second generation ethanol - technology, a key to success
TRANSCRIPT

Second generation ethanol -Technology, a key to success
Guido ZacchiChemical engineering, Lund University

Sugars
Ethanol
Solid residue
Hemicellulose
Cellulose
Lignin
ResidueProcess energy
Raw material
Ethanol from Lignocellulose
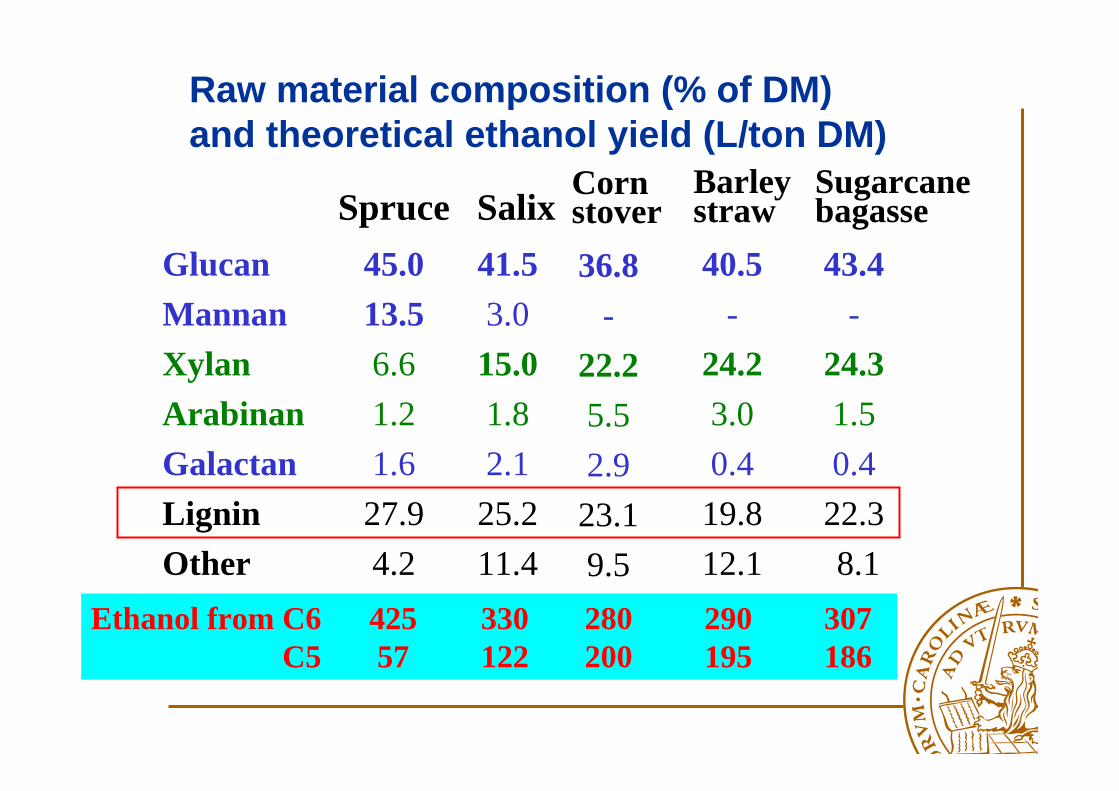
36.8-
22.25.52.9
23.19.5
41.53.0
15.01.82.1
25.211.4
45.013.56.61.21.627.94.2
GlucanMannanXylanArabinanGalactanLigninOther
SalixSpruce
Raw material composition (% of DM)and theoretical ethanol yield (L/ton DM)
Ethanol from C6 425 330 280 290 307C5 57 122 200 195 186
Cornstover
Barleystraw40.5
-24.23.00.4
19.812.1
Sugarcanebagasse43.4
-24.31.50.4
22.38.1

Schematic process
SSF
Enzymatic hydrolysis
Ferment-ation
DistillationEthanolPre-
treatmentBiomass
Lignin
• Steam pretreatment – 1 or 2 stages – SO2 vs H2SO4
• SHF vs SSF - Batch vs Fed-batch
• Optimisation of SSF
• Fermentation of pentoses
• Energy integration

Steam pretreatment
Flash-vapour
Pretreatedmaterial
Computer
Steam
Biomass
Boiler
T
Reactor
Temp
Time
100 C
160 – 230 C 1–30 min

Steam pretreatment unit
Main purposes
Hydrolysis of hemicellulose
Improve the enzymatic hydrolysis of cellulose
10 litre reactor160 - 230 °CImpregnation with H2SO4 or SO2

Assessment – Ethanol production
Reactor
Biomass
Enzymatic hydrolysis (EH) of solids or SSFWashed or whole slurrySubstrate concentration (and inhibitor)Enzyme dosageType of enzymes (cellulases/hemicellulases)
Fermentation or SSFType and amount of yeastCultivated on hydrolysate or sugar solution
Makes comparison difficult

Impregnated wood chips
Steam pretreatedSO2, 210 C, 5 min
Contains potential inhibitorsExtractivesSugar degradation products e.g. Furans and acidsLignin degradation products (phenolic compounds)

StrawSteam pretreated
0.2 % H2SO4, 190 C, 10 min
0
5
10
15
20
25
30
2 5 10 2 5 10 2 5 10
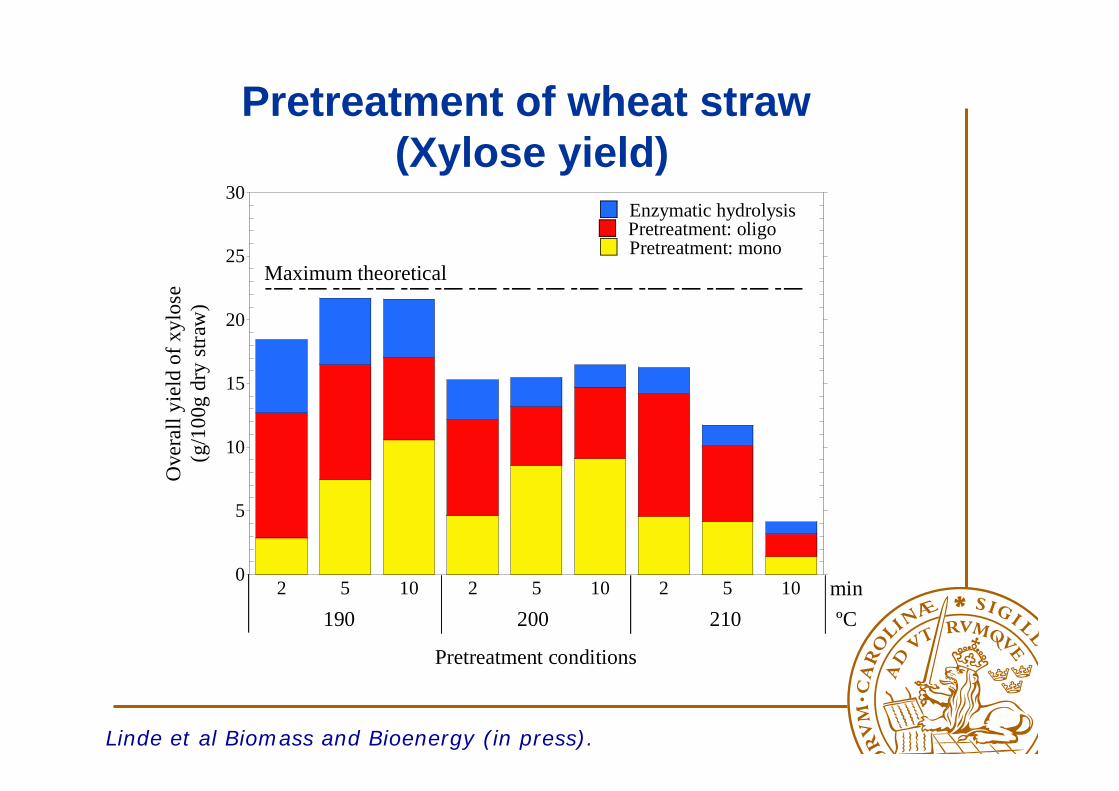
Enzymatic hydrolysisPretreatment: oligoPretreatment: mono
Ove
rall
yiel
d of
xyl
ose
(g/1
00g
dry
straw
)
Pretreatment conditions
190 200 210 ºCmin
Maximum theoretical
Pretreatment of wheat straw (Xylose yield)
Linde et al Biomass and Bioenergy (in press).

Pretreatment of wheat straw (Glucose yield)
0
10
20
30
40
50
2 5 10 2 5 10 2 5 10
Enzymatic hydrolysisPretreatment
Ove
rall
yiel
d of
glu
cose
(g/1
00g
dry
straw
)
Pretreatment conditions
190 200 210 ºCmin
Maximum theoretical
Linde et al Biomass and Bioenergy (in press).

Pretreatment of wheat straw
0
0.2
0.4
0.6
0.8
1
1.2
2 5 10 2 5 10 2 5 10
HMFFurfuralAcetic acid
Yie
ld in
the
liqui
d af
ter p
retre
atm
ent
(g/1
00g
dry
stra
w)
200
Pretreatment conditions
190 210 ºCmin
(By-products)
Linde et al Biomass and Bioenergy (in press).
Improvements in SSF-stage
Recirculation of process streams
Higher ”DM-content” in SSF (fed batch)
More tolerant yeast(for increased closure of water balance)

Equipment for enzymatic hydrolysis and fermentation (SSF)

Overall yields in 2-stage pretreatmentof softwood
0102030405060708090
SSF EH
Ove
rall
yiel
d (%
of t
heor
etic
al)
SO2-caseH2SO4-case
Ethanol yield Sugar yield
5% WIS in SSF and EH
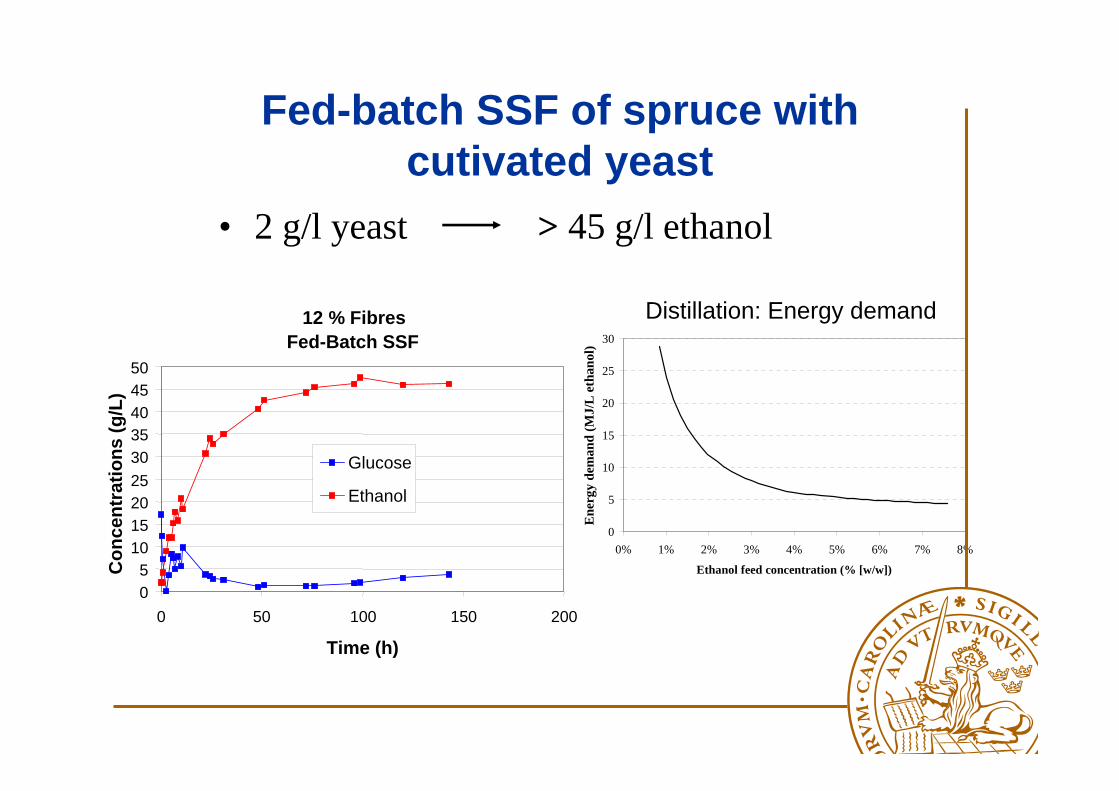
Fed-batch SSF of spruce with cutivated yeast
• 2 g/l yeast > 45 g/l ethanol
12 % FibresFed-Batch SSF
05
101520253035404550
0 50 100 150 200
Time (h)
Con
cent
ratio
ns(g
/L)
Glucose
Ethanol
Distillation: Energy demand
0
5
10
15
20
25
30
0% 1% 2% 3% 4% 5% 6% 7% 8%
Ethanol feed concentration (% [w/w])
Ene
rgy
dem
and
(MJ/
L e
than
ol)

Influence of dry matter concentration in the SSF step
(Steam pretreated spruce)
10
12
14
16
18
20
22
24
26
28
5 6 7 8 9 10 11 12 13 14 15WIS concentration in SSF (%)
Prod
uctio
n co
st (U
S$/L
et
hano
l)
0.50
0.55
0.60
0.65
0.70
0.75H
eat d
uty
(MJ/
L e
than
ol)
External process integration
Integration with heat and power plant
Combined 1st and 2nd generation ethanol production
Integration with pulp and paper
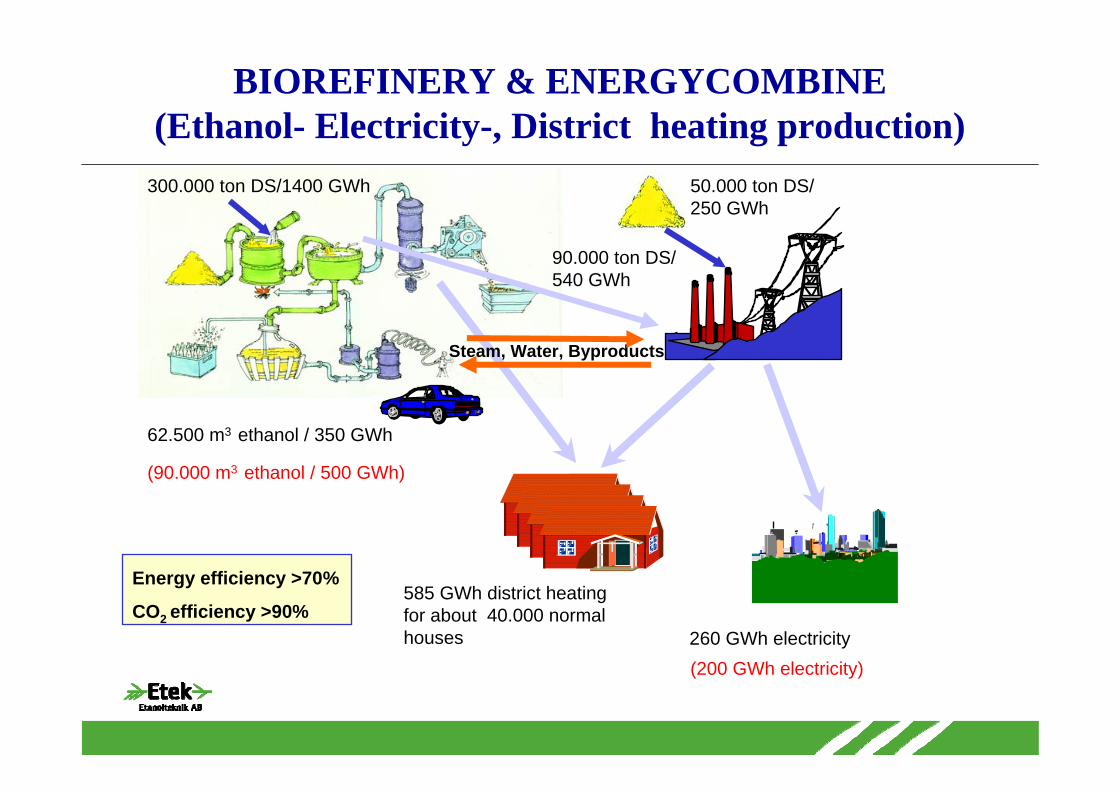
BIOREFINERY & ENERGYCOMBINE(Ethanol- Electricity-, District heating production)
585 GWh district heatingfor about 40.000 normal houses 260 GWh electricity
300.000 ton DS/1400 GWh 50.000 ton DS/250 GWh
90.000 ton DS/540 GWh
62.500 m3 ethanol / 350 GWh
Energy efficiency >70%
CO2 efficiency >90%
Steam, Water, Byproducts
(90.000 m3 ethanol / 500 GWh)
(200 GWh electricity)
Remaining challengesImproved pretreatment
Yeast that ferments all sugars in real hydrolysates
Cheaper and more effective enzymes
Increased consistency (higher DM)
Improved process integration
Prove the whole process in pilot scale
feedback to R&D

http://staff.chemeng.lth.se/~matsg/PDU/index.htm
Thanks for your attention