technical note vulcanization
DESCRIPTION
RubberTRANSCRIPT

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 1/26
1
Vulcanization & Accelerators
•
The vulcanization process was discovered in 1839 and the individuals responsible for thisdiscovery were - Charles Goodyear in USA and Thomas Hancock in England. Both discoveredthe use of Sulphur and White Lead as a vulcanization system for Natural Rubber. This discoverywas a major technological breakthrough.
• The structure of speciality elastomer such as - EPDM and Butyl had to be chemically modified tomake sulphur vulcanization possible for their commercial success.
• Vulcanization of elastomer by sulphur alone is an extremely slow and inefficient process.
• The chemical reaction between Sulphur and the Rubber Hydrocarbon occurs mainly at the C = Cdouble bonds and each crosslink requires 40 to 55 sulphur atoms (in the absence ofaccelerator). The process takes around 6 hours at 140°C for completion, which is uneconomical
by any production standards.• The vulcanizates thus produced are extremely prone to oxidative ageing and do not possess
adequate mechanical properties for practical applications. These limitations are overcome by useof
- Accelerators
- Antioxidants / Antidegradants

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 2/26
2
• Sulphur as vulcanizing agent has a limitation that, the elastomer must contain chemicalunsaturation (double bonds) for cross linking.
• In case of fully saturated elastomer organic peroxides are often used for cross linking.
• Other chemicals used for cross linking of polymers are Sulphur monochloride, Tellurium,Selenium, Thiuram accelerators, Polysulphide polymers, p- Quinonedioximes, Metallic Oxides,Organic Peroxides, Di-isocyanates, etc. (mostly for specialized applications).
• Sulphur alone was not economically suitable as a vulcanising agent . Efforts continued toincrease the Speed and Efficiency of sulphur vulcanisation.
• Following is the summary of events which led to the progress of ‘Accelerated SulphurVulcanisation'.
EVENT YEAR PROGRESS
- Discovery of Sulphur Vulcanization : Charles Goodyear. 1839 Vulcanizing Agent
- Use of ammonia & aliphatic ammonium derivatives: Rowley. 1881 Acceleration need
- Use of aniline as accelerator in USA & Germany : Oenslager. 1906 Accelerated Cure
- Use of Piperidine accelerator-Bayer Germany. 1911 New Molecules
- Use of aldehyde-amine & HMT as accelerators in USA & UK 1914-15 Amine Accelerators
- Use of Zn-Alkyl Xanthates accelerators in Russia. 1919-20 New Molecules
- Use of Thiurams & Dithiocarbamates by Hoffmann-Germany. “ Speed Control
- Effect of ZnO on cure rate , discovery of DPG, MBT, MBTS. 1919-22 Delayed Action
- R & D efforts for more effective delayed action accelerators. 1930 Delayed Action
- Sulphenamide accelerator developed by Monsanto USA. 1937 Delayed Action
- Several other Sulphenamide accelerators developed 1945 … Delayed Action
- Pre Vulcanization Inhibitor CTP : Monsanto USA 1970 PVI
- Post Vulcanization Stabilizers 1990s… PVS

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 3/26
3
• Only the cross links which form bridges between the chains are stress bearing memberscontributing to elasticity and strength,
• Cyclic sulphides, accelerator fragments, vicinal cross links do not contribute to elasticity
• ‘Sx’ refers to cross links consisting of more than two sulphur atoms (Polysulphidic cross links)
• ‘Sx’ gets desulphurated to form cross links with two sulphur atoms or one sulphur atom (di ormono sulphidic cross links) with the action of heat (as low as at 90 - 100°C).
• The crosslink structure depends on the nature of rubber, ratio of sulphur to accelerator andtemperature of vulcanisation.
GENERAL MECHANISM OF ACCELERATED SULPHUR VULCANIZATION
• Three competing reactions occur. Cross linking, Desulphuration & Degradation.
• Accelerator, Activators and Sulphur interact in the presence of Heat to form Active Sulphurating Agent .
Ac + S8 Ac-Sx-Ac ( Active Sulphurating Agent )

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 4/26
4
• Polymer Chains ( RH ) interact with the ‘Active Sulphurating Agent ‘ to form ‘PolysulphidicPendant Groups‘ terminated by accelerator groups.
Ac-Sx -Ac + RH R -Sx- Ac + AcH ( Pendant Sulphurating Group )
• Pendant Sulphurating Agent interacts with another Polymer Chain ( RH ) to form Cross links.
R-Sx-Ac + RH R-Sx-R + AcH ( Cross links )
• Network maturing and competing side reactions also occur which does not lead to effective crosslinks.
• Thermal decomposition leads to following reactions :
R-Sx-Ac Cyclic Sulphides + Dienes + ZnS (Degradation)
R-Sx-Ac R-Sx-y-Ac + Sx-1 ( Desulphuration )
R-Sy-R R-S-R + Sy-1 ( Monosulphid ic Cross links )
R-Sx+y-R + Ac-Sx-Ac R-Sx-R + Ac -Sy+z -Ac ( Sulphur Exchange )
ACCELERATORS: DEFINITION & CLASSIFICATION
• An accelerator i s def ined as the chemical added in to a rubber compound to increase thespeed of vulcanization and to permit vulcanization to proceed at lower temperature andwith greater efficiency.
• Accelerator also Decreases the Quantity of Sulphur necessary for vulcanization thus improving'aged' properties of the rubber vulcanizates.
• Over 150 different chemicals belonging to different classes of composition are known to functionas accelerators for rubber vulcanizates of which around 50 accelerators are most commonlyused by the Rubber Industry.
• The accelerators are generally classified as follows :
Chemical Composition Accelerators Vulcanisation Speed
Aldehyde Amines BA, HMT Slow
Guanidines DPG, DOTG Slow
Thiazoles ZMBT, MBT, MBTS Moderate
Thiophosphates ZDBP Semi-Fast
Sulphenamides CBS, TBBS, MBS Fast (delayed action)
Thioureas ETU, DPTU, DBTU Fast
Thiurams TMTM, TMTD, TETD, DPTT Very Fast
Dithiocarbamates ZDEC, ZDMC, ZDBC Very Fast
Xanthates ZIX, SIX Extremely Fast

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 5/26
5

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 6/26
6

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 7/26
7
ACTIVATORS
• Zinc oxide and Stearic acid combination is the most widely used ' activator' system foraccelerated sulphur vulcanisation.
• The use of accelerator and activators lowers the activation energy of vulcanisation reaction to 80- 125 kJ/mole from 210 kJ/mole which is necessary when sulphur is used alone.
• Activators and accelerators facilitate the breaking of sulphur chain and the 'accelerated sulphur'vulcanisation system requires only 5 to 15 sulphur atoms per crosslink as compared to 40 - 55sulphur atoms per crosslink for un-accelerated sulphur vulcanisation.
• VULCANIZATION SYSTEM
A typical sulphur vulcanisation system consists of following ingredients:
Zinc oxide 5.0 to 10 phr
Stearic acid 1.0 to 4 phr
Accelerator 0.5 to 4 phr
Sulphur 0.5 to 3 phr
In this vulcanization system; for a particular rubber compound, selection of appropriate acceleratorsis a very important task since both the accelerator type as well as dosage greatly influenceprocessing as well as Vulcanizate properties of the rubber compound.
• EFFECT OF VULCANIZATION TEMPERATURE
Vulcanization temperature has a significant effect on crosslink structure. Optimum properties are
obtained when curing is done at the lowest possible temperature. However, to increase productivity,higher temperatures are frequently used. The modulus decreases with increase in cure temperatureirrespective of type of accelerator used, which could be recovered to a great extent by increasingdosages of accelerators.

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 8/26
8
SELECTION OF ACCELERATOR SYSTEM
-
Before selecting an Accelerator system for the manufacture of a particular rubber product,following points have to be taken into account.
- Expected shelf life of the compound,
- Accelerators solubility in rubber (high solubility to avoid bloom and improve dispersibility),
- Various processing stages the rubber compound be required to undergo,
- Adequate processing safety for 'scorch free' processing operations,
- Faster curing rate for economical production of rubber product,
- No reversion on over cure,
- Vulcanisation method to be used (mode of heat transfer),
- Maximum vulcanisation temperature available,
- Cure cycle desired at the available vulcanisation method and temperature and requirements ofvulcanizates properties,
- Effectiveness of the accelerator system over a wide range of cure temperatures and suitability foruse with different polymers,
- No adverse effects on other properties (e.g. bonding, ageing, adhesion, etc.) and no adverseeffects on other non-rubber components in the rubber product,
- No known health hazards upon usage as chemical / its decomposition products on cure,
- No adverse effects during end-use of the rubber product (e.g. accelerators used in the
manufacture of rubber articles intended for food contact / surgical use),- Stability of the accelerator as a chemical (e.g. problems with the use of decomposed
sulphenamide accelerators),
- Easy to handle and dust suppressed physical form.
THIAZOLE CLASS ACCELERATORS
• This class of accelerators include commercially available and widely used accelerators such asPilcure MBT, Pilcure MBTS and Pilcure ZMBT (also sodium salt of MBT finds use in few rubberand non rubber applications).
• Thiazoles are medium-fast primary accelerators with only moderate processing safety. Thiazolesare most widely used accelerators in the rubber industry for the production of wide variety ofgoods such as cycle tyres and tubes, footwear, beltings, hoses and other moulded and extrudedgoods.
• Thiazoles are activated by zinc oxide/Stearic acid combination and produce flat cure withvulcanizates having very good reversion resistance.

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 9/26
9
• Activity of Thiazole accelerators with respect to cure characteristics can be summarised asfollows:
1. Scorch Safety Longer…. (MBT < MBTS < ZMBT)
2. Cure Rate Faster….. (ZMBT < MBTS < MBT)
3. Crosslink Density Higher at equal dosage….. (ZMBT < MBT < MBTS)
• Thiazoles act as retarders of cure in rubber compounds accelerated using Thiurams(TMTD/TMTM)/Dithiocarbamates (ZDC, ZDBC) or ETU class accelerators as main acceleratorand also reduce bloom of Thiurams and dithiocarbamates in EV cure systems.
• All thiazole accelerators can be further boosted to increase speed of vulcanisation by using smallquantities of basic accelerators such as DPG, DOTG, TMTM, TMTD, ZDC, etc
• Thiazole based accelerators can be retarded using small proportion of Pilgard PVI or other
retarders like NDPA, pthalic anhydride, salicylic acid, etc.
• Addition of extra Stearic acid or partial replacement by sulphenamide accelerator also controlscorch to some extent.
• Thiazoles are particularly preferred for rubber to metal bonding applications.
SULPHENAMIDE CLASS ACCELERATORS
• The sulphenamide class accelerators are most popular in the rubber industry due to the delayedaction as well as faster cure rate offered by them during vulcanisation of rubber speciallycontaining furnace blacks.
•
The sulphenamide accelerators are the reaction products of 2- mercaptobenzothiazole withbasic amines such as cyclohexylamine / tert-butylamine / morpholine / dicyclohexyl amine.
• Sulphenamide accelerators are usually incorporated in the rubber compound at the end of mixingcycle when temperature is above melting point of the accelerator to ensure proper dispersion.
• Generation of excess heat is avoided to prevent decomposition of sulphenamide accelerator.
• In case sulphenamide accelerator is to be added at a later stage; addition in the form ofsulphenamide rubber master batch is recommended.
• These accelerators provide wide range of crosslink densities depending on type and dosage ofaccelerator used and exhibit flat reversion resistant cure.
• Progressive increase in dosage of sulphenamide accelerator shows improvement in scorch
delay, cure rate and state of cure.
• Sulphenamide accelerators can be boosted by using DPG, DOTG, TMTM, TMTD type basicaccelerators for further increasing the cure rate (but at the expense of scorch safety)
• Vulcanizates of sulphenamide accelerators have a typical 'aminic' odour and exhibit higherstress-strain properties along with better resilience and flex-fatigue resistance as compared toThiazoles.
7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 10/26
10
• PVI (CTP) is a very effective prevulcanisation (scorch) inhibitor for Sulphenamide / activatedSulphenamide cure systems without compromise on the rate of cure . The improvement inscorch safety is directly proportional to the dosages of and minimum dosages are required for
obtaining desired scorch safety. Excess dosage of PVI is avoided as same may cause undesireddelay for onset of cure besides affecting the state of cure to some extent.
• Sulphenamide accelerators decompose rapidly in the presence of steam and hence arepreferred for manufacture of open steam cured rubber products requiring faster onset of cure forbetter shape retention. However, this advantage is lost in the case of hot air cured products.
• Activity of Sulphenamide accelerators can be summarised as follows:
1. Scorch safety Longer (CBS < TBBS < MOR < DCBS}
2. Cure Rate Faster (DCBS < MOR < CBS < TBBS)
3. Crosslink density Higher at equal dosage (DCBS < MOR < CBS < TBBS)
Sulphenamide accelerators have limited storage stability and the rate of degradation is greatlyinfluenced by storage conditions such as humidity & heat and hence, are used on a strictly firstin-first out basis.
Sulphenamide accelerators should be stored in a cool & dry atmosphere
(Below 30°C & 60% RH) and away from acids / acidic substances / fumes, to prevent rapiddegradation.
THIURAM CLASS ACCELERATORS
•
Thiuram class includes accelerators such as TMTM, TMTD, TETD and DPTT.• Thiurams are ultra-fast accelerators for NR, SBR, BR, NBR and other highly unsaturated rubbers
and the most preferred primary accelerator for sulphur cured low-unsaturation content rubberslike butyl (IIR) and EPDM.
• Thiurams exhibit higher processing safety and late onset of cure compared to dithiocarbamateaccelerators.
• Thiurams are widely used as secondary accelerator generally at 0.05 - 0.4 phr with thiazole /sulphenamide class accelerators to achieve faster curing rate, higher crosslink density with acompromise on scorch safety and Vulcanizate exhibits lower heat build up compared toDPG/DOTG activated sulphenamide cures.
•
Thiurams, when used as vulcanising agents (2.5 - 3.0 phr) in the absence of sulphur,vulcanizates attain high degree of state of cure exhibiting high tensile strength, high modulus,lower elongation at break, higher rebound resilience at elevated temperatures and lower tearresistance.
• Thiurams are also used along with Guanidines in Polychloroprene compounds to achieve goodprocessing safety.
• In combination with Dithiocarbamates and Xanthates, Thiurams have retarding effect withoutchanging the rate of vulcanisation.

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 11/26
11
• Thiuram accelerators do not discolour the vulcanizates & the products are tasteless.
•
Activity of various thiuram accelerators with respect to cure characteristics can be summarisedas follows :
1. Scorch Safety Longer (TMTD < TETD << TMTM)2. Cure Rate Faster (TMTM = TETD = TMTD)3. Crosslink density at equal dosage Higher (TMTM = TETD = TMTD)
DITHIOCARBAMATE CLASS ACCELERATORS
• Dithiocarbamate class includes accelerators such as ZDBC, ZDEC, ZDMC, etc.
• Dithiocarbamate accelerators are widely used as ultra fast accelerator for NR latex basedcompounds and also finds applications as primary or secondary accelerators in most dry rubber
based sulphur cured compounds.
• The dithiocarbamate class accelerators require Zinc oxide and Stearic acid for activation andproduce rapid vulcanisation.
• Dithiocarbamate s exhibit very low scorch safety, faster cure rate and higher crosslink densityand rubber products can be vulcanised in a short time at low temperature (115 - 120°C).
• Compounds accelerated with dithiocarbamates have a very narrow plateauhence reversion due to over cure can take place very rapidly.
• Low unsaturation content rubbers such as EPDM and IIR can be cured usingdithiocarbamate as a secondary accelerator (at relatively higher dosage) along with Thiazolesand thiuram class accelerators.
• Compounds accelerated with dithiocarbamates have a very narrow plateau hence reversion dueto over cure can take place very rapidly.
• Dithiocarbamate accelerators have limited solubility in rubber compounds and hence excessquantity tends to bloom on the surface of the vulcanizates.
• Dithiocarbamates are non staining and non discolouring even on exposure to light and aresuitable for the manufacture of transparent goods.
• Activities of various dithiocarbamate accelerators with respect to cure characteristics in dryrubber compounds can be summarised as follows:
1. Scorch Safety Longer (ZDMC < ZDEC < ZDBC)
2. Cure Rate Faster (ZDBC = ZDEC = ZMDC)3. Crosslink density at equal dosage Higher ( ZDBC = ZDEC = ZDMC)

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 12/26
12
CONVENTIONAL SULPHUR VULCANIZING SYSTEM :
• Term as applied to natural rubber and isoprene and butadiene based synthetic rubbers, avulcanization system using relatively high proportions of sulphur in which the combined sulphurexists predominantly in the Polysulphidic cross links modification.
(Note: The amount of free sulphur and the ratio of free sulphur to accelerator will vary fromrubber to rubber.)
EFFICIENT VULCANIZING (EV) SYSTEMS :
• Term as applied to natural rubber and isoprene and butadiene based synthetic rubbers, avulcanization system making efficient use of sulphur and producing at optimum cure, a networkcontaining a preponderance of thermally stable Monosulphidic cross links. (Note: EV Systems
comprise of a sulphur donor or a combination of low concentration of free sulphur (e.g. less than0.5 phr) and high concentration of accelerators.)
SEMI-EFFICIENT VULCANIZING (SEMI EV) SYSTEM :
• Term as applied to natural rubber and isoprene and butadiene based synthetic rubbers, avulcanization system having sulphur and accelerator concentrations between those ofconventional sulphur vulcanizing system and an EV System.

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 13/26
13
SULPHUR DONOR VULCANIZING SYSTEM :
•
A vulcanization system in which there is no elemental sulphur present and all the sulphuravailable for the cross-linking is provided by the partial decomposition of sulphur containingmaterials (chemicals).
NON-SULPHUR VULCANIZATION SYSTEM:
• A vulcanization system not requiring free or donated sulphur.
Vulcanization by sulphur
Vulcanization System Sulphur atoms per cross link
Unaccelerated sulphur vulcanization 40 - 45
Conventional (accelerator-sulphur) cure 10 - 15
Semi-Efficient Vulcanization (Semi - EV cure) 5 - 10
Efficient Vulcanization (EV - cure) 4 - 5
Elemental Sulphurless Vulcanization (Sulphur doner cure) less than 4
Type of cross links
CChhaar r aacctteer r iissttiiccss CCoommppoouunnddss
CCuur r ee NNRR-- CCoonnvveennttiioonnaall NNRR-- EEVV
Sulphur , phr 2.5 2.5 0.4 0.4
CBS , phr 0.6 0.6 6.0 6.0
Cure Temperature, °C
140 140 140 140
Cure Time,minutes.
40 70 40 70
CCr r oossss lliinnkk TTyyppeess
% Polysulphidic 48 33 0 0
% Disulphidic 38 33 26 9
% Monosulphidic 14 33 74 91

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 14/26
14
Sulphur Donors
•
CONVENTIONAL CURE SYSTEMS
• Sulphur to accelerator ratio is more than 1.0 and favours formation of more Polysulphidic cross-
links (with a fair degree of wasted sulphides and main chain modifications ). In SBR & BR polyand di-sulphidic cross links are predominant. Typical conventional curing systems for variouselastomer s are given below:
CCuur r iinngg IInnggr r eeddiieennttss CCoonnvveennttiioonnaall CCuur r iinngg SSyysstteemmss
PPoollyymmeer r ss NNRR SSBBRR NNBBRR IIIIRR EEPPDDMM
ZZiinncc ooxxiiddee,, pphhr r 55..00 55..00 55..00 33..00 55..00
SStteeaar r iicc A Acciidd,, pphhr r 22..00 22..00 11..00 22..00 11..00
SSuullpphhuur r ,, pphhr r 22..55 22 11..55 22..00 11..55
SSuullpphheennaammiiddee ((CCBBSS)),, pphhr r 00..66 11..00 -- -- --
MMBBTT,, pphhr r -- -- -- -- 11..55
MMBBTTSS,, pphhr r -- -- 11..00 00..55 --
TTMMTTDD,, pphhr r -- -- 00..11 11..00 00..55

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 15/26
15
• EV CURE SYSTEM
The EV cure system contains very little or no sulphur and mostly sulphur donors capable ofdonating one/two sulphur atoms are used for cross linking. Typical EV curing system for variouselastomers are given below:
IINNGGRREEDDIIEENNTTSS EEVV CCUURRIINNGG SSYYSSTTEEMMSS
PPOOLLYYMMEERRSS NNRR SSBBRR NNBBRR
CCBBSS,, pphhr r 3.0 1.0 1.5 1.2 2.0 1.5
TTMMTTDD,, pphhr r - 1.0 3.0 1.2 3.0 1.5
DDTTDDMM,, pphhr r - 1.0 - 1.2 - 1.5
SSuullpphhuur r ,, pphhr r 0.5 - 0.3 - 0.3 -
• The EV systems exhibit excellent heat & reversion resistance and give excellent oxidative ageingresistance properties; however, the poor flex-fatigue properties of EV systems restrict their use indynamic applications.
• SEMI EV CURE SYSTEMS
• The term Semi-EV has been applied to vulcanisation systems with sulphur levels intermediatebetween conventional system and EV system. The Semi-EV systems are widely used forcompromise in cost and/or performance.
• The Semi EV system has found particular application in NR where compromise between heatageing and fatigue life is often necessary. Typical Semi EV cure systems for various polymersare given below.
IInnggr r eeddiieennttss SSEEMMII EEVV CCUURRIINNGG SSYYSSTTEEMMSS
PPoollyymmeer r ss NNRR SSBBRR NNBBRR
CCBBSS,, pphhr r 1.5 0.6 2.5 1.0 1.0 1.2
DDTTDDMM,, pphhr r - 0.6 - 1.0 - 1.2
TTMMTTDD,, pphhr r 0.5 - - - 1.0 -
SSuullpphhuur r ,, pphhr r 1.4 1.5 1.2 1.2 1.0 1.0
7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 16/26
16
RETERDERS AND PREVULCANIZATION INHIBITORS
•
A proper balance of rubber processing safety and faster curing rates is essential for theincreased productivity and economic use of high value rubber processing equipments and tomeet an ever increasing demand for manufacturing rubber products at competitive prices.
• Often higher processing temperatures are used along with faster accelerator combinations andalso higher vulcanization temperatures are used to reduce the vulcanization time.
• Sometimes the rubber processing temperatures reach a temperature just 10°C below the actualvulcanization temperature and this induces 'onset' or 'partial vulcanization' of the rubbercompound which is known as Scorch or Premature Vulcanization.
• The 'scorch' at a little advanced stage renders rubber compound useless for further processingor vulcanisation and the compound has to be scrapped. Even only few 'scorched' particlesreduce the physical properties of the Vulcanizate drastically.
• To avoid scorch with faster curing systems and / or with higher processing temperatures andprolonged storage ; ‘Retarders' or ‘Pre Vulcanization Inhibitors ( PVI ) ' are added duringcompounding.
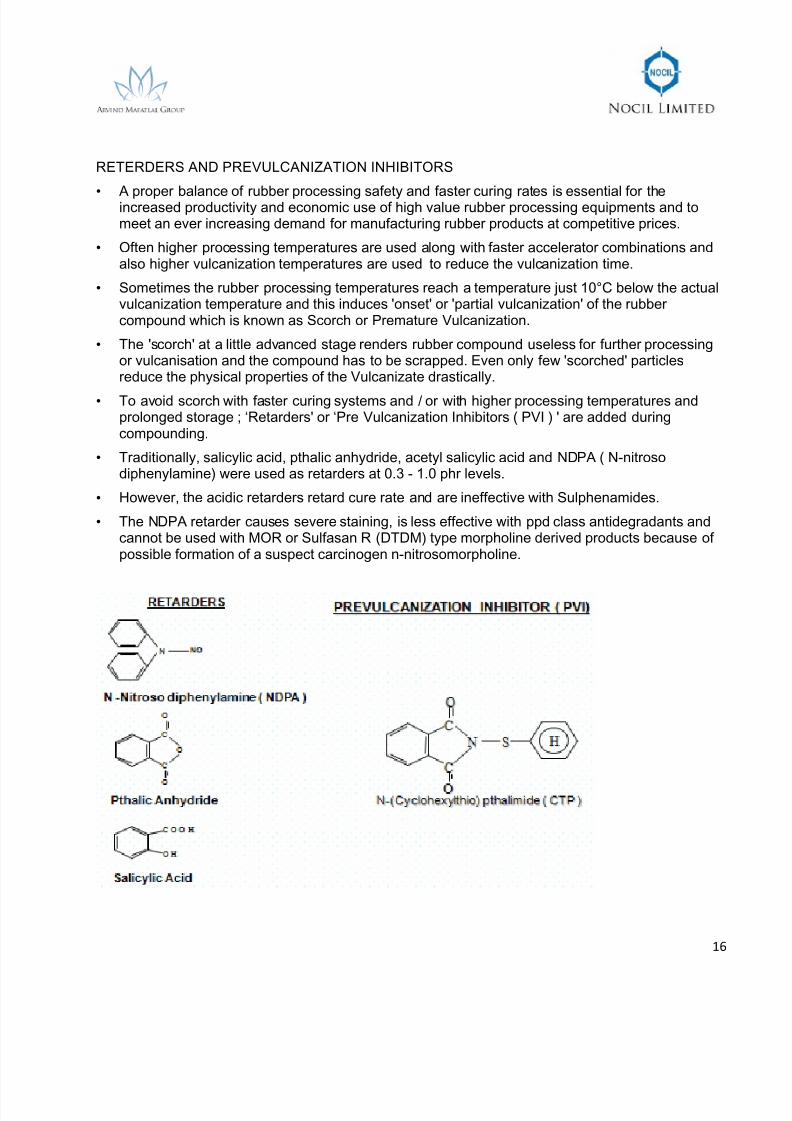
• Traditionally, salicylic acid, pthalic anhydride, acetyl salicylic acid and NDPA ( N-nitrosodiphenylamine) were used as retarders at 0.3 - 1.0 phr levels.
• However, the acidic retarders retard cure rate and are ineffective with Sulphenamides.
• The NDPA retarder causes severe staining, is less effective with ppd class antidegradants andcannot be used with MOR or Sulfasan R (DTDM) type morpholine derived products because ofpossible formation of a suspect carcinogen n-nitrosomorpholine.

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 17/26
17
PREVULCANIZATION INHIBITOR
• PVI (N-cyclohexyl thiopthalimide - CTP) was discovered in 1970 and this PVI (Pre VulcanizationInhibitor) solved most of the problems associated with conventional retarders. The use of PVImakes following operations/steps possible :
• High temperature mixing (Banbury or Intermix) of rubber compound master batches for economicmixing cycles,
• Single Stage mixing cycles, to save mixing time and allow very good dispersion of allcompounding ingredients,
• Shaping of fully compounded uncured rubber stocks using higher processing temperaturesduring extrusion & calendaring for increased productivity and improved dimensional control,
• Improved mould flow of the compound before the cross linking takes place,
• Cost-performance replacement of conventional retarders,
• Improved green stock storage stability
• Overall increased shop floor productivity & reduced rejection / scrap rate,
• Recovery of rubber compounds which may scorch if subjected to further processing / suspectedto show poor storage stability.

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 18/26
18
• CTP is an ideal pre vulcanization (scorch) inhibitor for all diene rubber based compounds.
•
Very small dosages of CTP can improve the scorch safety of NR based (sulfenamideaccelerated) stocks by over 30% without affecting the rate & state of cure.
• CTP is most effective at sulphur dosages between 1.5-1.3 phr. It is important to determine theoptimum dosage of CTP needed for obtaining the desired processing safety for a givencompound under prevailing processing conditions.
• Excess CTP dosage should be always avoided as it can delay the cure time or render theproduct ‘under cured ‘which can affect the vulcanizate properties.
• CTP exhibits a linear relationship between its dosage and the processing safety offered in mostsulphur curable elastomer based compounds.
• CTP is most effective with the fastest curing polymers and the approx. order of response is asfollows :
NR > NBR > SBR > EPDM > IIR > CR
• The highest response of CTP is observed with Sulfenamide accelerators and generally 0.1 – 0.2phr dosage is sufficient.
• Thiazoles, Thiurams, Dithiocarbamates, Guanidines also offer linear response to CTP butgenerally higher dosages are required (e.g. 0.4 – 0.6 phr).
• CTP also increases the processing safety of rubber compounds based on boosted Sulfenamide /Thiazole cure systems and improves the storage stability of these faster curing compounds.
• CTP is generally added in the compound along with accelerator / sulphur. However, it can alsobe added before the filler loading or at the end of the mixing cycle if required (with a small
compromise of processing safety).• The influence of CTP on processing safety is dependent on the total heat input to which it is
exposed after the addition into the mix.
Practical Test Methods for Monitor ing Vulcanization
Stress-Strain Properties
• Test sheets vulcanized for various cure times at a particular vulcanization temperature areprepared. The test samples are tested for stress-strain properties using a tensile testingmachine.
•
The values of the modulus at 100, 200, 300 % elongation, the ultimate tensile strength,elongation at break, tear strength, etc. are plotted against the vulcanization time at the selectedtemperature. The values of each cure time represent the state or degree of vulcanization.
• A plot of tensile strength Vs cure time reveals that the tensile strength values initially increasewith the cure time and then pass through an optimum value before showing a decreasing trendas the cure time increases.
• The cure time at optimum value of tensile strength is the state of optimum vulcanization at thevulcanization temperature as far as tensile strength is concerned.

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 19/26
19
• The optimum state of vulcanization could be different for different properties and according toend-property requirements the optimum state of vulcanization is determined.
• The optimum state of vulcanization could be different for different properties and according toend-property requirements the optimum state of vulcanization is determined.
• Measurement of tensile modulus at 100 % elongation (E) is directly proportional to the crosslinkdensity (1/2 Mc) which is expressed by following relationship.
E = 3 Pr RT where, Pr = Density of Rubber ,
2 Mc R = Universal gas constant ,
T = Absolute Test Temperature,
Mc = Number average relativemol. mass between the cross links.
• The accuracy of 100 % modulus measurements may raise some concern and hence often 300 %modulus is measured for day to day quality control in a factory.
CUROMETERS (RHEOMETERS)
• Curometers are designed for the testing of uncured elastomeric materials and produce acontinuous cure curve of unvulcanized rubber compound sample which can be used todetermine the curing characteristics.

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 20/26
20
• Uncured rubber sample is confined in a die cavity located in electrically heated platens. The dietemperature can be selected within the range of 100 – 200 °C. The cavity is formed by a fixed
lower die and a moveable upper die. The dies are kept closed during the test by a pneumaticpressure ram.
• The rotor consists of a biconical disc with integral shaft. The rubber sample completelysurrounds the biconical disc. The disc is oscillated at 100 cpm through an arc of 1°, 3° or 5° by amotor driven eccentric. The reciprocal motion is transmitted from the eccentric to the shaftthrough a connecting link and a torque arm.
• The force required to oscillate the disc (and thus apply a shearing strain to the specimen) ismeasured electronically by the torque arm transducer. (The torque arm transducer consists ofsemi conductor strain gauges bonded to each side of the torque arm).
• This force (torque) is plotted on the recorder against time continuously which represents the cure
curve (curing characteristics) during the testing period. The recorder also can plot the testtemperature continuously.
• The curve represents the developments of properties in a rubber compound at a given curingtemperature.
• A very good correlation can be obtained for a compound or a family of compounds where the‘curing system ‘is the only variable.
• No direct comparison can be made when either the polymer of level of filler loadings is changed.
• Rheometer curves can be used as compound development tools to study the rate and state ofcure on variations of the cure system as well as for routine QC tools for batch to batch release ina factory.

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 21/26
21
Chemistry of vulcanization
Many studies have been carried out to understand the mechanism of rubber vulcanization with sulfurin the presence of accelerators and activators. Vulcanization is the phenomenon of formation ofcross links with rubber macromolecules. These cross links can be made up of sulfur atoms or theycan have some other chemical composition if other cross linking agents are used. Rubbertransformation from plastic to elastic state, lack of solubility in organic solvents, limited swellingability, as well as modification of certain important physico-mechanical properties, like tensilestrength, elasticity, elasticity modulus, relative and plastic elongation, plastic compression, heatevolution, swelling stability, permeability to gases, resistance to low temperatures, can be explainedby the presence of these cross links.
The variation of mechanical properties (tensile strength, elasticity modulus) depends on nature of thepolymer.

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 22/26
22
In the case of natural rubber NR both tensile strength and modulus display a peak followed by adecrease of their values. The latter phenomenon is called reversion. In the case of styrene-butadiene rubber (SBR) the tensile strength remains approximately constant, while the modulus ly
increases (marching cure). When the vulcanization time is too long leading to over cure, suddenreduction of elongation at break occurs, which is not observed in the case of natural rubber.
To elucidate the chemical mechanisms that produce these modifications of properties duringvulcanization, different investigation methods and programmes have been used.
It was proved by physical methods that the cleavage of the cyclic molecule of active sulfur used invulcanization occurs by either homolytical or heterolytical mechanism:
The first step of rubber crosslinking without accelerators consists in the formation of rubber-mercaptan, which further leads by oxidation to interchain sulfur crosslinks:
Sulfur itself can act as the oxidant:
When vulcanizing accelerators are present, they can act as oxidizing agents for H2S. This wasconfirmed by analyzing the products of the reaction between sulfur and small molecule models forrubber, at 140oC.
Dihydromiricen Geraniol (mixture of 2 isomeric alcohols)
Hexamen (hexamer of isoprene)

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 23/26
23
The following reaction scheme may be written for sulfur vulcanization:
From compound (II) or by reshuffling the crosslinks from (III), intramolecular bridges (cyclicstructures) may form.
It has been proved that vulcanizing accelerators play an important role in the course of thesereactions. For instance, in the presence of Thiuram disulfide (0.5% Tetramethylthiuramdisulfide) anincrease of the vulcanization rate, even at a reduced sulfur concentration (2% vs. 6-8% in theabsence of accelerators) is noticed. In the presence of a larger accelerator concentration (3%) it ispossible to carry out vulcanization without sulfur. In this case, the following reaction scheme isaccepted:

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 24/26
24
When accelerators and activators are used, vulcanized rubber contains sulfur cross links of differentlengths, as well as intramolecular cycles .

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 25/26
25
Structure of vu lcanized rubber network
The formation of these structures may be explained by the following reaction scheme
Sulfur reacts with the zinc salt of the accelerator to form a perthio-salt:
where X is the functional group of the accelerator, for instance thiocarbamate, benzthiazole, etc.
The perthio-salt reacts further with the elastomer. A carbon - sulfur bond and a perthio-acceleratorH-Sx-1-X form:
In the presence of ZnO a perthio-salt with a lower sulfur content (X-Sx-1-Zn-Sx-1-X) forms, whichreacts with the elastomer, leading to the formation of shorter sulfur crosslinks.
The X-Sx-R intermediate reacts with an elastomer macromolecule forming a sulfur crosslink:
This way, the formation of sulfur cross links of different length can be explained.

7/18/2019 Technical Note Vulcanization
http://slidepdf.com/reader/full/technical-note-vulcanization 26/26
Following figure shows the evolution of mono-, di- and polysulfides cross links with time in the case
of NR vulcanization.
Chemical cross links vs. cure time of NR
(NR=100, S=0.4, Acc=N-cyclohexylbenzthiazylsulfenamide=6, ZnO=5, lauric acid=1).
Mc=number average molecular weight between cross links.