sustainable manufacturing: modern machine tool
TRANSCRIPT
KIT – University of the State of Baden-Wuerttemberg and
National Research Center of the Helmholtz Association
wbk Institute of Production Science
www.wbk.kit.edu
Sustainable manufacturing: modern machine tool technologies to improve productivity, resource and energy efficiency
Prof. Dr.-Ing. Jürgen Fleischer
International Conference on Sustainable Manufacturing, ICSM 2014
Shanghai, 2014/10/23
Slide 2
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
Summary and Outlook 4
Future trend: Machine tool as a Cyber Physical System 3
Enabling key factors for modern machine tools 2
Introduction 1
Outline
Slide 3
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
Summary and Outlook 4
Future trend: Machine tool as a Cyber Physical System 3
Enabling key factors for modern machine tools 2
Introduction 1
Outline
Slide 4
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
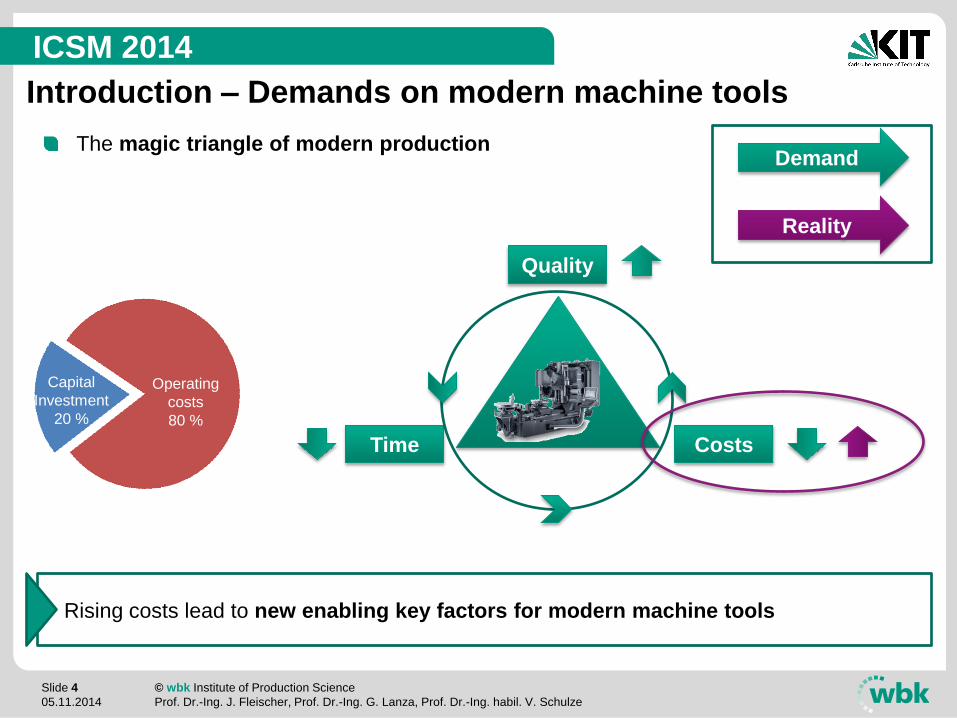
Introduction – Demands on modern machine tools
The magic triangle of modern production
Rising costs lead to new enabling key factors for modern machine tools
Quality
Costs Time
Demand
Reality
Capital
Investment
20 %
Operating
costs
80 %
Slide 5
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
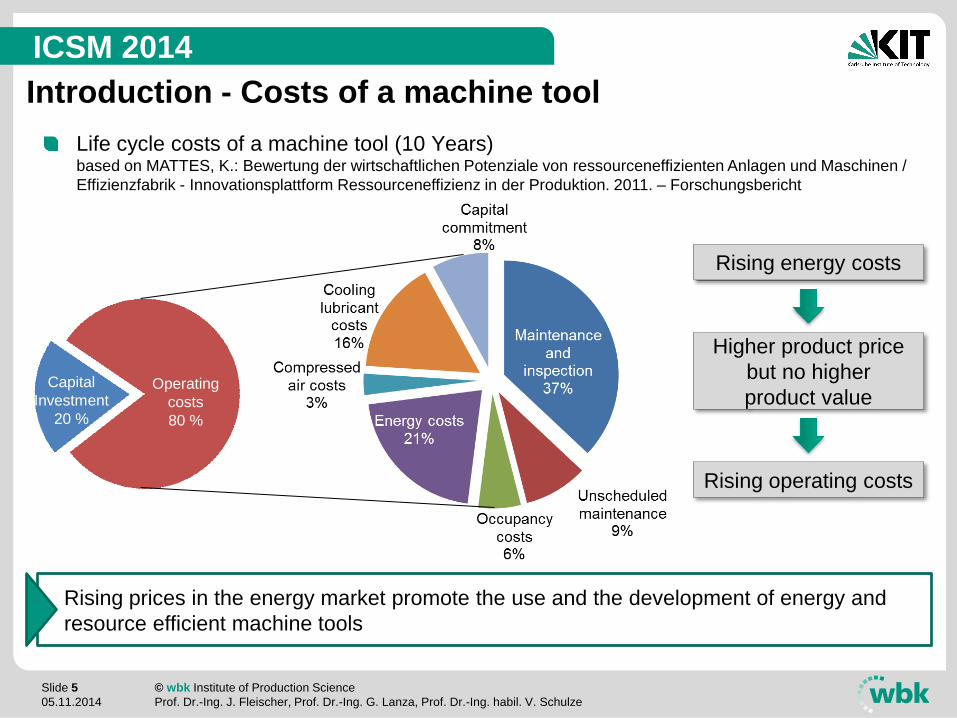
Introduction - Costs of a machine tool
Capital
Investment
20 %
Operating
costs
80 %
Life cycle costs of a machine tool (10 Years) based on MATTES, K.: Bewertung der wirtschaftlichen Potenziale von ressourceneffizienten Anlagen und Maschinen /
Effizienzfabrik - Innovationsplattform Ressourceneffizienz in der Produktion. 2011. – Forschungsbericht
Rising prices in the energy market promote the use and the development of energy and
resource efficient machine tools
Rising energy costs
Rising operating costs
Higher product price
but no higher
product value

Slide 6
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
Summary and Outlook 4
Future trend: Machine tool as a Cyber Physical System 3
Resource-efficiency 2.3
Energy-efficiency 2.2
Productivity 2.1
Enabling key factors for modern machine tools 2
Introduction 1
Outline
Slide 7
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
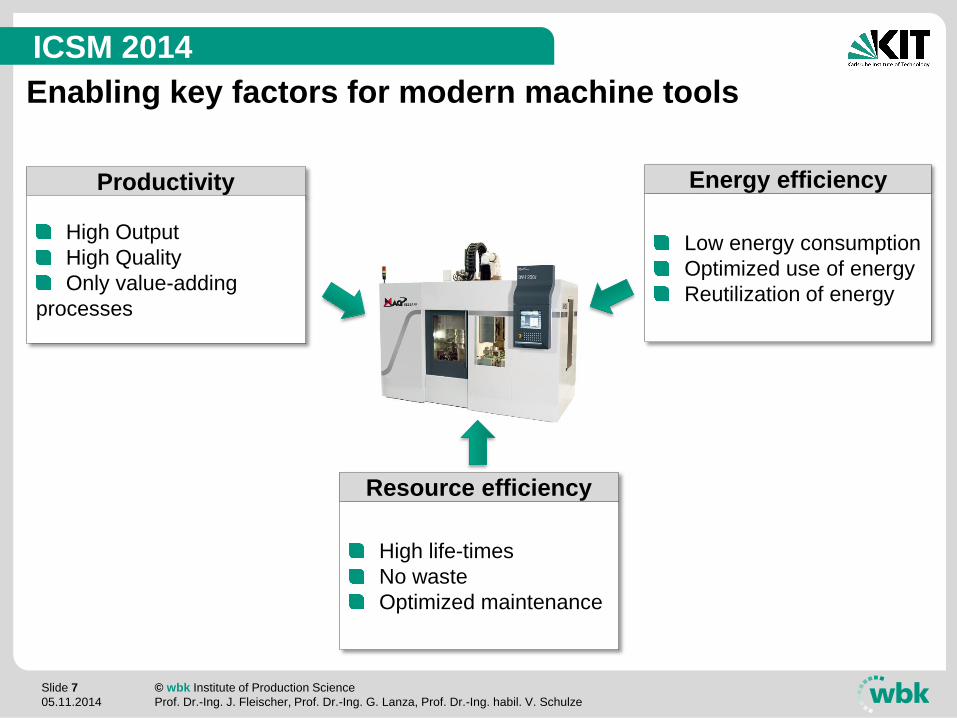
Enabling key factors for modern machine tools
Productivity Energy efficiency
Low energy consumption
Optimized use of energy
Reutilization of energy
Resource efficiency
High Output
High Quality
Only value-adding
processes
High life-times
No waste
Optimized maintenance
Slide 8
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
Summary and Outlook 4
Future trend: Machine tool as a Cyber Physical System 3
Resource-efficiency 2.3
Energy-efficiency 2.2
Productivity 2.1
Enabling key factors for modern machine tools 2
Introduction 1
Outline
Slide 9
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
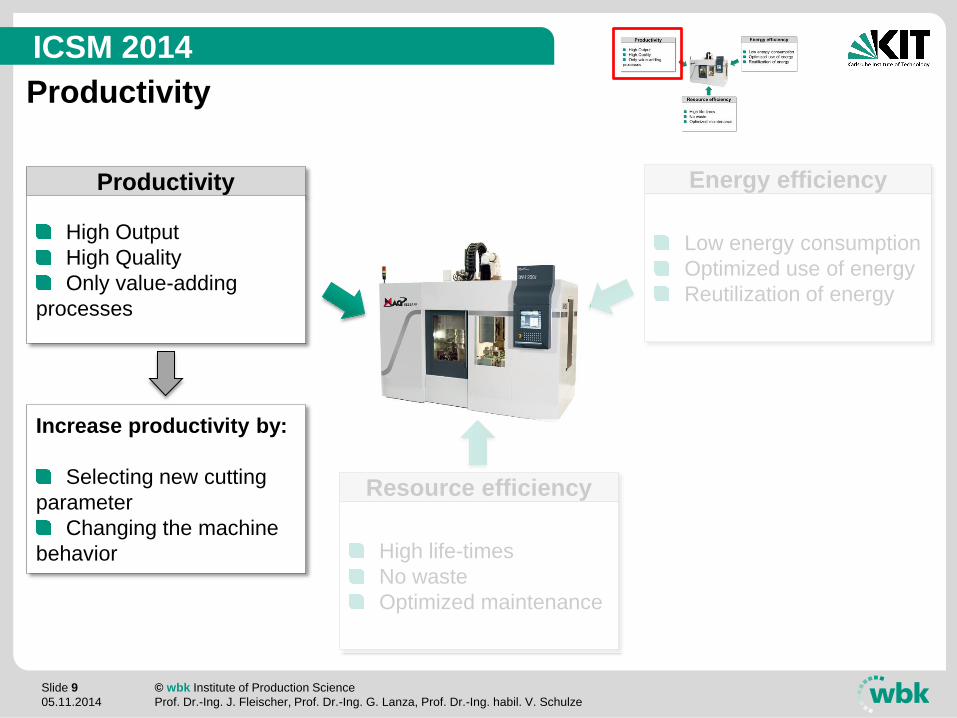
Productivity
Productivity Energy efficiency
Low energy consumption
Optimized use of energy
Reutilization of energy
Resource efficiency
High Output
High Quality
Only value-adding
processes
High life-times
No waste
Optimized maintenance
Increase productivity by:
Selecting new cutting
parameter
Changing the machine
behavior
Slide 10
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
Strategies for chatter prevention
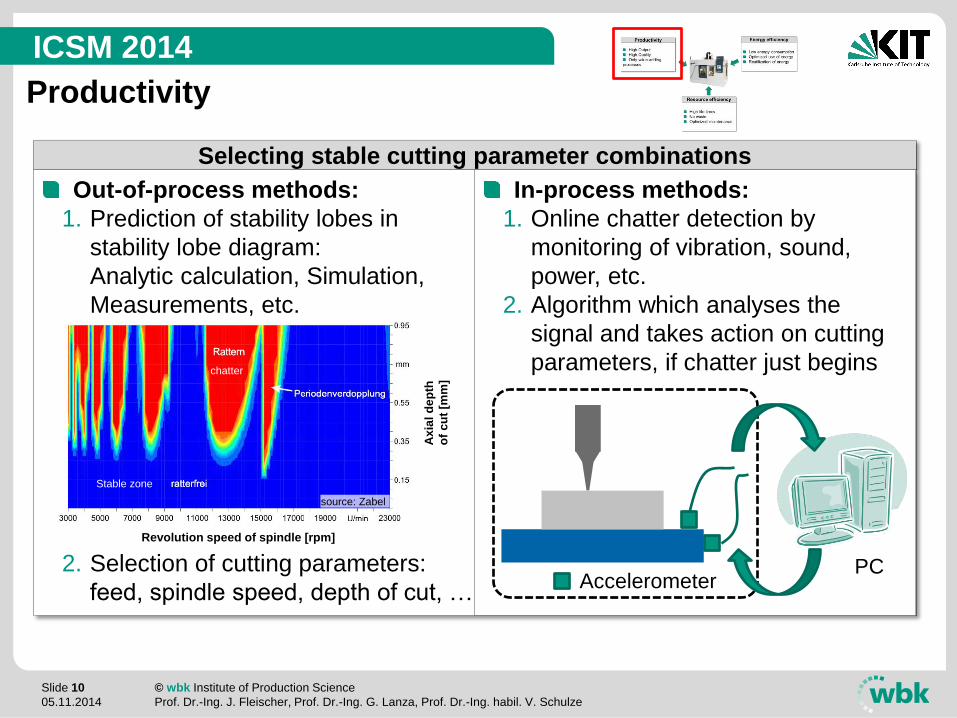
Selecting stable cutting parameter combinations
Out-of-process methods:
1. Prediction of stability lobes in
stability lobe diagram:
Analytic calculation, Simulation,
Measurements, etc.
2. Selection of cutting parameters:
feed, spindle speed, depth of cut, …
source: Zabel
chatter
Stable zone
Revolution speed of spindle [rpm]
Ax
ial
de
pth
of
cu
t [m
m]
In-process methods:
1. Online chatter detection by
monitoring of vibration, sound,
power, etc.
2. Algorithm which analyses the
signal and takes action on cutting
parameters, if chatter just begins
Accelerometer PC
Productivity

Slide 11
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
Strategies for chatter prevention
Changing the system behavior
Passive strategies:
Redesigning the (weakest)
component structure
Increase damping
Friction dampers, mass
dampers, tuned dampers
Non-Standard cutting tools, i.e.
with variable pitch and variable
helix milling tools
Active strategies:
Spindle speed variation
Disrupt regenerative effects
Input shaping method
One control law for all feed
drives simultaneously
Double sided milling
Superimposed vibrations
with effect of avoiding
chatter
Magnetorheological fluids
Adjust stiffness
Productivity
Slide 12
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
Basic idea
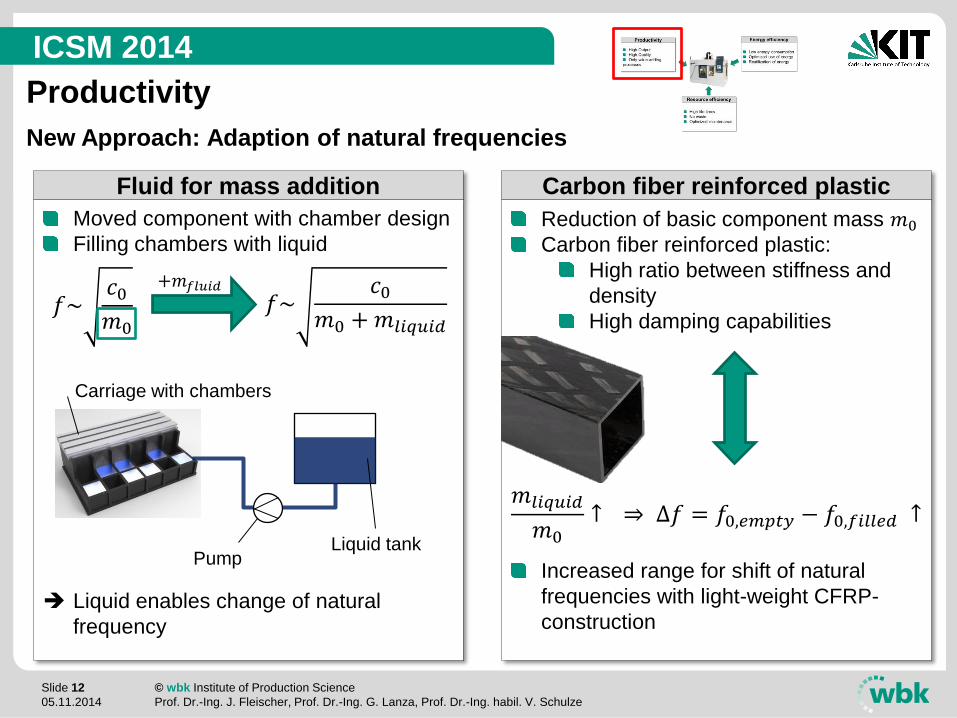
Carbon fiber reinforced plastic Fluid for mass addition
Liquid enables change of natural
frequency
𝑓~𝑐0
𝑚0
Carriage with chambers
Liquid tank Pump
𝑓~𝑐0
𝑚0 + 𝑚𝑙𝑖𝑞𝑢𝑖𝑑
+𝑚𝑓𝑙𝑢𝑖𝑑
Moved component with chamber design
Filling chambers with liquid Reduction of basic component mass 𝑚0
Carbon fiber reinforced plastic:
High ratio between stiffness and
density
High damping capabilities
𝑚𝑙𝑖𝑞𝑢𝑖𝑑
𝑚0↑ ⇒ ∆𝑓 = 𝑓0,𝑒𝑚𝑝𝑡𝑦 − 𝑓0,𝑓𝑖𝑙𝑙𝑒𝑑 ↑
Increased range for shift of natural
frequencies with light-weight CFRP-
construction
Productivity
New Approach: Adaption of natural frequencies

Slide 13
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
Productivity
New Approach: Adaption of natural frequencies
Modal analysis: frequency response
full
empty
Frequency f [Hz]
Time t [s]
Stiff
ne
ss S
[N
/m]
Acce
lera
tio
n S
en
so
r [1
00
mV
/g]
Filling
+mFluid
Emptying
-mFluid Constant
mFluid
f1, full, max f2, full, max f3, full, max
f1, empty f2, empty f3, empty
Slide 14
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
Summary and Outlook 4
Future trend: Machine tool as a Cyber Physical System 3
Resource-efficiency 2.3
Energy-efficiency 2.2
Productivity 2.1
Enabling key factors for modern machine tools 2
Introduction 1
Outline
Slide 15
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
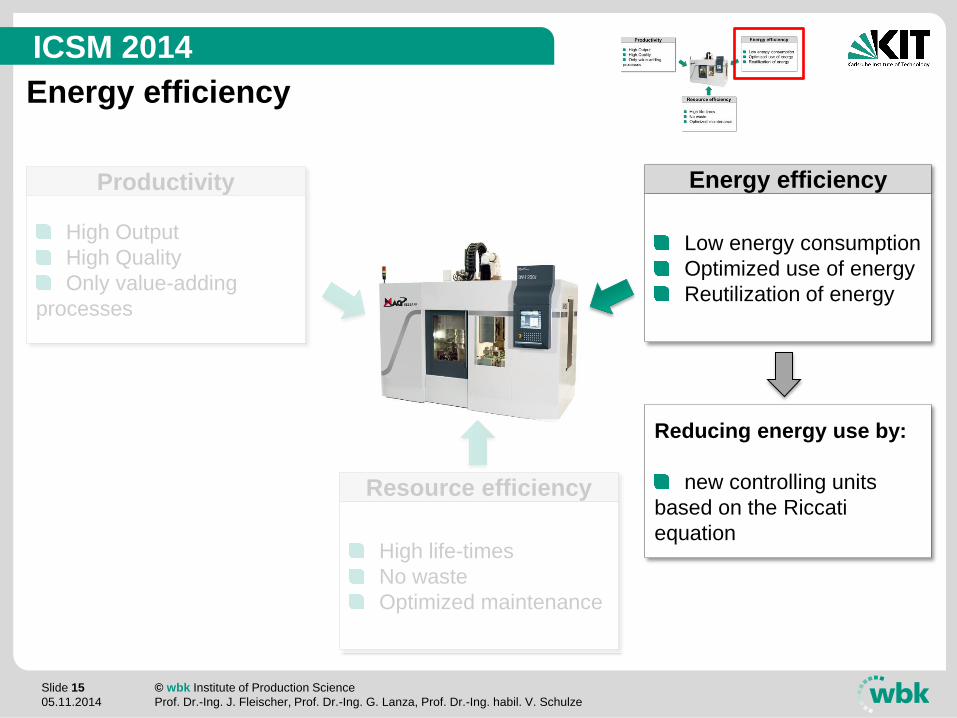
Energy efficiency
Productivity Energy efficiency
Low energy consumption
Optimized use of energy
Reutilization of energy
Resource efficiency
High Output
High Quality
Only value-adding
processes
High life-times
No waste
Optimized maintenance
Reducing energy use by:
new controlling units
based on the Riccati
equation
Slide 16
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
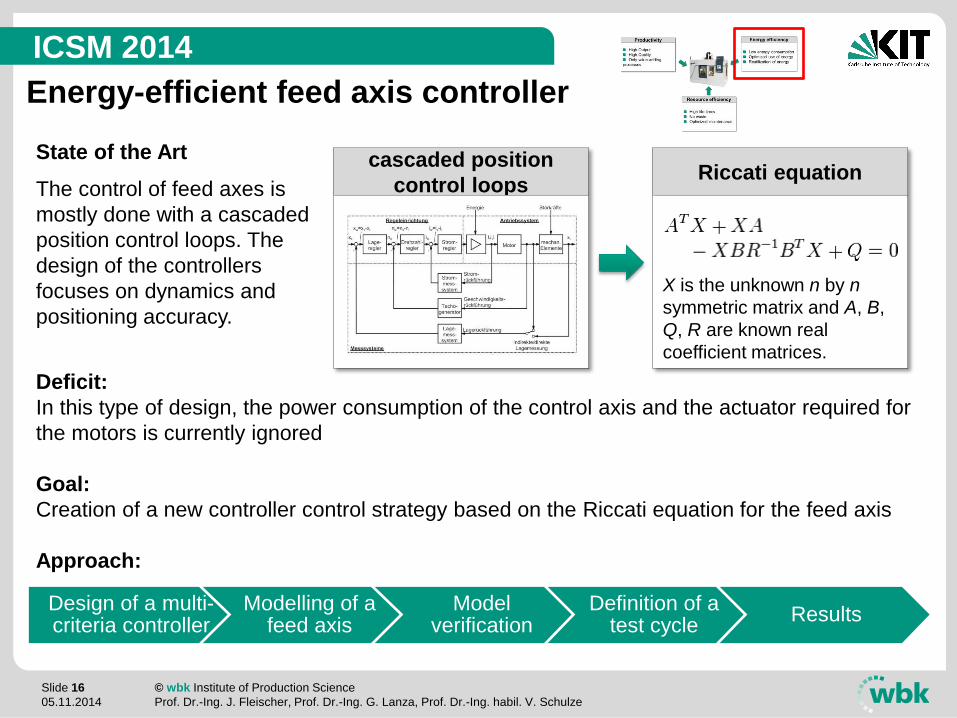
State of the Art
Deficit:
In this type of design, the power consumption of the control axis and the actuator required for
the motors is currently ignored
Goal:
Creation of a new controller control strategy based on the Riccati equation for the feed axis
Approach:
cascaded position
control loops
Energy-efficient feed axis controller
Design of a multi-criteria controller
Modelling of a feed axis
Model verification
Definition of a test cycle
Results
The control of feed axes is
mostly done with a cascaded
position control loops. The
design of the controllers
focuses on dynamics and
positioning accuracy.
Riccati equation
X is the unknown n by n
symmetric matrix and A, B,
Q, R are known real
coefficient matrices.
Slide 17
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
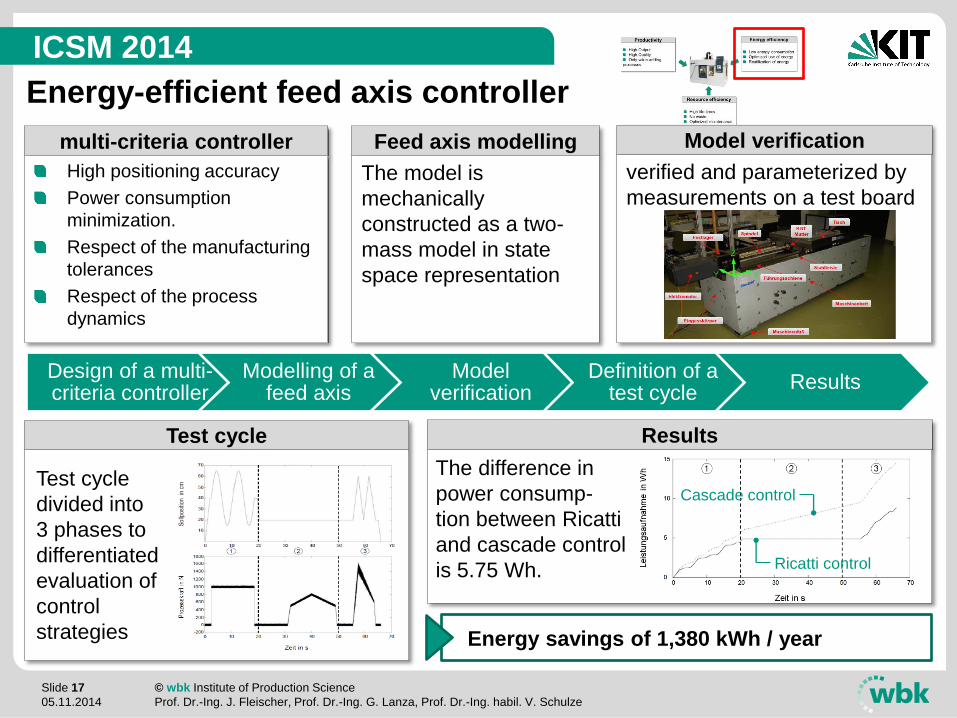
Test cycle Results
Energy-efficient feed axis controller
Design of a multi-criteria controller
Modelling of a feed axis
Model verification
Definition of a test cycle
Results
Energy savings of 1,380 kWh / year
The difference in
power consump-
tion between Ricatti
and cascade control
is 5.75 Wh.
Model verification multi-criteria controller Feed axis modelling
verified and parameterized by
measurements on a test board
High positioning accuracy
Power consumption
minimization.
Respect of the manufacturing
tolerances
Respect of the process
dynamics
Test cycle
divided into
3 phases to
differentiated
evaluation of
control
strategies
Ricatti control
Cascade control
The model is
mechanically
constructed as a two-
mass model in state
space representation
Slide 18
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
Summary and Outlook 4
Future trend: Machine tool as a Cyber Physical System 3
Resource-efficiency 2.3
Energy-efficiency 2.2
Productivity 2.1
Enabling key factors for modern machine tools 2
Introduction 1
Outline
Slide 19
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
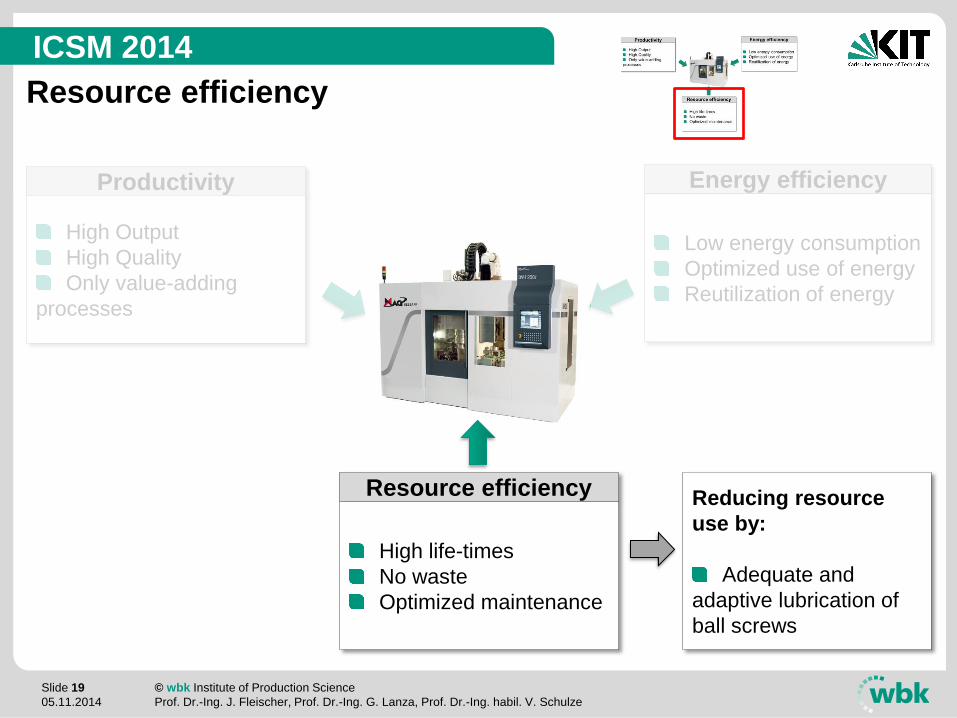
Resource efficiency
Productivity Energy efficiency
Low energy consumption
Optimized use of energy
Reutilization of energy
Resource efficiency
High Output
High Quality
Only value-adding
processes
High life-times
No waste
Optimized maintenance
Reducing resource
use by:
Adequate and
adaptive lubrication of
ball screws
Slide 20
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
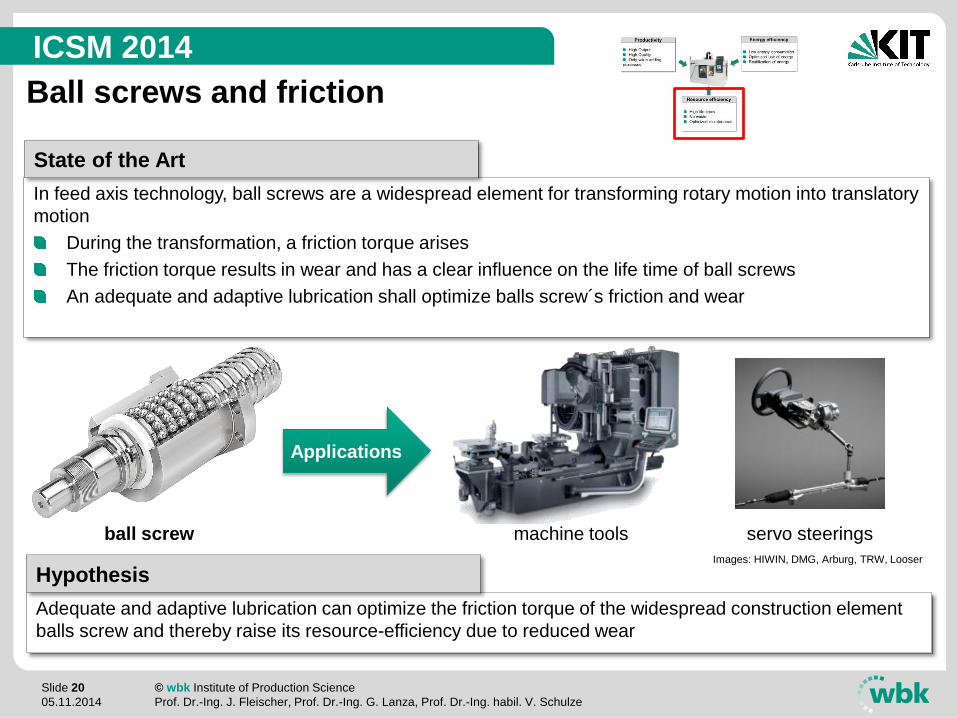
ball screw machine tools servo steerings
Ball screws and friction
Images: HIWIN, DMG, Arburg, TRW, Looser
Applications
In feed axis technology, ball screws are a widespread element for transforming rotary motion into translatory
motion
During the transformation, a friction torque arises
The friction torque results in wear and has a clear influence on the life time of ball screws
An adequate and adaptive lubrication shall optimize balls screw s friction and wear
Adequate and adaptive lubrication can optimize the friction torque of the widespread construction element
balls screw and thereby raise its resource-efficiency due to reduced wear
Hypothesis
State of the Art
Slide 21
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
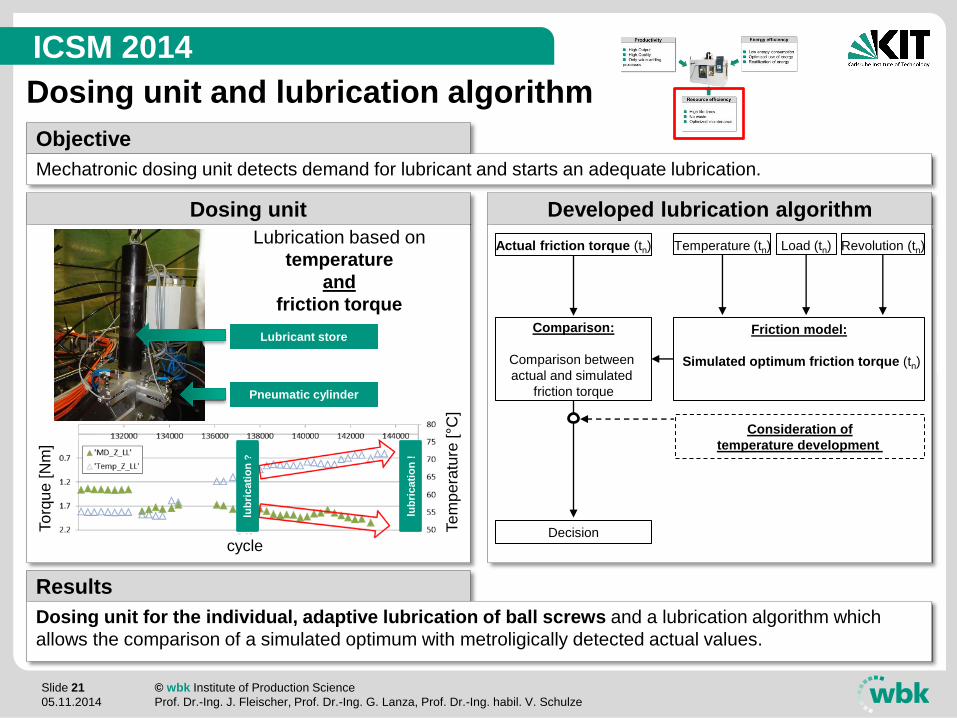
Developed lubrication algorithm Dosing unit
Lubrication based on
temperature
and
friction torque
Dosing unit and lubrication algorithm
Friction model:
Simulated optimum friction torque (tn)
Load (tn)
Revolution (tn)
Temperature (tn) Actual friction torque (tn)
Comparison:
Comparison between
actual and simulated
friction torque
Decision
Consideration of
temperature development
Lubricant store
Pneumatic cylinder
lub
ricati
on
?
lub
ricati
on
!
To
rqu
e [N
m]
Te
mp
era
ture
[°C
]
cycle
Objective
Mechatronic dosing unit detects demand for lubricant and starts an adequate lubrication.
Results
Dosing unit for the individual, adaptive lubrication of ball screws and a lubrication algorithm which
allows the comparison of a simulated optimum with metroligically detected actual values.
Slide 22
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
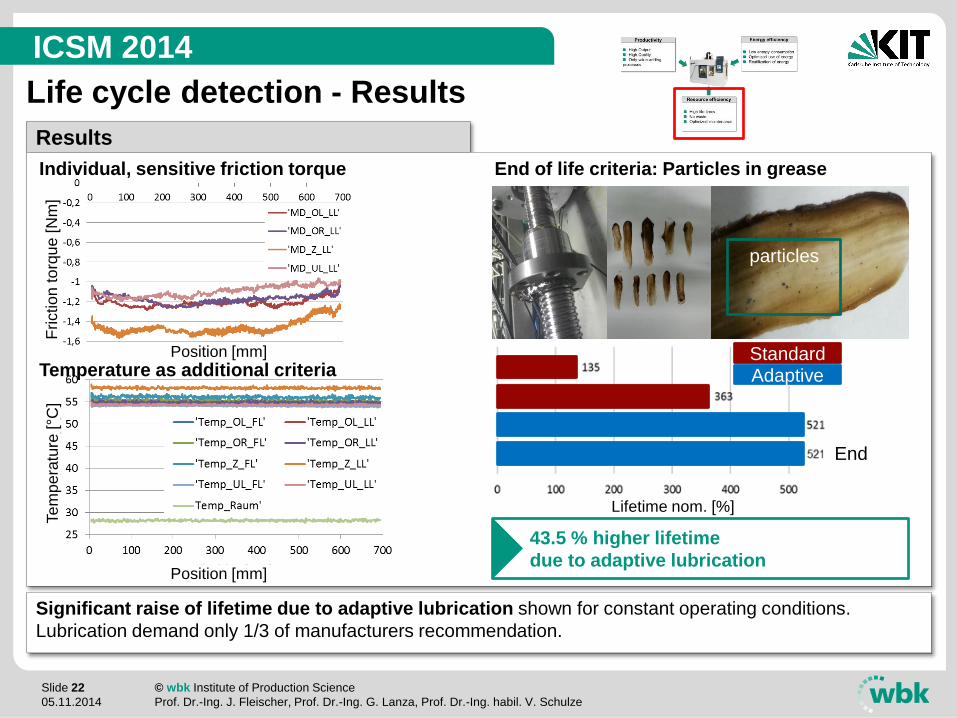
Results
Individual, sensitive friction torque End of life criteria: Particles in grease
Temperature as additional criteria
particles
43.5 % higher lifetime
due to adaptive lubrication
Lifetime nom. [%]
End
Position [mm]
Position [mm]
Friction
to
rqu
e [N
m]
Te
mp
era
ture
[°C
]
Adaptive Standard
Life cycle detection - Results
Significant raise of lifetime due to adaptive lubrication shown for constant operating conditions.
Lubrication demand only 1/3 of manufacturers recommendation.
Slide 23
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
Summary and Outlook 4
Future trend: Machine tool as a Cyber Physical System 3
Enabling key factors for modern machine tools 2
Introduction 1
Outline
Slide 24
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
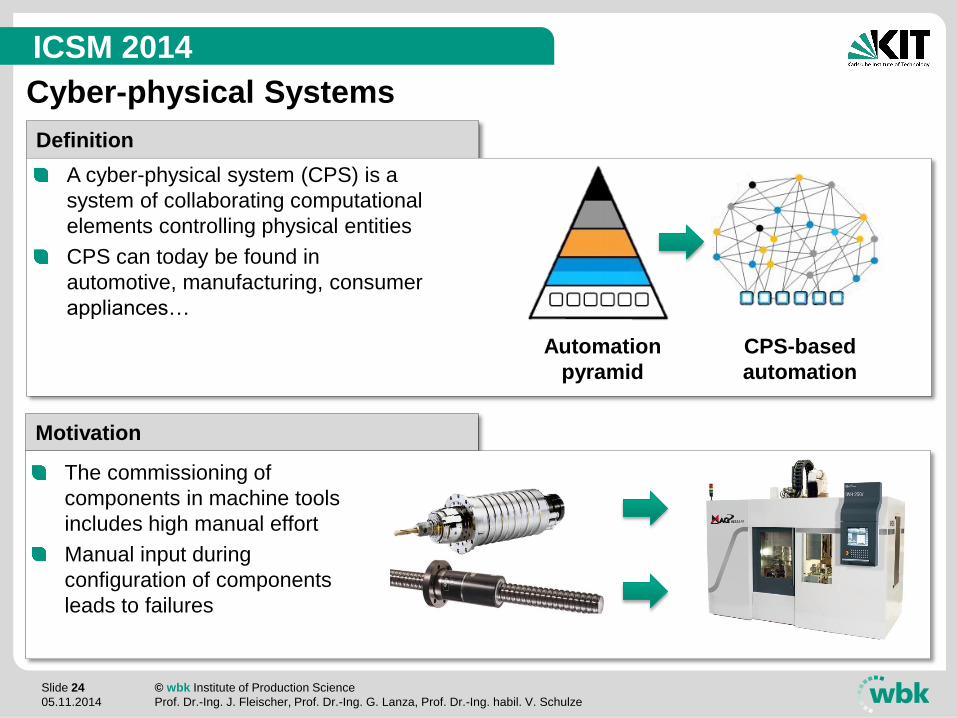
Definition
Cyber-physical Systems
A cyber-physical system (CPS) is a
system of collaborating computational
elements controlling physical entities
CPS can today be found in
automotive, manufacturing, consumer
appliances…
Motivation
The commissioning of
components in machine tools
includes high manual effort
Manual input during
configuration of components
leads to failures
Automation
pyramid
CPS-based
automation

Slide 25
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
Approach
Cyber-physical Systems
No communication
modules Component transmits
configuration data
Extending the machine
elements with
communication module
Transfer of configuration
data during installation
Result
Improved procedure for commissioning using self-describing, networked machine
components.
Shorter commissioning duration
Avoid data entry errors
Support to specialists

Slide 26
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
BMBF Secure-Plug-and-Work
Cyber-physical Systems
Description of the components
The data for the commissioning of the components are stored in a
standardized data format based on AutomationML (XML-based).
Standardized interface
Transfer of data via the standardized open bus system OPC UA
(client-server)
Storing the data
Microcomputers-based storage and processing of commissioning
data
RFID-based storage of data
Project sponsor
Project consortium
Project supervisor

Slide 27
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
Summary and Outlook 4
Future trend: Machine tool as a Cyber Physical System 3
Enabling key factors for modern machine tools 2
Introduction 1
Outline
Slide 28
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
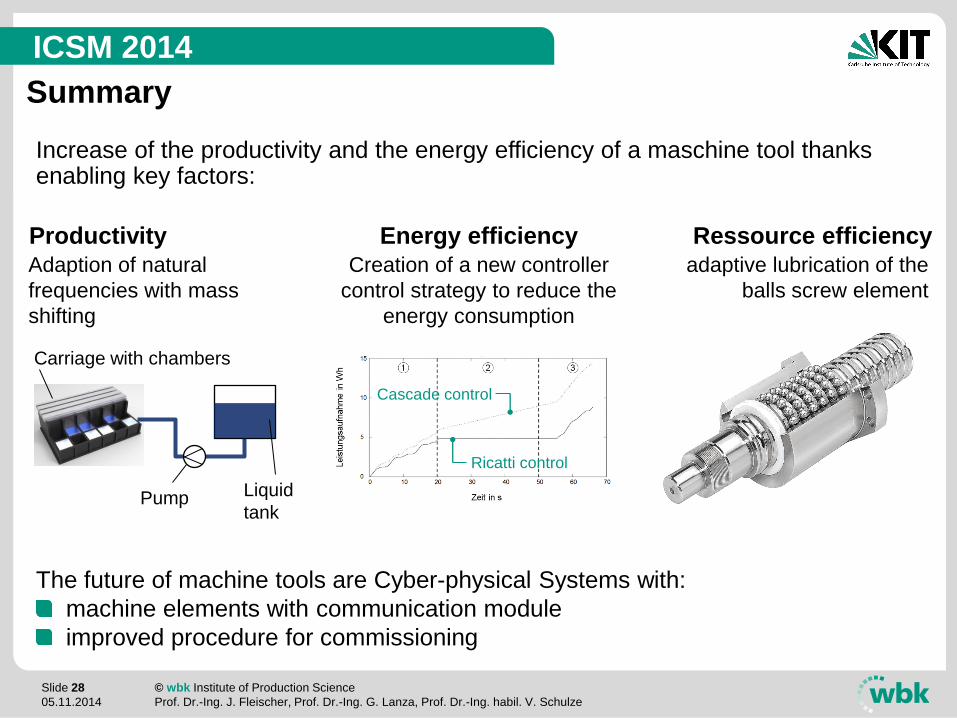
Summary
Increase of the productivity and the energy efficiency of a maschine tool thanks enabling key factors:
Carriage with chambers
Liquid
tank Pump
Adaption of natural
frequencies with mass
shifting
Ricatti control
Cascade control
Creation of a new controller
control strategy to reduce the
energy consumption
adaptive lubrication of the
balls screw element
Productivity Energy efficiency Ressource efficiency
The future of machine tools are Cyber-physical Systems with:
machine elements with communication module
improved procedure for commissioning
Slide 29
05.11.2014
© wbk Institute of Production Science
Prof. Dr.-Ing. J. Fleischer, Prof. Dr.-Ing. G. Lanza, Prof. Dr.-Ing. habil. V. Schulze
ICSM 2014
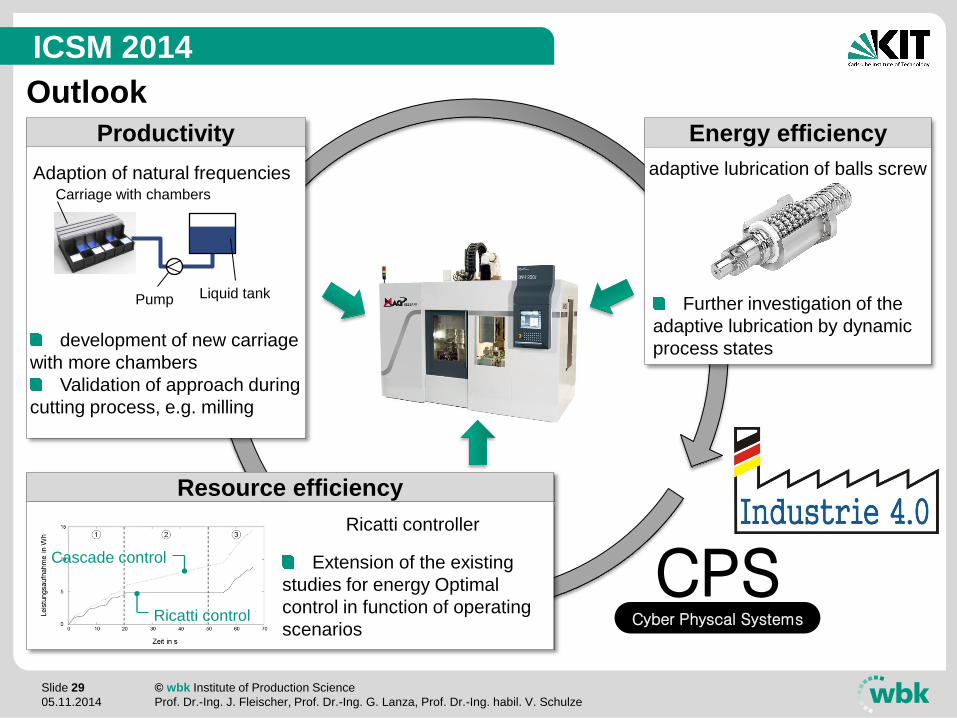
Outlook
Productivity Energy efficiency
Resource efficiency
development of new carriage
with more chambers
Validation of approach during
cutting process, e.g. milling
Adaption of natural frequencies
Extension of the existing
studies for energy Optimal
control in function of operating
scenarios
Ricatti controller
adaptive lubrication of balls screw
Further investigation of the
adaptive lubrication by dynamic
process states
CPS Cyber Physcal Systems
Carriage with chambers
Liquid tank Pump
Ricatti control
Cascade control