proyecto integrador chiavassa - fernandez bernis.pdf (12.17mb)
TRANSCRIPT

UNIVERSIDAD NACIONAL DE CÓRDOBA
Facultad de Ciencias Exactas, Físicas y Naturales
Proyecto Integrador
Recipiente a Presión para Almacenamiento
Industrial de Gas Propano
Alumnos:
Chiavassa, José Luis 32934614
Fernandez Bernis, Daniel Adolfo 31816948
Tutores:
Ing. Massa, Julio César
Ing. Giudici, Alejandro José
Ing. Mecánica - Mecánica Electricista
-2016-


I
Queremos agradecer a los Ingenieros Julio Massa y Alejandro
Giudici por su asesoramiento y acompañamiento en el transcurso de
este trabajo, tanto en los aspectos técnicos como académicos.
Por último pero no menos importante queremos agradecer a nuestras
familias, amigos y a todas aquellas personas que con su aporte
hicieron posible el largo camino que culmina en la concreción de
nuestra carrera de grado.

II

III
Prólogo
El presente Proyecto Integrador surge de la necesidad de renovar los tanques de una Planta
de Almacenamiento y Distribución de Gas Propano situada en cercanías de la Ciudad de Córdoba,
los cuales están por cumplir su vida útil ya que fueron construidos hace más de 40 años. Por
ello elegimos como tema del Proyecto Integrador: ”Diseño de un Recipiente a Presión Para
Almacenamiento de Gas Propano a Nivel Industrial”, bajo el Código ASME Sección VIII
División 1 y las Normas NFPA 59 y NAG 112 a partir de parámetros de diseño en cuanto a
capacidad, dimensiones y condiciones de servicio ya fijados por las instalaciones existentes.
El desarrollo del proyecto comienza con el cálculo y dimensionamiento del recipiente
propiamente dicho en cuanto a espesores y uniones soldadas. Luego se tratan las estructuras
auxiliares y de soporte, y se dimensionan de las conexiones y se seleccionan los dispositivos
de medición y control. En la parte final se dan lineamientos para encarar el montaje del
recipiente en la planta y el listado de los principales accesorios necesarios para el montaje
A lo largo de los capítulos donde se desarrolla el análisis estructural y funcional de cada
parte involucrada se presentan brevemente los conceptos básicos necesarios para una
adecuada comprensión por aquellas personas que sintiéndose atraídas por este tema no poseen
muchos conocimientos sobre el diseño de recipientes a presión.
En primera instancia, se realiza un pre dimensionamiento del cuerpo principal del
recipiente. Luego de verificar los distintos tipos de esfuerzos y condiciones de trabajo a las
que estará sometido el tanque se pueden definir de manera concreta los espesores necesarios
de las chapas de acero constitutivas del cuerpo principal y los casquetes.
Posteriormente se define y diseña la boca de inspección ya que es uno de los
componentes críticos del recipiente, y luego del análisis de los tipos y calidades de soldadura
que se emplearán, se diseñan los soportes que fijarán todo el conjunto a las estructuras de
hormigón ya existentes.
Finalizando se eligen y dimensionan todos los elementos accesorios necesarios para el
control y operación del tanque, y se planifica el proceso de traslado y montaje en planta.
Por último se exponen las conclusiones a las que arribamos con la realización del
presente Proyecto Integrador.

IV
V
Índice
Capítulo I Introducción
1.1 Objetivos del trabajo …………………………………………………………… 1
1.2 Organización del proyecto… ……………………………………………………… 2
1.3 Esquema del recipiente…… ……………………………………………………… 2
Capítulo II Definiciones y condiciones de diseño
2.1. Definiciones ……………………………..……………..……………………… 3
2.2. Condiciones para el diseño ……………….…………………...………………… 5
2.2.1. Presión de operación y diseño… …………………………………………………… 6
2.2.2. Temperatura de operación ………………………………...…..……………..…… 6
2.2.3. Capacidad del recipiente ………………………………………………………… 7
2.2.4. Tratamiento térmico ……………………………………………………………… 9
2.2.5. Sobre-espesor por corrosión …………………………………………………… 9
2.2.6. Prueba hidrostática… ……………………………………………………………… 9
2.2.7. Radiografiado ……………………………………………………………………. 10
2.2.8. Eficiencia de junta ……………………………………………….……………… 11
2.2.9. Selección del material …………………………………………………………… 16
2.2.10. Resumen de las condiciones de diseño …….….………………………………… 17
Capítulo III Cuerpo cilíndrico y cabezales
3.1 Cálculo de espesores por presión interna ………………………………………… 19
3.1.1 Cuerpo cilíndrico… ……………………………………………………………… 20
3.1.2 Cabezales ………………………………………………………………………… 22
3.2 Adopción de espesores comerciales… …………………………………………… 23
3.3 Verificación de espesores por tensiones ………………………………………… 25
3.3.1 Esfuerzos debido al viento ……………………………………………………… 25
3.3.2 Esfuerzos por impacto… …………………………………………………………… 27
3.3.3 Esfuerzos debido a movimientos sísmicos ……………………………………… 28
3.3.4 Esfuerzos generados por el peso propio y el contenido… ……………………….. 29
3.3.4.1 Tensiones longitudinales por la flexión…… ……………………………………… 32
3.3.4.1.1 Tensiones longitudinales en el plano de los soportes del recipiente…… ………… 32
En la parte superior …………………………………………………………… 34
En la parte inferior ……………………………………………………………… 34
Tensión de tracción ……….……………………………………………………... 34
3.3.4.1.2 Tensiones longitudinales en el plano medio del recipiente… …………………… 35
Tensión de tracción ……………………………………………………………… 35
Tensión de compresión ………………………………….……………………… 35
3.3.4.2 Tensiones de corte …………………………………………….………………… 36
3.3.4.3 Tensiones circunferenciales …………………….…………….………………… 37
3.3.4.3.1 Tensiones circunferenciales en la zona del cuerno del soporte cuando no hay anillo… 38
3.3.4.3.2 Tensiones circunferenciales en la zona del fondo del soporte …………………… 39
3.3.5 Análisis comparativo entre recipiente diseñado y el que será reemplazado ……… 40

VI
Capítulo IV Boca de inspección
4.1 Introducción ……………………………………………………………………… 43
4.2 Dimensionado del tubo de inspección ……………….………………………… 43
4.3 Dimensionamiento y selección de la brida ……….….……………………….… 45
4.4 Selección de bulones y tuercas ………………………………………………… 46
4.5 Refuerzo del orificio de inspección …………………….……………………… 48
4.5.1 Determinación de las áreas de refuerzo… ……….……………….….….………… 50
Capítulo V Uniones soldadas
5.1 Determinación del proceso de soldadura… ……………………………………… 65
5.2 Resistencia de las uniones soldadas (boca de inspección) … ….….……………… 68
5.2.1 Tensión admisible por las soldaduras… ………………………………………… 70
5.2.2 Requerimientos mínimos de las soldaduras en el orificio de inspección… …….… 70
5.2.3 Verificación de la resistencia de la soldadura… ……….….…………….….……… 73
5.3 Documentación de soldadura …………………………………………………… 77
Capítulo VI Pescante
6.1 Introducción… ……………………………………………….…………………… 87
6.2 Dimensionamiento …………….….……………………………………………… 87
6.3 Análisis estructural del sistema pecante ………….……………………………… 90
6.3.1 Cálculo aproximado como viga recta ……………….….………………………… 91
6.3.2 Cálculo como viga curva …………………………….…………………………… 92
6.3.3 Análisis por medio de elementos finitos… ………….…………………………… 93
6.4 Sistema de soporte alternativo… …………………………………………………… 94
6.5 Resumen comparativo… …….…………………………………………………… 97
6.6 Verificación del cáncamo y del perno… …………….……………………………… 97
6.6.1 Cáncamo… …….……………………………….……….………………………… 97
6.6.2 Perno de izaje y tuerca… …………………….…………………………………… 98
Capítulo VII Soportes de Montura
7.1 Introducción ……………………………………………………………………… 101
7.2 Dimensionamiento de los soportes… ……….….….……………………………… 102
7.3. Verificación de tensiones…… ……………….….….……………………………… 103
7.3.1 Verificación por el método de Zick… …………….……………………………… 103
7.3.2. Verificación de tensiones mediante método propuesto por Moss… ……………… 105
7.3.3 Verificación de los soportes por método de Elementos Finitos… ………………… 108
7.4 Rediseño del soporte de montura… ………….…………………………………… 110
7.4.1 Verificación del soporte rediseñado… …………………………………………… 110
7.5 Ranuras de apoyo para expansión térmica… …….………………………………… 111
7.6 Resumen: Dimensiones finales… …………….….……………………………… 112

VII
Capítulo VIII Elementos Funcionales
8.1 Introducción…… ………………….….………………….….……………………… 113
8.2 Dimensionamiento de aberturas de carga y descarga… ……………….….………… 113
8.3 Selección de válvulas de cierre y de flujo máximo… ….………………………… 115
8.3.1 Selección de la válvula de flujo máximo… ……………………………………… 115
8.3.2 Selección de la válvula de cierre… …………….…………………………………… 116
8.4 Dimensionamiento y selección de válvulas de alivio… …………………………… 119
8.4.1 Selección de las válvulas de alivio… ……………………………………………… 119
8.4.2 Dimensionamiento de la abertura para válvulas de alivio… ………….….….…… 120
8.4.3 Selección de la brida…… …………………………………………………………… 121
8.4.4 Dimensionamiento de la boquilla… ……………………………………………… 122
8.5 Dispositivos de medición…… ………………….….……………………………… 123
8.5.1 Orificios destinados a los dispositivos de medición…… …….….…………………… 123
8.5.2 Manómetro…… ……….…………………………………………………………… 124
8.5.3 Termómetro… …….……………………………………………………………… 125
8.5.4 Medidores de nivel…… …….….…………………………………………………… 125
8.6 Acoples para los accesorios…… ………………………………………………… 130
Capítulo IX Montaje
9.1 Introducción… …………………………………………………………………… 133
9.2 Transporte…… …………………………………………………………………… 133
9.3 Accesos… ………………………………………………………………………… 133
9.3 Grúa …………………….……………………………………………………… 134
9.4 Eslingas… ………………………………………………………………………… 137
9.5 Preparación de la planta… ………………………………………………………… 137
Capítulo X Conclusiones… ………………………………………………………………… 139
Referencias… …….…………………………………………………………………………… 141
Bibliografía… ………………………………………………………………………………… 143
Anexos… ……………………..……………………………………………………………… 145
Planos… ………………………..……………………………………………………………… 151

VIII
IX
Índice de Tablas
Capítulo I Introducción Capítulo II Definiciones y condiciones de diseño Tabla 2.1: Presión de Diseño - Comparación de los criterios de las normas ……..…… 6
Tabla 2.2: Dimensiones para los distintos tipos de cabezales ….….…………………… 7
Tabla 2.3: Volumen de los distintos tipos de cabezales …….….……………………… 8
Tabla 2.4: Longitud del cuerpo cilíndrico para distintos tipos de cabezales… …………… 8
Tabla 2.5: Máximo valor admisible de la eficiencia de junta E para uniones soldadas… … 11
Tabla 2.6: Composición química del material SA – 516 ….….….…………………… 16
Tabla 2.7: Propiedades mecánicas del material SA – 516 …………………………… 16
Tabla 2.8: Tensiones admisibles para el diseño …….….…….………………………… 17
Tabla 2.9: Resumen de las especificaciones del diseño …….…………………………… 17
Capítulo III Cuerpo cilíndrico y cabezales
Tabla 3.1: Espesores comerciales disponibles ………………….……………………… 24
Tabla 3.2: Propiedades de los componentes del recipiente …………………………… 31
Tabla 3.3: Parámetros usados para calcular las tensiones en el cuerpo cilíndrico… ……… 31
Tabla 3.4: Valores de los factores Ki para el cálculo de tensiones ………….…..……… 33
Tabla 3.5: Comparación de espesores en [mm] obtenidos con diferentes Normas… …… 40
Tabla 3.6: Resumen de datos del recipiente… …………………………………………… 41
Capítulo IV Boca de inspección Tabla 4.1: Espesores mínimos de pared de boquillas, extracto de la Tabla UG-45. …… 44
Tabla 4.2 Proyección exterior mínima de la boca de inspección… …………….……… 44
Tabla 4.3: Rango de presiones de operación para materiales del grupo 1… …….……… 45
Tabla 4.4: Dimensiones de bridas Serie 300 …….….………………………………… 46
Tabla 4.5: Rosca métrica ……………………………………………………………… 47
Tabla 4.6: Dimensiones de la tuerca DIN 934 M39… …….….………………………… 48
Tabla 4.7: Notación y datos necesarios para el cálculo de tr… …………………………… 51
Tabla 4.8: Notación y valores necesarios para el cálculo de d… ….….….……………… 52
Tabla 4.9: Notación y valores necesarios para el cálculo de A1… ….….…….…………… 54
Tabla 4.10: Notación y valores necesarios para el cálculo de A2… ….….….……………… 55
Tabla 4.11: Notación y valores para el cálculo de A3 …………….…………….………… 57
Tabla 4.12: Notación y valores para el cálculo de A4 ….………….……………………… 57
Tabla 4.13: Datos para el cálculo del diámetro exterior de la placa de refuerzo …….…… 59
Tabla 4.14: Dimensiones de la placa de refuerzo …………….…………………………… 60
Tabla 4.15: Nomenclatura y valores para el cálculo de A5 ….…………………………… 62
Tabla 4.16: Resumen de áreas obtenidas para refuerzo ……….……………..…………… 62
Tabla 4.17: Características del refuerzo seleccionado ……….…………………………… 63
Tabla 4.18: Materiales y espesores de las partes del recipiente ….…….………………… 63
Capítulo V Uniones soldadas
Tabla 5.1: Selección de procesos de soldadura. ………………………..….…………… 66
Tabla 5.2: Valores del coeficiente “k” ……………………….……………………… 70
Tabla 5.3: Nomenclatura y denominaciones de las juntas de categoría D …….….….… 70

X
Tabla 5.4:” Denominaciones y medidas para el Cordón “a” … ……………….…………… 71
Tabla 5.5: Denominaciones y medidas para el Cordón “d” … …………….….………… 72
Tabla 5.6: Denominaciones y medidas para los Cordones “c” y “e” ….….…………… 73
Tabla 5.7: Resumen de áreas obtenidas para refuerzo… ….…….…….…………………… 73
Tabla 5.8: Nomenclatura y valores necesarios… ….….….…….….…….………….…… 74
Tabla 5.9: Tensiones aplicadas en las soldaduras ……………………………………… 74
Capítulo VI Pescante
Tabla 6.1: Datos resumidos de la brida ciega clase 300… ………………………….…… 88
Tabla 6.2: Dimensiones de tubos… ….….……………………………………………… 89
Tabla 6.3: Propiedades del tubo ASTM A 519 gr 4130 ……………….……………… 89
Tabla 6.4: Resumen de tensiones… …………………….….…………………………… 97
Tabla 6.5: Propiedades del material SA – 36 ………….…………….………………… 97
Tabla 6.6: Propiedades del material SA – 449 ……….….……………………………… 98
Tabla 6.7: Dimensiones de la rosca métrica… …………………………………………… 99
Tabla 6.8: Dimensiones tuerca DIN 934 M20… …….….………………….……………… 100
Capítulo VII Soportes de Montura
Tabla 7.1: Dimensiones de soportes… …….……………………………………………… 103
Tabla 7.2: Coeficientes K11 ….….….………………………………………….……… 103
Tabla 7.3: Propiedades de los componentes del recipiente… ….….….………………… 104
Tabla 7.4: Coeficientes Kz ……………………………………………………………… 106
Tabla 7.5: Dimensiones de ranura de expansión térmica ….….….…………………… 112
Capítulo VIII Elementos Funcionales
Tabla 8.1: Dimensiones de la brida studding outlet – Serie 300… ……………………… 114
Tabla 8.2: Características válvula UNIONSUD E99C ………….….………….……… 115
Tabla 8.3: Dimensiones de la válvula de cierre de esfera guiada ESFEROMATIC … 116
Tabla 8.4: Torque suministrado en función de la presión de suministro …….……….… 118
Tabla 8.5: Dimensiones del actuador neumático de simple efecto ……….….………… 118
Tabla 8.6: Caudal de válvulas de alivio UNIONSUD… ………………………………… 119
Tabla 8.7: Características del tubo SA-106 GºA NPS 4’’ STD ….….….……………… 120
Tabla 8.8: Composición química del material SA – 106 GºA ……….….….………… 121
Tabla 8.9: Propiedades mecánicas del material SA – 106 GºA ….….….……………… 121
Tabla 8.10: Dimensiones de bridas Serie 300… ………………….…………………….…… 121
Tabla 8.11: Proyección exterior mínima de la boca de inspección ….….……………… 122
Tabla 8.12: Características del refuerzo seleccionado… ………..….….………………… 122
Tabla 8.13: Valores máximos de la relación de llenado… ………….….….……………… 126
Tabla 8.14: Factor de corrección del volumen de líquido… ……………………………… 127
Tabla 8.15: Características sensor Optilevel HLS3010HF …………….……………… 128
Tabla 8.16: Dimensiones de acoples Clase 3000 ASME B16.11… …….….……………… 130
Capítulo IX Traslado y montaje del recipiente
Tabla 9.1: Cargas admitidas según relación altura-desplazamiento… …………………… 136
Tabla 9.2: Capacidad de eslingas redondas de fibra sintética tipo Sin Fin… …………… 137

XI
Índice de Figuras
Capítulo I Introducción
Figura 1.1: Esquema del recipiente ……….…………………………………………… 2
Capítulo II Definiciones y condiciones de diseño
Figura 2.1: Esfuerzos en un recipiente a presión ….….…...…..……………………… 4
Figura 2.2: Categoría de Juntas… ……….….….………………………………………… 10
Figura 2.3: Eficiencia de junta para cuerpos cilíndricos ……………………………… 12
Figura 2.4: Eficiencia de junta para cabezales ………………….….………………… 13
Figura 2.5: Eficiencia de juntas soldadas de categorías A y D… ………………………… 14
Figura 2.6: Eficiencia de juntas soldadas de categorías B y C… ………………………… 15
Capítulo III Cuerpo cilíndrico y cabezales
Figura 3.1: Tensiones en un recipiente… ………………………………………….….… 19
Figura 3.2: Tipos de cabezales más utilizados… ………………….…………………… 22
Figura 3.3: Unión entre el cuerpo cilíndrico y el cabezal hemiesférico… ……….……… 24
Figura 3.4: Principales dimensiones del recipiente… …………………………………… 25
Figura 3.5: Gráfico de relaciones geométricas para componentes sometidos a presión
exterior o cargas de compresión…………….………….……………….… 26
Figura 3.6: Gráfico para determinar el espesor de componentes sometidos a presión
exterior, para aceros de bajo carbono y/o baja aleación con tensión de
fluencia mayor o igual a 207 MPa ….….………………………………… 27
Figura 3.7: Zonificación sísmica de la República Argentina… ………………………… 28
Figura 3.8: Esquema de un recipiente a presión horizontal con apoyos tipo montura …… 29
Figura 3.9: Ubicación óptima de los soportes en un recipiente de presión horizontal largo… 30
Figura 3.10: Parámetros usados en los cálculos de las tensiones por flexión y corte… .… 31
Figura 3.11: Soporte tipo montura… ……………………………………………………… 36
Figura 3.12: Grafico para la determinación del factor K6 en función de θ y A/Rm… ………. 38
Capítulo IV Boca de inspección
Figura 4.1: Área de refuerzo necesaria… ……………………….……………………… 49
Figura 4.2: Áreas involucradas en la determinación del refuerzo… ……….…………… 49
Figura 4.3: Áreas y espesores de refuerzo para la abertura… …………………………… 50
Figura 4.4: Representación del área A ………………………………………………… 52
Figura 4.5: Variación del coeficiente F en función del plano de actuación de la carga….. 53
Figura 4.6: Representación del área de refuerzo A1 ………….…………………….… 54
Figura 4.7: Representación del área de refuerzo A2 …………….……………….…… 55
Figura 4.8: Longitud de acople de la abertura ………………………………………… 56
Figura 4.9: Representación del área de refuerzo A41 y A43 …….……….…………… 58
Figura 4.10: Representación de la placa de refuerzo ………….………………………… 61
Figura 4.11: Medidas adoptadas para la placa refuerzo ………………………….….… 61
Capítulo V Uniones soldadas
Figura 5.1: Dimensiones Bisel en X …………………………………………………… 68
Figura 5.2: Esquema de soldadura en Bisel en X ……………………………………… 68
Figura 5.3: Posibles caminos de fallas …………….…………………………………… 68
Figura 5.4: Resistencia en las uniones soldadas de boquillas o tubos de inspección…… 69
Figura 5.5: Nomenclaturas de la soldadura “a” … …….………………………………… 71
Figura 5.6:” Nomenclaturas del cordón “d” …………………………………………… 71
Figura 5.7: Preparación de la unión… …………………………………………….….… 72
Figura 5.8: Nomenclaturas de la soldadura “c” y “e” ………….……………………… 72

XII
Capítulo VI Pescante
Figura 6.1: Representación del conjunto pescante-brida ……………………………… 87
Figura 6.2: Tabla para dimensionar el conjunto pescante ………….….…………….… 88
Figura 6.3: Croquis del sistema pescante ……………………………………………… 90
Figura 6.4: Esquema del modelo del pescante ………………………….….………… 91
Figura 6.5: Esquema del pescante para el modelo de elementos finitos ……….……… 93
Figura 6.6: Tensiones efectivas criterio de Von Mises ….….………………………… 93
Figura 6.7: Desplazamientos calculados por elementos finitos ….……………………. 94
Figura 6.8: Tensiones efectivas de Von Mises del sistema alternativo ……………..… 95
Figura 6.9: Desplazamientos del sistema alternativo ………………………………… 95
Figura 6.10: Tensiones efectivas de Von Mises del sistema desplegado… …….….….… 96
Figura 6.11: Desplazamientos del sistema desplegado ………….….…………………… 96
Figura 6.12: Tensiones máximas en el cáncamo ………………….….………………… 98
Capítulo VII Soportes de Montura
Figura 7.1: Soporte de montura .. ………………………….….………………………… 101
Figura 7.2: Esquema de un soporte de montura ………….….………………………… 102
Figura 7.3: Dimensiones del soporte …………………….….………………………… 102
Figura7.4: Diagrama de fuerzas actuantes en el soporte ……………………………… 107
Figura 7.5: Análisis de elementos finitos – Tensiones efectivas de Von Mises ……… 109
Figura 7.6: Análisis del modelo considerando sistema ensamblado… ….………………. 109
Figura 7.7: Esquema del soporte con placa de alma centrada… ………………………… 110
Figura 7.8: Tensiones efectivas de Von Mises del soporte rediseñado …….….……… 111
Figura 7.9: Esquema de las ranuras ……………………….….………………………… 112
Figura 7.10: Dimensiones de la ranura ………………………….……………………… 112
Figura 7.11: Dimensiones generales del soporte ………………………………………… 112
Capítulo VIII Elementos Funcionales
Figura 8.1: Dimensiones de soldaduras de acuerdo a la sección UW-16… ……….…… 113
Figura 8.2: Dimensiones de la brida ……….….….…………………………………… 114
Figura 8.3: Esquema abertura de descarga con válvula de flujo máximo… …….……… 114
Figura 8.4: Válvula de exceso de flujo UNIONSUD E99C ……………….….….…… 115
Figura 8.5: Dimensiones de la válvula de cierre ESFEROMATIC …………………… 116
Figura 8.6: Torque de accionamiento válvula ESFEROMATIC… ………………….… 117
Figura 8.7: Dimensiones del accionador neumático de simple efecto… ……….….…… 118
Figura 8.8: Soporte múltiple MU 4000 ……………………………….……………… 120
Figura 8.9: Válvula de alivio S330 ………………….………………………………… 120
Figura 8.10: Esquema sistema de válvulas de alivio… …………………………………… 123
Figura 8.11: Manómetro KÖNNEN ……………………….….………………………… 124
Figura 8.12: Sensor de presión HONEYWELL ………………….….………………… 124
Figura 8.13: Termómetro KÖNNEN …………………………………………………… 125
Figura 8.14: Dimensiones del tubo de nivel ARCHON …….….….…………………… 128
Figura 8.15: Sensor de nivel …………………………….….…………………………… 129
Figura 8.16: Esquema de montaje del sensor de nivel… ………………………………… 129
Figura 8.17: Esquema de soldadura de acoples ………….….…………………………… 130
Figura 8.18: Acople ½’’ NPT …………………………………………………………… 131
Figura 8.19: Acople 1-½’’ NPT ………………………………………………………… 131
Capítulo IX Traslado y montaje del recipiente
Figura 9.1: Disposición para el transporte ……………………………………………… 133
Figura 9.2: Imagen satelital de los accesos por ruta …………………………………… 134
Figura 9.3: Gráfico de capacidades de carga en función a la distancia. ……………… 136
1
Capítulo I
Introducción
1.1 Objetivos del trabajo
En el presente proyecto integrador se diseña un recipiente a presión horizontal para el
almacenamiento de gas propano destinado a distribución a nivel industrial.
El diseño se lleva a cabo bajo el código ASME Boiler and Pressure Vesssel Code,
Secciones II, VIII División 1 y IX, como así también el código NFPA 59 Utility LP-Gas Plant
Code y la norma NAG 112 “Norma para el proyecto, construcción y operación de plantas de
almacenamiento de gas licuado de petróleo”.
El diseño del recipiente a presión surge de la necesidad de reponer tanques en una
planta de almacenamiento y distribución, próxima a la Ciudad de Córdoba, ya que algunos de
los existentes alcanzaron su límite de vida útil. Por ello los parámetros de diseño en cuanto a
capacidad, dimensiones y condiciones de servicio quedan fijados por la instalación existente.
Parámetros de diseño:
Capacidad:.......................... 170 m3
[1.1]
Presión de trabajo:.............. 17,6 kg/cm2
[1.2]
Presión de prueba:.............. 26,4 kg/cm2
[1.3]
Distancia entre soportes:..... 15 m [1.4]
Operación a la intemperie en la zona centro de la provincia de Córdoba.
Los componentes presentes en el recipiente son:
Soportes de montura con su correspondiente placa de apoyo.
Instrumentos de medición de presión, nivel, temperatura interna y externa.
Semicuplas para el proceso de carga y descarga.
Registro de inspección.
Válvulas de alivio y purga.

Introducción
2
1.2 Organización del proyecto
El trabajo está dividido en X capítulos.
Cap. I: Breve introducción donde se establecen los parámetros de diseño y de servicio.
Cap. II: Detalle de las definiciones fundamentales y las condiciones de diseño que se deben
especificar para realizar los cálculos necesarios para garantizar la calidad del diseño.
Cap. III: Cálculos del cuerpo cilíndrico y varios tipos de cabezales analizando diversos
materiales en cada caso con el fin de seleccionar la variante más adecuada.
También se considera la posibilidad de necesitar anillos rigidizadores.
Cap. IV: Cálculos referidos al registro de inspección, selección de bridas y refuerzos.
Cap. V: Análisis de las uniones soldadas para verificar que se satisfagan los requisitos
mínimos en las distintas uniones.
Cap. VI: Diseño del sistema de pescante.
Cap. VII: Cálculos para verificar los soportes de montura y placa de apoyo.
Cap. VIII: Selección de todos los accesorios del recipiente; válvulas de seguridad, válvulas de
manejo, manómetro, termómetros, sensores de nivel electrónico y mecánico.
Cap. IX: Lineamientos y listado de los principales accesorios necesarios para el montaje.
Cap. X: Conclusiones finales y una breve comparación con respecto a los recipientes a
reemplazar.
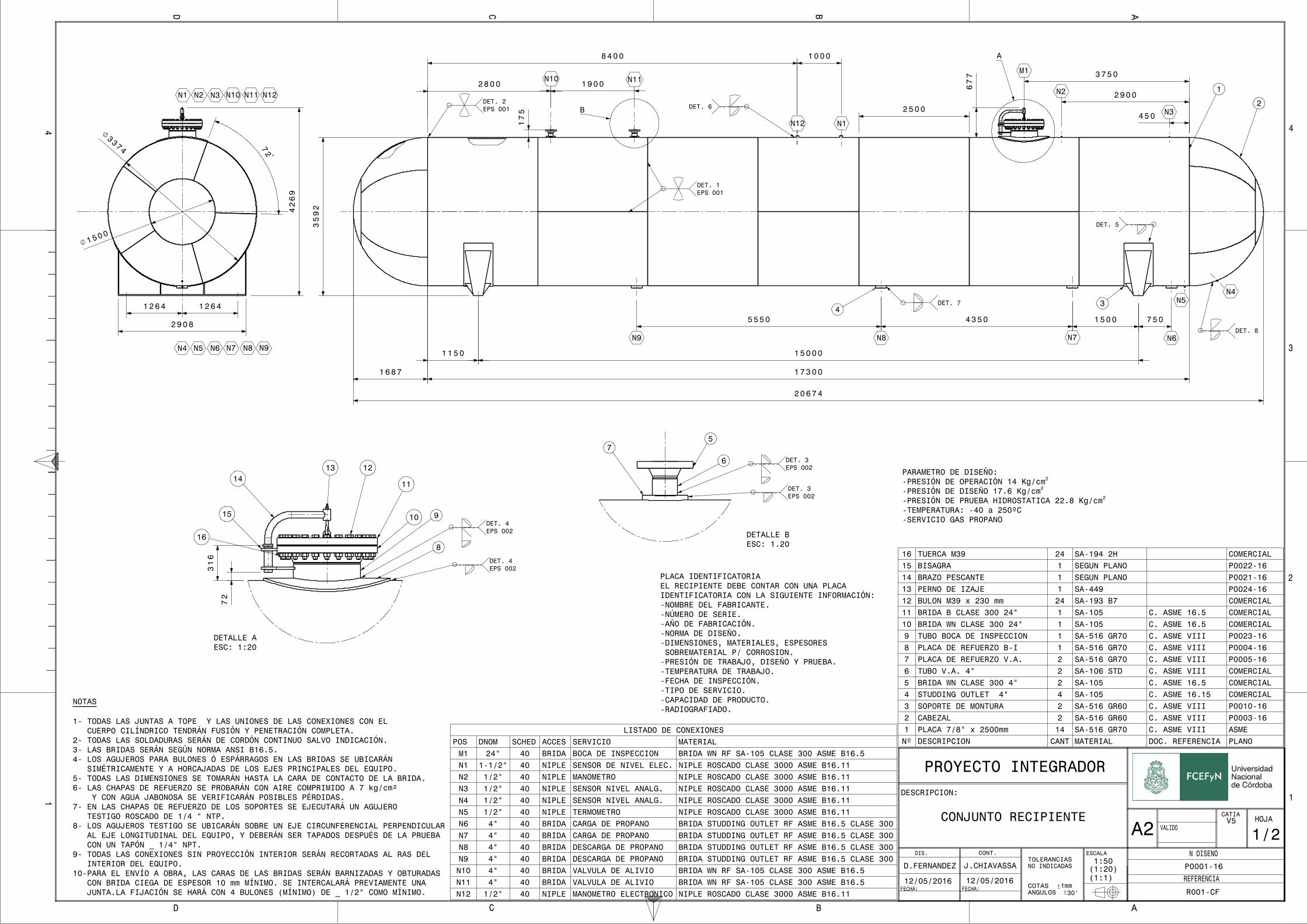
1.3 Esquema del tanque diseñado
Se diseña un tanque horizontal con dos soportes distanciados 15 metros que está
esquematizado en la Figura 1.1.
Figura 1.1: Esquema del recipiente

3
Capítulo II
Definiciones y condiciones de diseño
2.1 Definiciones
Recipiente a presión: Se considera como un recipiente a presión cualquier vasija
cerrada capaz de almacenar un fluido a presión manométrica, ya sea presión interna o en
condición de vacío, independientemente de su forma o dimensiones. Esta establecido que un
recipiente está sometido a presión, cuando la presión de operación es superior a 1 kg/cm2.
Clasificación de los recipientes a presión:
Recipientes
a presión
Por su uso
Por su forma
Por su presión
Almacenamiento
Proceso
Esféricos
Cilíndricos
Rectangulares
Combinadas
Atmosférica
Baja presión
Media presión
Alta presión
Horizontales
Verticales
Los recipientes a presión están sujetos a diversas cargas, que causan esfuerzos en las
diferentes partes del recipiente como se esquematiza en la Figura 2.1. El tipo e intensidad de
los esfuerzos es función del tipo de las cargas, de la forma del recipiente y de su construcción.

Definiciones y condiciones de diseño
4
Figura 2.1: Esfuerzos en un recipiente a presión
Las cargas que pueden actuar sobre los recipientes a presión son las siguientes:
Presión interna o externa.
Peso del recipiente y su contenido.
Esfuerzos estáticos debidos a equipos auxiliares, tuberías, revestimientos, aislamientos,
piezas internas, apoyos.
Esfuerzos cíclicos y dinámicos debidos a la presión o a las variaciones térmicas.
Presión del viento y fuerzas sísmicas.
Esfuerzos por impacto debido a choque hidráulico.
Gradientes de temperatura y expansión térmica diferencial.
La selección de los materiales de construcción de los recipientes sometidos a presión es
de vital importancia. Los requisitos generales que deben cumplir son:
Propiedades mecánicas: Con referencia a las propiedades mecánicas del material, es
necesario que tenga buena resistencia a la tensión, alta tensión de fluencia, porcentaje
de alargamiento alto y mínima reducción de área; con estas propiedades, se establecen
las propiedades de diseño para el material en cuestión.
Propiedades físicas: El material debe tener un coeficiente de dilatación térmica bajo.
Propiedades químicas: La principal propiedad química de todo material involucrado
en los recipientes a presión es la resistencia a la corrosión. Este punto es vital para
evitar una infinidad de problemas durante la operación del mismo.
Soldabilidad: Es necesario que los materiales tengan buenas propiedades de
soldabilidad, ya que la mayoría de los componentes del recipiente son de construcción
soldada. Es importante, buscar materiales compatibles respecto a la soldabilidad si van a
ser soldados entre sí. Se debe tener especial atención con los materiales aleados para
conservar las características que proporcionan los elementos de aleación tras la
operación de soldadura.
Presión de operación (Po): Presión requerida por el proceso, es la presión manométrica
a la cual estará sometido el equipo en condiciones de operación normal.
σ1
P σ2

Definiciones y condiciones de diseño
5
Presión de diseño (Pd): Por norma se considera que la presión de diseño tiene un valor
10 % mayor que la de operación, para esta última debe tomarse en cuenta la presión
hidrostática asociada al líquido como así también la presión de cualquier otro fluido contenido
en el recipiente. El valor Pd debe utilizarse para realizar todos los cálculos de diseño.
Temperatura de operación (To): Es la temperatura a la cual se mantiene el cuerpo del
recipiente en condiciones normales de trabajo.
Tratamiento térmico: Es un proceso donde el acero en estado sólido, es sometido a uno o
varios ciclos de calentamiento y enfriamiento para lograr las propiedades deseadas.
Radiografiado: Es un procedimiento que consiste en interponer un material en estudio
entre una placa o película fotográfica (receptor) y una fuente de alta energía o radiación
(emisor), comúnmente rayos X. Al interponer el material entre el emisor y receptor se obtiene
una placa o película fotográfica donde las partes más densas aparecen con diferentes tonos
dentro de una escala de grises en función inversa a la densidad del objeto o material en
estudio. Este procedimiento permite detectar fallas en materiales para usos industriales.
Tensión máxima admisible (S): De acuerdo con lo establecido por el Código, es la
mayor tensión a la que puede estar sometido el material a la temperatura de operación o
diseño, sin que se corra riesgo de falla.
Eficiencia de la junta (E ): Es un factor que tiene en cuenta los posibles defectos que
pueden aparecer en el proceso de soldadura. Teniendo en cuenta esto, en el cálculo del
recipiente se introduce una reducción de la tensión máxima admisible multiplicándola por un
coeficiente denominado “Eficiencia de Junta (E)”.
2.2 Condiciones para el diseño
El diseño se lleva a cabo bajo el código ASME Boiler and Pressure Vessel Code [1]
Secciones II, VIII y IX. En este caso por tratarse de un recipiente que contendrá gas propano
quedan excluidas las secciones UG125 a UG135 de la división VIII según lo establecen las
normas de almacenamiento de Gases de Petróleo, como ser, las normas NFPA 59 Utility Lp-Gas
Plant Code[2] y NAG 112 Norma para el proyecto, construcción y operación de plantas de
almacenamiento de gases licuados de petróleo [3].

Definiciones y condiciones de diseño
6
2.2.1 Presión de operación y diseño
La presión de operación queda definida por la máxima presión utilizada en las
instalaciones donde se emplazará el recipiente, siendo en este caso 14 kg/cm2.
Para determinar la presión de diseño se considera, el apartado UG-21 del código
ASME, en el cual se basa Megyesy [4] para establecer los criterios para determinar la presión
de diseño; en el apartado 5.2.3 del código NFPA 59 y en la norma NAG 112 para obtener los
resultados mostrados en la Tabla 2.1, a partir de los cuales se selecciona la presión de diseño.
1. 2 kg/cm2
(30 psi) por encima de la presión de operación según Megyesy.
2. 1,1 veces la presión de operación según ASME.
3. 1,25 veces la presión de operación según NFPA 59.
4. 125% de la presión de vapor del gas propano a 37,8 ºC según NAG 112. Siendo la
presión de vapor del gas propano 14,08 kg/cm2
a 37,8 ºC se considera la presión
mínima 17,6 kg/cm2.
Tabla 2.1: Presión de Diseño - Comparación de los criterios de las normas
Código Megyesy ASME NFPA 59 NAG 112
Presión de diseño [kg/cm2] 16 15,4 17,5 17,6
Por lo tanto se adopta como presión de diseño el valor 17,6 kg/cm2 cumpliendo con los
requerimientos mínimos de las normas indicadas.
2.2.2 Temperatura de operación
Para definir la temperatura de operación se tiene en cuenta la zona donde está ubicada la
planta de almacenamiento donde se instalará el recipiente.
La planta está ubicada en cercanías de la localidad de Malvinas Argentinas, en el
departamento Colón de la Provincia de Córdoba. De acuerdo a los datos estadísticos
proporcionados por el Servicio Meteorológico Nacional [5] las temperaturas van desde los
8 °C a los 43°C en valores pico. También se debe considerar que al trabajar a la intemperie,
debido a la insolación y proceso de carga, la temperatura máxima será mayor, y debido al
proceso de descarga la temperatura mínima descenderá. Por ello, teniendo en cuenta para un
la selección del tipo de acero a utilizar en los distintos componente podemos tomar un rango
de temperatura del material que va de 30 °C a 250°C actuando este rango como coeficiente
de seguridad adicional.
Definiciones y condiciones de diseño
7
2.2.3 Capacidad del recipiente
El volumen de almacenamiento necesario queda definido por la instalación en 170 m3.
Partiendo de este valor, y teniendo en cuenta que deberá emplazarse sobre una estructura de
soporte preexistente el diámetro externo queda fijado en 3,374 m.
Diámetro interior Di = 3330 mm [2.1]
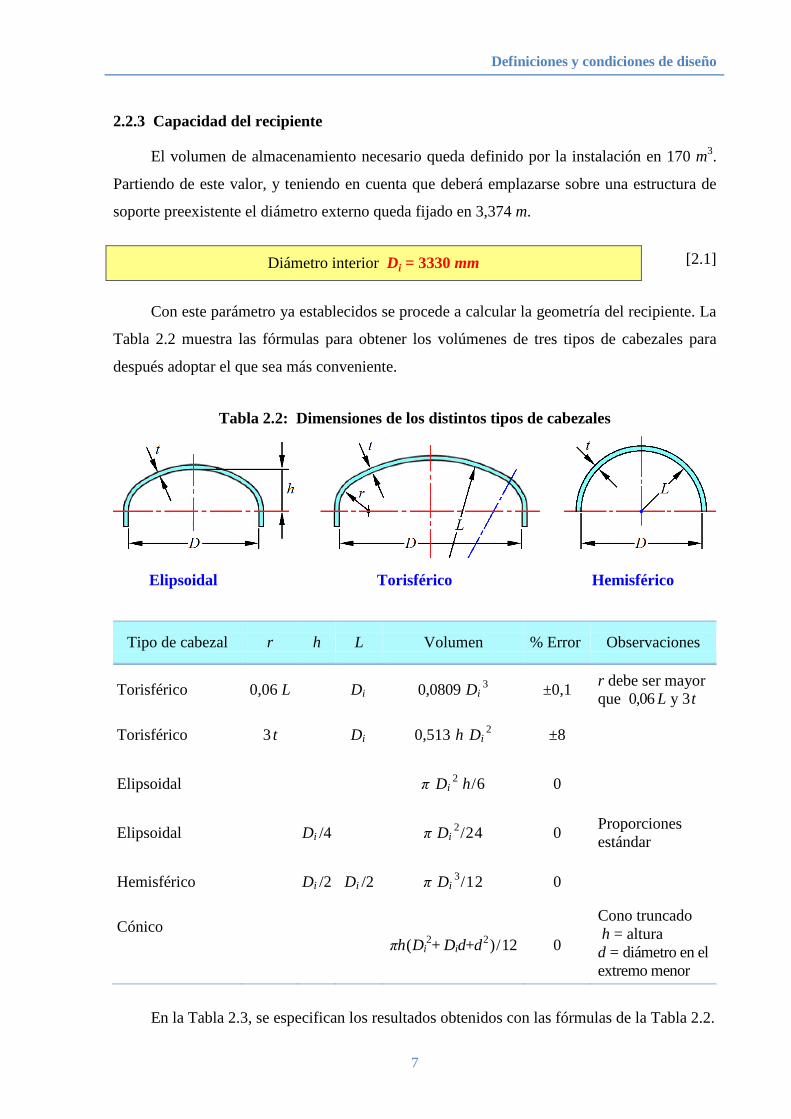
Con este parámetro ya establecidos se procede a calcular la geometría del recipiente. La
Tabla 2.2 muestra las fórmulas para obtener los volúmenes de tres tipos de cabezales para
después adoptar el que sea más conveniente.
Tabla 2.2: Dimensiones de los distintos tipos de cabezales
Elipsoidal Torisférico Hemisférico
Tipo de cabezal r h L Volumen % Error Observaciones
Torisférico 0,06 L
Di 0,0809 Di3 ±0,1
r debe ser mayor
que 0,06 L y 3t
Torisférico 3 t
Di 0,513 h Di2 ±8
Elipsoidal
π Di2
h/6 0
Elipsoidal
Di /4
π Di2/24 0
Proporciones
estándar
Hemisférico
Di /2 Di /2 π Di3/12 0
Cónico
πh(Di2+ Did+d
2)/12 0
Cono truncado
h = altura
d = diámetro en el
extremo menor
En la Tabla 2.3, se especifican los resultados obtenidos con las fórmulas de la Tabla 2.2.

Definiciones y condiciones de diseño
8
Tabla 2.3: Volumen de los distintos tipos de cabezales
Cabezal Toriesférico Semielíptico Semiesférico
Volumen [m3] 2,987 4,834 9,6672
Fórmula 0,0809 Di
3 πDi
3/24 π Di
3/12
Una vez obtenido el volumen del cabezal, procedemos a dimensionar el cuerpo
cilíndrico. Recordando que el volumen total del recipiente y el diámetro del cuerpo cilíndrico
son datos, podemos obtener la longitud del cuerpo cilíndrico.
3170TV m [2.2]
2
2
2
4
T cuerpo cilindrico cabezal
iT cabezal
V V V
DV V
[2.3]
2
4 2
T cabezal
i
V V
D [2.4]
Desarrollando la ecuación [2.4] para distintos tipos de cabezales se obtienen los
resultados mostrados en la Tabla 2.4.
Tabla 2.4: Longitud del cuerpo cilíndrico para distintos tipos de cabezales - [mm]
Tipo de Cabezal → Toriesférico Semielíptico Semiesférico
Longitud obtenida por cálculo
para el cuerpo cilíndrico
18843 18418 17300
Longitud adoptada para el
cuerpo cilíndrico 19000 18500 17300
Longitud h del cabezal V/(0,513 Di
2)
525
Di / 4
832
Di / 2
1665
Longitud total del recipiente 20050 20164 20630

Definiciones y condiciones de diseño
9
2.2.4 Tratamiento térmico
De acuerdo al apartado UW-2 del Código para todo tipo de acero al carbono P-No. 1
con espesores superiores a 16 mm se requiere un tratamiento térmico post soldadura. De
acuerdo a esto y en función de lo recomendado por la tabla UCS-56 del Código se define un
tratamiento térmico necesario de post soldadura a 595°C durante al menos 52 minutos para
las soldaduras en el cuerpo del recipiente y 595°C durante 45 minutos mínimo para las de los
cabezales, por ello se define la utilización del método de calefaccionado interno, ampliamente
utilizado en recipientes de GLP, a 595°C durante 55 minutos.
2.2.5 Sobre-espesor por corrosión
En el apartado UG-25 del código para recipientes a presión se estipula un sobre-espesor
por corrosión que debe ser considerado de acuerdo al fluido y a las condiciones de servicio del
recipiente. En el Anexo E, Sección E-2 del código se establece además una recomendación
para el sobre-espesor cuando se conoce la tasa de corrosión para el caso en estudio.
Se considera además que la instalación evaluada presentó durante los últimos 10 años una
tasa de corrosión de 0,04 mm/año evaluada por el organismo certificador y que está prevista
una vida total del tanque de 25 años. Luego de este periodo se podrán realizar inspecciones
con el fin de determinar el estado del recipiente y poder definir su continuidad en operación.
Teniendo en cuenta lo antes expuesto se adoptó un sobre-espesor de corrosión de 1 mm para
los cálculos, resaltando que luego se seleccionará un espesor comercial superior al calculado.
Se adoptó un sobre-espesor por corrosión C = 1 mm [2.5]
2.2.6 Prueba hidrostática
Según lo establecido en el apartado UG-99 del Código, se debe realizar una prueba
hidrostática a una presión que resulta de multiplicar la presión de diseño Pd por un factor LSR
(Lowest Stress Ratio = relación entre la tensión máxima admisible del material a la
temperatura de prueba y esta tensión a la temperatura de diseño; en este caso se asume LSR = 1)
y por un coeficiente de seguridad 1,3.
1,3 H SR dP L P [2.6]
2 2 1 ,3 1 1 7,6 / 22,88 /x x H HP kg cm P kg cm [2.7]
La prueba hidrostática se realizará a una presión de 22,88 Kg/cm2. Ese ensayo se realiza
para verificar que no exista ningún tipo de imperfección en las soldaduras existentes.

Definiciones y condiciones de diseño
10
2.2.7 Radiografiado
De acuerdo a lo establecido en el apartado UW-11 del Código, la cantidad y tipo de
radiografiado está en función de la condición de servicio a la que operará el recipiente y del
espesor del mismo. Para este diseño no es obligatorio y el grado del mismo es opcional, en
base a esto se opta por un radiografiado por partes (spot radiography) que se realiza siguiendo
los requerimientos del apartado UW-52 del Código.
En el apartado UW-3(a) el Código define cuatro categorías de juntas y lo que se
entiende por esto. Las diferentes categorías tienen requisitos en función de las características
del recipiente como ser material, servicio, espesor, además de la ubicación de la junta, no así del
tipo de junta.
En este caso serán radiografiadas por partes todas las juntas de categorías A, B, C y D a
excepción de las tipo C correspondientes a las boquillas de entrada y salida del gas propano
ya que se encuentran comprendidas dentro las consideraciones hechas por el apartado UW-11
(b) del Código que establecen que no serán radiografiadas aquellas juntas que no excedan las
10” de diámetro interior ni de 1⅛” de espesor, pero si será radiografiada la junta de categoría
C correspondiente a la boca de inspección por ser de diámetro nominal de 24”.
En la Figura 2.2 se ilustra la ubicación de las diferentes categorías de juntas:
Figura 2.2: Categoría de Juntas
Las juntas designadas por las mismas letras o categorías, están sujetas a las mismas condiciones
de contorno y tienen los mismos requisitos.
Definiciones y condiciones de diseño
11
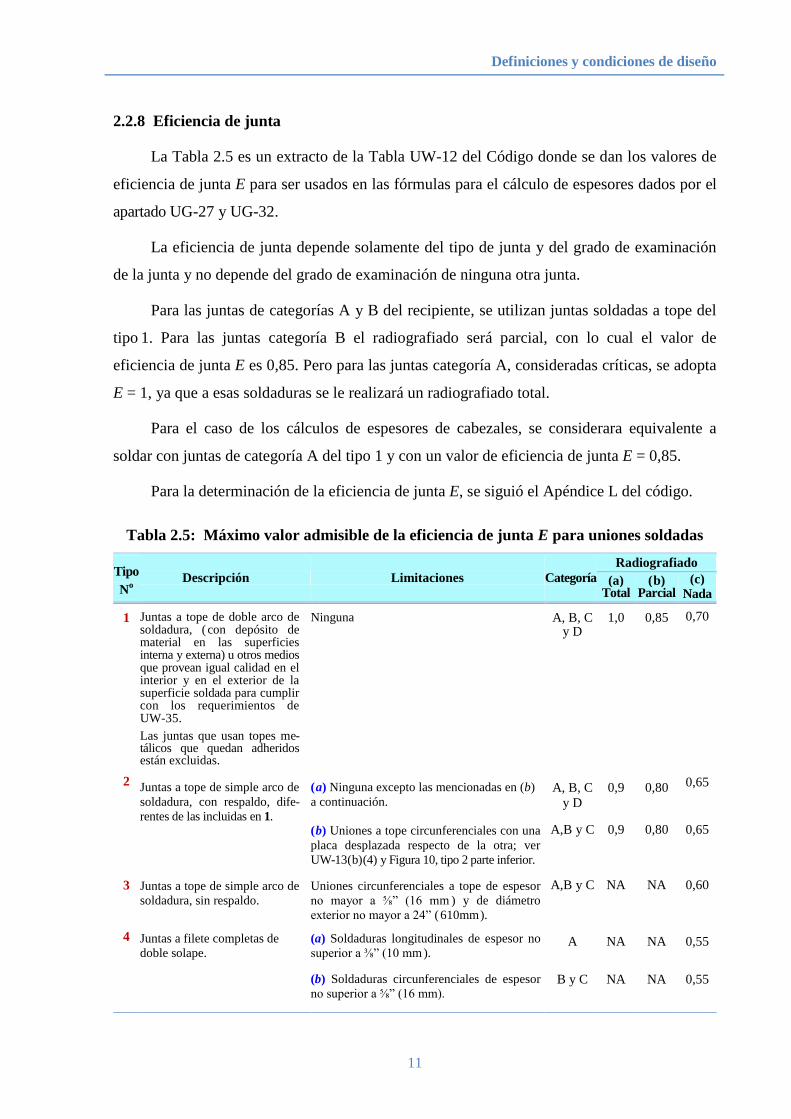
2.2.8 Eficiencia de junta
La Tabla 2.5 es un extracto de la Tabla UW-12 del Código donde se dan los valores de
eficiencia de junta E para ser usados en las fórmulas para el cálculo de espesores dados por el
apartado UG-27 y UG-32.
La eficiencia de junta depende solamente del tipo de junta y del grado de examinación
de la junta y no depende del grado de examinación de ninguna otra junta.
Para las juntas de categorías A y B del recipiente, se utilizan juntas soldadas a tope del
tipo 1. Para las juntas categoría B el radiografiado será parcial, con lo cual el valor de
eficiencia de junta E es 0,85. Pero para las juntas categoría A, consideradas críticas, se adopta
E = 1, ya que a esas soldaduras se le realizará un radiografiado total.
Para el caso de los cálculos de espesores de cabezales, se considerara equivalente a
soldar con juntas de categoría A del tipo 1 y con un valor de eficiencia de junta E = 0,85.
Para la determinación de la eficiencia de junta E, se siguió el Apéndice L del código.
Tabla 2.5: Máximo valor admisible de la eficiencia de junta E para uniones soldadas
Tipo
No
Descripción Limitaciones Categoría
Radiografiado
(a) Total
(b) Parcial
(c) Nada
1 Juntas a tope de doble arco de soldadura, ( con depósito de material en las superficies interna y externa) u otros medios que provean igual calidad en el interior y en el exterior de la superficie soldada para cumplir con los requerimientos de UW-35.
Las juntas que usan topes me-tálicos que quedan adheridos están excluidas.
Ninguna A, B, C y D
1,0 0,85 0,70
2 Juntas a tope de simple arco de
soldadura, con respaldo, dife-
rentes de las incluidas en 1.
(a) Ninguna excepto las mencionadas en (b)
a continuación. A, B, C
y D
0,9 0,80 0,65
(b) Uniones a tope circunferenciales con una
placa desplazada respecto de la otra; ver
UW-13(b)(4) y Figura 10, tipo 2 parte inferior.
A,B y C 0,9 0,80 0,65
3 Juntas a tope de simple arco de
soldadura, sin respaldo.
Uniones circunferenciales a tope de espesor
no mayor a ⅝” (16 mm ) y de diámetro
exterior no mayor a 24” (610mm).
A,B y C NA NA 0,60
4 Juntas a filete completas de
doble solape.
(a) Soldaduras longitudinales de espesor no
superior a ⅜” (10 mm). A NA NA 0,55
(b) Soldaduras circunferenciales de espesor
no superior a ⅝” (16 mm). B y C NA NA 0,55

Definiciones y condiciones de diseño
12
El flujorama de la Figura 2.3 fija pautas para determinar la eficiencia de junta E y el tipo
de unión soldada para cuerpos cilíndricos y cónicos. Esas pautas son un extracto del Apéndice
L de Código ASME Sección VIII - División 1. El camino seguido se remarcó en rojo.
NOTAS GENERALES:
(a) El espesor requerido por la tensión longitudinal en secciones cónicas es: t = PD /[4 cos α (SE+0,4P )] .
(b) Ver UW -- 11(a) (4 ) para uniones a tope de Categorías B y C en derivaciones y cámaras comunicantes con
diámetro nominal (NPS ) ≤ 10” y espesores menores o iguales a 1⅛” (30 mm).
(c) Uniones Tipo 2 no están permitidas en juntas de Categoría A diseñadas de acuerdo a UW -- 2(c).
(d) Uniones Tipo 2 están permitidas en juntas de Categoría A diseñadas de acuerdo a UW --2(b) cuando el
material es un acero austenítico inoxidable Tipo 304.
Figura 2.3: Eficiencia de junta para cuerpos cilíndricos
Cuerpos cilíndricos y cónicos
¿Radiografiado total obligatorio ?
UW -- 11(a)
Uniones a tope
Categorías A, B, C y D
UW -- 11(a) (1), (2), (3)
E = 1,0 Tipo 1
E = 0,9 Tipo 2
¿ Cuerpo sin costura ?
Seleccionar tipo
de radiografiado
soldaduras a tope
Categorías B y C
Radiografiado total Categoría A y D
soldaduras a tope
U W -- 11(a) (5)
Radiografiado parcial
Tabla U W -- 12
columna (b)
No radiografiar
Tabla U W -- 12
columna (c)
Radiografiado
total
Radiografiado parcial
UW -- 11(a) (5) (b)
Sin
radiografiado
Categoría A
E = 1,0 Tipo 1
E = 0,9 Tipo 2
Categoría A
E = 1,0 Tipo 1
E = 0,9 Tipo 2
Categoría A
E = 0,85 Tipo 1
E = 0,80 Tipo 2
Categorías B y C
E = 1,0 Tipo 1
E = 0,9 Tipo 2
Categorías B y C
E = 0,85 Tipo 1
E = 0,80 Tipo 2
Categorías B y C
E = 0,70 Tipo 1
E = 0,65 Tipo 2
No
No
Si
Si

Definiciones y condiciones de diseño
13
El flujorama de la Figura 2.4 fija pautas para determinar la eficiencia de junta E y el tipo
de unión soldada para cabezales. Esas pautas son un extracto del Apéndice L de Código
ASME Sección VIII - División 1. El camino seguido se remarcó en rojo.
NOTA: (1) Ver UW-12(d) cuando la junta del cabezal al cuerpo cilíndrico es Tipo 3, 4, 5 ó 6.
Figura 2.4: Eficiencia de junta para cabezales
Seleccionar Tipo de cabezal UG-32, UG-34
¿Radiografiado total obligatorio ?
UW--11(a)
Uniones a tope Categoría A
Tabla UW -- 12 Columna (a)
E = 1,00 juntas Tipo 1
E = 0,90 juntas Tipo 2
¿ Cabezal sin costura ?
¿ Cumple UW -- 11 (a) (5) (b) ?
Si cumple: E = 1,00
No cumple E = 0,85 (1)
¿ Seleccionó radiografiado parcial ?
UW--11(b)
Uniones a tope Categoría A
E = 0,85 juntas Tipo 1
E = 0,80 juntas Tipo 2
¿ Seleccionó no radiografiar ?
UW--11(c)
Uniones a tope Categoría A
E = 0,70 juntas Tipo 1
E = 0,65 juntas Tipo 2
E = 0,60 juntas Tipo 3
Uniones a filete completas de
doble solape Categoría A
E = 0,55
Si
Si
Si
Si
No
No
No

Definiciones y condiciones de diseño
14
El flujorama de la Figura 2.5 fija pautas para determinar la eficiencia de junta E requerida por
las Categorías de soldadura A y D para los cuerpos cilíndricos, cabezales y conos de los recipientes a
presión. Esas pautas son un extracto del Apéndice L de Código ASME Sección VIII - División 1.
El camino seguido se remarcó en rojo.
Figura 2.5: Eficiencia de juntas soldadas de categorías A y D en cuerpos y cabezales
Soldaduras a tope de Categorías A y D
para cuerpos cilíndricos, cabezales y conos
¿ Contiene una
sustancia letal ?
UW -- 11(a)(1)
¿ Contiene vapor ?
UW -- 11(a)(3)
¿ Radiografiado requerido por
UW -- 11(a)(2) ?
Tipo 1
E = 1,0
Seleccionar tipo
de radiografiado
(1)
Seleccionar radiografiado Categoría B
Seleccionar
tipo de junta
Seleccionar
tipo de junta
Cumple la
UW -- 11(a)(5)(b)
No Cumple la
UW -- 11(a)(5)(b)
Categoría A
E = 1,0 Tipo 1
E = 0,9 Tipo 2
Categoría A
E = 0,85 Tipo 1
E = 0,80 Tipo 2
Tipo 1
E = 0,85
Tipo 2
E = 0,8
Tipo 1
E = 0,7
Tipo 2
E = 0,65
Tipo 4
E = 0,55
Si
Si
Si
No
No
No
Nada
UW -- 11(c)
Total
UW -- 11(a)(5)
Parcial
UW --11(b)
Tipo Tipo Tipo Tipo Tipo
1 2 1 2 4
(2)
Notas generales:
Usar el valor de E provisto por UW-12 en
las fórmulas para tensión circunferencial
en juntas Categoría A, tales como:
UG-27 (c) (1) cuerpos cilíndricos
UG-32 (d) cabezales elipsoidales
UG-32 (e) cabezales torisféricos
UG-32 (f ) cabezales hemisféricos
UG-32 (g) cabezales cónicos y
cuerpos cónicos
UG-34 (c) (2) cabezales planos
Notas:
(1) Ver UW-11 (a) (5) (b)
(2) No es soldadura a tope. Tipo 4 es
solapa doble (ver Fig. 10 pág. 386)

Definiciones y condiciones de diseño
15
El flujorama de la Figura 2.6 fija pautas para determinar la eficiencia de junta E requerida
por las categorías de soldadura B y C para los cuerpos cilíndricos y cónicos de los recipientes a
presión. Esas pautas son un extracto del Apéndice L de Código ASME Sección VIII -
División 1. El camino seguido se remarcó en rojo.
Radiografiado total Radiografiado parcial Sin radiografiar
Figura 2.6: Eficiencia de juntas soldadas de categorías B y C en cuerpos
Soldaduras a tope de Categorías B y C
para cuerpos cilíndricos y cónicos
¿ Contiene una
sustancia letal ?
UW --11(a)(1)
¿ Radiografiado requerido por
UW --11(a)(2) ?
¿ Contiene vapor ?
UW --11(a)(3)
¿ Es derivación o cámara
comunicante ? (1)
¿ Diám. Nom.
mayor a 10” ?
¿ t > 1⅛” ?
Seleccionar radiografiado
(2)
¿ Soldadura
a tope ?
Seleccionar
tipo de junta
Seleccionar
tipo de junta
Seleccionar
tipo de junta
Seleccionar
tipo de junta
Tipo 1
E = 1,0
Tipo 2
E = 0,9
Tipo 1
E = 0,85
Tipo 2
E = 0,8
Tipo 1
E = 0,7
Tipo 2
E = 0,65
Tipo 3
E = 0,6
Tipo 4
E = 0,55
Tipo 5
E = 0, 5
Tipo 6
E = 0,45
Nota General:
Usar el valor de E provisto por UW-12 en
las fórmulas correspondientes a tensiones
longitudinales, tales como: UG-27 (c) (2)
Notas:
(1) Ver UHT-57 (a)
(2) Ver UW-11 (a) (5) (b)
No
No
No
No
No
No
No
Si
Si
Si
Si
Si
1 2 1 2 1 2 3 4 5 6
Nada
UW --11(c)
Parcial UW --11(b) Si
Si
Total
UW -- 11(a)(5)
Definiciones y condiciones de diseño
16
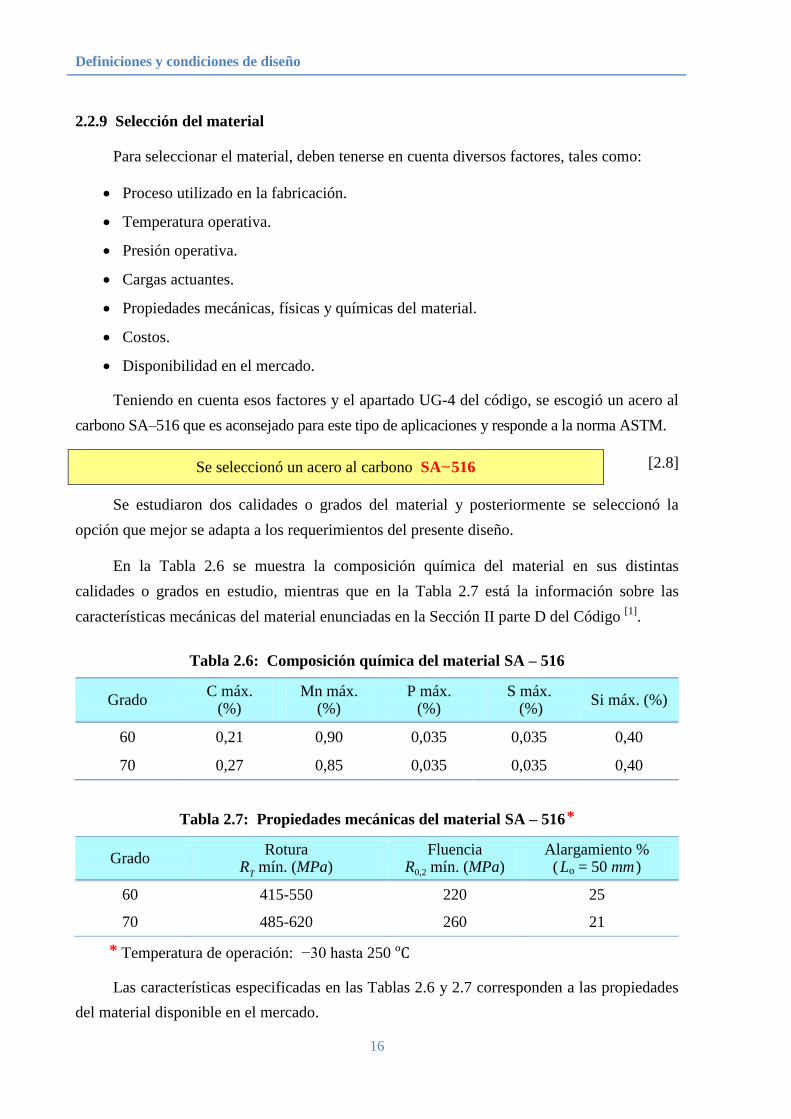
2.2.9 Selección del material
Para seleccionar el material, deben tenerse en cuenta diversos factores, tales como:
Proceso utilizado en la fabricación.
Temperatura operativa.
Presión operativa.
Cargas actuantes.
Propiedades mecánicas, físicas y químicas del material.
Costos.
Disponibilidad en el mercado.
Teniendo en cuenta esos factores y el apartado UG-4 del código, se escogió un acero al
carbono SA–516 que es aconsejado para este tipo de aplicaciones y responde a la norma ASTM.
Se seleccionó un acero al carbono SA−516 [2.8]
Se estudiaron dos calidades o grados del material y posteriormente se seleccionó la
opción que mejor se adapta a los requerimientos del presente diseño.
En la Tabla 2.6 se muestra la composición química del material en sus distintas
calidades o grados en estudio, mientras que en la Tabla 2.7 está la información sobre las
características mecánicas del material enunciadas en la Sección II parte D del Código [1]
.
Tabla 2.6: Composición química del material SA – 516
Grado C máx.
(%) Mn máx.
(%) P máx.
(%) S máx.
(%) Si máx. (%)
60 0,21 0,90 0,035 0,035 0,40
70 0,27 0,85 0,035 0,035 0,40
Tabla 2.7: Propiedades mecánicas del material SA – 516*
Grado Rotura
RT mín. (MPa)
Fluencia R0,2 mín. (MPa)
Alargamiento % ( Lo = 50 mm)
60 415-550 220 25
70 485-620 260 21
* Temperatura de operación: −30 hasta 250 oC
Las características especificadas en las Tablas 2.6 y 2.7 corresponden a las propiedades
del material disponible en el mercado.

Definiciones y condiciones de diseño
17
El código ASME establece como parámetros de diseño las tensiones admisibles
mostradas en la Tabla 2.8 con el correspondiente coeficiente de seguridad a rotura ya tenido
en cuenta en los valores.
Tabla 2.8: Tensiones admisibles para el diseño (kg/cm2)
Material Grado Tensión admisible
(MPa) (kg/cm2)
Coeficiente de seguridad
SA – 516 60 115,8 1180 3,50
SA – 516 70 136,8 1395 3,50
2.2.10 Resumen de las condiciones de diseño
Este capítulo finaliza con un resumen de las condiciones de diseño, en la Tabla 2.9 se
listan las especificaciones más importantes.
Tabla 2.9: Resumen de las especificaciones del diseño
Propiedad Especificación
Códigos de diseño:....................................... Código ASME, Sección VIII, División 1
Código NFPA 59
Norma NAG 112
Presión de trabajo:....................................... 14 kg/cm2 (200,25 psi)
Presión de diseño:........................................ 17,6 kg/cm2
(250 psi )
Presión de prueba hidrostática:.................... 22,8 kg/cm2 (325 psi )
Temperatura de trabajo:............................... −30 hasta 250ºC (−22 hasta 482 ºF )
Tratamiento térmico:.................................... Si
Tipos de cabezales:...................................... Torisféricos, hemisféricos y elipsoidales
Eficiencia de juntas del cuerpo cilíndrico:... B = 0,85 y A , D = 1
Eficiencia de juntas de los cabezales:..….... 0,85
Material del cuerpo cilíndrico:.................... SA – 516
Material de los cabezales:............................ SA – 516
Diámetro interior del cilindro:..................... 3330 mm
Sobre-espesor por corrosión:....................... 1 mm
Capacidad del recipiente:............................. 170 m3
Distancia entre centros de los apoyos:.... 15 m

Definiciones y condiciones de diseño
18

19
Capítulo III
Cuerpo cilíndrico y cabezales
3.1 Cálculo de espesores por presión interna
Un recipiente se considera de pared delgada cuando el espesor de la pared es pequeño
en comparación con las otras dimensiones del recipiente. El estudio de las tensiones normales
actuantes en el espesor tanto en sentido radial como tangencial se realiza mediante las
expresiones matemáticas clásicas para cada configuración común de carcasa.
Si se tiene un recipiente de espesor e, radio de curvatura longitudinal r1 y radio de curvatura
circunferencial r2, como el indicado en la Figura 3.1, que está sometido a presión interna p, la
ecuación básica para la tensión longitudinal 1σ y la circunferencial 2σ queda:
1 2
1 2
σ σ p
r r e [3.1]
Figura 3.1: Tensiones en un recipiente
Esta ecuación permite deducir las tensiones en las paredes de revolución igualando la
fuerza total de presión con las fuerzas longitudinales y circunferenciales que actúan en cada
elemento infinitesimal del recipiente.

Cuerpo cilíndrico y cabezales
20
En la parte cilíndrica de un recipiente se tienen los siguientes radios de curvatura:
2 1 y r r r [3.2]
por lo tanto partiendo de la ecuación [3.1] se obtienen las fórmulas clásicas:
1 2 1 y 22
p r p r
e eσ σ σ [3.3]
donde: 1σ = Tensión longitudinal.
2σ = Tensión circunferencial.
p = Presión interior.
e = Espesor del recipiente.
Estas expresiones sirven de referencia, pero al dimensionar un recipiente a presión
(cuerpo y cabezales) es necesario cumplir las exigencias del apartado UG-27 del Código
ASME, el cual considera como factor en estos cálculos la eficiencia de junta E que es menor
o igual a 1.
Vale aclarar que en este trabajo se emplean las dimensiones internas del recipiente en
los cálculos, pero también existen fórmulas referidas a las dimensiones externas. En una
primera instancia se calculan los espesores requeridos para resistir la presión interior y luego
los espesores se ajustan a los espesores disponibles comercialmente.
3.1.1 Cuerpo Cilíndrico
Tensión Circunferencial
Como el espesor no excede la mitad del radio interior y la presión está por debajo de
(0,385 S E ), se utilizan para el cálculo del espesor requerido y presión resistida las fórmulas
dadas por el apartado UG-27 (c) (1) del código.
■ Espesor requerido por la presión de diseño debido a la tensión circunferencial
0,6
dc
d
P Rt C
S E P
[3.4]
■ Presión admisible en el recipiente al momento de la prueba hidrostática
0,6
S E tP
R t
[3.5]

Cuerpo cilíndrico y cabezales
21
donde:
Pd: Presión de diseño = 17,6 kg/cm2.
E: Eficiencia de junta. Teniendo en cuenta que esta es la soldadura más exigida del
cilindro se adopta radiografiado total que considera ( E = 1 ).
C: Sobre-espesor por corrosión: = 1 mm.
R: Radio interior = 1665 mm (teniendo en cuenta C ).
S: Tensión admisible del material adoptado (ver Tabla 2.8).
Con la expresión [3.4]:
Para SA−516 Gr 60 17,6 1 66,5
0,1 2,6071180 1 0,6 17,6
dtx
x x
→ 26,07dt mm [3.6]
Para SA−516 Gr 70 17,6 1 66,5
0,1 2,2191395 1 0,6 1 7,6
dtx
x x
→ 22,19dt mm [3.7]
• Tensión Longitudinal
Como se muestra en la introducción de este capítulo en la ecuación [3.3], la tensión
longitudinal es igual a la mitad de la tensión circunferencial, esto se verifica en los siguientes
cálculos.
Dado que el espesor no excede la mitad del radio interior y la presión está por debajo de
(1,25SE), se utilizan para el cálculo del espesor requerido y presión resistida las siguientes
formulas dadas por el apartado UG-27 (c) (2) del código.
■ Espesor requerido por la presión de diseño debido a la tensión longitudinal
2 0,4
d
d
P Rt C
S E P
[3.8]
■ Presión admisible en el recipiente al momento de la prueba hidrostática
2
0,4
S E tP
R t
[3.9]
Con la expresión [3.8] y considerando una eficiencia de junta E = 0,85:
Para SA−516 Gr 60 17,6 1 66,5
0,1 1,572 1 180 0,85 0,4 1 7,6
tx
x x x
→ 15,7t mm [3.10]
Para SA−516 Gr 70 17,6 1 66,5
0,1 1,342 1 395 0,85 0,4 1 7,6
tx
x x x
→ 13,4t mm [3.11]

Cuerpo cilíndrico y cabezales
22
3.1.2 Cabezales
En la Figura 3.2 se muestran esquemas de los tipos de cabezales más utilizados.
Elipsoidal Torisférico Hemisférico
Figura 3.2: Tipos de cabezales más utilizados
Cabezal Torisférico
Este tipo de cabezal es el de mayor aceptación en la industria debido a su bajo costo y
gran capacidad para soportar presiones elevadas. Su característica principal es que el radio del
abombado es aproximadamente igual al diámetro.
El apartado UG-32 (e) del Código establece las siguientes fórmulas para su cálculo.
En el caso que 16,67L
r
■ Espesor requerido en el cabezal torisférico por la presión de diseño
0,885
0,1
d
d
P Lt C
SE P
[3.12]
■ Presión admisible en el cabezal torisférico al momento de la prueba hidrostática
0,885 0,1
SEtP
L t
[3.13]
Con la expresión [3.12] y considerando una eficiencia de junta E = 0,85:
Para SA−516 Gr 60 0,885 1 7,6 333
0,1 5,281180 0,85 0,1 1 7,6
tx x
x x
→ 52,8t mm [3.14]
Para SA−516 Gr 70 0,885 1 7,6 333
0,1 4,481395 0,85 0,1 1 7,6
tx x
x x
→ 44,8t mm [3.15]
Cabezal Semielipsoidal
Es empleado cuando el espesor calculado de una tapa torisférica es relativamente alto,
ya que las tapas semielípticas soportan mayores presiones que las torisféricas. Se fabrican por
troquelado, su silueta describe una elipse relación 2:1. Su costo es alto.

Cuerpo cilíndrico y cabezales
23
El apartado UG-32 (d) del Código establece las siguientes fórmulas para su cálculo.
■ Espesor requerido en el cabezal elipsoidal por la presión de diseño
2 0, 2
d
d
P Dt C
SE P
[3.16]
■ Presión admisible en el cabezal elipsoidal al momento de la prueba hidrostática
2
0,2
SE tP
D t
[3.17]
Con la expresión [3.16] y considerando una eficiencia de junta E = 0,85:
Para SA−516 Gr 60 1 7,6 333
0,1 3,032 1 180 0,85 0,2 1 7,6
x
x x x
t → 30,3t mm [3.18]
Para SA−516 Gr 70 1 7,6 333
0,1 2,582 1 395 0,85 0,2 1 7,6
x
x x x
t → 25,8t mm [3.19]
Cabezal Hemisférico
Este tipo de cabezal es utilizado para soportar presiones críticas, su característica principal
es que su silueta describe una media circunferencia perfecta. Una desventaja de este tipo de
cabezales o tapas es su elevado costo de fabricación.
El apartado UG-32 (f ) del Código establece las siguientes fórmulas.
■ Espesor requerido en el cabezal semiesférico por la presión de diseño.
2 0,2
d
d
P Rt C
SE P
[3.20]
■ Presión admisible en el cabezal semiesférico al momento de la prueba hidrostática.
2
0,2
SE tP
R t
[3.21]
Con la expresión [3.20] y considerando una eficiencia de junta E = 0,85:
Para SA−516 Gr 60 1 7,6 1 66,5
0,1 1,562 1 180 0,85 0,2 1 7,6
tx
x x x
→ 15,6t mm [3.22]
Para SA−516 Gr 70 1 7,6 1 66,5
0,1 1,342 1 395 0,85 0,2 1 7,6
x
x x x
lt → 13,4t mm [3.23]
3.2 Adopción de espesores comerciales
A los fines de seleccionar los espesores para las diferentes partes del recipiente, en la
Tabla 3.1 se listan los espesores comerciales disponibles.

Cuerpo cilíndrico y cabezales
24
Tabla 3.1: Espesores comerciales disponibles
Unidades Espesores utilizados en los recipientes (cuerpo y cabezales)
pulgadas 3/16 1/4 5/16 3/8 1/2 5/8 3/4 7/8 1
milímetros 4,76 6,35 7,93 9,50 12,70 15,90 19,05 22,22 25,40
Elección del cabezal
De acuerdo con los espesores calculados y las características de los diferentes cabezales, se
optó por un cabezal semiesférico, construido en gajos soldados, ya que para las dimensiones
del mismo la fabricación de un torisférico demandaría maquinaria especializada y un costo
elevado además de un espesor mayor. Según la ecuación [3.22] se requiere como mínimo un
espesor de 15,6 mm cuando se utiliza material SA−515 Grado 60. Se adopta un espesor de 5/8”.
Cabezal hemisférico de gajos soldados, SA−516G60, espesor ⅝ = 15,9 mm [3.24]
Elección del cuerpo cilíndrico
Según la ecuación [3.7] se requiere como mínimo un espesor de 22,19 mm cuando se
utiliza material SA−515 Grado 70. Por ello se adopta un espesor de 7/8”.
Cuerpo cilíndrico de material SA−516G70, espesor ⅞ = 22,229 mm [3.25]
Según Tabla 2.4 al usar cabezales hemisféricos, el largo de cilindro es L= 17300 mm [3.26]
Unión del cuerpo cilíndrico con el cabezal semiesférico
En la Figura 3.3 se bosquejan los detalles de la unión entre el cuerpo cilíndrico y el cabezal.
Figura 3.3: Unión entre el cuerpo cilíndrico y el cabezal hemisférico
a) detalles de unión, b) medidas adoptadas en mm

Cuerpo cilíndrico y cabezales
25
3.3 Verificación de espesores por tensiones
Los recipientes a presión, además de la presión interna están sujetos a otras solicitaciones:
Debidas al viento.
Por impactos.
Debidas a movimientos sísmicos.
Generadas por el peso propio y de su contenido.
En todos los cálculos realizados en esta sección se utilizan como espesores tentativos los
determinados anteriormente (22,22 mm para el cilindro y 15,9 mm para los cabezales) y se los
emplea para la verificación de las tensiones.
3.3.1 Esfuerzos debido al viento
Según Megyesy [4], los recipientes horizontales largos con una relación espesor/diámetro
muy pequeña están sujetos a distorsiones debido a la carga de viento, se considera que los
recipientes diseñados para una presión externa de 1 psi (≈ 0,007 MPa) resisten holgadamente las
cargas de viento presentes en condiciones normales.
Para este cálculo se toma la fórmula para recipientes con presión externa del apartado
UG-28 del Código para calcular la presión exterior que puede soportar el recipiente.
0
2
3 /
A EP
D t [3.27]
Datos: L = 17300 mm (ecuación [3.26]) ; D0 = 333 +2 x 2,22 = 3374 mm (exterior) ;
E = 206 GPa; t = 2,222 − 0,1 = 21,22 mm (corroído).
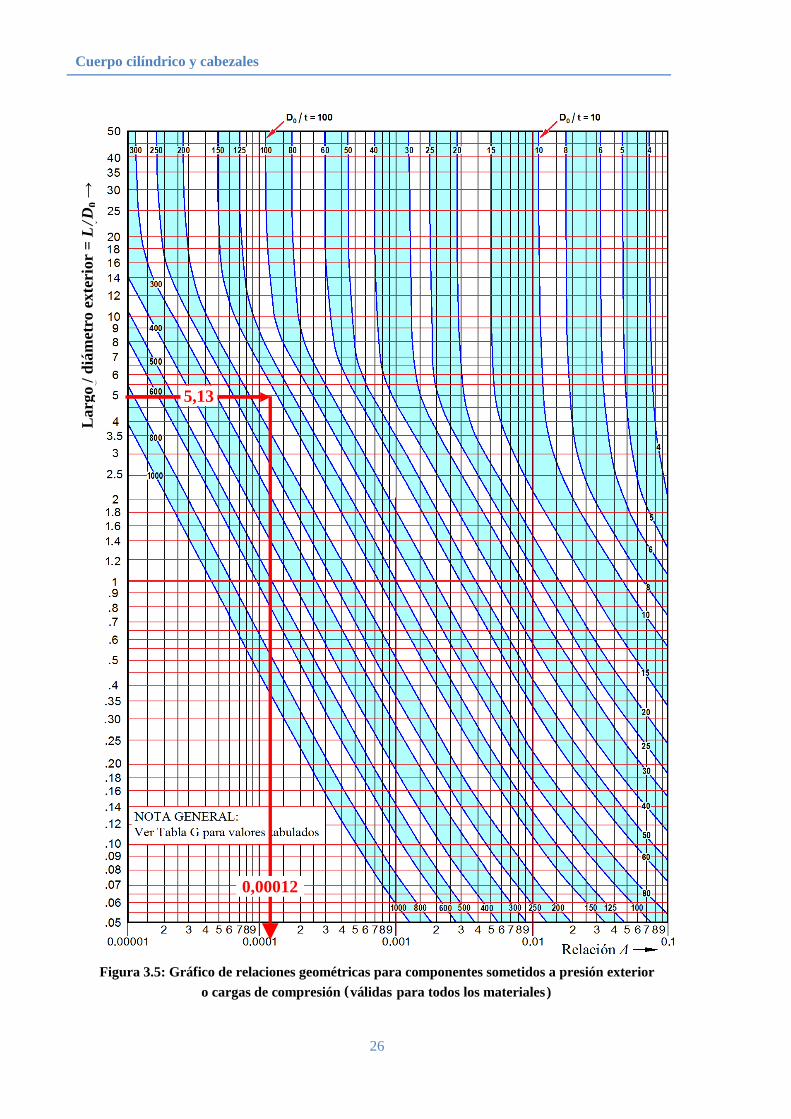
Figura 3.4: Principales dimensiones del recipiente
Los datos L, D0 y t están indicados en la Figura 3,4 mientras que el valor de la relación
geométrica A se obtiene del gráfico de la Figura 3.5 usando los siguientes valores:
0
0
1730 337,4417300 ; 5,13 ; 159
337,44 2,122
DLL mm
D t [3.28]
Con esos valores se ingresa al gráfico de la Figura 3.5 (Subparte 3 de la Sección II, Parte D
del Código) y se obtiene la relación geométrica A con la cual se calcula de la presión de trabajo.
Cuerpo cilíndrico y cabezales
26
Figura 3.5: Gráfico de relaciones geométricas para componentes sometidos a presión exterior
o cargas de compresión (válidas para todos los materiales)
Larg
o /
diá
met
ro e
xte
rior
= L
/D0 →
0,00012
5,13

Cuerpo cilíndrico y cabezales
27
Del gráfico de la Figura 3.5 se obtiene A = 0,00012 y con ese valor se ingresa al gráfico
de la Figura 3.6 el cual proviene de la Subparte 3 de la Sección II, Parte D del Código. En este
caso el valor A cae a la izquierda de las curvas de temperatura por lo que la expresión [3.27]
es correcta.
Relación A →
Figura 3.6: Gráfico para determinar el espesor de componentes sometidos a presión exterior, para
aceros de bajo carbono y/o baja aleación con tensión de fluencia mayor o igual a 207 MPa
Una vez obtenidos los valores necesarios, la presión exterior que soporta el recipiente se
calcula con la ecuación [3.27] :
62
0
2 2 0,00012 206000 1 0 0,104 1,06 /
3 / 3 159
x x x
AEP MPa kg cm
D t [3.29]
Considerando que la presión que resiste el recipiente es igual a 0,104 MPa, y la presión
propuesta por Megyesy para la verificación es 1 psi ≈ 0,007 Mpa concluimos que el recipiente
satisface los requerimientos de diseño para resistir el viento.
Presión resistida = 0,104 MPa > Presión por viento = 0,007 MPa Verifica [3.30]
3.3.2 Esfuerzos por impacto
Este tipo de esfuerzo surge del movimiento del recipiente durante al transporte. Por la
naturaleza impredecible de estos esfuerzos es difícil realizar cálculos y queda fuera del
alcance del presente proyecto.
Ten
sión
B
[M
Pa
] →
NOTA : Ver valores tabulados en la Tabla CS-2

Cuerpo cilíndrico y cabezales
28
3.3.3 Esfuerzos debido a movimientos sísmicos
Este apartado está referido a los esfuerzos resultantes de movimientos telúricos que puedan
ocasionar un estado de carga perjudicial para el recipiente. Se debe analizar la ubicación de la
instalación con el objeto de determinar el riesgo de ocurrencia de eventos sísmicos.
Figura 3.7: Zonificación sísmica de la República Argentina
La Figura 3.7 muestra las zonas de riesgo sísmico de la República Argentina de acuerdo
a la norma CIRSOC 103 [6]. Dado que la locación de la instalación tiene riesgo reducido y
teniendo en cuenta que el recipiente que se está diseñando es horizontal, por lo tanto poco
susceptible a dichas cargas, se considera que el estudio de estos esfuerzos esta fuera del
alcance del presente proyecto.

Cuerpo cilíndrico y cabezales
29
3.3.4 Esfuerzos generados por el peso propio y el contenido
En este punto se consideran las tensiones originadas por el peso propio y las reacciones
de apoyo. En el caso de recipientes horizontales de acuerdo al Compendio de Cálculo
Estructural [7] se debe estudiar detalladamente la forma de apoyarlos; siendo práctica habitual
utilizar dos soportes tipo montura, según lo indicado en la Figura 3.8. El método de diseño
usando estos soportes está basado en los estudios realizados por L.P. Zick, los cuales fueron
tomados por ASME, que publicó una Práctica Recomendada. Se puede demostrar que el uso
de dos soportes es preferible, frente a soportes múltiples, tanto desde el punto de vista
estructural como económico.
Figura 3.8: Esquema de un recipiente a presión horizontal con apoyos tipo montura
Para el cálculo de tensiones en un recipiente de presión horizontal con soportes tipo
montura, se deben considerar las siguientes particularidades del caso:
Las condiciones de cargas por el peso (del recipiente y del contenido) varían según el
porcentaje de llenado. Se recomienda para el cálculo considerar el recipiente totalmente lleno,
con el fluido de operación o con agua (generalmente es el fluido de la prueba hidrostática),
el que tenga mayor peso.
Las tensiones en el recipiente dependen del ángulo de contacto θ indicado en la Figura 3.8.
Debido a la presión interna P, la tensión longitudinal es la mitad de la tangencial y teniendo en
cuenta el criterio de falla adoptado, en el sentido longitudinal, la mitad de espesor real del
recipiente principalmente contribuye a resistir las cargas por peso propio y del contenido.
La ubicación de los soportes puede estar influida por la existencia de aperturas
inferiores; si este no fuera el caso, se los puede ubicar en la posición óptima desde el punto de
vista de la resistencia. Para recipientes de gran diámetro y espesores relativamente pequeños,
es conveniente ubicar los soportes cerca de los cabezales, teniendo en cuenta que los mismos
generan un efecto de anillo rigidizador para la parte cilíndrica.
En cambio, para recipientes largos y de espesores relativamente grandes, la ubicación
conveniente es aquella donde la tensión longitudinal debida a los pesos en los soportes es
similar a la existente en el centro del recipiente, es decir cuando los momentos M1 y M2
indicados en la Figura 3.9 son iguales (eso ocurre cuando a = 0,2071 ℓ ).

Cuerpo cilíndrico y cabezales
30
Figura 3.9: Ubicación óptima de los soportes en un recipiente de presión horizontal largo
La Figura 3.9 es sólo esquemática ya que considera cabezales planos. En general se
utilizan cabezales no planos donde en lugar de a se tienen las distancias A y H (ver Figuras
3.8 y 3.10). A es la distancia entre la unión cabezal/cilindro y el centro del soporte y H es la
altura del cabezal medida a partir de la soldadura de unión. La parte en voladizo no debe/ ser
mayor que el 20% de la longitud total de la parte cilíndrica del recipiente (A ≤ 0,2 L ).
Asimismo, la ubicación óptima varía de acuerdo con el ángulo de contacto θ de los soportes
(ver Figura 3.8).
Teniendo en cuenta que, como parámetro de diseño en el Capítulo 1 en la ecuación [1.4]
se fijó en 15 m la distancia entre los centros de los soportes existentes, la parte en voladizo A
indicada en la Figura 3.8 queda fijada por el largo del cuerpo cilíndrico L = 17300 mm dada
en [3.26]. En efecto (17300 15000) / 2 1150 A mm .
Distancia entre el centro del soporte y la unión cuerpo-cabezal A = 1150 mm [3.31]
Para recipientes grandes, el Código ASME recomienda que el ángulo de contacto con
los apoyos sea como mínimo 120º (los posibles ángulos de contacto varían de 120º a 180º ).
Se adopta un ángulo de contacto para los apoyos θ = 120o [3.32]
Según el método de diseño de Zick para recipientes de presión horizontales con soportes
tipo montura, se deben verificar las siguientes tensiones en puntos críticos:
Tensiones longitudinales por la flexión.
Tensiones de corte.
Tensiones circunferenciales.
Estimación de las reacciones de apoyo Q
Datos del cilindro: 333 ; 2 333 2 2,222 337, 444 ; 17300x i e i
D cm D D t cm L cm [3.33]
Datos del cabezal: 333 ; 2 33 3 2 1,59 336,18x i e iD cm D D t cm [3.34]
Peso del cilindro: 2 2 2 2
1( ) /4 0,785 (337,444 333 ) 17300 /4 31779
e iP ρ π D D L π kg x x [3.35]
Peso del cabezal: 3 3 3 3
2 ( ) /12 0,785 (336,18 333 ) /12 2195 x e iP ρπ D D π kg [3.36]

Cuerpo cilíndrico y cabezales
31
En la Tabla 3.2 se muestran los pesos de los principales componentes del recipiente
Tabla 3.2: Propiedades de los componentes del recipiente
Componente
del recipiente
Espesor
[mm]
Diámetro
exterior [mm]
Largo
[mm]
Peso
[kg]
Cuerpo cilíndrico 22,22 3374,44 17300 31779
Cabezal hemisférico 15,9 3361,8 1665 2195
Para estimar el peso de un recipiente en una etapa inicial, el manual de Moss [8]
recomienda suponer un sobre peso del 6 % para recipientes entre 35000 y 45000 kg. Este 6 %
tiene en cuenta a los accesorios, soldaduras, etc.
1,06 (31779 2 2195) 1,06 36169 38339 x x x RQ kg [3.37]
Una vez obtenido el peso del recipiente se debe considerar el peso de la carga, para esto
se analiza el caso más desfavorable en el cual el recipiente está totalmente lleno de agua durante
la prueba hidrostática, es decir con 170 m3
con densidad de 1000 kg/m3.
38339 170000
1041702 2
R CQ QQ kg
[3.38]
La Figura 3.10 muestra un esquema del recipiente donde se indican los parámetros usados
para la verificación del espesor de 7/8” del cilindro (espesor 2,122 cm en estado corroído).
Figura 3.10: Parámetros usados en los cálculos de las tensiones por flexión y corte
En la Tabla 3.3 se listan los parámetros usados en los cálculos de las tensiones por
flexión y corte para verificar la resistencia del cuerpo cilíndrico en la versión corroída.
Tabla 3.3: Parámetros usados para calcular las tensiones en el cuerpo cilíndrico
Q [kg] A [mm] L [mm] Rm [mm] H [mm] t [mm] b [mm]
104170 1150 17300 1676 1673 21,22 660

Cuerpo cilíndrico y cabezales
32
3.3.4.1 Tensiones longitudinales por la flexión
Las tensiones longitudinales por la flexión en el cuerpo del recipiente, se deben calcular
en el plano medio del recipiente y en los planos de los apoyos. Las tensiones que se verifican
a continuación corresponden a un recipiente sin anillos de refuerzo.
3.3.4.1.1 Tensiones longitudinales en el plano de los soportes del recipiente
En los planos de los soportes, las máximas tensiones S1 debidas al peso propio y al peso
del contenido, se calculan con la siguiente expresión:
2 2
1 * 2
1 / / 2 1
1 4 / 3
m
m
A L R H ALQ AS
K R t H L
[3.39]
donde: L longitud del cuerpo. Rm radio medio.
H altura del cabezal. t espesor del cuerpo.
Q carga sobre cada soporte, (peso propio más carga completa de agua).
A distancia entre el centro del soporte y la unión cuerpo/cabezal.
K* factor adimensional, cuyo valor depende de lo que pasa en los planos de los soportes.
Se pueden dar tres situaciones distintas a saber:
1) El factor es K*= π cuando los soportes tienen anillos de refuerzo para los casos donde
A >Rm /2; o no teniéndolos si los soportes están ubicados cerca de los cabezales (donde
estos trabajan como rigidizadores) y se cumple que A < Rm /2.
Si no se dan las condiciones del punto (1) la situación es notablemente diferente y la
tensión S1 es bastante mayor. Hay que distinguir dos casos (tracción o compresión):
2) En la parte superior de los planos de los soportes se tienen tensiones longitudinales de
tracción y K* toma el valor K1 que varía con el ángulo de contacto θ (ver Tabla 3.4). Hay
que tener presente que: i) K1 << π ; ii) θ ≥ 120º y iii) K1 crece con θ disminuyendo la
tensión S1.
3) En la parte inferior de los planos de los soportes las tensiones longitudinales son de
compresión y se consideran dos casos: i ) cuando t /Rm ≥ 0,005 el diseño del recipiente
está gobernado por la presión interior no siendo necesario considerar S1 de la ecuación
[3.39]; o ii) cuando t/Rm< 0,005 K* toma el valor K7, que varía con el ángulo de contacto
θ (ver Tabla 3.4). K7 varía de manera similar a K1 pero el valor de K7 es entre un 65 y un
80 % mayor que K1.

Cuerpo cilíndrico y cabezales
33
Tabla 3.4: Valores de los factores Ki para el cálculo de tensiones
en recipientes de presión horizontales
Θ K1 K2 K3 K4 K5 K6 K7 K8 K9
120 0,335 1,171 0,880 0,401 0,760 ver 0,603 0,340 0,0525
122 0,345 1,139 0,846 0,393 0,753 gráfico 0,618 0,338 0,0509
124 0,355 1,108 0,813 0,385 0,746 de la 0,634 0,336 0,0494
126 0,366 1,078 0,781 0,377 0,739 Figura 0,651 0,334 0,0479
128 0,376 1,050 0,751 0,369 0,732 3.12 0,669 0,332 0,0464
130 0,387 1,022 0,722 0,362 0,726 Más 0,689 0,330 0,0449
132 0,398 0,996 0,694 0,355 0,720 adelante 0,705 0,328 0,0435
134 0,409 0,971 0,667 0,347 0,714 0,722 0,325 0,0421
136 0,420 0,946 0,641 0,340 0,708 0,740 0,323 0,0407
138 0,432 0,923 0,616 0,334 0,702 0,759 0,320 0,0394
140 0,443 0,900 0,592 0,327 0,697 K6 0,780 0,318 0,0380
142 0,455 0,879 0,569 0,320 0,692 depende 0,796 0,315 0,0368
144 0,467 0,858 0,547 0,314 0,687 de θ 0,813 0,312 0,0355
146 0,480 0,837 0,526 0,308 0,682 y de 0,831 0,309 0,0343
148 0,492 0,819 0,505 0,301 0,678 A /Rm 0,853 0,307 0,0331
150 0,505 0,799 0,485 0,295 0,673 0,876 0,304 0,0319
152 0,518 0,781 0,466 0,289 0,669 0,894 0,301 0,0307
154 0,531 0,763 0,448 0,283 0,665 0,913 0,297 0,0296
156 0,544 0,746 0,430 0,278 0,661 0,933 0,294 0,0285
158 0,557 0,729 0,413 0,272 0,657 0,954 0,291 0,0275
160 0,571 0,713 0,396 0,266 0,654 0,976 0,288 0,0265
162 0,585 0,698 0,380 0,261 0,650 0,994 0,284 0,0255
164 0,599 0,683 0,365 0,256 0,647 1,013 0,281 0,0245
166 0,613 0,668 0,350 0,250 0,643 1,033 0,277 0,0235
168 0,627 0,654 0,336 0,245 0,640 1,054 0,274 0,0226
170 0,642 0,640 0,322 0,240 0,637 1,079 0,270 0,0217
172 0,657 0,627 0,309 0,235 0,635 1,097 0,266 0,0209
174 0,672 0,614 0,296 0,230 0,632 1,116 0,262 0,0201
176 0,687 0,601 0,283 0,225 0,629 1,137 0,258 0,0193
178 0,702 0,589 0,271 0,220 0,627 1,158 0,254 0,0185
180 0,718 0,577 0,260 0,216 0,624 1,183 0,250 0,0177
Por lo mencionado anteriormente en nuestro caso el factor K*
se obtiene por medio de la
Tabla 3.4 ya que planteamos un diseño en primera instancia sin anillos rigidizadores y con
A > Rm /2. A continuación se procede al cálculo de las tensiones longitudinales para dicha
situación:

Cuerpo cilíndrico y cabezales
34
En la parte superior
Se determina el valor de K1 por medio de la Tabla 3.4 considerando un ángulo θ = 120º.
Entonces la tensión S1 se obtiene a partir de la ecuación [3.39].
2 2
1 2
115 167,6 167,31
104170 1,15 1730 2 115 1730 1
4 167,30,335 167,6 2,1221
3 1730
Sxx x
xx x
x
[3.40]
2
1 1 00,72 / 9,87 S kg cm MPa [3.41]
En la parte inferior
En este caso t/Rm > 0,005 por lo que las tensiones quedan dominadas por la presión
interna no siendo necesario el cálculo de las tensiones de compresión.
Tensión de tracción
Cuando la tensión dada por [3.39] es de tracción, para obtener la tensión efectiva σ*, se
debe sumar esa tensión S1 a la tensión longitudinal SL debida a la presión interna P.
Posteriormente σ* se contrasta con la tensión admisible S del material del recipiente afectada
por la eficiencia de junta E.
σ*1 LS S SE [3.42]
donde: S1 tensión longitudinal por flexión.
SL tensión longitudinal por presión interna.
S tensión admisible del material del recipiente.
E eficiencia de junta categoría B ( E= 0,85).
La tensión longitudinal SL debida a la presión interna se obtiene utilizando la ecuación
[3.43].
0,22
iL
RS P
t
[3.43]
2
166,5 17,6 0,2 687 67,4
2 2,122L
kgS MPa
cmx
[3.44]
9,87 67,34 77,2 136,8 0,85 116,3 x Verifica [3.45]

Cuerpo cilíndrico y cabezales
35
3.3.4.1.2 Tensiones longitudinales en el plano medio del recipiente
En el plano medio del recipiente, las máximas tensiones S1 debidas al peso propio y al
contenido, se calculan con la siguiente expresión:
2 2 2
1 2
1 2( ) / 4
4 1 4 / (3 )
m
m
R H LQL AS
πR t H L L [3.46]
donde: Q carga sobre cada soporte.
L longitud del cuerpo.
Rm radio medio.
H altura del cabezal.
t espesor del cuerpo.
A distancia entre el centro del soporte y la unión cuerpo/cabezal.
E eficiencia de junta categoría B = 0,85.
Para obtener la tensión efectiva σ* y contrastarla con la tensión admisible se procede del
mismo modo que en el análisis de las tensiones en los planos de los soportes.
2 2 2
1 2
1 7,3 1 2 167,6 167,3 /1730 4 1 15
1 4 167,3 / 3
104170
1730 17304 167,6 2,122
( )x x x
x x
Sπ
[3.47]
2
1 149,16 / 14,62 S kg cm MPa [3.48]
Tensión de tracción
En la parte inferior del plano medio, se tienen tensiones de tracción:
14,62 68,6 83,22 136,8 0,85 116,3x Verifica [3.49]
Tensión de compresión
Cuando la tensión calculada por la fórmula [3.39] es de compresión, el caso más crítico
se da cuando el recipiente está completamente lleno y a presión atmosférica. En ese caso esa
tensión es directamente la tensión efectiva σ* que se tiene que contrastar con la tensión
admisible de compresión del material del recipiente. Teniendo en cuenta el apartado UW-12
del Código, la eficiencia de junta a la compresión se considera como E =1.
* *
1 CSE S Sσ σ [3.50]
donde: S1 tensión longitudinal de compresión por flexión.
SC tensión admisible de compresión del material del recipiente.

Cuerpo cilíndrico y cabezales
36
A continuación se determina la tensión admisible en compresión de acuerdo con el
apartado UG-23 del Código. La tensión máxima admisible en compresión, para el material de
un cuerpo cilíndrico sometido a esfuerzos que generan tensiones axiales de compresión, es la
menor de las tensiones S y B dadas a continuación:
La tensión S: es la tensión máxima admisible en tracción 136,8 S MPa
La tensión B es obtenida mediante:
1. Se calcula la relación geométrica A con la siguiente formula:
0
0,125 0,1250,00157
/ 168,72 / 2,122A
R t [3.51]
donde: R0 radio exterior del cuerpo cilíndrico.
t espesor del cuerpo cilíndrico.
2. Con el valor de A y la temperatura de trabajo se determina B, que es la tensión
máxima admisible del material en compresión en función de la temperatura y
de la relación R0/t. Para ello se debe utilizar el gráfico de la Figura 3.6.
Ingresando al gráfico de la Figura 3.6 con el valor de A se obtiene una tensión admisible
de compresión 100cS MPa . Por lo tanto considerando la tensión S1 de compresión dada por la
ecuación [3.48] 1 14,62S MPa se tiene:
* *100 14,62 100C CS S Eσ σ Verifica [3.52]
3.3.4.2 Tensiones de corte
La distribución y magnitud de las tensiones de corte (originadas por el peso propio y el
contenido) dependen de cómo está reforzado el recipiente, con anillos rigidizadores y/o placas
en los apoyos tipo montura (ver Figuras 3.8, 3.10 y 3.11).
En el presente caso al comparar el valor de A con Rm da origen a la ecuación [3.53].
Figura 3.11 Soporte tipo montura

Cuerpo cilíndrico y cabezales
37
Considerando t /Rm ≥ 0,005 se tiene la ecuación:
22
2
2 4 /3
m
m
R K Q L AA S
R t L H
[3.53]
donde: Q carga sobre cada soporte.
A distancia entre el centro del soporte y la unión cuerpo/soporte.
L longitud del cuerpo.
Rm radio medio.
H altura del cabezal.
t espesor del cuerpo.
K2 factor adimensional debido a que en los planos de los soportes no se tienen anillos
rigidizadores, este factor varía con el ángulo de contacto θ según la Tabla 3.4.
Para recipientes no reforzados con anillos, las máximas tensiones de corte se presentan
en la zona de las puntas de los soportes (cuernos).
La tensión de corte no debe ser mayor que el 80% de la tensión admisible del material
(cuerpo cilíndrico o cabezal):
2 0,8 S S [3.54]
donde: S2 = tensión de corte en cuerpo cilíndrico o cabezal.
S = tensión admisible del material del cuerpo cilíndrico o cabezal, según corresponda.
Teniendo en cuenta la Tabla 3.4 para θ =120° corresponde K2 = 1,171
2
1,171 1 04170 1730 2 1 15
167,6 2,122 1730 4
1 67,3/3S
x xx
x x
[3.55]
2
2 263,42 / 25,83S kg cm MPa [3.56]
2 25,83 0,8 1 36,8 109,4 S x Verifica [3.57]
3.3.4.3 Tensiones circunferenciales
En la zona de los apoyos, la transmisión de las cargas origina tensiones circunferenciales,
en el cuerpo cilíndrico tanto en la zona en contacto con la punta del apoyo tipo montura (cuerno)
como con el fondo del apoyo (ver Figura 3.11).

Cuerpo cilíndrico y cabezales
38
3.3.4.3.1 Tensiones circunferenciales en la zona del cuerno del soporte cuando no hay anillo
Como el recipiente no tiene anillos rigidizadores y L > 8 Rm, las tensiones circunferenciales
S3 en el cuerpo cilíndrico en la zona del cuerno del soporte se pueden evaluar con la siguiente
expresión:
6
3 2
3 : 8
24 1,56
m
m
K QQS cuando L R
tt b R t [3.58]
donde: Q carga sobre cada soporte. L longitud del cuerpo. Rm radio medio.
t espesor del cuerpo. b ancho del soporte.
K6 factor adimensional que depende del ángulo de contacto θ y del cociente entre la
parte en voladizo del tanque A y el radio Rm (ver Figura 3.8). Se obtiene del
siguiente gráfico.
0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3
Relación voladizo/radio A/Rm →
Figura 3.12: Gráfico para la determinación del factor K6 en función de θ y A/Rm
0,0528
0,0449
0,0378
0,0316
0,0261
0,0216
0,0178
0,0129
0,0110
0,0093 0,0078 0,0065 0,0054 0,0045
Val
or
del
fa
ctor
K
6 →
0,05
0,04
0,03
0,02
0,01
0
120o
150o
170o
140o
160o
130o
180o
0,029
0,69

Cuerpo cilíndrico y cabezales
39
La tensión S3 calculada en [3.58] debe ser menor que una vez y media la tensión
admisible del material del cuerpo:
3 1,5 S S [3.59]
donde S es la tensión admisible del material del cuerpo cilíndrico a la temperatura de trabajo.
Para θ = 120° y A/Rm = 115/167,6 = 0,69 en el Gráfico de la Figura 3.12 se obtiene
K6 = 0,029.
El valor del ancho del soporte b = 66 cm se obtiene de la Tabla 3.3.
La tensión admisible del material SA−516 Gr 70 es 136,8 MPa (ver Tabla 2.8)
3 2
104170 3 0,029 1 04170
2 (2,122)4 2,122 66 1,56 167,6 2,1
2
2
S
x x
xx x
[3.60]
3 2843 82,7
kgS MPa
cm → 3 82,7 1,5 1 36,8 205,2S x Verifica [3.61]
3.3.4.3.2 Tensiones circunferenciales en la zona del fondo del soporte
En este caso la tensión S3 correspondientes al fondo de los apoyos se calcula con la
siguiente fórmula:
5
3 1,56 m
K QS
t b R t
[3.62]
donde: Q carga sobre cada soporte.
Rm radio medio.
t espesor del cuerpo.
b ancho del soporte.
K5 factor adimensional que varía con el ángulo de contacto θ (ver Tabla 3.4)
La tensión calculada en [3.62] no debe ser mayor que la mitad de la tensión admisible
del material del cuerpo:
3 0,5 S S [3.63]
donde S es la tensión de fluencia del material del cuerpo cilíndrico.

Cuerpo cilíndrico y cabezales
40
Ingresando con θ =120° en la Tabla 3.4 obtenemos K5 = 0,76.
3
0,76 1 04170
2,122 66 1,56 167,6 2,12
2S
x
x x
[3.64]
3 2391,3 38,4
kgS MPa
cm [3.65]
3 38,4 0,5 136,8 68,4S x Verifica [3.66]
3.3.5 Análisis comparativo entre recipiente diseñado y el que será reemplazado
En este punto se lleva a cabo una breve comparación de los espesores obtenidos para el
diseño del recipiente y los espesores del recipiente a reemplazar. En la Tabla 3.5 se muestran
los espesores en ambos casos y se puede apreciar las diferencias, siendo la más evidente la
diferencia de los cabezales. Se debe considerar que si bien el material es diferente, ambos son
aceros de bajo carbono con tensiones de fluencia similares. Por lo que se ve que la diferencia
radica principalmente en los factores de seguridad propuestos por ambos Códigos.
No es posible realizar una comparación más profunda que incluya todos los aspectos del
diseño de un recipiente debido a la limitada información que se pudo recopilar del recipiente
en operación. No se tuvo acceso a planos y las mediciones en planta no fueron posibles por
las medidas de seguridad de la empresa propietaria del equipo. Todos los datos obtenidos
fueron relevados de la placa de características que se ve en el Anexo I.
Tabla 3.5: Comparación de espesores en [mm] obtenidos con diferentes Normas
Componente AD-Merkblatter ASME
Cuerpo 19,5 22,22
Cabezales 11 15,9
De acuerdo a los resultados obtenidos en este capítulo y en los anteriores, en la Tabla 3.6
se resumen los principales parámetros del recipiente.

Cuerpo cilíndrico y cabezales
41
Tabla 3.6: Resumen de datos del recipiente
Propiedad Especificación
Presión de trabajo:.................................... 14 kg/cm2 (200,25 psi )
Presión de diseño:..................................... 17,6 kg/cm2 ( 250 psi )
Presión de prueba hidrostática:................. 22,8 kg/cm2 (325 psi)
Tipo de cabezales:..................................... Semiesféricos construidos en gajos soldados
Material del cuerpo cilíndrico:................ SA–516 Gr 70 Espesor ⅞” = 22,2 mm
Material de los cabezales:......................... SA–516 Gr 60 Espesor ⅝” = 15,9 mm
Diámetro interior del cilindro:................. Di = 3330 mm
Sobre-espesor por corrosión:................... C = 1 mm
Capacidad del recipiente:......................... V = 170 m3
Distancia entre centros de los apoyos:.... 15 m
Carga estimada sobre cada apoyo:.......... Q = 104,17 Tn
Largo del cuerpo cilíndrico:..................... L = 17,3 m
Ángulo de contacto sobre los apoyos:...... θ = 120 o
Distancia entre el centro del
soporte y la unión cilindro-cabezal:.......... A = 1,15 m

Cuerpo cilíndrico y cabezales
42

43
Capítulo IV
Boca de inspección
4.1 Introducción
El apartado UG-46 del Código ASME VIII establece que en los recipientes cuyo
diámetro interior es superior a 914 mm (36 in) es obligatorio colocar un orificio de inspección
con un diámetro nominal mínimo de 406 mm (16 in). A su vez, el apartado UG-36 establece
que la abertura máxima para recipientes de diámetro interior mayor a 1500 mm (60 in) no
debe exceder un tercio del diámetro ni 1000 mm (40 in).
Con esas restricciones y considerando que el diámetro exterior del recipiente es 3374 mm
se adopta una abertura con un diámetro exterior de 609,6 mm (24 in) que es una medida
estándar para las bridas comerciales.
Para la boca de inspección se adopta un diámetro exterior de 24” = 609,6 mm [4.1]
4.2 Dimensionado del tubo de inspección
De acuerdo con el apartado UG-45 del código, los espesores del tubo de la boca y del
orificio de inspección se calculan con la ecuación [4.2] que se muestra a continuación.
45 max ( , )UG a btt t [4.2]
donde ta = espesor calculado en la situación más desfavorable más sobreespesor por corrosión.
tb = el mayor entre el requerido por la presión interior, considerando E = 1 en la ubicación
del orificio, más el sobreespesor por corrosión o el indicado en la Tabla 4.1.
Teniendo en cuenta estas dos situaciones se calcula el espesor para la pared de la boca
de inspección, que utiliza el mismo material del cuerpo (SA−516 Gr 70 ), mediante [4.3] a
partir del radio externo R0 = 60,96/2
0
0,4
P R
St
E PC
[4.3]
17,6 30,5
0,1 4,831395 1 0,4 17,6
t mmx
x x
[4.4]

Boca de inspección
44
Tabla 4.1: Espesores mínimos de pared de boquillas, extracto de la Tabla UG-45.
Diámetro nominal Espesor de pared mínimo
[in] [mm]
NPS 8 (DN 200) 0,282 7,16
NPS 10 (DN 250) 0,319 8,11
≥NPS 12 (DN 300) 0,328 8,34
Se podría utilizar un espesor de ¼” (6,35 mm) por requerimientos de presión, pero
debido a que la condición más desfavorable viene impuesta por la Tabla 4.1 se adopta un
espesor mayor, ⅜” (9,52 mm), para tener en cuenta los esfuerzos que pueden introducir el
pescante y las bridas, así como los esfuerzos aleatorios que pueden ocurrir durante el
transporte, manipulación y principalmente durante los trabajos de mantenimiento.
Para el tubo de inspección se adoptó material SA−516 Go70, espesor ⅜ = 9,52 mm [4.5]
De acuerdo a Megyesy [5], la proyección mínima exterior de la boca de inspección debe
ser de 10” ya que esto se define en función del diámetro de la misma (24”), como se observa
en la Tabla 4.2. Por ello, se adoptó una boca de 200 mm de longitud construida como un tubo
con costura. El largo está justificado en la subsección 4.3 una vez que se define la brida y
tomando en cuenta la proyección interna que también se define en la subsección 4.3.
Largo mín. Proyec.ext. + 254 168,1 22,22 60 168,12 Y t h mm [4.6]
Tabla 4.2: Proyección exterior mínima de la boca de inspección
Proyección exterior para bridas welding neck [in]
Diámetro
nominal de
la tubería
Presión nominal de la brida [lb]
150 300 600 900 1500 2500
2 6 6 6 8 8 8
4 6 8 8 8 8 12
8 8 8 10 10 12 16
12 8 8 10 12 16 22
16 8 10 10 14 16 -
20 10 10 12 14 18 -
24 10 10 12 14 20 -
Para el tubo de inspección se adoptó un largo = 200 mm [4.7]

Boca de inspección
45
4.3 Dimensionamiento y selección de la brida
Para la selección de la brida se utiliza la norma ASME B16.5 [9], la Tabla 4.3 establece
la presión de trabajo para cada familia de bridas de acuerdo con la temperatura de operación.
Tabla 4.3 Rango de presiones de operación para materiales del grupo 1
Forjado Fundido Placa
C-Sl A 105 (1) A216GC WCB (1) A 515 Gr. 70(1)
C-Mn-SI A 350 Gr. LF2 (1) A 516 Gr. 70 (1). (2)
C-Mn-SI-V A 350 Gr. LF6 CI. (4)
3½NI A 350 Gr. LF3 A 537 CI. 1 (3)
Clases de acuerdo a la presión de trabajo [bar]
Clase 150 300 400 600 900 1500 2500
Temp, °C
−29 to 38 19,6 51,1 68,1 102,1 153,2 255,3 425,5
50 19,2 50,1 66,8 100,2 150,4 250,6 417,7
100 17,7 46,6 62,1 93,2 139,8 233,0 388,3
150 15,8 45,1 60,1 90,2 135,7 225,0 375,6
200 13,8 43,8 58,4 87,6 131,0 219,0 365,0
250 12,1 41,9 55,9 83,9 125,8 209,7 349,5
300 10,2 39,8 53,1 79,6 119,5 199,1 331,8
325 9,3 38,7 51,6 77,4 116,1 193,6 322,6
350 8,4 37,6 50,1 75,1 112,7 187,8 313,0
375 7,4 36,4 48,5 72,7 109,1 181,8 303,1
400 6,5 34,7 46,3 69,4 104,7 173,6 289,3
425 5,5 28,8 38,4 57,5 86,3 143,8 239,7
450 4,6 23,0 30,7 46,0 69,0 115,0 191,7
475 3,7 17,4 23,2 34,9 52,3 87,7 145,3
500 2,8 11,8 15,7 23,5 35,3 58,8 97,9
538 1,4 5,9 7,9 11,8 17,7 29,5 49,2
NOTAS:
(1) Por una prolongada exposición a temperaturas superiores a 425 °C la fase de carburo puede
convertirse en grafito. Permitido, pero no recomendado para su uso a más de 425°C.
(2) No utilizar por sobre los 455°C.
(3) No utilizar por sobre los 370°C
(4) No utilizar por sobre los 260°C.

Boca de inspección
46
Considerando la presión de operación de 17,6 kg/cm2 (17,26 bar) y una temperatura
máxima de 250 ºC se seleccionó una brida Serie 300 tipo welding neck (WN) y su
correspondiente brida ciega (B) cuyas dimensiones y características extraídas del catálogo de
la marca Bripetrol se muestran en la Tabla 4.4.
Tabla 4.4: Dimensiones de las bridas de la Serie 300*
Diá
met
ro n
om
inal
del
tub
o
Diá
met
ro e
xte
rior
Esp
eso
r m
ínim
o
Diá
m. d
el r
esal
to
Diá
met
ro e
n l
a
bas
e d
el c
ub
o Alturas
a través
Diámetro
interior
Plantilla de
perforar
Peso de
la brida
[kg]
WN B
del cubo
WN WN SO
Diá
met
ro d
e
la c
oro
na
Can
tidad
Diá
met
ro
aguje
ros
O C* R X Y* B B D H
18 711,2 60,5 533,4 533,4 158,8
Diá
met
ro n
om
inal
inte
rior
del
tubo
461,8 628,7 24
35,1 138 183
28,00 2,38 21,00 21,00 6,25 18,18 24,75 1,38
20 774,7 63,5 584,2 587,2 162,1 513,1 685,8
24 35,1
172 226 30,50 2,50 23,00 23,12 6,38 20,2 27 1,38
24 914,4 69,9 692,2 701,5 168,1 616,0 812,8
24 41,1
247 352 36,00 2,75 27,25 27,62 6,62 24,25 32 1,62
* Las dimensiones en mm se dan en negrita.
Se seleccionó una brida tipo “welding neck” de 24” de acero SA−105 [4.8]
4.4 Selección de bulones y tuercas
Como la brida tiene 24 perforaciones de 41,1 mm se seleccionaron bulones M39 x 230 de
material SA-193 B7, porque se consideran los espesores tanto de las bridas WN y B, así como
también el resalto, tuercas y arandelas. La división II, sección D del código establece que el
material SA−193 satisface el valor de resistencia necesaria para una temperatura de operación
de 250ºC. Por ello y teniendo en cuenta la disponibilidad del mercado se adoptan esos bulones
con una resistencia a fluencia de 27036 /kg cm para bulones con un diámetro menor a 2 ½’’.
Se adoptó: 24 bulones M39x230 de material SA−193 B7 con σf = 7036 kg/cm2 [4.9]
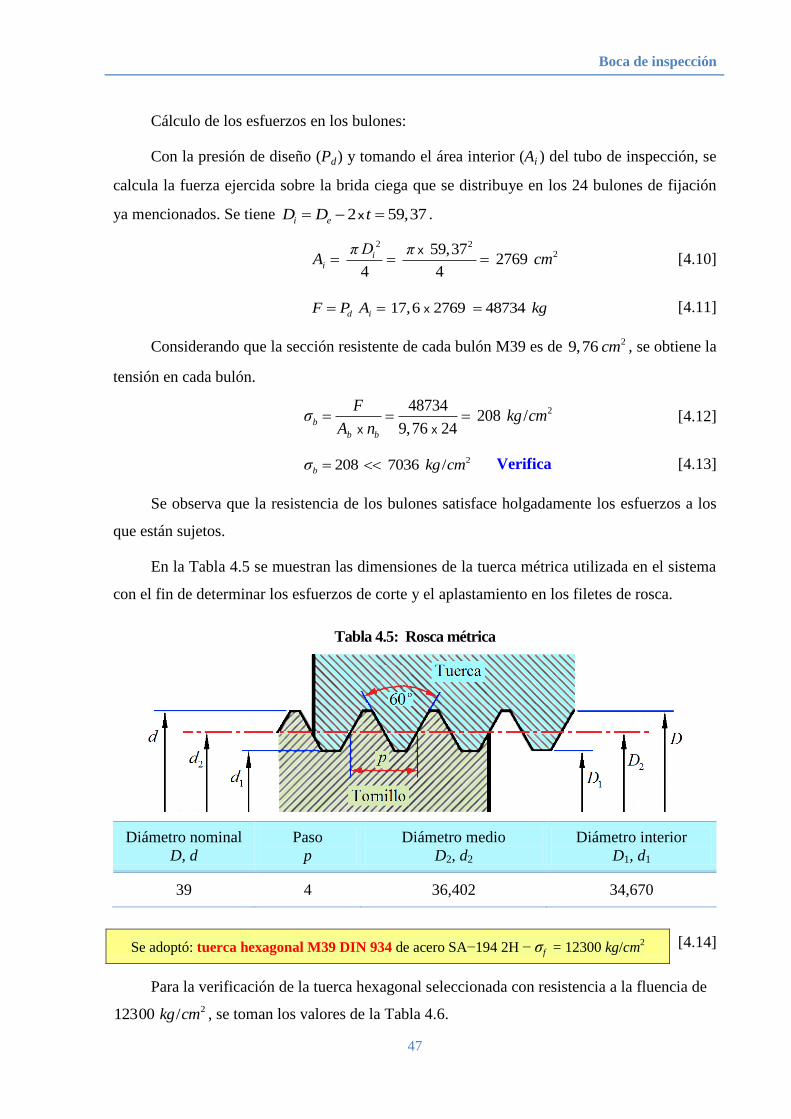
Boca de inspección
47
Cálculo de los esfuerzos en los bulones:
Con la presión de diseño (Pd) y tomando el área interior (Ai ) del tubo de inspección, se
calcula la fuerza ejercida sobre la brida ciega que se distribuye en los 24 bulones de fijación
ya mencionados. Se tiene 2 59,37i eD D t x .
2 2
259,372769
4 4
x i
i
π D πA cm [4.10]
17,6 2769 48734d iF P A kg x [4.11]
Considerando que la sección resistente de cada bulón M39 es de 29,76 cm , se obtiene la
tensión en cada bulón.
248734
208 /9,76 24
b
b b
Fkg cm
A nσ
x x [4.12]
27036208 /b kg cmσ Verifica [4.13]
Se observa que la resistencia de los bulones satisface holgadamente los esfuerzos a los
que están sujetos.
En la Tabla 4.5 se muestran las dimensiones de la tuerca métrica utilizada en el sistema
con el fin de determinar los esfuerzos de corte y el aplastamiento en los filetes de rosca.
Tabla 4.5: Rosca métrica
Diámetro nominal
D, d
Paso
p
Diámetro medio
D2, d2
Diámetro interior
D1, d1
39 4 36,402 34,670
Se adoptó: tuerca hexagonal M39 DIN 934 de acero SA−194 2H − σf = 12300 kg/cm2 [4.14]
Para la verificación de la tuerca hexagonal seleccionada con resistencia a la fluencia de
212300 /kg cm , se toman los valores de la Tabla 4.6.

Boca de inspección
48
Tabla 4.6: Dimensiones de la tuerca DIN 934 M39 en mm
d s e m
M-39 60 66,44 31
La verificación de las tuercas se hace mediante la expresión propuesta por Niemann [10].
Para la verificación de las dimensiones de la tuerca se tiene que
7036
0,8 0,8 39 17,85 < 31 12300
x x x x Verificabmín
t
σm d mm mm
σ [4.15]
2
donde: Espesor mínimo de la tuerca.
Diámetro nominal del bulón.
7036 / Resistencia a fluencia del bulón.
12300
mín
b
t
m
d
σ kg cm
σ kg 2/ Resistencia a fluencia de la tuerca.cm
Considerando que la tuerca seleccionada DIN 934 M39 tiene un espesor de 31 mm las
dimensiones de la misma verifican satisfactoriamente.
Con esto concluimos que tanto los bulones como las tuercas seleccionadas satisfacen las
condiciones de diseño.
4.5 Refuerzo del orificio de inspección
Cuando se realiza una abertura el recipiente queda debilitado en esa sección, por lo
tanto, es necesario reforzarlo para que pueda soportar la presión interna. Los apartados UG-36
a UG-44 del código establecen bajo qué condiciones es necesario colocar refuerzos, al
analizar este caso se definen los refuerzos a utilizar. Como regla fundamental el material
removido a través de la perforación debe ser agregado en los alrededores de la abertura con el
fin de compensar la pérdida de material.
La Figura 4.1 muestra esquemáticamente lo recién mencionado.
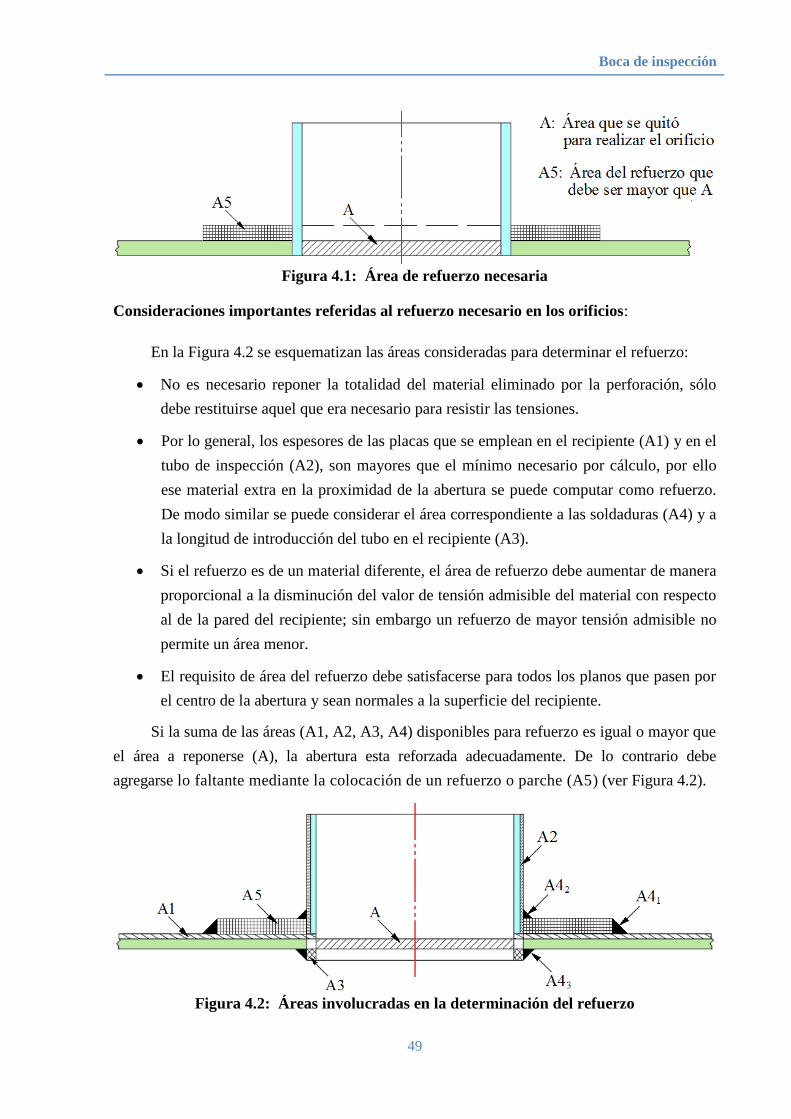
Boca de inspección
49
Figura 4.1: Área de refuerzo necesaria
Consideraciones importantes referidas al refuerzo necesario en los orificios:
En la Figura 4.2 se esquematizan las áreas consideradas para determinar el refuerzo:
No es necesario reponer la totalidad del material eliminado por la perforación, sólo
debe restituirse aquel que era necesario para resistir las tensiones.
Por lo general, los espesores de las placas que se emplean en el recipiente (A1) y en el
tubo de inspección (A2), son mayores que el mínimo necesario por cálculo, por ello
ese material extra en la proximidad de la abertura se puede computar como refuerzo.
De modo similar se puede considerar el área correspondiente a las soldaduras (A4) y a
la longitud de introducción del tubo en el recipiente (A3).
Si el refuerzo es de un material diferente, el área de refuerzo debe aumentar de manera
proporcional a la disminución del valor de tensión admisible del material con respecto
al de la pared del recipiente; sin embargo un refuerzo de mayor tensión admisible no
permite un área menor.
El requisito de área del refuerzo debe satisfacerse para todos los planos que pasen por
el centro de la abertura y sean normales a la superficie del recipiente.
Si la suma de las áreas (A1, A2, A3, A4) disponibles para refuerzo es igual o mayor que
el área a reponerse (A), la abertura esta reforzada adecuadamente. De lo contrario debe
agregarse lo faltante mediante la colocación de un refuerzo o parche (A5) (ver Figura 4.2).
Figura 4.2: Áreas involucradas en la determinación del refuerzo
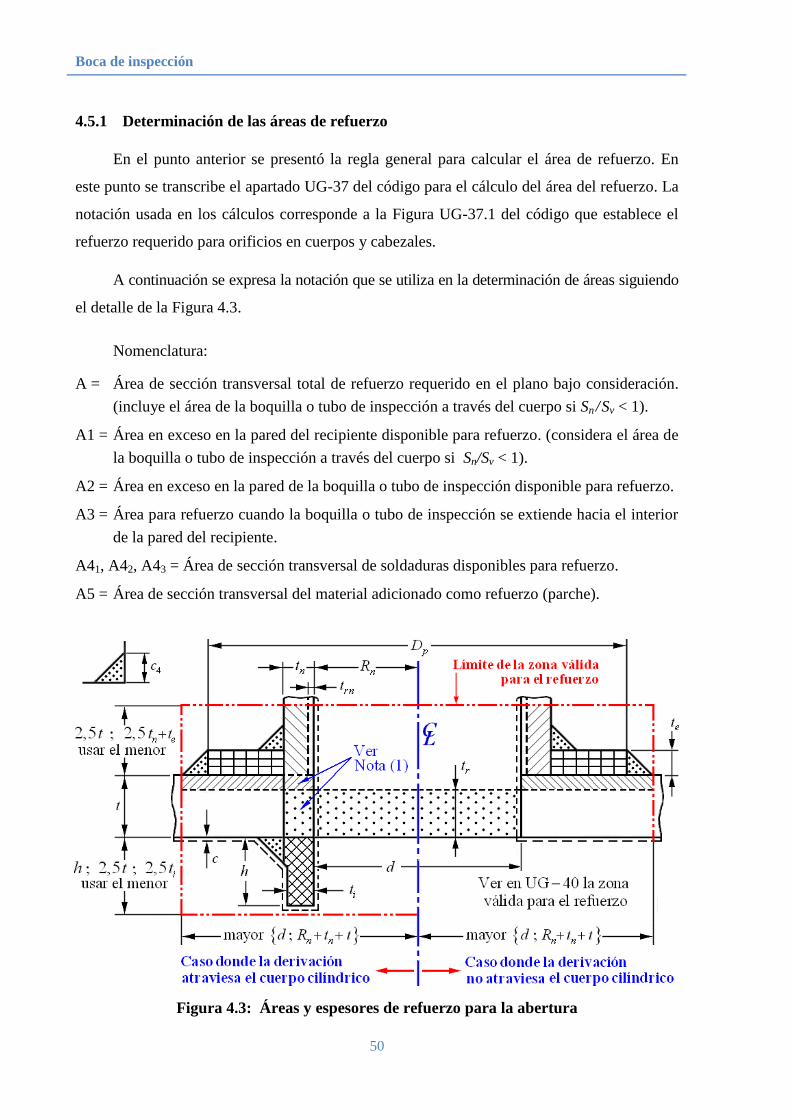
Boca de inspección
50
4.5.1 Determinación de las áreas de refuerzo
En el punto anterior se presentó la regla general para calcular el área de refuerzo. En
este punto se transcribe el apartado UG-37 del código para el cálculo del área del refuerzo. La
notación usada en los cálculos corresponde a la Figura UG-37.1 del código que establece el
refuerzo requerido para orificios en cuerpos y cabezales.
A continuación se expresa la notación que se utiliza en la determinación de áreas siguiendo
el detalle de la Figura 4.3.
Nomenclatura:
A = Área de sección transversal total de refuerzo requerido en el plano bajo consideración.
(incluye el área de la boquilla o tubo de inspección a través del cuerpo si Sn /Sv < 1).
A1 = Área en exceso en la pared del recipiente disponible para refuerzo. (considera el área de
la boquilla o tubo de inspección a través del cuerpo si Sn/Sv < 1).
A2 = Área en exceso en la pared de la boquilla o tubo de inspección disponible para refuerzo.
A3 = Área para refuerzo cuando la boquilla o tubo de inspección se extiende hacia el interior
de la pared del recipiente.
A41, A42, A43 = Área de sección transversal de soldaduras disponibles para refuerzo.
A5 = Área de sección transversal del material adicionado como refuerzo (parche).
Figura 4.3: Áreas y espesores de refuerzo para la abertura

Boca de inspección
51
● Cálculo del área A:
El área total de sección transversal de refuerzo (A) no debe ser menor que:
1A 2 (1 )r n r rt d t t F f [4.16]
Al aplicar la fórmula [4.16] se debe tener en cuenta que 1rf = 1, esto es debido a que la
norma UG-37 establece ese valor, cuando la boquilla o tubo de inspección es del mismo
material que el cuerpo del cilindro, por lo tanto la relación de resistencia de los dos materiales
es igual a 1. En consecuencia el segundo término se anula y la fórmula se reduce a:
A rt d [4.17]
Debe calcularse previamente el valor de tr, que es el espesor calculado para el cuerpo
con una eficiencia de junta E = 1 (se considera que la abertura no se ubica sobre la soldadura
longitudinal del cuerpo principal), en consecuencia debe utilizarse la ecuación [4.18].
0,6
dr
v d
P Rt
S E P
[4.18]
La Tabla 4.7 muestra la notación y los datos necesarios para el cálculo del espesor
requerido (tr).
Tabla 4.7: Notación y datos necesarios para el cálculo de tr
Notación Denominación Valor
Pd Presión de diseño 17,6 kg/cm2
R Radio interior del cuerpo cilíndrico 1665 mm
E Eficiencia de la junta del tubo de inspección 1
Sv Tensión admisible en el cuerpo cilíndrico 1395 kg/cm2
Con los datos indicados en la Tabla 4.7 se puede resolver la ecuación [4.18] obteniendo
así un valor tr de:
17,6 166,5 21,191395 1 0,6 17,6
rt mmx
x x
[4.19]

Boca de inspección
52
Luego para obtener el valor del diámetro interno del tubo de inspección en condición
corroída (d ), se reemplaza en la ecuación [4.20].
( " 2 ) (2 )nd d t C [4.20]
La Tabla 4.8 muestra la notación y los datos necesarios para el cálculo del diámetro
externo del tubo de inspección en condición corroída (d ).
Tabla 4.8: Notación y valores necesarios para el cálculo de d
Notación Denominación Valor [mm]
" d Diámetro externo del tubo de inspección. 609,6
C Sobreespesor por corrosión. 1,00
tn
Espesor nominal de la pared del tubo de inspección sin tomar en
cuenta la forma del producto, menos el margen por corrosión. 9,52
tr Espesor resistente de la pared del cuerpo del recipiente. 21,19
Esos valores son llevados a la ecuación [4.20] llegando a:
609,6 2 9,52 2 1 = 592,56 x x d mm [4.21]
Con los resultados obtenidos, se puede determinar el valor del área A a través de la
ecuación [4.17].
2A 592,56 21,19 12556 x mm [4.22]
La Figura 4.4 muestra el resultado obtenido para su visualización.
Figura 4.4: Representación del área A
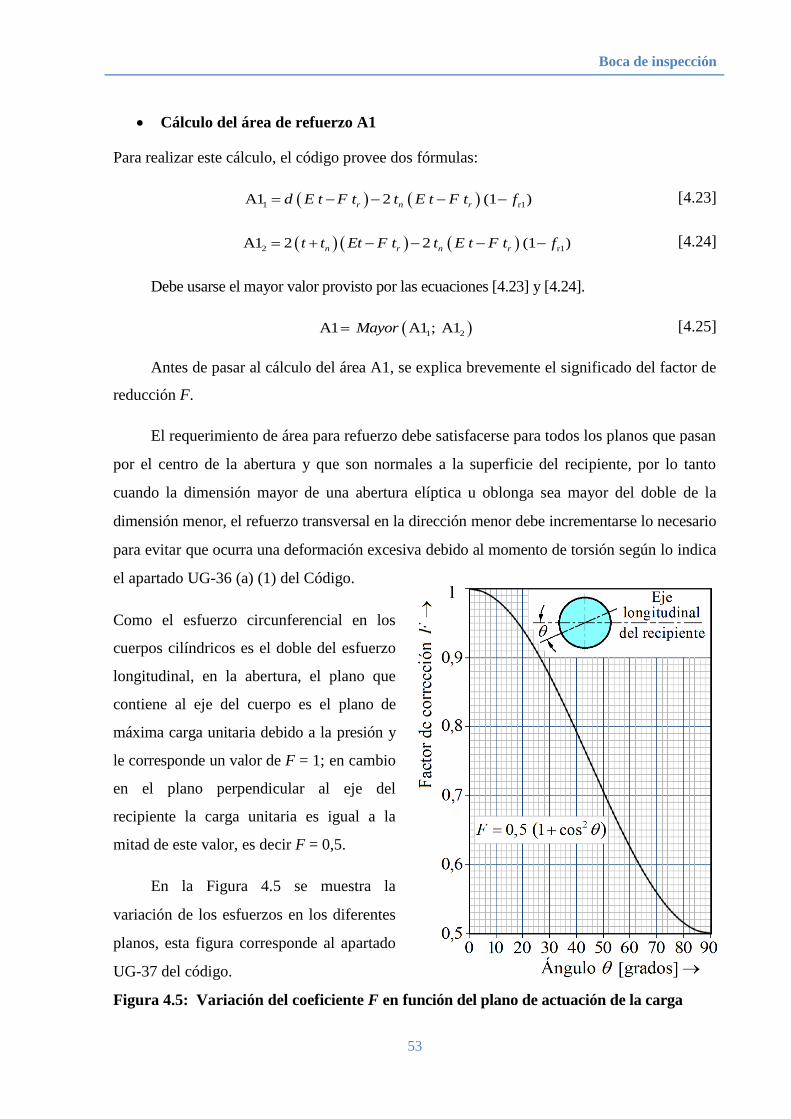
Boca de inspección
53
Cálculo del área de refuerzo A1
Para realizar este cálculo, el código provee dos fórmulas:
1 r1A1 2 (1 )r n rd E t F t t E t F t f [4.23]
2 r1A1 2 2 (1 )n r n rt t Et F t t E t F t f [4.24]
Debe usarse el mayor valor provisto por las ecuaciones [4.23] y [4.24].
1 2A1 A1 ; A1Mayor [4.25]
Antes de pasar al cálculo del área A1, se explica brevemente el significado del factor de
reducción F.
El requerimiento de área para refuerzo debe satisfacerse para todos los planos que pasan
por el centro de la abertura y que son normales a la superficie del recipiente, por lo tanto
cuando la dimensión mayor de una abertura elíptica u oblonga sea mayor del doble de la
dimensión menor, el refuerzo transversal en la dirección menor debe incrementarse lo necesario
para evitar que ocurra una deformación excesiva debido al momento de torsión según lo indica
el apartado UG-36 (a) (1) del Código.
Como el esfuerzo circunferencial en los
cuerpos cilíndricos es el doble del esfuerzo
longitudinal, en la abertura, el plano que
contiene al eje del cuerpo es el plano de
máxima carga unitaria debido a la presión y
le corresponde un valor de F = 1; en cambio
en el plano perpendicular al eje del
recipiente la carga unitaria es igual a la
mitad de este valor, es decir F = 0,5.
En la Figura 4.5 se muestra la
variación de los esfuerzos en los diferentes
planos, esta figura corresponde al apartado
UG-37 del código.
Figura 4.5: Variación del coeficiente F en función del plano de actuación de la carga

Boca de inspección
54
Un valor de F = 1 puede utilizarse en todas las configuraciones; pero en aberturas
reforzadas en forma integral este valor puede variar de 1 a 0,5.
Habiendo realizado esta aclaración se pasa a desarrollar las fórmulas para el cálculo de A1.
La Tabla 4.9 muestra los datos necesarios para el cálculo de A1.
Tabla 4.9: Notación y valores necesarios para el cálculo de A1
Notación Denominación Valor
t Espesor nominal de la pared del cuerpo cilíndrico. 22,22 mm
tr Espesor requerido del cuerpo. 21,19 mm
tn Espesor nominal de la pared del tubo de inspección sin tomar en cuenta la forma del producto, menos el margen por corrosión.
9,52 mm
E Eficiencia de la junta del tubo de inspección. 1
D Diámetro interior de la boquilla de inspección en condición corroída. 592,56 mm
F Factor de corrección para la variación en las tensiones debido a la presión en diferentes planos con respecto a los ejes del recipiente.
1
fr1 Sn/Sv para la pared de la boquilla o tubo de inspección insertada a través de la pared del recipiente ( Min (Sn / Sv, 1))
1
Usando las ecuaciones [4.23] y [4.24] se obtienen los siguientes resultados (Figura 4.6):
[4.23] 2
1A1 592,56 (1 22,22 1 21,19) 610,34 mmx x x [4.26]
[4.24] 2
2A1 2(22,22 9,52) (1 22,22 1 21,19) 65,38 mmx x x [4.27]
2
1Por lo tanto A A1 6 341 10, mm [4.28]
Figura 4.6: Representación del área de refuerzo A1

Boca de inspección
55
Cálculo del área de refuerzo A2
Según el apartado UG-37.1 del Código, el área disponible para refuerzo en la boquilla
está dada por el menor valor entre las siguientes fórmulas.
1 2rn rnr2 r2A2 5 A2 5 n n nt t f t t t f t [4.29]
1 2A2 A2 ; A2 Menor [4.30]
Los datos necesarios para la determinación de A2 se dan en la Tabla 4.10.
Tabla 4.10: Notación y valores necesarios para el cálculo de A2
Notación Denominación Valor
t Espesor nominal de la pared del cuerpo cilíndrico. 22,22 mm
tn Espesor nominal de la pared del tubo de inspección sin tomar en
cuenta la forma del producto, menos el margen por corrosión. 9,52 mm
t rn Espesor mínimo requerido para el tubo de inspección. 4,83 mm
fr2 Sn/Sv relación entre la tensión admisible del tubo de inspección y la
tensión admisible del recipiente. 1
Utilizando las ecuaciones [4.29] y [4.30] obtenemos los siguientes resultados:
[4.29]
2
1
2
2
A2 5 (9,52 4,83) 1 22,22 521,1
A2 5 (9,52 4,83) 1 9,52 223,2
mm
mm
x x x
x x x
[4.31]
Adoptándose como área de refuerzo A2 = 223,2 mm2 (ver esquema en la Figura 4.7).
Figura 4.7: Representación del área de refuerzo A2

Boca de inspección
56
Cálculo del área de refuerzo A3
Para el cálculo del área A3 se debe seleccionar una de las siguientes formulas teniendo en
cuenta el caso más desfavorable.
5 , 5 , 2jMenor t t h [4.32]
Para ello se deben comparar los valores de t, t j y h siendo la medida que genere la menor
área de refuerzo la que se deberá emplear como límite. Los valores mencionados se muestran en
la Tabla 4.11.
Cálculo de la longitud de acople h según Megyesy [4]
2 2
i ic R R r [4.33]
donde: Radio interior del recipiente = 1665 .
Radio interno de la boca de inspección = 297,86 .
Proyección interna mínima de la boca de inspección.
iR mm
r mm
c
Figura 4.8: Longitud de acople de la abertura
Según las cotas de la Figura 4.8 se procede a calcular la longitud c:
2 21665 1665 297,86 26,86 c c mm [4.34]
Siendo c la medida mínima se adopta:
Para el tubo de inspección se adoptó una longitud de acople h = 60 mm [4.35]
Por lo que el cálculo de A3 se debe realizar con la variable tj.
25 ,5 ,2 A3j j rMenor t t h t f [4.36]
Boca de inspección
57
Tabla 4.11: Notación y valores para el cálculo de A3
Notación Denominación Valor
h Extensión del tubo dentro del recipiente. 60 mm
t Espesor nominal de la pared del cuerpo cilíndrico. 22,22 mm
tj Espesor de la pared del tubo corroído (corrosión en
ambas caras). 7,52 mm
fr2
Sn/Sv relación entre la tensión admisible del tubo de
inspección y la tensión admisible del recipiente. 1
Empleando la ecuación [4.36] y reemplazando los valores de la Tabla 4.11.
2
2A3 5 5 7,52 7,52 1 A3 282,8x x x j j rt t f mm [4.37]
Cálculo del área de refuerzo A4
Se calcula el área del cordón de soldadura que une el tubo de inspección y el cuerpo
cilíndrico (A41), para determinar si es necesario o no la colocación de un refuerzo.
El código en el apartado UG-37 da la fórmula para el cálculo de A41:
2
1 2rA4 a f [4.38]
Los datos necesarios para la determinación de A41 se muestran en la Tabla 4.12.
Tabla 4.12: Notación y valores para el cálculo de A4
Notación Denominación Valor
fr2
Sn/Sv relación entre la tensión admisible de la boquilla o tubo de
inspección y la tensión admisible del recipiente 1
a Altura del cordón de soldadura. La Norma recomienda tomar
el menor valor entre tn = 9,52 mm, t = 22,22 mm y 9,52 mm 9,52 mm
Empleando la ecuación [4.38] se obtiene el área A41, y A43, consideradas iguales, lo que se
esquematiza en la Figura 4.9:
2 2
1 34 = 4 9,52 1 90,6A A mmx [4.39]
2
1 34 4 + 4 181,2A A A mm [4.40]

Boca de inspección
58
Figura 4.9: Representación del área de refuerzo A41 y A43
Verificación del área de refuerzo:
Una vez obtenidas todas las áreas disponibles para el refuerzo, se procede a verificar si
es necesario la colocación de un parche, para ello se siguen los pasos descriptos en el punto 4.4.
El área requerida para resistir la presión interna es:
2A 12556 mm [4.41]
Las áreas disponibles para refuerzo (A1, A2, A3 y A4) son:
2 A1 610,34 mm
2 A2 223,2 mm
2 A3 282,8 mm
2 A4 181,2 mm
El área total (AT) disponible para refuerzo se determina mediante la ecuación[4.42].
T
2
T
A A1 A2 A3 A4
A 610,34 223,2 282,8 181,2 1297
mm [4.42]
Recordando lo expresado en el punto 4.4 para que no sea necesario colocar un refuerzo se
debe cumplir la condición de diseño [4.43].
TCondición de diseño A > A [4.43]
En este caso no se verifica la condición [4.43], es decir:
2 21 297 12556 No verificamm mm [4.44]

Boca de inspección
59
Al no verificarse la condición necesaria, se debe colocar un refuerzo cuya área mínima
requerida (A5) es igual a la diferencia entre el área requerida (A) y el área disponible para
refuerzo (AT).
Entonces TA5 A A [4.45]
A5 12556 1297 → 2 A5 11259 mm [4.46]
● Determinación de las dimensiones del refuerzo
Una vez determinada el área de refuerzo necesario se procede a definir sus dimensiones;
una solución sería colocar un tubo de espesor mayor para así obtener un área (A2) de refuerzo
extra más grande.
Para este diseño se optó por un parche de refuerzo cuya área de sección transversal (A5)
debe ser mayor o igual a 11259 mm2.
Se seleccionó una placa de acero al carbono SA – 516 Gr 70 con un espesor de ⅞”, la
cual da un ancho necesario de:
Area A5
Ancho Espesor de la placa de refuerzo
[4.47]
22
11259Ancho = = 506
,22,7 mm
● Diámetro exterior de la placa de refuerzo:
El diámetro exterior de la placa de refuerzo se obtiene, sumando el diámetro exterior del
tubo de inspección más el ancho necesario de la placa de refuerzo.
La Tabla 4.13 muestra en resumen de los valores obtenidos.
Tabla 4.13: Datos para el cálculo del diámetro exterior de la placa de refuerzo
Placa de acero al carbono SA – 516 Gr 70 ⅞”
Ancho necesario del parche de refuerzo 506,7 mm
Diámetro exterior del tubo de inspección de 24" 609,6 mm
506,7 609,6 1116,3 pD mm [4.48]
El diámetro así calculado es el valor mínimo que tendrá el parche de refuerzo necesario,
no existiendo un máximo.

Boca de inspección
60
Si bien no existe un máximo, se debe verificar que el mismo no sobrepase los límites de
refuerzo definidos por el código en el apartado UG-40, ya que un valor mayor no
proporcionará un mayor refuerzo.
El código establece los siguientes límites:
Los límites del área seccional transversal en cualquier plano normal a la pared del recipiente y
que pasen por el centro del orificio dentro del cual el refuerzo debe ser localizado para
obtener el valor en refuerzo que se designan como los límites de refuerzo para ese plano.
Los límites de refuerzo, medidos paralelamente a la pared del recipiente, estarán a una
distancia, a cada lado del eje del orificio, igual al mayor de los siguientes:
1. El diámetro del orificio en la condición corroída.
2. El radio del orifico en la condición corroída más el espesor de la pared del recipiente,
más el espesor de la pared de la boquilla o tubo de inspección.
Los límites de refuerzos, medidos normal a la pared del recipiente, conformara por el contorno
de la superficie una distancia desde cada superficie igual al menor de los siguientes:
1. 2,5 veces el espesor nominal del cuerpo menos la tolerancia por corrosión del cuerpo.
2. 2,5 veces el espesor de la pared del tubo de inspección, más el espesor te cómo se
define en la Figura UG-40
Para el refuerzo se adoptó un diámetro exterior de 1150 mm [4.49]
Habiendo adoptando como diámetro exterior del parche de refuerzo 1150 mm, tenemos
los siguientes límites de refuerzos especificados por la Tabla 4.14.
Tabla 4.14: Dimensiones de la placa de refuerzo [mm]
Placa de acero al carbono SA – 516 Gr 70 ⅞”
Espesor del refuerzo seleccionado 22,22
Ancho necesario del parche de refuerzo (506,7/2) 253,35
Diámetro exterior del tubo de inspección 609,6
Diámetro exterior del elemento reforzante (Dp ) 1150
Ancho del parche de refuerzo (1150−609,6)/2) 270,2

Boca de inspección
61
En la Figura 4.10 se muestran las medidas de la placa de refuerzo y se puede observar
que la misma no sobrepasa los límites considerados por el apartado UG-40 del Código.
Figura 4.10: Representación de la placa de refuerzo
Como conclusión de los cálculos realizados, en la Figura 4.11 se indican las medidas
definitivas del refuerzo.
Figura 4.11: Medidas adoptadas para la placa refuerzo
Verificación de las áreas de refuerzo
Con los datos obtenidos recalculamos el área de refuerzo (A5) mediante la ecuación [4.50].
4rA5 2p n eD d t t f [4.50]
Los datos necesarios para la determinación de A5 se listan en la Tabla 4.15.

Boca de inspección
62
Tabla 4.15: Nomenclatura y valores para el cálculo de A5
Notación Denominación Valor
Dp Diámetro exterior del elemento reforzante 1150 mm
tn Espesor nominal de la pared del tubo de inspección 9,52 mm
d Diámetro interior del tubo de inspección 592,56 mm
fr4
Sp /Sv Relación entre la tensión admisible en el elemento
reforzante y la tensión admisible en el recipiente 1
te Espesor del elemento reforzante 22,22 mm
Empleando la ecuación [4.50] obtenemos A5:
2 A5 (1150 592,56 2 9,52) 22,22 1 11963 mmx x x [4.51]
Con el área A5 determinada se procede a recalcular el área total de refuerzo, todas las
áreas anteriormente calculadas se muestran en la Tabla 4.16.
Tabla 4.16: Resumen de áreas obtenidas para refuerzo
A A1 A2 A3 A41 A42 A43 A5
Áreas de refuerzo [mm2] 12556 610,34 223,2 282,8 90,6 90,6 90,6 11963
Volviendo a resolver la ecuación [4.42], tenemos:
T A 610,34 223,2 282,8 90,6 90,6 90,6 11963 [4.52]
2
T A 13351 mm [4.53]
Se observa que ahora si el área total AT cumple con la condición [4.43], es decir:
T > 13351 12556 A A Verifica [4.54]
Esto muestra que el área de refuerzo adoptada es mayor al área necesaria para resistir la
presión interna y por lo tanto las medidas indicadas en la Figura 4.11, quedan como definitivas.

Boca de inspección
63
● Selección
Como conclusión de los cálculos realizados en la Tabla 4.17 se muestran las
características de la placa de refuerzo.
Tabla 4.17: Características del refuerzo seleccionado
Componente
del recipiente Material
Espesor
[in] [mm]
Diámetro Externo
Dp [mm]
Refuerzo SA – 516 Gr 70 7/8 22,22 1150
Resumiendo los cálculos realizados en los capítulos III y IV, en la Tabla 4.18 se
muestran los materiales y los espesores de las distintas partes del recipiente.
Tabla 4.18: Materiales y espesores de las partes del recipiente
Componente
del recipiente Material
Espesor
[ in] [mm]
Diámetro
externo [mm]
Largo
[mm]
Cuerpo cilíndrico SA – 516 Gr 70 7/8 22,22 3374,44 17300
Cabezal hemisférico SA – 516 Gr 60 5/8 15,9 3361,8 1665
Tubo de inspección SA – 516 Gr 70 3/8 9,52 609,6 200
Placa de refuerzo SA – 516 Gr 70 7/8 22,22 1150 Ø = 609,6
interno

Boca de inspección
64

65
Capítulo V
Uniones soldadas
5.1 Determinación del proceso de soldadura
La soldadura es un proceso crítico en la construcción de recipientes a presión, por ello
es de suma importancia seleccionar el método que mejor se adapte al material utilizado y las
características del recipiente. A continuación se hace una breve descripción de cada proceso.
SMAW
Este proceso consiste en la formación de un arco eléctrico entre un electrodo cubierto y
el metal base. El calor del arco funde la superficie del metal base, formando un depósito en el
cual se transfiere el metal del electrodo revestido. El revestimiento del electrodo proporciona
una atmosfera de gases resultantes de la descomposición de sus componentes, dichos gases
ayudan a depurar y a purificar el metal depositado; asimismo se deposita una capa de escoria
que protege la soldadura.
GMAW
Este proceso consiste en la formación de un arco eléctrico entre un electrodo de alambre
continuo y el metal base, a su vez se genera una atmosfera mediante un gas inerte
suministrada externamente y sin aplicación de presión.
FCAW
Este es un proceso en el cual se usa un arco eléctrico entre el material base y un
electrodo tubular, el cual trae en su interior fundente para proporcionar un gas protector. Este
proceso puede considerarse incluso como una variante del proceso GMAW, ya que,
únicamente se diferencian en el tipo de electrodo.
GTAW
Este proceso consiste en la formación de arco eléctrico entre un electrodo no
consumible de tungsteno y el metal base, siendo protegido por una inyección de gas inerte que
es suministrada sin aplicación de presión. A su vez puede suministrarse un aporte de material
externo.
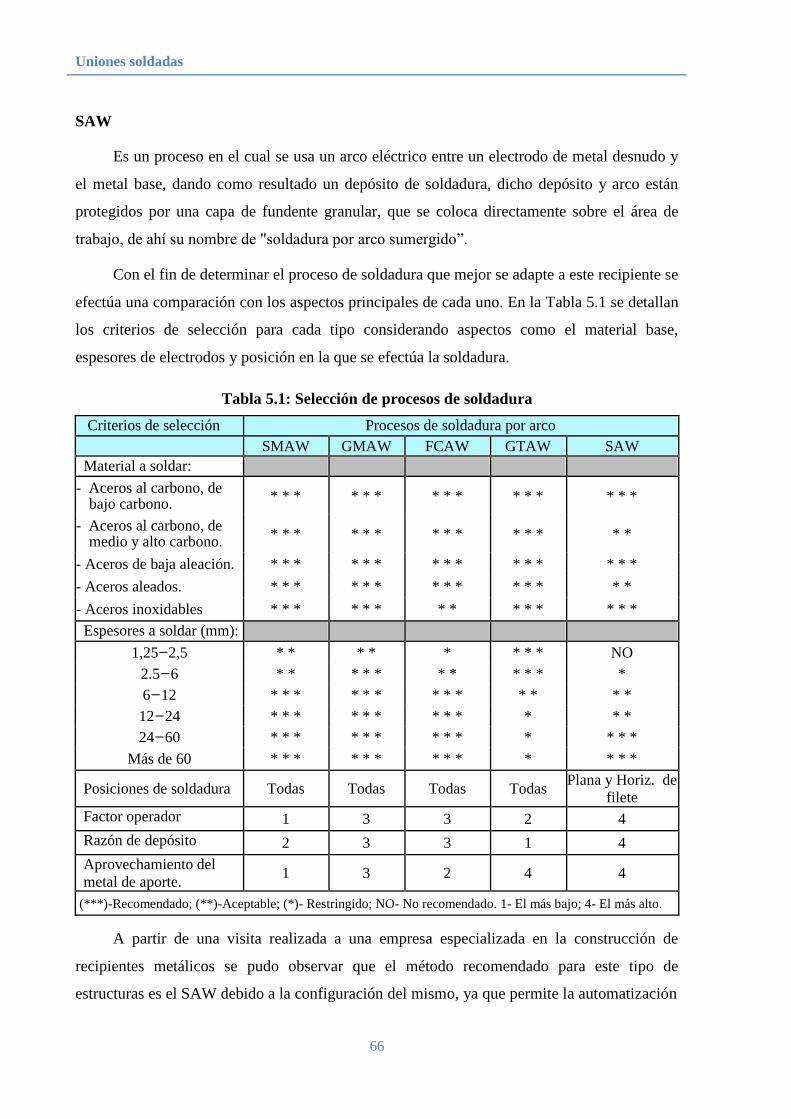
Uniones soldadas
66
SAW
Es un proceso en el cual se usa un arco eléctrico entre un electrodo de metal desnudo y
el metal base, dando como resultado un depósito de soldadura, dicho depósito y arco están
protegidos por una capa de fundente granular, que se coloca directamente sobre el área de
trabajo, de ahí su nombre de "soldadura por arco sumergido”.
Con el fin de determinar el proceso de soldadura que mejor se adapte a este recipiente se
efectúa una comparación con los aspectos principales de cada uno. En la Tabla 5.1 se detallan
los criterios de selección para cada tipo considerando aspectos como el material base,
espesores de electrodos y posición en la que se efectúa la soldadura.
Tabla 5.1: Selección de procesos de soldadura
Criterios de selección Procesos de soldadura por arco
SMAW GMAW FCAW GTAW SAW
Material a soldar:
- Aceros al carbono, de bajo carbono.
* * * * * * * * * * * * * * *
- Aceros al carbono, de medio y alto carbono.
* * * * * * * * * * * * * *
- Aceros de baja aleación. * * * * * * * * * * * * * * *
- Aceros aleados. * * * * * * * * * * * * * *
- Aceros inoxidables * * * * * * * * * * * * * *
Espesores a soldar (mm):
1,25−2,5 * * * * * * * * NO
2.5−6 * * * * * * * * * * *
6−12 * * * * * * * * * * * * *
12−24 * * * * * * * * * * * *
24−60 * * * * * * * * * * * * *
Más de 60 * * * * * * * * * * * * *
Posiciones de soldadura Todas Todas Todas Todas Plana y Horiz. de
filete
Factor operador 1 3 3 2 4
Razón de depósito 2 3 3 1 4
Aprovechamiento del
metal de aporte. 1 3 2 4 4
(***)-Recomendado; (**)-Aceptable; (*)- Restringido; NO- No recomendado. 1- El más bajo; 4- El más alto.
A partir de una visita realizada a una empresa especializada en la construcción de
recipientes metálicos se pudo observar que el método recomendado para este tipo de
estructuras es el SAW debido a la configuración del mismo, ya que permite la automatización

Uniones soldadas
67
del proceso en la mayor parte de los cordones requeridos, logrando así una soldadura de
mayor calidad y uniformidad siendo esto un punto clave en los recipientes a presión. Este
sistema se utilizará para las soldaduras radiales y longitudinales del cuerpo, el resto de los
cordones tanto en cabezales como en las aberturas y refuerzos serán realizadas mediante
SMAW debido a la flexibilidad que brinda este proceso.
A continuación se realiza la selección de los materiales de aporte en el caso de las
soldaduras realizadas por método SAW.
El acero SA-516 GR70 admite según la AWS A5.17 [11] para el método de soldadura
SAW un material de aporte de la serie:
EM12K
Para este proceso se utiliza un fundente granular de la serie Linconweld 760, especialmente
formulado para el material de aporte seleccionado y el material base.
En el caso de las soldaduras realizadas por método SMAW se realiza la selección de los
materiales de aporte a continuación.
El acero SA-516 GR70 admite según la AWS A5.1 y A5.5 [12] para el método de soldadura
SMAW electrodos de las series:
E60XX
E70XX
Considerando esto, el proceso de soldadura constará de dos etapas, la primera en la que se
realizará una soldadura raíz para la cual se utilizará un electrodo de recubrimiento orgánico E6010
el cual se caracteriza por generar una soldadura con bajo riesgo de fisuración por nitrógeno. En la
segunda etapa se realizará la soldadura de relleno, la cual se lleva a cabo con varios cordones
formados por un electrodo E7018-HR, el cual está especialmente formulado para este tipo de
acero, con este electrodo se logra un bajo contenido de hidrogeno en el cordón, para lograr
excelentes propiedades de resistencia que la igualan a la de la placa, como así también una buena
tenacidad a bajas temperaturas.
Para la soldadura de raíz se utilizará un electrodo de 2,5 mm de diámetro para tener mejor
acceso en el bisel y lograr una buena penetración. Luego en la soldadura de relleno se utilizarán
electrodos de 4 mm para maximizar el aporte en los cordones. A continuación en las Figuras 5.1 y
5.2 se puede observar un esquema ejemplificativo del proceso de soldadura que debe llevarse a
cabo para las uniones a tope.

Uniones soldadas
68
Figura 5.1: Dimensiones Bisel en X Figura 5.2: Esquema de soldadura en Bisel en X
Debido a los espesores de las placas se seleccionó una preparación de las uniones con
biseles en X como se ve en la Figura 5.1 con el fin de maximizar la penetración y disminuir las
tensiones durante el proceso de soldadura.
Con estas consideraciones se debe generar los documentos de respaldo para la soldadura del
recipiente:
• Especificación de procedimiento de soldadura (EPS, en inglés WPS).
• Registro de calificación de procedimiento de soldadura (RCPS, en inglés PQR).
• Registro de calificación de soldador (RCS, en inglés WPQ).
• Mapa de soldadura (MS, en inglés WM).
Estos documentos se muestran al final de este capítulo en el punto 5.3 luego de haber
dimensionado las soldaduras.
5.2 Resistencia de las uniones soldadas (boca de inspección)
El método seleccionado para llevar a cabo la unión del tubo de la boca de inspección,
refuerzo y recipiente, es la soldadura, y como se sabe, todos los elementos que tiene este tipo
de unión son propensos a fallas, por lo que en este punto se analizan las resistencias de las
soldaduras en las distintas partes del conjunto.
La Figura 5.3 ilustra lo mencionado anteriormente.
Figura 5.3: Posibles caminos de fallas

Uniones soldadas
69
La resistencia de las uniones soldadas y del cuello del orificio, a lo largo de los caminos
indicados en la Figura 5.3, debe ser por lo menos igual al menor valor entre los siguientes:
1. La resistencia a la tracción del área de sección transversal del elemento de refuerzo
que se esté considerando, W1-1; W2-2 o W3-3.
2. La resistencia a tracción del área :
11A A 2W n r vr
t E t F t Sf [5.1]
La figura 5.4 es un extracto de la figura UG-41.1 del código que especifica cómo realizar
los cálculos de W; W1-1; W2-2 y W3-3, como así también los posibles caminos de fallas.
W = Carga total de soldadura [UG-41(b)(2)]
1 1A A 2
rn r vt E t F t Sf
W1-1 = Carga de soldadura para camino de esfuerzo 1-1 [UG-41(b)(1)]
5 2 41 42A A A Av
S
W2-2 = Carga de soldadura para camino de esfuerzo 2-2 [UG-41(b)(1)]
r15 3 41 43A A A A 2n v
t t f S
W3-3 = Carga de soldadura para camino de esfuerzo 3-3 [UG-41(b)(1)]
2 3 5 41 42 43 r1A A A A A A 2 n vt t f S
Figura 5.4: Resistencia en las uniones soldadas de boquillas o tubos de inspección

Uniones soldadas
70
5.2.1 Tensión admisible por las soldaduras
El apartado UW-15 (c) del código establece que los valores de tensión admisible para
soldaduras de ranura y de filetes, son un porcentaje del valor de tensión admisible del material
más débil unido por la soldadura.
Además, según el apartado UW-45 (c) se debe tener en cuenta que el valor de tensión
cortante permitida para el cuello del orificio de inspección, es igual o menor al 70 % del valor
correspondiente de tensión para el material a soldar. En la Tabla 5.2 se especifican los valores
de los distintos coeficientes “k” que afectan a las tensiones admisibles por las soldaduras para
cada caso.
Tabla 5.2: Valores del coeficiente “k”
Tipo de Soldadura
accesorios en tubo
de inspección
Soldadura a
tope a tensión
Soldadura a
tope a corte
Soldadura de
filete a corte
Soldadura de pared del
orificio o tubo de
inspección a corte
Coeficiente (k) 0,74 0,60 0,49 0,70
5.2.2 Requerimientos mínimos de las soldaduras en el orificio de inspección
En este punto se define terminología y simbología propia de las juntas de categoría D
que unen orificios o bocas de inspección a cuerpos o cabezales.
Todos los símbolos utilizados corresponden a la figura UW-16.1 del código, donde las
denominaciones y nomenclaturas están enunciadas en la Tabla 5.3.
Tabla 5.3: Nomenclatura y denominaciones de las juntas de categoría D
Nomenclatura Denominación
t Espesor nominal del cuerpo cilíndrico.
tn Espesor nominal de la pared del cuello del orificio o tubo de inspección.
tw Dimensión de la soldadura, como se muestra en la Figura 5.5.
tmín
p/soldadura
El menor entre ¾ de pulgada y el espesor de la parte más delgada unida
por filete de soldadura.
te Espesor o alto del elemento reforzante.
tc No menos que el menor entre ¼ de pulgada y 0,7 tmín.
C Sobre-espesor por corrosión.
Rn Radio interior de la boquilla o tubo de inspección bajo consideración por
corrosión.
F Factor de corrección para uniones entre cilindros y conos.
La Figura 5.5 ilustra la nomenclatura mencionada en la Tabla 5.3.

Uniones soldadas
71
A continuación detallamos los distintos tipos de soldadura mostradas en la Figura 5.3.
Cordón “a”
Se realizan los cálculos para determinar las medidas finales que deberá tener el cordón
de soldadura en función de la nomenclatura mostrada en la Figura 5.5.
Figura 5.5: Nomenclaturas de la soldadura “a”
La Tabla 5.4 muestra los valores correspondientes, ya calculados en el Capítulo 4 y
adoptando tc = 5,6 mm que es la condición más desfavorable.
Tabla 5.4: Denominaciones y medidas para el cordón “a”
Nomenclatura t tn te tmín tc Rn
Valor [mm] 22,22 9,52 22,22 9,52 6,35 297,86
Cordón “d ”
A continuación se realizan los cálculos para determinar las medidas finales que deberá
tener el cordón de soldadura en función de la nomenclatura mostrada en la Figura 5.4.
Figura 5.6: Nomenclaturas del cordón “d ”

Uniones soldadas
72
La Tabla 5.5 muestra los valores obtenidos aplicando lo mencionado en la Tabla 5.3.
Tabla 5.5: Denominaciones y medidas para el cordón “d ”
Nomenclatura t te tmín tc Dp
Valor [mm] 22,22 22,22 22,22 6,35 1150
Cordones “c” y “e”
A continuación se especifica en la Figura 5.7 la preparación de las uniones para realizar
las soldaduras “c” y “e”.
Figura 5.7: Preparación de la unión
Una vez definidas las cavidades se definen las medidas del cordón de soldadura, las
mismas son ilustradas en la Figura 5.8.
Figura 5.8: Nomenclaturas de la soldadura “c ” y “e ”

Uniones soldadas
73
La Tabla 5.6 muestra los valores obtenidos aplicando lo mencionado en la Tabla 5.2.
Tabla 5.6: Denominaciones y medidas para los cordones “c” y “e”
Nomenclatura t tn te tmín tc g s a
Valor [mm] 22,22 9,52 22,22 9,52 6,35 2 2,5 30°
5.2.3 Verificación de la resistencia de la soldadura
a) Cargas soportadas por las soldaduras
Como ya se explicó en el punto 5.2, la resistencia de las soldaduras y del cuello del
orificio en las posibles combinaciones de falla debe ser por lo menos el correspondiente a la
resistencia de las áreas.
La Figura UG-41.1 del código brinda las siguientes fórmulas para calcular las cargas a
ser soportadas por las distintas áreas:
1-1 5 2 41 42A A A A vW S [5.2]
2-2 5 3 41 43 r1A A A A 2 n vW t t f S [5.3]
3-3 2 3 5 41 42 43 r1A A A A A A 2 n vW t t f S [5.4]
11A A 2 n r vrW t E t F t Sf [5.5]
Los valores de las áreas (A, A1, A2, A3, A41, A42, A43 y A5) son los mismos obtenidos en el
Capítulo 4, cuando se calcula la placa de refuerzo, los cuales se muestran en la Tabla 5.7. El valor
F = 1 para este caso.
Tabla 5.7: Resumen de áreas obtenidas para refuerzo
A A1 A2 A3 A41 A42 A43 A5
Áreas de refuerzo [mm2] 12556 610,3 223,2 282,2 90,6 90,6 90,6 11963
Los datos complementarios necesarios para los cálculos se dan a continuación en la
Tabla 5.8.

Uniones soldadas
74
Tabla 5.8: Nomenclatura y valores necesarios
Nomenclatura Denominación Valor
t Espesor nominal del cuerpo cilíndrico 22,22 mm
tn
Espesor nominal de la pared de la boquilla o tubo de
inspección sin tomar en cuenta la forma del producto, menos
el margen por corrosión
9,52 mm
Sv Tensión admisible del recipiente, tubo de inspección y
refuerzos. 1395 kg/cm
2
fr1 Sn/Sv para la pared de la boquilla o tubo de inspección insertada
a través de la pared del recipiente: Min (Sn/Sv, 1) 1
tr
Espesor requerido para un cuerpo sin costura o un cabezal
basado en la tensión circunferencial calculado por las reglas
de la división VIII del código para la presión designada y
usando una eficiencia de junta E = 1
21,19 mm
E Eficiencia de la junta 1
F Factor de corrección para uniones entre cilindros y conos. 1
Con estos datos, se pueden utilizar las ecuaciones [5.2], [5.3], [5.4] y [5.5] obteniendo así
las cargas soportadas por las soldaduras. Los resultados se listan en la Tabla 5.9.
Tabla 5.9: Tensiones aplicadas en las soldaduras
W1-1 W2-2 W3-3 W
Tensión [kg] 172525 179250 181857 166915
b) Tensiones admisibles por las soldaduras
Se aplican aquí los coeficientes descriptos en el punto 5.2.1 respecto a los valores de
tensiones admisibles para las soldaduras, es decir:
Soldadura a tope a tracción 2 2
1 0,74 1395 / 1032,3 /x K kg cm kg cm
Soldadura a tope a corte 2 2
2 0,6 1395 / 837 /x K kg cm kg cm
Soldadura de filete a corte 2 2
3 0,49 1395 / 683,55 /x K kg cm kg cm
Pared del orificio a corte 2 2
4 0,7 1395 / 976,5 /x K kg cm kg cm
Uniones soldadas
75
c) Esfuerzos en los elementos de conexión
Para el cálculo de los esfuerzos, aplicamos las siguientes fórmulas:
Esfuerzo en la soldadura del filete interior del refuerzo “a”
30,5 Ea SW D C Kπ [5.6]
donde:
DE = Diámetro exterior de la boquilla o tubo de inspección de 24” (609,6 mm).
CS = Cateto de la soldadura en estudio (9,52 mm)
K3 = Soldadura de filete a corte (683,55 kg/cm2)
62312 aW kg [5.7]
Esfuerzo en la soldadura del filete exterior del refuerzo “d ”
30,5 pd SW D C Kπ [5.8]
donde:
Dp = Diámetro exterior del parche de refuerzo (1150 mm).
CS = Cateto de la soldadura en estudio (9,52 mm).
K3 = Soldadura de filete a corte (683,55 kg/cm2).
117550dW kg [5.9]
Esfuerzo en la soldadura a tope exterior e interior “c” y “e”
10,5 c mine EW W D t Kπ [5.10]
donde:
DE = Diámetro exterior de la boquilla de 24” (609,6 mm).
tmín =Cateto de la soldadura en estudio (tmín = 9,52 mm).
K1 = Soldadura a tope a tracción (1032,3 kg/cm2).
94104 ecW W kg [5.11]

Uniones soldadas
76
Esfuerzo en la pared del orificio a corte
40,5 mb nW D t Kπ [5.12]
donde:
Dm = Diámetro medio de la boquilla de 24” (601,66 mm).
tn = Espesor nominal de la pared del cuello del orificio o tubo de inspección (9,52 mm).
K4 = Pared del orificio a corte (976,5 kg/cm2).
87849bW kg [5.13]
d) Verificación de esfuerzos en los posibles caminos de fallas
Los posibles puntos de fallas son los que se mencionaron en el punto 5.2, los mismos
responden a la Figura UG--41.1 de la norma, son los expresados a continuación:
1-1: por “b” y “d ” tenemos:
1-1 O.K . b dW W W [5.14]
87849 117550 172525 [5.15]
205399 172525 Verifica [5.16]
2-2: por “a”, “c” y “e” tenemos:
2-2 O.K a c eW W W W [5.17]
62312 94104 +94104 179250 [5.18]
250520 179250 Verifica [5.19]
3-3: por “c” y “d ” tenemos:
c 3-3 O.K . dW W W [5.20]
94104 117550 > 181857 [5.21]
211654 181857 Verifica [5.22]
Se concluye que las soldaduras adoptadas en la boca de inspección verifican el Código
ASME en su Parte UW.

Uniones soldadas
77
5.3 Documentación de soldaduras
ESPECIFICACION DE PROCEDIMIENTO DE SOLDADURA (EPS)
(ASME IX / QW-483)
EPS N° CFB-001 Rev:
Realizado por: Chiavassa, José L.
Soportado por
RCP N° CFB-001 Fecha: 17/11/2015 Aprobado por: Giudici, Alejandro J.
Proceso(s) de Soldadura: SAW Tipo(s): AUTOMÁTICA
JUNTA (QW-402)
Diseño de Junta: Bisel en “X”
Respaldo: SI:____ No: X
Material de Respaldo: N/A
Metal: N/A
Metal no fundible: N/A
Material no metálico: N/A Otro: N/A
METAL BASE (QW-403)
P-N°. 1 Grupo N°. 2 a P-N°. 1 Grupo N°. 2 Especificación: ASTM SA516-70
a Especificación: ASTM SA516-70
Rango de espesores: Tope: 5/8” a 7/8” Filete: 5/16” a 7/8”
Rango de Diámetros de Tubería: Tope: Mayores de 2 ½” Filete: Todos
Otros:
METAL DE APORTE (QW-404)
1° 2° 3° Otras Especificación (SFA). N°: 5.17 5.17 5.17 5.17
Clasificación AWS. N°: EM12K EM12K EM12K EM12K
F- N°: 3 3 4 4
A- N°: 5 5 5 5
Diámetro del Metal de aporte: 2,5 mm 2,5 mm 4 mm 4 mm
Metal de
aporte.
Rango de
espesores.
Tope:
Filete:
POSICIÓN (QW-405) PRECALENTAMIENTO (QW-406) TRATAMIENTO TÉRMICO (QW-407)
Posición de la junta a Tope: Todos Temp. mín. de precalentamiento: 230 °C Rango de Temp.: Ver Nota
Avance del cordón Sup. X Inf. __ Temp. máx. Entre pases: 230 °C Rango de Tiempo:____________
Posición de la junta a filete: Todos Precalentamiento mantenido: Si: X No: _
GAS DE PROTECCIÓN (QW-405) CARACTERÍSTICAS ELÉCTRICAS (QW-409)
Composición Corriente: AC: ___ DC: X Polaridad: (+)
Gas Mezcla Flujo Amps (Rango): 90-200 Volts (Rango): 20-30
Del cordón Tipo y tamaño de electrodo de Tungsteno:_ N/A
..__________ De arrastre Modo de transferencia de metal en GMAW: N/A
.______ De respaldo Rango de velocidad de alimentación del alambre: N/A .
.____ TECNICA (QW-410)
Oscilante o de Vaivén: Indiferente Método de respaldo posterior: N/A
Limpieza inicial y entre pases: Limpiar con cepillo de acero inoxidable hasta 1” lateral a la junta.
Oscilación: Máximo tres veces el diámetro del electrodo.
Metal de aporte Corriente
Pasada Proceso Clasificación Diámetro Polaridad Amp. (Rango) Volt. (Rango) Vel. de avance. Otros
1° SAW EM12K 2,5 mm DC(+) 250-500 20-30
2° SAW EM12K 2,5 mm DC(+) 250-500 20-30
3° SAW EM12K 4 mm DC(+) 400-800 20-30
Otras SAW EM12K 4 mm DC(+) 400-800 20-30
Notas:
Tratamiento Térmico: Calentamiento libre hasta 450°C. Continuar calentamiento a 200ºC/Hr. hasta
730ºC. Mantener a 730°C por dos horas. Enfriar a 260°C/Hr. hasta 450°C. Continuar con enfriamiento libre
hasta la temperatura ambiente. Calentar hasta 2 ½” laterales a la junta.

Uniones soldadas
78
REGISTRO DE CALIFICACION DE PROCEDIMIENTO DE SOLDADURA (RCPS)
(ASME IX / QW-483)
RCP N°: CFB-001
Fecha: 17/11/2015
EPS N°: CFB-001
Proceso(s) de Soldadura: SAW Tipo(s): AUTOMÁTICA
JUNTA (QW-402)
Diseño de Junta: Bisel en “X”
Respaldo: SI:____ No: X
Material de Respaldo: N/A
Metal: N/A
Metal no fundible: N/A
Material no metálico: N/A Otro: N/A
METAL BASE (QW-403)
P-N°. 1 Grupo N°. 2 a P-N°. 1 Grupo N°. 2 Especificación: ASTM SA516-70
a Especificación: ASTM SA516-70
Espesor probeta: 5/8” Diámetro probeta: 6”
Rango de espesores: Tope: 5/8” a 7/8” Filete: 5/16” a 7/8”
Rango de Diámetros de Tubería: Tope: Mayores de 2 ½” Filete: Todos
METAL DE APORTE (QW-404)
1° 2° 3° Otras
Especificación (SFA). N°: 5.17 5.17 5.17 5.17
Clasificación AWS. N°: EM12K EM12K EM12K EM12K
F- N°: 3 3 4 4
A- N°: 5 5 5 5
Diámetro del Metal de aporte: 2,5 mm 2,5 mm 4 mm 4 mm
Metal de
aporte.
Rango de
espesores.
Tope:
Filete:
POSICIÓN (QW-405) PRECALENTAMIENTO (QW-406) TRATAMIENTO TÉRMICO (QW-407)
Posición de la junta a Tope: 5G Temp. mín. de precalentamiento: 210 °C Rango de Temp.: Ver Nota
Avance del cordón Sup. X Inf. Temp. máx. Entre pases: 210 °C Rango de Tiempo:_____________
Posición de la junta a filete: 5G Precalentamiento mantenido: Si X No:
GAS DE PROTECCIÓN (QW-405) CARACTERÍSTICAS ELÉCTRICAS (QW-409)
Composición Corriente: AC: DC: X Polaridad: E(+)
Gas Mezcla Flujo Amps (Rango): 50-200 Volts (Rango): 20-30
Del cordón N/A N/A N/A Tipo y tamaño de electrodo de Tungsteno: N/A
De arrastre N/A N/A N/A Modo de transferencia de metal en GMAW: N/A
De respaldo N/A N/A N/A Rango de velocidad de alimentación del alambre: N/A
TECNICA (QW-410)
Oscilante o de Vaivén: Indiferente Método de respaldo posterior: N/A
Limpieza inicial y entre pases: Limpiar con cepillo de acero inoxidable hasta 1” lateral a la junta
Oscilación: Máximo tres veces el diámetro del electrodo
Metal de aporte Corriente
Pasada Proceso Clasificación Diámetro Polaridad Amp. (Rango) Volt. (Rango) Vel. de avance. Otros
1° SAW EM12K 2,5 mm DC(+) 250-500 20-30
2° SAW EM12K 2,5 mm DC(+) 250-500 20-30
3° SAW EM12K 4 mm DC(+) 400-800 20-30
Otras SAW EM12K 4 mm DC(+) 400-800 20-30
Notas:
Tratamiento térmico: Calentamiento libre hasta 450°C. Continuar calentamiento a 200ºC/Hr. hasta
730ºC. Mantener a 730°C por dos horas. Enfriar a 260°C/Hr. hasta 450°C. Continuar con enfriamiento libre
hasta la temperatura ambiente. Calentar hasta 2 ½” laterales a la junta.

Uniones soldadas
79
REGISTRO DE CALIFICACION DE PROCEDIMIENTO DE SOLDADURA (RCPS)
(ASME IX / QW-483) RCP Nº: CFB-001 Fecha: 17/11/2015
EPS Nº: CFB-001
Pruebas de Tracción (QW-150)
Espécimen
Nº
Ancho
[mm]
Espesor
[mm]
Área
[mm2]
Carga Máxima
[kg]
Esfuerzo Máximo
[MPa] Lugar de Fractura
1° Trac. Sup. 19,00 9,50 180,5 11612 630 Metal base
2° Trac. Inf. 19,20 9,20 176,64 11521 638,7 Metal base
Pruebas de Plegado (QW-160)
Tipo y Figura Nº Dimensiones Observaciones
3° Doblado de Cara Superior 1 ½” No presento defectos.
4° Doblado de Cara Inferior 1 ½” No presento defectos.
5°Doblado de Raíz Superior 1 ½” No presento defectos.
6° Doblado de Raíz Inferior 1 ½” No presento defectos.
Pruebas de Dureza (QW-170)
Probeta
Nº
Localización
de la cuña
Tamaño de
la probeta
Temp. de
la prueba
Valores de Impacto Nº de
Dureza
Brinell
Peso
descendiente
con freno
(S/N)
Ft.
Lbs % Corte Espesor
1 MB 178
ZAC 181
Cordón 202
Comentarios:
Prueba de la soldadura a Filete (QW-180)
Resultado satisfactorio: Si: X No: __
Penetración completa Si: X. No: __
Macro-análisis:
Otras Pruebas Tipo de prueba:
Resultado del análisis:
Otros:
Nombre del soldador: Fernandez Bernis, Daniel A. Estampa Nº R01
Inspección conducida por: Chiavassa, José L. Laboratorio: Dpto. Estructuras -UNC-
Certificamos que las declaraciones en este expediente están correctas y que las juntas de la prueba fueron
preparadas, soldadas y probadas de acuerdo a los requisitos de la sección IX del código ASME.
Fecha: 17/11/2015 Por : Giudici, Alejandro J.

Uniones soldadas
80
REGISTRO DE CLASIFICACION DEL SOLDADOR (RCS)
(ASME IX / QW-483)
RCS N°: CFB-001 EPS N°: CFB-001 RCPS N°: CFB-001 Fecha: 17/11/2015
Nombre del Soldador/Operador: Fernandez Bernis, Daniel A. Estampa N°:R01
Proceso(s) de Soldadura: SAW Tipo(s): AUTOMÁTICA
VARIABLES MANUALES O SEMIAUTOMATICAS DE CADA PRECESO (QW-350)
Valores Actuales
Rango Calificado
Respaldo (metal, metal soldado, soldadura por ambas caras, flux, etc.): N/A
N/A
ASME P-Nº 1 (SA 516-70) a ASME P-Nº(QW-402): 1 (SA 516-70)
1
[X] Chapa [X] Tubo (Indicar diámetro en caso de ser tubería): 4”
Mayor a ½”
Espesor: 7/8”
¼” a 1”
Especificación del metal de aporte (SFA):5.1 Clasificación (QW-404): 5.1
5.1
Metal de aporte F-Nº: 3 / 4
3 / 4
Variedad del metal de aporte para GTAW, PAW (QW-404): N/A
N/A
Consumible para GTAW o PAW: N/A
N/A
Espesor depositado por cada proceso de soldadura: Cualquiera
Cualquiera
Posiciones de soldeo (1G, 5G, etc.) (QW-405): Todos
Todos
Progresión (Ascendente / descendente): Ascendente
Ascendente
Gas de protección para GTAW, PAW, o GMAW; gas combustible
para OFW (QW-408): N/A
N/A
Modo de transferencia para SMAW (QW-409): DC
DC
Tipo y polaridad de la corriente para SMAW: DC(+)
DC(+)
VARIABLES DE LA MÁQUINA DE SOLDAR PARA CADA PROCESO USADO (QW-360)
Valores Actuales
Rango Calificado
Control visual directo o remoto: Directo
Todos
Control automático de voltaje (GTAW): N/A
N/A
Seguimiento automático de la junta: NO
NO
Posición de soldeo (1G, 5G, etc.): Todos
Todos
Consumible: EM12K
EM12K
Respaldo (metal, metal soldado, soldadura por ambas caras, flux, etc.): N/A
N/A
GUÍA DE RESULTADOS DE LAS PRUEBAS DE DOBLADO
Tipo QW-462.2 (Lado)
Resultado
QW-462.3.a (Trans. R y C)
Resultado
QW-462.3.b (Long. R y
C) Resultado
1° Dob. de Cara (QW-462.3a)
No presento defecto.
2° Dob. de Raiz (QW-462.3a)
No presento defecto.
Resultado de la Inspección Visual (QW-302.4): Satisfactorio.
Resultado de la Prueba Radiográfica (QW-304 y QW-305):
Soldadura a filete: [ X ] Prueba de fractura: No presento defectos.
Longitud y % de defectos:
Examen metalográfico:
Concavidad / Convexidad (pulg.):
Inspección de la soldadura conducida por: Chiavassa, José Luis
Pruebas Mecánicas conducidas por: Laboratorio de Estructuras -UNC-
Certificamos que las declaraciones en este expediente están correctas y que las juntas de la prueba fueron
preparadas, soldadas y probadas de acuerdo con los requisitos de la sección IX del código de ASME
Fecha: 17/11/2015 Por: Giudici, Alejandro J.

Uniones soldadas
81
ESPECIFICACION DE PROCEDIMIENTO DE SOLDADURA (EPS)
(ASME IX / QW-483)
EPS N° CFB-002 Rev:
Realizado por: Chiavassa, José L.
Soportado por
RCP N° CFB-002 Fecha: 17/11/2015 Aprobado por: Giudici, Alejandro J.
Proceso(s) de soldadura: SMAW Tipo(s): MANUAL
JUNTA (QW-402)
Diseño de junta: Filete
Respaldo: SI:_______ No: X
Material de respaldo: N/A
Metal: N/A
Metal no fundible: N/A
Material no metálico: N/A Otro: N/A
METAL BASE (QW-403)
P-N°. 1 Grupo N°. 2 a P-N°. 1 Grupo N°. 2 Especificación: ASTM SA516-70
a Especificación: ASTM SA516-70
Rango de espesores: Tope: 5/8” a 7/8” Filete: 3/8” a 7/8”
Rango de diámetros de tubería: Tope: Mayores de 2 ½” Filete: Todos
Otros:
METAL DE APORTE (QW-404)
1° 2° 3° Otras
Especificación (SFA). N°: 5.1 5.1 5.1 5.1
Clasificación AWS. N°: E6010 E6010 E7018-HR E7018-HR
F- N°: 3 3 4 4
A- N°: 5 5 5 5
Diámetro del Metal de aporte: 2,5 mm 2,5 mm 2.5 mm 2.5 mm
Metal de
aporte.
Rango de
espesores.
Tope:
Filete:
POSICIÓN (QW-405) PRECALENTAMIENTO (QW-406) TRATAMIENTO TÉRMICO (QW-407)
Posición de la junta a tope: Todos Temp. min. de precalentamiento: 230 °C Rango de temp.: Ver Nota
Avance del cordón Sup. X Inf.__ Temp. max. Entre pases: 230 °C Rango de tiempo:____________
Posición de la junta a filete: Todos Precalentamiento mantenido: Si:X No: __
GAS DE PROTECCIÓN (QW-405) CARACTERÍSTICAS ELÉCTRICAS (QW-409)
Composición Corriente: AC: ___ DC: X Polaridad: (+)
Gas Mezcla Flujo Amps (Rango): 50-200 Volts (Rango): 20-30
Del cordón Tipo y tamaño de electrodo de Tungsteno: N/A
De arrastre Modo de transferencia de metal en GMAW: N/A
De respaldo Rango de velocidad de alimentación del alambre: N/A
TECNICA (QW-410)
Oscilante o de Vaivén: Indiferente Método de respaldo posterior: N/A
Limpieza inicial y entre pases: Limpiar con cepillo de acero inoxidable hasta 1” lateral a la junta.
Oscilación: Máximo tres veces el diámetro del electrodo.
Metal de aporte Corriente
Pasada Proceso Clasificación Diámetro Polaridad Amp. (Rango) Volt. (Rango) Vel. de avance. Otros
1° SMAW E6010 2,5 mm DC(+) 50-140 20-30
2° SMAW E6010 2,5 mm DC(+) 50-140 20-30
3° SMAW E7018-HR 4 mm DC(+) 140-200 20-30
Otras SMAW E7018-HR 4 mm DC(+) 140-200 20-30
Notas:
Tratamiento térmico: Calentamiento libre hasta 450°C. Continuar calentamiento a 200ºC/Hr. hasta
730ºC. Mantener a 730°C por dos horas. Enfriar a 260°C/Hr. hasta 450°C. Continuar con enfriamiento libre
hasta la temperatura ambiente. Calentar hasta 2 ½” laterales a la junta.

Uniones soldadas
82
REGISTRO DE CALIFICACION DE PROCEDIMIENTO DE SOLDADURA (RCPS)
(ASME IX / QW-483)
RCP N°: CFB-002
Fecha: 17/11/2015
EPS N°: CFB-002
Proceso(s) de Soldadura: SMAW Tipo(s): MANUAL
JUNTA (QW-402)
Diseño de Junta: Filete
Respaldo: SI: _____ No: X
Material de Respaldo: N/A
Metal: N/A
Metal no fundible: N/A
Material no metálico: N/A Otro: N/A
METAL BASE (QW-403)
P-N°. 1 Grupo N°. 2 a P-N°. 1 Grupo N°. 2 Especificación: ASTM SA516-70
a Especificación: ASTM SA516-70
Espesor probeta: 5/8” Diámetro probeta: 6”
Rango de espesores: Tope: 5/8” a 7/8” Filete: 3/8” a 7/8”
Rango de Diámetros de Tubería: Tope: Mayores de 2 ½” Filete: Todos
METAL DE APORTE (QW-404)
1° 2° 3° Otras
Especificación (SFA). N°: 5.1 5.1 5.1 5.1
Clasificación AWS. N°: E6010 E6010 E7018-HR E7018-HR
F- N°: 3 3 4 4
A- N°: 5 5 5 5
Diámetro del Metal de aporte: 2,5 mm 2,5 mm 2.5 mm 2.5 mm
Metal de
aporte.
Rango de
espesores.
Tope:
Filete:
POSICIÓN (QW-405) PRECALENTAMIENTO (QW-406) TRATAMIENTO TÉRMICO (QW-407)
Posición de la junta a Tope: 5G Temp. min. de precalentamiento: 210 °C Rango de Temp.: Ver Nota
Avance del cordón Sup. X Inf.__ Temp. max. Entre pases: 210 ° C Rango de Tiempo:___________
Posición de la junta a filete: 5G Precalentamiento mantenido: Si: X No: __
GAS DE PROTECCIÓN (QW-405) CARACTERÍSTICAS ELÉCTRICAS (QW-409)
Composición Corriente: AC: ___ DC: X Polaridad: E(+)
Gas Mezcla Flujo Amps (Rango): 50-200 Volts (Rango): 20-30
Del cordón N/A N/A N/A Tipo y tamaño de electrodo de Tungsteno: N/A
De arrastre N/A N/A N/A Modo de transferencia de metal en GMAW: N/A
De respaldo N/A N/A N/A Rango de velocidad de alimentación del alambre: N/A
TECNICA (QW-410)
Oscilante o de Vaivén: Indiferente Método de respaldo posterior: N/A
Limpieza inicial y entre pases: Limpiar con cepillo de Acero inoxidable hasta 1” lateral a la junta.
Oscilación: Máximo tres veces el diámetro del electrodo.
Metal de aporte Corriente
Pasada Proceso Clasificación Diámetro Polaridad Amp. (Rango) Volt. (Rango) Vel. de avance. Otros
1° SMAW E6010 2,5mm DC(+) 50-140 20-30
2° SMAW E6010 2,5mm DC(+) 50-140 20-30
3° SMAW E7018-HR 2.5mm DC(+) 50-140 20-30
Otras SMAW E7018-HR 2.5mm DC(+) 50-140 20-30
Notas:
Tratamiento térmico: Calentamiento libre hasta 450°C. Continuar calentamiento a 200ºC/Hr. hasta
730ºC. Mantener a 730°C por dos horas. Enfriar a 260°C/Hr. hasta 450°C. Continuar con enfriamiento libre
hasta la temperatura ambiente. Calentar hasta 2 ½” laterales a la junta.

Uniones soldadas
83
REGISTRO DE CALIFICACION DE PROCEDIMIENTO DE SOLDADURA (RCPS)
(ASME IX / QW-483) RCP Nº: CFB-002 Fecha: 17/11/2015
EPS Nº: CFB-002
Pruebas de Tracción (QW-150)
Espécimen
Nº
Ancho
[mm]
Espesor
[mm]
Área
[mm2]
Carga Máxima
[kg]
Esfuerzo Máximo
[MPa] Lugar de Fractura
1° Trac. Sup. 19,00 9,50 180,5 11700 636 Metal base
2° Trac. Inf. 19,20 9,20 176,64 11409 633 Metal base
Pruebas de Plegado (QW-160)
Tipo y Figura Nº Dimensiones Observaciones
3° Doblado de Cara Superior 1 ½” No presento defectos.
4° Doblado de Cara Inferior 1 ½” No presento defectos.
5°Doblado de Raíz Superior 1 ½” No presento defectos.
6° Doblado de Raíz Inferior 1 ½” No presento defectos.
Pruebas de Dureza (QW-170)
Probeta
Nº
Localización
de la cuña
Tamaño de
la probeta
Temp. de
la prueba
Valores de Impacto Nº de
Dureza
Brinell
Peso
descendiente
con freno
(S/N)
Ft.
Lbs % Corte Espesor
1 MB 180
ZAC 183
Cordón 204
Comentarios:
Prueba de la soldadura a Filete (QW-180)
Resultado satisfactorio: Si: X No: __
Penetración completa Si: X. No: __
Macro-análisis:
Otras Pruebas Tipo de prueba:
Resultado del análisis:
Otros:
Nombre del soldador: Fernandez Bernis, Daniel A. Estampa Nº R02
Inspección conducida por: Chiavassa, José L. Laboratorio: Dpto. Estructuras -UNC-
Certificamos que las declaraciones en este expediente están correctas y que las juntas de la prueba fueron
preparadas, soldadas y probadas de acuerdo a los requisitos de la sección IX del código ASME.
Fecha: 17/11/2015 Por : Giudici, Alejandro J.

Uniones soldadas
84
REGISTRO DE CLASIFICACION DEL SOLDADOR (RCS)
(ASME IX / QW-483)
RCS N°: CFB-002 EPS N°: CFB-002 RCPS N°: CFB-002 Fecha: 17/11/2015
Nombre del Soldador/Operador: Fernandez Bernis, Daniel A. Estampa N°:R02
Proceso(s) de Soldadura: SMAW Tipo(s): MANUAL
VARIABLES MANUALES O SEMIAUTOMATICAS DE CADA PRECESO (QW-350)
Valores Actuales
Rango Calificado
Respaldo (metal, metal soldado, soldadura por ambas caras, flux, etc.): N/A
N/A
ASME P-Nº 1 (SA 516-70) a ASME P-Nº(QW-402): 1 (SA 516-70)
1
[X] Chapa [X] Tubo (Indicar diámetro en caso de ser tubería): 4”
Mayor a ½”
Espesor: 7/8”
¼” a 1”
Especificación del metal de aporte (SFA):5.1 Clasificación (QW-404): 5.1
5.1
Metal de aporte F-Nº: 3 / 4
3 / 4
Variedad del metal de aporte para GTAW, PAW (QW-404): N/A
N/A
Consumible para GTAW o PAW: N/A
N/A
Espesor depositado por cada proceso de soldadura: Cualquiera
Cualquiera
Posiciones de soldeo (1G, 5G, etc.) (QW-405): Todos
Todos
Progresión (Ascendente / descendente): Ascendente
Ascendente
Gas de protección para GTAW, PAW, o GMAW; gas combustible
para OFW (QW-408): N/A
N/A
Modo de transferencia para SMAW (QW-409): DC
DC
Tipo y polaridad de la corriente para SMAW: DC(+)
DC(+)
VARIABLES DE LA MÁQUINA DE SOLDAR PARA CADA PROCESO USADO (QW-360)
Valores Actuales
Rango Calificado
Control visual directo o remoto: Directo
Todos
Control automático de voltaje (GTAW): N/A
N/A
Seguimiento automático de la junta: NO
NO
Posición de soldeo (1G, 5G, etc.): Todos
Todos
Consumible: E6010/E7018-HR
E6010/E7018-HR
Respaldo (metal, metal soldado, soldadura por ambas caras, flux, etc.): N/A
N/A
GUÍA DE RESULTADOS DE LAS PRUEBAS DE DOBLADO
Tipo QW-462.2 (Lado)
Resultado
QW-462.3.a (Trans. R y C)
Resultado
QW-462.3.b (Long. R y
C) Resultado
1° Dob. de Cara (QW-462.3a)
No presento defecto.
2° Dob. de Raiz (QW-462.3a)
No presento defecto.
Resultado de la Inspección Visual (QW-302.4): Satisfactorio.
Resultado de la Prueba Radiográfica (QW-304 y QW-305):
Soldadura a filete: [ X ] Prueba de fractura: No presento defectos.
Longitud y % de defectos:
Examen metalográfico:
Concavidad / Convexidad (pulg.):
Inspección de la soldadura conducida por: Chiavassa, José Luis
Pruebas Mecánicas conducidas por: Laboratorio de Estructuras -UNC-
Certificamos que las declaraciones en este expediente están correctas y que las juntas de la prueba fueron
preparadas, soldadas y probadas de acuerdo con los requisitos de la sección IX del código de ASME
Fecha: 17/11/2015 Por: Giudici, Alejandro J.

Uniones soldadas
85

Uniones soldadas
86

87
Capítulo VI
Pescante
6.1 Introducción
En el presente capítulo se diseña un pescante que tiene como función asistir en la
remoción de la brida ciega para realizar tareas de mantenimiento e inspección, debido al
elevado peso de la misma y a que se encuentra ubicada en altura.
El pescante consiste en un tubo de acero curvado a 90 grados, cuyo extremo inferior se
encuentra inserto en un tubo de mayor diámetro, cumpliendo la función de bisagra, y el
extremo superior actúa como soporte de la brida mediante un cáncamo solidario a la misma.
En la Figura 6.1 se muestra un esquema del sistema pescante donde se indican las
dimensiones que se le dio al sistema a partir de las características de las bridas seleccionadas
en el Capítulo IV.
Figura 6.1: Representación del conjunto pescante-brida
6.2 Dimensionamiento
En esta sección se realiza el dimensionado y posteriormente se verifican las tensiones
admisibles y deformaciones del sistema pescante.
Como se describe en el Capítulo IV se emplea una brida ciega Clase 300 cuyas
dimensiones se resumen en la Tabla 6.1.
Megyesy[5] propone una selección rápida del tubo necesario para cada familia de bridas
en función de los diámetros nominales y la clase de las mismas.

Pescante
88
Tabla 6.1: Datos resumidos de la brida ciega clase 300
Diám. nominal [in] Diám. exterior [mm] Espesor [mm] Material Peso [kg]
24 914,4 69,9 SA-105 352
En la Figura 6.2 se muestra un extracto de la tabla propuesta por Megyesy en la que se
encuentran las dimensiones de los componentes del pescante.
Notas:
1. Todos los materiales son aceros al carbono.
2. Todas las soldaduras son de ⅜” de cordón continuo.
3. El pescante ha sido testeado contra excesiva flexión.
4. Usando pescante se requiere menos espacio que al utilizar una bisagra.
5. Para uso frecuente el pescante es preferible por sobre la bisagra.
Clases de
bridas 150 300 600 900
Tamaño 12 14 16 18 20 24 12 14 16 18 20 24 12 14 16 18 20 24 12 14 16 18 20 24
Nº de lista 1 1 1 1 1 1 1 1 1 1 2 2 1 1 2 2 2 2 1 1 2 2 2 3
Lista 1 Lista 2 Lista 3
Brazo pescante 1-1/2”- TUBO XH 2”- TUBO XXH 2”- TUBO XXH
Cojinete 2”- TUBO XH 2-1/2”- TUBO STD 2-1/2”- TUBO STD
Perno 5/8 Ø 3/4 Ø 1” Ø
Cáncamo 5/8 Ø 3/4 Ø 1” Ø
Anillo 5/8 3/4 1”
Soporte 5/8 3/4 1”
Manija 5/8 Ø 3/4 Ø 1” Ø
Refuerzo - - 3/8”
Figura 6.2: Tabla para dimensionar el conjunto pescante

Pescante
89
En la Tabla 6.2 se observan las dimensiones de los tubos comerciales para los tipos
mencionados en la Tabla 6.1.
Tabla 6.2: Dimensiones de tubos
Tamaño Diámetro exterior Tipo
Espesor de pared t Diámetro interior d
[in] [in] [mm] [in] [mm] [in] [mm]
2 2,375 60,325
. 0,065 1,651 2,245 57,023
. 0,109 2,769 2,570 65,278
STD 0,154 3,912 2,067 52,502
XS 0,218 5,537 1,939 49,251
. 0,344 8,738 1,687 42,850
XXS 0,436 11,074 1,503 38,176
2½ 2,875 73,025
. 0,083 2,108 2,709 68,809
. 0,120 3,048 2,635 66,929
STD 0,203 5,156 2,469 62,713
XS 0,276 7,010 2,323 59,004
. 0,375 9,525 2,125 53,975
XXS 0,552 14,021 1,771 44,983
De la Tabla 6.2 se selecciona un tubo de 2” XXS para el brazo del pescante. Uno de los
limitantes es el radio de curvatura mínimo para el doblado del tubo, el cual debe estar en el
rango 2,5 a 3,5 veces el diámetro exterior del tubo.
Considerando la disponibilidad en el país se optó por un tubo A 519 gr 4130 de 2” con
un espesor de 7/16” cuyas propiedades se muestran en la Tabla 6.3.
Tabla 6.3: Propiedades del tubo ASTM A 519 gr 4130
Composición química
C Mn Si P S Cr Mo
0,28−0,33 0,40−0,60 0,15−0,35 0,04 0,04 máx 0,8−1,10 0,15−0,25
Propiedades mecánicas
Denominación Límite de
fluencia [MPa]
Límite de
rotura [MPa]
Alargamiento
[% en 50 mm]
A519 4130 483 621 20
A continuación se verifica la rigidez del tubo del pescante debido a que una deformación
o flecha excesiva dificultará la colocación de la tapa al momento de cerrarse, asimismo se
evalúa la tensión de trabajo.
Para determinar el desplazamiento en el extremo libre del pescante, adoptamos el
diagrama de cuerpo libre que se muestra en la Figura 6.3.
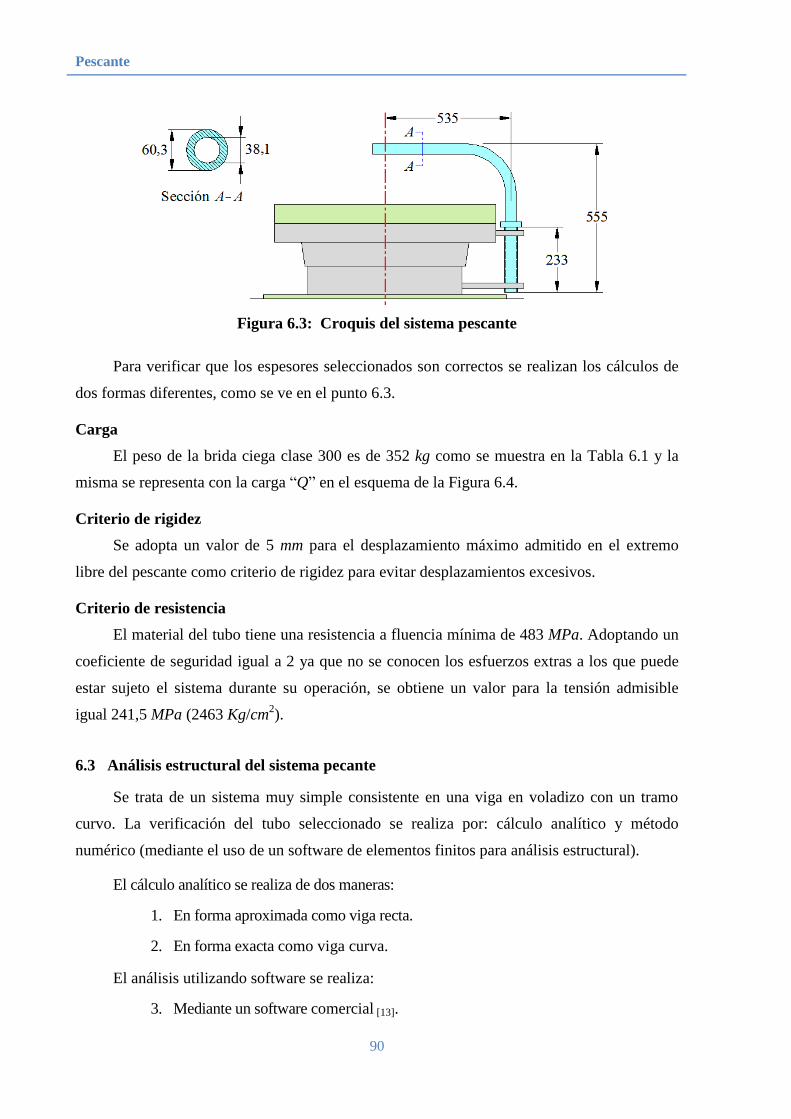
Pescante
90
Figura 6.3: Croquis del sistema pescante
Para verificar que los espesores seleccionados son correctos se realizan los cálculos de
dos formas diferentes, como se ve en el punto 6.3.
Carga
El peso de la brida ciega clase 300 es de 352 kg como se muestra en la Tabla 6.1 y la
misma se representa con la carga “Q” en el esquema de la Figura 6.4.
Criterio de rigidez
Se adopta un valor de 5 mm para el desplazamiento máximo admitido en el extremo
libre del pescante como criterio de rigidez para evitar desplazamientos excesivos.
Criterio de resistencia
El material del tubo tiene una resistencia a fluencia mínima de 483 MPa. Adoptando un
coeficiente de seguridad igual a 2 ya que no se conocen los esfuerzos extras a los que puede
estar sujeto el sistema durante su operación, se obtiene un valor para la tensión admisible
igual 241,5 MPa (2463 Kg/cm2).
6.3 Análisis estructural del sistema pecante
Se trata de un sistema muy simple consistente en una viga en voladizo con un tramo
curvo. La verificación del tubo seleccionado se realiza por: cálculo analítico y método
numérico (mediante el uso de un software de elementos finitos para análisis estructural).
El cálculo analítico se realiza de dos maneras:
1. En forma aproximada como viga recta.
2. En forma exacta como viga curva.
El análisis utilizando software se realiza:
3. Mediante un software comercial [13].

Pescante
91
6.3.1 Cálculo aproximado como viga recta
Como la viga tiene poca curvatura se puede calcular la tensión por flexión compuesta
usando la conocida fórmula:
2
N M
A
D
Iσ [6.1]
donde σ es la tensión, N es la carga de compresión, A es el área de la sección de la viga, M es el
momento flector, I es el momento de inercia y D es el diámetro exterior del tubo. En todo el
capítulo se usan como unidades [cm] para las longitudes y [Kg] para las fuerzas.
Figura 6.4: Esquema del modelo del pescante
En la Figura 6.4 se muestra un esquema del sistema del pescante. Las cargas resultan:
352 352 (21,1 32,4) 18832 -x N Q kg M kg cm [6.2]
mientras que las propiedades geométricas de la sección son:
6,03 3,81 D cm d cm [6.3]
2 2 2(6,03 3,81 ) / 4 17,16 πA cm [6.4]
4 4 4(6,03 3,81 ) / 64 54,56 πI cm [6.5]
Reemplazando estos valores dados en [6.2], [6.3] y [6.5] en la ecuación [6.1] se obtiene la
tensión máxima de compresión que ocurre a izquierda del nudo A (ver Figura 6.4):
218832
54,
352 6,03 1061 /
17,16 256 kg cmσ [6.6]
1061 2463 σ Verifica [6.7]

Pescante
92
6.3.2 Cálculo como viga curva
Considerando el efecto de viga curva y usando el concepto de área modificada (Am) se
puede calcular la tensión de compresión en la parte interna de la viga curva, según el
compendio de Calculo Estructural II[4]:
1
1
m
mR
AM
r
A
AN
AA
A
σ [6.8]
donde: 2352 ; 18832 - ; 17,16 N kg M kg cm A cm
21,10 ; 18,09 ; 1,905 ; 3,015 i eR cm r cm r cm r cm
2 2 2 2 2m i eA R rπ R r [6.9]
2 2 2 2 2 2 21,10 1,905 21,10 3,015 0,81899mA cπ m [6.10]
Se debe calcular Am con gran exactitud porque de otra manera el resultado puede tener
un error grande ya que / 1mR A A .
/17,16/ =0,81 0,0899 477267mA A [6.11]
Reemplazando en la ecuación [6.8] se obtiene
20,0477267
1
352 18832 (1/18,09 )
7,16 (21,10 0 1199 /
,0477217,1 )676 1
x
x x
kg cmσ [6.12]
1199 2463 σ Verifica [6.13]
Comparando con el resultado aproximado como viga recta de la ecuación [6.6] se
observa que por efecto de la curvatura se incrementa la tensión máxima en un 12,8 %.
A continuación se realiza un análisis mediante elementos finitos para corroborar los
resultados obtenidos y estudiar el desplazamiento máximo en el extremo del brazo pescante.
6.3.3 Análisis por medio de elementos finitos
Mediante la aplicación del módulo de elementos finitos de un software comercial se
obtuvieron los valores de tensiones efectivas de Von Mises y el desplazamiento máximo con
el propósito de comparar los valores con los obtenidos de manera analítica. En la Figura 6.5
se puede observar un esquema del sistema a analizar.

Pescante
93
Figura 6.5: Esquema del pescante para el modelo de elementos finitos
Para este análisis se empotra la bisagra y se coloca una fuerza en el extremo del
pescante (en un modelo simplificado), además de colocar las relaciones de vínculo entre la
bisagra y el brazo.
En la Figura 6.6 se observa que la tensión máxima efectiva de Von Mises se genera en el
interior de la curvatura y tiene un valor de 1132 kg/cm2
(1,11 x 108 N/m
2) que es próximo al
obtenido para el caso de viga curva calculado en la expresión [6.12].
Figura 6.6: Tensiones efectivas criterio de Von Mises
Tensión de Von Mises
[N/m2]
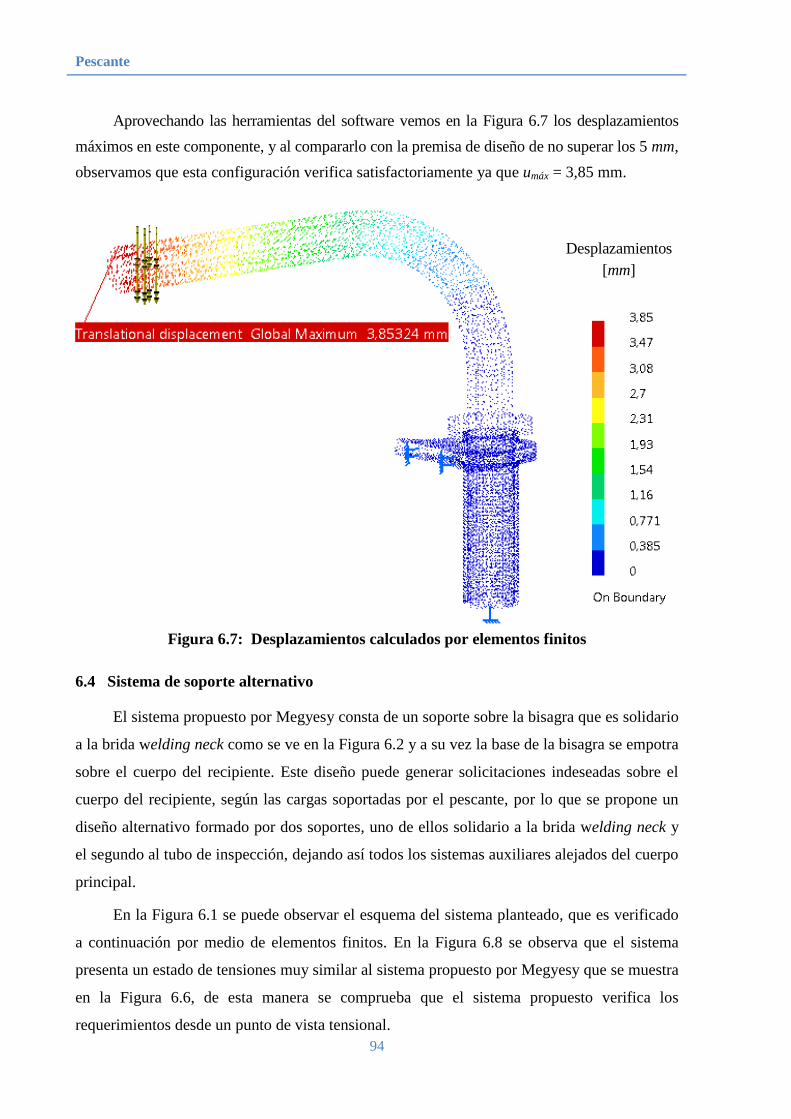
Pescante
94
Aprovechando las herramientas del software vemos en la Figura 6.7 los desplazamientos
máximos en este componente, y al compararlo con la premisa de diseño de no superar los 5 mm,
observamos que esta configuración verifica satisfactoriamente ya que umáx = 3,85 mm.
Figura 6.7: Desplazamientos calculados por elementos finitos
6.4 Sistema de soporte alternativo
El sistema propuesto por Megyesy consta de un soporte sobre la bisagra que es solidario
a la brida welding neck como se ve en la Figura 6.2 y a su vez la base de la bisagra se empotra
sobre el cuerpo del recipiente. Este diseño puede generar solicitaciones indeseadas sobre el
cuerpo del recipiente, según las cargas soportadas por el pescante, por lo que se propone un
diseño alternativo formado por dos soportes, uno de ellos solidario a la brida welding neck y
el segundo al tubo de inspección, dejando así todos los sistemas auxiliares alejados del cuerpo
principal.
En la Figura 6.1 se puede observar el esquema del sistema planteado, que es verificado
a continuación por medio de elementos finitos. En la Figura 6.8 se observa que el sistema
presenta un estado de tensiones muy similar al sistema propuesto por Megyesy que se muestra
en la Figura 6.6, de esta manera se comprueba que el sistema propuesto verifica los
requerimientos desde un punto de vista tensional.
Traslational
displecement
vector 1. mm
Desplazamientos
[mm]

Pescante
95
Figura 6.8: Tensiones efectivas de Von Mises del sistema alternativo
En la Figura 6.9 se muestran los desplazamientos del sistema para comparar los
resultados obtenidos en la Figura 6.7. La diferencia en desplazamientos es 0,03 mm (3,88 vs
3,85 mm) siendo insignificante. Considerado los resultados obtenidos, concluimos que el diseño
se adapta satisfactoriamente a los requerimientos del sistema y condiciones de diseño.
Figura 6.9: Desplazamientos del sistema alternativo
Desplazamientos
[mm]
Tensión de Von Mises
[N/m2]

Pescante
96
Por último se realiza un análisis de la condición en la que el brazo pescante está
desplegado, que se da en el momento en que se retira la brida ciega del tubo de inspección y
el brazo queda a 180° respecto de la posición inicial. Como se puede apreciar en las Figuras
6.10 y 6.11 el comportamiento del sistema es semejante al caso ya estudiado, mostrando
tensiones con variaciones despreciables.
Figura 6.10: Tensiones efectivas de Von Mises del sistema desplegado
Figura 6.11: Desplazamientos del sistema desplegado
Tensión de Von Mises
[N/m2]
Desplazamientos
[mm]

Pescante
97
6.5 Resumen comparativo
A fin de visualizar de manera conveniente, los resultados obtenidos se listan en la Tabla 6.4.
Tabla 6.4: Resumen de tensiones en kg/cm2
Viga recta Viga curva M.E.F. Von Mises
1062 1199 1132
6.6 Verificación del cáncamo y del perno
Se realiza un análisis de tensiones de los elementos auxiliares del pescante con el fin de
verificar las secciones propuestas por Megyesy.
6.6.1 Cáncamo
En esta sección se verifica el cáncamo de izaje soldado a la brida ciega. El mismo está
confeccionado por una barra de acero SA-36 de ¾” en forma de U, siendo esta la sección
recomendada por Megyesy.
Se decide utilizar ese acero, ya que es una aleación estándar, comúnmente utilizada en
aplicaciones estructurales, con un límite de fluencia de 2530 kg/cm2.
En la Tabla 6.5 se muestra la composición química del material y las características
mecánicas del material enunciadas en la Sección II parte D del Código [1]
.
Tabla 6.5: Propiedades del material SA – 36
Composición química
C máx. (%)
Mn máx. (%)
P máx. (%)
S máx. (%)
Si máx. (%)
Cu mín. (%)
0,26 -- 0,04 0,05 0,40 0,2
Propiedades mecánicas
Rotura R
T mín. (MPa)
Fluencia R0,2 mín. (MPa)
Alargamiento % ( Lo = 50 mm )
400-550 250 23
* Temperatura de operación: −20 hasta 250 oC
La verificación se realiza por elementos finitos y los resultados se muestran en la Figura 6.12.
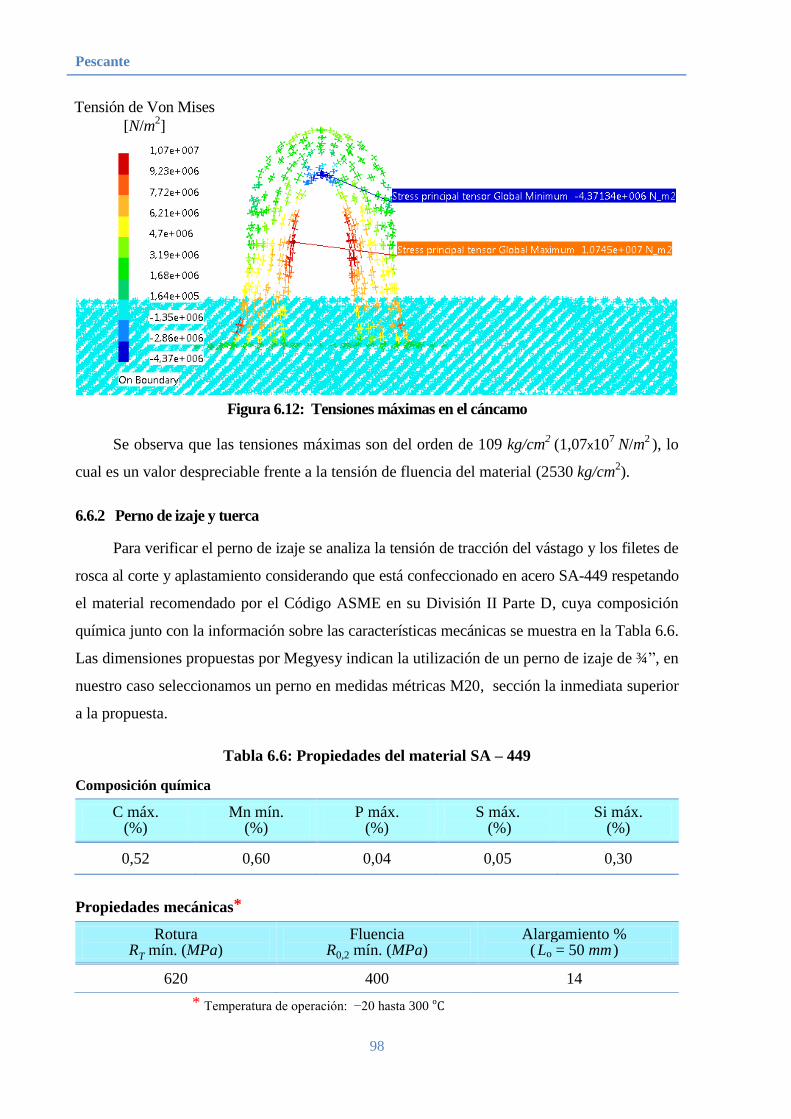
Pescante
98
Figura 6.12: Tensiones máximas en el cáncamo
Se observa que las tensiones máximas son del orden de 109 kg/cm2
(1,07x107
N/m2), lo
cual es un valor despreciable frente a la tensión de fluencia del material (2530 kg/cm2).
6.6.2 Perno de izaje y tuerca
Para verificar el perno de izaje se analiza la tensión de tracción del vástago y los filetes de
rosca al corte y aplastamiento considerando que está confeccionado en acero SA-449 respetando
el material recomendado por el Código ASME en su División II Parte D, cuya composición
química junto con la información sobre las características mecánicas se muestra en la Tabla 6.6.
Las dimensiones propuestas por Megyesy indican la utilización de un perno de izaje de ¾”, en
nuestro caso seleccionamos un perno en medidas métricas M20, sección la inmediata superior
a la propuesta.
Tabla 6.6: Propiedades del material SA – 449
Composición química
C máx. (%)
Mn mín. (%)
P máx. (%)
S máx. (%)
Si máx. (%)
0,52 0,60 0,04 0,05 0,30
Propiedades mecánicas*
Rotura RT mín. (MPa)
Fluencia R0,2 mín. (MPa)
Alargamiento % ( Lo = 50 mm)
620 400 14
* Temperatura de operación: −20 hasta 300 oC
Tensión de Von Mises
[N/m2]
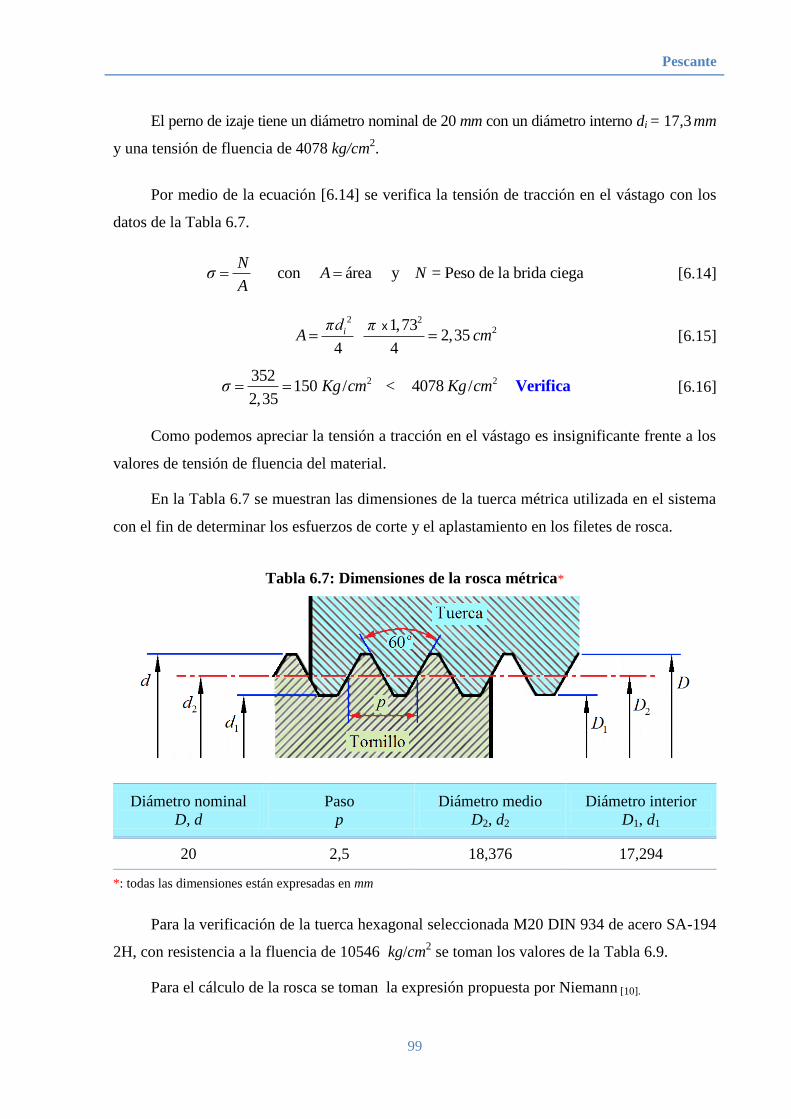
Pescante
99
El perno de izaje tiene un diámetro nominal de 20 mm con un diámetro interno di = 17,3 mm
y una tensión de fluencia de 4078 kg/cm2.
Por medio de la ecuación [6.14] se verifica la tensión de tracción en el vástago con los
datos de la Tabla 6.7.
con área y = Peso de la brida ciegaN
A NA
σ [6.14]
2 221,73
2,354 4
iπd πA cm
x [6.15]
2 2352
150 / < / 4 0782,35
Kg cm Kg cmσ Verifica [6.16]
Como podemos apreciar la tensión a tracción en el vástago es insignificante frente a los
valores de tensión de fluencia del material.
En la Tabla 6.7 se muestran las dimensiones de la tuerca métrica utilizada en el sistema
con el fin de determinar los esfuerzos de corte y el aplastamiento en los filetes de rosca.
Tabla 6.7: Dimensiones de la rosca métrica*
Diámetro nominal
D, d
Paso
p
Diámetro medio
D2, d2
Diámetro interior
D1, d1
20 2,5 18,376 17,294
*: todas las dimensiones están expresadas en mm
Para la verificación de la tuerca hexagonal seleccionada M20 DIN 934 de acero SA-194
2H, con resistencia a la fluencia de 10546 kg/cm2 se toman los valores de la Tabla 6.9.
Para el cálculo de la rosca se toman la expresión propuesta por Niemann [10].

Pescante
100
Tabla 6.8: Dimensiones de la tuerca DIN 934 M-20 *
d s e m
M-20 30 32,95 16
*: todas las dimensiones están expresadas en mm
Para la verificación de las dimensiones de la tuerca se tiene que
4078
0,8 0,8 20 6,2 < 16 10546
x x x x Verificabmín
t
σm d mm mm
σ [6.17]
2
2
donde: Espesor mínimo de la tuerca.
Diámetro nominal del bulón.
4078 / Resistencia a fluencia del bulón.
10546 / Resist
mín
b
t
m
d
σ kg cm
σ kg cm encia a fluencia de la tuerca.
Considerando que la tuerca seleccionada DIN 934 M20 tiene un espesor de 16 mm las
dimensiones de la misma verifican satisfactoriamente.
Con esto concluimos que tanto los bulones como las tuercas seleccionadas satisfacen las
condiciones de diseño.

101
Capítulo VII
Soportes de Montura
7.1 Introducción
En este capítulo se lleva a cabo la selección, diseño y verificación de los soportes del
recipiente a presión. Por lo general, los recipientes horizontales están sostenidos por dos
soportes (también denominados silletas). Un soporte de montura es un armazón formado por
placas, generalmente soldadas, sobre el cual se asienta el recipiente. Los soportes también
pueden estar hechos de concreto, aunque en la actualidad este material se ha vuelto menos
común. El uso de más de dos soportes de montura es innecesario, ya que esto genera problemas
de hiperestaticidad. El código ASME no especifica el procedimiento para el diseño de un
soporte de montura, sólo establece que se deben tener en cuenta los esfuerzos inducidos en el
recipiente por los soportes. Para obtener dichos esfuerzos y para determinar la ubicación de los
soportes, se recurre al método desarrollado por L. P. Zick, que también se usa en el Capítulo III.
Para el diseño del soporte Megyesy[4] presenta una tabla donde se estipulan todas las
dimensiones del soporte, de acuerdo al diámetro exterior del recipiente y al peso máximo. En
este trabajo se siguen esas directivas, luego los soportes son verificados por medio del método
de Zick; y posteriormente se compraran los resultados con los obtenidos por medio de un
análisis de elementos finitos.
En la Figura 7.1 se muestra el esquema del soporte de montura.
Figura 7.1: Soporte de montura

Soporte de montura
102
7.2 Dimensionamiento de los soportes
Figura 7.2: Esquema de un soporte de montura
Las bases del diseño de los soportes presentado por Megyesy se basan en las siguientes
consideraciones, de acuerdo al esquema de la Figura 7.2:
El recipiente es soportado por dos silletas.
Debe ser diseñado para resistir la fuerza máxima F, de acuerdo con el peso máximo
operativo del recipiente según la Tabla 7.1.
La tensión máxima permitida es 2/3 de la tensión de fluencia a la compresión.
La carga máxima de las fundaciones de concreto no debe exceder los 500 psi.
El ángulo de contacto mínimo es de 120º.
Cordón de soldadura continúo de ¼” como mínimo entre todas las placas.
Orificios de desagüe de ¼” en la placa de desgaste.
Los pernos de fijación de las silletas deben ser ajustados a mano y asegurados mediante
un punto de soldadura.
Figura 7.3: Dimensiones del soporte

Soporte de montura
103
La Tabla 7.1 es un extracto de la tabla de Megyesy donde se muestran las recomenda-
ciones para el diseño de un soporte (silleta), las dimensiones están relacionadas con la Figura 7.3.
Tabla 7.1: Dimensiones de soportes
Diá
met
ro
nom
inal
Dimensiones
Nº
de
refu
erzo
s
Espesores de placas [in]
Pes
o
máx
imo
A B C D E
Diá
met
ro
del
per
no
Bas
e
Pla
ca,
late
rale
s y
refu
erzo
s
Pla
ca d
e
des
gas
te
[ft-in] [ft-in] [ft-in] [in] [in] [ft-in] [in] G H K [lb]
10-0 8-8 5-9 9 24 3-4 1¼ 2 1 ¾ ½ 896000
10-6 9-1 1/2 6-0 9 24 3-6 1¼ 2 1 ¾ ½ 940000
11-0 9-6 1/2 6-3 9 24 3-8 1¼ 2 1 ¾ ½ 986000
11-6 10-0 6-6 9 24 3-10 1¼ 3 1 ¾ ½ 1030000
12-0 10-5 6-9 9 24 4-0 1¼ 3 1 ¾ ½ 1076000
Considerando que el diámetro exterior del recipiente es de 3374 mm se toma como
medida de referencia el diámetro nominal de 11 pies ( ft ). Con este valor se determina que el
peso máximo permitido del recipiente lleno de agua es de 447200 kg (986000 lb).
7.3. Verificación de tensiones
Se verifican las tensiones mediante: i) el método de Zick, ii) el método recomendado
por Moss[8], y iii) se realiza una verificación con un software de elementos finitos.
7.3.1 Verificación por el método de Zick
El método de verificación de Zick se basa en calcular la tensión que sufre la placa del
alma del soporte sometido a una tensión transversal determinada por la mitad del peso del
recipiente, afectada por un factor K11 que depende del ángulo de contacto con el recipiente
como se muestra en la Tabla 7.2, la relación es prácticamente lineal:
11 0,019 (ángulo en grados) 0,02486K x [7.1]
Tabla 7.2: Coeficientes K11
Ángulo de
contacto 120° 130° 140° 150° 160° 170° 180°
K11 0,204 0,222 0,241 0,259 0,279 0,298 0,318

Soporte de montura
104
En el capítulo III se adoptó que el ángulo de contacto de los soportes es de 120º debido
a las ventajas con respecto a la concentración de tensiones sobre el cuerpo del recipiente.
11F K Q [7.2]
11
donde: Fuerza aplicada al soporte.
Peso del recipiente.
Coeficiente de contacto entre recipiente y soportes.
F
Q
K
En la Tabla 7.3 se muestran los pesos de los diferentes componentes del recipiente con
el fin de determinar el valor de Q en la ecuación [7.2]. Los valores del cuerpo cilíndrico y los
cabezales semiesféricos ya fueron calculados en el punto 3.3.4.1 del Capítulo III, el peso de
los restantes elementos se calculó mediante el software comercial de elementos finitos debido a
la cantidad de elementos y variedad de sus geometrías, destacando que en el ítem denominado
Boca de Inspección, se encuentran contabilizadas las bridas, el tubo de la boca de inspección,
la bisagra y brazo pescante, como así también los bulones y tuercas.
Tabla 7.3: Propiedades de los componentes del recipiente
Componente
del recipiente
Espesor
[in]
Espesor
[mm]
Diámetro
externo [mm]
Largo
[mm]
Peso
[kg]
Cuerpo cilíndrico ⅞ 22,22 3374,44 17300 31779
Cabezal semiesférico ⅝ 15,9 3361,8 1665 2195
Boca de inspección - - - - 640
Placa de refuerzo ⅞ 22,22 1150 Ø = 609,6
interno 134
Peso total (*)
- - - - 36826
(*): como está mencionado en el Capítulo III, para obtener el peso total se recomienda suponer un sobre peso
del 6% para recipientes entre 35000 y 45000 kg.
Una vez obtenido el peso del recipiente de debe considerar el peso de la carga, para esto
se analiza el caso más desfavorable en el cual el recipiente está totalmente llego de agua:
2
R CQ QQ
[7.3]
donde: Peso total del recipiente.
Peso del recipiente.
Peso de la carga (lleno de agua).
R
C
Q
Q
Q
36826 170000
103413 2
Q Kg
[7.4]

Soporte de montura
105
Reemplazando en la ecuación [7.2] se obtiene.
0,204 103413 21096 F Kg x [7.5]
Luego el área efectiva de la placa de alma de acuerdo a los valores de la Tabla 7.1.
6
EeD
A H [7.6]
donde: Área efectiva de la placa de alma (ver Figura 7.2).
Diámetro exterior del recipiente.
Altura de la base del soporte al centro del recipiente.
E
e
A
D
H
2337,41,905 107
6EA cm [7.7]
221096197 /
107E
FKg cm
Aσ [7.8]
La tensión máxima admisible, teniendo en cuenta que se emplea acero SA-516 grado 60
con fσ = 2243 kg/cm2, es:
22 22243 1495 /
3 3 A f kgσ cmσ [7.9]
2 2 / < 1495 / 197 Verificakg cm kg cm [7.10]
7.3.2. Verificación de tensiones mediante método propuesto por Moss
Teniendo en cuenta que el método utilizado en el punto anterior solo tiene en cuenta los
esfuerzos generados por el peso del recipiente y su contenido, a continuación se lleva a cabo
una verificación utilizando el método propuesto por Moss[8], el cual también deriva de los
modelos de Zick.
Este método considera además de los esfuerzos generados por el peso, los efectos del
viento. En este método la fuerza total actuante en el soporte se obtiene de igual manera que en
la expresión [7.3], pero en este caso se debe considerar la influencia de las fuerzas generadas
por el viento actuando sobre el recipiente de manera transversal y longitudinal.
11 = donde: h T T VF K Q Q Q Q [7.11]
11
donde: Fuerza horizontal aplicada al soporte.
Coeficiente de contacto entre recipiente y soportes.
Peso total.
Peso del
h
T
F
K
Q
Q
recipiente.
Acción del viento.VQ

Soporte de montura
106
Las fuerzas Fh actúan a una distancia R/3 por debajo del punto inferior del arco del
soporte en forma transversal al eje principal del recipiente como se muestra en la Figura 7.2 y
la carga QT se considera como la mayor al comparar la influencia del viento al actuar en
sentido perpendicular o en sentido paralelo al eje principal del recipiente. La fuerza ejercida
por el viento viene dada por la ecuación [7.12] y los valores mostrados en la Figura 7.4.
= V f f zF A C G q [7.12]
2 2
0,8 Factor de forma.
0,85 Factor de ráfagas.
0,00256 0,00256 0,9 70 1,15 12,98 Presion
donde : rea
del vient
proyectada del r
o.
Coeficiente de altura por Tabla 7.4
ecipie te.
1
nf
f
e
z z
z
C
G
q
Á
K V I
K
A
D
x x x
,18 13 Diámetro exterior del recipiente.
1,15 Factor de importancia
70 Velocidad de viento propuesta por Moss.
17300 56,76 Cuerpo cilíndrico
1687 5,5 Largo de cabezales
1
D pies
I .
V mph
L mm ft
H mm ft
B
905 6,25 Altura de base al centro del recipiente.mm ft
Tabla 7.4: Coeficientes Kz
Altura Z [ft ] Kz
0-15 0,85
20 0,90
25 0,94
30 0,98
40 1,04
50 1,09
60 1,13
Se adopta una altura de referencia al centro de recipiente de 4987 mm (16,4 ft) al considerar
el radio del cuerpo cilíndrico de 1687 mm, una altura de 3000 mm de las bases de hormigón
existentes en la instalación y una altura estimada de las silletas de 300 mm en su parte central.
= ( ) (1687 3000 300) 4987 (16,4 )e Bases silletaZ R h h mm ft [7.13]
Considerando esto, de la Tabla 7.4 se adopta un valor de Kz = 0,9 correspondiente al
inmediato superior como condición más desfavorable.
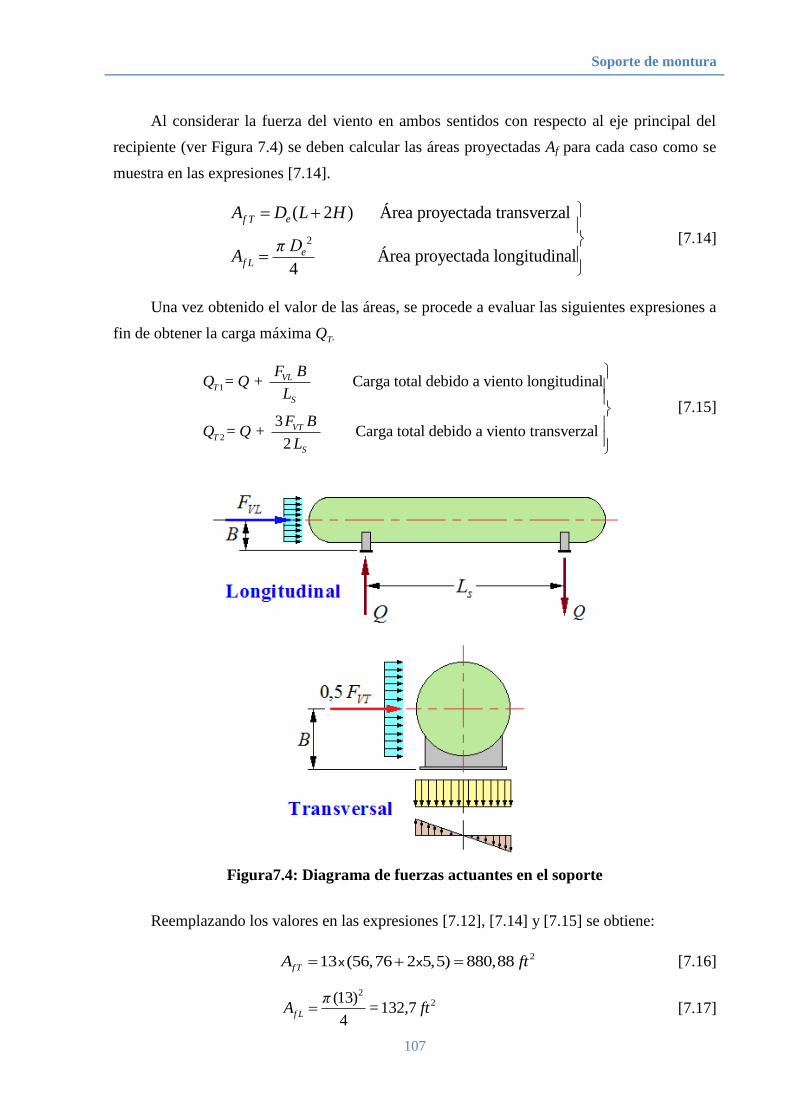
Soporte de montura
107
Al considerar la fuerza del viento en ambos sentidos con respecto al eje principal del
recipiente (ver Figura 7.4) se deben calcular las áreas proyectadas Af para cada caso como se
muestra en las expresiones [7.14].
2
( 2 ) Área proyectada transverzal
Área proyectada longitudinal4
ef T
ef L
A D L H
π DA
[7.14]
Una vez obtenido el valor de las áreas, se procede a evaluar las siguientes expresiones a
fin de obtener la carga máxima QT.
1
2
= + Carga total debido a viento longitudinal
3= + Carga total debido a viento transverzal
2
VLT
S
VTT
S
F BQ Q
L
F BQ Q
L
[7.15]
Figura7.4: Diagrama de fuerzas actuantes en el soporte
Reemplazando los valores en las expresiones [7.12], [7.14] y [7.15] se obtiene:
213 (56,76 2 5,5) 880,88 x x fTA ft [7.16]
2
2(13)=132,7
4f L
πA ft [7.17]

Soporte de montura
108
Las fuerzas producidas por el viento son:
= 880,88 0,8 0,85 12,98 7775 = 3526,7 x x x VT fT f ZF A C G q lb kg [7.18]
= 132,7 0,8 0,85 12,98 1171,3 = 531,3 x x x VL f L f ZF A C Gq lb kg [7.19]
Luego, trabajando en sistema métrico, las cargas totales son:
1
531,27 1,905= 103362+ 103430
15
xTQ kg [7.20]
2
3 3526,7 1,905= 103362 + 104034
2 15TQ Kg
xx
x [7.21]
Concluyendo que el caso más desfavorable es con el viento actuando en forma
transversal. De la misma manera que en el caso anterior utilizando la expresión [7.2] y el
valor EA calculado en [7.7].
0,204 104034 21223 F Kg x [7.22]
221223198 /
107,14E
Fσ Kg cm
A [7.23]
Como se puede apreciar la influencia del viento en la estructura es despreciable con una
diferencia de 0,65% frente a los cálculos realizados en [7.8].
7.3.3 Verificación de los soportes por método de elementos finitos
La verificación de los soportes mediante software de elementos finitos se realiza
considerando la carga efectiva sobre cada soporte y considerando la placa base empotrada.
En la Figura 7.5 se muestran las tensiones efectivas de Von Mises, allí se evidencia un
punto de concentración de tensiones con un máximo de 3997 kg/cm2 que supera la tensión
admisible del material admσ = 1203 Kg/cm2. Cabe destacar que este punto no se encuentra en la
placa de alma, sino en la unión entre los laterales y la placa base, área no considerada en las
recomendaciones de Megyesy.

Soporte de montura
109
Figura 7.5: Análisis de elementos finitos – Tensiones efectivas de Von Mises
La Figura 7.5 corresponde a un modelo con una carga distribuida en la placa de desgaste
considerando el peso del recipiente. Con el fin de verificar que este modelo es correcto se
elabora un segundo modelo, en el cual se realiza el montaje del cuerpo del recipiente con la
carga completa de agua. En la Figura 7.6 se muestran los resultados de este nuevo análisis, el
cual verifica la hipótesis de carga del modelo anterior.
Von Mises stress (nodal values).1
Figura 7.6: Análisis del modelo considerando sistema ensamblado
Tensión de Von Mises
[N/m2]
[N/m2]
Tensión de Von Mises

Soporte de montura
110
7.4 Rediseño del soporte de montura
Considerando los resultados obtenidos en los análisis de la sección 7.3 se propone un
rediseño de los soportes manteniendo los espesores de todos los componentes y desplazando
la placa de alma a una posición central. De esta manera se logra un diseño similar a una viga
doble T con el principal objetivo de evitar la concentración de tensiones que se evidencia en
los modelos anteriores.
En la Figura 7.7 se muestra un esquema del soporte rediseñado con la placa de alma
centrada y un perfil simétrico.
Figura 7.7: Esquema del soporte con placa de alma centrada
7.4.1 Verificación del soporte rediseñado
A continuación se realiza la verificación del diseño propuesto. Teniendo en cuenta que
las dimensiones generales no variaron, solo se realizó una reubicación de los elementos, los
cálculos analíticos del punto 7.3.2 continúan siendo válidos ya que la sección resistente de la
placa de alma continua inalterada.
Para verificar si el objetivo de reducir la concentración de tensiones se logra se procede
a realizar un análisis de elementos finitos con las mismas hipótesis de carga del punto 7.3.3.

Soporte de montura
111
Von Mises stress (nodal values).1
Figura 7.8: Tensiones efectivas de Von Mises del soporte rediseñado
Como se puede apreciar en la Figura 7.8, las tensiones se han reducido por debajo de la
tensión admisible del material, logrando así el objetivo de reducir las tensiones localizadas. El
solo hecho de haber modificado la geometría del soporte permite reducir el estado tensional
máximo de 3997 Kg/cm2
en el diseño original a un nuevo máximo de 1081 Kg/cm2 para el
soporte rediseñado.
7.5 Ranuras de apoyo para expansión térmica
Toda estructura metálica sufre dilataciones térmicas considerables y en este caso al
tratarse de un sistema que contiene fluidos en constante cambio de fase y expuesto a
condiciones climáticas es necesario que los soporten permitan el desplazamiento sin
restricciones. Megyesy propone una tabla simplificada en la cual ingresando con el rango de
temperatura de operación y la longitud del recipiente entre apoyos, permite una rápida
determinación de las medidas necesarias.
En la Tabla 7.5 se muestran las dimensiones para un rango que se calcula en los −30ºC
(−22ºF) y la temperatura máxima de operación. Tomando como rango máximo hasta los
250ºC (482ºF) y una distancia entre apoyos de 15m (50ft).
[N/m2]
Tensión de Von Mises

Soporte de montura
112
Tabla 7.5: Dimensiones de ranura de expansión térmica
Distancia mínima de ranura ''a'' [in]
Ancho igual al
diámetro del
bulón más ¼''
Distancia entre
soportes [ft]
Temperatura ºF
-50 100 200 300 400 500
40 ¼ ⅛ ⅜ ¾ 1⅛ 1½
50 ⅜ ¼ ½ 1 1⅜ 1⅝
60 ⅜ ¼ ⅝ 1¼ 1⅝ 2⅛
En la Figura 7.9 se muestra el esquema de ubicación de la ranura y en la Figura 7.10 las
dimensiones finales para este caso.
Figura 7.9: Esquema de las ranuras
Figura 7.10: Dimensiones de la ranura
7.6 Resumen: Dimensiones finales
En la Figura 7.11 se muestra el esquema con las dimensiones generales del soporte.
Figura 7.11: Dimensiones generales del soporte

113
Capítulo VIII
Elementos funcionales
8.1 Introducción
Este capítulo se aboca al dimensionamiento y selección de los sistemas auxiliares que
comprenden las aberturas de carga y descarga, válvulas, sistemas de medición y sistemas de
seguridad que se estipulan en las Normas NFPA 59 y NAG-112. Las secciones de estas
Normas que rigen los elementos de protección están basadas en las secciones UG-125 a UG-
140 del Código ASME, pero al tratarse de un recipiente destinado al almacenamiento de gases
de petróleo se deben tener en cuenta otros aspectos de seguridad.
8.2 Dimensionamiento de aberturas de carga y descarga
De acuerdo con la configuración de la instalación y el requerimiento del Código NFPA 59
de válvulas de exceso de flujo, las aberturas de carga y descarga son studding outlet, es decir
que un tipo de brida esta soldada directamente al cuerpo del recipiente.
En este caso las dimensiones de las aberturas de carga y descarga quedan definidas por
las instalaciones preexistentes, tanto en diámetro como también en la cantidad de las mismas.
La actual instalación cuenta con dos aberturas de carga y dos de descarga las cuales se
encuentras distribuidas en la parte inferior del recipiente.
Considerando que las aberturas necesarias son de 101,6 mm (4’’) se procede a la
selección de las bridas de acuerdo con las dimensiones del fabricante.
Teniendo en cuenta los apartados UW-16(g)
del Código que establecen los requerimientos y los
límites y para este tipo de aberturas, se considera el
caso UW-16(g)(2)(b)(2) en el cual el orificio del
recipiente debe ser 6 mm mayor que el diámetro de
la brida y los cordones de soldadura según se
muestran en la Figura 8.1.
Figura 8.1: Dimensiones de soldaduras de acuerdo a la sección UW-16

Elementos funcionales
114
La brida seleccionada es marca BIPETROL y sus dimensiones generales se muestran en
la Tabla 8.1 y se acotan en la Figura 8.2.
Figura 8.2: Dimensiones de la brida
Tabla 8.1: Dimensiones de la brida studding outlet – Serie 300
Brida Espárragos Rosca de espárragos Peso
Diá
met
ro
inte
rior
Diá
met
ro
exte
rior
Esp
esor
Res
alto
Diá
met
ro d
e
la c
oro
na
Diá
met
ro
Nº
Aguje
ros
Pro
fundid
ad
Rosc
a
Fil
etes
por
pulg
ada
Pro
fundid
ad
de
la r
osc
a
B O T R C U V
[in] 4 10 1,75 6,19 7,88 21/32 8 1,31 ¾ 10 0,88 30 lb
[mm] 101,6 254 44,45 157,2 200,15 16,66 8 33,27 19,05 10 22,35 13,6 kg
En la Figura 8.3 se muestra
un esquema de la disposición final
de la brida y de la válvula de exceso
de flujo, que se selecciona en la
sección 8.3, como así también se
acota el diámetro 140G mm del
orificio realizado en el recipiente.
Figura 8.3: Esquema abertura de descarga con válvula de flujo máximo

Elementos funcionales
115
8.3 Selección de válvulas de cierre y de flujo máximo
8.3.1 Selección de la válvula de flujo máximo.
El Código NFPA 59 en el apartado 7.2.6 estipula que toda abertura en el recipiente
mayor a una perforación de una mecha Nº 54 (1,5 mm) debe contar con válvula de cierre; y
todas las aberturas de carga y descarga deben contar además con válvulas de flujo máximo. El
flujo máximo de la válvula para el diámetro de la tubería queda estipulado por el Código y la
válvula debe estar montada en la ubicación más cercana al recipiente.
Figura 8.4: Válvula de exceso de flujo UNIONSUD E99C
Se selecciona una válvula de exceso de flujo para instalación en recipientes con brida
studding outlet de la marca UNIONSUD, modelo E99C como se muestra en la Figura 8.4 y
sus características se listan en la Tabla 8.2.
Tabla 8.2: Características de la válvula UNIONSUD E99C
Referenci
a
Conexión
de Entrada
NPT M.
Flujos aproximados de cierre
Liquido (Propano) Vapor (Propano)
GPM m3/min.
Entrada de
25 Psig (1,76 kg/cm2)
Entrada de
100 Psig (7 kg/cm2)
PCH m3/min. PCH m
3/min.
E99C 4" 500 1,89 89000 42 154000 72,64

Elementos funcionales
116
8.3.2 Selección de la válvula de cierre
Las válvulas de cierre son del tipo esféricas y cuentan con un sistema de comando a
distancia accionado por aire comprimido y un sistema complementario del tipo mecánico
accionado por resorte o de manera manual. Los sistemas de comando a distancia disponibles
son de tres tipos, neumáticos, hidráulicos y eléctricos. Se seleccionó el accionamiento por aire
comprimido debido a que la instalación existente ya cuenta con este sistema.
A continuación se selecciona la válvula y de acuerdo con los requerimientos de torque
para su accionamiento se seleccionan los sistemas de comando.
Figura 8.5: Dimensiones de la válvula de cierre ESFEROMATIC
En la Tabla 8.3 se muestran las dimensiones de la válvula de cierre esférica marca
ESFEROMATIC de 4’’ Serie 300 y paso total, esquematizada en la Figura 8.5.
Tabla 8.3: Dimensiones de la válvula de cierre de esfera guiada ESFEROMATIC
Ø Serie A C E G L * Mod K M N R S T U V
4"
150 229 129 100 156 229 SL 261 301,50 65 236 305 190,50 8 19
300 254 187 100 168 306 SL 308 353 79,50 327 305 200 8 22
600 273 247 100 178 432 LP 310 372 125 273 400 216 8 25
* Nota: SL Única longitud de válvula según ANSI B16.10. LP Longitud de válvula larga según ANSI B16.10
Unidades no especificadas [mm]

Elementos funcionales
117
A continuación se verifica el torque necesario para el accionamiento de la válvula con el
fin de seleccionar los actuadores adecuados, para esto se ingresa al gráfico de la Figura 8.6 en
donde se muestra el toque de accionamiento en función de la presión de operación.
Como se puede apreciar en el gráfico de la Figura 8.6 para una válvula de 4’’ de paso total
para la presión de diseño 17,6 kg/cm2 (17,26 bar) se tiene un torque de operación máximo de
1,85 kg-m y considerando que la válvula opera con propano este valor se debe incrementar un
30 % (por tratarse de una gas seco), por lo que el torque máximo para la selección del
actuador es 23,54 N-m (2,4 kg-m).
Presión [bar] →
0 50 100 150 200 250
Figura 8.6: Torque de accionamiento de válvulas ESFEROMATIC
Con el torque necesario para el accionamiento se procede a la selección del sistema de
accionamiento neumático de simple efecto con cierre por resorte, marca BIFFI. En la Tabla
8.4 se especifican los torques suministrados a diferentes presiones de trabajo por diferentes
modelos.
100
10
1
0,1
To
rqu
e [
kg
-m]
→
17
,26
1,85

Elementos funcionales
118
Tabla 8.4: Torque de salida [Nm] en función de la presión de suministro [bar]
Presión de suministro [bar]
3 3,5 4 4,5 5 5,5
Modelo MOP BTC ETC BTO ETO BTO ETO BTO ETO BTO ETO BTO ETO BTO ETO
14-S1-J1 12 42 25 41 21 54 35 67 48 80 61 94 75 107 88
15-S2-A1 12 51 32 61 40 80 59 98 77 116 95 135 114 153 132
15-S2-B1 12 89 51 - - - - 77 35 95 54 114 72 132 90
MOP: Máxima presión de operación
BTC: Freno de cierre
ETC: Fin de cierre
BTO: Freno de apertura
ETO: Fin de apertura
En la Tabla 8.5 se muestran las dimensiones del accionador BIFFI 15-S2 A1
representadas en la Figura 8.7.
Figura 8.7: Dimensiones del accionador neumático de simple efecto
Tabla 8.5: Dimensiones del actuador neumático de simple efecto en [mm]
Modelo A D E ØN ØL Peso [kg] Revoluciones
por acción
15-S2_A1 721 175 546 13 200 19 43

Elementos funcionales
119
8.4 Dimensionamiento y selección de válvulas de alivio
8.4.1 Selección de las válvulas de alivio
La sección 10.2.2 B del Código NFPA 59 establece que todo recipiente de más de
151 m3 debe poseer válvulas de alivio exteriores de tipo POP o a resorte. Por lo tanto se
procede a determinar el flujo máximo a evacuar por medio de la expresión [8.1] establecida
en la sección 10.2.3 de dicho Código.
0,8253,632 xMAF A [8.1]
2( ) 11 (56,76 11) 2341,57x x A πD L D π ft [8.2]
0,82 3 353,632 (2341,57) 31075,6 / 880 /x MAF ft min m min [8.3]
2
donde: Flujo máximo de aire.
Área total exterior del recipiente expresada en .
55,76 Largo del recipiente.
11 Diámetro del recipiente.
MAF
A ft
L ft
D ft
El flujo máximo de aire calculado, es a la temperatura de 16 ºC y 0.101 MPa de presión
absoluta; y una vez obtenido este valor se ingresa a la Tabla 8.6 para determinar el modelo de
la válvula necesaria de acuerdo al caudal.
En la Tabla 8.6 se muestran tres modelos de válvulas que calibradas a la presión de
diseño de 17,6 kg/cm2 permiten evacuar un flujo menor al necesario, por lo que se debe
emplear un soporte múltiple con el fin de lograr el caudal requerido.
Tabla 8.6: Caudal de válvulas de alivio UNIONSUD [m3/mín]
Presión de apertura [kg/cm2 ] 11 14 17,6 20 22
S330 99 134 164 180 188
S335 110 142 175 198 220
S345 195 248 292 325 360
En este caso al seleccionar la válvula de mayor caudal en una configuración de soporte
múltiple con tres válvulas simultaneas el caudal máximo que se logra es levemente inferior al
requerido calculado en [8.3] (880 m3/min) por lo que se propone seleccionar dos sistemas de
soporte múltiple con lo que se puede reducir a un modelo de válvula de menor caudal. La
configuración definitiva consta de dos soportes múltiples MU 4000 de la marca UNIONSUD
como el que se muestra en la Figura 8.8 y 6 válvulas modelo S330 mostradas en la Figura 8.9
con un caudal total en simultáneo de 984 m3/min ( = 6 x 164) y dos válvulas extras de respaldo.

Elementos funcionales
120
Figura 8.8: Soporte múltiple MU 4000 Figura 8.9: Válvula de alivio S330
Como se puede apreciar en la Figura 8.8 el soporte consta de 4 conexiones para válvulas,
permitiendo un funcionamiento en simultáneo de 3 válvulas y una extra que permite el reemplazo
de cualquiera sin necesidad dejar el recipiente fuera de servicio. El soporte cuenta con una brida
de 4’’ Serie 300 para ser montado sobre el recipiente y las salidas de las válvulas deben estar
situadas 2,2 m por sobre la superficie del recipiente, según lo establece la sección 10.7.1 C del
Código. Para lograr esta altura se emplean tubo de extensión independiente para cada válvula.
8.4.2 Dimensionamiento de la abertura para válvulas de alivio.
El diámetro de las aberturas es 101,6 mm (4’’) y se ejecuta con bridas con tuberías de
acero SA-106 STD de 4’’. Las características del tubo se muestran en la Tabla 8.7.
Tabla 8.7: Características del tubo SA-106 GºA NPS 4’’ STD
Diámetro
nominal
Diámetro
exterior
Espesor de
pared
Peso del tubo 6 m
Negro Galvanizado
Largo del
tubo
Presión de
prueba
[in] [mm] [in] [mm] [in] [mm] [kg] [kg] [m] [psi] [MPa]
4 102 4,5 114,3 0,237 6,02 96,4 99,6 6 1900 13,1

Elementos funcionales
121
En la Tabla 8.8 se muestra la composición del acero SA-106 GºA y en la Tabla 8.9 sus
propiedades mecánicas.
Tabla 8.8: Composición química del material SA – 106 GºA
Material C máx. (%) Mn máx. (%) P máx. (%) S máx. (%) Si máx. (%)
SA-106 GºA 0,25 0,27 – 0,93 0,035 0,035 0,10
Tabla 8.9: Propiedades mecánicas del material SA – 106 GºA
Material Rotura
RT mín. (MPa) Fluencia
R0,2 mín. (MPa) Tensión Admisible
(MPa)*
SA-106 GºA 330 206 95
* Según Código ASME Subparte 1, Sección II, Parte D
8.4.3 Selección de la brida
Para este caso se selecciona una brida tipo welding neck de 4’’ y sus dimensiones se
muestran en la Tabla 8.10. Teniendo en cuenta lo analizado en el Capítulo IV, se emplea una
brida de Serie 300.
Tabla 8.10: Dimensiones de bridas Serie 300
Diá
met
ro n
om
inal
del
tubo
Diá
met
ro
exte
rior
Esp
esor
mín
imo
Diá
met
ro d
el r
esal
to
Diá
met
ro e
n la
bas
e del
cubo
Alturas a
través del
cubo
Diámetro
interior
Plantilla de
perforar
Peso de
la brida
(kg)
WN WN
Diá
met
ro d
e
la c
oro
na
Can
tidad
Diá
met
ro
aguje
ros
WN
O C* R X Y* B D H
4 254,0 31,8 157,2 146,1 85,9 101,3 190,5
8 19,1
7,5 10,00 1,25 6,19 5,75 3,38 4,00 7,5 0,75
Se selecciona una brida tipo welding neck de 4”, Serie 300 de acero SA−105 [8.4]
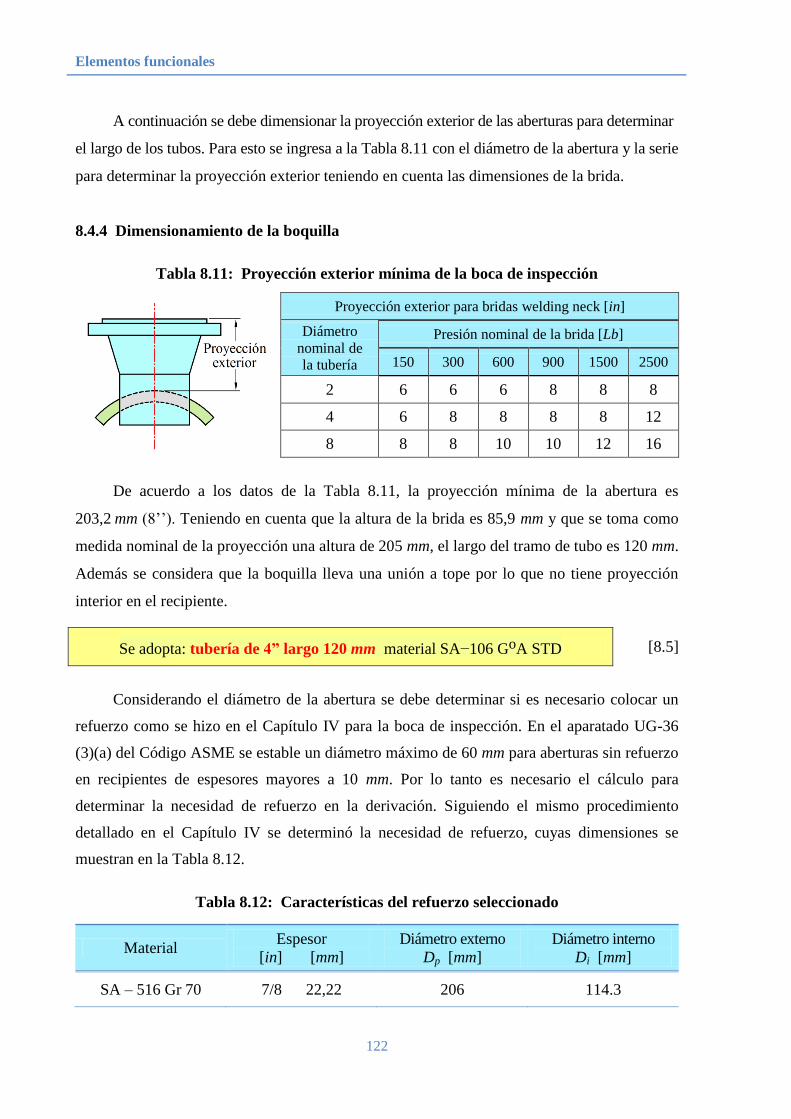
Elementos funcionales
122
A continuación se debe dimensionar la proyección exterior de las aberturas para determinar
el largo de los tubos. Para esto se ingresa a la Tabla 8.11 con el diámetro de la abertura y la serie
para determinar la proyección exterior teniendo en cuenta las dimensiones de la brida.
8.4.4 Dimensionamiento de la boquilla
Tabla 8.11: Proyección exterior mínima de la boca de inspección
XXXXXXXXXXXXXXX
Proyección exterior para bridas welding neck [in]
Diámetro
nominal de
la tubería
Presión nominal de la brida [Lb]
150 300 600 900 1500 2500
2 6 6 6 8 8 8
4 6 8 8 8 8 12
8 8 8 10 10 12 16
De acuerdo a los datos de la Tabla 8.11, la proyección mínima de la abertura es
203,2 mm (8’’). Teniendo en cuenta que la altura de la brida es 85,9 mm y que se toma como
medida nominal de la proyección una altura de 205 mm, el largo del tramo de tubo es 120 mm.
Además se considera que la boquilla lleva una unión a tope por lo que no tiene proyección
interior en el recipiente.
Se adopta: tubería de 4” largo 120 mm material SA−106 GoA STD [8.5]
Considerando el diámetro de la abertura se debe determinar si es necesario colocar un
refuerzo como se hizo en el Capítulo IV para la boca de inspección. En el aparatado UG-36
(3)(a) del Código ASME se estable un diámetro máximo de 60 mm para aberturas sin refuerzo
en recipientes de espesores mayores a 10 mm. Por lo tanto es necesario el cálculo para
determinar la necesidad de refuerzo en la derivación. Siguiendo el mismo procedimiento
detallado en el Capítulo IV se determinó la necesidad de refuerzo, cuyas dimensiones se
muestran en la Tabla 8.12.
Tabla 8.12: Características del refuerzo seleccionado
Material Espesor
[in] [mm]
Diámetro externo
Dp [mm]
Diámetro interno
Di [mm]
SA – 516 Gr 70 7/8 22,22 206 114.3

Elementos funcionales
123
En la Figura 8.10 se muestra un esquema final del sistema de válvulas de alivio.
Figura 8.10: Esquema sistema de válvulas de alivio
8.5 Dispositivos de medición
El Código NFPA 59 requiere que se instalen dispositivos de medición sobre el recipiente.
Debido a que la instalación tiene un sistema de monitoreo y comando a distancia, se cuenta
con sistemas de medición redundantes tanto digitales como analógicos.
8.5.1 Orificios destinados a los dispositivos de medición
Los orificios destinados a accesorios son aquellos que se emplean para la colocación de
manómetros, termómetros y medidores de nivel.
El apartado UG-36(c)(3) del Código ASME establece que los orificios soldados a
recipientes no sujetos a fluctuaciones violentas no requieren refuerzo si no son mayores que:
a) Un diámetro de 89 mm (3½”) en un recipiente de espesor igual o menor a 10 mm (⅜”).
b) Un diámetro de 60 mm (2⅜”) en un recipiente de espesor mayor a 10 mm (⅜”).
Para todos los orificios destinados a los dispositivos de medición rige por lo indicado
anteriormente. Los acoples necesarios se calculan en el punto 8.6.

Elementos funcionales
124
8.5.2 Manómetro
Se selecciona un manómetro KÖNNEN MGS18A150 apto para intemperie construido
en acero inoxidable con cierre bayoneta y con restrictor de caudal. Rosca ½’’ NPT y escala
28 kg/cm2 (400 psi). Al contar con restrictor de flujo se satisface la sección 7.2.6 del Código
NFPA 59. En la Figura 8.11 se muestra el manómetro KÖNNEN.
Figura 8.11: Manómetro KÖNNEN
Como se mencionó anteriormente se dispondrá de un sistema de medición remoto para
el diagnóstico y comando del recipiente a distancia. Para esto se seleccionó un sensor de presión
de la marca HONEYWELL modelo STA740/74L el cual permite censar en un intervalo de 0 a
34,5 kg/cm2 (0 a 500 psi). En la Figura 8.12 se muestra el sensor seleccionado.
Figura 8.12: Sensor de presión HONEYWELL

Elementos funcionales
125
8.5.3 Termómetro
El termómetro seleccionado es analógico y va montado sobre uno de los cabezales en la
parte inferior, de modo que esté en contacto con el líquido del recipiente. El termómetro es de la
marca KÖNNEN modelo TM4G-125K, de 100 mm y rosca ½’’ NPT y bulbo inoxidable de
150 mm con silicona como liquido amortizante, lo que permite utilizarlo en condiciones extremas
(−45°C a 250 °C), pero con un con un rango de medición de temperaturas de −40 a 40 ºC ya
que la temperatura promedio a la que se encuentra el líquido, según datos relevados, ronda los
25°C. En la Figura 8.13 se muestra el termómetro seleccionado con una imagen ilustrativa.
Figura 8.13: Termómetro KÖNNEN
El medidor de nivel descripto en el siguiente punto, cuenta con medición de temperatura
digital para el sistema de monitoreo a distancia.
8.5.4 Medidores de nivel
La sección 7.4 del Código NFPA 59 establece que cada recipiente no refrigerado debe
contar con un medidor de presión aprobado según las siguientes consideraciones.
Si el medidor de presión es del tipo por flotación o por presión diferencial,
también se debe contar con uno de respaldo del tipo de tubo fijo sumergido,
tubo deslizante o rotativo.
Los medidores de columna de vidrio no enlistados no son permitidos.
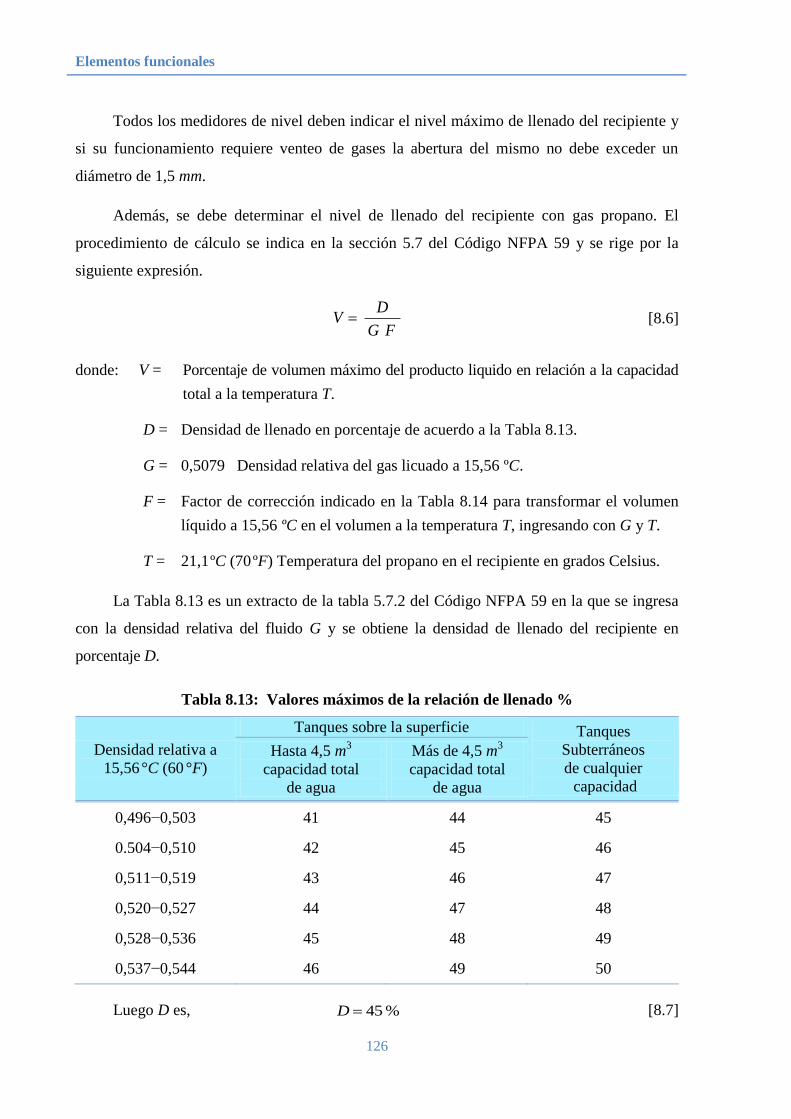
Elementos funcionales
126
Todos los medidores de nivel deben indicar el nivel máximo de llenado del recipiente y
si su funcionamiento requiere venteo de gases la abertura del mismo no debe exceder un
diámetro de 1,5 mm.
Además, se debe determinar el nivel de llenado del recipiente con gas propano. El
procedimiento de cálculo se indica en la sección 5.7 del Código NFPA 59 y se rige por la
siguiente expresión.
D
VG F
[8.6]
donde: V = Porcentaje de volumen máximo del producto liquido en relación a la capacidad
total a la temperatura T.
D = Densidad de llenado en porcentaje de acuerdo a la Tabla 8.13.
G = 0,5079 Densidad relativa del gas licuado a 15,56 ºC.
F = Factor de corrección indicado en la Tabla 8.14 para transformar el volumen
líquido a 15,56 ºC en el volumen a la temperatura T, ingresando con G y T.
T = 21,1ºC (70ºF) Temperatura del propano en el recipiente en grados Celsius.
La Tabla 8.13 es un extracto de la tabla 5.7.2 del Código NFPA 59 en la que se ingresa
con la densidad relativa del fluido G y se obtiene la densidad de llenado del recipiente en
porcentaje D.
Tabla 8.13: Valores máximos de la relación de llenado %
Densidad relativa a
15,56°C (60 °F)
Tanques sobre la superficie Tanques
Subterráneos
de cualquier
capacidad
Hasta 4,5 m3
capacidad total
de agua
Más de 4,5 m3
capacidad total
de agua
0,496−0,503 41 44 45
0.504−0,510 42 45 46
0,511−0,519 43 46 47
0,520−0,527 44 47 48
0,528−0,536 45 48 49
0,537−0,544 46 49 50
Luego D es, 45 %D [8.7]

Elementos funcionales
127
Una vez obtenido el valor de D se ingresa a la Tabla 8.14 la cual es un extracto de la
Tabla B.2 del anexo B del Código NFPA 59 en la que se muestra el factor de corrección F en
función de la temperatura T.
Se considera el nivel de llenado para una temperatura ambiente en condiciones normales
de 21,1ºC ( 70 ºF ).
Tabla 8.14: Factor de corrección del volumen de liquido
Peso Específico a 15,56 °C
Temperatura Observada Propano
0,5079
Iso-Butano
0,5631
n-Butano
0,5844 °F °C
66 18,89 0,990 0,993 0,993
68 20,00 0,986 0,990 0,991
70 21,11 0,983 0,988 0,989
72 22,22 0,980 0,986 0,987
Luego el factor F es,
0,983F [8.8]
Con todos los valores obtenidos se ingresa a la ecuación [8.6] y se obtiene:
45
90,13 %0,5079 0,983x
D
VG F
[8.9]
Para calcular el volumen de gas propano en m3 que contendrá el recipiente Qr se utiliza
la expresión [8.10], donde C es el volumen del recipiente.
390,13
170 153,22100 100
x r
VQ C m [8.10]
Una vez determinado el volumen de llenado del recipiente se procede a la selección de
los instrumentos de medición de nivel.
Como en los puntos anteriores, los medidores de nivel son analógicos y digitales. En el
caso del medidor analógico se selecciona un nivel de columna de vidrio listado de la marca
ARCHON RL Reflex que consta de diez módulos con una altura total de 3550 mm, con
conexiones de ½’’ NPT y cuyas dimensiones se muestran en la Figura 8.14.

Elementos funcionales
128
Figura 8.14: Dimensiones del tubo de nivel ARCHON
El medidor de nivel digital seleccionado es de tipo capacitivo por tubo fijo sumergido
de la marca HONEYWELL modelo Optilevel HLS3010HF cuyas características se muestran
en la Tabla 8.15.
Tabla 8.15: Características sensor Optilevel HLS3010HF
Especificaciones
Exactitud ..................................................... ±10 mm
Resolución ................................................... 0,1 mm
Permeabilidad relativa ................................. 1,5 < Ɛr < 80
Mínimo nivel ............................................... 23 mm sobre el fondo
Rango de medición de temperatura ............. 0 − 100 °C (±1°C)
(−20) − 120 °C (±2°C)
Presión de operación ................................... 25,49 kg/cm2 (25 bar estándar)
Temperatura de operación .......................... −25°C a 60°C para electrónicos
−25°C a 100°C para el sensor
IP ................................................................ 68
Protección contra explosiones .................... Clase de Protección: Eex ia IIB T4 (PBT)
Circuitos del sensor: Zona 0
De acuerdo a las especificaciones para el recipiente el sensor queda codificado como
HHNH301D para ser identificado por el proveedor según sus estándares. En las Figuras 8.15
y 8.16 se muestran las dimensiones del sensor y un esquema de su disposición en el recipiente.
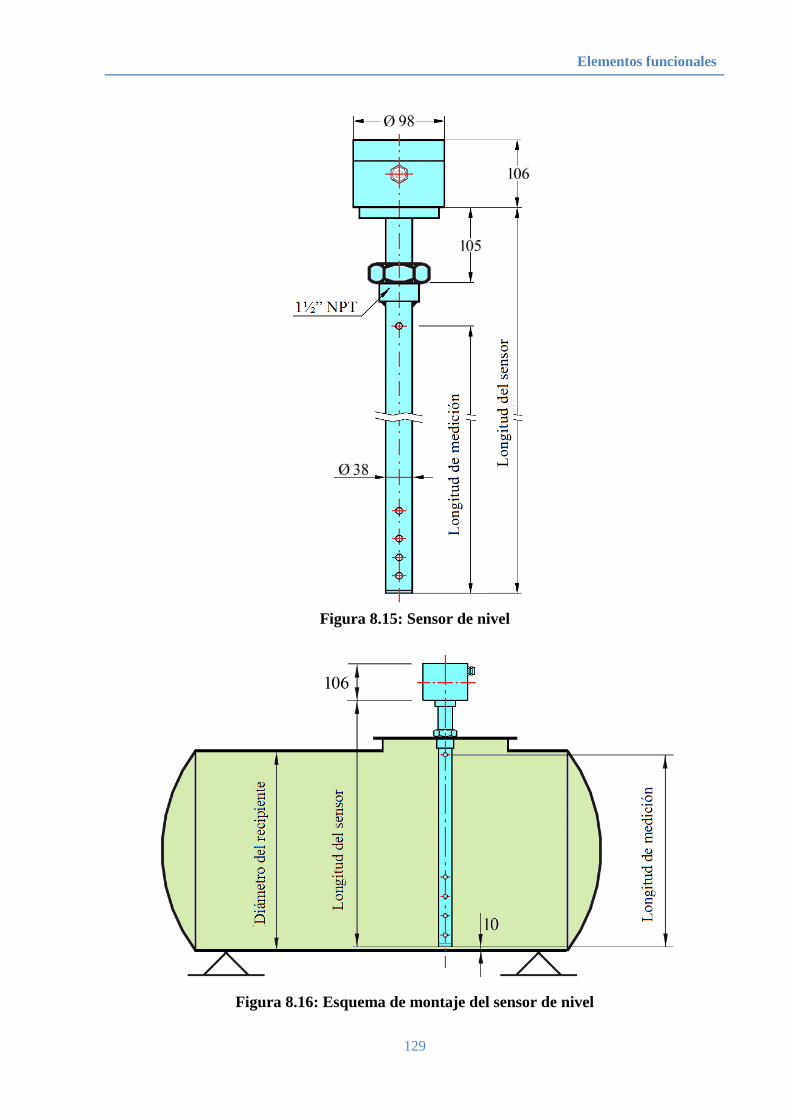
Elementos funcionales
129
Figura 8.15: Sensor de nivel
Figura 8.16: Esquema de montaje del sensor de nivel
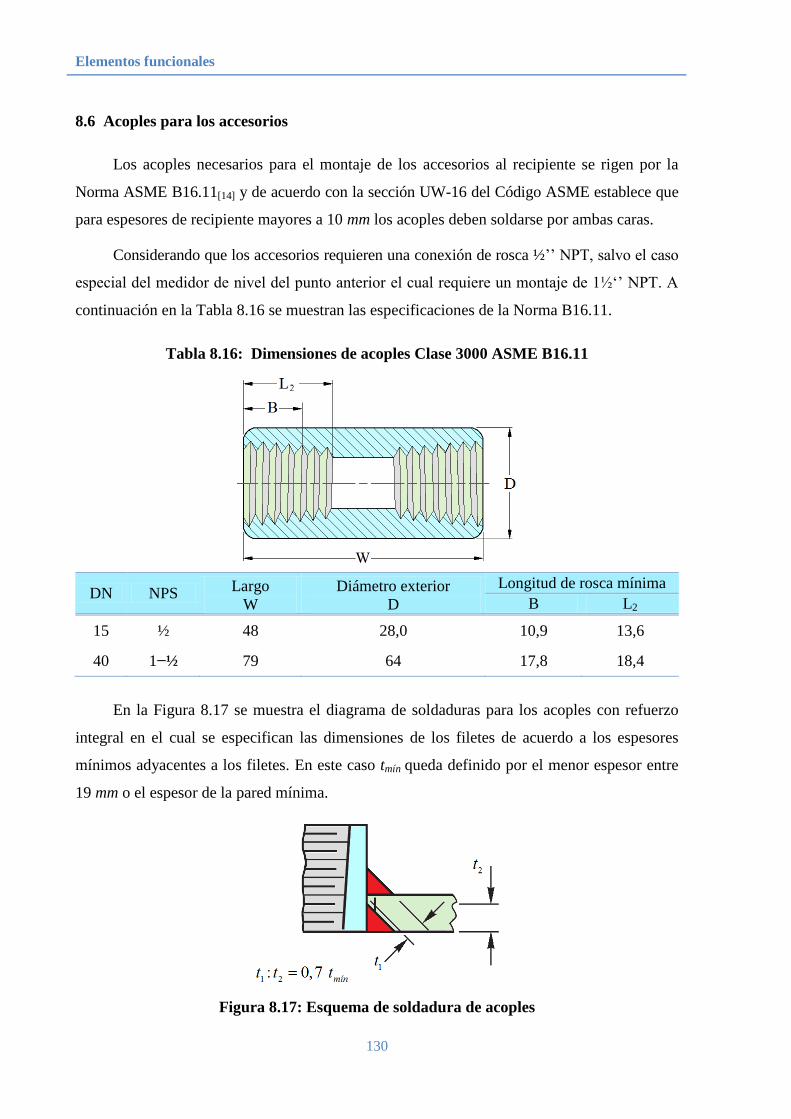
Elementos funcionales
130
8.6 Acoples para los accesorios
Los acoples necesarios para el montaje de los accesorios al recipiente se rigen por la
Norma ASME B16.11[14] y de acuerdo con la sección UW-16 del Código ASME establece que
para espesores de recipiente mayores a 10 mm los acoples deben soldarse por ambas caras.
Considerando que los accesorios requieren una conexión de rosca ½’’ NPT, salvo el caso
especial del medidor de nivel del punto anterior el cual requiere un montaje de 1½‘’ NPT. A
continuación en la Tabla 8.16 se muestran las especificaciones de la Norma B16.11.
Tabla 8.16: Dimensiones de acoples Clase 3000 ASME B16.11
DN NPS Largo
W
Diámetro exterior
D
Longitud de rosca mínima
B L2
15 ½ 48 28,0 10,9 13,6
40 1−½ 79 64 17,8 18,4
En la Figura 8.17 se muestra el diagrama de soldaduras para los acoples con refuerzo
integral en el cual se especifican las dimensiones de los filetes de acuerdo a los espesores
mínimos adyacentes a los filetes. En este caso tmín queda definido por el menor espesor entre
19 mm o el espesor de la pared mínima.
Figura 8.17: Esquema de soldadura de acoples

Elementos funcionales
131
Los acoples previstos son Clase 3000 y deben ser fabricados en acero SA-106, según
especificaciones de la Norma.
En las Figuras 8.18 y 8.19 se muestran los esquemas con las dimensiones que deben
tener los acoples.
Figura 8.18: Acople ½’’ NPT
Figura 8.19: Acople 1-½’’ NPT

Elementos funcionales
132

133
Capítulo IX
Traslado y montaje del recipiente
9.1 Introducción
El presente capítulo tiene por objeto presentar algunos lineamientos para el traslado y el
montaje del recipiente y listar los principales accesorios que serán necesarios. Para ello se
deben analizar todos los pasos que se deben realizar desde que el tanque se monta sobre el
carretón para su transporte, el arribo a la planta, las maniobras necesarias para posicionarlo
cerca del área de izaje, el izaje, la fijación y la conexión de todas las cañerías y periféricos.
9.2 Transporte
Para trasportar el tanque se deberá emplear un carretón de, al menos, 22 m de largo con
la disposición según el esquema de la Figura 9.1. La sujeción del recipiente al carretón se
realizará mediante eslingas en las zonas próximas a los cabezales aprovechando el efecto
rigidizador de los mismos. Colocar eslingas en la zona media podría introducir esfuerzos
perjudiciales para el recipiente durante el transporte.
Figura 9.1: Disposición para el transporte
Debido a la las dimensiones, se trata de un transporte especial por lo que será necesario
la autorización del recorrido por la Dirección Nacional de Vialidad, quien brinda los registro
de alturas de puentes y obstáculos en las rutas.
9.3 Accesos
Como se puede observar en la imagen satelital mostrada en la Figura 9.2, la planta
cuenta con la posibilidad de acceder por 2 rutas, la ruta nacional 19 lindante al sur del predio,
y la provincial 88 al norte.
Debido a la cercanía de la batería de tanques al acceso norte, y que la ruta provincial 88
posee un tráfico prácticamente exclusivo de camiones por su traza, representa la mejor opción
para acceder tanto con el recipiente como con la grúa que será necesaria para el izaje. Otro

Montaje
134
aspecto positivo de este acceso es la consolidación de los caminos internos que proveen una
superficie adecuada para la circulación de vehículos de gran porte.
Figura 9.2: Imagen satelital de los accesos por ruta
9.4 Grúa
Para seleccionar la grúa necesaria para el montaje se deben considerar cuales son las
posibilidades. Por la disposición de la planta lo primero que se plantea es, llegar con el
camión paralelo al tanque a reemplazar y con una grúa de manera perpendicular a este último,
levantarlo desde el camión y posicionarlo sobre los soportes. También se podría llegar
perpendicularmente con el camión por uno de los costados y una vez elevado el recipiente,
con la grúa dispuesta en forma perpendicular al tanque a reemplazar, girar 90° para posicionar
el tanque sobre los apoyos.
Otra opción es realizar la aproximación con el camión de manera paralela al tanque a
reemplazar y con dos grúas posicionadas a los laterales de la batería de tanques, izar y
posicionar el recipiente en los soportes, esta última opción requiere grúas más pequeñas, pero
conlleva mayores riesgos operar con dos grúas a la vez.
Ruta 88
Ruta 19
Tanque a reemplazar

Montaje
135
Por lo antes expuesto se optó por verificar si hay disponible en Córdoba una grúa capaz
de realizar lo planteado en la primer opción, para ello se deben definir las distancias a las que
se deberá mover la carga. Debido a que la batería de tanques se encuentra en un terraplén
sobre-elevado respecto del resto del terreno de la planta, se debe tener en cuenta que el
camión no se puede colocar a menos de 1,2 m de los soportes. El camión con el tanque tiene
un ancho de 4 m, a esto se le debe sumar que las grúas tienen aproximadamente 5 m desde la
parte posterior hasta el centro de carga y se debe tener en cuenta el radio del tanque,
considerando todo esto la grúa debe soportar la carga a una altura de aproximadamente 12,5 m.
A fin de determinar cuánto se debe elevar el recipiente con respecto del nivel de suelo donde
se emplaza la grúa se debe sumar el alto del terraplén que es de 0,3 m, el alto de los soportes
de 2,5 m y como el recipiente estará soportado por sunchos de 12 m de componente oblicua, la
componente vertical es de 9 m totalizando casi 12 m.
Además de las distancias para la selección de la grúa se debe considerar el peso que se
necesita manipular. Considerando que el tanque pesa aproximadamente 37 Tn como se
calculó en el Capítulo VII y las silletas pesan 700 kg cada una, la carga a izar no llega a
39 Tn, por lo tanto para mantenernos del lado seguro y previendo el peso adicional debido a
eslingas y demás accesorios necesarios para el izaje consideraremos como carga neta a
manipular de 39 Tn.
Consultando los catálogos de las grúas disponibles en una empresa de Córdoba, se
obtuvo el gráfico de carga para una grúa Liebherr LTM 1160-1. Esta es la grúa más grande
disponible, que puede izar hasta un máximo de 160 Tn, pero para la configuración adoptada la
capacidad de izaje queda limitada 40,5 Tn como se observa en el gráfico de la Figura 9.3 y se
corrobora con la Tabla 9.1.
Cabe mencionar que en el gráfico de la Figura 9.3 ingresamos con las dos distancias
(horizontal = 12,5 m y vertical = 12 m), una vez alcanzado el punto de intersección se debe
trazar una línea vertical y donde intersecta a la curva inmediata superior se obtiene el valor.
Sin embargo con la tabla es más simple acceder a los datos necesarios ya que en la
primer columna se tiene los valores de desplazamiento horizontal, y las columnas siguientes
corresponden a las distintas elongaciones de la pluma, por lo que una vez localizada la
distancia horizontal se busca el valor de carga permitido, en este caso con la pluma sin
extender, es decir a 13,5 m sería suficiente para los requerimientos, sin embargo por
restricciones físicas la tabla muestra que se debe utilizar como mínimo con la pluma con la
primera elongación alcanzando los 18 m.
Es importante tener en cuenta que para poder maniobrar con la carga izada, con una
mayor seguridad y con precisión, se deberán emplear aparejos a cable.

Montaje
136
Figura 9.3: Gráfico de capacidad de carga en función a la distancia.
Tabla 9.1: Cargas admitidas según relación altura-desplazamiento
12 m
12,5 m

Montaje
137
9.5 Eslingas
Al seleccionar las eslingas con las cuales se levantará el tanque, adoptamos eslingas del
tipo amorfas de fibras sintéticas en configuración sin fin, debido a que se propone utilizarlas
sujetas directamente al gancho de la grúa. Se prevé que actuarán en un ángulo de 30°. Como
se ve en la Tabla 9.2 extraída del catálogo de la marca STOGUE el modelo AP20MAG-7 para
los 30° soporta 20 Tn y como se prevé colocar una pasando por detrás de cada silleta se podría
levantar 40 Tn. Considerando que la carga calculada en el Capítulo VII es menor a las 39 Tn,
se concluye que este modelo es adecuado. Las eslingas deben tener una longitud 25 m de
largo el lazo cerrado (50 metros desarrolladas).
Tabla 9.2: Capacidad de eslingas redondas de fibra sintética tipo Sin Fin
Modelo
Ancho
de carga
Peso por
metro útil Tipo de
Cobertura
Tiro
Vertical Lazo
Tiro
en U Forma de U [kg]
[mm] [kg] [kg] [kg] [kg] 60º 45º 30º
AP15MAG-7 95 3,3 Cinta 15000 12000 30000 25980 21210 15000
AP20MAG-7 115 4 Cinta 20000 16000 40000 34640 28280 20000
AP30MAG-7 130 6,5 Cinta 30000 24000 60000 51960 42420 30000
9.6 Preparación de la planta
Para poder realizar el montaje, primero se debe identificar si existen elementos en la
planta que interfieren al realizar dicha tarea. Entrando a la planta por la ruta provincial 88 (ver
Figura 9.2), el acceso hasta el área de trabajo está despejado.
Referido a la batería de tanques, cuentan con una plataforma de acceso a la zona
superior, que deberá ser retirada junto a su respectiva escalera de acceso, también se deberá
desconectar la red anti-incendios. Cabe destacar que esta red ha sido prevista para permitir la
realización labores de mantenimiento. Existen llaves de seccionamiento, que permiten cortar
el suministro y sacar de servicio solo el tramo destinado a cada tanque. De ese modo se dispone
del resto de los sistemas activos, tanto sobre los otros tanques como en las torretas hidrantes.
La planta cuenta con la posibilidad de vaciar toda la batería de tanques y derivar todo el
gas propano a las esferas de la parte posterior de la planta, lo que permite disminuir los
riesgos al realizar trabajos como los necesarios para la instalación del nuevo recipiente.

Montaje
138
Una vez vaciada la batería de tanques y retirada la red de incendio, se debe inertizar el
tanque a reemplazar, para luego desmontarlo. Debido a que pesa 35 Tn se puede emplear la
misma grúa y las eslingas que se utilizarán para el montaje del recipiente nuevo.
Una vez desmontado el tanque viejo, se deberá verificar el estado de las placas de
nivelación y la placa de deslizamiento que se encuentran en los soportes de hormigón, como
así también el estado general de la estructura. De estar todo apto, se procederá a engrasar las
placas mencionadas.
Luego de esto se puede montar el tanque nuevo según la disposición del camión y la
grúa ya mencionada, para posteriormente preceder a las tareas de conexión y montaje de los
accesorios y dispositivos de seguridad.
Luego se deben realizar los ensayos de estanqueidad y funcionamientos requeridos por las
regulaciones. Finalmente se deberá volver a montar el sistema de pasarelas y escalera para
acceso a la parte superior, y se realizará la verificación de los sistemas de seguridad, compro-
bando que se encuentran activos para poder poner en funcionamiento el recipiente y acoplarlo
a la instalación de la planta.

139
Capítulo X
Conclusiones
El presente Proyecto Integrador tuvo como objetivo el diseño y la verificación de un
recipiente a presión para almacenamiento de Gas Propano a nivel industrial, bajo el Código
ASME Sección VIII División 1 y las Normas NFPA 59 y NAG 112, respetando ciertos
parámetros para poder reemplazar los tanques ya existentes.
Para el desarrollo de este proyecto se utilizaron muchos conceptos de las asignaturas
que forman parte de la currícula de las carreras de Ingeniería Mecánica y Mecánica
Electricista.
Al relevar las instalaciones se observó que los tanques fueron construidos bajo el código
europeo AD Merkblätter, y al desarrollar el proyecto integrador utilizando el Código ASME
se observaron diferencias importantes.
Durante el desarrollo del proyecto se visualizó rápidamente las grandes diferencias entre
estos dos Códigos, fundamentalmente en cuanto a los espesores mínimos de las chapas de
acero bajo una misma condición de diseño. El mayor espesor requerido por el Código ASME
denota que el mismo es muy conservador. Esto queda demostrado porque los actuales tanques
que se prevé reemplazar siguen con su vida útil luego de varias reválidas, amparadas mediante
ensayos no destructivos, que mostraron poco deterioro de los mismos en sus 49 años de
funcionamiento.
Un aspecto tenido en cuenta durante el desarrollo de este trabajo fue verificar si se
podían reutilizar las construcciones civiles existentes destinadas a tanques diseñados bajo una
normativa diferente, condición que se cumple satisfactoriamente en el nuevo diseño.
La visita a la planta para relevar las instalaciones no solo fue muy importante para el
desarrollo del Proyecto, sino que también nos enriqueció en conocimientos. Además de ver la
instalación que aloja a los recipientes de presión, nos interiorizamos del funcionamiento
global de la misma: desde el poliducto con el que se alimenta, las maniobras necesarias para
la operación de los tanques, los dispositivos de medición y control con que cuentan, las

Conclusiones
140
estrictas Normas de Seguridad e Higiene que deben cumplir los operarios durante los
procesos, hasta las tareas de mantenimiento preventivo y predictivo.
La visita realizada a la fábrica de recipientes fue muy provechosa ya que nos permitió
tomar conciencia de la magnitud del proyecto y a su vez pudimos observar los procesos y
equipamientos que se utilizan actualmente para este tipo de fabricaciones. Sobre todo
obtuvimos información relevante en cuanto a los procesos de soldadura que son un aspecto
crítico en la construcción de recipientes a presión. Esa información se usó como guía para la
selección de los procesos que mejor se ajustan a las necesidades del presente trabajo.
Para realizar este proyecto fue fundamental interactuar con ingenieros en ejercicio con
vasta experiencia en el ámbito universitario como así también con profesionales relacionados
directamente con la industria de los hidrocarburos. Estas relaciones nos permitieron adquirir
los conocimientos necesarios para la resolución del problema técnico planteado, y además
crear relaciones interpersonales que nos ayudarán a desarrollar mejor el ejercicio de nuestra
futura profesión.
El dominio del idioma inglés fue de gran ayuda durante el desarrollo de este proyecto
integrador ya que el mayor volumen de información proviene de Normas y Códigos
internacionales en esa lengua.
También adquirimos una importante práctica en el manejo de Normas y Códigos
referidos al quehacer de la ingeniería mecánica, ya que al aplicar las mismas, frecuentemente
nos remitían a diversos apartados y a veces a otras Normas específicas para casos particulares.
A nivel personal, al finalizar este proyecto sentimos que los conocimientos obtenidos
durante la carrera son suficientes para afrontar problemas reales típicos del ejercicio de la
Ingeniería, y solucionarlos con un uso adecuado de las herramientas disponibles. Esta
experiencia enriquecedora nos brinda la confianza necesaria para afrontar los nuevos desafíos
que tendremos por delante en nuestra vida profesional.
141
Referencias
[1] Código ASME “Code For Pressure Vessels” sección II, VIII, IV división 1 – Edición
2010.
[2] Norma NFPA 59 ‘’Utility LP-Gas Plant Code’’– Edición 2004.
[3] Norma NAG12 ‘’Plantas de almacenamiento de Gases Licuados de Petróleo’’
– Año 1982.
[4] Eugene F. Megyesy – “Pressure Vessel Handbook” – 14ta Edición 2008.
[5] Servicio Meteorológico Nacional http://www.smn.gov.ar
[6] Norma CIRSOC 103 Reglamento Argentino para Construcciones Sismorresistentes
INTI – Edición 2013.
[7] Massa, Julio C. – Giró, Juan F. – Giudici, Alejandro “Compendio de Cálculo
Estructural” Departamento de Estructuras, F.C.E.F.yN. Universidad Nacional de
Córdoba – Año 2015.
[8] Dennis Moss – “Pressure Vessel Design Manual” – 3ra Edición 2004.
[9] Código ASME B16.5 Pipe Flanges and Flanged Fittings – Edición 2003.
[10] Shigley – “Diseño en Ingeniería Mecánica” – 8va Edición 2008.
[11] Norma ANSI AWS A5.175 – “Specification For Carbon Steel Electrodes And Fluxes For
Submerged Arc Welding” – 1998.
[12] Norma ANSI AWS A5.1 / A5.5 – “Specification for Carbon Steel Electrodes for
Shielded Metal Arc Welding” – 2004.
[13] CATIA V5R18 - Software de diseño CAD en 3D - Dassault Systèmes, 2011.
[14] ASME B16.11 ‘’Forged fittings, socket-welding and threaded’’ 2001.

142

143
Bibliografía
Código ASME “Code For Pressure Vessels” sección II, VIII, IV división 1 – Edición
2010.
Norma NFPA 59 ‘’Utility LP-Gas Plant Code’’– Edición 2004.
Norma NAG12 ‘’Plantas de almacenamiento de Gases Licuados de Petróleo’’
– Año 1982.
Eugene F. Megyesy – “Pressure Vessel Handbook” – 14ta Edición 2008.
Servicio Meteorológico Nacional http://www.smn.gov.ar
Norma CIRSOC 103 Reglamento Argentino para Construcciones Sismorresistentes
INTI –
Massa, Julio C. – Giró, Juan F. – Giudici, Alejandro “Compendio de Cálculo
Estructural” Departamento de Estructuras, F.C.E.F.yN. Universidad Nacional de
Córdoba – Año 2015.
Dennis Moss – “Pressure Vessel Design Manual” – 3ra Edición 2004.
Shigley – “Diseño en Ingeniería Mecánica” – 8va Edición 2008.
Norma ANSI AWS A5.1 / A5.5 – “Specification for Carbon Steel Electrodes for
Shielded Metal Arc Welding” – 2004.
ASME B16.11 ‘’Forged fittings, socket-welding and threaded’’ 2001.

144

145
Anexos

146

147
Anexo I

148

149
Anexo II

150

151
Planos

152