remanufacturing closed-loop supply chain network design based on genetic particle swarm optimization...
TRANSCRIPT

J. Cent. South Univ. (2012) 19: 482−487 DOI: 10.1007/s11771−012−1029−y
Remanufacturing closed-loop supply chain network design based on genetic particle swarm optimization algorithm
ZHOU Xian-cheng(周鲜成)1, ZHAO Zhi-xue(赵志学)1, ZHOU Kai-jun(周开军)1, HE Cai-hong(贺彩虹)2
1. School of Computer and Electronic Engineering, Hunan University of Commerce, Changsha 410205, China;
2. School of Finance, Hunan University of Commerce, Changsha 410205, China
© Central South University Press and Springer-Verlag Berlin Heidelberg 2012
Abstract: As the huge computation and easily trapped local optimum in remanufacturing closed-loop supply chain network (RCSCN) design considered, a genetic particle swarm optimization algorithm was proposed. The total cost of closed-loop supply chain was selected as fitness function, and a unique and tidy coding mode was adopted in the proposed algorithm. Then, some mutation and crossover operators were introduced to achieve discrete optimization of RCSCN structure. The simulation results show that the proposed algorithm can gain global optimal solution with good convergent performance and rapidity. The computing speed is only 22.16 s, which is shorter than those of the other optimization algorithms. Key words: genetic particle swarm optimization; closed-loop supply chain; remanufacturing; network design; reverse logistics
1 Introduction
From the perspective of product life cycle, closed-loop supply chain is a closed-loop system in logistics, capital and information flow as an integration of both the forward and reverse supply chains [1−3]. For the closed-loop supply chain, QIU and HUANG [4] summed up the network structure into four types (reuse, remanufacturing, recycle and commercial rejection), among which the reuse closed-loop supply chain network is the most widely used structure. Remanufacturing logistics includes reverse logistics and forward logistics, and the former transports the discarded or old products from the place of consumption to production manufacturer, whereas the latter runs in an opposite way. Besides that, remanufacturing logistics is also a multi-level closed-loop logistics system, involving several links of collection, detection or classification, remanufacturing, and redistribution about discarded or old products [5].
The purpose of remanufacturing closed-loop supply chain network (RCSCN) design is to determine the structure of the whole remanufacturing closed-loop logistics channels, including the quantity and location of manufacture or remanufacture plants (or distribution centers, or recycle centers), and to determine the network
of product-transportation between all kinds of facilities. Whether the design is reasonable will determine the performance of remanufacturing logistics management. HAMMOND and BEULLENS [6] studied second-order closed-loop supply chain networks, and established an equilibrium model constructed by manufacturers. SAVASKAN et al [7−8] researched the optimization problem of channel structure of remanufacturing closed-loop supply chain. In this regard, a closed-loop supply condition of linear demands is constructed. The result shows that the recovery channel structure designed by tradesman method was better than the channel structure of chain based on the competition of multi- tradesman. Using the game theory, GU et al [9] fixed a price for reverse supply chain recovered by tradesman. Based on mixed integer nonlinear programming, DAI et al [5] proposed an optimization model of manufacturing or remanufacturing integrated logistics network, and found the solution to this model of mixed genetic algorithm. ZHANG et al [10] studied the optimization design of RCSCN with the mixed integral programming model. GE et al [11] constructed a model of the network with integrated reverse supply chains, and optimized it with priority coding based genetic algorithm.
Up to now, the research methods mostly focus on the network design of independent reverse logistics, or
Foundation item: Project(2011ZK2030) supported by the Soft Science Research Plan of Hunan Province, China; Project(2010ZDB42) supported by the
Social Science Foundation of Hunan Province, China; Projects(09A048, 11B070) supported by the Science Research Foundation of Education Bureau of Hunan Province, China; Projects(2010GK3036, 2011FJ6049) supported by the Science and Technology Plan of Hunan Province, China
Received date: 2011−05−20; Accepted date: 2011−09−29 Corresponding author: ZHOU Xian-cheng, Professor, PhD; Tel: +86−731−88688265; E-mail: [email protected]

J. Cent. South Univ. (2012) 19: 482−487
483
expanding the traditional distribution logistics networks to remanufacture, or establishing independent remanufacturing closed-loop logistics networks. Unfortunately, the network integration of reverse logistics and the traditional distribution logistics are ignored by these methods. Generally, a model is solved mainly by specialized mathematics programming software packages (Lindo or Lingo, Gams and Cplex), branch and bound methods, heuristic algorithm and genetic algorithm. There are some drawbacks in these methods, such as large amount of computation, disability of solving programming problems and falling into local optimum problem [12]. In order to solve these problems, crossover and mutation in genetic algorithm were introduced to the particle swarm optimization (PSO) in this work, and the design of remanufacturing closed-loop supply chain networks was optimized. 2 Optimization model of remanufacturing
closed-loop supply chain networks
The aim of designing an optimal RCSCN is to minimize the operational costs by choosing the quantity and location of manufacture or remanufacture plants, distribution or recycle centers, and the networks for products transportation among all kinds of facilities under certain circumstances [11].
In order to minimize the total running cost of supply chain network, the objective function and constraint conditions are expressed as [11]
jj
jl i
ililii
i BoueAgC ,,min
jkj k
jkjklkk j l
j tbEds ,,,,
,,,,,,,,,, lkjk j l
lkjljik j l
ljiijj i
ij qcfarh
(1) Subject to
IAi
i (2)
JBj
j (3)
Edq jklklkj ,,,, (4)
k
lkji
lji qf ,,,, (5)
iiili
l AGum , (6)
uf ilj
lji ,,, (7)
BwbdEn jjjklkk j
jkl )( ,,, (8)
Ebh jkjkij ,,, (9)
where Eq. (1) is the total running cost of RCSCN in one period; Eqs. (2) and (3) are the maximal quantity constraints to plant and distribution center; Eq. (4) is the equilibrium constraint between the traffic volume of products from distribution center to customer and the product-need of customer; Eq. (5) is the equilibrium constraint of traffic volume between plant-to-distribution center and distribution center-to-customer; Eq. (6) is the ability constraint to produce and remanufacture; Eq. (7) is the constraint of traffic volume to all the distribution centers; Eq. (8) is the capacity constraint of distribution center; Eq. (9) is the constraint of the number of discarded/old products transported from distribution center to plant for remanufacturing, which is less than the number of discarded or old products recovered from customers.
To compute the total running cost of supply chain network by improved PSO algorithm, Eq. (1) was used as the objective function with the same constraint conditions (see Eq. (10)).
, , , , ,( , , , , , , )i l i j k j k j k j k j i ii
F A u B E X Y Z g A
, , , ,
, , , , , , , , ,
l i l i j j j k l k jl i j k j l
k j k j k j j i j i i j l i j lj k j i k j l
e u o B s d E
b t Z h r a f
, 1 , 1 , , 2 , 2 ,j k j k k j j k j k k jk j k j
c q X c q Y (10)
3 Design of RCSCN based on genetic particle
swarm optimization 3.1 Particle swarm optimization
Particle swarm optimization (PSO) is an evolutionary algorithm in the domain of real numbers. Given the searching area of particle swarm in N-dimensional space, then the position of i-th particle can be expressed as Pi(Pi1, Pi2, …, PiN) with its flying speed vi(vi1, vi2, …, viN). Denote Pb,i(Pb,i1, Pb,i2, …, Pb,iN) as the position with the best fitness value that each particle passes, called individual optimum; Gb,i(Gb,i1, Gb,i2, …, Gb,iN) as the position with the best fitness value that all the particles in the swarm pass, called global optimum. In every iteration of PSO, every particle updates its speed and position by following Pb,i and Gb dynamically. As the smaller objective function value has better relative fitness value, the evolutionary function should be
)]()()[()()1( ,,,b,11,, tPtPtrctvtv jijijjiji
)]()()[( ,,b,22 tPtGtrc jijj (11)
)1()()1( ,,, tvtPtP jijiji (12) where i means the i-th particle, j means the j-th dimension of the particle, t means the t-th generation, ω

J. Cent. South Univ. (2012) 19: 482−487
484
is the inertial weight, c1 and c2 are constants of accelerating process, ranging from 0 to 2; r1(t) and r2(t) are two independent random sequences, ranging from 0 to 1 [13]. 3.2 Genetic particle swarm optimization
Particle swarm optimization was applied primarily to the optimization of continuous space functions, while the design of RCSCN was a typical combinatorial optimization problem. Thus, PSO can hardly be applied to the optimization of RCSCN. In this work, a unique and tidy encoded mode were utilized to update the population by using mutation and crossover operators in genetic algorithm [14−15]. 3.2.1 Coding
1) Population coding. The particle coding was divided into two parts: part 1 is the number of manufacture’s products, remanufacture’s products and recover’s discarded or old products; part 2 was the number of distribution center including distributing traded original products, traded remanufactured products and discarded products. If the number of customers was K, then the code length would be 6K.
2) Coding illustration. Given two optional plants (F1, F2), three optional distribution centers (D1, D2, D3), three customers (C1, C2, C3), the coding is listed in Table 1. Table 1 Coding illustration with different optional plants and
distribution centers
Position 1 2 3 4 5 6 7 8 9
Pi 1 2 1 2 1 1 1 1 1
Position 10 11 12 13 14 15 16 17 18
Pi 3 2 1 1 3 3 2 3 2
The decoding process was given as follows: 1) The digit positions 1−3 indicate the number of
plant F1 where customer C1 buys original products, the number of plant F2 where customer C2 buys remanufactured products, and the number of discarded or old products are recovered by F1, respectively. Similarly, the digit positions 4−6 and 7−9 indicate the number of plants where customers C2 and C3 do their businesses, respectively. The digit positions 10−12 indicate the original products bought by customer C1 passing distribution center D3, remanufactured products passing D2, sold discarded or old products passing D1, respectively. In the same way, the digit positions 13−15 and 16−18 show the number of distribution centers where customers C2 and C3 do their businesses, respectively.
2) A could be derived from the 1−9 digit positions. If Pi=1, A1=1. If Pi=2, A1=2. Then A = (1, 1) in the above example [11].
Let Xk,j be the decision variable of distribution
station j supplying original products to customer k. If Xk,j = 1, the answer is yes; if Xk,j = 0, that would be no. Let Yk,j be the decision variable of distribution station j supplying remanufactured products to customer k. If Yk,j= 1, the answer is yes; if Yk,j = 0, that would be no. Let Zk,j
be the decision variable of discarded or old products of customer k passing distribution station j. When Zk,j = 1, the answer is yes; when Zk,j = 0, that would be no.
Parameters Bj, Xk,j, Yk,j, Zk,j and Ek,j could be obtained by the 10−18 digit positions. When Pi=1, B1=1; Pi=2, B2=1; Pi=3, B3=1. In the above example, as P10=3, P13=1, P16=2, X13 =X21 = X32=1. Similarly, Y12 =Y23 =Y33=1, Z11 =Z23 = Z32=1. So,
0 0 1
1 0 0 ,
0 1 0
X
0 1 0
0 0 1 ,
0 0 1
Y
1 0 0
0 0 1
0 1 0
Z
3.2.2 Population updating strategy
To design the closed-loop supply chain network with PSO, the mutation and crossover operators in genetic algorithm were applied to PSO. Considering ωv(t) in Eq. (10) as the mutation, the second and third terms in Eq. (10) as the crossover, and cross the current solution with the individual optimal position, then cross the current solution with the global optimal position. At the end, a new particle was obtained [14−15]. The strategy of mutation operation is : firstly, choose a integer j randomly from 1 to n, in solution space (P1, P2, …, P18); secondly, if i in Pi is bigger than 9, the mutation range is {1, 2, 3}. Otherwise, the range is {1, 2}. The strategy of crossover operation is: firstly, cross string old2 with old1, randomly selecting a crossover area in string old2; secondly, the relative area in old1 is replaced by old2 crossed area. 3.2.3 Initialization of population
Pick 20 particles as the initial population to speed up the algorithm, the optimal particles were firstly derived under five conditions:
1) Allot customers to distribution centers on the principle of the lowest traffic cost;
2) Allot customers to distribution centers on the principle of the lowest running and traffic costs of the distribution centers;
3) Allot products to customers on the principle of the lowest building and producing costs of the plants;
4) Allot every distribution center to a customer until the distribution meets the requirement, with only plant 1 producing;
5) Allot every distribution center to a customer until the distribution meets the requirement, with only plant 2 producing.
The other 15 particles were generated randomly.

J. Cent. South Univ. (2012) 19: 482−487
485
3.3 Algorithm implementation According to the basic idea of genetic particle
swarm optimization, the specific operation procedures are as follows:
1) Initialize the population. Set the maximal iterative times, and initialize the position and speed of particles within the prescribed limits.
2) Calculate the fitness value of every particle according to Eq. (10).
3) For every particle, compare its fitness value with its individual optimum Pb,i, and choose the better one as the current individual optimum.
4) For every particle, compare its fitness value with its global optimum Gb, and choose the better one as the current global optimum.
5) Carry out the crossover and mutation operators to every particle, then update its speed and position.
6) Judge whether the updating reaches the maximal iterative times. If not, go back to step 2).
7) Output the global optimum Gb. 4 Algorithm simulation and analysis 4.1 Algorithm simulation
When a plan is drawn for distribution stations on a railway, the number of railway distribution stations and the recycling function of distribution stations need to be determined. There are two plant candidate addresses, and three railway distribution station candidate addresses. The number of customers are three; space occupancy rates of original products, remanufactured products and recycling waste products are all 1; fixed fees of plant F1 and F2 are 200 and 220, respectively. The unit production cost of their corresponding original product and remanufactured products are 3, 6 and 2, 3,
respectively; fixed fees of railway distribution stations D1, D2 and D3 are 400, 350 and 380; unit operating costs are 8, 7 and 6, respectively; the maximum annual outputs of original product and remanufactured production of F1 are 80 and 60 and that of F2 are 85 and 65, respectively. The demands for the original product of customers C1, C2 and C3 are 20, 15 and 25, the demands for remanufactured products are 30, 15 and 10, the amounts of waste products to be processed are 5, 5 and 10, respectively [11]. Other variables are listed in Tables 2−5.
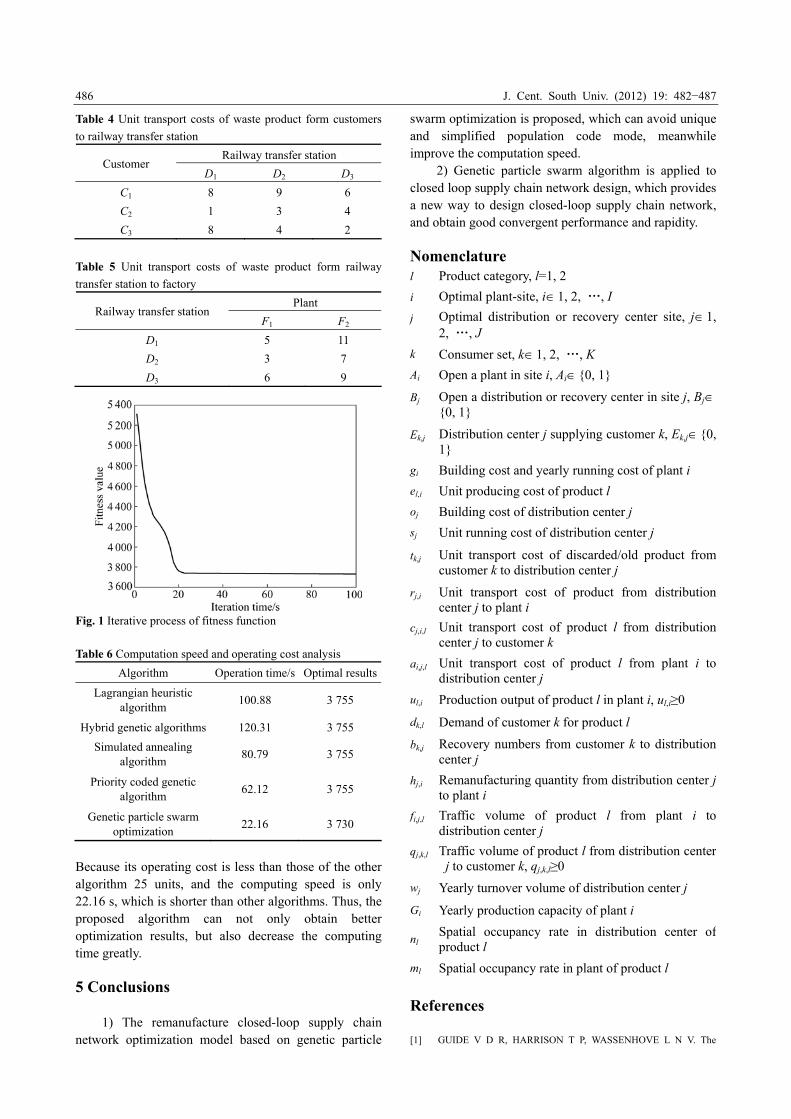
The genetic particle swarm algorithm reaches the global optimum at about 25 generations, the fitness value is 3 730. The iterative convergent process of fitness is shown in Fig. 1, the abscissa is the number of iterations, and the ordinate is the fitness value. The optimal solution is obtained while converging, and the optimal particle Gb is 111111111233332232.
According to the meaning of optimal particle encoding, the closed-loop supply chain optimization result is that the supply chain network need to build one plant, the address is selected at F1, two railway transfer stations, their addresses selected at D2 and D3; F1 integrates the remanufacturing function; railway transfer station D3 mergers recycling function; waste products are recycled and remanufactured to factory F1. The total minimum operating cost of this supply chain is 3 730 units. 4.2 Simulation result analysis
In order to verify the effectiveness of the algorithm, the proposed algorithm is compared with other algorithms. The contrast analysis results are listed in Table 6. Obviously, the proposed genetic particle swarm optimization algorithm is better than other algorithms.
Table 2 Unit distribution costs of original product, remanufactured products from factory to railway transfer station
Railway transfer station
D1 D2 D3 Plant Original products
Remanufactured products
Original products
Remanufactured products
Original products
Remanufactured products
F1 7 5 5 4 6 3
F2 8 9 4 6 10 12
Table 3 Unit distribution costs of original product, remanufactured products from railway transfer station to customers
Customers
C1 C2 C3 Railway
transfer
station Original products
Remanufactured products
Original products
Remanufactured products
Original products
Remanufactured products
D1 10 9 5 4 8 5
D2 8 6 9 5 3 4
D3 5 3 3 2 6 6
J. Cent. South Univ. (2012) 19: 482−487
486
Table 4 Unit transport costs of waste product form customers
to railway transfer station
Railway transfer station Customer
D1 D2 D3
C1 8 9 6
C2 1 3 4
C3 8 4 2
Table 5 Unit transport costs of waste product form railway
transfer station to factory
Plant Railway transfer station
F1 F2
D1 5 11
D2 3 7
D3 6 9
Fig. 1 Iterative process of fitness function Table 6 Computation speed and operating cost analysis
Algorithm Operation time/s Optimal results
Lagrangian heuristic algorithm
100.88 3 755
Hybrid genetic algorithms 120.31 3 755
Simulated annealing algorithm
80.79 3 755
Priority coded genetic algorithm
62.12 3 755
Genetic particle swarm optimization
22.16 3 730
Because its operating cost is less than those of the other algorithm 25 units, and the computing speed is only 22.16 s, which is shorter than other algorithms. Thus, the proposed algorithm can not only obtain better optimization results, but also decrease the computing time greatly. 5 Conclusions
1) The remanufacture closed-loop supply chain network optimization model based on genetic particle
swarm optimization is proposed, which can avoid unique and simplified population code mode, meanwhile improve the computation speed.
2) Genetic particle swarm algorithm is applied to closed loop supply chain network design, which provides a new way to design closed-loop supply chain network, and obtain good convergent performance and rapidity. Nomenclature l Product category, l=1, 2
i Optimal plant-site, i1, 2, …, I
j
Optimal distribution or recovery center site, j1,2, …, J
k Consumer set, k1, 2, …, K
Ai Open a plant in site i, Ai{0, 1}
Bj
Open a distribution or recovery center in site j, Bj{0, 1}
Ek,j
Distribution center j supplying customer k, Ek,j{0,1}
gi Building cost and yearly running cost of plant i
el,i Unit producing cost of product l
oj Building cost of distribution center j
sj Unit running cost of distribution center j
tk,j
Unit transport cost of discarded/old product fromcustomer k to distribution center j
rj,i
Unit transport cost of product from distributioncenter j to plant i
cj,i,l
Unit transport cost of product l from distributioncenter j to customer k
ai,j,l
Unit transport cost of product l from plant i todistribution center j
ul,i Production output of product l in plant i, ul,i≥0
dk,l Demand of customer k for product l
bk,j
Recovery numbers from customer k to distributioncenter j
hj,i
Remanufacturing quantity from distribution center jto plant i
fi,j,l
Traffic volume of product l from plant i todistribution center j
qj,k,l
Traffic volume of product l from distribution centerj to customer k, qj,k,l≥0
wj Yearly turnover volume of distribution center j
Gi Yearly production capacity of plant i
nl Spatial occupancy rate in distribution center ofproduct l
ml Spatial occupancy rate in plant of product l
References [1] GUIDE V D R, HARRISON T P, WASSENHOVE L N V. The

J. Cent. South Univ. (2012) 19: 482−487
487
challenge of closed-loop supply chain [J]. Interfaces, 2003, 33(6):
3−6.
[2] ALTIPARMAK F, GEN M, LIN L, KORAOGLAN I. A steady-state
genetic algorithm for multi- product supply chain network design [J].
Computers and Industrial Engineering, 2009, 56(2): 521−537.
[3] ALI A. Designing a distribution network in a supply chain system
formulation and efficient solution procedure [J]. European Journal of
Operation Research, 2006, 171(2): 567−576.
[4] QIU Ruo-zhe, HUANG Xiao-yuan. Research progress on
closed-loop supply chain structure [J]. Management Review, 2007,
19(1): 49−53. (in Chinese)
[5] DAI Ying, MA Zu-jun, LIU Fei. Optimal design of integrated
logistics networks for manufacturing/remanufacturing systems based
on hybrid genetic algorithm [J]. Computer Integrated Manufacturing
Systems, 2006, 12(11): 1853−1859. (in Chinese)
[6] HAMMOND D, BEULLENS P. Closed-loop supply chain network
equilibriurn under legislation [J]. European Journal of Operational
Research, 2007, 183(2): 895−908.
[7] SAVASKAN R C, BHATTACHARYA S, WASSENHOVE L N V.
Closed-loop supply chain models with product remanufacturing [J].
Management Science, 2004, 50(2): 239−252.
[8] SAVASKAN R C, WASSENHOVE L N V. Reverse channel design:
The case of competing retailers [J]. Management Science, 2006,
52(1): 1−14.
[9] GU Qiao-lun, GAO Tie-gang, SHI Lian-shuan. Price decision
analysis for reverse supply chain based on game theory [J]. Systems
Engineering theory and Practice, 2005, 25(3): 20−25.(in Chinese)
[10] ZHANG Rui, ZHANG Ji-hu. Optimization of closed-loop supply
chain logistics network design based on remanufacturing [J]. Journal
of Qingdao University: Natural Science Edition, 2007, 20(4): 82−85.
(in Chinese)
[11] GE Shu, GAN Mi. Genetic algorithms based design of the supply
chain network integrated with the reverse logistics [J]. China
Railway Science, 2008, 29(6): 116−120. (in Chinese)
[12] HUANG Hai-xin, WU Li-yong, WANG Ding-wei, XUE Shi-tong.
Optimization model for a two-level distribution network and its
genetic algorithm-based solution [J]. Computer Integrated
Manufacturing Systems, 2004, 10(8): 914−918. (in Chinese)
[13] SEO J H, IM C H, HEO C G, KIM J K, JUNG H K, LEE C G.
Multimodal function optimization based on particle swarm
optimization [J]. IEEE Transactions on Magnetic, 2006, 42(4): 1095−
1098.
[14] GAO Shang, YANG Jing-yu. Swarm intelligence algorithm and its
application [M]. Beijing: China Water Power Press, 2006: 86−89.
[15] ZHOU Xian-cheng, ZHAO Zhi-xue, HE Cai-hong, XU Ge. Mixed-
particle swarm optimization for two-level distribution network model
[J]. Journal of Central South University: Science and Technology,
2010, 41(2): 623−627. (in Chinese)
(Edited by DENG Lü-xiang)