.
Traditionally, phenol is produced from benzene, cresolsfrom toluene and xylenols from xylenes. There are three isomersof xylenes, namely, p-xylene, o-xylene, and m-xylenes. Accord-ingly, there are six isomers of xylenols which have beenmentioned earlier vide 1.1. Some of the properties ofvarious xylenols have also been mentioned. Commercially, xyle-nols have assumed great significance. In some cases, xylenols canbe used as substitutes of cresols. However, some of the individualxylenol isomers have importance in organic chemical synthesis.
Xylenols which are clear crystalline compounds solublein alcohol, acetone, and many organic solvents, are presentin various essential oils and also in tea, tobacco, roastedcoffee, and in various smoked foods. In some cases xylenolscontribute to the flavor of these products [1].
Xylenols also known as dimethyl phenol, hydroxydimethyl benzene, or dimethyl hydroxy benzene have the
6 Chapter 1
5954-0 Mukhopadhyay Ch01 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

following properties [2]:
CAS No. [1300-71-6]Formula
C6H3ðCH3Þ2OH
White crystalline solid
D154 1:02�1:03
m:p: 20�76�C
b:p: 203�225�C
They are toxic by ingestion and skin absorption. Xylenols areused in chemical organic synthesis and also as solvents. Theiruses have been shown vide Fig. 1.2
1.5.1.1. Xylenols production from xylenes
Though traditionally obtained from coal tar or from fractionsduring secondary refining processes of petroleum, they are alsoobtained as mixed xylenols from a mixture of xylenes CAS no.[1330-20-7] or as pure isomers from individual xylems i.e.,m-xylene, o-xylene, or p-xylene. Process chemistry for produc-tion of xylenols from xylenes is similar to that of cresols fromtoluene (see Chapter 2), i.e., sulfonation of the respectivearomatic hydrocarbons, followed by neutralization of thesulfonic acids, caustic fusion and acidification of thesodium=potassium salts and purification via distillation.Summary of principal properties of xylene isomers has beenshown vide Table 1.1.
Among the xylene isomers p-xylene is commercially themost important and highest volume chemical because p-xylene is the critical feed stock for production of purified ter-ephthalic acid or dimethyl terephthalate which is converted tosynthetic fibers. O-xylene is the next important isomer whichis used for manufacture of phthalic anhydride. M-xylene iscommercially the least important isomer and more often thannot it is not separated as a pure product and is sold as a com-ponent of mixed xylenes along with ethyl benzene as a solventor as a thinning agent in the paint industry.
Phenol, Cresols and Other Alkyl Phenols 7
5954-0 Mukhopadhyay Ch01 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

However, production of xylenols from isomeric xylenemixtures or individual isomers via propylene alkylation hasnot been attempted so far, neither established commerciallynor even been tried in a laboratory or pilot plant. As in ben-zene and toluene alkylation processes it has been reportedthat Mitsubishi Gas Chemical Co., Japan obtained 3,5 xylenolby oxidation of 3,5-dimethyl cumene by alkylation of m-xylenewith propylene to 3,5-dimethyl cumene hydroperoxide andthereafter its cleavage to 3,5-xylenol. Economics of the pro-cess did not justify its commercialization [1,38].
Methylation of phenol with methanol to produce o-cresoland 2,6-xylenol, and 2,4-xylene from p-cresol and 2,3-xylenoland 2,5-xylenol from m-cresol has been reported [1,47,48].
Sulfonation of toluene with 98–102% H2SO4 to producetoluene sulfonic acids has been discussed in detail in Chapter2. The process can be extended to xylene for production ofxylene sulfonic acid. Thus sulfonation of m-xylene with 95%sulfuric acid or chlorosulfonic acid yields a product consistingpredominately of 2,4-dimethylbenze sulfonic acid which oncaustic fusion at 320�C produces 2,4-xylene with 79% yield[1]. On heating the sulfonation mixture to approx. 220�Cthe more stable 3,5-dimethyl sulfonic acid which on fusionwith excess alkali gives 3,5-xylenol [1,50].
2,4-=3,5-dimethyl benzene sulfonic acid mixture on beingheated with water (steam) to 140–160�C, is selectively hydro-lyzed in the following alkali fusion process and gradually2,4-xylenol and 3,5-xylenols are produced with a yield of70% based in m-xylene.
Table 1.1 Summary of Principal Properties of Xylenes [2,8]
Product and properties m-Xylene o-Xylene p-Xylene
CAS no. [108-38-3] [95-47-6] [106-42-3]Formula C6H4(CH3)2 C6H4(CH3)2 C6H4(CH3)2Formula wt. 106.088 106.088 106.088Density D20
4 0.8641 0.8802 0.8610m.p. �47.87 �25.182 þ13.26b.p. (�C) at 760 mm Pres. 139.103 144.411 138.351Z20D 1.4972 1.5054 1.4958
8 Chapter 1
5954-0 Mukhopadhyay Ch01 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Similarly, 2,5-xylenol is produced starting with p-xyleneand 3,4-xylenol from o-xylene [1,5,52].
As in case of cresols, separation of individual isomers ofxylenols had been a critical problem in organic chemistry.In case of cresols there are only three isomers whereas thereare six isomers of xylenols and that makes it more difficult toisolate them as pure individual isomers.
Separation of cresols into pure isomers as ortho-, meta- andpara has been discussed in details in a subsequent chapter.While separating xylenols somewhat similar procedure isadopted making use of boiling points differences, and for thoseisomers with almost identical boiling points using their differ-ences in melting points (solidification points) (see Table 1.2).
The process of separation is done in multiple stages. Thecrude xylenol fraction is rectified in a tall fractionation col-umn into fractions of a narrow boiling temperature rangeand then further purified via crystallization and centrifuging.This multiple stage purification will be economically justifiedonly if pure isomers have reasonable demand at an attractiveprice. Otherwise lower purity materials (say upto 90% purity)will be offered for sale. In any commercial plant demand inbulk volume and price will ultimately dictate the viability ofsuch a multistage separation process.
As in case of mixed cresols, mixed xylenols have beenused for manufacture of carbolic soaps, disinfectants, wireenamels, and fire-retardant plasticizers. However, 2,4-xylenol, 2,6-xylenol, and 3,5-xylenols have been used fororganic chemical synthesis. 2,6-Xylenol is a precursor for anengineering plastic polyphenylene oxide also known as poly-phenylene ether.
Table 1.2 Xylenol Isomers and Their Melting and Boiling Points
Properties2,3-
Xylenol2,4-
Xylenol2,5-
xylenol2,6-
Xylenol3,4 to
Xylenol3,5-
Xylenol
Melting point �C 72.57 24.54 74.85 45.62 65.11 63.27Boiling point �C
at atmosphericpressure
216.87 210.93 211.13 201.03 226.95 221.69
Phenol, Cresols and Other Alkyl Phenols 9
5954-0 Mukhopadhyay Ch01 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

2,4-Xylenol on butylation with isobutylene produces2,4-dimethyl-6-t-butyl phenol, a hindered phenol antioxidant.
Similarly, 2,6-xylenol along with m-cresol has been usedfor manufacture of 2,3,6-trimethyl phenol, a precursor fordi-alpha-tocopherol, popularly known as vitamin-E. On chlori-nation 3,5-xylenol is converted to 4-chloro-3,5-xylenol — anantifungal medication and some pesticides [1,6]. In sum,some quantities of individual xylenols are used in organic che-mical synthesis. However compared to cresols derivatives,downstream derivatives of xylenol isomers are relatively stillnot very significant.
1.5.2. Other Hydroxy Aromatics
Resorcinol, dihydroxy benzene, and naphthols both a and b,are the most important hydroxy-aromatics having wideapplications and are produced from benzene and naph-thalene, respectively, using similar technologies as in pro-duction of synthetic phenol from benzene or cresols fromtoluene. It may be relevant to discuss briefly about theseproducts.
1.5.2.1. Resorcinol
Briefly discussed under Sec. 1.3, resorcinol is a vital organicintermediate for special resins, dyes, and organic chemicalsynthesis.
M-dihydroxybenzene or resorcinol forms white crystals,which become pink on exposure to light. It has a m.p. of 110�Cand a b.p. of 276.5�C. Being a skin irritant, when absorbedthrough skin may cause toxic effects. It is chemically very reac-tive due to the reinforcing influence of the two hydroxylgroups—this explains many reactions such as easy amminationwith aqueous ammonia at 200�C to m-amino phenol and withammoniacal ammonium sulfite solution to m-phenylenediamine
C6H4ðOHÞ2
aq:H3
200�CC6H4NH2OH;
C6H4ðOHÞ2 !NH4ðNH3Þ2 C6H4ðNH2Þ2
10 Chapter 1
5954-0 Mukhopadhyay Ch01 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Caustic fusion of resorcinol has been used for the manu-facture of trihydroxy benzene, phloroglucinol.
Resorcinol has been made commercially using the sameprocess of sulfonation of benzene followed by neutralizationof disulfonic acid, caustic fusion, and separation. Since twosulphonic acid groups (–SO3H) are introduced to the benzenering, sulfonation is done twice. Firstly, using 98–102%sulfuric acid and, secondly, using 65% oleum. Other unit pro-cesses are similar to cresols except that recorcinol is alwaysobtained as a powdered solid material or as flakes [1,7].
Other more prominent process for production of resorci-nol is through alkylation of benzene using propylene in suchas a way that alkylation is done carefully to introduce isopro-pyl in 1 and 3 position, i.e., diisopropyl benzene which is thenconverted to resorcinol using a similar process of phenol fromisopropyl benzene or cresols from iosopropyl toluene.
For most resorcinol plants, sulfonation=caustic fusion isthe common route, however, in Japan Sumitomo Chemicalsare operating the world’s largest resorcinol plant based onalkylation of benzene with propylene using anhydrous AlCl3as the catalyst. Some companies even today use solid phos-phoric acid (SPA) as the catalyst for alkylation. Other down-stream processes, i.e., oxidation of diisopropy benzene andits clevage to resorcinol are more or less similar to phenoland cresols processes.
Because of environment consideration and keeping‘‘clean’’ technology in mind quite a few resorcinol plants usingthe sulfonation–caustic fusion technology have been alreadyclosed down. Sumitomo Chemicals and one or two Japanesecompanies will continue to play major roles in supply of resor-cinol to the world market. More than 20,000 tPA are nowsupplied by the Japanese companies and global demand isestimated to the tune of 30,000 tpa.
1.5.2.2. Naphthols
Both a-naphthol and b-naphthols are important organic inter-mediates particularly for pesticides and dyes manufacturing.Traditionally, both are made from naphthalene, a two-ringed
Phenol, Cresols and Other Alkyl Phenols 11
5954-0 Mukhopadhyay Ch01 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

aromatic hydrocarbon, mostly available as solid powder orflakes. Being of great commercial importance and an alliedhydroxy-aromatic, the process of manufacture is same forthe more conventional sulfonation–caustic fusion technologyusing solid naphthalene as the feedstock.
The two most important processes for production ofnaphthols are as follows:
1. alkali fusion of naphthalene sulfonic acids;2. hydroperoxixation of 2-isopropyl naphthalene to
form 2-naphthol and acetone (not applicable to1-naphthol or a-naphthols).
Naphthols resemble phenols in their chemical properties buttheir hydroxyl groups are more reactive. Properties ofnaphthols are briefly examined vide Table 1.3.
1-naphthol or a-naphthol has found uses in dyes industryand synthetic perfumes. A widely known pesticide sold earlieras ‘‘sevin’’ by Union Carbide is based on 1-naphthylmethyl carba-mate and also more well-known is carbaryl based on 1-naphthylchloroformate and methylamine or by reaction of 1-naphthol andmethyl isocyanate (MIC). This last named compound has beendiscussed in greater details in many publications related to theworst gas tragedy in Bhopal, India, in December 1984.
Table 1.3 Properties of Naphthols
Sr. no. Properties a-Naphthol b-Naphthol
1 CAS No. [90-15-3] [135-19-3]2 Formula C10H8O C10H8O3 m.p,�C 96 1234 b.p. �C at
atm.pres.280 295
5 d204 1.224 1.217
6 Dissociationconstant
1.4� 10�10 (20�C) 1.4� 10�10 (20�C)
7 Physical form Colorless prismswhich darken onexposure to air orlight, steam volatileand sublimable
Forms colorless platesupon sublimation, whichdarken on expoure to airor light nonvolatile insteam
12 Chapter 1
5954-0 Mukhopadhyay Ch01 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.
2-naphthol or b-naphthol is more versatile, produced inbulk quantities and is a key intermediate in the dyestuffindustry. The sulfonated and carboxylated derivatives arewidely known. Using the conventional technology, Chinahas already become the largest supplier of b-naphthol in theworld.
The simple ether derivatives, 2-methoxy-naphthalene[CAS no. 93-04-9], nerolin, and 2-ethoxy-naphthalene [CASno. 93-18-5] now are made easily by methylation (usingdimethyl sulfate) or ethylation (using di-ethylsulfate)for use in perfume formulation and more recently as drugsintermediates.
Reaction of b-naphthol with chloroacetic acid in aqueousalkaline solution gives 2-naphthoxyacetic acid which is usedas a growth promoter for fruits. The largest single use ofb-naphthol has been reported for synthetic rubber industryas an antioxidant.
Several companies in India and China make b-naphtholusing sulfonation–caustic fusion technologies. Many Indiancompanies were forced to close down as the Chinese materialwas found to be much cheaper. a-Naphthol is mostly recov-ered as a co-product during b-naphthol manufacture. Alsothe Union Carbide technology after its Bhopal plant disasterand subsequent closure has been used by one or two compa-nies in a pirated form. Using the conventional technology,China has already became the largest supplier of b-naphtholin the world.
However, from economic and environmental point ofview both USA and Japan use the propylene alkylation route,as this method of manufacture is more amenable to continu-ous operations with recycle stream. The alkylation withpropylene and isomerization are carried out upto 240�C withtraditional solid phosphoric acid (SPA) catalyst and morerecently with anhydrous AlCl3 catalyst. Final catalytic oxida-tion at 90–110�C gives the hydroperoxide, as in cumene andcymene processes, which on cleavage with dilute sulfuric acidgives 2-naphthol in high overall yield. [53]
Both Kellog and UOP and some Japanese companiesdo have excellent technologies and would be interested in
Phenol, Cresols and Other Alkyl Phenols 13
5954-0 Mukhopadhyay Ch01 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

licensing their technologies. Plant capacities should be in therange of 10,000–20,000 tPA and a good and steady supply ofnaphthalene has to be guaranteed. Both coal-based naphtha-lene and petroleum-based (produced by hydrodealkylation ofside chains of two fused benzene rings) would be ideal.
1.6. PRODUCTION OF PHENOL AND HIGHERHOMOLOGUES–—GLOBAL SCENARIO
Presently most of phenol is obtained synthetically frombenzene; however, till World War I, phenol was obtainedprimarily from coal tar. In the 1990s, more than 99% of phe-nol was obtained via synthetic processes. Worldwide produc-tion of phenol has been estimated at 5.5 million metrictones per annum.
More than 60% of cresols are now obtained by syntheticprocesses based on toluene. Most of the xylenols and somequantities of cresols are isolated from coal tar and petroleumrefinery spent caustics. Currently, more than 1,50,000 tonnesof cresols, both mixed and as pure individual isomers andapproximately 100,000 tonnes of xylenols are producedannually.
Cresylic acids or tar acids are other names under whichmixed cresols containing all the isomers of cresols, somequantities of phenol and mixed xylenols and even some higheralkylated phenols are available in the market.
Traditionally, cresylic acids or mixed cresols have beenobtained from coal tar isolated during production of metallur-gical coke (semi or smokeless) via high or low temperaturecarbonization of coal, primarily bituminous.
On an average high-temperature coke oven tar contains0.4–0.6% phenol, 0.8–1% cresols, 0.2–0.5% xylenols. In theUnited Kingdom, cresols have been traditionally producedfrom low-temperature coal tars obtained in the productionof smokeless fuels. The key player has been Coalite Chemi-cals. Similarly, in Germany Rutgers VFT AG has developedexcellence in coal tar chemistry and has been producingcresylic acids and 3,5-xylenols for years. CdF Chimie in
14 Chapter 1
5954-0 Mukhopadhyay Ch01 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.
France and Nippon Steel Chemical Co. of Japan have beenalso producing some coal tar-based cresols.
The most prominent player in the field of cresols fromcoal tar had been SASOL of South Africa that has been oper-ating coal chemical plants using pressure gasification of bitu-minous coals based on Lurgi process. In these plants, initiallyphenol and ortho-cresol are separated from the cresylic acidmixture using fractionation, and a mixture rich in cresols(upto 94%) containing some xylenols is produced and the pro-duct is marketed as mixed cresols (primarily para cresol, metacresol, and small percentage of mixed xylenols and a verylittle quantity of unrecovered phenol). It has been reportedthat for select customers, SASOL can supply upto 99% purecresols (metal þ para cresols).
In the USA, natural cresols and xylenols have beenhistorically made from the naphtha fractions of catalytic,thermal cracking or even coking processes in the petroleumindustry. These products contain to the tune of 1% C6–C8
phenols [1,8].Sulfur compounds such as alkyl and aryl thiols are trea-
ted with concentrated alkaline solutions in a process knownas ‘‘sweetening’’ and cresols and xylenols are recoveredfrom spent caustic washes, producing sodium cresolates=xylenolates.
The composition of spent caustic cresolates varies in therange of 20–25% of C6–C8 phenols and 10–15% sulfur com-pounds.
The caustic washes are collected by the cresols producingcompanies, most prominent among them being Merichem ofHouston, TX, USA.
Other companies such as Northwest Petrochemical andProductol are understood to have closed down because ofinadequate feedstocks and environmental reasons.
Production of cresols and xylenols from spent causticwashes of the petroleum refineries has been confined mostlyto the Untied States since cresolates feedstocks have beeninadequate in other countries. Besides as a result of use ofUOP’s Merox process of sweetening which does not use NaOHsolution, or of hydrotreating process, less and less cresols
Phenol, Cresols and Other Alkyl Phenols 15
5954-0 Mukhopadhyay Ch01 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

and xylenols are recovered from the refinery secondarystreams.
Bituminous coal or even lignite tars have been used inGermany, Czech Republic, Russia, Ukraine, and India forrecovery of mixed cresols and xylenols. However, many ofthese plants, particularly in Germany, are being closed downsince coal carbonization processes are considered as non-eco-friendly.
By the end of 1997 and beginning of 1998, SASOL ofSouth Africa and Merichem of USA who have been leadingcresols players decided to amalgamate their phenolics busi-ness. Accordingly, a new company known as Merisol wasformed as a joint venture taking over the phenolics(including phenol, cresols, and xylenols) business of these twocompanies.
Merisol is headquartered in United Kingdom and hasoperating plants in Sasolburg, Johannesburg, South Africa,and Greens Bayou, Houston in USA. Consequently, Merisolhas become the largest manufacturer of all types of cresolsand xylenols, both natural and synthetic in the world. Thespectrum of cresylic acid resources of Merisol has beenfurther broadened by taking over a part of high-puritysynthetic m,p-cresols from Sumitomo Chemicals Japan via anew JV Company Sumika-Merichem K.K. (SMKK). Needlessto emphasize that Merisol is now the most versatile andlargest cresols player in the world. Merisol has since thendiversified into downstream cresols derivatives which willbe discussed in the succeeding chapters.
1.7. INDIAN SCENARIO
Mixed cresols are available in India both from coal and lignitecarbonization plants and are also produced synthetically,particularly p-cresol, using toluene as the critical feedstock.
Synthetic cresols production from toluene feedstock willbe discussed in some details in a subsequent chapter. A briefreview of cresols or cresylic acid production from coal=ligniteis presented here.
16 Chapter 1
5954-0 Mukhopadhyay Ch01 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

M=s Neyvelli Lignite Corporation Limited, Tamilnaduproduce approximately 400–425 tpa mixed cresols via carboni-zation of lignite. Cresols produced are coproducts along with anumber of key carbonization products such as gas, phenol,
Figure 1.1 Derivatives of phenol.
Figure 1.2 Applications of xylenols.
Phenol, Cresols and Other Alkyl Phenols 17
5954-0 Mukhopadhyay Ch01 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

xylenols, other distillate products such as bitumen and coke.Cresols recovered from the carbonization products consistof 40–42% meta-cresol, 50–52% para-cresol, and the restunrecovered phenol, ortho-cresol, and mixed xylenols (parti-cularly those isomers having overlapping boiling points withcresols). Mixed cresols or cresylic acids produced have beenideally used in production of wire-enamels, disinfectants,carbolic soap, etc. Mixed xylenols to the tune of 200 tPA arealso produced.
Steel Authority India Ltd. (SAIL) has been producingapproximately 100–125 tpa mixed cresols in their coke ovenplant at Rourkela, Orissa State. Similarly, Dankuni CoalComplex (near Calcutta) of Coal India Ltd. (CIL) have beenproducing mixed cresols and xylenols to the tune of 200 tpa.Quality of cresols produced by SAIL and CIL is more or lesssimilar to that produced by Neyvelli Lignite.
In the following chapters monomethyl phenols or cresolsand their downstream derivatives will be discussed. Uses ofthe mother compound in the group of hydroxybenzenes i.e.,phenol and also C8 phenols i.e., xylenols and mixed cresolshave been shown in Figures 1.1–1.3. Some relevant higheralkyl phenols will be examined at appropriate places.
Figure 1.3 Applications of mixed cresols.
18 Chapter 1
5954-0 Mukhopadhyay Ch01 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

2
Production of Synthetic Cresols
2.1. GENERAL
Along with the olefins, particularly ethylene and propylene,aromatic hydrocarbons, more specifically benzene, toluene,para- and ortho-xylenes, for long had been the key buildingblocks for synthesis into a number of critical organic chemi-cals and intermediates.
Among aromatic hydrocarbons benzene, toluene, andxylenes (BTX), toluene was earlier considered commerciallythe least important, and a number of processes were devel-oped for conversion of surplus toluene into more lucrativebenzene and C8 aromatics. More recently, demand oftoluene has started picking up partly for augmenting octanenumber of gasoline, and more importantly, as a criticalfeedstock for a few important chemicals as shown inFig. 2.1.
Earlier hydrodealkylation of toluene into benzene, dispro-portionation of toluene into benzene and xylenes and transalky-lation of toluene and C9 aromatics into xylenes were developedand commercialized to strike a right balance in desired aromatic
19
5954-0 Mukhopadhyay Ch02 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

hydrocarbons. Commercially three processes, namely thexylenes þ process of the Atlantic Richfield Co., Tatorayprocess licensed by UOP and Mobil’s Disproportionationprocess have been in operation. These are summarized asfollows [1,6]:
a. Hydrodealkylation:
b. Xylenes Plus
Figure 2.1 Derivatives=uses of toluene.
20 Chapter 2
5954-0 Mukhopadhyay Ch02 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

c. Disproportionation
Wherever the situation warranted either one or all of theprocesses were used to maximize benzene and xylenes produc-tion in lieu of toluene which used to be produced in surplusquantities in a catalytic reforming unit of a petroleum refinery.
Commercial processes for conversion of toluenes and inpure fractions to benzene and other aromatic hydrocarbonsare shown in Table 2.1 [9].
During the last two and half decades or so the picturehas dramatically changed, and, toluene is no longer consid-ered a ‘‘stepchild’’ in the family of aromatic hydrocarbons.Properties of toluene, both commercial grade, and nitrationgrade are as follows [1,2]:
Commercial grade:
CAS No. [108–88-3]
A colorless, flammable liquid of low viscosity
m.w. 92.13m.p. �94.99�CBP 110.625�Cd254 0.8631
Z20D 1.49693
Good solvent for fats, oils, tars, resins, etc. completelymiscible with alcohols, ethers, ketones, phenols, esters, etc.slightly soluble in water.
Nitration grade:
ASTM D 841d20
4 0.8690–0.8730Color (Hazen) �20Boiling range 110–111�CSulfur content no H2S=SO2
Production of Synthetic Cresols 21
5954-0 Mukhopadhyay Ch02 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Table 2.1 Commercial Processes for Conversion of Toluene [9]
Process Licensor Process charge Application
1. Hydeal UOP Toluene, xylenesand other alkylbenzenes heavyreformate, fromrerun catalyticreformate, lightcycle oil from cat.Cracking
A catalyticprocessfor makingbenzene andnaphthalene
2. Detol Houndry Processand Chemical Co.
Toluene=xylenes,heavy catalyticcycle oil, aromaticsfrom petroleumcoking, steamcracking
A process forproduction ofbenzene andnaphthalene
3. Unidak Union Oil Co. ofCalifornia
Catalytic reformatebottoms, aromaticfractions fromsevere thermalcracking liquidfeedstocks
Benzene andxylenes
4. THD Gulf OilCorporation
Toluene, xylenesand other alkylbenzene fractions
Benzene andnaphthalene
5. – Sun Oil Co. Nitration toluene,reformates
Benzene andnapthalane
6. HAD Atlantic RichfeldCo., HydrocarbonResearch Inc.,
Heavy reformatelight cycle oil,cracked gas oilsfrom coke ovens
Benzene,naphthaleneand selectedaromatics
7. Litol Houdry Process andChemical Co.
Typically any cutboiling in therange of60–150�C
High-puritybenzene andxylenes
8. ‘‘Xylenesplus’’
Atlantic Richfield Co. Toluene or higheraromatics
High-puritybenzene andxylenes
9. Pyrotol Houdry Process andChemical Co.
Pyrolysis gasolineimpure BTxfractions
High-puritybenzene
22 Chapter 2
5954-0 Mukhopadhyay Ch02 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

It is absolutely necessary that toluene being used as thecritical feedstock for organic chemical synthesis includingproduction of cresols must be very pure, i.e., nitration grade.It should be free from benzene and other C6 hydrocarbons andC8 aromatics-based products will be present as contaminantsin the finished product based on toluene.
Indeed the toluene chemistry has made very significantprogress. Toluene is now considered as an important buildingblock for organic chemical synthesis. benzaldehyde, TDI,nitrotoluenes, chlorotoluenes, etc. are some of the key pro-ducts being produced from toluene. Fig. 2.1 shows variousapplications=uses of toluene.
Among the toluene derivatives cresols have been occupy-ing a pride of place. Significant R&D work has led to develop-ment of a number of important derivatives from cresols, andmore predominantly, from para-cresol, and to some extentfrom meta-cresol and to a lesser extent also from ortho-cresol.
Processes that have been commercialized for productionof cresols from toluene have been mostly an adaptation andextension of those used for manufacture of phenol, frombenzene. As in the case of phenol the three most importantprocesses for manufacture of cresols from toluene (nitrategrade) are based on
i. sulfonation of toluene;ii. alkylation of toluene with propylene;iii. chlorination of toluene.
These processes are briefly discussed here.
2.2. SULFONATION OF TOLUENE
Sulfonation of toluene has been carried out using 98% H2SO4,65% oleum, SO3, or even chlorosulfonic acid. As a result of sul-fonation, a mixture of all the three isomers of toluene sulfonicacids are formed. However, the distribution of sulfonic acidisomers would follow the sequence: maximum p-toluene sulfo-nic acid followed by o-toluene sulfonic acid and minimum ofm-toluene sulfonic acid. In order to produce more m-toluene
Production of Synthetic Cresols 23
5954-0 Mukhopadhyay Ch02 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.
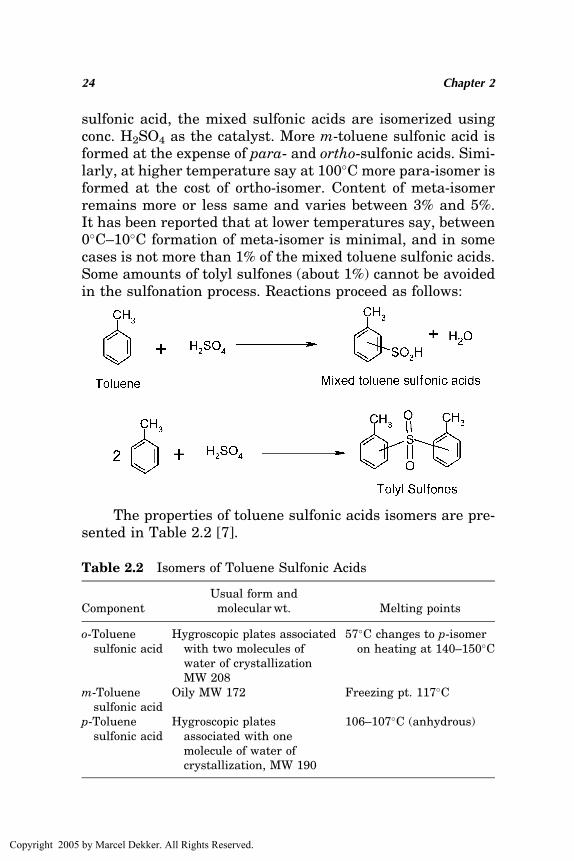
sulfonic acid, the mixed sulfonic acids are isomerized usingconc. H2SO4 as the catalyst. More m-toluene sulfonic acid isformed at the expense of para- and ortho-sulfonic acids. Simi-larly, at higher temperature say at 100�C more para-isomer isformed at the cost of ortho-isomer. Content of meta-isomerremains more or less same and varies between 3% and 5%.It has been reported that at lower temperatures say, between0�C–10�C formation of meta-isomer is minimal, and in somecases is not more than 1% of the mixed toluene sulfonic acids.Some amounts of tolyl sulfones (about 1%) cannot be avoidedin the sulfonation process. Reactions proceed as follows:
The properties of toluene sulfonic acids isomers are pre-sented in Table 2.2 [7].
Table 2.2 Isomers of Toluene Sulfonic Acids
ComponentUsual form andmolecularwt. Melting points
o-Toluenesulfonic acid
Hygroscopic plates associatedwith two molecules ofwater of crystallizationMW 208
57�C changes to p-isomeron heating at 140–150�C
m-Toluenesulfonic acid
Oily MW 172 Freezing pt. 117�C
p-Toluenesulfonic acid
Hygroscopic platesassociated with onemolecule of water ofcrystallization, MW 190
106–107�C (anhydrous)
24 Chapter 2
5954-0 Mukhopadhyay Ch02 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Para-toluene sulfonic acid (pTSA) can be separated froma mixture of toluene sulfonic acids by crystallization andcentrifuging.
Para-toluene sulfonic acid is a versatile catalyst being aseffective as sulfuric acid. In fact being solid it is less likely toaffect the reactants in a process and is sometimes preferred tosulfuric acid.
pTSA has been used extensively in the preparation ofalkyl resins, in foundry chemicals, etc. pTSA can be directlyconverted to pure para-cresol (98–99%) and the mother liquorafter separation of pTSA can be conveniently converted tomixed cresols.
2.2.1. Neutralization of Toluene Sulfonic Acids
Sulfonation of toluene produces along with sulfonic acidssome water which is usually entrained with excess tolueneand is removed azeotropically and the reaction mass is there-after neutralized with soda ash (Na2CO3) or sodium sulfite(Na2SO3) which is recovered as a by-product in the cresolsplant.
Generated CO2 or SO2 is used in the postcaustic fusionreaction to convert sodium cresolates to cresols.
Commercially, sulfonic acids are neutralized by sodiumsulfite by PMC specialities group, a division of PMC Inc.USA, the sole producer of para-cresol in the states, KonanChemicals Co. of Japan and Inspec (Now Laporte) of UK. AtulLimited the sole producer of para-cresol in India has been tra-ditionally using CaCO3 and soda ash for neutralization oftoluene sulfonic acids. Generated CO2 gas is used for pastfusion conversion of cresolates to cresols. However, this pro-duces a low-grade, low-value gypsum which more often thannot creates a disposal problem.
Production of Synthetic Cresols 25
5954-0 Mukhopadhyay Ch02 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

2.2.2. Caustic Fusion
After neutralization sodium salt of toluene, sulfonic acids isheated with caustic soda (70%) at 330–350�C for several hoursto produce cresolates as follows:
Cresolates react with CO2 or SO2 or even H2SO4 to producecresols in crude form which can be distilled to get pure cresols.
The cooled fusion melt is leached with minimum amountof water to dissolve out the sodium cresolates and the resul-tant slurry is centrifuged to recover the sodium sulfite whichis always associated with small quantities of sodium carbo-nate and sodium sulfate. Sodium carbonate is formed mainlyby reaction between the molten alkali and atmospheric CO2.Sodium sulfate is produced from the sulfuric acids derivedby hydrolysis of the sulfonic acids by the superheated steamproduced during the reaction.
For caustic fusion of the sulfonic acids salts it has beenobserved that if para-isomer is predominant (for producingpara-cresol) the viscosity of the molten mass is too high andit poses problems during agitation of the mass. It has beenfound that 4–5% of caustic potash (KOH) if added to causticsoda, maintains proper fluidity throughout the reaction.
Most companies have been operating sulfonators andcaustic fusion vessels batchwise. Continuous alkali fusion,particularly in conjunction with continuous sulfonation hasobvious advantages. The difficulty is, the viscosity of the meltin the beginning and at the end of the reaction creates pro-blems in pumping the reaction mixture. Inspec (Now Laporte)of UK has presumably sorted out this problem and they have
26 Chapter 2
5954-0 Mukhopadhyay Ch02 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

been producing cresols using continuous sulfonation andfusion systems. A block diagram of a conventional p-cresolplant is shown in Fig. 2.2.
It is necessary to mention here that the process of sulfo-nation and the neutralization of toluene sulfonic acidsadopted in this process is very inefficient and certainly a lotmore can be done to improve upon it.
Ballestra S.P.A., Italy has suggested that the process ofmaking sodium toluene sulfonate can be improved by remov-ing water formed from the sulfonation reactors by azeotropicdistillation of water–toluene mixture along with excess oftoluene required (necessary to form the proper mole ratio ofwater=toluene). Toluene along with water is condensed asan azeotrope from the distillation column and then recoveredtoluene is recycled back to the sulfonators. By using this pro-cess, less of toluene and H2SO4 will be required for the processof sulfonation.
Figure 2.2 Block diagram for p-cresol production (conventional)plant.
Production of Synthetic Cresols 27
5954-0 Mukhopadhyay Ch02 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Neutralization of toluene sulfonic acids can however bedone either by NaOH as shown or a cheaper material likeNa2SO3 which is obtained as a by-product from the plant dur-ing post caustic fusim process.
Figure 2.3 shows the flow scheme as proposed byBallestra.
2.2.3. Commercial Plants
While mixed cresols (m-p-cresols) are mostly recovered fromnatural feedstocks as discussed above, para-cresol and co-product ortho-cresol are produced via sulfonation of toluene.Meta-cresol is commercially produced as a co-product duringmanufacture of BHT from meta–para-cresols mixture. Thisis discussed in some details in the next chapter.
Under controlled (mild) sulfonation conditions andrelatively mild caustic fusion, it is possible to producecresols mixture with very small (less than 1%) meta-cresolcontent.
It has been reported that sulfonation with chlorosulfonicacid at 33–45�C gives a product free from meta-cresol.
Figure 2.3 Process block diagram for STS production plant.
28 Chapter 2
5954-0 Mukhopadhyay Ch02 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

In other words ortho- and para-toluene sulphonyl chloridesare formed, which on high temperature hydrolysis producesortho- and para-toluene sulfonic acids. This mixture on neu-tralization, caustic fusion, and acidification produces a mix-ture of ortho- and para-cresols. The resultant productcontains approximately 85% p-cresol and 15% o-cresol fromwhich pure para-cresol (99%þ) and pure ortho-cresol(99%þ) can easily be obtained.
Similarly, sulfonation of toluene with SO3–SO2
mixture at relatively low temperature of 25–50�C leads to atoluene sulfonic acid mixture practically free from meta-isomer.
PMC, USA, and Synthetic Chemicals, UK (sold to Inspec,UK and later on to Laporte, UK) are presumably using theabove sulfonation processes and producing pure p-cresol andco-product o-cresol.
Konan Chemicals, Japan are also producing a very puregrade p-cresol (99%þ). In China, there are a number p-cresolplants where purity varies from 96% to 99%.
In India Atul Limited, Valsad, Gujarat State is the solemanufacturer of para-cresol. Atul’s technology was developedby the company’s R&D department at its Ankleshwar plant,Gujarat State. Strictly speaking, the technology was an adap-tation of the process licensed by Honshu Chemicals Japan forproduction of mixed cresols (38–40% meta, 45–50% para and5–10% ortho-cresol, phenol, and xylenols). In the first phase,Atul introduced 95–96% pure para- cresol and then gradually98–99% pure para-cresol.
In Atul’s process of production of para-cresol, toluene issulfonated with 98–102% H2SO4 to produce a mixture of iso-meric toluene sulfonic acids. The acid mixture is neutralizedwith CaCO3=Na2CO3 and then fused with caustic soda lye(70% NaOH) with 3–5% KOH to maintain the fluidity of themolten mass. By heating the mixture around 330�C for
Production of Synthetic Cresols 29
5954-0 Mukhopadhyay Ch02 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

several hours, the fusion mass (cresolates) reacts with CO2
(generated captively during neutralization of sulfonic acids)to produce a mixture of cresols (p-cresol 84–85%, o-cresol10–12%, m-cresol 2–3% phenol and xylenols<1%).
On distillation of the above mixture in a distillation col-umn, a bottom fraction containing 95–96% p-cresol, 4–5%m-cresol, 1% o-cresol and other alkyl phenols is produced.O-cresol and phenol mixture from the top of the column arefurther separated into o-cresol (98–99%) and phenol. Furtherenrichment of p-cresol to 98–99% is done through the processof crystallization and centrifuging. This is discussed in somedetails in the next chapter.
PMC, USA, Laporte, UK, Konan Chemicals, Japan, andAtul Limited, India are the key manufacturers of para-cresoland all of them use nitration grade toluene as the critical feed-stock and produce para-cresol via sulfonation, neutralization,caustic fusion, acidification, and distillation. Name plate capa-cities of these major producers are: PMC 15,000–16,000 tpa,Laporte 15,000–16,000 tpa, Konan approx. 4000 tpa and Atul5500–6000 tpa.
2.3. ALKYLATION OF TOLUENE
Production of cymenes or isopropyl toluene from toluene andpropylene is an adaptation of cumene process from benzeneand propylene. Through hydroperoxidation of cumene andcleavage of the resultant molecule, phenol and acetone areproduced.
There are a large number of phenol plants operatingthroughout the world based on alkylation of benzene. Thealkylation and oxidation reactions are as follows:
30 Chapter 2
5954-0 Mukhopadhyay Ch02 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

For nearly 50 years, alkylation of benzene to producecumene was based on solid phosphoric acid (SPA) or aluminumchloride (AlCl3) anhydrous catalysts. Recently, UOP’s Q-maxTM
Cumene Technology has been based on new zeolitic catalyst.The Q-max� process provides excellent cumene product quality99.97wt% purity) and unprecedented yield (>99.7wt%). Thezeolitic catalyst used in the Q-max process is completely regen-erable, and significant catalyst disposal problems associatedwith SPA or AlCl3 are eliminated. This is also an eco-friendlyprocess and augurs well with the concept of green chemistry[10]. Similarly, DOW-Kellog cumene process which is offeredto the industry is based on DOW’s unique, shape-selective 3
�First, Q-max phenol unit has been established at JLM Chemicals, BlueIsland, IL, USA.
Production of Synthetic Cresols 31
5954-0 Mukhopadhyay Ch02 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

DDMzeolite catalyst. It is claimed that the process is character-ized by its low capital cost, superior product yield, high-purityproduct, corrosion fee environment, low operating cost, etc.
Oxidation of cumene to cumene hydroperoxide and itscleavage to phenol and acetone were first published byH. Hock and S. Lang in 1944. This was commercializedshortly after World War II by the Distillers Co., UkandHercules Powder Co. in the USA.
UOP is offering the technology for conversion of cumeneto phenol and acetone based on UOP=Allied (Now Mobil) phe-nol process. Similarly, Kellog is offering the technology ofHercules and lately Dow-Mousanto Process.
Production of cresols based on alkylation of toluene,oxidation of cymenes, or isopropyl toluenes and cleavage intocresols and acetone is a direct extension of phenol processfrom benzene. The process is, however, more complex sincethree isomeric cymenes and cresols are involved. The chemis-try of the process is as follows:
i.
ii. Isomerization of o-cymene to m-cymene andp-cymene
32 Chapter 2
5954-0 Mukhopadhyay Ch02 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

iii. Cymenes oxidation to cymenes hydroperoxide
The properties of cumene and the three cymenes are pre-sented in Table 2.3 [1].
Table 2.3 Properties of Cumene and Three Cymenes
Cumene m-Cymene o-Cymene p-Cymene
C6H5CH(CH3)2CAS No.[98-82-8]
CH3C6H4CH (CH3)2[535-77-3]
CH3C6H4CH (CH3)2[527-84-4]
CH3C6H4CH (CH3)2[99-87-6]
For wt: 120.2�C 134.2�C 134.2�C 134.2�Cm.p.: �96.9�C <�25�C �73.5�C �68.9�C to
�73.5�CBP 152–153�C at
760mmpressure
175.7�C at760mmpressure
175–176�C at760mmpressure
176–177�C at760mmpressure
d254 0.8600 0.8696 0.8760 0.8750
Z20D 1.4913 1.4939 1.5021 1.4947Insoluble in
water, verysoluble inalcohol and othermobile pleasantodor used inorganicsynthesis
Insoluble inwater, solublein ether,alcohol, benzeneused in organicsynthesis metalpolishes, etc
Insoluble inwater, solublein ether,alcohol, benzeneused in organicsynthesis metalpolishes
Insoluble inwater,soluble in ether,alcohol etc.organicsynthesisagreeable odor
Production of Synthetic Cresols 33
5954-0 Mukhopadhyay Ch02 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

As in the case of cumene and phenol process startingwith benzene, UOP is offering UOP zeolitic cymene processfor production of cymenes from toluene using zeolyticcatalyst and also isomerization and conversion intom-cymeneand p-cymene. m- and p-cymenes are separated into puremeta-cymene and pure para-cymene in UOP cymexTM
process.UOP zeolytic cymene process represents a new genera-
tion of cymene technology based on a highly selective andstable zeolytic catalyst.
As in case of cumene based on benzene, cymenes or iso-propyl toluenes are produced by alkylation of toluene usingtraditional solid phosphoric acid (SPA) or anhydrous AlCl3.However, UOP’zeolitic catalysts have proved to be muchsuperior. Even by-products production is much less by usinga zeolytic catalyst. It is expected that new cresol complexesbased on alkylation of toluene will use zeolitic catalystsystem. Similarly, some of the existing cresol plants willswitch over to the new catalysts. The UOP CymexTM processis based on UOP’s general SorbexTM system and separates p-cymene and m-cymene isomers. Production of high purity(99%þ) meta and p-cymenes is achieved in block operations.During 1997, the process was satisfactorily demonstrated toa team of professionals of Atul Limited at their experimentalpilot plant facilities at Des plaines, IL.
Until 1972, the Hercules Powder Co. operated a plantat Gibbstown in USA for production of para-cresol frompara-cymene obtained from natural terpenes from pine trees.Kellog is offering Hercules technology through a licenceagreement for conversion of para- and meta-cymenes to therespective cresols. UOP-Kellog cymenes and cresols produc-tion starting with toluene (nitration grade) and propylene isshown in Fig. 2.4.
It has been recently announced that technology forseparation of para- and meta-cymenes is offered by ChiyodaCorporation in Yokohama, Japan through Kellog. As in thecase of phenol from benzene via cumene, acetone is obtainedas a co-product during production of cresols from toluenevia cymenes.
34 Chapter 2
5954-0 Mukhopadhyay Ch02 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Acetone has the following properties:
Structural CH3COCH3
CAS No. [67-64-1]MW 58BP 56.2�Cm.p. �94.7�cd20
4 0.7908Z20D 1.3587
Acetone is a colorless, flammable liquid with a mildly pungentand aromatic odor. It is miscible with water and organicsolvents, such as ether, methanol, ethyl alcohol, and esters.
Acetone is used as a solvent for cellulose acetate, nitro-cellulose and acetylene as a raw material for the chemicalsynthesis of such products as ketones, acetic anhydride,methyl methacrylate, bisphenol-A, diacetone alcohol, methylisobutyl ketone, isophorone, etc.
Figure 2.4 Overall flow diagram for cresols complex based onrecent technology.
Production of Synthetic Cresols 35
5954-0 Mukhopadhyay Ch02 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

2.3.1. Commercial Plants
Mitsui Petrochemical Industries Limited and Sumitomo Che-mical Co. Ltd., Japan have been operating two 20,000 tpaplants wherein they produce mixed cresols (60% m-cresoland 40% p-cresol mixture) for the last many years. However,they do not separate the mixture of meta- and para-cymenesbut convert the cymenes mixture to meta–para-cresols. M=s.Yanshen Petrochemicals, China near Beijing have been oper-ating a similar 20,000 tpa meta–para-cresols plant based onalkylation of toluene. Both the Japanese and Chinese plantshave been producing pure meta-cresol and BHT. Through arecent agreement, Sumitomo Chemicals sell 10,000 tpacresols mixture to Merisol and the remaining 10,000 tpam–p-cresols are converted pure meta-cresol and BHT. Fromenvironmental point of view, cresol plants based on alkylationof toluene are much cleaner and more eco-friendly than thosebased on sulfonation of toluene.
The process is continuous, very low in operating costs.Catalyst is regenerable. However, such plants are much morecapital intensive and will call for much higher cresols produc-tion. These plants will be attractive only if a few downstreamderivatives based on pure meta-cresol and para-cresol (ifcresols are separated) apart from BHT are integrated withthe mother plant.
2.4. CHLORINATION OF TOLUENE [1,6]
Again production of cresols via chlorination of toluene is anextension of the process for production of phenol frombenzene. The process popularly known as Raschig–Hookerprocess was first developed by Dr. F. Raschig G.M.b.H. in1923–31. In 1937, the Durez plastic Division of HookerChemical Corporation acquired the US rights and built thefirst plant in 1940. The Hooker Corporation improved thetechnology and overcame the disadvantages over the originalprocess, in particular by modifying the oxychlorinationreactor and developing effective catalysts for the vapor phasehydrolysis stage.
36 Chapter 2
5954-0 Mukhopadhyay Ch02 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Vapor phase hydrolysis of chlorotoluenes appears to beaccompanied by a much smaller degree of isomerization thanliquid phase hydrolysis, and accordingly, the Hooker–Raschigprocess is considered more attractive than the original Dowprocess. The process, however, is much less attractive thanthe sulfonation and alkylation processes. The chemistry ofthe process is as follows:
The only commercial plant in the world is operated byBAYER AG in Germany. Easy availability of chlorine at alow price might have made Bayer’s plant still attractive.
It is to be specifically mentioned that chlorination reac-tion has to be very carefully controlled so as to avoid chlorina-tion of the methyl group, otherwise a large number ofunwanted and commercially unattractive by-products willbe formed which will affect the yield and quality of cresols.Under controlled conditions para- and ortho-chlorotolueneswill be produced in significant amounts and meta-isomer willbe minimal.
Production of Synthetic Cresols 37
5954-0 Mukhopadhyay Ch02 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

3
Production of Individual Cresols
The isolation of individual cresol isomers, more particularly,meta- and para-cresols from a mixture of isomeric cresolmixture had been a master problem in organic chemicalsynthesis. While ortho-cresol could be more easily separatedbecause of somewhat lower boiling point (approx. 191�C atatmospheric pressure) meta- and para-cresols could not beseparated by distillation because of almost identical boilingpoints (202�C and 201–202�C at atmospheric pressure,respectively). Various processes have been established inthe laboratory but only a few have been commercialized.Some of the commercial processes are discussed here in somedetail.
3.1. CRYSTALLIZATION AND CENTRIFUGING
In a typical p-cresol plant after separation of ortho-cresol,p-cresol feedstock would have the following composition:p-cresol 95–96%, meta-cresol 4–5%, o-cresol and xylenols notmore than 1%. Though meta- and para-cresols are close
39
5954-0 Mukhopadhyay Ch03 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.
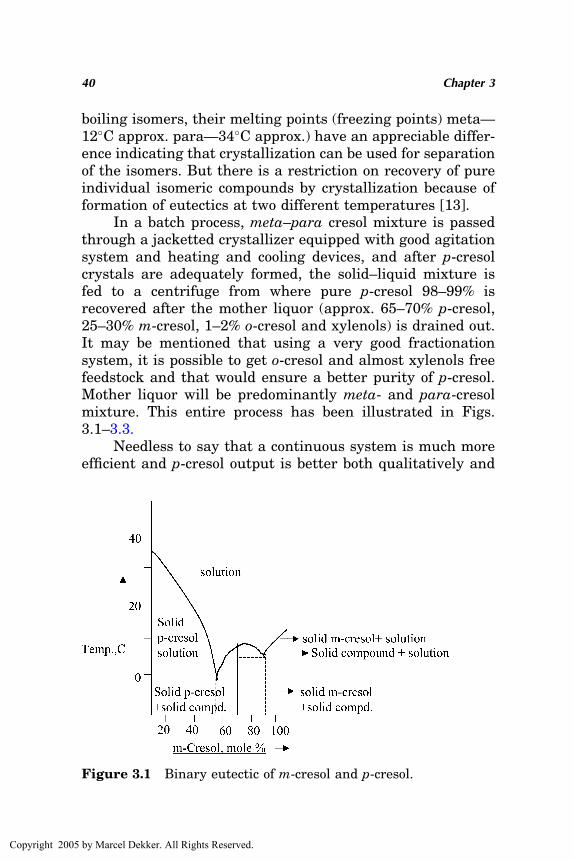
boiling isomers, their melting points (freezing points) meta—12�C approx. para—34�C approx.) have an appreciable differ-ence indicating that crystallization can be used for separationof the isomers. But there is a restriction on recovery of pureindividual isomeric compounds by crystallization because offormation of eutectics at two different temperatures [13].
In a batch process, meta–para cresol mixture is passedthrough a jacketted crystallizer equipped with good agitationsystem and heating and cooling devices, and after p-cresolcrystals are adequately formed, the solid–liquid mixture isfed to a centrifuge from where pure p-cresol 98–99% isrecovered after the mother liquor (approx. 65–70% p-cresol,25–30% m-cresol, 1–2% o-cresol and xylenols) is drained out.It may be mentioned that using a very good fractionationsystem, it is possible to get o-cresol and almost xylenols freefeedstock and that would ensure a better purity of p-cresol.Mother liquor will be predominantly meta- and para-cresolmixture. This entire process has been illustrated in Figs.3.1–3.3.
Needless to say that a continuous system is much moreefficient and p-cresol output is better both qualitatively and
Figure 3.1 Binary eutectic of m-cresol and p-cresol.
40 Chapter 3
5954-0 Mukhopadhyay Ch03 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

quantitatively. It may also be added that if the feedstock ismore or less free from ortho-cresol, a very good quality of bothp-cresol (99% pure) and mother liquor (m–p-cresol) will beobtained.
Meta–para-cresol mixture, i.e., the mother liquor havingapproximately a composition of 65–75% p-cresol and 30–35%m-cresol with not more than 1% o-cresol and xylenols, is anideal feedstock for making butylated hydroxy toluene(BHT). Traditionally this mixture is being sold to carbolic
Figure 3.2 Block diagram showing enrichment of lean p-cresol topure p-cresol.
Figure 3.3 Block diagram: one stage slurry recycle crystallizer.
Production of Individual Cresols 41
5954-0 Mukhopadhyay Ch03 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

soap manufacturers in India. The block diagram of a plantcombining distillation and crystallization is in Fig. 3.4.
Static crystallization and scraped surface crystallizationsystems are supplied by Sulzer-Chemtech, Buchs, Switzerland.Matching Centrifugation Systems are also supplied by Sulzer.Scraped surface crystallizers are also supplied by M=sArmstrong Engineers, Pennsylvania, USA and their sisterorganization Chemtec B.V., Scotland and Singapore. Atul hasbeen operating scrapped surface crystallizers (10 TPD and 6TPD) supplied by Chemtec B.V., Scotland for enrichment ofp-cresol from 95–96% to 98–99%, last few years. Performanceof the crystallization system has been satisfactory thoughoutput of pure p-cresol obtained has been much less than thename plate capacities.
Some Chinese and Japanese companies have been oper-ating p-cresol plants wherein they produce 99% pure p-cresolfrom a relatively lean meta–para cresols (p-cresol 95% orless).
In Japan, Kobe Steel has sometime ago developed a highpressure crystallization technique known as Fine Cry Processin which m-, p-cresol mixture is introduced into a highpressure vessel of the piston-cylinder type and is crystallizedadiabatically at 200 MPa. After draining off the mother liquorthe system is decompressed and p-cresol emerges as thepure crystalline product [1].
3.2. SEPARATION OF META-, PARA-CRESOLSVIA ALKYLATION WITH ISOBUTYLENE
Butylated hydroxy toluene or BHT is a universally popularantioxidant which used to be made traditionally from purepara-cresol. Last few years, the trend has been to produceBHT by butylation of a mixture of meta–para-cresols. Thereare two distinct advantages:
a. The feedstock m–p cresol is cheaper than pure para-cresol.
b. More importantly by alkylating a mixture of m–pcresols, a mixture of butylated meta-cresol and
42 Chapter 3
5954-0 Mukhopadhyay Ch03 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

butylated para-cresols is produced. By the process ofdealkylation of either one or both of these products,it is possible to get pure meta-cresol and purepara-cresol or BHT and pure meta-cresol.
Process chemistry is summarized below [1,6]:
In the alkylation process, apart from butylated cresols isobu-tylated homopolymers diisobutylene and triisobutylene arealso formed.
Production of Individual Cresols 43
5954-0 Mukhopadhyay Ch03 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Figure 3.5 shows the flow scheme of a typical BHT plantoperating in India.
In the above process, usually 2 mol of isobutylene reactwith each mole of cresol in the presence of acidic catalyst.Dilute H2SO4 is the most popular catalyst for both alkylationand dealkylation process. Some of the plants use p-toluenesulfonic acid or even a mixture of sulfuric acid and p-toluenesulfonic acid. It is reliably learnt that at least one plant hasbeen using some quantities of a very strong Friedel Craftsalkylation catalyst—Triflic acid or trifluoromethane
for very fast alkylation reaction. The process being reversible,dealkylation of butylated cresols particularly butylated meta-cresols produces desired meta-cresol which is otherwise very
Figure 3.4 Flow diagram for combined distillation and crystal-lization of a cresol mixture.
44 Chapter 3
5954-0 Mukhopadhyay Ch03 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

difficult to obtain as a pure product. Butylated meta- andpara-cresols have the following boiling points [7]:
ComponentBoiling point, at 2.67 KPa or
20 mm Hg pressure
DBPC 147�CMBMC 167�CMBMCMBPC
�124–129�C
In the commercial process, monobutylated cresols areusually recycled to the alkylators and are converted back todibutylated cresols which are separated into BHT and dibuty-lated meta-cresol which on dealkylation produces pure meta-cresol and isobutylene, which is recycled to the alkylators.
Sumitomo Chemical Co. Ltd. and Mitsui are operatingsuch plants in Japan and are producing BHT and meta-cresolas co-products. M=s. Yanshen Petrochemicals, near Beijing,China, are also producing BHT and meta-cresol. BAYER AGhave been also producing BHT and meta-cresol in a plant inGermany. Rhone-Poulence used to produce BHT, MBMC
Figure 3.5 Block diagram and material balance for 1.7 MT BHTfrom 1 MT PC (95%).
Production of Individual Cresols 45
5954-0 Mukhopadhyay Ch03 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

and meta-cresol in their plant at Oil City in Pennsylvania,USA. Subsequently Rhone-Poulence sold out their plant toMerisol in 1997. Merisol has the versatility of feedstocksand are producing BHT, m-cresol, MBMC, etc. as and whenthe market demands.
Usually di-tert-butyl cresols are dealkylated at around200�C in presence of acid catalysts mentioned earlier andproduce meta-cresol, para-cresol, and isobutylene. Individualcresols are purified by distillation. Such processes produce99% þ pure individual cresols. As of now, the companies men-tioned above produce BHT and m-cresol based on alkylation ofm–p-cresols. However, as of now, no company is making purep-cresol. But theoretically very pure p-cresol can be obtainedby dealkylation of BHT.
3.3. OTHER PROCESSES FOR PRODUCTIONOF PURE PARA- AND META-CRESOLS
Only one commercial plant based on UOP’s proprietaryCresexTM Process is operated by Merichem (Now Merisol) atHouston, TX, USA. Cresex is an extension of UOP’s well-known Sorbex process based on adsorption and desorption.
The process is based on the fact that alkali metal-modified or alkaline earth modified zeolites of type X, A, Lor ZMS-5 and also titanium dioxide, adsorb p-cresol morestrongly than m-cresol. Thus m-=p-cresol mixtures can beseparated in an adsorption column and can be dissolved againwith a suitable desorbing liquid such as an aliphatic alcoholand ketone. The separating efficiency depends both onadsorption and desorption.
Adsorption technology as provided by the SORBEXprocesses can separate complex feed mixtures by class orby specific isomer. Unlike conventional processes which onlyrely on differences in physical properties, adsorption can becustomized to achieve a precise separation.
Commercial Sorbex processes include:
i. ‘‘Molex’’ for separation of normal paraffins fromiso-paraffins and cyclic hydrocarbons.
46 Chapter 3
5954-0 Mukhopadhyay Ch03 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

ii. ‘‘Olex’’ process for separation of olefins from amixture of olefins and paraffins.
iii. ‘‘Parex’’ process for separation of para-xylene fromother C8-aromatics.
iv. ‘‘Cymex’’ process for recovery of individual cymenesisomers, more particularly p-cymene, from a mixtureof para- and meta-cymenes.
v. ‘‘Cresex’’ process for separation of pure para-cresoland meta-cresol from a mixture of m–p-cresols.
Essentially all Sorbex process units consist of anadsorption chamber, a Rotary Valve and an extract and aRaffinate Column. Process flow scheme is as shown inFig. 3.6 [11,12].
Needless to emphasize that UOP’s Cresex process—anadaptation and extension of its generalized Sorbex pro-cesses—provides a unique opportunity for separation ofm–p-cresols into pure p-cresol (99%) and pure m-cresol (99%).Quite surprisingly UOP has till now licensed cresex technology
Figure 3.6 Block diagram of UOP SORBEX flow scheme.
Production of Individual Cresols 47
5954-0 Mukhopadhyay Ch03 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

to only one company, i.e. Merichem at Houston (now Merisol).Discussions with Merisol representatives revealed that a lotof modifications have been made in their cresex plant.
Recently Chiyoda Corporation, Japan, has announcedthat the company through a licensing agreement with Kellogis in a position to offer a suitable technology for separation ofmeta and para-cresol from an isomeric mixture of cresols.Though not much is known about Chiyoda’s process, it islearnt that the same is not very different from UOP’s Cresexprocess.
3.4. PRODUCTION OF ORTHO-CRESOL
Because of somewhat lower boiling point compared to m-cresol and p-cresol, o-cresol is obtained as a co-product duringfractionation of cresols from coal tar acids or during produc-tion of para-cresol based on sulfonation of toluene. Most ofthe p-cresol manufacturers such as PMC, INSPEC (nowLaporte), Atul and others are producing o-cresol in the rangeof 600–1500 tpa depending on p-cresol production.
Merisol has been producing approximately 3–5000 tpa ofvery pure o-cresol (>99%). Some o-cresol is also produced byother coal or lignite processing units. However, there is stilla substantial demand–supply gap, and a few end users areproducing their own o-cresol by other methods.
One of the most popular methods of manufacturing o-cresol is via methylation of phenol in the presence of acatalyst (currently most popular is zeolite catalyst). Somequantity of 2,6-xylenol is produced as a co-product
48 Chapter 3
5954-0 Mukhopadhyay Ch03 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Subsequently o-cresol and 2,6-xylenol are separated by frac-tionation.
By selection of a suitable catalyst, it might be possible toobtain some quantities of p-cresol.
Methylation of phenol is carried out either in vaporphase or liquid phase. Catalysts employed have beenmagnesium oxide, mixtures of magnesium oxide and oxidesof manganese, copper, titanium, etc. Temperatures havevaried from 390�C to 420�C and pressures atmospheric orsomewhat higher pressure. Of late, zeolite catalysts haveproved to be more effective and eco-friendly.
General Electric of USA have been producing10,000 tpa o-cresol and 70,000 tpa 2,6-xylenols, in USA,and in Holland further, 4000 tpa o-cresol and 16,000 tpa2,6-xylenols. Synthetic Chemicals, UK (later on taken overby Inspec and now Laporte) have been producing 8000 tpao-cresol and 2,6-xylenols in UK. There has been productionof o-cresol and 2,6-xylenols in Japan, Russia, and CzechRepublic [1,6].
3.5. PRODUCTION OF META-CRESOL
Since meta-cresol and para-cresol have more or less identicalboiling points, it has not been possible as yet to recovermeta-cresol from a mixture of m–p-cresols. It has alreadybeen discussed in detail that only commercial method so faremployed has been to convert a mixture of m–p-cresols toBHT and pure meta-cresol by alkylating the mixture with iso-butylene and thereafter dealkylating butylated meta-cresol topure meta-cresol. This remains even today the most attractivecommercial method for production of pure meta-cresol. How-ever, the disadvantage is that this process produces pureBHT as the main product and therefore commercial feasibilityof production of the co-product meta-cresol would be dictatedby the demand of BHT.
One popular commercial process for production ofmeta-cresol has been via partial demethanization of isophorone,which is briefly discussed here.
Production of Individual Cresols 49
5954-0 Mukhopadhyay Ch03 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Isophorone (3,5,5-trimethyl-2-cyclohexene-1-one or 1,1,3-trimethyl-cyclohexene-3-one-5) has the following properties:
It has a light yellow color and a disagreeable camphoraceousodor. It is completely miscible with organic solvent and is onlysparingly soluble in water.
Isophorone usually contains 2–5% of the isomerb-isophorone CAS No. [471-01-2] also known as 3,5,5-trimethyl-3-cyclohexene-1-one.
The term a-isophorone is sometimes used in referring tothe a,b-unsaturated ketone, whereas b-isophorone connotesthe unconjugated derivatives [1,2]. Isophorone is producedby aldol condensation (trimerization) of acetone underalkaline conditions. Severe reaction conditions effect thecondensation and partial dehydration of three molecules ofacetone. Both liquid and vapor phase continuous technologiesare practiced
Traditionally demethanization (pyrolysis) of isophorone athigh temperature produces 3,5-xylenol. However, controlleddemethanization would produce meta-cresol as follows:
StructuralCAS No. [78-59-1]Formula wt. 138.21Freezing point �8.1�C to 12�CBoiling point 215.3�C at
760 mm HgZ 20D 1.4775
d 2020 0.9229
50 Chapter 3
5954-0 Mukhopadhyay Ch03 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.
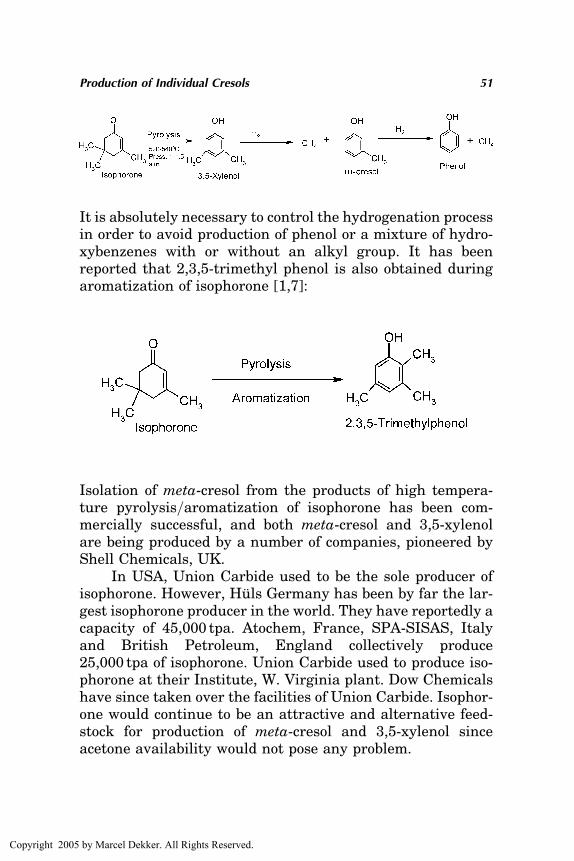
It is absolutely necessary to control the hydrogenation processin order to avoid production of phenol or a mixture of hydro-xybenzenes with or without an alkyl group. It has beenreported that 2,3,5-trimethyl phenol is also obtained duringaromatization of isophorone [1,7]:
Isolation of meta-cresol from the products of high tempera-ture pyrolysis=aromatization of isophorone has been com-mercially successful, and both meta-cresol and 3,5-xylenolare being produced by a number of companies, pioneered byShell Chemicals, UK.
In USA, Union Carbide used to be the sole producer ofisophorone. However, Huls Germany has been by far the lar-gest isophorone producer in the world. They have reportedly acapacity of 45,000 tpa. Atochem, France, SPA-SISAS, Italyand British Petroleum, England collectively produce25,000 tpa of isophorone. Union Carbide used to produce iso-phorone at their Institute, W. Virginia plant. Dow Chemicalshave since taken over the facilities of Union Carbide. Isophor-one would continue to be an attractive and alternative feed-stock for production of meta-cresol and 3,5-xylenol sinceacetone availability would not pose any problem.
Production of Individual Cresols 51
5954-0 Mukhopadhyay Ch03 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

3.6. SEPARATION OF META AND PARA-CRESOL FROM AMIXTURE—A REVIEWOFOTHER PROCESSES
Considering the importance of separation of pure para-cresolfrom a mixture of meta–para-cresols, a number of alterna-tive processes were tried out in various academic andresearch institutions. These processes were mostly studiedin laboratories but for various reasons could not be commer-cialized. Both neutral and synthetic cresols were examined.After removal of o-cresol and phenol from mixed cresols orcresylic acid, a binary mixture of varying composition (metacontent 40–60%, para content 60–40%) is obtained. Pro-cesses for separation of pure components are briefly outlinedhere.
3.6.1. Azeotropic Distillation
Rectification of two components of a binary mixture such asmeta–para-cresol having almost similar boiling points willrequire very high reflux ratios, large number of trays, longercross-section towers and correspondingly high heat require-ments. Even then proper separation will be very difficultand yield will be low. In these cases, in order to get pure pro-ducts, a third component, sometimes called an entrainer, canbe added to the binary mixture to form a new boiling azeo-trope with one of the components. The volatility of this lowboiling azeotrope is such that they can be easily separatedby distillation.
In case of the binary mixture of meta and para-cresols,the entrainer used has been benzyl alcohol (CAS no. [100-51-6], C6H5CH2OH, FCC grade, b.p. 206�C, d25
4 1.040–1.050,n20D 1.5385–1.5405) and for separation of the azeotrope, a
vacuum of 5–100 mm mercury has been used in the distilla-tion column [1,13].
Results had been still inconclusive, the purity reportedlywas low and the recovery or yield unsatisfactory. MoreR&D work will be required to establish the commercialviability [14].
52 Chapter 3
5954-0 Mukhopadhyay Ch03 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

3.6.2. Adductive Crystallization
In such a crystallization process, an extraneous agent isadded which leads to creation of a solid phase even beforethe binary eutectic temperature of the feed components isreached. Here the extraneous agent selectively forms anadduct or an addition compound with one of the two compo-nents to be separated. The adduct can be easily separatedfrom the other components and thus both components canbe separated in relatively pure forms.
3.6.2.1. Urea Adduct Method
Urea (CAS no. (57-13-6), CO(NH2)2, white crystalline sub-stance m.p. 132.7�C), one of the highest volume bulk chemi-cals in the chemical industry has been commonly used toform an adduct with meta-cresol. The adduct urea–meta-cresol is in solid form and is easily separated by filtration orcentrifuging. The added is usually dissolved in hot water(70–80�C) and separated from meta-cresol. The other compo-nent p-cresol remains in the mother liquor and both relativelypure grades of meta- and para-cresols are obtained [15].
The drawback with this method is that temperatureinvolved to form the adduct is low (�10�C to –20�C) andrecovery is poor. However, stage wise adduct formation andseparation would improve the yield as was established inexperiments conducted in Atul’s laboratory.
3.6.2.2. Tertiary-butyl Alcohol Method
A separation method involving use of t-butyl alcohol (CAS no.[75-65-0](CH3)3COH, colorless liquid, b.p. 82.9�C, freezingpoint 25.5�C using 60% meta- and 40% p-cresol) has been alsoreported. Mixed cresols are added to 55.7% t-butyl alcoholwhich forms an adduct having 70% p-cresol and 30% m-cresol.On progressive crystallization at 0�C and 10�C, the composi-tion of 90% p-cresol, 10% m-cresol and also 95.5% p-cresoland 4.5% m-cresol is obtained. The t-butyl alcohol is sepa-rated from p-cresol by distillation [15]. Here also more experi-mental work will be necessary to establish the commercialfeasibility and economics of the process.
Production of Individual Cresols 53
5954-0 Mukhopadhyay Ch03 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.
3.6.2.3. Benzidiene Adduct Method
Benzidiene (CAS no. [92-87-5], NH2(C6H4)2NH2, a grayish-yel-low, white or reddish-gray crystalline powder, m.p. 127�C, b.p.400�C) was found to selectively form an adduct withp-cresol when 60–40 mixture of meta–para-cresol was mixedwith 100 g of benzidine at 110�C. The p-cresol–benzidienecompound would be formed as a precipitate, leaving m-cresolin the liquid state. After a few stages of separation involving fil-tration, crystallization and recycling of the mother liquormeta-cresol almost 99% pure and 98% p-cresol were produced [16].
One major drawback of this method is that benzidiene isa very costly material not easily available. Unless benzidienelosses are minimized and is recycled to the feed system almostquantitatively, the process would not be economically viable.
Carcinogenic properties of benzidiene apart from otherconsiderations preclude this process.
A more suitable and practical process is one in whichbenzylamine (C6H5CH2NH2, CAS no. [100-46-9], a lightamber liquid, d20
4 0.9813, b.p, 184.5�C, Z20D 1.540, soluble in
alcohol, ether, water, combustible), an auxiliary substanceforms with m-cresol a 1:1 adduct, which has a melting pointof 39.5�C. After separation from the p-cresol mixture motherliquor the centrifuged m-cresol benzylamine adduct in solidphase is separated and fractionated into a top product benzyl-amine for recycle and pure m-cresol is usually recovered alsoas a top product in the second column. The mother liquor ondistillation in the same way separates p-cresol after crystalli-zation in a much purer form and benzylamine is recycled[1,17].
It has been also attempted to take advantage of adductformation between cresols and certain other phenols withthe objective of separating cresols. For example, m-cresolforms an adduct with phenol with a melting point of 25.9�Cwhile p-cresol forms an adduct with bisphenol A [1,19,20].
m-Cresol can also be precipitated as an addition com-pound with anhydrous sodium acetate (CAS no. [127-09-3],CH3COONa, colorless crystals, odorless efflorescent, d20
4
1.528, m.p. 324�C, soluble in water) from m–p-cresol mixtures
54 Chapter 3
5954-0 Mukhopadhyay Ch03 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

(in the ratio of 65:35) in an organic solvent (such as benzeneor toluene) at 20–40�C. The precipitate on removal from themother liquor is decomposed in the same solvent by heatingto 80–95�C and sodium acetate is filtered, m-cresol is obtainedfrom the organic solvent as a technically pure product,96–99%, yield 70% [1,20]. Higher yields (approx. 75%) andimproved m-cresol purity (99.5%) are said to have occurredif the adduct is decomposed at room temperature with a polarsolvent such as acetone [21].
3.6.3. Extractive Crystallization
In the process of extractive crystallization, a solvent, say,acetic acid (CAS no. 64-19-7, CH3COOH, clear colorlessliquid, m.p. 16.63�, b.p. 118�C), helps in extracting the desiredcomponent, say m-cresol from a binary eutectic system. Thesolvent helps to achieve a higher recovery of the pure compo-nent from the eutectic mixture than otherwise what wouldhave been possible.
Unfortunately acetic acid has not been proved to havemuch effect on both the binary and ternary system as thereis an overlapping of both p-cresol–acetic acid and m-cresol–acetic acid binary systems. Also the phase behavior of boththe cresols with acetic acid is very similar, particularly inacetic acid rich regions wherein the freezing temperaturesof various binary mixtures of m–p-cresols with varyingcompositions are almost identical.
Conclusions derived from a few extractive crystallizationexperiments using acetic acid as the solvent for separation ofcresols are that acetic acid is not a suitable solvent. In order tomake this method more effective and commercially attractivemore effective solvents other than acetic acid should be used[13,22].
3.6.4. Dissociation Extraction
In the process of dissociation, a single compound splits intotwo or smaller products, which may be capable of recombiningto form the reactant, where dissociation is incomplete a
Production of Individual Cresols 55
5954-0 Mukhopadhyay Ch03 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

chemical equilibrium exists between the compound and itsdissociation products. Dissociation constant defines thenumerical value of the extent of incomplete dissociation.
In the process of dissociation extraction, the difference inthe dissociation constants of the components of a mixture isused to achieve separation. Its use in particular is felt inthe case of closely boiling isomers as in the case of meta-and para-cresols. It is a two-phase process for the separationof organic acids or bases.
In a single stage dissociation extraction process, thefeedstock containing two acidic components (such as weakm-cresol and p-cresol acids) in an organic solvent like benzeneor chloroform is contacted with an aqueous phase containinga strong base, say, NaOH, with a much stoichiometric quan-tity. In such a case, the strong acid, i.e., m-cresol, will reactpreferentially with the strong base, say, caustic soda, andform sodium salt of meta-cresol leaving relatively unreactivep-cresol in the organic phase. Extending this principle to amulti-stage operation (countercurrent), the products of highpurity meta- and para-isomers after neutralization with amineral acid like sulfuric acid [23].
The dissociation constants of meta- and para-cresolsare 9.8� 10�44, and 6.7� 10�44, respectively. Accordingly,m-cresol will selectively react with caustic soda forming thesalt in the aqueous phase and para-cresol being less reactiveremains in the organic phase. Separation should therefore bepossible using available techniques [24].
3.6.5. Dissociation Extractive Crystallization
Separation of relatively pure para-cresol from mixed cresolsusing an organic solvent and thereafter formation of a solidcrystalline complex with the solvent has been reported. Piper-azine and DABCO (diazabicyclo-octane) have been found to bevery effective as extracting agents in this process of separa-tion. There is very little effect of m-cresol in this process.The values of separation factor approach infinity as 100%p-cresol-base complex is crystallized. The yield of p-cresolwas impressive with some aliphatic polar solvents, but
56 Chapter 3
5954-0 Mukhopadhyay Ch03 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

relatively lower temperatures were required to increase theyield. In aromatic solvents like toluene the yield decreaseddrastically even at lower temperatures. In absence of a propersolvent, the highly polar nature of m-cresol can reduce therecovery of p-cresol-base complex and can also affect the selec-tivity. The organic bases can be recovered from precipitatedcomplex by thermal treatment. Table 3.1 shows the summaryof results [25].
3.7. SUMMARY
Various academic and industrial research centers have triedto establish a viable process for separation of para-cresol froma mixture of meta–para-cresols after low boiling ortho-cresoland phenol have been removed from a cresol mix. This is truenot only for synthetic cresols made from toluene but also fromnatural mixtures.
However, as emphasized earlier, only the processes ofsolidification, crystallization and centrifuging, alkylation via
Table 3.1 Separation of m-Cresol (A) and para-Cresol (B)
Feedconcentration
(mol=L)Extracting
agentTempera-ture (�C)
Compositionof solid Recovery
ofB (%)Solvent A B A B
Diisoproylether
0.92 0.92 DABCO 10 – 100 85
Diisopropylether þn-heptane(1:1)
0.92 0.92 DABCO 0 0.8 99.2 78
Diisopropylether
1.05 1.05 PIP �20 – 100 70
Diisopropylether
1.05 0.97 PIP 20 – 100 91
Toluene 2.41 1.33 PIP �20 – 100 32
DABCO: diazabicyclo octne; PIP-piperazine.
Production of Individual Cresols 57
5954-0 Mukhopadhyay Ch03 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

isobutylene method or the proprietary ‘‘sorbex’’ (cresex)method of UOP had been found commercially applicable.
Other methods mentioned under Sec. 3.6 have been triedout in the laboratories or bench scale systems. None of theprocesses has been found commercially attractive as yet.
More R&D work will be necessary to establish commer-cially the viability of one process or the other.
58 Chapter 3
5954-0 Mukhopadhyay Ch03 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

4
Cresols and Their Derivatives
4.1. GENERAL
Phenol, the lowest of the monohydroxybenzenes, is the parentcompound of a homologous series of chemicals encompassingcresols, xylenols, and other alkyl phenols. Phenol is a versa-tile high volume organic chemical and is a major buildingblock for a number of finished products of great importance.Xylenols, both mixed and individual isomeric compounds,have also found some uses in making of industrial finishedproducts. Uses of phenol and xylenols have been earlierdemonstrated in Figs. 1.1 and 1.2.
4.2. DERIVATIVES OF CRESOLS
While phenol downstream chemistry has been well knownand gradually developed during the last hundred years, cre-sols have been relatively unknown even some 50 years ago.Mixed cresols, also known popularly as cresylic acids, derivedfrom coal carbonization plants and also from the spent washes
59
5954-0 Mukhopadhyay Ch04 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.
in a petroleum refinery had some limited applications inproduction of special soaps (carbolic acid) particularly byLever Brothers (Hindustan Lever Limited has been producing‘Lifebuoy’ carbolic acid soap, very popular in the countries ofIndian subcontinent and the adjoining countries ofSouth-East Asia such as Vietnam, Thailand, Malaysia, ThePhilippines, etc.). Cresol mixture was also used as solvent inthe wire enamel industry and for some household applicationsand as fire retardant plasticizers, namely, tricresylphosphate,disinfectants, metal cleaning compounds, oil additives, etc.Things, however, changed for the better after technologiesfor separation of individual cresols were successfully devel-oped and commercialized. Pure para-cresol isolated from iso-meric cresols mixture occupied a pride of place among allcresols including o-cresol and meta-cresol. The highestvolume derivative from p-cresol was undoubtedly Butylatedhydroxy toluene or di-tert-butyl para-cresol popularly knownas BHT which proved to be the most effective antioxidantfor petroleum products, polymers, rubber, etc. Establishmentof a number of petroleum refineries and petrochemicals plantsparticularly in USA, Canada, Europe, and Japan proved aboon for BHT and for para-cresol. Globally till early 1990s,60,000–70,000 tpa of BHT were consumed by various endusers. Being the cheapest and most easily available antioxi-dant, use of BHT was extremely popular and widely accepted.It is only in recent years that other more effective antioxi-dants have been developed and manufactured commercially.This will be discussed in some detail in the next chapter.
So far some very important aroma chemicals betterknown as flavor and fragrance chemicals used to be isolatedand extracted from natural products such as essential oils,resinoids, extracts, etc. Solvent extraction, steam distillationor, more recently, supercritical fluid extraction using highpressure CO2 have been some of the important methods forisolation of the important flavor and fragrance chemicals.There is a wide range of aromatic chemicals both from naturalsources or made by organic chemical synthesis which havebeen introduced in various finished products. They are neverused in very pure form but are further formulated for specific
60 Chapter 4
5954-0 Mukhopadhyay Ch04 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

fragrances and flavors. They are used in soaps, cosmetics, con-fectionaries, alcoholic and non-alcoholic beverages, perfumes,ice creams, aerosol, sprays, syrups, pharmaceutical prepara-tions, etc. They are also used in industrial products, likepaints, polishes, adhesives, dry cleaning, leather and rubberarticles, printing inks, veterinary products, insecticides, etc.
Today many aroma chemicals are being synthesized andused in quite a few countries including India. Such chemicalsinclude thymol, menthol, camphor, terpineol, phenyl ether,alcohols, esters, etc. just to name a few. It may be very rele-vant to mention that p-cresol and in some cases m-cresoland to a lesser degree o-cresol are being used as the criticalfeedstock for making some of these aroma chemicals. Indeedsubstantial R&D work has paved the way for use of individualcresols for a number of aromatic products, dye, and drugintermediates. It has opened a new vista for use of isomericcresol as the building blocks for organic chemical synthesis.
For instance, p-cresol has been used as the startingmaterial for manufacture of p-anisaldehyde (a vital raw mate-rial for UV-B Sunscreen Chemicals and anti-hypertensiondrug, namely Dilitiazem), Synthetic Vanilin, 3,4,5-trimethoxybenzaldehyde (a starting material for Trimethoprim), perfum-ery products such as p-cresyl acetate, p-cresyl phenyl acetate,and a host of other products.
Pure meta-cresol has been used for manufacture of syn-thetic musk—musk ambrette, used as a fixative to perfumes,for manufacture of synthetic Thymol and Menthol and alsoleather preservative p-chloro-meta-cresol, synthetic pyre-throids, and lastly for manufacture of 2,3,6-trimethylphe-nol—an intermediate for vitamin E. o-Cresol has been usedfor manufacture of Coumarin and some derivatives whichare employed in perfumery as fixative. o-Cresol has also beenused for making Novolac and epoxy resins and also for theherbicides based on di-nitro-ortho-cresol, etc. In sum, indivi-dual cresols have been very successfully converted to impor-tant intermediates in the organic chemical synthesis. It isexpected that further development work will lead to synthesisof many more organic chemicals of vital importance. Whilenew chemicals using individual cresols are in the pipeline
Cresols and Their Derivatives 61
5954-0 Mukhopadhyay Ch04 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

some of the well-known and established finished productsneed to reviewed and reexamined.
For instance, p-cresol based BHT as an antioxidant willcontinue to dominate the demand pattern of p-cresol; how-ever, two recent developments have put this in doubt. TheFood and Drug administration of USA has removed BHT fromits GRAS (Generally Regarded As SAFE) list of foodstuff addi-tives on the grounds of suspected carcinogenic properties.This has caused diminished demand of 15% of BHT in USA[8].
Additionally there is some competition from a new anti-oxidant based on p-cresol namely 2-cyclopentyl-p-cresol=dicyclopentadiene p-cresol which is claimed to be aseffective at 1=5th of the concentration of BHT [8,14].
There is, however, a silverlining that demand of p-cresolbased para-anisic aldehyde that is used in preparation ofOMC, the sunscreen (UV-B) agent, should grow because ofthe concerns over the increasing incidence of melanoma, par-ticularly in Europe (France, Italy, and Spain) and the USAand Australia. Even Japan of late is witnessing some moder-ate growth. Currently OMC is the only safe UV-B sunscreenagent. There had been, however, some concerns over use ofOMC since doubts have been raised regarding its stabilitywith other ingredients used in the formulation or OMC basedsunscreen agents. It has been reported that one formulator inGermany has decided to make sunscreens minus OMC. Sothere is a question mark regarding global growth of OMC [14].
In case of m-cresol derivatives, an official process litera-ture has reported that m-cresol is a possible intermediate forproduction of antiarrythmic toliprotol which is reportedly pro-duced by Bochringer Ingelheim KG Germany [14].
Uses of individual cresols, i.e. p-cresol, m-cresol ando-cresol, have been illustrated vide Figs. 5, 6 and 7. A numberof downstream derivatives based on individual cresols havebeen examined in some detail. Properties, technologies, andmarketability of these products along with brief detailsabout the existing manufacturers have been highlighted inChapters 5–7.
62 Chapter 4
5954-0 Mukhopadhyay Ch04 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.
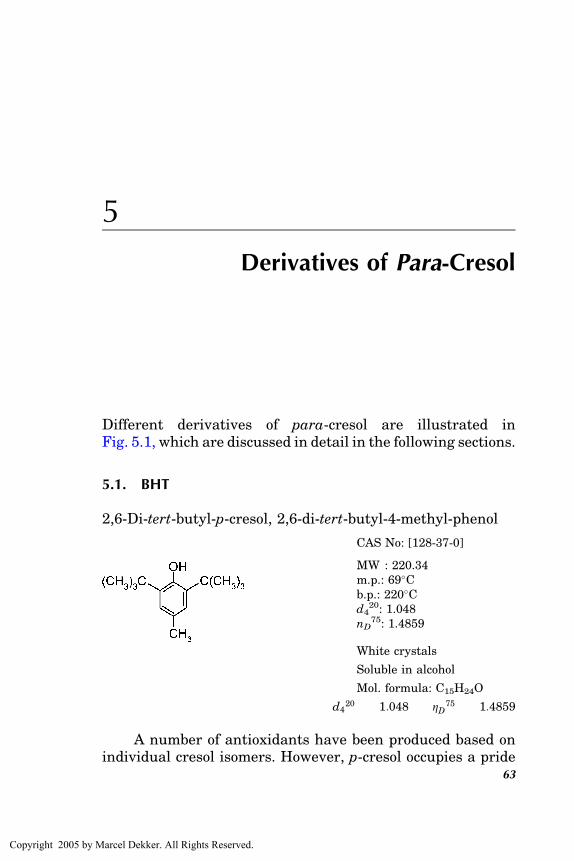
5
Derivatives of Para-Cresol
Different derivatives of para-cresol are illustrated inFig. 5.1, which are discussed in detail in the following sections.
5.1. BHT
2,6-Di-tert-butyl-p-cresol, 2,6-di-tert-butyl-4-methyl-phenol
CAS No: [128-37-0]
MW : 220.34m.p.: 69�Cb.p.: 220�Cd4
20: 1.048nD
75: 1.4859
White crystals
Soluble in alcohol
Mol. formula: C15H24O
d420 1:048 ZD
75 1:4859
A number of antioxidants have been produced based onindividual cresol isomers. However, p-cresol occupies a pride
63
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

of place for manufacture of antioxidants. Butylated hydroxytoluene (BHT) also known as 2,6-di-t-butyl-p-cresol (DBPC)is the most widely used antioxidant derived from any cresol.Some of the salient features of BHT are as follows:
– BHT is the largest single volume antioxidant used inplastics and rubbers; especially for poly-olefins, suchas, PE and PP. It is also used in lubricating oils.
– The volatility of BHT is relatively high and hence it ispredominantly used in products with lower processingtemperatures.
– BHT being available at a relatively low price is thepreferred antioxidant for various end uses.
BHT had a phenomenal growth in the 1960s, 1970s, and1980s in USA, W. Europe and Japan because of significantgrowth of petroleum refining and petrochemical industries.Currently the demand of BHT is somewhat stagnant in theseregions and the growth will be minimal. In other Asian coun-tries, particularly in China and India, the demand is growingbecause of growth of petroleum refining and petrochemical
Figure 5.1 Derivatives of para-cresol.
64 Chapter 5
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

industries. Similarly growth is expected in other developingcountries in Asia and Africa.
Ciba’s Irganox� 1010 is the preferred product in automo-tive applications due to better heat resistance. Its growth willexceed that of BHT. Irganox� 1010 patents have expired andnew producers are expected to enter this market. Ciba isalso expected to introduce new blends of antioxidants. A fewantioxidants are under development. These products may,however, use less p-cresol.
2-tert-Butyl-p-cresol, another low volume antioxidant,has a smaller outlet for p-cresol. It is used as a precursor ofantioxidant 2246 and one type of Tinuvin. There is a rangeof other antioxidants manufactured from p-cresol. An impor-tant example is p-cresol dicyclopentadiene.
Production of BHT from pure para-cresol=m–p-cresol hasbeen discussed in some detail in Chapter 3. Global productionfacilities are discussed subsequently. There are currentlythree US producers of BHT, namely, PMC, Uniroyal andMerisol. These companies produce both feedgrade (limiteduse) and technical grade BHT. Shell chemical ceased domesticproduction of BHT in 1982. Rhone-Poulenc Inc. sold theirBHT facilities at Oil City, Pennsylvania to Merisol by end1997. There are large BHT manufacturers in Japan, Europe,
Table 5.1 World Wide BHT Production Facilities
Company Raw material Capacity (tpa)
PMC, USA Captive pc 4500Merisol, USA Captive mpc=pc 5500Uniroyal, USA Purchased pc 2500Laporte, UK Captive pc 5000Bayer AG, Germany Captive mpc 7500Sumitomo, Japan Captive mpc 10,000Toshitomi, Japan Purchased pc 3500Mitsui, Japan Captive mpc 5000Yan shen, China Captive mpc 5000Other manufacturers Pc=mpc=phenol 15,000–20,000
RussiaMexicoBrazil, etc.
Derivatives of Para-Cresol 65
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

and China. Most of the Indian BHT manufacturers in thesmall scale have virtually closed down since imported BHTfrom Japan has become more attractive.
World wide BHT production facilities are shown inTable 5.1 [6,14].
Considering the use and growth pattern of BHT,there will be no demand–supply gap of BHT till 2005 andthere will be hardly any scope for new manufacturers unlessone or two plants are closed down because of some reasons orother.
5.2. p-ANISIC ALDEHYDE
CAS No: [123-11-5]
m.p.: 0�Cb.p.: 248�Cd4
20: 1.119–1.122nD
20: 1.570–1.572Mol. formula: C8H8O2
Mo. Wt: 136A clear colorless liquid with hawthorn odor
Soluble in five volumes of 50% alcohol, insoluble in water
Next only to BHT, p-anisic aldehyde, also known asp-anisaldehyde, 4-methoxy benzaldehyde, or Aubepine is thesecond largest volume organic chemical made from p-cresol.Currently a few important world producers are manufactur-ing this product having multiple end uses. The major manu-facturers are BASF (Germany), Nippon Shokubai (Japan),Atul (India). Koffolk Chemicals (Israel) and Laporte (USA)used to be the two important players but because of a numberof reasons they have since then stopped production of p-anisicaldehyde. A few Indian companies apart from Atul have alsostarted manufacture of this material.
This compound is used as a raw material for a fewimportant outlets such as:
– p-Anisyl alcohol, an intermediate for nadifloxacinused for treatment of acne.
66 Chapter 5
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

– octyl methoxy cinnamate, a popular sun screen(UV-B) agent.
– Dilitiazem, a calcium blocker antihypertension drug.– Flavors and fragrances.– Metal plating.
Uses of p-anisic aldehyde have been shown vide Fig. 5.2.From organic synthesis point of view, two steps are
involved in the production of p-anisic aldehyde from p-cresol,namely, methylation of p-cresol to PCME and oxidation ofPCME to p-anisic aldehyde
While the same process of methylation is adopted by themanufacturers, the oxidation process differs. BASF uses a
Figure 5.2 Derivatives of p-anisic aldehyde.
Derivatives of Para-Cresol 67
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

very clean process of electrochemical oxidation of PCME;Nippon Shokubai uses vapor phase oxidation of PCME usinga closely guarded catalyst; other manufacturers have beenmaking use of the traditional catalyst namely MnO2 (81–82%battery grade) and sulfuric acid (80%) in the liquid phase:
(i) BASF process is an electro-oxidation of p-substitutedtoluenes (PCME) as follows [5]:
(ii) Vilsmeir-Haack synthesis
N-methyl formamide or N-N-dimethyl formamide can beused instead of N-methyl formanilide.
(iii) Gattermann–Koch aldehyde synthesis [3]
68 Chapter 5
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

This is a special use of Friedel–Crafts reaction. However,except the BASF electro-process, the other two processes havenot been commercialized.
Production of p-anisic aldehyde used for pharmaceuticals(Dilitiazem) requires much pure p-cresol (99%þ). For sunscreen agents (OMC) theoretically a lower quality (98–99%)p-cresol may be possibly used. Also, in metal plating, a lowerquality p-anisic aldehyde (approx. 98% pure) is normally used.
Total current world demand of p-anisic aldehyde hasbeen estimated at 7000 tpa. Major producers with their name-plate capacities are shown in Table 5.2. Needless to mentionthat production facilities established will more than meetthe current demand. In fact there will be no demand–supplygap till 2005.
Current worldwide consumption of PAA by end-use andprojected growth rate is summarized in Table 5.3.
Table 5.2 Major Producers of Para-Anisic Aldehyde with NamePlate Capacities
Atul Limited, India Approximately 3000 tpaNippon Shokubai, Japan Approximately 1200 tpaBASF, Germany Not revealed but estimated at
2500 tpaOther Indian manufacturers (Metro
Chem, Universal Chemicals,Nandolia Chemicals)
Approximately 1800 tpa
Table 5.3 Worldwide Consumption of Para-Anisic Aldehyde andProjected Growth Rate
Application Quantity (tpa)Anticipated growth
rate (%)
Sun screen (UV-B) octylmethoxy cinnamate
3350 10
Dilitiazem 2000 10Anisyl alcohol 1000 5Flavors and fragrances 450 7Electroplating 150 5
Derivatives of Para-Cresol 69
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.
5.2.1. p-Anisic Alcohol
CAS No: [105-13-5]
MW: 138.17m.p.: 24–25�C solidifies at room temperatureb.p.: 259�Cd15
15: 1.113nD
20: 1.541–1.545Mol. formula: C6H10O2
(synonyms: anisyl alcohol, anise alcohol, p-methoxy benzylalcohol)
There are two well-established processes for productionof p-anisic alcohol from p-anisic aldehyde.
i. Technical grade p-anisic aldehyde reacts with purehydrogen gas in presence of a Raney-Nickel Catalystat 50–60�C and 3–5 kg=cm2 pressure in presence ofmethanol=isopropanol. The resultant product is there-after distilled to produce 99.5% pure p-anisyl alcohol.
ii. p-Anisic aldehyde reacts with formaldehyde viacrossed Cannizzaro reaction to produce p-anisyl alco-hol which is subsequently purified by distillation.
Both are proven processes. However, all major manu-facturers use the first process only. Isolated material fromnatural sources (anise seed) is also available in the market.
Worldwide p-anisyl alcohol from p-anisic aldehyde isestimated at 1200 tpa. Major producers are:
BASF 600–750 tpaKoffolks 150 tpaPenta manufacturing Co., USA 300 tpaAtul; & Associated Companies 200 tpa(India)
Para-anisyl alcohol is used primarily in flavor andfragrance chemicals applications. It is also used as anintermediate for production of anisyl acetate and anisyl for-mate. Both products are small volume products. One new appli-cation is production of nadifloxacin, an anti-acne drug. The
70 Chapter 5
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Indian company Ranbaxy laboratory has been making a veterin-ary drug Pentozocine from p-anisyl alcohol for quite some time.
In India, Atul was earlier supplying 100–125 tpa of p-anisicaldehyde for toll manufacturing of p-anisyl alcohol. M=s SanmerChemicals, Tamilnadu were also equipped with facilities for con-version of p-anisic aldehyde to p-anisic alcohol. Atul has nowestablished its own hydrogenation facilities and is in a positionto captively consume p-anisic aldehyde for conversion into p-anisyl alcohol. Atul has been exporting approximately 100 tpato Japan and has been supplying approximately 50 tpa to theIndian market. Continued small growth of p-anisyl alcohol isexpected during the next decade in India and other countries.
5.2.1.1. p-Anisyl Acetate [30]
CAS no.: [104-21-2]
d420: 1.1084
nD20: 1.514–1.516
MW: 180.20Mol. formula: C10H12O3
Synonym: p-methoxy benzyl acetateColorless liquid, lilac odor.Insoluble in water, soluble in four volumes of 60% alcohol
combustible.Manufactured by reaction of p-anisyl alcohol and sodium
salt of acetic acid or acetic anhydride, preferably in thepresence of sulfocamphoric acid as catalyst.
Two grades are available commercially, namely, technical gradeand FCC grade. p-Anisyl acetate has been found in berries.
It has a fruity slightly balsamic blossom odor and issometimes used in sweet-flowery compositions or in flavor
Derivatives of Para-Cresol 71
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.
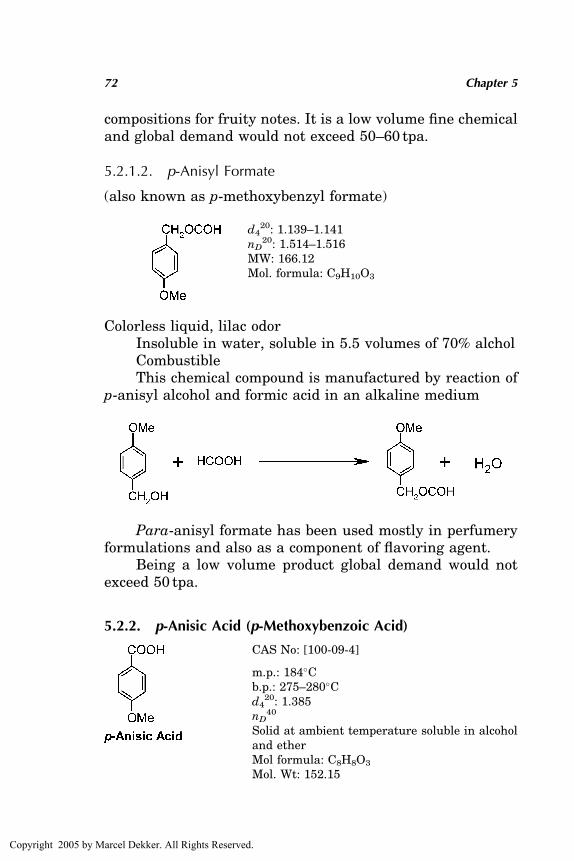
compositions for fruity notes. It is a low volume fine chemicaland global demand would not exceed 50–60 tpa.
5.2.1.2. p-Anisyl Formate
(also known as p-methoxybenzyl formate)
d420: 1.139–1.141
nD20: 1.514–1.516
MW: 166.12Mol. formula: C9H10O3
Colorless liquid, lilac odorInsoluble in water, soluble in 5.5 volumes of 70% alcholCombustibleThis chemical compound is manufactured by reaction of
p-anisyl alcohol and formic acid in an alkaline medium
Para-anisyl formate has been used mostly in perfumeryformulations and also as a component of flavoring agent.
Being a low volume product global demand would notexceed 50 tpa.
5.2.2. p-Anisic Acid (p-Methoxybenzoic Acid)
CAS No: [100-09-4]
m.p.: 184�Cb.p.: 275–280�Cd4
20: 1.385nD
40
Solid at ambient temperature soluble in alcoholand etherMol formula: C8H8O3
Mol. Wt: 152.15
72 Chapter 5
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

p-Anisic acid is a very low volume compound produced viaoxidation of p-cresyl-methyl ether
Small quantities of p-anisic acid are also obtained duringcontrolled oxidation of PCME to p-anisic aldehyde. Koffoksof Israel has been separating p-anisic acid (upto 1%) fromp-anisic aldehyde.
An easier method of production of p-anisic acid is methy-lation of p-hydroxy benzoic acid obtained as a co-productduring manufacture of o-hydroxy benzoic acid (salicylic acid)via Kolbe reaction of phenol and CO2
Global demand of p-anisic acid is estimated to be notmore than 150 tpa. The compound is used mostly as a photo-graphic chemical and also as a dye intermediate.
Atul has been supplying p-anisic acid approximately50 tpa to Fuji, Japan. Atul has been now manufacturing thisproduct from p-hydroxy benzoic acid supplied by GujaratOrganics Ltd., Ankleshwar, Gujarat state.
p-Anisic acid has been used also as a local antiseptic,antirheumatic agent as a repellent and ovicide. Continuedsmall growth is expected for this product.
5.2.3. Sunscreen Chemicals
Consequent upon depletion of ozone layer, primarily as aresult of over consumption of flurochlorocarbons (Freon,
Derivatives of Para-Cresol 73
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

CF4, chloroform, etc.), it has become absolutely necessary touse sun screen agents to prevent penetration of both ultravio-let-A and ultraviolet-B into the screen. Direct penetration ofsunrays without the use of sunscreen agents in the bodywould cause both sunburn and suntan.
Sunburn is an acute cutaneous inflammatory reaction inthe skin and suntan is a kind of skin disease in which melaninpigments accumulate in the skin and might cause skin cancerin the long run.
Both natural and synthetic UV-A and UV-B Sunscreenagents have been used in various cosmetic formulations,lotions, soap, etc.
Butyl methoxy dibenzoyl methane is the most popularUV-A Sunscreen. This is a pale yellow to white powder,having weak aromatic odor, with a minimum assay of 95%,mp 81–86�C with only traces of metallic impurities.
Butyl methoxy dibenzoyl methane is now manufactured inIndia, Europe, and USA. Global demand has been estimated at200 tpa. In India, the FMCG major Hindustan Lever Ltd.(HLL) is the largest manufacturer and user of the material.Their brand name is Hysol. Another chemical company knownas Chemspec Chemicals Pvt. Ltd. also manufactures this productfor merchant sale. Based on the discussions with officials ofHLL and Chemspec, it was learnt that 60–75 tpa is the totalIndian requirement. Some quantities are exported to Europeand USA.
It is, however, UV-B Sunscreen agent which is more cri-tical from skin protection point of view. Several UV-B Sunsc-reen agents have been introduced having various degrees ofsun protection factor and effectiveness to the skin:
Following are some of the common UV-B Sunscreenagents [32]:
Chemical SunscreensAminobenzoic acid and derivatives
PABABenzophenones
DioxybenzoneOxybenzone
74 Chapter 5
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

CinnamatesOctyl methoxycinnamateSalicylates=AnthranilatesMethyl salicylateMenthyl salicylateMenthyl anthranilateOctyl salicylate
Physical SunscreensTitanium oxide (Micro)Zinc oxide
Among all these UV-B Sunscreen agents octyl methoxycinnamate accounts for almost 90% of all the Sunscreenagents and has been occupying a pride of place. Besides, octylmethoxy cinnamate (OMC) also known as 2-ethyl-hexyl cin-namate is produced from p-cresol via p-anisic aldehyde andwill be discussed here in some detail.
5.2.3.1. Octyl Methoxy Cinnamate (OMC)
CAS No: [83834-59-7]m.p.: 184�Cb.p.: 275–280�Cd4
20: 1.1008–1.013nD
20: 1.5420–1.5480Colorless to pale yellow
liquid, odorless to mild odorSoluble in ethanol, isopropanol
Manufacture of OMC from p-anisic aldehyde involves twosteps [21]:
1. Ethyl p-methoxy cinnamate from p-anisic aldehydeand ethyl acetate
Derivatives of Para-Cresol 75
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

2. OMC (octyl methoxy cinnamate or 2-ethyl-hexylp-methoxy cinnamate) from ethyl p-methoxy cinna-mate and 2-ethyl hexanol
Because strict regulations apply in the registration of UVfilters, the introduction of new substances is time consumingand none is likely during the next five years. Accordingly, thegrowth rate of OMC sunscreen agent application is estimatedat high rates, probably to exceed 7–8% p.a., till 2004. There-after the demand increase is expected to slow down.
Currently the key players of OMC are:
– ISP, Vandyke, USA (since closed)– Hoffman-La Roche (previously Givaudan Roure,
Switzerland)– BASF, Germany– Haarman & Reimer, Germany (reported to have
closed down)
Collectively they can produce approximately 2500 tpa andtheir total installed capacity is estimated at 3000 tpa. Thereis one manufacturer in Taiwan, apparently with a built incapacity of 300 tpa. In Japan, there is either zero or negligibleproduction since OMC is still not popular in Japan; however,it is reliably learnt that OMC-based sunscreen is now used insome cosmetic formulations.
In India, OMC sunscreen agent is gradually penetratinginto the market. The largest user of OMC is Hindustan LeverLtd. (HLL). Approximately, 100 tpa of OMC are used by HLLand its group companies for various product formulations.Other Indian companies such as Cadilla, Torrent, Ranbaxy,
76 Chapter 5
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

etc. are also using some quantities. An optimistic marketdemand in India is projected at 150 tpa by end of the year2003.
Technology for production of OMC is not unknown inIndia. A number of companies including HLL have been work-ing on production of OMC from para-anisic aldehyde. Most ofthe companies in this field have perfected the technology.HLL, however, has decided to procure the material from othersupplies. M=s Chemspec, Bombay, and Gallaxy, ThaneBelapur Road, Maharashtra, do produce some quantitiesand supply to HLL. However, even now almost 50% of OMCis imported into India.
5.3. VANILLIN
CAS No: [121-33-5]m.p.: 82�Cb.p.: 285�Cd4
20: 1.056Mol. formula: C8H8O3
Mol. Wt: 152
White crystalline needles sweetish smellSoluble in 125 parts water, in 20 parts glycerol and 2
parts 95% ethanol soluble in chloroform and etherVanillin, also known as 3-methoxy-4-hydroxy-benzalde-
hyde, is a natural product, can be found as a glucoside(glucovanillin) in vanilla beans at concentration of approxi-mately 2%. It can be extracted with water, alcohol, or otherorganic solvents. The best known source of vanillin is thevanilla plant, vanilla platifolia A, which belongs to the Orchidfamily. It is cultivated mainly in Mexico, Madagascar,Reunion, Java, and Tahiti.
The demand for this universally popular flavoring agentcannot be satisfied by vanilla beans alone. For economicreasons, the consumption of naturally occurring vanilla has
Derivatives of Para-Cresol 77
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

gradually given way to synthetic vanillin, which is identicalwith natural vanillin, but differs in smell and flavor fromnatural vanillin as a result of various compounds in thenatural extracts that do not exist in artificial vanillin.
Vanillin can be produced synthetically as follows [19]:
1. From Eugenol (oil of cloves)
2. Via Reimer–Tiemann reaction of guaiacol
2-Hydroxy-3-methoxy-benzaldehyde can be separated byvirtue of its greater volatility with steam.
Most of commercial vanillin is synthesized from guaiacol,the remainder is obtained by processing waste sulfite liquorsfrom paper units. The later route is, however, not environ-ment friendly.
Commercially, a more viable solution has been found bysynthesizing vanillin from p-cresol; p-cresol is brominated,methoxylated, and oxidized to give vanillin as follows:
78 Chapter 5
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

It may be logical to assume that most of synthetic vanillin willbe produced from p-cresol in future either in isolation or alongwith other important derivatives such as verataldehyde and3,4,5-trimethoxy benzaldehyde.
Following are the major uses of vanillin.
– In flavor formulations, as a sweetener or as a flavorenhancer.
– In butter, chocolate and all types of fruit flavors, rootbeer, cream soda, etc.
– In baking.– In chemical synthesis, Rhone-Poulenc, the French
multinational, is the largest manufacturer of puregrade vanillin and their brand name is Rhonavil.
There are other producers of vanillin from guaiacol, inJapan (UBE Industries) China, and Norway, for example.But Rhone-Poulenc is the only company with a broad rangeof vanillin grades. While it is difficult to guess the exact worlddemand of vanillin, unofficial discussions with Rhone-Poulencand others have revealed that the total market would be morethan 1000 tpa.
In India, there is no source of natural vanillin. It is eitherimported from China and Mexico or partly made from sulfiteliquor wastes. The technology for synthesis from p-cresol hasbeen developed by one or two companies, such as Zora Pharma,Ahmedabad. Indian market is estimated to the tune of 100 tpa.
5.3.1. Veratraldehyde
CAS No: [120-14-9]
m.p.: 42–45�Cb.p.: 281�C Mol.mol. formula: C9H10O3
Crystalline solid
Veratraldehyde, also known as 3,4 dimethoxy-benzaldehyde,with a woody, vanilla like aroma has been primarily manufac-tured from vanillin:
Derivatives of Para-Cresol 79
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

However, technology for manufacture from p-cresoleither directly or via vanillin made from p-cresol has nowbeen established.
Veratraldehyde crystallizes as needles from ether, petro-leum ether, toluene, or CCl4. It is freely soluble in alcohol andether.
It is learnt that DSP, Andino, Holland is a major playerin veratraldehyde and uses it for organic chemical synthesisand as an intermediate for a finished drug. Reportedly, theyhave been consuming to the tune of 150–175 tpa. In Europe,Borregaard, one of the largest producers world wide, ismanufacturing this compound from vanillin. In the USA,Givaudan and Penta Manufacturing Co. are suppliers ofthis compound. One or two Japanese companies (MidoriKagaku is producing this compound from m-cresol) have beenalso producing from vanillin (imported from China or synthe-tically made from p-cresol). Otsuka Chemicals, Japan, is akey player. In India, one or two companies has establishedthe technology from both vanillin and p-cresol.
80 Chapter 5
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

5.4. 3,4,5-TRIMETHOXY-BENZALDEHYDE(TMBA)
3,4,5-TMBA, a drug intermediate widely used for an antibio-tic Trimethoprim, has been traditionally made from gallicacid (3,4,5-trihydroxy benzoic acid) or vanillin imported fromChina where they extract it from a particular bark of a tree.However, during the last decade or so, it has been moreeconomically made from p-cresol
Following are the steps for synthesis of 3,4,5-TMBA fromp-cresol [21]:
Step I: Bromination
Derivatives of Para-Cresol 81
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Step II: Methoxylation
Step III: Methylation
Step IV: Oxidation
According to one Indian manufacturer 3,5-dimethoxyp-cresol is initially oxidized to 3,5-dimethoxy-4-hydroxy-benzaldehyde (syringe aldehyde) which is then methylatedto 3,4,5-TMBA
Syringe aldehyde [CAS No. [134 – 96 – 3]m.p. 110–113�C, b.p. 192–193�C=14 mm Hg
82 Chapter 5
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

China has been producing 3,4,5-TMBA from gallic acid andvanillin which used to be extracted from the bark of a tree.However, China has also recently switched over to p-cresoland most of 3,4,5-TMBA is now made from p-cresol. Japan hasintroduced the technology for synthesis of 3,4,5-TMBA fromp-cresol almost two decades ago. Otsuka Chemical is a key pla-yer producing approximately 300 tpa of TMBA. DSM, Andino,Holland, one of the largest manufacturers of Trimethoprim,has been mostly importing TMBA from China, Japan, and India.
Sulmetozin, an ulcustherapenticum, is a small volumeapplication of 3,4,5-TMBA. This compound was introducedback in 1970 and has apparently reached the top of its lifecycle. No growth in demand is expected during the nextdecade. Total global demand of 3,4,5-TMBA is estimated at2000 tpa. Five percent annual growth is projected [14,34].
In India, both synthesis of 3,4,5-TMBA and its conver-sion into Trimethoprim have been carried out during the lasttwo decades. M=s. Inventaa, Hyderabad produce almost50 tpm or 600 tpa of 3,4,5-TMBA. Zora Pharma, Ahmedabadused to produce 25 tpm or 300 tpa of the material. Both Inven-taa and Zora 3,4,5-TMBA production were based on p-cresol.One Bombay based drug co., namely, Alpha Drugs, producesTMBA from gallic acid imported from China. Indian produc-tion of 3,4,5-TMBA is estimated to the tune of 1200 tpa. Mostof this quantity is captively consumed to make trimethoprim.However, some quantities of TMBA (300–400 tpa) areexported mostly to W. Europe.
5.5. PARA-HYDROXY BENZALDEHYDE
CAS No: [123-08-0]m.p.: 116�C (sublimes)Colorless needles, d4
20 1.129Soluble in alcohol, ether and hot waterMol. formula C6H4OHCHOMol wt. 122
Traditionally para-hydroxy benzaldehyde has been producedas a co-product during production of ortho-hydroxy
Derivatives of Para-Cresol 83
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

benzaldehyde (salicyl aldehyde) from phenol via Reimer–Tiemann reaction
Direct oxidation of p-cresol to p-hydroxy benzaldehyde isa difficult reaction. However, experimental investigationsconducted in various industrial R&D centers and researchand educational institutions revealed that unlike the othertwo isomers, p-cresol can be directly oxidized to p-hydroxybenzaldehyde by selecting a proper catalyst
Significant work has been done in Japan on liquid andvapor phase oxidation of p-cresol. Similarly ProfessorsSheldon and Jihad Dakka of Delft University of Technology,Holland have reported use of metal alumino-phosphate sieves(MeAPos) more particularly, CoAPO, for selective oxidation top-hydroxy benzaldehyde with molecular oxygen in alkalinemethanolic solution at 50�C [33].
Indeed direct oxidation of p-cresol to p-hydroxy benzalde-hyde with reasonable yield had posed some problems to
84 Chapter 5
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

various research workers throughout the world. Significantwork has been since carried out by Sumitomo Chemicals,Japan and Dow Chemicals, USA. European Patent No.12939 granted to Sumitomo on December, 1979 and subse-quently US Patent No. Dow (no. 4471, 140 on September 11,1984) have revealed very useful and pertinent informationregarding oxidation of substituted aromatic hydrocarbons.Based on these patent information work carried out in Indianlaboratories led to the following conclusion [28]:
A methyl substituted aromatic compound such as p-cresol can be best converted to the corresponding aldehydesuch as p-hydroxy benzaldehyde by reacting a methanolicalkaline p-cresol in presence of a mixed co-acetate-Mn-acetatecatalyst at a pressure of 8–10 kg=cm2 and temperatureof 75–100�C in presence of air and a solvent such as piperi-dine or an amine (ammonia, triethylamine, etc.) that wouldyield approximately 80–90% of the aldehyde in about16–18 hr.
Para-hydroxy benzaldehyde is an important buildingblock for a number of key organic compounds including p-anisic aldehyde, 3,4,5-trimethoxy benzaldehyde veratral-dehyde, bromoxylin and others. Important uses have beenshown in Fig. 5.3.
In India, a lot of work has been initiated for establishingthe technology for p-hydroxy benzaldehyde from p-cresol.However, there is no producer of the material in India. Thematerial is mostly imported from China, where some compa-nies have been producing the material as a co-product duringproduction of salicylaldehyde. Production of p-hydroxybenzaldehyde from p-cresol and its derivatives hold a lot ofpromise.
One important reaction which is important from analyti-cal chemistry point of view is Komarowsky reaction which isbetween certain alcohols and p-hydroxybenzaldehyde indilute sulfuric acid solutions to give soluble coloredcomplexes, 1,2-propylene glycol, for instance, gives a coloredproduct while ethylene glycol does not. The reactionhas also been used to determine cyclohexanol in cyclo-hexanone [2].
Derivatives of Para-Cresol 85
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.
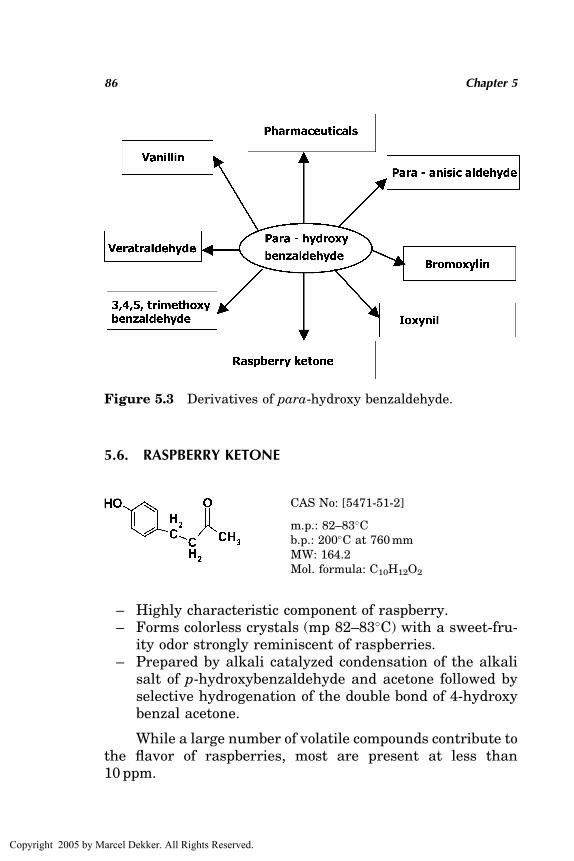
5.6. RASPBERRY KETONE
CAS No: [5471-51-2]
m.p.: 82–83�Cb.p.: 200�C at 760 mmMW: 164.2Mol. formula: C10H12O2
– Highly characteristic component of raspberry.– Forms colorless crystals (mp 82–83�C) with a sweet-fru-
ity odor strongly reminiscent of raspberries.– Prepared by alkali catalyzed condensation of the alkali
salt of p-hydroxybenzaldehyde and acetone followed byselective hydrogenation of the double bond of 4-hydroxybenzal acetone.
While a large number of volatile compounds contribute tothe flavor of raspberries, most are present at less than10 ppm.
Figure 5.3 Derivatives of para-hydroxy benzaldehyde.
86 Chapter 5
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Compounds include alcohols, acids, esters, carbonyls,ketones, and other hydrocarbons. However, a particular ketone1-(4-hydroxy phenyl)-3-butanone has an odor very much likeraspberry [7,30]. This particular ketone, i.e., raspberry ketone,is sold under trade names Frambinon (Dragoco) and Oxyphe-nylon (IFF). In Hawai, the acetate of raspberry ketone is usedunder the trade name of Cue-Lure CAS No. [3572-06-3] toattract the harmful melon-fly, Dacus Curcurbitae.
It may not be out of place to mention that ketones arepartly or wholly responsible for the odor of many natural pro-ducts such as camphor, raspberries, coffee, musk, caraway,butter, rue, and jasmine.
The study of the structures of these odoriferous ketoneshas enabled organic chemists to prepare new and useful com-pounds for food and drink additives.
Raspberry ketone is very slightly soluble in water, but itis soluble in ethyl alcohol, propylene glycol
perfumery uses: Babe, Blackberry, Blase, Blueberrynatural occurrence: Beef, Pineapple, Raspberry,
Strawberry [46].Synthetic raspberry ketone is a very high value but low
volume product. The product is very popular in Europe,particularly, UK, and Germany and also in North America.Global demand is estimated at 50 tpa.
Traditionally raspberry ketone has been produced byreaction of phenol with methyl vinyl ketone in the presenceof a Friedel–Crafts catalyst in an inert solvent at a tempera-ture between �5�C and þ5�C and in the absence of an acidalkylation catalyst. UK patents 876684 and 876685 grantedto Dragoco describe the process in detail. Some modificationsand new developments have also been mentioned in the saidpatents [29].
Phenol route was the chosen one since p-hydroxy-benzal-dehyde so far was expensive. The only source of obtainingp-hydroxy benzaldehyde was as a by-product during produc-tion of salicylaldehyde. Since p-hydroxybenzaldehyde nowcan be easily made from p-cresol by direct oxidation, theproduct will be relatively cheaper and should prove to be anideal feedstock for making raspberry ketone.
Derivatives of Para-Cresol 87
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

5.6.1. Raspberry Ketone Methyl Ether [46]
CAS No: [104-20-1]
m.p.: 8�C=760 mmb.p.: 276–278�CMW: 178.23Mol. formula: C11H14O2
Synonyms: anisyl acetone methyl ether4-(para-methoxy phenyl)-2-butanone methyl etherOdor description: sweet driedRaspberry rose, Cherry fruity Cassic AbsoluteDensity d25
4 1.045Z20
D 1.517–1.52Insoluble in water, but soluble in ethyl alcoholPerfumery uses: Aloe, Cassia, Cheery, JasminNatural: Anise Seed, Aloc woodProcess of manufacturer: methylation of OH-group to –
OCH3 by reaction of raspberry ketone and di-methyl sulfate(CH3)2SO4
Process of synthesis being very recent, it is very difficultto estimate the global demand, gradually it will be a popularflavor and fragrance material
5.7. 2-NITRO-p-CRESOL [45]
CAS No: [119-33-5]
m.p.: 32–35�Cb.p.: 234�CMW: 153.14Mol. formula: C7H7O3Nd4
38: 1.24
Synonym: 4-methyl-2-nitrophenolYellow crystals, slightly soluble in water, soluble in
alcohol and etherCombustibleToxic by ingestion, inhalation and skin absorptionIrritant
88 Chapter 5
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.
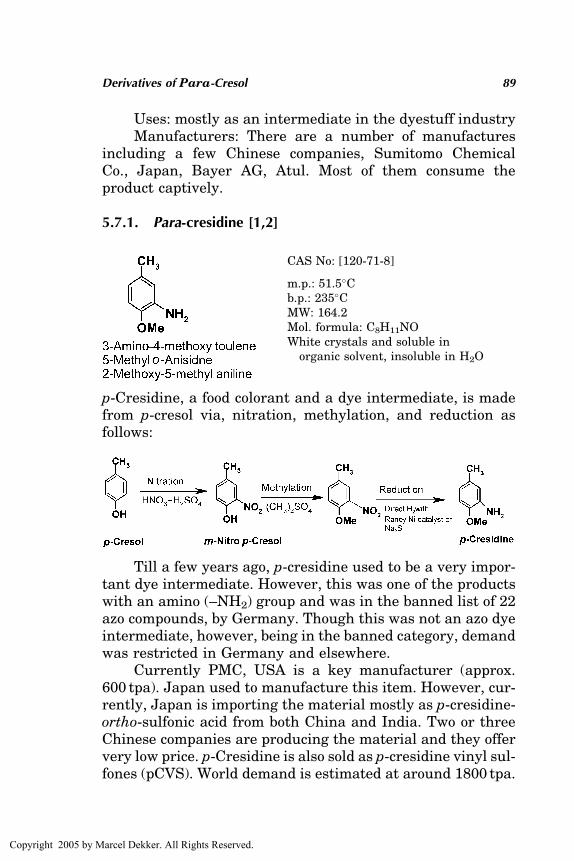
Uses: mostly as an intermediate in the dyestuff industryManufacturers: There are a number of manufactures
including a few Chinese companies, Sumitomo ChemicalCo., Japan, Bayer AG, Atul. Most of them consume theproduct captively.
5.7.1. Para-cresidine [1,2]
CAS No: [120-71-8]
m.p.: 51.5�Cb.p.: 235�CMW: 164.2Mol. formula: C8H11NOWhite crystals and soluble in
organic solvent, insoluble in H2O
p-Cresidine, a food colorant and a dye intermediate, is madefrom p-cresol via, nitration, methylation, and reduction asfollows:
Till a few years ago, p-cresidine used to be a very impor-tant dye intermediate. However, this was one of the productswith an amino (–NH2) group and was in the banned list of 22azo compounds, by Germany. Though this was not an azo dyeintermediate, however, being in the banned category, demandwas restricted in Germany and elsewhere.
Currently PMC, USA is a key manufacturer (approx.600 tpa). Japan used to manufacture this item. However, cur-rently, Japan is importing the material mostly as p-cresidine-ortho-sulfonic acid from both China and India. Two or threeChinese companies are producing the material and they offervery low price. p-Cresidine is also sold as p-cresidine vinyl sul-fones (pCVS). World demand is estimated at around 1800 tpa.
Derivatives of Para-Cresol 89
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

In India, Atul is currently the only manufacturer ofp-cresidine, Atul offers this material to the Indian manufac-tures of vinyl sulfones. Atul has a name plate capacity of720 tpa. Atul has been exporting this material as pCOSAand pCVS to USA and Japan. Atul also exports some quanti-ties as p-cresidine (to a company in Germany).
However, because of restrictions in the use of p-cresidineas discussed above, p-cresidine market is not likely to grow. Infact, Atul has witnessed decrease in sales of p-cresidine duringlast two years. It appears that this trend would continue.
5.8. ETHERS AND ESTERS
Vanillin and veratraldehyde are two fine examples of flavorand fragrance chemicals which have been successfullysynthesized from p-cresol. A number of low volume syntheticperfume materials based on p-cresol esters and ethers havealso been introduced. Following are some of the importantproducts.
5.8.1. Para-cresyl Methyl Ether (PCME)
CAS No: [104-93-8]
b.p.: 177�CMW: 122nn
20: 1.5123d4
20: 0.978Mol. formula: C8H10O
PCME made by methylation of p-cresol using (CH3)2SO4 orCH3Cl in presence of NaOH has a well-defined odor of wallflowers with a definite suggestion of Ylang–Ylang. The com-pound is more known as an intermediate for manufacture ofp-anisic aldehyde. Most of the PCME produced in the worldis converted to p-anisic aldehyde. However, approximately300 tpa are sold in the world market as a perfumery chemical.
90 Chapter 5
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

It is a colorless liquid with a Pungent odor. Dilute solutionhas a flower like fragrance.
5.8.2. Para-cresyl Phenyl Ether [30]
Para-phenoxy toluene
CAS No: [101-53-1]
m.p.: 84�CMW: 184n20n : 1.5025
d204 : 1.5720
Mol. formula: C13H12O
This is another low volume perfume chemical made from p-cresol where the –OH group has been replaced by a –OC6H5
group. It has a very powerful odor of the hyacinth rose type.Also used as a germicide. World demand is not more than50 tpa. However, it has been reliably learned that SumitomoChemical Co., Japan, has developed a catalyst to convertp-phenoxy toluene to p-phenoxy benzaldehyde for a new typeof agrochemical.
5.8.2.1. p-Phenoxy Benzaldehyde or 4-PhenoxyBenzaldehyde [45]
CAS No: [67-36-7]
m.p.: 24–25�Cb.p.: 185=14 mm�CMW: 198.22Mol. formula: C13H10O2
d154 : 1.132
n20D : 1.611
This is used as an intermediate in flavor and fragrance andpharmaceutical industry. Also is used as a pesticide=herbicideherbicide intermediate.
Derivatives of Para-Cresol 91
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.
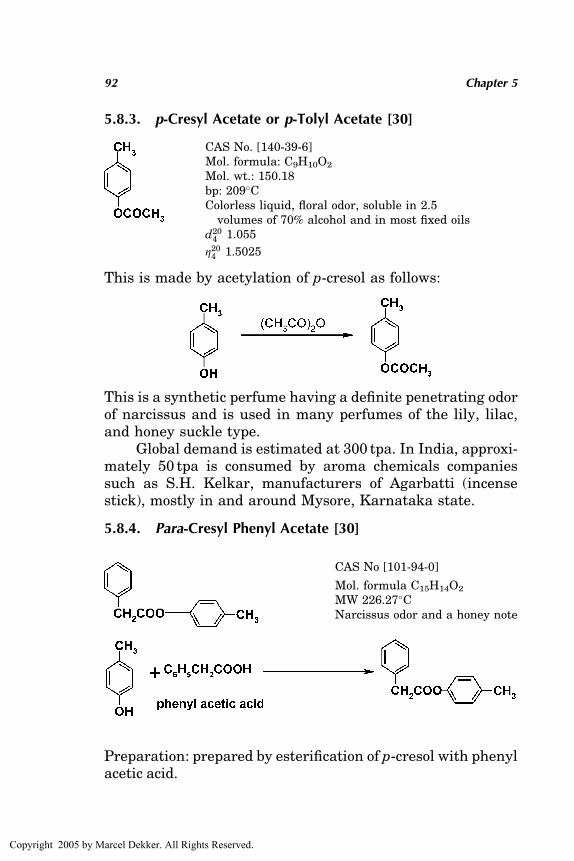
5.8.3. p-Cresyl Acetate or p-Tolyl Acetate [30]
CAS No. [140-39-6]Mol. formula: C9H10O2
Mol. wt.: 150.18bp: 209�CColorless liquid, floral odor, soluble in 2.5
volumes of 70% alcohol and in most fixed oilsd20
4 1.055
Z204 1.5025
This is made by acetylation of p-cresol as follows:
This is a synthetic perfume having a definite penetrating odorof narcissus and is used in many perfumes of the lily, lilac,and honey suckle type.
Global demand is estimated at 300 tpa. In India, approxi-mately 50 tpa is consumed by aroma chemicals companiessuch as S.H. Kelkar, manufacturers of Agarbatti (incensestick), mostly in and around Mysore, Karnataka state.
5.8.4. Para-Cresyl Phenyl Acetate [30]
CAS No [101-94-0]
Mol. formula C15H14O2
MW 226.27�CNarcissus odor and a honey note
Preparation: prepared by esterification of p-cresol with phenylacetic acid.
92 Chapter 5
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Used in blossom compositions with a slight animal note,not found in nature.
C6H5CH2COOC7H7 is used to a considerable extent asa narcissus perfume. This is a crystalline substance having amelting point of 75�C. Global demand is to the tune of 300 tpain India, approximately 30–40 tpa is consumed by variouscompanies.
5.8.5. Para-cresyl Isobutyrate [2,45]
Synonyms: 4-Methyl phenyl 2-methyl propanoatep-Tolyl isobutyrate
CAS No: [103-93-5]
m.p.: 24–25�Cb.p.: 185=14 mm�CMW: 178.1Mol. formula: C11H14O2
Appearance: colorless to pale yellow liquidOdor: animalic, warm, floral, fruityPurity: minimum 98%d20
4 0.989–0.997
Z204 1.484–1.489
Uses: a modifier in floral bouquets where a narcisse jas-mine effect is needed.
This compound is best prepared by esterification of para-cresol either with isobutyric acid; CAS No. [79-31-2], (CH3)2
CHCOOH or with isobutyric anhydride: CAS No. [97-72-3],[(CH3)2CHCO]2 O.
p-Cresyl isobutyrate has been used both as a perfumerychemical and also in flavor formulations.
Globally the product is made by BASF, H&R, Givaudan,IFF, etc. Some quantities are also made in India mostly forexport. It has been estimated that the global demand is tothe tune of 75–100 tpa.
Derivatives of Para-Cresol 93
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

5.9. 3,4-DIMETHOXY TOLUENE [2]
CAS No: [494-99-5]
b.p.: 220–222�C=760 mm83�C=6 mm
MW: 152.19Mol. formula: C9H12O2
(4-methyl veratrole-4-methyl-1,2-dimethoxybenzene)Appearance: clear liquidSparingly soluble in water, acids and alkalies, soluble in
org. solvents.Following are the steps in manufacture of 3,4-dimethoxy
toluene:
1. Methylation of p-cresol to PCME
2. Bromination of PCME to 3-bromo-4-methoxy-toluene
3. Methoxylation of 3-bromo-4-methoxy toluene to 3,4-dimethoxy-toluene
3,4-Dimethoxy toluene is used as an intermediate in thepharmaceutical industry. For instance, Roche has been
94 Chapter 5
5954-0 Mukhopadhyay Ch05 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

producing the bulk drug Ormethoprim using this intermedi-ate. The global demand would be to the tune of 75 tpa.
5.10. CREOSOL [45]
Synonyms: 2-methoxy-p-cresol
2-methoxy-4-methyl phenol
4-methylguaicol
CAS No: [93-51-6]
mp: 5.5�Cbp: 221.8�C=760mmHgMW: 138.2Mol. formula: C8H10O2
d420: 1.092
ZD20: 1.5353
Appearance: oily liquid, irritantSolubility: very slightly soluble in water, vastly soluble
in alcohol, chloroform, ether, and benzeneManufacturing process: bromination of p-cresol followed
by methoxylation by reacting with methanolic NaOCH3.Uses: as in intermediate in dyestuffs, pharmaceuticals,
etc.
Derivatives of Para-Cresol 95
5954-0 Mukhopadhyay Ch05 R3 110504
Copyright 2005 by Marcel Dekker. All Rights Reserved.

6
Derivatives of Meta-Cresol
Different derivatives of meta-cresol have been illustrated inFig. 6.1. There are discussed in detail in the followingsections.
6.1. PARA-CHLORO META-CRESOL [1,33]
CAS No. [59-50-7]
m.p.: 64–66�Cb.p.: 235�CMW: 164.2Mol. formula: C7H7ClO
White or slightly pink crystals,phenolic odor and soluble inorganic solvent, fatsand oils.
Para-chloro meta-cresol (PCMC), an antibacterial, antimoldagent is prepared by chlorination of meta-cresol usingSO2Cl2.
97
5954-0 Mukhopadhyay Ch06 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.
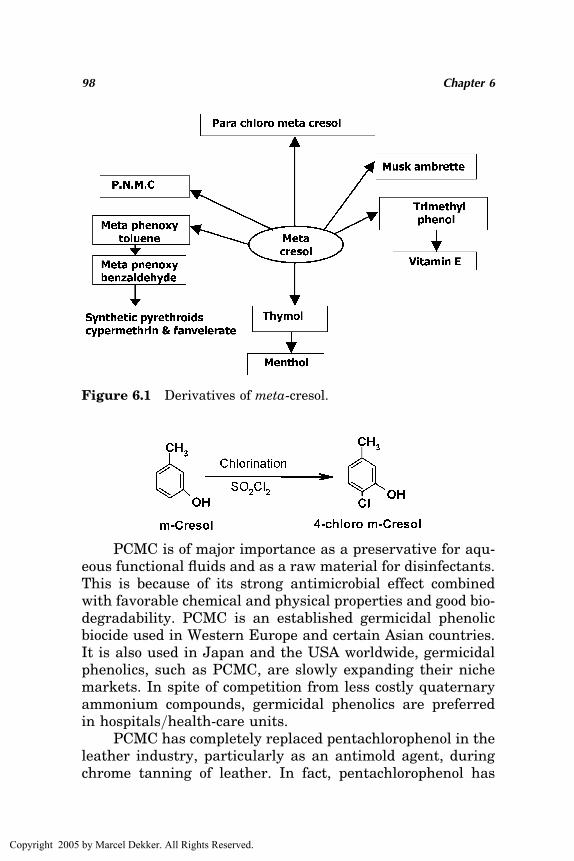
PCMC is of major importance as a preservative for aqu-eous functional fluids and as a raw material for disinfectants.This is because of its strong antimicrobial effect combinedwith favorable chemical and physical properties and good bio-degradability. PCMC is an established germicidal phenolicbiocide used in Western Europe and certain Asian countries.It is also used in Japan and the USA worldwide, germicidalphenolics, such as PCMC, are slowly expanding their nichemarkets. In spite of competition from less costly quaternaryammonium compounds, germicidal phenolics are preferredin hospitals=health-care units.
PCMC has completely replaced pentachlorophenol in theleather industry, particularly as an antimold agent, duringchrome tanning of leather. In fact, pentachlorophenol has
Figure 6.1 Derivatives of meta-cresol.
98 Chapter 6
5954-0 Mukhopadhyay Ch06 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.
been banned by almost all countries because it is carcinogenicin nature.
Bayer AG, Germany used to be the key manufacturer ofPCMC and its formulations. However, most of the countriesincluding Germany have decided to procure the material fromdeveloping countries. There is substantial cattle population inAustralia, Newzealand, Pakistan, W. Europe, USA and ofcourse in India. Because of significant production of hidesand skins, PCMC has proved to be extremely popular in thesecountries. World demand has been estimated at 500 tpa forPCMC and its formulations.
India is a major producer of PCMC. It has been reportedthat Indian companies such as Benzochem, United Chemi-cals, etc. collectively produce 200–250 tpa PCMC. Most ofthe material is exported to the USA and W. Europe(Germany, Italy, UK, etc.). Indian demand is around 30–40 tpa. Atul does not produce PCMC, however, Atul suppliesPCMC to the world market including India as a merchantexporter (to Pakistan, USA, etc.) and supplier. It is currentlyselling at $8=kg. Four to five percent p.a growth has been pro-jected for this material
Toxicological: LD50 (oral, rats) 5129 mg=kgLD50 (dermal, rats) >500 mg=kg
Is an irritant to skin and mucous membrane.
6.2. THYMOL [1,30]
CAS No. [89-83-8]
m.p. : 49–51�Cb.p.: 232�CMW: 150.22d20
4 : 0:9756n20D : 1:5227
Mol. formula: C10H14OColorless crystals,spicy-herbal, slightly medicinal odor.d20
4 : 0:9756 n20D : 1:5227
Derivatives of Meta-Cresol 99
5954-0 Mukhopadhyay Ch06 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.
Thymol is present in volatile oil of thyme and ajowan,mint seeds from which it may be extracted with sodiumhydroxide, liberated from the sodium compound with acidand purified by crystallization. It has a woody, burnt, smokyodor.
Thymol, isopropyl meta-cresol, is a precursor ofl-menthol. Meta-cresol with a purity of �98.5% must be usedas the starting material for thymol production, because theisomer, 2-iso-propyl-4-methyl phenol derived from p-cresol isthe main contaminant and cannot be easily separated fromthymol.
In the industrial process employed by Bayer AG,Germany, m-cresol and propylene, both in the liquid state,are pumped through a pressure tube reactor, filled withactivated alumina. The process is performed at a molar ratioof m-cresol: propylene of 1.07 at 350–360�C, 5 kg=cm2 andLHSV of 0.25 hr�1. The reaction product consists of 25%m-cresol, 60% thymol and 15% other products. Thymol of99%þpurity is obtained by rectification of the crude product[1].
Undesired alkylates of m-cresol (2-,4- and 5-isopropyl-m-cresol, 2,6- and 4,6-diisopropyl m-cresol) are recycled tothe reaction zone to achieve a high overall yield of desiredthymol.
A gas phase process for thymol manufacture usingmedium pore-sized zeolites (erionite, mordenite, or ZSM-23) as heterogeneous catalyst was developed in 1988. Itwas reported that reaction temperatures were lower (230–270�C) than in the older liquid phase process. Reactionpressure was reported to be normal or slightly elevated.
Natural thymol is produced in a number of countriesincluding India, Pakistan, China, Indonesia, some countriesof Latin America, etc. Annual production has been reportedto the tune of 1000 tpa.
Most of synthetic thymol is produced in countries nothaving natural sources. Germany is a major producer. Thy-mol is mostly converted to menthol, which has significantmedicinal uses.
100 Chapter 6
5954-0 Mukhopadhyay Ch06 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

6.2.1. Menthol
CAS No. [89-78-1]
m.p.: 43�C(= �form)b.p.: 216�CMW: 156.27d20
4 : 0:890
n20D : 1:5227
Mol. formula: C10H20OWhite crystals, cooling odorand taste.Congealing temperature 27–28�C.
(�) Menthol is a white, waxy crystalline compound hav-ing a strong odor of peppermint. Its main source is oil of pep-permint from the plant, Mentha arvensis. It is an ingredientof decongestant ointments and nasal sprays and is also usedto flavour toothpaste and cigarettes.
During recent years, natural menthol is supplementedwith synthetic menthol. One popular route is synthesis fromCitronellal via isomerization and hydrogenation. However,commercially more economic route is from m-cresol throughhydrogenation of thymol.
Worldwide production of synthetic l-menthol hasgrown rapidly, and is expected to reach 3600 tpa by end of2004. This trend is expected to continue. Growth will notbe spectacular but steady. India does not have anyl-menthol plant based on meta-cresol. However, the technol-ogy is well known and some production is expected in nearfuture. India being a large manufacturer of naturalmenthol, most of the flavor and fragrance chemical compa-nies did not find it necessary to look for synthetic menthol.However, synthetically made menthol would be muchcheaper than the one extracted from natural sources.Besides, consumption of menthol has been growing steadily.Being a major player in the global market, it is logicalto expect that synthetic menthol would supplement thenatural menthol.
Derivatives of Meta-Cresol 101
5954-0 Mukhopadhyay Ch06 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

6.2.1.1. (�) Menthyl Acetate [30]
CAS No. [2623-23-6]
b.p.: 227–228�CMW: 198.3d20
4 : 0:9253n20D : 1:447
Mol. formula: C12H22O2
Also known as (�) 4-menthan-3-yl-acetateAppearance: A colorless liquid with a fresh-fruity pepper-
mint odor. Slightly soluble in water, miscible with alcohol andether, combustible.
Manufacturing process: (�) Menthyl acetate is preparedby acetylation of (�) menthol with acetic anhydride in the pre-sence of sodium acetate.
Uses: Mainly in peppermint flavors and reconstitutedpeppermint oils but also to small extent as perfumery. Mostof the key players of (�) menthol make some quantities of(�) menthyl acetate.
6.2.1.2. Menthyl Salicylate [30]
CAS No. [89-46-3]2 hydroxy benzoic acid 5-methyl-2-(1-methyl ethyl) cyclohexyl ester.
Mol. formula C17 H24 O3
MW 276.37
Clear yellowish syrupy liquid, odorless or fruity odor
d2525 1:045
Insoluble in water, soluble in most organic solvents madeby esterification of menthol and salicyclic acid.
Uses: As a ‘‘sunscreen’’ to filter out ultraviolet light pene-trating the skin.
102 Chapter 6
5954-0 Mukhopadhyay Ch06 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

6.3. 2,3,6-TRIMETHYL PHENOL (2,3,6-TMP) [1]
CAS No. [2416-94-6]
Mol. formula : C9H12OMW 136.19m.p. 62–64�C
2,3,6-Trimethyl phenol, a key intermediate for vitamin Esynthesis, is made from m-cresol and is easily the largestderivative of m-cresol.
2,3,6-Trimethyl phenol has been produced selectively bygas phase methylation of m-cresol with methanol at300–400�C under normal pressure on ortho-selective metaloxide catalysts as used for selective methylation of phenol.The reaction occurs in multitube reactors with a fixed catalyst.Iron oxide catalysts modified with oxides of other metals (Zn,Cr, and Sn) or Mg and Si are particularly suitable. At a tempera-ture of approx. 350�C and an LHSV of 1 hr�1 an initial mixtureof m-cresol, methanol and steam in a molar ratio of 1.6:1 gives2,3,6-trimethyl phenol in yields of 90–95% relative to m-cresolat virtually complete m-cresol conversion. Small quantities of2,5-xylenol and 2,4,6-trimethyl phenol are the main byproducts. 2,3,6-Trimethyl phenol is purified by distillationfrom the mixture. The commercial product is �99% pure [1].
2,3,6-Trimethyl phenol demand is expected to growworldwide by at least 5% per annum during the next decade.Some industry experts, however, fear that now there is overcapacity situation for TMP, which may last for some years.Main producers and their nameplate capacities are:
BASF, Germany: 6000 tpa(not m-cresol based)
Honshu Chemical, Japan: 5300 tpa(can be expanded to6400 tpa)
Schenectady, USA: 4000 tpaINSPEC (Now LAPORTE), UK: 5000 tpaMERISOL (USA): >3000 tpa
Derivatives of Meta-Cresol 103
5954-0 Mukhopadhyay Ch06 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Vitamin E being the fastest growing vitamin, 2,3,6-TMPconstitutes the fastest growing m-cresol derivative. One criti-cal factor for fast growth will, however, depend on availabilityof m-cresol. Currently, m-cresol is available mostly in Japan,USA, and W. Europe mostly as a co-product during manufac-ture of BHT from meta–para-cresols. Can also be obtained bymethylation of 2,6-xylenol on g-aluminium oxide at about355�C using a 2,6 xylenol:methanol ratio of 2:1.
India does not currently produce 2,3,6-TMP, since atpresent there is no production of m-cresol.
6.4. 4-NITRO-m-CRESOL [45]
CAS No. [2581-34-2]
Mol. formula: C7H7NO3
MW: 153.14m.p.: 127–129�CYellow to off white crystals toxicby inhalation, irritant
Synonym: 3-methyl-4-nitriphenolUses: Major use is an intermediate for the agrochemical in-
dustry prominently used for the manufacture of Fenitrothion.Manufacturers: Mostly made as a captive product by
Sumitomo Chemicals, Japan. A few Chinese companies herealso started manufacture of the product for Fenitrothion.Bayer AG used to be a key player.
6.5. META-PHENOXY TOLUENE AND META-PHENOXY BENZALDEHYDE [45]
(3-phenoxy toluene) (3-phenoxy benzaldehyde)
CAS No. [3586-14-9]
b.p.: 271–273�CMW: 184.24d4
20: 1.051nD
20: 1.5730Mol. formula: C13H12O
CAS No. [39515-51-0]
b.p.: 169�C=11 mmMW: 198.22d4
20: 1.147nD
20: 1.5950Mol. formula: C13H10O2
104 Chapter 6
5954-0 Mukhopadhyay Ch06 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Meta-phenoxy benzaldehyde is an important agrochem-ical intermediate for manufacturing synthetic pyrethoridslike Decamerthrin, Cypermethrin, and Fevalerate used aspesticides. Pyrethroids, being more potent to pests and lessharmful to environment, are having increasing demand.
Traditionally m-phenoxy benzaldehyde is manufacturedfrom benzaldehyde via bromination, and phenol. However,synthesis of this important agrochemical intermediate frommeta-cresol via meta-phenoxy toluene oxidation has nowbecome commercially more attractive. Sumitomo Chemicals,Japan has an excellent technology for making meta-phenoxybenzaldehyde from m-cresol as follows:
Details of the oxidation catalyst have been kept secret.However, from published literature it would appear thateither Cr2O3 or a mixture of Co and Mn acetate is the pre-ferred oxidation catalyst.
Conversion of meta-phenoxytoluene to meta-phenoxybenzaldehyde can also be achieved via chlorination. Theprocess is briefly described as follows:
(a) Chlorination of m-phenoxy toluene. This stepinvolves side chain chlorination of m-phenoxy toluene in amedium of CCl4 in the presence of a free radical initiator cat-alyst, azobisisobutyronitrile (AIBN), under refluxing condi-tions. Meta-phenoxy benzene chloride andm-phenoxy benzal chloride are formed as major products.Following are the stoichiometric reactions:
C6H5�O�C6H4�CH3þCl2 �!AIBN
C6H5�O�C6H4�CH2ClþHCl
C6H5�O�C6H4�CH2ClþCl2 �!AIBN
C6H5�O�C6H4�CHCl2þHCl
(b) Hydrolysis of m-phenoxy benzyl and benzal chlori-des. Conversion of the mixed chlorides into m-phenoxybenzaldehyde is done by modified Sommelet reaction which
Derivatives of Meta-Cresol 105
5954-0 Mukhopadhyay Ch06 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

involves reaction between m-phenoxy benzal chloride andhexamine in the presence of aqueous acetic acid under boilingconditions leading to the formation of m-phenoxy benzalde-hyde and hexamine degradation products. The reaction mostprobably takes place as follows:
m-C6H5 � O � C6H4 � CH2Cl þ ðCH2Þ6N4 ���������!Aq: acetic acid
m-C6H5 � O � C6H4 � CH2½ðCH2Þ6N4�þ þ Cl�
�!6H2Om-C6H5 � O � C6H4 � CHO þ CH3NHþ
3 Cl�
þ 3NH3 þ 5HCHO
Ammonia generated reacts with acetic acid forming ammo-nium acetate. To regenerate acetic acid from acetate, hydro-chloric acid is added towards the end of the hydrolysisreaction. Ammonium chloride also forms, while acetic acid isregenerated.
The process of meta-phenoxy benzaldehyde fromm-cresol via chlorination was developed in a laborator-y=bench scale for Atul by Indian Institute of Chemical Tech-nology, Hyderabad, India but it was never commercialized.A cheap source of chlorine and adequate pollution controlfacilities might make the process attractive.
Japan is a major producer of meta-cresol in the world.They manufacture approx. 4000 tpa of meta-phenoxy benzal-dehyde for conversion to pyrethroids. Yanshen PetrochemicalCo., China also produces m-cresol as a co-product during pro-duction of BHT and has started manufacture of m-phenoxybenzaldehyde from m-cresol.
India has a number of meta-phenoxy benzaldehydeplants with a collective capacity of 3000 tpa. However, allplants are based on benzaldehyde bromination. MitsuiChemicals, Vapi (Gujarat State), Gujarat Insecticides Ltd.,Ankleshwar (Gujarat State), Gharda Chemicals (Bombay),ICI Agrochemcials, Manali (Madras) and others have beenproducing synthetic pyrethroids from m-phenoxy benzalde-hyde all these years. Their plant capacities vary from 250 to600 tpa. Discussions with these companies revealed that they
106 Chapter 6
5954-0 Mukhopadhyay Ch06 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

would be very happy to procure m-phenoxy benzaldehydebased on meta-cresol from the Indian market. Continuedgrowth of 5–6% p.a. is expected for this product.
6.6. MUSK AMBRETTE [30]
CAS No. [83-66-9]m.p.: 84–86�CMW: 268.28Mol. Formula: C12H16N2O5
Yellow crystals with an intense ambrette-seed odor.
This is a fragrance chemical, mostly as a fixative, whichis produced from meta-cresol. Following are the steps:
Musk ambrette has been used as a fragrance chemical insoaps, cosmetics, cigarettes, etc. However, due to its toxicolo-gical properties the use of musk ambrette is declining indeveloped countries. In India, there are three plants produ-cing musk ambrette. Two plants namely Masmaijmer Chemi-cals and A.M. Aromatics in Tamilnadu and AswathiChemicals, Bangalore are producing musk ambrette forthe last 12 years. Collectively, they can produce upto600–700 tpa. Indian demand is estimated at 300–350 tpa.The product is exported to middle East Europe. Somequantities are being sold in the US market.
Originally, the technology came from the Netherlands.However, no plants are operating now in the Netherlands orother parts of Europe. Some quantities are made in Japanand China. However, actual production figures are notrevealed.
Derivatives of Meta-Cresol 107
5954-0 Mukhopadhyay Ch06 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

6.7. m-ANISIC ALDEHYDE [46]
CAS No. [591-31-1]
Mol. formula: C8H8O2
MW: 136.15b.p.: 143�C at 50 mmHg8–90�C at 3 mmHgd4
15 : 1.119nD
20: 1.5530Freezing point: >110�C
Synonyms: m-anisaldehyde3-methoxybenzaldehyde
Appearance: Colorless to a pale yellow liquid with a conspic-uous strong odor.
Manufacturing process: In spite of all efforts, no effectivecatalyst system was yet found commercially viable to eitherdirectly oxidize m-cresol or the intermediate ether m-cresylmethyl ether (mcme) unlike other two isomers, p-cresol,o-cresol, or PCMC=OCME.
The product is commercially made from m-nitrobenzalde-hyde as follows:
In place of SnCl2, HCl even iron powder and an organicacid like formic acid can be used. Meta-hydroxy benzaldehydeis then methylated with dimethyl sulfate in an alkalinemedium to produce m-anisic aldehyde
108 Chapter 6
5954-0 Mukhopadhyay Ch06 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Uses: As an intermediate in the pharmaceutical and fla-vor and fragrance industry. Commercial uses of the materialare yet to be fully established. From time to time enquiriescome from a few pharmaceutical companies for quantities ashigh as 150 tpa. Global demand right now may be expectedto be around 250 tpa. Developed countries would perhaps liketo source the material from China and India.
6.8. m-ANISYL ALCOHOL [45]
Synonyms: m-anisic alcohol
CAS No. [591-31-1]
Mol. formula: C8H10O2
MW: 138.17b.p.: 250�C at 723 mmHgd4
15: 1.111nD
20: 1.5440Colorless to pale yellow liquid.
Uses: Mostly as an intermediate in pharmaceutical,flavor, and fragrance.
Manufacturing process: m-Anisic aldehyde can bedirectly reduced to the alcohol by hydrogenation usingRaney–Nickel catalyst around 90–100�C and 6–7 atm pres-sure. Other processes also exist but they are not commerciallyviable. BASF, H&R, Givaudan are also some pharmaceuticalmajors manufacturing some quantities captively.
6.9. m-CRESYL ACETATE
(m-tolyl acetate)
CAS No. [122-46-3]
Mol. formula: C9H10NO2
MW: 150.18b.p.: 212�Cd4
15: 1.048
Derivatives of Meta-Cresol 109
5954-0 Mukhopadhyay Ch06 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Appearance: Colorless oily liquid, odor similar to phenolwith a reminiscence of acetone. Insoluble in water, soluble incommon organic solvents, combustible.
Uses: In the pharmaceutical industry as an antiseptic,fungicide.
Manufacturing process: Reaction of m-cresol with aceticanhydride
Global demand is not exactly known, but is estimated at40–50 tpa.
6.10. m-ANISIC ACID [2,45]
(3-methoxy benzoic acid)
CAS No. [586-38-9]
Mol. formula: C8H8O3
MW: 152.15m.p.: 106–108�Cb.p.: 170–172.3�C at 10 mmHg
Appearance: Off-white crystalline powder.Uses: Antiseptic, insect repellent, ovicide, etc.
Manufacturing process: Usually made by methylation ofmeta-cresol followed by oxidation of MCME using a strongoxidizing agent such as KMnO4
110 Chapter 6
5954-0 Mukhopadhyay Ch06 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Another route is starting with m-nitrobenzoic acid,reduction and diazotization as in case of m-anisic aldehyde
Again m-anisic acid demand is yet not established. Somequantities are consumed in Japan and China. Current con-sumption is estimated at 25–30 tpa.
Derivatives of Meta-Cresol 111
5954-0 Mukhopadhyay Ch06 R3 102604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

7
Derivatives of Ortho-Cresol
Various derivatives of ortho-cresol are shown in Fig. 7.1 andare discussed subsequently.
7.1. COUMARIN
CAS No [91-64-5]m.p.: 69–73�Cb.p.: 298�CMW: 146.15d4
20: 0.935Mol. formula: C9H6O2
Crystalline powder
Coumarin is one of the most important aroma chemicals havingunique characteristics not only because of its hay-like bittersweet odor but also because of its quality as a perfume fixative.
It is widely distributed in the plant kingdom, but most ofit has been produced synthetically. Mostly used as a perfum-ery chemical in cosmetics and related industries, it is alsoused for a few industrial applications. The commercialsynthesis of coumarin (by the Raschig process) is based on
113
5954-0 Mukhopadhyay Ch07 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.
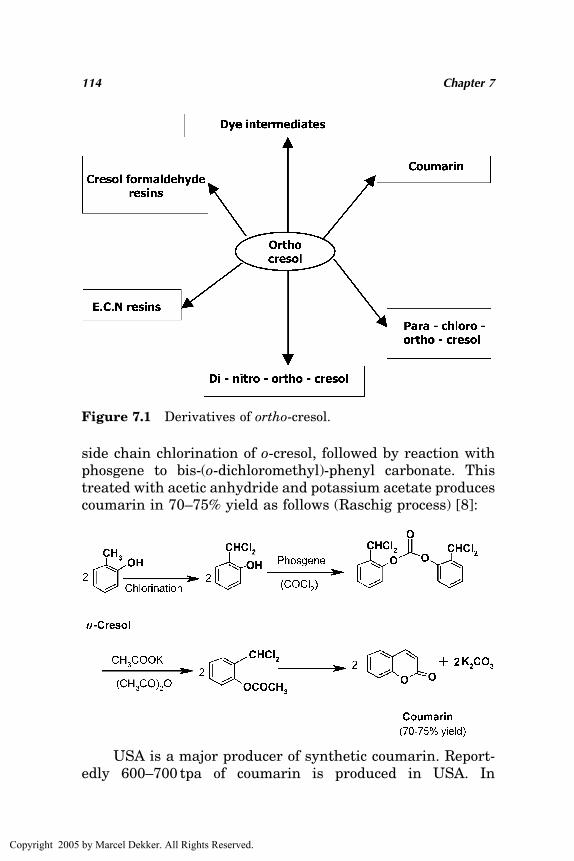
side chain chlorination of o-cresol, followed by reaction withphosgene to bis-(o-dichloromethyl)-phenyl carbonate. Thistreated with acetic anhydride and potassium acetate producescoumarin in 70–75% yield as follows (Raschig process) [8]:
USA is a major producer of synthetic coumarin. Report-edly 600–700 tpa of coumarin is produced in USA. In
Figure 7.1 Derivatives of ortho-cresol.
114 Chapter 7
5954-0 Mukhopadhyay Ch07 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

W. Europe, particularly in UK, Germany, and France about250–300 tpa coumarin is produced. In Asia-Pacific region,Japan is the key player. Japan has been producing 200–250 tpa of coumarin.
India does not produce any quantity of synthetic cou-marin. Some quantities of coumarin are produced from nat-ural resources. Atul produces both o-cresol (at Ankleshwar)and phosgene (at Atul). Unfortunately, they have not consid-ered this product seriously, apparently because, they just donot have the right technology. Some companies are, however,working on the synthesis of the product from o-cresol, phenol,and also salicylaldehyde (Perkin reaction) [30].
Mainly used as a flavoring agent and as an intermediatein the pharmaceutical industry. It has a pleasant fragrantodor resembling vanilla. World’s leading producers ofcoumarin are the following multinational companies:
i. Rhone Poulenc, France;ii. Boeringer Manuheim GmbH, Germany;
iii. Eastern Chemical (UK) Ltd., UK.
The estimated annual outflow of foreign exchange inIndia due to import of coumarin is in the range Rs. 60–80 mil-lion. In spite of this, no adequate efforts have been made todevelop the right technology for manufacture of coumarin inIndia though both the critical raw materials ortho-cresol andsalicylaldehyde are made in this country. If the product couldbe made in India, the demand could be projected around 500tonnes per annum. Surplus quantity could easily be exported.
Given the R&D infrastructure and availability of scienti-fic talent in the country, it is certainly not beyond the Indianscientists to develop an appropriate technology.
7.2. EPOXY-CRESOL–NOVOLAC (ECN) RESINS
One of the major uses of ortho-cresol is for manufacture ofepoxy-cresol–novolac (ECN) resins CAS No. [37382-79-9].The acidic reaction of less than an equimolar concentrationof formaldehyde with o-cresol yields cresol–novolac resins,
Derivatives of Ortho-Cresol 115
5954-0 Mukhopadhyay Ch07 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

which can be further reacted with epichlorohydrin to formepoxy, cresol novolacs (ECN) [20].
The epoxy-cresol–novolaks resins are prepared by glyci-dylation of o-cresol–formaldehyde condensates in the samemanner as phenol–novolak resins. o-cresol–formaldehydecondensates are prepared under acidic conditions withHCHO-o-cresol ratios of less than unity. The o-cresol novolacsof commercial significance possesses degrees of polymeriza-tion, n, of 1.7–4.4 and the epoxide functionality of the resul-tant glycidylated resins varies from 2.7 to 5.4. Softeningpoints (Durrain’s) of the products are 35–99�C [31].
The ECN resins are multifunctional, solid polymers char-acterized by low ionic and hydrolyzable chlorine impurities,high chemical resistance, and good thermal performance.The ECN resins are widely used as base components inhigh-performance electronic and structural molding com-pounds, micro-chip encapsulation, high–temperature adhe-sives, structural molding powders, etc.
DOW is the largest US producer of ECNs with its new 10million pounds (4500 tpa) capacity plant in Freeport, TX.Other producers of ECNs include Ciba-Geigy, Border Chemi-cals, Shell and Schenectady Chemicals [6].
The worldwide market for ECNs approximately total 30million pounds (13,640 tpa). USA exports more than 50% ofits production to W. Europe and Asia. The major producersof ECN resins in W. Europe are Ciba-Geigy, EMS-ChemieAg, and Hoechst. Approximately 1500–2000 tpa of ECNs areproduced in W. Europe [6].
Japan’s 80% of o-cresol consumption is on account ofECNs production. The ECN resins are growing in Japan at7–8% per year. Sumitomo Chemical, Nippon Kayaku, andDainippon Ink and Chemicals lead the markets. A total
116 Chapter 7
5954-0 Mukhopadhyay Ch07 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

amount 3000 – 4000 tpa of ECN resins are produced inJapan.
In India, ECN resins are gradually becoming popular.Hindustan Ciba Geigy and Cibatul (now Atul) are majorplayers.
7.3. OTHER PRODUCTS
7.3.1. Para-Chloro-o-Cresol [1,34]
(
(4-chloro-2-methyl-phenol)
CAS No. [1570-64-5]m.p.: 45–48�Cb.p.: 220–225�CMW: 142.59d20
4 : 1:215Mol. formula: C6H7OC
The product is made in a similar way as para-chlopro-meta-cresol by reacting o-cresol with SO2Cl2.
P-chloro-o-cresol is the precursor for the pesticidesMCPA (2-methyl-4-chloro-phenoxyacetic acid), MCPP(2-methyl-4-chloro-phenoxy propionic acid) and MCPB(2-methyl-4-chloro-phenoxy butyric acid). MCPP is alsoknown as mecoprop.
These phenoxy herbicides are very popular in W. Europeand Japan. Total Western European capacity for p-chloro-o-cresol exceeds 21–22,000 tpa. Major producers of PCOCinclude Coalite Chemicals, UK (9000 tpa) and Rhone-Poulenc(5000 tpa), UK, and BASF (7000 tpa) in Germany. These com-panies along with Bayer and Chemie Linz, which also producePCOC in plants with flexible operations are the major produ-cers of the chlorophenoxy carboxylic acid pesticides.
In USA, the production of PCOC is virtually nil. DowChemical, the largest producer of the phenoxy herbicides,imports PCOC from W. Europe.
Phenoxy pesticides are also very popular in Japan. How-ever, production of PCOC does not exceed 100–150 tpa. Mostof PCOC is imported from W. Europe.
Derivatives of Ortho-Cresol 117
5954-0 Mukhopadhyay Ch07 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Ishihara Sangyo Kaisha Ltd., and Nissan ChemicalIndustries produce some quantities of PCOC. These two com-panies and Mitsui Toatsu Chemicals produce MCPA, whileNissan Chemical Industries also produces MCPB. Thesepesticides are suitable for lawns and dry field farming andare not applied to rice fields.
Some Indian companies such as United Phosphorous Ltd.produce PCOC. However, it is learnt that the material isexported to UK. Phenoxy herbicides are not produced in India.
7.3.2. Di-Nitro-o-Cresol [6] (DNOC)
CAS No. [534-52-1]m.p.: 87�CMW: 198Mol. formula: C7H6N2O5
4,6-Dinitro-o-cresol or 4,5-di-nitro-2-methyl phenol is an yel-low crystalline compound having m.p. of 87�C (pure grade).It is pseudoacid and readily forms water-soluble ammoniumpotassium or sodium salts.
Dinitro-ortho-cresol, a polymerization inhibitor for theproduction and distillation of styrene and p-methyl styrene,is produced by nitration of o-cresol. Concentrations of theinhibitor are commonly in the 400–1000 ppm range. TheDNOC has also herbicidal and insecticidal properties.
Sea Lion Chemical, USA, converts o-cresol to DNOCwhich is marketed by Wall Chemical. The US market is esti-mated at 700 tpa.
In W. Europe, SNPE Pennwalt, Holland and A.H. Marksand Co. Ltd. produce DNOC, which has applications as ahighly phytotoxic dormant insect spray, primarily for applica-tion on potatoes.
The use of DNOC is not much known to the Indian agro-chemical manufacturers as of today. No production has beenreported so far.
The DNOC as a multipurpose agrochemical is beingdiscussed in more detail in Chapter 8.
118 Chapter 7
5954-0 Mukhopadhyay Ch07 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

7.3.3. Cresol–Formaldehyde Resins [31]
These resins (Resole or Novolac) are used as curing agents orhardeners for epoxy molding compounds for electronics appli-cations such as computer components. O-cresol–formaldehyderesins have been also used to modify phenol–formaldehyderesins, and in laminates.
The major producers of cresol–formaldehyde resins areBorden Chemicals and Schenectady Chemicals USA. Approxi-mately 1800 tpa of these resins are produced in USA. Report-edly in W. Europe and Japan, o-cresol is used along withphenol–formaldehyde resins. Three to five percent annualgrowth for these resins has been projected.
In India, both Cibatul (now Atul) and Hindustan CibaGeigy have been producing some quantities of o-cresol–formaldehyde resins.
7.4. O-ANISIC ALDEHYDE [2,45,46]
CAS No. [135-02-4]m.p.: 38–39�C or 3�C (two
crystallizable forms)b.p.: 238�C=760 mmHgMW: 136.5Mol. formula: C8H8O2
Synonyms: o-methoxy benzaldehydeo-anisaldehyde
Appearance: White crystalline powderOdor: burned phenolic odor
d2525 : 1:1274 (liquid)
1.258 (solid)Z20D : 1:5608
insoluble in water, soluble in alcohol, chloro-form, ether, etc., combustible.
Assay: 95–99% by GLCManufacturing process: Manufactured from pure o-cresol
(99% purity) in a similar way as p-cresol to p-anisic aldehyde.The following are the steps:
i. O-cresol to o-cresyl methyl ether using dimethylsulfate in an alkaline medium.
Derivatives of Ortho-Cresol 119
5954-0 Mukhopadhyay Ch07 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

ii. Oxidation of OCME to o-anisic aldehyde and itspurification. The catalyst system MnO2 (81–82%)in 80% H2SO4 is quite effective.
Repeated experiments in the experimental base of Atul estab-lished the process beyond doubt. Yield is 75–80% somewhat lessthan p-anisic aldehyde. Other catalyst systems Co-acetate=Mn-acetate, Cu and Nickel salts have also been tried.
Another important industrial process for manufacture ofo-anisic aldehyde is based on methylation of o-hydroxy ben-zaldehyde or salicylaldehyde based on phenol.
Selection of an appropriate technology for manufacture ofo-anisic aldehyde would depend on whether the manufactureris a phenol major or cresols major.
Uses: O-anisic aldehyde is a low volume fine chemicalused as an intemediate in pharmaceuticals, dyes, flavor,and fragrances, etc. Uses are limited and the global demandwould not exceed 500 tpa. Global key players are BASF,IFF, Givaudan, H&R, etc.
7.5. O-ANISYL ALCOHOL [46]
CAS No. [612-16-8]b.p.: 248–250�CMW: 138.7Mol. formula: C8H10O2
120 Chapter 7
5954-0 Mukhopadhyay Ch07 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Synonym: 2-methoxy benzyl alcohol, o-anisic alcohold15
4 1.039
Z20D 1.5470
Freezing point >110�C
Manufacturing process: Several methods exist for reduction ofo-anisic aldehyde to o-anisic alcohol, however, direct reduc-tion by hydrogen using Raney-Nickel catalyst system at 90–100�C and 5–7 atm pressure has been commercially mostattractive. Most of the key players of p-anisic alcohol suchas BASF, Givaudan, Koffoeks, etc. also produce some quanti-ties of o-anisyl alcohol. Application areas include flavor andfragrance, pharmaceuticals, etc. Global demand has beenestimated at 300–350 tpa.
7.6. O-ANISIC ACID [46]
CAS No. [579-75-9]m.p.: 99–101�Cb.p.: 200�CMW: 152.15Mol. formula: C8H8O3
Synonyms: O-anisyl acid, o-methoxybenzoic acid, salicylic acidmethyl ether, 2-methxy benzoic acid, 2-anisicacid, etc.
Appearance: White to off-white crystalline powderPurity: 98–99%
Manufacturing process: Several commerciallyproven processes exist for o-anisic acid. Briefly they are asfollows:
i. Methylation of o-cresol to o-cresyl methyl ether andthen oxidation by KMnO4
Derivatives of Ortho-Cresol 121
5954-0 Mukhopadhyay Ch07 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

ii. Methylation of o-hydroxybenzoic acid (salicylic acid)using dimethyl sulfate.
Uses: O-anisic acid is used as an intermediate for dyes,photographic chemicals, medicine, and other organic chemicalproducts. It is also used as an insect repellent and ovicide.Sometimes o-anisic acid is used as a substitute for p-anisicacid. Japan uses good quantities of the product. Globaldemand has been estimated at 100 tpa.
7.7. O-CRESYL ACETATE [46]
CAS No. [533-18-6]b.p. : 208�CMW: 150.18Mol. formula: C9H10O2
Synonym: O-tolyl acetateO-methyl phenyl acetateLiquid, nearly insoluble in cold water, solublein hot water and organic solvents, combustible.
O-cresyl acetate is made by acetylation of o-cresol as follows:
O-cresyl acetate has been widely used as a flavoring agent.No authentic data were available about the global demand.It is, however, believed that major manufacturers of p-cresylacetate might be making o-cresyl acetate also as a flavorand fragrance compound. Global demand may not exceed25–30 tpa.
122 Chapter 7
5954-0 Mukhopadhyay Ch07 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.
8
Cresol Derivatives—Building Blocksfor Agrochemicals
8.1. GENERAL
The disinfectant, bactericidal and fungicidal properties ofindividual cresols and mixed cresol or cresylic acids had beenwell known for the last 60 years or so. So much so that withinthe recommended doses as prescribed by WHO cresols wereused in the manufacture of carbolic soaps. Cresols were alsoused in place of phenol as disinfectant in domestic applica-tions. They were also used as wood preservatives. Asmentioned earlier para-chloro-meta-cresol is now one ofthe preferred preservatives for leather goods.
However, it is not only the first generation derivatives ofindividual cresols but secondary and even tertiary derivativesthat have proved to be very important plant growth regula-tors or agrochemicals apart from their uses as householdinsect and pest repellents. Synthetically made pyrethroidswhich are replacing more costly natural pyrethrum orpyrethrins are one such example.
123
5954-0 Mukhopadhyay Ch08 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

It may be recorded that the term agro-chemical wouldencompass in a broad sense acaricides, fungicides, herbicides,insecticides, rodenticides plant growth regulators, and othersin the allied fields.
Among all the cresol derivatives as feedstock for agro-chemicals, m-cresol holds a pride of place as a number of syn-thetic pyrethroids and other pesticides=insecticides are madestarting with m-cresol as the base product. DNOC startingwith o-cresol is an important agro-chemical. p-Cresol (exceptits derivative—hydroxy benzaldehyde) has not been muchused for synthetic agrochemicals. However, a lot of R&D workis undertaken in various laboratories in the world for makingdownstream agrochemicals starting with the industrial indi-vidual cresols. Some of the very important agrochemicalsare discussed here in some detail.
8.1.1. Pyrethroids, Pyrethum and Pyrethrins[26,34]
CAS No. [8003-34-7]Common names: pyrethrins, firmotox, pyrethrins and
pyrethroids, chrysanthemates, pyrethrum, etc. Chemically,the field pyrethroids consist of hydroxy and non-hydroxy fattyacids, alkanes, carotenoids sterols and triterphenols, flavo-noids, etc.
Functionally, pyrethroids are a group of insect growthregulators that act as neurotoxins resisting the developmentof insect larvae. They are especially effective against insectsthat are destructive in the adult stage. They are considerednon-toxic to animals and humans. Pyrethrum consists ofdried flower heads of chrysanthemum. The plant is a nativeof Dalmatia (Yugoslavia-Balkans) and is now widely culti-vated in Kenya, East Central Africa, Japan, Brazil, Ecuador,and India.
Chrysanthemum flowers are extracted with an organicsolvent and the crude extract is further extracted with metha-nol and then reextracted with normal hexane when the pyre-thrum concentrate is formed. The concentrate predominantlyconsists of pyrethrins which are a mixture of esters of
124 Chapter 8
5954-0 Mukhopadhyay Ch08 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.
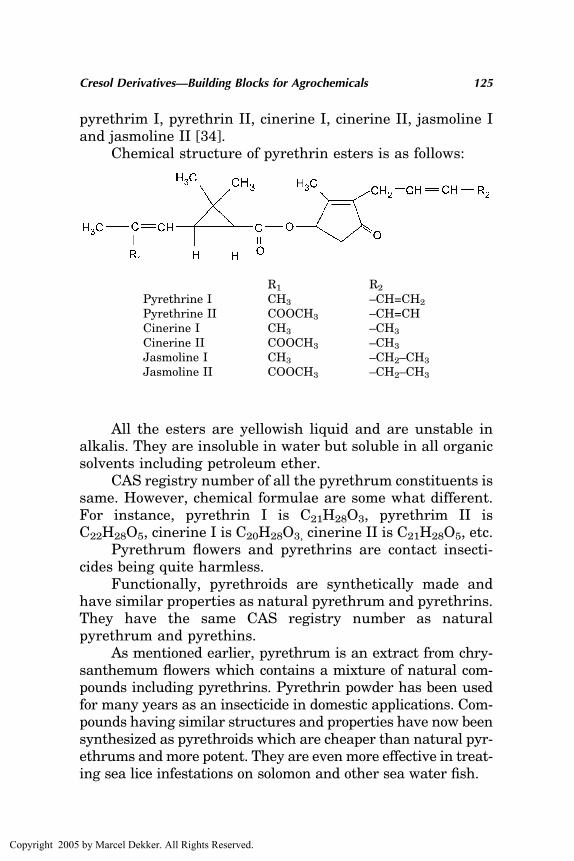
pyrethrim I, pyrethrin II, cinerine I, cinerine II, jasmoline Iand jasmoline II [34].
Chemical structure of pyrethrin esters is as follows:
All the esters are yellowish liquid and are unstable inalkalis. They are insoluble in water but soluble in all organicsolvents including petroleum ether.
CAS registry number of all the pyrethrum constituents issame. However, chemical formulae are some what different.For instance, pyrethrin I is C21H28O3, pyrethrim II isC22H28O5, cinerine I is C20H28O3, cinerine II is C21H28O5, etc.
Pyrethrum flowers and pyrethrins are contact insecti-cides being quite harmless.
Functionally, pyrethroids are synthetically made andhave similar properties as natural pyrethrum and pyrethrins.They have the same CAS registry number as naturalpyrethrum and pyrethins.
As mentioned earlier, pyrethrum is an extract from chry-santhemum flowers which contains a mixture of natural com-pounds including pyrethrins. Pyrethrin powder has been usedfor many years as an insecticide in domestic applications. Com-pounds having similar structures and properties have now beensynthesized as pyrethroids which are cheaper than natural pyr-ethrums andmore potent. They are evenmore effective in treat-ing sea lice infestations on solomon and other sea water fish.
R1 R2
Pyrethrine I CH3 –CH=CH2
Pyrethrine II COOCH3 –CH=CHCinerine I CH3 –CH3
Cinerine II COOCH3 –CH3
Jasmoline I CH3 –CH2–CH3
Jasmoline II COOCH3 –CH2–CH3
Cresol Derivatives—Building Blocks for Agrochemicals 125
5954-0 Mukhopadhyay Ch08 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

It is not yet fully understood why cypermethrin, a veryimportant pyrethroid, is not toxic to the salmon or other seawater fish.
Due to the instability of the natural pyrethrins andthe necessity for several chemicals to overcome thissynthetic pyrethroids are used as insecticidal agents. Theseinclude compounds such as deltamethin, permethin, cyper-methrin and fenvalerate, and more recent products such asflucythrinate, fluvalinate, etc. The synthetic pyrethroids aremore stable than the natural pyrethrins and equally ormore potent pesticides. It is not surprising that in futuresynthetic pyrethroids will be of more interest than naturalpyrethrum. It may also be emphasized that the use ofpyrethroid insecticides is encouraged because so far theyare considered non-toxic to humans. In 1998, over500,000 pounds (230mt) of pyrethroids were used commer-cially in California, USA. Not much was reported aboutany adverse effects on the workers using the pyrethroids.However, one school of thought was that pyrethroids wereresponsible for a number of occupational pesticide illnessparticularly for a longer exposure. No worker should beexposed for a longer period and a rotational policy shouldbe observed.
Metaphenoxy benzaldehyde is an essential buildingblock for the synthesis of pyrethroids. Cypermethrin andfenavalerate are the two most widely known synthetic pyre-throids in India, China, Japan, and also in USA, Canadaand Europe. Their uses are increasing steadily. Some well-known pyrethroids are discussed here in detail.
8.1.1.1. Cypermethrin [26,27]
Cypermethrin is the common name accepted by InternationalOrganization for Standardization (ISO) for R,S-a-Cyano-3-phenoxy benzyl (IR,S)-cis, trans-3-(2,2-dichlorovinyl)-2,2-dimethyl cyclopropane carboxylate.
CAS No. [52315-07-8]Structural formula
126 Chapter 8
5954-0 Mukhopadhyay Ch08 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Solubility: Insoluble in water, soluble in methanol,acetone, xylene, methylene dichloride.
Pure isomers of cypermethrin form colorless crystals.When mixed isomers are present, cypermethrin is a viscoussemi-solid or a viscous, yellow liquid.
Uses: Cypermethrin has both domestic and agriculturaluses. It is a household insect and pest control chemical andwidely used in stores, warehouses, industrial buildings,green-houses, laboratories, hospitals, etc.
In the agricultural field, it is used to control many pests,including moth pests of cotton, fruit and vegetable crops.Cypermethrin is a moderately toxic material by thermalabsorption or ingestion. It causes irritation to the skin andeyes. If exposed for a long period, it may affect the nervoussystem.
Some of the major manufacturers are
– ICI Agrochemicals Division, UK– Sumitomo Chemicals Co. Ltd., Japan– May & Baker, USA– Rhone-Poulenc, France– Mitsu Co. Ltd., India– United Phosphorous, India
Global demand has been estimated at about 3000 tpa. Sumi-tomo, Japan and Mitsu, India, the two large manufacturersof metaphenoxybenzaldehyde, are also the two largestmanufacturers of cypermethrin.
Mol. formula C22 H19 Cl2NO3
Mw 416.30m.p. 60–80�Cb.p. 170–195�CDensity d20
4 1.25
Cresol Derivatives—Building Blocks for Agrochemicals 127
5954-0 Mukhopadhyay Ch08 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

As many patents for pyrethroids have expired between1993 and 1996, the market is now opening up dramatically.
8.1.1.2. Fenvalerate [26,27]
Fenvalerate is the accepted common name by the ISO for (RS)-a-cyano-3-phenoxy-benzyl (RS)-2-(4-chlorophenyl) 3-methylbutyrate.
CAS No: [51630-58-1]Structural formula
Mol. formula C25 H22 Cl NO3
Formula wt. 419.90
The technical grade fenvalerate is a yellow-brown vis-cous liquid which may be partly crystallized at room tempera-ture, and has a specific odor. d25
4 1.175Solubility: Practically insoluble in water, soluble in acet-
one, chloroform, cyclohexanone, ethanol, methanol, xylene.Fenvalerate is relatively stable in acid media but not stablein alcohols.
Synonyms and trade names: Belmark R, Ectrin, R,Extrin, Fenkil, Fenvalethrin, Sumicidin R, Sumifleece R,Sumifly R, Sumipower R, etc.
Uses: It is a good contact and stomach insecticide for awide range of pests including those resistant to organochlor-ine, organophosphorous and carbamate insecticides. It effec-tively controls flies, fleas, leaf eaters, caterpillars and othersucking insects. It is widely used in agriculture, horticulture,and forestry. Most of the manufacturers of metaphenoxy-benzaldehyde do manufacture fenvalerate along withcypermethrin. Sumitomo Chemicals Co. Ltd., Japan andMitsu Co. Ltd., India are the two major players. Currently
128 Chapter 8
5954-0 Mukhopadhyay Ch08 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

1000–1500 tpa of fenvalerate are being produced globally.Japan and India would continue to be the two primarysources of this material.
8.1.1.3. Fluvalinate [14,26,35]
CAS No. [102851-06-9]
Cyano(3-phenoxy phenyl) methyl Chemical formula C26H22ClF3N2O3
N-[2 chloro-4-(trifluoromethyl) Formula wt 502.93Phenyl]-d-Valenate Appearance Viscous yellowish
Oily liquid
Uses: An insecticide=acaricide; control of a wide range ofinsects and spider mites on indoor and outdoor ornamentals,apples, pears, peaches, cereals, vegetables, cotton, tobacco,etc.
Manufacturing process: The insecticide belongs to thefamily of trifluoromethyl, pyrethroids. Made from m-phenoxybenzaldehyde. Only known manufacturer is Sandoz (nowNovratis) whose trade names are Mavrik, Spur, Klartan,etc. Apparently, some 250–300 tpa of the material areproduced.
8.2. FENITROTHION [14,26]
Fenitrothion, an organophosphate=contact insecticide, is chemi-cally known as 0,0-dimethyl 0-(4-nitro-m-tolyl) phosphorothio-ate, or0-0-dimethyl-0-3-methyl-4-nitrophenolphospherothioate.
CAS No. [122-14-5]Structural formula
Cresol Derivatives—Building Blocks for Agrochemicals 129
5954-0 Mukhopadhyay Ch08 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Mol. formula C9H12NO5PSMw 277.25Density d20
4 1.3227m. p. 0.3�Cb. p. 140–145�C at 0.1mm Hg
Solubility: Insoluble in water (14mg=L), soluble inorganic solvents such as acetone, alcohol, benzene, toluene,dichloromethane, etc. Also soluble in xylenes, ketones, esters,etc.
Appearance: Technical grade is a yellowish brown liquidhaving an unpleasant odor.
Fenitrothion is one of the very important outlets for m-cresol and is widely used throughout the world. As stated inan earlier chapter, m-cresol on nitration gives 4-nitro-m-cresolwhich is then converted to fenitrothion.
Important manufacturers of fenitrothion are
– Sumitomo Chemical Co. Ltd., Japan– Cheminova Agro A=S, Denmark– Jin Hung Fine Chemicals Co. Ltd., Korea– Rallis India, India– Bayer AG, Germany
The product is marketed under various trade namessuch as
Folithion (Bayer AG)Sumithion (Sumitomo Chemicals)
AgrothionDicofenMetathionVerthion
9>>=>>;
Various marketing companies
130 Chapter 8
5954-0 Mukhopadhyay Ch08 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Fenitrothion is mainly used in agriculture for controllingchewing and sucking insects on rice, cereals, fruits, vegeta-bles, stored grains, cotton and in forest areas. It is also usedfor the control of flies, mosquitoes and cockroaches in publichealth programmes and or indoor use (WHO, 1992).
Fenitrothion enters the air through volatilization fromcontaminated surfaces and may drift beyond the targetduring spraying. Fenitrothion is stable in water only in theabsence of sunlight or microbial contamination. In soil,biodegradation is the primary route of degradation thoughphotolysis may also play a role.
On the basis of testing in an adequate range of studies, itwas concluded that fenitrothion is unlikely to be genotoxic. Itwas also concluded that fenitrothion is unlikely to pose acarcinogenetic risk to humans. It has been estimated thatthe global demand of fenitrothion is to the tune of 2000–2500 tpa. Growth of late has been somewhat stagnant.
8.3. ACIFLUORFEN-SODIUM [26]
CAS No. [62476-59-9]
Synonyms: Sodium 5-(2-chloro-a, a, a-trifluoro-p-tolyloxy)2-nitrobenzoate, Sodium-5[2 chloro-4-(trifluoromethyl) phe-noxy] 2 nitrobenzoate
Chemical formula C14H6Cl F3N Na O5
Formula wt. 383.7White powderm.p. 124–125�C
Uses: Selective contact herbicide, absorbed by the foliageand roots with negligible translocation. Sunlight enhances
Cresol Derivatives—Building Blocks for Agrochemicals 131
5954-0 Mukhopadhyay Ch08 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

the activity. Used primarily for pre- and post-emergence con-trol of many broad-leaved weeds and some grasses in peanuts,soyabeans, rice and wheat, etc. Solubility in water at 25�C, inmethanol, ethanol, ethyl acetate, chloroform CCl4, etc. Severeeye irritant though non-corrosive. Acute oral LD50 for rats,rabbits, etc.
This herbicide can be manufactured from m-cresolthough one or two manufacturers use alternate route withoutuse of m-cresol. BASF, Rohm and Hass and Rhone-Poulenc(now Mobile Chemical Co.) are manufacturing acifluorfen.Global demand is estimated to the tune of 750 tpa.
8.4. TOLCLOFOS-METHYL [26]
This is apparently the only agrochemical manufactured fromp-cresol. Two process routes have been established, bothusing 2,6-dichloro-p-cresol as a key intermediate. SumitomoChemical Co. Ltd., Japan is perhaps the only manu-facturer of tolclofos-methyl with an annual production of500 tons.
CAS No. [57018-04-9]m.p. 78–80�CSynonyms 0–2,6-dichloro-p-tolyl
0,0-dimethyl phosphorothionate0,(2,6-dichloro-4-methyl-phenyl)0,0 dimethyl phosphoro thioate
Appearance Colorless crystalsTrade names Rizolex, Risolex, S-3349
(all of Sumitomo)
Uses: Control of soil borne diseases caused by Rhizoctonia,Selerotium and Typhula SPP on Potatoes, Sugar-beet, cotton,peanuts, vegetables, etc. [26].
132 Chapter 8
5954-0 Mukhopadhyay Ch08 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

8.5. DNOC [26,35]
Synonyms: 4,6-dinitro-ortho-cresol2-methyl-4,6 dinitro phenolCAS No. [534-52-1]
DNOC as a basic o-cresol derivative has been discussed in anearlier chapter. Some aspects of this multipurpose agrochem-ical, an insecticide, an acaricide, a herbicide and also a fungi-cide, are discussed here in some detail.
Trade names Antinonnin (Bayer)Selinor (Bayer)Entar-A (Sandoz)Trifina (Pennwalt Holland)ChemSect (Tifo)
Manufacturers MarksPennwalt HollandTifa, FMCFMC
The product, having a melting point of 86�C when pure,is yellowish crystalline powder and is explosive when dry.DNOC is corrosive to metals in presence of water.
Mode of action: Non-systematic insecticide and acaricidewith contact and stomach action.
Uses: Control of over wintering of aphids, psyllids,ermine moths, winter moths, scale insects and spider miteson prone fruit, control on insects in vines, annual broad-leaved weeds in cereals, maize, legumes, etc.
Phytotoxicity: Very phytotoxicFormulations: Suspension concentrate, emulsifyable con-
centrate, wettable powder mixed formulations; with Petro-leum oils.
Cresol Derivatives—Building Blocks for Agrochemicals 133
5954-0 Mukhopadhyay Ch08 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.
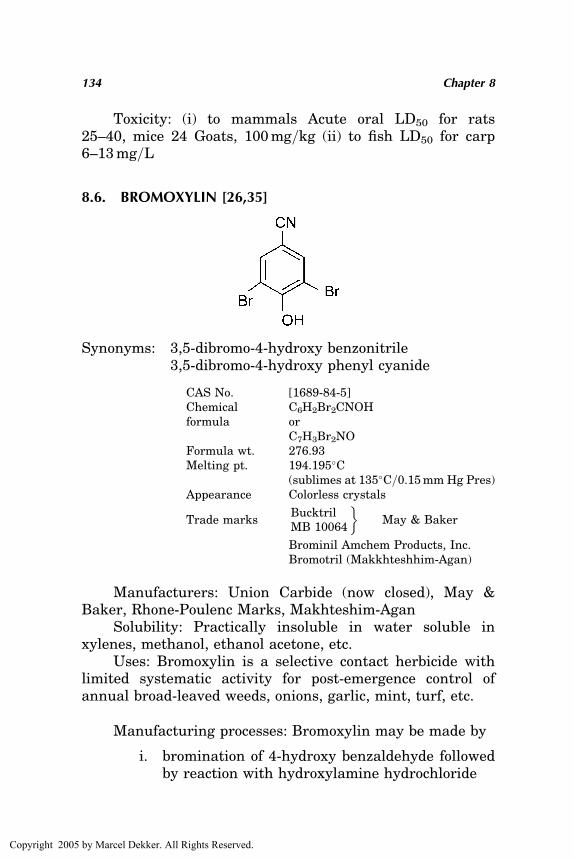
Toxicity: (i) to mammals Acute oral LD50 for rats25–40, mice 24 Goats, 100mg=kg (ii) to fish LD50 for carp6–13mg=L
8.6. BROMOXYLIN [26,35]
Synonyms: 3,5-dibromo-4-hydroxy benzonitrile3,5-dibromo-4-hydroxy phenyl cyanide
CAS No. [1689-84-5]Chemicalformula
C6H2Br2CNOHorC7H3Br2NO
Formula wt. 276.93Melting pt. 194.195�C
(sublimes at 135�C=0.15mm Hg Pres)Appearance Colorless crystals
Trade marksBucktrilMB 10064
�May & Baker
Brominil Amchem Products, Inc.Bromotril (Makkhteshhim-Agan)
Manufacturers: Union Carbide (now closed), May &Baker, Rhone-Poulenc Marks, Makhteshim-Agan
Solubility: Practically insoluble in water soluble inxylenes, methanol, ethanol acetone, etc.
Uses: Bromoxylin is a selective contact herbicide withlimited systematic activity for post-emergence control ofannual broad-leaved weeds, onions, garlic, mint, turf, etc.
Manufacturing processes: Bromoxylin may be made by
i. bromination of 4-hydroxy benzaldehyde followedby reaction with hydroxylamine hydrochloride
134 Chapter 8
5954-0 Mukhopadhyay Ch08 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

ii. by the action of sodium hypobromite as the bromi-nating agent on 4-hydroxy benzonitrile
The first process is discussed below:
i.
ii.
iii.
Bromoxyline, a popular herbicide, is sold sometimes asbromoxylin octanoate made by reacting bromoxylin with
Cresol Derivatives—Building Blocks for Agrochemicals 135
5954-0 Mukhopadhyay Ch08 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

octanoic acid or octanoyl chloride in the presence ofpyridine
Formulationtypes
Emulsifiable concentrateSuspension concentrate
Compatible with many other herbicidesToxicity to mammals: Acute oral LD50 for rats 190mg=kg rabbits260mg=kg non-irritating to skin (rabbits)
Toxicity to birds: Acute oral LD50 50mg=kg for pheasants, ducks200mg=kg
Toxicity to fish: LC50 (48hr) for harlequin fish 5mg=L. Non-toxic to bees.
8.7. IOXYNIL [26,35]
Synonyms: 3,5-di-ido 4-hydroxy-benzonitrile3,5-di-iodo 4-hydroxy phenyl cyanide
CAS No. [1689-83-4]Chemical formula C7H3I2NOFormula wt. 370.92m.p. 212–213�C
Sublimes at 140�C=0.1mm HgTrade names Bentrol (Union Carbide, now not available)
Mate (May & Baker)Totril (May & Baker)Intril (Makhteshim-Agan)Trevespan (Celamerck)
Manufacturers Union Carbide (now closed)
136 Chapter 8
5954-0 Mukhopadhyay Ch08 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

May & BakerMakhteshim-AganMarks
Solubility: Practically insoluble in water, soluble inorganic solvents, xylene, ethanol, CCl4 etc.
Manufacturing process: May be made by starting with4-hydroxy benzaldehyde which is iodinated and then con-verted to the nitrile, or is first converted to the nitrile usinghydroxyl amine hydrochloride and then iodinated with iodinemonochloride.
As in the case of bromoxylin, ioxylin is also converted toioxyline octanoate, a multipurpose herbicide, by reacting withoctanoic acid
May & Baker is a major player of ioxynil and its octanoate.Uses: Post-emergence control of a wide range of annual
broad-leaved weeds, onion, garlic, luks, sugar cane, foargegrasses. Often used in combination with bromoxylin andother herbicides. Similar formulations as bromoxylin areused. Toxicity levels are also more or less same.
8.7.1. Global Marketing Scenario
Apparently both bromoxylin and ioxylin and their octanoateestersmay looksimple tomakeandmarket.However, onlyaveryfew multinational companies such as May & Baker, Rhone-Poulenc, BASF, Makhteshim-Agan are the key players. Collec-tively they produce approximately 1000 tpa of the material.
Apparently, there is no manufacturer of bromoxylin=ioxylin in Asia including India. The product bromoxylin is
Cresol Derivatives—Building Blocks for Agrochemicals 137
5954-0 Mukhopadhyay Ch08 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.
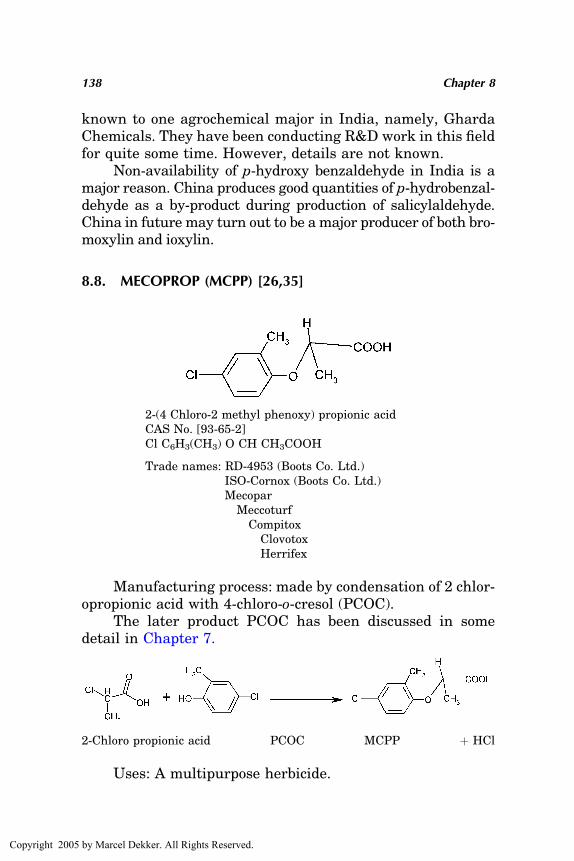
known to one agrochemical major in India, namely, GhardaChemicals. They have been conducting R&D work in this fieldfor quite some time. However, details are not known.
Non-availability of p-hydroxy benzaldehyde in India is amajor reason. China produces good quantities of p-hydrobenzal-dehyde as a by-product during production of salicylaldehyde.China in future may turn out to be a major producer of both bro-moxylin and ioxylin.
8.8. MECOPROP (MCPP) [26,35]
2-(4 Chloro-2 methyl phenoxy) propionic acidCAS No. [93-65-2]Cl C6H3(CH3) O CH CH3COOH
Trade names: RD-4953 (Boots Co. Ltd.)ISO-Cornox (Boots Co. Ltd.)MecoparMeccoturfCompitoxClovotoxHerrifex
Manufacturing process: made by condensation of 2 chlor-opropionic acid with 4-chloro-o-cresol (PCOC).
The later product PCOC has been discussed in somedetail in Chapter 7.
2-Chloro propionic acid PCOC MCPP þ HCl
Uses: A multipurpose herbicide.
138 Chapter 8
5954-0 Mukhopadhyay Ch08 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Properties: Solidm.p. 93–94�C, Insoluble inwater, Solublein alcohol, acetone and ether
Toxicity: Toxic by ingestion and inhalation, irritant toskin and eyes
Use: A herbicide
8.9. MCPA [26,35]
CAS No. (94-74-6)(4-chloro-2-methyl phenoxy)acetic acid(4-chloro-o-toloxy) acetic acid2-methyl-4-chloro-phenoxyacetic acid
Chemical formula: C6H3ClOCH3CH2COOHorC9H9ClO3 mol.wt. 200.62
Trade names: Agritox, Agroxone, Cornox,methoxone
Properties: White crystalline solid, m.p. 118–120�C,practically insoluble in water.
Toxicity: LD50 orally in rats 700mg=kg, Sodium salt[3653-48.3] Chiptex, C9 8HCl NaO3, mol. wt. 222.60, Verysoluble in water.
Uses: HerbicideAmong the pioneering companies were ICI, Foster,
Diamond alkali, etc. Main raw material: m-cresol
8.10. OTHER HERBICIDE=INSECTICIDESFROM M-CRESOL [14]
8.10.1. Clomeprop
This herbicide, used in paddy rice, is manufactured fromm-cresol through chlorination to 2,4-dichloro-m-cresol.
Cresol Derivatives—Building Blocks for Agrochemicals 139
5954-0 Mukhopadhyay Ch08 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.
Originally introduced by Mitsubishi Petrochemical Co., it isnow produced by Rhone-Poulenc Yuka Agro in Japan.
8.10.2. Metolcarb (MTMC)
This insecticide originally introduced by Nihon Nohyaku Co.is now manufactured by Sumitomo Chemical Co., Japan andpossibly by Jin Hung Fine Chemicals Co. Ltd., Korea.m-Cresol is the key raw material for this carbamate insecti-cide, USA and some countries of Europe would prefer toimport this insecticide from Japan=Korea. Global demandhas stagnated.
140 Chapter 8
5954-0 Mukhopadhyay Ch08 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

9
Cresol Derivatives—Building Blocksfor Pharmaceuticals
9.1. GENERAL
Phenol and cresol derivatives, particularly p-cresol deriva-tives, have provided important building blocks for the phar-maceutical industry. There are a number of pharmaceuticalcompounds derived from p-cresol derivatives: dilitiazemhydrochloride, the largest one. Trimethoprim, Nadifloxacin,and sulmetozin are other prominent examples.
Para-anisic aldehyde and p-anisic alcohol are two impor-tant p-cresol derivatives which have provided critical feed-stocks for some of the important bulk drugs. Trimethoprimmade from 3,4,5-trimethoxybenzaldehyde is another example.p-Cresol has already replaced gallic acid as the preferredstarting material for 3,4,5-trimethoxy benzaldehyde. As moreR&D work is undertaken, there will no doubt emerge morefinished pharmaceutical items not only from p-cresol but alsofrom o-cresol and m-cresol. Growth of meta-cresol has indeedbeen remarkable after the process was commercialized for
141
5954-0 Mukhopadhyay Ch09 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

conversion of m-cresol to 2,3,6-trimethyl phenol for ultimatesynthesis of vitamin E, the most potent a-tocopherol havingthe highest growth rate.
9.2. DILITIAZEM HYDROCHLORIDE [36,37]
The popularly known bulk drug dilitiazem, manufactured andmarketed as dilitiazem hydrochloride, is having the followingimportant properties.
Structural formula:
CAS no: [33286-22-5]Mol. formula: C22H27CIN2O4SMW: 450.98Pale yellow crystals
Chemically dilitiazem hydrochloride is 1,5-benzothiaze-pin-4(5H)-one, 3-(acetyloxy)-5-[2-(dimethylamino) ethyl]-2,3-dihydro-2(4-methoxyphenyl)-mono hydrochloride, (þ)-cis.
The finished product is a white to off-white crystallinepowder with a bitter taste. It is soluble in water, methanol,and chloroform.
Drug formulations of dilitiazem hydrochloride also con-tain microcrystalline cellulose NF, sucrose stearate, eudragit,talc USP, magnesium stearate NF, hydroxy-propyl methylcellulose USP, titanium dioxide USP, polysorbate NF, gelatinUSP, etc.
Dilitiazem hydrochloride is a calcium antagonist hyper-tension drug. It produces its antihypertensive effect primarilyby relaxation of vascular smooth muscle and the resultantdecrease in perepheral vascular resistance. The magnitudeof blood pressure reduction is related to the degree of hyper-tension.
Dilitiazem was introduced in early 1970s. Though thebulk drug has been made only by three or four companies inthe world, the formulated product is sold in many countries
142 Chapter 9
5954-0 Mukhopadhyay Ch09 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

under various brand names. Some of the popular brandnames are Cardizen, Dilzem, Tildiem, Herbusser, Aetiazem,Angizem, Calcicard, Tiazac, etc.
The most critical raw material for the production ofDilitiazem is p-anisic aldehyde. Approximately, 2.3–2.4kg ofp-anisic aldehyde is required per kg of dilitiazem. Otherimportant raw materials are D(þ) alpha phenyl ethylamine(0.35 kg=kg), 2-aminothiophenol (1.9 kg=kg), methyl chloroa-cetate (1.9 kg=kg), sodium methoxide (1.6 kg=kg), chloroform(5.5 kg=kg), methanol (9 kg=kg), isopropyl alcohol (5 kg=kg),etc.
Technology for production of dilitiazem from p-anisicaldehyde was earlier patented in the early 1970s. However,patent rights had since expired and it is now produced inquite a few countries. In fact, now, improved technologies areavailable in Japan, India, Holland, Israel, and other countries.
Global production of dilitiazem has been currently esti-mated at 1000 tpa. Production has been estimated as follows:
DSP, Andino (Holland) 350–400 tpaJapan 150–200 tpaIndia 350–400 tpaIsrael 100 tpa
Considering the importance of the drug, it will be safe toassume that there will be a growth of 7–8% during the nextfive years.
It is interesting to note that India is currently the largestmanufacturer of p-anisic aldehyde and is capable of meetingthe total demand of dilitiazem since a number of Indiancompanies have established dilitiazem producing facilities.
For instance, Dr. Reddy’s Laboratories, Nicholas PiramalLtd., Divi’s Laboratories and Natco Pharma, all based inHyderabad, Andhra Pradesh, India have modern technologiesfor production of dilitiazem, and they are collectively capableof producing 1000 tpa of dilitiazem. However, actual produc-tion has been much less. The scenario may change if one ortwo global majors decide to close down their production anddecide to source the material from India.
Cresol Derivatives—Building Blocks for Pharmaceuticals 143
5954-0 Mukhopadhyay Ch09 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

9.3. TRIMETHOPRIM [36,37]
CAS no: [738-70-5]Mol. formula: C14H18N4O3
MW: 290.32m.p.: 196–202�C
Other names: 2,4-Diamino-5-(3,4,5-trimethoxybenzyl)Pyrimidine, 2,4-Diamino-5-(3,4,50-trimethoxybenzyl) pyrimi-dine)Solubility: Very soluble in HCl, slightly soluble in water, spar-ingly soluble in alkalies.
Trimethoprim, a wide spectrum drug, is closely related toa number of antimalarials but it does not have good antima-larial activity by itself. However, it is a potent antibacterialagent. Earlier this drug was introduced in combination withsulfamethoxazole, but it is now available as a single agent.It was widely used for urinary tract infections as well as foracute otitis media, menigococcal infections, etc. The majorraw material for synthesis of trimethoprim is 3,4,5-tri-methoxy benzaldehyde. Other raw materials are b-methoxypropionitrile and sodium guanidine (guanidine nitrate).
Synthesis of trimethoprim from 3,4,5-TMBA based onthe conventional process would proceed as follows:
1. Bishomologation of the benzaldehyde (by reductionto the alcohol, conversion to the chloride and thenmalonic ester CH2(COOC2H5)2 synthesis to hydro-cinnamic acid.
2. Formylation with ethyl formate HCOOC2H5 andbase gives hydroxy methylene derivative.
3. Condensation of that intermediate with guanidine(H2N)2 C¼NH gives pyrimidine.
144 Chapter 9
5954-0 Mukhopadhyay Ch09 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

4. The hydroxy group is then converted to the amineby successive treatment with POCl3 and NH3.
The conventional technology for synthesis of trimethoprimfrom 3,4,5-TMBA was introduced as early as 1970; USA,Canada, countries of W. Europe like UK, Germany, France,Switzerland, Spain, Denmark, Finland, etc. and also India,China and Japan in Asia were manufacturing this bulkdrug.
Since then major improvements have taken place in thetechnology front particularly in China and India where thisdrug is still very popular. For instance, considerable workhas been carried out by the Department of Energy Utilizationand Chemical Engineering, China University of Mining andTechnology. They have reported that efficient synthesis oftrimethoprim from 3,4,5-TMBA was accomplished by conden-sation with methanolic sodium methoxide, methanol andacrylonitrile via prior base-catalyzed 1,3-prototropic iso-merization of cinnamonitrile converted into the enol ether,followed by addition with methanol at 90�C and cycloconden-sation directly with guanidine in DMSO at 110�C with theremoval of methanol.
Apparently, trimethoprim has reached the top level of itslife cycle and quite expectedly the global demand during thenext decade will remain somewhat stagnant. Most countriesof N. America and Europe are now importing the bulk drugmostly from India and China. The global demand of thebulk drug is estimated at 500 tpa. Almost 300 tpa is made inIndia.
In India, the formulated drug is marketed under differ-ent brand names by Burrow’s Welcome, Searle India (nowknown as RPG Life Sciences) among others.
The bulk drug is made by Inventaa, Hyderabad andAlpha Drugs, Bombay. Zora Pharma, an Ahmedabad-basedcompany, had facilities for manufacture of both 3,4,5-TMBA
Cresol Derivatives—Building Blocks for Pharmaceuticals 145
5954-0 Mukhopadhyay Ch09 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

and trimethoprim. They have recently closed down their facil-ities and are in the process of selling out their facilities.
In fact, there are at least 10 companies in India havingexpertise and know-how for making trimethoprim from3,4,5-TMBA; Indian companies will continue to play a keyrole in supply of trimethoprim to the world market.
9.4. NADIFLOXACIN [44]
CAS no: [124858-35-1]Mol. formula: C19H21FN2O4
m.w.: 360.39m.p.: 245–247�C
9-fluoro-6, 7 dihydro-8-(4-hydroxy-1-piperidinyl)-5-methyl-1-oxo-1H, 5H-benzo [ij] quinolizine-2 carboxylic acid
Colorless prisms from ethanol–water solution. LD50
male, female mice and rates (mg=kg). Fluorinated quinolone,antibacterial widely used in the treatment of acne.
Manufactured from p-cresol via p-anisic aldehyde viap-anisyl alcohol.
The drug was introduced only 7–8 years ago and is cov-ered under patent rights. Otsuka Chemicals, Japan is a majormanufacturer of the drug and they import substantialquantities of p-anisyl alcohol from India. US Patent 4399,134 (1982, 1983) and Belgium Patent 891, 046 both are heldby Otsuka.
Currently 50–60 tpa of nadifloxacin is manufactured byOtsuka. It is expected that once patent rights expire, therewill be increase in production as there is good demand inIndian subcontinent and south-east Asia. Countries inEurope and USA would perhaps like to source thematerial from Japan and India rather than manufacture thesame.
146 Chapter 9
5954-0 Mukhopadhyay Ch09 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

9.5. VITAMIN E
Any of the group of related substances (a-, b-, g, -d tocopherols)constitutes vitamin E which is a natural antioxidant. Thea-form is the most potent having the following structuralformula and properties [38]:
CAS no: [59-02-9]Mol. formula: C29H50O2
MW: 430.72m.p.: 45.6�Cbp: 210–220�C=0.1mm Hgd4
20: 0.950nD
20: 1.5050
b- and g-Tocopherols C28 H48O2, each contain one fewermethyl groups than a-tocopherols; in d-tocopherols both themethyl groups are missing.
a-Tocopherol, i.e., vitamin E, is being produced from2,3,6-trimethyl phenol obtained from m-cresol or 2,6-xylenolsas explained in Chapter 6. 2,3,6-Trimethyl phenol is oxidizedto trimethyl quinone which is catalytically reduced to tri-methyl hydroquinone.
Phytol, CAS no. [150–86-7] C20H40O, an alcohol obtainedby the decomposition of chlorophyll is an odorless liquid, BP202–204�C=10mm Hg and has been used in the synthesis ofvitamin E. On reaction with trimethyl hydroquinone phytolis converted to a-tocopherol, etc.
a-Tocopherol, the most potent vitamin E, has been usedin medicine, nutrition, antioxidants for fats, animal feed addi-tive. Also known as dl-a-tocopherol, or dl-2,5,7,8-tetramethyl-2-(40,80,120-trimethyl tridecyl)-6-chromanol, a-tocopherol is aclear yellow, viscous oil.
Cresol Derivatives—Building Blocks for Pharmaceuticals 147
5954-0 Mukhopadhyay Ch09 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

a-Tocopherol is a natural biological antioxidant present inmany vegetable oils as follows [39]: quantities are all in mg=kg.
Wheat germ oil 560–1200Soybean oil 306–120Sunflower oil 350–700Walnut 560Peanut 80–330Coconut 5–10Palm oil 180–260Olive 1–240Cotton seed 40–560
Approximate a-tocopherol content of selected foods of ani-mal origin (mg=kg) is as follows [39]:
Beef 6 Hard 12 Egg 5–11Chicken 4 Cod 2 Buffer 10–33Pork 5 Shrimp 7 Milk 0.2–1.1
Vitamin E obtained from natural products is, however,much costlier than the one synthesized from 2,3,6-trimethylphenol, via 2,3,6-trimethyl hydroquinone and phytol.
Vitamin E is used in a variety of applications of whichthe main ones are enhancement of animal feeds, vitamin sup-plements in humans, polyolefin antioxidant, food additives,cosmetics and toiletries and in medicinal applications. Moreuses of vitamin E are coming to the limelight and uses aremultiplying after availability of the synthetic product. In fact,it is the fastest growing vitamin in the world:
– Vitamin E is an extraordinary antioxidant.– Vitamin E keeps your skin youthful by protecting
against UV-radiation.– Vitamin E relieves symptoms of arthritis and other
inflammatory diseases.– Vitamin E reduces the risk of prostate cancer in men
and can inhibit the growth of breast cancer cells– Vitamin E as food supplements substantially reduces
risk of heart attack and stroke.– Vitamin E is an antiaging antioxidant, reverses the
age related, ‘‘slump’’ in immune function and keeps
148 Chapter 9
5954-0 Mukhopadhyay Ch09 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

your brain cells from aging, it delays the onset ofAlzheimer’s disease [40].
Global demand of vitamin E has been growing andgrowing and has been projected at about 800–1000 tpa byend of 2004.
9.6. PENTAZOCINE [44]
(2R, 6R, 11R-) rel-1,2,3,4,5-6-hexahydro-6,11-dimethyl-3-(3-methyl, 2butenyl)-2,6-methano-3 benzazocin-8-ol
2 dimethyl allyl-5,9-dimethyl-20-hydroxy benzomorphan3-(3-methyl-2 butenyl)-1,2,3,4,5,6 hexahydro 6,11-
dimethyl-2,6-methano-3- benzazocin-8-ol.
CAS no: [359-83-1]Mol. formula: C19H27NOm.w.: 285.42m.p.: 145.4–147.2�C
Mixed opioid agonist–antagonistCrystals from methanolþWaterLD50 in male rats 175� 36 mg=kg
This is a controlled substance.
Theraputic category humans (narcotic).Theraputic category veterinary (narcotic).
Preparation: from p-cresol via p-anisic aldehyde via p-anisic alcohol.
BE Patent No. 611000 to Sterling drug since expired.India has become a large source of this drug. M=s Ran-
baxy drug Co., a global leader in the field of pharmaceuticals,are a large manufacturer of this drug. They have beenconsuming good quantities of p-anisyl alcohol from Atul.One or two smaller players have also entered the field.
Cresol Derivatives—Building Blocks for Pharmaceuticals 149
5954-0 Mukhopadhyay Ch09 R3 081604
Copyright 2005 by Marcel Dekker. All Rights Reserved.

10
Flavors, Fragrances, and FoodAdditives from Cresol Derivatives
10.1. GENERAL
Since the dawn of civilization, say, 5000 years ago perfumesand perfumery chemicals encompassing flavors and frag-rances and even pleasant food additives attracted attentionin India and were used in temples, religious rites and evenfor personal sophistication. The earliest reference to suchmaterials was to be found in the Vedas, say, during 2000–2500 BC. In particular, sandalwood, camphor, saffron, etc.were mentioned in connection with certain rites.
Perfume takes its name from the Latin word perfumare(to fill with smoke), since in its original form it was incenseburned in Egyptian temples. Similarly China was a pioneer-ing country in the field of flavors and fragrances since theywere known to the Chinese some 3000 years ago. These wereall natural products and perhaps they became popular inEurope at a later date. It is only during the last few decadesthat synthetic perfumery products (flavors, fragrances, and
151
5954-0 Mukhopadhyay Ch10 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

food additives) became well known and grew rapidly. A per-fumery chemical that includes both flavors and fragrancesis usually defined as a mixture of pleasantly odorous sub-stances incorporated in a suitable vehicle (usually highlyrefined ethyl alcohol).
Till about 100 years ago practically all the products usedas perfumes were of natural origin. Mother nature is the bestknown organic chemist and was lavish in creating hundredsof plants, herbs, flowery plants, etc. in all parts of the world.Through ages of scientific research men learned the techni-ques of analysis and were more or less successful in findingout the ingredients that these perfumes consisted of. Manlearned to synthesize the natural ingredients causing the fra-grance and since has made tremendous progress in creatingthousands of molecules in expanding the kingdom of flavorsand fragrances. Man also started finding the correct blendof the ingredients to create a perfect artificial perfume. Insome cases, synthetically prepared blends of perfumes wereeven better than those procured from natural sources sinceimpurities present in natural perfumes could be eliminated.
10.2. ESSENTIAL OILS
Various oils present in natural extracts have been classifiedas fixed oils or high boiling oils and essential or volatile oils.Very popular fixed oils are neem oils (nonedible), coconut,ground nut, soya, Sunflower, mustard etc. oils (edible). Someof the popular essential oils are rose oil, eucalyptus, lemongrass, jasmine, etc. oils of fragrance grade and cumin,coriander, cardamom, clove etc. of flavor grades.
Essential oils or volatile oils are useful for their fixativeproperties as well as their odor. Among the fixative essentialoils are clary, sage, ventiver, Patchouli orris, and sandalwood,etc. Usually, they have low boiling points not more than285–290�C.
Many of the naturally derived essential oils have beenused in aromatherapy and in the manufacture of health pro-ducts, cosmetics, and perfumes. Just as natural essential oils,
152 Chapter 10
5954-0 Mukhopadhyay Ch10 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

synthetic bends of various perfumery chemicals are todaycommercially made for general use as flavors and fragrances.
Many components of natural essential oils are cresols orallied products. Some of these essentials oils giving their ther-apeutic actions and principal constituents are outlined herevide Table 10.1. Most of these oils are produced commerciallyalthough some of them are little known. Attempts have beenalso made by the global key players to produce matching syn-thetic blends from components made by organic chemicalsynthesis. Needless to emphasize that synthetically madeessential oils are much cheaper than those obtained fromnatural sources.
There are more than 150 natural essential oils and nat-ural extracts from which a large number of important fine che-micals in the field of flavor and fragrances have been extracted,isolated, and sold as blends in predetermined quantities.Table 10.1 gives some details of only those natural substancescontaining cresols, precursors such as cymenes, derivativessuch as thymol, menthol, and other allied products.
Some of the widely used synthetic fixatives are amylbenzoate, phenethyl, phenyl acetate, cinnamic alcohol esters,acetophenone, musk ambrette, musk ketone, musk xylols,vanillin, coumarin, etc. [41].
The organic chemical compounds occurring in essentialoils may be classified as follows:
1. Esters of benzoic, acetic, salicyclic, and cinnamicacids.
2. Alcohols such as linalool, geraniol, terpenol,menthol, borneol, etc.
3. Aldehydes: vanillin, p-anisic aldehyde, benzalde-hyde, cinnamic aldehyde, etc.
4. Phenols: eugenol, thymol, carvacrol.5. Ketones: carvone, menthone, camphor, methyl nonyl
ketone, etc.6. Esters: cineole, encalyptole, anethole, etc.7. Lactone: coumarin8. Terpenes: camphene, pinene, limonene, etc.9. Hydrocarbons: cumene, cymene, styrene, etc. [41].
Cresol Derivatives 153
5954-0 Mukhopadhyay Ch10 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.
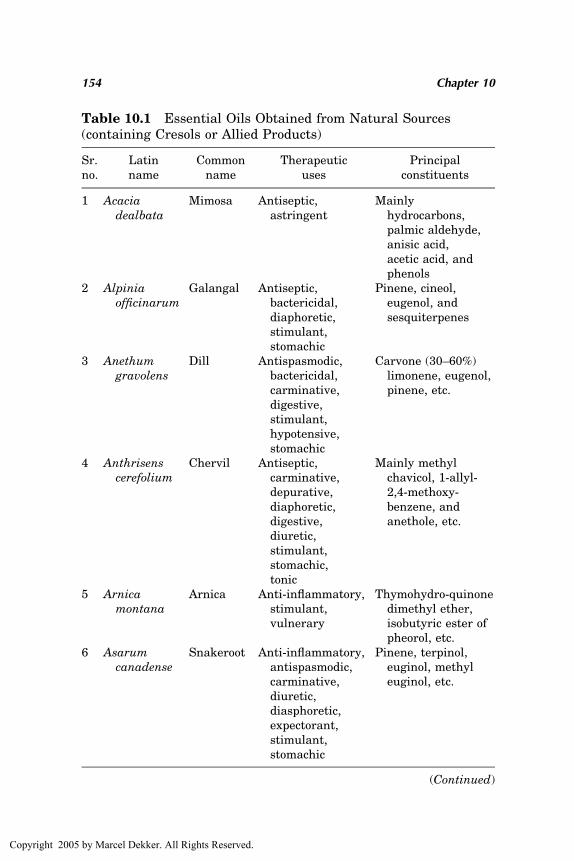
Table 10.1 Essential Oils Obtained from Natural Sources(containing Cresols or Allied Products)
Sr.no.
Latinname
Commonname
Therapeuticuses
Principalconstituents
1 Acaciadealbata
Mimosa Antiseptic,astringent
Mainlyhydrocarbons,palmic aldehyde,anisic acid,acetic acid, andphenols
2 Alpiniaofficinarum
Galangal Antiseptic,bactericidal,diaphoretic,stimulant,stomachic
Pinene, cineol,eugenol, andsesquiterpenes
3 Anethumgravolens
Dill Antispasmodic,bactericidal,carminative,digestive,stimulant,hypotensive,stomachic
Carvone (30–60%)limonene, eugenol,pinene, etc.
4 Anthrisenscerefolium
Chervil Antiseptic,carminative,depurative,diaphoretic,digestive,diuretic,stimulant,stomachic,tonic
Mainly methylchavicol, 1-allyl-2,4-methoxy-benzene, andanethole, etc.
5 Arnicamontana
Arnica Anti-inflammatory,stimulant,vulnerary
Thymohydro-quinonedimethyl ether,isobutyric ester ofpheorol, etc.
6 Asarumcanadense
Snakeroot Anti-inflammatory,antispasmodic,carminative,diuretic,diasphoretic,expectorant,stimulant,stomachic
Pinene, terpinol,euginol, methyleuginol, etc.
(Continued)
154 Chapter 10
5954-0 Mukhopadhyay Ch10 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Table 10.1 (Continued )
Sr.no.
Latinname
Commonname
Therapeuticuses
Principalconstituents
7 Betula alba Whitebirch
Anti-inflammatory,antiseptic,cholagogue,diaphoretic,diuretic,febrifuge,tonic
1. Mainly betulenoland othersesquiter penes
2. In the tar oil;phenol, cresol,xylenol, guaicol,creosol,pyrocatechol, etc.
8 Betula lenta Sweetbirch
Analgesic, anti-inflammatory,antipyretic,antiseptic,astringent,diuretic, tonic
Almost entirelymethyl salicylate(98%)
9 Boroniamegastigma
Boronia Aroma therapy,(Aromatic)
Notably ionone,also eugenol,triacontane,phenols, ethylalcohol, etc.
10 Boswelliacarteri
Frankincense
Anti-inflammatory,antiseptic,astringent,digestive,expectorant,sedative, tonic, etc.
Pinene, dipentene,cymene, terpinene,octyl acetate,octanol, etc.
11 Canangaodoratevar.genuine
Ylangylang
Aphrodisac,antidepressant,anti-infectious,antiseptic,regulator,sedative, tonic, etc.
Methyl benzoate,methyl salicylate,eugenol, benzylacetate, terpenes,pinene, para-cresol, etc.
12 Carum carvi Caraway Antihistaminic,antimicrobial,antiseptic,astringent,expectorant,larvicidal,stimulant,stomachic,tonic, etc.
Mainly carvoneand limonenewith carveol,pinene, etc.
(Continued)
Cresol Derivatives 155
5954-0 Mukhopadhyay Ch10 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Table 10.1 (Continued )
Sr.no.
Latinname
Commonname
Therapeuticuses
Principalconstituents
13 Chenopodiumambrosiodies var.anthelm-inticum
Wormseed
Anthelmintic,antirheumatic,antispasmodic,expectorant,etc.
Ascaridole,cymere, limonene,turpinene, etc.
14 Cinnamomumcamphora
Camphor Anti-inflammatory,antiseptic,antiviral,bactericidal,counterirritantdiuretic, etc.
White camphorcontains mainlycineol, pinene,terpineol,menthol,thymol, etc.
15 Cinnamomumcassia
Cassia Antidiarrheal,antiemetic,antimicrobial,astringent, etc.
Leaf and lark oilcontains mainlycinnemicaldehyde,methyleugenol,salicylaldehyde,and methylsalicylaldehyde
16 Cinnamomumzeylanicum
Cinnamon Anthelmintic,antidiarrheal,antidote,(to poison)antimicrobial,antiseptic,digestive,stimulantstomachic,etc.
1. Leaf—eugenol,eugenolacetate,cinnamaldehyde, etc.
2. Bark—cinnamal-dehyde,eugenol,cymene,pinene,cineol, etc.
17 Citrusaurantifolia
Lime Antirheumatic,antiseptic,antiviral,bactericidal,restorative,tonic, etc.
Limonene,pinenes, citral,cymene, cineols,etc.
(Continued)
156 Chapter 10
5954-0 Mukhopadhyay Ch10 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Table 10.1 (Continued )
Sr.no.
Latinname
Commonname
Therapeuticuses
Principalconstituents
18 Citronsaurantiumvar. amara
Bitterorange
Anti-inflammatory,antiseptic,astringent,bactericidal,fungicidal,sedative(mild) stomachic,tonic
Over 90%mono-terpenes,includingcamphene,pinene, cymene,etc.
19 Coriandrumsativum
Coriander Analgesic,aphrodisiac,antioxidant,antirheumatic,bactericidal,digestive,fungicidal, etc.
Mainly linalool,borneol, anethole,gerariol, etc.
20 Crotoneleuteria
Cascarillabark
Astringent, antimicrobial,antiseptic,digestive,expectorant,tonic etc.
Cymene, eugenol,limonene,terpineol, etc.
21 Cuminumcyminum
Cumin Antioxidant,antiseptic,antispasmodic,antitoxic,bactericidal, etc.
Cuminaldehyde,pinenes, cymene,limonene, etc.
22 Cymbopogonecitratus
Lemongrass
Analgesic,antidepressant,antimicorbial,antiseptic,astringent,bactericidal, etc.
Citral, geraniol,methyl eugenol,borneol, etc.
23 Dipteryxodorata
Tonka Insecticidal,narcotic,tonic, etc.
Coumarin andothers
24 Dryobalanopsaromatica
Borneol Analgesic,antidepressant,antiseptic, anti-spasmodic,antivirialstimulant, etc.
D-borneol,terpenes, pinene,camphene, etc.
(Continued)
Cresol Derivatives 157
5954-0 Mukhopadhyay Ch10 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Table 10.1 (Continued )
Sr.no.
Latinname
Commonname
Therapeuticuses
Principalconstituents
25 Eucalcyptusglobulusvar.globulus
Blue gum-eucalyptus
Analgesic,antineuralgic,antirheumatic,anti viral,balsamic,deodorant,diuretic, etc.
Cineol,camphene,cymene, terpinene,etc.
26 Foeniculumvulgare
Fennel Aperitif, anti-inflammatory,anti microbial,antiseptic,laxative,stimulant, etc.
Anethole (50–60%), anisic acid,anisic aldehyde,camphene,limonene, etc.
27 Gaultheriaprocumbens
Wintergreen
Analgesic,anti-inflammatory,antirheumatic,astringent, etc.
Methyl salicylate,formaldehyde, etc.
28 Hyacinthusorientalis
Hyacinth Antiseptic,balsamic,hypnotic,sedative, etc.
Phenylethyl alcohol,benzaldehyde,cinnamaldehyde,benzyl alcohol,eugenol, methyleugenol andhydroquinone, etc.
29 Illiciumverum
Star anise Antiseptic,carminative,insect repellent,stimulant, etc.
Trans-anethole(80–90%) etc.
30 Jasminumofficinale
Jasmine Analgesic, antidepressant, anti-inflammatory,antiseptic, antispasmodic, etc.
Over onehundredconstituentsincluding benzylacetate, benzylalcohol, methylanthranilate,cis-jasmone, etc.
(Continued)
158 Chapter 10
5954-0 Mukhopadhyay Ch10 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Table 10.1 (Continued )
Sr.no.
Latinname
Commonname
Therapeuticuses
Principalconstituents
31 Juniperuscommunis
Juniper Antirheumatic,antiseptic,astringent,antispasmodic,antitoxic, etc.
Pinene, cymene,terpinene,camphene, etc.
32 Juniperusoxycedrus
Cade Analgesic,antimicrobial,antiseptic,disinfectant,para, citicide, etc.
p-Cresol, guaicol,cardinol, etc.
33 Liquid ambarorientalis
LevantStyrax
Anti-inflammatory,antimicrobial,antiseptic,bactericidal,balsamic,expedorant,etc.
Mainly styrenewith vanillin,cinnamic alcohol,phenyl propylalcohol, etc.
34 Melaleucaalternifolia
Tea tree Anti-infectious,anti-inflammatory,antiseptic,antiviral,bactericidal,balsamic,expectorant,etc.
Terpinene-4-ol,cineol, pinene,cymeneturpinenes,etc.
35 Menthapiperita
Pepper-mint
Analgesic, anti-inflammatory,anti microbial,antiviral,astringent,carminative,expectorant, etc.
Menthol(29–48%)menthone(20–31%)menthyl acetate,cineol, etc.
36 Menthaspicata
Searmint Anesthetic,antiseptic,antispasmodic,astringent,digestive,decongestant,etc.
L-carvone,menthone,menthol, cineol,etc.
(Continued)
Cresol Derivatives 159
5954-0 Mukhopadhyay Ch10 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

It is interesting to note that many key global players inthe field of aroma chemicals have integrated essential oilcomplexes encompassing both natural extracts and thosederived from organic chemical synthesis. For essential oilsbased on natural extracts, traditional processes such as steam
Table 10.1 (Continued )
Sr.no.
Latinname
Commonname
Therapeuticuses
Principalconstituents
37 Myristicafragrans
Nutmeg Analgesic, antioxidant, antirheumatic,antiseptic,antispasmodic,digestive, etc.
Monoterpenescamphene,cymene, geraniol,borneol, etc.
38 Pimentadioica
Allspice Anesthetic,analgesic,antioxidant,antiseptic, etc.
Mainly euginol,also methyleuginol, cineol,etc.
39 Pimpinellaanisum
Aniseed Antiseptic,antispasmodic,diuretic, etc.
Trans-anethole(75–90%)
40 Syzygiumaromaticum
Clove Anthelminthic,antibiotic,antirheumatic,antioxidant,antiseptic, etc.
Eugenol, eugenolacetate, etc.
41 Thymusvulgaris
Commonthyme
Antimicrobial,antirheumatic,antiseptic,antispasmodic,etc.
Thymol andcarvacrol,cymene,turpinene, etc.
42 Trachys-permum
copticum
Ajowan Powerfulantiseptic,germicide,carminative, etc.
Thymol, cymene,carvacrol, etc.
43 Vamillaplanifolia
Vanilla Balsamic Vanillin (withover 150 otherconstituents)hydroxybenzaldehyde,eugenol, etc.
160 Chapter 10
5954-0 Mukhopadhyay Ch10 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

distillation, enfluerage, maceration, expression, solventextraction using conventional solvents such as normal hex-ane, acetone, and liquid carbon dioxide have been widely usedfor many key ingredients.
The following chart shows the different ways in whicharomatic materials are prepared [55].
Generally speaking the term, ‘‘essential oils’’ has beenrather loosely applied to all aromatic products or extractsobtained from natural sources. This is not true since manyfragrance products used by the perfumery industry are onlypartially composed of essential oils and they are producedby different methods as shown in the chart.
Pure essential oils are extracted directly from differentparts of plants, depending on the oil content and the type.Some are extracted from flowers, others from leaves, stems,the rind of fruit, berries, resin, or roots.
As discussed above there are a variety of extractionmethods, including distillation, expression (i.e., forcing outby pressure), solvent extraction, effleurage (the process of
Cresol Derivatives 161
5954-0 Mukhopadhyay Ch10 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

extraction of perfume by absorbing it from flowers in contactwith cold fats), maceration (softening by steeping), thephytonic process, and supercritical CO2 expression.
The extraction process used depends on the plant. Forinstance, lemon or lime, orange, grape fruit, and bergamotare usually expressed because the oils are present in the peelsand the oils are released when the peel is ruptured. Others,that include lavender, clary sage, chamomile, and rose gera-nium, are usually distilled. Some flowers, like rose, for exam-ple, are distilled and solvent extracted, resulting in either arose absolute or rose Otto.
Extraction of pure essential oils such as rose or jasmineusually requires laboratory size equipment and considerablya large amount of material for a small yield of oil. However,this still makes the operation commercially very attractiveconsidering that the final product is very costly.
The process of enfleurage or extraction by absorbing theflowers in cold fats has been adopted for fragrant flowers ofjasmine and tube rose which continue to manifest their char-acteristic fragrance even in plucked conditions. Solventextraction will result in partial destruction of the fragrantmanifestations. Fats, however, should be saturated and odor-less to prevent contamination of the desired product. In theconventional process of extraction with volatile solvents, bothconcretes and alcohol soluble-absolutes having a near naturalodor is obtained making the effleurage and maceration pro-cesses redundant. Solvent extraction is affected by using per-fumery grade solvents like petroleum ether (boiling points60–80�C), pure n-hexane, acetone, or even benzene.
However, supercritical fluid extraction (SCFE) using car-bon dioxide beyond the critical point and very high pressure isthe most efficient and modern technology which is graduallybecoming more popular for a multiproduct extractionsystem.
SCFE is shortly a two-step process which uses a densegas as a solvent such as carbon dioxide above its critical tem-perature (31�C) and critical pressure (74 bar) for extraction.Figure 10.1 briefly shows the process. The feed, generallyground solid, is charged into the extractor through a
162 Chapter 10
5954-0 Mukhopadhyay Ch10 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

high-pressure pump (100–350bar). After extraction atreduced temperature and pressure conditions, the extract,i.e., the product precipitates out in the separator. Theextract-free CO2 stream is recycled to the extractor. SCFEprocess has wide application areas in the fields of spice oilsand oleoresins, herbal medicines, flavors and fragrances, foodcolors, and preservatives, etc.
Work is being carried out in various academic and indus-trial R&D centers for reduction in capital cost for establishingSCFE facilities. By way of illustration one may cite the com-mendable work done by the Chemical Engineering Depart-ment of the Indian Institute of Technology, Bombay, India,where a state-of-the-art multipurpose SCFE pilot plant hasbeen developed, designed and made operational during thelast few years. It is claimed that based on their pioneer-ing work, SCFE plants now cost 20–25% less than originalconventional plants.
It will be logical to presume that SCFE will not be limitedto natural products extraction only. Gradually, the processwill be extended to synthetic flavor and fragrance chemicals,
Figure 10.1 Supercritical fluid extraction (SCFE) using carbondioxide.
Cresol Derivatives 163
5954-0 Mukhopadhyay Ch10 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

food colors, pharmaceutical intermediates, where organic sol-vents are nowadays used for extraction purpose. Since super-critical CO2 is a dense fluid and inert, it will be found suitablefor extraction purposes of synthetic aroma chemicals from amixture of product and impurities. Field of the final productis higher and quality much better vis-a-vis conventionalextraction process.
Use of SCFE for industrial chemicals separation andextraction will ensure a clean process and eco-friendly system.Use of SCFE for separation of m-cresol from a mixture ofmeta–para-cresols, mixture of xylenols, and cresol derivativeswill no doubt open up new possibilities. It is heartening that afew companies are already working on this line, as is evidentfrom proceedings of various international seminars and con-ferences during the last few years. Some of the high-valuepharmaceutical produces are also being seriously persued.
Many of the constituents of flavors and fragrances arebased on p-cresol, m-cresol, o-cresol derivatives or theirprecursors, such as cymenes. This will be discussed shortly.
The old order changeth, and in the industry of perfumery,flavors and fragrances, or aroma chemicals business there is aconstant change. Many big aroma chemicals manufacturershave taken over the businesses of a large number of smalleraromachemical companies.Briefly,wewill discussabout theglo-bal aroma chemical business and the Indian scenario before dis-cussing on the target topic, i.e., role of cresols and derivatives inflavor and fragrance and perhaps in the food additive industry.
10.3. GLOBAL SCENARIO [42]
Though there are hundreds of companies engaged in the busi-ness of aroma chemicals, it is strange that the top eight fullservice companies—manufacturers in all three categories offlavors, fragrances, and aroma chemicals—enjoy two-thirdsof the World’s total business. A few hundred small companiesaccount for only one-third of the business.
Table 10.2 shows the market shares of the top mult-inational companies in flavor, fragrance, and other aroma
164 Chapter 10
5954-0 Mukhopadhyay Ch10 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

chemicals. Total business in the year 2000 was estimated atUS $12 billion. It might reach approximately US $14 billionby the middle of 2004.
The availability of basic ingredients and their prices nodoubt decide about the size of business. Most of the big multi-national companies are no doubt active in most of the impor-tant cities in the world, either they have manufacturing basesor offices. For example, major players that are active in aromachemicals have built their factories in various parts of theworld in order to meet the local demands. Today the fragrancebusiness worldwide is represented by the InternationalFragrance Association (IFRA) which was originally comprisedof 14 member countries (Table 10.3).
Thanks to internationalization of business, most of thekey players in the business of flavors and fragrances knowexactly where they should establish manufacturing facilitiesfor the aroma chemicals. This will do doubt be dictated bythe political scenario of a particular country, availability ofreasonably trained and cheap labor cost, and most impor-tantly the availability of the basic raw materials (naturaland also synthetically made). Needless to emphasize thatChina and India—the two largest countries in theworld—with more than 2 billion people will be two major
Table 10.2 Market Shares of Flavor, Fragrance and Other AromaChemicals
Sr. no. CompanyMarket share
(%)
1 IFF 14.22 Givaudan-Roure 11.93 Quest 9.44 Haarman & Reimer 8.95 Firmenich 7.26 Takasago 6.27 Bush Boake Allen 3.88 Dragoco 3.1
Subtotal 64.7All others 35.3Total 100.0
Cresol Derivatives 165
5954-0 Mukhopadhyay Ch10 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

business centers. Both these countries have abundance of nat-ural resources in the field of aroma chemicals and both havebecome suppliers of chemical, pharmaceutical, and dyestuffintermediates. New technologies are also being developed orimplemented at regular intervals.
10.4. INDIAN SCENARIO
India holds a pride of place among the oldest civilized coun-tries. More than 5000 years ago, India was a civilized country.It is not at all surprising that perfumes were used by theIndians long ago. Not only as perfumes, they were used foraroma therapy and other powerful effects of these aromaticingredients of natural origin. Time elapsed. Years passedby. Now at the beginning of a new millennium, India is notwhat it was 5000 years ago. India is a very fast developingcountry, in fact India is very much a developed country inmany fields.
In the field of bulk chemicals, fine chemicals, pharmaceu-ticals, India has a pride of place. India has already receivedworld attention in the field of synthesis of fine chemicalsencompassing flavor and fragrances and other aroma
Table 10.3 Member Countries of IFRA
Current (as of 1996) Future ?
Australia ChinaBrazil IndiaCanada A number of East European countriesFranceGermanyItalyJapanMexicoNetherlandsSingaporeSpainSwitzerlandUKUSA
166 Chapter 10
5954-0 Mukhopadhyay Ch10 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

chemicals—both natural and synthetic. Some of the aromachemicals made in India in the year 2000 is shown in Table10.4. Many of these chemicals are based on cresols. By theend of the year 2003, many more will be added to this list.It is important to note that 80% of these aroma chemicalsare exported to various countries in the world. There is littledoubt therefore that India is emerging as a major sourceof flavor and fragrance chemicals. (Source: Flavors andFragrances Association of India or FAFAI, 2000).
10.5. INDUSTRIAL CRESOLS AS COMPONENTSOF AROMA CHEMICALS AND FOODPRODUCTS
Easy availability of pure p-cresol, o-cresol, and m-cresol parti-cularly in the developed countries of USA, UK, Germany,France, Switzerland, Japan, and even in China and Indialed to development and commercialization of a large numberof cresol derivatives. These have been discussed in detailsvide Chapters 5–7.
Gradually, pure cresols and many of their derivativesproved to be very attractive as components of flavors, fra-grances, and even as food additives. Briefly, these have beenalso discussed while talking about very properties and appli-cations of the derivatives in those chapters. Here, a summaryis presented for the interested readers.
� Mixed cresols or cresylic acid and the pure isomershave been used as fragrance chemicals for manyyears. Many of the top aroma chemicals companieshave been using cresols in small percentages for manyof their perfumes. One major example is Liver Broth-ers Ltd., who through their subsidiary companies inthe countries of the Indian subcontinent has beenusing cresols for their carbolic soaps, (Lifebuoybrand). Here, cresols are used both as disinfectantsas well as fragrance agents.
� Cresols precursors namely, p-cymene, m-cymene, ando-cymene which were traditionally used as fragrance
Cresol Derivatives 167
5954-0 Mukhopadhyay Ch10 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Table 10.4 List of Aroma Chemicals Made in India
1 2 3
AcetanisolAcetophenoneAcetyl careneAcetyl cumeneAcetyl longifoleneAlcohol C10 (n-decyl)Alcohol C12 (n-lauryl)Alcohol C8 (n-Octyl)Aldehyde C10Aldehyde C11(undecylenie)
Aldehyde C12 (MNA)Aldehyde C14Aldehyde C16Aldehyde C7Allyl amyl glytcolateAllyl caproateAllyl cyclohexylpropionate
AstralideAurantincAllyl cyclohexylpropionate
AstralideAurantineAllyl cyclohexylpropionate
Allyl heptoateAllyl phenoxy acetateAmyl acetateAmyl benzoateAmyl butyrateAmyl caproateAmyl cinnamateAmyl cinnamicaldehyde
Amyl formateAmyl isobutyrateAmyl phenyl acetateAmyl propionateAmyl salicylate
BenzaldehydeBenzophenoneBensophenoneBenyl acetateBenzyl acetateBenzyl alcoholBenzyl benzoateBenzyl butyrateBenzyl cinnamateBenzyl formateBenzyl isoamyl etherCinnamyl propionateCitralCitral dimethyl acetateCitronellalCintronellolCitronellyl acetateCitronellyl butyrateCitronellyl formateCitronellyl nitrileCitronellyl priopionateCoumarinCresolsCyclohexyl acetateCyclohexyl propionateCylohexyl salicylateDicyclopentadienyl
acetateDicyclopentadienyl
butyrateDicyclopentadienyl
isobutyrateDicyclopentadienylPropionateDiethyl phthalateDihydroanetholeDihydroisojasmoneDihydromyrcenyl
acetateDimethyl benzyl
carbind
Dimethyl hydroquinoneDimethyl resorcinolDimethyl octanolDipenteneDiphenyl methaneDiphenyl oxideEstragol (methylchavicol)
Ethyl acetateEthyl butyrateEthyl caproateEthyl cinnamateEthyl heptoateEthyl laurateEthyl oxyhydrateEthyl phenyl acetateEthyl propionateEthyl undecylinateEthyl valerinateEucalyptol EugenolBenzyl isobutyrateBenzyl isovalerinateBenzyl methylether
Benzyl phenyl acetateBenzyl phenylethyl etherBenzyl priopionateBenzyl salicylateBensylidine acetoneBeta naphthol isobutyletherBorneol crystalsBromstyrolCamphorCarene acetateCarene formateCinnamic alcoholCinnamic aldehydeCinnamyl acetateCinnamyl formate
168 Chapter 10
5954-0 Mukhopadhyay Ch10 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Table 10.4 (Continued )
1 2 3
Amyl valerinateAnetholeAnisic aldehydeIsobutyl benzoateIsobutyl phenyl acetateIsobutyl salicylateIsodecyl acetateIsoeugenolIsoeugenyl acetateIsononyl propionateIsopulegol=linalool Ex.
basil oilLongifolene
epoxide=menthanylAcetateMenthol crystalsMenthoneMethyl acetophenoneMethyl amyl ketoneMethyl anthranilateMethyl benzoateMethyl cinnamateMethyl eugenolMethyl hexyl ketoneMethyl iononeMethyl isoeugenolMethyl salicylateMusk ambretteMusk ketoneMusk xylolEugenyl acetateGeraniol ex-citronellaGeranil ex-jamrosaGeraniol ex-palmarosaGeranyl acetateGeranyl butyrate
Dimethyl benzylcarbinyl
AcetalGeranyl formateGeranyl nitrileGeranyl phenylacetate
Geranyl propionateGuaicawood acetateHydroxycitronellaldimethyl
AcetateHydroxycitronellalIndoleIonone alphaIonone betaIonone pureIsobornyl acetateRose crystalsRose oxideMethyl hexyl ketoneMethyl phenoxyacetate
Methyl phenylacetate
SantalolStryallyl acetateStyrallyl propionateTerpionateTerpineolTerpionyl acetateThymolGricyclodecanedimethylol
VetiverolVetiveryl acetateYara yaraN hexyl acetateN hexyl isobutyrateN hexyl salicylateNetrol
Isobornyl methoxyCyclo hexanolIsobutyl acetateNerolin bromeliaNeryl acetateOTB cyclohexyl acetatePara methyl qinolinePara cresyl phenyl
acetateParacresolParacresyl acetateParacresyl benzyl etherParacresyl isobutyrateParacresyl methyl etherParateriary butyl
cyclohexylAcetatePhenoxy ethyl
isoobutyratePhenyl acetic acidPhenyl ethyl acetatePhenyl ethyl phenyl
acetateVanillinPhenyl ethyl alcoholPhenyl ethyl amyl etherPhenyl ethyl butyratePhenyl ethyl cinnamatePhenyl ethyl formatePhenyl ethyl isobutyratePhenyl ethyl methyl
ethenylPhenyl ethyl propionatePhenyl ethyl salicylatePinenePropynyl guaetholPTB cyclohexyl acetate
raspberry ketoneRhodinol
Cresol Derivatives 169
5954-0 Mukhopadhyay Ch10 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

chemicals from natural sources are now madeavailable through the toluene alkylation process andare more easily available and used.
� Perfumery grades of p-anisic aldehyde and p-anisicalcohol made from p-cresol are used by most of thetop aroma chemicals companies such as IFF, Givau-dan, BASF, H&R, Dragaco, S.H. Kelkar, etc.
� Some of the esters and ethers of p-cresol and its deri-vatives have become very popular in the manufactureof synthetic perfumes. Prominent among them arep-cresyl methyl ether, p-cresyl acetate, p-cresyl phe-nyl acetate, etc. Some of them are very popular inthe manufacture of Indian agarbattis (incense sticks).
� Thymol and menthol which were traditionallyobtained from the natural sources are now syntheti-cally made fromm-cresol and are much cheaper as fla-vor and fragrance chemical than the natural ones.BAYER AG of Germany is the largest manufacturerof synthetic thymol and menthol.
� Among the syntheticmusks used as perfumery fixatives,musk ambrette made from m-cresol is still very popularthough it has been reported that many companies nolonger use it as it has been declared as carcinogenic.
� Coumarin a major perfumery fixative and also a foodadditive is made from o-cresol.
� Raspberry ketone, a popular flavor and fragrance che-mical, used as food additive may be made from p-cre-sol through its oxidation product p-hydroxybenzaldehyde.
� BHT made from p-cresol=m–p-cresol is still the bestknown antioxidant for food and animal feeds.
Indeed, the list of cresols and their derivatives as flavorand fragrance chemicals and in some cases as food additiveis endless. Almost every year some new developments are tak-ing place. In a nutshell, cresols and their derivatives will beused in large volumes not only as intermediates for industrialchemicals and pharmaceuticals but also in the field of aromachemicals.
170 Chapter 10
5954-0 Mukhopadhyay Ch10 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Most of the aroma chemicals and food additives particu-larly, synthetic ones have been classified not only by ChemicalAbstracts Service (CAS) registry numbers but also by FEMA,i.e., Flavor and Extract manufacturer’s Association of theUnited States numbers and also by COE, i.e., Council ofEurope numbers. Additionally, these chemicals have to con-form to FCC, i.e., Food Chemicals codex. The list of aromachemicals (Perfume and Flavor Chemicals) has been increa-sing every year and cresols, their precursors and downstreamderivatives have been playing important roles in the field ofaroma chemicals as emphasized again and again.
Cresol Derivatives 171
5954-0 Mukhopadhyay Ch10 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

11
Waste Minimization ThroughRecovery of Inorganic
By-Products in aCresols Complex
11.0. BACKDROP
The concept of clean technology and green chemistry has beenaround for nearly 15 years now and it is heartening to notethat these ideas are penetrating into a wider cross-section ofthe process industry.
Companies have now recognized the need for protectionof the environment and the eco-system by recovering impor-tant by-product chemicals. This enables them not only to com-ply with the stringent regulations of the EnvironmentProtection Agencies (EPA) or the Pollution Control Board(PCB) but also reaps harvest by achieving better financialresults and widening the product mix benefit.
More often than not in spite of the visible benefits ofadopting the most modern technologies which are safe and
173
5954-0 Mukhopadhyay Ch11 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

clean, companies are compelled to continue production oftheir main products from capital cost point of view. Next bestsolution for such companies is to keep improving the old andexisting technologies by introducing proper technologies fortreatment of the waste streams, recover valuable by-productsand improve the operations of the plants as a whole apartfrom earning extra revenues as a result of sale of thesevaluable by-products.
In a cresols complex producing para-cresol and some ofthe downstream derivatives such as p-anisic aldehyde orother oxidation products such as 3,4,5-trimethoxy benzalde-hyde, etc., important inorganic chemicals can be recoveredand sold not only towards improvement of the eco-systembut also for betterment of the bottom-line from sales of theseby-products from the waste streams.
In accordance with the norms prescribed by the Environ-ment Protection Agencies or Pollution Control Boards in var-ious states of India and other countries, liquid effluents in anycase are to be treated properly before discharge. Total solidcontent and pH of the liquid effluents after treatment areimportant parameters. Accordingly the right and logical solu-tion will be to remove the soluble salts as sellable by-productsand discharge the neutral effluents having pH in theproximity of 7. This will call for waste recovery systems andminimize waste streams.
In a phenol=cresols or xylenols plant, using the conven-tional sulfonation and caustic fusion technologies, inorganicchemicals which are recovered are sodium sulfite, sodiumsulfate and hydrated calcium sulfate also known as gyp-sum. These are all sellable by-products and depending onthe method of treatment and recovery will fetch reason-able prices, and more importantly, will ensure a bettereco-system.
For some of the cresol derivatives such as p-anisicaldehyde based on oxidation of p-cresyl-methyl ether (PCME)using 80–82% MnO2 and sulfuric acid (80%) good quantitiesof spent MnSO4 along with excess acid are invariably pro-duced and the waste streams have to be neutralized and solidMn-sulfate has to be recovered towards waste minimization.
174 Chapter 11
5954-0 Mukhopadhyay Ch11 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

In the same process during the up-stream conversion of say,p-cresol to PCME during etherification process, sodium sul-fate is invariably produced as a liquid by-product and thatneeds careful processing of liquid PCME and separation ofthe inorganic layer from the organic mass. A proper systemfor recovery of sodium sulfate from the mass is no doubt oneof the preconditions for a GMP and production of p-anisicaldehyde with a proper eco-system.
Similarly use of cobalt acetate–manganese acetate as acatalyst for the oxidation processes of p-cresol to p-hydroxybenzaldehyde or 3,4,5-trimethoxy benzaldehyde will generatewaste streams from which co-acetate and Mn-acetate are tobe recovered and recycled. Use of other catalysts for other pro-cesses will similarly generate waste liquid streams containingunused surplus catalysts or as converted salts which need tobe processed and make the liquid waste stream as much freefrom inorganic impurities as possible. Not only from ecologi-cal=environmental points of view, this is necessary but alsocommercially this will make the operations more viable andattractive.
Processing of the waste streams and recovery of the inor-ganic by-products are discussed here in some detail.
11.1. SODIUM SULFITE AND SODIUM SULFATE
These are two very important sodium salts obtained either asmain products through reactions of SO2 or SO3 with causticsoda or sodium carbonate. Sometimes NaHSO3 or evenH2SO4 is used for direct production of sodium sulfate.However, considerable quantities of these salts particularlysodium sulfite are produced during production of phenol,cresols or xylenols through sulfonation–caustic fusion processof benzene, toluene or mixed xylenes or a xylene isomer. Somequantities of sodium sulfate are also formed during produc-tion of the hydroxy benzenes including resorcinol andnaphthols.
Solutions of sodium sulfate are produced in numerousreactions of sodium compounds with sulfuric acid or with
Waste Minimization Through Recovery of Inorganic By-Products 175
5954-0 Mukhopadhyay Ch11 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

sulfur dioxide and oxygen or air. These solutions must betreated to prevent pollution and towards waste minimi-zation.
Both sodium sulfite and sulfate are recovered fromthe solutions by crystallization and drying=calcination.Markets of by-product sodium sulfite=sulfate are no doubtdependent on the market of the main products and also theprice fluctuations of caustic soda particularly in the pulpand paper industry.
Sodium sulfate is also obtained as a major by-productalong with manganese sulfate during production of p-anisicaldehyde from p-cresol. It may be mentioned that duringreaction of p-cresol with dimethyl sulfate for productionof the intermediate p-cresyl-methyl ether sodium sulfateis the main by-product. These reactions are briefly shownbelow:
(i) Sodium sulfite=sulfate from benzene=toluene=xylenes or naphthalene for production of the hydroxybenzene (phenol), hydroxy methyl benzene (cresols),dimethyl hydroxy benzene (xylenols) or dihydroxy benzenes(resorcinol) or naphthols. In these processes, aromaticsulfonic acids are formed via sulfonation. These are thenconverted to hydroxy compounds via neutralization andcaustic fusion.
Following chemical reaction is shown by way ofillustration:
C6H4CH3OH �������!H2SO4C6H4CH3SO3H or Na2SO3
�����!Na2CO3
TouleneToluenesulfonic acid
C6H4CH3SO3Na NaOH���! Na2SO3 þ
Sodium salt oftoluene sulfonic acid
C6H4CH3ONa SO2 or CO2������!H2SO4
CresolþNa2SO3
Sod: cressolate and Na2SO4
176 Chapter 11
5954-0 Mukhopadhyay Ch11 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

(ii) p-Cresol to p-cresyl methyl ether (PCME)
C6H4CH3OH ������!NaOHC6H4CH3ONa
p-cresol Sodium cresolate
��������!ðCH3Þ2SO4Na2SO4 þ C6H4CH3OCH3ðPCMEÞ
(PCME is then converted to p-anisic aldehyde via oxidationwith MnO2 (80–82%) and H2SO4.)
Depending on the waste recovery process and purifica-tion both sodium sulfite and sodium sulfate described aboveare approximately 80% pure and can still be disposed of easilyas sellable by-products. Also depending on the process of dry-ing both sodium sulfite or sulfate are either anhydrous orhydrated.
Pure salts have the following properties [2,44]:
Sodium Sulfite Sodium Sulfate
CAS no. [7757-83-7] CAS no. [7757-82-6]Chemical formula Na2SO3 (anhydrous) Chemical formula Na2SO4
Mol.wt. 126.04, d204 2.633 Mol.wt. 142.04
Hydrated Na2SO3�7H2O(heptahydrate), Mol.wt. 252.04, andd20
4 1.539
Anhydrous form (salt cake)exists as powder or ortho-rhombic bipyramidal crys-tals, mp 800�C, and d20
4 2.7Anhydrous sodium sulfite is sold as
small crystals or powder. It is fairlystable and does not oxidize asreadily as the hydrated sulfite
As hydrated salt popularlyknown as Glauber’s saltNa2SO4�10H2O—odorlesscrystals having mp 32.4�C,m.w. 322.04
Na2SO3�7H2O exists asefflorescent crystals,is unstable oxidizing in the airto sulfate. Commercial heptahydrateis not more than 90% pure as itcontains Na2SO4. Also possible tosell as 98.99% pure salt, loseswater of crystallization at 150�C
Uses: Manufacture of glass,paper and pulp industry, forstandardizing dyes, infreezing mixtures, also indyeing and printing textiles,filler in synthetic detergents,ceramic glazes, etc.,manufacture of sodium salts
Uses: Chiefly as photographicdevelopers, bleaching wool andpaper and pulp industry
Waste Minimization Through Recovery of Inorganic By-Products 177
5954-0 Mukhopadhyay Ch11 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

11.2. CALCIUM SULFATE
During the process of neutralization of sulfonic acids pro-duced from aromatic hydrocarbons say benzene or toluene,sometimes CaCO3 and Na2CO3 (Soda ash) are used whichproduce CaSO4 as one of the by-products. Depending on theprocess of purification, this can be either anhydrous CaSO4
or hydrated known popularly as gypsum (CaSO4�2H2O).The old process of Honshu, Japan, which was licensed to
Atul products, India, is still in use and CaSO4 in the form ofgypsum is produced. There are serious problems of solidwaste disposal as this is a very impure form of gypsum mostlyused for land filling purpose.
Process chemistry can be summarized as follows:
C6H5CH3 �������!H2SO4C6H4CH3SO3H Na2CO3
����!CaCO3
C6H4CH3SO3Na
TolueneðToluene
sulfonic acidÞSod: salt of toluene
sulfonic acid
þCaSO4 þNa2SO3 þ excess CaCO3
CaSO4 is obtained mostly as hydrated (gypsum).Following are the properties of CaSO4 [2,44]
CAS no. [7778-18-9](Dehydrated CaSO4)mol.wt. 136.14
Also known as anhydrous sulfate of lime, anhydrous gypsumis having somewhat pinkish colour.
As hydrated CaSO4 it has the following properties:
CAS no. [13397-24-5]Chem. formula CaSO4�2H2O, MW 172.14Also known as native calcium sulfate, precipitated cal-cium sulfate or gypsum.
Gypsum in pure form (more than 90%) is used:
– in manufacture of Portland cement– in soil treatment to neutralize alkali carbonates
178 Chapter 11
5954-0 Mukhopadhyay Ch11 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

– for the manufacture of plaster of paris– for artificial marbles– for making white pigment– as a filler or glaze in paints– as a filler in paper– as insecticide dusts– for water treatment– as polishing powder– for land filling
In anhydrous form as CaSO4 is used
– as a desiccating agent– for wall boards as gypsum boards– for tiles and blocks
Itmaynotbe out of place tomention that gypsumproducedat Atul is of very low quality (less than 70%purity as CaSO4) asit is contaminated with both organic and inorganic impuritiesandhasmostly a negative value for disposal.However, it is pos-sible to upgrade the quality through removal of the organicimpurities and contaminated calcium salts through repeatedhot water washings and recrystallization.
11.3. MANGANESE SULFATE
This is the most important inorganic by-product formedduring production of p-anisic aldehyde from p-cresol via theintermediate product p-cresyl-methyl ether (PCME). Man-ganese dioxide MnO2 (80–82%) in presence of sulfuric acid(80%) converts PCME to p-anisic aldehyde and a by-productstream rich in manganese sulfate and excess spent sulfuricacid used in the oxidation reaction as shown below:
C6H4CH3OH �������!ðCH3Þ2SO4C6H4CH3OCH3 H2SO4ð80%Þ������!MnO2ð80�82%Þ
ðp-cresolÞ ðPCMEÞC6H4OCH3CHOþMnSO4
p-anisic aldehyde
Waste Minimization Through Recovery of Inorganic By-Products 179
5954-0 Mukhopadhyay Ch11 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.
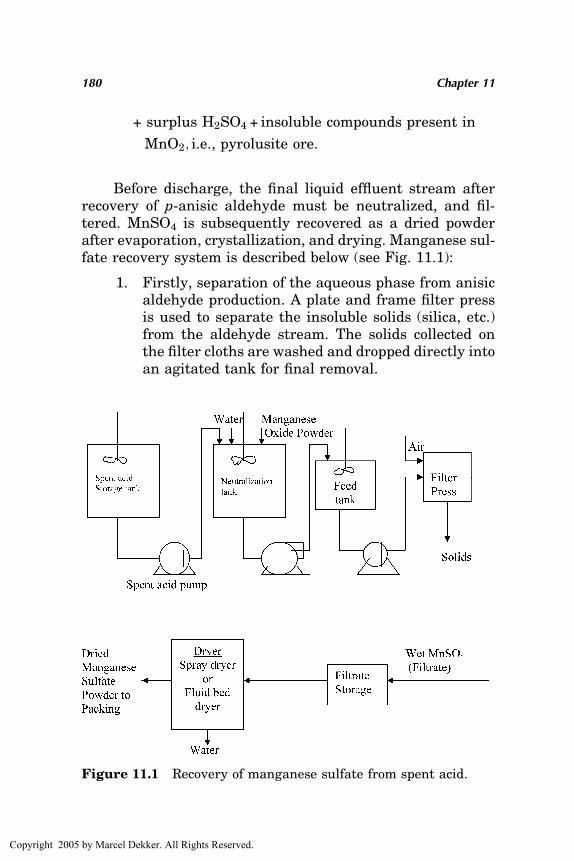
+ surplus H2SO4 + insoluble compounds present in
MnO2; i.e., pyrolusite ore.
Before discharge, the final liquid effluent stream afterrecovery of p-anisic aldehyde must be neutralized, and fil-tered. MnSO4 is subsequently recovered as a dried powderafter evaporation, crystallization, and drying. Manganese sul-fate recovery system is described below (see Fig. 11.1):
1. Firstly, separation of the aqueous phase from anisicaldehyde production. A plate and frame filter pressis used to separate the insoluble solids (silica, etc.)from the aldehyde stream. The solids collected onthe filter cloths are washed and dropped directly intoan agitated tank for final removal.
Figure 11.1 Recovery of manganese sulfate from spent acid.
180 Chapter 11
5954-0 Mukhopadhyay Ch11 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

2. Secondly, soluble manganese sulfate solution alongwith spent sulfuric acid (11–13% H2SO4) is fed tothe neutralization section and adequate quantitiesof manganous oxide (MnO) are added in an agitatedvessel. MnO will react with residual H2SO4 to pro-duce additional quantities of MnSO4 and a properalkaline pH is maintained. However, insoluble impu-rities from MnO are to be separated in a filter press.
3. Lastly,MnSO4 solution inwater is then fed to adryingsection for removal of water from the manganese sul-fate solution. An evaporation-cum-crystallizer-cum-centrifuge separates the solids (MnSO4) and motherliquor. Mother liquor is recycled to the evaporation-cum-crystallization system, and wet MnSO4 in theslurry form is fed either to a spray dryer or fluidizedbed dryer or even a rotary drum dryer for separationof dried MnSO4 which is usually 98–99% pure.
Pure manganese sulfate has the following properties[2,44]:
CAS no. [7785-87-7]Chemical formula MnSO4 anhydrous, MW 151.01, d20
4
3.25 gm=ccOr commercially available, monohydrate MnSO4�H2Omelting point (anhydrous) 700�Cboiling point (decomposes) 850�C
MnSO4 is readily soluble in water, but has a negativesolubility coefficient at temperature higher than 24�C. Thesolid contents of a MnSO4 solution saturated at 24�C is39.3wt%, at 100�C, the solid content drops to 26.2wt% [52].
Manganese sulfate is either white (gray) as anhydroussalt or pinkish in hydrated forms. MnSO4 is by far the mostimportant manganese compound and has several uses:
– as a starting material for electrolytic MnO2 (EMD)– for fungicides such as Manel– for production of other manganese compounds such as
manganese carbonate (MnSO4 þ Na2CO3!MnCO3 þNa2SO4)
Waste Minimization Through Recovery of Inorganic By-Products 181
5954-0 Mukhopadhyay Ch11 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

– for textile printing and glass making– as a fertilizer– as a micronutrient additive for animal feeds
Until recently the manufacture of hydroquinone via oxi-dation of aniline with MnO2 and H2SO4 was a major source offertilizer grade MnSO4 (approx. 78% by weight).
2C6H5NH2ðAnilineÞ
þ 4MnO2 þ 5H2SO4 ! 2C6H4O2ðQuinoneÞ
þ 4MnSO4
þ ðNH4Þ2SO4 þ 4H2
Quinone is separated from the reaction mixture by distil-ling with steam and MnSO4 is recovered from the remainingsolution. A commercial product containing some ammoniumsulfate is obtained by filtering and evaporating the solutionfollowed by drying [53,54].
Both themanganese oxidesMnO,CASno. [1344-43-0] andmanganese dioxide [1313-13-9] are primarily produced frompyrolusite ore rich in MnO2. MnO2 is reduced to MnO usingfinely powdered coal, hydrogen, CO, etc. in absence of air.
Pure MnO is also produced from manganese carbonate(MnCO3) at a temperature above 200�C, MnCO3 �!heat MnO þCO2. Similarly pure MnO2 can be produced in an inert environ-mentbyhightemperaturedecomposition (above850�C)ofMnSO4
MnSO4 �!heat
MnO2 þ SO2
As mentioned in Chapter 5, MnSO4 solution can be elec-trolyzed to MnO2 and H2SO4 in a closed loop cycle andrecycled to produce para-anisic-aldehyde from PCME. Therewill be no waste streams in this process and only make upquantities of H2SO4 will be required. However, the oxidationprocess has to be controlled carefully.
11.4. COBALT ACETATE AND MANGANESEACETATE
Either individually or in combination, these are excellent cat-alysts for oxidation of aromatic hydrocarbons (methyl groups)to aldehydes and acids.
182 Chapter 11
5954-0 Mukhopadhyay Ch11 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

It is reliably learnt that one Japanese company is usingCo-acetate–Mn-acetate in a predetermined ratio for oxidationof PCME to p-anisic aldehyde. Similarly these mixed acetatecatalysts have been used for oxidation of p-cresol to p-hydroxybenzaldehyde at a high pressure (say 10kg=cm2) and also 3,4,5-trimethoxy benzaldehyde manufacture for conversion of themethyl group to aldehyde as discussed in Chapter 5. Use of thiscatalyst system is an established fact for oxidation of p-xyleneto purified terephthalic acid (PTA) or dimethyl terephthalate.
More often than not waste streams containing thesemixed acetates, more particularly, individual cobalt or man-ganese acetates are recovered, purified, and recycled afterregeneration towards environment control and minimizationof waste materials. Properties of cobalt acetate, better knownas cobaltous acetale, and manganese acetate are briefly exam-ined here [2,44]:
Cobalt acetate Manganese acetate
CAS no. [71-48-7] [638-38-0]Chemical formula (CH3COO)2Co
or C4H6CoO4
(CH3COO)2Mn or C4H6O4
Mn anhydrousMol. wt. 177 173.03Exists as reddish violet
deliquescent crystalsHydrated Mn-acetate is as
pale-red crystals (CH3COO)2Mn�4H2O
d204 1.7043 The tetrahydrateform Co(CH3COO)2 � 4H2O loseswater at 140�C
d204 1.59
mp 80�CMW 245.03
Uses: catalyst (oxidation andesterification), mineralsupplement in feed additives,foam stabilizer, and paint andvarnishes drying agent
Uses: mordant in dyeing,manufacturing blisters, drierfor paints and varnishes, andcatalyst (oxidation)
Cobalt acetate has been made from cobalt hydroxideCo(OH)2 or carbonate and an excess of dilute acetate acid orfrom powdered cobalt and acetic acid. The process is some-what similar to that of MnSO4 and the product is purifiedby subsequent crystallization and drying.
Waste Minimization Through Recovery of Inorganic By-Products 183
5954-0 Mukhopadhyay Ch11 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Mn-acetate has been more conventionally made frommetallic manganese and acetic acid, also fromMnO and aceticacid in presence of water or from Mn(OH)2 or MnCO3. Finalrecovery is done after purification via crystallization anddrying.
Pure cobalt and manganese metals are not available inmost countries and China remains as a major supplier ofthe metals to the world. Both manganese acetate and cobaltacetate have therefore been made more conveniently fromMnO, Mn(OH)2, MnCO3 and Co(OH) 2 and CoCO3. Economic-ally recovery of manganese acetate and cobalt acetate fromthe waste streams is therefore very attractive apart fromminimization of waste material and protection of the totaleco-system (see Fig. 11.2).
11.5. SUMMARY
This is to be specifically noted that recovery of pure inorganicsalts may not be always very simple. Firstly, these wastestreams are contaminated with organic impurities whichare to be removed by solvent extraction and repeated wash-ings, sometimes with hot water. Secondly before recovery ofthe by-products these waste streams are to be neutralizedwith acids or alkalies depending on the pH which has to bebrought to the level of 7, i.e., neutral pH.
Sometimes neutralized liquid streams are recycledto the system without further unit operations; however,insoluble solids such as silica, etc., are to be separated viafiltration and removed as solids. Occasionally these wastesolids are also to be discarded and discharged in storagebins if they are not suitable for land filling purpose. Inany case, minimization of wastematerials has to be carried outfor GMP and total quality management (TQM) practices.
The concept of ‘‘green’’ chemistry or ‘‘clean’’ technology isnow one and half decades old. Often the question is askedhow ‘‘green’’ is my chemistry. Both chemistry and chemicalengineering are to be taken into consideration for adoptinga clean technology [10].
184 Chapter 11
5954-0 Mukhopadhyay Ch11 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.
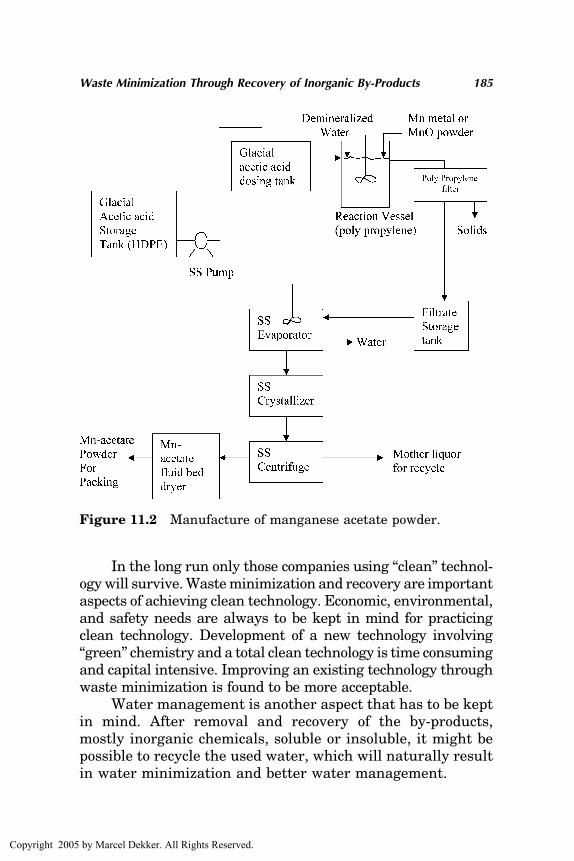
In the long run only those companies using ‘‘clean’’ technol-ogywill survive.Wasteminimization and recovery are importantaspects of achieving clean technology. Economic, environmental,and safety needs are always to be kept in mind for practicingclean technology. Development of a new technology involving‘‘green’’ chemistry and a total clean technology is time consumingand capital intensive. Improving an existing technology throughwaste minimization is found to be more acceptable.
Water management is another aspect that has to be keptin mind. After removal and recovery of the by-products,mostly inorganic chemicals, soluble or insoluble, it might bepossible to recycle the used water, which will naturally resultin water minimization and better water management.
Figure 11.2 Manufacture of manganese acetate powder.
Waste Minimization Through Recovery of Inorganic By-Products 185
5954-0 Mukhopadhyay Ch11 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.
As in the case of many fine chemicals, waste minimiza-tion in the liquid streams is a must in the field of cresolsand allied products. Many plants producing cresols from coalcarbonization process have been closed down because ofinherent problems of production of waste materials and by-products. Same is the story with producers of p-anisic alde-hyde using MnO2 as the catalyst. Some manufacturers foundit economically not viable to recover both sodium sulfate andmanganese sulfate from the waste streams involving etherifi-cation of para-cresol and oxidation of p-cresyl methyl ether.These plants were eventually closed down which has been dis-cussed adequately in earlier chapters.
In sum, waste liquid streams are to be treated, andimportant inorganic chemicals are to be recovered which willnot only control the safety, health, and environment (SHE)system but will also make the process economically moreviable.
Adoption of new technologies producing ‘‘zero’’ wastematerial will no doubt be the best alternative but may notbe always easily possible. Therefore minimization or if possi-ble, total ‘‘elimination’’ of solid waste ‘‘material’’ from theliquid effluents and recycle of water to the plant will benefitthe manufacturers and the eco-system in more ways than one.
186 Chapter 11
5954-0 Mukhopadhyay Ch11 R2 080304
Copyright 2005 by Marcel Dekker. All Rights Reserved.

12
Conclusions
12.1. CURRENT SCENARIO
Consequent upon development and successful implementa-tion of technologies for separation of individual isomeric cre-sols from a cresols-mix, a series of downstream derivativesof p-cresol,m-cresol, and o-cresol were identified and commer-cially produced.
These individual cresol derivatives have been gainfullyused in diversified process fields such as pharmaceuticals,antioxidants, dyestuffs, herbicides, flavor and fragrance che-micals, and other speciality products.
It was heartening to see that for many end products,individual cresols proved to be very effective alternative feed-stocks to more conventional and traditional ones such as phe-nol. For instance, p-hydroxy benzaldehyde was hithertoobtained as a by-product during production of salicyl alde-hyde from phenol based on Reimer–Tiemann reaction. In fact,phenol-based p-hydroxy benzaldehyde is only 15% of themixed aldehydes, and 85% of the product is o-hydroxy benzal-dehyde or salicylaldehyde. Direct oxidation of p-cresol to
187
5954-0 Mukhopadhyay Ch12 R2 080504
Copyright 2005 by Marcel Dekker. All Rights Reserved.

p-hydroxy benzaldehyde has opened up new possibilities andthis promises to be an important building block for a host ofvery important downstream derivatives. This has beendiscussed briefly in Chapter 5.
Similarly, raspberry ketone has so far been made fromphenol (and methyl vinyl ketone). However, in view of easyavailability of p-hydroxy benzaldehyde from p-cresol at a rea-sonable price, raspberry ketone can now be made by conden-sation of alkali catalysed p-hydroxy benzaldehyde andacetone followed by mild hydrogenation of the double bond.
It has been established that o-cresol-based o-cresol-formaldehyde resins have proved to be very effective asaddition=substitution products in more popular phenol–formaldehyde resins for industrial laminates (printed circuitboard), etc.
Antioxidants, particularly, BHT are produced from phe-nol by only one unit in Russia, otherwise, in all other plantsin the world p-cresol (or even m–p-cresol) is the criticalfeedstock for production of BHT. o-Cresol-based epoxy resins,particularly in Japan, have proved to be very attractive and ispartly replacing epoxy resins made from phenol via bisphenol-A. However, one main advantage of phenol vis-a-vis cresols isthat phenol is indeed a versatile bulk chemical (capacity100,000 tpa in a single plant) compared to cresols which arefine chemicals (plant capacities 6000–20,000 tpa dependingon the selection of technology).
So the question is quo vadis? Where do we go from here?Should we not re-examine the technologies used for makingcresols and their downstream derivatives? Should we notadopt clean technologies or green chemistry? Should we notselect appropriate technologies keeping the environment inmind. Any modern process must be eco-friendly. If we cannotprotect the environment, we are doomed. A proper balance ofthe ecology is the crying need of the hour. While talking aboutclean technologies or green chemistry, let us focus our atten-tion on the age-old sulfonation=caustic fusion process for theproduction of cresols. The process is anything buteco-friendly. A lot of undesirable and unattractive by-products—the solid wastes are generated causing environ-
188 Chapter 12
5954-0 Mukhopadhyay Ch12 R2 080504
Copyright 2005 by Marcel Dekker. All Rights Reserved.

mental problems. Depending on the chemical used for neutra-lization of toluene sulfonic acids and post fusion acidificationmethod, gypsum, Na2SO3, Na2CO3, Na2SO4, etc. are gener-ated, which are chemically impure and very low value chemi-cals, which create disposal problems.
In developing countries such as China and India, the sul-fonation process will continue to be used for some more timebecause of different reasons, however, in developed countriesof USA, Western Europe, and Japan, production facilitiesusing sulfonation process are gradually getting closed downor are being replaced by the alkylation process. In the alkyla-tion process also, manufacturing units should use zeolites inplace of traditional Spa or anhydrous AlCl3 in theFriedel–Crafts reaction of toluene and propylene keeping‘‘clean’’ technology in mind. Needless to emphasize that onlythose companies will survive in the long run who will useQ-max (UOP process) or an equivalent process for bothcumenes production from benzene or cymenes from toluene.UOP’s proprietary zeolitic catalyst or an equivalent zeolitecatalyst should be used but definitely not pollution creatingSPA or anhydrous AlCl3 catalysts.
The moot point is that plants using cymenes process forproduction of p-cresol=BHT and m-cresol should have a capa-city of, say, 12–20,000 tpa producing 8000–12,000 tpa p-cresoland 4000–8000 tpa m-cresol otherwise such units as of todaymight not be viable. These units combining cymenes produc-tion, isomerization of o-cymene to para- and meta-cymenesand conversion of p-cymene and m-cymene to p-cresol andm-cresol, are capital intensive though they offer the ‘‘clean’’technologies and ‘‘green’’ chemistry. Additionally, productioncost will be lower and para- and meta-cresols could beproduced in block operations depending on demand andimmediate market of a particular cresol. By-products includ-ing o-cresol are eliminated and the process is eco-friendly.
Chinese company, Yanshen Petrochemicals Co., and thetwo Japanese companies, Sumitomo and Mitsui, using alkyla-tion process are producing m-cresol and BHT thoughUOP=Kellog’s process of cymenes and cresols production hasbeen fully established.
Conclusions 189
5954-0 Mukhopadhyay Ch12 R2 080504
Copyright 2005 by Marcel Dekker. All Rights Reserved.

Merisol, the world’s largest cresols player, operates nat-ural cresol producing facilities at Sasolburg, South Africa,and separation unit at Houston, USA. Merisol is the onlycompany in the world that operates a plant separating purep-cresol and m-cresol from a mixture of m–p-cresols usingUOP’s unique ‘‘Cresex’’ process—an extension of UOP’s Sor-bex process. It is an eco-friendly process separating 99% purepara- and meta-cresol using a special adsorption and deso-rption technique based on UOP’s proprietary molecular sievetechnology. Surprisingly, UOP has not licensed ‘‘Cresex’’ pro-cess to any other cresols player in the world. This process hasa lot of future possibilities and it may not be illogical toassume that other companies in the world will no doubt comeout with similar technologies in near future. Chiyoda Co.Japan is one such example.
It is learnt that even PMC inc., USA, the only virgin cre-sols manufacturer in USA, has decided to close down its cresolplant and sell out the facilities to interested buyers. Someother coal tar-based units and a few companies recoveringcresols from petroleum waste liquors are also closed down.The message is very clear. Government regulations in mostof the countries will not permit operations of those unitswhich create pollution and upset the ecosystems.
Selection and use of eco-friendly appropriate technolo-gies will be the thrust areas in future. Whatever has been sta-ted for cresol plants regarding selection of clean technologieswill also hold good for downstream derivatives of pure cresols.
For instance, BASF, Germany, has been operating itsp-anisic aldehdye plant based on its proprietary electrochemi-cal process which is clean and environment friendly. NipponShokubai of Japan has been producing p-anisic aldehyde byoxidation of p-cresyl methyl ether (PCME) using an environ-ment friendly undisclosed catalyst which is regenerable anddoes not cause pollution problems. This is not the case withother manufacturers of p-anisic aldehyde, who use the age-old process of oxidation of PCME by 81–82% MnO2 and 80%H2SO4 which generate solid wastes and also a by-productMnSO4 which is not easily disposable, and creates pollutionproblems. This is one main reason why the USA plant at
190 Chapter 12
5954-0 Mukhopadhyay Ch12 R2 080504
Copyright 2005 by Marcel Dekker. All Rights Reserved.
Kansas (which was operated by Koch, later on by Allied sig-nals which sold it to Inspec which in turn sold it to Laporte)has been closed down.
p-Anisic aldehyde plant operated by Atul, India atAnkleshwar, Gujarat state, will continue to operate for somemore time since pollution control laws in India are not asstringent as in USA. However, a long-term solution will beidentification and development of a suitable oxidation catalystwhich will be of low volume and preferably regenerable com-pared to very high volume and impure MnO2 which is cur-rently being used. Another solution could be electrochemicalconversion of MnSO4 to MnO2 and H2SO4 which could berecycled and which could make the process economically moreviable.
The same is true for smaller p-anisic aldehyde players inIndia, who are using the same technology as Atul, however,Atul is miles ahead as they are making sellable MnSO4 inpowder form (98–99% pure) and have developed both domes-tic and international market. A better solution will no doubtbe to establish an alternative technology which will be eco-friendly.
While selecting an appropriate technology for a cresol-based downstream unit, one should consider flexibility ofoperations and must examine possibilities for making moreproducts using the same facilities after incorporating somebalancing equipments. For instance, a plant producing BHTmust also consider production of other butylated products,more specifically, antioxidants such as butylated hydroxy ani-sole (BHA) and tert-butyl hydroquinone (TBHQ). For someend uses, BHA=TBHQ are used as synergestic antioxidantswith BHT.
Going a step further, the plant can be made more versa-tile so that other alkylated cresols can be produced. One clas-sical example is manufacture of thymol based on alkylation ofm-cresol using propylene. Only major difference in the pro-duction of BHT vis-a-vis thymol is that for making BHT viabutylation of p-cresol one uses a Lowery–Bornstead acid cat-alyst such as H2SO4, whereas for thymol production via pro-pylation of meta-cresol one has to use a Lewis acid such as
Conclusions 191
5954-0 Mukhopadhyay Ch12 R2 080504
Copyright 2005 by Marcel Dekker. All Rights Reserved.
AlCl3 or a modern zeolite catalyst. Versatility of the productmix will help the promoters in more ways than one as it willguarantee more profitability and better utilization of theassets should there be a declining market for one of the pro-ducts such as BHT. This is true for other cresol derivativeswhich should be as far as possible well integrated so thatthe facilities become truly multipurpose. This would reducethe cost of production for each of the products in the complex.
12.2. FUTURE POSSIBILITIES
Brief profiles of industrial chemical cresols and downstreamderivatives encompassing the fields of agrochemicals, phar-maceuticals, flavors, and fragrances etc., have been high-lighted in the preceding chapters. While some of theidentified products have been very successfully commercia-lized, it would call for more intensive R&D work in the alliedfields for perfection of technologies, their commercial exploita-tions and finding out global applications for many more pro-ducts.
Sulfonation of toluene is still the most widely used pro-cess for production of cresols. But as explained earlier keepingclean technology and protection of environment in mind it isneedless to emphasize that alkylation of toluene is the futuretechnology. Accordingly, cheaper and less capital-expensiveprocesses for separation of cymenes and cresols will be neces-sary. UOP’s Cymex and Cresex’ process need to be re-examined. Not only cost reduction for various steps will benecessary but also UOP or other companies such as Kellog=Chiyyoda will have to license their technologies with processguarantees so that sulfonation process is gradually phasedout and alkylation process is adopted not only by the devel-oped countries but also developing countries like China andIndia.
Again there are other processes which need to be lookedinto particularly for separation of para- and meta-cresols. Forinstance, supercritical CO2 as a medium of separation ofnatural products is becoming gradually popular in many
192 Chapter 12
5954-0 Mukhopadhyay Ch12 R2 080504
Copyright 2005 by Marcel Dekker. All Rights Reserved.

countries. Critical R&D work will be necessary to establish ifsupercritical CO2 can be used for selective separation of meta-and para-cresols. This is also a capital-intensive process butholds a lot of promises being a very clean technology.
Organic solvents such as benzene, toluene, hexane, etc.have been effectively used for isolation of many of the cresolsderivatives. For instance, toluene is used for separation ofp-anisic aldehyde. It is to be seen if pressurized hot water,say at 80�C, can be used for isolation of organic chemicalssuch as p-anisic aldehyde. Some work has already started inmany R&D laboratories for similar systems.
While talking about clean technologies, one may also citethe case of replacement of the hydroxy (–OH) group by amethoxy (–OCH3) group by using dimethyl sulfate as in thecase of para-cresyl methyl ether from p-cresol. Use of metha-nol and a suitable catalyst, say zeolites, should be established.This would reduce much of environment-related problems, byeliminating disposal of solid effluent such as sodium sulfate.
Similarly, considering that cresols and most of their deri-vatives have toxicological and occupational health problems,necessary data should be made available in a cresols complex.This will help in minimizing hazards related to safety, health,and environment (SHE). In sum, a clean and appropriatetechnology will be absolutely necessary for industrial chemi-cal cresols and their derivatives.
Lastly, it will be worth examining the viability of estab-lishing a cymenes–cresol plant as a part or an extension ofa cumene–phenol plant. It sounds logical because some ofthe upstream facilities such as catalyst (zeolite) handling sys-tem and propylene storage and handling facilities will be com-mon. Considering the end-use pattern, there will even belogistics in a phenol and cresols plant. There will be a synergyin operations of the phenol and cresols sections.
One main factor that has to be kept in mind is the size ofa phenol plant (100,000 tpa or more) vis-a-vis a cresols plant(approx. 20,000 tpa). Also, cresols chemistry is more complexin nature compared to the phenol process, as a number ofisomers are involved in a cresols plant, whereas there is noisomer formation in a phenol plant.
Conclusions 193
5954-0 Mukhopadhyay Ch12 R2 080504
Copyright 2005 by Marcel Dekker. All Rights Reserved.

More R&D work will be necessary to optimize and reducethe undesirable formation of by-products in a cymene andcresol plant.
Once the necessary balancing equipments for the separa-tion of cymenes and cresols are incorporated, an integratedphenol–cresols concept will help the manufacturer to reduceboth capital and operating costs of the individual phenoland cresols plants. In addition, any under-utilized capacityin a phenol plant can be taken care of, by incorporatingcresols facilities in the same complex. This will help themanufacturer in more ways than one.
194 Chapter 12
5954-0 Mukhopadhyay Ch12 R2 080504
Copyright 2005 by Marcel Dekker. All Rights Reserved.
References
1. Fierge, H. Cresols and xynelols. In Ullmann’s Encyclopedia ofIndustrial Chemistry, 5th Ed.; VCH Verlagsgesellschaft:Germany, 1987, 25–54 pp.
2. Lewis, J.R. In Hawley’s Condensed Chemical Dictionary, 13thEd.; Galgotia Publication Pvt. Ltd: New Delhi, 1998.
3. Finar, I.L. Longman scientific and technical. In OrganicChemistry, 6th Ed.; John Wiley & Sons, Inc: New York, 1973;Vol. 1.
4. Morrsion, R.T.; Boyd, R.N. In Organic Chemistry, 5th Ed.;Prentice Hall of India Pvt. Ltd: New Delhi, 1991.
5. Beyer, H.; Walter, W. Handbook of Organic Chemistry;Prentice Hall of Europe, 1996; 495–515, 536–537 pp.
6. Bujold, A.; Leder, A.; Yoshida. Cresols, xylenols and cresylicacids. In Chemical Economics Handbook Product Review; SRIInternational: California, 1991.
7. Alcohols and phenols, petroleum and organic chemicals. InMaterials and Technology; Codd, L.W., Longman, J.H., Eds.;de Bussy: Amsterdam, 1972; Vol. 4, 310–320.
195
5954-0 Mukhopadhyay References R2 110504
Copyright 2005 by Marcel Dekker. All Rights Reserved.

8. McNeil, D. Sulfonation of toluene. In Toluene, Xylenes andtheir Industrial Derivatives; Hancock, E.G., Ed.; ElsevierScientific Publishing Company: Amsterdam, 1982, 228–231 pp.
9. Mukhopadhyay, A.K.; Mukhopadhyay, M. Benzene fromToluene, Chemical Age of India, 1974; Vol. 25, Nov. 5.
10. Hoyle, W.; Lancaster, M. In Clean Technology for Manufactur-ing Speciality Chemicals. The Royal Society of Chemistry:Cambridge, UK, 2001; 1–12 pp.Millard, M.T.; Johnson, J.A.;Kabza, R.G. Sorbex Technology—a versatile tool for novelseparations. In UOP Technology Conference: New Delhi, 1988.
11. Millard, M.T.; Johnson, J.A.; Kabza, R.G. Sorbex Technology—a versatile tool for novel seperations. In UOP TechnologyConference: New Delhi, 1988.
12. Meyers, R.A. In Handbook of Petroleum Refining Processes,2nd Ed.; McGraw Hill: New York, 1996; 10.48–10.49 pp.
13. Gupta, A. Separation of meta- and para-cresols, B. Tech.Project Report, Department of Chemical Engineering, LITBombay, June 1993.
14. Leder, A.E. SRI Cresols Preliminary Report for Atul, India;SRI Consulting: Zurich, Feb. 1998.
15. Bhaway, M.M. Separation of Individual Cresols from MixedCresols. M.Tech. Thesis IIT Bombay, 1979.
16. Parikh, N.C.; Chivate, M.R. Studies in separation of meta andp-cresols-part II. Ind Chem Eng. (Trans.) 1968, 10 (3).
17. Savitt, S.A.; Othmer, D.F. Separation of m- and p-cresols fromtheir mixtures. Ind. Engg. Chem. 1952, 44.
18. Chivate, M.R.; Shah, S.M. Separation of meta and para-cresolsby extractive crystallization. Chem. Engg. Sci. 1956, 5,232–241.
19. Bayer, A.G. German Patent DE 1,215,726, 1964.
20. Gesellschaft fur Teerverwertung GmbH. German Patent DE1,124,046, 1958.
21. Dierichs, A.; Kubicka, R. In Phenole und Basen. AkademieVerlag: Berlin, 1955.
196 References
5954-0 Mukhopadhyay References R2 110504
Copyright 2005 by Marcel Dekker. All Rights Reserved.

22. Mitsui Petrochem, JP 7,946,729, 1977; Chemical Abstracts 91123,551, 1979.
23. Anwar, M.M.; Banson, C.; Pratt, M.W.T. Dissociation extrac-tion: part II multistage extraction. Trans. Inst. Chem. Eng.1973, 151–158.
24. Ellis, S.R.M.; Gibbon, J.D. The separation of meta- andpara-cresols by dissociation extraction. In The Institution ofChemical Engineers, Symposium, 1963, 119–123.
25. Gaikar, V.G.; Mahapatra, A.; Sharma, M.M. Separation ofclose boiling point mixtures through dissociation extractivecrystallization. Inst. Chem. Eng. 1989, 28 (2), 199–204.
26. Hartley, D.; Kidd, H. The Agrochemicals Handbook, 2nd Ed.;The Royal Society of Chemistry: Cambridge, 1987, A 110,A 199, A 207, A 508, A 171, A 045, A 233.
27. Martin, H.; Worthing, C.R. Pesticides Manual, 4th Ed.; Nov.1974.
28. (i) Kanji, N.; Kaznhika, H.; Sumitomo Chemical Company,Japan. Process for production of 4-hydrobenzaldehyde deriva-tives. European Patent no. 12,939, 1979–80;(ii) Juici, I.; Masakiko, T. Sumitomo Chemical Company,Japan. Process for preparation of formylated phenoxy com-pounds. US Patent no. 4,113,782, Sept. 12, 1978.
29. Dragoco Company, Germany. Method of producing 1-(4-hydroxy-phenyl)-butanone-3. UK Patents no. 876,684 and876,685, 1959–60.
30. Kurt, B. Flavors and fragrances. In Ullmann’s Encyclopedia ofChemistry, 5th Ed.; VCH Verlagsgesellschaaft: Germany,1987; Vol. A 11, 167, 176, 198, 199, 202, 208.
31. Epoxy resins. In Kirk-Othmer Encyclopedia of ChemicalTechnology, 4th Ed.; Kroschwitz, J.I., Ed.; Wiley-IntersciencePublications: New York: 1994; Vol. 9, 730–733.
32. Kitijima, N. et al., Chem. Soc. Jpn. (Bulletin) 1988, 61, 1035–1037.
33. Sheldon, R.J.; Dakka, J. Catal. Today 1994, 19, 215–246.
References 197
5954-0 Mukhopadhyay References R2 110504
Copyright 2005 by Marcel Dekker. All Rights Reserved.

34. Shah, C.S.; Qadry, J.S. In A Textbook of Pharmacognosy, 9thEd.; Shah Prakashan, R.S., Ed.; Ahmedabad, India, 1992–93,240–243 pp.
35. Sittig, M. In Pesticides Process Encyclopedia. Noyes Develop-ment Corporation Publications: New Jersey, USA, 1977, 60,217, 282, 256, 300–301 pp.
36. Sittig, M. In Pharmaceutical Manufacturing Encyclopedia,2nd. Ed.; Noyes Development Corporation Publications: NewJersey, USA, 1988, 495–496, 1548–1549 pp.
37. Remington’s Pharmaceutical Sciences, 17th Ed.; USA, 1985.
38. Elvers, B.; Hawkins, Stephenes. Vitamins. In Ulmann’s Ency-clopedia of Industrial Chemistry, 5th Ed.; VCH Verlagsg-sellschaft: Germany, 1996; Vol. A, 27, 478–482 pp.
39. Hudson, B.J.F. In Food Antioxidants. Elsevier Science Pub-lishers Limited: Essex, England, 1990, 104–105 pp.
40. Lester, P.; Carol, C. In The Antioxidants Miracle. John Wiley& Sons, Inc.: New York, 1999, 54–55 pp.
41. Shreve Norris, R. The Chemical Process Industries, AsianStudents eition; Kogakusha Co. Ltd.: Tokyo, Japan, 1956,573–575.
42. Fenn Ronalds, S. Aroma Chemicals in Tomorrow’s World;Perfumer & Flavorist: March=April, 1998; Vol. 23.
43. Maheshwari, A.M. In Micro Titanium Dioxide, ChemicalWeekly. Sevak Publications: Mumbai, India, May 2001.
44. Merck Index, 13th Ed.; Merck & Co. Inc: New Jersey. 2001;Index number 6371, 1137; Index number 7198, 1277.
45. Aldrich—Catalog Handbook of Fine Chemicals; Sigma AldrichCorporation: Hyderabad, India, 1998–1999.
46. Website: www.thegoodscentscompany.com, 2003.
47. Kuraray Co. Chemical Abstract 83 (1975) 205, 916.
48. Honshu Chem Ind. Co. Chemical Abstracts 80 (1974) 59, 671;101 (1984) 191, 329.
49. Kirkland, E.V.; Funderburk, O.P.; Wadsworth, F.T. J. Org.Chem. 1958, 23, 1631–1635.
198 References
5954-0 Mukhopadhyay References R2 110504
Copyright 2005 by Marcel Dekker. All Rights Reserved.

50. Coalite and Chemical Products Ltd. DE 1768679, 1968.
51. Oblasova L.Z.; Mockvich, V.V., et al. Khim Khim. Tekhnol.1973, 16, 1047–1050.
52. Kharlamprovich, G.D.; Oblasova, L.Z. Su 577202, 1975, Chem.Abstracts 88, 1978 50, 486.
53. Ullmann’s Encyclopedia of Industrial Chemistry, 5th Ed.;Germany, 1996; Vol. A 16 & A 17.
54. Encyclopedia Britanica. 15th Ed.; 1973–74; Vol. 6.
55. Julai, L. The Illustrated Encyclopedia of Essential Oils.Barnes & Noble Books: New York, 1995, 69–236 pp.
References 199
5954-0 Mukhopadhyay References R2 110504
Copyright 2005 by Marcel Dekker. All Rights Reserved.