t.c. - tez.sdu.edu.trtez.sdu.edu.tr/tezler/tf01797.pdf · kararlı bir arayüzey bulunması...
TRANSCRIPT

1
T.C.
SÜLEYMAN DEMĠREL ÜNĠVERSĠTESĠ
FEN BĠLĠMLERĠ ENSTĠTÜSÜ
ĠMPLANT ĠMALATINDA KULLANILAN AISI 316L
ALAġIMININ MEKANĠK-TRĠBOLOJĠK ÖZELLĠKLERĠ VE
TALAġLI ĠġLENEBĠLĠRLĠĞĠNĠN ARAġTIRILMASI
DurmuĢ TEMĠZ
DanıĢman: Yrd. Doç. Dr. Bekir YALÇIN
YÜKSEK LĠSANS TEZĠ
MAKĠNA EĞĠTĠMĠ ANABĠLĠM DALI
ISPARTA – 2011

i
ĠÇĠNDEKĠLER
İÇİNDEKİLER ............................................................................................................. i
ÖZET........................................................................................................................... iii
ABSTRACT ................................................................................................................ iv
TEŞEKKÜR ................................................................................................................. v
ŞEKİLLER DİZİNİ ..................................................................................................... vi
ÇİZELGELER DİZİNİ ............................................................................................. viii
SİMGELER DİZİNİ.................................................................................................... ix
1.GİRİŞ ........................................................................................................................ 1
1.1. Paslanmaz Çelikler ............................................................................................ 2
1.1.1. Paslanmaz çeliklerin çeşitleri ............................................................................. 4
1.1.1.1. Ferritik paslanmaz çelikler .............................................................................. 5
1.1.1.2. Martensitik paslanmaz çelikler ....................................................................... 7
1.1.1.3. Ostenitik paslanmaz çelikler ........................................................................... 9
1.1.1.4. Dubleks paslanmaz çelikler .......................................................................... 12
1.1.1.5. Çökelme sertleşmesi gösteren paslanmaz çelikler ........................................ 13
1.1.2. Paslanmaz çeliklerin işlenebilirliği .................................................................. 13
1.2.Talaş Kaldırma Mekaniği ..................................................................................... 17
1.2.1. Talaş kaldırma teorileri .................................................................................... 18
1.2.1.1. Ernst, Merchant ve Pispaen yaklaşımı .......................................................... 18
1.2.1.2. Lee ve Shaffer yaklaşımı ............................................................................... 22
1.2.1.3. Timme yaklaşımı ........................................................................................... 26
1.3.Takım Ömrü ......................................................................................................... 26
1.4.Takım Aşınması ................................................................................................... 28
1.4.1.Kesici takımlarda aşınma .................................................................................. 29
1.4.1.1. Abraziv aşınma.............................................................................................. 31
1.4.1.2. Difüzyon aşınması (Atomik yer değiştirme) ................................................. 31
1.4.1.3. Plastik deformasyon ...................................................................................... 32

ii
1.4.1.4. Yorulma aşınması ......................................................................................... 33
1.4.1.5. Adheziv (yapışma) aşınma ............................................................................ 33
2. KAYNAK ÖZETLERİ .......................................................................................... 35
3. MATERYAL VE METOD ................................................................................. 43
3.1. Mekanik Deneyler ............................................................................................... 43
3.1.1. Çekme ve mikrosertlik deneyi ......................................................................... 43
3.1.2. Aşınma deneyi .................................................................................................. 44
3.2. İşlenebilirlik Testleri ........................................................................................... 45
3.2.1. İşlenebilirlik testinde kullanılan malzemeler ................................................... 45
3.2.1.1. Test malzemesi .............................................................................................. 46
3.2.1.2. Kesici takım ve takım tutucusu (Kater) ........................................................ 47
3.2.1.3. Dinamometre ................................................................................................. 48
3.2.1.4. Yüzey pürüzlülük cihazı ............................................................................... 49
3.2.1.5. Veri toplama kartı (DAQ) ............................................................................. 50
3.2.1.6. Tornalama işlemlerinin yapıldığı CNC torna ................................................ 51
3.3. Metalografik Çalışmalar...................................................................................... 52
4. ARAŞTIRMA BULGULARI VE TARTIŞMA .................................................... 53
4.1. Mekanik Test Sonuçları ...................................................................................... 53
4.1.1. Aşınma testinde sürtünme ................................................................................ 54
4.1.2. Aşınma testi ...................................................................................................... 56
4.2.İşlenebilirlik Testi Sonuçları ................................................................................ 60
4.2.1. Takım kırılması ................................................................................................ 65
4.2.2. Talaş yapışma eğilimi ve talaş tipi ................................................................... 65
5. SONUÇ VE ÖNERİLER ....................................................................................... 72
6. KAYNAKLAR ...................................................................................................... 75
EKLER………………………………………………………………………………82
ÖZGEÇMİŞ ............................................................................................................... 86

iii
ÖZET
Yüksek Lisans Tezi
ĠMPLANT ĠMALATINDA KULLANILAN AISI 316L ALAġIMININ
MEKANĠK-TRĠBOLOJĠK ÖZELLĠKLERĠ VE TALAġLI
ĠġLENEBĠLĠRLĠĞĠNĠN ARAġTIRILMASI
DurmuĢ TEMĠZ
Süleyman Demirel Üniversitesi
Fen Bilimleri Enstitüsü
Makina Eğitimi Anabilim Dalı
DanıĢman: Yrd. Doç. Dr. Bekir YALÇIN
Bu çalışmada, AISI 316L paslanmaz çeliğinin mekanik, tribolojik özellikleri ve
talaşlı işlenebilirliği araştırılmıştır. İmplant imalatında malzeme seçimi ve üretim
metodu, implantın ömrü ve performansı bakımından önemlidir. AISI 316L
paslanmaz çeliği mükemmel korozyon dayanımından dolayı implant
uygulamalarında geniş uygulama alanı bulmuştur. Bu amaçla AISI 316L paslanmaz
çeliğinin mekanik ve tribolojik özelliklerini anlamak için, çekme ve mikrosertlik
testleri ile birlikte kuru ve Hank‟s sıvısı (vücut sıvısı ile özdeş) ortamında aşınma
testleri yapılmıştır. Deneyler neticesinde, kuru kayma koşullarında bu implant
malzemesinde kütle artışı ile birlikte yüksek sürtünme katsayısı ve sürtünme
kuvvetleri tespit edilmiştir. Vücut sıvısıyla özdeş sıvısı ortamında sürtünme
durumunda kütle kaybı, sürtünme katsayısı ve sürtünme kuvvetlerinde düşüş
görülmüştür. Ayrıca, mekanik testlerde de, bu alaşımda 165 HV sertlik ve %51,73
mertebesinde uzamayla yüksek süneklik tayin edilmiştir. İmplantın
şekillendirilmesinde, talaşlı imalat metotları yaygın olarak kullanılmaktadır. Bu
çalışmanın diğer kısmını kapsayan talaşlı işlenebilirlik testlerinde ise, AISI 316L
ostenitik paslanmaz çeliğin kuru şartlarda tornalanabilirliği, farklı kesme hızı,
ilerleme ve talaş derinliği parametrelerine göre, kesme kuvvetleri, yüzey
pürüzlülüğü, talaş yapışma eğilimleri ve talaş tipleri değerlendirilerek araştırılmıştır.
İşleme deneyi bulgularında, belirlenen aralıklarda kesme hızının esas kesme
kuvvetine ve yüzey pürüzlülüğüne etkisinin oldukça düşük olduğu tespit edilmiştir.
Diğer yandan, ilerleme hızının talaş derinliğine göre esas kesme kuvvetine ve yüzey
pürüzlülüğüne etkisinin daha fazla olduğu saptanmıştır. Ayrıca, kesme hızının
artmasıyla yığıntı talaş eğiliminde ve elde edilen helisel talaş uzunluğunda azalma
gözlemlenmiştir.
Anahtar kelimeler: AISI 316L paslanmaz çelik, Hank‟s sıvısı, aşınma testi, kesme
kuvveti, implant, kuru tornalama, talaş tipi
2011, 84 sayfa

iv
ABSTRACT
M. Sc. Thesis
INVESTIGATION FOR THE MECHANICAL-TRIBOLOGICAL
PROPERTIES AND MACHINABILITY OF AISI 316L MATERIAL USING
IN IMPLANT PRODUCTION
DurmuĢ TEMĠZ
Süleyman Demirel University
Graduate School of Applied and Natural Sciences
Machine Education Department
Supervisor: Asst. Prof. Dr. Bekir YALÇIN
In this study, the mechanical, tribolojical properties and machinability of AISI 316L
stainless steel were investigated. The material selection and manufacturing method in
implant production is important for implants life and its performance. AISI 316L
stainless steel has widely used in implant applications due to its excellent corrosion
resistance. For this aim, the tensile and micro hardness tests together with wear tests
with dry sliding and inside Hank‟s solutions were performed in order to understand
the mechanical and tribological properties of AISI 316L stainless steel. In
experimental outcome, high mass lose together with friction coefficient and friction
forces were determined in dry sliding conditions. Decreasing the mass loses, friction
coefficient and friction forces were observed with Hank‟s solution friction state.
Also, the high ductility was determined with the 165 HV microhardness and 51.73 %
strain for the test material in mechanical tests. In implant forming, the machining
methods have been widely used. In machinability tests covering the other part of this
study, able to dry turning of AISI 316L stainless steel according to changing the
cutting parameters is investigated with the evaluation of the main cutting forces,
surface roughness, chip adhesion tendencies and chip types. Machining test findings,
the effect of cutting speed on the main cutting force and surface roughness was found
to be quite low. On the other hand, the effect of cutting speed according to cutting
depth on the main cutting force and surface roughness was determined to be more.
Moreover, an increase in cutting speed was shown to decrease the built up edge
tendency and helical chip length.
Key words: AISI 316L stainless steel, Hank‟s solution, wear test, cutting force,
implant, dry turning, chip type.
2011, 84 sayfa

v
TEġEKKÜR
Tez çalışmasının başlangıcından bu güne kadar yardımlarını esirgemeyen değerli
danışman hocam Yrd. Doç. Dr. Bekir YALÇIN‟ a katkılarından dolayı teşekkürü
borç bilirim. Yine çalışma süresince gerek moral olarak gerekse de deneysel
çalışmalarda katkı sağlayan değerli hocalarıma ve arkadaşlarıma desteklerinden
dolayı teşekkür ederim.
2009-YL-09 No`lu Proje ile tezimi maddi olarak destekleyen Süleyman Demirel
Üniversitesi Bilimsel Araştırma Projeleri Yönetim Birimi Başkanlığı‟na teşekkür
ederim.
CNC Tornada kesme deneyleri yapma imkanı sunan CAD/CAM Araştırma merkezi
yönetici ve çalışanlarına ve işleme deneylerinde yardımcı olan Kadir KIRAN‟a
teşekkür ederim.
Ayrıca tüm öğrenim hayatım boyunca maddi, manevi desteklerini benden
esirgemeyen anneme, babama ve sevgili eşime teşekkürü borç bilirim.
Durmuş TEMİZ
ISPARTA, 2011

vi
ġEKĠLLER DĠZĠNĠ
Şekil 1.1. Merchant‟ın ideal talaş oluşum modeli ..................................................... 18
Şekil 1.2. Ortogonal kesmede kuvvet diyagramı . ..................................................... 19
Şekil 1.3. Piispanen talaş oluşum modeli . ................................................................. 22
Şekil 1.4. Ortogonal kesme için Lee ve Shaffer‟ın kayma hattı alanı teorisi ............ 24
Şekil 1.5. Farklı teorilerin ve deneysel sonuçların karşılaştırılması. ......................... 25
Şekil 1.6. Timme yaklaşımı ile talaş oluşum modeli ................................................. 26
Şekil 3.1. TS EN ISO 6892-1 standardına göre çekme deneyi numunesi ................. 44
Şekil 3.2. Aşınma Test Cihazı (a), Aşınma test numunesi (b) ................................... 45
Şekil 3.3. İş parçası malzemesi geometrik görünüşü ................................................. 46
Şekil 3.4. WNMG kesici takım(a), kullanılan kater (b) ............................................. 47
Şekil 3.5. HSS kesici takım(a), kullanılan kater(b) .................................................... 48
Şekil 3.6. Kistler 9757-A modeli dinamometre ......................................................... 49
Şekil 3.7. Yüzey pürüzlülük cihazı ............................................................................ 49
Şekil 3.8. Veri toplama kartı ...................................................................................... 50
Şekil 3.9. Tez çalışmalarında kullanılan CNC torna tezgahı ..................................... 51
Şekil 4.1. AISI 316L ostenitik paslanmaz çelik için -ε eğrileri .............................. 53
Şekil 4.2. Çekme deneyi sonucunda kopmuş numune görüntüsü .............................. 54
Şekil 4.3. İz genişliği ve derinliği için a) Hank‟s sıvısında, b) kuru sürtünmede ...... 55
Şekil 4.4. 0,2 km kayma mesafesi için sürtünme katsayısı değerleri ......................... 56
Şekil 4.5. 0,2 km kayma mesafesi için sürtünme kuvveti değerleri ........................... 56
Şekil 4.6. Fotoğraf izleri a) Al2O3 top, b) Hank‟s sıvındaki, c) kuru sürtünmedeki .. 58
Şekil 4.7.Aşınmış yüzey yapıları a) Hank‟s sıvısındaki sürtünmede, b) kuru
sürtünmede ................................................................................................ 58
Şekil 4.8. Anlık olarak 0.3 s‟ lik süreçte elde edilen kesme hızı-asıl kesme kuvveti
ilişkisi ........................................................................................................ 61

vii
Şekil 4.9. Değişen kesme parametrelerine göre asıl kesme kuvveti değerleri ........... 62
Şekil 4.10. Değişen kesme parametrelerine göre yüzey pürüzlülük değerleri ........... 64
Şekil 4.11. HSS kesici takım işleme sonrası SEM görüntüleri .................................. 65
Şekil 4.12.WNMG takımı talaş yapışma eğilimi ve takım aşınması SEM
görüntüleri ............................................................................................... 67
Şekil 4.13.Talaş tipleri . ............................................................................................. 70
Şekil 4.14. Talaş derinliği 1.25 mm için talaş resimleri............................................. 70
Şekil 4.15. Talaş derinliği 2.5 mm için talaş resimleri............................................... 71

viii
ÇĠZELGELER DĠZĠNĠ
Çizelge 1.1. AISI 430 paslanmaz çeliğin mekanik özellikleri .................................... 6
Çizelge 1.2. Çeşitli ferritik paslanmaz çeliklerin kimyasal bileşimleri ve kullanım
alanları ................................................................................................... 7
Çizelge 1.3. AISI 420 paslanmaz çeliğin mekanik özellikleri .................................... 8
Çizelge 1.4. Çeşitli martenzitik paslanmaz çeliklerin kimyasal bileşimleri ve
kullanım alanları .................................................................................... 9
Çizelge 1.5. Ostenitik Paslanmaz Çeliklerin Mekanik Özellikleri ........................... 10
Çizelge 1.6. Çeşitli östenitik paslanmaz çeliklerin kimyasal bileşimleri ve kullanım
alanları ................................................................................................. 11
Çizelge 1.7. Takım aşınmasını belirleme metotları .................................................. 30
Çizelge 3.1. Test malzemesinin kimyasal içeriği ve bazı özellikleri ......................... 46
Çizelge 3.2. WNMG Kesici takım özellikleri ............................................................ 47
Çizelge 3.3. WNMG Kesici takımın paslanmaz çelik üzerindeki kesme şartları ...... 47
Çizelge 3.4. CNC torna tezgahı özellikleri ................................................................ 51
Çizelge 4.1. İşlenebilirlikte kullanılan deney şartları ................................................. 60
Çizelge 4.2. Kesme koşulları ve İşleme sonrası kesici takım durumu ....................... 68

ix
SĠMGELER DĠZĠNĠ
a Talaş derinliği
Al Alüminyum
ADC Analog dijital çevirici
BUE Built up edge (Talaş yığılması)
C Karbon
CNC Computer Numerical Control (Bilgisayarlı sayısal kontrol)
Cr Krom
Co Kobalt
dak Dakika
dev Devir
D.O.C. Kesme derinliği
f İlerleme
Fe Demir
Ff İlerleme kuvveti
Fr Pasif kuvvet
Fs Teğetsel sürtünme kuvveti
Ft Esas kesme kuvveti
GPa Elastik modül
ISO Uluslararası standart organizasyonu
m Metre
µ Sürtünme katsayısı
min Dakika
mm Milimetre
Mn Magnan
Mo Molibden
MPa Mega Pascal (Basınç Birimi)
Ni Nikel
r Takım burun (uç) yarıçapı
R Bileşke kuvvet
Ra Ortalama pürüzlülük değeri
rev Devir
s Saniye

x
Si Silisyum
T Takım ömrü
Ti Titanyum
V Kesme hızı
VB Yan yüzey (yanak) aşınması
α Talaş açısı
Φ Kayma açısı
Ct Taylor sabitini
KT Krater aşınma derinliği
KB Krater aşınma genişliği
TiN Titanyum Nitrür
COF Sürtünme katsayısı (Coefficient of Friction)
WNMG Kesici uç
UHMWP Polietilen malzeme (Ultra High Molecular Weight Polyethylene)

1
1.GĠRĠġ
Geçtiğimiz yüzyılın en önemli medikal gelişmelerinden biri total kalça
artroplastisiydi. Günümüzde total kalça artroplasti teknolojisi daha genç ve daha aktif
hastalara uygulanabilecek düzeye gelmiştir (Kalbarczyk, 2008). İmplant
malzemelerdeki en önemli problemlerden birisi, hacimsel aşınma sebebiyle eklem
oynaması ile birlikte total kalçada aksamalara sebeb olmasıdır (Jasty, 1992).
Malzemelerin hacimsel aşınmasını azaltacak yollardan birisi ise metal üzerine metal
veya seramik üzerine seramik gibi iki sert yataklı yüzeyleri birleştirmektir. Bu
sebeple, metal üzerine metal kalça eklem yatakları, genelde metal üzerine UHMWPE
(çok yüksek moleküler ağırlıklı polietilen) yataklarına alternatif olarak çok daha
fazla kabul görmektedir (Dorr, 2000, Rieker, 1998). Metal üzerine metal yatağının
sahip olduğu bazı avantajlar ise; yüksek aşınma direnci ve yüksek sürtünme
direncidir ( Rieker, 1998).
Uzun süreli ve başarılı implant uygulamaları için protez ve çevre dokular arasında
kararlı bir arayüzey bulunması gerekmektedir (biyouyumluluk). Çünkü implant
metaller; su, yağ ve oksijen gibi vücut sıvıları tarafından korozyona maruz
kalmaktadırlar. Ayrıca, implant malzemeler biyouyumlu olmakla birlikte iskelet
yapılarının oluşturacağı kuvvetlere karşıda yüksek bir dirence sahip olmalıdırlar
(Fabry, 1991). Bu nedenle; yüksek mekanik kararlılık, biyouyumluluk ve aşınma
performansı gibi özellikler implant malzeme seçiminde önemli bir yere sahiptirler.
Günümüzde protez ürünlerinde metaller, polimerler ve seramikler olmak üzere üç
çeşit malzeme kullanılmaktadır. Yaklaşık tüm metal esaslı biyomalzemeler birçok
uygulamada yüzey morfolojisi için kullanılmıştır. Otropedik implantlarda kullanılan
bimetaller paslanmaz çelik, kobalt-krom alaşımları ve titanyum alaşımlarını içerir.
Paslanmaz çelik günümüzde kemik kırıklarının tedavilerinde içeriden sabitleme
cihazları gibi sürekli olmayan implantlarda kullanılmaktadır. Bu alaşımlar genellikle
pasivasyon tabakası denilen dayanıklı krom oksit yüzeyinin oluşmasıyla daha yüksek
korozyon direncine sahiptirler. Buna ek olarak, AISI 316L östenitik paslanmaz
çelikler sahip oldukları yüksek korozyon direnci sebebiyle implant uygulamalarında

2
kullanılmaktadır. Bununla birlikte, sahip oldukları taneler arası düşük karbon içeriği
korozyona uğramasını azaltmaktadır.
Deneysel çalışmalar AISI 316L paslanmaz çelik malzemenin mekanik özellikleri ile
Hank‟s sıvısında ve kuru sürtünme şartlarında aşınma davranışlarını göstermektedir.
Bu amaçla, bu çalışmada çekme, aşınma ve mikrosertlik testleri ve mikroskop
analizleri gerçekleştirilmiştir. Yapılan deneylerle bazı önemli sonuçlar elde
edilmiştir. Bu veriler elde edildikten sonra ise malzememizin talaşlı işlenebilirlik
testleri gerçekleştirilmiştir. İşlenebilirlik testinde, AISI 316L paslanmaz çeliğinin
kuru tornalama işleme ile elde edilen kesme kuvvetleri, yüzey pürüzlülük değerleri,
takım aşınması ve talaş morfolojileri inceledikten sonra malzemenin sinter-karbür ve
HSS kesici takım ile belirlenen şartlarda optimum kesme şartları belirlendi.
1.1. Paslanmaz Çelikler
Mekanik özellikler açısından diğer ucuz çeliklerden pek farklılık göstermeyen
paslanmaz çeliklerin yüksek maliyetlerine karşın pratikte çok yaygın olarak
kullanılmalarının ana nedeni, yüksek korozyon direncine sahip olmalarıdır (Tekin,
1981). Normal alaşımsız ve az alaşımlı çelikler korozif etkilere karşı dayanıklı
olmadıklarından, bu tür uygulamalar için genellikle paslanmaz çeliklerin
kullanılması gerekir. Paslanmaz çelikler mükemmel korozyon dayanımları yanında,
değişik mekanik özelliklere sahip türlerinin bulunması, düşük ve yüksek
sıcaklıklarda kullanılabilmeleri, şekil verme kolaylığı, estetik görünümleri gibi
özelliklere sahiptirler. Kullanımları giderek yaygınlaşan paslanmaz çeliklerin
tüketimi, artık toplumlarda refah seviyesinin bir göstergesi sayılmaktadır. Dünyada
yılda 20 milyon ton civarında paslanmaz çelik tüketilmektedir. Bunların büyük
çoğunluğu yassı mamul biçimindedir. Daha az miktarlarda ise; çubuk, tel, boru,
dövme parça ve döküm parça olarak kullanılmaktadır.
Paslanmaz çelikler bileşimlerinde en az %11 krom içeren bir çelik ailesidir. Bu
çeliklerin yüksek korozyon dayanımını sağlayan unsur; yüzeye kuvvetle tutunmuş,

3
yoğun, sünek, çok ince ve saydam bir oksit tabakasının bulunmasıdır (Sarıtaş A.Ş.
2004).
Aslında çelikler diğer demir alaşımlarının büyük bir kısmı gibi atmosferde
oksitlenirler ve yüzeylerinde pas olarak adlandırdığımız bir oksit tabakası oluşur.
Alüminyum ve çinkonun tersine çeliğin yüzeyini kaplayan tabaka yüzeyde oluşan
koruyucu oksit, pas ve oksitlenmenin iç kısımlara ilerlemesine engel olmaz.
Paslanmaz çeliklerde ise korozyon direnci artan krom miktarına bağlı olarak
yükselmektedir. Gerçekten, elektro-kimyasal gerilim serisine bakıldığında krom,
demirden daha az asal olan bir metaldir. Çeliğin içeriğindeki kromun koruyucu
etkisi, krom ile oksijen arasındaki ilişkiden ileri gelmektedir. Krom içeren çeliklerin
yüzeyleri bir krom oksit tabakası ile örtülü olmadıkları sürece korozyona ve özellikle
oksidasyona karşı çok hassastırlar; bu hale “aktif” denir. Buna karşın bu oksit
tabakası oluşma olanağı bulunduğunda metali korozif ortamlara karşı korur,
dolayısıyla da çelikler "pasifleşmiş" olur. Pasivitenin sınırları ile derecesi ortamın
aktivitesi ile paslanmaz çeliğin tür bileşimine bağlıdır. Koşulların uygun olduğu
hallerde pasivite kalıcıdır ve paslanmaz çelik çok yavaş bir korozyon hızına sahiptir.
Bu pasif film yok olduğunda ve yeniden oluşması için gerekli koşullar bulunmaması
halinde paslanmaz çelik de normal karbonlu ve az alaşımlı çelikler gibi korozyona
uğrayabilir. İşte bu bakımdan paslanmaz çeliğin korozyon direncinin oluşması için
en az %11 Cr içermesi ve ortamda da oksijen bulunmasına gerek vardır (Balcı,
2008).
Tahminlere göre, dünyadaki çelik üretiminin yaklaşık %8 kadarı korozyonla
kaybolmakta, yani saniyede 300 kg çelik paslanmaktadır. Bu kayıplar, kullanımda
bulunan çelik miktarının artması sonucunu ve ayrıca aşındırıcı ortamla birlikte
atmosferin ve suyun kirlenmesine de yol açmaktadır. Korozyona dayanıklı çeliklerin
geliştirilmesi ve ayrıca yüksek polimer ya da diğer korozyon kayıplarını azaltıcı
maddelerin kaplanmasıyla, korozyon kayıplarının azaltılmasında, özellikle daha ucuz
kütle malzemelerinin kullanılabilmesinde önemli bir adım sağlanmaktadır.

4
Çeşitli yöntemler kullanılarak elde edilen iş parçalarının işlenebilirliği de büyük bir
önem taşımaktadır. Takım kesici uçları ile çeşitli iş parçaları değişik yöntemlerle
işlenmektedir. İş parçası malzemeleri yumuşak, sert, sünek, gevrek, lif-lif veya
ufalanabilen cinsten olabilirler. İşlenebilirlikte sürekli kesme, kesici uçta yüksek
sıcaklıklar oluşturur. Süreksiz kesmede kesici uçlar büyük kuvvet ve sıcaklık
değişiklikleri nedeniyle darbe şeklindeki yüklere karşı çalışırlar. Bu nedenle, iş
parçası malzemesinin iç yapısı değiştirilmeden istenilen yüzey pürüzlülüğünü elde
etmek için uygun tavlama işlemlerine tabi tutmak gerekir. Bazı hassas talaş kaldırma
işlemlerinde aşınmanın meydana gelmemesi ve takımın işlem boyunca sertliğini
koruması önemlidir. Çünkü en iyi verim kısa zamanda fazla miktarda talaş
kaldırmakla sağlanır. Bu da kesme hızı ve paso derinliğinin artmasıyla mümkündür.
Kesici takımın direncinin belirli bir değerde son bulmasından dolayı kesme hızı, bu
değer ile sınırlandırılmaktadır. Bu sınırdan sonra aşınma hızlı bir büyüme
göstermektedir. Özellikle işleme maliyetini azaltmak, takım ömrünü artırmak ve
daha iyi bir yüzey kalitesi elde etme isteği talaş kaldırma alanında daha fazla
araştırmaların yapılmasını zorunlu kılmaktadır (Taşdemir, 2006).
1.1.1. Paslanmaz çeliklerin çeĢitleri
Paslanmaz çeliklerde kimyasal bileşim değiştirilerek farklı özelliklerde alaşımlar
elde edilir. Krom miktarı yükseltilerek veya nikel ve molibden gibi alaşım
elementleri katılarak korozyon dayanımı artırılabilir. Bunun dışında bakır, titanyum,
alüminyum, silisyum, niyobyum, azot, kükürt ve selenyum gibi bazı elementlerle
alaşımlama ile ilave olumlu etkiler sağlanabilir. Bu şekilde makine tasarımcıları ve
imalatçıları değişik kullanımlar için en uygun paslanmaz çeliği seçme şansına sahip
olurlar. Paslanmaz çeliklerde içyapıyı belirleyen en önemli alaşım elementleri, önem
sırasına göre krom, nikel, molibden ve mangandır. Bunlardan öncelikle krom ve
nikel içyapının ferritik veya ostenitik olmasını belirler (Sarıtaş A.Ş., 2004).
Paslanmaz çelikler beş grup halinde sınıflandırılır. İlk dört tanesi kristal yapılarına
göre (ferritik, ostenitik, martenzitik ve çift fazlı) besincisi ise ısıl işlem şekline
göredir (çökelme sertleşmesi uygulanabilen) (Can, 2004).

5
Ferritik paslanmaz çelikler;
a) % 12-14 Cr içeren ferritik paslanmaz çelikler,
b) % 17-19 Cr içeren ferritik paslanmaz çelikler,
c) %22-27 Cr içeren ferritik paslanmaz çelikler,
Martenzitik paslanmaz çelikler,
Ostenitik paslanmaz çelikler,
Dubleks ostenitik-ferritik paslanmaz çelikler,
Çökelme sertleşmesi gösteren paslanmaz çelikler.
1.1.1.1. Ferritik paslanmaz çelikler
Malzemelerin çok önemli bir grubunu oluşturan ferritik paslanmaz çelikler, alaşım
elementi ilavesine bağlı olarak bileşimlerinde farklı oranlarda (% 17-26) Cr içerirler.
Korozyona karşı dirençleri, şekillendirilebilmeleri ve tokluk özelliklerinin düşük
olmalarına karşın, Ostenitik paslanmaz çeliklere kıyasla daha ucuz olmaları en
önemli avantajlarıdır (Tekin, 1981).
Tavlanmış durumda en yüksek işlenebilirlik, korozyon direnci ve süneklik
karakterizasyonu kazanırlar. Bu sebeple ferritik paslanmaz çeliklere uygulanan tek
ısıl işlem tavlamadır. Bu işlem kaynak ve soğuk işlemlerden kalan gerilmelerin
alınmasını ve daha homojen bir yapı elde edilmesini sağlar. Ferritik paslanmaz
çelikler genellikle 475oC gevrekleşme bölgesinin üzerindeki sıcaklıklarda ve östenit
teşekkül bölgesinin altındaki sıcaklıklarda tavlanırlar. Ferritik paslanmaz çelikler
400-525oC bölgesinde uzun süre kaldıkları veya bu bölgede yavaş soğutuldukları
taktirde bir gevrekleşme olayı görülür. Isıl işlemlerle bu gevrekleşme durumu
ortadan kaldırılabilir (Gürkan, 2007).
Bu çeliklerin en önemli özelliği; kaynak esnasında ve ısı etkisi altındaki bölgede
oluşan ve kaynak dikişinin tokluğunda önemli derecede düşüşe neden olan tane
büyümesidir. Bu tür paslanmaz çeliklerin sahip olduğu başlıca özellikler aşağıda
sıralanmaktadır:

6
Korozyon dayanımı orta ile iyi derece arasında olup, malzeme içerisinde
krom miktarının artması ile iyileşmektedir,
Isıl işlemle dayanım artırılabilmektedir,
Manyetiktirler,
Kaynak edilebilme kabiliyetleri düşüktür,
Şekillendirme kabiliyeti Ostenitik paslanmaz çeliklere göre daha azdır.
Çizelge 1.1‟de değişik ferritik paslanmaz çeliklerin kimyasal içerikleri ve kullanım
alanları ile ilgili bilgiler verilmektedir. Bu malzemeler korozyon ve ısıya karşı
dayanıklıdır. Bu yönüyle tasarım mühendisliği açısından önemlidir. Çünkü nikel
içeren malzemeler gibi korozyon direnci sağlarlar. Ancak nikel‟e fazla ihtiyaç
duyulmadığı için maliyeti düşüktür. Bu malzemelerin sünekliklerinin azlığı, çentik
hassasiyeti ve kaynak kabiliyetinin düşük olması nedeniyle Ostenitik paslanmaz
çelikle kıyaslandığında daha az kullanılmaktadır. Bu çelikler 900°C sıcaklık üzerinde
ısıl işleme tabi kaldıklarında östenit oluşmakta ve sonrasında hızlı soğuma sonucu
Ostenitik martenzit‟e dönüşmektedir. Ferritik paslanmaz çelikler martenzit‟e
dönüşümle çok fazla sertleşmekte ancak kırılganlığa ve düşük sünekliğe neden
olmaktadır (Türkyılmazoğlu, 2006).
Çizelge 0.1.1. AISI 430 paslanmaz çeliğin mekanik özellikleri (Odabaş, 2004)
Mekanik Özellikler
%0,2 Akma
Dayanımı
(MPa)
Çekme Dayanımı
(MPa)
Kopma
Uzaması
(%)
Sertlik
(Brinell)
Tavlanmış durumda En az 210 430-600 20 150-190
Yüksek sıcaklık özellikleri
Sıcaklık (oC) 100 200 300 400
Elastik modülü (GPa) 216 212 206 197
%0,2 Akma dayanımı (MPa) 220 210 200 190
Isıl genleşme katsayısı (1/K) 10 10 10,5 10,5

7
Çizelge 1.02. Çeşitli ferritik paslanmaz çeliklerin kimyasal bileşimleri ve kullanım
alanları (Odabaş, 2004)
AISI
Tip
Cr
%
C (mak.)
%
Mo
%
Al
% Diğerleri % Tipik uygulamalar
405 13 0.08 0.2
Havada sertleşen 410 ve 403 gibi tiplerin
istenmediği montajlar için sertleştirilemez.
Tavlama ve sertleştirme kutuları, oksidasyon
dirençli bölmelerde kullanılır.
409 11 0.08 Ti 6xC Genel amaçlı yapım paslanmaz çelikleri:
otomobil egzost sistemleri, tarımsal
püskürtme için tanklarda kullanılır.
434 17 0.12 1 Kış yol şartlarının ve toz yayma bileşiklerinin
varlığında atmosferik korozyon direnç için
tasarlanmış 430 tipinin modifikasyonudur.
436 17 0.12 1 Nb 5xC
430 ve 434 tiplerine benzer Alçak çatı
omurgalarının gerekli olduğu durumlarda
kullanılır. Otomobil süslemeleri gibi genel
korozyon ve ısı direnç uygulamaları.
442 20.5 0.20 Yüksek kromlu çelik, prensip oksidasyona
uğramadan, yüksek sıcaklık direncine zorunlu
parçalar, fırın parçaları.
446 25 0.20
Yüksek sıcaklıklarda oksitlenme ve
korozyona yüksek direnç gösterirler. Tavlama
kutuları, cam kalıpları, valfler, ısıtıcılar
1.1.1.2. Martensitik paslanmaz çelikler
Karbon miktarı % 0,1 den fazla olan çelikler yüksek sıcaklıklarda ostenitik içyapıya
sahiptirler. Ostenitleme sıcaklığı çeliğin türüne göre 950-1050°C arasındadır. Bu
sıcaklıklarda tutulan çeliğe su verilirse martenzitik bir içyapı elde edilir. Bu şekilde
elde edilen yüksek sertlik ve mekanik dayanım, karbon yüzdesi ile birlikte artar.
Ürün tipine bağlı olarak martenzitik çelikler tavlanmış veya ıslah edilmiş durumda
pazara sunulur. Tavlanmış olarak satın alınan ürünler biçim verildikten sonra ıslah
işlemine (su verme + temperleme) tabi tutulur. Temperleme sıcaklığı değiştirilerek
değişik özellik kombinasyonları elde edilebilir. En iyi korozyon dayanımını elde
etmek için tavsiye edilen ısıl işlem sıcaklıklarına uyulması çok önemlidir (Sarıtaş
A.Ş., 2004).

8
Martenzitik paslanmaz çeliklerin ısıl işlemleri düz karbon veya düşük alaşımlı
çeliklere çok benzer; dayanım ve sertlik daha çok karbon yüzdesine bağlıdır.
Paslanmaz çelikler ile diğer çelikler arasındaki tek fark paslanmaz çeliklerin
sertleşebilme kabiliyetlerinin çok yüksek olması ve havada soğutma ile 300 mm
kadar kalınlıktaki kesitlerin merkezlerinde azami sertlik sağlanabilmesidir.
Martenzitik paslanmaz çelikler ısıl işlem değişkenlerine çok hassas olduklarından ısıl
işlemde yapılan hatalar dolayısıyla hurda yüzdesi de oldukça yüksektir. Bu çelikler
çok pahalı olduklarından üstün korozyon direnci mutlak şart olmadığı takdirde
kullanılmazlar (Gürkan, 2007).
Başlıca özellikleri:
Orta derecede korozyon dayanımına sahiptirler.
Isıl işlem uygulanabilir, böylece yüksek dayanım ve sertlikler elde edilebilir.
Kaynak edilebilme kabiliyetleri düşüktür.
Manyetiktirler.
Çizelge 1.0.13. AISI 420 paslanmaz çeliğin mekanik özellikleri (Smith, 2000)
Mekanik Özellikler
%0,2 Akma
Dayanımı (MPa)
Çekme Dayanımı
(MPa)
Kopma
Uzaması, (%)
Sertlık
(Brinell)
Tavlanmış durumda 450 650-800 15 180-230
Suverme sonrasında 1570 450
Suverme+temperleme Temp.Sıc.650oC 930 300
Suverme+temperleme Temp.Sıc.750oC 750 230
Sıcaklık (oC) 100 200 300 400
Elastik modülü (Gpa) 213 207 200 192

9
Çizelge 1..0.424. Çeşitli martenzitik paslanmaz çeliklerin kimyasal bileşimleri ve
kullanım alanları (Smith, 2000)
AISI Tip Cr % C % Ni % Mo % V % Uygulama Alanları
403 12.2 0.15
Buhar türbin bıçakları ve jet motorları
halkaları gibi yüksek gerilmeye maruz kalan
iş parçalarında
410 12.5 0.15
max.
Makine parçaları, pompa şaftları, jet motor
parçaları, maden makineleri, gibi genel
amaçlı ısıl işlemlendirilebilir işlerde
414 12.5 0.15
max.
410 tipinin yüksek karbon modifikasyonu,
mutfak gereçleri, cerrahi aletleri, valfler
422 12 0.22 1 0.25 1
1200 °F‟ta kadar hizmet sıcaklıklarında
yüksek dayanım ve tokluk. Buhar türbin
bıçakları, sıkma bilezikleri
431 16 0.20
max. 1.8
Yüksek mekanik özelliklerinin gerekli
olduğu yerlerde kullanılan, sertleşebilen özel
amaçlı çelikler, uçak ekipmanları, dövücü
kollar, kağıt makineleri.
440A 17 0.72
İyi korozyon direnci ile birlikte tip 420‟den
daha yüksek sertliğe sertleşebilir.çatal, kaşık,
cerrahi takımlar.
440B 17 0.85 Çatal kaşık sınıfı, valf parçaları, alet
yatakları
440C 17 1,07
Sertleşebilir paslanmaz çeliklerin en yüksek
sertliğini oluşturur. Bilyeler, yataklar, yarış
bisikletleri, petrol kuyuları için yataklar, valf
parçaları.
1.1.1.3. Ostenitik paslanmaz çelikler
Paslanmaz çeliğin bileşiminde yeterince Ni bulunursa, iç yapısı oda sıcaklığında dahi
ostenitik olur. Ostenitik çeliklerin temel bileşimi %18 Cr ve %8 Ni‟dir. Ostenitik
paslanmaz çelikler; biçimlendirme, mekanik özellikler ve korozyon dayanımı
bakımından çok uygun bir kombinasyon sunarlar. Süneklikleri, toklukları ve
biçimlendirilme kabiliyetleri düşük sıcaklıklarda bile mükemmeldir. Manyetik
olmayan bu çeliklere, ostenitik içyapıları dönüşüm göstermediği için normalleştirme
veya sertleştirme ısıl işlemleri uygulanmaz, mekanik dayanımları ancak soğuk
şekillendirme ile artırılabilir. Toplam paslanmaz çelik üretimi içinde ostenitik
çeliklerin payı % 70‟tir ve aralarında en çok kullanılan 304 kalitedir (Yılmaz, 2006).

10
Ostenitik paslanmaz çeliklerin deformasyon sertleşmesi oranı yüksektir. Soğuk
şekillendirme ile çekme dayanımı değerleri 1200 Mpa değerine çıkartılabilir (Can,
2004). Başlıca özellikleri;
Mükemmel korozyon dayanımına sahiptirler.
Kaynak edilebilme kabiliyetleri mükemmeldir.
Sünek olduklarından kolay şekillendirilebilirler.
Hijyeniktirler, temizliği ve bakımı kolaydır.
Yüksek sıcaklıklarda iyi mekanik özelliklere sahiptirler (Sarıtaş A.Ş. 2004).
Çizelge 1.5.0.1. Ostenitik Paslanmaz Çeliklerin Mekanik Özellikleri (Balcı, 2008)
Ostenitik Paslanmaz Çeliklerin Mekanik Özellikleri
AISI Oda Sıcaklığı Çalışma Sıcaklığı Fo
Çekme
Kuvveti
(1000 Psı)
Akma Kuvveti
0.2 %
(1000 Psı)
Uzama 2"
(%)
Sertlik (Rockwell
B') Devamlı Kesintili
201 115 55 55 90 1550 1450
202 105 55 55 90 1550 1450
301 110 40 60 85 1650 1500
302 90 40 50 85 1650 1500
302 B 95 40 55 85 1750 1600
304 84 42 55 80 1650 1550
304 L 81 39 55 79 1650 1550
305 85 38 50 80 1650
308 85 35 50 80 1700 1550
309 90 45 45 85 1950 1850
310 95 45 45 85 2050 1900
314 100 50 40 85 - -
316 84 42 50 79 1650 1550
316L 81 42 50 79 1650 1550
317 90 40 45 85 1700 1600

11
Çizelge 1.6.0.2 Çeşitli östenitik paslanmaz çeliklerin kimyasal bileşimleri ve kullanım
alanları (Odabaş,2004)
AISI
Tip Cr% Ni %
C (mak.)
%
Mn
%
Diğerleri
% Tipik uygulamalar
301 17 7 0.15
Yüksek pekleşme hızı, yüksek dayanım, yüksek
sünekliğin gerekli olduğu durumlarda kullanılır.
Tren yolu arabaları, treyler gövdeleri uçak parçaları,
sıkma bilezikleri otomobil tekerlek kapakları,
süslemeler
302 18 9 0.15
Genel amaçlı Ostenitik paslanmaz çelik, süsleme,
yiyecek taşıma ekipmanları, uçak kaportaları,
antenler, yaylar, ev aletleri, petrol rafine ekipmanları
304 19 9 0.08
Kaynak sırasında karbür çökelmesi sınırlamak için
tip 302‟nin düşük modifikasyonu. Kimyasal ve
yiyecek işleme ekipmanları, soğuk kaplar, oluklar,
sac kaplamalar
304L 19 10 0.03
Kaynak sırasında karbür çökelmesi sınırlamak için
tip 304‟ün daha fazla düşük karbon modifikasyonu.
Kömür silo hatları, sıvı gübreleme ve lapa domates
tankları
309 23 13.5 0.20
Yüksek sıcaklık dayanımı ve oksitlenme direnci,
uçak ısıtıcıları, ısıl işlem ekipmanları, tavlama
kapakları, fırın kaplamalar, pompa parçaları.
310 25 20.5 0.25
309‟dan daha yüksek oksitlenme direnci ve yüksek
sıcaklık dayanımı, ısı değiştiricileri, kaynak dolgu
metalleri, gaz türbin bıçakları
316 12 0.08 2.5
304‟den daha yüksek korozyon direnci, yüksek
sürünme dayanımı, kimyasal ve küspe taşıma
ekipmanları, fotoğraf makineleri, maya tüpleri.
316L 12 0.03 2.5
316‟nın daha fazla karbon modifikasyonu taneler
arası karbür çökelmesini önlemek zorunda olduğu
kaynaklı yapılar, tip 316L yoğun kaynak gerektiren
yerlerde kullanılır.
321 18 10.5 0.08 Ti 5XC
Çok şiddetli korozyon şartlarına maruz kaynaklı
bağlantı ve 800‟den 1600°F‟ta hizmet için
kararlaştırılmış, kaynatma kazanları, işlem
ekipmanları, kabin ısıtıcılar, ateş duvarlar.
347 18 11 0.08 Nb 10XC
Yüksek sürünme dayanımıyla birlikte 321‟e benzer,
uçak egzost bacaları, jet motor parçaları, kimyasal
maddeler için kaynaklı tanker arabaları.
201 17 4.5 0.15 6
Yüksek pekleşme hızı, 301‟in düşük karbon
eşdeğerliği, çatal kaşık takımları, otomobil tekerlek
kapakları, süslemeler.
202 18 5 0.15 8-8.7 302‟nin düşük nikel eşdeğerliği genel amaçlı mutfak
ekipmanları, başlık, süt taşıma malzemeleri.

12
1.1.1.4. Dubleks paslanmaz çelikler
Çift fazlı bir içyapıya sahip, ferrit taneleri içinde östenit veya östenit taneleri içinde
ferrit içeren bu tür paslanmaz çeliklerin Ostenitik paslanmaz çeliklere nazaran en
önemli üstünlükleri akma mukavemetlerinin iki kat daha büyük olmaları ve çok daha
iyi korozyon dirençleri göstermeleridir.
Bunlar, yüksek oranda Cr (%18-28) ve orta miktarda Ni (%4,5-8) içeren çeliklerdir.
Ni miktarı en çok %8 olup, bütün içyapının ostenitik olması için yetersizdir. Ferrit ve
östenit fazlarından oluşan içyapı nedeniyle çelikler dubleks olarak adlandırılır.
Dubleks çeliklerin çoğunluğu % 2,5-4 Mo içerir. Bunlar hem iyi mukavemet hem de
iyi süneklik özelliklerini birlikte sağlarlar. Ayrıca korozif ortamlarda dahi çok uygun
yorulma dayanımları vardır (Sarıtaş A.Ş. 2004).
Dubleks paslanmaz çelikler basit anlamda iki ayrı fazı (ferrit ve östenit) bünyelerinde
bulundurur. Dolayısı ile ferritik-ostenitik veya ostenitik-ferritik 24 paslanmaz
çelikler olarak tanımlanırlar. Daha öncede belirtildiği gibi ferritik ve ostenitik
paslanmaz çeliklerin en iyi ortak özelliklerini taşırlar. Ferritik yapıyla mukavemet ve
gerilmenin korozyon çatlamasına direnç, ostenitik yapı ile tokluk ve genel korozyon
direnci sağlanır. Böylece iki fazlı, ince taneli, yüksek mukavemetli ve iyi korozyon
dirençli bir çelik ortaya çıkmaktadır (Balcı, 2008).
Çift fazlı paslanmaz çeliklerin akma sınırlarının yüksek olması daha hafif tasarımlar
yapmayı mümkün kılar. Yapıdaki ferrit fazından dolayı yüksek sıcaklıklardaki
özellikleri iyi değildir. 300°C nin üstündeki sıcaklıklarda kullanılması tavsiye
edilmez (Can, 2004).
Başlıca özellikleri:
Gerilmeli korozyona karşı yüksek dayanıklılığa sahiptirler.
Klor iyonunun bulunmadığı ortamlarda daha yüksek korozif dayanım
gösterirler.
Ostenitik ve ferritik çeliklerden daha yüksek mekanik dayanım sağlarlar.

13
İyi kaynak edilebilirlik ve şekil alma kabiliyeti vardır ( Sarıtaş A.Ş. 2004).
1.1.1.5. Çökelme sertleĢmesi gösteren paslanmaz çelikler
Bunların ana içyapıları ostenitik, yarı ostenitik veya martenzitik olabilir. Çökelme
olayını gerçekleştirebilmek için bazen önce soğuk şekil vermek gerekebilir. Çökelti
oluşumu için Al, Tİ, Nb ve Cu elementleri ile alaşımlama yapılır. Bu sayede
mukavemetleri 1700 MPa değerine kadar çıkan paslanmaz çelikler elde edilebilir.
Piyasada çözme tavı görmüş halde satılır. Malzeme bu durumda yumuşak olup,
imalat işlemleri uygulanabilir ve daha sonra tek kademeli bir düşük sıcaklık
yaşlandırması ile sertleştirilebilir.
Bu çeliklerde krom ve Nikel ağırlıklı paslanmaz çeliklerdir. Çökeltme sertleştirmesi
ile yüksek dayanım değerlerine ulaşabilmektedir. En önemli avantajı, çökeltiye
alınmış durumda işlenebilir sertlikte olması, parçaya son şekil verildikten sonra
yaşlandırma işlemi yapılarak sertliğinin artırılmasıdır. Yaşlandırma işlemi düşük
sıcaklıklarda yapıldığı için parçada çarpılma meydana gelmez (Can, 2004).
Başlıca özellikleri:
Orta ila iyi derecede korozyon dayanımı vardır.
Çok yüksek mekanik dayanım gösterirler.
Kaynak edilebilme kabiliyetleri iyidir
Manyetiktirler (Sarıtaş A.Ş. 2004).
1.1.2. Paslanmaz çeliklerin iĢlenebilirliği
İşlenebilirlik genellikle iş parçasının ne kadar kolay işlenebileceği veya bir kesici
takımla iş parçasının istenilen biçime getirilmesindeki ihtiyaçlar anlamında
tanımlanmaktadır. İş parçası malzemesinin metalürjisi, kimyasal yapısı, mekanik
özellikleri, ısıl işlemi, katkıları, kalıntıları (inklüzyonları), yüzey tabakası vb.
özellikleri, kesici kenar, takım bağlama biçimi, takım tezgahı, işleme biçimi ve
işleme şartları gibi faktörler işlenebilirlik üzerinde etkili olmaktadır. En genel

14
anlamda işlenebilirlik, aşağıdaki kriterlerle tanımlanan “kesici takım-iş parçası”
çiftinin işleme karakteristiği gibi görünür. Bu kriterler;
Takım ömrü,
Talaş oluşumu ve tala uzaklaştırılması,
Yüzey kalitesi,
Kaldırılan talaş miktarı veya talaş kaldırma oranı,
Kesme kuvveti,
Kesme özgül direnci,
Sıvanma (Built-up-edge) BUE eğilimidir (Tekaslan, 2007).
Paslanmaz çeliklerde yüksek çekme mukavemeti ve korozyon direncini sağlamak
için gerekli olan malzeme kompozisyonu paslanmaz çeliklerin işlenmesini
zorlaştırmaktadır. İşlerken pekleşen kararlı bölgeler, tel şeklindeki talaşlar, şiddetli
harmonikler ve yüksek işleme sıcaklıkları talaş kaldırma işlemi sırasında büyük rol
oynamakta ve takım ömrünü azaltmaktadır. Ostenitik paslanmaz çeliklerdeki krom,
nikel ve molibden muhtevası bu alaşımların yüksek gerilmeler altında plastik
deformasyona uğramasına sebep olmaktadır. Ayrıca, paslanmaz çeliğin soğuk olarak
çekilmesi esnasında karbon çeliklerinde oluşan deformasyon sertleşmesi
tabakasından daha kararlı bir sertleşmiş tabaka oluşur. Ek olarak, kesici takım ile
temasta olan yüzey katmanları, malzemenin özüne göre, iki kat daha sert olabilir.
Paslanmaz çeliğin plastik deformasyonu için gerekli olan yüksek kesme kuvvetleri
ısıyı ve takım aşınmasını artıran ek bir pekleşmeye sebep olurlar. Diğer bir problem
ise paslanmaz çeliğin sıvanması ve yığıntı talaşa yol açmasıdır. Yığıntı talaş kesici
uçlardaki aşınmayı artırarak işlenen parçaların yüzeylerinin bozuk çıkmasına sebep
olur. Sıcak talaşlar işlenen iş parçasından uzaklaşırken kesiciyi aşındıran ve işlenen
yüzeyi bozan uzun tel halinde oluşurlar. Bunun engellenmesi için operatörün her bir
işlenen parçadan sonra talaşları temizlemesi gerekir ki bu durum verimliliği olumsuz
yönde etkiler (Balcı, 2008).
Krom, paslanmaz çeliğin bir temel öğesi olup malzemenin yüzeyinde krom-oksit
filmi oluşturarak paslanmaz çeliği korozyondan korur. Karbon muhtevası yeterince

15
yüksek olduğu zaman paslanmaz-krom çelikleri karbon çelikleri gibi sertleştirilebilir.
Paslanmaz çelikler kroma ek olarak molibden, bakır, titanyum, silikon, manganez,
alüminyum, nitrojen ve sülfür gibi diğer alaşım elementlerinize ihtiva eder. Bu
elementler malzeme yapısını değiştirmek, korozyon direncini ve diğer özelliklerini
iyileştirmek için kullanılır. Başlıca mukavemet olmak üzere bazı özellikler doğrudan
malzeme yapısına bağlıdır. Yüksek alaşımlı paslanmaz çelikler yapısında aşındırıcı
karbür taneleri ihtiva eder. Bu taneler takım aşınmasının daha hızlı meydana
gelmesine neden olur. Sertleştirilmiş ve temperlenmiş haldeki martensitik çeliklerin
hassas işlenmesinde yüksek kesme hızlarından kaçınılmaması durumunda,
malzemenin ikinci defa temperlenmesini gerekli kılar (Yeyen, 2006).
Paslanmaz çeliklerin yüksek çekme mukavemetine sahip olması da işlenebilirliği
olumsuz yönde etkilemektedir. Akma ve kopma noktaları arasındaki uzaklık normal
karbonlu çeliklere göre daha fazladır. Dolayısıyla paslanmaz çelikler işlenirken,
normal karbon çeliklere göre daha fazla kesme kuvvetine ihtiyaç duyulmaktadır.
Ostenitik paslanmaz çeliklerin, düşük ısıl iletkenliğine ve yüksek pekleşme
özelliğine sahip olması da işlenebilirliği olumsuz yönde etkileyen faktörlerde biridir.
Paslanmaz çeliğin işlenme esnasındaki pekleşme özelliği, normal karbonlu çeliklere
göre daha yüksek miktarda kesme kuvvetine ihtiyacın doğmasına yol açar. Isı
iletkenliğinin düşük olması kesme bölgesinde sıcaklığın artmasına yol açar. Meydana
gelen yüksek sıcaklık ikinci deformasyon bölgesinde difüzyon aşınmasının
oluşmasını sağlar (Yeyen, 2006).
Östenitik ve ferritik/östenitik birçok paslanmaz çelik için bir düşük, bir de yüksek
kesme hızı aralığı mevcuttur (40–90 m/dak ve 180–400 m/dak). Bu değerlerin
arasındaki kesme hızı değerleri yığma kenar oluşumunun gerçekleştiği değerlerdir.
Genellikle paslanmaz çelik içerisindeki alaşım miktarı arttıkça işleme o derece
zorlaşır ve işleme maliyeti o derece artar. Malzeme özellikleriyle ilgili (örneğin
korozyon direnci) talepler bazı uygulamalarda işlenebilirliği arttıran katkı
malzemelerinin (Si, Pb gibi) miktarını sınırlar. Talaşlı imalat alanında özellikle
paslanmaz çeliklerin işlenmesi hususunda son derece yararlı olacak bazı temel
tavsiyeler mevcuttur. Bu tavsiyeler aşağıda verilmiştir (Çakır, 2006).

16
Rijit bir takım tezgâhı seçilmelidir. Tezgâhın tabanının düzgün ve sert olması
ve iş milinin kalitesi son derece önemlidir. Uzun çubukların işlenmesi
esnasında yeterli rijitlik sağlanmalıdır.
Takım ve iş parçası bağlama sistemi mümkün olduğunca rijit olmalıdır.
Minimum bir efektif uzunluğa sahip takım ve yüksek mukavemete sahip bir
bağlama elemanı kullanımı tavsiye edilir.
Köşe radüsü uygulamaya göre seçilmelidir. Radüsün gereğinden büyük
olması titreşime neden olacaktır, daha küçük ancak yeterince dayanıklı bir
köşe radüsü daha iyi bir talaş kontrolü ve daha küçük kesme kuvvetleri
sağlar.
Kesici kenar için yeterince dayanıklılık ve iyi bir keskinlik sağlayan bir
kesme geometrisi kullanılmalıdır.
Yeterince büyük bir pozitif talaş açısına ve büyük boşluk açısına sahip
takımlar kullanılmalıdır. Keskinliğin kaybolmaması için küçük kenar
yuvarlatmaları daha uygun olabilir.
Kaba talaş kaldırma işlemlerinde kesici kenarın güçlendirilmesi amacıyla pah
kırma işlemi yapılacaksa mümkün olan en küçük pah kırılmalıdır.
Tornalama işleminde kesme bölgesinde oluşan ısının ortamdan
uzaklaştırılması için doğru kesme sıvısı, bol miktarda kullanılmalıdır.
Talaş yüzeyi ile talaş arasındaki sürtünmeyi, temas yüzeyini en aza indirecek
bir kesici uç geometrisi seçilmelidir.
Kaba talaş kaldırma işlemlerinde düşük talaş derinliklerinde ve ilerlemelerde,
yüksek kesme hızlarıyla çalışmak yerine büyük talaş derinliklerinde ve
ilerlemelerde, düşük kesme hızlarıyla çalışılmalıdır.
Kaba veya yarı ince işlemlerde, ince işlemler esnasında takımın deformasyon
sertleşmesine uğramış bölgenin altına nüfuz etmesine izin verecek miktarda
bir işleme payı bırakılmalıdır.
Paslanmaz çeliklerin tornalanmasında ve frezelenmesinde sermetler uygun bir
seçenek olarak dikkate alınmalıdır.

17
1.2.TalaĢ Kaldırma Mekaniği
Talaş kaldırma işlemi, genel anlamda kesici takım, takım tezgahı ve işleme
parametreleri olmak üzere üç kombinasyondan oluşur. Diğer bir ifade ile, talaşlı
imalat belirli boyut ve yüzey kalitesine sahip bir makine elemanı meydana getirmek
için, ucu keskin bir takımla ve güç kullanarak, iş parçası üzerinden tabaka şeklinde
malzeme kaldırma işlemi olarak tanımlanır. Bir başka tanımla, elastik ve plastik şekil
değiştirme temeline dayanan sürtünme, ısı oluşumu, talaş oluşumu ve iş parçası
yüzeyinin sertleştirilmesi, kesici ucun aşınması, kırılması gibi olayların meydana
geldiği karmaşık fiziksel bir olaydır (Şahin, 2000, Akkurt,1992).
Talaş kaldırma işleminde kesici takım iş parçası üzerine belirli bir kuvvetle
bastırıldığında ve kuvvet yönünde bastırıldığında malzemede elastik ve plastik şekil
değiştirmelerden sonra akmalar başlar. Gerilmeler malzemenin kopma sınırını geçtiği
anda talaş olarak adlandırılan belirli bir yüzey tabakası iş parçasından ayrılır. Talaş
kaldırmaya etki eden faktörler şunlardır;
Kesici takım ömrü (T)
Kesme hızı (V)
Talaş derinliği (t)
İlerleme miktarı (f)
Kesme açıları (KA)
Titreşim (Vi)
Soğutma sıvısı
Takım/iş parçası malzemesi çifti (TM)
Kesici uç radyüsü (r)
Bunlar fonksiyonel olarak ifade edilirse; F (T,V,f,t,KA,Vi,TM,r)=0
Talaşlı imalat teknolojisi bir yandan malzemelerdeki gelişmelere ve imalat
stratejilerine, öte yandan takım endüstrilerindeki gelişmelere bağlı olarak sürekli bir
değişim göstermektedir. Bu gelişme modern takım malzemelerinin, kesici
18
geometrilerinin ve takım tespit yöntemlerinin gelişimini de beraberinde getirecek ve
imalat alanında her geçen gün daha ekonomik üretim alternatifleri ortaya çıkacaktır.
Talaşlı imalat alanında en ekonomik imalat ve en ideal takım ömrü için en uygun
kesme parametrelerinin belirlenmesi amaçlanır. Tamamıyla takım-iş parçası
malzemesi çiftine, kesme koşullarına, takım tezgahına, kesici takıma bağımlı olan bu
işlem son derece zordur.
1.2.1. TalaĢ kaldırma teorileri
İmalat sanayinde malzemelerin verimli şekilde işlenmesi sadece kesilen malzeme
hakkında değil aynı zamanda farklı şartlar altında, kesici takım malzemesi, kesici
şekli ve nasıl yapılacağı hakkında da bilgi gerektirir. Son 20 yıldan beri birçok yeni
takım malzemeleri ve takım tezgâhları geliştirilmiş, daha yüksek kesme hızlarında
çalışma imkânı sağlanmış ve bunlar da üretim artışına yol açmıştır. Bütün bu
faktörler dikkate alındığında takım tezgâhları ile talaş kaldırma teorisi ve uygulama
alanı sürekli araştırılmaktadır (Şahin, 2000).
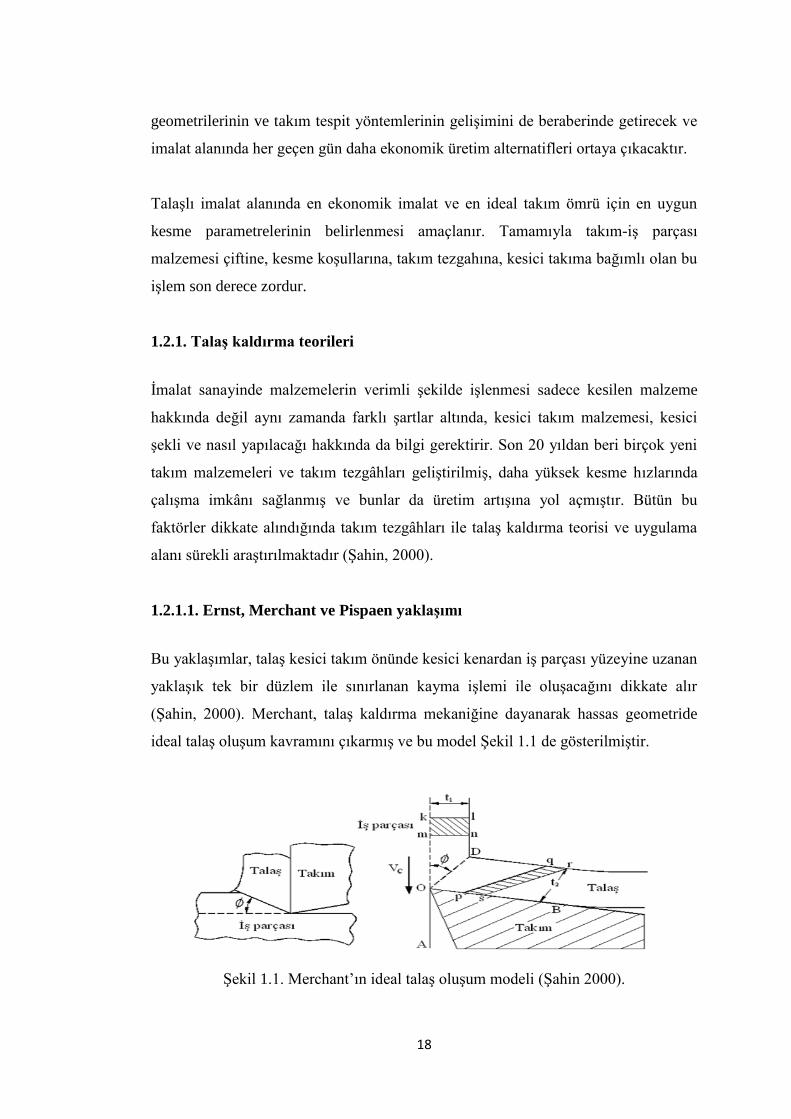
1.2.1.1. Ernst, Merchant ve Pispaen yaklaĢımı
Bu yaklaşımlar, talaş kesici takım önünde kesici kenardan iş parçası yüzeyine uzanan
yaklaşık tek bir düzlem ile sınırlanan kayma işlemi ile oluşacağını dikkate alır
(Şahin, 2000). Merchant, talaş kaldırma mekaniğine dayanarak hassas geometride
ideal talaş oluşum kavramını çıkarmış ve bu model Şekil 1.1 de gösterilmiştir.
Şekil 1.1. Merchant‟ın ideal talaş oluşum modeli (Şahin 2000).

19
Bu yaklaşım detaylı olarak incelenecek olursa; takımın kesme kenarına etkiyen
bileşke kuvveti (R) ve bunun kayma düzlemi boyunca ve buna dik doğrultudaki
bileşenleri (Fns ve Fs); takım yüzeyi boyunca ve buna dik doğrultudaki Fn ve Ff
bileşenleri ve bileşke kuvvetin esas kesme kuvveti (Fc) ve ilerleme kuvveti (Ft)
bileşenleri Şekil 1.2‟de gösterilmiştir.
Şekil 1.2. Ortogonal kesmede kuvvet diyagramı (Şahin, 2000).
Fs = R.Cos ( + β – γ) (1.1)
Fs = τs .As = (τs .Ac) / (Sin ) (1.2)
yazılabilir. Bu eşitlikte; τs: Kayma düzlemi üzerinde iş malzemesinin kayma
dayanımı, As: Kayma düzlemi alanı, Ac: Deforme olmamış talaş kesiti alanı, γ:
Normal talaş açısı, β: Takım-talaş arasında ortalama sürtünme açısını göstermekte
olup arc tan (Ft/Fn)‟ eşittir.
(1.3)
Bu geometriden de;
Fc = R .Cos(β – γ) (1.4)

20
yazılabilir. 1.3 ve 1.4 eşitliklerinden;
(1.5)
elde edilir. Minimum Fc kuvveti için değerini bulmada da 1.5 eşitliğinin ‟ye
göre diferansiyeli alınır ve 0‟a eşitlenirse;
(1.6)
bağıntısı bulunur.
Merchant yeni bir teori ile aşağıdaki ilişkiyi ortaya çıkarmıştır.
τs = τso + k .σs (1.7)
Şekil 1.2‟den;
Fns= Fr.Sin ( + β – γne) (1.8)
(1.9)
yazılabilir. 1.8 ve 1.9 eşitliklerinden kayma düzlemine etkiyen normal gerilme;
(1.10)
olur ve 1.4 ve 1.10 eşitliği ile birleştirilirse birinci deformasyon bölgesindeki kayma
gerilmesi;

21
(1.11)
elde edilir. 1.7 ve 1.11‟den;
(1.12)
yazılabilir. Bu eşitlik τs değerinin ‟deki değişmeyle nasıl değiştiğini
göstermektedir. ‟ye bağlı olarak Fc için yeni bir eşitlik elde etmek için 1.5
eşitliğinde yerine konulursa;
(1.13)
(1.13)
ifadesi elde edilir. Belirli bir malzeme için k ve τso‟nin ve kesme işlemi içinde Ac ve
γ sabitlerdir. Bu nedenle de ‟nin yeni bir değerinin elde edilmesi için 1.13
eşitliğinin diferansiyeli alınırsa;
2 + β - γ = C (1.14)
yazılabilir. 1.14 eşitliğinde C iş malzemesi sabiti olup C= arc.cotk ile hesaplanabilir.
Ancak son deneysel çalışmalarda farklı kesme şartları içinde verilen bir malzeme için
τs‟nin sabit kaldığı gösterilmiştir. Bu nedenle de k sabiti de 0‟a eşit olacaktır.
Piispanen tarafından da benimsenen bu model kayma açısına karşılık serbest yüzeye
eğik olarak tutulan iskambil kâğıdı grubu şeklinde malzemenin kesileceğini
göstermektedir (Şahin, 2000). Kesici takım iş parçasına göre hareket ettiğinde
zamanla bir kartın veya katmanın devreye girmesi ve bunların birbiri üzerine
kaymasına sebep olmasından kaynaklanmaktadır (Şekil 1.3). Bu modelin özelliği ise
şöyle özetlenebilir.

22
Takım yüzeyi sürtünmesi plastikten daha ziyade elastik deformasyon şeklinde
oluşması,
Kaymanın mükemmel bir düzlem yüzeyde gerçekleşmesi,
Talaş sıvanmasının ihmal edilir olması,
Kayma açısının serbest seçilmesini gerektirmesidir.
Bununla beraber, bu modelde takımın iyi bilenmiş olması, talaş derinliğinin sabit
olması, iş parçasının takıma göre düzgün hareket etmesi, sürekli talaşın üretilmesi ve
kesme düzlemi takım boyunca kesme ve normal gerilmelerin uniform olması gibi
varsayımlara dayanır (Şahin, 2000).
Şekil 1.3. Piispanen talaş oluşum modeli (Şahin, 2000).
1.2.1.2. Lee ve Shaffer yaklaĢımı
Bu yaklaşımda, plastisite teorisi ortogonal kesme işlemine uygulanmıştır. Plastisite
teoremini kullanarak kesme probleminin incelenmesinde gerilme altındaki iş
malzemesinin davranışları ile ilgili varsayımlar şöyle özetlenebilir:
Malzemenin rijit plastik olduğu elastik uzamanın ihmal edildiği akma noktası
geçtikten sonra deformasyonun sabit bir gerilmede oluşacağını ve rijit plastik
malzemenin gerilim-uzama eğrisinin düz doğru olduğunu,
Malzemenin davranışı deformasyon miktarından bağımsız olduğunu,

23
Deformasyon esnasında artan sıcaklık etkisinin ihmal edilebileceğini ve atalet
etkilerinin ihmal edilebileceği varsayılır.
Bu yaklaşımda, kesme işleminde çok yüksek uzamalar ve uzama miktarları oluştuğu
için talaş kaldırma esnasında iş malzemesinin gerçek davranışlarına oldukça
yaklaşılmıştır. Çoğu metallerde deformasyon sertleşmesi oranının artan uzama
miktarı ile hızla azaldığı bilinmekte ve yüksek uzama etkisi de maksimum gerilmeye
bağlı olarak metalin akma dayanımını artırmaktadır. Keza toplam uzamaya göre
oluşan elastik uzama miktarı ihmal edilebilecek seviyededir. Bu nedenle, iş
malzemesinin gerilme-uzama eğrisi yaklaşık doğru oluşturur. Plastisite teoremi ile
bir problemin çözümünde kayma hattı alanının oluşması gereklidir. Bu alan iki
ortogonal çizgi ailesinden oluşur ve maksimum kayma gerilmesi de iki ortogonal
doğrultuda plastik bölge içindedir. Bu yaklaşımda, mükemmel plastik malzemelerin
kayma hattı Şekil 1.4‟ de gösterildiği gibi, paralel düz doğru ailesinden oluşan talaşta
belli bir kayma doğrusu alanın (plastik bölgenin) mevcut olduğu varsayılmaktadır
(Lee ve Shaffer, 1951). Burada bileşke kuvvet (R), kayma açısı ( ), normal açı (γ),
sürtünme açısı (β), deforme olmamış talaş kalınlığı (t) ile gösterilmektedir. Kayma
gerilmesi ve maksimum değeri AC doğrusu boyuncadır. Talaş kaldırma işleminde iş
parçası malzemesinin fiziksel özelliklerinde hiçbir değişme olmaz. Hemen hemen
bütün gevrek iş parçaları mükemmel plastik özelliklerinden ziyade elasto-plastik
özelliklere sahip olduğundan bu yaklaşım da sınırlı uygulamalara sahip
bulunmaktadır.

24
Şekil 1.4. Ortogonal kesme için Lee ve Shaffer‟ın kayma hattı alanı teorisi (Lee and
Shaffer 1951).
AC serbest yüzey olarak dikkate alınabilir ve maksimum kayma gerilmesinin yönleri
her zaman π/4‟de serbest yüzeyle karşılaşacağı için CAB açısı π/4‟e eşittir. Son
olarak da takım-talaş ara yüzeyine etkiyen gerilmelerin üniform olduğu varsayılırsa
BC sınırında esas gerilmeler bu sınırı, β ve β+(π/4) açılarında karşılar. Maksimum
kayma gerilmesinin doğrultuları temel gerilme doğrultularına göre π/4 açıda oluşur.
Bundan dolayı BCD açısı da (π/4)-β‟e eşit olur. Şekil 1.4‟den;
(1.15)
eşitliği yazılabilir. Böylece de;
(1.16)
şeklinde elde edilir. Bu yaklaşım ile 1.16 eşitliği, β = π/4 ve γ=0 olduğunda, =0
olacağı için uygulanmamıştır.

25
Yukarıda açıklanan teoriler ve deneysel çalışmaların karşılaştırılması Şekil 1.5‟ te
gösterilmiştir bu grafikte kayma açısına ( ), karşılık β - γ değişimi, Ernst ve
Merchant, Lee ve Shaffer‟ın elde ettiği ilişkilerin düz doğrular şeklinde olduğu
görülmektedir. Bu grafikten test edilen farklı malzemeler için her iki teori de
deneysel sonuçlarla nicelikli uyuma yaklaşılmadığı ancak bu teoriler deneysel
sonuçlarla nitelikli karşılaştırma yapıldığında her iki teori ve deneysel sonuçlarında
ve β - γ arasında doğrusal bir ilişkinin var olduğunu göstermektedir ki β - γ‟daki
bir azalma her zaman açısında bir artış gösterir. Bu nedenle verilen bir talaş açısı
(γ) ve takım yüzeyindeki ortalama sürtünme açısı (β)‟da azalama kayma alanındaki
azalmaya karşılık kayma açısını artırır.
Şekil 1.5. Farklı teorilerin ve deneysel sonuçların karşılaştırılması.
Ernst ve Merchant, Lee ve Shaffer‟ın kayma açısı teorileri ve Şekil 1.5‟deki deneysel
sonuçları, talaş kaldırma işleminde en önemli faktörün takım-talaş ara yüzeyindeki
sürtünme olduğunu göstermektedir. Takım yüzeyinde ortalama sürtünme katsayısı
değerleri ile takım-talaş sürtünme davranışları önemlidir. Bu nedenle, talaş
kaldırmada takım ve talaş arasında sürtünme davranışlarının detaylı olarak dikkate
alınması gerekir.

26
1.2.1.3. Timme yaklaĢımı
Bu modele göre kesici takım iş parçası içine nüfuz etmeye, onun direncini yenmeye
başlar. Batma direnci iş parçası malzemesinin sıkıştırılmış alanını orantılı olarak
büyütür ki bu da batma kuvvetinde bir artış sağlar. Kuvvetin, kayma açısında düzlem
boyunca hareket eden iş parçası malzemesinden küçük parçalar çıkararak kıracak
şekilde yeterli derecede büyük oluncaya kadar bu işlem devam eder. Batma kuvveti
ani olarak azalır ve bu işlemler bir çevrim olarak devam eder.
Şekil 1.6. Timme yaklaşımı ile talaş oluşum modeli (Şahin, 2000)
1.3.Takım Ömrü
Talaş kaldırma işlemini ekonomik kılan koşulların belirlenmesi arzu edildiğinde
dikkate alınması gereken en önemli faktör kesici takımın ömrüdür. En eski tanımıyla
takım ömrü “iki bileme arasındaki çalışma süresi” olarak ifade edilir. Bu kavram bazı
hallerde (örneğin delme, planyalama ve broşlama gibi işlemlerde) işleme uzunluğu
veya frezeleme işleminde olduğu gibi talaş hacmi cinsinden de ifade edilebilir
(Akkurt, 1991). Ancak teknolojik gelişmelere paralel olarak değiştirilebilir uçların
HSS ve lehimli sert metal takımların yerini alması sonucunda takım ömrü tanımı
değişmiştir.
Takım ömrü, kesici kenarın iş parçasını, iş parçasına ait sınırlayıcı parametrelerin
belirlenen sınırlar içerisinde kalması koşuluyla, işlemesi için gerekli olan zamandır.
Takımın yerine getirmesi gereken koşullar: istenilen yüzey kalitesi ve boyut
hassasiyeti ve talaş kontrolüdür. Genellikle takımın ömrü ucun veya kenarın

27
kırılması ile sona erer. Ancak talaşlı imalatta modern takımların doğru
uygulanmalarda kullanılmaları sayesinde bu tip aşınmaya hiçbir zaman izin verilmez.
Talaşlı imalatta kullanılan kesici takımların ömrü ve maliyeti gerek üretilen
parçaların kalitesi, gerekse toplam üretim maliyeti açısından büyük önem taşır.
Talaşlı imalat alanında en önemli hususlardan biri en ekonomik imalat ve en ideal
takım ömrü için en uygun kesme parametrelerinin belirlenmesi işlemidir.
Tamamıyla takım-iş parçası malzemesi çifti, kesme koşulları, takım tezgahı, kesici
takım bağımlı olan bu işlem son derece zordur. Son yıllarda kesici takım
teknolojilerindeki gelişmeler sonucunda kaplamalı kesici takımlar talaşlı imalat
işlemlerine gerek takım ömrü, gerekse işleme zamanı açısından önemli katkılarda
bulunmuşlardır.
Talaş kaldırma işlemleri takım, iş parçası, kesme sıvısı veya bir başka ara elementin
yanı sıra hız, kuvvet ve sıcaklık gibi parametrelerden etkilenen işlemlerdir. Takım ile
iş parçasındaki izafi hareket ve kesme kuvveti talaş oluşumu için gereklidir. Hareket
ve kuvvet etkisine bağlı olarak oluşan sürtünme, ısı artışına neden olmaktadır.
Modern endüstride kesici takım maliyetinin toplam üretim maliyetini doğrudan
etkilemesi optimizasyon işlemlerini zorunlu hale getirmektedir. Talaş kaldırma
esnasında tüm takımlar aşınır ve bu aşınma takımlar ömürlerini tamamlayana dek
devam eder (Akkurt, 1991).
Kesici takım ömrü her zaman sınırlıdır. Takım aşınmasına etki eden faktörler kesme
işlemine bağlı parametrelerdir. Kesici takımın kırılması talaş yüzeyindeki ve serbest
yüzeydeki aşınmaya bağlı olup çoğunlukla takım ömrü kriterleri takım aşınmasına
göre belirlenir. Talaş kaldırma esnasında doğru kesici takımın seçilmesi maksimum
verimliliğin sağlaması açısından şarttır. Özellikle takım malzemesi ve kesme
geometrisi seçimi çok önemlidir. Ancak takım doğru seçilmiş olsa bile işleme
koşulları özellikle kesme verileri ve işlemin rijitliğini ilgilendiren koşullar standart
dışı ise optimum takım ömrü elde edilemez. Bağlama elemanlarının rijit olmaması ve
titreşimler birçok kesici kenarın ömrünü, belirlenen süreden önce tamamlanmasına
neden olacaktır.

28
Takım ömrü, kesici takımın iki bileme arasındaki efektif çalışma süresidir. Bir başka
tanımla, esas kesici kenarın tamamen aşındığı, pratikte serbest yüzey üzerinde parlak
şeridin oluştuğu zamandır. Takım ömrü, takımın aşınmasına ve yıpranmasına bağlı
olduğundan, aşınma faktörünü etkileyen diğer unsurlar; iş parçası ve kesicinin
malzemesi, takım geometrisi (kesici takım açıları), talaş biçimi, kesme hızı, soğutma
sıvısı ve parçanın geometrisi vb. faktörler takım ömrünü etkilerler. Bu faktörlerden
en önemlisi ise ilerleme miktarı ve kesme hızının etkisidir. Kesici takım ömrüne,
kesme hızının etkisini Taylor‟ un takım ömrü bağıntısı olarak bilinen formül en etkili
bir şekilde ispatlamıştır. Bu formülde, T takım ömrünü (dak.), V kesme hızını
(m/dak.), Ct Taylor sabitini göstermektedir. n üssü iş parçası ve kesicinin iş parçasına
bağlıdır.
Ct=VxTn veya v=Ct/Tn (1.17)
ifadesi mevcuttur. Bu formülde; n=1/k ile gösterilirse yukarıdaki bağıntı;
Tvk= C veya T = C/vk (1.18)
olarak yazılabilir. Formüldeki k sabitesi takım malzemelerine göre aşağıdaki değerler
verilebilir (Akkurt, 1992).
Hız çelikleri k= 12.....7; Sert metal k= 5.....2; Seramikler k= 3....1,5
Kesici takım ömrü, VB aşınma serit genişliğinin ölçülmesi ile karakterize edilir.
1.4.Takım AĢınması
Talaşlı imalatın temel amacı, üretilecek iş parçasının geometrik ve boyutsal
tamlığıyla birlikte yüzey kalitesinin de istenen sınırlar içerisinde ve ekonomik olarak
sağlamaktır. Bu şekillendirme esnasında istenmeyen malzemelerin talaş olarak iş
parçasından ayrılmasının mümkün olduğu kadar kontrollü gerçekleştirilmesi işlemin
temel problemidir. Bunun için de, metallerin talaşa dönüşmeleri esnasındaki

29
davranışları ve bu davranışlarının sebeplerinin iyi anlaşılması-analiz edilmesi
gereklidir. Çünkü talaşlı imalat işlemini diğer metal kesme ve işleme yöntemlerinden
farklı kılan, kesme olayının kesici takım üzerindeki lokal bir bölgede gerçekleşmesi
ve bu esnada ısıl, mekanik, kimyasal ve abraziv yük faktörlerine maruz kalmasıdır.
Kesme sırasında, talaşın kesme yüzeyinde sıkışması, şekil değiştirme ve ayırma işi
nedeniyle iç sürtünmeler, talaşın takım yüzeyinden akması ile talaşın takım yüzeyine
teması sonucu dış sürtünmeler meydana gelir. Tüm bu sürtünmeler, kesici takımın
ısınmasına neden olmaktadır. Isı oluşumu daha çok, kesici kenarın yakınlarındaki
lokal alanlarda meydana gelir. Kesme kuvvetlerinin meydana getirdiği sürtünme ile
kesici takımda oluşan ısı, takım sertliğini etkiler. Takım sertliğinin azalması kesici
takımlarda bazı aşınma mekanizmalarını doğurur. Takım ve iş-parçası arasındaki
sürtünmelerin azaltılması, oluşan kesme ısısını ve aşınmayı azaltacaktır.
Sürtünmelerin azaltılması için, kesici takımın yüzey pürüzlülüğünün iyileştirilmesi
ve adheziv, abraziv, difüzyon, oksidasyon ve yorulma aşınma mekanizmalarına karşı
koruyucu sert seramik esaslı elementlerle kaplanması önerilmiştir (Yalçın vd., 2004).
1.4.1.Kesici takımlarda aĢınma
Bütün kesici takımlar talaş kaldırma esnasında, iş parçası ve talaş ile temas sonucu
sınırlı bir çalışma ömrüne sahiptir. Böylece, kesici takımın işlem kalitesini
sağlayamayacak hale gelmesine kadar geçen süre “takım ömrü” olarak adlandırılır.
Her bir kesici takım için takım ömrü, kesme şartlarına göre farklıdır ve deneysel
olarak belirlenir. Takımın maruz kaldığı yüksek sıcaklık ve mekanik gerilmelerden
dolayı, kesici takım yavaş yavaş veya ani olarak malzeme kaybına maruz kalır ya da
iş göremez hale gelir. Takımın zamanla hasarı “aşınma”, ani hasarı ise “kırılma”
olarak tanımlanır. Bu kırılma ve aşınmalar, genellikle kesici takımın kesme
kenarının, talaş yüzeyi, serbest yüzeyler ve burun bölgesinde oluşur.
Kesici takımın durumu; ıskarta iş parçası, takım tezgahının hasarı, aşınmış takımın
değiştirilmesi için durma zamanı gibi ilave maliyetlere neden olduğundan, tüm talaş
kaldırma prosesleri için oldukça önemli bir faktördür. Bu nedenle kesici takımın

30
kesme işlemi boyunca sürekli denetlenmesi ve değişme zamanının mümkün
olduğunca önceden bilinerek programlı bir şekilde yapılması gerekmektedir. Bunun
için de kesme işlemi esnasında zamansız takım bozulması ile karşılaşmamak için
aşınma kriterleri belirlenmiştir.
Uygulamada standart olarak takım ömrü veya aşınma sınır kriteri değerleri, kesici
takımın serbest yüzeylerindeki yan yüzey aşınma şerit genişliği (VB) veya krater
aşınma derinliği (KT) ve/veya genişliğinin (KB) ölçümü ile belirlenmektedir (TSE,
1992). Birden fazla aşınma tipinin ölçülebildiği yerde her tip için aşınma değeri
belirlenir ve bunlardan herhangi birisi, o aşınma tipi için belirlenen aşınma kriteri
sınırına ulaştığı zaman takım ömrüne ulaşılmış kabul edilir. Buna rağmen, takım
ömrünü tayin etmede farklı kriterlerde kullanılmıştır. Kesici takımın durumu
hakkında doğrudan bilgi veren ölçme yöntemlerinin yanı sıra, işleme performansı,
talaşlı işlenebilirlik gibi farklı amaçlarla birlikte dolaylı olarak kesicinin durumunu
gösteren yöntemler de kullanılmaktadır. Çizelge 1.7‟de takım aşınmasını belirleme
metotları verilmiştir.
Çizelge 1.70.1. Takım aşınmasını belirleme metotları (Özler,1998)
Ölçme yöntemi
Ölçülen değer Ölçme cihazı
Doğrudan
(Direkt) Ölçüm
Optik Kesici ağzın biçimi TV kamerası, optik cihaz
Radyoaktif
parçacıklar
Parçacıkların büyüklüğü ve
konsantrasyonu Spektrofotometre
Takım-iş parçası
temas
direnci
Temas direncindeki değişim
Voltmetre
İş parçası boyutu
İş parçası çapı
Mikrometre, optik,
ultrasonik, elektromanyetik
cihaz
Takım-iş parçası
açıklığı
Takım ya da takım tutucu
ile iş parçası arasındaki açıklık
Mikrometre, pnömatik gauge,
deplasman ölçer
Dolaylı
(İndirekt)
Ölçüm
Kesme kuvvetleri Kesme kuvvetindeki değişim
Dinamometre, strain-gauge
Akustik emisyon Gerilim dalga enerjisinin
akustik emisyonu AE çevirici mikrofon
31
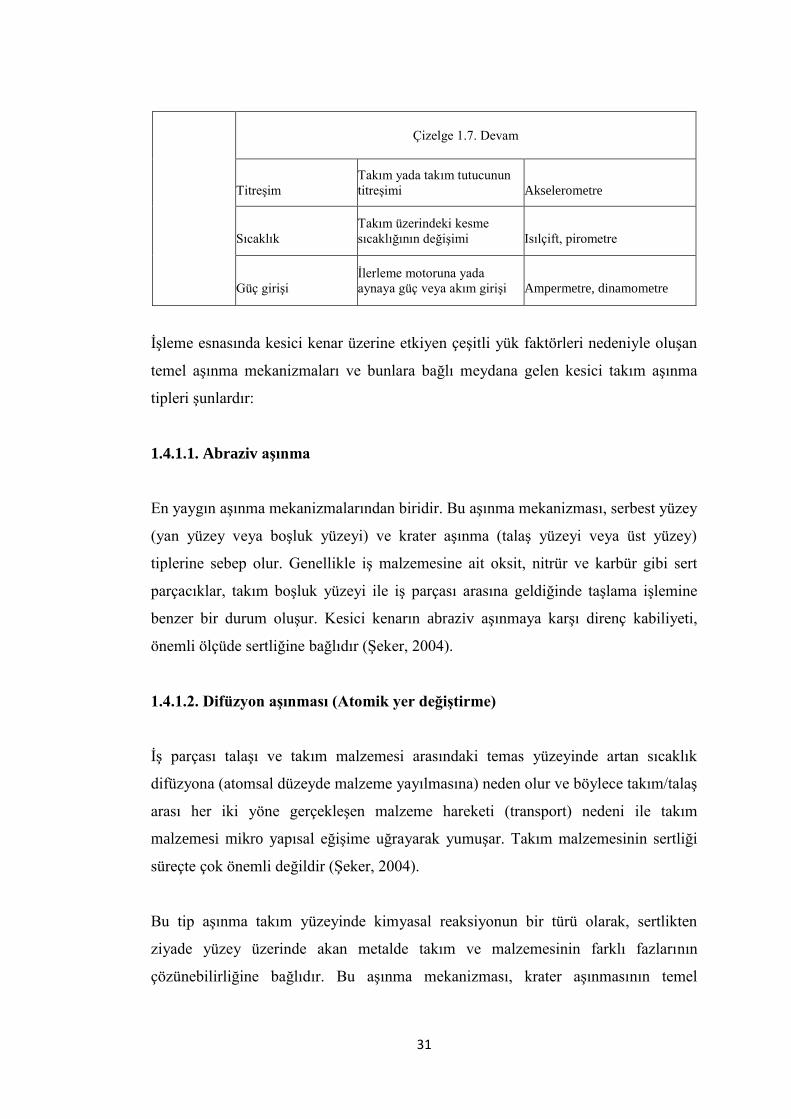
Çizelge 1.7. Devam
Titreşim
Takım yada takım tutucunun
titreşimi
Akselerometre
Sıcaklık
Takım üzerindeki kesme
sıcaklığının değişimi
Isılçift, pirometre
Güç girişi
İlerleme motoruna yada
aynaya güç veya akım girişi
Ampermetre, dinamometre
İşleme esnasında kesici kenar üzerine etkiyen çeşitli yük faktörleri nedeniyle oluşan
temel aşınma mekanizmaları ve bunlara bağlı meydana gelen kesici takım aşınma
tipleri şunlardır:
1.4.1.1. Abraziv aĢınma
En yaygın aşınma mekanizmalarından biridir. Bu aşınma mekanizması, serbest yüzey
(yan yüzey veya boşluk yüzeyi) ve krater aşınma (talaş yüzeyi veya üst yüzey)
tiplerine sebep olur. Genellikle iş malzemesine ait oksit, nitrür ve karbür gibi sert
parçacıklar, takım boşluk yüzeyi ile iş parçası arasına geldiğinde taşlama işlemine
benzer bir durum oluşur. Kesici kenarın abraziv aşınmaya karşı direnç kabiliyeti,
önemli ölçüde sertliğine bağlıdır (Şeker, 2004).
1.4.1.2. Difüzyon aĢınması (Atomik yer değiĢtirme)
İş parçası talaşı ve takım malzemesi arasındaki temas yüzeyinde artan sıcaklık
difüzyona (atomsal düzeyde malzeme yayılmasına) neden olur ve böylece takım/talaş
arası her iki yöne gerçekleşen malzeme hareketi (transport) nedeni ile takım
malzemesi mikro yapısal eğişime uğrayarak yumuşar. Takım malzemesinin sertliği
süreçte çok önemli değildir (Şeker, 2004).
Bu tip aşınma takım yüzeyinde kimyasal reaksiyonun bir türü olarak, sertlikten
ziyade yüzey üzerinde akan metalde takım ve malzemesinin farklı fazlarının
çözünebilirliğine bağlıdır. Bu aşınma mekanizması, krater aşınmasının temel

32
nedenidir. Örneğin çeliğin talaşlı işleminde sert metal mikro yapısına yayılan demir,
kobalt içi karbon çözünürlüğünü arttırır. Bu sıcaklıklarda gerçekleşen kısmi tungsten
karbür çözülmesiyle ve karşı yönde oluşan karbon difüzyonuyla kobalt içerisinde
yüksek metal atomlu karbür oluşur ve böylece mikro yapı yumuşar.
Değişik kesme sistemleri ve parametrelerine bağlı olarak tanıtılan aşınma
mekanizmalarından biri veya bir kaçı devreye girerek takım ömrünü sonuçlandırır.
Genelde mikro yapı için aşınmaya dayanıklı, sert karbür miktarı, takım ömrünü ve
çalışma hızını belirler. Sertleşebilir martensitik matris içersinde, hacimsel % 8-15
seviyesinde karbürlerden oluşan yüksek hız çeliği mikro yapısı düşük kesme
hızlarına (< =60 m/dk. ) izin verir. Hacimsel % 95 „e varan miktarlarda karbürlerden
oluşan sert metallerde kesme hızları genelde birkaç misli yüksektir. Ancak yüksek
tokluğundan ötürü yüksek hız çelikleri özellikle darbeli, süreksiz kesmelerde sert
metallerden daha yüksek performans gösterirler.
Genelde yüksek hız çeliklerinde düşük ve orta hız kapasiteleri kullanılır. Bu hızlarda
örneklenen aşınma mekanizmalarının çoğu aynı anda devreye girer. Yüksek hızlarda
ise yoğun sıcaklık etkisi ile (>=600 oC ) hız çelikleri çok çabuk yumuşayarak aşınır.
Sert metallerde ise hız kapasitesinin üst seviyelerinde çalışıldığından, yoğun
difüzyonal aşınma takım ömrünü belirler.
Takım üreticileri, özellikle sert metal üreticileri piyasaya sürdükleri plaketleri için
serbest yüzey aşınmasını ve/veya talaş yüzey aşınmasını belirli değerlerle
sınırlayarak takım ömrünü kullanıcıya tavsiye ederler. Bu değerlerin üzerine
çıkılması bir yandan takımın hızlandırılmış aşınmasına, öte yandan kaba pürüzlü
yüzey eldesine yol açar.
1.4.1.3. Plastik deformasyon
Talaşlı işlemde oluşan yüksek statik basma gerilmeleri ve kesme sıcaklıkları, takım
malzemesinin elastik sınırının aşılmasına izin vermesi ile takımın kesici köşesinde ve
talaş yüzeyinin şekil değiştirmeler olur ve takım aşınır.

33
Kesici köşenin plastik deformasyonundaki ana etken, köşe üzerindeki basma
gerilmelerini maksimum konumda olmasıdır. Bozulan takım kesme geometrisi-kesici
köşe genel anlamda aşınmamasına rağmen-kuvvetlerin ve sıcaklığın yöresel olarak
artmasını ve böylece takımın aşınmasının ivmelendirir.
Yüksek sıcaklıklarda takımın talaş yüzeyindeki-kayma nedenli-plastik şekil
değiştirmesi ise takım yüzeyinin giderek artan aşınmasına neden olur. Kraterleşme
olarak adlandırılan takımın talaş temas yüzeyinin aşınarak oyuklaşması sonucu
zayıflayan kesici köşe kırılır. Takımın serbest yüzeyinde de görülen bu aşınma tipi,
özellikle çelik gibi yüksek sıcaklıkta ergiyen malzemelerin karakteristiğidir. Bu tip
malzemelerin kayma yüklenmesindeki yüksek akma dayançları nedeniyle kesme
işlemi sırasında oluşturdukları yüksek sıcaklıklar böyle bir aşınma mekanizmasını
öncelikle devreye sokar.
1.4.1.4. Yorulma aĢınması
Termo-mekanik bir kombinasyonun sonucudur. Sıcaklıktaki dalgalanmalar ve takıma
etkiyen kesme kuvvetlerinin sıfır ile maksimum değerler arasında değişmesi kesici
kenarın çatlamasına ve kırılmasına yol açar. Aralıklı kesme işlemi ucun sürekli
olarak ısınıp soğumasına ve talaş ile temasta olan kesici kenarda şok etkisine neden
olur. Mekanik yorulma kesme kuvvetlerinin kesici takım mukavemetinden yüksek
olduğu durumlarda görülmektedir (Ucun, 2007).
1.4.1.5. Adheziv (yapıĢma) aĢınma
Genellikle takımın talaş yüzeyindeki düşük işleme sıcaklıklarından dolayı ortaya
çıkar. Çelik, alüminyum ve dökme demir gibi uzun ve kısa talaş oluşumunun söz
konusu olduğu iş malzemelerinin işlenmesinde görülür. Bu aşınma mekanizması
genellikle kenar ile talaş arasında yığma kenar oluşmasına (BUE) neden olur. Yığma
kenar, talaş tabakalarının sürekli olarak kesici kenar üzerine kaynak olup kenarın bir
parçası haline gelmeleri şeklinde oluşur. Bu kenarın çok fazla büyümesi ve bir
noktada kopması, kesici kenar üzerinden bir kısım malzemenin de yığma kenar ile
uzaklaşmasına neden olur. Belirli bir sıcaklık aralığında, takım ve iş parçası

34
malzemeleri arasındaki yakınlık ile kesme kuvvetlerinden dolayı ortaya çıkan yük
adheziv aşınmayı oluşturan nedenlerdir (Şeker, 2004).
Deformasyonla sertleştirilmiş malzemeler (östenitik paslanmaz çelikler gibi)
işlenirken, talaş derinliğinin maksimum sınırında bu aşınma mekanizması bölgesel
aşınmanın hızlanmasına neden olur. Bu aşınma mekanizması, çentik aşınmanın
oluşmasına sebep olur. Aynı zamanda takım malzemesi ile iş parçası malzemesinin
kimyasal yakınlığına da bağlıdır.

35
2. KAYNAK ÖZETLERĠ
Kurt (2006), tez çalışmasında 304L paslanmaz çelik taban malzemeler üzerine Me-
DLC kaplamanın mekanik ve tribolojik özelliklerine etkisini araştırmıştır. Kaplama
prosesini ise kapalı alan dengelenmemiş manyetik alanda sıçratma sistemi ile
gerçekleştirmiştir. Çalışmasının XRD sonuçlarında yoğun kolonsal morfolojiye sahip
amorf yapı içerisinde kristal kümelenmelere rastlamışdır. Buna ilaveten 304L
paslanmaz çelik üzerine büyütülen Me-DLC film tabakasının sertliği, 10 gf‟lik yük
altında 515 HV olarak tespit etmişlerdir. Aşınma deneyi sonucunda ise aşınma
katsayısı 1,13x106 mm3/Nm ve yüzey pürüzlülüğü değeri Ra=0,07 μm olarak
belirlemişlerdir.
Yeyen (2006), AISI 303 paslanmaz çeliğinin işlenebilirliğini deneysel olarak
araştırmıştır. İmalat sektöründe yaygın olarak kullanılan paslanmaz çelikler yüksek
mekanik özelliklere sahiptir. Korozyon direnci, süneklik, çekme mukavemetinin
yüksek olması paslanmaz çeliklerin temel özelliklerindendir. Bu özelliklerinin
yüksek olması malzemenin işlenebilirliğini olumsuz etkilemektedir. Bununla birlikte
paslanmaz çelik malzemesi içeriğinde bulunan krom, nikel ve molibden gibi
elementlerin olması da bu çeliğin işlenebilirliğini büyük bir ölçüde etkilemektedir.
Bu yüzden yeyen çalışmasında bu tür problemlerin giderilmesi ve AISI 304
malzemesi ile karşılaştırılmasını hedeflemiştir. Çalışmalarında sonuç olarak en iyi
yüzey pürüzlülük değerini veren kesme kuvveti V2=150 m/min ve en iyi ilerleme
değerini ise f1=0.20 mm/rev olarak tespit etmiştir. Bunun yanında 0,24 mm/rev
ilerlemede, V1=120 m/min, V2=150 m/min, V3=180 m/min ve V4=210 m/min
kesme hızlarında, kesme hızı büyüdükçe kesme kuvvetinin düştüğü gözlemlemiştir.
V3=150 m/min kesme hızında, f1=0,20 mm/rev, f2=0,24 mm/rev ve f3=0,30 mm/rev
ilerlemelerde meydana gelen kesme kuvvetleri, ilerleme miktarının artmasıyla artış
gösterdiğini belirtmiştir.
Balcı (2008), AISI 304 paslanmaz çelik malzemesinin tornalama yöntemiyle
işlenmesi sonucu elde edilen yüzey pürüzlülük değerlerini incelemiştir. Çalışmada,
kesici takım uç yarıçapı, ilerleme hızı ve talaş derinliğinin iş parçası ortalama yüzey
36
pürüzlülük değerine (Ra) etkilerini incelemiştir. Deneysel sonuçlardan kesici takım
uç yarıçapının ve ilerleme hızının yüzey pürüzlülüğünü önemli derecede etkilediğini
belirtmiştir. 0,4 mm uç yarıçapına sahip kesici takımla genellikle en düşük yüzey
pürüzlülük değerlerini elde ederken 0,4 mm silici kesici uç geometrisine sahip kesici
takımla da en yüksek yüzey pürüzlülük değerlerini elde etmiştir. 0,05 ve 0,1 mm/dev
ilerleme hızlarında kesici takım uç yarıçapının artmasıyla yüzey pürüzlülük
değerlerinin beklenmedik bir şekilde arttığını göstermiştir.
Tekaslan (2007), AISI 304 paslanmaz çeliğinin işlenebilirliğe bağlı olarak kalıcı
gerilme problemlerinin giderilmesine yönelik bir çalışma yapmıştır. Çalışmanın ilk
kısmında, işlemeleri farklı parametrelerde gerçekleştirmiş ve kesme kuvveti
değerlerini dinamometre yardımı ile almıştır. Bunun haricinde deney numunesi
üzerindeki yüzey pürüzlülüğünü, kesici uçlardaki aşınmaları ve çıkan talaşları
incelemiştir. Çalışmanın diğer kısmında, makine elemanlarının üretimi esnasında
oluşan kalıcı gerilmelerin belirlenmesi için; CNC‟li tel erozyon tezgahından elde
edilen deney parçaları üzerinde katman kaldırma tekniğini kullanarak kalıcı
gerilmeleri tespit etmiştir. Kalıcı gerilmelerin kesme parametreleri, kesme kuvveti,
yüzey pürüzlülüğü ve kesici uçlardaki aşınmaları ile ilişkisini araştırmıştır.
Çalışmalarının sonucunda en ideal kesme hızının 75 m/dk, ilerlemenin 0,15 mm/d,
talaş derinliğinin 1,5 mm olduğu görülmüştür. Bu işleme şartlarında en yüksek yüzey
kalitesi elde edilmiştir. En kötü yüzey kalitesi ise; kesme hızının 50 m/dk,
ilerlemenin 0,25 mm/d, talaş derinliğinin 2 mm olduğu durumda ortaya çıktığını
belirtmiştir. Tornalama yöntemi ile makine parçalarının imalatında işlenmiş
yüzeylerde -1876 Mpa ile -137 Mpa arasında değişen basma kalıcı gerilmelerinin
oluştuğunu tespit etmiştir. Basma kalıcı gerilmelerinin yorulma ömrü üzerindeki
etkisini maksimumda tutacak en uygun kesme hızının sırası ile 75 m/dk, 100 m/dk ve
125 m/dk olduğu bulmuştur.
Çiftçi (2005), östenitik paslanmaz çeliğinin işlenmesinde kesici takım kaplamasının
ve kesme hızının, kesme kuvvetleri ve yüzey pürüzlülüğüne etkisini araştırmıştır.
Çalışmada TiC/TiCN/TiN ve TiCN/TiC/Al2O3 katmanlarıyla çok katlı kaplanmış
sementit karbür kesici takımlar kullanmışlardır. Deneyleri dört farklı kesme hızında

37
(120, 150, 180 ve 210 m/dak) ilerleme hızı ve talaş derinliğini sabit tutarak
yapmıştır. İlerleme hızı 0,16 mm/dev ve talaş derinliğini de 1,6 mm olarak almıştır.
Deney sonuçlarında, TiC/TiCN/TiN kaplanmış kesici takımın, TiCN/TiC/Al2O3
kaplanmış kesici takımdan daha düşük kesme kuvvetlerine sebep olduğunu ortaya
çıkartmıştır. Kesme hızının kesme kuvvetlerinde önemli derecede bir değişikliğe
neden olmadığı ancak işlenmiş yüzey pürüzlülüğünü önemli derecede etkilediğini
göstermiştir. AISI 316 paslanmaz çeliğinin tornalanması esnasında oluşan kesme
kuvvetleri, AISI 304 paslanmaz çeliğinin tornalanması esnasında oluşan kesme
kuvvetlerinden daha yüksekte olduğunu bulmuştur.
Gürkan (2007), östenitik ve martenzitik paslanmaz çeliklerin yüksek sıcaklıktaki
aşınma davranışlarını incelemiştir. Bu çalışmasında borlama işlemi uygulanmış AISI
420 ve 304 paslanmaz çeliklerin yüksek sıcaklık aşınma davranışları araştırmıştır.
Borlama işlemi katı borlayıcı bir ortam içerisinde 900°C‟de 5 saat sürecinde
gerçekleştirmiştir. Metallerin yüzeylerindeki tabakaları tespit etmek için ise X-
ışınları difraksiyon analizi (XRD) ile yapmıştır. Ayrıca oluşan tabakaların yüzeyden
içeriye doğru mikrosertliklerini bulmuştur. Çalışma sonucunda sıcaklığın artmasıyla
borlanmış çeliklerde oksit oluşumunun meydana geldiğini bulmuştur. Aşınma
sıcaklığının artmasıyla borlanmamış çeliklerde oda sıcaklığına göre 7–8 kat artış
görülürken, borlanmış çeliklerde bu artışın 2-3 kat olduğunu bulmuştur.
Yaz (1999), mangan ve silisyum katkılı Yüksek Cr, Ni‟li paslanmaz çelik
dökümlerin talaşlı işlenebilirliğini araştırmıştır. Çalışmasında uygun açılarda bilenen
HSS kaba talaş kalemleri ile çeşitli kesme hızlarında talaş kaldırma işlemlerini
yapılmış ve kalem ömürlerini tespit etmiştir. Sonuç olarak işlenebilirlikten edindiği
bilgilere göre sertlik bakımından fazla fark bulunmayan numunelerin işlenebilirlikte
fazla bir etkisinin olmadığını tespit etmiştir. Ortalama 25 m/dak. „lık kesme
hızlarından daha yüzsek kesme hızlarında HSS kesiciler ile işlenebilirliklerinin
mümkün olmadığını belirtmiştir. İşleme sırasında sıklıkla deformasyon sertleşmesi
ve takım yüzeyine talaş yapışması durumunun da görüldüğünü ifade etmiştir.
Talaşların tel gibi uzayan uzun talaşların çıktığını ve bu talaşların yüzey
pürüzlülüğünü olumsuz yönde etkilediğini bulmuştur.

38
Korkut vd. (2004), “AISI 304 östenitik paslanmaz çeliklerin işlenmesi esnasındaki
optimum kesme parametrelerinin belirlenmesi” konulu çalışmalarında, yüksek
dayanıklılık, düşük ısıl iletkenlik ve yüksek sünekliğin islenebilirliği zorlaştırdığını
ifade etmişlerdir. Malzemeden talaş kaldırma esnasında, kesilen talaşın kesici takıma
yapıştığı ve takımdan talaş kopardığı ortaya koymuşlardır. 0,24 mm/dev ilerleme
kullanılarak 120 m/min, 150 m/min, 180 m/min ve 210 m/min kesme hızlarında talaş
kaldırılma işleminde, numunelerin parçaların yüzey sertliği ve talaş oluşumu
arasındaki korelasyon belirlenmiştir. Belli bir değere kadar kesme hızının artması,
takım aşınmasının azalmasına sebep olmuştur. Fakat belli bir noktadan sonra takım
aşınmasın arttığı gözlemlenmiştir. Talaş kalınlığının ve talaş kıvrım yarıçaplarının
homojenliği ile talaş renginin malzeme rengine çok yakın olması, 180 m/min kesme
hızını en ideal kesme hızı olarak belirlenmiştir. Kesme hızının bu değere kadar
artması Ra değerlerinin iyileşmesine sebep olmuştur. Yapılan her test denemesinde
talaş kıvrım yarıçapı ve talaş kalınlığının kesme hızı ile ilgili olduğu görülmüştür.
Düşük kesme hızı küçük talaş kıvrım yarıçapına ve büyük talaş kalınlığına sebep
olmuştur. Kesme hızı arttıkça talaş kıvrım yarıçapı da artmıştır. Kalınlık ise yavaş
yavaş azalmaya baslar. Kesme hızı düştükçe, yüksek kesme hızlarına göre talaş ile
malzeme arasındaki temas fazla olacaktır. Bu talaş ile malzeme arasında sürtünmeye
ve ortam ısısının artmasına neden olacaktır.
Kumar vd. (2006), Sertleştirilmiş martenzitik paslanmaz çeliği, alümina esaslı
seramik kesicilerle işlenmesi sırasında aşınmanın takım ömrü üzerine etkilerini
deneysel olarak çalışmışlardır. İşleme deneylerinde 60 HRC sertliğinde martenzitik
paslanmaz çelik kullanmışlar ve analizlerinde ise takım üzerinde meydana gelen
aşınma tiplerini incelemişlerdir. Elde ettiği aşınma verilerini çoklu regrasyon analizi
kullanarak takım aşınma modellerinin gelişiminde kullanmışlardır. Sonuç olarak yan
yüzey aşınmasının düşük hızlarda krater ve çentik aşınmasının ise yüksek hızlarda
takım ömrünü etkilediğini ortaya koymuşlardır. En önemlisi de bu alaşımın 200
m/dak kesme hızının üstündeki değerlerde krater ve çentik aşınmasının takım
ömrünü etkilediğini ileri sürmektedirler.

39
Maranhao ve Davim (2009), AISI 316 çeliğinin işlenmesi için yaptıkları sonlu
eleman analizinde, bu alaşımın talaşlı imalatı sırasında termomekanik davranışları
incelenmiştir. Araştırmalar sürtünme katsayısının simülasyon sonuçlarına etkili
olduğu bununla birlikte hassas olarak ölçülenemediğini vurgulamışlardır. Buna ilave
olarak, Coulum modelinin, AISI 316L çeliğin sürtünme katsayısının düzeltilmesinde
ve tahmininde yardımcı bir model olduğunu da izah etmişlerdir. Elde ettikleri
bulgulara göre, temas bölgesinde sürtünme katsayısının, talaş oluşumuna, kesme
kuvvetlerine ve gerilmelerine 1. ve 2. Deformasyon bölgelerinden talaş akışına
önemli etkisinin olduğu sonucunu çıkarmışlardır.
Chang ve Tsai (2003), uç yarıçapına sahip olan aşınmış takımla paslanmaz çeliğin
tornalanması sırasındaki kuvvet modelini araştırmışlardır. Bu çalışma, ön aşınmaya
sahip olduğu düşünülen esas kesici kısım olan takım uç yarıçapıyla paslanmaz
çeliğin tornalanması sırasında meydana gelen talaş oluşumunu ve ikincil talaş
mekanizmasını, yüzey sıcaklığını ve kesme kuvvetlerini bulmaya yönelik olan bir
çalışmadır. Bu sonuçlara göre aşınma düşünülen esas kesici kenar üzerindeki uç
yarıçapı ile işlenmesiyle, paslanmaz çeliğin tornalanmasındaki kuvvetler için tahmin
edilen değerler ve deneysel çalışmaların sonuçları arasında olumlu bir ilişki
bulmuşlardır. Sonuç olarak geliştirdikleri modele göre tahmin ettikleri değerler ve
deneysel çalışmaların sonuçları arasında çok iyi bir ilişki kurduklarını
ispatlamışlardır.
Valiorgue vd. (2007), AISI 316L nin tornalanmasındaki artık gerilmelerin
azaltılmasının modellenmesinde yeni bir yaklaşım ileri süren bir çalışma
yapmışlardır. Tornalama gibi işlemlerde artık gerilmelerin azaltılması parçaların
takım ömründe önemli bir rol oynadığını belirtmiştir. Bu bulguların ise mekaniksel
etki, ısıl etki veya mikroyapının değiştirilmesi gibi olgular olduğunu
vurgulamışlardır. Sonuç olarak bu çalışmada artık gerilme profil şeklinin tahmin
edilebilirliğini gösterilmiştir. Bu metodun talaş kaldırma mekanizması modeli
olmadığını fakat işlenmiş yüzeydeki termomekanik yüklemelerin modeli olduğunu
bildirmiştir. AISI 316L paslanmaz çeliğin tornalanmasında ki bu metodun

40
uygulanması deneysel çalışmalarla uygun bir sonuç sağlanması için hızlı bir işlem
olduğunu belirtmişlerdir.
Valiorgue vd. (2008), sürtünmenin modellenmesine ilişkin bir çalışma yapmışlardır.
Yüksek hız, yüksek basınç ve yüksek sıcaklık gibi zor şartları ölçmek için bir
tribometre tasarlanmıştır. Bu deneysel kurulum, TiN ile kaplanmış bir karbür takım
ile işlenmiş AISI 316L östenitik paslanmaz çelik ile ilgili sürtünme olaylarını
karakterize etmek için kullanılmıştır. Bu çalışma sürtünme katsayısı için yeni bir
model belirlemede kullanılan bir yöntem sunmaktadır. Bu işlem iki adıma
bölünmüştür. İlk olarak tripometre pimdeki indüklenmiş makroskopik kuvvetleri
ölçmektedir. Bu büyük makroskopik sürtünme katsayısı aralıkları, pim üzerine
uygulanan çeşitli kayma hızları ve kuvvetler ile elde edilir. Bu çalışmada,
makroskobik sonuçları elde etmek için deneysel bir düzenek kullanılmış, nümerik
model ABAQUS analiz programında uygulanmış ve tornalama işlemleri boyunca
AISI 316L ve TiN kaplı karbür takımlar arasında oluşan sürtünme ile
ilişkilendirilmişlerdir. Sonuç olarak sıcaklık ve basınca bağlı olan sürtünme
modelinin, kesme operasyonlarının ve artık gerilmelerin daha kesin bir sonuç alacak
şekilde modellenmesinde kolaylık sağlayacağı kanıtlanmıştır.
Bonnet vd. (2008), yapmış oldukları çalışmada, sabit Coulomb sürtünme katsayısını
esas alan standart modele benzeyen, lokal kayma hızına bağımlı olan yeni bir
sürtünme modelini tanımlamışlardır. ALE yaklaşımı tabanlı bir sonlu eleman tekniği
ile AISI 316L paslanmaz çeliğin ortogonal şartlarda kesilmesini modellemişlerdir.
Talaş kaldırmanın sürtünme modeline çok duyarlı olduğu görülmüştür. Takım-iş
parçası-talaş ara yüzleri boyunca malzeme akışı sürtünme modelinin bir varyasyonu
ile çok bozulmuştur. Geliştirilen sürtünme modeli kesme verilerinin belirlenmesinde
daha yüksek verimlilik göstermiştir.
Xavior ve Adithan (2009), yapmış oldukları çalışmada, kesme sıvısının AISI 304
östenitik paslanmaz çeliğinin karbür takım ile tornalanması esnasında oluşan yüzey
pürüzlülüğü ve takım aşınması üzerindeki etkisini araştırmışlardır. Deneylerde kesme
sıvısı olarak Hindistan cevizi yağı, saf kesme yağı ve suda çözünen kesme yağı

41
kullanılmıştır. Tornalama işlemleri boyunca yüzey pürüzlülüğü ve takım aşınmasında
Hindistan cevizi yağının etkisini tanımlamak için birtakım deneyler yapılmıştır. Elde
edilen sonuçlara göre Hindistan cevizi yağının diğer iki tür kesme sıvısından daha iyi
performans gösterdiği anlaşılmıştır.
Gaitonde vd. (2008), tarafından yapılan çalışmada, AISI 316L paslanmaz çeliğin
delinmesi esnasında çapak boyu ve kalınlığını minimize etmek amacıyla farklı kesme
hızı, uç açısı ve kenar boşluk açısı için birtakım deneyler yapılmıştır. Bu
minimizasyon işlemi için Taguchi optimizasyon tekniği tercih edilmiştir. Bu
araştırma sonucunda ilerlemenin optimal gereksinimi düşük ile orta seviyede iken
kesme hızları ve kenar boşluk açısı optimal değerlerinin test edilen matkap çapından
bağımsız olduğu tespit edilmiştir. Ayrıca çapak miktarını minimize etmek için daha
büyük uç açısı ve daha büyük matkap çaplarının gerektiği belirlenmiştir.
Fredj ve Sidhom (2006), yaptıkları çalışmada, bu soğutma ortamının gelişmesine
katkıda bulunmak için AISI 304 paslanmaz çeliğin yüzey kalitesi üzerine yararlı
etkileri ve yorulma dayanımı sonuçlarını araştırmışlardır. Bu çalışmanın sonuçları,
kriyojenik soğutma uygulanan taşlama işlemi ile yağ kökenli soğutma sıvısı ile
yapılan taşlama işleminden daha düşük pürüzlülüğe, daha az kusura, daha yüksek iş
parçası sertliğine ve daha az çekme kalıntı gerilmesine sahip yüzeyler elde edildiğini
göstermiştir. Bu yüzey iyileşmelerinin bu soğutma şartlarında parça zemini yorulma
davranışında önemli iyileşmeler sağlayacağı öngörülmüştür.
Paro vd. (2001), X5 CrMnN 18 18 Östenitik Paslanmaz Çeliklerin Takım Aşınması
ve islenebilirliği adını verdikleri bir çalışmada yüksek azot miktarına sahip olan
paslanmaz çeliklerin çok yüksek mukavemetli olduğu görülmüştür. Normal bir X5
CrMnN 18 paslanmaz çeliğin kopma gerilmesi 660 MPa iken, azot takviyeli
paslanmaz çeliğin kopma gerilmesi yaklaşık 3000 MPa'a kadar çıkmaktadır. Azotun,
mevcut yapı içerisindeki dislokasyon hareketine karsı bir engel oluşturduğu tespit
edilmiştir. Tane boyutunun sertliği, paslanmaz çeliğe yüksek mukavemet
kazandırmıştır. içeriğinde farklı miktarda azot bulunan iki adet X5 CrMnN 18
malzeme üzerinde deney yapılmıştır. Malzemenin birinde %0,91 oranında azot

42
bulunmaktadır. Diğerinde ise %0,57 oranında azot bulunmaktadır. Ortak kesme
parametreleri (f:0,24 mm/rev, V:60 m/min ve talaş derinliği a:1,6 mm) uygulanmış
ve takım ömrü ile birlikte, yüzey pürüzlülükleri değerleri tespit edilmiş. %0,91
içerikli paslanmaz çelikte takım ömrü 30dk ölçülürken, %0,57 içerikli paslanmaz
çelikte takım ömrü l0dk olarak ölçülmüştür. Kesme hızı arttırıldıkça her iki
malzemede de takım ömrü azalmıştır.
O'Sullivan vd. (2002), yaptıkları bir çalışmada deformasyon sertleşmesini tespit eden
metotlar irdelenmiştir. Paslanmaz çeliklerin işlenmesi esnasında maruz kaldığı
deformasyon sertleşmesini eş zamanlı olarak belirleyen tekniklerden en uygunu
belirlenmeye çalışılmıştır. SS303 kalite paslanmaz çelik elektronik ve otomotiv
endüstrilerinde özel parçaların üretiminde yaygın olarak kullanılır. Bu malzemenin
işlenmesinde sıklıkla zorluklarla karşılaşılır ve işlenebilirliği hakkında çok az bilgi
mevcuttur. Kötü yüzey kalitesi ve hızlı aşınma karşılaşılan problemlerdendir.
Östenitik paslanmaz çelikler, geçtiğimiz birkaç yılda kullanılan paslanmaz çeliklerin
toplamının %65-70'ini oluşturmaktadır. Östenitik kalitede kullanılan paslanmaz
çeliklerden en fazla kullanılanları da 300 serisidir. Bu malzemelerin işlenmesinde
sıklıkla işlenebilirlik problemleriyle karşılaşılır. Bu problemler işleme esnasında bu
malzemelerde gerçekleşen deformasyon sertleşmesine atfedilir. Paslanmaz çelikler
çoğunlukla işlenmesi zor malzemelerdir. Toz metalürjisi metoduyla üretilmiş dubleks
paslanmaz çeliklerde takım aşınmasına neden olan çok sayıda sert oksit parçacılar
mevcuttur. Bu çeliklerin yüksek dayanımı ve yüksek deformasyon sertleşme
eğilimleri de işlenebilirlik açısından ilave problemlere neden olur.

43
3. MATERYAL VE METOD
İşlenebilirlik ve mekanik testler, Anıl Paslanmaz Çelik firmasından temin edilen
AISI 316L ostenitik paslanmaz çelik malzeme ile gerçekleştirilmiştir. Çekme deneyi,
316L paslanmaz çeliğin verilen standartlara uygun bir şekilde tornalama ve
frezeleme işlemleri ile hazırlanan deney numuneleri ile gerçekleştirilmiştir. Çekme
testi ile test malzemesinin sırasıyla ortalama elastisite modülü, akma dayanımı,
çekme dayanımı ve % uzama (%ε) değerleri tespit edilmiştir. Mikrosertlik ve aşınma
deneyleri neticesinde ise malzemenin sertlik değeri ve aşınma performansına bağlı
olarak sürtünme katsayısı ve sürtünme kuvveti değerleri tespit edilmiştir.
İşlenebilirlik testleri ise, 400 mm boyunda ve 65 mm çapa sahip olan AISI 316L
paslanmaz çeliğinin belirlenen şartlar altında kuru tornalama yapılması ile
gerçekleştirilmiştir. Bu şartlar altında yapılan işlemlerde ise, malzeme üzerinde
uygulanan kesici takım performansı optimum şekilde tespit edilmiştir.
3.1. Mekanik Deneyler
AISI 316L paslanmaz çeliği verilen standartlara uygun bir şekilde tornalama
işlemlerinden ve frezeleme işlemlerinden geçirilerek deney numuneleri haline
getirilmiştir. Bu numuneler daha sonra çekme deneyi, mikrosertlik deneyi ve aşınma
deneylerinde kullanılmıştır.
3.1.1. Çekme ve mikrosertlik deneyi
Çekme deney numunesi AISI 316L ostenitik paslanmaz çelik malzeme ile
gerçekleştirilmiştir. Çekme deneyleri, aynı malzemeden Şekil 3.1‟de gösterilen TS
EN ISO 6892-1 standardına göre hazırlanan çekme numunesi, 5 mm/d çekme hızıyla
250 kN kapasiteli Zwick Z250 marka üniversal çekme testi cihazı kullanılarak
gerçekleştirilmiştir. Çekme testi ile, test malzemesinin sırasıyla ortalama elastisite
modülü, akma dayanımı, çekme dayanımı ve % uzama (%ε) değerleri tespit
edilmiştir. Mikrosertlik ölçümleri Metkon MH3 markalı cihaz kullanılarak
yapılmıştır. Tüm deneyler oda sıcaklığında gerçekleştirilmiştir.

44
Şekil 3.1.7TS EN ISO 6892-1 standardına göre çekme deneyi numunesi
3.1.2. AĢınma deneyi
Aşınma testi numuneleri (10x10x25 mm) AISI 316L östenitik paslanmaz çeliğinden
tornalama ve frezeleme işlemleri ile hazırlanmıştır. Oda sıcaklığında AISI 316L
paslanmaz çeliğin tribolojik özellikleri karşı yüklemeli aşınma test cihazında, kuru ve
Hank‟s sıvısı içerisinde sürtünme koşullarında test edilmiştir. Aşınma testi için
hazırlanan numune boyutları (Şekil 3.2(-b)) 10x10x25 mm‟lik kare prizma
şeklindedir. Hank‟s sıvısı kimyasal bileşimi şöyledir; g/L olarak, 8 sodyum klorür
(NaCl), 0,4 potasyum klorür (KCl), 0,14 kalsiyum klorür (CaCl2), 0,06 magnezyum
sülfat (MgSO4), 7 H2O, 0,06 sodyum hidrojen fosfat (NaH2PO4), 2 H2O, 0,35
sodyum bikarbonat (NaHCO3), 1 glikol, 0,6 potasyum fosfat (KH2PO4), 0,1
magnezyum klorür (MgCl2) ve 6 H2O. Karşı yüklemeli aşınma test cihazı
(reciprocating wear tester) ASTM G133 standartlarına göre dizayn edilmiştir
(ASTM, 2005). Şekil 3.2(-a)‟da, bu çalışmada kullanılan aşınma test metodu
gösterilmiştir. Aşınma testleri 6 mm çapında Al2O3 aşındırıcı topun AISI 316L
östenitik paslanmaz çelik malzemenin üzerinde Hank‟s sıvısı içinde ve kuru
sürtünme şartlarında sürtülmesiyle gerçekleştirilmiştir (%36 nemlilik). Seramik
topun çalışma mesafesi ve kayma hızları sırasıyla saniyede 10 mm ve 20 mm/s‟dir.
Testler toplam 0,2 km kayma mesafesinde ve 20 N sürtünme yükü (FN) ile
gerçekleştirilmiştir. Bu malzemenin tribolojik özellikleri, ağırlık kaybı, sürtünme
katsayısı (COF), sürtünme kuvveti, iz boyutları ve aşınmış yüzey analizleri ile
belirlenmiştir. Aşınma testleri sırasında, sürtünme katsayısı ve sürtünme kuvvetleri

45
bir veri toplayıcı ile kaydedilmiştir. Ayrıca, 316L paslanmaz çeliğin yüzey
kısmından alınmış aşınma iz derinliği kayma zamanına göre incelenmiştir. Aşınma
test numunelerinin hacimsel kütle kayıpları 0.001 g hassas terazi ile ölçülmüştür. 0,2
km kayma mesafesi sonrası aşınmış yüzeylerde oluşan çizgiler ve yüzey morfolojisi
optik mikroskop ile incelenmiştir.
Şekil 3.2.8Aşınma Test Cihazı (a), Aşınma test numunesi (b)
3.2. ĠĢlenebilirlik Testleri
İşleme testleri yapılmadan önce, çapı 65 mm ve boyu 400 mm olan başlangıç test
malzemesinin yüzeyleri, 2 mm talaş kaldırılarak yüzeyindeki oksidasyondan
arındırılmıştır. Bu işlemden sonra malzeme üzerinde punta deliği açılarak iş
malzemesinin torna aynası ve punta arasında tam merkezlenmesi sağlanmıştır.
3.2.1. ĠĢlenebilirlik testinde kullanılan malzemeler
İşlenebilirlik testinde, kullanılan CNC torna özellikleri, işlenecek malzeme
özellikleri, kesici takım, takım tutucu (kater), dinamometre, yüzey pürüzlülük ölçüm
cihazı gibi deney düzeneği ve malzemelerin özellikleri hakkında detaylı bilgi aşağıda
verilmiştir.
(a) (b)

46
3.2.1.1. Test malzemesi
AISI 316L ostenitik paslanmaz çelik malzemesinin kimyasal bileşimi Çizelge 3.1 de
verilmiştir. İş malzemesinin geometrik şekli Şekil 3.3‟de gösterilmiştir.
Çizelge0.13.1. Test malzemesinin kimyasal içeriği ve bazı özellikleri
AISI 316L Ostenitik Paslanmaz Çeliğin Kimyasal İçeriği
C S P Si Mn Cr Ni Mo Cu
0.02 0.001 0.025 0.30 1.8 17 13 2.7 0.3
Test Malzemesinin Bazı Özellikleri
Yoğunluk (g/cm3)-(20
oC sıcaklıkta) 8.0
Termal İletkenlik (W/mK)-(20 oC sıcaklıkta)
14.6 (% 1 C‟ lu çelik için yaklaşık 43;
Saf Titanyum için yaklaşık, 15.6)
Termal Genleşme Katsayısı (20-600o C sıcaklıkta) 19
Özgül Isı (J/g.K)- (20 o C sıcaklıkta)
500
Şekil 3.3.9İş parçası malzemesi geometrik görünüşü

47
3.2.1.2. Kesici takım ve takım tutucusu (Kater)
WNMG sinter-karbür kesici ucun temini SECO firması tarafından sağlanmıştır.
Kater ise, SECO firmasının gönderdiği takım tutucu sağ kater olduğu için bu katerin
temini Baydarlar Makinenin göndermiş olduğu sol kater ile sağlandı. Kullanılan
katerin kodu ise TTJNL 25×25 M16‟dır. Takımın AISI 316L paslanmaz çelik
üzerindeki kesme şartları aşağıdaki gibidir;
Şekil 3.4. 10 WNMG kesici takım(a), kullanılan kater (b)
Çizelge0.13.2. WNMG Kesici takım özellikleri
Gösterim (ISO) Sınıf D L S R
WNMG 080408-MF4 TM200 8.7 12.9 4.76 5.15
Çizelge 3.3.0.2 WNMG Kesici takımın paslanmaz çelik üzerindeki kesme şartları
Tavsiye edilen kriter Seçilen değer
Talaş derinliği (a) (0.8 – 3 ) 1.5 mm
İlerleme hızı (f) (0.2 – 0.5 ) 0.35 mm/dev.
Kesme hızı (V) (170 – 230) 200 mm /d.

48
HSS kesici takımın temini Makina Takım tarafından sağlanmıştır. Takım TiAlN
kaplanmıştır. Kater temini, Baydarlar Makine tarafından sol kater olarak
sağlanmıştır. Kullanılan katerin kodu TWLNL 25x25 M08‟dir.
Şekil 3.5.11HSS kesici takım(a), kullanılan kater(b)
3.2.1.3. Dinamometre
Talaşlı imalatta kesme kuvveti sinyallerinin analizi, kesme şartlarının izlenmesinde
en çok tercih edilen bir yöntemdir. Çok farklı tipteki dinamometreler farklı
pozisyonlarda takım tezgâhlarına monte edilerek kesme anında oluşan kesme
kuvvetleri ve momentleri ölçülebilmektedir. Dinamometreler, torna tezgâhlarında
kesici takım tutucu mekanizmasına, freze ve matkaplarda iş parçasının bağlandığı
tablaya veya iş mili yataklarına monte edilmektedirler (Çini, 2010).
Kesme kuvveti sinyallerinin ölçülmesinde Kistler firmasına ait 9257 A modeli
dinamometre (Şekil 3.6.) ve sinyal yükseltici kullanılmıştır. Yazılım olarak ise Cut-
Pro programından faydalanılmıştır.

49
Şekil 3.6.12Kistler 9757-A modeli dinamometre
3.2.1.4. Yüzey pürüzlülük cihazı
Deneylerde farklı kesme parametrelerinden elde edilen yüzey pürüzlülüğünün
belirlenmesinde 0,01 μm hassasiyette ölçüm yapabilen, elmas uçlu Hommel Werke
firmasının T 500 yüzey pürüzlülük test cihazı kullanılmıştır (Şekil 3.7 ). Ölçüm
koşulları aşağıda verilmiştir. Ölçüm cihazı ile ilgili detaylı bilgi EK-1 kısmındadır.
Örnekleme uzunluğu (L) = 0,8 mm
Ölçme uzunluğu (Lm) = 5 x Lc = 5 x 0,8 = 4 mm
Toplam uzunluk (Lt) = 4,8 mm
Şekil 13.7. Yüzey pürüzlülük cihazı

50
3.2.1.5. Veri toplama kartı (DAQ)
Dinamometreden gelen veriler sinyal toplayıcısından sonra veri toplama kartı olan
DAQ 6062E ile bilgisayara aktarılmıştır. Kart Şekil 3.8.‟de görülmektedir. Kartla
ilgili detaylı bilgi EK-2‟de yer almaktadır
Şekil 3.8.14 Veri toplama kartı
Kartın özellikleri:
12 bit analog sinyali 1.25 MS/s veri girişi için kullanabilme
2 Analog Çıkış
8 dijital giriş/çıkış kanalı
2 adet 24 bit sayıcı
70‟den fazla sinyali izleyebilme imkânı

51
3.2.1.6. Tornalama iĢlemlerinin yapıldığı CNC torna
Şekil 3.9.15 Tez çalışmalarında kullanılan CNC torna tezgahı
Tez çalışmasında kullanılan CNC Torna tezgâhına ait teknik bilgiler Çizelge 3.4.‟de
verilmiştir.
Çizelge 3.4.0.1CNC torna tezgahı özellikleri
X ekseni 350 mm
Z ekseni 520 mm
Tezgah Gücü 15 kW
Devir Sayısı (max) 4000 dev/dak
Hidrolik Ayna Çapı 250 mm
Hassasiyet 0.001 mm
Taret Sayısı 12

52
3.3. Metalografik ÇalıĢmalar
AISI 316L paslanmaz çelik malzemesinin aşınma testinde elde edilen numune
örneğinden İTÜ Metalürji Mühendisliği Bölümü Laboratuvarı‟nda iz fotoğrafları
alınmıştır. Bu fotoğraflarda Al2O3 topun malzeme üzerinde kuru ve Hank‟s sıvısında
aşındırma sonucunda elde edilen iz fotoğraflarını ve aşınma tipini tespit etmiş olduk.
İşlenebilirlik testi neticesinde, herbir işleme koşulunda, 1200 mm kesme yapıldıktan
sonra kesici takımda oluşan aşınma tipleri, talaş yapışma eğilimi Tescan Vega LSU
marka SEM cihazında incelenmiştir. Burada elde edilen aşınma sonuçlarına göre en
iyi şarttaki kesici takım performansı tespit edilmiştir.
Şekil 3.10. Takım aşınmalarının görüntülenmesinde kullanılan SEM cihazı

53
4. ARAġTIRMA BULGULARI VE TARTIġMA
4.1. Mekanik Test Sonuçları
AISI 316L paslanmaz çeliğin mekanik özellikleri çekme ve mikrosertlik testleri ile
belirlenmiştir. Mikrosertlik testleri aşınma numunelerinin düz yüzeylerinden alınan
altı ölçümle yapılmıştır. Ortalama mikrosertlik değeri 165 HV olarak elde edilmiştir.
Çekme testi, AISI 316L paslanmaz çelikten hazırlanan iki numune ile yapılmıştır.
Test malzemelerinin gerilme-gerinim eğrileri ( -ε) Şekil 4.1‟de verilmiştir. Testlere
göre, test malzemelerinin ortalama elastisite modülü, akma dayanımı, çekme
dayanımı sırasıyla 140.179 GPa, 294.138 MPa ve 612.350 MPa olarak elde
edilmiştir. Ayrıca ortalama uzama % 51,373 olarak elde edilmiştir. Buna ek olarak,
AISI 316L paslanmaz çeliğin süneklik özelliği Şekil 4.2‟de gösterilmiştir. Elde
edilen uzama ve mikrosertlik değerleri, sinterlenmiş titanyum alaşımlarına göre daha
yüksektir (Yalçın ve Varol, 2009). Mekanik testlere göre, AISI 316L paslanmaz
çeliği, oldukça sünek ve yumuşak malzeme olarak değerlendirilmiştir. Bu olgu
sürtünme testleri sırasındaki aşınma mekanizması hakkında bilgi verebilir.
Şekil 4.1. 16AISI 316L ostenitik paslanmaz çelik için -ε eğrileri

54
Şekil 4.2.17 Çekme deneyi sonucunda kopmuş numune görüntüsü
4.1.1. Sürtünme deneyleri
AISI 316L paslanmaz çeliğin ball on plate aşınma test cihazında gerçekleştirilen
tribolojik performansın sonucu olarak sürtünme katsayısı, sürtünme kuvveti ve kütle
kayıpları Hank‟s sıvısı içinde ve kuru sürtünme durumunda elde edilmiştir. Tüm
aşınma testleri 20 N Fs, 0,2 km kayma mesafesi ve 20 mm/d kayma hızında
gerçekleştirilmiştir. AISI 316L paslanmaz çeliğin sürtünme test sonuçları sırasıyla
Şekil 4.4 ve 4.5‟de gösterilmiştir. Şekil 4.4 ve 4.5‟de görüldüğü üzere, sürtünme
katsayısı ve sürtünme kuvveti değerleri ortalama 4000 mm‟ye kadar yüksek değerler
göstermiş, 4000 mm ve 6000 mm uzaklığı arasında ortalama değerlere düşmüştür.
Bunun sebebi paslanmaz çelik üzerinde oluşmuş oksit filminden kaynaklanabileceği
söylenebilir. Daha sonra, Al2O3 top tamamen taban yüzeyine dokunmuş ve sürtünme
katsayısı ve sürtünme kuvveti değerleri ortalama değerlerde elde edilmiştir.
Sonuçlara göre, Hank‟s sıvısında ve kuru sürtünme durumunda AISI 316L
paslanmaz çeliğin ortalama sürtünme katsayıları sırasıyla 0,768 ve 0,994 olarak elde
edilmiştir.
Sürtünme katsayısı eğrileri Şekil 4.4‟te gösterilmiştir. Şekil 4.4‟te görüleceği üzere,
0,02 km kayma mesafesinden sonra sürtünme katsayıları ortalama 0,768 ve 0,944
olarak elde edilmiştir. Bu durumun olası sebebi, paslanmaz çelik malzemenin
üzerinde oluşan oksit tabakası olabilir. Bundan dolayı, kararlı sürtünme durumu 0,02
km kayma noktasına kadar Al2O3 topunun numune yüzeyi üzerine temas etmeyerek
başlamıştır. Daha sonra, 0,2 km sürtünme mesafesi boyunca kuru sürtünme durumu

55
ve Hank‟s sıvısında, kararlı sürtünme katsayısı değerleri 0,944 ve 0, 768 olarak elde
edilmiştir.
Şekil 4.4‟te en düşük ortalama sürtünme kuvveti Hank‟s sıvısında kayma
koşullarında 15,364 N olarak elde edilmiştir. Diğer yandan, en yüksek ortalama
sürtünme kuvveti kuru kayma koşullarında 18,889 N olarak elde edilmiştir. Bu
değerlere göre, AISI 316L paslanmaz çelik Hank‟s vücut sıvısında iyi tribolojik
performans göstermiştir. Şekil 4.4‟e göre, 0,02 km kayma mesafesinden sonra,
sürtünme kuvveti değerleri ortalama 15,364 N ve 18,889 N olarak elde edilmiştir.
Bunun sebebi de, paslanmaz çelik malzemenin üzerinde oluşmuş oksit tabakası
olabilir. Böylece, kararlı sürtünme durumu 0,02 km kayma noktasına kadar Al2O3
topunun taban üzerinde tamamen temassızlığı ile başlamıştır. Daha sonra, sürtünme
kuvveti değerleri kuru sürtünme koşulunda ve Hank‟s sıvısında 0,2 km sürtünme
mesafesi boyunca sırasıyla ortalama 18,889 N ve 15,364 N olarak gözlemlenmiştir.
Ayrıca aşınma testlerinde elde edilen iz değerleri sürtünme katsayısı ve sürtünme
kuvvetine doğrulamak amacı ile ölçülmüştür. Şekil 4.3 her sürtünme koşulunda (kuru
ve Hank‟s sıvısı) iz derinliği ve iz genişliğini göstermektedir. Aşınma testlerindeki iz
boyutları ölçümlerine göre, numuneler kuru kayma koşullarında ileri derecede
aşınmıştır. Şekil 4.3-b‟de de görülebileceği üzere, özellikle ortalama iz genişliği ve
derinliği değerleri kuru kayma koşullarında sırasıyla 2926.39 μm ve 121.37 μm
olarak ölçülmüştür. Diğer bir yandan, Hank‟s sıvısında elde edilen ortalama genişlik
ve derinlik değerleri kuru sürtünme koşuluna göre daha düşüktür. Şekil 4.3(-a)‟ya
göre, Hank‟s sıvısı sürtünme koşulları için elde edilen ortalama genişlik ve derinlik
değerleri 627,56 μm ve 9.1 μm dir.
Şekil 18 4.3. İz genişliği ve derinliği için a) Hank‟s sıvısında, b) kuru sürtünmede

56
Şekil19 4.4. 0,2 km kayma mesafesi için sürtünme katsayısı değerleri
Şekil 4.5. 200,2 km kayma mesafesi için sürtünme kuvveti değerleri
4.1.2. AĢınma testi
Aşınma testleri, aşınma hızı, iz boyutları ve kütle kaybı ile analiz edilmiştir. İz
boyutları yüzey profilometre ölçüm cihazı kullanılarak ölçülmüştür. Kütle kaybı
hassas tartı ile ölçülmüştür. Hank‟s sıvısında, sürtünme ile oluşan aşınma iz derinlik
ve genişlik değerleri 9.1 μm ve 627.56 μm olmaktayken diğer bir yandan, bu
ölçümler kuru koşullarda yapıldığında elde edilen değerler 121.37 μm ve 2926.39
μm olmuştur. İz boyutlarına göre kuru sürtünme ve Hank‟s sıvısı sürtünmesi
durumlarında sırasıyla iz alanları 355175.95 μm2 ve 5710.79 μm
2 olarak
Kuru sürtünmede
Kuru sürtünmede
Hank’s sıvısında
Hank’s sıvısında

57
hesaplanmıştır. Kuru sürtünme için hesaplanan iz alanı değerinin, Hank‟s sıvısı için
hesaplanandan en az atmış kat daha büyük olduğu saptanmıştır. Kütle kaybı olarak,
aşınma numunelerinin başlangıç kütleleri ile aşınmış numunelerin kütlelerinin farkı
hesaplanarak elde edilmiştir. Hank‟s sıvısı ve kuru sürtünme için hazırlanmış aşınma
testi numunelerinin başlangıç kütleleri sırasıyla 19.791 g ve 20.230 g‟dır. Hank‟s
sıvısı ve kuru sürtünme deneylerindeki aşınmış test numunelerinin kütleleri sırasıyla
19,776g ve 20,180 g olarak ölçülmüştür. Hank‟s sıvısındaki sürtünme için elde
edilen kütle kaybı 15 mg ve kuru sürtünme durumu için elde edilen kütle kaybı 50
mg dır. Yani, kuru sürtünmedeki numune Hank‟s sıvısı sürtünme koşulundakine göre
yaklaşık üç kat daha fazla aşınmıştır.
İz fotoğrafları Şekil 4.6‟da görülmektedir. Şekil 4.6 a‟da Al2O3 top yüzeyindeki izler
görülmektedir. Kuru sürtünme koşulunda Al2O3 topundaki iz, Hank‟s sıvısındaki
sürtünme koşulundakine göre daha fazladır. Şöyle ki, paslanmaz çelik malzeme kuru
sürtünme durumunda Al2O3 topu daha fazla aşındırmıştır. Şekil 4.6 (b,c)‟de hem
kuru hem Hank‟s sıvısı sürtünme de, 0,2 km kayma mesafesinden sonraki iz
oluşumları görülmektedir. Hank‟s sıvısındaki sürtünme şartlarında paslanmaz çelik
malzeme üzerinde daha küçük iz boyutu oluşmuştur. Yapışma izlerinin ve iz
derinliklerinin görülebildiği yüzey topografyası Şekil 4.7‟de gösterilmektedir.
Malzeme yüzey topografyası incelendiğinde, Hank‟s sıvısında yüzeyde derin
abrazyon çizikleri oluşurken, kuru sürtünmede adhezyon aşınması oluşmuştur. Bu
yüzden, kuru sürtünmede numune üzerinde daha fazla kütle kaybı meydana
gelmiştir. Böylece Hank‟s sıvısı ortamında sürtünme durumunda numuneler daha az
kütle kaybetmiştir. Östenitik paslanmaz çelik malzeme kuru sürtünme koşulunda
Al2O3 topa yapışma eğilimi özelliği göstermektedir. Ancak Hank‟s sıvısı içerisinde
sürtünme durumunda deney numunesi sadece abrazyon çizikleriyle aşınmıştır.
Abrazyon, Hank‟s sıvısında bulunan Mg ve Cl elementleri gibi yabancı parçacıklar
tarafından tetiklenmiş olabilir. Bu durum Hank‟s sıvısının yağlama görevini
gerçekleştirmesi için yapmış olabileceği düşünülmektedir. Bu durumda östenitik
paslanmaz çelik malzemenin yapışma eğilimi, Hank‟s sıvısında sürtünme durumunda
azalmıştır. Dolayısıyla, test malzemesi vücut sıvısında yüksek aşınma dayanımı ve
düşük kütle kaybı karakteristiği göstermiştir.

58
Şekil 4.6.21 Fotoğraf izleri a) Al2O3 top, b) Hank‟s sıvındaki, c) kuru sürtünmedeki
Şekil 4.7.224 Aşınmış yüzey yapıları a) Hank‟s sıvısındaki sürtünmede, b) kuru
sürtünmede
Aşınma deney sonuçlarını özetlemek gerekirse, AISI 316L paslanmaz çeliğin
implant üretiminde kullanılması için yapılan mekanik testlerde sünek malzeme
olarak elde edilmiş ve vücut sıvısında (Hank‟s sıvısı) yüksek aşınma dayanımına

59
sahip olduğu gözlemlenmiştir. Diğer yandan, bu malzemenin kuru sürtünme
ortamında ve seramik üzeri metal durumlarında düşük aşınma dayanımına sahip
olduğu elde edilmiştir. Bu sonuçlar diğer çalışmaların sonuçlarından farklıdır.
Sinterlenmiş titanyum alaşımlarının aşınma dayanımı Hank‟s sıvısında düşmektedir
(Yalçın, 2007). Bu çalışmada, Hank‟s sıvısında artan sürtünme yükü ve Hank‟s
sıvısında bulunan MgCl2, CaCl2, KCl ve NaCl gibi maddelerle aşınmadan dolayı
malzemenin düşük aşınma dayanımına sahip olduğu açıklanmıştır. Ayrıca, İmplant
edilmiş AISI 316L taban malzemenin sürtünme ve aşınma davranışları üzerine
çalışmışlar ve TiN, Zr, N2 ile geliştirilmiş yüzeyleri malzemenin mikrosertliğini
arttırdığını bildirmişlerdir (Doğan vd., 2002). Böylece, kaplanmış malzemede oluşan
kütle kaybı malzeme sertliğinin artması ile azalmıştır. Yapılan başka bir çalışmada,
bu yüzey modifikasyonlarının yapışma kuvvetlerini düşürdüğü ve yüksek
sertliklerinden dolayı uygulanan malzemelerin hacimsel aşınmasının azaldığı
belirtilmiştir (Iwaki, 1987). Paslanmaz çelik malzemelerin pasivasyon tabakası denen
kalıcı krom oksit tabakası oluşturması sebebiyle genellikle daha fazla korozyona
dayanıklı olduklarını belirtmiştir (Simon ve Fabry, 1991). Buna ek olarak, paslanmaz
çelik malzemenin zayıf korozyon dayanımının biyolojik implantlarda gözenekli
kaplama olarak kullanılmasını imkansız kılacağı vurgulanmıştır (Crownninshield,
1998). Deneysel olarak sürtünme katsayısının UPWMPE üzerine metal
sürtünmelerinde metal üzerine metal çiftine göre üç kat daha düşük olduğunu
belirlenmiştir (Ortega-Saenz Vd., 2008). Ayrıca, abrazyon aşınma mekanizmasının
MOM ve diğer kalça birleşim yerlerinde sıkça görülen bir durum olduğu ifade
edilmektedir (Ortega-Saenz Vd., 2008). Burada, vücut sıvısı (Hank‟s sıvısı) ile
yüksek sünek özelliği olan AISI 316L paslanmaz çelik malzeme için kuru şartlara
göre düşük sürtünme katsayısı, düşük sürtünme kuvveti, düşük hacimsel aşınma
oranı gibi iyi tribolojik davranışlar elde edilmiştir. Ancak kuru sürtünmede test
malzemesi için Hank‟s sıvısında yapılan şartlara göre, yüksek adhezyon ve abrazyon
aşınma mekanizmalarıyla yüksek kütle kaybı, yüksek sürtünme katsayısı ve yüksek
sürtünme kuvveti gibi kötü tribolojik özellikler elde edilmiştir.

60
4.2.ĠĢlenebilirlik Testi Sonuçları
Test malzemesinin % 51,373 uzama değerine sahip olması ve ortalama 165 HV
sertlik değeri, test malzemesinin tornalanmasında, yığıntı talaş oluşumu veya talaş
yapışma eğilimi gibi sorun ile karşılaşılacağı ile ilgili bilgiyi vermektedir.
Dolayısıyla, kesici takım üretici firma (Seco Tools Catalog.) tarafından tavsiye
edilen kesme parametrelerinden değerler seçilerek test malzemesinin kuru
tornalanması için en uygun kesme parametresi belirlenmeye çalışılmıştır.
HSS Kesici takımla yapılan işlenebilirlik testinde ise sırasıyla deney 1 ve deney 2 de
şartlar uygulanmıştır. Uygulama sonrası kesici takım kenarında sırasıyla deney 1‟ de
8. s‟de, deney 2‟de ise 4. s‟de kırılma başlamıştır. Bundan dolayı diğer şartlardaki
deneyler yapılmamıştır.
Herbir testte, 1200 mm kesme uzunluğuyla yapılan kuru tornalama işleminde, işleme
süresince anlık olarak asıl kesme kuvveti değerleri kaydedilmiştir. 100-200 m/d.
aralığındaki kesme hızlarının, ortalama asıl kesme kuvveti üzerine etkisinin hemen
hemen hiç olmadığı Şekil 4.9‟ da görülmektedir. Ancak, Şekil 4.8‟ de görüleceği
üzere anlık olarak 0.3 s‟ lik süreçte, kesme hızının asıl kesme kuvveti üzerine etkisi
belirlenmiştir. Deneylerde en iyi kesme şartı olarak belirlenen 1.25 mm talaş
derinliği ve 0.2 mm/dev ilerleme hızıyla yapılan tornalama işleminde kesme hızının
kesme kuvvetine etkisi Şekil 4.8‟ de gösterilmiştir.
Çizelge 4.1.0.1. İşlenebilirlikte kullanılan deney şartları
Deney
No
Talaş
Derinliği,mm
İlerleme
hızı,
mm/dev
Kesme
hızı,
Vc, m/dak
1 1,25 0,2 100
2 2,5 0,2 100
3 1,25 0,35 100
4 2,5 0,35 100
5 1,25 0,2 150
6 2,5 0,2 150
7 1,25 0,35 150
8 2,5 0,35 150
9 1,25 0,2 200

61
Çizelge 4.1 Devam
10 2,5 0,2 200
11 1,25 0,35 200
12 2,5 0,35 200
Şekil 234.8. Anlık olarak 0.3 s‟ lik süreçte elde edilen kesme hızı-asıl kesme kuvveti
ilişkisi
Şekil 4.8‟ de, kesme hızının anlık asıl kesme kuvveti üzerine etkisi çok fazla değildir.
Bu bağlamda, aslında seçilen kesme hızlarının AISI 316L paslanmaz çeliğinin
işlenmesinde meydana gelen ortalama asıl kesme kuvveti üzerine etkisi kayda değer
değildir. Ancak, anlık tornalama süreci göz önüne alınırsa, en düşük kesme kuvveti
200 m/d kesme hızıyla işlemede elde edilirken, 100 m/d ile 150 m/d kesme
hızlarında meydana gelen asıl kesme kuvveti değerleri birbirine çok yakındır. Anlık
asıl kesme kuvveti, 200 m/d kesme hızında yaklaşık 100 N, 100 m/d ve 150 m/d
kesme hızlarında ise asıl kesme kuvvetinin yaklaşık 125 N-150 N mertebesinde
olduğu ifade edilebilir. Benzer olarak 150 m/d kesme hızından düşük değerlerde
yüksek kesme kuvveti, 150 m/d kesme hızından sonra daha düşük kesme kuvveti
ölçülmüştür (Çiftçi, 2006).

62
Şekil244.9. Değişen kesme parametrelerine göre asıl kesme kuvveti değerleri
Şekil 4.9‟ da değişen kesme parametrelerine göre elde edilen ortalama asıl kesme
kuvveti grafikleri verilmiştir. 0.35 mm/dev ilerleme hızı, 2.5 mm talaş derinliği ile
tornalama işlemi yapıldığında ortalama asıl kesme kuvveti ortalama 700 N değerine
ulaşmakta (Şekil 4.9 a) ve ilerleme hızı 0.2 mm‟ ye azaltıldığında ortalama asıl
kesme kuvveti 300 N değerine düşmektedir. Şekil 4.9-a‟ da görüleceği üzere, asıl
kesme kuvveti üzerine kesme hızının etkisi, 150 m/d değerden sonra çok az etkilidir.
Şekil 4.9-b‟ de ise, talaş derinliği 1.25 mm ve 0.2 mm/dev ilerleme hızıyla tornalama
işleminde en düşük kesme kuvveti meydana gelmiştir. Kesme hızının asıl kesme
kuvvetine etkisi, bu grafikte bahsedilen parametrelerle tornalama işleminde hemen
hemen hiç gözlemlenmemiştir. Şekil 4.9-c‟ de talaş derinliğinin esas kesme
kuvvetine etkisi görülmekte olup, talaş derinliği 1.25 mm den 2.5 mm değerine
arttırıldığında asıl kesme kuvveti de, ortalama olarak 200 N‟ dan 350 N değerine
artmıştır. Kesme hızının asıl kesme kuvvetine etkisi ihmal edilebilecek durumdadır.
Bir başka deneysel çalışmada, bu çalışmada işlenen malzemeden (AISI 316L) farklı
olan AISI 316 paslanmaz çeliğin TiN kaplı sementit karbür kesici takımla, ilerleme
hızı 0.16 mm/dev, talaş derinliği 1 mm değerlerinde sabit tutarak ve kesme hızını 120

63
m/d, 150 m/d, 180 m/d, 210 m/d olmak üzere dört farklı değer ile tornalama testleri
yapılmıştır (Çiftçi, 2006). Çiftçi çalışmasında, bu çalışmaya yakın asıl kesme kuvvet
ölçmekle birlikte kesme hızının 150 m/d değerden sonra asıl kesme kuvvetine
etkisinin oldukça az olduğunu ortaya koymuştur. Bu çalışmada da, ilerleme hızının
talaş derinliğine göre asıl kesme kuvvetine etkisi daha büyüktür (Çiftçi, 2006). Yani,
ilerleme hızının 1.75 kat arttırılırsa asıl kesme kuvveti 2.3 kat artarken, talaş
derinliğinin iki kat arttırılırsa asıl kesme kuvveti 1.7 kat arttığı deney sonuçlarıyla
söylenebilir. Benzer olarak Tekiner ve Yeşilyurt, AISI 304 paslanmaz çeliklerin
farklı kesme parametrelerle yaptıkları tornalama testlerinde, kesme hızının yüzey
pürüzlülüğüne etkisinin kayda değer olmadığını, fakat ilerleme hızının yüzey
pürüzlülüğüne etkisinin önemli olduğunu ortaya koymuşlardı (Tekiner ve Yeşilyurt,
2004). Bu bağlamda, test malzemesi için kuru tornalama sırasında en iyi işleme
şartının, asıl kesme kuvveti oluşumu bakımından sırasıyla kesme hızı, ilerleme hızı
ve talaş derinliği değerleri 150-200 m/d, aralığında 0.2 mm/dev ve 1.25 mm olduğu
ifade edilebilir. Kesme parametrelerinin yüzey pürüzlülüğü üzerine etkisi Şekil 4.10‟
da verilmiştir.
Şekil 4.10-a‟ da görüleceği üzere, kesme hızının yüzey pürüzlülüğüne etkisi
gözlemlenmemiştir. Ancak, ilerleme hızı talaş derinliğine göre yüzey pürüzlülüğünü
çok daha fazla etkilemiştir. Bu bağlamda, 0.2 mm/dev ilerleme hızından 0.35
mm/dev ilerleme hızına çıkıldığında, yüzey pürüzlülüğü de 1.5 μm „den ortalama 3.5
μm „ye çıkmıştır. İlerleme hızı 0.2 mm/dev ile sabit, talaş derinliği 1.25 mm
değerinden 2.5 mm‟ ye arttırıldığında yüzey pürüzlülük değerinin ortalama 1.3 μm
„den 1.5 μm „ye çıktığı Şekil 4.10-(c),(d) görülmektedir. Ancak ilerleme 0.35 mm/dev
ile sabit, talaş derinliği 1.25 mm değerinden 2.5 mm değerine arttırıldığında yüzey
pürüzlülüğü ortalama 3.3 μm „den 3.75 μm „ye artmaktadır. Dolayısıyla, talaş
derinliğinin yüzey pürüzlülüğüne etkisi % 14 iken, ilerleme hızının etkisi % 57
mertebesinde olduğu sonucuna varılmıştır.

64
Şekil 4.10.25 Değişen kesme parametrelerine göre yüzey pürüzlülük değerleri
Kesme hızı, ilerleme hızı ve talaş derinliğinin asıl kesme kuvvetine ve yüzey
pürüzlülüğüne etkisi birlikte analiz edilirse, 200 m/d kesme hızı, 0.2 mm/dev
ilerleme miktarı ve 1.25 mm talaş derinliği şartlarında daha az yüzey pürüzlülüğü
elde edilirken diğer parametrelere göre nispeten daha düşük asıl kesme kuvvetinin
meydana geldiği görülebilir. Diğer kesme parametreleriyle asıl kesme kuvveti
aşırılaşırken daha kaba yüzey pürüzlülüğü elde edilmiştir. Xavior ve Adithan, (2009)
90 m/d kesme hızı, 1 mm talaş derinliği sabit tutularak ve ilerleme hızını 0.1 mm/dev
ile 0.35 m/dev aralığında AISI 304 paslanmaz çeliğin tornalama testlerini
gerçekleştirmişlerdir. Yüzey pürüzlülüğü ölçümlerinde, 0.1 mm/dev ilerleme hızında
1 μm yüzey pürüzlülüğü, 0.35 mm/dev ilerleme hızında ise 5 μm yüzey pürüzlülüğü
elde etmişlerdir. Tekiner ve Yeşilyurt, kesme hızının artmasıyla kesici kenarda
meydana gelen talaş yığıntısında (build up edge) azalma, ilerleme hızının artmasıyla
da, yığıntı talaş eğiliminde artış olduğunu belirlemişlerdir (Tekiner ve Yeşilyurt,
2004).

65
4.2.1. Takım kırılması
Takımın zamanla hasarı “aşınma”, ani hasarı ise “kırılma” olarak tanımlanır. Bu
kırılma ve aşınmalar, genellikle kesici takımın kesme kenarının, talaş yüzeyi, serbest
yüzeyler ve burun bölgesinde oluşur. HSS Kesici takımla yapılan deneylerde de
kırılma olayı bariz bir şekilde işlenilen zaman diliminin çok altında meydana
gelmiştir. İşlemeler neticesinde kesici kenarda meydana gelen kırılma olayı şekil
4.11 de gösterilmiştir.
Şekil 4.11.26 HSS kesici takım işleme sonrası SEM görüntüleri
4.2.2. TalaĢ yapıĢma eğilimi ve talaĢ tipi
Talaşlı imalatta kesme sırasında kesici kenarda mekanik, kimyasal, termal ve
aşındırıcı yük faktörleriyle kesici takımda aşınma meydana gelir. Kesici kenar
deformasyonları, talaş tipini de etkileyen kesme parametreleri, kesici takım ve iş
parçası malzemesi özellikleriyle de direkt ilgilidir. Talaşlı imalatçılar için, çok büyük
sorun teşkil eden ve yüzey-boyut hassasiyetini de olumsuz etkileyen talaş yapışma
eğilimi, talaşın kesme kenarına sıvanmasıyla meydana gelir. Şekil 4.12‟ de,
belirlenen kesme şartlarıyla (Çizelge 4.2) kesici takımda oluşan talaş yapışma
eğilimleri verilmiştir.

66
1.Deney 2. Deney
3. Deney 4. Deney
5.Deney 6. Deney

67
7.Deney 8. Deney
9.Deney 10. Deney
Şekil 4.12. 27 WNMG takımı talaş yapışma eğilimi ve takım aşınması SEM görüntüleri

68
Çizelge 4.1‟de verilen deney numarasına göre sıralanmış kesici takım SEM
görüntülerine göre, en az talaş yığılması 9. deney koşulunda meydana gelmiştir. Bu
koşulu, düşük yüzey pürüzlülüğü ve kesme kuvvetlere neden olan en iyi tornalama
deney parametresidir. 1, 2 ve 10 kesme koşullarında, talaş yüzeyinde aşırı talaş
yığılması, 1,2,4,6 ve 10. kesme koşullarında kesme kenarında aşırı yığıntı talaş
oluşumu meydana gelmiştir. Özellikle 4,6 ve 10. kesme koşullarında, kesme
kenarında meydana gelen aşırı talaş yığıntısının kesme kenarın geometrisini
değiştirdiği Şekil 4.12‟ de görülebilir. Takım yüzeyine yapışan iş parçası
malzemeleri, sabit (durağan) değildir ve kesme esnasında meydana gelen yüksek
kesme kuvvetleri ile takım yüzeyinden kopup uzaklaşır. Talaş kaldırma işlemi devam
ettikçe tekrar takım üst yüzeyinde talaş birikmeye başlayabilir veya kesici kenardan
küçük parçaların kırılıp uzaklaşmasına sebep olabilir. Dolayısıyla, 8. kesme
koşulunda ise yığıntı talaşın kenardan ayrılarak kenarda mikro kırıklara neden
olabildiği söylenebilir. Çizelge 4.1‟de tüm kesme koşullarına göre, yapışma eğilimi
açıklanmıştır. Bütün deneylerde kullanılan kesici takım görüntüleri
değerlendirildiğinde, nispeten en düşük kesme kuvveti ve en az yüzey pürüzlülüğü,
talaş yapışma eğilimi bakımından kesme kenar hattının en belirgin olmasıyla en iyi
kesme koşulunun 9. deney şartı olduğu görülmektedir.
Çizelge 4.2.0.1. Kesme koşulları ve İşleme sonrası kesici takım durumu
Tornala testlerinde kullanılan işleme parametreleri ve işleme takım durumu
Deney
No
Talaş
Derinliği,mm
İlerleme
hızı,
mm/dev
Kesme
hızı,
Vc, m/dak
İşleme Sonrası Takım Durumu
1 1,25 0,2 100
Kesme kenarında daha büyük alanda yığıntı
talaş ve talaş yüzeyinde yığıntı katmanı
oluşumu.
2 2,5 0,2 100 Kesme kenarında yığıntı talaş ve talaş yüzeyinde
aşırı yığıntı katmanı oluşumu.
3 1,25 0,35 100
Kesme kenarından parça kopması ve düşük
miktarda talaş yüzeyinde yığıntı katmanı
oluşumu
4 2,5 0,35 100
Kesme kenarında aşırı yığıntı talaş ve talaş
yüzeyinde düşük miktarda yığıntı katmanı
oluşumu. (en kötü durum)
5 1,25 0,2 150 Kesme kenarında yığıntı talaş ve talaş yüzeyinde
düşük miktarda yığıntı katmanı oluşumu.
6 2,5 0,2 150
Kesme kenarında aşırı yığıntı talaş ve talaş
yüzeyinde yüksek miktarda yığıntı katmanı
oluşumu.
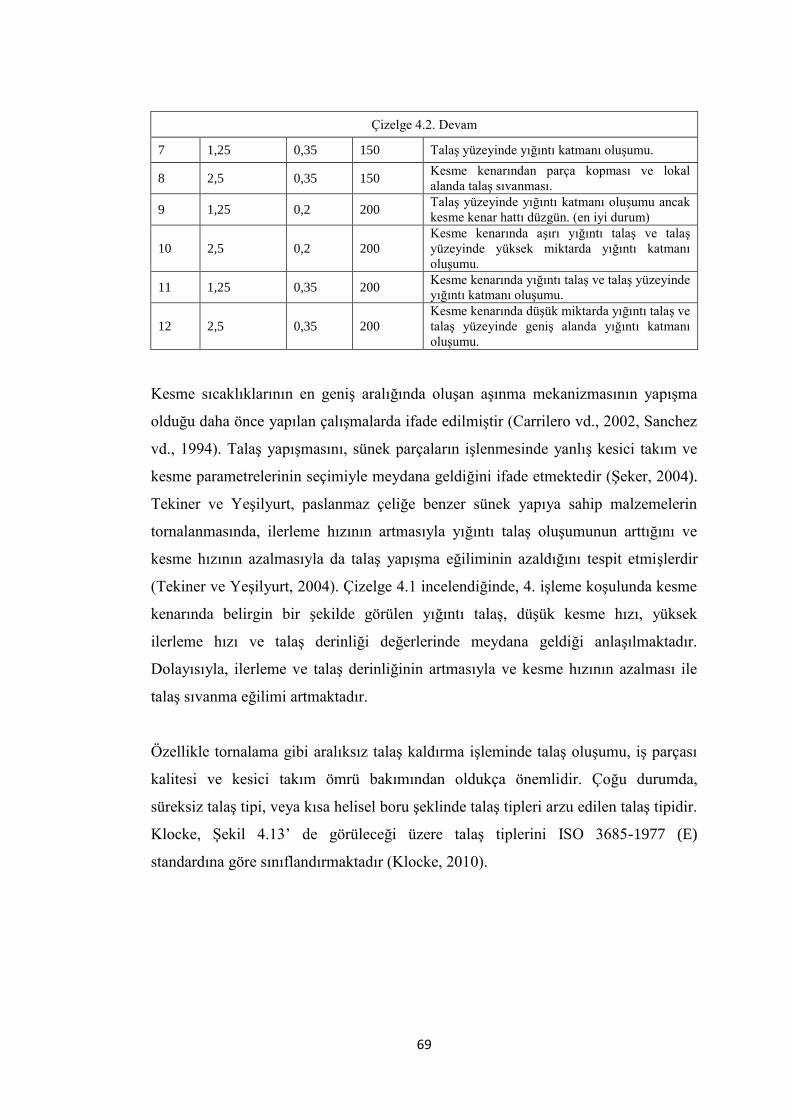
69
Çizelge 4.2. Devam
7 1,25 0,35 150 Talaş yüzeyinde yığıntı katmanı oluşumu.
8 2,5 0,35 150 Kesme kenarından parça kopması ve lokal
alanda talaş sıvanması.
9 1,25 0,2 200 Talaş yüzeyinde yığıntı katmanı oluşumu ancak
kesme kenar hattı düzgün. (en iyi durum)
10 2,5 0,2 200
Kesme kenarında aşırı yığıntı talaş ve talaş
yüzeyinde yüksek miktarda yığıntı katmanı
oluşumu.
11 1,25 0,35 200 Kesme kenarında yığıntı talaş ve talaş yüzeyinde
yığıntı katmanı oluşumu.
12 2,5 0,35 200
Kesme kenarında düşük miktarda yığıntı talaş ve
talaş yüzeyinde geniş alanda yığıntı katmanı
oluşumu.
Kesme sıcaklıklarının en geniş aralığında oluşan aşınma mekanizmasının yapışma
olduğu daha önce yapılan çalışmalarda ifade edilmiştir (Carrilero vd., 2002, Sanchez
vd., 1994). Talaş yapışmasını, sünek parçaların işlenmesinde yanlış kesici takım ve
kesme parametrelerinin seçimiyle meydana geldiğini ifade etmektedir (Şeker, 2004).
Tekiner ve Yeşilyurt, paslanmaz çeliğe benzer sünek yapıya sahip malzemelerin
tornalanmasında, ilerleme hızının artmasıyla yığıntı talaş oluşumunun arttığını ve
kesme hızının azalmasıyla da talaş yapışma eğiliminin azaldığını tespit etmişlerdir
(Tekiner ve Yeşilyurt, 2004). Çizelge 4.1 incelendiğinde, 4. işleme koşulunda kesme
kenarında belirgin bir şekilde görülen yığıntı talaş, düşük kesme hızı, yüksek
ilerleme hızı ve talaş derinliği değerlerinde meydana geldiği anlaşılmaktadır.
Dolayısıyla, ilerleme ve talaş derinliğinin artmasıyla ve kesme hızının azalması ile
talaş sıvanma eğilimi artmaktadır.
Özellikle tornalama gibi aralıksız talaş kaldırma işleminde talaş oluşumu, iş parçası
kalitesi ve kesici takım ömrü bakımından oldukça önemlidir. Çoğu durumda,
süreksiz talaş tipi, veya kısa helisel boru şeklinde talaş tipleri arzu edilen talaş tipidir.
Klocke, Şekil 4.13‟ de görüleceği üzere talaş tiplerini ISO 3685-1977 (E)
standardına göre sınıflandırmaktadır (Klocke, 2010).

70
Şekil 4.13.28Talaş tipleri (Klocke, 2010).
Klocke‟ ye göre, en iyi talaş tipi kısa tüp, spiral tüp ve spiral şeklinde oluşan talaş
tipleridir. Ayrıca, helisel talaş, uzun tüp, uzun ve kısa virgül şeklinde oluşan talaş
tiplerini de kabul edilebilir olarak sınıflandırmaktadır. Fakat şerit ve karışık talaş,
sarmal şeklinde talaş oluşumları, verimli bir talaşlı imalat için tavsiye edilmeyen
talaş tipi olarak sınıflandırılmıştır (Klocke, 2010). Bu çalışmada değişen kesme
parametrelerine göre, oluşan talaş tipleri Şekil 4.14 ve Şekil 4.15‟ de verilmektedir.
Şekil 29 4.14. Talaş derinliği 1.25 mm için talaş resimleri

71
Şekil 30 4.15. Talaş derinliği 2.5 mm için talaş resimleri
Şekil 4.14 ve Şekil 4.15‟ de görüleceği üzere, yüzey pürüzlülüğü, kesme kuvveti ve
talaş yapışma eğilimi bakımından en kötü kesme koşulu olarak dikkati çeken 4 nolu
deneyde, karmaşık şekilli bir talaş tipi elde edilmiştir. En iyi kesme koşulu olan 9.
deneyde, yaklaşık 20 mm uzunluğunda düzgün yüzeye sahip kısa boru tip (short
tubular chip) iyi talaş tipi elde edilmiştir. 7 ve 11 nolu deneylerde spiral tip talaş
(spiral chip), 1, 2 ve 5 nolu deneyde yaklaşık 45 mm uzunluğunda boru tipi talaş
(long tubular chip), 8 ve 12 nolu deneylerde de virgül tipi talaş şekli (comma chip)
elde edilmiştir. 100 m/d kesme hızında, ilerleme ve talaş derinliği arttıkça tavsiye
edilmeyen talaş oluşurken, kesme hızının 200 m/d‟ ya artmasıyla talaş şekli tavsiye
edilir sınırlarda olan virgül tipi talaşa dönüşmüştür. Bununla birlikte, 100 m/d kesme
hızında, düşük ilerleme ve talaş derinliği değerleriyle uzun helisel ve boru tipi talaş
oluşurken, 200 m/d kesme hızında, düşük ilerleme ve talaş derinliği değerleriyle kısa
boru tipi helisel talaş elde edilmiştir. Yani, kesme hızının artmasıyla talaş uzunluğu
azalmıştır. Tekiner ve Yeşilyurt yaptığı çalışmada, talaş kıvrılma yarıçapının,
ilerleme hızının artmasıyla azaldığını ve helisel tipte talaş oluşumu meydana
geldiğini deneyleri ile belirlemiştir (Tekiner ve Yeşilyurt, 2004). Sutter, orta
karbonlu çelikte kesme hızının talaş morfolojisi üzerine etkisini araştırmış ve kayma
bandı kalınlığının kesme hızının artmasıyla azaldığını tespit etmiştir (Sutter vd.,
1997).

72
5. SONUÇ VE ÖNERĠLER
Tez çalışması, implant malzemesi olarak kullanılan AISI 316L paslanmaz çeliğinin
tribolojik ve mekanik özelliklerinin araştırılması ile birlikte bu malzemenin
tornalama işlemiyle şekillendirilmesi durumunda da kuru tornalanabilirliğinin
araştırılması olarak iki konuyu içermektedir.
AISI 316L paslanmaz çeliğinin biyomalzeme olarak kullanılması durumunda,
tribolojik ve mekanik özelliklerinin tayini için yapılan testlerden elde edilen en
önemli bulgular aşağıda sıralanmıştır:
Mekanik testlerde, elastik modülü, akma dayanımı, çekme dayanımı ve
mikrosertlik değerleri sırasıyla 140.179 GPa, 294.138 MPa, 612.350 MPa
ve165 HV olarak elde edilmiştir. Mekanik özellikler açısından elde edilen
önemli bir sonuç, test malzemesinin %51.373 uzama ile yüksek sünekliğe
sahip olmasıdır. İmplant malzemesi olarak kullanılması durumunda, %51.373
uzama değeri oldukça olumlu olarak yorumlanabilir.
AISI 316L paslanmaz çeliğinin, aşınma testlerinde aşınma oranı Hank‟s
sıvısındaki sürtünme ile azalmıştır. Kuru sürtünme koşulunda kütle kaybı
Hank‟s sıvısındaki sürtünme koşulundakine göre yaklaşık üç kat daha
fazladır. Kuru sürtünme koşulundaki sürtünme katsayısı (0,944), Hank‟s
sıvısındakine göre (0,768) daha büyüktür.
Aşınma testleri için yapılan metalografik çalışmada, yapışma aşınma
mekanizması ile birlikte ve numune oluşan yüzeysel abrazyon çizgileri kuru
sürtünmede oluşurken, Hank‟s sıvısında numune yüzeylerinde sadece
abrazyon aşınma mekanizmasının oluştuğu gözlemlenmiştir. Böylece, Hank‟s
sıvısındaki sürtünmede düşük kütle kaybı elde edilmiştir. Bu bulgular, vücut
ortamındaki implantasyonları için, AISI 316L malzemesinin yüksek aşınma
dayanımına sahip olduğu ifade edilebilir.

73
AISI 316L ostenitik paslanmaz çeliğinden tornalama işlemiyle implant imal edilmesi
durumunda, bu malzemenin kuru tornalama testlerinden elde edilen bulgularda
aşağıda sıralanmıştır:
100–200 m/ d kesme hızı aralıklarının kesme kuvvetine etkisi oldukça düşük,
ancak 200 m/d kesme hızı değer ile diğer kesme hızlarına göre nispeten daha
düşük asıl kesme kuvveti elde edilmiştir.
İlerleme hızı, kesme hızı sabit tutulduğunda, yüzey pürüzlülüğü ve asıl kesme
kuvvetini en çok etkileyen parametre olmuştur. Kesme hızı sabit
tutulduğunda İlerleme hızı, 0.2 mm/dev‟ den 0.35 mm/dev değerine
arttırıldığında ortalama asıl kesme kuvveti % 57, talaş derinliği 1.25 mm‟ den
2.5 mm‟ ye arttırıldığında ortalama asıl kesme kuvveti % 14 artmıştır.
Yüksek ilerleme ve talaş derinliği (0.35 mm/dev ve 2.5 mm) ile düşük kesme
hızıyla (100 m/d) yapılan kuru tornalamada kesici kenarda belirgin bir şekilde
yığıntı talaş meydana gelmiştir. Fakat düşük ilerleme ve talaş derinliği (0.2
mm/dev ve 1.25 mm) ile yüksek kesme hızıyla (200 m/d) yapılan kuru
tornalamada, kesme kenarında en düşük yığıntı talaş oluşumu
gözlemlenmiştir (Şekil 4.12).
Düşük ilerleme ve talaş derinliği ile düşük kesme hızıyla yapılan tornalamada
uzun boru tipi helis talaş meydana gelmiş ve bu durum kesme kenarı ile talaş
yüzeyinde talaş yapışma eğilimini arttırmıştır. Bunula birlikte, düşük ilerleme
ve talaş derinliği sabit tutularak kesme hızı arttırıldığında, talaş uzunluğu %
50 mertebesinde kısalarak kısa boru helis tipi talaş oluşumu, istenilen bir talaş
tipidir.
Bütün deneyler karşılaştırıldığında, AISI 316L ostenitik paslanmaz çelik
malzeme için kesici takım firmasının belirttiği aralıklarda WNMG sementit
karbür takımla kuru tornalama ideal kesme koşulu sırasıyla talaş derinliği,

74
ilerleme hızı ve kesme hızı değerleri 1.25 mm, 0.2 mm/dev ve 200 m/d olarak
tayin edilmiştir.
AISI 316L Paslanmaz çeliğin HSS kesici takımla işlenmesi sonucunda
parçayı 2 deney şartında işlenmesi sonucunda kesici takımlarda, 4-8 s işleme
sonrası, takımda kırılma gözlemlenmiştir. Bundan dolayı HSS kesici takımı,
belirlenen kesme şartlarında AISI 316L paslanmaz çeliğinin kuru
tornalanmasında seçilemeyeceği kanaatine varılmıştır.
Öneri olarak, bu malzemenin vücut ortamında biyouyumluluk testleri
yapılarak, gerçek vücut ortamındaki davranışları incelenebilir. Ayrıca, talaşlı
imalat testlerinde, soğutma sıvısının bu malzemenin tornalanabilirliğine etkisi
ve 200 m/d kesme hızından daha yüksek kesme hızlarının kesme kuvvetlerine
ve iş parçası yüzey kalitesine etkisi daha sonraki araştırmaların konusu
olabilir.

75
6. KAYNAKLAR
Akkurt, M., 1992. Talaş Kaldırma Yöntemleri ve Takım Tezgahları, Birsen
Yayınevi, 347 s, İstanbul.
Akkurt, M., 1991, Talaş Kaldırma Yöntemleri ve Takım Tezgahları, Birsen
Yayınevi, İstanbul, s. 67-71.
ASTM G133-05: Standard Test Method for Linearly Reciprocating Ball-On-Flat
Sliding Wear, ASTM International, 2005.
Balcı, B., 2008, “AISI 304 Östenitik Paslanmaz Çelik Malzemenin İşlenmesinde
Yüzey Pürüzlülüğünün İncelenmesi”, Yüksek Lisans Tezi, Karabük
Üniversitesi, Fen Bilimleri Enstitüsü, Karabük.
Bonnet, C., Valiorge, F., Rech, J., Hamdi, H., 2008, “Improvement of the numerical
modeling in orthogonal dry cutting of an AISI 316L stainless steel by the
introduction of a new friction model”, CIRP Journal of Manufacturing
Science and Technology, Vol. 1, pp 114-118.
Can, A.Ç., 2004, Malzeme Bilgisi. Bilal Ofset, 347 s. Denizli
Carrilero, M.S., Bienvenido, R., Sanchez, J.M., Alvarez, M., Gonzalez, A., Marcos,
M., 2002, “A SEM and EDS Insight into the BUL and BUE Difference in the
Turning Processes of AA2024 Al-Cu Alloy”, International Journal of
Machine Tools & Manufacture, vol. 42, pp. 215-220,
Chang, C.S., Tsai, G.C., 2003,. A force model of turning stainless steel with worn
tools having nose radius, Journal of Materials Proccesing Technology.142,
112-130
Çiftçi, İ., 2005. Östenitik Paslanmaz Çeliklerin İşlenmesinde Kesici Takım
Kaplamasının ve Kesme Hızının Kesme Kuvvetleri ve Yüzey Pürüzlülüğüne
Etkisi. Gazi Üniv. Mim. Fak. Dergisi.
Çini, A., 2010 İnconel 718 Malzemesinin Tornalama İşleminde Yüksek Basınçlı Jet
Soğutmanın Yüzey Pürüzlülüğü ve Kesme Kuvvetlerine Etkisi. A.K.Ü. Fen
Bilimleri Enstitüsü Makine Eğitimi Anabilim Dalı, Y.Lisans Tezi, 57,
Afyonkarahisar.
Çiftçi, İ., 2006, “Machining of Austenitic Stainless Steels Using CV Multi-Layer
Coated Cemented Carbide Tools”. Tribology International, 39, 565–569.
Çakır, C., 2006, “Modern Talaşlı İmalatın Esasları”, Nobel Yayın Dağıtım, 2.Baskı,
Ankara.

76
Dorr, L.D., Wan, Z., Longjohn, D.B., Dubois, B., Murken, R., 2000, Total hip
arthroplasty with use of the metasul metal-on-metal articulation: 4–7-year
results, J. Bone Joint Surg. Am. 82 (6) 789–798.
Dinler, S., 1993, “Talaş Kaldırmada Takım Aşınması ve Takım Ömrü”, Yüksek
Lisans Tezi, Marmara Ünv.
Fredj, N.B., Sidhom, H., 2006, “Effects of the cryogenic cooling on fatigue strength
of the AISI 304 stainless steel ground components”, Cryogenics, Vol.46, pp
439-448.
Gaitonde, V.N., Karnik, S.R., Achyutha, B.T., 2008, “Siddeswarappa,BTaguchi
optimization in drilling of AISI 316L stainless steel to minimize burr size
usingmulti-performance objective based on membership function”,Journal of
Materials Processing Technology, Vol.202, pp 374-379.
Gürkan, M., 2007, “Ostenitik ve martensitik paslanmaz çeliklerin yüksek sıcaklık
aşınma davranışları”, Yüksek Lisans Tezi, Afyon Kocatepe Üniversitesi Fen
Bilimleri Enstitüsü, 82 s., Afyon.
H. Doğan, F. Fındık, O., Morgül, 2002, Friction and wear behaviour of implanted
AISI 316L SS and comparison with a substrate, Materials and Design, 23
605-610.
Işık, Y., 2009. Kesici Takım Teknolojileri, Uludağ Üniversitesi Teknik Bilimler
Meslek Yüksekokulu, 6 s.
Iwaki, (1987), Frıctıon Characteristics of B+- And N2+-Implanted Fe-Cr Alloys,
M.Mater Sci Eng., 90 263-271.
Klocke, F.,2010, “Simülation in Manufacturing Technology: Lecture 8, Principles of
Cutting”.Fraunhofer Institute for Production Technology, Aachen.
Kurt, M.M., 2006. 304 L Paslanmaz Çelik Üzerine DLC Kaplanması: Mekanik –
Tribolojik Özelliklerinin araştırılması. (Y.Lisans Tezi), Atatürk Üniversitesi.
Korkut, İ., Kasap, M., Çiftçi, İ., ve Seker.,U., 2004. Determination of optimum
cutting parameters during machining of AISI 304 austenitic stainless Steel,
Materials and Desing,
Kumar, A. S., Durai, A.R., Sornakumar, T, 2006. The Effect of Tool Wear on Life
Of Alumina-Based Ceramic Cutting Tools While Machining Hardened
Martensitic Stainless Steel. Journal of Matarials Processing Technology, 151-
156.
Lee E.H., Shaffer, B.W., 1951, The Theory of Plasticity Applied to a Problem of
Machining, ASME, J. Appl. Mech. 18, pp 405–413.

77
Maranhão,C., Davim,J. P.,2009,. Finite element modelling of machining of AISI 316
steel: Numerical simulation and experimental validation, Simulation
Modelling Practice and Theory.18, 139–156
Merchant, M.E., 1945, “Mechanics of the metal cutting process. I. Orthogonal
cutting and a type 2 chip”, Journal of Applied Physics, Vol.16, pp 267–275.
Ortega-Saenz, J.A., Kalbarczyk, M., Mıchalczewskı, R., Pıekoszewskı, W.,
Szczerek, M., 2008, Comparison of wear processes of biomaterials used in
hip joint implants, Tribology, Scıentıfıc problems of machınes operation and
maintenance, 156 15-24.
Odabaş C., 2004. “Paslanmaz Çelikler, Temel Özellikleri, Kullanım Alanları,
Kaynak Yöntemleri”, Tavaslı Matbaası, İstanbul.
O'Sullivan, D., Cotterell, M.,2002, "Workpiece temperature measurement in
machining", Proceedings of the Institute of Mechanical Engineers Part H
Journal of Engineering in Medicine, Vol. 216 No.Bl, pp.135-9.
Özler, L., 1998, “Östenitik Manganlı Çeliğin sıcak Talaşlı İşlenmesinde Kalem
Ömrünün Teorik ve Deneysel Olarak Araştırılması”, Fırat Ünv., Müh. Fak.,
Makine Müh. Böl., Elazığ.
Paro, J., Hänninen, H., And Veijo., 2001,“Tool wear and Machinability of X5
CrMnN 18 18 Stainless Steels”, Kauppinen Journol of Materials Processing
Technology , 14-20.
R. Crownninshield, 1998, An overview prosthetic materials for fixation, Clin Orthop,
235 166-172.
Rieker, C.B., Köttig, P., Schön R., Windler M., Wyss, U.P., 1998, Clinical wear
performance of metal-on-metal hip arthroplasties, in: J.J. Jacobs, T.L. Craig,
(Eds.), Alternative Bearing Surfaces in Total Joint Replacement, ASTM 1346
STP, American Society for Testing and Materials,.
Schmalzried,T.P., Jasty, M., Harris, W.H., 1992, Periprosthetic bone loss in total hip
arthroplasty, J. Bone Jt. Surg. 74-A 849–863.
Simon, J.P., ve Fabry, P., 1991, An Overview of implant Materials, Acta
Orthopaedica Belgica, 57 (1) 1-5.
Sarıtaş Çelik Sanayi ve Ticaret A.Ş., 2004 ”Santaş Teknik Yayın” No:l, 2.Baskı,
İstanbul.
Smith, W.F., 2000. “Paslanmaz Çelikler”, Mühendislik Alaşımlarının Yapı ve
Özellikleri, Çeviri: Erdoğan, M., Ankara.

78
Sanchez, M., Marcos, M.,1994, “Relaciones Parametricas en el Mecanizado”,
Servicio de Publicaciones de la Universidad de Cadiz, Cadiz, Spain.
Sutter, G., Faure, L., Molinari, A., Deiime, A., and Dudzinski, D.,1997,
“Experimental Analysis of the Cutting Process and Chip Formation at High
Speed Machining”. Journal of Phsic, C3, 33.
Şahin, Y., 2000. Talaş kaldırma Prensipleri, Nobel Yayın Ltd. Şti. Yayınları, 559
s, Ankara.
Şahin, Y., 2001, “Talaş Kaldırma Prensipleri 1-2”, Nobel Yayın Dağıtım. Ankara.
Şeker, U., 2004, “Takım Tasarımı Ders Notları”, Gazi Ünv., Tek. Eğt. Fak., Makine
Eğt. Böl., Ankara.
Taşdemir, V., 2006, “AISI 304 östenitik paslanmaz çeliğinin işlenebilirliğine ısıl
işlemin etkisi”, Yüksek Lisans Tezi, Fırat Üniversitesi Fen Bilimleri
Enstitüsü, 55 s., Elazığ.
Tekaslan, Ö., 2007, “AISI 304 östenitik paslanmaz çeliklerde işlenebilirliğe bağlı
olarak kalıcı gerilme problemlerinin araştırılması”, Yüksek Lisans Tezi,
Balıkesir Üniversitesi Fen Bilimleri Enstitüsü, 246 s., Balıkesir.
Tekin, A., 1981, Çeliklerin Metalurjik Dizaynı. Doyuran Matbaası, 280 s. İstanbul.
Tekiner, Z., Yeşilyurt, S., 2004, “Investigation of The Cutting Parameters Depending
on Process Sound During Turning of AISI 304 Austenitic Stainless Steel”.
Materials and Design, 25, 507–513.
Türkyılmazoğlu, A., 2006, “Dubleks, martenzitik ve ferritik paslanmaz çeliklerin
kaynağı”, Yüksek Lisans Tezi, Sakarya Üniversitesi Fen Bilimleri Enstitüsü,
158 s, Sakarya.
TS 10329, 1992, “ Torna Kalemleri Ömür Deneyleri ”, Türk Standartları Enstitüsü.
Ucun, İ., 2007, “Seramik kesici takımlar kullanarak östemperlenmiş küresel grafitli
dökme demirlerin işlenebilirliğinin araştırılması”, Yüksek Lisans Tezi, Afyon
Kocatepe Üniversitesi Fen Bilimleri Enstitüsü, 85 s., Afyon.
Valiorgue, F., Rech, J., Hamdi, H., Bonnet, C., 2008, Gilles, P., Bergheau, J.M.,
“Modelling of friction phenomena in material removal processes”, Journal of
Materials Processing Technology, Vol.201, pp 450–453
Valiorgue, F. , Rech, J., Hamdi, H., Gilles P., Bergheau, J.M.,2007, A new approach
for the modelling of residual stresses induced by turning of 316L, Journal of
Materials Processing Technology.191, 270–273

79
Yalçın, B.,Varol, R., 2009, Wear Behaviour of Sintered Ti Alloys in Simulated Body
Fluid, Materials Performance, 48 (8) 74-78.
Yalçın, B., 2007, Investigation for the Basis Properties of the Titanium Alloy
Implants Produced With Powder Metallurgy Method, Ph.D. Thesis, Science
Institute, Mech. Eng. Dep. Süleyman Demirel Universitesi.
Yeyen, H.E., 2006, “AISI 303 östenitik paslanmaz çeliklerin işlenebilirliğinin
deneysel olarak araştırılması”, Yüksek Lisans Tezi, Gazi Üniversitesi Fen
Bilimleri Enstitüsü, 246 s., Ankara.
Yılmaz, N., Yalçın, B., Özsoy, A., 2004. “Kesici Takımlarda Aşınma ve Takım
Performansının İyileştirilmesi”, Metal-Makine Dergisi, 17 (150), 474-481.
Yılmaz, N., 2006, “Çeşitli paslanmaz çeliklerin biyokorozyonun incelenmesi ve
direncinin artırılması”, Yüksek Lisans Tezi, Zonguldak Karaelmas
Üniversitesi Fen Bilimleri Enstitüsü, 130 s., Zonguldak.
Yaz, M., 1999. Mangan ve Silisyum Katkılı Yüksek Cr, Nİ „li Paslanmaz Çelik
Dökümlerin Talaşlı İşlenebilirliğinin Araştırılması. (Y. Lisans Tezi) Fırat
Üniversitesi.
Xavior, M.A., Adithan, M., 2009, “Determining the influence of cutting fluids on
tool wear and surface roughness during turning of AISI 304 austenitic
stainless steel”, Journal of Materials Processing Technology, Vol.209, pp
900-909.

80
EK- 1 YÜZEY PÜRÜZLÜLÜK ÖLÇÜM CĠHAZI

81
(EK- 1 Devam)

82
EK- 2 VERĠ TOPLAMA KARTI

83
(EK-2 Devam)

84
ÖZGEÇMĠġ
Adı Soyadı : Durmuş TEMİZ
Doğum Yeri ve Yılı : Isparta,1985
Medeni Hali : Evli
Yabancı Dili : İngilizce
Eğitim Durumu (Kurum ve Yıl)
Lise : Anadolu Teknik Lisesi, 1999-2003, Isparta
Lisans : Afyon Kocatepe Üniversiresi, Teknik Eğitim Fakültesi, Makine
Eğitimi, 2004 – 2008
Yüksek Lisans: Süleyman Demirel Üniversitesi, Makine Eğitimi, 2008-……
Çalıştığı Kurum / Kurumlar ve Yıl:
Süleyman Demirel Üniversitesi Uluborlu Selahattin Karasoy Meslek Yüksek Okulu,
Öğretim Elemanı: 2009-…..