recent development of fiber reinforced composite materials · recent development of fiber...
TRANSCRIPT

Seediscussions,stats,andauthorprofilesforthispublicationat:http://www.researchgate.net/publication/263351638
RecentDevelopmentofFiberReinforcedCompositeMaterials
CHAPTER·JULY2014
DOWNLOADS
260
VIEWS
51
2AUTHORS:
HimadriDas
NorthEasternRegionalInstituteo…
6PUBLICATIONS0CITATIONS
SEEPROFILE
DipulKalita
CSIR-NorthEastInstituteofScienc…
17PUBLICATIONS62CITATIONS
SEEPROFILE
Availablefrom:DipulKalita
Retrievedon:21July2015

441
13
Recent Development of Fiber Reinforced Composite Materials
Himadri Das and Dipul Kalita*
CSIR- North East Institute of Science and Technology, Assam, India
AbstractNatural fi bers such as jute, coir, sisal, pineapple, ramie, bamboo, banana, etc., have
been the focus in the development of natural fi ber composites; primarily in value
added application. Th e versatile material system so developed has potential for
wood substitute applications like door shutters, fl ooring tiles, roofi ng sheets, parti-
tions, etc., and is envisaged to signifi cantly contribute towards forest conservation
and environmental protection. Polyester resin of fi re retardant grade was used for
preparing the composite. In the polymerization process, cobalt naphthonate and
methyl ethyl ketone peroxide (MEKP) as catalyst were used. Th e study reveals
that the developed polymer–natural fi ber–industrial (inorganic) wastes (fl y ash,
red mud) composites attain far superior mechanical properties and resistance to
abrasive wear, fi re, water absorption, weathering and chemical attack, as compared
to their conventional counterparts such as wood, medium density fi ber (MDF)
boards, particle boards, etc. Relevant engineering properties such as physical and
mechanical resistance to abrasive wear, weathering, fi re, etc., of the plant fi ber-rein-
forced polymer matrix composites so synthesized were characterized. Th e eff ects
of fi ber content, matrix type and interfacial bonding on the tensile and fl exural
properties of these composite materials have been determined through extensive
testing at diff erent conditions. Th e mechanical properties of natural fi bers were
improved by using a chemical treatment process and improved the mechanical
properties of composite materials. Shrinkage of fi bers during this process has sig-
nifi cant eff ects on the fi ber structure, as well as on the mechanical fi ber properties,
such as tensile strength and modulus. Th e tensile strength, initial modulus and
elongation at break were evaluated for untreated and treated fi bers. One of the cur-
rent studies, which focused on thermoplastics, utilizing natural fi ber compounded
with a thermoplastic resin (polyethylene, polypropylene, PVC, etc.), has yielded
*Corresponding author: [email protected]; [email protected]
Ashutosh Tiwari and Anthony P.F. Turner (eds.) Biosensors Nanotechnology, (441–496) 2014
© Scrivener Publishing LLC

442 Biosensors Nanotechnology
excellent wood substitute. Th e development of green reinforced composites for a
wide range of applications is also a recent trend. Th ere have been eff orts to develop
new pathways to produce natural polymers with better mechanical properties and
thermal stability using nanotechnology; and to use natural polymers to make bio-
degradable plastics and their composites with lignocellulosic fi bers. In the pro-
duction of composite board, phenol formaldehyde and urea formaldehyde are
the most used thermosetting resins and many researchers have produced particle
boards from lignocellulosic materials. Th e suitability of particle board for interior
and exterior use is based on the water absorption and swelling in water. From the
increase in mass and dimensions, the percent water absorption and percent swell-
ing along surface and thickness were calculated. Board prepared with a mixture of
UF and PF resins in diff erent proportions gave variable MOR and water absorp-
tion properties. Studies strongly suggest that newly developed plant fi ber or indus-
trial waste-reinforced polymer composite materials are quite capable of serving as
a potential cost and energy eff ective, technologically viable and attractive option
to conventionally used wood and other identical materials. Th is chapter includes
an overview of the developments made in the area of fi ber reinforced composites,
in terms of market, processing methods, matrix-reinforcement systems, morphol-
ogy, properties and product development. Some critical issues and future works
are also discussed.
Keywords: Medium density fi ber (MDF), MOR, UF and PF resins, matrix-
reinforcement
13.1 Introduction
Th ree-thousand years ago natural fi bers were used for the fi rst time in composite systems in ancient Egypt, where straw and clay were mixed together to build walls. Over the last decade, polymer composites rein-forced with natural fi bers have received ever-increasing attention, both from the academic world and from various industries. Th ere are a wide variety of diff erent natural fi bers which can be applied as reinforcement or fi llers. Increased environmental consciousness throughout the world has developed an increasing interest in natural fi bers and their applications in various fi elds. Natural fi bers are now considered an important fi eld.
Environmental and economical concerns are stimulating research in the development of new materials for construction, furniture, packaging and automotive industries. Particularly attractive are the new materials, a good part of which are based on natural renewable resources, thereby preventing further stresses on the environment caused by the depletion of dwindling wood resources from forests. Examples of such raw material sources are annual growth native crops plant fi bers, which are abundantly available

Recent Development of Fiber Reinforced Composite Materials 443
in tropical regions. Th ese plant fi bers (like jute and sisal) have been used for hundreds of years for many applications such as in ropes, beds, bags, etc. If new uses of fast growing, native plants can be developed for high-value, non-timber-based materials, there is a tremendous potential for cre-ating jobs in the rural sector. Th ese renewable, non-timber-based materials could reduce the use of traditional materials such as wood, minerals and plastics for some applications.
Research on natural fi ber composites has existed since the early 1900s but has not received much attention until late in the 1980s. Composites, primarily glass but including natural reinforced composites, are found in countless consumer products including boats, skis, agricultural machinery and cars [1–3]. A major goal of natural fi ber composites is to lessen the need to use expensive glass fi ber ($3.25/kg), which has a relatively high density (2.5 g/cm3) and is dependent on nonrenewable sources [1, 3].
Plant waste fi bers can be described as lignocellulosic, i.e., resources com-prised primarily of cellulose, hemicelluloses and lignin. Lignocellulosics include wood, agricultural residues, water plants, grasses and other plant substances [4]. In the building materials industry, the “term” composite is oft en used in a board sense to describe woody materials bonded together by adhesives covering the entire gamut of plywood, oriented strand board, wafer board, fi ber board and other types of paneling products. Such nat-ural fi ber thermoplastic composites fi nd a wide array of applications in the building and construction industry such as door and window frames, decking material, railings for parapet wall systems, furniture sections (park benches, etc.) and others. Th ese can also cater to a number of industrial applications. All such products are fabricated by extrusion through prop-erly designed dies. Th ermoplastic composite is consistent and uniform in properties due to intimate compounding of resin and natural and natu-ral fi ber/ fi ller. While positioned against wood, they score much better in terms of dimensional stability, no water absorption and hence, no swelling in moist weather, better fungal resistance, reduced thermal linear expan-sion, etc. Th e workability of the composite is also quite good in terms of its ability to be sawn and nailed or screwed by conventional methods.
Plant waste fi bers have the composition, properties and structure that make them suitable for uses such as composite, textile and pulp and paper manufacture. Biomass, including agricultural crops and residues, forest resources and residues, animal and municipal wastes, is the largest source for cellulose in the world. Organic plant waste such as oil palm, pineapple, banana and coconut fi ber are annually renewable, available in abundance and of limited value at present. Th ese lignocellulosic by-products could be a principle source for fi bers, chemicals and other industrial products [5].

444 Biosensors Nanotechnology
Th e use of natural fi bers as reinforcing materials in both thermoplastics and thermoset matrix composites provides positive environmental ben-efi ts with respect to ultimate disposability and best utilization of raw mate-rials [6, 7].
Natural fi ber-reinforced resin matrix composites have to overcome many challenges in order to be commonly used as engineering materials. A common drawback of these composites is the large variability of their mechanical properties, in many instances associated with low mean val-ues for their properties [8, 9]. Th ese characteristics are due to the intrin-sic variability of the properties of the fi bers, the susceptibility of natural fi bers against moisture, and poor wetting of the fi bers by the resin matrix. Considerable work has been done in order to improve the strength of fi ber/matrix interface [10–13], but much work has yet to be done in order to guarantee the reliability of natural fi ber composites.
Recently much work has been devoted to the use of agricultural fi bers, particularly cellulosic fi ber derived from plants in reinforcement of com-modity thermoplastics such as polyethylene (PE) [14–16] and polypropyl-ene (PP) [17–20]. Agricultural fi bers are interesting materials to use for the reinforcement of polymer because they are usually of lower density than inorganic fi bers, environmentally friendly and relatively easy to obtain [21]. It is anticipated that the fi bers would not contribute to the wear of polymer processing equipment and may not suff er from size reduction during processing, both of which occur when inorganic fi bers or fi ller are used. Although the absolute property increase when using organic fi bers is not anticipated being nearly as high as inorganic fi bers, the specifi c prop-erties are anticipated to be high owing to the much lower density of the organic fi bers [17].
Ecological concerns and the impending depletion of fossil fuels are driving the development of new biobased, green product. Over the past few decades, the possibility of exploiting natural fi bers (biofi bers) as load bearing constituents in composite materials has been exposed and has produced encouraging results [22–25]. Industrial use of these natural fi ber- reinforced composites is increasing due to their relative cheapness compared to conventional materials and their potential to be recycled. As a result, natural fi ber-reinforced plastics are of interest as a replacement for synthetic fi ber-reinforced plastics in an increasing number of industrial sectors, including the automotive and packaging industries, and in furni-ture production.
New environmental legislation as well as consumer pressure has forced manufacturing industries to search for new materials that can substitute for conventional non-renewable reinforcing materials, such as carbon and

Recent Development of Fiber Reinforced Composite Materials 445
glass fi bers. On account of this, in recent years, the use of natural fi ber including banana, sisal, hemp and fl ax, jute, coconut and oil palm have attracted scientists and technologists for application in consumer goods, low-cost housing and other civil structures [26–28]. Natural fi bers are very attractive for composite material because of their advantages compared to synthetic fi bers; these include lower levels of skin and respiratory system irritation during handling, reducing tool wear during processing, good recyclability, abundant supply, low cost, low density, high specifi c strength-to-weight ratio, nontoxicity and biodegrability [27, 29, 30].
Jute, sisal, banana and coir (coconut fi ber) are the major sources of nat-ural fi bers. Sisal and banana are cellulose rich (> 65%) and show tensile strength, modulus and failure strain comparable with other cellulose rich fi bers like jute and fl ax, whereas the lignin rich (> 40%) coir fi ber is rela-tively weak and possesses high failure strain. Th ese fi bers are extensively used for cordage, sacks, fi shnets, matting and rope and as fi lling for mat-tresses and cushions (e.g., rubberized coir). Cellulose fi bers are obtained from diff erent parts of plants, e.g., jute and ramie are obtained from the stem, sisal, banana and pineapple from the leaf, cotton from the seed and coir from the fruit and so on.
Two major factors currently limit the large-scale production of natural fi ber composites. First, the strength of natural fi ber composites is very low compared to glass. Th is is oft en a result of the incompatibility between the fi ber and the resin matrix. Th e wettability of the fi bers is greatly reduced compared to glass and this constitutes a challenge for scale up productions. Th ough when comparing specifi c strengths, natural fi bers are not much less than glass fi ber composites.Th e second factor limiting large-scale production of natural fi ber compos-ites is water absorption. Natural fi bers absorb water from the air and direct contact from the environment. Th is absorption deforms the surface of the composites by swelling and creating voids. Th e result of these deformations is lower strength and an increase in mass. Additionally, with water absorp-tion rates as high as 20 wt%, the light weight advantage is oft en nullifi ed.
At the present time, technology is used to manufacture materials from agricultural waste which is considered a substitute for natural wood. Natural fi bers are rapidly emerging in composite applications where glass fi bers (predominantly E-glass) have been traditionally used. Th is is particu-larly true within the automotive and construction industries. Th ese natural fi bers provide several benefi ts: low cost, “green” availability, lower densities, recyclability, biodegradability, moderate mechanical properties, and their abundance. Th eir uses have found entry into both the thermoset and ther-moplastic composites market places. Industries are rapidly learning how

446 Biosensors Nanotechnology
to eff ectively process these natural resources and use them in numerous composite applications. Typically they are used with well-recognized ther-moset resin families: polyesters, vinyl esters and epoxies. Th ermoplastic resin matrices are also commonly seen within the commercial markets: polypropylene, low-density polyethylene (LDPE), high-density polyethyl-ene (HDPE), polystyrene, Nylon 6 and Nylon 6, 6 systems [31].
In recent years, there has been great interest in the development of bio-degradable polymers as a key solution to environmental problems [32, 3]. Th ese biodegradable polymers are mainly the aliphatic polyesters pro-duced by microbiological and chemical synthesis, natural polymer-based products, and their blends [33–40]. Among them, poly(lactic acid) (PLA), polycaprolactone (PCL), polybutylenesuccinate (PBS), and polybutyl-ensuccinate– butylenecarbonate (PBSC) are commercially available at present. Th e main eff ort of this study is to develop a completely biodegrad-able composite using wood fi ber, with PCL or PBSC as the matrix polymer. In fact, the interest stems from the fact that the biodegradable polymers used in the study show relatively rapid biodegradability in soil, and hence composites with wood fi bers would be biodegradable. Polycaprolactone is being widely used as a soft plastic in the fi eld of fi lm and packaging. Microorganisms and enzymes to assist in degradation have already been found. Blends of PCL and various other polymers, including composites with starch, have been developed, and compatibilizers for improving their interfacial adhesion have also been reported [33, 34, 38, 39]. Another pos-sible matrix polymer, PBSC, is a crystallizable thermoplastic with polyes-ter and polycarbonate units that possesses properties similar to common thermoplastics such as polypropylene and polyethylene. Th e biodegrad-ability, processibility, and mechanical properties of PBSC can be controlled by changing the carbonate unit ratio [40–42]. Table 13.1 shows the average global production volume of diff erent natural fi bers.
13.2 History of Natural Fiber Use
Natural fi bers have traditionally been used in all cultures of the world to meet basic requirements of clothing, storage, building material, and for items of daily use such as ropes and fi shing nets. People in olden times used various kinds of natural fi bers depending on their local availability. Th e fi rst composite material in history was apparently made with clay and straw 3000 years ago in Egypt to build walls. Hemp was cultivated in China in 2800 BC and is considered one of the oldest natural fi bers used for mak-ing products, along with linen. Hemp in Greek and Latin terminology was

Recent Development of Fiber Reinforced Composite Materials 447
cannabis, which led to the word canvas, as hemp was used for making sails of boats. Flax or fi ne linen was used for burial shrouds of Egyptian pha-raohs. Similarly, nettle was used for making fi shing nets in olden times. India is rich in plant resources and the use of a variety of natural fi bers such as banana, pineapple, sisal, hemp, coconut, palm, grasses, etc., was prevalent in olden times. Th eir use became limited once cotton acquired prime status in plant fi bers. In cotton production, organic cotton accounts for a very small percentage of total cotton production. Silk, linen and jute are other natural fi bers that have continued to enjoy popularity.
Asian markets have been using natural fi bers for many years. For exam-ple, jute is a common reinforcement in India. While in Europe, natural fi bers are increasingly being used in the automotive industry. In 1999 consumption was 21,300 tons and by 2000 this had risen to 28,300 tons. Packaging is a further application in Europe, particularly in Germany. In
Table 13.1 Estimated global production volume averages of diff erent natural
fi bers (in million metric tonnes per year average over the recent years) [43].
Fibers Mill. tonnes Main producer countries
Cotton 25 China, USA, India, Pakistan
Kapok 0.03 Indonesia
Jute 2.5 India, Bangladesh
Kenaf 0.45 China, India, Th ailand
Flax 0.50 China, France, Belgium, Belarus, Ukraine
Hemp 0.10 China*
Ramie 0.15 China
Abaca 0.10 Philippines, Equador
Sisal 0.30 Brazil, China, Tanzania, Kenya
Henequen 0.03 Mexico
Coir 0.45 India, Sri Lanka
Wool 2.2 Australia, China, New Zealand
Silk 0.10 China, India
*China has announced a substantially increase in hemp production for textiles in the com-
ing years to 1.5 million tonnes of fi ber per year.

448 Biosensors Nanotechnology
North America, polymer composites amount to a 300,000 ton/year market for use in building and garden products, particularly decking.
13.3 Characteristics and Uses of Natural Fibers
Natural fi bers are typically about 30–50 percent lower in density when compared to E-glass fi bers, and roughly the same as the aramid commer-cial grade systems. Th is advantage has made natural fi bers quite attractive to use within the automotive industry across a wide range of applications with both thermoset and thermoplastic resin matrices. In fact the stiff ness of some of these natural fi bers can be higher than or equivalent to that of E-glass. Flax, sisal and kenaf fi bers also tend toward a higher stiff ness. Hence, for stiff ness-driven designs, these fi bers are reasonable options. Th eir abundance, and a growing understanding of their processibility, makes them attractive to engineers.
Natural cellulose-based fi bers are gaining increasing attention in the engineering of composite material where light weight is required. Beside their light weight; plant fi bers have the advantages of low cost and little tool wear during processing. Cellulose fi bers exhibit a highly polar surface due to the presence of hydroxyl groups. Th ese hydroxyl groups enable the for-mation of hydrogen bonds in the interface of reinforced composite materi-als. But in order to get access to these hydroxyl groups, a cover of pectin and other waxy substances must be removed. On the other hand, the high polarity of the cellulose fi ber surface is the reason for their hydrophilic behavior, which induces fi ber swelling. Intense surface treatment is there-fore required for fi ber cleaning and preparation for interfacial bonding.
Coir is a natural fabric which is obtained from the fi brous husk of a coconut. It is stress resistant, biodegradable and buoyant. Coir is used to make sacking, twine, doormats and items such as bags and ropes. Coir can also be used in construction and to improve clays. It is a good fabric to control soil erosion.
Cotton is one of the best known natural fabrics. Th e fi ber grows around the seeds of the cotton plant and has been used since about 3000 BC. Cotton is soft , strong, fl ame retardant, hypo-allergenic and easy to wash. It is the most popular natural fabrics used in making clothing. It is also used to make home furniture, bags and medical products. Heavyweight cotton fabric can be used to make items such as shoes and tents.
Hemp is quite unusual in that it is both very soft and durable. It can be used for many things, from work clothing to home decoration such as table linens, dish towels and sheets. It has a great luster and dyes easily.

Recent Development of Fiber Reinforced Composite Materials 449
Another widely used natural fabric is jute. It is economical and strong, reusable and repairable. Jute fabric comes in a number of varieties including hessian, CBC, sacking, a heavy fabric variety, jute yarn, webbing and nonwo-ven felt. It is a good insulator of electricity and heat. Examples of items made from jute fabric include fashion apparel, soft luggage, backing for carpets, inner spring webbing for car seats and bags or sacks for packing.
Linen is hypoallergenic and protects against sun radiation. It has been used for over 10,000 years and is luxurious and comfortable. Linen is obtained from the fl ax plant. It is strong and can absorb up to 20 times its own weight in liquid. It is used for rugs, painting canvases and apparel.
Ramie is stronger than linen or cotton. It is obtained from the ramie plant. Ramie is strong, absorbent and can be easily dyed. Its uses include clothing, pillow cases, tablecloths, sacks and cable insulation.
Th e strength characteristics of fi ber depend on the properties of the individual constituents, the fi brillar structure and the lamellae matrix [44]. Natural fi bers exhibit considerable variation in diameter along with the length of individual fi laments. Quality and other properties of fi bers depend on factors such as size, maturity and processing methods adopted for the extraction of fi ber [45]. Properties such as density, electrical resis-tivity, ultimate tensile strength and initial modulus are related to the internal structure and chemical composition of fi bers [45]. Th e structure, microfi brillar angle, cell dimensions, defects, and the chemical composi-tion of fi bres are the most important variables that determine the overall properties of the fi bers.
13.4 Advantages of Natural Fibers
• Low specifi c weight, which results in a higher specifi c strength and stiff ness than glass. Th is is a benefi t especially in parts designed for bending stiff ness.
• It is a renewable resource, the production requires lit-tle energy; CO
2 is used while oxygen is given back to the
environment. • Producible with low investment at low cost, which makes
the material an interesting product for low-wage countries. • Friendly processing, no wear of tooling, no skin irritation.• Th ermal recycling is possible, where glass causes problems
in combustion furnaces. • Good thermal and acoustic insulating properties

450 Biosensors Nanotechnology
13.5 Disadvantages of Natural Fibers
• Variable quality, depending on unpredictable infl uences such as harvesting time, age and body of the plant from which they are extracted, the extraction techniques and the environmental conditions of the site.
• Lower strength properties, moisture absorption, which causes swelling of the fi bers and decreases fi ber’s mechanical properties
• Restricted maximum processing temperature, i.e., possibil-ity of degradation at moderate temperature (230–250°C).
• Hydrophilic nature of fi ber surface, due to the presence of pendant hydroxyl and polar groups in various constituents, which lead to poor adhesion between fi bers and hydropho-bic matrix polymers [46, 47]. Th e hydrophilic nature can lead to swelling and maceration of the fi bers.
• Lower durability, fi ber treatments can improve this considerably.
• Poor fi re resistance.
13.6 Natural Fibers and Th eir Chemical Composition
Natural fi bers primarily consist of: cellulose, hemicelluloses, pectin and lignin. Th e individual percentage of these components varies with the dif-ferent types of fi bers. Th is variation can also be aff ected by growing and harvesting conditions. Cellulose is a semicrystalline polysaccharide and is responsible for the hydrophilic nature of natural fi bers. Hemicellulose is a fully amorphous polysaccharide with a lower molecular weight com-pared to cellulose. Th e amorphous nature of hemicelluloses results in it being partially soluble in water and alkaline solutions [21]. Pectin, whose function is to hold the fi ber together, is a polysaccharide like cellulose and hemicellulose. Lignin is an anamorphous polymer but unlike hemicellu-lose, lignin is comprised mainly of aromatics and has little eff ect on water absorption [48, 49]. Th e chemical compositions of some natural fi bers are summarized in Table 13.2.
13.7 Mechanical Behavior of Natural Fiber
Th e mechanical properties of natural fi bers can depend on the source, age, growth, origin, cellular morphology and chemical composition and

Recent Development of Fiber Reinforced Composite Materials 451
Table 13.2 Chemical compositions of various natural fi bers [50].
Fiber Cellelose
(wt %)
Hemicellulose
(wt%)
Lignin
(wt%)
Waxes
(wt%)
Abaca 56–63 20–25 7–9 3
Alfa 45.4 38.5 14.9 2
Bagasse 55.2 16.8 25.3 –
Bamboo 26–43 30 21–31 –
Banana 63–64 19 5 –
Coir 32–43 0.15–0.25 40–45 –
Cotton 85–90 5.7 – 0.6
Caraua 73.6 9.9 7.5 –
Flax 71 18.6–20.6 2.2 1.5
Hemp 68 15 10 0.8
Henequen 60 28 8 0.5
Isora 74 – 23 1.09
Jute 61–71 14–20 12–13 0.5
Kenaf 72 20.3 9 –
Kudzu 33 11.6 14 –
Nettle 86 10 – 4
Oil Palm 65 – 29 –
Piassava 28.6 25.8 45 –
Pinapple 81 – 12.7 –
Ramie 68.6–76.2 13–16 0.6–0.7 0.3
Sisal 65 12 9.9 2
Sponge
gourd
63 19.4 11.2 3
Straw(wheat) 38–45 15–31 12–20 –
Sun hemp 41–48 8.3–13 22.7 –

452 Biosensors Nanotechnology
separating techniques of the fi bers. When bundles of fi bers, referred to as technical fi bers, are tensile tested the tensile performance is almost completely linear elastic. Th is is believed to be caused because the pectin interface between the fi bers prevents local rotations. Th e same mechanism is believed to be also valid in a composite where the adhe-sive prevents these rotations. Th e decreasing stiff ness with increasing diameter was a consequence of the geometry of the dislocations. Th e dislocation was kinked in the tangential direction. Together with the helical structure of the cellulose, the eff ect of this assumption was that the angle of the dislocation increases for an increasing diameter of the fi ber, which in turn gave a decrease of the tensile stiff ness of the fi ber [51]. Table 13.3 summarizes characteristic values for the density, diam-eter, and mechanical properties of natural as compared to conventional reinforcing fi bers.
Table 13.3 Mechanical properties of natural fi bers as compared to conventional
reinforcing fi bers [21,61,62].
Fiber Density
(g/cm3 )
Elongation
(%)
Tensile
Strength
(MPa)
Young’s
modulus
(GPa)
Cotton 1.5–1.6 3.0–10.0 287–597 5.5–12.6
Jute 1.3–1.46 1.5–1.8 393–800 10–30
Flax 1.4–1.5 1.2–3.2 345–1500 27.6–80
Hemp 1.48 1.6 550–900 70
Ramie 1.5 2.0–3.8 220–938 44–128
Sisal 1.33–1.5 2.0–14 400–700 9.0–38.0
Coir 1.2 15.0–30.0 175–220 4.0–6.0
Soft wood kraft 1.5 – 1000 40.0
E–glass 2.5 2.5–3.0 2000–3500 70.0
S–glass 2.5 2.8 4570 86.0
Aramide (normal) 1.4 3.3–3.7 3000–3150 63.0–67.0
Carbon (standard) 1.4 1.4–1.8 4000 230.0–240.0

Recent Development of Fiber Reinforced Composite Materials 453
Natural (plant) fi bers are nonabrasive towards mixing and molding equipment, which can contribute to signifi cant equipment maintenance cost reductions. Th ey also present safer handling and working conditions compared to synthetic reinforcements, such as glass fi bers. Th eir process-ing is environmentally friendly, off ering better working conditions and, therefore, a reduction in risk of dermal or respiratory problems. Th e most interesting aspect of natural (plant) fi bers is their positive environmen-tal impact. Natural (plant) fi bers are renewable resources, which mean they are biodegradable and their production requires little energy [52]. A major drawback of natural (plant) fi bers compared to synthetic fi bers is their non-uniformity, variety of dimensions, and their mechanical prop-erties (even between individual natural [plant] fi bers in the same culti-vation) [53]. Th erefore, the major task to be solved in order to boost the acceptance of natural (plant) fi bers as a quality alternative to conventional reinforcing fi bers, is to develop high-performance, natural fi ber-reinforced composites [54, 55].
Natural (plant) fi bers generally contain large amounts of the hydroxyl group, which makes them polar and hydrophilic in nature. However, most plastics are hydrophobic in nature. Th e addition of hydrophilic natural (plant) fi bers to hydrophobic plastic will result in a composite with poor mechanical properties due to non-uniform fi ber dispersion in the matrix, and an inferior fi ber matrix interphase [56]. Th is polar nature also results in high moisture absorption in natural (plant) fi ber-based composites, lead-ing to fi ber swelling and voids in the fi ber matrix interphase. Moisture, if not removed from natural (plant) fi bers prior to compounding by drying, will result in a porous product. High moisture absorption could also cause deterioration in mechanical properties and loss of dimensional stability [57, 58]. Th ese problems are generally solved by fi ber surface treatment or matrix modifi cations [57–59]. Another major limitation in exploiting the use of natural (plant) fi bers is the limited thermal stability possessed by natural (plant) fi bers. Th ey undergo degradation when processed beyond 200°C; this further limits the choice of plastic materials to be used as matrix [53, 60].
13.8 Methods for Surface Modifi cation of Natural Fiber
Th e largest advantages to using natural fi bers in composites are the cost of materials, their sustainability and density. Natural fi bers can cost as little as $0.50/kg, and can be grown in just a few months [63]. Th ey are also easy

454 Biosensors Nanotechnology
to grow and have the potential to be a cash crop for local farmers. Natural fi bers are also signifi cantly lighter than glass, with a density of 1.15–1.50 g/cm3 versus 2.4g/cm3 for E-glass [64]. Two major factors currently limit the large-scale production of natural fi ber composites. First, the strength of natural fi ber composites is very low compared to glass. Th is is oft en a result of the incompatibility between the fi ber and the resin matrix. Th e wettabil-ity of the fi bers is greatly reduced compared to glass and this constitutes a challenge for scale-up productions. Th ough when comparing specifi c strengths, natural fi bers are not much less than glass fi ber composites.
Th e treatment of fi bers is currently an area of research receiving signifi -cant attention. Th e absorption of water is commonly thought to occur at the free hydroxyl groups on the cellulose chains. With a ratio of 3 hydroxyl groups per glucose repeat unit, the amount of water that can be absorbed is substantial. By capping the hydroxyl groups this ratio can be reduced. Th ere are several promising techniques that have been studied by various groups [21, 48, 49, 65–69]. Among these treatments the mercerization (alkaline) treatment has had the most reviews [21, 48, 49, 65, 66]. Utilizing silanes as coupling agents is a treatment commonly used in glass compos-ite production and is starting to fi nd uses in natural fi ber composites [21, 49, 65, 67, 68]. Acetylation is another treatment that is common with cel-lulose to form a hydrophobic thermoplastic and has the potential to have the same results on natural fi bers [21, 48, 49, 69]. Reinforcing fi ber can be modifi ed by physical and chemical methods.
13.8.1 Physical Methods
Physical methods such as stretching [70], calendaring [71, 72], thermo treatment [73] and production of hybrid yarns [74, 75] do not change the chemical composition of the fi bers. Physical treatments change structural and surface properties of the fi ber and thereby infl uence the mechanical bonding to polymers.
Electric discharge (corona, cold plasma) is another way of physical treatment. Corona treatment is one of the most interesting techniques for surface oxidation activation. Th is process changes the surface energy of cellulose fi bers [76] and in the case of wood surface activation, increases the amount of aldehyde groups [77].
Th e same eff ects are reached by cold plasma treatment. Depending on the type and nature of the used gases, a variety of surface modifi ca-tions could be achieved. Surface crosslinking could be introduced, surface energy could be increased or decreased, or reactive free radicles [76] and groups [78] could be produced.

Recent Development of Fiber Reinforced Composite Materials 455
Electric discharge methods are known [79] to be very eff ective for “non-active” polymer substrates such as polystyrene, polyethylene, polypropylene, etc. Th ey are successfully used for cellulose fi ber modifi cation to decrease the melt viscosity of cellulose-polyethylene composites [80] and improve the mechanical properties of cellulose-polypropylene composites [76].
An old method of cellulose fi ber modifi cation is mercerization [70, 81–84], which has been widely used on cotton textiles. Mercerization is an alkali treatment of cellulose fi bers; it depends on the type and concentra-tion of the alkaline solution, time of treatment, tension of the material as well as on the additives [81, 84]. At present there is a tendency to use mer-cerization on natural fi bers as well. Optimal conditions of mercerization ensure the improvement of the tensile properties [81–83] and absorption characteristics, which are important in the composing process.
In recent years the use of plasma for treatment of natural fi bers has gained more prominence since it provides a “greener” alternative for the treatment of natural fi bers for the development of polymer composites, but is of par-ticular interest to polymer composites incorporating biopolymer matrices, since this technique provides further credence to the whole idea of “green” materials [85]. Sustainability and end of life aft er use are important con-siderations to make when developing polymer composites from renewable resources; these considerations include the toxicity and environmental impact of using various chemical or physical methods for improving the properties of these materials. Some chemical techniques may be toxic, e.g., isocyanates are carcinogenic and, therefore, the use of such agents may not be feasible for the development of polymer composites from renew-able resources. Physical methods involving plasma treatments have the ability to change the surface properties of natural fi bers by formation of free radical species (ions, electrons) on their surfaces [86]. During plasma treatment, the surfaces of the materials are bombarded with a stream of high-energy particles within the stream of plasma. Properties such as wet-tability, surface chemistry and surface roughness of material surfaces can be altered without the need for employing solvents or other hazardous substances. Alternative surface chemistries can be produced with plasmas by altering the carrier gas and depositing diff erent reactive species on the surfaces of natural fi bers [87]. Th is can then be further exploited by graft -ing monomeric and/or polymeric molecules onto the reactive natural fi ber surface, which can then facilitate compatibility with the polymer matrix.
13.8.1.1 Surface Modifi cation by Plasma Treatment
Low-temperature plasma treatment is a quite new technology for natural fi ber textiles; plasma is essentially a dry process providing modifi cation of

456 Biosensors Nanotechnology
the top nanometer surface [88]. Th e advantages of plasma technology are its potential environmental friendliness and energy conservation benefi ts in developing high-performance materials [88]. It off ers many advantages against wet techniques: there are no harmful chemicals, wet processes, wastewater, and mechanical hazards to textiles, etc. In addition it has a specifi c impact on the surface and gives the surface some properties that cannot be obtained by conventional techniques [89].
Plasma treatment as an activation method for the surface of cotton fab-ric is used to improve copper adhesion to the fabric surface, followed by the deposition of the metallic layers by vacuum evaporation technology. Th e results of our previous research evince that plasma activation of the mate-rial’s surface, followed by the deposition of the metallic layer by vacuum evaporation, positively infl uences copper concentration on the surface and evenness of copper coating [90].
In vacuum evaporation technology, plasma treatment and coating with copper is a two-stage process. It is possible to signifi cantly simplify this process by the method of magnetron sputtering, which unites the two processes men-tioned above in one. Th is is a quick, ecological process, yielding practically no waste, and is characterized by high repeatability, stability and effi ciency.
13.8.2 Chemical Methods
Chemical treatments include treatment with the help of alkali, silane, acet-ylation, benzoylation, acrylation, isocyanates, permanganate, etc.
13.8.2.1 Alkaline Treatment
Alkaline treatment, or mercerization, is one of the most used chemical treatments of natural fi bers when used to reinforce thermoplastics and thermosets. Th e important modifi cation done by alkaline treatment is the disruption of hydrogen bonding in the network structure, thereby increas-ing surface roughness. Th is treatment removes a certain amount of lignin, wax and oils covering the external surface of the fi ber cell wall, depolymer-izes cellulose and exposes the short length crystallites [45]. Addition of aqueous sodium hydroxide (NaOH) to natural fi ber promotes the ioniza-tion oft he hydroxyl group to the alkoxide [91].
Fiber− OH + NaOH→ Fiber−O−Na + H2O
Th us, alkaline processing directly infl uences the cellulosic fi bril, the degree of polymerization and the extraction of lignin and hemicellulosic

Recent Development of Fiber Reinforced Composite Materials 457
compounds [92]. In alkaline treatment, fi bers are immersed in NaOH solution for a given period of time. Ray et al. [93] and Mishra et al. [94] treated jute and sisal fi bers with 5% aqueous NaOH solution for 2 h up to 72 h at room temperature. Similar treatments were attempted by Morrison et al. [95] to treat fl ax fi ber.
Garcia et al. [96] reported that 2% alkali solution for 90 s at 200°C and 1.5 MPa pressure was suitable for degumming and defi brillation to individual fi bers. Th ese researchers observed that alkali led to an increase in amorphous cellulose content at the expense of crystalline cellulose. It is reported that alkaline treatment has two eff ects on the fi ber: (1) it increases surface roughness, resulting in better mechanical interlocking; and (2) it increases the amount of cellulose exposed on the fi ber surface, thus increasing the number of possible reaction sites [97]. Consequently, alkaline treatment has a lasting eff ect on the mechanical behavior of fl ax fi bers, especially on fi ber strength and stiff ness [92].
Van de Weyenberg et al. [98] reported that alkaline treatment gave up to a 30% increase in tensile properties (both strength and modulus) for fl ax fi ber–epoxy composites and coincided with the removal of pectin. Alkaline treatment also signifi cantly improved the mechanical, impact fatigue and dynamic mechanical behaviors of fi ber-reinforced composites [99–101]. Jacob et al. [101] examined the eff ect of NaOH concentration (0.5, 1, 2, 4 and 10%) for treating sisal fi ber-reinforced composites and concluded that maximum tensile strength resulted from the 4% NaOH treatment at room temperature.
Mishra et al. [102] reported that 5% NaOH-treated sisal fi ber-reinforced polyester composite had better tensile strength than 10% NaOH-treated composites. Th is is because at higher alkali concentration, excess delig-nifi cation of natural fi ber occurs, resulting in a weaker or damaged fi ber. Th e tensile strength of the composite decreased drastically aft er a certain optimum NaOH concentration.
13.8.2.2 Silane Treatment
Silane is a chemical compound with chemical formula SiH4. Silanes are
used as coupling agents to let glass fi bers adhere to a polymer matrix, sta-bilizing the composite material. Silane coupling agents may reduce the number of cellulose hydroxyl groups in the fi ber–matrix interface. In the presence of moisture, hydrolyzable alkoxy group leads to the formation of silanols. Th e silanol then reacts with the hydroxyl group of the fi ber, forming stable covalent bonds to the cell wall that are chemisorbed onto the fi ber surface [91]. Th erefore, the hydrocarbon chains provided by the

458 Biosensors Nanotechnology
application of silane restrain the swelling of the fi ber by creating a cross-linked network, due to covalent bonding between the matrix and the fi ber. Th e reaction schemes are given as follows [91].
CH2CHSi (OC
2H
5)
3
H2O
CH2CHSi (OH)
3 + 3C
2H
5OH
CH2CHSi (OH)
3 + Fiber − OH→ CH
2CHSi(OH)
2O – Fiber + H
2O
Many researchers applied silane treatment in surface modifi cation of glass fi ber composites [103–106]. Silane coupling agents were also found to be eff ective in modifying natural fi ber–polymer matrix interface and increasing the interfacial strength. In one instance, 3-aminopropyltrime-thoxysilane with concentration of 1% in a solution of acetone and water (50/50 by volume) for 2 h was reportedly used to modify the fl ax surface [98]. Rong et al. [107] soaked sisal fi ber in a solution of 2% aminosilane in 95% alcohol for 5 min at a pH value of 4.5–5.5 followed by 30 min air drying for hydrolyzing the coupling agent. Silane solutions in a water and ethanol mixture with concentration of 0.033% and 1% were also carried out by Valadez et al. [97] and Agrawal et al. [91] to treat henequen fi bers and oil palm fi bers. It was verifi ed that the interaction between the silane coupling agent modifi ed fi ber and the matrix was much stronger than that of alkaline treatment, which led to composites with higher tensile strength from silane-treated than alkaline-treated fi ber. Th ermal stability of the composites was also improved aft er silane treatment.
13.8.2.3 Acetylation
Acetylation describes a reaction introducing an acetyl functional group (CH
3COO–) into an organic compound. Acetylation of natural fi bers is
a well-known esterifi cation method causing plasticization of cellulosic fi bers. Th e reaction involves the generation of acetic acid (CH
3COOH)
as by-product which must be removed from the lignocellulosic material before the fi ber is used. Chemical modifi cation with acetic anhydride (CH
3-C (=O)-O-C(=O)-CH
3) substitutes the polymer hydroxyl groups of
the cell wall with acetyl groups, modifying the properties of these polymers so that they become hydrophobic [108]. Th e reaction of acetic anhydride with fi ber is shown as:
Fiber – OH + CH3 – C (=O) – O – C (=O) – CH
3→
Fiber – OCOCH3 + CH
3COOH

Recent Development of Fiber Reinforced Composite Materials 459
Acetylation can reduce the hygroscopic nature of natural fi bers and increases the dimensional stability of composites. Acetylation was used in surface treatments of fi ber for use in fi ber-reinforced composites [107–110]. Acetylation treatment of sisal fi ber was reported to improve the fi ber–matrix adhesion. Th e procedure included an alkaline treatment initially, followed by acetylation. Mishra et al. [100] investigated the acetylation of sisal fi b-ers. Dewaxed sisal fi ber was immersed in 5 and 10% NaOH solution for 1 h at 30°C; the alkaline-treated fi ber was soaked in glacial acetic acid for 1 h at 30°C; it was decanted and soaked in acetic anhydride containing one drop of concentrated H
2SO
4 for 5 min. Nair et al. [111] treated raw sisal
fi ber in 18% NaOH solution, then in glacial acetic acid and fi nally in acetic anhydride containing two drops of concentrated H
2SO
4 for a period of 1
h. Th e treated surface of sisal fi ber reportedly became very rough and had a number of voids that provided better mechanical interlocking with the polystyrene (PS) matrix. A hypothetical model of interface between the sisal fi ber and PS composites has been postulated. Meanwhile, the ther-mal stability of treated fi ber composites was found to be higher than that of untreated fi ber composite because of better thermal stability of treated fi bers and improved fi ber–matrix interactions in treated fi ber composites [111]. It was also reported that acetylated natural fi ber-reinforced polyes-ter composites exhibited higher bioresistance and less tensile strength loss compared to composites with silane-treated fi ber in biological tests [112].
13.8.2.4 Benzoylation Treatment
Benzoylation is an important transformation in organic synthesis [113]. Benzoyl chloride is most oft en used in fi ber treatment. Benzoyl chloride includes benzoyl (C
6H
5C=O) which is attributed to the decreased hydrophilic
nature of the treated fi ber and improved interaction with the hydrophobic polystyrene (PS) matrix. Th e reaction between the cellulosic hydroxyl group of the fi ber and benzoyl chloride is shown in the following equation [44].
Fiber –OH + NaOH → Fibre – O- Na+ + H2O
Fibre-O–Na+ Cl
O
OFibre
O
NaCl
Benzoylation of fi ber improves fi ber matrix adhesion, thereby consider-ably increasing the strength of composite, decreasing its water absorption

460 Biosensors Nanotechnology
and improving its thermal stability. Joseph et al. [44] and Nair et al. [111] used NaOH and benzoyl chloride (C
6H
5COCl) solution for surface treat-
ment of sisal fi bers. A hypothetical model of the interface of PS benzoy-lated sisal fi ber composite has been postulated by Nair et al. [111]. It was observed that the thermal stability of treated composites were higher than that of untreated fi ber composites. A similar method was also applied by Wang [114] to improve the interfacial adhesion of fl ax fi ber and polyeth-ylene (PE) matrix. Th e fi ber was initially alkaline pretreated in order to activate the hydroxyl groups of the cellulose and lignin in the fi ber; then the fi ber was suspended in 10% NaOH and benzoyl chloride solution for 15 min. Th e isolated fi bers were then soaked in ethanol for 1 h to remove the benzoyl chloride and fi nally were washed with water and dried in the oven at 80°C for 24 h.
13.8.2.5 Acrylation and Acrylonitrile Graft ing
Acrylation reaction is initiated by free radicals of the cellulose molecule. Cellulose can be treated with high energy radiation to generate radicals together with chain scission [21]. Acrylic acid (CH
2=CHCOOH) can be
graft polymerized to modify glass fi bers [115, 116]. Sreekala et al. [117, 118] used acrylic acid in natural fi ber surface modifi cation. Oil palm fi b-ers were mixed with 10% NaOH for about 30 min and then treated with a solution of acrylic acid at 50°C for 1 h at various concentrations. Th e fi bers were washed with aqueous alcohol solution and dried. Th e tensile strength of oil palm fi ber–PE composites did not increase. Other chemical treat-ments on oil palm fi bers were also investigated, including alkaline, acetyla-tion, peroxide, permanganate, silane and acrylation. Treatments like silane and acrylation led to strong covalent bond formation, and thereby the ten-sile strength and Young’s modulus of treated fi bers were improved mar-ginally. However, it was reported by Li et al. [119] that the tensile strength of acrylic acid-treated fl ax fi ber–HDPE composites was improved and the water absorption of composites was decreased.
Acrylonitrile (AN) is also used to modify fi bers. Th e reaction of AN with fi ber hydroxyl group occurs in the following manner [45]:
Fiber− OH + CH2 =CHCN → Fibre – OCH
2CH
2CN
Graft copolymerization of AN on sisal fi bers was studied by Mishra et al. [94] using a combination of NaIO
4 and CuSO
4 as initiator in an aqueous
medium at temperatures between 50 and 70°C. Reaction medium, treat-ment time, initiator, AN concentration and even fi ber loading infl uenced the graft eff ect. It was found that untreated fi bers absorbed the most water

Recent Development of Fiber Reinforced Composite Materials 461
and 25% AN-graft ed sisal fi bers absorbed the least water, suggesting that changes in chemistry of the fi ber surface reduced the affi nity of fi bers to moisture. It was also found that graft ing of chemically modifi ed fi bers with 5% AN brought a higher increase in tensile strength and Young’s modulus of fi bers than graft ing with 10 and 25% AN. Th e explanation for this was that graft ing at low concentration of AN may create orderly arrangement of polyacrylonitrile units. Mishra et al. [94] also concluded that optimum graft yield was obtained for treatment duration of 3 h.
Sreekala et al. [118] treated oil palm fi ber with AN in 1% H2SO
4 solu-
tion aft er alkali and KMnO4 oxidized pretreatment. However, the expected
increase in fi ber-matrix adhesion and reduction in water sorption on fi ber-reinforced phenol formaldehyde (PF) composites aft er treatment were not observed.
13.8.2.6 Permanganate Treatment
Permanganate is a compound that contains permanganate group MnO-4
Permanganate treatment leads to the formation of cellulose radical through MnO3-ion formation. Th en, highly reactive Mn3+ ions are responsible for initiating graft copolymerization as shown below [62]:
Cellulose Cellulose-H KMnO4 -H -O -
Cellulose Cellulose-H -O - Mn- OK+
OK+
OK+
O
+H - O - -
O
Mn
O
O
Mn
O
O
Most permanganate treatments are conducted by using potassium per-manganate (KMnO
4) solution (in acetone) in diff erent concentrations with
soaking duration from 1 to 3 min aft er alkaline pretreatment [99, 109, 117, 118, 120]. Paul et al. [109] dipped alkaline-treated sisal fi bers in permanga-nate solution at concentrations of 0.033, 0.0625 and 0.125% in acetone for 1 min. As a result of permanganate treatment, the hydrophilic tendency of the fi bers was reduced, and thus the water absorption of fi ber-reinforced composite decreased. Th e hydrophilic tendency of fi ber decreased as the KMnO
4 concentrations increased. But at higher KMnO
4 concentrations of
1%, degradation of cellulosic fi ber occurred, which resulted in the forma-tion of polar groups between fi ber and matrix.

462 Biosensors Nanotechnology
13.8.2.7 Peroxide Treatment
In organic chemistry, peroxide is a specifi c functional group or a mole-cule with the functional group ROOR containing the divalent ion O–O. Organic peroxides tend to decompose easily to free radicals of the form RO; RO then reacts with the hydrogen group of the matrix and cellulose fi bers. For example, the peroxide initiated free radical reaction between PE matrix and cellulose fi bers is shown by the following [99, 109]:
RO – OR → 2RO
RO + PE – H → ROH +PE
RO – Cellulose – H → ROH +Cellulose
PE + Cellulose → PE – Cellulose
Benzoyl peroxide (BP) (C6H
5CO)
2 O
2) and dicumyl peroxide (DCP)
(C6H
5C(CH
3)
2O)
2) are chemicals in the organic peroxide family that are
used in natural fi ber surface modifi cations. In peroxide treatment, fi bers are coated with BP or DCP in acetone solution for about 30 min aft er alkali pretreatment [109, 117, 118]. Peroxide solution concentration was 6% [109] and saturated solutions of peroxide in acetone were used [117, 118]. Sreekala et al. [170] observed that high temperature was favored for the decomposition of the peroxide; peroxide-treated oil palm fi ber-reinforced phenol formaldehyde (PF) composites could withstand tensile stress at a higher strain level. Joseph and Th omas [99] investigated BP and DCP treatment on short sisal fi berreinforced PE composites. Th e tensile strength values of composites increased with the increase in concentration of peroxide up to a certain level (4% for DCP and 6% for BP) and then remained constant. As a result of peroxide treatment, the hydrophilicity of the fi bers decreased [109] and the tensile properties increased [99].
13.8.2.8 Isocyanate Treatment
An isocyanate is a compound containing the isocyanate functional group –N=C=O, which is highly susceptible to reaction with the hydroxyl groups of cellulose and lignin in fi bers. Isocyanate is reported to work as a cou-pling agent used in fi ber-reinforced composites [99, 109, 110]. Th e reaction between fi ber and isocyanate coupling agent is shown below [62]:
R- N = C =+HO - Fibre FibreR - N - C -O -
OH

Recent Development of Fiber Reinforced Composite Materials 463
where R could be diff erent chemical groups (such as alkyl).George et al. [121] treated pineapple leaf fi ber with polymethyl-
ene-polyphenyl-isocyanate (C15
H10
N2O
2) solution at 50°C for 30 min to
improve the fi ber–matrix interfacial adhesion. Comparing silane and isocyanate-treated wood fi ber–PS composites, it was reported that isocy-anate treatment was more eff ective than silane treatment in enhancing the mechanical properties of cellulose fi ber PS composites [122]. Sreekala et al. [117] reported that toluene-2, 4-diisocyanate (TDIC)-treated oil palm fi ber–PF composites had lower tensile strength and Young’s modulus than permanganate-, peroxide- and alkaline-treated fi ber PF composites, but had higher tensile strength and similar Young’s modulus with silane- and acrylic acid-treated fi ber PF composites.
13.8.2.9 Other Chemical Treatments
Stearic acid (CH3(CH
2)
16COOH) in ethyl alcohol solution was investi-
gated in fiber treatment by Paul et al. [109] and Zafeiropoulos [123]. It was reported that this treatment removed non-crystalline constituents of the fibers, thus altering the fiber surface topography. Zafeiropoulos [123] also observed that treated flax fibers were more crystalline than the untreated ones and stearation decreased the fiber surface free energy.
Sodium chlorite (NaClO2) usually is used in bleaching fi bers; however,
it could delignify lignocellulosics. Studies have been conducted wherein it was used in fi ber surface treatment for composites. Mishra et al. [124] dipped untreated sisal fi ber, for use in sisal–PS biocomposites, in sodium chlorite solution with a liquor ratio of 25:1 at 75°C for 2 h. Tensile strength of bleached sisal fi ber–PS composite was less than other chemically treated fi ber composites, which may be due to the fact that delignifi cation of the fi ber lowered its tensile strength [124]. But it was reported that fl exural strength was better for bleached fi ber composite because of lower stiff ness and more fl exible character of fi bers aft er delignifi cation. Aft er delignifi ca-tion, the polymer replaces the role of lignin in fi bers and makes composites more hydrophobic and tougher [124]. Li et al. also reported a similar result on the tensile strength of bleached composites using sodium chlorite on fl ax fi ber–PE composites [119].
It was also reported that triazine (C3H
3N
3) derivatives (e.g., C
3N
3Cl
3)
could form covalent bonds with cellulose fi bers. Th erefore, these can be used in the modifi cation of vegetable fi ber for natural fi ber composites to reduce the number of cellulose hydroxyl groups which are available for water uptake [12].

464 Biosensors Nanotechnology
13.9 Naturally Occurring Polymers
Th e history of man is strongly linked to a wide variety of naturally occur-ring polymers. For most of this history the fact that these substances were polymers was not known. In many quarters this ignorance persists. Th e natural polymers fall into four broad groups:
• Polysaccharides – Starch, Cellulose• Proteins – Gelatin, Caseins, Silk, Wool• Polyester – Polyhydroxyalkanoats• Others – Lignin, Shellac, Natural Rubber
It cannot be automatically assumed that natural polymers “are beautiful for environmental degradation.” Th e rate of degradation and the formation of the ultimate metabolites depend very much on the structural complexity of the material and the environmental conditions selected for the degrada-tion trial.
13.10 Synthesized Biodegradable Polymers
Th ere are many polymers produced from feedstock derived from pet-rochemical or biological sources that are biodegradable. Many of these have been around for some time either as curiosities or materials of commerce fi lling very special market niches as, for example, “dissolv-ing” suture material used in the medical fi eld. Others such as certain biopolymers attempted for many years to compete against the standard commodity resins but failed to make signifi cant market advances due to their high price.
Th e introduction of new materials, unless niche oriented, is gener-ally caught in the volume, price conundrum. High sales volumes are not achievable because of high prices, but in order to reduce price costs must be reduced through the benefi ts that accrue from high volumes of production.
In more recent times several sizable niche markets have opened for biodegradable plastics, e.g., bags for municipal composting. In addi-tion, the potential value of wastes, such as waste sugar feedstocks, has been recognized. Th e drive for sustainable development has promoted interest in the development of chemicals derived from the farming of particulars crops among a number of large multinational corporations. As a result the capital resources, marketing expertise and capability in research and development are coming together to lay the foundation for

Recent Development of Fiber Reinforced Composite Materials 465
a new industry. Th ere are a number of biodegradable synthetic resins such as:
• Polyalkylene esters• Polylactic acid and its copolymers• Polyamide esters• Polyvinyl esters• Polyvinyl alcohol• Polyanhydrides
Each of these has its particular properties and potential applications. Polyvinyl alcohol is widely used because of its solubility in water. Polylactic acid is growing in terms of production volume and applications. All of the materials in the list have been found to exhibit degradation promoted by microorganisms, oft en coupled to chemical and mechanical degradation.
13.11 Applications of Biodegradable Polymers
Biodegradable polymers have been demonstrated to be capable of being processed by most conventional plastic processing techniques. Th is is not to say that modifi cations of machinery and adjustment of processing conditions are unnecessary. Products may be formed by fi lm extrusion, injection molding, blow molding, thermoforming, etc. As a result, myriad products are potentially available. Th e key factor in the marketing of them is a demonstrated “value-in-use” in the application being considered. Th e current relatively high prices of truly biodegradable, compostable materi-als will at least for the time being discourage their “frivolous use.”
As previously stated, biodegradable and compostable plastics are not a panacea for the issues surrounding the management of waste. Indeed, they are not a universal substitute for the common resins of commerce. Neither of these sources of raw materials is environmentally caring, and the envi-ronmental impact associated with them can only be ascertained by carry-ing out a life-cycle assessment.
In a similar vein, the use of the products also needs an environmental assessment. Even in a simple application, such as bags for conveying garbage to the landfi ll and then depositing the bag in the landfi ll, the determination of whether a conventional plastic bag or a biodegradable bag has a lower impact requires an analysis. A conventional bag in a landfi ll is essentially inert while a biodegradable bag will over the active life of the landfi ll decom-pose into CO
2 and Methane (CH
4), both of which are greenhouse gases.

466 Biosensors Nanotechnology
No one anticipates that biodegradable materials or polymers derived from “renewable resources” will replace over the short term the familiar commodity materials derived from petrochemical sources.
13.12 Preparation of Biodegradable Reinforced Polymer
Among the biodegradable materials, natural starch-based plastics have drawn more and more attention from researchers due to their availability, renewability and low cost [125–127].
During the preparation of biodegradable starch/clay nanocomposites, a plasticizer mixture of urea and ethanolamine has been demonstrated to be a better plasticizer than glycerol for improving the compatibility of starch with clay and enhancing the barrier property of the starch composites [128]; and plasticizer mixture of sorbitol and formamide has also been ver-ifi ed to be able to eff ectively intercalate clay layers to improve the thermal stability and mechanical property of the starch composite [129]. It has also been reported that the usage of mixture of formamide and water together with glycerol as starch plasticizer can enhance the dispersion and the inter-facial affi nity in the starch/poly(lactic acid) composites [130]. Moreover, monosaccharide, other amino compounds (such as ethylenebisformamide, N, N-bis(2- hydroxyethyl)formamide, N-(2-hydroxypropyl)formamide, N-(2- hydroxyethyl)-N-methylformamide, formamide mixture, etc.), ionic liquid, and N,N-dimethylacetamide combined with lithium chloride have also been utilized as novel plasticizers for starch. Comparable with the polyol-plasticized starch fi lms in tensile tests, monosaccharide-plasticized starch fi lms were more resistant in moisture permeation, which should be attributed to the denser polymer-plasticizer complex, smaller size of free volume, and less segmental motions of starch chains resulting from the structural compatibility of monosaccharide with starch [131].
13.12.1 Preparation of Starch Composites
Before the preparation of the starch composites (SC), starch and plasticizer of glycerol or polyol mixture were premixed by hand and sealed for 12 h to make plasticizer to swell the starch granule to enhance the molecular interactions between plasticizer and starch. During processing, the pre-mixtures were melt-blended in a record 900 HAAKE roller mixer at 150°C for 10 min with a constant screw rotation speed of 100 rpm, and the torque and melt temperature were monitored. Th e obtained starch composites

Recent Development of Fiber Reinforced Composite Materials 467
were then hot pressed at 160°C to achieve sample sheets of 1 mm thickness and cut into diff erent shapes for measurements. Aft er that, the samples for testing were placed in tightly sealed polyethylene bags to prevent mois-ture absorption and reserved for 3 days before testing to make the material equilibrated and stable. Th e formulation of these starch composites is listed in Table 13.4. Just as shown in Table 13.4, the SC-G series represents the starch composites plasticized by diff erent content of glycerol, and the fol-lowing number describes the amount of glycerol used. Th e SC-GS, SC-GX and SC-GM series represents the starch composites plasticized by mixture of glycerol and sorbitol, mixture of glycerol and xylitol and mixture of glycerol and maltitol, respectively, and the following numbers describe the amount of sorbitol, xylitol and maltitol used. In each of the above polyol mixture-plasticized starch composite, the amount of plasticizer is fi xed to be half that of starch. In Table 13.4., the component amount is represente by phr, which means parts per hundreds of starch [132].
Table 13.4 Th e formulation of the starch composites plasticized by polyol
mixtures [132].
Sample Starch
(phr)
Glycerol
(phr)
Sorbitol
(phr)
Xylitol
(phr)
Maltitol
(phr)
SC-G40 100 40
SC-G45 100 45
SC-G50 100 50
SC-G55 100 55
SC-G60 100 60
SC-GS5 100 45 5
SC-GS10 100 40 10
SC-GS15 100 35 15
SC-GS20 100 30 20
SC-GS25 100 25 25
SC-GX20 100 30 20
SC-GM20 100 30 20

468 Biosensors Nanotechnology
13.13 Processing Techniques for Natural Fiber Composites
Most biocomposites in current production are based on thermoplastic polymer matrices such as polypropylene and polyethylene, with the stan-dard method of processing involving sheet compounding followed by extrusion. In the compounding process, the polymer is heated to a molten state before the fi ber is added as fl our, together with any additives required. Once mixing has been completed, the biocomposite can oft en be extruded directly as the fi nal product or alternatively made into pellets prior to fur-ther extrusion of injection molding. A major limitation of this extrusion process, however, is that only relatively short fi bers can be successfully uti-lized, resulting in limited reinforcement [133].
In principle, the production techniques for natural fi ber composites can be similar to those for glass fi bers. Exceptions to this are techniques used where continuous fi bers are used like pultrusion (a yarn has to be made fi rst),or where fi bers are chopped, like in spray-up or sheet molding com-posite (SMC) prepreg preparation. A few examples of techniques are dis-cussed below [134].
13.13.1 Resin Transfer Molding or Vacuum Injection
Resin transfer molding (RTM), or vacuum injection, is a clean, closed mold technique. Dry fi bers are put into the mold, then the mold is closed by another mold or just a bagging fi lm, and resin is injected. Either with over-pressure on the injection side or vacuum at the other side the fi bers are impregnated. Tailored lay-ups and high fi ber volume contents are pos-sible. Th erefore, the technique enables the manufacture of very large prod-ucts with high mechanical properties. A diff erence compared to glass is the springy character of the natural fi bers. To enable proper fi ber place-ment and high fi ber volume contents, a preforming step may be required. Preforming is pressing the mats with a small amount of binder (like H
2O)
into a more compact shape. Dense mats of fl ax can be diffi cult to impreg-nate. Better resin fl ow can then be obtained by using the thicker leaf fi bers like sisal [134].
13.13.2 Sheet Molding Compound Techniques
An important diff erence with glass sheet molding compound (SMC) is the production of the prepreg. Normally prepregs are made by chopping the

Recent Development of Fiber Reinforced Composite Materials 469
glass strands and dropping them on a fi lm of resin-fi ller compound. Th is preparation will not work for natural fi bers since the chopping is very dif-fi cult. Other techniques are being developed. An appropriate method to get a layer of fi bers with an anisotropic orientation which is loose enough to provide suffi cient fi ber fl ow during the molding process depends on the type of fi ber and on the way in which the raw material is being supplied. Th is resembles the vacuum injection, but it is a bit quicker and less sophis-ticated. Aft er fi ber placement, a basket with resin is poured in the mid-dle of the product, a rigid top mold is put on, and at the edge of the set of molds vacuum is applied. Meanwhile, successful replacement of glass fi bers by natural fi bers has been achieved within the series production of a component of a caravan’s coach. Mechanical properties are comparable while a weight saving of 10 percent is achieved. Although these benefi ts are small, natural fi bers could take the place of glass since the raw material cost is lower [134].
13.13.3 Sandwich Technology
Today, composite laminates in glass polyester are produced in a continu-ous way up to a width of 3 m and with infi nite length. Bonded on two sides of a foam block, they build stiff sandwich panels that are used a lot in trucks, trailers and building construction. Th ey provide thermal insula-tion and can fulfi ll a primary structural function. Small-scale prototyping has proved that substitution of glass by natural fi bers is feasible. A bit less insulating, but still very well suitable for wall and roof construction, are sandwiches made of natural fi ber composite skins and bamboo pillars as the sandwich core. An optimal combination of two diff erent mechanical “tours de force” made by nature, this concept is now under development.
Compared to corrugated iron the “vegetable sandwich” is not only more elegant, it is more durable, it insulates far better, and it uses renewable and local resources. Furthermore, the zinc-coat on the steel pollutes, and when the zinc has gone, rust will appear. Finally, in hot climates, a steel roof gives no insulation, and the heat under such a roof can be unbearable [134].
13.14 Natural Fiber-Reinforced Composites
Natural fi bers such as sisal, fl ax, jute, coir, etc., possess good reinforcing capability with polymers. Th ese fi bers are relatively inexpensive, originate from renewable resources, and possess favorable value of specifi c strength and specifi c modulus. Natural fi ber-reinforced composites come from

470 Biosensors Nanotechnology
the renewable materials and can be mechanically recycled. Some of the recent studies on natural fi ber-reinforced composites have been cited in this manuscript.
13.14.1 Banana Fiber-Reinforced Composites
Th e eff ect of chemical modifi cations on the dynamic mechanical proper-ties of banana fi ber-reinforced polyester composites was studied by Pothan et al. [135]. A number of silane coupling agents were used to modify the banana fi bers. Joseph et al. studied the environmental durability of chemi-cally modifi ed banana fi ber-reinforced phenol formaldehyde (PF) com-posites. Th ey observed that silane, NaOH and acetylation treatments improved the resistance of the banana/PF composites on outdoor exposure and soil burial [136].
Idicula et al. investigated the thermo-physical properties of banana sisal hybrid-reinforced composites as a function of chemical modifi cation. Sisal and banana fi ber were subjected to mercerization and polystyrene maleic anhydride (MA) treatments. Th ey observed that chemical modifi cation resulted in an increase of 43% in the thermal conductivity when compared with untreated composites [137].
13.14.2 Flax Fiber-Reinforced Composites
Most of the studies concerning the chemical modifi cation of fl ax fi ber have been reported earlier on by many researchers. Weyenberg et al. [138] investigated the chemical modifi cation of fl ax fi ber by alkali treatment. Th e study concentrated on optimizing parameters, such as time and concentra-tion of NaOH, to develop a continuous process for the treatment and fabri-cation of unidirectional fl ax fi ber epoxy composites. Th e authors observed a specifi c improvement in the mechanical properties of the resulting mate-rial; treatment with 4% NaOH increased the transverse strength of the composites by up to 30%.
Wang et al. [139] investigated the eff ects of diff erent chemical modi-fi cations on the properties of fl ax fi ber-reinforced rotationally molded composites. Th e chemical modifi cations carried out were mercerization, benzoylation, and peroxide treatment. Th e modifi ed fi bers were then extruded with the polymer matrix to form the composite and an improve-ment in interfacial adhesion was observed.
Zafeiropoulos et al. [140] investigated the eff ect of chemical modifi ca-tion on the tensile strength of fl ax fi bers. Th e authors tried acetylation and stearation and found that the tensile strength of fl ax fi bers did not exhibit

Recent Development of Fiber Reinforced Composite Materials 471
any drastic improvement. Th e SEM examination of the fractured surfaces revealed that acetylated fi bers exhibited a diff erent mode of failure from the other fi bers, suggesting that the treatment altered the bulk properties along with the surface properties
13.14.3 Hemp Fiber-Reinforced Composites
Bledzki et al. [141] have studied the infl uence of chemical treatment on the properties of hemp fi ber-reinforced epoxy and PP composites. Th e eff ects of diff erent mercerization parameters, such as concentration of alkali (NaOH), temperature, duration time, and tensile stress applied to the fi bers on the structure and properties of hemp fi bers, were studied and judged via the cellulose I-II lattice conversion. It was observed that the mechanical properties of the fi bers can be controlled in a broad range using appropri-ate parameters during mercerization treatment.
According to Vincent Placet [142], thermoplastic/hemp fi ber compos-ites were manufactured using a fi lm stacking process. Th is method consists of heating and compressing a sandwich of polymer fi lms and fi ber mats. Panels of 100 mm by 100 mm were made. Polypropylene fi lms with a thick-ness of 1 mm were prepared from pellets, using an injection machine (BOY 22M). Two types of fi ber mats were prepared from jumbled fi bers: mats of randomly scattered fi bers and mats of unidirectional fi bers. For unidirec-tional mats, the fi bers were manually carded. Th e composites were molded from a stack of three polymer fi lms interleaved with hemp fi ber mats. Th is stack was placed in a mold on an electromechanical press equipped with a furnace, with which the assembly was heated to 180°C. At this plateau temperature, the stack was compressed at 10 bars for 3 minutes, following which the composite was allowed to cool to room temperature. Th e pres-sure was maintained at a constant value until 160°C.
13.14.4 Pineapple Fiber-Reinforced Composites
Green composites were fabricated using pineapple leaf fi bers and soy-based resin [50]. Th e addition of polyester amide graft ed glycidyl methacrylate (PEA-g-GMA) as compatibilizer was seen to increase the mechanical properties of the composites. Tensile and fl exural strengths of composites containing treated fi bers were found to be 35 and 50 MPa, respectively, whereas those of composites containing untreated fi bers were found to be 30 and 45 MPa, respectively.
Lopattananon et al. [143] investigated the chemical modifi cation of pineapple leaf fi bers in natural rubber; NaOH solutions (1, 3, 5, and 7%,

472 Biosensors Nanotechnology
w/v) and benzoyl peroxide (BPO) (1, 3, and 5 wt% of fi ber) were used to treat the surface of the fi bers. It was found that all surface modifi ca-tions enhanced adhesion and tensile properties. Th e treatments with 5% NaOH and 1% BPO provided the best improvement of strength (28 and 57%, respectively) of composites when compared with that of untreated fi ber composites.
13.14.5 Sisal Fiber-Reinforced Composites
Mwaikambo and Ansell [144] carried out the alkali treatment of sisal fi bers and analyzed the changes with respect to the diameter and internal struc-ture, such as cellulose content, crystallinity index, and micro-fi bril angle. Alkalization was found to change the internal structure of sisal fi bers which exhibited approximately the same specifi c stiff ness as that of steel. Th e crystalline nature of the treated fi bers was also found to increase due to alkali treatment. Th eir results indicated that the structure of sisal fi ber can be chemically modifi ed to attain properties that will make the fi ber useful as a replacement for synthetic fi bers.
Martins et al. [145] studied the eff ect of chemical modifi cations on the structure and morphology of sisal fi bers by NMR spectroscopy. Mercerization, acetylation, and resorcinol/hexamethylenetetramine (R/H) treatments were applied to sisal fi bers in order to improve their adhesion in composites mate-rials. Th e results showed that the fi bers/acetylation of fi bers prior to the treat-ment with 20/10 g/L R/H solution for 15 min was the best treatment since the fi bers obtained exhibited the biggest eff ective surface area available for chemical interaction and mechanical interlocking with the matrix.
13.15 Properties of Composites
Th e mechanical properties of a natural fi ber composite depend on many parameters such as fi ber strength, modulus, length and orientation, in addition to the fi ber matrix interfacial bond strength. Fiber-matrix inter-face plays an important role in the composite properties. A good inter-facial bond is required for eff ective stress transfer from the matrix to the fi ber, whereby maximum utilization of the fi ber strength in the compos-ite is achieved, e.g., the mechanical properties of kenaf fi ber composites depend on several factors such as orientation of fi bers (random or unidi-rectional), loading and form (fabric or fi ber), chemical modifi cation, use of compatibilizer or coupling agent [146]. Th e crosslinking density has the highest relevance in many properties such as mechanical properties for

Recent Development of Fiber Reinforced Composite Materials 473
crosslinked polymers. For example, the mechanical properties increase with the increase of crosslinking as it demands more stress value for rap-ture [147]. Th us determination of degree of crosslinking has great practi-cal signifi cance. Th e degree of crosslinking was determined according to the gel fraction content by extracting low molecular content by toluene in a Soxhlet apparatus. It is known that uncured polyfufuryl alcohol (PFA), which is not crosslinked by chemical bonds, is soluble in toluene while cured PFA is not.Th e degree of crosslinking was found to be quite high for PFA resin (85%) and for green composites (79–82%).
13.16 Application of Natural Fiber Composite
Natural fi ber composites have a very interesting fi eld of applications because of their promising properties. Many automotive components are already produced in natural composites, mainly based on polyester or PP and fi bers like fl ax, hemp or sisal. Th e use of natural fi bers in automobiles has largely been restricted to upholstery applications because of the tradi-tional shortcomings of natural fi ber composites, low impact strength and poor moisture resistance. Recent research results show that there is a large potential in improving those two properties. Th is potential can be found either in pretreatments of the fi bers or in improving the chemistry while impregnating the fi bers with the matrix material.
Treatment is required to turn just-harvested plants into fi bers suitable for composite processing. For example, in the case of fl ax, the fi rst step is retting. It is a controlled retting process that gets rid of the pectin that con-nects the fi ber bundles with the wood core of the stem. Aft er the retting, hemicellulose and lignin can be removed by hydrothermolysis or alkali reactions. Th e hemicellulose is responsible for a great deal of the moisture absorption. Th e lignin is the connecting cement between the individual fi ber cells. Although the lignin builds the bundle, in a composite it will be the weakest link. During harvesting, pretreatments and processing, the handling plays an important role. Failure spots on the fi bers can be induced, which cause a reduction of the tensile strength.
Composite materials fi nd uses in car, aircraft , railway and truck indus-tries. Polymers have displaced steel and ferric alloys in car construction from 80 percent used in 1965 to 60 percent in 1995. Th is fi eld of poly-mers application was pioneered by Henry Ford, who designed the car body entirely in polymer, a car “made of soybean” in 1941. In 1953 a Chevrolet Corvette had many parts made of polyester resins reinforced with diff erent fi bers, allowing the weight of the car to be decreased by about 85 kg [148].

474 Biosensors Nanotechnology
Application of natural fi bers in the automotive industry may include diff erent types of fi llings, reinforcing fi ber and in some cases replacement of glass fi ber, one of the components of hybrid composites, degradable composite of natural fi bers and natural polymers. Th e great advantage of composites reinforced with fi bers is that when the fi bers are arranged par-allel to the direction of applied forces (unidirectional laminates), the possi-bility of utilization of anisotropic properties of material for structure arises (crushed fi bers, embroided and 3D woven structures). Th e properties of this new material can be compared with regular glass fi ber or reinforced polymers in normal conditions, for instance, in the automotive industry, road construction, irrigation systems, landfi lls, furniture industry and also in sport. New nanobinders have been proposed for jute, hemp compos-ites by the Institute for New Materials, Saarbrücken, Germany, resulting in fl ame-resistant construction elements with a compressive strength of 3.5 MPa by a specifi c weight of only 0.13 g/cm2 [149].
Composition boards, including particleboard (extruded and plate-pressed), and fi ber boards, especially medium-density fi berboard (MDF), are quite common in construction, furniture and interior panelling. Th e most common raw material used is wood, but many countries success-fully use other agriculturally based residues like fl ax and hemp shives, jute stalks, bagasse, reed stalks, cotton stalks, grass-like Miscanthus, vetiver roots, rape straw, oil fl ax straw, small grain straw, peanut husks, rice husks, grapevine stalks and palm stalks. Th ese cheap raw materials can be valu-able in lignocellulose board production from wood particles [150, 151].
Medium-density fi berboards consist of 82 percent fi bers from wood or annual plants, 9 percent gluing amino resin, 1 percent paraffi n and 8 percent water [152]. Th ere is growing interest in using annual plants to make boards because annual plants are renewed each year, and produce three times more cellulose per year than ring-growth in trees. Residues of annual plants such as rape or canola straw, oil fl ax straw, small grain straw, reed and reed wastes are useful for production of insulating boards for the building industry, important for houses in earth-globe areas. Hemp also makes excellent insulating boards [153]. Bast fi brous plants are a source of food, fodder, pharmaceutical products and cosmetics. Flax and hemp seeds are perfect raw materials for agriculturally based industries such as the production and processing of food, natural pharmaceuticals, cosmet-ics, or paint varnishes.
According to Williams [154], a biomaterial is a material used in implants or medical devices, intended to interact with biological systems. Th ose common types of medical devices include substitute heart valves and artifi cial hearts, artifi cial hip and knee joints, dental implants, internal

Recent Development of Fiber Reinforced Composite Materials 475
and external fracture fi xators and skin repair templates, etc. One of the major features of biocomposite materials is that they can be tailor made to meet diff erent application requirements. Th e most common types of conventional composites are usually composed of epoxy, unsaturated polyester resin, polyurethanes (PU) or phenolic reinforced by glass, car-bon or aramid fi bers. Th ese composite structures lead to the problem of conventional removal aft er their end-of-life, as the components are closely interconnected, relatively stable and thus diffi cult to separate and recycle. A material that can be used for medical applications must possess a lot of specifi c characteristics, which are diff erent than those for the general domestically used plastic products. Th e most fundamental requirements are related to biocompatibility, without having any adverse eff ect to the host tissues. Th erefore, those traditional composite structures with non-biocompatible matrix or reinforcement are substituted by bioengineered composites. Table 13.5 summarizes several important factors that need to be considered when selecting a material for biomedical applications.
In the environmental concern, the use of these fi bers mixed with bio-degradable polymers, like PLA and poly(glycolide) (PGA) can produce biodegradable composites (somehow, they are called “green composites” or “environmentally-friendly plastics”). Th ese composites should possess moderate strength and/or thermal stability, while they must be recyclable aft er being used [155].
13.17 Environmental Eff ects
Because of environmental awareness and consciousness throughout the world,,there has been increasing interest in the development of natural fi bers and their application in various fi elds. Natural fi ber composites are also claimed to off er environmental advantages such as reduced depen-dence on non-renewable energy/material sources, lower pollutant emis-sions, lower greenhouse gas emissions, enhanced energy recovery, and end-of-life biodegradability of components.
Th e majority of biocomposites are currently used in the automotive, con-struction, furniture and packaging industries, where increasing environ-mental awareness and depletion of fossil fuel resources are providing the drivers for the development of more new renewable products. Whichever application of natural or natural fi ber-reinforced plastics will be used when and where depends on the diff erent environmental conditions, which are likely to infl uence aging and degradation eff ects. In contrast, such eff ects are oft en desirable, as is the case with compostable materials. Natural fi bers

476 Biosensors NanotechnologyT
able
13
.5
Key
fac
tors
fo
r th
e se
lect
ion
of
mat
eria
ls f
or
bio
med
ical
ap
pli
cati
on
s [1
55
].
Fac
tors
Des
crip
tio
n
Ch
emic
al/b
iolo
gic
al
char
acte
rist
ics
Ph
ysic
al c
har
acte
rist
ics
Mec
han
ical
/str
uct
ura
l
char
acte
rist
ics
1st
Lev
el m
ater
ial
pro
per
ties
• C
hem
ical
co
mp
osi
tio
n
(bu
lk a
nd
su
rfac
e)
• D
ensi
ty•
Ela
stic
mo
du
lus
• Sh
ear
mo
du
lus
• P
ois
son’
s ra
tio
• Y
ield
str
engt
h
• C
om
pre
ssiv
e st
ren
gth
2n
d L
evel
mat
eria
l p
rop
erti
es•
Ad
hes
ion
• Su
rfac
e to
po
log
y
• T
extu
re
• R
ou
ghn
ess
• H
ard
nes
s
• F
lexu
ral
mo
du
lus
• F
lexu
ral
stre
ngt
h
Spec
ifi c
fu
nct
ion
al r
equ
irem
ents
(bas
ed o
n a
pp
lica
tio
ns)
• B
iofu
nct
ion
alit
y
• B
ioin
ert
• B
ioac
tive
• B
iost
abil
ity
• B
iod
egra
dat
ion
beh
avio
r
• F
orm
an
d g
eom
etry
• C
oef
fici
ent
of
ther
mal
exp
ansi
on
• E
lect
rica
l co
nd
uct
ivit
y
• C
olo
r, a
esth
etic
s
• R
efra
ctiv
e in
dex
• O
pac
ity
or
tran
slu
cen
cy
• St
iffn
ess
or
rigi
dit
y
• F
ract
ure
to
ugh
nes
s
• F
atig
ue
stre
ngt
h
• C
reep
res
ista
nce
• F
rict
ion
an
d w
ear
resi
stan
ce
• A
dh
esio
n s
tren
gth
• Im
pac
t st
ren
gth
• P
roo
f st
ress
• A
bra
sio
n r
esis
tan
ce
Pro
cess
ing
& F
abri
cati
on
• R
epro
du
cib
ilit
y, q
ual
ity,
ste
rili
zab
ilit
y, p
ack
agin
g, s
eco
nd
ary
pro
cess
abil
ity
Ch
arac
teri
stic
s o
f h
ost
: tis
sue,
org
an, s
pec
ies,
age
, sex
, rac
e, h
ealt
h c
on
dit
ion
, act
ivit
y, s
yste
mic
res
po
nse
Med
ical
/su
rgic
al p
roce
du
re, p
erio
d o
f ap
pli
cati
on
/usa
ge C
ost

Recent Development of Fiber Reinforced Composite Materials 477
are subject to degradation in acids and in alkaline solutions, as well as under UV rays. Th ese eff ects, however, can be minimized by using suitable modi-fi cation. Unmodifi ed cellulose-fi bers are normally degraded by enzymes aft er about 6–12 months; this can be altered through suitable treatment so that no signifi cant changes of mechanical properties will be noticed for two years. Within a period of 2.5 years, dry-stored fi bers show only little change in their mechanical properties. Th is is true especially with regard to strength and elongation at break. In this respect, sisal fi bers are comparably more stable than abaca and other fi ber [21].
Lower temperatures, −70°C, clearly result in lesser strength, but the eff ect can be minimized by previous drying. Higher temperatures, such as 100–130°C, lead in the case of cotton, to a notable degradation aft er 80 days. Th eir strength was thereby reduced to 68%, i.e., 10% of the original value. Depending on the temperature applied, these values are reduced to 41% and 12% for fl ax-fi bers and to 26% and 6%, for ramie-fi bers. In com-posites moisture content results in lower mechanical properties. Th is eff ect is greater when using ocean rather than fresh water. With fresh water it is more likely that bacteria and fungi appear on the scene. Against such infl u-ences, ramie, jute and kopak fi bers are more resistant than other plant fi bers [156]. Th e lower resistance of natural fi bers against environmental factors, decisively aff ects the mechanical properties of the composites [157].
Products made from sustainable biocomposites must satisfy the require-ment that no hazardous eff ects to the environment or to human health will be derived throughout their service life in the intended application. Reinforced biocomposites possess, in general, limited thermal stability at the required temperatures for thermo-mechanical processing, which may contribute to the formation of low molecular weight compounds as a result of the degradation of either the polymeric matrix or the lignocellulosic fi bers used as reinforcements. Th is may lead to the release of undesirable odors during processing and service life, which may hinder the applica-bility of biocomposites in indoor applications, such as in construction ele-ments or automotive components. Th e processing temperatures of natural polymers and natural fi ber-reinforced composites are normally restricted to 200°C, but even at lower temperatures degradation may occur, leading to volatile compounds formation. Th e common procedures for the thermo-mechanical processing of biocomposites are similar to those used for syn-thetic polymers and composites; these include extrusion (including reactive extrusion, foaming, sheet and fi lm forming), compression molding, and injection molding [158]. Other procedures such as fi lm casting could be explored to avoid thermal degradation of biocomposites, especially for bio-medical or packaging applications. Detailed knowledge about the thermal

478 Biosensors Nanotechnology
stability and the thermal decomposition mechanisms under temperature and shear conditions is therefore fundamental for material and product development, in order to avoid undesired eff ects such as odor emission or the release of degradation products into the surrounding media.
Oxidized compounds such as alcohols, aldehydes, ketones, and carbox-ylic acids together with a wide variety of phenolic compounds have been reported to be produced and emitted from sustainable biocomposites based on a recycled polypropylene (PP) matrix reinforced with natural fi bers [159]. Among the identifi ed compounds, phenolic degradation products from the antioxidants incorporated in the thermoplastic matrix could be identifi ed in the non-aged material. Other compounds, such as carboxylic acids, alco-hols, and esters, which are believed to derive from the degradation of the lignocellulosic fi bers, seem to increase their relative abundance aft er aging; these compounds may be responsible for the characteristic odor emitted by lignocellulosic composites. Some authors have proposed the introduction of porous absorbents in the composition of biocomposites to decrease the amount of emitted odoros molecules without major reductions in the mate-rial’s mechanical properties [160]. Other environmental implications may arise, however, from the application of inorganic fi llers in biocomposites.
13.18 Work Carried Out in CSIR-NEIST, JORHAT
Medium density particle/fi berboards are wood substitute products used as building material. Various lingo-cellulosic materials are now being utilized for construction purposes. Th e recent trend is the utilization of agro-industrial wastes like sawdust, rice straw, jute sticks, etc., for mak-ing items for use in building construction. Hard boards, particleboards, fi berboards, etc., are known to have been used in one form or another for construction work. Lingo-cellulosic materials are converted to a particular size bonded together with a suitable binder by means of heat and pressure. Boards of diff erent densities are made in a hot press. Th e laboratory has developed know how for manufacturing medium-density particleboard from diff erent agro waste material like cereal straws, sugarcane bagasse, etc., and forming scraping/dust of low-density wood and other forest wastes like Nol (Phragmites karka), Khagra (Neyraudia reynaudiana), Ekora (Erianthus longisetosus), Ipomoea (Ipomoea carnea), Zhau (Tamarix dioica), Birina (Andropogon squarosus), etc., grasses [161]. Th ese boards are suitable for false ceiling in Assam-type buildings, fi nd extensive use in auditoriums, computer centers, cinemas and theater halls, business prem-ises, as well as display boards in commercial apartments. Th ese boards can

Recent Development of Fiber Reinforced Composite Materials 479
also be used as partition walls, decorative walls, covering, tabletops, fl ush doors, showroom cabinets, furniture fi xtures, blackboards, mirror back-ing, etc. Properties of composites made with diff erent proportions of UF and PF resins are compared in Table 13.6.
Coir is an important lignocellulosic fi ber that can be utilized with waste polyethylene in diff erent ways for making composite board to get desired properties and texture. Such coir fi ber is hard and rigid with the properties of high-level moisture absorption, poor wettability and insuffi cient adhesion with polymer matrix, which lead to debonding with time. In order to get better quality product from coir fi ber, some improvement of the coir fi ber property with the help of chemical treatment is needed. In the present work, chemical treatment of coir fi ber with NaOH, dilute HCL, Acetic acid and Alcohol-benzene solution were used for improvement of fi ber property, as well as composite boards prepared from treated fi ber and waste polyethyl-ene [162]. Th e chemical constituents of coir fi ber like cellulose, lignin, ash and hot water soluble, alkali soluble were tested before and aft er the chemi-cal treatment. Lignin content of fi ber was reduced from 44.48% to 21.50%, 14.50%, 28.30% and 33.65% aft er the treatment with HCL, NaOH, Acetic acid and Alcohol benzene respectively. Likewise, hot water soluble reduced from 13.9% to 2.35%, 5.40%, 5.84% and 6.78% in HCL-, NaOH-, Acetic acid- and Alcohol benzene-treated fi ber respectively. Th e composite boards made from diff erent chemically treated fi bers were tested and it was found that water absorption and total swelling values were drastically reduced and the mechanical strength properties, i.e., ultimate tensile strength (UTS) and modulus of rupture (MOR), increased. Among the diff erent chemical treat-ments, 15% NaOH-treated fi ber was found more eff ective in improving the composite board quality. Physical and mechanical properties of board made from diff erent treated coir fi bers are summarized in Table 13.7.
Another investigation was carried out to study the coir fi bers mixed with diff erent synthetic resin binder to make medium-density particleboard to determine their physical strength properties. A comparison among the synthetic resin binder was carried out [163]. Also the physicochemi-cal properties of coir fi ber and alkali (10% NaOH)-treated coir fi ber were determined. Th e treated fi ber was used for the board preparation. From the study, it has been concluded that physical strength properties of the board manufactured by solely using phenol formaldehyde (PF) resin was the highest among the other resins used. To reduce the formaldehyde emission eff ect from the board, other resin binder like polyvinyl alcohol (PVA) or polyvinyl acetate (PVAc) can also be used with PF resin for preparation of medium density particleboard to get the optimum physical strength prop-erties [164]. Table 13.8 revealed the properties of composites made with

480 Biosensors NanotechnologyT
able
13
.6
Ch
arac
teri
stic
pro
per
ties
of
par
ticl
ebo
ard
s m
ade
wit
h d
iff e
ren
t p
rop
ort
ion
s o
f U
F a
nd
PF
res
ins.
Sam
ple
Res
in C
on
ten
t
UF
:PF
Th
ick
nes
s m
mD
ensi
ty g
/
cm2
Mo
istu
re
con
ten
t %
MO
R K
g/
cm2
Wat
er
abso
rpti
on
%
To
tal
volu
met
ric
swel
lin
g %
A1
00
:07
.10
.82
8.8
13
92
42
2
B1
00
:07
.20
.84
8.6
13
62
82
0
C1
00
:07
.10
.83
8.0
14
12
12
0
A7
5:2
57
.20
.81
8.3
14
92
22
0
B7
5:2
57
.80
.86
8.0
15
31
82
1
C7
5:2
57
.50
.82
8.1
15
12
01
8
A5
0:5
07
.60
.83
8.0
15
32
11
8
B5
0:5
07
.20
.85
7.8
15
72
01
6
C5
0:5
07
.30
.83
7.6
15
62
11
7
A2
5:7
57
.10
.84
8.2
15
81
81
8
B2
5:7
57
.30
.81
8.0
16
21
61
8
C2
5:7
57
.60
.83
7.6
15
91
71
7
A0
:10
07
.40
.87
7.6
16
81
61
6
B0
:10
07
.60
.86
7.4
16
91
41
4
C0
:10
07
.80
.84
7.4
17
31
31
2
M. m
alab
ath
ricu
m, B
- E
. od
orat
um
, C-
T. M
axi
ma
; Par
ticl
e si
ze (
Y)
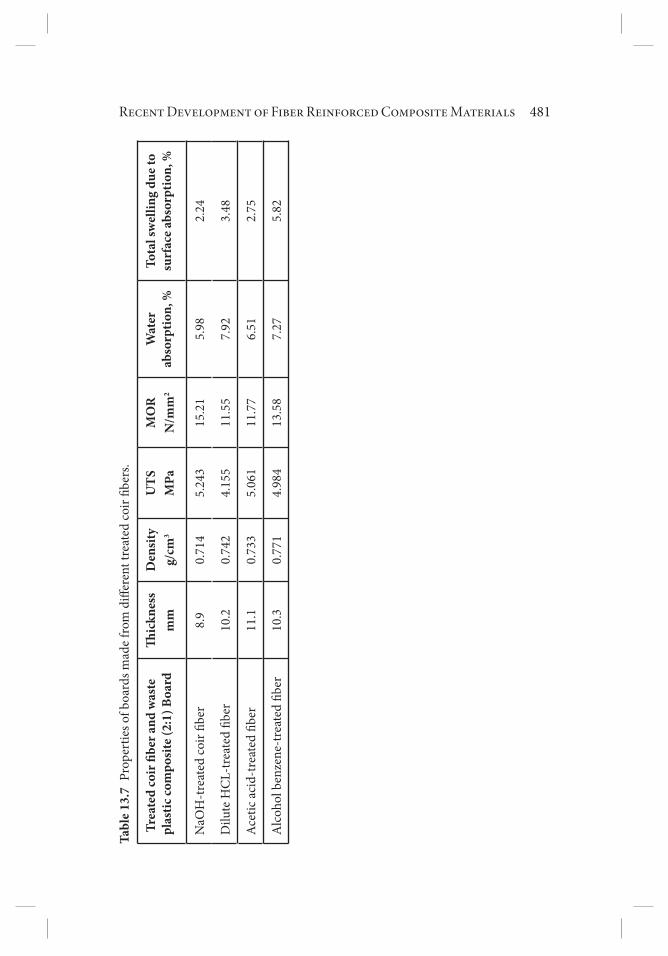
Recent Development of Fiber Reinforced Composite Materials 481T
able
13
.7
Pro
per
ties
of
bo
ard
s m
ade
fro
m d
iff e
ren
t tr
eate
d c
oir
fi b
ers.
Tre
ated
co
ir fi
ber
an
d w
aste
pla
stic
co
mp
osi
te (
2:1
) B
oar
d
Th
ick
nes
s
mm
Den
sity
g/c
m3
UT
S
MP
a
MO
R
N/m
m2
Wat
er
abso
rpti
on
, %
To
tal
swel
lin
g d
ue
to
surf
ace
abso
rpti
on
, %
NaO
H-t
reat
ed c
oir
fi b
er8
.90
.71
45
.24
31
5.2
15
.98
2.2
4
Dil
ute
HC
L-t
reat
ed fi
ber
10
.20
.74
24
.15
51
1.5
57
.92
3.4
8
Ace
tic
acid
-tre
ated
fi b
er1
1.1
0.7
33
5.0
61
11
.77
6.5
12
.75
Alc
oh
ol
ben
zen
e-tr
eate
d fi
ber
10
.30
.77
14
.98
41
3.5
87
.27
5.8
2

482 Biosensors NanotechnologyT
able
13
.8
Ch
arac
teri
stic
s p
rop
erti
es o
f p
arti
cleb
oar
d m
ade
wit
h d
iff e
ren
t p
rop
ort
ion
s o
f P
VA
an
d P
VA
c.
Sam
ple
Res
in c
on
ten
tTh
ic
kn
ess
mm
Den
sity
g/c
m3
Mo
istu
re
con
ten
t
%
MO
R
Kg
/cm
2
Wat
er
abso
rpti
on
%
To
tal
volu
met
ric
swel
lin
g
%P
VA
: P
VA
c
A1
00
:07
.2 ±
0.0
5*
0.8
3 ±
0.0
05
8.2
± 0
.06
11
8 ±
4.1
43
0 ±
1.2
52
5 ±
1.2
7
B7
5:2
57
.4 ±
0.0
60
.81
± 0
.00
38
.6 ±
0.0
31
19
± 2
.13
31
± 2
.15
28
± 2
.54
C5
0:5
07
.2 ±
0.0
30
.87
± 0
.00
88
.4 ±
0.0
61
20
± 3
.15
36
± 2
.31
24
± 2
.30
D2
5:7
57
.0 ±
0.0
20
.85
± 0
.00
88
.4 ±
0.0
41
22
± 3
.25
31
± 2
.71
26
± 2
.05
E0
:10
07
.2 ±
0.0
40
.83
± 0
.00
78
.2 ±
0.0
41
20
± 4
.05
28
± 3
.35
28
± 1
.73
* M
ean
Val
ue
± s
tan
dar
d d
evia
tio
n; t
hre
e o
bse
rvat
ion
s p
er m
ean
.

Recent Development of Fiber Reinforced Composite Materials 483
diff erent proportions of PVA and PVAc and properties of board made with diff erent proportions of PF and PVAc are summarized in Table 13.9.
Another study was conducted to study the physico-mechanical prop-erties of banana fi ber-reinforced polymer composite [165]. Utilization of natural fi ber as reinforcing material is the latest trend in polymer science to produce higher strength with lower weight composite materials having a wide range of applications. As a natural fi ber, banana fi ber has been gain-ing importance in recent years in the reinforcement arena of polymer com-posites. Two species of banana, viz., Musa sapientum and Musa paradisica, available in North East India were selected considering their higher fi ber yield and adequate strength properties of the fi bers. Th e chemical compo-sitions, spectroscopic and thermal properties of these fi bers were studied in order to study their suitability for commercial exploration. Low density polyethylene (LDPE)-banana fi ber-reinforced composites were prepared using hydraulic hot press. Physico-mechanical properties (e.g., tensile strength, fl exural strength, elongation at break, Young’s modulus) of the prepared composites were determined. Th e tensile strengths and fl exural strengths of the composites increased while using LDPE that was 10 to 30% of the fi ber and then started to gradually decrease. Young moduli of the composites increased with the increase of fi ber mass. Water absorption also increased accordingly with the increase of the fi ber weight. Th e elon-gation at break decreased with increasing fi ber quantity. Th e mechanical strength properties of chemically treated banana fi ber-LDPE composites were slightly higher than the mechanically extracted fi ber-LDPE compos-ites. Structural analyses of the treated fi bers were carried out by FTIR and XRD. Th ese studied revealed that due to the removal of noncellulosic con-stituents such as hemicelluloses and lignin the crystalline properties of the fi bers were increased. All the properties of composite like tensile strength, fl exural strength, water absorption capacity, etc., plays a signifi cant role in these polymer composite materials. Table 13.10 and 13.11 represent the properties of composites made from mechanically and chemically extracted banana fi ber and LDPE.
Moreover, another study was continuing on preparation of composite material using coir fi ber, bamboo pulp fi ber, as precursor for the develop-ment of novel composite material of SiC for diff erent engineering applica-tion [166]. Coir fi ber, an agricultural waste material of immense economic importance in Indian subcontinent, was used as a precursor to biomorphic SiC ceramics. Fiberboards made of coir fi bers were converted to carbon templates by controlled thermal processing. Plant material precursors were characterised by analysis of molecular composition, by determination of bulk density and by scanning electron microscopy. Carbon templates were

484 Biosensors NanotechnologyT
able
13
.9
Ch
arac
teri
stic
s p
rop
erti
es o
f p
arti
cleb
oar
d m
ade
wit
h d
iff e
ren
t p
rop
ort
ion
s o
f P
F a
nd
PV
Ac.
Sam
ple
Res
in
con
ten
t
Th
ick
nes
s
mm
Den
sity
g/c
m3
Mo
istu
re
con
ten
t
%
MO
R
Kg
/cm
2
Wat
er
abso
rpti
on
%
To
tal
volu
met
ric
swel
lin
g
%P
F :
PV
Ac
A1
00
:07
.2 ±
0.0
7*
0.8
2 ±
0.0
03
7.2
± 0
.06
16
6 ±
2.5
71
4 ±
2.0
11
2 ±
1.3
2
B7
5:2
57
.3 ±
0.0
40
.83
± 0
.00
57
.5 ±
0.0
31
58
± 4
.21
16
± 3
.12
16
± 2
.15
C5
0:5
07
.3 ±
0.0
50
.85
± 0
.00
57
.6 ±
0.0
51
41
± 4
.14
20
± 3
.42
19
± 2
.32
D2
5:7
57
.6 ±
0.0
40
.84
± 0
.00
67
.3 ±
0.0
51
30
± 2
.54
23
± 5
.52
20
± 3
.04
E0
:10
07
.2 ±
0.0
30
.83
± 0
.00
48
.2 ±
0.0
21
22
± 4
.19
26
± 1
.02
22
± 1
.52
* M
ean
Val
ue
± s
tan
dar
d d
evia
tio
n; t
hre
e o
bse
rvat
ion
s p
er m
ean
.

Recent Development of Fiber Reinforced Composite Materials 485T
able
13
.10
P
rop
erti
es o
f co
mp
osi
tes
mad
e fr
om
mec
han
ical
ly e
xtra
cted
ban
ana
fi b
er a
nd
LD
PE
.
Ban
ana
Fib
re %
LD
PE
%D
ensi
ty
g/c
m2
Ten
sile
stre
ng
th (
MP
a)
Fle
xu
ral
stre
ng
th (
MP
a)
Elo
ng
atio
n a
t
bre
ak (
mm
)
Yo
un
g’s
mo
du
lus
(MP
a)
Wat
er
abso
rpti
on
(%
)
90
10
1.0
69
.29
11
6.7
65
.29
11
70
.81
23
.89
80
20
0.9
99
.48
71
8.5
45
.78
51
64
.87
21
.62
70
30
1.0
21
0.8
54
20
.31
6.0
85
16
3.0
62
0.3
7
60
40
1.0
09
.84
01
8.4
36
.39
61
59
.58
20
.01
50
50
0.9
89
.05
61
7.3
46
.80
51
55
.39
18
.63
Tab
le 1
3.1
1
Pro
per
ties
of
com
po
site
s m
ade
fro
m c
hem
ical
ly e
xtra
cted
ban
ana
fi b
er a
nd
LD
PE
.
Ban
ana
Fib
re %
LD
PE
%D
ensi
ty
g/c
m2
Ten
sile
stre
ng
th (
MP
a)
Fle
xu
ral
stre
ng
th (
MP
a)
Elo
ng
atio
n a
t
bre
ak (
mm
)
Yo
un
g’s
mo
du
lus
(MP
a)
Wat
er
abso
rpti
on
(%
)
90
10
1.0
61
2.9
51
19
.36
4.2
49
17
6.5
22
1.6
1
80
20
0.9
91
4.8
17
20
.42
5.2
53
17
1.6
11
8.3
2
70
30
1.0
21
5.8
44
24
.38
7.4
68
16
7.8
61
6.5
4
60
40
1.0
01
3.5
60
21
.64
7.5
34
16
2.5
41
6.5
1
50
50
0.9
81
2.5
76
18
.49
7.6
24
16
1.5
71
5.3
4

486 Biosensors Nanotechnology
characterized by measurement of dimensional shrinkages, mass loss and bulk density, and by scanning electron microscopy and XRD. Th e carbon templates were further subjected to infi ltration with liquid Si at 1550°C under vacuum, when spontaneous infi ltration and reaction yielded com-posite ceramics preserving the morphology of native coir fi ber derived precursors on macro- and microscale. Th e resulting material had a den-sity of 2.59 gcm-3 and, on a microstructural scale, contained SiC and Si in addition to carbon (trace) and porosity (2 vol%). Th e end ceramics off ered room temperature fl exural strength of 116 MPa and elastic modulus of 167GPa. Fractographic examination indicated brittle failure. Th e biomor-phic SiC material derived from coir fi berboard precursor is likely to be suitable for use in advanced engineering applications as structural ceram-ics (Figure 13.1).
13.19 Conclusion
Natural fi ber composites present immense opportunities to play an impor-tant role as alternate materials, especially as wood substitutes. Fiber-reinforced composite materials encompass a wide range of material classes from reinforced glasses, plastics, and rubbers through to more recently developed metals and ceramics. Th ey have special relevance to develop-ing countries in view of their low cost, energy savings and applications as substitute materials. Problems related to natural fi bers such as inconsis-tency in the products performance due to the basic nature of variability in the fi bers’ origin, nonavailability in the molding forms of reinforce-ments (roving, long fi ber strands, prepeg, chopped strand mats, etc.), use of fi ber in a partially prepared state, poor fi ber-matrix interface, etc., need to be improved for industrial exploitation. Applications development of
Figure 13.1 Photographs showing the samples of (a) pressed coir fi berboard, (b) carbon
template, and (c) SiC ceramics; no major distortion in shape was noticed aft er carbon
template making via pyrolysis and cermization via reactive liquid silicon infi ltration.

Recent Development of Fiber Reinforced Composite Materials 487
natural fi ber composites as alternate building materials must be thoroughly researched for their durability and cost-eff ectiveness in order to obtain consistent product performance under use conditions. Whilst there is thus ample opportunity for fi ber-reinforced composites to enter new markets and fi nd new applications, it is essential that the benefi ts in terms of the environment and cost savings continue to be highlighted, emphasising the strong commercial case for these materials. One of the biggest challenges of fi ber-reinforced composites is also one of its greatest potential benefi ts: even though, to-date, fi ber-reinforced composites are not as cost-eff ective as their synthetic equivalents, the price diff erence shows signs of continu-ing to decrease such that eventually they will not only be the more envi-ronmentally responsible choice, but also more economical. While it should not be claimed that fi ber-reinforced composites are currently more “green” than traditional building materials (such as wood, steel, and concrete) in all applications, life cycle analyses have shown that they compare favor-ably to synthetic composites, using only around 20–40% as much energy. Finally, the development of a worldwide infrastructure-based natural com-posite industry has the potential to assist in providing poverty alleviation, higher employment, and cost-eff ective housing in many diff erent coun-tries. Promoting fi ber-reinforced composite materials through widespread training and education will also be required if the industry is to establish sustainable commercial viability. Future research in the fi eld of natural fi ber composites for infrastructure applications would be most benefi cial if aimed at one of the highlighted challenge areas, particularly at continu-ing to improve mechanical properties, moisture resistance, and durability. Finally, of course, enlightened investment in research and development will be essential to maintain a constant fl ow of new products and ideas.
References
1. J. Holbery, D. Houston, Journal of Materials, Vol. 11, pp. 80–86, 2006.
2. A.K. Bledzki, O. Faruk, and V.E. Sperber, Macromolecular Material
Engineering, Vol. 291, pp. 449–457, 2006.
3. A.K. Mohanty, M. Misra, and G. Hinrichsen, Macromolecular Materials and
Engineering, Vol. 276/277, pp. 1–24, 2000.
4. R.M. Rowell, J.S. Han, and J.S. Rowell, “Characterization and factors aff ecting
fi bre properties,” in: Natural Polymers and Agrofi bres Composites. Preparation,
Properties and Applications, F. Elisabeta. L.L. Alcides, and H.C. Mattoso, eds.,
Emrapa Instrumentacao Agropecuaria, Brasil, pp.115–134, 2000.
5. N. Reddy and Y. Yang, Trends in Biotechnology, Vol. 23, Iss. 1, pp. 22–27,
2005.

488 Biosensors Nanotechnology
6. A.S. Singha, B.S. Kaith, and S. Kumar, International Journal of Chemical
Science, Vol.2, p. 472, 2004.
7. B.S. Kaith and S. Kalia, International Journal of Polymer Analysis and
Characterization, Vol. 12, p. 401, 2007.
8. C. Baley, T. D’Anselme, and J. Guyader, Composites, Vol. 37, p. 28, 1997.
9. K.G. Satyanarayan, K. Sukumaran, A.G. Kulkarni, S.G.K. Pillai, and P.K.
Rohatgi, Composites, Vol. 17, pp. 329–333, 1986.
10. S.V. Prasad, C. Pavithram, and P.K. Rohatgi, Journal of Material Science, Vol.
18 p. 1443, 1983.
11. A.K. Mohanty and M. Misra, Polymer Plastic Technology & Engineering, Vol.
34, p. 729, 1995.
12. A.K. Bledzki, S. Reihmane, and J. Gassan, Journal of Applied Polymer Science,
Vol. 59, p. 1329, 1996.
13. F. Denes, L.D. Nielsen, and R.A. Young, Lignocellulosic – Plastic Composites,
A.L. Leao, F.X. Carvalho, and E. Frollini, eds., Unesp Publishers, Botocatu,
Brazil, p. 61, 1997.
14. H.-C. Kaun, J.-M. Haung, C.-C.M. Ma, and F.-Y. Wang, Plastics Rubber and
Composites, Vol. 32, pp.122–6. 2003.
15. X. Colom, F. Carrasco, P. Pages, and J. Canavate, Composite Science and
Technology, Vol. 63, pp. 161–9, 2003.
16. A.C.N. Singleton, C.A. Baillie, P.W.R. Beaumont, and T. Peijs, Composites
Part B, Vol. 34, pp. 519–26, 2003.
17. P. Wambua, J. Ivens, and I. Verpoest, Composites Science and Technology, Vol.
63, pp. 1259–64, 2003.
18. G. Cantero, A. Arbelaiz, F. Migika, A. Valea, and I. Mondragon, Journal of
Reinforced Plastics and Composites, Vol. 22, pp. 37–50, 2003.
19. K. Jayaraman, Composites Science and Technology, Vol. 63, pp. 367–74, 2003.
20. D. Maldas and B.V. Kokta, Th ermoplastic Composite Materials, Vol. 8, pp.
420–34, 1995.
21. A.K. Bledzki and J. Gassan, Progress in Polymer Science, Vol. 24, pp. 221–74,
1999.
22. M.M. Sain and B.V. Kokta, Polym-Plast. Technol. Eng., Vol. 33, pp. 89–104,
1994.
23. J. Gassan and A.K. Bledzki, Compos. Part A: Appl. S., Vol. 28, Iss. 12, pp.
1001–5, 1997.
24. P.R. Hornsby, E. Hinrichsen, and K. Tarverdi, Journal of Material Science,
Vol. 32, pp. 1009–15, 1997.
25. S. Panthapulakkal, A. Zereshkian, and M. Sain, Bioresource Technology, Vol.
97, pp. 265–72, 2006.
26. N.G. Justiz-Smith, G.J. Virgo, and V.E. Buchanan, Material Characterization,
Vol. 59, Iss. 9, pp. 1273–1278, 2008.
27. M.A.S. Spinace, C.S. Lambert, K.K.G. Fermoselli, and M.A. De Paoli,
Carbohydrate Polymer, Vol. 77, Iss. 1, pp. 47–53, 2009.
28. N.S.M. El-Taybe, Materials and Design, Vol. 30, pp. 1151–1160, 2009.

Recent Development of Fiber Reinforced Composite Materials 489
29. H. Gu, Materials and Design, Vol. 30, Iss. 9, pp. 3931–3934, 2009.
30. M.J. John, Composites: Part A, Vol. 40, Iss. 4, pp. 442–448, 2009.
31. S.W. Beckwith, SAMPE Journal, Vol. 44, pp. 64–65, 2008.
32. R. Chandra and R. Rustgi, Progress in Polymer Science, Vol.23, pp. 1273–1335,
1998.
33. H. Nitz, H. Semke, R. Landers, R. Mulhaupt, J. Appl. Polym. Sci., Vol. 81, pp.
1972–1984, 2001.
34. K. Kitagawa, K. Tsutsui, D. Watanabe, M. Mizoguchi, and H. Hamada,
Polymer Preprints, Vol. 50, pp. 898, 2001.
35. H. Wang, X. Sun, and P. Seib, Applied Polymer Science, Vol.84, pp. 1257–1262,
2002.
36. H. Wang, X. Sun, and P. Seib, Applied Polymer Science, Vol. 82, pp. 1761–1767,
2001.
37. P. Nugroho, H. Mitomo, F. Yoshii, T. Kume, and K. Nishimura, Macromolecules
and Material Engineering, Vol. 286, pp. 316–323, 2001.
38. J. John, J. Tang, Z. Yang, and M. Bhattacharya, Polymer Science Part A:
Polymer Chemistry, Vol. 35, Iss. 6, pp. 1139–1148, 1997.
39. R. Mani, U. Currier, and M. Bhattacharya, Applied Polymer Science, Vol. 77,
pp. 3189–3194, 2000.
40. S.H. Lee, M. Yoshioka, and N. Shiraishi, Applied Polymer Science, Vol. 77, pp.
2908–2914, 2000.
41. M. Miura and K. Kokyozairyo, Journal of Applied Polymer Science, Vol. 44,
p. 84, 1996.
42. T. Masuda, Polymer Prepr. Jpn., Vol. 44, p. 3186, 1995.
43. J.E.G. van Dam, Wageningen University, Th e Netherlands, Proceedings of the
Symposium on Natural Fibres, Rome Italy, pp. 3–16, 2008.
44. K. Joseph, L.H.C. Mattoso, R.D. Toledo, S. Th omas, L.H. de Carvalho, L.
Pothen, S. Kala, and B. James, E. Frollini, A.L. Leão, L.H.C. Mattoso, eds,
Natural Polymers and Agrofi bers Composites, Embrapa, USP-IQSC,UNESP,
Sãn Carlos, Brazil, 2000.
45. A.K. Mohanty, M. Misra, and L.T. Drzal, Composite Interfaces, Vol. 8, p. 313,
2001.
46. M.J. John, B. Francis, K.T. Varughese, and S. Th omas, Composites Part A:
Applied Science and Manufacturing, Vol.39, pp. 352–363, 2008.
47. S. Kalia, B.S. Kaith, and I. Kaura, Polymer Engineering and Science, Vol. 49,
pp. 1253–1272, 2009.
48. D.N. Saheb and J.P. Jog, Advances in Polymer Technology, Vol. 18, Iss. 4, p.
351–363, 1999.
49. X. Li, T.G. Tabil, and S. Panigrahi, Journal of Polymers and the Environment,
Vol. 15, pp. 25–33, 2007.
50. R. Kumar, S. Obrai, and A. Sharma, Der Chemica Sinica, Vol. 2, Iss. 4, pp.
219–228, 2011.
51. T. Nilson, Report TVSM-7139, Division of Structural Mechanics, Lund
University, pp. 1–2, 2005.

490 Biosensors Nanotechnology
52. A. Mohanty, L. Drzal, and M. Misra, Journal of Adhesion Science and
Technology, Vol.16, pp. 999–1015, 2002.
53. A. Bismarck, S. Mishra, and T. Lampke, “Plant fi bers as reinforcement for
green composites,” in: A.K. Mohanty, M. Mishra, L.T. Drzal, eds., Natural
Fibers, Biopolymers and Biocomposites, Boca Raton (FL), CRC Press, 2005.
54. M.J. John and S. Th omas, Carbohydrate Polymer, Vol. 71, pp. 343–64, 2008.
55. T. Nishino, Green composites: Polymer composites and the environment,
United Kingdom, 2004.
56. G. Mehta, A. Mohanty, M. Misra, and L. Drzal, Journal of Material Science,
Vol. 39, pp. 2961–4, 2004.
57. V. Alvarez, A. Fraga, and A. Vazquez, Journal of Applied Polymer Science, Vol.
91, pp. 4007–16, 2004.
58. M. Baiardo, E. Zini, and M. Scandola, Composites Part A: Applied Science and
Manufacturing, Vol. 35, pp. 703–10, 2004.
59. R. Masirek, Z. Kulinski, D. Chionna, E. Piorkowska, and M. Pracella, Journel
of Applied Polymer Science, Vol. 105, pp. 255–68, 2007.
60. W.G. Glasser, R. Taib, R.K. Jain, and R. Kander, Applied Polymer Science, Vol.
73, pp. 1329–40, 1999.
61. A. Paul, K. Joseph, and S. Th omas, Composites Science Technology, Vol. 57,
Iss. 1, p. 67, 1997.
62. T.W. Frederick and W. Norman, Natural Fibers Plastics and Composites,
Kluwer Academic Publishers, New York, 2004.
63. G. Bogoeva-Gaceva, Polymer Composites, Vol. 28, Iss. 1, pp. 98–107, 2007.
64. K.L. Pickering, Properties and Performance of Natural-Fibre Composites,
CRC Press: Florida, 2008.
65. R.M. Rowell, Science and Technology of Polymers and Advanced Materials,
pp. 717–732, 1998.
66. J. George, M.S. Sreekala, and S. Th omas, Polymer Engineering and Science,
Vol. 41, Iss. 9, p. 1471–1485, 2001.
67. B. Singh, A. Verma, and M. Gupta, Journal of Applied Polymer Science, Vol.
70, pp. 1847–1858, 1998.
68. Y. Li, Y.-W. Mai, L. Ye, Composites Science and Technology, Vol. 60, pp. 2037–2055,
2000.
69. H.P.S.A. Khalil, H. Ismail, H.D. Rozman, and M.N. Ahmad, European
Polymer Journal, Vol. 37, pp. 1037–1045, 2001.
70. S.H. Zeronian, H. Kawabata, and K.W. Alger, Text. Res. Inst., Vol. 60, Iss. 3,
pp. 176–183, 1990.
71. M.A. Semsarzadeh, Polymer Composite, Vol. 7, Iss. 2, pp. 23–25, 1986.
72. M.A. Semsarzadeh, A.R. Lotfali, and H. Mirzadeh, Polymer Composite, Vol.
5, Iss. 4, pp. 2141–2124, 1984.
73. P.K. Ray, A.C. Chakravarty, and S.B. Bandyopadhyay, Journal of Applied
Polymer Science, Vol. 20, pp. 1765–1767, 1976.
74. A.N. Shan and S.C. Lakkard, Fibre Science Technology, Vol.15, pp. 41–46,
1981.

Recent Development of Fiber Reinforced Composite Materials 491
75. B. Wulfh orst, G. Tetzlaff , and R. Kaladenhoff , Techn. Text., Vol. 35, Iss. 3, pp.
10–11, 1992.
76. M.N. Belacem, P. Bataille, and S. Sapieha, Journal of Applied Polymer Science,
Vol. 53, pp. 376–385, 1994.
77. I. Sakata, M. Morita, N. Tsuruta, and K. Morita, Journal of Applied Polymer
Science, Vol. 49, pp. 1251–1252, 1993.
78. Q. Wang, S. Kaliaguine, and A. Ait-Kadi, Journal of Applied Polymer Science,
Vol. 48, pp. 121–136, 1993.
79. S. Goa and Y. Zeng, Journal of Applied Polymer Science, Vol. 47, pp. 2065–2071,
1993.
80. S. Dong, S. Sapieha, and H.P. Schreiber, Polymer Engineering Science, Vol. 32,
pp. 1734–1739, 1992.
81. T.P. Nezell and S.H. Zeronian, Cellulose Chemistry and Its Applications, New
York: Wiley, 1985.
82. S.C.O. Ugbolue, Text Inst., Vol. 20, Iss. 4, p. 41–43, 1990.
83. J.I. Kroschwitz, Polymers: Fibres and Textiles, New York: Wiley, 1990.
84. V.V. Safonov, Treatment of Textile Materials, Moscow: Legprombitizdat, 1991.
85. E. Petinakis, L. Yu, G. Simon, and K. Dean; licensee InTech, Chapter 2, 2013.
86. K.-Y. Lee, A. Delille, and A. Bismarck, “Greener surface treatments of natural
fi bres for the production of renewable composite materials,” in: Cellulose Fibers:
Bio- and Nano-Polymer Composites: Green Chemistry and Technology, S. Kalia,
B.S. Kaith and I. Kaur, eds; Springer Berlin Heidelberg, pp. 155–178, 2011.
87. M.H. Nguyen, B.S. Kim, J.R. Ha, and J.I. Song, Advanced Composite Materials,
Vol. 20, Iss. 5, pp. 435–42, 2011.
88. Q. Wei, Surface Modifi cation of Textiles, Woodhead Publishing Series in
Textiles No.97, ISBN 978-1-84569-419-7, UK, 2009.
89. B. Kutlu, A. Cireli, “Plasma technology in textile processing,” in: 3rd Indo-
Czech Textile Research Conference, Liberec, 2004.
90. S. Kukle and S. Vihodceva, “Application of vacuum evaporation to obtain nat-
ural fi ber textile products ultra thin metallic coatings,” in: Book of abstracts,
41st International Symposium on Novelties in Textiles, 5th International
Symposium on Novelties in Graphics, Slovenia, pp. 413–419, 2010.
91. R. Agrawal, N.S. Saxena, K.B. Sharma, S. Th omas, and M.S. Sreekala, Material
Science Engineering: Part A, Vol. 277, p.77, 2000.
92. A. Jahn, M.W. Schröder, M. Füting, K. Schenzel, and W. Diepenbrock,
Spectrochim. Acta A: Mol. Biomol. Spectrosc., Vol. 58, p. 2271, 2002.
93. D. Ray, B.K. Sarkar, A.K. Rana, and N.R. Bose, Bull. Mater. Science, Vol. 24,
p. 129, 2001.
94. S. Mishra, M. Misra, S.S. Tripathy, S.K. Nayak, and A.K. Mohanty,
Macromolecular Material Engineering, Vol. 286, p. 107, 2001.
95. W.H. Morrison III, D.D. Archibald, H.S.S. Sharma, and D.E. Akin, Industrial
Crops and Products, Vol. 12, p. 39, 2000.
96. C. Garcia-Jaldon, D. Dupeyre, and M.R. Vignon, Biomass Bioenergy, Vol. 14,
p. 251. 1998.

492 Biosensors Nanotechnology
97. A. Valadez-Gonzalez, J.M. Cervantes-Uc, R. Olayo, and P.J. Herrera- Franco,
Composite Part B: Engineering, Vol. 30, p.309, 1999.
98. I. Van de Weyenberg, J. Ivens, A. De Coster, B. Kino, E. Baetens, and I.
Vepoes, Composites Science and Technology, Vol. 63, p.1241, 2003.
99. K. Joseph and S. Th omas, Polymer, Vol. 37, p. 5139, 1996.
100. B.K. Sarkar and D. Ray, Composite Science and Technology, Vol. 64, p. 2213,
2004.
101. M. Jacob, S. Th omas, and K.T. Varughese, Composite Science and Technology,
Vol. 64, p. 955, 2004.
102. S. Mishra, A.K. Mohanty, L.T. Drzal, M. Misra, S. Parija, S.K. Nayak, and S.S.
Tipathy, Composite Science and Technology, Vol. 63, p. 1377, 2003.
103. J.K. Kim, M.L. Sham, and J. Wu, Composites Part A: Applied Science
Manufacturing, Vol. 32, p. 607, 2001.
104. Z.A. Mohd Ishak, A. Ariffi n, and R. Senawi, Journal of European Polymer,
Vol. 37, p. 1635, 2001.
105. G.W. Lee, N.J. Lee, J. Jang, K.J. Lee, and J.D. Nam, Composites Science and
Technology, Vol. 62, p. 9, 2002.
106. S. Debnath, S.L. Wunder, J.I. McCool, and G.R. Baran, Dental Materials, Vol.
19, Iss. 5, p. 441, 2003.
107. M.Z. Rong, M.Q. Zhang, Y. Liu, G.C. Yang, and H.M. Zeng, Composites
Science and Technology, Vol. 61, p. 1437, 2001.
108. A.S.C. Hill, H.P.S. Abdul Khalil, and M.D. Hale, Industrial Crops and
Products, Vol. 8, Iss. 1, p. 53, 1998.
109. A. Paul, K. Joseph, and S. Th omas, Composites Science and Technology, Vol.
57, Iss. 1, p. 67, 1997.
110. M.S. Sreekala and S. Th omas, Composites Science and Technology, Vol. 63, Iss.
6, p. 861, 2003.
111. K.C. Manikandan Nair, S. Th omas, and G. Groeninckx, Composites Science
and Technology, Vol. 61, Iss. 16, p. 2519, 2001.
112. H.P.S. Abdul Khalil and H. Ismail, Polymer Testing, Vol. 20, Iss. 1, p. 65, 2000.
113. S. Paul, N. Puja, and G. Rajive, Molecules, Vol. 8, p. 374, 2003.
114. B. Wang, MSc. Th esis, University of Saskatchewan, 2004.
115. Z.K. Xu, Q.W. Dai, Z.M. Liu, R.Q. Kou, and Y.Y. Xu, Journal of Membrane
Science, Vol. 196, Iss. 2, p. 221, 2002.
116. J.O. Karlsson and P. Gatenholm, Polymer, Vol. 40, Iss. 2, p. 379, 1999.
117. M.S. Sreekala, M.G. Kumaran, S. Joseph, M. Jacob, and S. Th omas, Applied
Composite Materials, Vol. 7, p. 295, 2000.
118. M.S. Sreekala, M.G. Kumaran, and S. Th omas, Composites Part A: Applied
Science Manufacturing, Vol. 33, p. 763, 2002.
119. X. Li, S. Panigrahi, L.G. Tabil, and W.J. Crerar, Presentation at the 2004
CSAE/ASAE Annual Intersectional Meeting, Winnipeg, Manitoba, Canada,
Sept. 24–25, 2004.
120. K. Joseph, R.D.T. Filho, B. James, S. Th omas, and L.H. de Carvalho, Revista
Brasileira de Engenharia Agricola e Ambiental, Vol. 3, p. 367, 1999.
Recent Development of Fiber Reinforced Composite Materials 493
121. J. George, R. Janardhan, J.S. Anand, S.S. Bhagawan, and S. Th omas, Polymer,
Vol. 37, Iss. 24, p. 5421, 1996.
122. D. Maldas, B.V. Kokta, and C. Daneault, Journal of Applied Polymer Science,
Vol. 37, p. 751, 1989.
123. N.E. Zafeiropoulos, Composites Part A: Applied Science Manufacturing, Vol.
33, p. 1083, 2002.
124. S. Mishra, M. Misra, S.S. Tripathy, S.K. Nayak, and A.K. Mohanty, Polymer
Composites, Vol. 23, Iss. 2, p. 164, 2002.
125. L. Averous and C. Fringant, Polymer Engineering and Science, Vol. 41, Iss. 5,
pp. 727–734, 2001.
126. P. Matzinos, V. Tserki, A. Kontoyiannis, and C. Panayiotou, Polymer
Degradation and Stability, Vol. 77, Iss. 1, pp. 17–24, 2002.
127. R.C.R. Souza and C.T. Andrade, Journal of Applied Polymer Science, Vol. 81,
Iss. 2, pp. 412–420, 2001.
128. C. Zeppa, F. Gouanve, and E. Espuche, Journal of Applied Polymer Science,
Vol. 112, pp. 2044–2056, 2009.
129. X.F. Ma, J.G. Yu, and N. Wang, Macromolecular Materials and Engineering,
Vol. 292, Iss. 6, pp. 723–728, 2007.
130. N. Wang, J.G. Yu, P.R. Chang, and X.F. Ma, Carbohydrate Polymers, Vol. 71,
pp. 109–118, 2008.
131. Y.C. Zhang and J.H. Han, Journal of Food Science, Vol. 71, Iss. 6, pp. E253–E261,
2006.
132. Q. Xiuying, T. Zhongzhu, and S. Kang, Carbohydrate Polymers, Vol. 83, pp.
659–664, 2011.
133. P.A. Fowler, J.M. Hughes, and R.M. Elias, Biocomposites from Crop Fibres and
Resins, Iger Innovations, pp. 66–68, 2007.
134. W.D. (Rik) Brouwer, Delt University, Buizerdlaan 39, Nootdorp 2633BH, the
Netherlands.
135. L.A. Pothan, S. Th omas, and G. Groeninckx, Composites Part A, Vo. 37, p.
1260, 2006.
136. S. Joseph, Z. Oommen, and S. Th omas, Journal of Applied Polymer Science,
Vol. 100, p. 2521, 2006.
137. M. Idicula, A. Boudenne, L. Umadevi, L. Ibos, Y. Candau, and S. Th omas,
Composites Science and Technology, Vol. 66, p. 2719, 2006.
138. I.V. Weyenberg, T.C. Truong, B. Vangrimde, and I. Verpoest, Composites Part
A, Vol. 37, p. 1368, 2006.
139. B. Wang, S. Panigrahi, L. Tabil, and W. Crerar, “Eff ects of chemical treat-
ments on mechanical and physical properties of fl ax fi ber-reinforced rota-
tionally molded composites,” in: ASAE Annual Meeting, Paper no. 046083,
2004.
140. N.E. Zafeiropoulos, G.G. Dijon, and C.A. Baillie, Composites Part A, Vol. 38,
p. 621, 2007.
141. A.K. Bledzki, H-P. Fink, and K. Specht, Journal of Applied Polymer Science,
Vol. 93, p. 2150, 2004.
494 Biosensors Nanotechnology
142. Vincent Placet, “Characterization of the Th ermo-Mechanical Behaviour
of Hemp Fibres Intended for the Manufacturing of High Performance
Composites,” Department of Applied Mechanics- FEMTO-ST Institute –
UMR CNRS 6174 University of Franche-Comté - 24 Chemin de l’Epitaphe.
F-25000 Besançon.
143. N. Lopattananon, K. Panawarangkul, K. Sahakaro, and B. Ellis, Journal of
Applied Polymer Science, Vol. 102, p. 1074, 2006.
144. L.Y. Mwaikambo and M.P. Ansell, Journal of Material Science, Vol. 41, p.
2497, 2006.
145. M.A. Martins, L.A. Forato, L.H.C. Mattoso, and L.H. Colnago, Carbohydrate
Polymers, Vol. 64, p. 127, 2006.
146. K.G. Satyanarayana, G.G.C. Arizaga, and F. Wypych, Progress in Polymer
Science, Vol. 34, Iss. 9, pp. 982–1021, 2009.
147. D. Safranski and K. Gall, Polymer, Vol. 49, pp. 4446–4455, 2008.
148. ul. Wojska Polskiego 71b, Institute of Natural Fibres, 60–630 Poznan, Poland.
149. S. Geodicke, A. Kalleder, R. Reinhard, and S. Schmidt, “Nanobinders for
natural composites,” in: Book of Abstracts of NATO Advanced Research
Workshop on Polymers and Composites for Special Applications, June 21–25,
Poznan, Poland, 1999.
150. R. Kozlowski, B. Mieleniak, and A. Przepiera, “Plant residues as raw materi-
als for particleboards,” Proceeding of the 28th Intern. Particleboards Composite
Materials Symposium, W.S.U. Pullman, USA, 1994.
151. R. Kozlowski and A. Przepiera, “Method of Continuous Production of
Insulating Boards from Plant Wastes [Metoda ciaglej produkcji plyt izola-
cyjnych z odpadów roslin],” Prace IKWN, Rocznik XXXI (in Polish), 1987.
152. R. Kozlowski and M. Helwig, “Critical look on cellulose modifi cation,”
Proceedings of the International Symposium on Cellulose Modifi cation,
Honolulu, USA, Dec. 1996.
153. R. Kozlowski and M. Helwig, “Lignocellulosic polymer composites,”
Proceedings of 4th International Conference on Frontiers of Polymers and
Advanced Materials, Cairo, 1997.
154. D.F. Williams, Defi nitions in Biomaterials: Proceedings of a Consensus
Conference of the European Society for Biomaterials, Chester, England, New
York: Elsevier. Vol. 4, 1986.
155. H.Y. Cheung, H. Mei-po, and K.T. Lau, Composites: Part B, Vol. 40, pp. 655–663,
2009.
156. P. Hock, “Verstarkung von polypropylene mit fl achsfasern-einsatz von
haft vermittlern zur verbesserung der faser-matrix-haft ung,” 17th IKV
Colloquium, 1994, Aachen, Germany.
157. R. Selzer, Society for the Advancement of Material and Process Engineering
(SAMPE), Kaiserslautern, March 28, 1995.
158. H. Liu, F. Xie, L. Yu, L. Chen, and L. Li, Progress in Polymer Science, Vol. 34,
Iss. 12, pp. 1348–68, 2009.

Recent Development of Fiber Reinforced Composite Materials 495
159. A. Espert, L.A. de las Heras, and S. Karlsson, Polymer Degradation and
Stability, Vol. 90, Iss. 3, pp. 555–62, 2005.
160. H.-S. Kim, S. Kim, H.-J. Kim, and H.-G. Kim, Macromolecular Materials and
Engineering, Vol. 291, Iss. 10, pp. 1255–64, 2006.
161. D. Kalita, S.R. Ghosh, and C.N. Saikia, Journal of Scientifi c and Industrial
Research, Vol. 58, Iss. 3, pp. 705–10, 1999.
162. P. Saikia, D. Kalita, D. Dutta, J.J. Bora, and T. Goswami, “Eff ect of chemi-
cal treatment of coir fi bre on quality of coir-polyethylene waste composite
board,” in: Proceedings of 99th Indian Science Congress 2012, KIIT University,
Bhubaneswar, India, Jan., 3–7, 2012.
163. D. Kalita, B.K. Hazarika, D. Kumar, and T. Goswami, Journal of Science &
Industrial Research, Vol. 67, pp. 725–732, 2008.
164. T. Goswami, D. Kalita, and P.G. Rao, “Evaluation of physico chemical prop-
erties of composite board made from coir fi bre using diff erent resin bind-
ers,” in: Proceedings of International Seminar & Exhibition of Golden Jubilee
Celebration of Central Coir Research Institute, 2010, Aleppy, Kerela, India,
pp. 41–52.
165. D. Kalita, D. Dutta, P. Saikia, J.J. Bora, and T. Goswami, “Physico-mechanical
properties of banana fi bre reinforced polymer composite,” in: Proceedings of
4th Int. Conf. on Recent Advances in Composite Materials (ICRACM-2013),
Feb., 18–21, 2013, Gao, India.
166. A. Maity, D. Kalita, N. Kayal, T. Goswami, O.P. Chakrabarti, and P.G. Rao,
Ceramics International, Vol. 38, pp. 6873–6881, 2012.
