radius mill for exotic alloys „wave radius mill“ rsx of corner control has been achieved with...
TRANSCRIPT

P M K N S H
Radius Mill for Exotic Alloys
„Wave Radius Mill“ RSX Series
TOOLING NEWS E-122

2
Ø25 Ø32 Ø40 Ø50 Ø52 Ø63 Ø66 Ø80 Ø100 Ø125 Ø16010 RSX 10000 ES l l12 RSX 12000 ES l10 RSXF 10000 ES l l12 RSXF 12000 ES l10 RSX 10000 RS l l l12 RSX 12000 RS l l l l l l l16 RSX 16000 RS l l l l10 RSXF 10000 RS l l l12 RSXF 12000 RS l l l l l l l16 RSXF 16000 RS l l l l q
10 RSX 10000 M l l12 RSX 12000 M l l10 RSXF 10000 M l l12 RSXF 12000 M l l
1 2 3 4 50
3.000
2.500
2.000
1.500
1.000
500
0
The Wave Radius Mill RSX Series is developed for exotic alloys as well as for stainless steel ma-chining.In combination with the new ACM-grades a high tool life can be achieved.E-class tolerance inserts guarantee good run-out.
Smooth cutting action and low vibration machining provided based on the high rake angle design and high rigidity body.High reliability achieved with ACM100 / ACM200 / ACM300 adopted for exotic alloy machining.Insert positioning mechanism ensures accurate and secure location.
Series
Features
Characteristics
Cutting PerformanceTool Life Comparison (Fracture Resistance) Cutting Resistance Comparison
Cutting Vibration Comparison
RSX
Competitor A
Competitor B
RSX Competitor A Competitor B
RSX Competitor A Competitor B
Vibr
atio
n A
mpl
itute
Cut
ting
Res
ista
nce
(N)
Cutting Distance (m)
Principal ForceFeed ForceBack Force
vc = 200m/min, ft = 0,5mm/t,ap = 2,0mm, ae= 10,0mm,Wet
X5CrNiS1810Ø50
Work Material:Tool: Cutting Data:
Wave Radius Mill
RSX Series
Image InsertSize Cat. No.
External Diameter (mm)
Standard
Standard
Standard
Fine Pitch
Fine Pitch
Fine Pitch
Euro stocklDelivery on requestq
Series
Shank Type
Shell Type
Modular Type

3
ø
ø
ø
RDET10...
25 33,0 40 49 10°30‘32 46,0 54 63 6°45‘40 62,0 70 79 4°30‘50 82,0 90 99 3°15‘52 86,0 94 103 3°10‘
RDET12...
32 41,5 52 63 12°30‘40 57,5 68 79 8°00‘50 77,5 88 99 5°30‘52 81,5 92 103 5°15‘63 103,5 114 125 4°00‘66 109,5 120 131 3°45‘80 137,5 148 159 2°50‘
100 177,5 188 199 2°10‘
RDET16...
63 96,0 110 125 6°00‘80 130,0 144 159 4°10‘
100 170,0 184 199 3°00‘125 220,0 234 249 2°20‘
10nm
M
S
20
30
40
50
600 800 1000 1.200
Coat
ing H
ardn
ess (
GPa)
Starting Temperature for Oxidation (°C)
60New Super ZX Coat
Super ZX Coat
ZX Coat
TiCN
TiNTiAlN
Laminatingcycle to~10nm
Cross Section of Coating
20
30
40
50
0,05 0,10 0,15 0,20
Super FF Coat
Conventional Coating
Coating hardness30% increase.Coating surface roughness50% reduction.
TiCN
Coa
ting
Hard
ness
(GPa
)
TiCN Surface Roughness Ra (µm)
Al2O3
TiCN
Substrate
Cross Section of Coating
Helical Milling
≤ Work Diameter
≥ Work Diameter
Use at α° or lower
Center uncut portion cannot be removed by traverse cut-ting with the same cutter.
Center uncut portion can be removed by traverse cutting with the same cutter.
Insert Cat. No.Helical
Work Diameter
Low Cutting Resistance, Less Vibration High OperabilityLow cutting resistance and low vibration machining have been achieved with super high rake angle design + high rigidity body.
Ease of corner control has been achieved with the adoption of a unique positioning mechanism that is highly precise and highly operable.
High rake angle design A significant increase in back metal thickness
Highly durable body R-shaped pocket
Contact area
LocatorInsert size of 12 and 16mm uses a maximum of 8 corners and an insert size of 10mm uses a maximum of 4 corners.
Various types of processing, such as mould engraving, slant milling and helical processing.
Helical Milling Ramping Recommended Values for Helical and Ramping
ACM100/ACM300
ACM200
New Super ZX CoatThe product series with a coating film hardness approximately 40% higher and an oxidation onset temperature 200°C higher than conventional products.Enables machining at least 1,5 times faster and more efficiently than conventional products.A product life at least twice as long as that of conventional products achieved under the same machi-ning conditions.
Super FF CoatSmooth coating surface provides excellent adhesion and chipping resistance.Improved coating adhesion strength.Harder than conventional coa-tings with hugh improvements in wear resistance.High speed, high effiency machi-ning of more than 1,5 times than of conventional grades possible.Achieving more than double the tool life of conventional grades un-der the same cutting conditions.
C
P
Taper
Min. Optimal Ø Max.Cutter ØDc
Ramping Angle
α°(max)
Stable and Long Tool LifeA long life ensured with the adoption of the ACM series and significant improvements have been made in processing exotic alloy and stainless steel machining.
WorkMaterial Wear Resistance Fracture Resistance
ACM100
ACM200
ACM300
ACM100
ACM200
ACM300
P
P
P
P
C
C
StainlessSteel
ExoticAlloy
C CVD
P PVD
Coating Type:
Various Machining Use
Wave Radius Mill
RSX Series

4
RSX 10040RS l 40 34 40 16 8,4 5,6 18 14 9 4 0,2 110050RS l 50 40 40 22 10,4 6,3 20 18 11 5 0,3 110052RS l 52 40 40 22 10,4 6,3 20 18 11 5 0,4 1
RSXF 10040RS l 40 34 40 16 8,4 5,6 18 14 9 5 0,2 110050RS l 50 40 40 22 10,4 6,3 20 18 11 6 0,3 110052RS l 52 40 40 22 10,4 6,3 20 18 11 6 0,3 1
RSX 12040RS l 40 32 40 16 8,4 5,6 18 13,5 9 3 0,2 112050RS l 50 40 40 22 10,4 6,3 20 18 11 4 0,3 112052RS l 52 40 40 22 10,4 6,3 20 18 11 4 0,3 112063RS l 63 40 40 22 10,4 6,3 20 18 11 5 0,4 112066RS l 66 55 50 27 12,4 7,0 25 20 14 6 0,7 112080RS l 80 55 50 27 12,4 7,0 25 20 14 6 1,0 112100RS l 100 70 50 32 14,4 8,5 32 46 - 6 1,4 2
RSXF 12040RS l 40 32 40 16 8,4 5,6 18 13,5 9 4 0,2 112050RS l 50 40 40 22 10,4 6,3 20 18 11 5 0,3 112052RS l 52 40 40 22 10,4 6,3 20 18 11 5 0,3 112063RS l 63 40 40 22 10,4 6,3 20 18 11 6 0,4 112066RS l 66 55 50 27 12,4 7,0 25 20 14 7 0,7 112080RS l 80 55 50 27 12,4 7,0 25 20 14 7 0,9 112100RS l 100 70 50 32 14,4 8,5 32 46 - 10 1,3 2
RSX 16063RS l 63 50 40 22 10,4 6,3 20 18 11 4 0,5 116080RS l 80 55 50 27 12,4 7,0 25 20 14 5 0,9 116100RS l 100 70 50 32 14,4 8,5 32 46 - 6 1,3 216125RS l 125 80 63 40 16,4 9,5 29 52 29 6 2,6 1
RSXF 16063RS l 63 50 40 22 10,4 6,3 20 18 11 5 0,4 116080RS l 80 55 50 27 12,4 7,0 25 20 14 6 0,8 116100RS l 100 70 50 32 14,4 8,5 32 46 - 7 1,3 216125RS l 125 80 63 40 16,4 9,5 29 52 29 8 2,5 116160RS q 160 130 63 40 16,4 9,5 29 88 - 10 4,8 3
RSX F 12 040 R
CutterSeries
Fine PitchType
InsertSize
CutterDiameter
CuttingDirection
S
Metric
Cutter Identification
Ød4
Ød3
ØD
Ød2
Ød1
a
H
b
Ød3
ØD
Ød2
Ød1
a
b
H
Ød3
ØD
Ød2
Ød1
a
PCD 66,7
b
4-Ø14
H
Fig. 1 Fig. 2 Fig. 3Body – Dimensions
ØD Ød1 H Ød2 a b Ød3 Ød4
No. ofteeth
Weight(kg) Fig.StockCat. No.
Dimensions (mm)Body (RSX10000RS, Standard)
Body (RSXF10000RS, Fine Pitch
Body (RSX12000RS, Standard)
Body (RSXF12000RS, Fine Pitch)
Body (RSX16000RS, Standard)
Body (RSXF16000RS, Fine Pitch)
5mm 6mm 8mm-5°
10°
Radial
AxialRakeAngle
(10000RS) (12000RS) (16000RS)
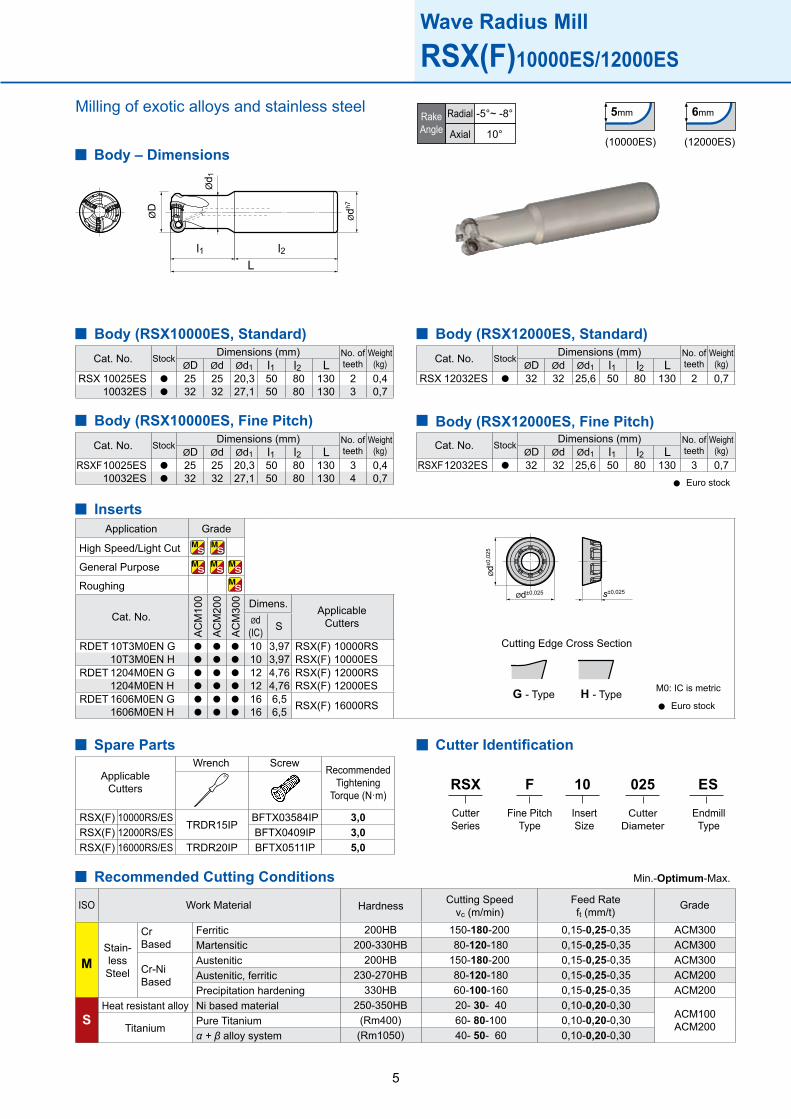
Milling of exotic alloys and stainless steel
Wave Radius Mill
RSX(F)10000RS/12000RS/16000RS
l1
l 1 l 1 l 1
Euro stocklDelivery on requestq
5
RSX 10025ES l 25 25 20,3 50 80 130 2 0,410032ES l 32 32 27,1 50 80 130 3 0,7
RSXF10025ES l 25 25 20,3 50 80 130 3 0,410032ES l 32 32 27,1 50 80 130 4 0,7
RSX 12032ES l 32 32 25,6 50 80 130 2 0,7
RSXF12032ES l 32 32 25,6 50 80 130 3 0,7
200HB 150-180-200 0,15-0,25-0,35 ACM300200-330HB 80-120-180 0,15-0,25-0,35 ACM300
200HB 150-180-200 0,15-0,25-0,35 ACM300230-270HB 80-120-180 0,15-0,25-0,35 ACM200
330HB 60-100-160 0,15-0,25-0,35 ACM200250-350HB 20- 30- 40 0,10-0,20-0,30
ACM100ACM200(Rm400) 60- 80-100 0,10-0,20-0,30
(Rm1050) 40- 50- 60 0,10-0,20-0,30
RSX(F) 10000RS/ESTRDR15IP
BFTX03584IP 3,0RSX(F) 12000RS/ES BFTX0409IP 3,0RSX(F) 16000RS/ES TRDR20IP BFTX0511IP 5,0
RDET 10T3M0EN G l l l 10 3,97 RSX(F) 10000RS10T3M0EN H l l l 10 3,97 RSX(F) 10000ES
RDET 1204M0EN G l l l 12 4,76 RSX(F) 12000RS1204M0EN H l l l 12 4,76 RSX(F) 12000ES
RDET 1606M0EN G l l l 16 6,5 RSX(F) 16000RS1606M0EN H l l l 16 6,5
RSX F 10 025
CutterSeries
Fine PitchType
InsertSize
CutterDiameter
Endmill Type
ES
5mm 6mm-5°~ -8°
10°
Radial
AxialRakeAngle
(10000ES) (12000ES)
Milling of exotic alloys and stainless steel
ØD Ød l1No. ofteeth
Weight(kg)StockCat. No. Dimensions (mm)
Ød1 L ØD Ød l1No. ofteeth
Weight(kg)StockCat. No. Dimensions (mm)
Ød1 L
ØD Ød l1No. ofteeth
Weight(kg)StockCat. No. Dimensions (mm)
Ød1 L ØD Ød l1No. ofteeth
Weight(kg)StockCat. No. Dimensions (mm)
Ød1 L
Application Grade
High Speed/Light Cut
Work Material Hardness Cutting Speedvc (m/min)
Feed Rateft (mm/t)
GradeISO
M
S
FerriticMartensiticAusteniticAustenitic, ferriticPrecipitation hardeningNi based material Pure Titaniumα + β alloy system
Titanium
CrBased
Cr-NiBased
Heat resistant alloy
Stain-lessSteel
Min.-Optimum-Max.Recommended Cutting Conditions
Spare Parts Cutter Identification
Body (RSX10000ES, Standard)
Body (RSX10000ES, Fine Pitch)
Body (RSX12000ES, Standard)
Body (RSX12000ES, Fine Pitch)
Inserts
General Purpose
Roughing
Wrench ScrewApplicable
Cutters
Recommended Tightening
Torque (N·m)
ØD
l1L
Ødh7
Ød 1
Cat. No.
AC
M10
0
AC
M20
0
AC
M30
0 Dimens. ApplicableCutters
Wave Radius Mill
RSX(F)10000ES/12000ES
Ød(IC) S
G - Type H - Type
Cutting Edge Cross Section
s±0,025Ød±0,025
Ød±0
,025
Euro stockl
M0: IC is metric
l2
l2 l2
l2l2
Body – Dimensions
Euro stockl

6
RSX 10025M12Z2 l 25 12,5 M12 56 35 5 21 10 19 2 0,110032M16Z3 l 32 17,0 M16 63 40 5 23 10 24 3 0,2
RSX 12032M16Z2 l 32 17,0 M16 63 40 5 23 10 24 2 0,212040M16Z3 l 40 17,0 M16 63 40 5 23 10 24 3 0,3
RSXF10025M12Z3 l 25 12,5 M12 56 35 5 21 10 19 3 0,110032M16Z4 l 32 17,0 M16 63 40 5 23 10 24 4 0,2
RSXF12032M16Z3 l 32 17,0 M16 63 40 5 23 10 24 3 0,212040M16Z4 l 40 17,0 M16 63 40 5 23 10 24 4 0,3
RDET 10T3M0EN G l l l 10 3,97 RSX(F)10000M10T3M0EN H l l l 10 3,97RDET 1204M0EN G l l l 12 4,76 RSX(F)12000M1204M0EN H l l l 12 4,76
RSX(F) 10000MTRDR15IP
BFTX03584IP 3,0RSX(F) 12000M BFTX0409IP 3,0
5mm 6mm-5°~ -8°
10°
Radial
AxialRakeAngle
(10000M) (12000M)
Body (RSX10000M, Standard) Body (RSX12000M, Standard)
Modular Tools
Wave Radius Mill
RSX(F)10000M/12000M
ØD
Ød
Sl1l2
l3L
MW
RSX F 10 025 M12 Z3
Cutter Identification
CutterSeries
Fine PitchType
InsertSize
CutterDiameter
Mounting Screw Size
No. ofTeeth
Wrench ScrewApplicable
Cutters
Recommended Tightening
Torque (N·m)
Spare Parts
Application Grade
High Speed/Light Cut
General Purpose
Roughing
Cat. No.
AC
M10
0
AC
M20
0
AC
M30
0 Dimens. ApplicableCutters
Inserts
Ød(IC) S
G - Type H - Type
Cutting Edge Cross Section
s±0,025Ød±0,025
Ød±0
,025
M0: IC is metric
Euro stockl
Body (RSX10000M, Fine Pitch) Body (RSX12000M, Fine Pitch)
Euro stockl
ØD Ød LNo. ofTeeth
Weight(kg)St
ock
Cat. No. Dimensions (mm)M Wl1 l2 l3 S
ØD Ød LNo. ofTeeth
Weight(kg)St
ock
Cat. No. Dimensions (mm)M Wl1 l2 l3 S
ØD Ød LNo. ofTeeth
Weight(kg)St
ock
Cat. No. Dimensions (mm)M Wl1 l2 l3 S
ØD Ød LNo. ofTeeth
Weight(kg)St
ock
Cat. No. Dimensions (mm)M Wl1 l2 l3 S

7
MA 23M12L200C l M12 12,5 23 200 10 22 235MA 23M12L250C l M12 12,5 23 250 10 22 285MA 25M12L200C l M12 12,5 25 200 10 22 235MA 25M12L250C l M12 12,5 25 250 10 22 285MA 28M16L200C l M16 17,0 28 200 10 24 240MA 28M16L300C l M16 17,0 28 300 10 24 340MA 32M16L200C l M16 17,0 32 200 10 24 240MA 32M16L300C l M16 17,0 32 300 10 24 340
MA 25M12L200S l M12 12,5 25 200 10 22 235MA 32M16L200S l M16 17,0 32 200 10 24 240
M12 80 10 19M16 90 10 24
Arbor Identification
MA 23 M12 L200 C
CutterSeries
Shank Diameter
Mounting Screw Size
Arbor Length
Material:C: CarbideS: Steel
Recommended Tightening TorqueNotes about tightening the head:
When attaching the cutter head to an arbor, follow the recommended tightening torque (table left).Confirm the mounting screw size for the head and the arbor before assembly.
ScrewSize
RecommendedTightening Tor-
que (N·m)
Tool Dimensions
W S
Special Arbors for Modular Tools
(Modular tool head + arbor)LM
Modular Tool System
ØDØdStockCat. No. Dimensions (mm)M l2 LMl1L ØDØdStockCat. No. Dimensions (mm)
M l2 LMl1L
Carbide Arbor Steel Arbor
Wave Radius Mill
RSX Series
Carbide Arbor
Steel Arbor
Ød
ØD
h7
Ll1 l2
M
Euro stockl

8
RSXF12050RS
RDET1204M0EN G Ø12
Ø50 Ø50
5 5
ACM300 (PVD) (CVD)
300 300
0,35 0,35
2,0 2,0
50,0 50,0
RSX12050RS
RDET1204M0EN G Ø12
Ø50 Ø50
4 5
ACM200 (CVD) (CVD)
70 50
0,45 0,15
1,5 1,5
50,0 50,0
Application ExampleDetail
Body
Insert
Diameter (mm)
No. of Teeth
Grade
Cutting Speed (m/min)
Feed (mm/t)
Axial Cutting Depth (mm)
Cutting Width (mm)
Coolant
Results
Detail
Body
Insert
Diameter (mm)
No. of Teeth
Grade
Cutting Speed (m/min)
Feed (mm/t)
Axial Cutting Depth (mm)
Cutting Width (mm)
Coolant
Results
RSX Type Competitor
Air Blow Air Blow
Cutter Ø50
RSX Type Competitor
Dry Dry
Cutter Ø50
Tool
CuttingConditions
Tool
CuttingConditions
Ensuring a life approximately 1,2 times longer than competitor‘s.
Ensuring a life approximately 2 times longer than competitor‘s.
Generator parts / X12CrNi25-21
Generator parts / Inconel 718
(Germany)SUMITOMO ELECTRIC Hartmetall GmbH
Siemensring 84, D - 47877 Willich
Tel. +49(0)2154 4992-0, Fax +49(0)2154 41072e-Mail: [email protected]: www.sumitomoTool.com
(UK and Ireland)SUMITOMO ELECTRIC Hardmetal Ltd.Summerleys Road, Princes Risborough
Buckinghamshire HP27 9PW, UK
Tel. +44(0)1844 342081, Fax: +44(0)1844 342415e-Mail: [email protected]
Internet: www.sumitomo-hardmetal.co.uk
Distributed by:
Wave Radius Mill
RSX Series
E-122-05/14-MD-LU