porte-outils et plaquettes - sunsteel
TRANSCRIPT

5
PORTE-OUTILS ET PLAQUETTES
TOURNAGE
p.5-2
PLAQUETTE CARBURE p.5-3
BRISE-COPEAUX p.5-11
BARRE D'ALÉSAGE SCLC 95° p.5-12
BARRE D'ALÉSAGE SDUC 93° p.5-12
BARRE D'ALÉSAGE SVJC 52° p.5-13
MINI BARRE D'ALÉSAGE SWUC 93° p.5-13
P.O. REGLABLE POUR CHANFREIN CONCAVE-CONVEXE p.5-14
FRAISAGE
p.5-15
P.O. À POINTER ET CHANFREINER p.5-16
P.O À LAMER p.5-17
P.O DE FRAISAGE À GÉOMÉTRIE VARIABLE p.5-18
P.O DE FRAISAGE CONCAVE p.5-19
P.O DE FRAISAGE CONVEXE p.5-19
PERÇAGE
p.5-20
KING DRILL p.5-21
TPDB - TPDC p.5-22
TÊTE À ALÉSER p.5-23
TÊTE MICROMÉTRIQUE p.5-23
TÊTE ÉBAUCHE - TÊTE FINITION p.5-23
MANDRINS p.5-26
TÊTE UNIVERSELLE p.5-28

TOURNAGE
5-2
PORTE-OUTILS ET PLAQUETTES1
2
3
4
5
KORLOY
Partenaire
SUNSTEEL
Consulter la documentation séparée

5-3
TOURNAGEPORTE-OUTILS ET PLAQUETTES
5
Pour une application polyvalente nuance PC5300
PLAQUETTE CARBURE
ACIERS ALLIÉSPlaquettes
NÉGATIVES ÉBAUCHE1/2
FINITION FINITIONGR
NC3030MP
NC3215LP
NC3215GR
NC3030MP
NC3225LP
NC3225
Plaquettes POSITIVES ÉBAUCHE
1/2 FINITION FINITION
C25 NC3225
MP NC3215
MP NC3215
C25 NC3225
MP NC3225
MP NC3225
Plaquettes NC3215
NC3225
NC3030
CN
MG
120404-LP ■ ■120404-MP ■ ■120408-GR ■120408-LP ■ ■120408-MP ■ ■120412-GR ■120412-LP ■ ■120412-MP ■ ■
DN
MG
150404-LP ■ ■150404-MP ■ ■150408-GR ■150408-LP ■ ■150408-MP ■ ■150412-GR ■150412-LP ■ ■150412-MP ■ ■150604-LP ■ ■150604-MP ■ ■150608-GR ■150608-LP ■ ■150608-MP ■ ■150612-GR ■150612-MP ■ ■
plaq. NÉGATIVE
Plaquettes NC3215 NC3225
CC
MT
060202-C25 ■ ■060202-MP ■ ■060204-C25 ■ ■060204-MP ■ ■060208-C25 ■ ■09T302-MP ■ ■09T304-C25 ■ ■09T304-MP ■ ■09T308-C25 ■ ■09T308-MP ■ ■120404-C25 ■ ■120408-C25 ■ ■120412-C25 ■ ■
DC
MT
070202-C25 ■ ■070202-MP ■ ■070204-C25 ■ ■070204-MP ■ ■070208-C25 ■ ■070208-MP ■ ■11T302-C25 ■ ■11T302-MP ■ ■11T304-C25 ■ ■11T304-MP ■ ■11T308-C25 ■ ■11T308-MP ■ ■
plaq. POSITIVE
Plaquettes NC3215 NC3225
SCM
T
09T304-C25 ■ ■09T304-MP ■ ■09T308-C25 ■ ■09T308-MP ■ ■120404-C25 ■ ■120408-C25 ■ ■
TCM
T
110202-C25 ■ ■110202-MP ■ ■110204-C25 ■ ■110204-MP ■ ■110208-C25 ■ ■110208-MP ■ ■16T304-C25 ■ ■16T304-MP ■ ■16T308-C25 ■ ■16T308-MP ■ ■16T312-MP ■ ■
VBM
T 160404-MP ■ ■160408-MP ■ ■160412-MP ■ ■
VCM
T 160404-MP ■ ■160408-MP ■ ■160412-MP ■ ■
Plaquettes NC3215
NC3225
NC3030
SN
MG
120404-LP ■ ■120404-MP ■ ■120408-GR ■120408-LP ■ ■120408-MP ■ ■120412-GR ■120412-MP ■ ■
TNM
G
160404-LP ■ ■160404-MP ■ ■160408-GR ■160408-LP ■ ■160408-MP ■ ■160412-LP ■160412-GR ■160412-MP ■ ■
VN
MG 160404-MP ■ ■
160408-MP ■ ■
WN
MG
060408-MP ■ ■080404-LP ■ ■080404-MP ■ ■080408-GR ■080408-LP ■ ■080408-MP ■ ■080412-LP ■ ■080412-MP ■ ■
- 200
- 250
Ténacité - Résistance aux chocs
- 300
- 350
Finition 1/2 finition ÉbaucheD
uret
é -
Rés
ista
nce
à l’u
sure
Vite
sses
de
coup
e m
/mn
Avance fz mm/tr
0,1 0,2 0,3 0,4 0,5
NC3215
NC3225
NC3030
TOURNAGE
5-4
PORTE-OUTILS ET PLAQUETTES1
2
3
4
5
Pour une application polyvalente nuance PC5300
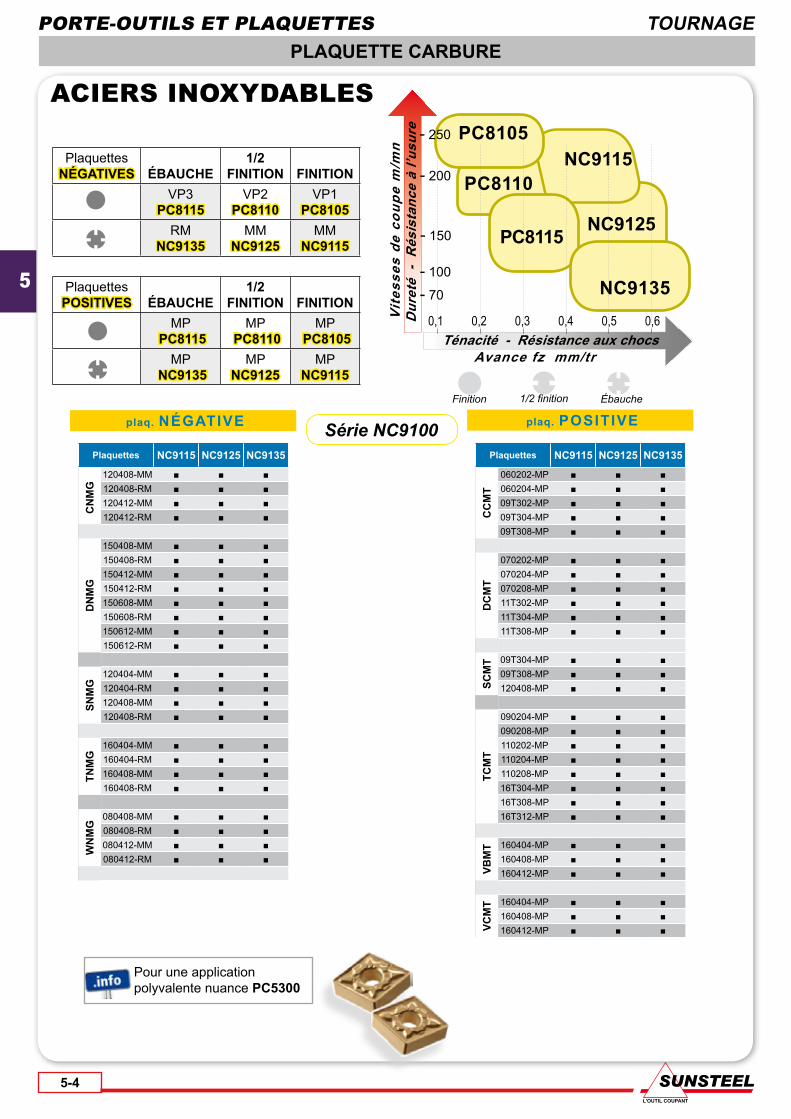
Plaquettes NÉGATIVES ÉBAUCHE
1/2 FINITION FINITION
VP3 PC8115
VP2 PC8110
VP1 PC8105
RM NC9135
MM NC9125
MM NC9115
Plaquettes POSITIVES ÉBAUCHE
1/2 FINITION FINITION
MP PC8115
MP PC8110
MP PC8105
MP NC9135
MP NC9125
MP NC9115
Plaquettes NC9115 NC9125 NC9135
CN
MG
120408-MM ■ ■ ■120408-RM ■ ■ ■120412-MM ■ ■ ■120412-RM ■ ■ ■
DN
MG
150408-MM ■ ■ ■150408-RM ■ ■ ■150412-MM ■ ■ ■150412-RM ■ ■ ■150608-MM ■ ■ ■150608-RM ■ ■ ■150612-MM ■ ■ ■150612-RM ■ ■ ■
SNM
G
120404-MM ■ ■ ■120404-RM ■ ■ ■120408-MM ■ ■ ■120408-RM ■ ■ ■
TNM
G
160404-MM ■ ■ ■160404-RM ■ ■ ■160408-MM ■ ■ ■160408-RM ■ ■ ■
WN
MG
080408-MM ■ ■ ■080408-RM ■ ■ ■080412-MM ■ ■ ■080412-RM ■ ■ ■
plaq. NÉGATIVE plaq. POSITIVED
uret
é -
Rés
ista
nce
à l’u
sure
- 100
- 150
- 200
Vite
sses
de
coup
e m
/mn
- 70
PC8105
PC8115
PC8110NC9115
NC9125
NC9135
Plaquettes NC9115 NC9125 NC9135
CC
MT
060202-MP ■ ■ ■060204-MP ■ ■ ■09T302-MP ■ ■ ■09T304-MP ■ ■ ■09T308-MP ■ ■ ■
DC
MT
070202-MP ■ ■ ■070204-MP ■ ■ ■070208-MP ■ ■ ■11T302-MP ■ ■ ■11T304-MP ■ ■ ■11T308-MP ■ ■ ■
SCM
T 09T304-MP ■ ■ ■09T308-MP ■ ■ ■120408-MP ■ ■ ■
TCM
T
090204-MP ■ ■ ■090208-MP ■ ■ ■110202-MP ■ ■ ■110204-MP ■ ■ ■110208-MP ■ ■ ■16T304-MP ■ ■ ■16T308-MP ■ ■ ■16T312-MP ■ ■ ■
VBM
T 160404-MP ■ ■ ■160408-MP ■ ■ ■160412-MP ■ ■ ■
VCM
T 160404-MP ■ ■ ■160408-MP ■ ■ ■160412-MP ■ ■ ■
PLAQUETTE CARBURE
ACIERS INOXYDABLES
Série NC9100
Ténacité - Résistance aux chocs
Finition 1/2 finition Ébauche
Avance fz mm/tr
0,2 0,3 0,4 0,5 0,60,1
- 250

5-5
TOURNAGEPORTE-OUTILS ET PLAQUETTES
5
Plaquettes PC8105 PC8110 PC8115
CN
MG
120404-VP1 ■ ■120404-VP2 ■ ■ ■120404-VP3 ■ ■ ■120408-VP1 ■ ■120408-VP2 ■ ■ ■120408-VP3 ■ ■ ■120412-VP3 ■ ■ ■
DN
MG
150404-VP1 ■ ■ ■150404-VP2 ■ ■ ■150404-VP3 ■ ■ ■150408-VP1 ■ ■ ■150408-VP2 ■ ■ ■150408-VP3 ■ ■ ■150412-VP3 ■ ■ ■150604-VP1 ■ ■ ■150604-VP2 ■ ■ ■150604-VP3 ■ ■ ■150608-VP1 ■ ■ ■150608-VP2 ■ ■ ■150612-VP3 ■ ■ ■
SNM
G
120404-VP2 ■ ■ ■120404-VP3 ■ ■ ■120408-VP2 ■ ■ ■120408-VP3 ■ ■ ■120412-VP2 ■ ■ ■120412-VP3 ■ ■ ■
TNM
G
160404-VP2 ■ ■ ■160404-VP3 ■ ■ ■160408-VP2 ■ ■ ■160408-VP3 ■ ■ ■160412-VP2 ■ ■ ■
WN
MG
080404-VP2 ■080404-VP3 ■080408-VP2 ■ ■ ■080408-VP3 ■ ■ ■080412-VP2 ■ ■ ■080412-VP3 ■ ■ ■
Plaquettes PC8105 PC8110 PC8115
CC
MT
060202-MP ■ ■ ■060204-MP ■ ■ ■09T302-MP ■ ■ ■09T304-MP ■ ■ ■09T308-MP ■ ■ ■
DC
MT
070202-MP ■ ■070204-MP ■ ■ ■070208-MP ■ ■11T302-MP ■ ■11T304-MP ■ ■ ■11T308-MP ■ ■ ■
SCM
T 09T304-MP ■ ■09T308-MP ■ ■120408-MP ■ ■
TCM
T
110202-MP ■ ■110204-MP ■ ■110208-MP ■ ■16T304-MP ■ ■ ■16T308-MP ■ ■ ■16T312-MP ■ ■ ■
VBM
T 160404-MP ■ ■ ■160408-MP ■ ■ ■160412-MP ■ ■ ■
VCM
T 160404-MP ■ ■160408-MP ■ ■160412-MP ■ ■
plaq. NÉGATIVE plaq. POSITIVESérie PC8100
ACIERS INOXYDABLESPLAQUETTE CARBURE

TOURNAGE
5-6
PORTE-OUTILS ET PLAQUETTES1
2
3
4
5
FONTES
Plaquettes NÉGATIVES ÉBAUCHE
1/2 FINITION FINITION
RK NC6315
MK NC6315
MK NC6315
RK NC6315
MK NC6315
MK NC6315
Plaquettes POSITIVES ÉBAUCHE
1/2 FINITION FINITION
MPNC6315
MP NC6315
MP NC6315
C25 NC6315
C25 NC6315
C25 NC6315
Plaquettes NC6315
CN
MG 120404-MK ■
120408-MK ■120412-RK ■
DN
MG
150404-MK ■150408-MK ■150412-RK ■150604-MK ■150608-MK ■150612-RK ■
SNM
G 120408-MK ■
120412-RK ■
TNM
G 160404-MK ■160408-MK ■160412-RK ■
WN
MG 080404-MK ■
080408-MK ■080412-RK ■
plaq. NÉGATIVE
Plaquettes NC6315
CC
MT
060202-MP ■060204-C25 ■060204-MP ■060208-C25 ■060208-MP ■09T302-MP ■09T304-C25 ■09T304-MP ■09T308-C25 ■09T308-MP ■120404-C25 ■120404-MP ■120408-C25 ■120408-MP ■120412-C25 ■120412-MP ■
DC
MT
070202-MP ■070204-C25 ■070204-MP ■070208-C25 ■070208-MP ■11T302-MP ■11T304-C25 ■11T304-MP ■11T308-C25 ■11T308-MP ■
SCM
T
020404-MP ■020408-MP ■09T304-C25 ■09T304-MP ■09T308-C25 ■09T308-MP ■120404-C25 ■120408-C25 ■
plaq. POSITIVE
- 200
- 300
- 400
- 100
NC6315
- 500
PLAQUETTE CARBURE
Ténacité - Résistance aux chocs
Finition 1/2 finition Ébauche
Dur
eté
- R
ésis
tanc
e à
l’usu
reVi
tess
es d
e co
upe
m/m
n
Avance fz mm/tr
0,1 0,2 0,3 0,4 0,5
Plaquettes NC6315
TCM
T
090204-C25 ■090204-MP ■090208-C25 ■090208-MP ■110202-MP ■110204-C25 ■110204-MP ■110208-C25 ■110208-MP ■16T304-C25 ■16T304-MP ■16T308-C25 ■16T308-MP ■
5-7
TOURNAGEPORTE-OUTILS ET PLAQUETTES
5
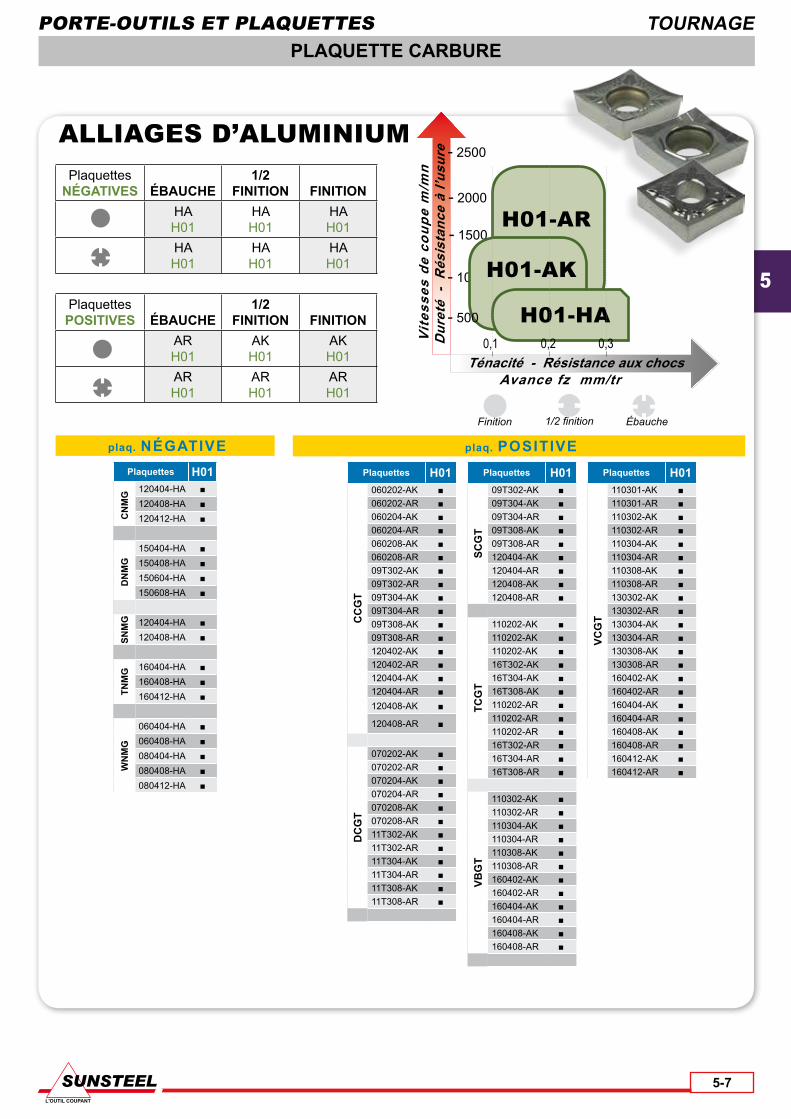
ALLIAGES D’ALUMINIUMPlaquettes
NÉGATIVES ÉBAUCHE1/2
FINITION FINITIONHA H01
HAH01
HA H01
HA H01
HAH01
HA H01
Plaquettes POSITIVES ÉBAUCHE
1/2 FINITION FINITION
AR H01
AKH01
AK H01
AR H01
ARH01
AR H01
Plaquettes H01
CN
MG 120404-HA ■
120408-HA ■120412-HA ■
DN
MG
150404-HA ■150408-HA ■150604-HA ■150608-HA ■
SNM
G 120404-HA ■120408-HA ■
TNM
G 160404-HA ■160408-HA ■160412-HA ■
WN
MG
060404-HA ■060408-HA ■080404-HA ■080408-HA ■080412-HA ■
plaq. NÉGATIVE plaq. POSITIVEPlaquettes H01
CC
GT
060202-AK ■060202-AR ■060204-AK ■060204-AR ■060208-AK ■060208-AR ■09T302-AK ■09T302-AR ■09T304-AK ■09T304-AR ■09T308-AK ■09T308-AR ■120402-AK ■120402-AR ■120404-AK ■120404-AR ■120408-AK ■
120408-AR ■
DC
GT
070202-AK ■070202-AR ■070204-AK ■070204-AR ■070208-AK ■070208-AR ■11T302-AK ■11T302-AR ■11T304-AK ■11T304-AR ■11T308-AK ■11T308-AR ■
Dur
eté
- R
ésis
tanc
e à
l’usu
re
- 1000
- 1500
- 2000
Vite
sses
de
coup
e m
/mn
H01-AR
H01-AK
- 2500
- 500 H01-HA
Plaquettes H01
VCG
T
110301-AK ■110301-AR ■110302-AK ■110302-AR ■110304-AK ■110304-AR ■110308-AK ■110308-AR ■130302-AK ■130302-AR ■130304-AK ■130304-AR ■130308-AK ■130308-AR ■160402-AK ■160402-AR ■160404-AK ■160404-AR ■160408-AK ■160408-AR ■160412-AK ■160412-AR ■
Plaquettes H01SC
GT
09T302-AK ■09T304-AK ■09T304-AR ■09T308-AK ■09T308-AR ■120404-AK ■120404-AR ■120408-AK ■120408-AR ■
TCG
T
110202-AK ■110202-AK ■110202-AK ■16T302-AK ■16T304-AK ■16T308-AK ■110202-AR ■110202-AR ■110202-AR ■16T302-AR ■16T304-AR ■16T308-AR ■
VBG
T
110302-AK ■110302-AR ■110304-AK ■110304-AR ■110308-AK ■110308-AR ■160402-AK ■160402-AR ■160404-AK ■160404-AR ■160408-AK ■160408-AR ■
PLAQUETTE CARBURE
Ténacité - Résistance aux chocs
Finition 1/2 finition Ébauche
Avance fz mm/tr
0,1 0,2 0,3

TOURNAGE
5-8
PORTE-OUTILS ET PLAQUETTES1
2
3
4
5
SUPER ALLIAGE - INCONEL STELLITE - HASTELLOY...
Plaquettes NÉGATIVES ÉBAUCHE
1/2 FINITION FINITION
VP3 PC8115
VP2 PC8110
VP1 PC8105
MP NC9135
MP NC9125
MP NC9125
Plaquettes POSITIVES ÉBAUCHE
1/2 FINITION FINITION
MP PC8115
MP PC8110
MP PC8105
MP PC5300
MP PC5300
MP PC5300
Plaquettes PC 8105
PC 8110
PC 8115
NC 9125
NC 9135
CN
MG
020404-MP ■
020408-MP ■ ■
020412-MP ■
120404-MP ■ ■ ■
120404-VP1 ■
120404-VP2 ■
120404-VP3 ■
120408-MP ■ ■ ■
120408-VP1 ■
120408-VP2 ■
120408-VP3 ■
120412-VP3 ■
DN
MG
150404-MP ■ ■
150404-VP1 ■
150404-VP2 ■
150404-VP3 ■
150408-MP ■ ■ ■ ■
150408-VP1 ■
150408-VP2 ■
150408-VP3 ■
150412-MP ■ ■ ■
150412-VP3 ■
150604-MP ■ ■
150604-VP1 ■
150604-VP2 ■
150604-VP3 ■
150608-MP ■ ■ ■
150608-VP1 ■
150608-VP2 ■
150608-VP3 ■
150612-MP ■ ■
150612-VP3 ■
plaq. NÉGATIVE plaq. POSITIVE
Dur
eté
- R
ésis
tanc
e à
l’usu
reVi
tess
es d
e co
upe
m/m
nPlaquettes PC
8105PC
8110PC
8115NC
9125NC
9135
SNM
G
120404-MP ■ ■ ■
120404-VP2 ■
120404-VP3 ■
120408-MP ■ ■ ■ ■
120408-VP2 ■
120408-VP3 ■
120412-MP ■
120412-VP3 ■
TNM
G
160404-MP ■ ■ ■
160404-VP2 ■
160404-VP3 ■
160408-MP ■ ■ ■ ■
160408-VP2 ■
160408-VP3 ■
160412-MP ■ ■ ■
160412-VP2 ■
220404-VP2 ■
220408-VP2 ■
WN
MG
080404-MP ■ ■ ■ ■
080404-VP2 ■
080404-VP3 ■
080408-MP ■ ■ ■ ■ ■
080408-VP2 ■
080408-VP3 ■
080412-MP ■ ■ ■
080412-VP2 ■
080412-VP3 ■
Plaquettes PC8105 PC8110 PC8115 PC5300
CC
MT
060202-MP ■ ■ ■ ■
060204-MP ■ ■ ■ ■
09T302-MP ■ ■ ■ ■
09T304-MP ■ ■ ■ ■
09T308-MP ■ ■ ■ ■D
CM
T
070202-MP ■ ■ ■ ■
070204-MP ■ ■ ■ ■
070208-MP ■ ■ ■ ■
11T302-MP ■ ■ ■ ■
11T304-MP ■ ■ ■ ■
11T308-MP ■ ■ ■ ■
SCM
T 09T304-MP ■ ■
09T308-MP ■ ■
120408-MP ■ ■
TCM
T
110202-MP ■ ■
110204-MP ■ ■
110208-MP ■ ■
16T304-MP ■ ■ ■ ■
16T308-MP ■ ■ ■ ■
16T312-MP ■ ■ ■
VBM
T 160404-MP ■ ■ ■ ■
160408-MP ■ ■ ■ ■
160412-MP ■ ■ ■ ■
VCM
T
160404-MP ■ ■
160408-MP ■ ■
160412-MP ■ ■
PLAQUETTE CARBURE
Ténacité - Résistance aux chocs
Finition 1/2 finition Ébauche
Avance fz mm/tr
0,1 0,2 0,3 0,4 0,5 0,6
- 40
- 60
- 80 PC8105
- 20
PC8110
PC5300(PC5400)
NC9135
NC9125
PC8115

5-9
TOURNAGEPORTE-OUTILS ET PLAQUETTES
5
ALLIAGES DE TITANEPlaquettes
NÉGATIVES ÉBAUCHE1/2
FINITION FINITIONVP3 H05
VP2 H01
VP1 H01
VP3 PC5300
VP2 PC5300
VP1 PC8110
Plaquettes POSITIVES ÉBAUCHE
1/2 FINITION FINITION
PAS ADAPTÉ
VP1 PC8110
VP1 PC8110
VP1 PC5300
VP1 PC5300
Plaquettes H01 H05 PC 8110 PC 5300
CN
MG
120404-VP1 ■ ■
120404-VP2 ■ ■
120404-VP3 ■ ■
120408-VP1 ■ ■
120408-VP2 ■ ■
120408-VP3 ■ ■
120412-VP3 ■ ■
DN
MG
150404-VP1 ■ ■
150404-VP2 ■ ■
150404-VP3 ■ ■
150408-VP1 ■ ■
150408-VP2 ■ ■
150408-VP3 ■ ■
150412-VP3 ■ ■
150604-VP1 ■ ■
150604-VP2 ■ ■
150604-VP3 ■ ■
150608-VP1 ■ ■
150608-VP2 ■ ■
150608-VP3 ■ ■
150612-VP3 ■ ■
plaq. NÉGATIVE plaq. POSITIVE
Plaquettes PC8110 PC5300
CC
GT
060202-VP1 ■ ■
060204-VP1 ■ ■
09T302-VP1 ■ ■
09T304-VP1 ■ ■
DC
GT
070202-VP1 ■ ■
070204-VP1 ■ ■
11T302-VP1 ■ ■
11T304-VP1 ■ ■
VCG
T 110302-VP1 ■ ■
110304-VP1 ■ ■
Dur
eté
- R
ésis
tanc
e à
l’usu
re
- 50
- 70
Vite
sses
de
coup
e m
/mn
H01
PC5300(PC5400)- 40
- 60
- 90
- 80
PC8110
H05
Plaquettes H01 H05 PC 8110 PC 5300
SNM
G
120404-VP2 ■ ■
120404-VP3 ■ ■
120408-VP2 ■ ■
120408-VP3 ■ ■
120412-VP2 ■ ■
120412-VP3 ■ ■
TNM
G
160404-VP2 ■ ■
160404-VP3 ■ ■
160408-VP2 ■ ■
160408-VP3 ■ ■
160412-VP2 ■ ■
WN
MG
080404-VP2 ■ ■
080404-VP3 ■ ■
080408-VP2 ■ ■
080408-VP3 ■ ■
080412-VP2 ■ ■
080412-VP3 ■ ■
PLAQUETTE CARBURE
Ténacité - Résistance aux chocs
Finition 1/2 finition Ébauche
Avance fz mm/tr
0,1 0,2 0,3

TOURNAGE
5-10
PORTE-OUTILS ET PLAQUETTES1
2
3
4
5
ACIERS TREMPÉS de 45 à 65 HRC
plaq. POSITIVE plaq. NÉGATIVE
Revêtement DNC250 pour coupe à haut rendement et usinage aux chocs, d’acier trempé,cementé >45HRc. Résistant à l’usure excellent, économique avec des plaquettes multi-arêtes de coupe
Insert CBN revêtu
Réf. Plaquettes au choix*J01-027347 2NU-CNGA120402 DNC250J01-015554 2NU-CNGA120404 DNC250J01-015555 2NU-CNGA120408 DNC250J01-016517 4NU-CNGA120408 DNC250J01-023763 2NU-CNGA120412 DNC250J01-015566 2NU-DNGA150404 DNC250J01-015567 2NU-DNGA150408 DNC250J01-017080 2NU-DNGA150412 DNC250J01-026918 2NU-DNGA150604 DNC250J01-026919 2NU-DNGA150608 DNC250J01-018792 4NU-DNGA150608 DNC250J01-025144 4NU-SNGA120404 DNC250J01-021468 4NU-SNGA120408 DNC250J01-020324 4NU-SNGA120412 DNC250J01-015568 3NU-TNGA160404 DNC250J01-015561 3NU-TNGA160408 DNC250J01-023771 3NU-TNGA160412 DNC250J01-015569 2NU-VNGA160404 DNC250J01-015626 2NU-VNGA160408 DNC250
Réf. Plaquettes au choix*J01-025092 2NU-CCGW060202 DNC250J01-025095 2NU-CCGW060204 DNC250J01-027380 2NU-CCGW09T302 DNC250J01-015558 2NU-CCGW09T304 DNC250J01-016407 2NU-CCGW09T308 DNC250J01-030792 2NU-DCGW070202 DNC250J01-028123 2NU-DCGW070204 DNC250J01-030799 2NU-DCGW070204 DNC350J01-028129 2NU-DCGW070208 DNC250J01-029051 2NU-DCGW11T302 DNC250J01-015559 2NU-DCGW11T304 DNC250J01-015876 2NU-DCGW11T308 DNC250J01-021094 3NU-TCGW090204 DNC250J01-027370 3NU-TCGW110208 DNC250J01-022662 3NU-TPGN160304 DNC250J01-024446 3NU-TPGN160308 DNC250J01-023769 2NU-VBGW160408 DNC250J01-027382 2NU-VCGW110302 DNC250J01-015923 2NU-VCGW160404 DNC250J01-015563 2NU-VCGW160408 DNC250
*2NU : 2 inserts par plaquette*3NU: 3 inserts par plaquette*4NU : 4 inserts par plaquette*autres tailles sur demande
Vitesse de coupe vc (m/min)Avance fn (mm/tour)Profondeur de coupe ap (mm)
120 220
0,05 0,3
0,05 0,3
Condition de coupe recommandée
Le PCD est un matériau composé de particules de diamant. Le diamant est le plus dur des matériaux avec une résistance à l’usure par abrasion exceptionnelle. Adapté pour l’usinage de métaux non-ferreux, de graphite, alliage d’aluminium à forte teneur en Si, alliage de cuivre, de bronze, plastique renforcé, carbone
Insert PCD Réf. Plaquettes au choix*J01-027502 CCGT060202 DP150J01-027503 CCGT060204 DP150J01-021759 CCGT09T302 DP150J01-020819 CCGT09T304 DP150J01-013810 CCGT09T308 DP150J01-035616 CCGT120404 DP150J01-026516 CCGT120408 DP150J01-027492 DCGT070202 DP150J01-027493 DCGT070204 DP150J01-027495 DCGT11T302 DP150J01-013808 DCGT11T304 DP150J01-021123 DCGT11T308 DP150J01-027496 SCGT09T304 DP150J01-027515 TCGT110202 DP150J01-027516 TCGT110204 DP150J01-031146 VCGT110301 DP150J01-027530 VCGT110302 DP150J01-021124 VCGT110304 DP150J01-007495 VCGT160404 DP150J01-026337 VCGT160408 DP150
Conditions de coupe
Matière Vitesse de coupe (m/min)
Avance (mm/tour)
Profondeur de coupe (mm)
Alliage d’aluminium 4-8% Si 1000-3000 0,1-0,6 <3
Alliage d’aluminium 9-14% Si 600-2500 0,1-0,5 <3
Alliage d’aluminium 15-18% Si 300-700 0,1-0,4 <3
Alliage de cuivre, de bronze <1000 0,05-0,2 <3
Plastique renforcéFibre de carbone <1000 0,1-0,3 <2
MATIÈRES ABRASIVES - NON FERREUSES
PLAQUETTE CARBURE

5-11
TOURNAGEPORTE-OUTILS ET PLAQUETTES
5
GÉOMÉTRIE CONDITIONS DE COUPE
AK ap = 0,1 à 4mmfz = 0,03 à 0,4mm/tr
Finition, pour alliages d’aluminium avec une coupe intermittente avec grande acuité de l’arête pour un effort de coupe réduit.
AR ap = 0,5 à 4mmfz = 0,05 à 0,5mm/tr
Finition à semi-finition, pour alliages d’aluminium avec grande acuité de l’arête pour un effort de coupe réduit.
C25 ap = 1 à 3mmfz = 0,1 à 0,35mm/tr Semi-finition et travail aux chocs.
HA ap = 0,5 à 2,5mmfz = 0,03 à 0,3mm/tr
Finition à semi-finition, pour alliages d’aluminium et inox avec grande acuité de l’arête pour un effort de coupe réduit, bon contrôle du copeau.
GR ap = 3 à 8mmfz = 0,3 à 0,8mm/tr Ébauche haute vitesse pour un usinage aux chocs
LP ap = 0,3 à 2,5mmfz = 0,15 à 0,4mm/tr
Semi-finition à finition avec évacuation des copeaux améliorée et charge de coupe réduite.
MK ap = 1,5 à 4,5mmfz = 0,1 à 0,45mm/tr
Résistance à l’usure et une finition de surface de qualité lors de l’usinage à grande vitesse en coupe continue.
MM ap = 2 à 6mmfz = 0,15 à 0,4mm/tr
Semi-finition, grande évacuation des copeaux avec efforts de coupe réduits et conditions élevées dans les aciers inoxydables.
MP ap = 0,5 à 4,5mmfz = 0,15 à 0,45mm/tr
Médium, semi-finition avec évacuation des copeaux améliorée et charge de coupe réduite.
RK ap = 2 à 6mmfz = 0,2 à 0,55mm/tr
Excellente ténacité et résistance contre l’écaillage dans des conditions de coupe extrêmes, comme une forte profondeur de coupe ou des interruptions fréquentes.
RM ap = 0,5 à 5mmfz = 0,20 à 0,60mm/tr
Ébauche, contrôle du copeau et résistance aux chocs à des conditions de coupe peu élevées.
VM ap = 1 à 5mmfz = 0,1 à 0,5mm/tr
Semi-finition à ébauche, bon contrôle du copeau pour situations très différentes.
VP1 ap = 0,10 à 1,5mmfz = 0,05 à 0,20mm/tr
Finition, acuité de coupe et renfort elevé pour un excellent contrôle et une coupe sans effort.
VP2 ap = 0,5 à 4mmfz = 0,05 à 0,4mm/tr
Semi-finition, acuité de coupe et renfort élevé pour un excellent contrôle et une coupe sans effort.
VP3 ap = 0,5 à 4,5mmfz = 0,05 à 0,45mm/tr
Semi-finition à ébauche, acuité de coupe et dépouille pour un excellent contrôle et une coupe sans effort.
BRISE-COPEAUX

TOURNAGE
5-12
PORTE-OUTILS ET PLAQUETTES1
2
3
4
5
BARRE ALÉSAGE SDUC 93°
RÉFÉRENCE PLAQUETTE l s d
DC.. 0702.. 9,52 2,38 6,35
ACCESSOIRES ..SCLC R/L 06
1425 5507
RÉFÉRENCE PLAQUETTE l s d
CC.. 0602.. 6,45 2,38 6,35
RÉFÉRENCE D d L1 L2 f A h CODE ARTICLEA0608H SCLC R/L 06 8 6 100 25 4 10 7 KSCLC R/L-A01H 06A0810J SCLC R/L 06 10 8 110 32 6 12 9 KSCLC R/L-A02J 06A1012K SCLC R/L 06 12 10 125 38 7 14 11 KSCLC R/L-A03K 06A1216M SCLC R/L 06 16 12 150 50 9 18 15 KSCLC R/L-A04M 06
RÉFÉRENCE D d L1 L2 f A h CODE ARTICLEA0810J SDUC R/L 07 10 8 110 32 6 12 9 KSDUC R/L-A02J 07A1012K SDUC R/L 07 12 10 125 38 7 14 11 KSDUC R/L-A03K 07A1216M SDUC R/L 07 16 12 150 50 9 18 15 KSDUC R/L-A04M 07
ACCESSOIRES ..SDUC R/L 07 1425 5507
BARRE ALÉSAGE SCLC 95°
Conditionnement en coffret - voir gamme coffrets
Conditionnement en coffret - voir gamme coffrets
Arrosage central
Arrosage central

5-13
TOURNAGEPORTE-OUTILS ET PLAQUETTES
5
ACCESSOIRES ..SVJC R/L 11
1001 5508
RÉFÉRENCE PLAQUETTE l s d
VC.. 1103.. 11 3,18 6,35
RÉFÉRENCE Dg7 L1 L Dmini Y H Code article
A16M SVJC R/L 11 16 150 30 22 6 15 KSVJC R/L-A16M 11A20Q SVJC R/L 11
20 180 38 25 5 19 KSVJC R/L-A20R 11
RÉFÉRENCE PLAQUETTE l s d
WC.. 0201 3,6 1,59 3,97
ACCESSOIRES
KSWUC R/L-A01N02 1022 5506
MINI BARRE ALÉSAGE SWUC 93°
BARRE ALÉSAGE SVJC 52°
RÉFÉRENCE D a L F B A I s Code article
A0508H SWUC R/L 02 8 5 100 2,9 5,8 18 17° 7 KSWUC R/L-A01H 02
Conditionnement en coffret - voir gamme coffrets
Arrosage central
Arrosage central

TOURNAGE
5-14
PORTE-OUTILS ET PLAQUETTES1
2
3
4
5
RÉFÉRENCE PLAQUETTE r s d
TCMT 16T3.. 16,50 3,97 9,52
ACCESSOIRES
STXCR 2020 K16 1240 5515 1496
Porte-outils de tournage - Fixation par vis S
RÉFÉRENCE PLAQUETTE r s d
ADMT 1503R1.0 1,00 3,18 9,52ADMT 1503R1.5 1,50 3,18 9,52ADMT 1503R2.0 2,00 3,18 9,52ADMT 1503R2.5 2,50 3,18 9,52ADMT 1503R3.0 3,00 3,18 9,52ADMT 1503R3.5 3,50 3,18 9,52ADMT 1503R4.0 4,00 3,18 9,52ADMT 1503R4.5 4,50 3,18 9,52ADMT 1503R5.0 5,00 3,18 9,52
RÉFÉRENCE h=h1 b L1 L2 f
KSTXCR 2020 K16 20 20 125 27 25
RÉFÉRENCE CARTOUCHE
6926
RÉFÉRENCE CARTOUCHE
6925
RÉFÉRENCE PLAQUETTE r s d
ADLW 1503R1.0 1,00 3,18 9,52ADLW 1503R1.5 1,50 3,18 9,52ADLW 1503R2.0 2,00 3,18 9,52ADLW 1503R2.5 2,50 3,18 9,52ADLW 1503R3.0 3,00 3,18 9,52ADLW 1503R3.5 3,50 3,18 9,52ADLW 1503R4.0 4,00 3,18 9,52ADLW 1503R4.5 4,50 3,18 9,52ADLW 1503R5.0 5,00 3,18 9,52ADLW 1503R6.0 6,00 3,18 9,52
RÉFÉRENCE CARTOUCHE
6935
Possibilité d’adapter la cartouche 6935 afin de
monter sur ce porte-outil les plaquettes ADLW
(livraison en sus).
Porte-outil réglable :• Pour chanfrein • Pour rayon concave• Pour rayon convexe
P.O. Double plaquettes réf. LKRADMT--- voir gamme coffrets
PO RÉGLABLE POUR CHANFREIN - RAYON CONCAVE ET RAYON CONVEXE

5-15
FRAISAGEPORTE-OUTILS ET PLAQUETTES
5
KORLOY
Partenaire
SUNSTEEL
Consulter la documentation séparée

PORTE-OUTILS ET PLAQUETTES FRAISAGE
5-16
1
2
3
4
5
Code article a L1 L2 L3 dh6 d Dmin Dmax JCCGXR ou K
K4009-08 90° 105 71 34 10 8 0,6 7,6 060222 KT-1001P KT-5508
K4009-12 90° 110 76 34 16 12,5 0,6 12 09T332 KT-1004P KT-5515
K4009-16 90° 135 90 45 20 16,5 0,7 16 120442 KT-1550 KT-5520
K4012-10 120° 105 97 28 10 10 0,6 8,5 060222 KT-1001P KT-5508
K4012-16 120° 110 82 28 16 16,5 0,6 14 09T332 KT-1004P KT-5515
K4012-22 120° 135 97 38 20 22 0,7 20 120442 KT-1550 KT-5520
PARAMÈTRESDE COUPE
ACIERS ACIERS INOX+FERS ALUMINIUM
VitesseTr/min
Avancemm/tour
VitesseTr/min
Avancemm/tour
VitesseTr/min
Avancemm/tour
K4009-08 5 000 0,05 3 000 0,05 6 000 0,07K4009-12 3 500 0,05 2 500 0,05 4 000 0,07K4009-16 2 500 0,05 1 800 0,05 3 000 0,07K4012-10 5 000 0,04 3 000 0,03 6 000 0,07K4012-16 3 500 0,04 2 500 0,03 4 000 0,07K4012-22 2 500 0,04 1 800 0,03 3 000 0,07
a
Dmax
DminRainure en V Chanfrein latéral
Centrage Chanfrein sur trou
L1
L2 L3
dh6
Utilisation d’une plaquette identique pour les 2 porte-outils (90° ou 120°).Trou d’arrosage par le centre.
Ø d
PO A POINTER ET CHANFREINER
Conditionnement en coffret voir gamme coffrets

5-17
FRAISAGEPORTE-OUTILS ET PLAQUETTES
5
LL1
dh6
Ø D
(1) Ajustement moyen* Pour montage outils queue 16 mm
Voir gamme «Tête à aléser» page 5-28
- Fraise à lamer à 180°.- Trou d’arrosage par le centre.- La pièce à usiner doit obligatoirement être bridée.- L’utilisation de l’avance automatique sur la machine
est obligatoire.- L’utilisation sur tête à aléser est possible.
PARAMÈTRES DE COUPE
ACIERS NON-ALLIES
ACIERS ALLIES
ACIERS INOX
Vitesse (m/min) 150 - 180 130 - 150 80 - 100Avance (mm/tour) 0,15 - 0,20 0,15 0,15
PO À LAMER
Code article Vis(1) D a mini L1 L dh6 Z
K0631-10 M5 10 4 15 85 12 1
CCMT0602 KT-1001 KT-5508
K0631-11 M6 11 4 15 85 12 1K0631-12 12 4 18 85 12 1K0631-13 13 5 23 85 12 1K0631-14 M8 14 5 23 85 12 1K0631-15 M8 15 5 30 85 12 1K0631-16 16 5 30 85 12 1K0631-17 M10 17 5 30 95 16* 1
CCMT09T3 KT-1003 KT-5515
K0631-18 M10 18 5 40 95 16* 1K0631-19 19 5 40 95 16* 1K0631-20 M12 20 5 40 95 16* 1K0631-21 21 5 42 95 16* 1K0631-22 22 6 42 95 16* 1K0631-23 23 6 42 95 16* 1K0631-24 M14 24 6 42 95 16* 1K0631-25 25 8 42 95 16* 1K0631-26 M16 26 8 56 120 20 1K0631-27 27 8 56 120 20 1K0631-28 28 10 56 120 20 1K0631-29 M18 29 10 56 120 20 1K0631-30 M18 30 10 56 120 20 1K0631-31 31 12 56 120 20 1K0631-32 M20 32 12 56 120 20 1K0631-33 M20 33 12 56 120 20 1
Conditionnement en coffret voir gamme coffrets
PORTE-OUTILS ET PLAQUETTES FRAISAGE
5-18
1
2
3
4
5
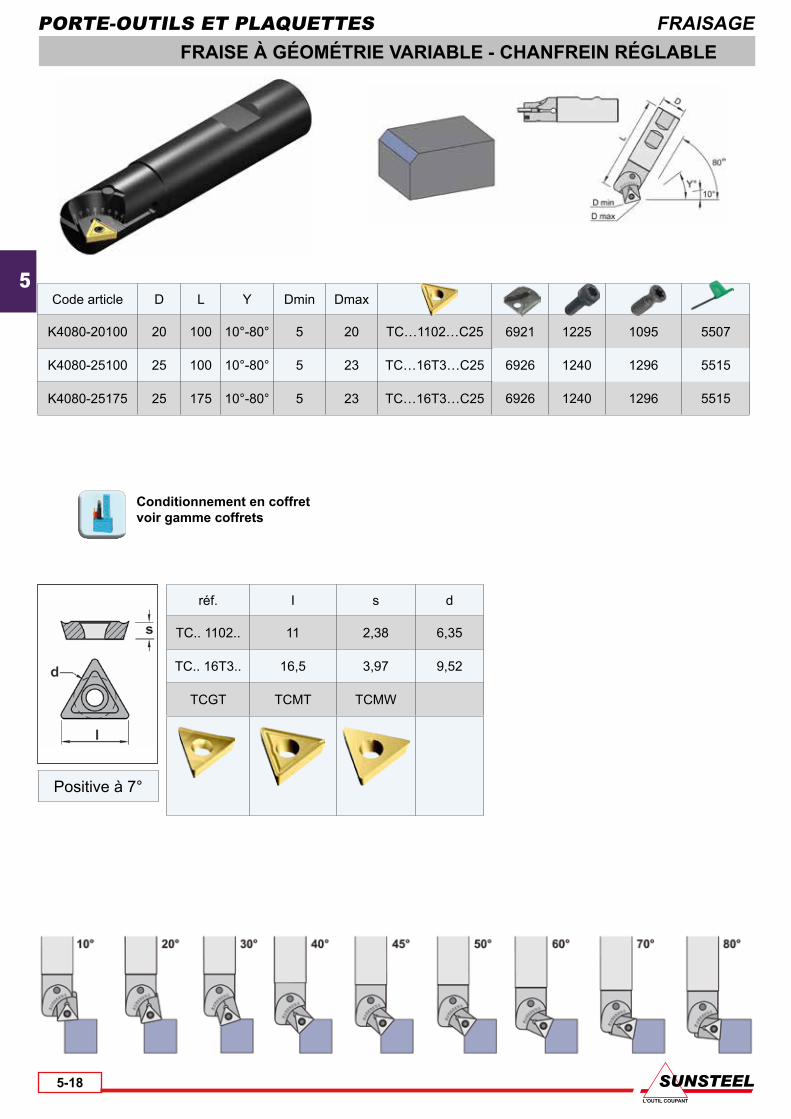
FRAISE À GÉOMÉTRIE VARIABLE - CHANFREIN RÉGLABLE
Code article D L Y Dmin Dmax
K4080-20100 20 100 10°-80° 5 20 TC…1102…C25 6921 1225 1095 5507
K4080-25100 25 100 10°-80° 5 23 TC…16T3…C25 6926 1240 1296 5515
K4080-25175 25 175 10°-80° 5 23 TC…16T3…C25 6926 1240 1296 5515
réf. I s d
TC.. 1102.. 11 2,38 6,35
TC.. 16T3.. 16,5 3,97 9,52
TCGT TCMT TCMW
Positive à 7°
Conditionnement en coffret voir gamme coffrets

5-19
FRAISAGEPORTE-OUTILS ET PLAQUETTES
5
04-22
= Disponible / = Disponible usine / = Sur demande SUNSTEEL - 9, rue de la Gloriette CS 80510 - 84908 AVIGNON cedex 9 - 04 90 88 55 08 04 90 89 54 10 - www.sunsteel.fr
P.O DE FRAISAGE L'OUTIL COUPANT
1235.17
REFERENCE Z d D L L2 rmin rmax
K1235.1701 1 16 17 120 30 1,0 2,5 KT-1440 KT-5515 JADMW 1503R1.0 / 2.5
K1235.1702 1 16 17 120 30 3,0 5,0 KT-1440 KT-5515 JADMW 1503R3.0 / 5.0
REFERENCE PLAQUETTE r s d
ADMW 1503R1.0 1,00 3,18 9,52 ADMW 1503R1.5 1,50 3,18 9,52 ADMW 1503R2.0 2,00 3,18 9,52 ADMW 1503R2.5 2,50 3,18 9,52 ADMW 1503R3.0 3,00 3,18 9,52 ADMW 1503R3.5 3,50 3,18 9,52 ADMW 1503R4.0 4,00 3,18 9,52 ADMW 1503R4.5 4,50 3,18 9,52 ADMW 1503R5.0 5,00 3,18 9,52 en coffret voir Page 4-76
04-23 SUNSTEEL - 9, rue de la Gloriette CS 80510 - 84908 AVIGNON cedex 9 - 04 90 88 55 08 04 90 89 54 10 - www.sunsteel.fr
= Disponible / = Disponible usine / = Sur demande
P.O DE FRAISAGE L'OUTIL COUPANT
REFERENCE Z d D L L2 rmin rmax
K1237.1601 1 20 16 120 35 1,0 2,5 KT-1440 KT-5515 ADLW 1503R1.0 / 2.5
K1237.1603 1 20 16 120 35 3,0 6,0 KT-1440 KT-5515 ADLW 1503R3.0 / 6.0
1237.16
REFERENCE PLAQUETTE r s d
ADLW 1503R1.0 1,00 3,18 9,52 ADLW1503R1.5 1,50 3,18 9,52 ADLW1503R2.0 2,00 3,18 9,52 ADLW1503R2.5 2,50 3,18 9,52 ADLW1503R3.0 3,00 3,18 9,52 ADLW1503R3.5 3,50 3,18 9,52 ADLW1503R4.0 4,00 3,18 9,52 ADLW1503R4.5 4,50 3,18 9,52 ADLW1503R5.0 5,00 3,18 9,52 ADLW1503R6.0 6,00 3,18 9,52
en coffret voir Page 4-76
Conditionnement en coffret - voir gamme coffrets
Conditionnement en coffret - voir gamme coffrets
Porte-outils Z d D L L2 A rmin rmax
K1235-1701 1 16 17 120 30 15 1.0 2.5 KT-1440 KT-5515 JADMT R-1503 1,0 /2,5
K1235-1702 1 16 17 120 30 15 3.0 5.0 KT-1440 KT-5515 JADMT R-1503 3,0 /5,0
K1235-3201 2 25 32 120 40 20 4,5 7,0 KT-1005 KT-5520 JADMT R-2004R 4,5/7,0
Plaquettes r s d
JADMT R-1503R-
1
3,18 9,52
1,5
2
2,5
3
3,5
4
4,5
5
P.O. DE FRAISAGE CONCAVE
Porte-outils Z d D L L2 A rmin rmax
K1237-1601 1 16 16 120 35 15 1.0 3,0 KT-1440 KT-5515 JADLW R-1503R 1,0 /3,0
K1237-1602 1 16 16 120 35 15 3.5 6.0 KT-1440 KT-5515 JADLW R-1503R 3,5 /6,0
K1237-3201 2 25 32 120 40 20 4,5 7,0 KT-1005 KT-5520 JADLW R-2004R-4,5 / 7,0
Plaquettes r s d
JADLW R-1503R-
1
3,18 9,52
1,5
2
2,5
3
3,5
4
4,5
5
6
P.O. DE FRAISAGE CONVEXE
Plaquettes R
JADMT R-2004R-
4,5
5
5,5
6
6,5
7
Plaquettes R
JADLW R-2004R--
4,5
5
5,5
6
6,5
7

PERÇAGE
5-20
PORTE-OUTILS ET PLAQUETTES1
2
3
4
5
KORLOY
Partenaire
SUNSTEEL
Consulter la documentation séparée
TPDCTPDB
KING Drill
5-21
PERÇAGEPORTE-OUTILS ET PLAQUETTES
5
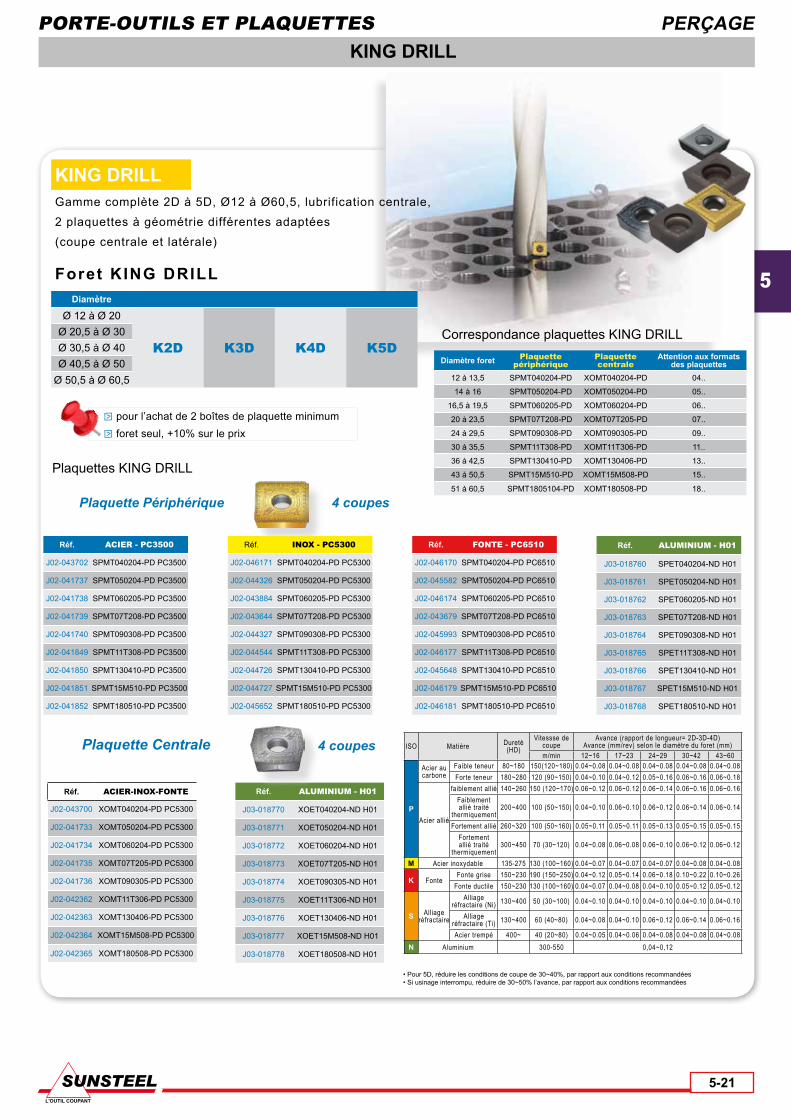
• Pour 5D, réduire les conditions de coupe de 30~40%, par rapport aux conditions recommandées• Si usinage interrompu, réduire de 30~50% l’avance, par rapport aux conditions recommandées
Plaquettes KING DRILL
KING DRILL
ISO Matière Duretè(HD)
Vitessse de coupe
Avance (rapport de longueur= 2D-3D-4D) Avance (mm/rev) selon le diamètre du foret (mm)
m/min 12~16 17~23 24~29 30~42 43~60
P
Acier au carbone
Faible teneur 80~180 150(120~180) 0.04~0.08 0.04~0.08 0.04~0.08 0.04~0.08 0.04~0.08Forte teneur 180~280 120 (90~150) 0.04~0.10 0.04~0.12 0.05~0.16 0.06~0.16 0.06~0.18
Acier allié
faiblement allié 140~260 150 (120~170) 0.06~0.12 0.06~0.12 0.06~0.14 0.06~0.16 0.06~0.16Faiblement allié traité
thermiquement200~400 100 (50~150) 0.04~0.10 0.06~0.10 0.06~0.12 0.06~0.14 0.06~0.14
Fortement allié 260~320 100 (50~160) 0.05~0.11 0.05~0.11 0.05~0.13 0.05~0.15 0.05~0.15Fortement allié traité
thermiquement300~450 70 (30~120) 0.04~0.08 0.06~0.08 0.06~0.10 0.06~0.12 0.06~0.12
M Acier inoxydable 135-275 130 (100~160) 0.04~0.07 0.04~0.07 0.04~0.07 0.04~0.08 0.04~0.08
K FonteFonte grise 150~230 190 (150~250) 0.04~0.12 0.05~0.14 0.06~0.18 0.10~0.22 0.10~0.26
Fonte ductile 150~230 130 (100~160) 0.04~0.07 0.04~0.08 0.04~0.10 0.05~0.12 0.05~0.12
S Alliage réfractaire
Alliage réfractaire (Ni) 130~400 50 (30~100) 0.04~0.10 0.04~0.10 0.04~0.10 0.04~0.10 0.04~0.10
Alliage réfractaire (Ti) 130~400 60 (40~80) 0.04~0.08 0.04~0.10 0.06~0.12 0.06~0.14 0.06~0.16
Acier trempé 400~ 40 (20~80) 0.04~0.05 0.04~0.06 0.04~0.08 0.04~0.08 0.04~0.08N Aluminium 300-550 0,04~0,12
Correspondance plaquettes KING DRILL
KING DRILLGamme complète 2D à 5D, Ø12 à Ø60,5, lubrification centrale,
2 plaquettes à géométrie différentes adaptées
(coupe centrale et latérale)
Diamètre
Ø 12 à Ø 20
K2D K3D K4D K5DØ 20,5 à Ø 30Ø 30,5 à Ø 40Ø 40,5 à Ø 50
Ø 50,5 à Ø 60,5
Diamètre foret Plaquette périphérique
Plaquette centrale
Attention aux formats des plaquettes
12 à 13,5 SPMT040204-PD XOMT040204-PD 04..
14 à 16 SPMT050204-PD XOMT050204-PD 05..
16,5 à 19,5 SPMT060205-PD XOMT060204-PD 06..
20 à 23,5 SPMT07T208-PD XOMT07T205-PD 07..
24 à 29,5 SPMT090308-PD XOMT090305-PD 09..
30 à 35,5 SPMT11T308-PD XOMT11T306-PD 11..
36 à 42,5 SPMT130410-PD XOMT130406-PD 13..
43 à 50,5 SPMT15M510-PD XOMT15M508-PD 15..
51 à 60,5 SPMT1805104-PD XOMT180508-PD 18..
Réf. ACIER-INOX-FONTE
J02-043700 XOMT040204-PD PC5300
J02-041733 XOMT050204-PD PC5300
J02-041734 XOMT060204-PD PC5300
J02-041735 XOMT07T205-PD PC5300
J02-041736 XOMT090305-PD PC5300
J02-042362 XOMT11T306-PD PC5300
J02-042363 XOMT130406-PD PC5300
J02-042364 XOMT15M508-PD PC5300
J02-042365 XOMT180508-PD PC5300
Réf. ACIER - PC3500
J02-043702 SPMT040204-PD PC3500
J02-041737 SPMT050204-PD PC3500
J02-041738 SPMT060205-PD PC3500
J02-041739 SPMT07T208-PD PC3500
J02-041740 SPMT090308-PD PC3500
J02-041849 SPMT11T308-PD PC3500
J02-041850 SPMT130410-PD PC3500
J02-041851 SPMT15M510-PD PC3500
J02-041852 SPMT180510-PD PC3500
Réf. ALUMINIUM - H01
J03-018760 SPET040204-ND H01
J03-018761 SPET050204-ND H01
J03-018762 SPET060205-ND H01
J03-018763 SPET07T208-ND H01
J03-018764 SPET090308-ND H01
J03-018765 SPET11T308-ND H01
J03-018766 SPET130410-ND H01
J03-018767 SPET15M510-ND H01
J03-018768 SPET180510-ND H01
Réf. ALUMINIUM - H01
J03-018770 XOET040204-ND H01
J03-018771 XOET050204-ND H01
J03-018772 XOET060204-ND H01
J03-018773 XOET07T205-ND H01
J03-018774 XOET090305-ND H01
J03-018775 XOET11T306-ND H01
J03-018776 XOET130406-ND H01
J03-018777 XOET15M508-ND H01
J03-018778 XOET180508-ND H01
Foret KING DRILL
L pour l’achat de 2 boîtes de plaquette minimumL foret seul, +10% sur le prix
Plaquette Centrale
Plaquette Périphérique
Réf. INOX - PC5300
J02-046171 SPMT040204-PD PC5300
J02-044326 SPMT050204-PD PC5300
J02-043884 SPMT060205-PD PC5300
J02-043644 SPMT07T208-PD PC5300
J02-044327 SPMT090308-PD PC5300
J02-044544 SPMT11T308-PD PC5300
J02-044726 SPMT130410-PD PC5300
J02-044727 SPMT15M510-PD PC5300
J02-045652 SPMT180510-PD PC5300
Réf. FONTE - PC6510
J02-046170 SPMT040204-PD PC6510
J02-045582 SPMT050204-PD PC6510
J02-046174 SPMT060205-PD PC6510
J02-043679 SPMT07T208-PD PC6510
J02-045993 SPMT090308-PD PC6510
J02-046177 SPMT11T308-PD PC6510
J02-045648 SPMT130410-PD PC6510
J02-046179 SPMT15M510-PD PC6510
J02-046181 SPMT180510-PD PC6510
4 coupes
4 coupes

PERÇAGE
5-22
PORTE-OUTILS ET PLAQUETTES1
2
3
4
5
TPDB-TPDC* : perçage au 1/10°mm = Possibilité de montage.
Foret TPDB - TPDC*
• Rapport de longueur 8D : Diminuer les conditions de coupe de 40-50% ou usiner d’abord un trou (environ 1,5D)• Usinage aux chocs: Diminuer l’avance de 30 à 50%
TPDB - TPDC
ISO Matière Dureté(HD)
Vitessse de coupe
Avance (rapport de longueur= 3D-5D)
Avance (mm/t) par Ø des perçages (mm)
m/min 10~15.9 16~24.9 25~32.9
P
Acier au carbone
à faible teneur 80-120 110(80~140) 0.15~0.30 0.20~0.35 0.25~0.40à haute teneur 180~280 100(70~130) 0.15~0.30 0.20~0.35 0.25~0.40
Acier allié
faiblement allié 140~260 110(80~140) 0.18~0.35 0.23~0.38 0.28~0.43faiblement allié pré-traité 200~400 75(50~100) 0.18~0.35 0.23~0.38 0.28~0.43
fortement allié 260~320 70(50~90) 0.18~0.30 0.20~0.35 0.25~0.40fortement allié pré-traité 300~450 60(40~80) 0.18~0.30 0.20~0.35 0.25~0.40
ISO Matière Dureté(HD)
Vitessse de coupe
Avance (rapport de longueur= 3D-5D)
Avance (mm/t) par Ø des perçages (mm)
m/min 10~15.9 16~24.9 25~32.9
M Acier inoxydable
Austénitique 135-275 50(30~70) 0.13~0.25 0.15~0.30 0.17~0.33Ferritique, martensitiques 135-275 55(40~70) 0.13~0.25 0.15~0.30 0.17~0.33
K FonteFonte grise 150~230 110(80~140) 0.18~0.35 0.20~0.40 0.25~0.45Fonte ductile 150~230 100(70~130) 0.18~0.35 0.20~0.40 0.25~0.45
S Alliage réfractaire
Ni-HRSA 130~400 40(20~60) 0.10~0.20 0.12~0.22 0.25~0.45Ti-HRSA 130~400 40(20~60) 0.10~0.20 0.12~0.22 0.25~0.45Acier trempé haute résistance
>400 35(20~50) 0.10~0.20 0.12~0.22 0.25~0.45
* TPDC commence au Ø 12 jusqu’au Ø26
TPDB - TPDC Foret à Insert
Les plus
• À partir du Ø 10
• Plusieurs Ø sur un même corps
• Avance x 3 / KING DRILL
Insert TPDB
Le brise-copeaux améliore le contrôle des copeaux
Angle de coupe avec l’effort de coupe faible
Rigidité supérieure et résistance à l’usure du porte-outilsSystème de serrage puissant
Hélice avec une excellente évacuation des copeaux
Système auto-centré
Diamètre
Ø10 à 17
3D 5D 8DØ17,5 à 21Ø21,5 à 24Ø24,5 à 29Ø30 à 32
L Ø10 à 25,5 montage de 5 inserts TPDB par 1/10ème ≥ au Ø nominal du foret, ex : TPD Ø10 possibilité de montage d’inserts TPDB 10-10,1-10,2-10,3-10,4 L Ø26 à 32 montage de 10 inserts TPDB par 1/10ème ≥ au Ø nominal du foret, ex: TPD Ø28 possibilité de montage d’insert TPDB : 28-28,1-28,2-28,3-28,4-28,5 28,6-28,7-28,8-28,9.
Préconisé pour les
CENTRES de PERÇAGE
AUTOMATISÉSForet TPDBØ Insert PC5300
Ø10 à 10,9
Ø11 à 11,9
Ø12 à 14,9
Ø15 à 17,9
Ø18 à 22,9
Ø23 à 24,9
Ø25 à 25,9
Ø26 à 28,9
Ø29 à 32,9
► Acier► Système de serrage par vis transversale sans changement d’outil.
TPDB
TPDC
Foret TPDC► Inox► Goujures polies avec traitement des surfaces
Ø Insert PC5335
Ø12 à 14,9
Ø15 à 17,7
Ø18 à 22,7
Ø23 à 24,5
Ø25 à 25,9
Insert TPDCDesign d’arêtes optimisées résistance à l’usure et évacuation des copeaux améliorée
Réduction de la partie centrale meilleur centrage et excellente pénétration
Polissage de l'hélice meilleure évacuation des copeaux
Système de refroidissement en forme d’hélice meilleure évacuation des copeaux
Traitement de surface bonne durabilité
Haut angle d’hélice Faibles efforts de coupe et bonne usinabilité
Grande avance et Haute précision

5-23
TÊTE À ALÉSERPORTE-OUTILS ET PLAQUETTES
5
K91-24 TÊTE MICROMÉTRIQUECode article D A d d1 Dmini Dmax
K91-2416 42 70 24 16 10 38
Code article D A A1 f Dmini Dmax
K91-SCLC0816F06 16 80 35 4 10 28 CC..0602 1425 5507K91-SCLC1016G06 16 90 45 6 13 31 CC..0602 1425 5507K91-SCLC1216H06 16 100 57 7 16 34 CC..0602 1425 5507K91-SCLC1616I09 16 110 73 9 20 38 CC..09T3 1440 5515
Code article D A A1 f Dmini Dmax
K91-STFC0816F09 16 80 35 5 10 28 TC..0902 1222 5506K91-STFC1016G09 16 90 45 6 13 31 TC..0902 1222 5506K91-STFC1216H09 16 100 57 7 16 34 TC..0902 1222 5506K91-STFC1616I09 16 110 73 9 20 38 TC..0902 1222 5506K91-STFC1616I16 16 110 73 11 20 38 TC..16T3 1335 5515
SCLC
STFC
SYSTÈME D'ALÉSAGE MODULAIRE MICRO
Queue weldonPage : 5-67
Rallonge intermédiairePage : 5-67
Arbre de montagePage : 5-66
Tête micrométriquePage : 5-62
K91-2416 Outils SCLC-- queue 16 mmPage : 5-62
Outils STFC-- queue 16 mmPage : 5-62
Montage sur queue weldon Ø 25 : K99-2560-24
TÊTE D’ALÉSAGE À RÉGLAGE MICROMÉTRIQUE (réglagle : 0,003 mm au diamètre)
alésage + dressagefond plat à 90°

PORTE-OUTILS ET PLAQUETTES TÊTE À ALÉSER
5-24
1
2
3
4
5
SYSTÈME D’ALÉSAGE MODULAIRE
Queue weldonPage : 5-67
Rallonge intermédiairePage : 5-67
Arbre de montagePage : 5-66
Tête ébauche : 2 plaquettes CC--Page : 5-64
TÊTE D’ALÉSAGE À RÉGLAGE MICROMÉTRIQUE (réglagle : 0,003 mm au diamètre)
capacité : 24-82 mm K92-12/28
Tête ébauche : 2 plaquettes CC--Page : 5-64
capacité : 80-220 mm K93-36/60
Tête finition : 1 plaquette CC--Page : 5-65
capacité : 24-82 mm K94-12/28
Tête finition : 1 plaquette CC--Page : 5-65
capacité : 80-220 mm K95-36/60
Tête finition : 1 plaquette TC--Page : 5-65
capacité : 39-82 mm K96-20/28
Tête finition : 1 plaquette TC--Page : 5-65
capacité : 80-220 mm K97-36/60
K93-36/60 TÊTE ÉBAUCHE - FOND PLAT 90°
Code article D1 A d Dmini Dmax
K92-12-2430 22 34 12 24 30 CC..0602 1425 5607 5003 5002
K92-15-2940 27 42 15 29 40 CC..09T3 1240 5615 5004 5002
K92-20-3950 32 45 20 39 50 CC..09T3 1240 5615 5004 5025
K92-24-4965 42 56 24 49 65 CC..1204 1250 5620 5005 5003
K92-28-6382 54 56 28 63 82 CC..1204 1250 5620 5005 5003
K92-12/28 TÊTE ÉBAUCHE - FOND PLAT 90°
Code article D1 A d Dmini Dmax
K93-36-080102 68 86 36 80 102 CC..1204 1250 5620 5508 5004 6412
K93-50-100125 85 100 50 100 125 CC..1204 1250 5620 5508 5004 6412
K93-60-125160 110 100 60 125 160 CC..1204 1250 5620 5508 5004 6412
K93-60-160220 145 100 60 160 220 CC..1204 1250 5620 5508 5004 6412

5-25
TÊTE À ALÉSERPORTE-OUTILS ET PLAQUETTES
5
K97-36/60 TÊTE FINITION - FOND PLAT 90°
Code article D1 A d Dmini Dmax
K96-20-3950 32 45 20 39 50 TC..16T3 1240 5615 5004 5025
K96-24-4965 42 56 24 49 65 TC..16T3 1250 5620 5005 5003
K96-28-6382 54 66 28 63 82 TC..16T3 1250 5620 5006 5003
K96-20/28 TÊTE FINITION - FOND PLAT 90°
Code article D1 A d Dmini Dmax
K97-36-080102 68 86 36 80 102 TC..16T3 1250 5620 5508 5004 6416
K97-50-100125 85 100 50 100 125 TC..16T3 1250 5620 5508 5005 6416
K97-60-125160 110 100 60 125 160 TC..16T3 1250 5620 5508 5005 6416
K97-60-160220 145 100 60 160 220 TC..16T3 1250 5620 5508 5005 6416
K95-36/60 TÊTE FINITION - FOND PLAT 90°
Code article D1 A d Dmini Dmax
K94-12-2430 22 34 12 24 30 CC..0602 1425 5607 5003 5002
K94-15-2940 27 42 15 29 40 CC..09T3 1240 5615 5004 5002
K94-20-3950 32 45 20 39 50 CC..09T3 1240 5615 5004 5025
K94-24-4965 42 56 24 49 65 CC..1204 1250 5620 5005 5003
K94-28-6382 54 66 28 63 82 CC..1204 1250 5620 5005 5003
K94-12/28 TÊTE FINITION - FOND PLAT 90°
Code article D1 A d Dmini Dmax
K95-36-080102 68 86 36 80 102 CC..1204 1250 5620 5508 5004 6412
K95-50-100125 85 100 50 100 125 CC..1204 1250 5620 5508 5004 6412
K95-60-125160 110 100 60 125 160 CC..1204 1250 5620 5508 5004 6412
K95-60-160220 145 100 60 160 220 CC..1204 1250 5620 5508 5004 6412

PORTE-OUTILS ET PLAQUETTES TÊTE À ALÉSER
5-26
1
2
3
4
5
MAS-BT MANDRIN POUR TÊTE À ALÉSER - BTCode article BT D A A1 d1
K99BT40-12100
40
22 115 100 12K99BT40-15100 27 115 100 15K99BT40-20100 32 115 100 20K99BT40-24160 42 175 160 24K99BT40-28160 54 175 160 28K99BT40-36160 68 176 160 36K99BT50-12100
50
22 119 100 12K99BT50-15100 27 119 100 15K99BT50-20130 32 149 130 20K99BT50-24160 42 179 160 24K99BT50-28160 54 179 160 28K99BT50-36200 68 220 200 36K99BT50-50200 85 221 200 50K99BT50-60260 100 281 260 60
DIN 69891-1A MANDRIN POUR TÊTE À ALÉSER - HSK 63
Code article HSK D A A1 d1
K99HSKA63-12055 63 22 81 55 12K99HSKA63-12110 63 22 136 110 12K99HSKA63-15065 63 27 91 65 15K99HSKA63-15110 63 27 136 110 15K99HSKA63-20075 63 32 101 75 20K99HSKA63-20120 63 32 146 120 20
DIN 69871-A MANDRIN POUR TÊTE À ALÉSER - ISO/DIN69871Code article ISO D A A1 d1
K99ISO40-12100
40
22 115 100 12K99ISO40-15100 27 115 100 15K99ISO40-20100 32 115 100 20K99ISO40-24160 42 175 160 24K99ISO40-28160 54 175 160 28K99ISO40-36160 68 176 160 36K99ISO50-12100
50
22 119 100 12K99ISO50-15100 27 119 100 15K99ISO50-20130 32 149 130 20K99ISO50-24160 42 179 160 24K99ISO50-28160 54 179 160 28K99ISO50-36200 68 220 200 36K99ISO50-50200 85 221 200 50K99ISO50-60260 100 281 260 60

5-27
TÊTE À ALÉSERPORTE-OUTILS ET PLAQUETTES
5
K99--- QUEUE WELDON ET RALLONGE
Code article D d A1 d1
K99W-2020-12 22 20 20 12K99W-2030-15 27 20 30 15K99W-2030-12 22 20 30 12K99W-2045-15 27 20 45 15K99W-2535-20 32 25 35 20
QUEUE WELDON
Code article D d A1 d1
K99RA-122022
12 20 12K99RA-1230 12 30 12K99RA-1530
2715 30 15
K99RA-1545 15 45 15K99RA-2035
3220 35 20
K99RA-2052 20 52 20K99RA-2440
4224 40 24
K99RA-2460 24 60 24
RALLONGE
Possibilité d’assemblage des rallonges : profondeurs max 3 X le diamètre d’alésage.
A1
A1
DIN 2080 MANDRIN POUR TÊTE À ALÉSER - SA/DIN2080Code article SA D A A1 d1
K99SA30-1210030
22 115 100 12K99SA30-15100 27 115 100 15K99SA30-20100 32 115 100 20K99SA40-12100
40
22 115 100 12K99SA40-15100 27 115 100 15K99SA40-20100 32 115 100 20K99SA40-24160 42 175 160 24K99SA40-28160 54 175 160 28K99SA40-36160 68 176 160 36K99SA50-12100
50
22 119 100 12K99SA50-15100 27 119 100 15K99SA50-20130 32 149 130 20K99SA50-24160 42 179 160 24K99SA50-28160 54 179 160 28K99SA50-36200 68 220 200 36K99SA50-50200 85 221 200 50K99SA50-60260 100 281 260 60
Augmentation de la profondeur d’alésage
Montage des têtes sur attachement Weldon.
PORTE-OUTILS ET PLAQUETTES TÊTE À ALÉSER
5-28
1
2
3
4
5
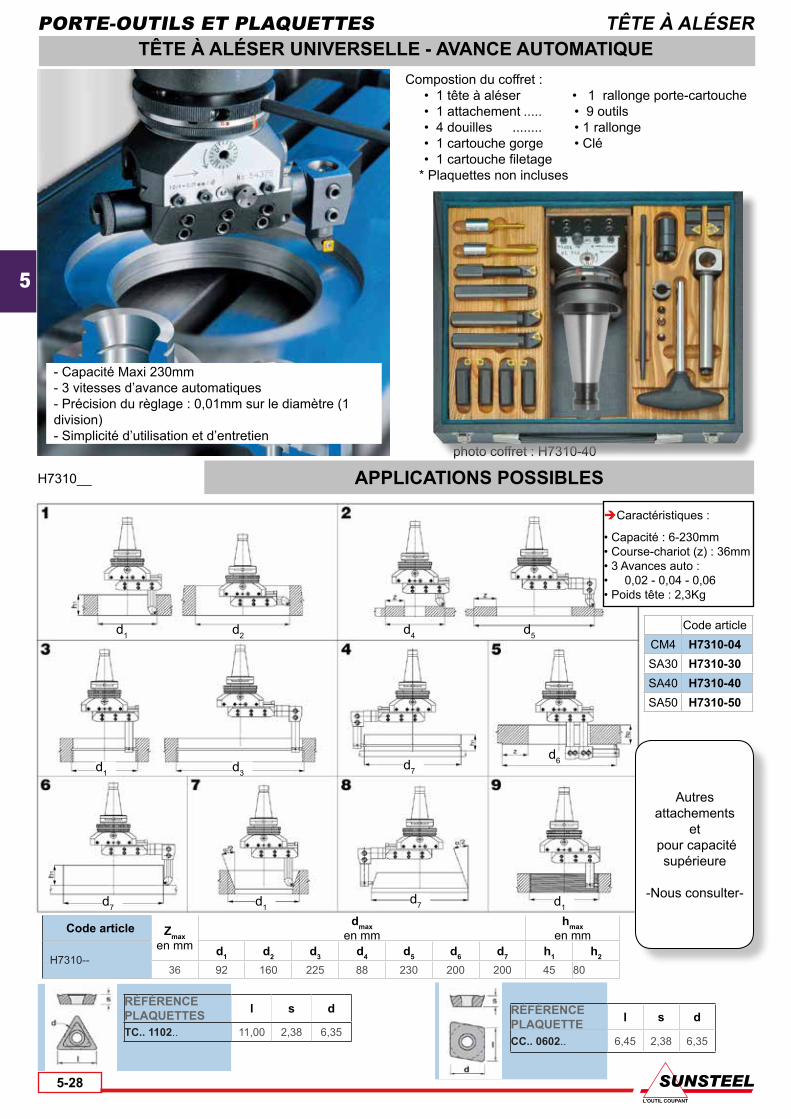
H7310__ APPLICATIONS POSSIBLES
Code article Zmax en mm
dmax en mm
hmax en mm
H7310--d1 d2 d3 d4 d5 d6 d7 h1 h2
36 92 160 225 88 230 200 200 45 80
TÊTE À ALÉSER UNIVERSELLE - AVANCE AUTOMATIQUE
Caractéristiques :
• Capacité : 6-230mm• Course-chariot (z) : 36mm• 3 Avances auto : • 0,02 - 0,04 - 0,06• Poids tête : 2,3Kg
RÉFÉRENCE PLAQUETTES l s d
TC.. 1102.. 11,00 2,38 6,35
RÉFÉRENCE PLAQUETTE l s d
CC.. 0602.. 6,45 2,38 6,35
Compostion du coffret :• 1 tête à aléser • 1 rallonge porte-cartouche• 1 attachement ..... • 9 outils • 4 douilles ........ • 1 rallonge• 1 cartouche gorge • Clé • 1 cartouche filetage
* Plaquettes non incluses
- Capacité Maxi 230mm- 3 vitesses d’avance automatiques- Précision du règlage : 0,01mm sur le diamètre (1 division)- Simplicité d’utilisation et d’entretien
d1 d2 d4 d5
d1 d3d7
d6
d7 d1d7 d1
photo coffret : H7310-40
Code articleCM4 H7310-04SA30 H7310-30SA40 H7310-40SA50 H7310-50
Autres attachements
et pour capacité
supérieure
-Nous consulter-