production managementj3000 description theshopcalendar animportantfactorinthecreationofa detailed...
TRANSCRIPT
Production ManagemenU3000 description 71N
.:::r::I:
WORK ORDERS
~
Production~anageIDent/3000
ov.erview
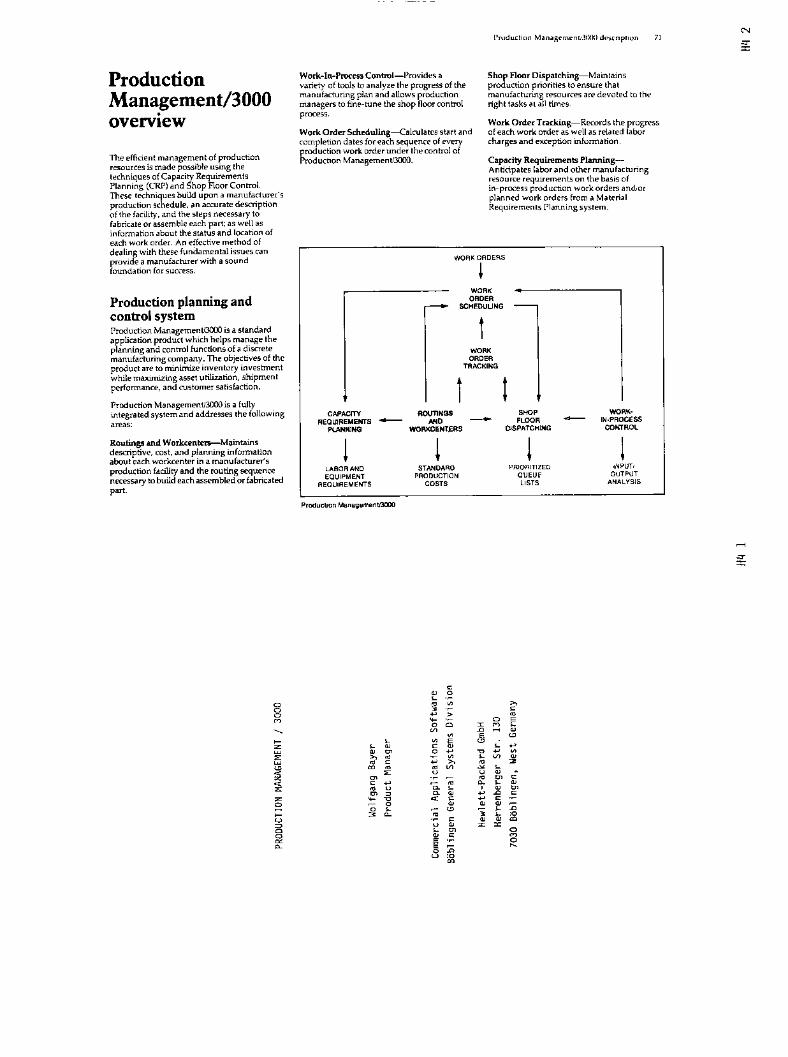
The efficient management of productionresources is made possible using thetechniques of Capacity RequirementsPlanning (CRP) and Shop Floor Control.These techniques build upon a manufacturer'sproduction schedule, an accurate descriptionof the facility, and the steps necessary tofabricate or assemble each part; as well asinformation about the status and location ofeach work order. An effective method ofdealing with these fundamental issues canprovide a manufacturer with a soundfoundation for success.
Work-In-Process Control-Provides avariety of tools to analyze the progress of themanufacturing plan and allows productionmanagers to fine-tune the shop floor controlprocess.
Work Order Scheduling-Calculates start andcompletion dates for each sequence of everyproduction work order under the control ofProduction ManagementJ3000.
Shop Floor Dispatching-Maintainsproduction priorities to ensure thatmanufacturing resources are devoted to theright tasks at all times.
Work Order Tracking-Records the progressof each work order as well as related laborcharges and exception information.
Capacity Requirements PlanningAnticipates labor and other manufacturingresource requirements on the basis ofin-process production work orders and/orplanned work orders from a MaterialRequirements Planning system.
WORKORDER
,...---. SCHEDULING -
tProduction planning andcontrol systemProduction Managementl3000 is a standardapplication product which helps manage theplanning and control functions of a discretemanufacturing company. The objectives of theproduct are to minimize inventory investmentwhile maximizing asset utilization, shipmentperformance, and customer satisfaction.
Production ManagementJ3000 is a fullyintegrated system and addresses the followingareas:
Routings and WorkcentelS-Maintainsdescriptive, cost, and planning informationabout each workcenter in a manufacturer'sproduction facility and the routing sequencenecessary to build each assembled or fabricatedpart.
WORKORDER
TRACKING
1 tCAPACITY ROUTINGS SHOP
REQUIREMENTS ~ AND ----. FLOORPlANNING WORKCENT,ERS DISPATCHING
! ! !LABOR AND STANDARD PRIORITIZEDEQUIPME~T PRODUCTION QUEUE
REQUIREMENTS COSTS LISTS
WORK-..- IN-PROCESS
CONTROL
INPUT,OUTPUT
ANALYSIS
Production Managementf3000
cQ) 0~
(/) ~0 to0 ~ ca ~ > toM '+- C a e
0 :t: M ~
.......... Vl ~ l"""'4 Q)V'l e (.!).- ~ V'l E (,!J s.: -t-tZ ~ Q) c Q)
l.IJ Q) C'l 0 ~ "'0 ~ (/)
::E ~ to :; V'l ~ V') Q)
l.IJ to C ~ to :3:(.!J co to to V'l ~ ~
ce ::E u u Q) ;z C'l r;o to C'lce c ~ C- o.. ~ Q)
::E to U ~ I Q) C'lC'l :3 0- Q) ~ .a c
z '+- "'0 ex: c ~ c8 '0 0 Q) Q) Q) :c~ m (,!J 'i ~.- :3: a.. ~ :0u 'r- C Q) Q) co::> u Q) :t: :t:0 ~ C'l 0a Q) s::: M0:: ~
0a..
~I"-
0U :0
co
74 Production ManagementJ3000 description
The shop calendarAn important factor in the creation of a detailedproduction plan is a definition of the workschedule for each production area. ProductionManagementJ3000 maintains a shop calendarwhich describes the work-day and shiftschedules for each workcenter in themanufacturing facility. This calendar can bemaintained on-line by shop management andcan be modified at any time to reflect changes tothe work schedule as soon as they are planned.The Production Management/3000 shopcalendar describes schedules for up to threeshifts per day, for as many months asnecessary.
Describing themanufacturing process
Part number definitionEach manufactured part, subassembly, andproduct is assigned a unique part number. Th isnumber is used throughout ProductionManagement/3000 to access, update, andretrieve information about each item. Partinformation maintained in ProductionManagement/3000 includes: standard yieldpercentage, standard run quantity, and partdescription. If desired, additional data itemscan be added through the use of the ProductionManagement/3000 customization feature.
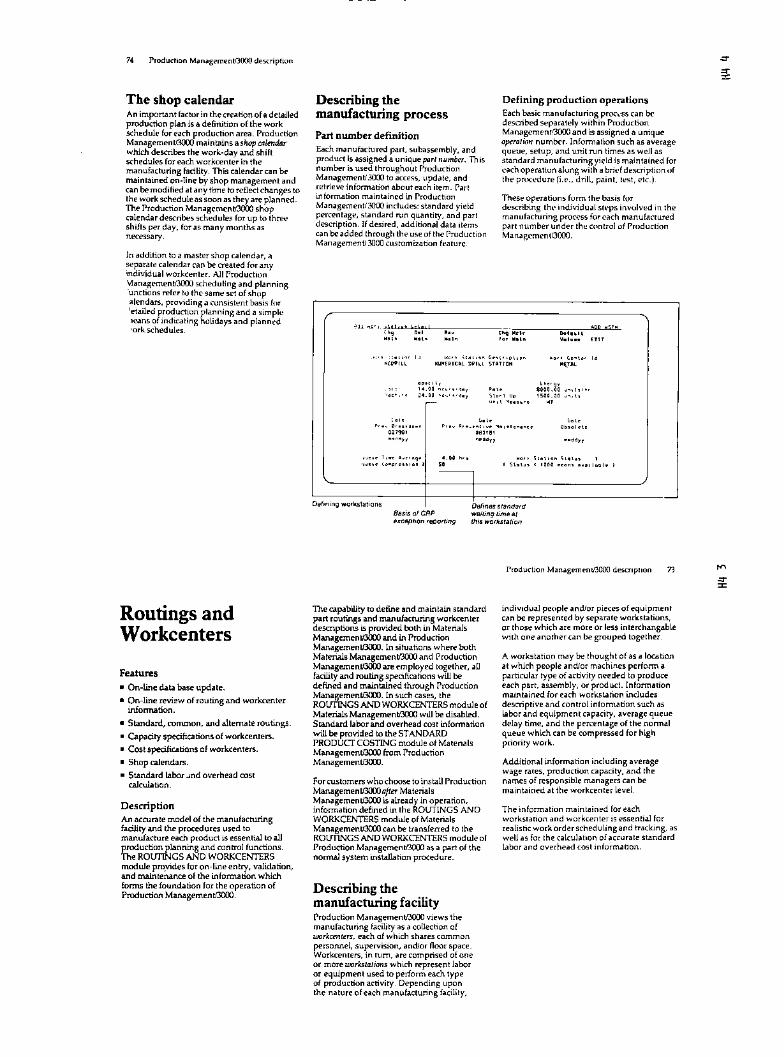
Defining production operationsEach basic manufacturing proct.:ss can bedescribed separately within ProductionManagementl3000 and is assigned a uniqueoperation number. Information such as averagequeue, setup, and unit run times as well asstandard manufacturing yield is maintained foreach operation along with a brief description ofthe procedure (Le., drill, paint. test, etc.).
These operations form the basis fordescribing th~ individual steps involved in themanufacturing process for each manufacturedpart number under the control of ProductionManagemenU3000.
In addition to a master shop calendar, aseparate calendar can be created for anyindividual workcenter. All Production\1anagementl3OOO scheduling and planning'unctions refer to the same set of shop'alendars, providing a consist~nt basis for'etailed production planning and a simpleleans of indicating holidays and planned'ork schedules.
".j.,1 wer _ .; lotIon llcloll
Chg Del RevWstn Wstn Wstn
Chg Melrfor Wstft
ADD w~TH
DefaultValu.s £lIT
.•.:q :I/It ."n I·j WO'. Slot Ion [le~cr IpllOnHCl\PILL NUMERICAL DIiIILL STATIOH
Work tenter Id~TAL
'/IIP/ICI tf1".00 hour"'':lay24.00 hou' ~ 'day-
~atl!
Star t UpUnll Mea~ure
[ ner 9Y8000.00 unll~/hr
1500.00 Unl t~
WT
: a \~
F'rl!v Brealdown0~798'
"'''Il:ldyy
ClalePre'" Prevent Ive Maintenance
08018'IIIl1lddyy
vateOb~oleh
flllllddyy
·,..eue Tlln~ Averoge 4.00 hr~ Worl Station Slalu~ ,',,,eue (Ofllpre~"on 1 SO ( Statu' C 1000 meon, avallable )
~I
Defining workstations befines standardBasis of CRP waiting time atexception reporting this workstation
Production Managementl3000 description 73
Routings andWorkcenters
Features• On-line data base update.
• On-line review of routing and workcenterinfonnation.
• Standard, common, and alternate routings.
• Capacity specifications of workcenters.
• Cost specifications of workcenters.
• Shop calendars.
• Standard labor ..md overhead costcalculation.
DescriptionAn accurate model of the manufacturingfacility and the procedures used tomanufacture each product is essential to allproduction planning and control functions.The ROlITINGS AND WORKCENTERSmodule pro.vides for on-line entry, validation,and maintenance of the information whichfonns the foundation for the operation ofProduction ManagementJ3000.
The capability to define and maintain standardpart routings and manufacturing workcenterdescriptions is provided both in MaterialsManagementJ3(XX) and in ProductionManagementJ3(XX). In situations where bothMaterials ManagementJ3000 and ProductionManagementl3000 are employed together, aUfacility and routing specifications will bedefined and maintained through ProductionManagementJ3(XX). In such cases, theROUTINGS AND WORKCENTERS module ofMaterials ManagementJ3000 will be disabled.Standard labor and overhead cost informationwill be provided to the STANDARDPRODUcr COSTING module of MaterialsManagementJ3000 from ProductionManagementJ3(XX).
For customers who choose to install ProductionManagementJ3000 after MaterialsManagementJ3000 is already in operation,information defined in the ROUTINGS ANDWORKCENTERS module of MaterialsManagementl3000 can be transferred to theROUTINGS AND WORKCENTERS module ofProduction Managementl3000 as a part of thenormal system installation procedure.
Describing themanufacturing facilityProduction Management/3000 views themanufacturing facility as a collection ofworkcenters, each of which shares commonpersonnel, supervision, andJor floor space.Workcenters, in tum, are comprised of oneor more workstations which represent laboror equipment used to perform each typeof production activity. Depending uponthe nature of each manufacturing facility.
individual people andJor pieces of equipmentcan be represented by separate workstations,or those which are more or less interchangablewith one another can be grouped together.
A workstation may be thought of as a locationat which people andJor machines perform aparticular type of activity needed to produceeach part, assembly, or product. Informationmaintained for each workstation includesdescriptive and control information such aslabor and equipment capacity, average queuedelay time, and the percentage of the normalqueue which can be compressed for highpriority work.
Additional information including averagewage rates, production capacity, and thenames of responsible managers can bemaintained at the workcenter level.
The information maintained for eachworkstation and workcenter is essential forrealistic work order scheduling and tracking, aswell as for the calculation of accurate standardlabor and overhead cost information.

76 Production ManagementJ3000 description
Alternate workstationsIn situations where a routing sequence for apart can be performed equally well at morethan one workstation, the various alternativescan be specified by creating multiple entrieshaving the same route-sequence number. Onthe shop floor, when each work orderarrives ata production sequence for which multiplealternatives exist, Production Management!3000 examines the workload in queue at eachalternate workstation and then recommendssending the order to the one with the leasthours of work waiting to be done.
I I ISEQUENCE 10 I SEQUENCE 20 I SEQUENCE 30 I sEOUENCE40
II I r
"'"I
I I WORKSTAl1ON I
I I3 I
II I II I OR
II I I
WORKSTATION~ W~KSTAnON -..f WORKSTAl10N t-. WORKSTATlON1 I 2
I4 I 6
I I II I OR II I II I WORKSTATION II I 5 II I " ~ II I II I I
Alternate workstations
Production Management/3000 description 75
Oprln Hbr Work S\o\lon Work Center..........HU\ SeqOverr Iele
ifW
Joining sequence forparallel paths
Tool lei
....wfr·Ui-JL;.f,j
Setup "ochl nc
~
Unl\ Run Plochlne
~
PorollelCode
81
Indicates whetherlabor or machinehours are to beused for scheduling
RepotrLevel-
~';~:a
~
Por \ HUlllber199'9'-711
~ou\e
Seq Htlr
&II,..----AI \
Pte Id
•
seKk;ijirURR£HT T II'I£S IH HOURS
Setup Schedule Code
!-.-.Unl\ Run Lobor Unl\ Run Schedule Code
UiWi •Defines standard ~rework sequences
IJrowlng lei
W=2f.f*-Tronll\--
Add $tondord PAulang
Defining standard routings
Each sequence in a part's routing must beassooated with both a valid workstation and avalid operation. The order of each operationwithin a part routing is controlled by the usersupplied route-sequence number. Any amount ofdescriptive text may be associated with eachroute-sequence. In addition, the user mayenter the following information for eachsequence in the routing:
• Descriptive and control infonnation.
• Machine, tool, and drawing references.
• Setup and unit run times.• Transit time from the previous operation.This infonnation provides the basis for all workorder scheduling, capadty planning, and shopfloor control functions.
Defining standard routings(Bills of labor)The sequence of operations required toproduce or assemble an item constitutes thestandard routing (or bill of labor) for that part.

78 Production ManagementJ3000 description
!r--------------..,
Alternate part routingsAlternate routings designed to take advantageof various equipment configurations orsubcontractors can be defined in advance. Eachalternate routing specified for a part must becomplete and is independent of all otherroutings. When work orders are actuallycreated, any of the specified routings canbe selected.
PRIMARY ROUTING
PART A
! ALTERNATE ROUTING
CUT
BEND
INSPECT
DRIll
!DEBURR
TOSUBCONTRACTOR
~:': ....t-------.,j
IL .J
.Iternate routings
L -.I
Production Management/3000 description 71
Parallel routing sequencesProduction ManagementJ3000 provides thecapability to schedule and control multipleparallel production paths for each individual partnumber. This allows related subassemblies tobe manufactured on a single production workorder and then to be combined without usingintermediate inventory levels. Any number ofparallel paths can be specified for each part,and each can include as many production
sequences as necessary. Each production pathis identified by a user-defined JXlrallel codeattached to each routing sequence, and by aspecification of the sequence at which paths"join" for assembly.
Production Management/3000 provides for thescheduling and control of parallel productionpaths to minimize overall manufacturing ~adtime, and to keep work-in-process inventorylevels to a minimum. In certain types ofmanufacturing environments, the use ofparallel production paths can result insignificant reductions in inventory carryingcosts.
iEIt-': \- "." .~.". ..I~;" Q,U ...• 1;. . ; : <Y.'~~
{ '~·'10~'. 1------I PATH 1LEAD TIME I
:~ S~QUE"''''i-- ' .. ';3~.•~. "60!~~.t:"tt.:.!, '.l?':f.· " .....,.I!l14~&0Di1.f" .'I PATH 3 LEAD TIME
TOTAL-PART LEADTlME
Parallel routing paths
80 Production Management/3000 description
Employee informationEmployee information in ProductionManagement/3000 is used primarily for thevalidation of direct labor charges. An employeeidentification code must be assigned to eachemployee who will be charging labor time towork orders. As labor is reported, ProductionManagement/3000 verifies that a valid ID codeis entered with each transaction. Additionalinformation such as location code andoverhead account can be maintained for eachemployee, for use as reference information.
Standard Product CostingProduction Management/3000 calculatesstandard labor and overhead costs for each partunder its control. 'These costs are calculatedusing the run quantity for each part, laborsetup and run times from the standard
routing, and overhead and average wagerates from each workcenter. If more thanone routing exists for any part, the primaryrouting is used (i.e., any alternate routings areignored). This information is available to theSTANDARD PRODUcr COSTING module ofMaterials Management/3000 for use in thestandard cost rOll-Up, For a detailed discussionof STANDARD PRODUCT COSTING, pleaserefer to the chapter describing MaterialsManagement/3000 earlier in this document.
Production ManagementJ3000 description 79
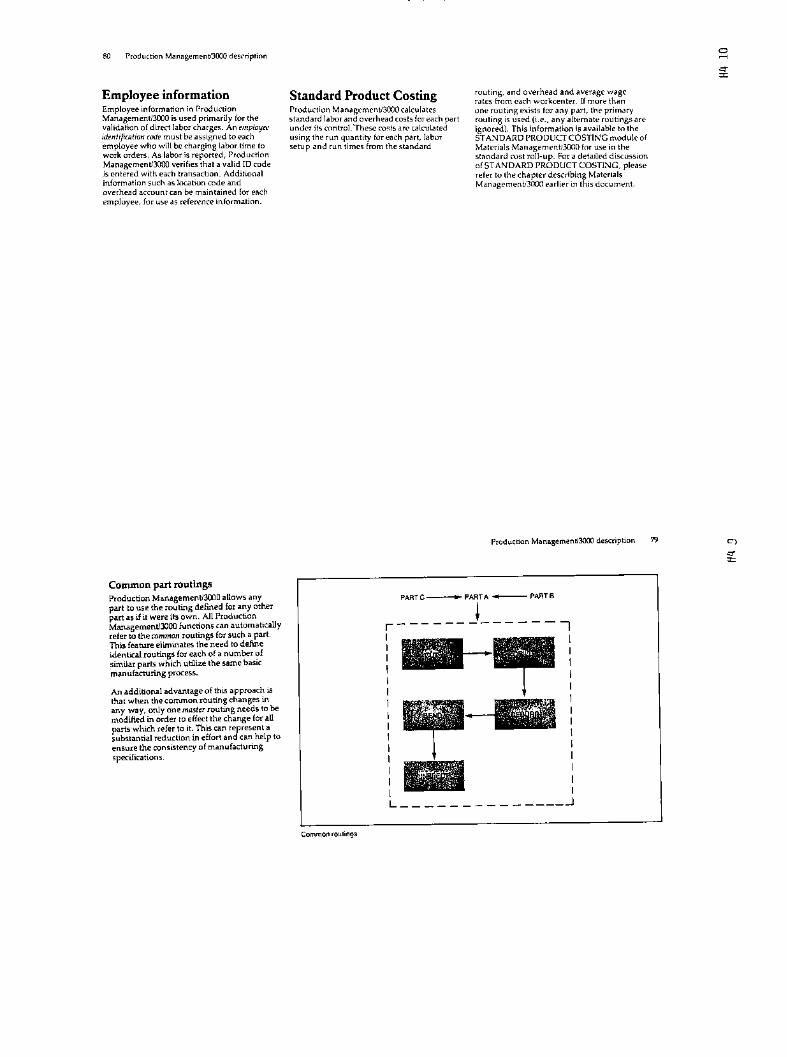
Common part routingsProduction Management/3000 allows anypart to use the routing defined for a~y otherpart as if it were its own. All ProductionManagement/3000 functions can automaticallyrefer to the common routings for such a part.This feature eliminates the need to defineidentical routings for each of a number?fsimilar parts which utilize the same baSICmanufacturing process.
An additional advantage of this approach isthat when the common routing changes inany way, only one master routing needs to bemodified in order to effect the change for allparts which refer to it. This can represent asubstantial reduction in effort and can help toensure the consistency of manufacturingspecifications.
PARTe~ PART A ..--PARTS
~r-------------I
---.,..,.----L -.J
Common routings
82 Production Management/3000 description
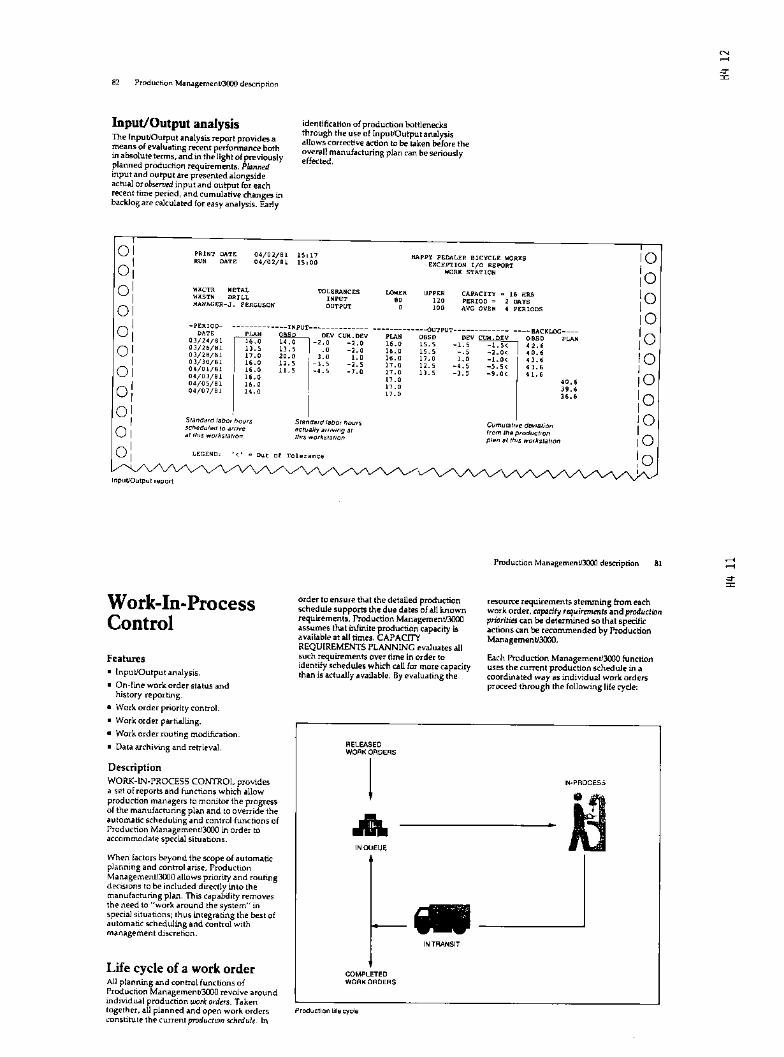
Input/Output analysisThe Input/Output analysis report provides ameans of evaluating recent performance bothin absolute terms, and in the light of previouslyplanned production requirements. Plannedinput and output are presented alongsideactual orobseroed input and output for eachrecent time period, and cumulative changes inbacklog are calculated for easy analysis. Early
identification of production bottlenecksthrough the use of InpuUOutput analysisallows corrective action to be taken before theoverall manufacturing plan can be seriouslyeffected.
ooooooooooo
40.639.636.6
Cumulative deviationfrom the productionplan at this workstation
CAPACITY .. 16 HRSPERIOD:::I 2 DAYSAVG OVER 4 PERIODS
UPPER120100
HAPPY PEDALER BICYCLE WORKSEXCEPTION I/O REPORT
WORK STATION
LOWER80o
TOLERANCESINPUTOUTPUT
Standard labor hoursactually amvlng atthiS workstation
04/02/81 15:1704/02/81 15: 00
-------------INPUT-------------- -------------QUTPUT------------- ----BACKLOG----PLAN OBSD DEV CUM.DEV PLAN OBSD DEV CUM.DEV OBSD PLAN16.0 14.0 -2.0 -2.0 16.0 15.5 -1.5 -1.5< 42.613.5 13.5 .0 -2.0 16.0 15.5 -.5 -2.0< 40.617.0 20.0 3.0 1.0 16.0 17.0 1.0 -1.0< 43.616 • 0 12 . 5 - 3. 5 - 2. 5 17 .0 12. 5 -4. 5 - 5. 5< 4 3. 616.0 11.5 -4.5 -7.0 17.0 13.5 -3.5 -9.0< 41.616.0 17.016.0 17.014.0 17.0
PRINT DATERUN DATE
WKCTR METALWKSTN DRILLHANAGER-J. FERGUSON
-PERIOD-DATE
03/24/8103/26/8103/28/8103/30/8104/01/8104/03/8104/05/8104/07/81
LEGEND: •<' .. Out of Tolerance
Standard labor hoursscheduled to ar"veat thiS workstation
01
010 1
101
010 1
I010'I0'0:01
InpUt/Output report
Production Management/3000 description 81
Work-In-ProcessControl
Features• Input/Output analysis.
• On-line work order status andhistory reporting.
• Work order priority control.
• Work order partialling.
• Work order routing modification.
• Data archiving and retrieval.
DescriptionWORK-IN-PROCESS CONTROL providesa set of reports and functions which allowproduction managers to monitor the progressof the manufacturing plan and to override theautomatic scheduling and control functions ofProduction Management/3000 in order toaccommodate special situations.
order to ensure that the detailed productionschedule supports the due dates of all knownrequirements, Production Management/3000assumes that infinite production capacity isavailable at all times. CAPACITYREQUIREMENTS PLANNING evaluates allsuch requirements over time in order toidentify schedules which call for more capacitythan is actually available. By evaluating the
RELEASEDWORK ORDERS
I..INOUEUE
resource requirements stenuning from eachwork order, capacity requirements and productionpriorities can be determined so that specificactions can be recommended by ProductionManagement/3000.
Each Production Management/3000 functionuses the current production schedule in acoordinated way as individual work ordersproceed through the following life cycle:
IN-PROCESS
When factors beyond the scope of automaticplanning and control arise, ProductionManagement/3000 allows priority and routingdecisions to be included directly into themanufacturing plan. This capability removesthe need to "work around the system" inspecial situations; thus integrating the best ofautomatic scheduling and control withmanagement discretion. -IN TRANSIT
Life cycle of a work orderAll planning and control functions ofProduction Management/JOOO revolve aroundindividual production work orders. Takentogether, all planned and open work ordersconstitute the current production schedule. In
COMPLETEDWORK ORDERS
Production life cycle

l)4 Production Management/3000 description
Creating a partial order
(HAT[ PAIH I AL
_;.~, t::4J ,~:U Ull'a]
Creating partial work ordersProduction Management/3000 provides for theseparation of work orders into multiple partialwork orders at any time. Partial work ordersare created by speCifying the number of unitsfrom the jxmmt work order which are to beseparated, and the production sequence fromwhich they are to be taken. A separate copy ofthe work order is then automatically createdwhich has a routing identical to that of theparent.
Once created, partial work orders becomeindependent of their parent work ordersand can be aSSigned separate due datesandJor priorities. For accounting and materialplanning purposes, all reJatl!d work orders carrythe same order number and are distinguishedfrom one another on the basis of the ~rtial
/lumber assigned to each. Any number ofpartials can be associated with a single workorder number, and partial work orders can befurther sub-divided if necessary.
(rcote a Porllol lpl
.••..••.•.• (UPP[HT LOT .
Or·je, Po, t 10 I Opcrot 10n PoulcII'J"'ber Mumbrr ~eq tlbr
~.. UI1a I"J,Q(Op\.)
.•••• H(WPAPT1ALLDT .•:lHc .. Porllol auol!ly
M•• mbcr Portloled
aa.u ~Sequence fromwhich Unitswill be taken
vole In
IUUIa("''''ddyy)
T ,me In
W.J8(hh",,,,o )
Labor reporting andmaintenanceDirect labor hours reported on the shop floorCJn be reviewed by employee, work order, orworkcenter. Modifications can be applied totIny individual charge, if necessary, prior to theutilizatiun of these records for job costing orother reporting purposes.
Production Management/3000 description H3
. 'Schedulcd"'··In·· Beg End Illy ,Hy Prtlol
Oprln ['.sle T me Dole Dole ,1'1 Bonu~ Slot PorentDRLI 06/1S 03 36P 06/15 06/16 SO 0 5000
, •• ' •• " ••• '" ••". ••". SO lSOO'PTIO Obllq 08 30A 0611'3 l" Ou:::itie..dded
at each sequence
Quantities moved infrom previous sequences
Reporting work order status
OrderOverView
Printed BothReport EXIT
QRQEP STATUS
Dc~cr Ipl IonREAR PAHEL FRAME
StopChg LotStatus
Por I Humber
~~--
Wor ~ 1010' ~
.: enter ~Iollon
METAL HC[,PILlM(TAl ['E8UPP
"[TAL rCurrent locationof work order
O,.je' -W0176S8
P,llol
Work order status reportingThe current location and status of each workorder in process is available at all times foron-line analysis and review. Work-in-processstatus can be reported either on CRT screens orprinted reports by:
• Individual work order.
• Workstation or workcenter.
• Operation number.
• Part number.
Order routing modificationProduction Management/3000 provides thecapability to modify the order routing for anysingle work order to accommodate specialsituations (such as subcontracting) withoutchanging the standard routing for the associatedpart. Such changes are applied to the copy ofthe routing which is made at the time eachwork order is scheduled (see the section onWORK ORDER SCHEDULING later in thischapter).
Existing production sequences can be modifiedor deleted and new production sequencescan be added at any point in the routing. Workorders which are modified in this manner areimmediately rescheduled in order to ensurethat all changes are accurately reflected in thedetailed production schedule.

86 Production Management/3000 description
.::T:c
Infinite capacity assumptionFor purposes of work order scheduling,Production Management/3000 assumes thatinfinite production capacity is availableat all times. Each work order is scheduledindependently and requirements in excess ofavailable capacity are then identified by theCAPACITY REQUIREMENTS PLANNINGmodule (see the discussion of CRP later in thischapter). This procedure ensures that detailedproduction schedules will support the overallmaster schedule, and that modifications to theplan based on capacity constraints will be madein a coordinated manner through the materialsmanagement function.
SEQUENCE 10
The scheduling calculationLead time requirements for each work orderare calculated by accumulating the specifiedtransit, queue, setup and run times for eachproduction sequence.
Backward and forward schedulingOnce sequence lead times have beencalculated, should-be start dates can be assignedto each production sequence either by"backward scheduling" from a user-suppliedorder due date, or by "forward scheduling"from a user-supplied order start date. Thedates are established by calculating actualelapsed time required to perfonn anyproduction sequence and by examiningthe shop calendar for each workcenter todetermine the number of working hoursscheduled for any given date and shift.
Parallel production pathsWhen parallel production paths are definedin the routing for a part (see the ROUTINGSAND WORKCENTERS section earlierin this chapter), each path is scheduledindependently so that all will be ready for thejoining sequence at the same time. In this way,inventory levels at all points in themanufacturing cycle can be maintained at thelowest possible levels.
Components of lead time
Production ManagementJ3000 description 85
Work OrderScheduling
Features• Backward or forward scheduling.
• Infinite capacity scheduling.
• Work ord.er specific routings.
• Overlapped, compressed, and splitsequence scheduling.
• Partial work order scheduling.
• Parallel path scheduling.
DescriptionWork orders can be created as a result oftransactions from Materials Management!3000, and/or directly within ProductionManagement/3000. As each work order iscreated, a unique copy of the standard partrouting for that part is made and is associatedwith the order. This order routing can then
be modified as necessary to indicate uniquedeviations from the standard routing(refer to the discussion of "Order routingmodification" in the WORK-IN-PROCESSCONTROL section earlier in this chapter).
Using the due date of the work order as a basis,scheduled start and completion dates/times arecalculated for each production sequence. Workorders are automatically rescheduled whenever their due dates or other specifications aremodified. These schedules form the basis forthe evaluation of production prioritie~ as wellas other planning and control functions.
PART A WORK ORDER #1234 FOR 100 PART A DUE DEC. 1
STANDARD ROUTING
SEQUENCE
1020304050
OPERATION
CUTDRillBENDDEBURRINSPECT
SEQUENCE OPERATION START COMPLETEDATE DATE
10 CUT NOV. 10 NOV. 1320 DRill NOV. 15 NOV. 2430 BEND NOV. 25 NOV. 2740 DEBURR NOV. 28 NOV. 3050 INSPECT NOV. 3D DEC. 1
ORDER ROUTING
Standard Routing and Order Routing

Shop FloorDispatching
Features• Routin~ Lists.
• On-line review of workcenter status.
• Dispatch lists by workstation or workcenter.
• On-line priority calculation.
• Multiple dispatching rules.
• Manual priority override.
Description
The SHOP FLOOR DISPATCHINGmodule provides the tools to enSUfe thatmanufacturing resources are devoted to thl'right work orders at all times. The SHOPFLOOR DISPATCHING module evaluatesproduction priorities dynamically on thl' basisof up-to-date status infonnation and makl'sthese priorities visible when nel'ded on thl'shop floor.
Production Mana~ement.l3(X)Odescription H'I
Overlapping, splitting,and queue compressionPfoduc.:ti~lI1 MM1.lgellll'nt 300(} pw\'jdl's fOfthrl'l' ml'thllds of fl'during thl' m.lnUI'KtufingIl'.ld timl' h,r ,1 pilrt bl'low thilt which fl'sultsfrom thl' SChl'duling c,lkul.ltion dl'scribl'd.lbo\'l':
Overlapped sequenc~s-Arl'thosl' Whl'fl'soml' p,ut of ,1 wor" ordl'r is mO\'l'd on to bl'gintill' nl'xt production Sl'L)Ul'IKl' beforl' i1l1units
SEOUENCE 10
Ull tlw \\'ur"- llrdl'r h.l\l· bl'l'll c~\mpll'll'd. TIll'dfl'ct is to "nn'r1,,~" pnlCl'ss tillw.....11 t\\'llSl'l!lIl'IKl''-' .1Ild tll I"l'dull' thl' on·r.llIl'I.'~I""l'dtillll' reLJuin'd lor compll'lioll 01.1 \\'or"- llrdl'l.On'r1,lp c.:.1Il be spl'cifil'd l'ithl'l" for illdl\·ldll.11
routing Sl'l!lIl'IlCl'S or Illr .111 Sl"!Ut'nu'., in .1.... t.lI1dard p.Ht routing,
Split sequences-Are thosl' \\'Iwrl' mllrl'th.111 l)lll' pl'rson or machine pl'rfornh wnr"conc.:urfl'lltl~· .1t .1 ...ingle productil'n .... l'l!lIl'IKl.'.Thl' number of slJ(h pl'l'pll' lll" 1ll.1lllinl·... '·.m bl'spl'cifil'd lor .111~' Sl'lllll'ncl' ot .1 part'., rlluting,which h.1'\ till' l'ffl'Ct pf rL'during till' J'/'(I('';~l11,'\
portion l,1 l'I.'pSl'd 1t'.ld linll'.
Queue compression-Is .1 Illl',lI1S 01prl.'-l"pl'diting.1 work ordl'r by elssuming lesslh,1I1 sl,lI'ld.ud qUl'Ul' tinll's \\'Ill'n l:cllculating
...d1l'dull'd st.ut d.ltl'S fur l'ild1 prududillil
.... l'L)ul'nCl'. Sinn' thl'sl' d,llL'... furm thl' b.1Si ... '"l"thl' elssignmL'l1t of rl'l.lti\'l' prillritil.''' .llllllnhwork ordl'l's in 'lul'ul', this h.b thl' l'fkd IIIassigning till' (lllt1J1rt'~~l'd \\'or"- on,kr .1 hi~~I1l'r
pri,'rit~, cIt l',llh sl"lUl'l'll'l' th,\Il it \\,puldnormally h,1\'l'. This is .KL'omplishl'd l'\~'
"Iwrifyillh ,1 '\lUl'lIl' comprl'"sioll f.1l'to!''' Illl" ,1
\\'l)l'k ordl'r ",hidl indir"tL's the percl'nt.lhl'lllthl' -.tclnd.1n.i 'IUl'UL' \\'hid'l is tp bl' T"l'Ill11\'l'd Ipr-.dll'dliling pllrpo.,l's.
Overlaoped scheduling

Production Managementl3000 description 91
Work order prioritycalculationThe relative priority of each work order in thequeue of each workstation is evaluated on thebasis of a user-specified system value whichdefines the facility disl'atdlillg nde. Two suchdispatching rules are provided by ProductionManagementl3OOO:
Queue Queue Chg LotPart Oprtl'l Status
Wet' Id W,tn Id (leave blank to ,eeMETAL 011 wod ,totLOl'ls)
Order Oper -Sehd-Date-W, t n- I d HUllIber P, t 1 Hbr Pr, Beg' n End
Stop Pr 1nhd 80thReport
SHUT MtTAl SHQP
DateI n Per t - HUlllber
QyEUE HUB
£lIT
OtyStat Left
Scheduled start dates-The scheduled startdates assigned to each production step by theWORK ORDER SCHEDULING module arecompared with one another, and higherpriorities are assigned to work orders withearlier dates.
Critical ratio-Priorities are based upon theratio between the remaining lead time for eachwork order, and the elapsed time remaininguntil the due date for that wurk order. Workorders with lowL" critical ratios have higherpriorities.
~~ _ QiL.l lU. ULlU. llLll ti.LQ.!. ....?9UO'?LO-;.x.0&.i39c,1 ~Tool-Id: HCTP-1JO~ Drwg-Id:
!1WUJJ....~ _ QiL.l U ~~ Aim 3871-019" l.A.ll.....-.l.Tool-Id: HCTP-'98~ Drwg-Id:
lli!1L-~ _ Wl. U QiLl.i Wll Wll 5118-""8 ~Tool-Id: Dr.g-Id:
W!!L-~ _ eI.1l U Wll QiLn AiLU 1178-3811 LUL........-UTool-Id: Drwg-Id:
~ m&11D _ eru U Aial~ AiLU ,,"P'-2M" ~Tool-ad: Dr.g-Id:
QWl!L..~ _ DIW. U Aial AiQ2~ ??9P-0198 ~Tool-Idl Dr"g-Id:
Selecting work from queue
In either case, these priorities can beoverridden, as necessary, by user-specifiedpriority assignments.
When personnel or machines becomeavailable, a dispatcher can obtain a list of jobscurrently waiting at any workstation orworkcenter in priority order. This list can beproduced either on-line or in printed form.
l.Jt1 Production Management/300n description
AltRte, RteSeq' PH Cde NxtSeq' Opn' Wrk Cntr Wrk stn Rpr Lvl OrdTyp0030 PTll METAL PAINT 0 WO
AltRte' RteSeql PH Cde NxtSeq. Opn' Wrk Cntr Wrk stn Rpr Lvl OrdTyp0020 DaOl METAL DEBURR 0 WO
AltRtel RteSeq' PH Cde NxtSeql Opn' Wrk Cntr Wrk stn Rpr Lvl Ol:'dTyp0010 DRLl METAL DRILL 0 WO
WOl:'k Ol:'del:' Routing List
1010I1010I10Iooooooo
Page 1
06/15/81 08: 43A
---Current Unit-Run---Labor Machine Code
.5 0.0 L
---Current Unit-Run---Labor Machine Code
.05 .5 M
---Current Unit-Run---Labor Mach ine Code
.25 .25 L
Descl:' ipt ionBACK-PLANE CABINET FIXTURE
Tool Id
Tool Id
Tool Id TLOOl224
Pal:'t Numbel:'3940-0498
---Current Set-Up---Labor Mach ine Code
4.0 4.0 L
---Cul:'rent Set-Up---Labor Mach ine Code
1.5 0.0 L
---Current Set-Up---Labor Machine Code
2.0 2.0 L
Ol:'der •W0000012
Drawing Id
CurrentTransit Time
8.0
Drawing Id DWG0014-2 REV A
Curl:'entTl:'ansit Time
8.0
CurrentTrans it Time
8.0
Drawing Id
HAPPY PEDALER BICYCLE WORKS010 1
1
01
010 1
IOloooooo
Releasing work ordersOnce shop management has determined thatall materials and documentation necessary tobegin production activity on a given work orderhave been assembled, the order is released to thequeue of the first production sequence. At thattime a Routing List is printed which describesthe rou ti ng for tha t order in detail. This RoutingList is added to the shop packet and travelswith the work order through the productionprocess.
.-\$ work. order movement or schedule changesld"\.' pi(l~,-=, th~'Produ~hoi'\~anagemenL~data base is modified immediately to reflect thecurrent status of work-in-process at all times.This dynamic model of the shop environmentprovides the basis for dispatching workaccording to the latest priorities whenevermanufacturing resources become available.
Work order Routing List
Work OrderTracking
Features• On-line work order status review.
• Interactive step completion reporting.
• Factory Data Capture terminals.
• Partial work order tracking.
• Rework and scrap reporting.
• Exception reporting.
• Automatic load balancing.
• Labor collection.
DescriptionIn order to effectively establish productionpriurities and provide shop managers with theinformation necessary to properly manage themanufacturing environment, ProductionManagement/3000 must maintain an accurate 0
picture of the status and location of each workorder (or partial work order) at all times. Workurder status information is collected Oil tlte shopfloor at the time production activity actuallytakes place. Either simplified HP Factory DataCapture terminals or full-screen CRTs can beused fur this purpose.
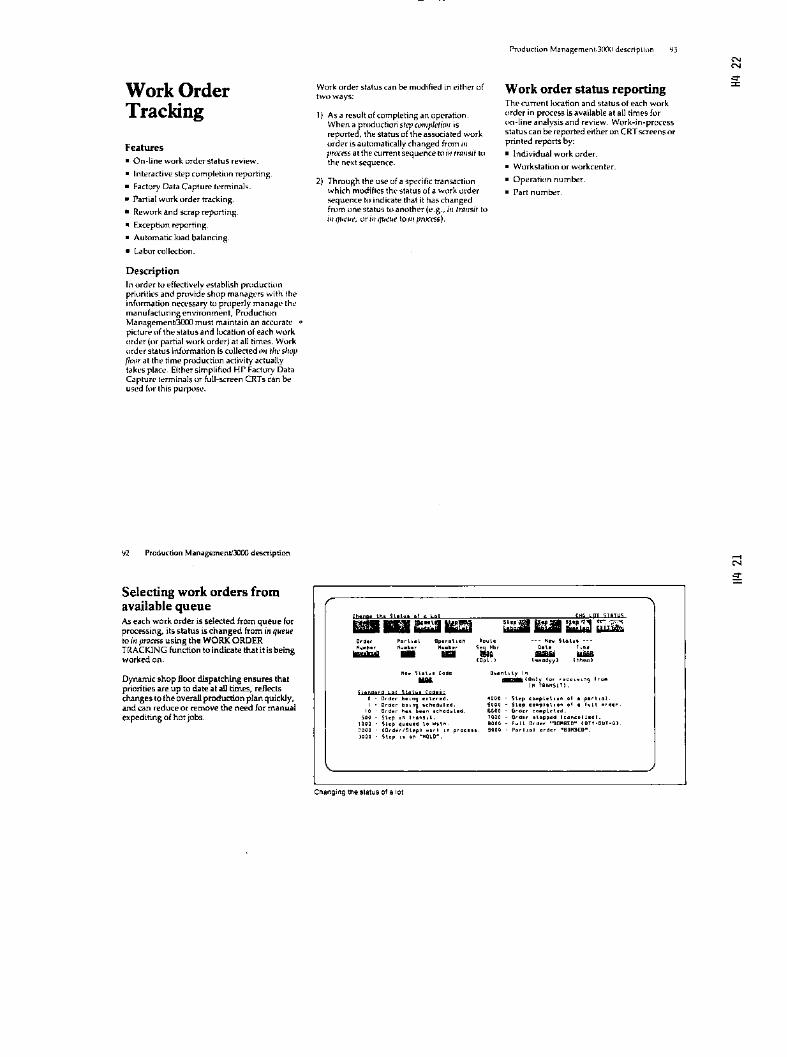
Work order status can be modified in either oftwo ways:
1) As a result of completing an operation.When a production step completioll isreported, the status of the associated workorder is automatically changed from illprocess at the current sequence to ill trallsit tothe next sequence.
2) Through the use of a specific transactionwhich modifies the status of a work ordersequence to indicate that it has changedfrom one status to another (e.g., ill trallsit toill queu(', or ill queue to ill process).
Production ManaKement,3000 descriplion 93
Work order status reportingThe current location and status of each workorder in process is available at all times foron-line analysis and review. Work-in-processstatus can be reported either on CRT screens orprinted reports by:
• Individual work order.
• Workstation or workcenter.
• Operation number.
• Part number.
'J2 Production Management/3000 description.
Selecting work orders fromavailable queueAs each work order is selected from queue forprocessing, its status is changed from in queueto in process using the WORK ORDERTRACKING function to indicate that it is beingworked on.
r
OrderHUlllber..... Portael
HUllber- Operot aonHUllber-
CHG bpI STATuS
--- Hew Stohs ...Dole TUIe
... u.iiiB(lftlIlddyy) (hhll.)
DynamiC shop floor dispatching ensures thatpriorities are up to date at all times, reflectschanges to the overall production plan quickly,and can reduce or remove the need for manualexpediting of hot jobs.
Hew Stohs CodeMIl
StondArd lpt $totu, ted,;.o • Order bung entered.I - Order beang scheduled.
10 - Order hes been scheduled.500 • Shp an tronut.
1000 • Step queued to Wstn.:lOaD - (OrdcirIShp) wort an procen.3000 - Step lS on "HOLD".
Changing the status of a lot
O"ont a'y In_ (Only for receavlng frOIl
IH TRAHSIT).
4000· Step co.plelaon of 0 portaol.5000 - Step co.plelaon of 0 full order.6000 • Order cOllpleted.7000 • Order slopped (concelled).8000 • Full Order "BO"'8ED" (OTY-OUT-O)'9000 • Porllol order "BOMBED".

Production Management/3000 description 95
SHP XCPTHChg Lo t S~ep·'.··"· .... •Slabs Qv..•l'l~p ~~r't
... - Except Ion ----Date Time
070981 0200P(mmddyy) (nhmm)
CommentLOCK-WASHEflS DAI'IAGEDAHO UHUSABLE
rOO;?-Hou'lng damaged.F003-Performance not .. Ithln 'pees.r004·Plns broten/mUSing.rOOS·1 ncorrect Opt Ion Recell/ed .r006·Broten trace.
PouteSeq Hbr
30(Opt. )
Operat Iontlumber
DPL2
Par tU11tlumber
.......... - Exception -_. __ • __ •••••••
'.:.:le IJUantl t. (omponent fartBP. H 4' 1339-0936
: 'andO, 3 [_,cpllon Lode,SPIIl'Materlal artll/ed brolenMS(T-WronQ number of part, recell/edrIJOO'(omponent doe, not
..or. (Indetermlnale).r')')l .."." tch Failure
Or·je rII'Jmber
WO,9847
Order Pav All Step StepSlalill we 1Cc:ptn COlllplcln Lobor
[nts:, Prgdyctlgn Step [!S;CRtton InformotlOD
'-
Recording exception information
Production exceptionsInformation describing material failures, scraplosses, rework activity, or other exceptionalconditions associated with each work ordersequence can be collected and stored foranalysis and review. This information can beentered at the time work orders are beingtracked from one production sequence toanother, or separately when exceptions areactually detected.
Exceptions can be recorded either as free-fon"comments, or in terms of predefined codeswhich can be analyzed on a statistical basis.Exception codes and their definitions can bedescribed at any time and can be either globalor local in scope. Global exceptioll codes can beused to describe unusual ev~nts regardless ofwhere in the manufacturing facility they occur,while local eXCL-ption codes apply only to thosewurkcenters with which they have beenspecifically associated.
Pre-defined exceptioncode
Free-form comment
Production Manag~mentJ3000description
[ntce Pcgdusllgn Step Cpmplrt.gD '"'gemotign ST[P CgMPL£TH
t{iL.~ I~\::~ ·t~:~1* 11~ It::,;! tHqp~ iD
••••••••••••• Exception •••••••••••••••
_ _,J;lY ~~'~M'm
RllnHours
~
SUP LABQR
Time Out
(~)
Quant I tyScrapped....
Date Dllt
IWU(mmddyy)
ap' "h ·· ...·ot: 1 Sl r.; ..... '''''········i·",·f·, ....9 .. lI·· .• ep,.. ,J ..' ... ,i'!.,.-.. ~~WLb!:
QuontltyReworted--•••• Hours •••••---
RteSeq HbrI I(opt.)
Quant I tyBonu,ed
~
Operat&onHumber
iBli1
EmployeeHumber
D&rectLabor:~
·-Completlon?···(tiormal. ~epalr)
( or Ilomb )
.Ii
Order Part lalHumber Humber-- ..
Completing a production sequence
LaborcoUectionProduction ManagementJ3000 provides themeans to capture and record direct labor hoursapplied to each work order sequence. Laborhours are reported directly by shop personnel011 the shop floor where work is actually beingperformed. As each entry is made, ProductionManagementJ3000 ensure~ that a validemployee ID and work order number havebeen provided.
Production sequencecompletionsAs soon as each production sequence hasbeen completed, the results can be reported toProduction ManagementJ3000 by the people whoactually perlonll the work. The number of unitscompleted, scrapped (lost), bonused (found),and reworked at each sequence can be enteredvia an HP Factory Data Capture terminal or afull·screen CRT. Related information such asdirect labor charges, material failures, or otherexceptions can be collected either all at one timeas a part of the step completion transaction, orseparately through individual transactionsdesigned specifically for each type ofinformation.
EmployeeHumber
Direct Labor: gl9.~~~
Labor hours can be entered at the time workorders are being tracked from one productionsequence to another, or through separate'transactions as work is actually performed.Labor charges can be modified at any timeand accumulated hours can be reported byemployee ID, work order number, orworkcenter.
OrderHumber
jWQQ1J
PartialHumber
Di
Operation RouteHumber Seq Hbr
Q&U ( J(Dpl. )
Set·upHour'
~
Date
WW(mmddyy)
LaborHour'
II&.U
TimeUj~8
(hhmma)
Charging time to a work order
Production Management/3000 description 97
CapacityRequirementsPlanning
Features• Load projection by workstation.
• Exception reporting.
• Summary workcenter reporting.
• Alternate load measures.
• User-defined reporting periods.
• Load detail reporting.
SUGGESTEDWORK ORDERSFROMMRP
OPEN WORK ORDERSFROM ProductionManagement/3000DATA BASE
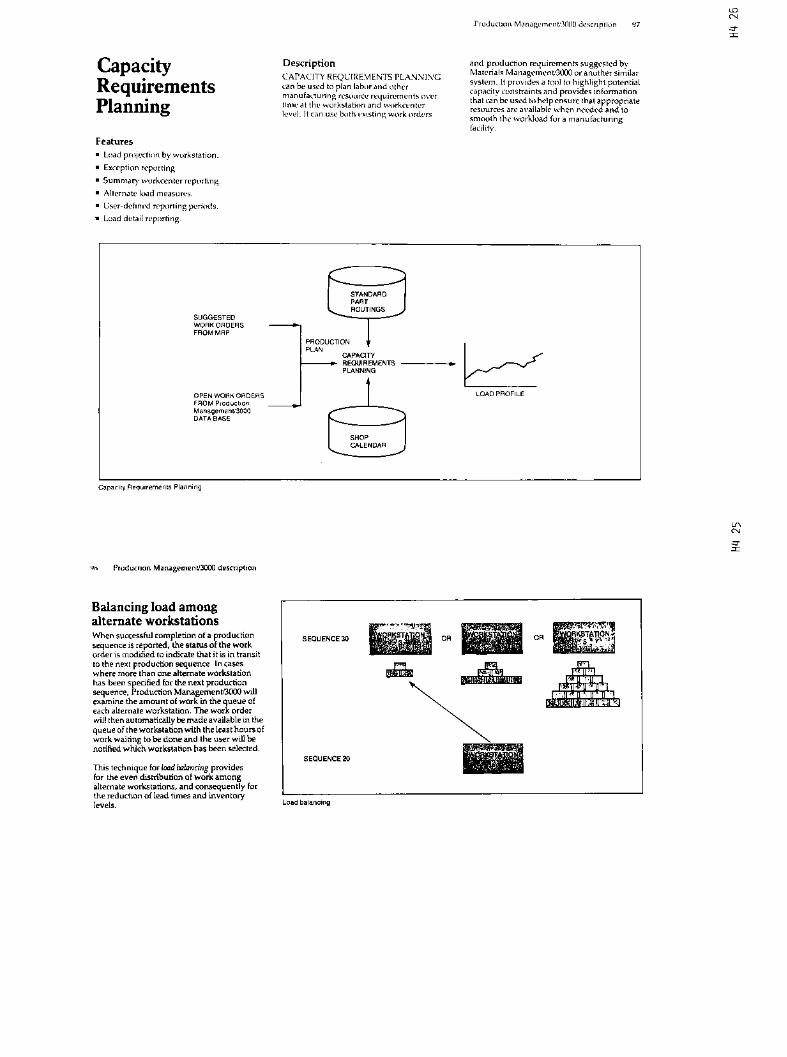
Capacity Requirements Planning
4h Production Management/3000 description
Balancing load amongalternate workstationsWhen successful completion of a productionsequence is reported, the status of the workorder is modified to indicate that it is in transitto the next production sequence. In caseswhere more than one alternate workstationhas been specified for the next productionsequence, Production ManagementJ3000 willexamine the amount of work in the queue ofeach alternate workstation. The work orderwilJ then automatically be made available in thequeue of the workstation with the least hours ofwork waiting to be done and the user will benotified which workstation has been selected.
This technique for load balancing providesfor the even distribution of work amongalternate workstations, and consequently forthe reduction of lead times and inventorylevels.
DescriptionCAPACITY REQUIREMENTS PLANNINGcan be used to plan labor and othermanufacturing resource requirements overtime at the workstation and workcenterlevel. It can use both existing work orders
PRODUCTIONPLAN
CAPACITYREQUIREMENTSPLANNING
SEQUENCE 30
SEQUENCE 20
Load balancing
and production requirements suggested byMaterials ManagementJ3000 or another similarsystem. It provides a tool to highlight potentialcapacity constraints and provides informationthat can be used to help ensure that appropriateresources are available when needed and tosmooth the workload for a manufacturingfacility.
LOAD PROFILE
OR
A·~
..... ....."J .' • "., •
, .... , ..., ~. \. ~ ..
-
Production Management/3000 description 9900N
:::r:c
lVorkcentersummmmaryreportingIn situations where direct labor personnel aretrained to move among several differentworkstations in response to changingworkloads, the true labor capacity of aworkcenter may be less than the sum of thecapacities of all workstations within it. Inaddition to workstation load reports,Production Managementl3000 providessummary load reports for each workcenterwhich can help to identify resource constraintswhich might not be visible at the workstationlevel.
EQUIPMENTAVAILABLE8 HOURS/DAYTOTAL = 32 HOURS
LABORAVAILABLE8 HOURS/DAYTOTAL = 16 HOURS
Workcenter labor capacity
98 Production Management/3000 description
Calculation of requirementsThe calculation of manufacturing resourcerequirements is accomplished by schedulingeach work order in theproduction schedule usingpart and order raulings and the shop CQlendar todetennine detailed load requirements for eachwork order. Each work order is scheduledindependently of all others as if infinitecapacity were available at all times. Thesedetailed load requirements are thenaccumulated Uy workstation for eachuser-defined time period (days, weeks,months or quarters), forming a load profile foreach workstation.
Alternate load measuresAlthough labor is often the capacity cons~aint
in manufacturing operations, this is notalways the case. CAPACITY REQUIREMENTS PLANNING can calculate resourcerequirements both in tenns of labor hours andone alternate unit of measure (e.g., machinehours, cm2, etc.) 'which can be specified foreach workstation. Both load measures areaccumulated and reported separately for eachworkstation, so that they can be analyzed
independently ofone another or together. Thiscapability provides the fleXibility to evaluateresource requirements in tenns mostappropriate to each individual workstation.
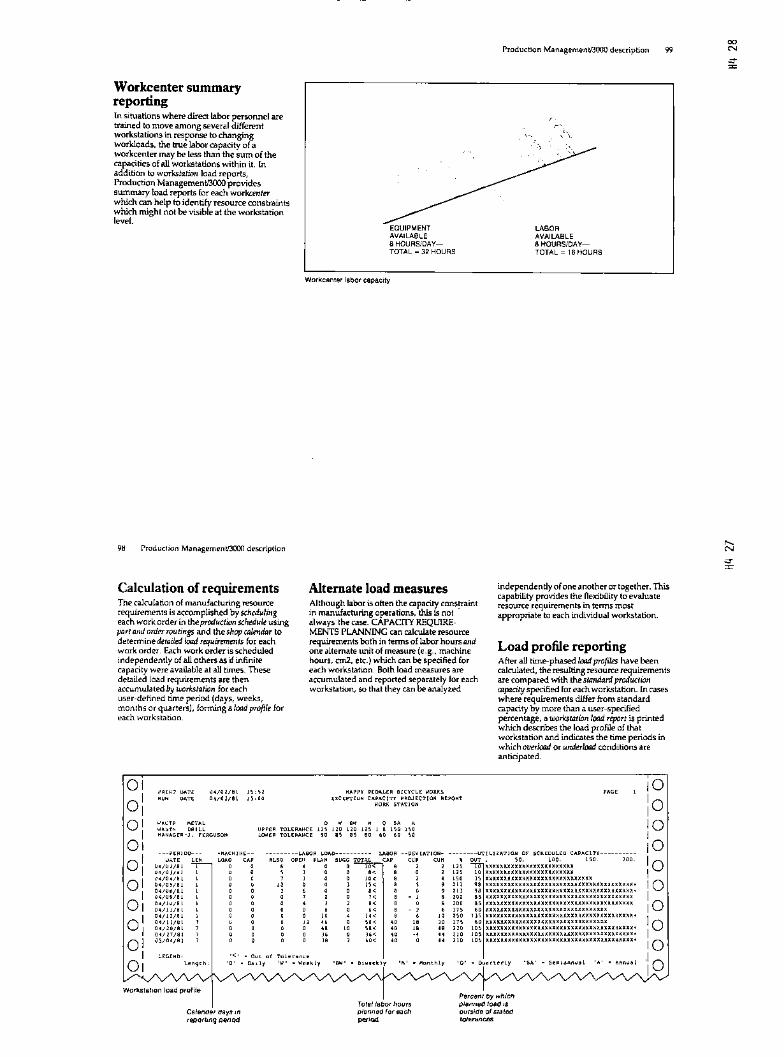
Load profile reportingAfter all time-phased load profiles have beencalculated, the resulting resource requirementsare compared with the standard productioncapacity specified for each workstation. In caseswhere requirements differ from standardcapacity by more than a user-specifiedpercentage, a workstation load report is printedwhich describes the load profile of thatworkstation and indicates the time periods inwhich averload or underload conditions areanticipated.
-upERIOD--- ·HACHJI~E-- ---------LABOR LOAD---------- LABOR --DEVIATION- --------UTILIZATION OF SCHEDULED CAPACITY-----u---UATE LEN LOAD CAP RLSD OPEU PLAN SUGG TOTAL CAP CUR CUM \ OUT. 50. 100. 150. 200.
04/0.l/81 1 0 0 6 4 0 0 -1-0 8 2 2 125 10 XXXXXXXXXXXXXXXXXXXXXXXX04/03/111 1 0 0 5 3 0 0 8< 8 0 2 125 10 XXXXXXXXXXXXXXXXXXXXXXXX1J4/04/Bl 1 0 0 7 3 0 0 10< 8 2 4 150 )5 XXXXXXXXXXXXXXXXXXXXXXXXXXXXX04/05/81 1 0 0 12 0 0 ) 15< 8 5 9 213 98 XXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXX+04/0lt/81 1 0 0 2 6 0 0 8< 8 0 9 213 98 XXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXX+04/U9/81 1 0 0 0 7 0 0 7< 8 - 1 8 200 85 XXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXX04/10/81 1 0 0 0 4 2 2 8< 8 0 8 200 85 XXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXX04/11/ltl 1 0 0 0 0 6 0 6< 8 - 2 6 175 60 xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx04/12/81 1 0 0 0 0 10 4 14< 8 6 12 250 135 XXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXX+04/13/IU 7 0 0 0 12 46 0 58< 40 18 )0 175 60 xxxxxuxxxxxxxxxxxxxxxxxxxxxxxxxx04/20/81 7 0 0 0 0 48 10 58< 40 18 48 220 105 XXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXX+04/27/81 7 0 0 0 0 36 0 36< 40 -4 44 210 105 xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx+1l5/04/81 7 0 0 0 0 38 2 40< 40" 0 44 210 105 xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx+
LEGEND: .. Out of ToleranceLength: '0' .. Dally 'W' II Weekly 'BW' .. Biweekly 'M' II Monthly '0' II Ouarterly 'SA' II Semlannual 'A' .. Annual
\~Kc..:TR MI:TALUK~'rl~ DRI LLMAfIAGER-J. fERGUSON
Calendar days inrQIJorting period
oooooooooo
PAGE
Total labor hoursplanned for eachpetiod
HAPPY PEDALER BICYCLE WORKSEXCEPTION CAPACITY PROJECTION REPORT
WORK STATION
OW. OW M 0 SA AUPPER TOLERAI~CE 115 120 120 125 1 8 150 150LOt/ER TOLEAAt~CE 90 85 85 80 60 60 50
15:5215 :00
04/02/8104/02/81
PHWT UATERUN DATI:
oooooooooo
Production Managementl3000 description
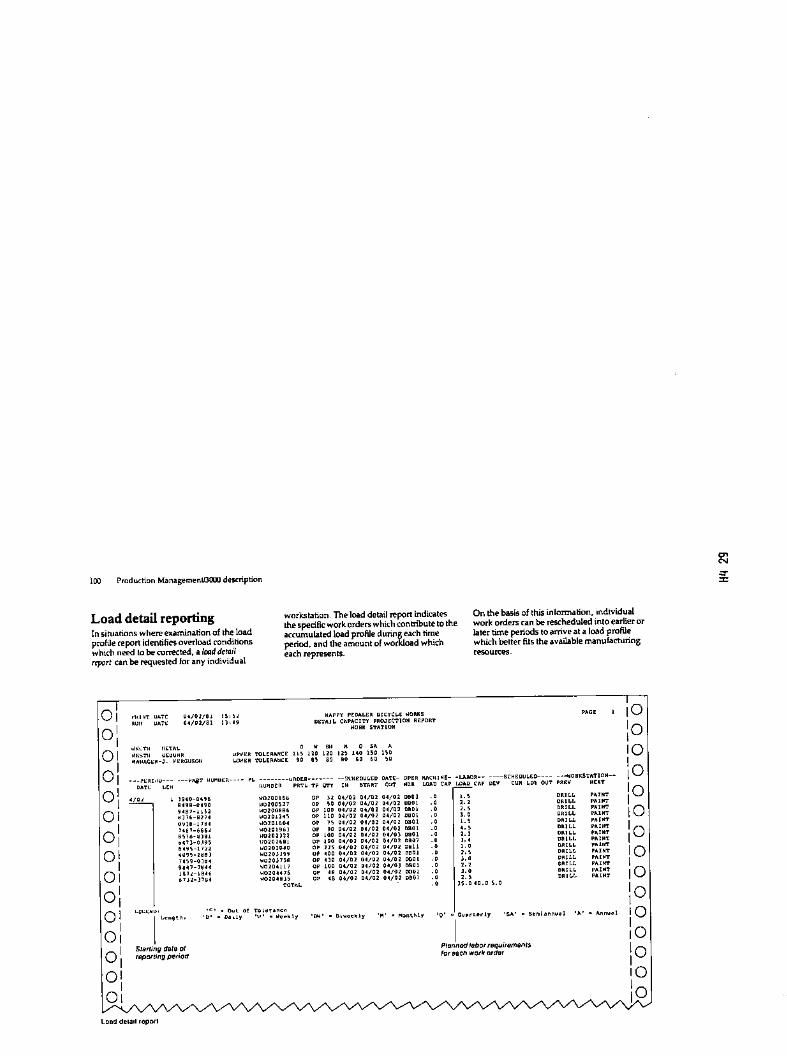
Load detail reportingIn situations where examination of the loadprofile report identifies overload conditionswhich need to be corrected, a load detailreport can be requested for any individual
workstation. The load detail report indicatesthe specific work orders which contribute to theaccumulated load profile during each timeperiod, and the amount of workload whicheach represents.
On the basis of this information, individualwork orders can be rescheduled into earlier orlater time periods to arrive at a load profilewhich better fits the available manufacturingresources.
---I'a.;IU.lU--- ---"~T '.U/'un:R---- PL --------ORDER------- --SCHEDUL£D DAT£- OP£R MACtlIN£- -LABOR-- ----SCH£DUL£o---- ---WORKSTATION--OAT': L.CU "UMDER PRTL TP QTY IN START OUT NDR LOAD CAP LOAD CAP DEV CUM 1.0' OUT PREV NEXT
4/0:.! 1 3940-0498 W0200161:1 OP 32 04/02 04/02 04/02 0803 .0 l.S DRILL PAINT8498-0498 \10200527 OP 50 04/02 04/02 04/02 DBOl .0 2.2 DRILL PAINT9487-1152 '~0200886 OP 100 04/02 04/02 04/02 0801 .0 2.5 DRILL PAINT1:1376-8274 W020124S OP 110 04/02 04/02 04/02 0801 .0 3.0 DRILL PAINT0'J38-17114 \10201604 OP 75 04/02 04/02 04/02 DBOl .0 1.5 DRILL PAINT7467-666:.t W0201963 OP 90 04/02 04/02 04/02 DBOl .0 4.5 DRILL PAINT857"-8391 \10202322 OP 100 04/02 04/02 04/03 0801 .0 2.2 DRILL PAINT1)47)-OJ95 U0202681 OP 100 04/02 04/02 04/02 DB07 .0 3.4 DRILL PAINTfSU5-1H2 U0203040 OP 225 04/02 04/02 04/02 DBll .0 1.0 DRILL PAU",4095-21:183 W020lJ99 OP 400 04/02 04/02 04/02 DBOl .0 2.5 DRILL PAINT7459-03l:14 W0203758 OP 430 04/02 04/02 04/02 0001 .0 3.0 DRILL PAINT9847-7644 ~'0204117 OP 100 04/02 04/02 04/03 0801 .0 2.2 DRILL PAINTun-lB46 \10204476 OP 48 04/02 04/02 04/02 DDOl .0 3.0 DRILL PAINTlJ7J:l-37114 W0204835 OP 48 04/02 04/02 04/02 DBOl .0 2.5 DRILL PAINT
TOTAL .0 35.040.0 5.0
.<, .. Out of Tol~rance
'0' .. Dally 'U' .. Weekly 'OW' II Biweekly 'H' .. l10nthly '0'" Ouarter-ly 'SA' .. Sellliannual 'A'" Annual
IPlanned labor requirementsfor each work order
10'0110
'0ooooooooooo
PAG£HAPPY PEDALER BICYCLE WORKSDETAIL CAPACITY PROJECTION REPORT
WORl< STATION
W mf M 0 SA AUPl'l::1t TOLERANCE 115 120 120 125 140 1SO 150t.o.~ER TOLERAUCE 90 85 85 80 60 6\) 50
04/0U8l lS:Sl04/02/81 13: 49
L.cc.;a;NU:ILo...""
Starting date ofreporting period
t'U1I4T UATCRUU UATI::
\1I,~'rlt tl£TALwt\sn, U£UUItRHA"AGCK-J. ~. t:ltGUSOU
oooooooooo010:0 1
I0 1
I01
Load detail report