technologia betonu
TRANSCRIPT

Józef Jasiczak, Paweł MIkołajczak
TECHNOLOGIA BETONU MODYFIKOWANEGO DOMIESZKAMI I DODATKAMI
Przegląd tendencji krajowych i zagranicznych
Politechnika Poznańska 2003 r. Alma Mater

SPIS TREŚCI
Józef Jasiczak, Paweł MIkołajczak TECHNOLOGIA BETONU MODYFIKOWANEGO DOMIESZKAMI I DODATKAMI
1
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
PPrrzzeeddmmoowwaa OOkkłłaaddkkaa
SPIS TREŚCI
1. Wstęp 1.1 Wprowadzenie 1.2 Przesłanki warunkujące powstanie opracowania 1.3 Możliwości modyfikacji i właściwości betonu 1.4 Zakres opracowania 2. Beton zwykły konstrukcyjny jako pochodna cech świeżej mieszanki 2.1 Zależności ogólne 2.2 Wymagania konstrukcyjne w aspekcie uwarunkowań technologicznych 2.2.1 Wytrzymałościowotwórcza rola wody w betonie 2.2.2 Urabialność świeżej mieszanki betonowej 3. Beton zwykły a beton modyfikowany, specyfikacja cech 3.1 Skład mieszanki i budowa wewnętrzna betonu zwykłego i modyfikowanego 3.2 Kształtowanie się właściwości betonu modyfikowanego, wysoko- wartościowego w odróżnieniu od betonu zwykłego 3.3 Eliminacja defektów struktury betonów zwykłych 3.4 Trwałość podstawowy wyznacznik modyfikacji cech betonu 4. Rola plastyfikatorów i superplastyfikatorów 4.1 Przesłanki do stosowania plastyfikatorów i superplastyfikatorów 4.2 Charakterystyka i podział plastyfikatorów i superplastyfikatorów 4.3 Idea działania domieszek plastyfikujących i upłynniających 4.3.1 Działanie dyspergujące 4.3.2 Działanie zmniejszające napięcie powierzchniowe wody 4.3.3 Działanie smarne 4.4 Funkcje domieszek uplastyczniających i upłynniających 4.4.1 Zmiana konsystencji mieszanki betonowej przy stałym W/C 4.4.2 Obniżanie wartości W/C przy zachowaniu stałej konsystencji 4.4.3 Obniżanie zawartości cementu 4.5 Moment i sposób dozowania domieszek a właściwości reologiczne mieszanek betonowych 4.6 Wpływ ilości i rodzaju cementu na skuteczność oddziaływania plastyfikatorów i superplastyfikatorów 4.7 Wpływ plastyfikatorów i superplastyfikatorów na wybrane cechy betonu dotyczące jego trwałości 5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 5.1 Proces uzyskiwania, geneza i dostępne postacie pyłów krze- mionkowych 5.2 Właściwości fizyczne i chemiczne pyłów krzemionkowych 5.2.1 Właściwości pucolanowe pyłów krzemionkowych 5.3 Wpływ pyłów krzemionkowych na właściwości zapraw cemento- wych 5.3.1 Konsystencja i lepkość pozorna zaczynów wpływ na urabialność zapraw 5.3.2 Wytrzymałość zapraw 5.4 Wpływ pyłów krzemionkowych na cechy betonu 5.4.1 Struktura betonu modyfikowanego pyłami mikrokrze- mionkowymi 5.4.2 Wytrzymałość na ściskanie (także na zginanie i na rozciąganie) 5.4.3 Trwałość betonu 5.4.4 Inne cechy betonu modyfikowanego pyłami mikrokrze-
SPIS TREŚCI
Józef Jasiczak, Paweł MIkołajczak TECHNOLOGIA BETONU MODYFIKOWANEGO DOMIESZKAMI I DODATKAMI
2
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
mionkowymi 5.5 Pyły krzemionkowe w kompozytach typu DSP 6. Betony z matrycą cementową wzmocnioną włóknem stalowym lub innym 6.1 Wprowadzenie 6.2 Betony kompozytowe zawierające włókna stalowe 6.2.1 Zmiana budowy i charakterystyki betonu 6.2.2 Znaczenie przyczepności włókien stalowych do matrycy betonowej 6.2.3 Cechy betonu podlegające modyfikacji wskutek użycia włókien stalowych 6.3 Fibrobetony zawierające włókna syntetyczne 6.3.1 Zmiana charakterystyki betonu przez użycie fibry syntetycznej 6.3.2 Wpływ włókien syntetycznych na właściwości reologiczne zapraw 6.4 Wpływ mikrokrzemionki na właściwości fibrobetonów (na przykładzie włókien węglowych) 7. Możliwości zastosowań w praktyce betonów o podwyższonych właściwościach 7.1 Wprowadzenie do zagadnienia 7.2 Zastosowanie betonów zbrojonych włóknami stalowymi lub syntetycznymi 7.3 Zastosowanie betonów modyfikowanych mikrokrzemionką i superplastyfikatorami betonów wysokowartościowych 7.3.1 Dziedziny podstawowych zastosowań 7.3.2 Zastosowanie BWW w konstrukcjach szkieletowych 7.3.3 Zastosowanie BWW w budynkach wysokich 8. Zakończenie 9. Bibliografia
Przedmowa Józef Jasiczak, Paweł MIkołajczak TECHNOLOGIA BETONU MODYFIKOWANEGO DOMIESZKAMI I DODATKAMI
1
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Przedmowa do wydania elektronicznego Alma_Mater
1. WSTĘP 1
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
1. WSTĘP
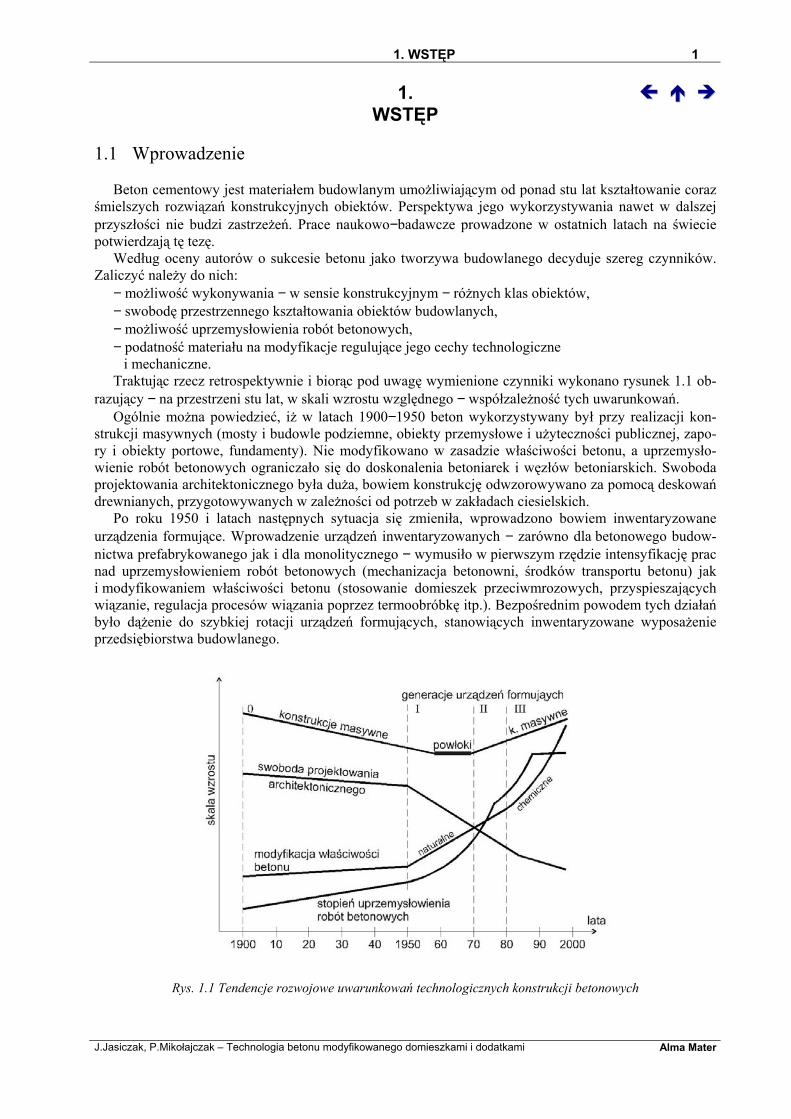
1.1 Wprowadzenie Beton cementowy jest materiałem budowlanym umożliwiającym od ponad stu lat kształtowanie coraz śmielszych rozwiązań konstrukcyjnych obiektów. Perspektywa jego wykorzystywania nawet w dalszej przyszłości nie budzi zastrzeżeń. Prace naukowo−badawcze prowadzone w ostatnich latach na świecie potwierdzają tę tezę. Według oceny autorów o sukcesie betonu jako tworzywa budowlanego decyduje szereg czynników. Zaliczyć należy do nich: − możliwość wykonywania − w sensie konstrukcyjnym − różnych klas obiektów, − swobodę przestrzennego kształtowania obiektów budowlanych, − możliwość uprzemysłowienia robót betonowych, − podatność materiału na modyfikacje regulujące jego cechy technologiczne i mechaniczne. Traktując rzecz retrospektywnie i biorąc pod uwagę wymienione czynniki wykonano rysunek 1.1 ob-razujący − na przestrzeni stu lat, w skali wzrostu względnego − współzależność tych uwarunkowań. Ogólnie można powiedzieć, iż w latach 1900−1950 beton wykorzystywany był przy realizacji kon-strukcji masywnych (mosty i budowle podziemne, obiekty przemysłowe i użyteczności publicznej, zapo-ry i obiekty portowe, fundamenty). Nie modyfikowano w zasadzie właściwości betonu, a uprzemysło-wienie robót betonowych ograniczało się do doskonalenia betoniarek i węzłów betoniarskich. Swoboda projektowania architektonicznego była duża, bowiem konstrukcję odwzorowywano za pomocą deskowań drewnianych, przygotowywanych w zależności od potrzeb w zakładach ciesielskich. Po roku 1950 i latach następnych sytuacja się zmieniła, wprowadzono bowiem inwentaryzowane urządzenia formujące. Wprowadzenie urządzeń inwentaryzowanych − zarówno dla betonowego budow-nictwa prefabrykowanego jak i dla monolitycznego − wymusiło w pierwszym rzędzie intensyfikację prac nad uprzemysłowieniem robót betonowych (mechanizacja betonowni, środków transportu betonu) jak i modyfikowaniem właściwości betonu (stosowanie domieszek przeciwmrozowych, przyspieszających wiązanie, regulacja procesów wiązania poprzez termoobróbkę itp.). Bezpośrednim powodem tych działań było dążenie do szybkiej rotacji urządzeń formujących, stanowiących inwentaryzowane wyposażenie przedsiębiorstwa budowlanego.
Rys. 1.1 Tendencje rozwojowe uwarunkowań technologicznych konstrukcji betonowych

1. WSTĘP 2
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Cechą charakterystyczną dla końca lat sześćdziesiątych i początku lat siedemdziesiątych było wpro-wadzenie na szeroką skalę urządzeń formujących − wg klasyfikacji autora − drugiej generacji. Zaliczyć należy do nich tzw. urządzenia tunelowe i półtunelowe (firma NOE, HÜNNEBECK, OUTINORD itp.), pozwalające na wykonywanie na placu budowy jednocześnie ścian i stropów budowli. W tym okresie nastąpił także znaczący rozwój środków do transportu betonu na placu budowy (zwłaszcza pomp na podwoziu samochodowym z rurociągami przesyłowymi na wysięgniku) oraz sprzętu do naturalnych mo-dyfikacji cech betonu (np. odwadnianie próżniowe betonu na placu budowy). W tym także okresie zaznacza się zainteresowanie projektantów wykonywaniem konstrukcji powło-kowych. Wzrasta fascynacja żelbetem i możliwościami jego przestrzennego kształtowania. Powstają powłokowe rozwiązania chłodni kominowych, przekrycia obiektów sportowych, mosty o konstrukcji łupinowej. Tendencja ta nie utrwaliła się jednakże w dłuższym przedziale czasu i nastąpił powrót − po 1975 roku − do wykonywania konstrukcji masywnych. Niezależnie od wymienionych po 1975 roku zjawisk, zaznaczyły się wyraźnie w późniejszym okresie dwie tendencje. W początku lat osiemdziesiątych nastąpił odwrót od przestrzennych, tunelowych urzą-dzeń formujących. Uznano wówczas, iż urządzenia te spełniają wprawdzie kryterium szybkiego uformo-wania konstrukcji, ale charakteryzują się niskim stopniem uniwersalności. Rozpoczęte w tym okresie pra-ce, sfinalizowane po 1985 roku, doprowadziły do skonstruowania urządzeń trzeciej generacji, tj. urządzeń w dużym stopniu uniwersalnych, oddzielnych dla ścian i stropów, o szerokim zakresie wykorzystania. Opracowane systemy urządzeń formujących (firm PERI, DOKA, ale także PASCHAL i HÜNNEBECK) pozwalają na zaformowanie praktycznie każdej konstrukcji mostowej, drogowej, obiektu użyteczności publicznej itp. Swoboda projektowania architektonicznego została jednakże w dużym stopniu ograniczo-na i wyznaczona przez system urządzeń formujących. Lata siedemdziesiąte, a zwłaszcza pierwsza połowa lat osiemdziesiątych, zaowocowały także wpro-wadzeniem domieszek modyfikujących właściwości mieszanki betonowej. Powszechne stały się działania zmierzające do upłynniania mieszanki i uzyskiwania przez nią cech pompowalności nie poprzez przed-ozowywanie wody, ale przez dodawanie domieszek uplastyczniających. W okresie tym zaczęto zwracać uwagę nie tylko na wytrzymałość betonu, ale i na jego trwałość i zależność tej trwałości od rzeczywistego stosunku W/C. W ostatnich trzech, czterech latach nie obserwuje się znacznych działań zmierzających do poprawy, bądź zmiany stopnia uprzemysłowienia robót betonowych. Prowadzone są natomiast intensywne prace nad poprawą trwałości betonu poprzez zmianę jego mikrostruktury. Dąży się w tych działaniach do zwią-zania wodorotlenku wapnia, występującego w stwardniałym zaczynie cementowym oraz do lepszego upakowania i uszczelnienia mikrostruktury poprzez wprowadzoną dodatkowo do mieszanki mikrokrze-mionkę. Drugi kierunek działań dotyczy także i zmiany cech mechanicznych betonu w wyniku wprowa-dzenia tzw. zbrojenia rozproszonego, występującego w postaci włokien (najczęściej stalowych, ale także i z innych materiałów). Wymienione dwa kierunki działań, będące aktualnie obiektem zainteresowania wielu placówek na-ukowo−badawczych, zostaną w niniejszym opracowaniu szerzej przedstawione. 1.2 Przesłanki warunkujące powstanie opracowania Potrzebę wykonania opracowania o zakresie zaproponowanym przez autorów uzasadnia wiele prze-słanek. Pierwsza z nich dotyczy konieczności uaktualnienia wiedzy podstawowej z dziedziny technologii be-tonu. Mimo wyrażanego czasem przekonania, iż technologia betonu doskonalona przez ponad 150 lat wyczerpała już możliwości zmian, to faktycznie dokonuje się skokowa zmiana jej jakości. Możliwość ta wynika z wprowadzenia do betonu jako dodatku mikrokrzemionki. Prace nad stosowaniem dodatków o właściwościach pucolanowych prowadzono od dawna, lecz zintensyfikowano je pod koniec lat osiem-dziesiątych. Jednym z powodów intensyfikacji tych prac była z pewnością negatywna ocena trwałości betonów, w tym tzw. betonów pompowalnych, wykonywanych w ostatnich 20.−30. latach. Prace badaw-cze nad właściwościami betonów z mikrokrzemionką są intensywnie prowadzone, choć ukazały się już opracowania monograficzne na ten temat [36]. Podobnie odnieść się należy do betonów modyfikowanych fibrą. Odnośnie betonów z fibrą, zauważyć należy, iż wiele wcześniejszych prac (m.in.[58]) dotyczyło zagadnień mechaniki betonu ze zbrojeniem rozproszonym. Ostatnio jednakże zainteresowania badaczy

1. WSTĘP 3
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
przenoszą się z zagadnień teoretycznych na zastosowania praktyczne fibrobetonów [62]. Uznając pod-wyższoną trwałość tych betonów, większą odkształcalność, odporność na ścieranie i uderzenia, wskazuje się na nowe kierunki zastosowań materiału (m.in. posadzki bezdylatacyjne, pale fundamentowe, elementy konstrukcji szkieletowych, elementy dróg i mostów). Drugą przesłanką, skłaniającą do podjęcia prac nad modyfikowaniem betonów, jest coraz szersze sto-sowanie przy produkcji mieszanek domieszek upłynniających mieszankę w fazie jej produkcji. Obecnie na polskim rynku znajduje się kilkadziesiąt rodzajów domieszek, w większości importowanych z krajów Europy zachodniej. Za rzecz niezbędną uznaje się dokonanie przeglądu i klasyfikacji właściwości tych domieszek pod kątem efektywności ich zastosowań w bezpośredniej produkcji. Już obecnie inwestorzy stawiają wysokie wymagania producentom mieszanek betonowych odnośnie wytrzymałości betonu i jego trwałości, a w najbliższym czasie tendencja ta pogłębi się. Ocenia się, iż obecnie za granicą około 70÷90% betonów produkowanych dla potrzeb prefabrykacji oraz używanych na placu budowy modyfiku-je się także i w Polsce. Zakres możliwości modyfikacji przedstawiono w punkcie 1.3 opracowania. 1.3 Możliwości modyfikacji właściwości betonu Pojęcie „modyfikacja właściwości betonu” jest zagadnieniem bardzo szerokim. Zgodnie ze schematem przedstawionym na rys. 1.2 oraz 1.3, modyfikacja może mieć charakter naturalny, związany z oddziały-waniem czynników zewnętrznych na beton zwykły, lub ingerujący w strukturę betonu od wewnątrz, po-przez stosowanie domieszek i dodatków aktywnych chemicznie. Modyfikacje określone mianem „natu-ralne” doczekały się w minionych 30−40 latach licznych opracowań teoretycznych i wdrożeń. Stosunko-wo dużo uwagi poświęcano wówczas obróbce termicznej betonu parą niskoprężną. Zagadnienie sprowa-dzało się do określenia cyklu obróbki termicznej betonu i intensywności nagrzewu, przy z góry określo-nych czasach obróbki i wytrzymałościach betonu, niezbędnych do rozformowania konstrukcji. Obecnie zauważa się wyraźną tendencję spadkową metody obróbki termicznej betonu i zastępowanie jej innymi działaniami. W minionych latach, a także obecnie, poszukuje się możliwości modyfikacji betonu poprzez usuwanie nadmiaru wody dozowanej do mieszanki z tytułu na przykład utrzymania żądanej urabialności. Dużą po-pularnością cieszy się metoda odwadniania próżniowego rozpowszechniona w Polsce poprzez szwedzką technologię TREMIX.
Rys. 1.2 Możliwości modyfikacji cech mieszanek i betonów Efektem próżniowania jest znaczny wzrost wytrzymałości betonu w pierwszych dniach dojrze-wania (o 40÷80%) oraz wyraźny w okresach późniejszych (20%).
1. WSTĘP 4
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
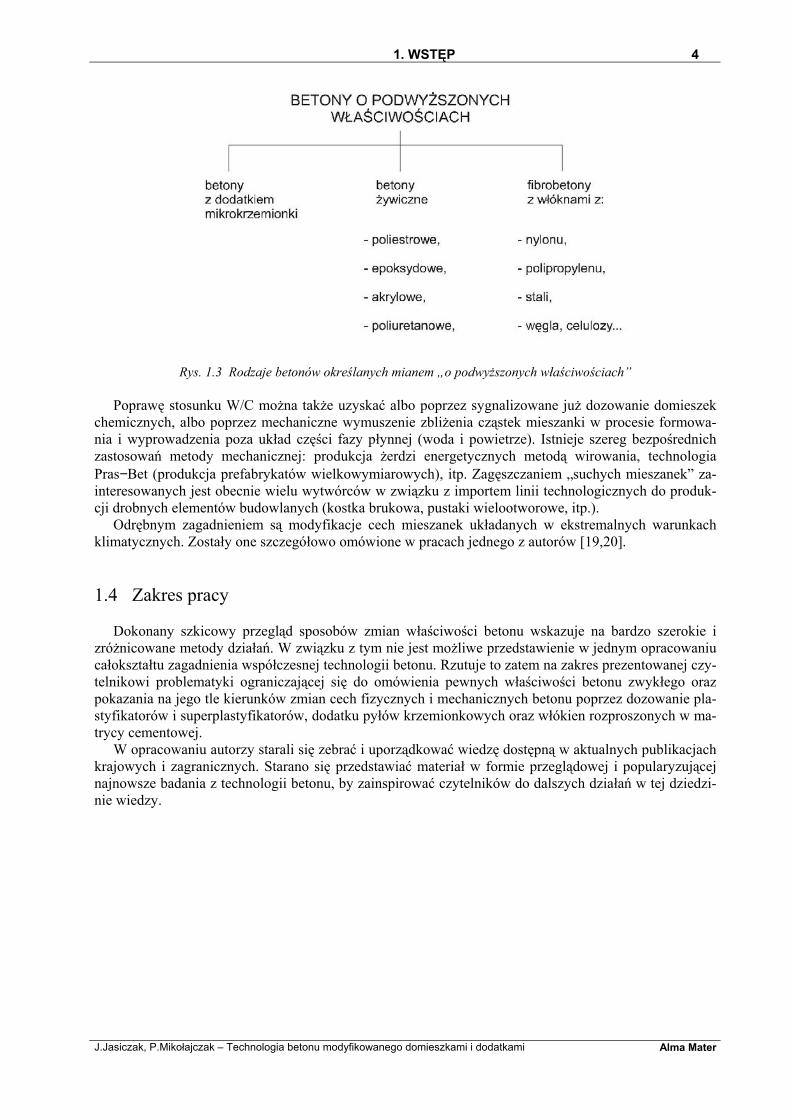
Rys. 1.3 Rodzaje betonów określanych mianem „o podwyższonych właściwościach” Poprawę stosunku W/C można także uzyskać albo poprzez sygnalizowane już dozowanie domieszek chemicznych, albo poprzez mechaniczne wymuszenie zbliżenia cząstek mieszanki w procesie formowa-nia i wyprowadzenia poza układ części fazy płynnej (woda i powietrze). Istnieje szereg bezpośrednich zastosowań metody mechanicznej: produkcja żerdzi energetycznych metodą wirowania, technologia Pras−Bet (produkcja prefabrykatów wielkowymiarowych), itp. Zagęszczaniem „suchych mieszanek” za-interesowanych jest obecnie wielu wytwórców w związku z importem linii technologicznych do produk-cji drobnych elementów budowlanych (kostka brukowa, pustaki wielootworowe, itp.). Odrębnym zagadnieniem są modyfikacje cech mieszanek układanych w ekstremalnych warunkach klimatycznych. Zostały one szczegółowo omówione w pracach jednego z autorów [19,20]. 1.4 Zakres pracy Dokonany szkicowy przegląd sposobów zmian właściwości betonu wskazuje na bardzo szerokie i zróżnicowane metody działań. W związku z tym nie jest możliwe przedstawienie w jednym opracowaniu całokształtu zagadnienia współczesnej technologii betonu. Rzutuje to zatem na zakres prezentowanej czy-telnikowi problematyki ograniczającej się do omówienia pewnych właściwości betonu zwykłego oraz pokazania na jego tle kierunków zmian cech fizycznych i mechanicznych betonu poprzez dozowanie pla-styfikatorów i superplastyfikatorów, dodatku pyłów krzemionkowych oraz włókien rozproszonych w ma-trycy cementowej. W opracowaniu autorzy starali się zebrać i uporządkować wiedzę dostępną w aktualnych publikacjach krajowych i zagranicznych. Starano się przedstawiać materiał w formie przeglądowej i popularyzującej najnowsze badania z technologii betonu, by zainspirować czytelników do dalszych działań w tej dziedzi-nie wiedzy.

2. Beton zwykły konstrukcyjny jako pochodna cech świeżej mieszanki 1
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
2.
Beton zwykły konstrukcyjny jako pochodna cech świeżej mieszanki 2.1 Zależności ogólne W tradycyjnym ujęciu podstawowym wyznacznikiem wartości betonu jest jego klasa, określona przez gwarantowaną wytrzymałość betonu na ściskanie. Często projektant określa − obok właściwości mecha-nicznych betonu − także i zbiór cech fizycznych określanych np. przez szczelność, porowatość, przesią-kliwość, mrozoodporność. Zarówno wymienione cechy mechaniczne, jak i fizyczne, rzutują na wymaga-nia konstrukcyjne odnośnie betonu. Stwardniały beton, z natury rzeczy, jest materiałem porowatym, przepuszczalnym bądź nieprzepusz-czalnym (schemat na rys. 2.1). Pory są wynikiem hydratacji zaczynu cementowego oraz samego procesu produkcyjnego i obróbkowego. Pory żelowe, kapilary, pory powietrzne i mikrorysy wpływają wprost na wytrzymałość betonu (rys. 2.2).
Rys. 2.1 Struktura stwardniałego betonu
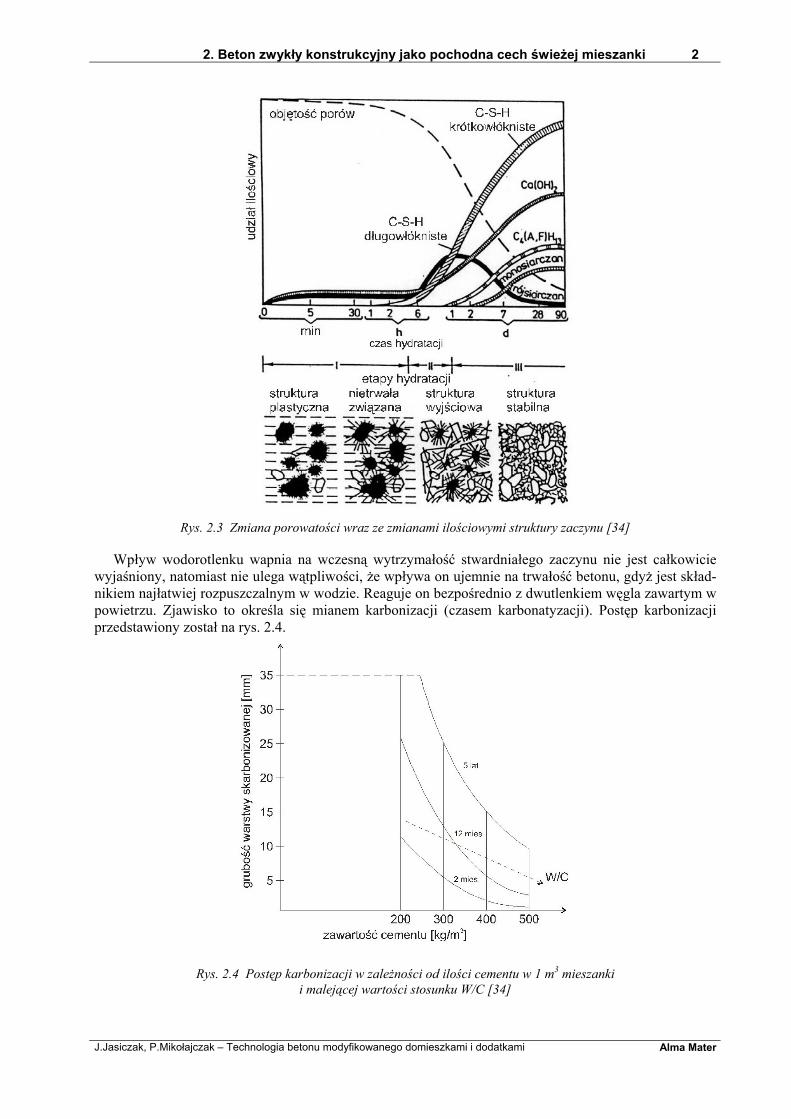
Objętość przestrzeni zajmowanej przez pory maleje wraz z upływem czasu (rys. 2.3), co jest związane z rozwojem fazy C−S−H (żel krzemianu wapniowego). W wyniku zachodzących w zaczynie cemento-wym reakcji fizyko−chemicznych obok krzemianów i glinianów wapniowych, krystalizuje także wodoro-tlenek wapnia Ca(OH)2, którego zawartość w betonie może dochodzić do 20÷25% masy cementu.
Rys. 2.2 Porowatość betonu i jej związek z wytrzymałością [5]
2. Beton zwykły konstrukcyjny jako pochodna cech świeżej mieszanki 2
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 2.3 Zmiana porowatości wraz ze zmianami ilościowymi struktury zaczynu [34]
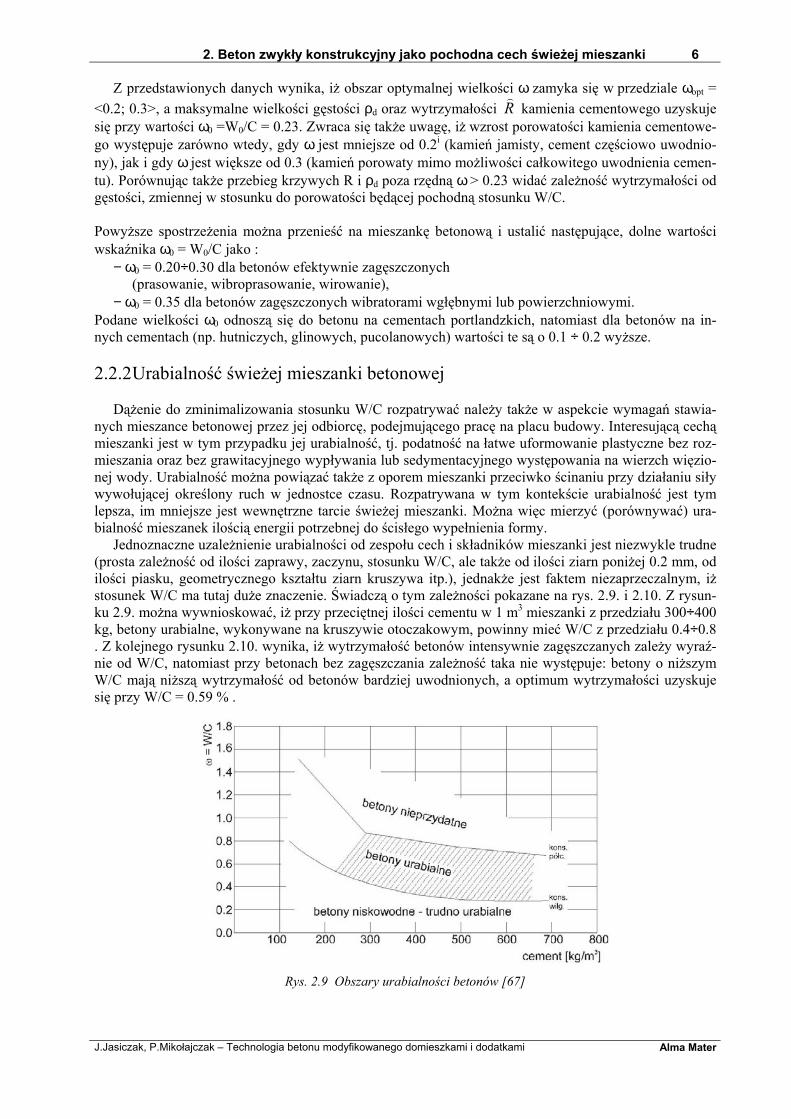
Wpływ wodorotlenku wapnia na wczesną wytrzymałość stwardniałego zaczynu nie jest całkowicie wyjaśniony, natomiast nie ulega wątpliwości, że wpływa on ujemnie na trwałość betonu, gdyż jest skład-nikiem najłatwiej rozpuszczalnym w wodzie. Reaguje on bezpośrednio z dwutlenkiem węgla zawartym w powietrzu. Zjawisko to określa się mianem karbonizacji (czasem karbonatyzacji). Postęp karbonizacji przedstawiony został na rys. 2.4.
Rys. 2.4 Postęp karbonizacji w zależności od ilości cementu w 1 m3 mieszanki i malejącej wartości stosunku W/C [34]

2. Beton zwykły konstrukcyjny jako pochodna cech świeżej mieszanki 3
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
2.2 Wymagania konstrukcyjne w aspekcie uwarunkowań technologicznych Wymagania stawiane konstrukcjom betonowym (żelbetowym) takie jak:
− wytrzymałość na ściskanie i rozciąganie, − trwałość (wyznaczona przez: porowatość, szczelność, odporność na chlorki, siarczki, karbonizację,
podatność na skurcz, mrozoodporność), zrealizowane być mogą poprzez właściwe procesy produkcyjne i obróbkowe mieszanki betonowej. Istnie-je jednakże pewna sprzeczność między oczekiwaniami konstruktora a możliwościami producenta mie-szanki betonowej, wynikająca z odwrotnej proporcjonalności wytrzymałości betonu i ilości wody zaro-bowej użytej do jego wytworzenia. Zgodnie z wzorem Bolomey’a: f Ac
CW= ±1 2 05, ( . ) , MPa
gdzie : fc − wytrzymałość betonu, [MPa] A1,2 − współczynniki zależne od rodzaju kruszywa grubego,
CW
− stosunek masy cementu i wody w 1 m3 mieszanki
istnieje prosta zależność funkcyjna między wytrzymałością, ilością cementu i ilością wody. Wzrost dwóch pierwszych parametrów i ograniczenie trzeciego wpływa bezpośrednio na poprawę trwałości obiektów, o czym informują dane przedstawione na rys. 2.4, 2.5 i 2.7.
Rys. 2.5 Zależność wytrzymałości i przepuszczalności betonu od stosunku W/C [5]
Jest jednakże oczywiste, iż ilość wody w betonie nie może przekroczyć pewnej granicznej wielkości, przy czym wielkość ta uwarunkowana jest z jednej strony ilością wody, niezbędnej do zapewnienia wła-ściwej hydratacji i hydrolizy cementu, a z drugiej urabialnością samej mieszanki pozwalającej na jej transport, zagęszczenie i dokładne odwzorowanie bryły obiektu. Występująca przeciwstawność intere-sów: minimalizacja ilości wody ze względu na trwałość obiektu i dążenie do zwiększenia ilości wody, ze względu na urabialność betonu wymaga rozsądnego kompromisu i będzie w niniejszym opracowaniu przedyskutowana.

2. Beton zwykły konstrukcyjny jako pochodna cech świeżej mieszanki 4
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 2.6 Przyrost wielkości skurczu betonu spowodowany wzrostem ilości cementu i wody [1] 2.2.1 Wytrzymałościowotwórcza rola wody w betonie Jak już wspomniano (rys. 2.3) świeży zaczyn cementowy stanowi plastyczny układ cementu w wo-dzie. Na każdym etapie procesu hydratacji stwardniały zaczyn cementowy składa się z hydratów różnych związków (łącznie określanych jako żel), kryształów Ca(OH)2, składników drugorzędnych, nie zhydraty-zowanego cementu i pozostałości po obszarach, które w świeżym zaczynie były wypełnione wodą. Pustki te nazywane są porami kapilarnymi, określającymi z pozostałymi porami (rys. 2.2) porowatość betonu. Pory kapilarne tworzą w betonie połączony system o układzie przypadkowym, który powoduje że stwardniały zaczyn cementowy jest przepuszczalny oraz, że jest wrażliwy na działanie mrozu. Hydratacja zwiększa jednak zawartość fazy stałej w zaczynie, a w dojrzałych i gęstych zaczynach kapilary mogą zo-stać zablokowane przez żel i porozdzielane tak, że powstanie układ kapilar połączonych jedynie porami gelowymi. Nie występowanie ciągłych kapilar jest wynikiem kombinacji właściwego W/C i dostatecznie długiego okresu pielęgnacji betonu na mokro. Według A.M.Neville’a [46] pełne wypełnienie kapilar że-lem nie jest możliwe przy stosunku W/C > 0.38, nawet gdyby założyć całkowitą hydratację cementu. Rozdzielenie natomiast ciągłości kapilar jest możliwe, przy czym dla różnych ω = W/C występuje po różnym czasie, i tak np: − dla ω = 0.40 czas ten wynosi 3 dni, − dla ω = 0.45 czas ten wynosi 7 dni, − dla ω = 0.50 czas ten wynosi 14 dni, − dla ω = 0.60 czas ten wynosi 6 miesięcy, − dla ω = 0.70 czas ten wynosi 1 rok.

2. Beton zwykły konstrukcyjny jako pochodna cech świeżej mieszanki 5
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 2.7 Wpływ stosunku wodno−cementowego na mrozoodporność betonu pielęgnowanego na
mokro przez 28 dni [45] 1− beton napowietrzany, 2− beton nie napowietrzany, i maksymalny stosunek wodno−cementowy zapewniający mrozoodporność betonu w różnych warunkach użytkowania w Wielkiej Brytanii [45]
Przy stosunku ω > 0.70 nawet pełna hydratacja nie dałaby żelu w ilości dostatecznej do zablokowania wszystkich kapilar. Wyeliminowanie ciągłych kapilar jest tak ważne, że można je uznać za warunek ko-nieczny do zaklasyfikowania betonu jako „dobry”. Wymieniona wartość ω = 0.70 stanowi zatem górne ograniczenie stosunku W/C w betonach uznawa-nych za dobre. Istnieje także ograniczenie dolne obejmujące stan maksymalnego uwodnienia cementu, maksymalnej gęstości i maksymalnej wytrzymałości kamienia cementowego. Zagadnienie to, w aspekcie występujących współzależności, przedstawiono na rys. 2.8.
Rys. 2.8 Zależność stosunku wytrzymałościowego
ff
c
c$ i gęstości ρd kamienia cementowego od ω = W/C [66]
2. Beton zwykły konstrukcyjny jako pochodna cech świeżej mieszanki 6
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Z przedstawionych danych wynika, iż obszar optymalnej wielkości ω zamyka się w przedziale ωopt = <0.2; 0.3>, a maksymalne wielkości gęstości ρd oraz wytrzymałości
)R kamienia cementowego uzyskuje
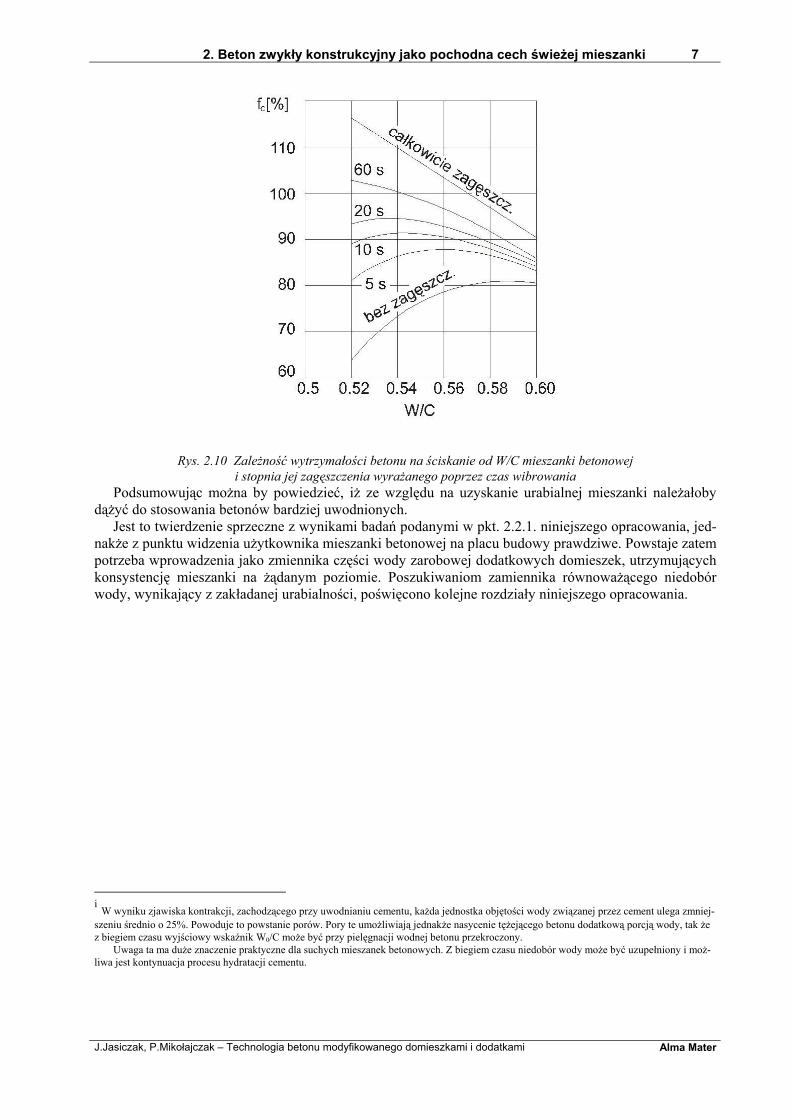
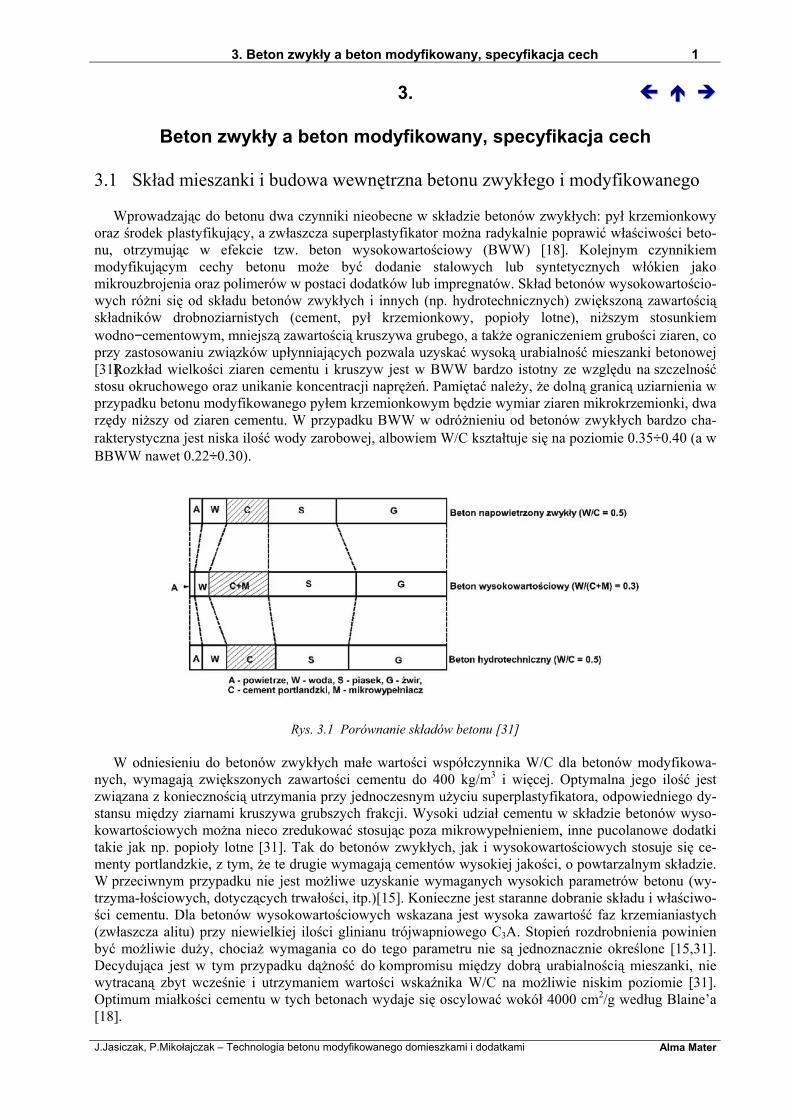
się przy wartości ω0 =W0/C = 0.23. Zwraca się także uwagę, iż wzrost porowatości kamienia cementowe-go występuje zarówno wtedy, gdy ω jest mniejsze od 0.2i (kamień jamisty, cement częściowo uwodnio-ny), jak i gdy ω jest większe od 0.3 (kamień porowaty mimo możliwości całkowitego uwodnienia cemen-tu). Porównując także przebieg krzywych R i ρd poza rzędną ω > 0.23 widać zależność wytrzymałości od gęstości, zmiennej w stosunku do porowatości będącej pochodną stosunku W/C. Powyższe spostrzeżenia można przenieść na mieszankę betonową i ustalić następujące, dolne wartości wskaźnika ω0 = W0/C jako : − ω0 = 0.20÷0.30 dla betonów efektywnie zagęszczonych (prasowanie, wibroprasowanie, wirowanie), − ω0 = 0.35 dla betonów zagęszczonych wibratorami wgłębnymi lub powierzchniowymi. Podane wielkości ω0 odnoszą się do betonu na cementach portlandzkich, natomiast dla betonów na in-nych cementach (np. hutniczych, glinowych, pucolanowych) wartości te są o 0.1 ÷ 0.2 wyższe. 2.2.2 Urabialność świeżej mieszanki betonowej Dążenie do zminimalizowania stosunku W/C rozpatrywać należy także w aspekcie wymagań stawia-nych mieszance betonowej przez jej odbiorcę, podejmującego pracę na placu budowy. Interesującą cechą mieszanki jest w tym przypadku jej urabialność, tj. podatność na łatwe uformowanie plastyczne bez roz-mieszania oraz bez grawitacyjnego wypływania lub sedymentacyjnego występowania na wierzch więzio-nej wody. Urabialność można powiązać także z oporem mieszanki przeciwko ścinaniu przy działaniu siły wywołującej określony ruch w jednostce czasu. Rozpatrywana w tym kontekście urabialność jest tym lepsza, im mniejsze jest wewnętrzne tarcie świeżej mieszanki. Można więc mierzyć (porównywać) ura-bialność mieszanek ilością energii potrzebnej do ścisłego wypełnienia formy. Jednoznaczne uzależnienie urabialności od zespołu cech i składników mieszanki jest niezwykle trudne (prosta zależność od ilości zaprawy, zaczynu, stosunku W/C, ale także od ilości ziarn poniżej 0.2 mm, od ilości piasku, geometrycznego kształtu ziarn kruszywa itp.), jednakże jest faktem niezaprzeczalnym, iż stosunek W/C ma tutaj duże znaczenie. Świadczą o tym zależności pokazane na rys. 2.9. i 2.10. Z rysun-ku 2.9. można wywnioskować, iż przy przeciętnej ilości cementu w 1 m3 mieszanki z przedziału 300÷400 kg, betony urabialne, wykonywane na kruszywie otoczakowym, powinny mieć W/C z przedziału 0.4÷0.8 . Z kolejnego rysunku 2.10. wynika, iż wytrzymałość betonów intensywnie zagęszczanych zależy wyraź-nie od W/C, natomiast przy betonach bez zagęszczania zależność taka nie występuje: betony o niższym W/C mają niższą wytrzymałość od betonów bardziej uwodnionych, a optimum wytrzymałości uzyskuje się przy W/C = 0.59 % .
Rys. 2.9 Obszary urabialności betonów [67]
2. Beton zwykły konstrukcyjny jako pochodna cech świeżej mieszanki 7
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 2.10 Zależność wytrzymałości betonu na ściskanie od W/C mieszanki betonowej i stopnia jej zagęszczenia wyrażanego poprzez czas wibrowania
Podsumowując można by powiedzieć, iż ze względu na uzyskanie urabialnej mieszanki należałoby dążyć do stosowania betonów bardziej uwodnionych. Jest to twierdzenie sprzeczne z wynikami badań podanymi w pkt. 2.2.1. niniejszego opracowania, jed-nakże z punktu widzenia użytkownika mieszanki betonowej na placu budowy prawdziwe. Powstaje zatem potrzeba wprowadzenia jako zmiennika części wody zarobowej dodatkowych domieszek, utrzymujących konsystencję mieszanki na żądanym poziomie. Poszukiwaniom zamiennika równoważącego niedobór wody, wynikający z zakładanej urabialności, poświęcono kolejne rozdziały niniejszego opracowania. i W wyniku zjawiska kontrakcji, zachodzącego przy uwodnianiu cementu, każda jednostka objętości wody związanej przez cement ulega zmniej-szeniu średnio o 25%. Powoduje to powstanie porów. Pory te umożliwiają jednakże nasycenie tężejącego betonu dodatkową porcją wody, tak że z biegiem czasu wyjściowy wskaźnik W0/C może być przy pielęgnacji wodnej betonu przekroczony. Uwaga ta ma duże znaczenie praktyczne dla suchych mieszanek betonowych. Z biegiem czasu niedobór wody może być uzupełniony i moż-liwa jest kontynuacja procesu hydratacji cementu.
3. Beton zwykły a beton modyfikowany, specyfikacja cech 1
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
3.
Beton zwykły a beton modyfikowany, specyfikacja cech 3.1 Skład mieszanki i budowa wewnętrzna betonu zwykłego i modyfikowanego Wprowadzając do betonu dwa czynniki nieobecne w składzie betonów zwykłych: pył krzemionkowy oraz środek plastyfikujący, a zwłaszcza superplastyfikator można radykalnie poprawić właściwości beto-nu, otrzymując w efekcie tzw. beton wysokowartościowy (BWW) [18]. Kolejnym czynnikiem modyfikującym cechy betonu może być dodanie stalowych lub syntetycznych włókien jako mikrouzbrojenia oraz polimerów w postaci dodatków lub impregnatów. Skład betonów wysokowartościo-wych różni się od składu betonów zwykłych i innych (np. hydrotechnicznych) zwiększoną zawartością składników drobnoziarnistych (cement, pył krzemionkowy, popioły lotne), niższym stosunkiem wodno−cementowym, mniejszą zawartością kruszywa grubego, a także ograniczeniem grubości ziaren, co przy zastosowaniu związków upłynniających pozwala uzyskać wysoką urabialność mieszanki betonowej [31]. Rozkład wielkości ziaren cementu i kruszyw jest w BWW bardzo istotny ze względu na szczelność stosu okruchowego oraz unikanie koncentracji naprężeń. Pamiętać należy, że dolną granicą uziarnienia w przypadku betonu modyfikowanego pyłem krzemionkowym będzie wymiar ziaren mikrokrzemionki, dwa rzędy niższy od ziaren cementu. W przypadku BWW w odróżnieniu od betonów zwykłych bardzo cha-rakterystyczna jest niska ilość wody zarobowej, albowiem W/C kształtuje się na poziomie 0.35÷0.40 (a w BBWW nawet 0.22÷0.30).
Rys. 3.1 Porównanie składów betonu [31] W odniesieniu do betonów zwykłych małe wartości współczynnika W/C dla betonów modyfikowa-nych, wymagają zwiększonych zawartości cementu do 400 kg/m3 i więcej. Optymalna jego ilość jest związana z koniecznością utrzymania przy jednoczesnym użyciu superplastyfikatora, odpowiedniego dy-stansu między ziarnami kruszywa grubszych frakcji. Wysoki udział cementu w składzie betonów wyso-kowartościowych można nieco zredukować stosując poza mikrowypełnieniem, inne pucolanowe dodatki takie jak np. popioły lotne [31]. Tak do betonów zwykłych, jak i wysokowartościowych stosuje się ce-menty portlandzkie, z tym, że te drugie wymagają cementów wysokiej jakości, o powtarzalnym składzie. W przeciwnym przypadku nie jest możliwe uzyskanie wymaganych wysokich parametrów betonu (wy-trzyma-łościowych, dotyczących trwałości, itp.)[15]. Konieczne jest staranne dobranie składu i właściwo-ści cementu. Dla betonów wysokowartościowych wskazana jest wysoka zawartość faz krzemianiastych (zwłaszcza alitu) przy niewielkiej ilości glinianu trójwapniowego C3A. Stopień rozdrobnienia powinien być możliwie duży, chociaż wymagania co do tego parametru nie są jednoznacznie określone [15,31]. Decydująca jest w tym przypadku dążność do kompromisu między dobrą urabialnością mieszanki, nie wytracaną zbyt wcześnie i utrzymaniem wartości wskaźnika W/C na możliwie niskim poziomie [31]. Optimum miałkości cementu w tych betonach wydaje się oscylować wokół 4000 cm2/g według Blaine’a [18].

3. Beton zwykły a beton modyfikowany, specyfikacja cech 2
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
W klasie betonów o bardzo wysokich parametrach wytrzymałościowych (BBWW) zawartości cemen-tu są już bardzo wysokie, a wskaźnik W/C oscyluje wokół 0.22÷0.28. Dlatego też tutaj cement pełni rolę zbliżoną do mikrokrzemionki (mimo wysokiej różnicy wielkości ziarn), albowiem niezhydratyzowane cząstki cementu wypełniają dodatkowo przestrzenie porowate w bryle betonu [59]. Zajmijmy się teraz kolejnym tradycyjnym składnikiem betonu − kruszywem. Jedną z najistotniejszych cech charakteryzujących kruszywo jest przyczepność powierzchni ziarn do zaczynu cementowego. W betonach wysokowartościowych ze względu na mechanizm pękania tutaj zachodzący, nabiera to szcze-gólnego znaczenia. Tak jak w betonie tradycyjnym kształt ziarn powinien być zbliżony do bryły izome-trycznej, sześciennej, bez udziału ziarn płaskich i wydłużonych. Jednocześnie bardzo istotne jest maksy-malne rozwinięcie powierzchni właściwej ziarn w celu zwiększenia ich mechanicznej przyczepności do zaczynu [52]. Mając to na uwadze korzystniejszym wydaje się zastosowanie kruszyw łamanych, wykazu-jących lepszą przyczepność do zaczynu. Takie kruszywo zarówno grube jak i drobne sprzyja wyższej wy-trzymałości betonu w stosunku do kruszyw otoczakowych. Z innego punktu widzenia kruszywo otocza-kowe zapewnia lepszą urabialność i wymaga mniejszej ilości cementu, właśnie ze względu na mniejszą powierzchnię właściwą [18,52]. Skład mineralogiczny kruszywa wpływa także na jego przyczepność do zaczynu.
Rys. 3.2 Przyczepność między stwardniałym zaczynem cementu portlandzkiego
a różnymi kruszywami przy W/C = 0.35 [52] Zwiększenie ilości cementu powyżej 560 kg/m3 nie gwarantuje wyższej przyczepności zaczynu do powszechnie stosowanych kruszyw mineralnych. Omawiana tutaj przyczepność stanowi ograniczenie w osiąganiu odpowiednio wysokich wytrzymało-ści betonu. O znaczeniu tego parametru kruszywa dla uzyskania BWW świadczą wyniki badań mówiące, że dzięki zwiększonej przyczepności zaczynu do ziarn kruszywa ze zbitych ziarn węglanowych (Rska-
ły<120 MPa) uzyskano wyższe wytrzymałości na rozciąganie i ściskanie betonu przy niższym skurczu i pełzaniu, niż w betonie na bazie kruszyw granitowych, żwirowych, czy nawet bazaltowych. Znamienne jest to, że w niektórych przypadkach kruszywo wapienne pozwalało uzyskać lepsze rezultaty niż w beto-nie z kruszywem bazaltowym w sytuacji, gdy R skały bazaltowej osiągało niemal 400 MPa [52]. Nie do przecenienia jest także rola uziarnienia w mieszankach betonowych tak zwykłych jak i mody-fikowanych. Wskazany jest ciągły rozkład wielkości ziarn ze względu na poprawę urabialności mieszanki i uzyskiwanie wczesnej wytrzymałości betonu. Dobrze jest stosować piasek i kruszywo grube tego same-go rodzaju. Maksymalna wielkość ziarn nie powinna przekraczać 20÷25 mm, a według niektórych bada-czy 10 mm [31]. Krzywa przesiewu kruszywa betonów wysokowartościowych przebiega zwykle poniżej średniej w polu krzywych granicznych. Piasek powinien być gruboziarnisty (blisko 2 mm), pozbawiony frakcji miałkich do 0.25 mm, ze względu na dostateczną ilość sumy cementu i pyłu krzemionkowego [18,52]. To najdrobniejsze kruszywo dodaje się do stosu okruchowego bardziej pod kątem uzyskania niż-
3. Beton zwykły a beton modyfikowany, specyfikacja cech 3
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
szej wodożądności, niż wypełnienia przestrzeni międzyziarnowych. Eliminacja zawartości miki i gliny, zwłaszcza z powierzchni ziarn [52] sprzyja osiąganiu lepszych parametrów betonu. Czynnikiem najbardziej różnicującym budowę wewnętrzną betonu zwykłego od betonów modyfiko-wanych jest zastosowanie dodatków i domieszek do tych drugich. Mamy tu na myśli mirokrzemionkę, jak i domieszki w postaci plastyfikatorów i superplastyfikatorów, czy też ewentualne włókna stalowe, lub syntetyczne korygujące parametry matrycy betonu. W tym miejscu sygnalizujemy jedynie tematykę z nimi związaną, a charakterystyka wpływu tych dodatków i domieszek zostanie ukazana na kartach kolej-nych rozdziałów. I tak dodanie superplastyfikatora, dobranego zgodnie z typem i marką użytego cementu, umożliwia znaczne zmniejszenie W/C przy zachowaniu wymaganej urabialności. Z kolei dodatek pyłu krzemionkowego prowadzi do zwiększenia gęstości i wypełnienia struktury matrycy cementowej. Ilości dodanego superplastyfikatora zwykle wynoszą 2÷4%, a pyłu krzemionkowego oscylują wokół 10% masy cementu. Należy zwrócić uwagę, by w betonach o strukturze modyfikowanej dodatkami i domieszkami, wraz z nimi nie znalazło się zbyt dużo alkaliów, co ma istotne znaczenie z punktu widzenia trwałości struktury. Struktura betonu zwykłego i betonu modyfikowanego mikrokrzemionką oraz upłynniaczami (redukto-rami wody), różnią się od siebie w sposób zasadniczy. Dzięki bardzo niskiej wartości wskaźnika W/C, za sprawą superplastyfikatorów, jak również dzięki dodatkowym materiałom pucolanowym o dużym stopniu rozdrobnienia można oczekiwać zmniejszenia objętości porów kapilarnych. Powstała w ten sposób bar-dzo dobra struktura rzutuje na to, że matryca kamienia cementowego staje się znacznie gęstsza. Jest to istotne zwłaszcza w „strefie przejściowej” otaczającej ziarna kruszywa, stanowiącej słabą stronę struk-tury betonu zwykłego wyeliminowaną przez modyfikację mikrokrzemionką [59]. W strefie tej ze względu na podwyższony tam poziom porowatości i poziom wskaźnika W/C (zwiększenie ilości wody wolnej przy powierzchni ziarn kruszywa) istniałyby warunki do inicjacji i propagacji rys oraz zwiększonej prze-puszczalności dla gazów i cieczy [30]. Jeśli nie stosujemy mikrokrzemionki zostają tutaj uformowane kryształy Ca(OH)2. Swym równoległym usytuowaniem wobec powierzchni kruszywa, bądź zbrojenia osłabiają strukturę [73]. Pyły krzemionkowe w ilości już 2÷3% masy cementu wypełniając wolne prze-strzenie w tej strefie, zagęszczają tam strukturę. W ten sposób kryształy portlantydu nie są tak regularnie zorientowane wobec ziarn kruszywa. Zredukowaniu ulega bleeding (oddawanie wody) [75]. W wyniku zachodzących reakcji pucolanowych następuje korzystna modyfikacja mikrostruktury zaczynu w sensie redukcji porów kapilarnych. Intensywność tych procesów jest proporcjonalna do procentowego udziału mikrowypełniacza w betonie. Jak widać tak domieszka środków upłynniających, zastosowanych jako reduktory wody, jak i dodatek mikrokrzemionki wpływają przede wszystkim na konsolidację struktury betonu modyfikowanego, co w odróżnieniu od betonu tradycyjnego pozwala na wysoki poziom jego cech wytrzymałościowych i cech związanych z trwałością. 3.2 Kształtowanie się właściwości betonu modyfikowanego, wysokowartościowego w odróżnieniu od betonu zwykłego Zacznijmy od pewnego rozgraniczenia pojęciowego. Mamy bowiem z jednej strony beton zwykły, a z drugiej strony wysokowartościowy, o znacznie zmienionych parametrach. Poprzez pojęcie betony wysokowartościowe (BWW) rozumieć należy betony cementowe na kruszywach naturalnych z odpowiednimi dodatkami i domieszkami. W efekcie uzyskuje się tworzywo o następujących, ustabilizowanych na wysokim poziomie własnościach:
• dobra urabialność świeżej mieszanki betonowej, zachowana przez okres minimum 1 godziny, • wytrzymałość na ściskanie po 28 dniach wynosi min. 60 MPa (55 MPa wg. DIN), • duża trwałość, m. in. związana ze szczelnością uzyskiwaną poprzez odpowiednią strukturę mate-
riału po stwardnieniu.
3. Beton zwykły a beton modyfikowany, specyfikacja cech 4
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
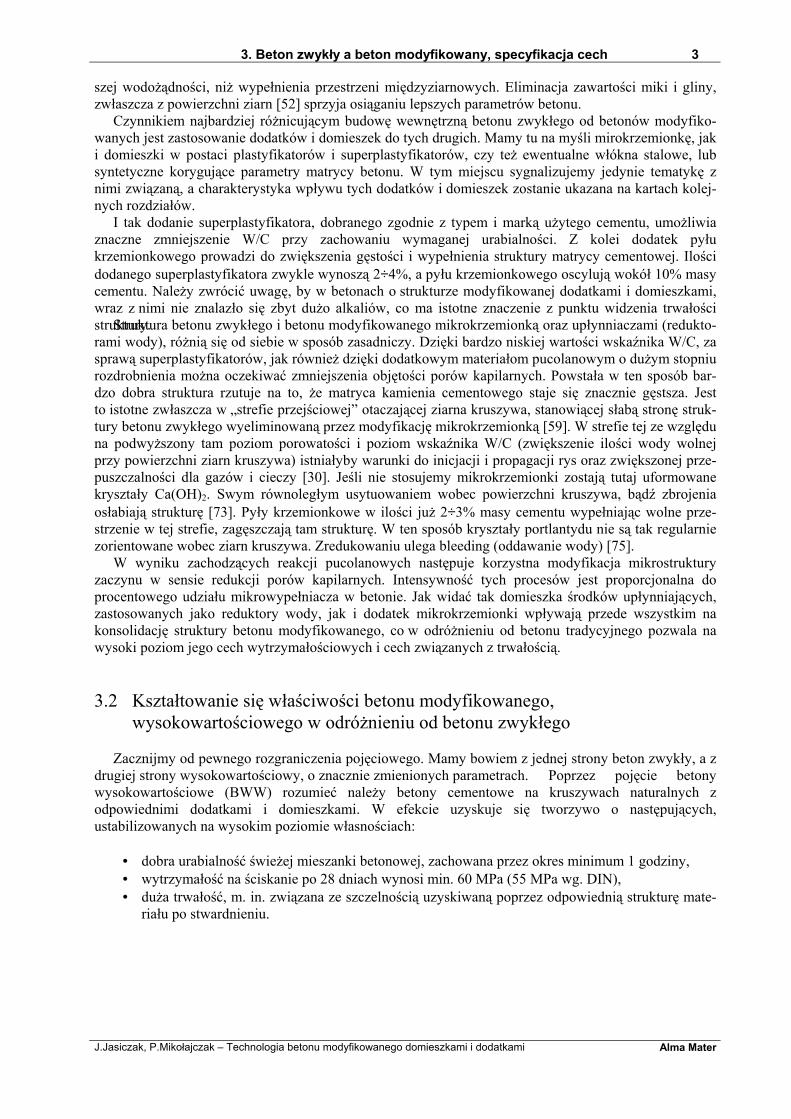
Rys. 3.3 Kryteria betonów wysokiej wytrzymałości [39]
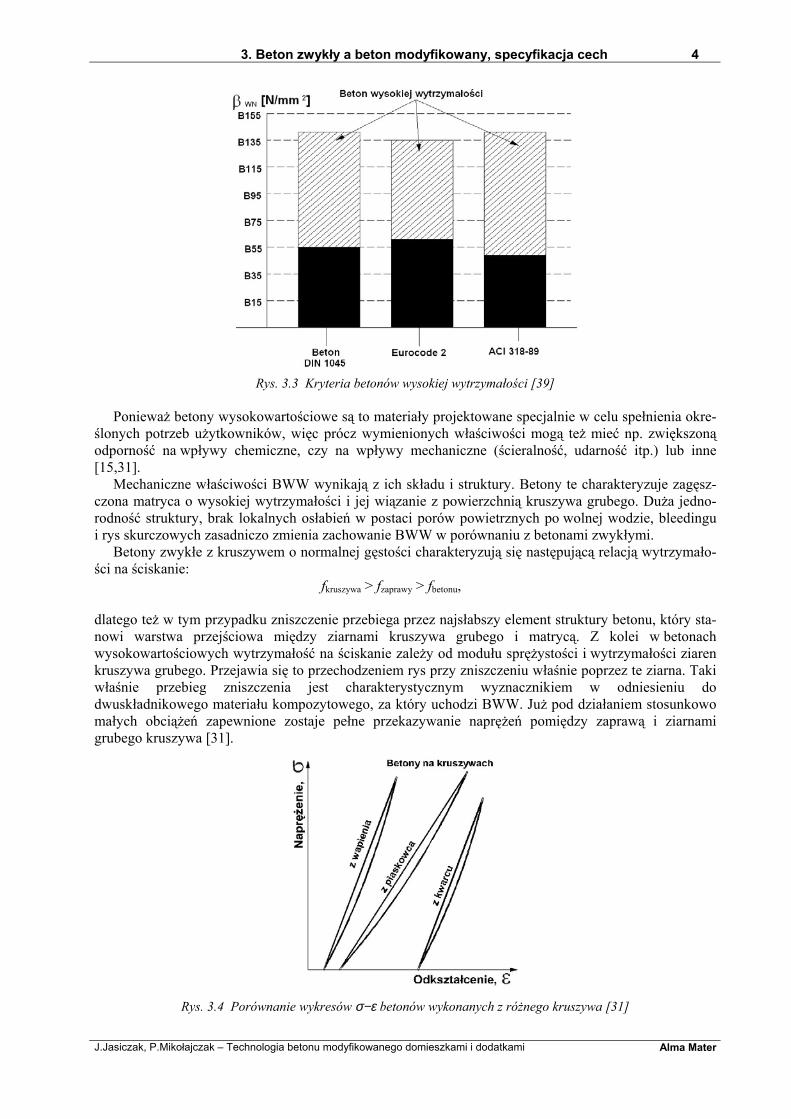
Ponieważ betony wysokowartościowe są to materiały projektowane specjalnie w celu spełnienia okre-ślonych potrzeb użytkowników, więc prócz wymienionych właściwości mogą też mieć np. zwiększoną odporność na wpływy chemiczne, czy na wpływy mechaniczne (ścieralność, udarność itp.) lub inne [15,31]. Mechaniczne właściwości BWW wynikają z ich składu i struktury. Betony te charakteryzuje zagęsz-czona matryca o wysokiej wytrzymałości i jej wiązanie z powierzchnią kruszywa grubego. Duża jedno-rodność struktury, brak lokalnych osłabień w postaci porów powietrznych po wolnej wodzie, bleedingu i rys skurczowych zasadniczo zmienia zachowanie BWW w porównaniu z betonami zwykłymi. Betony zwykłe z kruszywem o normalnej gęstości charakteryzują się następującą relacją wytrzymało-ści na ściskanie: fkruszywa > fzaprawy > fbetonu, dlatego też w tym przypadku zniszczenie przebiega przez najsłabszy element struktury betonu, który sta-nowi warstwa przejściowa między ziarnami kruszywa grubego i matrycą. Z kolei w betonach wysokowartościowych wytrzymałość na ściskanie zależy od modułu sprężystości i wytrzymałości ziaren kruszywa grubego. Przejawia się to przechodzeniem rys przy zniszczeniu właśnie poprzez te ziarna. Taki właśnie przebieg zniszczenia jest charakterystycznym wyznacznikiem w odniesieniu do dwuskładnikowego materiału kompozytowego, za który uchodzi BWW. Już pod działaniem stosunkowo małych obciążeń zapewnione zostaje pełne przekazywanie naprężeń pomiędzy zaprawą i ziarnami grubego kruszywa [31].
Rys. 3.4 Porównanie wykresów σ−ε betonów wykonanych z różnego kruszywa [31]
3. Beton zwykły a beton modyfikowany, specyfikacja cech 5
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
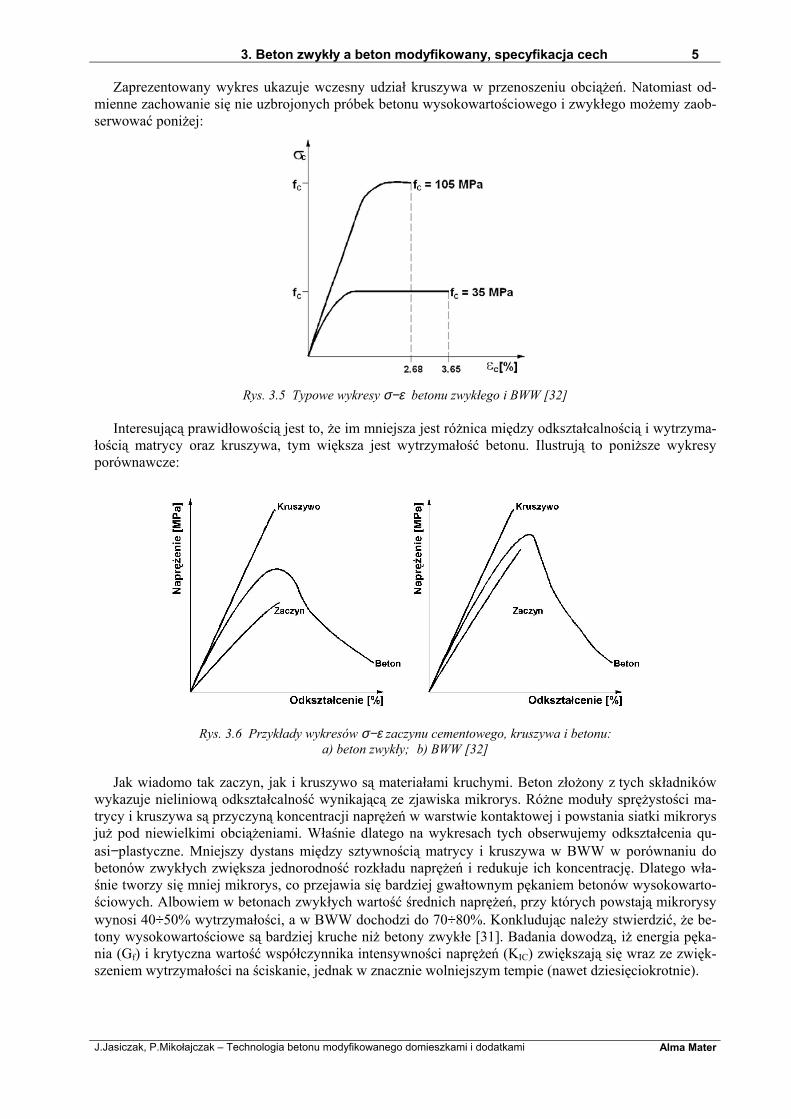
Zaprezentowany wykres ukazuje wczesny udział kruszywa w przenoszeniu obciążeń. Natomiast od-mienne zachowanie się nie uzbrojonych próbek betonu wysokowartościowego i zwykłego możemy zaob-serwować poniżej:
Rys. 3.5 Typowe wykresy σ−ε betonu zwykłego i BWW [32]
Interesującą prawidłowością jest to, że im mniejsza jest różnica między odkształcalnością i wytrzyma-łością matrycy oraz kruszywa, tym większa jest wytrzymałość betonu. Ilustrują to poniższe wykresy porównawcze:
Rys. 3.6 Przykłady wykresów σ−ε zaczynu cementowego, kruszywa i betonu:
a) beton zwykły; b) BWW [32] Jak wiadomo tak zaczyn, jak i kruszywo są materiałami kruchymi. Beton złożony z tych składników wykazuje nieliniową odkształcalność wynikającą ze zjawiska mikrorys. Różne moduły sprężystości ma-trycy i kruszywa są przyczyną koncentracji naprężeń w warstwie kontaktowej i powstania siatki mikrorys już pod niewielkimi obciążeniami. Właśnie dlatego na wykresach tych obserwujemy odkształcenia qu-asi−plastyczne. Mniejszy dystans między sztywnością matrycy i kruszywa w BWW w porównaniu do betonów zwykłych zwiększa jednorodność rozkładu naprężeń i redukuje ich koncentrację. Dlatego wła-śnie tworzy się mniej mikrorys, co przejawia się bardziej gwałtownym pękaniem betonów wysokowarto-ściowych. Albowiem w betonach zwykłych wartość średnich naprężeń, przy których powstają mikrorysy wynosi 40÷50% wytrzymałości, a w BWW dochodzi do 70÷80%. Konkludując należy stwierdzić, że be-tony wysokowartościowe są bardziej kruche niż betony zwykłe [31]. Badania dowodzą, iż energia pęka-nia (Gf) i krytyczna wartość współczynnika intensywności naprężeń (KIC) zwiększają się wraz ze zwięk-szeniem wytrzymałości na ściskanie, jednak w znacznie wolniejszym tempie (nawet dziesięciokrotnie).

3. Beton zwykły a beton modyfikowany, specyfikacja cech 6
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 3.7 Porównanie różnych właściwości mechanicznych betonów zwykłych i BWW [32]
Wyraźne różnice obserwuje się wśród parametrów określających rozmiary strefy mikrozarysowania wokół czubka rysy (Cf i lo), mają one tendencję malejącą wraz ze zwiększeniem wytrzymałości. Wskazu-ją tym samym mniejszą strefę mikrozarysowania i słabsze hamowanie propagacji mikrorys w BWW, niż w betonach zwykłych. Wzrost odporności na pękanie jest relatywnie mniejszy w BWW, niż odpowiada-jący mu wzrost wytrzymałości na ściskanie. Wiąże się to z różnicą proporcji między wytrzymałością na ściskanie i na rozciąganie. Odkształcalność graniczna BWW towarzysząca rozciąganiu zwiększa się także wolniej, niż wytrzymałość na ściskanie, w odniesieniu do betonu zwykłego. Zwiększenie wytrzymałości i odporności na pękanie w betonach modyfikowanych superplastyfikato-rem i mikrokrzemionką wynika głównie z dwóch zjawisk: zmniejszenia porowatości całkowitej oraz ograniczenia wewnętrznych mikrorys i innych nieciągłości będących przyczyną koncentracji naprężeń [31]. Ograniczeniu ulega w ten sposób udział mikroporów i zapewniona zostaje mała zawartość porów kapilarnych. Bardzo istotne znaczenie ma w tym momencie utrzymanie niskiego poziomu wskaźnika W/C [34].
Rys. 3.8 Wpływ stosunku W/C i zawartości cementu w betonie na jego wytrzymałość
po 28 dniach (zależności ogólne wg [34])
3. Beton zwykły a beton modyfikowany, specyfikacja cech 7
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
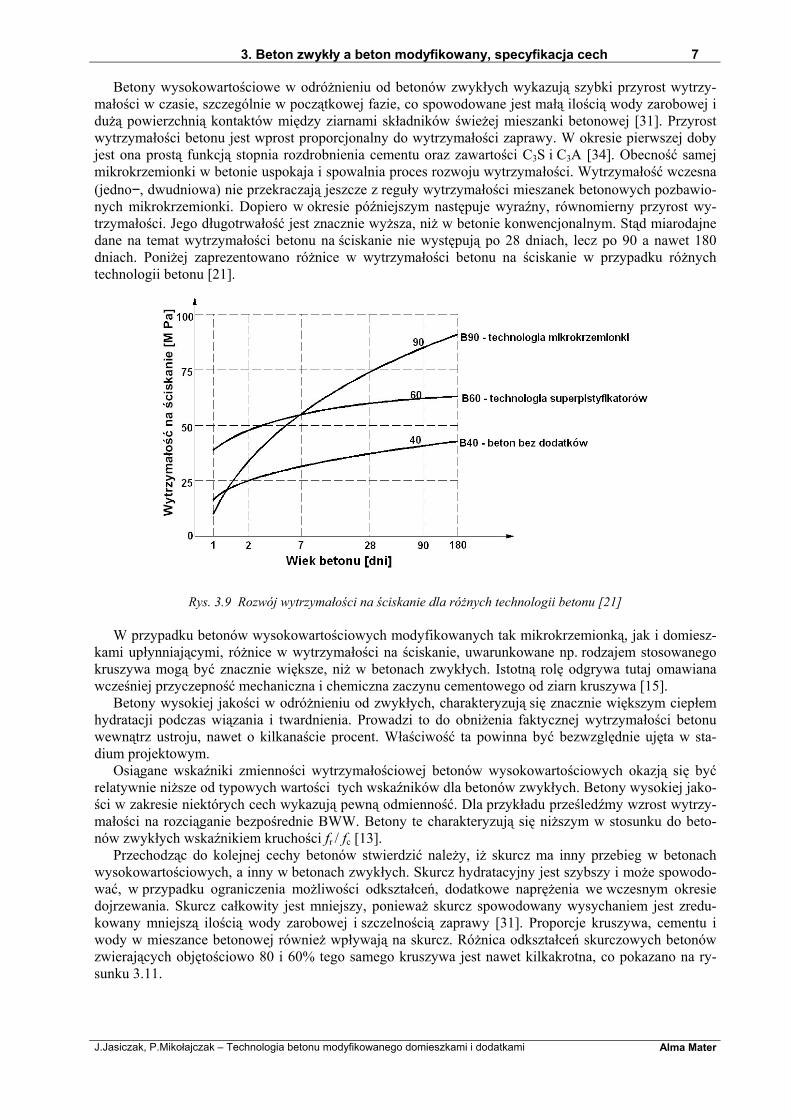
Betony wysokowartościowe w odróżnieniu od betonów zwykłych wykazują szybki przyrost wytrzy-małości w czasie, szczególnie w początkowej fazie, co spowodowane jest małą ilością wody zarobowej i dużą powierzchnią kontaktów między ziarnami składników świeżej mieszanki betonowej [31]. Przyrost wytrzymałości betonu jest wprost proporcjonalny do wytrzymałości zaprawy. W okresie pierwszej doby jest ona prostą funkcją stopnia rozdrobnienia cementu oraz zawartości C3S i C3A [34]. Obecność samej mikrokrzemionki w betonie uspokaja i spowalnia proces rozwoju wytrzymałości. Wytrzymałość wczesna (jedno−, dwudniowa) nie przekraczają jeszcze z reguły wytrzymałości mieszanek betonowych pozbawio-nych mikrokrzemionki. Dopiero w okresie późniejszym następuje wyraźny, równomierny przyrost wy-trzymałości. Jego długotrwałość jest znacznie wyższa, niż w betonie konwencjonalnym. Stąd miarodajne dane na temat wytrzymałości betonu na ściskanie nie występują po 28 dniach, lecz po 90 a nawet 180 dniach. Poniżej zaprezentowano różnice w wytrzymałości betonu na ściskanie w przypadku różnych technologii betonu [21].
Rys. 3.9 Rozwój wytrzymałości na ściskanie dla różnych technologii betonu [21]
W przypadku betonów wysokowartościowych modyfikowanych tak mikrokrzemionką, jak i domiesz-kami upłynniającymi, różnice w wytrzymałości na ściskanie, uwarunkowane np. rodzajem stosowanego kruszywa mogą być znacznie większe, niż w betonach zwykłych. Istotną rolę odgrywa tutaj omawiana wcześniej przyczepność mechaniczna i chemiczna zaczynu cementowego od ziarn kruszywa [15]. Betony wysokiej jakości w odróżnieniu od zwykłych, charakteryzują się znacznie większym ciepłem hydratacji podczas wiązania i twardnienia. Prowadzi to do obniżenia faktycznej wytrzymałości betonu wewnątrz ustroju, nawet o kilkanaście procent. Właściwość ta powinna być bezwzględnie ujęta w sta-dium projektowym. Osiągane wskaźniki zmienności wytrzymałościowej betonów wysokowartościowych okazją się być relatywnie niższe od typowych wartości tych wskaźników dla betonów zwykłych. Betony wysokiej jako-ści w zakresie niektórych cech wykazują pewną odmienność. Dla przykładu prześledźmy wzrost wytrzy-małości na rozciąganie bezpośrednie BWW. Betony te charakteryzują się niższym w stosunku do beto-nów zwykłych wskaźnikiem kruchości fr / fc [13]. Przechodząc do kolejnej cechy betonów stwierdzić należy, iż skurcz ma inny przebieg w betonach wysokowartościowych, a inny w betonach zwykłych. Skurcz hydratacyjny jest szybszy i może spowodo-wać, w przypadku ograniczenia możliwości odkształceń, dodatkowe naprężenia we wczesnym okresie dojrzewania. Skurcz całkowity jest mniejszy, ponieważ skurcz spowodowany wysychaniem jest zredu-kowany mniejszą ilością wody zarobowej i szczelnością zaprawy [31]. Proporcje kruszywa, cementu i wody w mieszance betonowej również wpływają na skurcz. Różnica odkształceń skurczowych betonów zwierających objętościowo 80 i 60% tego samego kruszywa jest nawet kilkakrotna, co pokazano na ry-sunku 3.11.

3. Beton zwykły a beton modyfikowany, specyfikacja cech 8
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 3.10 Wytrzymałość na ściskanie i rozciąganie bezpośrednie betonów zwykłych i wysokiej wytrzymałości [13]
Rys. 3.11 Wpływ W/C i zawartości kruszywa na skurcz betonu [45]
Istotny wpływ na wielkość skurczu ma także zawartość wody w mieszance betonowej. Na przykład konsystencja plastyczna mieszanki betonowej warunkuje o 1/4 wyższe odkształcenia skurczowe w sto-sunku do betonu o konsystencji wilgotnej. Dlatego też stosuje się dodatki uplastyczniające pośrednio re-dukujące odkształcenia skurczowe, poprawiając urabialność i zwiększając plastyczność mieszanki beto-nowej bez zmiany pozostałych składników [61]. Betony modyfikowane mikrokrzemionką, jak i superplastyfikatorem w odróżnieniu od betonów zwy-kłych pozwalają na znaczne oszczędności na gabarytach konstrukcji, elementów, a co za tym idzie na cię-żarze i samym materiale [37].
Rys. 3.12 Przekrój poprzeczny słupów o równoważnej nośności [37]

3. Beton zwykły a beton modyfikowany, specyfikacja cech 9
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 3.13 Ciężar 1 m słupa o równoważnej nośności [37]
3.3 Eliminacja defektów struktury betonów zwykłych Struktura materiału jest niezwykle istotnym czynnikiem bezpośrednio wpływającym na właściwości i funkcje użyteczne materiałów. Charakteryzuje ją szeroki zakres możliwych zmian i modyfikacji. Stąd sterowanie właściwościami materiału poprzez strukturę jest najczęściej bardziej ekonomiczne niż na drodze zmiany składu chemicznego [40]. W technologii betonu procedura postępowania prowadząca do uzyskiwania betonów wysokiej jakości, uwarunkowana jest doborem składników mieszanki betonowej, parametrami procesu wytwarzania, wa-runkami przebiegu wiązania i twardnienia betonu, co decyduje o strukturze i właściwościach określają-cych jakość użytkową betonu. Prowadzone badania w tym zakresie opierają się na wielu zmiennych pa-rametrach i wzajemnie uwarunkowanych czynnikach. Przyjmuje się, iż danej strukturze betonu ukształ-towanej działaniami technologicznymi, odpowiada jeden zestaw fizyko−mechanicznych cech jakościo-wych. Tym istotniejsze jest więc ustalenie współzależności pomiędzy strukturą betonu, a jego właściwo-ściami wytrzymałościowymi. Zależność ta jest kluczowa w zakresie kształtowania i modyfikowania struktur betonu w kierunku uzyskiwania betonów wysokich klas. Dokładne poznanie struktury betonu, szczególnie na poziomie mikrostruktury, jest utrudnione zależnością zachodzących w czasie procesów fizyko−chemicznych [29]. W ujęciu technologii klasycznej wytrzymałość betonu uzależniona jest od wskaźnika W/C, stopnia hydratacji cementu, porowatości betonu i gęstości składników. By uzyskać betony wysokowytrzymałe tradycyjna technologia betonu wymaga starannego doboru składników mieszanki w skali mikro i makro z doprowadzeniem do ścisłego ułożenia składników mieszanki oraz odpowiedniej pielęgnacji twardnieją-cego betonu. Tak powstające tworzywo betonowe nie jest jednak wolne od wad, posiada defekty. Zalicza się do nich makro i mikropory, kapilary, mikrorysy, lokalne defekty, ukierunkowane duże kryształy, sła-be wiązania na granicy faz, czy wreszcie niejednorodne rozmieszczenie cząstek elementów struktury, itp. Szereg wymienionych tutaj występujących w betonie nieciągłości strukturalnych, powoduje że uzyskiwa-ne parametry betonu wysokowartościowego są niższe, lub znacznie niższe od teoretycznie możliwych do osiągnięcia [29]. Aby otrzymać wytrzymały, niskoskurczowy, szczelny i trwały beton, należy dążyć do uzyskania optymalnego stosu okruchowego oraz niskiej lecz wystarczającej do otulenia drobnych frakcji kruszywa ilości cementu, a także do niskiego stosunku wodno−cementowego [21]. Dopóki kamień cementowy bę-dzie się charakteryzował właściwościami technicznymi niższymi niż składnik kruszywowy betonu mode-lowego, dotąd w odniesieniu do betonów wysokich klas obowiązywał będzie wymóg starannego doboru stosu kruszywowego z warunku minimum porowatości stosu ziarnowego, tak w skali makro (dotyczy
3. Beton zwykły a beton modyfikowany, specyfikacja cech 10
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
składników betonu), jak i mikro. Prócz tego dochowane muszą być i inne uwarunkowania technologiczne prowadzące do eliminacji defektów strukturalnych betonu. Jedną z dróg prowadzących ku temu celowi stanowi „ulepszanie” klasycznych procedur postępowania. Mowa tu o starannym doborze jakościowym i ilościowym składników betonu, o obniżaniu W/C, aż do poziomu granicznego, o obniżeniu ilości cemen-tu w jednostce objętości betonu (z zachowaniem minimum cementu) i innych działaniach w kierunku re-dukcji nieciągłości struktury betonu [29]. Wreszcie najistotniejszą drogą do otrzymania wysokiej jakości i wytrzymałości betonu jest kształto-wanie szczelnej struktury zaczynu poprzez redukcję stosunku W/C oraz poprawę mikroporowatości na drodze wypełnienia stosu okruchowego fazą mikroziarnistą. W praktyce bardzo dobre rezultaty daje za-chowanie konwencjonalnych zasad, przez wprowadzenie bardzo skutecznych superupłynniaczy oraz ilo-ściowo znaczący dodatek mikrowypełniaczy, częściowo aktywnych pyłów: krzemionkowych, żużlowych lub popiołowych. Zoptymalizowany pod względem ilościowym i jakościowym dobór składników pozwa-la przy umiarkowanym dozowaniu cementu uzyskać dobrą urabialność (wielkość opadu stożka rzędu np. 5÷12 cm), bardzo niską wartość W/C = 0.24÷0.32 oraz bardzo wysokie wytrzymałości na ściskanie w granicach 80÷140 MPa [13]. Modyfikacji ulega także struktura warstw stykowych, ponadto zmniejsza się ilość wiązań słabych na rzecz silnych wiązań chemicznych [29]. Decydujące znaczenie w osiągnięciu tak wyostrzonych parametrów betonu wysokowartościowego ma nowo ukształtowana mikrostruktura zaczy-nu, w strefie międzyfazowej zasadniczo odmienna od struktury w betonach zwykłych. Pucolanowy wy-pełniacz mikrokrzemionkowy reaguje tutaj z portlantydem, tworząc zwłaszcza na granicy faz za-czyn-kruszywo, w miejsce dotychczasowej pełnej defektów, inkluzji i mikropęknięć − jednolitą i ciągłą fazę kontaktową [13]. Jak wynika z dotychczasowych ustaleń dotyczących eliminowania defektów strukturalnych betonów zwykłych, poprzez odpowiednią ich modyfikację, pierwszoplanową rolę odgrywają dwa procesy: reduk-cja W/C i redukcja porowatości. Pamiętać należy, że przy danym stopniu hydratacji, W/C określa poro-watość zaczynu cementowego. Rośnie znaczenie tego wskaźnika. W tradycyjnym betonie względy tech-nologiczne wymuszają stosunkowo wysoki jego poziom (0.45÷0.6) [39]. Teoretycznie przy W/C=0.4 w betonie zachodzi 100-procentowa hydratacja cementu i nie ma nadmiaru zbędnej wody. Mieszanka beto-nowa o takich parametrach ma konsystencję wilgotną i jest niemal całkowicie nieurabialna [21]. Obniże-nie wskaźnika cementowego wymaga tutaj np. technologii wymuszających mechaniczne zbliżenie cząste-czek. W niniejszym opracowaniu przyjrzymy się jednak bliżej uwarunkowaniom, możliwościom i rezultatom wynikającym ze stosowania superplastyfikatorów i mikrokrzemionki. Stosowane łącznie przyczyniają się np. do zdecydowanej redukcji wskaźnika wodno−cementowego [39]. Działania techno-logiczne zmierzające do jego radykalnej redukcji oraz wysoki dodatek pyłów krzemionkowych, wpływają na ukształtowanie nowego rodzaju szczelnej i bardzo jednorodnej mikrostruktury zaczynów i betonów. W efekcie czego beton wysokowartościowy nabiera bardzo korzystnych właściwości wytrzymałościo-wych, stając się wysokiej jakości materiałem konstrukcyjnym nowej generacji. Dodać należy, że aby osiągnąć na budowie beton o wytrzymałości rzędu 100 MPa wymaga się wysokiej dyscypliny wykonaw-czej, a do wykonawcy należy właśnie przestrzeganie tych ostrych reżimów technologicznych [13]. 3.4 Trwałość − podstawowy wyznacznik modyfikacji cech betonu Konwencjonalna technologia betonu okazuje się być niewystarczająca w kontekście zwiększających się obciążeń oddziałujących na elementy betonowe, oraz uwzględniając tendencję do uzyskiwania lek-kich, smukłych konstrukcji. Niezwykle istotnym czynnikiem jest w tym względzie agresja chemiczna związana ze środowiskiem zewnętrznym. W związku z tym beton o podwyższonej trwałości to beton poddany modyfikacji w taki sposób, by charakteryzowała go wysoka szczelność − tak wobec cieczy, jak i gazów oraz mrozo i chemoodporność przy zdecydowanie wyższej smukłości elementów konstrukcji, niż w przypadku betonu tradycyjnego. Aby uzyskać wyżej wymienione efekty niezbędne jest zastosowanie odpowiednich dodatków i domieszek do betonu pozwalających zwielokrotnić trwałość tego tworzywa. Dość powiedzieć, że beton tradycyjny nawet o relatywnie wysokiej wytrzymałości na ściskanie jest mate-riałem bardziej podatnym na filtrację wody i agresję chemiczną, przez co w dłuższej perspektywie czasu wymagającym wyższych nakładów niezbędnych, by zachować swe cechy wyjściowe. Poniżej zilustrowa-ne zostały możliwości współczesnej technologii betonu, w zależności od czynnika modyfikującego (mi-krokrzemionka, domieszki chemiczne), zorientowanej na jego trwałość [21,60].
3. Beton zwykły a beton modyfikowany, specyfikacja cech 11
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
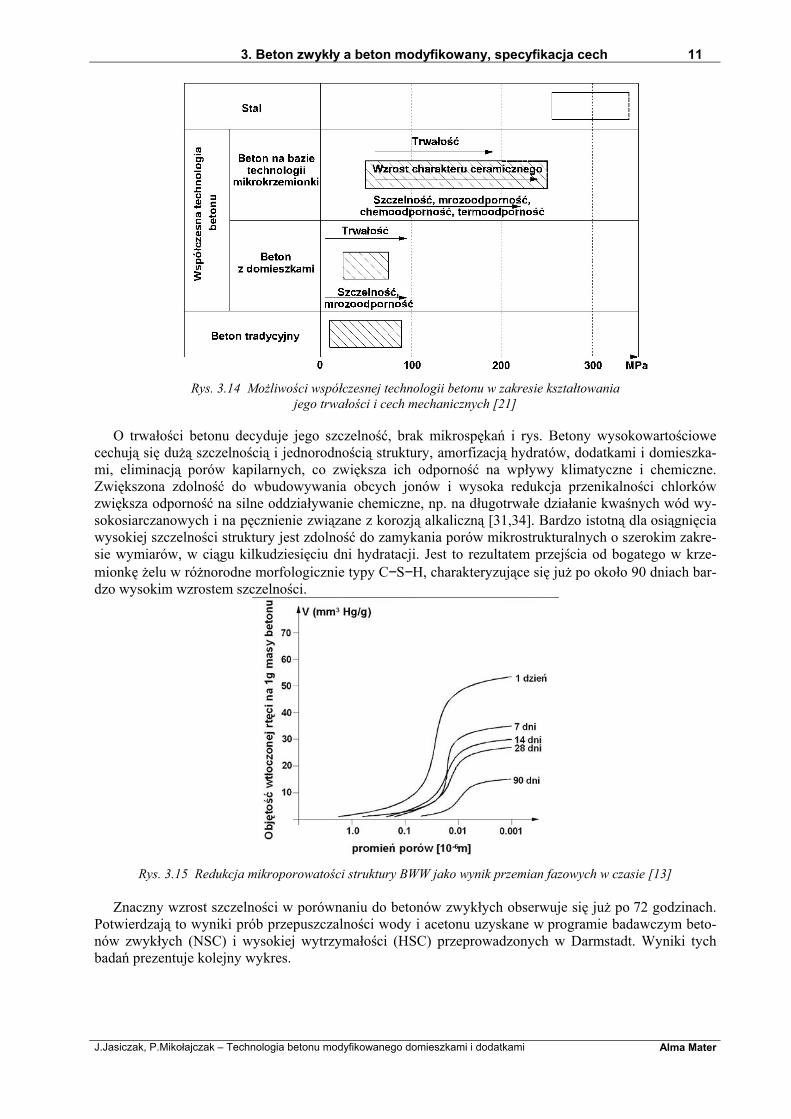
Rys. 3.14 Możliwości współczesnej technologii betonu w zakresie kształtowania
jego trwałości i cech mechanicznych [21] O trwałości betonu decyduje jego szczelność, brak mikrospękań i rys. Betony wysokowartościowe cechują się dużą szczelnością i jednorodnością struktury, amorfizacją hydratów, dodatkami i domieszka-mi, eliminacją porów kapilarnych, co zwiększa ich odporność na wpływy klimatyczne i chemiczne. Zwiększona zdolność do wbudowywania obcych jonów i wysoka redukcja przenikalności chlorków zwiększa odporność na silne oddziaływanie chemiczne, np. na długotrwałe działanie kwaśnych wód wy-sokosiarczanowych i na pęcznienie związane z korozją alkaliczną [31,34]. Bardzo istotną dla osiągnięcia wysokiej szczelności struktury jest zdolność do zamykania porów mikrostrukturalnych o szerokim zakre-sie wymiarów, w ciągu kilkudziesięciu dni hydratacji. Jest to rezultatem przejścia od bogatego w krze-mionkę żelu w różnorodne morfologicznie typy C−S−H, charakteryzujące się już po około 90 dniach bar-dzo wysokim wzrostem szczelności.
Rys. 3.15 Redukcja mikroporowatości struktury BWW jako wynik przemian fazowych w czasie [13]
Znaczny wzrost szczelności w porównaniu do betonów zwykłych obserwuje się już po 72 godzinach. Potwierdzają to wyniki prób przepuszczalności wody i acetonu uzyskane w programie badawczym beto-nów zwykłych (NSC) i wysokiej wytrzymałości (HSC) przeprowadzonych w Darmstadt. Wyniki tych badań prezentuje kolejny wykres.

3. Beton zwykły a beton modyfikowany, specyfikacja cech 12
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 3.16 Przepuszczalność betonów zwykłych i wysokiej wytrzymałości na
działanie wody i acetonu po 72 godzinach dojrzewania [13] Zwłaszcza ta cecha będzie wywierać zasadniczy wpływ na zdolności osłonowe betonów wysokowar-tościowych przed działaniem czynników korozyjnych [13]. To właśnie niska przepuszczalność redukuje do minimum niebezpieczeństwo wymywania składników stosunkowo łatwo rozpuszczalnych [Ca(OH)2] i zabezpiecza przed rozluźnieniem struktury betonu [34]. Wskutek dodania drobnej krzemionki − aktywnej z Ca(OH)2, przy około stukrotnie większym rozdrobnieniu, niż ziarn cementu dochodzi do uszczelnienia zaczynu taką krzemionką [52]. Pozwala to uzyskać betony o strukturze charakteryzującej się mniejszymi wielkościami porów oraz brakiem sieci połączeń między porami kapilarnymi. Eliminuje to konieczność napowietrzania mieszanki betonowej w celu uzyskania betonu o wysokiej mrozoodporności [15]. Trwałość mrozowa ulega poprawie wraz ze wzrostem szczelności po zagęszczeniu mieszanki betono-wej. Według hipotezy Powersa o mrozoodporności decyduje stosunek W/C<0,55 oraz wielkość i odle-głość porów powietrza równomiernie rozłożonych w zaczynie dzięki napowietrzeniu mieszanki. Rozwija-jąc tę hipotezę Phillea twierdzi, że w betonach o wysokich wytrzymałościach, gdzie mamy do czynienia z dużą zawartością zaczynu − wystarczy zachować W/C≤0,35 i nie jest konieczne dodawanie domieszek napowietrzających [52].
Rys. 3.17 Wpływ stosunku W/C na przesiąkliwość zaczynu cementowego [52]
3. Beton zwykły a beton modyfikowany, specyfikacja cech 13
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Według danych ze źródeł zagranicznych do określenia odporności BWW na zamrażanie i rozmrażanie potrzebna jest m.in. znajomość zależności między wielkością porów i temperaturą zamarzania wody w tych porach. Uważa się na przykład, że woda w porach o średnicach rzędu 2÷50 mikrometrów zamarza w temperaturze -23oC. A zatem w przypadku BWW, gdy rozmiary porów są mniejsze w porównaniu z be-tonem zwykłym, zjawisko zamarzania wody w porach podczas normowego badania mrozoodporności może nie zachodzić wcale, bądź zachodzić w niewielkim stopniu. Jednakże do wyjaśnienia całości zagadnień związanych z odpornością BWW na zamarzanie potrzebne są dalsze badania [15]. Kolejną różnicą w aspekcie trwałości między betonem zwykłym, a betonem modyfikowanym jest po-datność na karbonizację. Większa szczelność struktury betonu modyfikowanego utrudnia wnikanie CO2, co rzutuje na niemal całkowity brak objawów karbonizacji w tych betonach [31]. W betonach wysoko-wartościowych ponadto ze względu na wysoki udział cementu obniża się podatność na ten proces [34]. Ze względu na stosowanie pyłów krzemionkowych, zmniejsza się pH betonu i może się zwiększyć podat-ność zbrojenia na korozję, lecz równocześnie towarzyszy temu wzrost odporności elektrycznej betonu, a co za tym idzie i odporności na korozję [31]. Obserwuje się także odmienne zjawiska związane ze skurczem BWW i betonów zwykłych. Skurcz hydratacyjny jest szybszy i może spowodować wskutek ograniczenia swobody odkształceń dodatkowe naprężenia we wczesnym stadium dojrzewania. Mimo to wielkość skurczu całkowitego jest niższa ze względu na to, że skurcz spowodowany wysychaniem jest znacznie niższy ze względu mniejszą ilość wo-dy zarobowej i szczelność zaprawy [31]. Dodatek mikrokrzemionki zmniejsza odkształcenie skurczowe zaczynu cementowego. Natomiast domieszki uplastyczniające i upłynniające redukują odkształcenia skurczowe w sposób pośredni, poprawiając urabialność i zwiększając plastyczność mieszanki betonowej bez zmiany pozostałych składników [61]. Również dodatek włókien tak stalowych, jak i syntetycznych wpływa na modyfikację właściwości betonu zmierzającą w kierunku wzrostu jego trwałości. Dla przykładu poprawa ścieralności w odniesieniu do betonów konwencjonalnych sięga kilku÷kilkudziesięciu procent. Betony zbrojone włóknem stalowym odporne są ponadto na nagłe zmiany temperatury [23]. Obserwuje się także wzrost odporności na przema-rzanie i korozję. Dzięki zastosowaniu włókien uzyskano ponadto zdecydowaną poprawę udarności i od-porności na obciążenia zmęczeniowe [51]. Modyfikacja poszczególnych cech betonu mająca na celu także wzrost trwałości tego tworzywa zosta-ła tutaj jedynie zarysowana. Bliżej o tym zagadnieniu mowa będzie w kolejnych rozdziałach opracowa-nia, gdyż jest to niezwykle istotna dziedzina wyznaczająca kierunki rozwoju współczesnej technologii betonu.
4. Rola plastyfikatorów i superplastyfikatorów 1
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
4. Rola plastyfikatorów i superplastyfikatorów
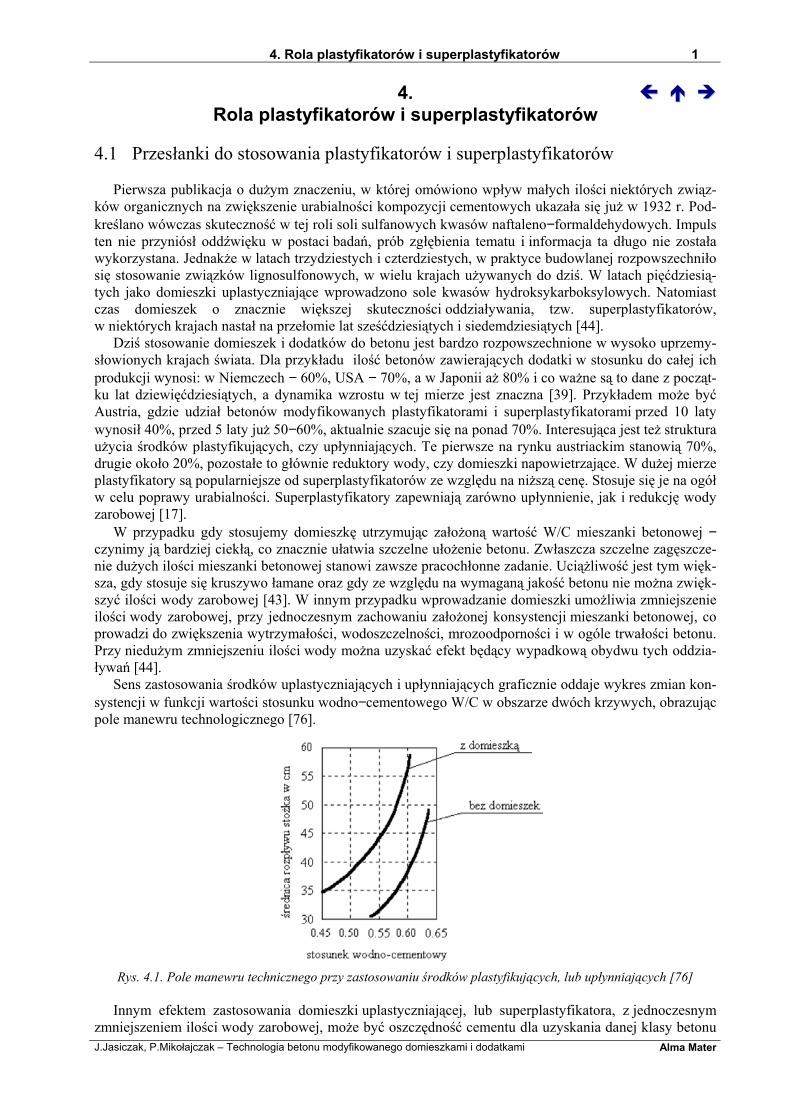
4.1 Przesłanki do stosowania plastyfikatorów i superplastyfikatorów Pierwsza publikacja o dużym znaczeniu, w której omówiono wpływ małych ilości niektórych związ-ków organicznych na zwiększenie urabialności kompozycji cementowych ukazała się już w 1932 r. Pod-kreślano wówczas skuteczność w tej roli soli sulfanowych kwasów naftaleno−formaldehydowych. Impuls ten nie przyniósł oddźwięku w postaci badań, prób zgłębienia tematu i informacja ta długo nie została wykorzystana. Jednakże w latach trzydziestych i czterdziestych, w praktyce budowlanej rozpowszechniło się stosowanie związków lignosulfonowych, w wielu krajach używanych do dziś. W latach pięćdziesią-tych jako domieszki uplastyczniające wprowadzono sole kwasów hydroksykarboksylowych. Natomiast czas domieszek o znacznie większej skuteczności oddziaływania, tzw. superplastyfikatorów, w niektórych krajach nastał na przełomie lat sześćdziesiątych i siedemdziesiątych [44]. Dziś stosowanie domieszek i dodatków do betonu jest bardzo rozpowszechnione w wysoko uprzemy-słowionych krajach świata. Dla przykładu ilość betonów zawierających dodatki w stosunku do całej ich produkcji wynosi: w Niemczech − 60%, USA − 70%, a w Japonii aż 80% i co ważne są to dane z począt-ku lat dziewięćdziesiątych, a dynamika wzrostu w tej mierze jest znaczna [39]. Przykładem może być Austria, gdzie udział betonów modyfikowanych plastyfikatorami i superplastyfikatorami przed 10 laty wynosił 40%, przed 5 laty już 50−60%, aktualnie szacuje się na ponad 70%. Interesująca jest też struktura użycia środków plastyfikujących, czy upłynniających. Te pierwsze na rynku austriackim stanowią 70%, drugie około 20%, pozostałe to głównie reduktory wody, czy domieszki napowietrzające. W dużej mierze plastyfikatory są popularniejsze od superplastyfikatorów ze względu na niższą cenę. Stosuje się je na ogół w celu poprawy urabialności. Superplastyfikatory zapewniają zarówno upłynnienie, jak i redukcję wody zarobowej [17]. W przypadku gdy stosujemy domieszkę utrzymując założoną wartość W/C mieszanki betonowej − czynimy ją bardziej ciekłą, co znacznie ułatwia szczelne ułożenie betonu. Zwłaszcza szczelne zagęszcze-nie dużych ilości mieszanki betonowej stanowi zawsze pracochłonne zadanie. Uciążliwość jest tym więk-sza, gdy stosuje się kruszywo łamane oraz gdy ze względu na wymaganą jakość betonu nie można zwięk-szyć ilości wody zarobowej [43]. W innym przypadku wprowadzanie domieszki umożliwia zmniejszenie ilości wody zarobowej, przy jednoczesnym zachowaniu założonej konsystencji mieszanki betonowej, co prowadzi do zwiększenia wytrzymałości, wodoszczelności, mrozoodporności i w ogóle trwałości betonu. Przy niedużym zmniejszeniu ilości wody można uzyskać efekt będący wypadkową obydwu tych oddzia-ływań [44]. Sens zastosowania środków uplastyczniających i upłynniających graficznie oddaje wykres zmian kon-systencji w funkcji wartości stosunku wodno−cementowego W/C w obszarze dwóch krzywych, obrazując pole manewru technologicznego [76].
Rys. 4.1. Pole manewru technicznego przy zastosowaniu środków plastyfikujących, lub upłynniających [76]
Innym efektem zastosowania domieszki uplastyczniającej, lub superplastyfikatora, z jednoczesnym zmniejszeniem ilości wody zarobowej, może być oszczędność cementu dla uzyskania danej klasy betonu
4. Rola plastyfikatorów i superplastyfikatorów 2
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
przy zachowaniu konsystencji mieszanki i wytrzymałości betonu. Te trzy przesłanki do stosowania pla-styfikatorów i superplastyfikatorów zostały tutaj jedynie zasygnalizowane, a szczegółowo zostaną omó-wione w dalszym toku pracy [44]. Spróbujmy odpowiedzieć jeszcze na pytanie o technologiczne cele stosowania plastyfikatorów oraz superplastyfikatorów. Pierwszym niech będzie ułatwienie pracy na placu budowy. Firmy budowlane oczekują tak zaprojektowanego betonu, aby ten oznaczał się dobrą urabialnością i którego zabudowanie nie nastręcza kłopotów. Domieszki uplastyczniające i upłynniające ułatwiają wbudowywanie betonu o podwyższonej plastyczności (aż do konsystencji ciekłej) czasem w kombinacji z domieszkami spowalnia-jącymi szybkość utraty konsystencji i proces wiązania cementu. Podczas całego czasookresu wbudowy-wania betonu należy także utrzymać tą samą konsystencję, co stanowić może pewne utrudnienie, zwłasz-cza wobec krótkotrwałego oddziaływania superplastyfikatorów, lecz nie jest to w praktyce budowlanej problemem, a zagadnienie dotyczące korelacji dozowania domieszki i reologii mieszanki betonowej sta-nowić będzie tematykę odrębnego rozdziału opracowania [76]. Kolejnym technologicznym celem stosowania domieszek tu omawianych jest konieczność produk-cji betonu o powtarzalnych własnościach. Produkcja takiego betonu wymaga jednorodnego cementu o powtarzających się właściwościach (charakterystyka wytrzymałościowa, wodożądność, szybkie wiązanie i twardnienie), utrzymania stałych źródeł zaopatrzenia w kruszywa i przede wszystkim utrzymania stałej zawartości wody w recepturze. Ostatni aspekt nie jest łatwy do utrzymania, ponieważ zmienna charakte-rystyka piasku oznacza zmienną wodożądność, podobnie jak niejednorodny przemiał cementu, także za duży udział frakcji 4/8 zwiększa zapotrzebowanie wody. Następnym celem jest wymóg dotrzymania wymagań wytrzymałościowych przy możliwie niskiej zawartości cementu. Domieszki upłynniające i uplastyczniające pozwalają obniżyć zużycie cementu z możliwością redukcji wody bez uszczerbku dla końcowej wytrzymałości betonu. Obniżenie W/C po-zwala osiągnąć kolejny technologiczny cel stosowania domieszek. Jest to skrócenie czasu pielęgnacji świeżego betonu i ograniczenie kosztów z tym związanych [76]. Plastyfikatory i superplastyfikatory pozwalają ponadto zmniejszyć skłonność do występowania zary-sowań i spękań, poprzez zmniejszenie wodożądności mieszanki betonowej, także przy zastosowaniu miałkich cementów. Mniejsza ilość wody w mieszance betonowej powoduje, że beton posiada mniejszą skłonność do tworzenia rys. Coraz większego znaczenia nabiera także wygląd powierzchni betonu, który przy betonach architektonicznych często staje się dla inwestora kryterium oceny jakości prac. Nawet za-barwienie betonu zależy nie tylko od surowców, ale między innymi od stosunku W/C (niższe W/C daje beton ciemniejszy). Niski poziom tego wskaźnika daje możliwość uzyskania zamkniętych powierzch-ni betonu, bez porów, pęcherzyków powietrza, wżerów, jam itp. Rzutuje to także na kolejny cel stosowa-nia plastyfikatorów i superplastyfikatorów, czyli na trwałość konstrukcji betonowej. Domieszki te pozwa-lają na zaprojektowanie betonu odpornego na agresję wody, mrozu, soli odladzających, dwutlenku węgla i innych chemicznych odczynników. Obniżenie W/C poprawia szczelność betonu, jego struktura jest bar-dziej zwarta i nieprzepuszczalna dla czynników zewnętrznych [76]. Zwróćmy jeszcze uwagę na dziedzinę, w której zastosowanie zwłaszcza superplastyfikatorów jest nie-odzowne i rodzi szerokie możliwości rozwoju, czyli technologię betonów wysokiej wytrzymałości. Su-perplastyfikatory stosowane łącznie z mikrowypełniaczami, są podstawą technologii otrzymywania beto-nów wysokiej wytrzymałości. Obecność upłynniaczy jest jednym z podstawowych warunków do ujaw-nienia unikalnych właściwości mikrokrzemionki w układzie z cementem. Nawiasem mówiąc przy zasto-sowaniu samego tylko dodatku superplastyfikatora i odpowiedniej kontroli składu ziarnistego cementu, można otrzymać betony wysokich wytrzymałości, nawet do pułapu B100, co przy użyciu samego tylko pyłu krzemionkowego nie jest możliwe. Świadczy to o dużych możliwościach modyfikacji struktury be-tonów wysokowartościowych przy użyciu tych dodatków i domieszek [30]. Efektywność działania superplastyfikatora zależy od wielu czynników takich, jak dawka domieszki, jej rodzaj i moment dozowania, poziom wskaźnika wodno−cementowego, rodzaj i skład chemiczny ce-mentu, dawka pyłu krzemionkowego, itd. Zatem ze względu na złożoność i szereg wzajemnych oddzia-ływań wyżej wymienionych czynników konieczne jest doświadczalne sprawdzenie, w konkretnych wa-runkach, wpływu domieszki upłynniającej na właściwości reologiczne mieszanki betonowej BWW [65]. Problematyka ta zostanie przybliżona w dalszej części tego rozdziału.
4. Rola plastyfikatorów i superplastyfikatorów 3
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
4.2 Charakterystyka i podział plastyfikatorów i superplastyfikatorów Domieszki do betonów można podzielić na kategorie według:
• mechanizmu ich oddziaływania na główne składniki betonu, • składu chemicznego, • podstawowego efektu technologicznego uzyskiwanego wskutek zastosowania odpowiedniej do-
mieszki. Z punktu widzenia praktyki budowlanej najbardziej istotne są efekty technologiczne, więc stanowią one podstawę klasyfikacji w normatywach. Jako kryterium zaliczania domieszki do danego rodzaju, przyjmuje się spełnianie przez nią wymagań dotyczących podstawowego efektu działania na mieszankę betonową i/lub stwardniały beton. W przypadku gdy domieszka modyfikuje wyraźnie więcej niż jedną cechę betonu, zalicza się ją do domieszek dwufunkcyjnych (kompleksowych) [44]. Pierwszą normą dotyczącą domieszek ustanowioną w Polsce była PN−85/B−23010 „Domieszki do betonu. Klasyfikacja i określenia”. Przyjęto w niej układ klasyfikacyjny obejmujący ok. 20 grup domie-szek. Interesujące nas domieszki modyfikujące właściwości reologiczne mieszanki betonowej oraz zawar-tość w niej powietrza ujęto w jednej grupie podzielonej na:
• domieszki uplastyczniające i upłynniające (superplastyfikatory), • domieszki zagęszczające, • domieszki zwiększające ilość wody.
W grupie tej w kręgu zainteresowań wynikającym z tematyki tego rozdziału znajdą się te pierwsze − powodujące, w różnym stopniu uplastycznienie mieszanki betonowej oraz zaprawy. Są to substancje chemiczne, zwłaszcza związki powierzchniowo czynne o działaniu hydrofilowym, a także inne związ-ki wielkocząsteczkowe, wywierające działanie dyspergujące, smarne lub zmniejszające napięcie po-wierzchniowe wody. Głównym celem ich użycia jest: zwiększenie ciekłości mieszanki betonowej lub za-prawy, bez zmiany składu (W/C = const.), lub zwiększenie wytrzymałości betonu (efekt reduk-cji wskaźnika W/C przy zachowaniu konsystencji wyjściowej), czy wreszcie niższe zużycie cementu bez uszczerbku dla wytrzymałości i urabialności mieszanki betonowej (z jednoczesną redukcją ilości wody zarobowej) [56]. Odrębną kategorię stanowią domieszki kompleksowe uplastyczniające lub upłynniające − przyspieszające. Te z kolei mają na celu zwiększenie ciekłości mieszanki betonowej w takim stopniu, jaki uzyskuje się w przypadku domieszek uplastyczniających czy upłynniających, lecz bez negatywnego wpływu na wytrzymałość betonu. Drugą możliwością jaką dają te domieszki jest zwiększenie wytrzyma-łości, zwłaszcza początkowej, betonu w stopniu większym niż uzyskuje się stosując domiesz-ki uplastyczniające (przy jednoczesnym zmniejszeniu ilości wody zarobowej w betonie, przy zachowaniu jednakowej konsystencji mieszanki betonowej) [57]. Ogólna klasyfikacja oraz definicje wszystkich obecnie istniejących rodzajów domieszek w Europie zostają aktualnie kodyfikowane w normie EN 934 „Domieszki do betonu, zaprawy i zaczynu”. Część pierwsza jest w stadium projektu, a część druga zostanie w najbliższej przyszłości przyjęta i wdrożona. W odróżnieniu od Polskiej Normy, koncentruje się na kilku zaledwie, najpowszechniej używanych, rodza-jach domieszek do betonu, podobnie jak czynią to Amerykanie w normach ATSM [44]. Wracając do kręgu zagadnień związanych z systematyką dodatków uplastyczniających i upłynniających spróbowano odpowiedzieć sobie na pytanie: gdzie przebiega granica podziału między plastyfikatorami i superplastyfikatorami? Otóż superplastyfikatory zwiększają ciekłość mieszanki beto-nowej w znacznie większym stopniu, niż zwykłe domieszki uplastyczniające lub alternatywnie: umożli-wiają zdecydowanie większe zmniejszenie ilości wody zarobowej w mieszance, co w konsekwencji po-woduje wyraźnie większy wzrost wytrzymałości betonu. To właśnie wielkość tych głównych efektów oddziaływania stanowi kryterium, na podstawie którego daną domieszkę zalicza się do plastyfikatorów lub upłynniaczy. Należałby sprecyzować podstawy, na których opiera się wyżej wymienione rozgrani-czenie. Dla szerszego ujęcia zagadnienia posłużę się danymi zawartymi w Polskiej Normie PN−90/B−06243 „Domieszki do betonu. Domieszki uplastyczniające i upłynniające. Wymagania i bada-nie efektów oddziaływania na beton” oraz propozycjami wspomnianego już projektu normy EN 934-2:1994. Pamiętać należy, że efekty oddziaływania domieszki wykorzystywanej w celu upłynnie-nia (uplastycznienia) mieszanki betonowej ocenia się porównując właściwości betonu zawierającego ba-dany produkt oraz betonu kontrolnego, wykonanych z mieszanek o jednakowym W/C. Jeśli z kolei do-mieszka ma być wykorzystywana w celu zwiększenia wytrzymałości betonu, jej oddziaływanie ocenia się

4. Rola plastyfikatorów i superplastyfikatorów 4
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
przez porównanie właściwości betonu zawierającego badany produkt oraz betonu kontrolnego, wykona-nych z mieszanek o jednakowej konsystencji, co oznacza zmniejszoną ilość wody zarobowej w mieszance z domieszką. Zaznaczyć należy, że w EN przewidziano stosowanie plastyfikatorów tylko w celu zwięk-szenia wytrzymałości betonu [44]. Podejście do sklasyfikowania omawianych domieszek jest jednak bardzo zróżnicowane, czego najlep-szym przykładem są normatywy niemieckie. Dla plastyfikatora BV (Betonver−flüssiger) kryterium bada-nia stanowi warunek: koniec wiązania zaczynu cementowego przy podwojonym maksymalnym dozowa-niu domieszki powinien nastąpić w czasie krótszym, niż 16 godzin. Badanie przeprowadza się na 16 ce-mentach. Tak ustawione kryterium powoduje, że poziom dozowania plastyfikatorów jest niewielki i leży w granicach 0,2÷0,5% w stosunku do masy cementu. Natomiast w przypadku superplastyfikatora FM (Fliessmittel) Niemcy badają efekt jego działania mierząc zmiany w średnicy rozpływu stożka, która po-winna się zwiększyć o minimum 8 cm, po dodaniu domieszki. W efekcie jedna domieszka może mieć jednocześnie obydwa niemieckie dopuszczenia na rynek, tak jako plastyfikator, jak i superplastyfikator, np. Addiment BV6/FM6, czy inny produkt tego producenta BVF/FMF. Biorąc pod uwagę kłopoty z jednoznacznym rozstrzygnięciem specyfikacji parametrów technologicz-nych plastyfikatorów wiele krajów nie wprowadziło tego podziału środków plastyfikujących, lub przyjęło inne kryteria oceny [76]. W dotychczasowych rozważaniach ujęcie klasyfikacyjne było przyporządkowa-ne efektowi technologicznemu uzyskiwanemu wskutek zastosowania odpowiedniej domieszki. Spójrzmy teraz na domieszki uplastyczniające i upłynniające przez pryzmat ich budowy i składu che-micznego. Zgodnie z powyższym plastyfikatory można uszeregować w sposób następujący: [44,76] a) Sole kwasów lignosulfonowych (lignosulfoniany wapniowe, potasowe, sodowe) np. Klutan A, Klutan
P, Addiment BV1, Addiment BV3. Związki lignosulfonowe powstają jako produkt uboczny przy pro-dukcji celulozy z drewna metodą siarczynową. Nawiasem mówiąc to właśnie te związki w latach 30−tych dały początek stosowaniu jakichkolwiek domieszek do betonów. Problemem są tu cukry znajdujące się w wywarze posiarczynowym, w ilości do 30% w przeliczeniu na substancje stałe pod-czas, gdy domieszka tego typu nie powinna zawierać więcej niż 12% cukrów. Wywar przeznaczony do produkcji domieszki zostaje więc poddany odcukrzeniu [43]. Nieoczyszczony surowiec opóźnia w dużym stopniu, reaguje zmiennie i powoduje osiadanie grubej warstwy szlamu, nie daje powtarzal-nych wyników, co go dyskwalifikuje [76]. Lignosulfoniany wprowadzają zwykle małe ilo-ści powietrza (2−3%) i wykazują także działanie opóźniające. Opóźnienie wiązania wzrasta znacznie, gdy dodatek plastyfikatora jest zbyt duży [34]. Opóźniający wpływ na początek wiązania zachodzi w sytuacji, gdy nie zmniejszamy ilości wody zarobowej. Natomiast, gdy redukujemy ilość wody mając na celu podniesienie wytrzymałości − proces wiązania ulega przyspieszeniu (np. w przypadku Klutenu P. o około godzinę) [44].
b) Sole kwasów hydroksykarboksylowych (Ca, Na, trietanoloaminy) np. kwas glikonowy. Związki z tej grupy nie wykazują działania napowietrzającego, także opóźniają wiązanie, co również znacznie wzrasta w przypadku zbyt dużych dawek domieszki. Do domieszek grupy a) i b) wprowadza się do-datki modyfikujące ich działanie, a mianowicie zwiększające wpływ napowietrzający lub przyspiesza-jący wiązanie [34].

4. Rola plastyfikatorów i superplastyfikatorów 5
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Tablica 4.1 Porównanie podstawowych wymagań PN−90/B−06243 i prEN 934-2:1994 dla domieszek uplastyczniających i upłynniających stosowanych w celu zwiększenia ciekłości mieszanki betonowej [44] Wyszczególnienie Wymagania wg PN−90/B−06243 prEN 934−2:1994
DOMIESZKI UPLASTYCZNIAJĄCE Zwiększanie (poprawa) cie−kłości mieszanki betonowej z domieszką; zmiana konsysten-cji mieszanki o składzie wzorco-wym z wartości , stożka opado-wego 30±10 mm do wartości
≥ 70 mm
Zmniejszenie ciekłości mieszan-ki betonowej z domieszką (w funkcji czasu) − zmiana konsy-stencji po upływie 30 min od wprowadzenia domieszki
nie więcej niż o 60% w po-równaniu z konsystencją tej samej mieszanki, zmierzoną po 10 min od wprowadzenia domieszki
norma nie określa wymagań dla domieszek uplastyczniających stosowanych w celu zwiększenia ciekłości mieszanki betonowej
Zawartość powietrza w mieszance betonowej z domieszką
nie większa niż 2%
Wytrzymałość na ściskanie beto-nu z domieszką w porównaniu z betonem kontrolnym2) po 28 dniach
≥ 90%
DOMIESZKI UPŁYNNIAJĄCE Zwiększanie (poprawa) ciekło-ści mieszanki betonowej z domieszką − zmiana konsysten-cji mieszanki o składzie wzorco-wym1) z wartości stożka opado-wego 30±10 mm do wartości
≥ 150 mm
≥ 150 mm
Zmniejszenie ciekłości mieszan-ki betonowej z domieszką (w funkcji czasu) − zmiana konsy-stencji po upływie 30 min od wprowadzenia domieszki
nie więcej niż o 60% w po-równaniu z konsystencją tej samej mieszanki, zmierzoną po 10 min od wprowadzenia domieszki
do wartości nie mniejszej niż wartość wyjściowej konsysten-cji mieszanki kontrolnej
Zawartość powietrza w mieszance betonowej z domieszką
nie większa niż 2%
wzrost nie większy niż o 2% w porównaniu z mieszanką kontro-lną
Wytrzymałość na ściskanie beto-nu z domieszką w porównaniu z betonem kontrolnym2) po 28 dniach [%]
≥ 90%
≥ 90%
1) skład betonów wzorcowych wg PN−90/B−06040 i prEN 480−1:1994, 2) beton z domieszką i beton kontrolny wykonuje się z mieszanek o jednakowym W/C.
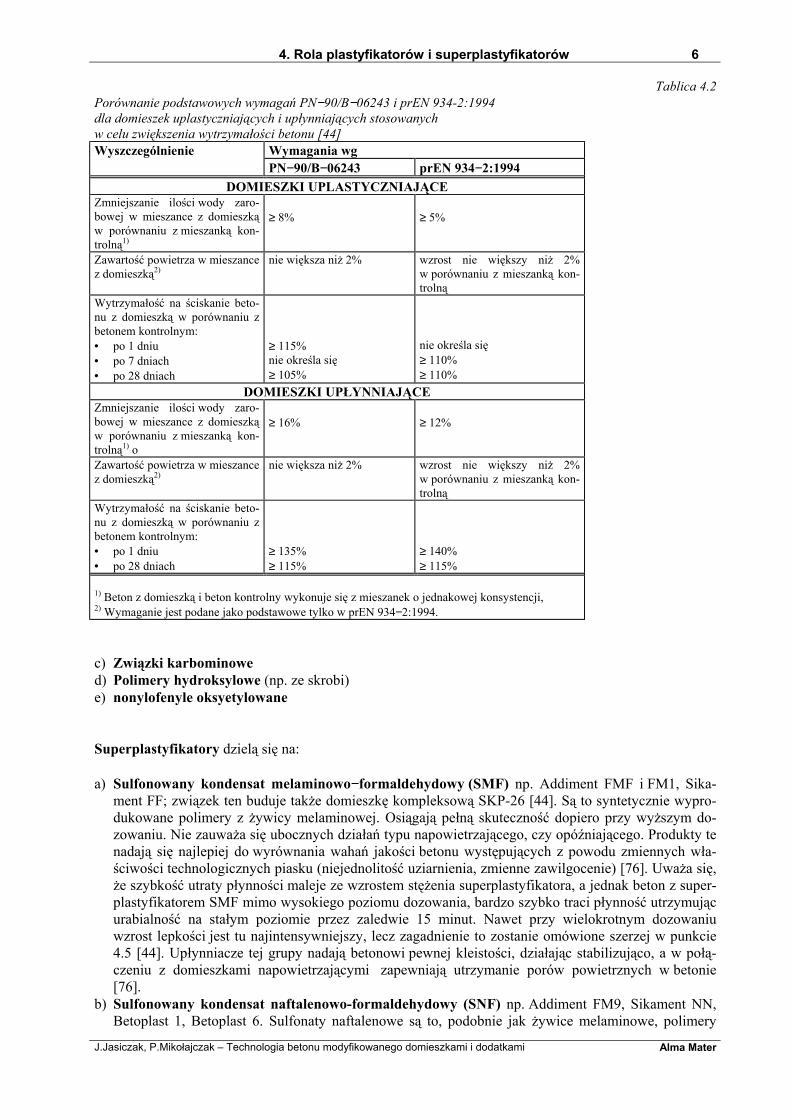
4. Rola plastyfikatorów i superplastyfikatorów 6
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Tablica 4.2 Porównanie podstawowych wymagań PN−90/B−06243 i prEN 934-2:1994 dla domieszek uplastyczniających i upłynniających stosowanych w celu zwiększenia wytrzymałości betonu [44] Wyszczególnienie Wymagania wg PN−90/B−06243 prEN 934−2:1994
DOMIESZKI UPLASTYCZNIAJĄCE Zmniejszanie ilości wody zaro-bowej w mieszance z domieszką w porównaniu z mieszanką kon-trolną1)
≥ 8%
≥ 5%
Zawartość powietrza w mieszance z domieszką2)
nie większa niż 2% wzrost nie większy niż 2% w porównaniu z mieszanką kon-trolną
Wytrzymałość na ściskanie beto-nu z domieszką w porównaniu z betonem kontrolnym: • po 1 dniu • po 7 dniach • po 28 dniach
≥ 115% nie określa się ≥ 105%
nie określa się ≥ 110% ≥ 110%
DOMIESZKI UPŁYNNIAJĄCE Zmniejszanie ilości wody zaro-bowej w mieszance z domieszką w porównaniu z mieszanką kon-trolną1) o
≥ 16%
≥ 12%
Zawartość powietrza w mieszance z domieszką2)
nie większa niż 2% wzrost nie większy niż 2% w porównaniu z mieszanką kon-trolną
Wytrzymałość na ściskanie beto-nu z domieszką w porównaniu z betonem kontrolnym: • po 1 dniu • po 28 dniach
≥ 135% ≥ 115%
≥ 140% ≥ 115%
1) Beton z domieszką i beton kontrolny wykonuje się z mieszanek o jednakowej konsystencji, 2) Wymaganie jest podane jako podstawowe tylko w prEN 934−2:1994. c) Związki karbominowe d) Polimery hydroksylowe (np. ze skrobi) e) nonylofenyle oksyetylowane Superplastyfikatory dzielą się na: a) Sulfonowany kondensat melaminowo−formaldehydowy (SMF) np. Addiment FMF i FM1, Sika-
ment FF; związek ten buduje także domieszkę kompleksową SKP-26 [44]. Są to syntetycznie wypro-dukowane polimery z żywicy melaminowej. Osiągają pełną skuteczność dopiero przy wyższym do-zowaniu. Nie zauważa się ubocznych działań typu napowietrzającego, czy opóźniającego. Produkty te nadają się najlepiej do wyrównania wahań jakości betonu występujących z powodu zmiennych wła-ściwości technologicznych piasku (niejednolitość uziarnienia, zmienne zawilgocenie) [76]. Uważa się, że szybkość utraty płynności maleje ze wzrostem stężenia superplastyfikatora, a jednak beton z super-plastyfikatorem SMF mimo wysokiego poziomu dozowania, bardzo szybko traci płynność utrzymując urabialność na stałym poziomie przez zaledwie 15 minut. Nawet przy wielokrotnym dozowaniu wzrost lepkości jest tu najintensywniejszy, lecz zagadnienie to zostanie omówione szerzej w punkcie 4.5 [44]. Upłynniacze tej grupy nadają betonowi pewnej kleistości, działając stabilizująco, a w połą-czeniu z domieszkami napowietrzającymi zapewniają utrzymanie porów powietrznych w betonie [76].
b) Sulfonowany kondensat naftalenowo-formaldehydowy (SNF) np. Addiment FM9, Sikament NN, Betoplast 1, Betoplast 6. Sulfonaty naftalenowe są to, podobnie jak żywice melaminowe, polimery
4. Rola plastyfikatorów i superplastyfikatorów 7
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
wyprodukowane syntetycznie z naftalenu (produkt przeróbki węgla i ropy naftowej). Związki te już w niewielkich ilościach działają plastyfikująco na beton. Naftaleny działają skutecznie przy wysokiej zawartości środków wiążących, przy zastosowaniu drobnego piasku, lub przy wysokim udziale w kru-szywie miałkich frakcji [76]. Superplastyfikatory na bazie naftalenu są efektywniejsze w dyspergowa-niu cementu i mają pewne właściwości opóźniające [39]. Upłynniacze naftalenowe SNF okazują się także skuteczniejsze w oddziaływaniu na właściwości reologiczne mieszanki betonowej (granicę pły-nięcia i lepkość pozorną) w stosunku do upłynniaczy melaminowych SMF. Różnica ta jest tym więk-sza, im bardziej jest opóźnione dozowanie superplastyfikatora [65].
c) Mieszaniny sulfonatów melaminowo-naftalenowych np. Addiment FM6. Ponieważ dla uzyskania betonu ciekłego dozowanie preparatów melaminowych jest stosunkowo wysokie, kombinacja mela-minowo-naftalenowa daje ten sam efekt przy o połowę niższym dozowaniu. Efekt działania superpla-styfikatora zanika w czasie najszybciej dla preparatów melaminowych (ok. 20 min), najwolniej dla preparatów naftalenowych (ok. 60 min). Mieszaniny tych dwóch związków dają efekt dokładnie wy-pośrodkowany [76].
d) Modyfikowane sole kwasów lignosulfonowych e) Inne: polimery o nie zbadanych szerzej właściwościach, których charakterystykę podają tylko wy-
twórcy, np. wielkopierścieniowe sulfoniany, kwasy alkiloarylosulfonowe, sulfonowane polistyreny i inne [34].
Domieszki uplastyczniające i upłynniające można wreszcie uszeregować z punktu widzenia mechani-zmu ich oddziaływania na główne składniki betonu, o czym dokładnie mowa będzie już w następnym punkcie podczas omawiania idei działania tych domieszek. 4.3 Idea działania domieszek plastyfikujących i upłynniających Domieszki takie są wytwarzane z różnych substancji chemicznych, wywierających działanie dysper-gujące, smarne i zmniejszających napięcie powierzchniowe wody, powodujących utrzymanie się w mie-szance betonowej początkowo znacznych ilości wolnej wody na skutek opóźnienia tworzenia się etryngi-tu i/lub zmniejszenie ilości wody utrzymywanej w otoczkach solwatacyjnych wokół ziaren cementu i pyłów (cząstek wielkości do 0.125 mm). Powstający z opóźnieniem etryngit wiąże znaczne ilości wody i konsystencja mieszanki betonowej stopniowo zwiększa się (mieszanka gęstnieje). Zanim to nastą-pi zwiększa się ciekłość oraz urabialność zaprawy, lub mieszanki betonowej [44]. W tym miejscu należałoby zaprezentować mechanizmy oddziaływań zachodzących podczas uaktywnia-nia się domieszek plastyfikujących i upłynniających. 4.3.1 Działanie dyspergujące W grupie domieszek uplastyczniających i upłynniających występują także związki organiczne charak-teryzujące się wyłącznie działaniem dyspergującym i nie będące związkami powierzchniowo czynnymi. Takie domieszki zwiększają ciekłość mieszanki betonowej, natomiast nie mają działania napowietrzają-cego i zwilżającego. Są to np. sole kwasów hydroksykarboksylowych, sulfonaty melaminowe, czy sulfo-naty naftalinowe [44]. Mechanizm oddziaływania tych związków na właściwości świeżej zaprawy oraz mieszanki betonowej polega na adsorpcji cząsteczek upłynniaczy na powierzchni ziarn cementu i cząstek pyłu, co neutralizuje ładunki powierzchniowe i wywołuje siły odpychania pomiędzy ziarenkami cementu. Zaadsorbowane czą-steczki o charakterze anionowym nadają powierzchniom ładunek ujemny. Na pograniczu faz, to jest wo-kół ziarn cementu i cząstek pyłów, tworzy się podwójna warstwa elektryczna, tzw. warstwa Helmhol-za-Sterna i potencjał elektrokinetyczny dzeta. W wyniku powstawania znacznych sił odpychających, na-stępuje rozpad aglomeratów cząstek cementu na drobniejsze fragmenty. Powietrze i woda zamknięte w tych aglomeratach zostają uwolnione, co schematycznie zaprezentowano na rysunku 4.2. Stopień dyspersji cementu w wodzie zwiększa się, co powoduje znaczny wzrost ciekłości mieszanki betonowej lub zaprawy i poprawę jej urabialności [34,44]. Rodzaj superplastyfikatora ma naturalnie wpływ na adsorbcję, natomiast wraz ze wzrostem dawki domieszki maleje potencjał elektrokinetyczny. Łatwo powstają wokół ziarn cementu otoczki wody. Ponadto cząsteczki superplastyfikatora przeciwdzia-łają adhezji cząstek cementu, w wyniku czego uzyskuje się znaczną deflokulację (tj. rozsegregowanie)

4. Rola plastyfikatorów i superplastyfikatorów 8
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
zawiesiny. Działanie deflokulacyjne jest zróżnicowane dla różnych frakcji ziarnowych, a uwidacznia się szczególnie wyraźnie dla ziarn grubszych.
Rys. 4.2 Schemat działania dyspergującego: [44]
a − cząsteczka cementu (aglomerat), b − woda uwolniona Zwróćmy jeszcze uwagę na wyraźnie zarysowaną różnicę w wielkości i charakterze adsorpcji między omawianymi superplastyfikatorami naftalenowymi i melaminowymi, a związkami powierzchniowo czynnymi − zwłaszcza lignosulfonianami. Otóż plastyfikatory powodują zmniejszenie napięcia po-wierzchniowego na granicy faz ciecz - powietrze, czego jednym z efektów jest umiarkowane napowie-trzenie mieszanki betonowej. Superplastyfikatory prawie nie zmniejszają napięcia powierzchniowego, natomiast znacznie zmniejszają energię międzyfazową na granicy ciało stałe - ciecz, w efekcie czego praktycznie brak będzie jakiegokolwiek napowietrzenia mieszanki betonowej, przy jednocześnie inten-sywnym działaniu dyspergującym tych domieszek. Zwiększenie zaś liczby cząsteczek cementu przyspie-sza jego hydratację [34]. 4.3.2 Działanie zmniejszające napięcie powierzchniowe wody Istnieje wyraźna zależność między właściwościami poszczególnych związków powierzchniowo czyn-nych, a ich oddziaływaniem na cechy mieszanki betonowej oraz betonu. Związki te odznaczają się w róż-nym stopniu zdolnością zmniejszania napięcia powierzchniowego wody i poprawy jej zdolności do zwil-żania oraz działania dyspergującego, co powoduje w konsekwencji zróżnicowany wzrost ciekło-ści mieszanki betonowej. Zmniejszanie napięcia powierzchniowego wody jest związane z dipolową bu-dową cząsteczek substancji powierzchniowo czynnych. Większość z nich jest wydłużona asymetrycznie: na przeciwległych końcach ma biegun dodatni i ujemny, czemu towarzyszy stały moment dipolowy. Jed-ną część cząsteczki stanowi zwykle naładowana dodatnio hydrofobowa grupa węglowodorowa, drugą: naładowana ujemnie grupa hydrofilowa. Związki powierzchniowo czynne, które w środowisku wodnym przyłączają koordynacyjne cząsteczki wody nazywa się hydrofilowymi, a te które cząsteczki wody odpy-chają − hydrofobowymi [44]. W roztworze wodnym cząsteczki te ustawiają się na granicy faz woda − powietrze, prostopadle do powierzchni granicznej, orientując się częścią hydrofilową do wody, a częścią hydrofobową, odpychaną przez wodę, na zewnątrz tzn. w kierunku powietrza. W konsekwencji czego na powierzchni wody tworzy się warstwa adsorpcyjna, często jednocząsteczkowa. Jest ona mniej, lub bardziej szczelna, zależnie od stężenia związku powierzchniowo czynnego w wodzie. Tworzenie się zorientowanych warstw adsorpcyj-nych stanowi warunek zmniejszenia napięcia powierzchniowego na granicy faz w wyniku działania sił międzycząsteczkowych (tzw. sił Van der Waalsa). Wynikiem tego jest właśnie poprawa ciekło-ści zaprawy lub mieszanki betonowej, uzyskiwana przez zmniejszenie sił oddziaływania między czą-steczkami wody w warstwie granicznej stykających się z powierzchnią stałych cząsteczek cementu i pyłów, na których został zaadsorbowany związek powierzchniowo czynny domieszki. W zależności od zdolności do dysocjacji elektrolitycznej w roztworach wodnych, substancje po-wierzchniowo czynne dzielimy na jonowe i niejonowe. Jeśli w wyniku dysocja-cji cząsteczki hydrofobowy łańcuch stanowi anion (reszta węglowodorowa), wówczas substancja jest czynna anionowo, jeśli zaś kation − jest czynna kationowo [44]. W wyniku wprowadzenia do zaczynu niejonowych domieszek powierzchniowo czynnych, ziarna cementu nabierają właściwo-ści hydrofilowych, analogicznie jak w obecności związków anionowo czynnych. Nie wpływa to więc na przebieg hydratacji. Także zmiany właściwości stwardniałego betonu przy użyciu związków niejonowych są bardzo zbliżone do wpływu związków anionowo czynnych. Zbyt duży dodatek związku powierzch-

4. Rola plastyfikatorów i superplastyfikatorów 9
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
niowo czynnego nie pociąga za sobą tak negatywnych skutków, jak w przypadku środków napowietrza-jących. 4.3.3 Działanie smarne Uplastycznienie mieszanki może być także spowodowane działaniem smarnym warstewek domiesz-ki zaadsorbowanej na ziarnach cementu i kruszywa. Wytwarzający się poślizg między cząsteczka-mi powoduje zmniejszenie tarcia wewnętrznego w mieszance betonowej. Schematycznie zobrazowane to zostaje poniżej [44].
Rys. 4.3 Schemat działania smarnego [44]
4.4 Funkcje domieszek uplastyczniających i upłynniających 4.4.1 Zmiana konsystencji mieszanki betonowej przy stałym W/C Istnieją trzy możliwości uzyskania z betonu o konsystencji gęstoplastycznej, wymagającego do wła-ściwego zagęszczenia wibracji, betonu miękkiego, łatwo przerabialnego, o konsystencji półciekłej. Jest to:
• zwiększenie ilości zaczynu cementowego, • zastosowanie plastyfikatora, • zastosowanie superplastyfikatora (możliwość upłynnienia mieszanki).
Zwróćmy uwagę na pierwszą z możliwości. Aby zmienić konsystencję betonu i poprawić jego płyn-ność, mierzoną średnicą rozpływu stożka o ok. 1 cm, potrzeba dodatkowo wprowadzić do betonu 1.5 do 2 litrów wody. Beton o konsystencji półciekłej potrzebowałby od 10 do 13 litrów wody więcej, niż beton plastyczny. Dla wyrównania straty wytrzymałości konieczne jest wprowadzenie do betonu dodatkowo 20 kg cementu (inna możliwość to wprowadzenie dodatkowo popiołów lotnych) [76]. Taka droga, chociaż pozornie atrakcyjna dla użytkownika wykazuje pewne niebezpieczeństwa: [76]
• beton o podwyższonej zawartości cementu będzie wykazywał skłonności do segregacji składni-ków i wydzielania wody; trwałość betonu, odporność na agresję chemiczną i ochrona korozyjną zbrojenia pozostaje praktycznie bez zmian,
• zmiana ta wyraźnie negatywnie odbija się na wielkości skurczu (wzrost skurczu nawet o 25%), • pojawienie się niebezpieczeństwa wystąpienia rys temperaturowych, • obniżenie ścieralności, itp.
Biorąc pod uwagę powyższe mankamenty wynikające ze zwiększenia ilości tak wody, jak i cementu w kręgu zainteresowań. jeśli chodzi o zmianę konsystencji mieszanki betonowej, pozostaje użycie plastyfi-katorów i superplastyfikatorów. Ich działanie, ponieważ jest uzależnione od znacznej ilości czynników zewnętrznych, zostanie tutaj przybliżone w odniesieniu do konkretnych produktów, zastosowanych w określonych warunkach. Natomiast pewne prawidłowości zachodzące podczas stosowania plastyfikato-rów i superplastyfikatorów np. wpływ rodzaju i ilości cementu na działanie domieszek, czy też wpływ momentu i sposobu dozowania na właściwości reologiczne mieszanek betonowych, zostaną tutaj zasy-gnalizowane, a szczegółowo omówione w dalszej części tego rozdziału pracy. Zaczynając od domieszek uplastyczniających − na przykład lignosulfoniany: Addiment BV3 i BVT poprawiają ciekłość i urabialność mieszanki bez zmiany jej składu, także zmniejszają co ważne jej podat-ność na segregację. Stwardniały beton ma wówczas bardziej jednorodną i szczelną strukturę. Wobec cze-go np. dla mieszanki betonowej, gdzie W/C=0.59, przy użyciu cementu portlandzkiego CP35 w ilości

4. Rola plastyfikatorów i superplastyfikatorów 10
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
300 kg/m3 i dawce domieszek rzędu 0.2% wagi cementu, udało się zwiększyć opad stożka z 8.5 cm (be-ton kontrolny) do 14.5 cm uzyskując mieszankę ciekłą [44]. W przypadku zastosowania krajowego plastyfikatora np. Klutanu P bez zmniejszania ilości wody za-robowej, powoduje się silne uplastycznienie mieszanki betonowej o jeden, a nawet o dwa stopnie konsy-stencji. Efekt uplastyczniający zwiększa się wraz ze wzrostem ilości domieszki, naturalnie w określonych granicach. Dla wskaźnika W/C=0.53 poziom opadu stożka zmienił się odpowiednio z 1.5 cm (beton kon-trolny) do 5.5 cm − 5% Klutanu P. oraz do 8.5 cm przy dawce domieszki rzędu 0.9%. Wytrzymałość be-tonu wykonanego z mieszanek o zwiększonej ciekłości praktycznie nie zmniejsza się w porównaniu z betonem kontrolnym: spadek R28 nie przekracza 5%, czyli jest mniejszy niż wartość dopuszczalna Polską Normą. Co ciekawe, dawka 0.7% Klutanu P. w celu zwiększenia płynności przy stałym W/C, podnosiła wytrzymałość betonu, zwłaszcza wczesną (1−dniową) nawet o 15% [43,44]. Dodać należy także, że za-czyny cementowe wykonywane przy opóźnionym dozowaniu domieszki, charakteryzowały się większą ciekłością niż te, w których domieszka stosowana była razem z wodą zarobową [43]. Omawiając wpływ plastyfikatorów na urabialność betonów zwrócono uwagę na to, iż maleje ona zwykle z temperaturą, lecz w przypadku użycia domieszki może się różnie kształtować. Są plastyfikatory, przy których udziale beton nie wykazuje zmian urabialności ze wzrostem temperatury (np. sole sodowe kwasów karboksylowych poliakryloarylowych). Po modyfikacji ich składu można nawet uzyskać plasty-fikator powodujący wzrost urabialności betonu ze wzrostem temperatury [34]. Przejdźmy teraz do wpływu superplastyfikatorów. Są one domieszkami o znacznie silniejszym działa-niu od plastyfikatorów zwykłych, przy czym działanie to jest bardziej ograniczone w czasie (z wyjątkiem superplastyfikatorów o działaniu opóźniającym). Za przykład ilustrujący te prawidłowości niech posłużą produkty firmy „Sika Chemie”. Rysunek 4.4 obrazuje przykładowe działanie plastyfikatora Plastiment 40 i superplastyfikatorów Sikament (uwaga: Sikament 10 jest właśnie upłynniaczem o charakterze opóźnia-jącym) [21].
Rys. 4.4 Wpływ superplastyfikatorów i plastyfikatora na konsystencję mieszanki betonowej w czasie [21] Dobre superplastyfikatory charakteryzują się natychmiastowością działania (pełny efekt już podczas mieszania, a nie np. dopiero po zawibrowaniu mieszanki), możliwością dozowania w dowolnym momen-cie do mokrej mieszanki (np. dozowanie pierwotne i wtórne), ponadto nie powinny wpływać negatywnie na skurcz i zawartość powietrza w betonie. Superplastyfikatory dają efekt samozagęszczenia się mieszan-ki i usuwania z niej nadmiaru powietrza, spełniają więc równocześnie funkcję domieszek zagęszczają-cych [21]. Pierwszym superplastyfikatorem, którego wpływ na zmianę konsystencji mieszanki betonowej przy-bliżono, jest Betoplast 1. Wpływa on silnie dyspergująco, zmniejszając napięcie powierzchniowe wody poprawia jej zdolności zwilżające. Zależność ilości Betoplastu 1 i skuteczności jego oddziaływania bada-
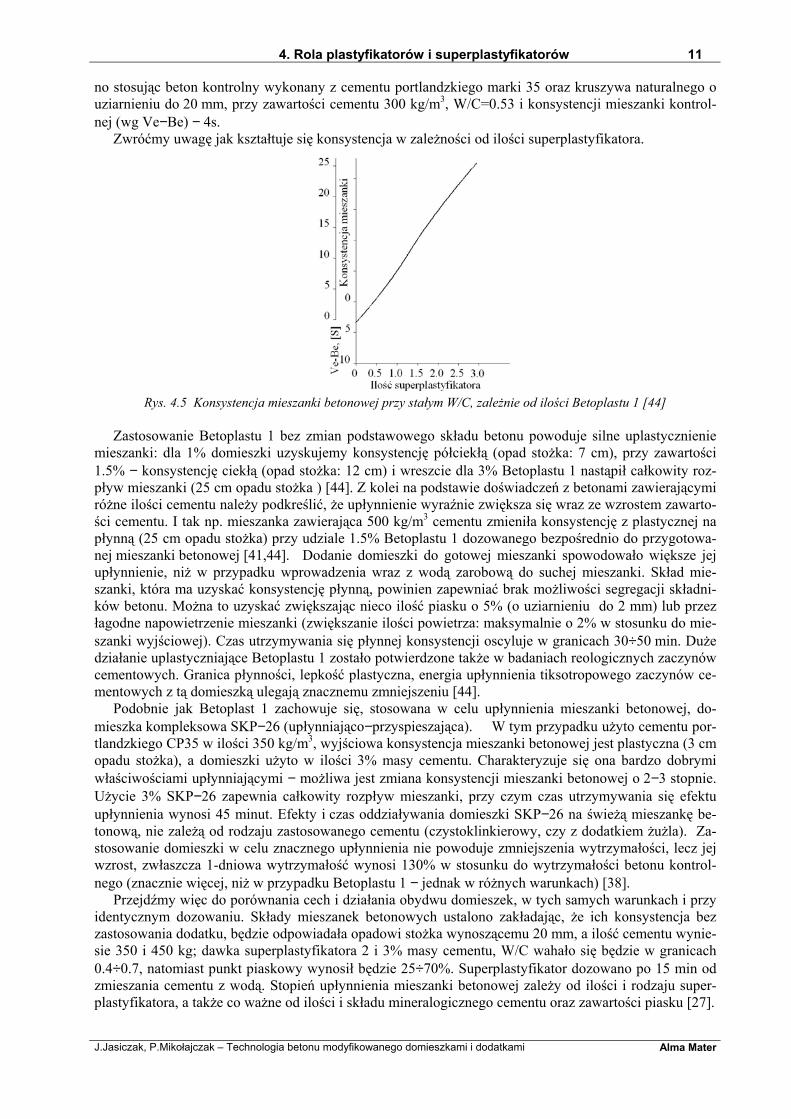
4. Rola plastyfikatorów i superplastyfikatorów 11
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
no stosując beton kontrolny wykonany z cementu portlandzkiego marki 35 oraz kruszywa naturalnego o uziarnieniu do 20 mm, przy zawartości cementu 300 kg/m3, W/C=0.53 i konsystencji mieszanki kontrol-nej (wg Ve−Be) − 4s. Zwróćmy uwagę jak kształtuje się konsystencja w zależności od ilości superplastyfikatora.
Rys. 4.5 Konsystencja mieszanki betonowej przy stałym W/C, zależnie od ilości Betoplastu 1 [44]
Zastosowanie Betoplastu 1 bez zmian podstawowego składu betonu powoduje silne uplastycznienie mieszanki: dla 1% domieszki uzyskujemy konsystencję półciekłą (opad stożka: 7 cm), przy zawartości 1.5% − konsystencję ciekłą (opad stożka: 12 cm) i wreszcie dla 3% Betoplastu 1 nastąpił całkowity roz-pływ mieszanki (25 cm opadu stożka ) [44]. Z kolei na podstawie doświadczeń z betonami zawierającymi różne ilości cementu należy podkreślić, że upłynnienie wyraźnie zwiększa się wraz ze wzrostem zawarto-ści cementu. I tak np. mieszanka zawierająca 500 kg/m3 cementu zmieniła konsystencję z plastycznej na płynną (25 cm opadu stożka) przy udziale 1.5% Betoplastu 1 dozowanego bezpośrednio do przygotowa-nej mieszanki betonowej [41,44]. Dodanie domieszki do gotowej mieszanki spowodowało większe jej upłynnienie, niż w przypadku wprowadzenia wraz z wodą zarobową do suchej mieszanki. Skład mie-szanki, która ma uzyskać konsystencję płynną, powinien zapewniać brak możliwości segregacji składni-ków betonu. Można to uzyskać zwiększając nieco ilość piasku o 5% (o uziarnieniu do 2 mm) lub przez łagodne napowietrzenie mieszanki (zwiększanie ilości powietrza: maksymalnie o 2% w stosunku do mie-szanki wyjściowej). Czas utrzymywania się płynnej konsystencji oscyluje w granicach 30÷50 min. Duże działanie uplastyczniające Betoplastu 1 zostało potwierdzone także w badaniach reologicznych zaczynów cementowych. Granica płynności, lepkość plastyczna, energia upłynnienia tiksotropowego zaczynów ce-mentowych z tą domieszką ulegają znacznemu zmniejszeniu [44]. Podobnie jak Betoplast 1 zachowuje się, stosowana w celu upłynnienia mieszanki betonowej, do-mieszka kompleksowa SKP−26 (upłynniająco−przyspieszająca). W tym przypadku użyto cementu por-tlandzkiego CP35 w ilości 350 kg/m3, wyjściowa konsystencja mieszanki betonowej jest plastyczna (3 cm opadu stożka), a domieszki użyto w ilości 3% masy cementu. Charakteryzuje się ona bardzo dobrymi właściwościami upłynniającymi − możliwa jest zmiana konsystencji mieszanki betonowej o 2−3 stopnie. Użycie 3% SKP−26 zapewnia całkowity rozpływ mieszanki, przy czym czas utrzymywania się efektu upłynnienia wynosi 45 minut. Efekty i czas oddziaływania domieszki SKP−26 na świeżą mieszankę be-tonową, nie zależą od rodzaju zastosowanego cementu (czystoklinkierowy, czy z dodatkiem żużla). Za-stosowanie domieszki w celu znacznego upłynnienia nie powoduje zmniejszenia wytrzymałości, lecz jej wzrost, zwłaszcza 1-dniowa wytrzymałość wynosi 130% w stosunku do wytrzymałości betonu kontrol-nego (znacznie więcej, niż w przypadku Betoplastu 1 − jednak w różnych warunkach) [38]. Przejdźmy więc do porównania cech i działania obydwu domieszek, w tych samych warunkach i przy identycznym dozowaniu. Składy mieszanek betonowych ustalono zakładając, że ich konsystencja bez zastosowania dodatku, będzie odpowiadała opadowi stożka wynoszącemu 20 mm, a ilość cementu wynie-sie 350 i 450 kg; dawka superplastyfikatora 2 i 3% masy cementu, W/C wahało się będzie w granicach 0.4÷0.7, natomiast punkt piaskowy wynosił będzie 25÷70%. Superplastyfikator dozowano po 15 min od zmieszania cementu z wodą. Stopień upłynnienia mieszanki betonowej zależy od ilości i rodzaju super-plastyfikatora, a także co ważne od ilości i składu mineralogicznego cementu oraz zawartości piasku [27].

4. Rola plastyfikatorów i superplastyfikatorów 12
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Przy ilości cementu 350 kg/m3 można zauważyć znaczący wpływ zawartości frakcji piaskowych na upłynnienie. Istotne jest to, że obydwa superplastyfikatory mniej upłynniają i krócej działają w miarę zwiększenia punktu piaskowego. W mieszance betonowej o punkcie piaskowym 40% dodatek 3% zarówno Betoplastu 1, jak i SKP−26, powoduje upłynnienie mieszanki z 2 cm opadu stożka do ok. 20 cm, przy czym Beto-plast 1 działa znacznie dłużej. 2% dodatku daje upłynnienie ok. 17 cm opadu stożka. Wyraźnie lepsze działanie Betoplastu 1 zarysowuje się w mieszance betonowej o punkcie piaskowym (p. p.) = 55% − do-datek 3% upłynnia mieszankę do 200 mm opadu stożka, podczas gdy ta sama ilość SKP-26 do 170 mm opadu stożka. Jeśli dodatek mieszanki wynosi 2% masy cementu, to opad stożka wynosi odpowiednio 180 mm i 120 mm dla Betoplastu 1 i SKP−26, czyli dla SKP−26 o 60 mm mniej. W mieszance betonowej o p.p. 70% znaczące upłynnienie można uzyskać dodając 3% Betoplastu 1 (160 mm opadu stożka). Znacznie większe jest upłynnienie mieszanek betonowych o zawartości cementu równej 450 kg/m3 [27]. Początkowe upłynnienie mieszanek o p.p. 40 i 50% w zasadzie nie zależy ani od rodzaju superplasty-fikatora, ani od jego ilości. Opad stożka jest bardzo wysoki i wynosi od 240 do 260 mm. Większa ilość dodatku wyraźnie przedłuża czas upłynnienia. W betonach o p.p. 70% zdecydowanie większe upłynnie-nie można uzyskać stosując 3% dodatku. We wszystkich wypadkach nieznacznie lepiej działa Beto-plast 1. Interesujące jest, że mieszankę betonową o p.p. 25% wykonano tylko przy wyższej zawartości cementu w 1m3 betonu, gdyż w wypadku użycia 350 kg cementu mieszanka miała za mało frakcji drob-nych i niestety ulegała segregacji. Mieszanka betonowa o p.p. 25% w porównaniu z mieszankami o p.p. 40 i 55% daje mniejsze początkowe upłynnienie. Z krótkiego czasu upłynnienia można wywnioskować, że w wypadku tego stosu okruchowego należałoby zastosować większą ilość cementu, by uzyskać efekt upłynnienia podobny, jak w mieszance o p.p. 40% lub 55% [27].
Rys. 4.6 Wpływ superplastyfikatorów na zmianę konsystencji mieszanek betonowych o zawartości cementu 350
kg/m3 [27]

4. Rola plastyfikatorów i superplastyfikatorów 13
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 4.7 Wpływ superplastyfikatorów na zmianę konsystencji mieszanek betonowych o zawartości cementu 450
kg/m3 [27]
4.4.2 Obniżanie wartości W/C przy zachowaniu stałej konsystencji Stosunek wodno−cementowy jest najważniejszym parametrem wpływającym na jakość betonu. Przy-toczono kilka przykładów uzmysławiających jak znacząco można zmienić parametry betonu regulując poziom W/C. Zaobserwujmy jak duże są różnice właściwości betonów, których wskaźniki W/C różnią się o 0.15 wynosząc odpowiednio 0.40 i 0.55: [21] a) wytrzymałość na ściskanie zmienia się o 20%
Rys. 4.8 Wpływ wskaźnika W/C na jakość betonu. Wykresy dla CP35 i CP45 [21]
b) różnica w wielkości skurczu wynosi 100%
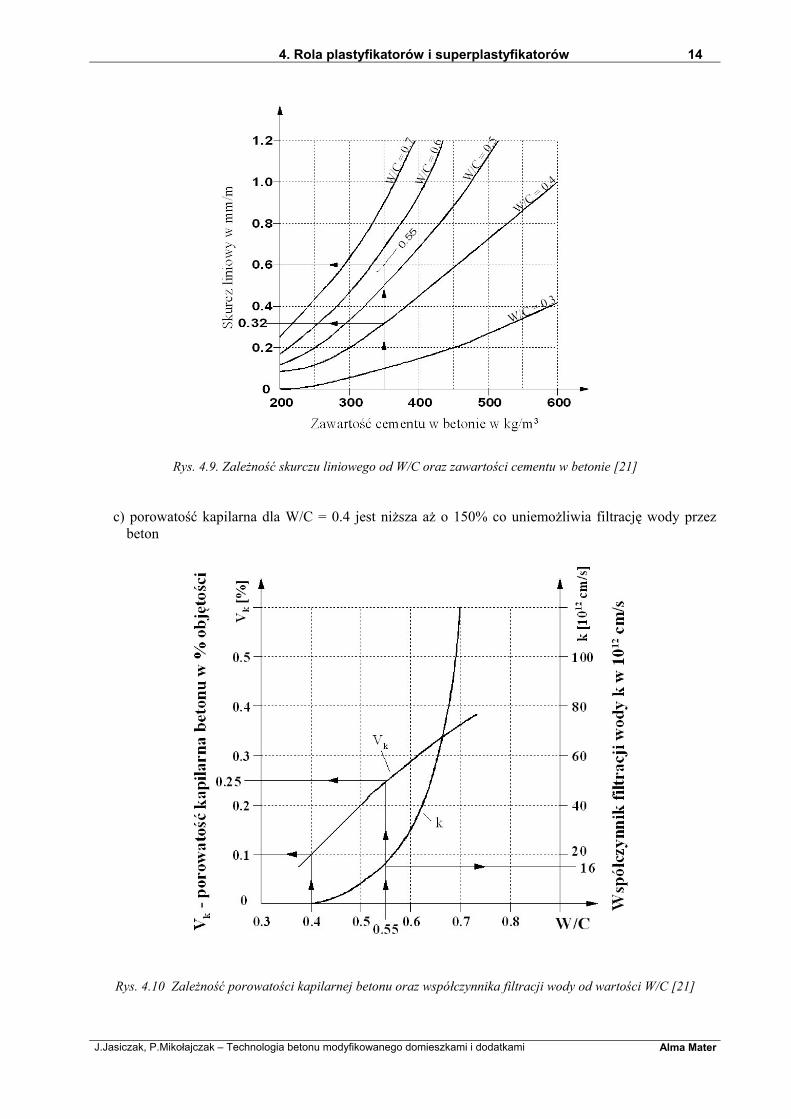
4. Rola plastyfikatorów i superplastyfikatorów 14
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 4.9. Zależność skurczu liniowego od W/C oraz zawartości cementu w betonie [21] c) porowatość kapilarna dla W/C = 0.4 jest niższa aż o 150% co uniemożliwia filtrację wody przez
beton
Rys. 4.10 Zależność porowatości kapilarnej betonu oraz współczynnika filtracji wody od wartości W/C [21]

4. Rola plastyfikatorów i superplastyfikatorów 15
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Gdy założymy, że celem będzie wysoka wytrzymałość betonu przy danej urabialności, wówczas: • użycie konwencjonalnych domieszek redukujących wodę − plastyfikatorów pozwala zmniejszyć
jej ilość w granicach 8 − 18%, • użycie superplastyfikatorów daje możliwości dwukrotnie wyższe, tzn. redukcja wody sięga 30 −
35% [39]. Przybliżono najpierw możliwości plastyfikatorów w tym zakresie, na przykładzie krajowej domieszki Klutan P. Dodanie Klutanu P umożliwia uzyskanie mieszanki betonowej o założonej konsystencji przy zmniejszonej ilości wody zarobowej o 10% przy domieszce rzędu 0.5%; 12% przy domieszce 0.7%, aż do redukcji wody w granicach 15 − 18% przy 0.9% Klutanu P. Dane te uzyskano dla mieszanek zawiera-jących 300 kg/m3 CP35, domieszkę wprowadzono wraz z wodą zarobową, a W/C zawierało się w prze-dziale od 0.53 dla mieszanki kontrolnej do 0.45 przy maksymalnej redukcji wody. Konsekwencją tego jest wyraźny wzrost wytrzymałości − zwłaszcza początkowej betonu, odpowiednio: o około 30 − 65% po 1 dniu, 12 − 26% po 28 dniach twardnienia i wreszcie 16 − 21% po 90 dniach. Większy przyrost Rs uzyskuje się przy większej zawartości domieszki (w określonych granicach) [38,43,44,47]. Znacznie efektywniejszym działaniem w omawianym zakresie charakteryzują się superplastyfikatory. Zacznijmy od Betoplastu 1. Do wykonania mieszanki betonowej użyto w tym przypadku 300 kg/m3 ce-mentu portlandzkiego CP35, konsystencja mieszanki kontrolnej (Ve−Be) − 4s, stosunek W/C mieszanki kontrolnej wynosi 0.53 [44]. Poniżej zaprezentowano zależność ilości Betoplastu 1 i skuteczności jego oddziaływania.
Rys. 4.11 Ilość wody zarobowej przy zachowaniu jednakowej konsystencji betonu zależnie od ilości Betoplastu 1
[44] Jak widać dodanie 1% Betoplastu 1 umożliwiło zmniejszenie ilości wody zarobowej o około 12%, 1.5% domieszki − o około 17%, a przy 2.5% aż o 25%. Optymalne wyniki uzyskuje się przy zawartości domieszki w granicach 1.5 − 2.5% [44]. Interesujące w tym miejscu wydają się być wyniki badań sku-teczności Betoplastu 1, którymi objęto betony o jednakowej konsystencji. Domieszkę w ilości 1.5 % do-zowano bezpośrednio do już przygotowanej mieszanki betonowej, zawierającej ilości cementu od 250 do 500 kg/m3. Rezultaty prezentuje tablica 4.3. Dzięki zachowaniu stałej konsystencji i zredukowaniu udziału wody (wskaźnik W/C obniżył swą war-tość o 14.7÷24%) wytrzymałość betonów zwiększyła się o 30÷35%. Jedynie w betonie o zawartości ce-mentu 500 kg/m3 nastąpił wzrost wytrzymałości betonu z domieszką tylko o 20%. Wiąże się to niewąt-pliwie z dużą wytrzymałością betonu zawierającego tak dużą ilość cementu, jak również tak niskim W/C, w efekcie czego cement nie uzyskuje dość wody i stopień jego hydratacji jest zapewne mniejszy [41,44]. Zwróćmy jeszcze uwagę na próby ze zwiększoną dawką Betoplastu 1 do 2%, które obejmować będą beton zawierający 300 i 500 kg/m3 CP35. Wskaźniki W/C zmieniały się odpowiednio: przy niższej za-wartości cementu z 0.53 do 0.4 i dla wyższej zawartości z 0.35 do 0.26. W jednym i drugim przypadku na szczególne podkreślenie zasługuje kształtowanie się wczesnej wytrzymałości tj. po jednym dniu.

4. Rola plastyfikatorów i superplastyfikatorów 16
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Tablica 4.3 Właściwości mieszanek betonowych i wytrzymałość betonów zawierających 250−500 kg/m3 i 1.5% Betoplastu 1 na ściskanie w stosunku do masy cementu. Betoplast 1 stosowany przy stałej konsystencji mieszanki betonowej [41] Ilość Woda zarobowa Konsystencja Ve−Be
[s] Ilość Wytrzyma−
łość cementu w 1 m3
betonu [kg]
współcz. W/C
zmniejszenie W/C
bez domieszki
z Beto-plastem 1
powietrza w mieszance betonowej [%]
betonu na ści-skanie po 28 dniach
500 0.35 − 7.0 − 3.0 54.3 0.27 24 − 6.8 4.1 65.5 450 0.40 − 5.0 − 3.0 46.0 0.31 22 − 4.7 4.6 60.9 400 0.45 − 3.4 − 3.4 42.2 0.35 21.0 − 3.7 4.6 55.6 350 0.50 − 3.2 − 3.4 37.8 0.40 20.0 − 4.4 4.6 50.6 300 0.55 − 5.6 − 3.4 34.5 0.46 17.0 − 4.4 4.8 47.0 250 0.60 − 8.0 − 3.2 28.0 0.51 14.7 − 8.2 6.2 37.8
Niezależnie od ilości cementu, przy tym samym poziomie redukcji wody zarobowej (25÷26%) nastę-puje podwyższenie wytrzymałości aż o 72÷74%! Beton z dodatkiem Betoplastu 1 ma także zdecydowanie większą wytrzymałość niż beton kontrolny po dłuższym okresie dojrzewania, wyższą w przypadku więk-szego udziału cementu: po 28 dniach wzrosty wytrzymałości wynoszą odpowiednio 32 i 42%, a po 90 dniach 21 i 30.5% na korzyść betonu z cementem CP35 w ilości 500 kg/m3, który to dawał gorsze rezultaty w poprzednio przytoczonej próbie (z domieszką 1.5% Betoplastu 1) [41,44]. Gorsze rezultaty zanotowano badając działanie Betoplastu 1 na betonach z kruszywami o relatywnie wysokich punktach piaskowych i nieco zawyżoną zawartością pyłów mineralnych w kruszywach (5.3÷5.5%). Mieszanki betonowe zawierały od 300 do 378 kg/m3 cementu CP35 z dodatkami, który rów-nież miał niższe od wymaganych w PN−88/B−04300 wytrzymałości na ściskanie (o 14÷16%). Suma tych warunków spowodowała, iż nie osiągnięto tak dużej efektywności Betoplastu 1. Udało się zmniejszyć ilość wody zarobowej o 14÷20%, co pozwoliło zwiększyć wytrzymałość na ściskanie po 28 dniach o 20÷25%. Wszystko to przy użyciu 1.5% domieszki. Być może oprócz w/w okoliczności na taki stan rzeczy wpłynęła zwiększona zawartość C3A lub/i zwiększona zawartość alkaliów, co może zmniejszyć efektywność superplastyfikatorów. Wpływ ilości i rodzaju cementu zostanie później omówiony pod rów-nież tym kątem w punkcie 4.6 [16]. Poświęcono także nieco uwagi domieszkom dwufunkcyjnym: napowietrzającemu superplastyfikato-rowi Betoplast N oraz domieszce upłynniająco−przyspieszającej SKP−26 [42]. Betoplast N stanowiąc wypadkową dwóch rodzajów domieszek pozwala zdyskontować zalety każdej z nich stosowanych osobno tzn.
• zwiększenie mrozoodporności, czemu zwykle w przypadku domieszek napowietrzających towa-rzyszy spadek wytrzymałości na ściskanie do 15%,
• zwiększenie wytrzymałości betonu przy redukcji wody zarobowej, czemu zwykle w przypadku superplastyfikatorów towarzyszy w zasadzie brak wpływu na mrozoodporność betonów.
W badaniach wykorzystano CP35 w ilości 300 kg/m3, kruszywo o p.p. = 35, a konsystencję utrzymy-wano na średnim poziomie ok. 6.3s wg. Ve−Be. Ze zwiększaniem ilości domieszki ilość powietrza w mieszance jest w miarę stała (3.8÷4.2%), natomiast ilość wody stopniowo zmniejsza się od 10% przy do-zowaniu 1%, do 27.5% przy dozowaniu 3% Betoplastu N.

4. Rola plastyfikatorów i superplastyfikatorów 17
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 4.12 Wpływ Betoplastu N na mieszankę betonową przy różnej ilości wody w mieszane: [42] a − ilość powietrza w mieszance; b − ilość wody w mieszance.
Rys. 4.13 Zależność wytrzymałości betonu od ilości Betoplastu N [42] W zależności od dawki domieszki umożliwiającej odpowiednią redukcję wody zarobowej przy stałej konsystencji − wytrzymałość na ściskanie (28 dniowa) wzrasta z 33.6 MPa do 50.4 MPa. Druga ze wspomnianych wcześniej domieszek dwufunkcyjnych SKP-26 przy zmniejszeniu ilości wo-dy zarobowej, dla zachowania przyjętej konsystencji, w znacznym stopniu przyspiesza wzrost początko-wej wytrzymałości betonu oraz podwyższa wytrzymałość 28 dniową. W omawianej próbie do wykonania betonu stosowano dwa rodzaje cementu w ilości 300 kg/m3: cement portlandzki czystoklinkierowy CP35 i cement portlandzki z dodatkami CP35 i D20h. Domieszka została zastosowana w ilości 3% masy ce-mentu, z jednoczesnym zmniejszeniem ilości wody zarobowej o ok. 19%. Spowodowało to bardzo zde-cydowany wzrost wytrzymałości na ściskanie, zwłaszcza w okresie początkowym, w porównaniu z beto-nem kontrolnym dojrzewającym w takich samych warunkach i badanym w tym samym czasie. Wy-trzymałość 28−dniowa przy użyciu cementu CP35N zwiększyła się o 52%, a cementu z dodatkiem żużla o 16%. Odwrotna reakcja zachodzi w przypadku wytrzymałości 1−dniowej na ściskanie: cement port-

4. Rola plastyfikatorów i superplastyfikatorów 18
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
landzki CP35N daje 74% wzrostu, a cement z dodatkiem żużla podwyższa wytrzymałość prawie o 100% (dokładnie 98%) [38]. Przejdźmy teraz do przedstawienia wpływu na właściwości mieszanki betonowej plastyfikatorów i superplastyfikatorów produkowanych przez firmy Addiment i Sika. Badano kombinacje domieszek upla-styczniających i upłynniających z opóźniającymi wiązanie: Addiment BVT, Sika Retarder oraz napowie-trzającymi: Addiment LPS−87. Uzyskiwano beton klasy B35 przy użyciu 460 kg/m3 cementu. Łączne zastosowanie domieszek Addiment LPS−87 i FM6 pozwoliło zredukować ilość wody zarobowej o 17% (W/C na poziomie 0.34), a zastępując upłynniacz FM6 plastyfikatorem BV3, udało się zredukować ilość wody zarobowej w o połowę niższym stopniu − do 8.5% (W/C = 0.37), przy czym BV3 był dodany po dwóch minutach. Dozowanie Addimentu FM6: 1.2%, a BV3 0.4%. Co ciekawe sam plastyfikator BV3 bez domieszki napowietrzającej daje identyczny efekt mimo, że Addiment LPS−87 użyty samodzielnie także nieco redukuje ilość wody (o 2.1%). Wynik uzyskany przy pomocy 1.5% Betoplastu 1 to redukcja wody o 6% [4]. Znając możliwości redukcji wody zarobowej przez omawiane domieszki zobaczmy jak wygląda wy-nikające z tego zwiększenie wytrzymałości na ściskanie. Najkorzystniejsze rezultaty uzyskano przy sto-sowaniu Addimentu BV3, chociaż redukował on ilość wody zarobowej tylko o 8.5%. Po 7 dniach podno-si on wytrzymałość o 31%, a po 28 dniach o 17%. Łączne stosowanie Addimentu LPS−87 i FM6, które redukowało użycie wody o 17% tutaj podnosi wytrzymałość na ściskanie w nieco niższym stopniu, bo po 7 dniach o 21%, a po 28 dniach o 13%. Mogło tu wprawdzie mieć wpływ napowietrzenie betonu obni-żające nieco wytrzymałość, co jednak kłóci się z faktem, iż stosowanie samej tylko domieszki napowie-trzającej w tych próbach podnosi R28 o 4%. 4.4.3 Obniżenie zawartości cementu Możliwość redukcji ilości cementu przy zachowaniu podstawowych cech betonu, głównie jego wy-trzymałości na ściskanie, stanowi kolejną, trzecią podstawową właściwość domieszek uplastyczniających i upłynniających. Zawartość cementu w betonie redukuje się głównie ze względu na niebezpieczeństwo wystąpienia zbyt dużego skurczu oraz mając na uwadze ekonomiczny aspekt zagadnienia: koszt cementu i możliwość jego minimalizacji. Badania [4] obejmowały tym razem dwa rodzaje cementu: CP35 i z dodatkami, z którymi zastosowa-no domieszki opóźniające: Addiment BVT, lub Sika Retarder, a po upływie godziny upłynniacze: Addi-ment FM6, lub Sikament FF. Sprawdzano w ten sposób receptury robocze dla wykonawcy, który wyma-gał opóźnienie wiązania cementu (ze względu na cykl: produkcja betonu − transport − wbudowanie beto-nu). Dla porównania użyto także Hydrozolu K (plastyfikator uszczelniający używany w kraju do wyko-nywania hydrotechnicznego betonu specjalnego), a także Betoplastu 1. Generalnie lepsze rezultaty uzy-skano na cemencie „Kujawy”, a optymalnym układem zapewniającym przy obniżeniu ilości cementu o 100 kg/m3 po 90 dniach praktycznie taką samą wytrzymałość, jak beton z większą ilością cementu i krajową domieszką Hydrozol K (stanowiącą punkt odniesienia). Stało się tak za sprawą dodania Addi-mentu BVT (0.25%), a po jednej godzinie Addimentu FM6 (0.5%). W tym przypadku mimo obniżenia ilości cementu o 20% wytrzymałości kształtują się następująco (w odniesieniu do domieszki z Hydrozo-lem K i wyższą zawartością cementu): po 3 dniach o 30% wyższa, po 8 dniach o 8% wyższa, po 90 dniach niższa o 3%. Przy redukcji cementu o 50 kg, lecz dla ciekłej konsystencji mieszanki betonowej (poprzednio była półciekła), również dla kombinacji BVT/FM6, wytrzymałość wczesna była niższa, niż przy większej redukcji cementu, lecz po 90 dniach wyższa o blisko 20%. Porównywano do krajowych domieszek, które co prawda miały większe dawki (1.5%), lecz nie stosowano tu opóźniaczy. Miało to duże znaczenie, gdyż jak wynika z tej samej publikacji gdy zaniechano stosowania domieszki opóźniają-cej w wytypowanej wcześniej optymalnej kombinacji (Addiment BVT/FM6 i obniżona zawartość cemen-tu o kolejne 40 kg/m3) po 90 dniach otrzymujemy zaledwie 75% wytrzymałości mieszanki zawierającej Addiment BVT w kombinacji z FM6 [4]. Analizowano takie możliwości redukcji cementu poprzez Betoplast 1. Domieszkę dozowano tutaj w ilości 1.5% masy cementu łącznie z wodą zarobową. Mieszanki kontrolne zawierały odpowiednio 339 kg/m3 cementu CP35 z dodatkami (mieszanka 1°) lub 378 kg/m3 cementu (mieszanka 2°). Ich wyjściowe parametry:
4. Rola plastyfikatorów i superplastyfikatorów 19
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
• mieszanka 1°: W/C = 0.5, konsystencja (wg. Ve−Be) = 20s, • mieszanka 2°: W/C = 0.43, konsystencja (wg. Ve−Be) = 22s.
Stosowany tutaj cement zawierał zwiększoną ilość C3A i alkaliów dając niższe od minimalnych wy-trzymałości na ściskanie. W próbach tych stosując Betoplast 1 udało się uzyskać obniżenie zawartości cementu w mieszance betonowej rzędu 10%, a nawet 15% nie powodując zmniejszenia wytrzymałości. A zatem w odniesieniu do mieszanki 1° przy obniżeniu ilości cementu o 10%, ilości wody zarobowej o 18% udało się uzyskać R28 wyższą o 10% od wytrzymałości mieszanki kontrolnej. Przy obniżeniu zaś ilości cementu o 15%, a wody zarobowej o 22%, R28 zwiększyła się o 9%. Cały czas zachowywano stałą kon-systencję. Mieszanka 2° z wyższą ilością cementu nie pozwoliła podnieść wytrzymałości przy obniżeniu ilości wody i ilości cementu. I tak w tym przypadku obniżając ilość cementu o 10% i wody zarobowej o 16% uzyskujemy wytrzymałość na poziomie wytrzymałości betonu kontrolnego, natomiast redukcja cementu o 15%, a wody zarobowej o 20% obniżyła wytrzymałość w porównaniu z betonem kontrolnym o niespełna 1%. Jak widać możliwość zmniejszenia zużycia cementu o 15% przy stałej konsystencji, bez uszczerbku dla wytrzymałości na ściskanie stanowi duży atut Betoplastu 1. Należy jednak podkreślić, że efektywność działania tej domieszki zależy silnie od indywidualnych cech cementu i kruszywa, co warunkuje potrzebę każdorazowego rozpoznania właściwości materiałów wyjściowych [16]. Inna krajowa domieszka − Upłynniacz SK−1 umożliwia zmniejszenie zawartości cementu o ok. 15÷20%, również przy zachowaniu założonej wytrzymałości betonu i konsystencji mieszanki. Uzyskiwa-na oszczędność spoiwa zależy od ilości domieszki (w dopuszczalnych granicach) i składu betonu. Także o około 10% pozwala zaoszczędzić ilość cementu plastyfikator Klutan P, również bez pogor-szenia urabialności (ciekłości) mieszanki betonowej i zmniejszenia wytrzymałości betonu [44]. 4.5 Moment i sposób dozowania domieszek a właściwości reologiczne mieszanek
betonowych W procesie dozowania środków wpływających na uplastycznienie lub upłynnienie mieszanki betono-wej możemy je wprowadzić w różnym okresie:
a) dozowanie przed dodaniem wody, na kruszywa − daje ono najsłabsze działanie domieszki, ponie-waż kruszywa i suchy cement trwale wiążą czynne składniki domieszki, których później brak w mieszance betonowej,
b) dozowanie równocześnie z wodą, c) dozowanie po dodaniu wody, do wymieszanej mieszanki betonowej [76].
Superplastyfikatory zachowują się bardzo podobnie do plastyfikatorów, jeśli są wprowadzone do mie-szanki betonowej wraz z wodą zarobową. Dodane na końcu mieszania wywołują już większe upłynnienie, natomiast ich wyższość nad środkami uplastyczniającymi uwidacznia się wtedy, gdy dodaje się je po pewnym czasie od zakończenia mieszania betonu. Wprowadzone 30, 60, 120 minut po wykonaniu zaczy-nu wywołują lepkość 0.04÷0.16 Pa•s. Plastyfikatory nie poprawiają już w znaczniejszym stopniu płyn-ności zaczynu, gdy doda się je po godzinie, a płynność jest nawet niższa od wzorca, gdy dodatek stosuje się po dwóch godzinach od sporządzenia zaczynu [34]. Wydłużenie czasu utrzymywania się znacznej ciekłości mieszanki i większe działanie uplastyczniające superplastyfikatora można uzyskać przez dodanie go już po 1÷2 minutach, po wstępnym wymieszaniu suchych składników betonu z wodą [44].
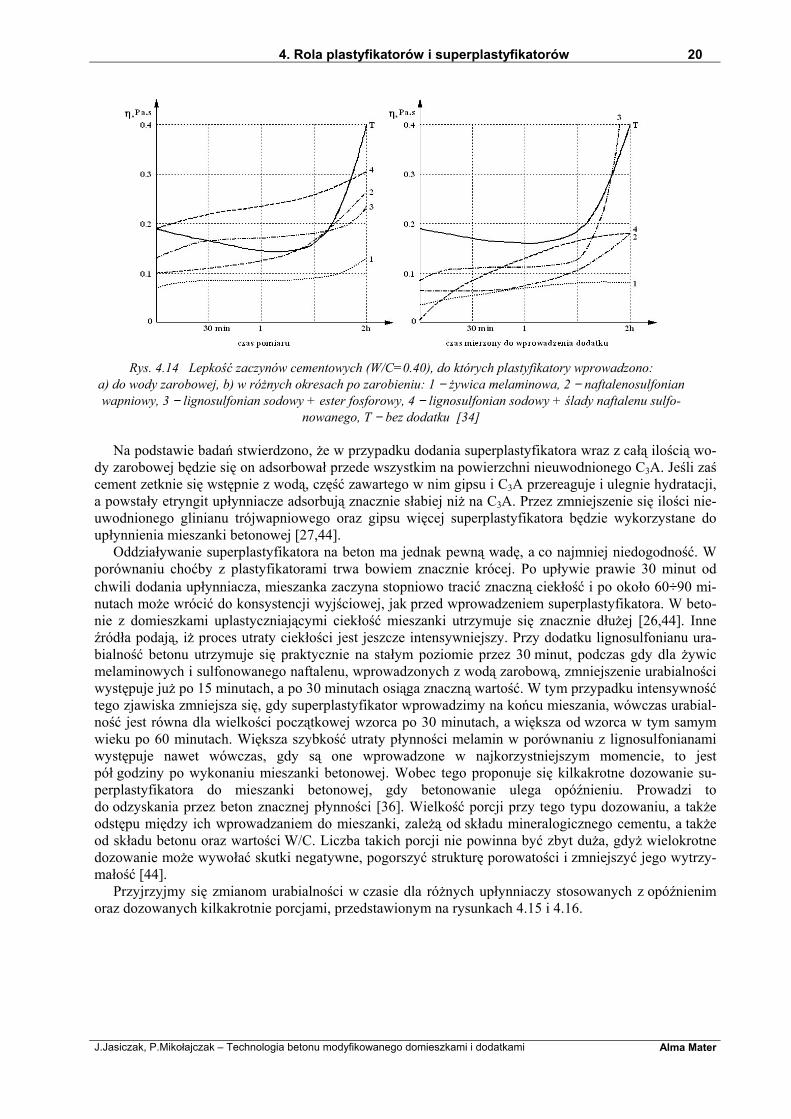
4. Rola plastyfikatorów i superplastyfikatorów 20
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 4.14 Lepkość zaczynów cementowych (W/C=0.40), do których plastyfikatory wprowadzono:
a) do wody zarobowej, b) w różnych okresach po zarobieniu: 1 − żywica melaminowa, 2 − naftalenosulfonian wapniowy, 3 − lignosulfonian sodowy + ester fosforowy, 4 − lignosulfonian sodowy + ślady naftalenu sulfo-
nowanego, T − bez dodatku [34]
Na podstawie badań stwierdzono, że w przypadku dodania superplastyfikatora wraz z całą ilością wo-dy zarobowej będzie się on adsorbował przede wszystkim na powierzchni nieuwodnionego C3A. Jeśli zaś cement zetknie się wstępnie z wodą, część zawartego w nim gipsu i C3A przereaguje i ulegnie hydratacji, a powstały etryngit upłynniacze adsorbują znacznie słabiej niż na C3A. Przez zmniejszenie się ilości nie-uwodnionego glinianu trójwapniowego oraz gipsu więcej superplastyfikatora będzie wykorzystane do upłynnienia mieszanki betonowej [27,44]. Oddziaływanie superplastyfikatora na beton ma jednak pewną wadę, a co najmniej niedogodność. W porównaniu choćby z plastyfikatorami trwa bowiem znacznie krócej. Po upływie prawie 30 minut od chwili dodania upłynniacza, mieszanka zaczyna stopniowo tracić znaczną ciekłość i po około 60÷90 mi-nutach może wrócić do konsystencji wyjściowej, jak przed wprowadzeniem superplastyfikatora. W beto-nie z domieszkami uplastyczniającymi ciekłość mieszanki utrzymuje się znacznie dłużej [26,44]. Inne źródła podają, iż proces utraty ciekłości jest jeszcze intensywniejszy. Przy dodatku lignosulfonianu ura-bialność betonu utrzymuje się praktycznie na stałym poziomie przez 30 minut, podczas gdy dla żywic melaminowych i sulfonowanego naftalenu, wprowadzonych z wodą zarobową, zmniejszenie urabialności występuje już po 15 minutach, a po 30 minutach osiąga znaczną wartość. W tym przypadku intensywność tego zjawiska zmniejsza się, gdy superplastyfikator wprowadzimy na końcu mieszania, wówczas urabial-ność jest równa dla wielkości początkowej wzorca po 30 minutach, a większa od wzorca w tym samym wieku po 60 minutach. Większa szybkość utraty płynności melamin w porównaniu z lignosulfonianami występuje nawet wówczas, gdy są one wprowadzone w najkorzystniejszym momencie, to jest pół godziny po wykonaniu mieszanki betonowej. Wobec tego proponuje się kilkakrotne dozowanie su-perplastyfikatora do mieszanki betonowej, gdy betonowanie ulega opóźnieniu. Prowadzi to do odzyskania przez beton znacznej płynności [36]. Wielkość porcji przy tego typu dozowaniu, a także odstępu między ich wprowadzaniem do mieszanki, zależą od składu mineralogicznego cementu, a także od składu betonu oraz wartości W/C. Liczba takich porcji nie powinna być zbyt duża, gdyż wielokrotne dozowanie może wywołać skutki negatywne, pogorszyć strukturę porowatości i zmniejszyć jego wytrzy-małość [44]. Przyjrzyjmy się zmianom urabialności w czasie dla różnych upłynniaczy stosowanych z opóźnienim oraz dozowanych kilkakrotnie porcjami, przedstawionym na rysunkach 4.15 i 4.16.

4. Rola plastyfikatorów i superplastyfikatorów 21
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 4.15 Zmiany urabialności zaprawy w zależności od czasu. Upłynniacz wprowadzony po 30 min. Rodzaje
upłynniaczy jak na rys 4.14 [34] Wzrost lepkości żywicy melaminowej następuje najszybciej. W przypadku po raz trzeci wprowadzo-nej domieszki wiązanie nie rozpoczyna się jeszcze nawet po 54 godzinach. Drugi i trzeci z rzędu dodatek lignosulfonianów także zmniejsza lepkość, jednak mieszanka gęstnieje praktycznie natychmiast. Metoda kilkukrotnego dozowania jak widać wymaga jeszcze dalszych badań przed rozpoczęciem jej praktyczne-go wykorzystywania. Mechanizm tego zjawiska nie jest do końca wyjaśniony zwłaszcza, że żywice me-laminowe praktycznie nie opóźniają wiązania.
Rys. 4.16 Zmiany urabialności w zależności od czasu. Kilkakrotnie dodawane upłynniacze (po 30, 60, 90 min).
Dodatki jak poprzednio [34]
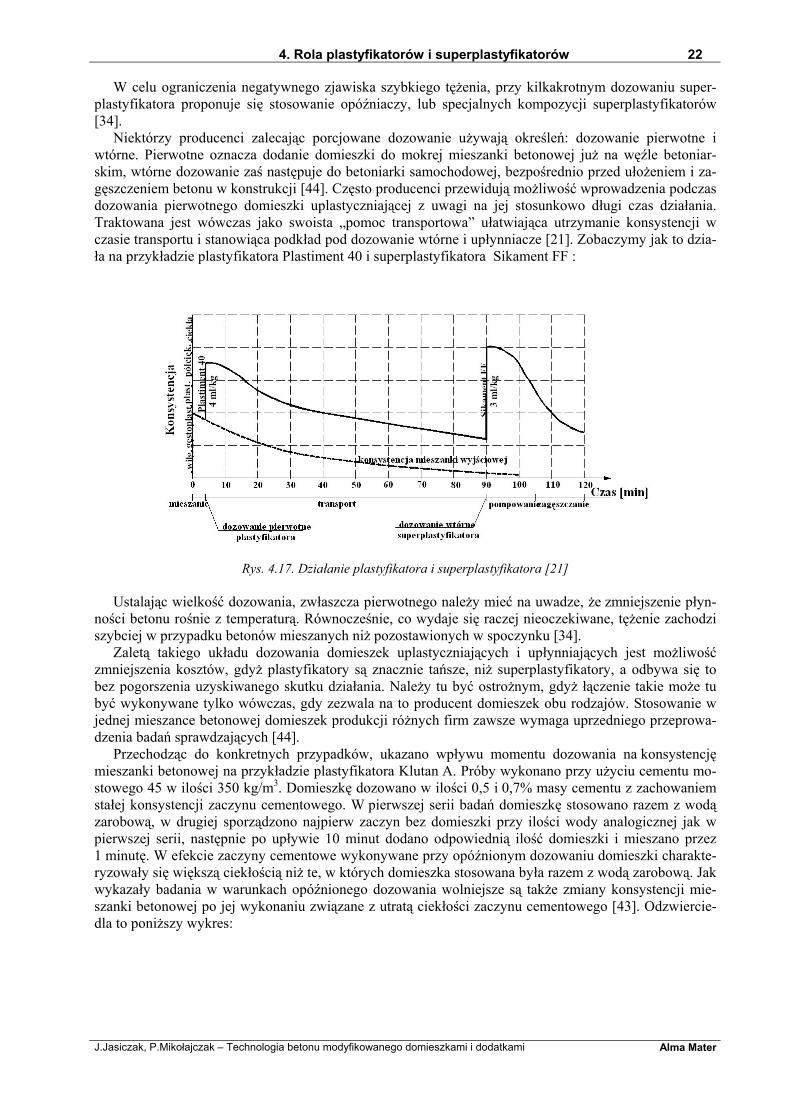
4. Rola plastyfikatorów i superplastyfikatorów 22
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
W celu ograniczenia negatywnego zjawiska szybkiego tężenia, przy kilkakrotnym dozowaniu super-plastyfikatora proponuje się stosowanie opóźniaczy, lub specjalnych kompozycji superplastyfikatorów [34]. Niektórzy producenci zalecając porcjowane dozowanie używają określeń: dozowanie pierwotne i wtórne. Pierwotne oznacza dodanie domieszki do mokrej mieszanki betonowej już na węźle betoniar-skim, wtórne dozowanie zaś następuje do betoniarki samochodowej, bezpośrednio przed ułożeniem i za-gęszczeniem betonu w konstrukcji [44]. Często producenci przewidują możliwość wprowadzenia podczas dozowania pierwotnego domieszki uplastyczniającej z uwagi na jej stosunkowo długi czas działania. Traktowana jest wówczas jako swoista „pomoc transportowa” ułatwiająca utrzymanie konsystencji w czasie transportu i stanowiąca podkład pod dozowanie wtórne i upłynniacze [21]. Zobaczymy jak to dzia-ła na przykładzie plastyfikatora Plastiment 40 i superplastyfikatora Sikament FF :
Rys. 4.17. Działanie plastyfikatora i superplastyfikatora [21]
Ustalając wielkość dozowania, zwłaszcza pierwotnego należy mieć na uwadze, że zmniejszenie płyn-ności betonu rośnie z temperaturą. Równocześnie, co wydaje się raczej nieoczekiwane, tężenie zachodzi szybciej w przypadku betonów mieszanych niż pozostawionych w spoczynku [34]. Zaletą takiego układu dozowania domieszek uplastyczniających i upłynniających jest możliwość zmniejszenia kosztów, gdyż plastyfikatory są znacznie tańsze, niż superplastyfikatory, a odbywa się to bez pogorszenia uzyskiwanego skutku działania. Należy tu być ostrożnym, gdyż łączenie takie może tu być wykonywane tylko wówczas, gdy zezwala na to producent domieszek obu rodzajów. Stosowanie w jednej mieszance betonowej domieszek produkcji różnych firm zawsze wymaga uprzedniego przeprowa-dzenia badań sprawdzających [44]. Przechodząc do konkretnych przypadków, ukazano wpływu momentu dozowania na konsystencję mieszanki betonowej na przykładzie plastyfikatora Klutan A. Próby wykonano przy użyciu cementu mo-stowego 45 w ilości 350 kg/m3. Domieszkę dozowano w ilości 0,5 i 0,7% masy cementu z zachowaniem stałej konsystencji zaczynu cementowego. W pierwszej serii badań domieszkę stosowano razem z wodą zarobową, w drugiej sporządzono najpierw zaczyn bez domieszki przy ilości wody analogicznej jak w pierwszej serii, następnie po upływie 10 minut dodano odpowiednią ilość domieszki i mieszano przez 1 minutę. W efekcie zaczyny cementowe wykonywane przy opóźnionym dozowaniu domieszki charakte-ryzowały się większą ciekłością niż te, w których domieszka stosowana była razem z wodą zarobową. Jak wykazały badania w warunkach opóźnionego dozowania wolniejsze są także zmiany konsystencji mie-szanki betonowej po jej wykonaniu związane z utratą ciekłości zaczynu cementowego [43]. Odzwiercie-dla to poniższy wykres:

4. Rola plastyfikatorów i superplastyfikatorów 23
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 4.18. Zmiana konsystencji mieszanek betonowych z domieszką Klutanu. A po ich wykonaniu w zależności od sposobu dozowania domieszki; cement mostowy 45 z cementowni "Rejowiec", beton o zawartości cementu 350
kg/m3 [43]. Kolejne potwierdzenie omawianych w tym miejscu prawidłowości znaleziono w badaniach efektyw-ności Betoplastu 1 i SKP−26. Tutaj znów uwidocznił się korzystny wpływ późniejszego dodania super-plastyfikatora do zaczynu cementowego. Optymalnym czasem opóźnienia jest tu 15 minut od zmieszania wody z cementem, a nieco lepsze wyniki w tym względzie pozwala uzyskać domieszka z grupy naftale-nowej. Korzystny wpływ dodatku superplastyfikatora na utrzymanie konsystencji mieszanki betonowej przy opóźnionym dozowaniu jest także obserwowany mimo zmniejszenia dodatku superplastyfikatora [27]. Nieco wnikliwiej należy się przyjrzeć wpływowi momentu dozowania superplastyfikatorów na wła-ściwości reologiczne mieszanek betonów wysokowartościowych. Opierać się tu będziemy na testach wy-konanych z użyciem Betoplastu 6 (SNF) i SKP−26 (SMF). W przypadku badania reologii mieszanek BWW nie sprawdzają się klasyczne mierniki konsystencji: stożek opadowy i metoda Ve−Be. Jedynym miarodajnym narzędziem, którym i tutaj się posłużono jest test reometryczny. Mieszanka betonowa skła-dała się w tym przypadku z wysokiej zawartości cementu CP45 w ilości 500 kg/m3, pyłów krzemionko-wych (10%), W/C = 0,34, co uwzględnia wodę zawartą w superplastyfikatorze oraz łączną masę cementu i mikrokrzemionki. Wysoka w obu przypadkach była wielkość dawki superplastyfikatora wynosząca każ-dorazowo aż 5% wagi cementu. Właściwości reologiczne mieszanki betonowej BWW mogą być wystar-czająco dokładnie identyfikowane przez parametry zmodyfikowanego modelu reologicznego Binghama, tj. granicą płynięcia (g) i lepkość plastyczną (h). Model Binghama stosuje się tutaj według równania: [65]
M g h N= + ⋅ [ ]N m⋅ gdzie M − moment oporu ścinania, wywołany płynięciem mieszanki betonowej przy prędkości obrotowej N. Poniżej przedstawiono plan badania i oznaczenia z nimi związane:
Tablica 4.4 Plan badania i kod testów Superplastyfikator Moment dozowania superplastyfikatora od dodania wody zarobowej z wodą zarobową po 1 minucie po 2 minutach po 3 minutach SKP−26 (SMF) S0 S1 S2 S3 Betoplast 6 (SNF) B0 B1 B2 B3

4. Rola plastyfikatorów i superplastyfikatorów 24
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Uwidocznił się tutaj znów korzystny wpływ późniejszego dozowania superplastyfikatora. Wraz z opóźnieniem momentu dozowania domieszki granica płynięcia i lepkość plastyczna mieszanek modyfi-kowanych plastyfikatorami obniżają się, poprawiając urabialność. Efekt ten dla mieszanek betonowych SKP−26 jest wyraźny dopiero przy 3−minutowym opóźnieniu dozowania, natomiast dla mieszanek beto-nowych z Betoplastem 6 zwiększeniu opóźnienia początkowo towarzyszy obniżenie lepkości plastycznej (h) przy niewielkich zmianach granicy płynięcia (g), a następnie silne obniżenie granicy płynięcia.
Rys. 4.19 Procedury mieszania zastosowane w badaniach [65]
Poniżej zamieszczono w sposób graficzny odwzorowane wyniki testu reometrycznego:
Rys. 4.20 Wpływ dozowania superplastyfikatora [65]
W tym miejscu nasuwa się wniosek, iż najkorzystniejsze jest dodanie superplastyfikatora z opóźnie-niem co najmniej 2 minut, natomiast należy unikać dodawania domieszki razem z wodą zarobową. Wcze-śniejsze dodanie superplastyfikatora spowoduje zaadsorbowanie jego większej części przez C3A oraz związki gipsu, co było już wcześniej sygnalizowane. Efektem będzie osłabienie upłynnienia. Betoplast 6 podobnie jak Betoplast 1 odznacza się silniejszym działaniem od SKP−26. Zawierająca go mieszanka
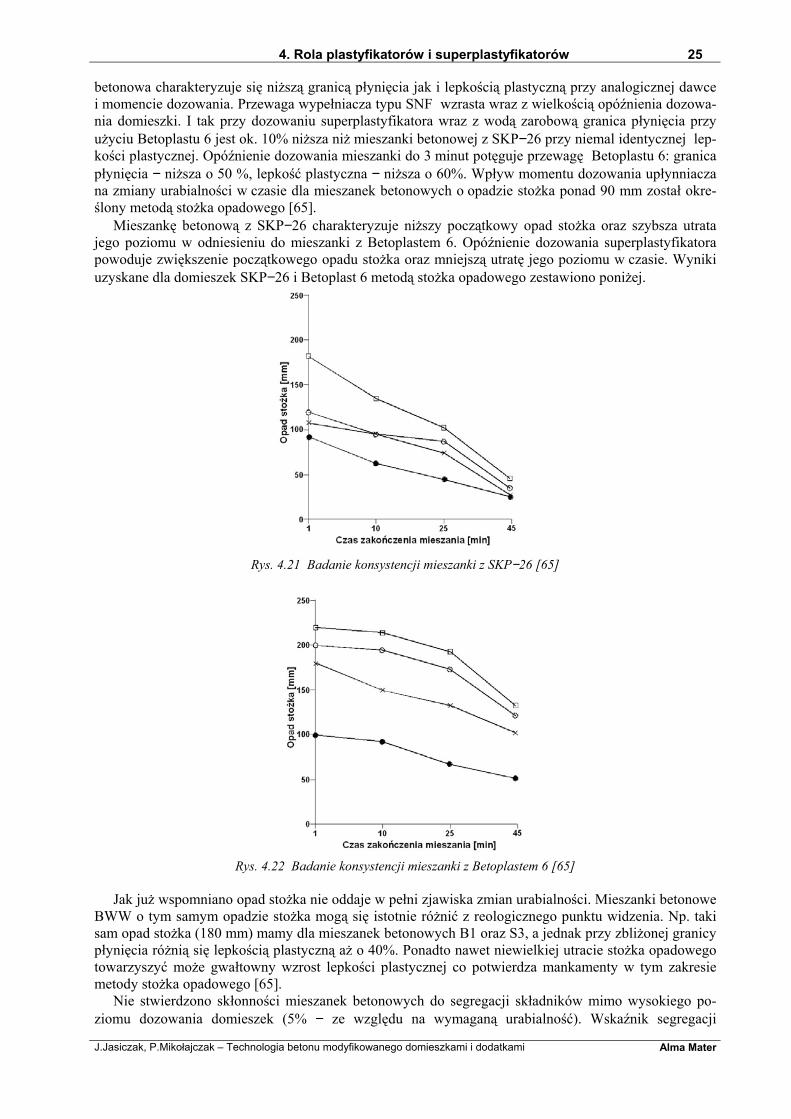
4. Rola plastyfikatorów i superplastyfikatorów 25
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
betonowa charakteryzuje się niższą granicą płynięcia jak i lepkością plastyczną przy analogicznej dawce i momencie dozowania. Przewaga wypełniacza typu SNF wzrasta wraz z wielkością opóźnienia dozowa-nia domieszki. I tak przy dozowaniu superplastyfikatora wraz z wodą zarobową granica płynięcia przy użyciu Betoplastu 6 jest ok. 10% niższa niż mieszanki betonowej z SKP−26 przy niemal identycznej lep-kości plastycznej. Opóźnienie dozowania mieszanki do 3 minut potęguje przewagę Betoplastu 6: granica płynięcia − niższa o 50 %, lepkość plastyczna − niższa o 60%. Wpływ momentu dozowania upłynniacza na zmiany urabialności w czasie dla mieszanek betonowych o opadzie stożka ponad 90 mm został okre-ślony metodą stożka opadowego [65]. Mieszankę betonową z SKP−26 charakteryzuje niższy początkowy opad stożka oraz szybsza utrata jego poziomu w odniesieniu do mieszanki z Betoplastem 6. Opóźnienie dozowania superplastyfikatora powoduje zwiększenie początkowego opadu stożka oraz mniejszą utratę jego poziomu w czasie. Wyniki uzyskane dla domieszek SKP−26 i Betoplast 6 metodą stożka opadowego zestawiono poniżej.
Rys. 4.21 Badanie konsystencji mieszanki z SKP−26 [65]
Rys. 4.22 Badanie konsystencji mieszanki z Betoplastem 6 [65]
Jak już wspomniano opad stożka nie oddaje w pełni zjawiska zmian urabialności. Mieszanki betonowe BWW o tym samym opadzie stożka mogą się istotnie różnić z reologicznego punktu widzenia. Np. taki sam opad stożka (180 mm) mamy dla mieszanek betonowych B1 oraz S3, a jednak przy zbliżonej granicy płynięcia różnią się lepkością plastyczną aż o 40%. Ponadto nawet niewielkiej utracie stożka opadowego towarzyszyć może gwałtowny wzrost lepkości plastycznej co potwierdza mankamenty w tym zakresie metody stożka opadowego [65]. Nie stwierdzono skłonności mieszanek betonowych do segregacji składników mimo wysokiego po-ziomu dozowania domieszek (5% − ze względu na wymaganą urabialność). Wskaźnik segregacji
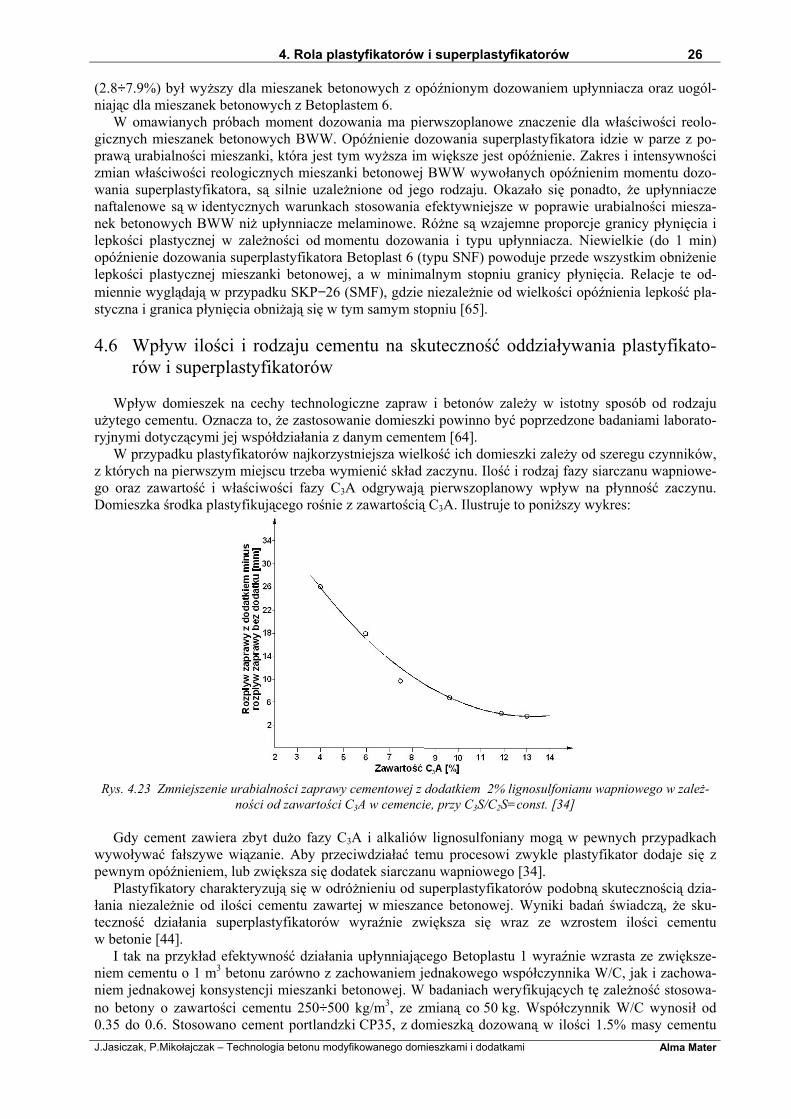
4. Rola plastyfikatorów i superplastyfikatorów 26
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
(2.8÷7.9%) był wyższy dla mieszanek betonowych z opóźnionym dozowaniem upłynniacza oraz uogól-niając dla mieszanek betonowych z Betoplastem 6. W omawianych próbach moment dozowania ma pierwszoplanowe znaczenie dla właściwości reolo-gicznych mieszanek betonowych BWW. Opóźnienie dozowania superplastyfikatora idzie w parze z po-prawą urabialności mieszanki, która jest tym wyższa im większe jest opóźnienie. Zakres i intensywności zmian właściwości reologicznych mieszanki betonowej BWW wywołanych opóźnienim momentu dozo-wania superplastyfikatora, są silnie uzależnione od jego rodzaju. Okazało się ponadto, że upłynniacze naftalenowe są w identycznych warunkach stosowania efektywniejsze w poprawie urabialności miesza-nek betonowych BWW niż upłynniacze melaminowe. Różne są wzajemne proporcje granicy płynięcia i lepkości plastycznej w zależności od momentu dozowania i typu upłynniacza. Niewielkie (do 1 min) opóźnienie dozowania superplastyfikatora Betoplast 6 (typu SNF) powoduje przede wszystkim obniżenie lepkości plastycznej mieszanki betonowej, a w minimalnym stopniu granicy płynięcia. Relacje te od-miennie wyglądają w przypadku SKP−26 (SMF), gdzie niezależnie od wielkości opóźnienia lepkość pla-styczna i granica płynięcia obniżają się w tym samym stopniu [65]. 4.6 Wpływ ilości i rodzaju cementu na skuteczność oddziaływania plastyfikato-
rów i superplastyfikatorów Wpływ domieszek na cechy technologiczne zapraw i betonów zależy w istotny sposób od rodzaju użytego cementu. Oznacza to, że zastosowanie domieszki powinno być poprzedzone badaniami laborato-ryjnymi dotyczącymi jej współdziałania z danym cementem [64]. W przypadku plastyfikatorów najkorzystniejsza wielkość ich domieszki zależy od szeregu czynników, z których na pierwszym miejscu trzeba wymienić skład zaczynu. Ilość i rodzaj fazy siarczanu wapniowe-go oraz zawartość i właściwości fazy C3A odgrywają pierwszoplanowy wpływ na płynność zaczynu. Domieszka środka plastyfikującego rośnie z zawartością C3A. Ilustruje to poniższy wykres:
Rys. 4.23 Zmniejszenie urabialności zaprawy cementowej z dodatkiem 2% lignosulfonianu wapniowego w zależ-
ności od zawartości C3A w cemencie, przy C3S/C2S=const. [34] Gdy cement zawiera zbyt dużo fazy C3A i alkaliów lignosulfoniany mogą w pewnych przypadkach wywoływać fałszywe wiązanie. Aby przeciwdziałać temu procesowi zwykle plastyfikator dodaje się z pewnym opóźnieniem, lub zwiększa się dodatek siarczanu wapniowego [34]. Plastyfikatory charakteryzują się w odróżnieniu od superplastyfikatorów podobną skutecznością dzia-łania niezależnie od ilości cementu zawartej w mieszance betonowej. Wyniki badań świadczą, że sku-teczność działania superplastyfikatorów wyraźnie zwiększa się wraz ze wzrostem ilości cementu w betonie [44]. I tak na przykład efektywność działania upłynniającego Betoplastu 1 wyraźnie wzrasta ze zwiększe-niem cementu o 1 m3 betonu zarówno z zachowaniem jednakowego współczynnika W/C, jak i zachowa-niem jednakowej konsystencji mieszanki betonowej. W badaniach weryfikujących tę zależność stosowa-no betony o zawartości cementu 250÷500 kg/m3, ze zmianą co 50 kg. Współczynnik W/C wynosił od 0.35 do 0.6. Stosowano cement portlandzki CP35, z domieszką dozowaną w ilości 1.5% masy cementu
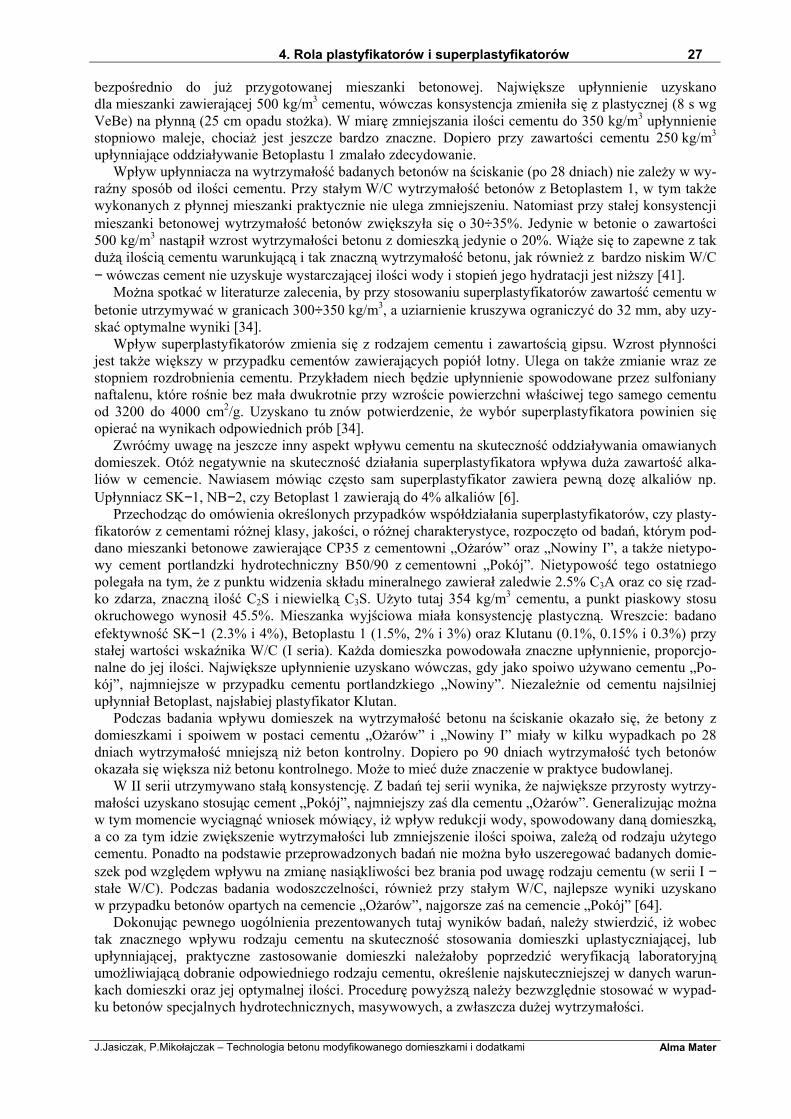
4. Rola plastyfikatorów i superplastyfikatorów 27
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
bezpośrednio do już przygotowanej mieszanki betonowej. Największe upłynnienie uzyskano dla mieszanki zawierającej 500 kg/m3 cementu, wówczas konsystencja zmieniła się z plastycznej (8 s wg VeBe) na płynną (25 cm opadu stożka). W miarę zmniejszania ilości cementu do 350 kg/m3 upłynnienie stopniowo maleje, chociaż jest jeszcze bardzo znaczne. Dopiero przy zawartości cementu 250 kg/m3 upłynniające oddziaływanie Betoplastu 1 zmalało zdecydowanie. Wpływ upłynniacza na wytrzymałość badanych betonów na ściskanie (po 28 dniach) nie zależy w wy-raźny sposób od ilości cementu. Przy stałym W/C wytrzymałość betonów z Betoplastem 1, w tym także wykonanych z płynnej mieszanki praktycznie nie ulega zmniejszeniu. Natomiast przy stałej konsystencji mieszanki betonowej wytrzymałość betonów zwiększyła się o 30÷35%. Jedynie w betonie o zawartości 500 kg/m3 nastąpił wzrost wytrzymałości betonu z domieszką jedynie o 20%. Wiąże się to zapewne z tak dużą ilością cementu warunkującą i tak znaczną wytrzymałość betonu, jak również z bardzo niskim W/C − wówczas cement nie uzyskuje wystarczającej ilości wody i stopień jego hydratacji jest niższy [41]. Można spotkać w literaturze zalecenia, by przy stosowaniu superplastyfikatorów zawartość cementu w betonie utrzymywać w granicach 300÷350 kg/m3, a uziarnienie kruszywa ograniczyć do 32 mm, aby uzy-skać optymalne wyniki [34]. Wpływ superplastyfikatorów zmienia się z rodzajem cementu i zawartością gipsu. Wzrost płynności jest także większy w przypadku cementów zawierających popiół lotny. Ulega on także zmianie wraz ze stopniem rozdrobnienia cementu. Przykładem niech będzie upłynnienie spowodowane przez sulfoniany naftalenu, które rośnie bez mała dwukrotnie przy wzroście powierzchni właściwej tego samego cementu od 3200 do 4000 cm2/g. Uzyskano tu znów potwierdzenie, że wybór superplastyfikatora powinien się opierać na wynikach odpowiednich prób [34]. Zwróćmy uwagę na jeszcze inny aspekt wpływu cementu na skuteczność oddziaływania omawianych domieszek. Otóż negatywnie na skuteczność działania superplastyfikatora wpływa duża zawartość alka-liów w cemencie. Nawiasem mówiąc często sam superplastyfikator zawiera pewną dozę alkaliów np. Upłynniacz SK−1, NB−2, czy Betoplast 1 zawierają do 4% alkaliów [6]. Przechodząc do omówienia określonych przypadków współdziałania superplastyfikatorów, czy plasty-fikatorów z cementami różnej klasy, jakości, o różnej charakterystyce, rozpoczęto od badań, którym pod-dano mieszanki betonowe zawierające CP35 z cementowni „Ożarów” oraz „Nowiny I”, a także nietypo-wy cement portlandzki hydrotechniczny B50/90 z cementowni „Pokój”. Nietypowość tego ostatniego polegała na tym, że z punktu widzenia składu mineralnego zawierał zaledwie 2.5% C3A oraz co się rzad-ko zdarza, znaczną ilość C2S i niewielką C3S. Użyto tutaj 354 kg/m3 cementu, a punkt piaskowy stosu okruchowego wynosił 45.5%. Mieszanka wyjściowa miała konsystencję plastyczną. Wreszcie: badano efektywność SK−1 (2.3% i 4%), Betoplastu 1 (1.5%, 2% i 3%) oraz Klutanu (0.1%, 0.15% i 0.3%) przy stałej wartości wskaźnika W/C (I seria). Każda domieszka powodowała znaczne upłynnienie, proporcjo-nalne do jej ilości. Największe upłynnienie uzyskano wówczas, gdy jako spoiwo używano cementu „Po-kój”, najmniejsze w przypadku cementu portlandzkiego „Nowiny”. Niezależnie od cementu najsilniej upłynniał Betoplast, najsłabiej plastyfikator Klutan. Podczas badania wpływu domieszek na wytrzymałość betonu na ściskanie okazało się, że betony z domieszkami i spoiwem w postaci cementu „Ożarów” i „Nowiny I” miały w kilku wypadkach po 28 dniach wytrzymałość mniejszą niż beton kontrolny. Dopiero po 90 dniach wytrzymałość tych betonów okazała się większa niż betonu kontrolnego. Może to mieć duże znaczenie w praktyce budowlanej. W II serii utrzymywano stałą konsystencję. Z badań tej serii wynika, że największe przyrosty wytrzy-małości uzyskano stosując cement „Pokój”, najmniejszy zaś dla cementu „Ożarów”. Generalizując można w tym momencie wyciągnąć wniosek mówiący, iż wpływ redukcji wody, spowodowany daną domieszką, a co za tym idzie zwiększenie wytrzymałości lub zmniejszenie ilości spoiwa, zależą od rodzaju użytego cementu. Ponadto na podstawie przeprowadzonych badań nie można było uszeregować badanych domie-szek pod względem wpływu na zmianę nasiąkliwości bez brania pod uwagę rodzaju cementu (w serii I − stałe W/C). Podczas badania wodoszczelności, również przy stałym W/C, najlepsze wyniki uzyskano w przypadku betonów opartych na cemencie „Ożarów”, najgorsze zaś na cemencie „Pokój” [64]. Dokonując pewnego uogólnienia prezentowanych tutaj wyników badań, należy stwierdzić, iż wobec tak znacznego wpływu rodzaju cementu na skuteczność stosowania domieszki uplastyczniającej, lub upłynniającej, praktyczne zastosowanie domieszki należałoby poprzedzić weryfikacją laboratoryjną umożliwiającą dobranie odpowiedniego rodzaju cementu, określenie najskuteczniejszej w danych warun-kach domieszki oraz jej optymalnej ilości. Procedurę powyższą należy bezwzględnie stosować w wypad-ku betonów specjalnych hydrotechnicznych, masywowych, a zwłaszcza dużej wytrzymałości.

4. Rola plastyfikatorów i superplastyfikatorów 28
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Istotne znaczenie ma skład chemiczno−mineralny cementu we współdziałaniu z daną domieszką. Określoną rolę odgrywają powierzchnia właściwa cementu, zawartość C3A, SO3 i alkaliów, jednak brak jest jednoznacznych wniosków co do ich wpływu na właściwości mieszanki betonowej i betonu [64]. Interesujące też wydają się być wyniki badań, którym poddano mieszankę betonową o punkcie pia-skowym 40%, zawartości cementu 350 kg/m3 i z 2% dodatkiem plastyfikatora. Stosowano tutaj cementy „Warta II”, „Odra”, „Rejowiec”, a środki upłynniające to SKP−26 i Betoplast 1. Badania te ukierunkowa-ne zostały między innymi na określenie wpływu mineralogicznego składu cementu na zmianę konsysten-cji mieszanki betonowej. Zarówno początkowe upłynnienie, jak i czas działania superplastyfikatorów za-leżą od zawartości glinianu trójwapniowego C3A. Im mniejsza jego zawartość, tym większe upłynnienie i dłuższy jego czas. Mieszanka betonowa z cementem „Warta II” przez pierwsze 30 minut wykazuje nie-wielką zmianę konsystencji. Największą zmianę w tym okresie wykazuje mieszanka z cementem „Rejo-wiec” [27]. Prezentują to wykresy na rys 4.23. Wiadomo, że betony z cementów o dużej zawartości C3A (powyżej 9%) charakteryzują się dużą utratą konsystencji w czasie. Jednak nie oznacza to, że uzyskanie cementów o małej zawartości C3A (do 5%) spowoduje, że strata konsystencji będzie mniejsza. Z rysunku wynika, że w miarę najdłużej utrzymuje wysoką urabialność mieszanka o zawartości trójtlenku siarki w cemencie równej 3.15%, a szybki spadek urabialności wykazuje mieszanka z cementem o zawartości SO3 równej 2.37%, chociaż w wypadku tego cementu zawartość C3A wynosi tylko 3.98%. Można więc wnioskować, że na omawianą zależność ma wpływ wzajemna reakcja między zawartością C3A i SO3, co jest logiczne, gdyż zachowanie się C3A jest w dużym stopniu uzależnione od zawartości gipsu, lub innych łatwo rozpuszczalnych siarczanów. Ponadto w mieszance betonowej skuteczność działania superplastyfikatorów zależy w dużej mierze od uziarnienia stosu okruchowego i zawartości cementu. W przypadku kruszyw o wysokim punkcie piasko-wym i niezbyt dużych ilościach cementu potrzebne są znacznie większe dodatki superplastyfikatora, niż wynika to z zaleceń producentów, a mimo to efekt upłynniający może być wątpliwy [27].
Rys. 4.24 Wpływ mineralogicznego składu cementu na zmianę konsystencji mieszanki betonowej [27]
Na zakończenie jeszcze kilka słów na temat badań przeprowadzonych przez kolejny ośrodek badaw-czy na cemencie portlandzkim 35 „Ożarów” i cemencie portlandzkim 35 „Kujawy” z dodatkami. Użyto domieszek firmy „Sika” i „Addiment”. Stosowane ilości domieszek były tutaj mniejsze co wymuszało mniejszy efekt działania. Na nieco większą redukcję ilości wody zarobowej pozwolił CP35 z dodatkami „Kujawy” i to w dodatku niezależnie od użytych domieszek i ich producenta. Podobnie jak wobec wpły-wu na konsystencję, tak i pod względem uzyskiwanych wytrzymałości korzystniejsze rezultaty uzyskano stosując cement „Kujawy”, co potwierdziły także wyniki badania wytrzymałości betonów wykonywa-nych już jako sprawdzające receptury robocze dla wykonawcy [4].
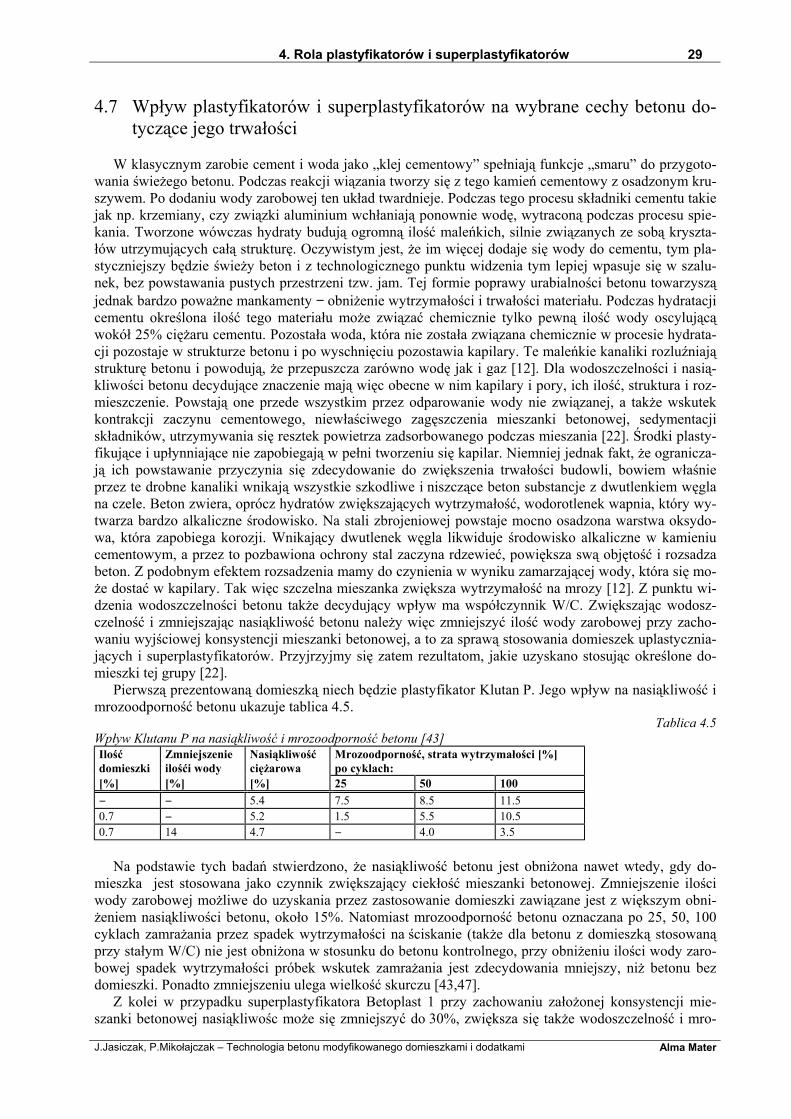
4. Rola plastyfikatorów i superplastyfikatorów 29
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
4.7 Wpływ plastyfikatorów i superplastyfikatorów na wybrane cechy betonu do-
tyczące jego trwałości W klasycznym zarobie cement i woda jako „klej cementowy” spełniają funkcje „smaru” do przygoto-wania świeżego betonu. Podczas reakcji wiązania tworzy się z tego kamień cementowy z osadzonym kru-szywem. Po dodaniu wody zarobowej ten układ twardnieje. Podczas tego procesu składniki cementu takie jak np. krzemiany, czy związki aluminium wchłaniają ponownie wodę, wytraconą podczas procesu spie-kania. Tworzone wówczas hydraty budują ogromną ilość maleńkich, silnie związanych ze sobą kryszta-łów utrzymujących całą strukturę. Oczywistym jest, że im więcej dodaje się wody do cementu, tym pla-styczniejszy będzie świeży beton i z technologicznego punktu widzenia tym lepiej wpasuje się w szalu-nek, bez powstawania pustych przestrzeni tzw. jam. Tej formie poprawy urabialności betonu towarzyszą jednak bardzo poważne mankamenty − obniżenie wytrzymałości i trwałości materiału. Podczas hydratacji cementu określona ilość tego materiału może związać chemicznie tylko pewną ilość wody oscylującą wokół 25% ciężaru cementu. Pozostała woda, która nie została związana chemicznie w procesie hydrata-cji pozostaje w strukturze betonu i po wyschnięciu pozostawia kapilary. Te maleńkie kanaliki rozluźniają strukturę betonu i powodują, że przepuszcza zarówno wodę jak i gaz [12]. Dla wodoszczelności i nasią-kliwości betonu decydujące znaczenie mają więc obecne w nim kapilary i pory, ich ilość, struktura i roz-mieszczenie. Powstają one przede wszystkim przez odparowanie wody nie związanej, a także wskutek kontrakcji zaczynu cementowego, niewłaściwego zagęszczenia mieszanki betonowej, sedymentacji składników, utrzymywania się resztek powietrza zadsorbowanego podczas mieszania [22]. Środki plasty-fikujące i upłynniające nie zapobiegają w pełni tworzeniu się kapilar. Niemniej jednak fakt, że ogranicza-ją ich powstawanie przyczynia się zdecydowanie do zwiększenia trwałości budowli, bowiem właśnie przez te drobne kanaliki wnikają wszystkie szkodliwe i niszczące beton substancje z dwutlenkiem węgla na czele. Beton zwiera, oprócz hydratów zwiększających wytrzymałość, wodorotlenek wapnia, który wy-twarza bardzo alkaliczne środowisko. Na stali zbrojeniowej powstaje mocno osadzona warstwa oksydo-wa, która zapobiega korozji. Wnikający dwutlenek węgla likwiduje środowisko alkaliczne w kamieniu cementowym, a przez to pozbawiona ochrony stal zaczyna rdzewieć, powiększa swą objętość i rozsadza beton. Z podobnym efektem rozsadzenia mamy do czynienia w wyniku zamarzającej wody, która się mo-że dostać w kapilary. Tak więc szczelna mieszanka zwiększa wytrzymałość na mrozy [12]. Z punktu wi-dzenia wodoszczelności betonu także decydujący wpływ ma współczynnik W/C. Zwiększając wodosz-czelność i zmniejszając nasiąkliwość betonu należy więc zmniejszyć ilość wody zarobowej przy zacho-waniu wyjściowej konsystencji mieszanki betonowej, a to za sprawą stosowania domieszek uplastycznia-jących i superplastyfikatorów. Przyjrzyjmy się zatem rezultatom, jakie uzyskano stosując określone do-mieszki tej grupy [22]. Pierwszą prezentowaną domieszką niech będzie plastyfikator Klutan P. Jego wpływ na nasiąkliwość i mrozoodporność betonu ukazuje tablica 4.5.
Tablica 4.5 Wpływ Klutanu P na nasiąkliwość i mrozoodporność betonu [43] Ilość domieszki
Zmniejszenie ilośći wody
Nasiąkliwość ciężarowa
Mrozoodporność, strata wytrzymałości [%] po cyklach:
[%] [%] [%] 25 50 100 − − 5.4 7.5 8.5 11.5 0.7 − 5.2 1.5 5.5 10.5 0.7 14 4.7 − 4.0 3.5
Na podstawie tych badań stwierdzono, że nasiąkliwość betonu jest obniżona nawet wtedy, gdy do-mieszka jest stosowana jako czynnik zwiększający ciekłość mieszanki betonowej. Zmniejszenie ilości wody zarobowej możliwe do uzyskania przez zastosowanie domieszki zawiązane jest z większym obni-żeniem nasiąkliwości betonu, około 15%. Natomiast mrozoodporność betonu oznaczana po 25, 50, 100 cyklach zamrażania przez spadek wytrzymałości na ściskanie (także dla betonu z domieszką stosowaną przy stałym W/C) nie jest obniżona w stosunku do betonu kontrolnego, przy obniżeniu ilości wody zaro-bowej spadek wytrzymałości próbek wskutek zamrażania jest zdecydowania mniejszy, niż betonu bez domieszki. Ponadto zmniejszeniu ulega wielkość skurczu [43,47]. Z kolei w przypadku superplastyfikatora Betoplast 1 przy zachowaniu założonej konsystencji mie-szanki betonowej nasiąkliwośc może się zmniejszyć do 30%, zwiększa się także wodoszczelność i mro-

4. Rola plastyfikatorów i superplastyfikatorów 30
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
zoodporność, a zmniejsza skurcz [44]. Na przykład gdy poddano badaniom betony zawierające 1.5% Be-toplastu 1 oraz 3 różne zawartości cementu CP35 z dodatkami: 300, 339, 378 kg/m3 (odpowiednio seria I, II, III) okazało się, że:
• przy stałym W/C nasiąkliwość zmniejszyła się w porównaniu z nasiąkliwością betonu kontrolne-go o ok. 6% (seria I, II) oraz o ok. 10% (seria III),
• przy stałej konsystencji nasiąkliwość obniżyła się o 12, 25, 23% (dla odpowiednio serii I, II, III), • przy obniżonej zawartości cementu nasiąkliwość próbek znów się zmniejszyła.
Stosując domieszkę i zmniejszając ilość cementu o 10 i 15%, zachowując stałą w porównaniu z mie-szanką kontrolną konsystencję, nasiąkliwość zmniejszyła się o ok. 5.2% w przypadku serii II i do ok. 5% dla serii III [16]. Wpływ domieszek uplastyczniających i upłynniających na nasiąkliwość i wodoszczelność jest często zdeterminowany rodzajem cementu. Za przykład niech posłużą badania przeprowadzone na cementach portlandzkich z cementowni „Ożarów” i „Nowiny I” oraz portlandzkim hydrotechnicznym 35/90 z ce-mentowni „Pokój”. Stosowano superplastyfikatory SK 1, Betoplast 1 oraz plastyfikator Klutan. Dawki superplastyfikatorów: 1.5 do 4%, a doza Klutanu od 0.1 do 0.3%. Badania przeprowadzono przy stałym W/C (seria I) lub stałej konsystencji (seria II). W badaniach nasiąkliwości, w przypadku zachowania sta-łego poziomu W/C, stosując cementy „Pokój” oraz „Ożarów” w zasadzie w wypadku wszystkich próbek uzyskano zmniejszenie nasiąkliwości wagowej betonu w stosunku do betonu bez domieszki. Jedynie sto-sując cement „Nowiny I” nie zaobserwowano stałego wpływu działania domieszek. Na podstawie prze-prowadzonych badań nie można było uszeregować badanych domieszek pod względem wpływu na zmia-nę nasiąkliwości bez brania pod uwagę rodzaju cementu. Redukcja wody (seria II) w wypadku betonów na wszystkich cementach, niezależnie od rodzaju domieszki, powodowała zmniejszenie nasiąkliwości w stosunku do próbek serii I. Badając natomiast wpływ domieszek na wodoszczelność stwierdzono, że nie-zależnie od domieszki największą poprawę tego parametru uzyskano w wypadku betonów na cemencie „Ożarów”, najmniejszą na cemencie „Pokój”. Oceniając zaś wpływ rodzaju domieszki okazuje się, że zgodnie z oczekiwaniami wpływ ten był silniejszy w wypadku superplastyfikatorów, słabszy zaś w przypadku Klutanu [64]. Stosując superplastyfikator napowietrzający Betoplast N, beton napowietrzony ma nasiąkliwość zale-dwie 2.2%, czyli około 55% mniejszą od betonu kontrolnego, który miał nasiąkliwość 5.1%. Ponadto be-ton napowietrzony odznaczał się także znacznie większą wodoszczelnością od betonu kontrolnego. Na-tomiast skurcz betonów pozostał bez istotnej zmiany [42]. Ostatnim aspektem trwałości betonu, na który wpływ wywierają domieszki do niego jest ryzyko zwiększenia korozji alkalicznej betonu. Jedną z przyczyn powstawania uszkodzeń betonu jest pęcznienie niektórych składników kruszywowych, spowodowane obecnością odpowiedniej ilości alkaliów w beto-nie. Całkowita zawartość alkaliów w betonie zależy nie tylko od jakości cementu i jego ilości w 1 m3, lecz również od zawartości w innych składnikach, takich jak: dodatki, domieszki, woda zarobowa. Zawartość alkaliów w domieszkach i cemencie oblicza się jako równoważnik Na2O tj. Na2O+ 0.658 K2O. Domieszki pod względem zawartości alkaliów można podzielić na:
• nie zawierające alkaliów np. Klutan, • zawierające do 4% alkaliów np. Betoplast 1, Upłynniacz SK−1, • o dużej zawartości alkaliów (powyżej 20%).
Na świecie przyjęto dwa kryteria, których przekroczenie może spowodować potencjalne niebezpie-czeństwo alkalicznej korozji destrukcyjnej betonu. Pierwsze dotyczy jakości cementu. Graniczna zawar-tość alkaliów w cemencie stosowanym do betonu z kruszywem reaktywnym wynosi 0.6% równoważnika Na2O. Drugie kryterium dotyczy ilości alkaliów w 1 m3 betonu. Na podstawie badań przeprowadzonych w Niemczech, Kanadzie, USA i innych krajach, stwierdzono, że bezpieczną ilością alkaliów, jaką można dodać do 1 m3 betonu, jest wielkość nie przekraczająca 3 kg. Domieszki nie zawierające alkaliów, mogą być stosowane bez obawy zagrożenia trwałości betonu. Drugą grupę możemy traktować jako domieszki bezpieczne (wprowadzają od 0.3 do 0.7 kg alkaliów do 1 m3 betonu). Wreszcie ostatnia grupa domieszek wprowadza do betonu znacznie więcej alkaliów, niż war-tość dopuszczalna (od 4 do 7 kg/m3) [6].

5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 1
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych
5.1 Proces uzyskiwania, geneza i dostępne postacie pyłów krzemionkowych Pyły krzemionkowe (w literaturze technicznej pyły krzemionkowe (Pk) określa się także mianem mi-krokrzemionki (Mk) lub oznaczeniami literowymi SF, CSF) są odpadem przemysłu hutniczego powsta-jącym przy produkcji krzemu metalicznego, żelazokrzemu i innych stopów krzemowych w efekcie re-dukcji kwarcu o wysokiej czystości przez węgiel w piecach łukowo−oporowych o działaniu ciągłym [36,72]. Elementy częściowo tylko zredukowanego kwarcu wyparowują jako SiO i są ponownie utlenia-ne do SiO2 w wyniku kontaktu z tlenem w chłodniejszej części pieca. Tak oto powstaje amorficzna forma tlenku krzemu − skondensowane w postaci mikroskopijnych okrągłych drobin o wymiarach ziarna ok. 0,1 µm. Powstawanie pyłów krzemionkowych można ująć za pomocą następujących reakcji [37] : SiO2 + C → SiO + CO 2SiO → Si + SiO2 3SiO + CO → SiC + 2SiO2 Ilość SiO2 w pyłach wzrasta proporcjonalnie do wzrostu krzemu w stopie i tak np. dla stopu żelazo-krzemowego zawierającego 50%, czy 75% krzemu − mamy odpowiednio 61÷77%, lub 84÷88% krze-mionki w pyłach, a dla krzemu metalicznego: do 98% krzemionki w pyłach [75]. Początkowo na zainteresowanie pyłami krzemionkowymi miała głównie wpływ ochrona środowiska i względy oszczędnościowe, by część cementu zastąpić materiałem odpadowym. Przydatność mikrokrze-mionki w technologii betonu znalazła swe praktyczne odzwierciedlenie już ćwierć wieku temu, to jest w roku 1971 wykonano beton konstrukcyjny w hucie Fiskaa w Norwegii z wykorzystaniem pyłów krze-mionkowych [34]. W tymże roku firma „Sika Chemie” uzyskała swój pierwszy patent na cement z dodat-kami mikrokrzemionki i superplastyfikatorów. Pierwsze realizacje z zastosowaniem pyłów krzemionkowych do produkcji betonów w Stanach Zjedno-czonych i Kanadzie nastąpiły na początku lat 80−tych [37]. Obecnie pyły te są na świecie przedmiotem stale rosnącego zainteresowania jako atrakcyjny materiał do stosowania w betonie, zwłaszcza w dobie rozwoju superplastyfikatorów umożliwiających większe ich dawkowanie. Efektem tego współdziałania są betony o wysokim poziomie trwałości i wytrzymałości [75]. Podstawowe dziś postacie dostępnej mikrokrzemionki − przystosowane do transportu, przechowywa-nia i dawkowania do betonu to:
a) suchy pył krzemionkowy o charakterze koloidu powietrznego, w którym fazą rozproszoną są cząsteczki krzemionki, a fazą rozpraszającą powietrze; równowagę zapewniają tu zjawiska elektrostatyczne.
b) suchy pył krzemionkowy − zagęszczony; charakter: jak wyżej z tą różnicą, iż poprzez odpo-wietrzenie i prasowanie usunięto część fazy rozpraszającej.
c) wodna zawiesina krzemionkowa (z dodatkami, lub bez) − zbliżona do zawiesiny koloidowej o stałej fazie z cząsteczek i mikrocząsteczek krzemionki i o fazie dyspersyjnej − wodzie z ewen-tualnie rozpuszczonymi dodatkami.
W kraju dostępna jest postać a) i c) mikrokrzemionki. Dla pełni obrazu dodać należy, że istnieją jesz-cze inne postacie mikrokrzemionki − jednak nie są one stosowane w budownictwie: granulat krzemion-kowy, szlam krzemionkowy i pył krzemionkowy zbrylowany [34]. 5.2 Właściwości fizyczne i chemiczne pyłów krzemionkowych Pyły krzemionkowe składają się z bardzo drobnych, idealnie sferycznych cząsteczek bezpostaciowej krzemionki o przeciętnej powierzchni właściwej ok. 20 m2/g. Tę miałkość najlepiej jest zilustrować odno-sząc ją do innych, powszechnie znanych materiałów takich, jak:
• popioły lotne : 0,4 ÷0,7% m2/g (wg. Blaine’a), • cement portlandzki : 0,3 ÷0,4% m2/g (wg. Blaine’a),
a przedział zmienności dla pyłów krzemionkowych wynosi : 14 ÷30% m2/g (wg. BET)

5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 2
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rozkład uziarnienia pyłów krzemionkowych wskazuje, że większość ziarn jest mniejsza niż 1 µm. Średni wymiar cząstek wynosi ok. 0,1 µm. i jest w przybliżeniu 100 razy mniejszy od średniego wymiaru ziarna cementu [36]. Gęstość pyłów krzemionkowych w stanie naturalnym wynosi ok. 2,2 g/cm3, przy czym dla przykładu gęstość cementu portlandzkiego: ok. 3,1 g/cm3, a gęstość objętościowa w stanie luźnym 130 ÷430 kg/m3 (cementu − 1500 kg/m3). Do zwiększenia gęstości objętościowej pyłów krzemionkowych można dopro-wadzić poprzez ich zagęszczenie, co daje rezultat na poziomie 480 ÷720 kg/m3 [73]. Badania polskich pyłów krzemionkowych (z huty „Łaziska”) wykazały, że nie stanowią one zagrożenia radiologicznego. Spełniają one wymagania w zakresie dopuszczalnych stężeń naturalnych pierwiastków promieniotwór-czych. Zawierają śladowe ilości radu Ra−226 i toru Th−232, a stężenie potasu K−40 odpowiada typowej zawartości tego izotopu w naturalnych kruszywach.[34]
Rys. 5.1 Charakterystyka uziarnienia Pk: a) kształt i wielkość ziaren Pk (mikrofotografia TEM), b) rozkład uziar-
nienia Pk [74] Skład chemiczny pyłów krzemionkowych przedstawia się następująco:
Tablica 5.1 Skład chemiczny i niektóre właściwości fizyczne Pk [75] Składnik [%] Badanie własne 1987* Badania inne 1971−1993 SiO2 94.06 86.93−97.60 Al2O3 0.64 0.55−3.61 Fe2O3 0.78 0.17−2.03 MgO 0.38 0.02−1.22 CaO ślady ślady−0.89 Na2O 0.75 0.11−0.37 K2O 1.98 0.31−1.49 SO3 0.63 0.94−1.35 straty prażenia 0.74 0.63−3.47 MnO − 0.19−0.59 P − 0.03−0.44 Cr2O3 − 0.09−0.21 TiO − 0−0.01 * wyk. Cz. Wolska−Kotańska Jak już nadmieniono (pkt. 5.1) ilość krzemu w pyłach wzrasta proporcjonalnie do wzrostu zawartości krzemu w stopie żelazokrzemowym. Ponadto pyły z produkcji żelazokrzemu zawierają więcej żelaza i magnezu niż w przypadku produkcji krzemu metalicznego. Natomiast stop krzemowapniowy powoduje wzbogacenie pyłów w CaO oraz tlenki sodu i potasu [72]. Cechy chemiczne i fizyczne pyłów pozwalają na uzyskanie betonów o wytrzymałości 100÷150 MPa. Na rezultat ten składają się także dwa inne istotne czynniki, tzn: współdziałanie mikrokrzemionki z do-mieszkami uplastyczniającymi mieszankę betonową i plastyfikatorami i superplastyfikatorami, drugim
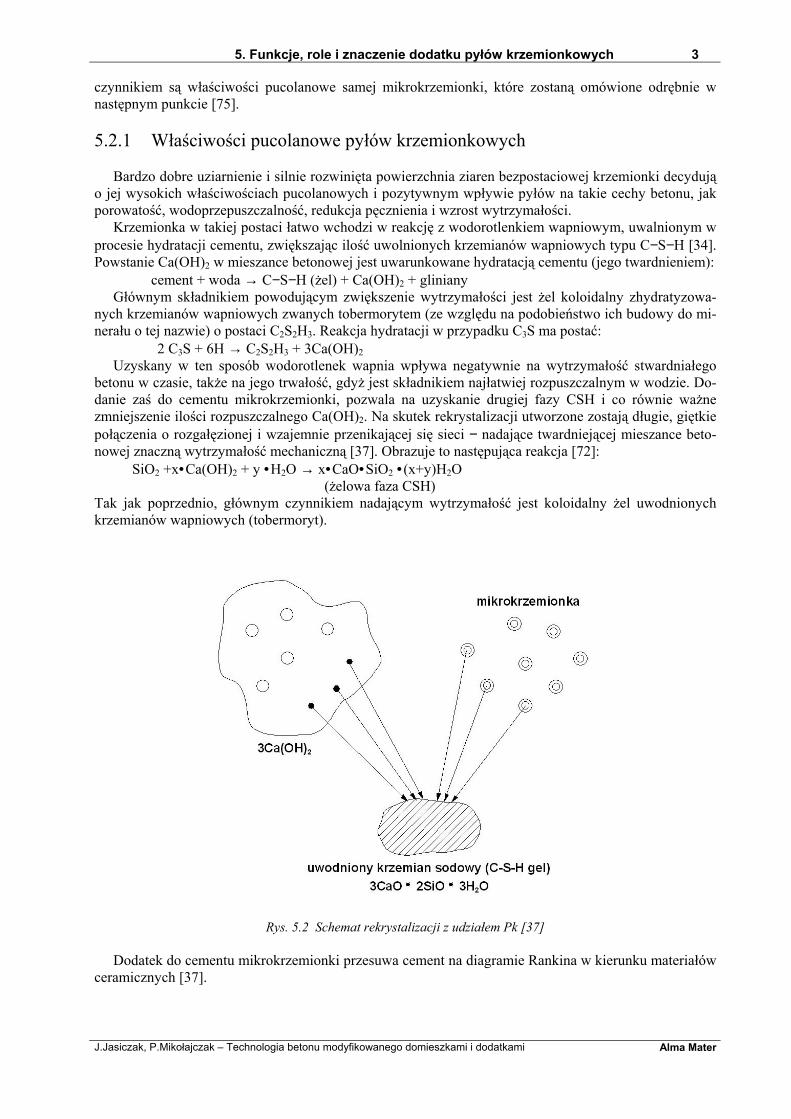
5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 3
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
czynnikiem są właściwości pucolanowe samej mikrokrzemionki, które zostaną omówione odrębnie w następnym punkcie [75]. 5.2.1 Właściwości pucolanowe pyłów krzemionkowych Bardzo dobre uziarnienie i silnie rozwinięta powierzchnia ziaren bezpostaciowej krzemionki decydują o jej wysokich właściwościach pucolanowych i pozytywnym wpływie pyłów na takie cechy betonu, jak porowatość, wodoprzepuszczalność, redukcja pęcznienia i wzrost wytrzymałości. Krzemionka w takiej postaci łatwo wchodzi w reakcję z wodorotlenkiem wapniowym, uwalnionym w procesie hydratacji cementu, zwiększając ilość uwolnionych krzemianów wapniowych typu C−S−H [34]. Powstanie Ca(OH)2 w mieszance betonowej jest uwarunkowane hydratacją cementu (jego twardnieniem): cement + woda → C−S−H (żel) + Ca(OH)2 + gliniany Głównym składnikiem powodującym zwiększenie wytrzymałości jest żel koloidalny zhydratyzowa-nych krzemianów wapniowych zwanych tobermorytem (ze względu na podobieństwo ich budowy do mi-nerału o tej nazwie) o postaci C2S2H3. Reakcja hydratacji w przypadku C3S ma postać: 2 C3S + 6H → C2S2H3 + 3Ca(OH)2 Uzyskany w ten sposób wodorotlenek wapnia wpływa negatywnie na wytrzymałość stwardniałego betonu w czasie, także na jego trwałość, gdyż jest składnikiem najłatwiej rozpuszczalnym w wodzie. Do-danie zaś do cementu mikrokrzemionki, pozwala na uzyskanie drugiej fazy CSH i co równie ważne zmniejszenie ilości rozpuszczalnego Ca(OH)2. Na skutek rekrystalizacji utworzone zostają długie, giętkie połączenia o rozgałęzionej i wzajemnie przenikającej się sieci − nadające twardniejącej mieszance beto-nowej znaczną wytrzymałość mechaniczną [37]. Obrazuje to następująca reakcja [72]: SiO2 +x•Ca(OH)2 + y •H2O → x•CaO•SiO2 • (x+y)H2O (żelowa faza CSH) Tak jak poprzednio, głównym czynnikiem nadającym wytrzymałość jest koloidalny żel uwodnionych krzemianów wapniowych (tobermoryt).
Rys. 5.2 Schemat rekrystalizacji z udziałem Pk [37] Dodatek do cementu mikrokrzemionki przesuwa cement na diagramie Rankina w kierunku materiałów ceramicznych [37].
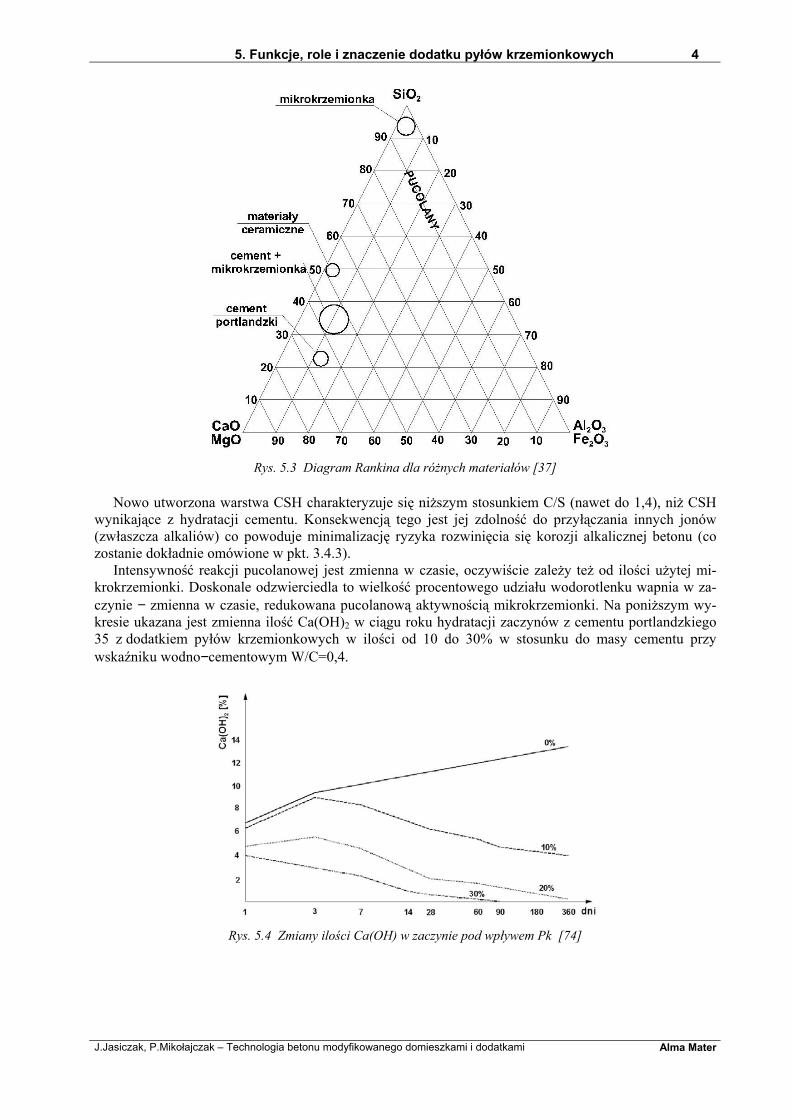
5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 4
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 5.3 Diagram Rankina dla różnych materiałów [37]
Nowo utworzona warstwa CSH charakteryzuje się niższym stosunkiem C/S (nawet do 1,4), niż CSH wynikające z hydratacji cementu. Konsekwencją tego jest jej zdolność do przyłączania innych jonów (zwłaszcza alkaliów) co powoduje minimalizację ryzyka rozwinięcia się korozji alkalicznej betonu (co zostanie dokładnie omówione w pkt. 3.4.3). Intensywność reakcji pucolanowej jest zmienna w czasie, oczywiście zależy też od ilości użytej mi-krokrzemionki. Doskonale odzwierciedla to wielkość procentowego udziału wodorotlenku wapnia w za-czynie − zmienna w czasie, redukowana pucolanową aktywnością mikrokrzemionki. Na poniższym wy-kresie ukazana jest zmienna ilość Ca(OH)2 w ciągu roku hydratacji zaczynów z cementu portlandzkiego 35 z dodatkiem pyłów krzemionkowych w ilości od 10 do 30% w stosunku do masy cementu przy wskaźniku wodno−cementowym W/C=0,4.
Rys. 5.4 Zmiany ilości Ca(OH) w zaczynie pod wpływem Pk [74]
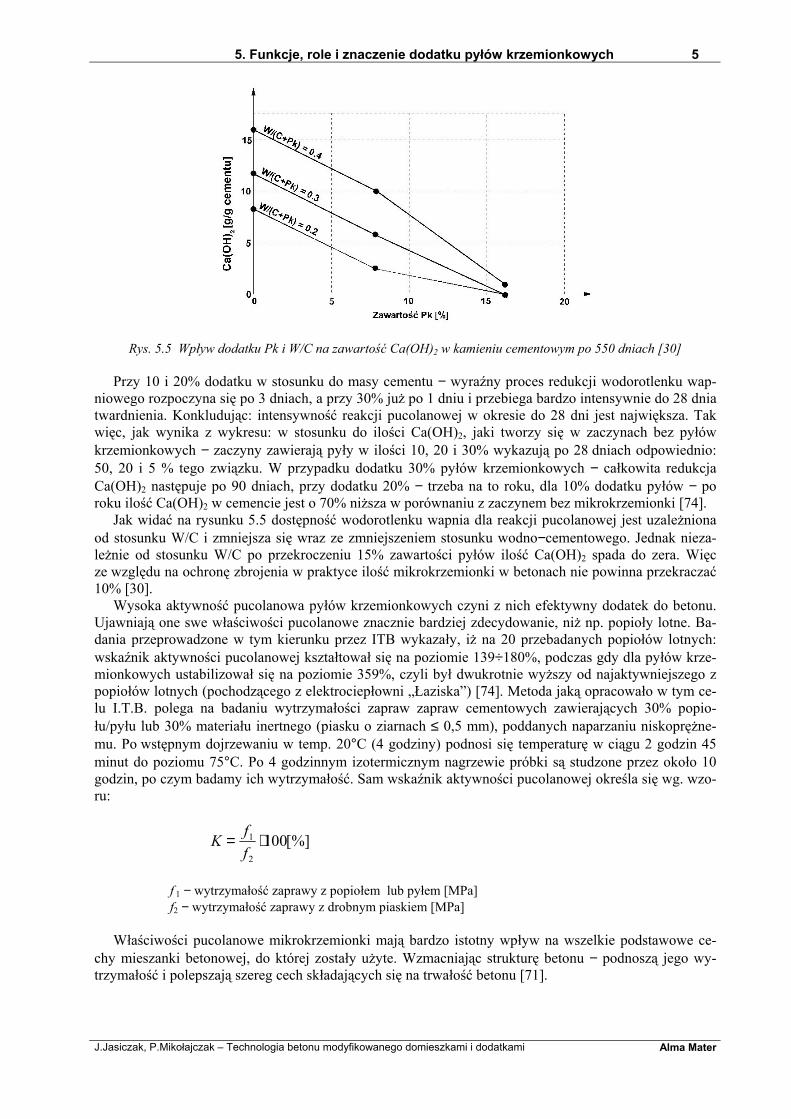
5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 5
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 5.5 Wpływ dodatku Pk i W/C na zawartość Ca(OH)2 w kamieniu cementowym po 550 dniach [30] Przy 10 i 20% dodatku w stosunku do masy cementu − wyraźny proces redukcji wodorotlenku wap-niowego rozpoczyna się po 3 dniach, a przy 30% już po 1 dniu i przebiega bardzo intensywnie do 28 dnia twardnienia. Konkludując: intensywność reakcji pucolanowej w okresie do 28 dni jest największa. Tak więc, jak wynika z wykresu: w stosunku do ilości Ca(OH)2, jaki tworzy się w zaczynach bez pyłów krzemionkowych − zaczyny zawierają pyły w ilości 10, 20 i 30% wykazują po 28 dniach odpowiednio: 50, 20 i 5 % tego związku. W przypadku dodatku 30% pyłów krzemionkowych − całkowita redukcja Ca(OH)2 następuje po 90 dniach, przy dodatku 20% − trzeba na to roku, dla 10% dodatku pyłów − po roku ilość Ca(OH)2 w cemencie jest o 70% niższa w porównaniu z zaczynem bez mikrokrzemionki [74]. Jak widać na rysunku 5.5 dostępność wodorotlenku wapnia dla reakcji pucolanowej jest uzależniona od stosunku W/C i zmniejsza się wraz ze zmniejszeniem stosunku wodno−cementowego. Jednak nieza-leżnie od stosunku W/C po przekroczeniu 15% zawartości pyłów ilość Ca(OH)2 spada do zera. Więc ze względu na ochronę zbrojenia w praktyce ilość mikrokrzemionki w betonach nie powinna przekraczać 10% [30]. Wysoka aktywność pucolanowa pyłów krzemionkowych czyni z nich efektywny dodatek do betonu. Ujawniają one swe właściwości pucolanowe znacznie bardziej zdecydowanie, niż np. popioły lotne. Ba-dania przeprowadzone w tym kierunku przez ITB wykazały, iż na 20 przebadanych popiołów lotnych: wskaźnik aktywności pucolanowej kształtował się na poziomie 139÷180%, podczas gdy dla pyłów krze-mionkowych ustabilizował się na poziomie 359%, czyli był dwukrotnie wyższy od najaktywniejszego z popiołów lotnych (pochodzącego z elektrociepłowni „Łaziska”) [74]. Metoda jaką opracowało w tym ce-lu I.T.B. polega na badaniu wytrzymałości zapraw zapraw cementowych zawierających 30% popio-łu/pyłu lub 30% materiału inertnego (piasku o ziarnach ≤ 0,5 mm), poddanych naparzaniu niskoprężne-mu. Po wstępnym dojrzewaniu w temp. 20°C (4 godziny) podnosi się temperaturę w ciągu 2 godzin 45 minut do poziomu 75°C. Po 4 godzinnym izotermicznym nagrzewie próbki są studzone przez około 10 godzin, po czym badamy ich wytrzymałość. Sam wskaźnik aktywności pucolanowej określa się wg. wzo-ru:
K ff
= ⋅1
2
100[%]
f 1 − wytrzymałość zaprawy z popiołem lub pyłem [MPa] f2 − wytrzymałość zaprawy z drobnym piaskiem [MPa] Właściwości pucolanowe mikrokrzemionki mają bardzo istotny wpływ na wszelkie podstawowe ce-chy mieszanki betonowej, do której zostały użyte. Wzmacniając strukturę betonu − podnoszą jego wy-trzymałość i polepszają szereg cech składających się na trwałość betonu [71].
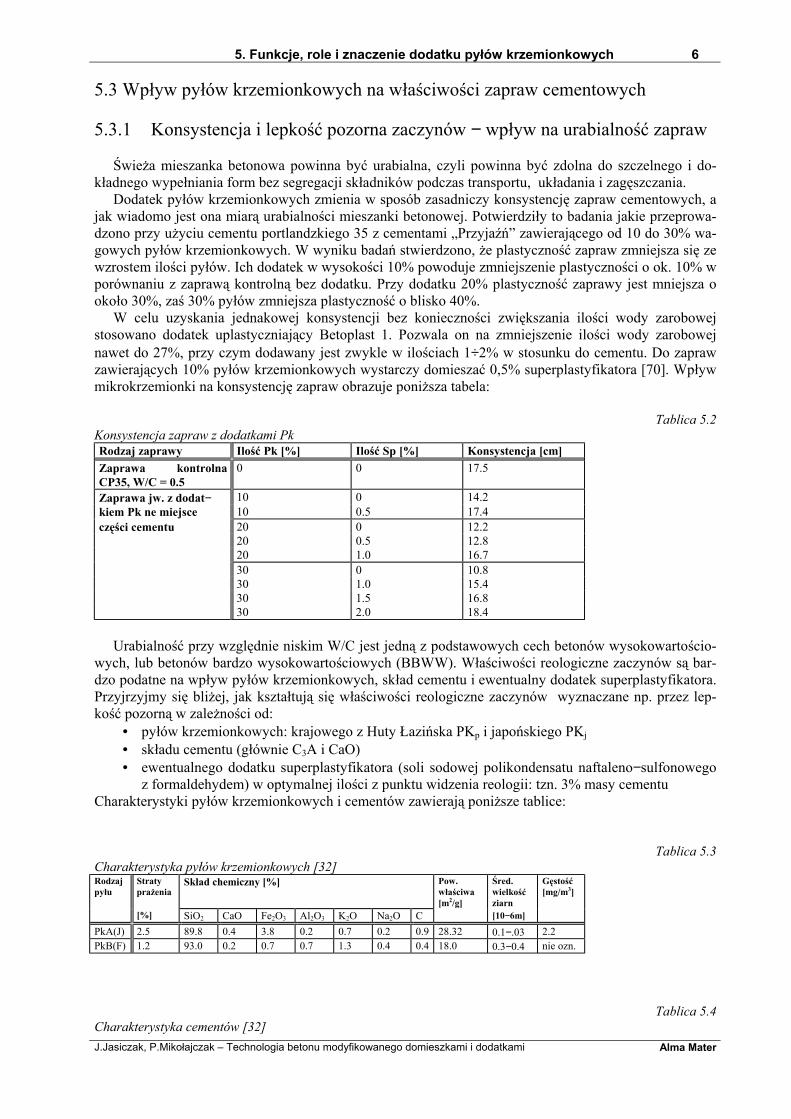
5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 6
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
5.3 Wpływ pyłów krzemionkowych na właściwości zapraw cementowych 5.3.1 Konsystencja i lepkość pozorna zaczynów − wpływ na urabialność zapraw Świeża mieszanka betonowa powinna być urabialna, czyli powinna być zdolna do szczelnego i do-kładnego wypełniania form bez segregacji składników podczas transportu, układania i zagęszczania. Dodatek pyłów krzemionkowych zmienia w sposób zasadniczy konsystencję zapraw cementowych, a jak wiadomo jest ona miarą urabialności mieszanki betonowej. Potwierdziły to badania jakie przeprowa-dzono przy użyciu cementu portlandzkiego 35 z cementami „Przyjaźń” zawierającego od 10 do 30% wa-gowych pyłów krzemionkowych. W wyniku badań stwierdzono, że plastyczność zapraw zmniejsza się ze wzrostem ilości pyłów. Ich dodatek w wysokości 10% powoduje zmniejszenie plastyczności o ok. 10% w porównaniu z zaprawą kontrolną bez dodatku. Przy dodatku 20% plastyczność zaprawy jest mniejsza o około 30%, zaś 30% pyłów zmniejsza plastyczność o blisko 40%. W celu uzyskania jednakowej konsystencji bez konieczności zwiększania ilości wody zarobowej stosowano dodatek uplastyczniający Betoplast 1. Pozwala on na zmniejszenie ilości wody zarobowej nawet do 27%, przy czym dodawany jest zwykle w ilościach 1÷2% w stosunku do cementu. Do zapraw zawierających 10% pyłów krzemionkowych wystarczy domieszać 0,5% superplastyfikatora [70]. Wpływ mikrokrzemionki na konsystencję zapraw obrazuje poniższa tabela:
Tablica 5.2 Konsystencja zapraw z dodatkami Pk Rodzaj zaprawy Ilość Pk [%] Ilość Sp [%] Konsystencja [cm] Zaprawa kontrolna CP35, W/C = 0.5
0 0 17.5
Zaprawa jw. z dodat− 10 0 14.2 kiem Pk ne miejsce 10 0.5 17.4 części cementu 20 0 12.2 20 0.5 12.8 20 1.0 16.7 30 0 10.8 30 1.0 15.4 30 1.5 16.8 30 2.0 18.4
Urabialność przy względnie niskim W/C jest jedną z podstawowych cech betonów wysokowartościo-wych, lub betonów bardzo wysokowartościowych (BBWW). Właściwości reologiczne zaczynów są bar-dzo podatne na wpływ pyłów krzemionkowych, skład cementu i ewentualny dodatek superplastyfikatora. Przyjrzyjmy się bliżej, jak kształtują się właściwości reologiczne zaczynów wyznaczane np. przez lep-kość pozorną w zależności od:
• pyłów krzemionkowych: krajowego z Huty Łazińska PKp i japońskiego PKj • składu cementu (głównie C3A i CaO) • ewentualnego dodatku superplastyfikatora (soli sodowej polikondensatu naftaleno−sulfonowego
z formaldehydem) w optymalnej ilości z punktu widzenia reologii: tzn. 3% masy cementu Charakterystyki pyłów krzemionkowych i cementów zawierają poniższe tablice:
Tablica 5.3 Charakterystyka pyłów krzemionkowych [32] Rodzaj pyłu
Straty prażenia
Skład chemiczny [%] Pow. właściwa [m2/g]
Śred. wielkość ziarn
Gęstość [mg/m3]
[%] SiO2 CaO Fe2O3 Al2O3 K2O Na2O C [10−6m] PkA(J) 2.5 89.8 0.4 3.8 0.2 0.7 0.2 0.9 28.32 0.1−.03 2.2 PkB(F) 1.2 93.0 0.2 0.7 0.7 1.3 0.4 0.4 18.0 0.3−0.4 nie ozn.
Tablica 5.4
Charakterystyka cementów [32]
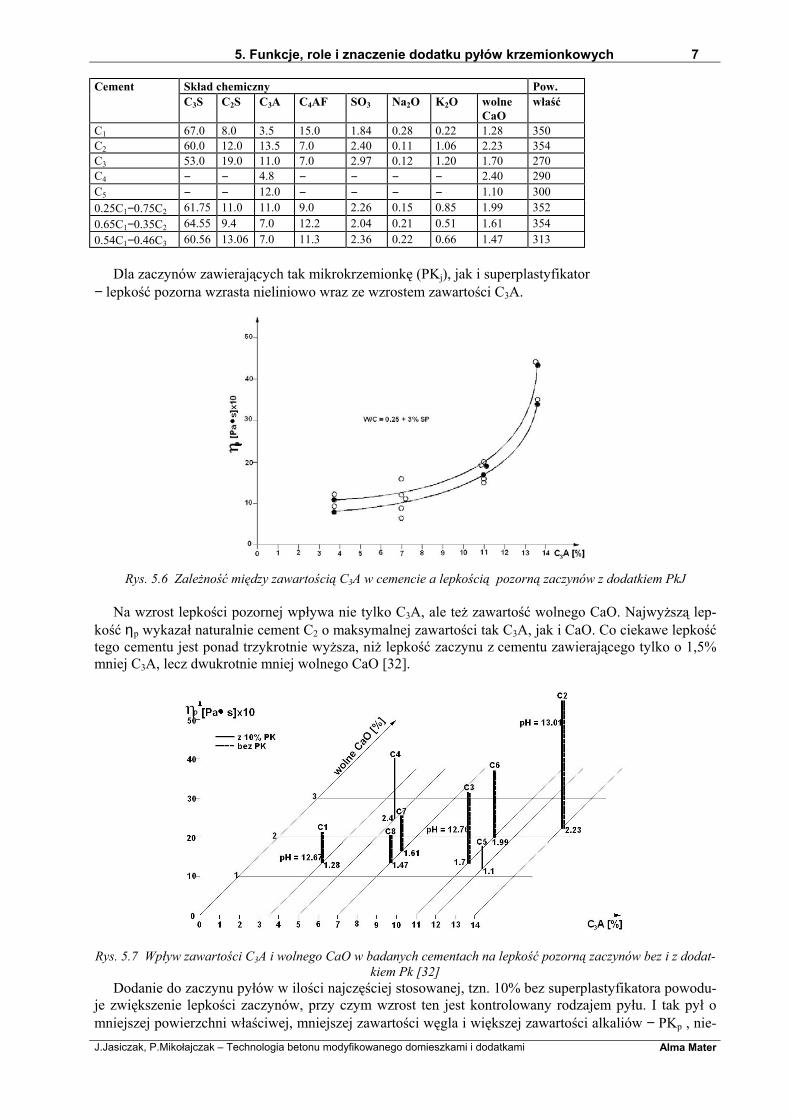
5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 7
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Cement Skład chemiczny Pow. C3S C2S C3A C4AF SO3 Na2O K2O wolne
CaO właść
C1 67.0 8.0 3.5 15.0 1.84 0.28 0.22 1.28 350 C2 60.0 12.0 13.5 7.0 2.40 0.11 1.06 2.23 354 C3 53.0 19.0 11.0 7.0 2.97 0.12 1.20 1.70 270 C4 − − 4.8 − − − − 2.40 290 C5 − − 12.0 − − − − 1.10 300 0.25C1−0.75C2 61.75 11.0 11.0 9.0 2.26 0.15 0.85 1.99 352 0.65C1−0.35C2 64.55 9.4 7.0 12.2 2.04 0.21 0.51 1.61 354 0.54C1−0.46C3 60.56 13.06 7.0 11.3 2.36 0.22 0.66 1.47 313 Dla zaczynów zawierających tak mikrokrzemionkę (PKj), jak i superplastyfikator − lepkość pozorna wzrasta nieliniowo wraz ze wzrostem zawartości C3A.
Rys. 5.6 Zależność między zawartością C3A w cemencie a lepkością pozorną zaczynów z dodatkiem PkJ
Na wzrost lepkości pozornej wpływa nie tylko C3A, ale też zawartość wolnego CaO. Najwyższą lep-kość ηp wykazał naturalnie cement C2 o maksymalnej zawartości tak C3A, jak i CaO. Co ciekawe lepkość tego cementu jest ponad trzykrotnie wyższa, niż lepkość zaczynu z cementu zawierającego tylko o 1,5% mniej C3A, lecz dwukrotnie mniej wolnego CaO [32].
Rys. 5.7 Wpływ zawartości C3A i wolnego CaO w badanych cementach na lepkość pozorną zaczynów bez i z dodat-
kiem Pk [32] Dodanie do zaczynu pyłów w ilości najczęściej stosowanej, tzn. 10% bez superplastyfikatora powodu-je zwiększenie lepkości zaczynów, przy czym wzrost ten jest kontrolowany rodzajem pyłu. I tak pył o mniejszej powierzchni właściwej, mniejszej zawartości węgla i większej zawartości alkaliów − PKp , nie-
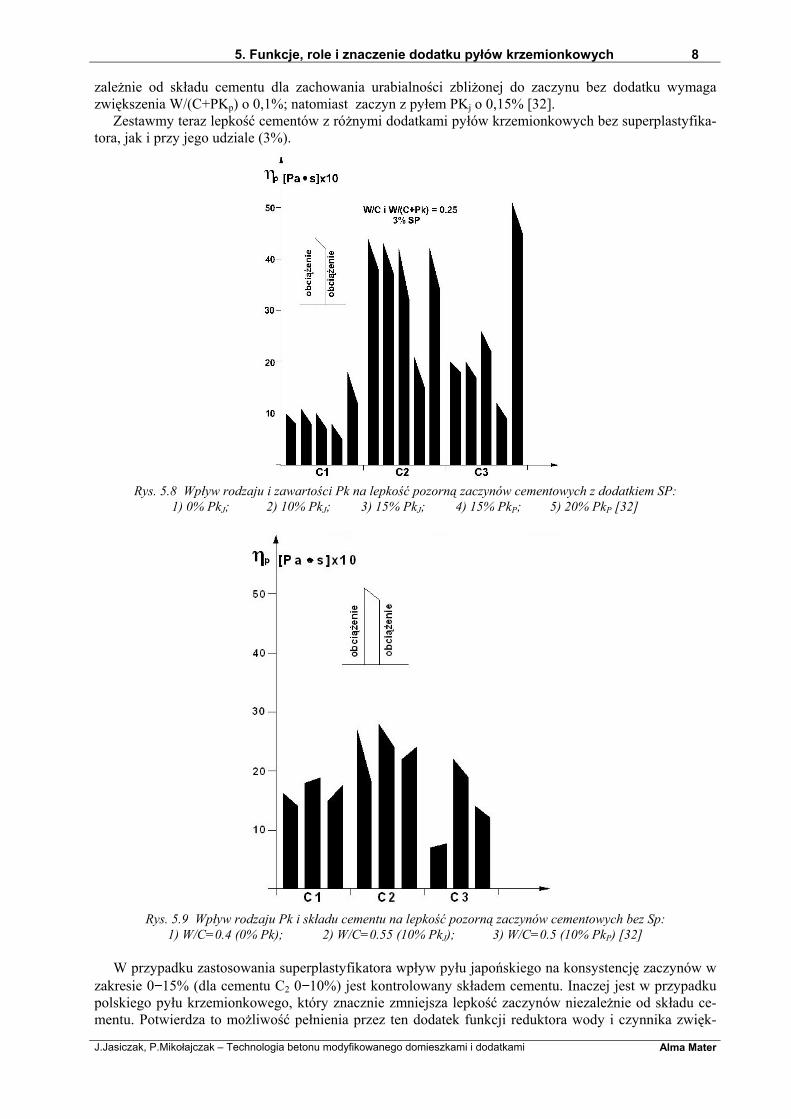
5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 8
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
zależnie od składu cementu dla zachowania urabialności zbliżonej do zaczynu bez dodatku wymaga zwiększenia W/(C+PKp) o 0,1%; natomiast zaczyn z pyłem PKj o 0,15% [32]. Zestawmy teraz lepkość cementów z różnymi dodatkami pyłów krzemionkowych bez superplastyfika-tora, jak i przy jego udziale (3%).
Rys. 5.8 Wpływ rodzaju i zawartości Pk na lepkość pozorną zaczynów cementowych z dodatkiem SP:
1) 0% PkJ; 2) 10% PkJ; 3) 15% PkJ; 4) 15% PkP; 5) 20% PkP [32]
Rys. 5.9 Wpływ rodzaju Pk i składu cementu na lepkość pozorną zaczynów cementowych bez Sp:
1) W/C=0.4 (0% Pk); 2) W/C=0.55 (10% PkJ); 3) W/C=0.5 (10% PkP) [32] W przypadku zastosowania superplastyfikatora wpływ pyłu japońskiego na konsystencję zaczynów w zakresie 0−15% (dla cementu C2 0−10%) jest kontrolowany składem cementu. Inaczej jest w przypadku polskiego pyłu krzemionkowego, który znacznie zmniejsza lepkość zaczynów niezależnie od składu ce-mentu. Potwierdza to możliwość pełnienia przez ten dodatek funkcji reduktora wody i czynnika zwięk-
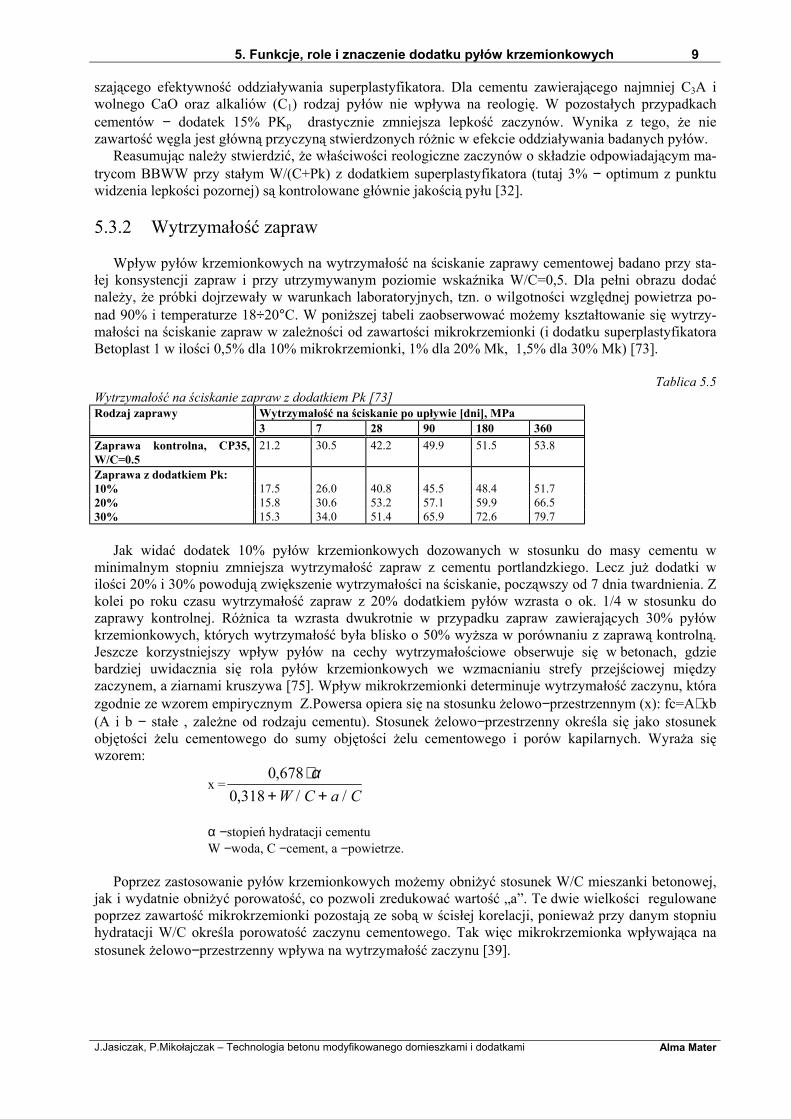
5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 9
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
szającego efektywność oddziaływania superplastyfikatora. Dla cementu zawierającego najmniej C3A i wolnego CaO oraz alkaliów (C1) rodzaj pyłów nie wpływa na reologię. W pozostałych przypadkach cementów − dodatek 15% PKp drastycznie zmniejsza lepkość zaczynów. Wynika z tego, że nie zawartość węgla jest główną przyczyną stwierdzonych różnic w efekcie oddziaływania badanych pyłów. Reasumując należy stwierdzić, że właściwości reologiczne zaczynów o składzie odpowiadającym ma-trycom BBWW przy stałym W/(C+Pk) z dodatkiem superplastyfikatora (tutaj 3% − optimum z punktu widzenia lepkości pozornej) są kontrolowane głównie jakością pyłu [32]. 5.3.2 Wytrzymałość zapraw Wpływ pyłów krzemionkowych na wytrzymałość na ściskanie zaprawy cementowej badano przy sta-łej konsystencji zapraw i przy utrzymywanym poziomie wskaźnika W/C=0,5. Dla pełni obrazu dodać należy, że próbki dojrzewały w warunkach laboratoryjnych, tzn. o wilgotności względnej powietrza po-nad 90% i temperaturze 18÷20°C. W poniższej tabeli zaobserwować możemy kształtowanie się wytrzy-małości na ściskanie zapraw w zależności od zawartości mikrokrzemionki (i dodatku superplastyfikatora Betoplast 1 w ilości 0,5% dla 10% mikrokrzemionki, 1% dla 20% Mk, 1,5% dla 30% Mk) [73].
Tablica 5.5 Wytrzymałość na ściskanie zapraw z dodatkiem Pk [73] Rodzaj zaprawy Wytrzymałość na ściskanie po upływie [dni], MPa 3 7 28 90 180 360 Zaprawa kontrolna, CP35, W/C=0.5
21.2 30.5 42.2 49.9 51.5 53.8
Zaprawa z dodatkiem Pk: 10% 17.5 26.0 40.8 45.5 48.4 51.7 20% 15.8 30.6 53.2 57.1 59.9 66.5 30% 15.3 34.0 51.4 65.9 72.6 79.7 Jak widać dodatek 10% pyłów krzemionkowych dozowanych w stosunku do masy cementu w minimalnym stopniu zmniejsza wytrzymałość zapraw z cementu portlandzkiego. Lecz już dodatki w ilości 20% i 30% powodują zwiększenie wytrzymałości na ściskanie, począwszy od 7 dnia twardnienia. Z kolei po roku czasu wytrzymałość zapraw z 20% dodatkiem pyłów wzrasta o ok. 1/4 w stosunku do zaprawy kontrolnej. Różnica ta wzrasta dwukrotnie w przypadku zapraw zawierających 30% pyłów krzemionkowych, których wytrzymałość była blisko o 50% wyższa w porównaniu z zaprawą kontrolną. Jeszcze korzystniejszy wpływ pyłów na cechy wytrzymałościowe obserwuje się w betonach, gdzie bardziej uwidacznia się rola pyłów krzemionkowych we wzmacnianiu strefy przejściowej między zaczynem, a ziarnami kruszywa [75]. Wpływ mikrokrzemionki determinuje wytrzymałość zaczynu, która zgodnie ze wzorem empirycznym Z.Powersa opiera się na stosunku żelowo−przestrzennym (x): fc=A∗ xb (A i b − stałe , zależne od rodzaju cementu). Stosunek żelowo−przestrzenny określa się jako stosunek objętości żelu cementowego do sumy objętości żelu cementowego i porów kapilarnych. Wyraża się wzorem:
x =0 678
0 318,
, / /⋅
+ +α
W C a C
α −stopień hydratacji cementu W −woda, C −cement, a −powietrze. Poprzez zastosowanie pyłów krzemionkowych możemy obniżyć stosunek W/C mieszanki betonowej, jak i wydatnie obniżyć porowatość, co pozwoli zredukować wartość „a”. Te dwie wielkości regulowane poprzez zawartość mikrokrzemionki pozostają ze sobą w ścisłej korelacji, ponieważ przy danym stopniu hydratacji W/C określa porowatość zaczynu cementowego. Tak więc mikrokrzemionka wpływająca na stosunek żelowo−przestrzenny wpływa na wytrzymałość zaczynu [39].

5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 10
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 5.10 Związek między wytrzymałością a stosunkiem żelowo−przestrzennym [39]
5.4 Wpływ pyłów krzemionkowych na cechy betonu 5.4.1 Struktura betonu modyfikowanego pyłami krzemionkowymi Badania mechanizmu niszczenia betonu dowodzą, że jest on kontrolowany nieciągłościami budowy i to głównie na poziomie mikrostruktury. Z natury nieciągła struktura betonu wynika z jego wieloskładni-kowości, polidyspersyjności, wielofazowości materiału na poziomie makro i mikrostruktury. Główną rolę odgrywają nieciągłości związane z:
a) porowatością i strukturą porów (głównie kapilarnych) b) niejednorodnym rozmieszczeniem składników oraz produktów hydratacji w objętości betonu c) występowaniem miedzyfazowych granic i warstw przejściowych d) występowaniem obok wiązań chemicznych słabych wiązań drugiego rodzaju (wiązania wodorowe, van der Vaalsa)
Eliminacja lub przynajmniej redukcja powyższych nieciągłości jest niezbędną w technologii betonów wysokowartościowych. Jak się okazuje dla wytrzymałości i trwałości betonu − czyli jego podstawowych cech najistotniejsze są czynniki kontrolujące wielkość porów i ich objętościową zawartość oraz skład i strukturę „strefy przejściowej”, uznanej za krytyczny parametr trwałości betonu. W wysokosprawnych betonach redukcja lub eliminacja kapilarnej porowatości, także zmiana składu i struktury warstwy przej-ściowej wraz z ograniczeniem jej grubości uzyskana zostaje poprzez wykorzystanie domieszek i dodat-ków, wśród których kardynalne znaczenie ma właśnie mikrokrzemionka [30]. Zgodnie z powyższym dobór składu mieszanki betonowej w celu uzyskania betonu wysokiej wytrzy-małości, tak w skali mikro (molekularnej) jak i makro (składników betonu) dokonywany jest z warunku minimalnej porowatości suchego stosu ziarnowego oraz z warunku maksymalnego połączenia się mole-kuł [39]. Dodatek mikrokrzemionki wywiera jednoznacznie pozytywny wpływ na słabe ogniwo w betonie ja-kim jest wspomniana już tzw. „strefa przejściowa” powstająca wokół ziarn kruszywa. Wiąże się ona z powstaniem otoczki wodnej wokół ziarn kruszywa, zwiększającej w tej strefie stosunek W/C, co z kolei umożliwia rozpuszczanie się składników cementu w wodzie i krystalizację produktów reakcji z roztworu. W strefie przejściowej krystalizuje wodorotlenek wapniowy, a następnie faza C−S−H tworząc razem war-stwę podwójną o grubości ok. 1 µm [36]. Występowanie dobrze wykształconych i uprzywilejowanie zo-rientowanych kryształów portlantydu będących wynikiem jednokierunkowej dyfuzji jonów w mikroob-szarach o zwiększonej porowatości, a przez to zwiększonej zawartości wody wolnej przy powierzchni
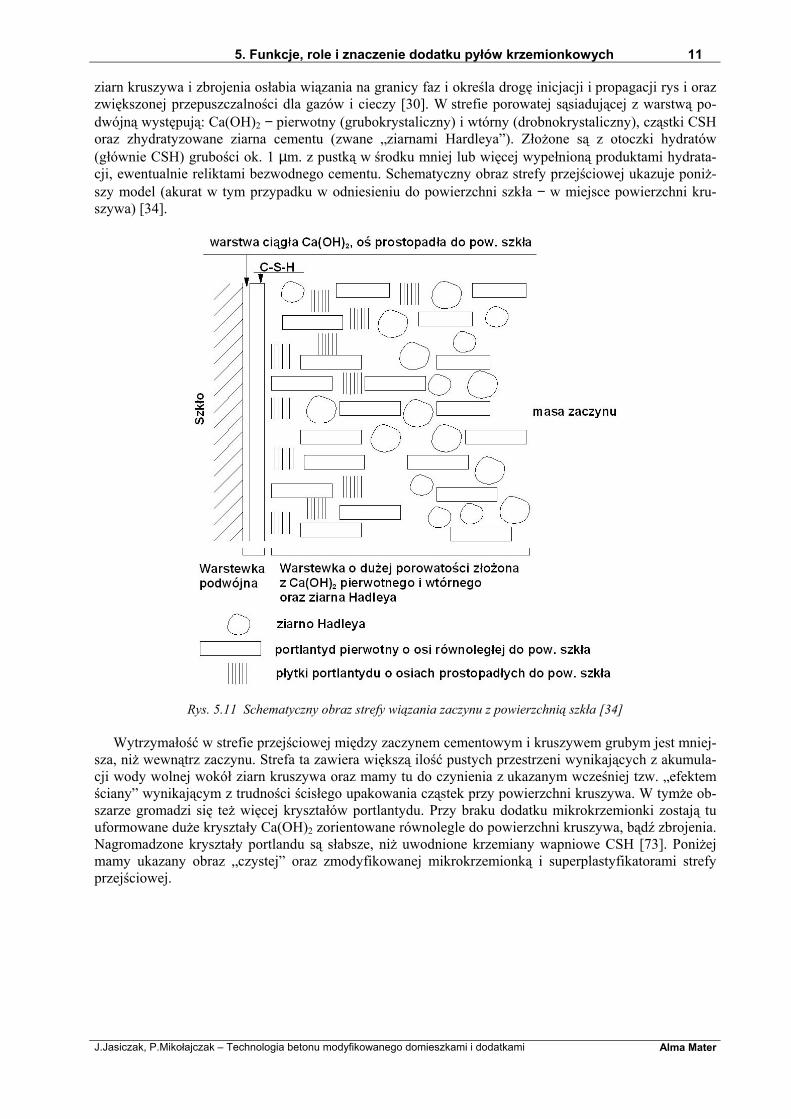
5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 11
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
ziarn kruszywa i zbrojenia osłabia wiązania na granicy faz i określa drogę inicjacji i propagacji rys i oraz zwiększonej przepuszczalności dla gazów i cieczy [30]. W strefie porowatej sąsiadującej z warstwą po-dwójną występują: Ca(OH)2 − pierwotny (grubokrystaliczny) i wtórny (drobnokrystaliczny), cząstki CSH oraz zhydratyzowane ziarna cementu (zwane „ziarnami Hardleya”). Złożone są z otoczki hydratów (głównie CSH) grubości ok. 1 µm. z pustką w środku mniej lub więcej wypełnioną produktami hydrata-cji, ewentualnie reliktami bezwodnego cementu. Schematyczny obraz strefy przejściowej ukazuje poniż-szy model (akurat w tym przypadku w odniesieniu do powierzchni szkła − w miejsce powierzchni kru-szywa) [34].
Rys. 5.11 Schematyczny obraz strefy wiązania zaczynu z powierzchnią szkła [34] Wytrzymałość w strefie przejściowej między zaczynem cementowym i kruszywem grubym jest mniej-sza, niż wewnątrz zaczynu. Strefa ta zawiera większą ilość pustych przestrzeni wynikających z akumula-cji wody wolnej wokół ziarn kruszywa oraz mamy tu do czynienia z ukazanym wcześniej tzw. „efektem ściany” wynikającym z trudności ścisłego upakowania cząstek przy powierzchni kruszywa. W tymże ob-szarze gromadzi się też więcej kryształów portlantydu. Przy braku dodatku mikrokrzemionki zostają tu uformowane duże kryształy Ca(OH)2 zorientowane równolegle do powierzchni kruszywa, bądź zbrojenia. Nagromadzone kryształy portlandu są słabsze, niż uwodnione krzemiany wapniowe CSH [73]. Poniżej mamy ukazany obraz „czystej” oraz zmodyfikowanej mikrokrzemionką i superplastyfikatorami strefy przejściowej.

5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 12
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 5.12 Modelowe przedstawienie warstwy przejściowej:
a) bez dodatków; b) z dodatkiem SP i Pk; c) skład fazowy w funkcji odległości od powierzchni ziarn kruszywa; 1−"Duplex film", 2−CSH, 3−etryngit, 4-portlantyd, 5−kruszywo, 6−porowatość. [30]
Dodatek pyłów krzemionkowych począwszy już od niewielkiej ilości: rzędu 2÷3% masy cementu zwiększa zagęszczenie struktury w strefie przejściowej poprzez wypełnienie wolnych przestrzeni, dlatego zmniejsza się zarówno wielkość kryształu portlantydu jak i stopień ich orientacji wobec ziarn kruszywa. Efektem powyższego jest wzmocnienie tej słabej strefy w betonie. Przejawia się ono redukcją samoczyn-nie oddawanej wody (bleeding), poprawą przyczepności zaczynu do kruszywa i stali, a głównie zmniej-szeniem porowatości strefy przejściowej [75]. Graficzne odzwierciedlenie porowatości przy powierzchni ziarn kruszywa w betonie bez i z dodatkiem mikrokrzemionki zaprezentowano na rysunkach 5.13 i 5.14.
Rys. 5.13 Porowatość przy powierzchni ziarn kruszywa w betonie: 1-warstwa przejściowa, 2−średnia porowatość
betonu, 3-średnia porowatość zaczynu, 4−bez Mk, 5−z dodatkiem Mk. [30]

5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 13
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 5.14 Wpływ Pk na porowatość betonu [37]
Reakcje pucolanowe, o których mowa była w pkt. 5.2.1 jako czynnik oddziaływania chemicznego powodują dalsze zwiększanie wytrzymałości i trwałości betonu. W wyniku oddziaływań fizycznych i chemicznych następuje korzystna modyfikacja mikrostruktury zaczynu związana ze znacznym zmniej-szeniem porowatości w obszarze porów kapilarnych (1000−10000 nm) [73]. Redukcja ta obejmuje ilość, wymiar i kształt porów kapilarnych, a także ich objętości jednostkowe [55]. Wpływ mikrokrzemionki na całkowitą porowatość betonu sprowadza się naturalnie do tym silniejszej jej redukcji, im wyższy jest pro-centowy udział mikrokrzemionki w betonie (patrz: wykres) [37]. Przyjrzyjmy się teraz zmianom porowatości zaczynów z dodatkiem pyłów krzemionkowych w zależ-ności od ich procentowej zawartości, po rocznym okresie dojrzewania.
Rys. 5.15 Charakterystyka porowatości zaczynów: 1−cement, 2−cement+10% Pk, 3-cement+20% Pk,
4−cement+30% Pk [74] Analizując charakterystykę porowatości ukazaną na powyższym wykresie stwierdza się, iż objętość porów w obszarze od 7500 nm do 5 nm ulega wyraźnemu zmniejszeniu w miarę wzrostu dodatku pyłów krzemionkowych. Najsilniej proces ten zachodzi w obrębie promienia porów: 10÷100 nm [74] Udział procentowy porów żelowych rośnie ze wzrostem ilości dodatku, a także ulega przesunięciu dominujący promień w kierunku porów mniejszych. W zakresie porów najdrobniejszych (5−15 nm), któ-
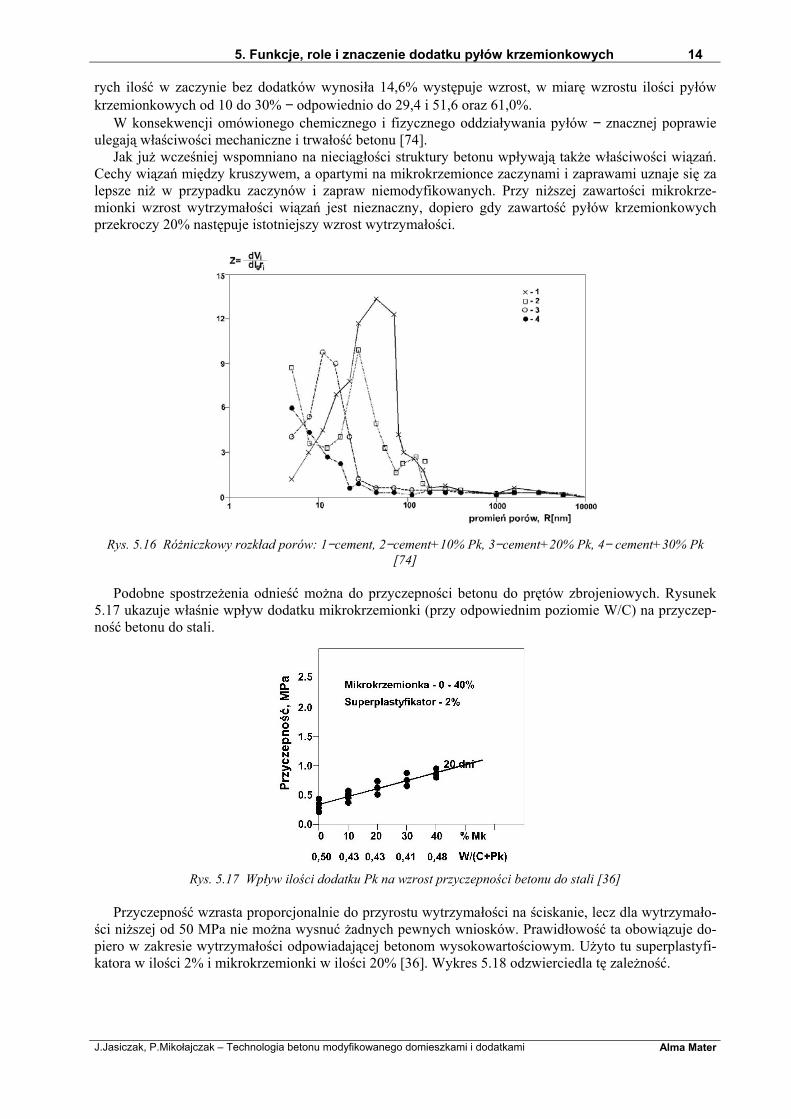
5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 14
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
rych ilość w zaczynie bez dodatków wynosiła 14,6% występuje wzrost, w miarę wzrostu ilości pyłów krzemionkowych od 10 do 30% − odpowiednio do 29,4 i 51,6 oraz 61,0%. W konsekwencji omówionego chemicznego i fizycznego oddziaływania pyłów − znacznej poprawie ulegają właściwości mechaniczne i trwałość betonu [74]. Jak już wcześniej wspomniano na nieciągłości struktury betonu wpływają także właściwości wiązań. Cechy wiązań między kruszywem, a opartymi na mikrokrzemionce zaczynami i zaprawami uznaje się za lepsze niż w przypadku zaczynów i zapraw niemodyfikowanych. Przy niższej zawartości mikrokrze-mionki wzrost wytrzymałości wiązań jest nieznaczny, dopiero gdy zawartość pyłów krzemionkowych przekroczy 20% następuje istotniejszy wzrost wytrzymałości.
Rys. 5.16 Różniczkowy rozkład porów: 1−cement, 2−cement+10% Pk, 3−cement+20% Pk, 4− cement+30% Pk
[74] Podobne spostrzeżenia odnieść można do przyczepności betonu do prętów zbrojeniowych. Rysunek 5.17 ukazuje właśnie wpływ dodatku mikrokrzemionki (przy odpowiednim poziomie W/C) na przyczep-ność betonu do stali.
Rys. 5.17 Wpływ ilości dodatku Pk na wzrost przyczepności betonu do stali [36]
Przyczepność wzrasta proporcjonalnie do przyrostu wytrzymałości na ściskanie, lecz dla wytrzymało-ści niższej od 50 MPa nie można wysnuć żadnych pewnych wniosków. Prawidłowość ta obowiązuje do-piero w zakresie wytrzymałości odpowiadającej betonom wysokowartościowym. Użyto tu superplastyfi-katora w ilości 2% i mikrokrzemionki w ilości 20% [36]. Wykres 5.18 odzwierciedla tę zależność.

5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 15
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 5.18 Związek między przyczepnością betonu do stali, a wytrzymałością na ściskanie betonu modyfikowanego
Mk [36] 5.4.2 Wytrzymałość na ściskanie (także na zginanie i na rozciąganie) Wytrzymałość na ściskanie jest postrzegana jako wiodący parametr charakteryzujący beton. Cechy wytrzymałościowe betonu modyfikowanego krzemionką zbliżone są do cech betonu zawierającego po-piół lotny tyle tylko, że reakcje pucolanów betonu zawierającego popioły są widoczne wcześniej. Wzrost wytrzymałości betonów z dodatkiem np. 15% pyłów krzemionkowych następuje w całym okresie doj-rzewania (beton na bazie cementu CP35, wysokoalkalicznego), a po 180 dniach w warunkach laborato-ryjnych mamy przyrost rzędu 25÷30%. W tym samym okresie pyły krzemionkowe (10%) łącznie z po-piołem lotnym (20%) powodują zwiększenie wytrzymałości betonu, choć nieco niższe, a ponadto wy-trzymałość początkowa do 7 dni jest mniejsza o ok. 10% od betonu kontrolnego. Istotnym czynnikiem pozwalającym uzyskać takie wyniki jest struktura samej mikrokrzemionki, wy-soka zawartość krzemu oraz kilkakrotnie wyższy wskaźnik aktywności pucolanowej [71].
Rys. 5.19 Wytrzymałość na ściskanie próbek betonu z cementem wysokoalkalicznym (1.1% Na2O) i kruszywem re-
aktywnym (warunki laboratoryjne) [71] Przedstawiona zostanie teraz w sposób schematyczny relacja uzależniającą wytrzymałość betonu od wielkości efektu pucolanowego mikrokrzemionki. Rezultat współdziałania różnych składników wyznacza optymalną ilość dodanych pyłów krzemionkowych. Efekt sumaryczny uwidacznia, iż wzrastająca ilość

5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 16
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
oddziaływań mikrocząsteczkowych i pucolanowych jest kompensowana poprzez wzrastające zapotrze-bowanie na wodę − rosnące wraz z ilością dodanej mikrokrzemionki.
Rys. 5.20 Uogólniony związek między ilością Pk, a wytrzymałością betonu [36]
Wytrzymałość na ściskanie kształtuje się naturalnie w różny sposób w zależności od tego, czy mikro-krzemionka jest dozowana jako substytut (zamiennik) części cementu − wykres 5.21, czy też jako doda-tek nie zmniejszający masy cementu − wykres 5.22.
Rys. 5.21 Stosunek między wytrzymałością na ściskanie, a upływem czasu dla betonu z różnym udziałem procen-
towym Pk, użytej jako częściowy substytut cementu [36]

5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 17
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 5.22 Związek między upływem czasu, a wytrzymałością na ściskanie dla betonu o różnym udziale procento-
wym Mk, użytej jako dodatek do cementu [36] Gdy mikrokrzemionka użyta jest jako substytut cementu następuje mała, lub żadna zmiana wczesnej wytrzymałości na ściskanie w okresie 1−3 dni − niezależnie od ilości użytej mikrokrzemionki w odnie-sieniu do betonu kontrolnego. Oznacza to, że działanie pyłów krzemionkowych jako pucolanu wymaga powstania pewnego minimum Ca(OH)2. Ponadto jak widać przy niższym wskaźniku W/(C+Mk) produkty utworzone przez reakcję pucolanów łączą się bardziej efektywnie, niż te powstałe przy wyższym W/(C+Mk). Obserwację z tych dwóch przypadków można uogólnić stwierdzając, że skuteczność działa-nia pyłów krzemionkowych w betonie wzrasta wraz ze zmniejszaniem się stosunku W/C.
Rys. 5.23 Związek między wytrzymałością na ściskanie betonu, stosunkiem W/C i zawartością Pk [36]
Jak widać chcąc osiągnąć wyższe zakresy wytrzymałości: ograniczamy stosunek W/C „lub”, bądź le-piej „oraz” podnosimy procentowy udział mikrokrzemionki [36]. Widzimy zatem, że wytrzymałość betonu na ściskanie w dużej mierze zależy od wskaźnika wod-no−cementowego, lub raczej wskaźnika woda−materiały wiążące (z udziałem mikrokrzemionki). Podczas

5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 18
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
hydratacji cementu określona ilość tego materiału może związać chemicznie tylko określoną ilość wody. Pozostała woda dodawana w celu uzyskania odpowiedniej urabialności mieszanki wyparowuje pozosta-wiając w betonie pory zmniejszające jego wytrzymałość, co ukazuje poniższy wykres [37].
Rys. 5.24 Zależność między wytrzymałością na ściskanie a porowatością [37]
Wpływ dodatku mikrokrzemionki na procentową objętość porów przedstawiono już w pkt. 5.4.1, a możliwość poprawy urabialności przy zredukowanej ilości wody gwarantują domieszki uplastyczniające, a zwłaszcza upłynniające, czego szczegóły zaprezentowano w poprzednim rozdziale. Obydwa czynniki zastosowane razem pozwalają znacznie zredukować W/C nawet do poziomu ≈ 0,2. Przyjmując pełne za-gęszczenie mieszanki betonowej dla danego wieku i normalnej temperatury wytrzymałość betonu można określić jako odwrotnie proporcjonalną do wskaźnika W/C. Interesującym wydaje się być wpływ pyłów krzemionkowych na wytrzymałość na ściskanie kamienia cementowego w porównaniu z wpływem na wytrzymałość betonu. Otóż dodatek mikrokrzemionki niemal nie zmienia wytrzymałości kamienia cementowego podczas, gdy wytrzymałość betonu ulega znacznemu wzrostowi. Potwierdza się w tym miejscu wysoka zdolność mikrokrzemionki do redukcji słabej strefy przejściowej: kruszywo − zaczyn cementowy. Zachodząca eliminacja makroporów i dyspersja mikropo-rów w tej strefie redukuje przenikliwość betonu, natomiast żelowe i słabo wykrystalizowane produkty hydratacji przy dużej jednorodności ich rozkładu i dużej gęstości mikrostruktury minimalizują prawdo-podobieństwo pojawienia się rys [30].
Rys. 5.25 Porównanie wytrzymałości kamienia cementowego i betonu bez (A)i z dodatkiem (B) Pk: 1−kamień ce-
mentowy, 2−beton [30] Pewien wpływ na wytrzymałość na ściskanie ma także postać, w jakiej zastosować można mikrokrze-mionkę. I tak po 1 i 3 dniach w betonach z dodatkiem wodnej zawiesiny krzemionkowej (oraz z cemen-tem portlandzkim 35 bez dodatków) wytrzymałość była o kilka procent niższa, niż w przypadku betonów z dodatkiem pyłu, jak i bez dodatku. Natomiast wytrzymałość po 7, 20 i 90 dniach była już taka sama, lub nieco większa w betonach z dodatkiem zawiesiny [53].
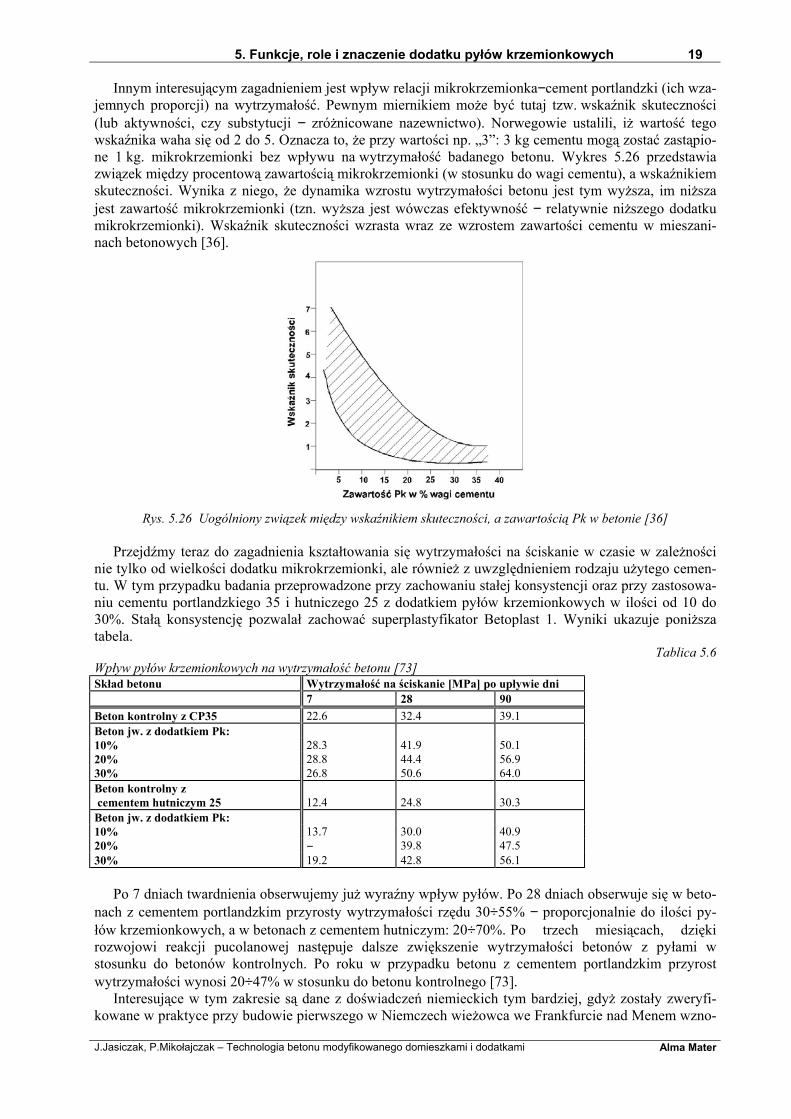
5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 19
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Innym interesującym zagadnieniem jest wpływ relacji mikrokrzemionka−cement portlandzki (ich wza-jemnych proporcji) na wytrzymałość. Pewnym miernikiem może być tutaj tzw. wskaźnik skuteczności (lub aktywności, czy substytucji − zróżnicowane nazewnictwo). Norwegowie ustalili, iż wartość tego wskaźnika waha się od 2 do 5. Oznacza to, że przy wartości np. „3”: 3 kg cementu mogą zostać zastąpio-ne 1 kg. mikrokrzemionki bez wpływu na wytrzymałość badanego betonu. Wykres 5.26 przedstawia związek między procentową zawartością mikrokrzemionki (w stosunku do wagi cementu), a wskaźnikiem skuteczności. Wynika z niego, że dynamika wzrostu wytrzymałości betonu jest tym wyższa, im niższa jest zawartość mikrokrzemionki (tzn. wyższa jest wówczas efektywność − relatywnie niższego dodatku mikrokrzemionki). Wskaźnik skuteczności wzrasta wraz ze wzrostem zawartości cementu w mieszani-nach betonowych [36].
Rys. 5.26 Uogólniony związek między wskaźnikiem skuteczności, a zawartością Pk w betonie [36]
Przejdźmy teraz do zagadnienia kształtowania się wytrzymałości na ściskanie w czasie w zależności nie tylko od wielkości dodatku mikrokrzemionki, ale również z uwzględnieniem rodzaju użytego cemen-tu. W tym przypadku badania przeprowadzone przy zachowaniu stałej konsystencji oraz przy zastosowa-niu cementu portlandzkiego 35 i hutniczego 25 z dodatkiem pyłów krzemionkowych w ilości od 10 do 30%. Stałą konsystencję pozwalał zachować superplastyfikator Betoplast 1. Wyniki ukazuje poniższa tabela.
Tablica 5.6 Wpływ pyłów krzemionkowych na wytrzymałość betonu [73] Skład betonu Wytrzymałość na ściskanie [MPa] po upływie dni 7 28 90 Beton kontrolny z CP35 22.6 32.4 39.1 Beton jw. z dodatkiem Pk: 10% 28.3 41.9 50.1 20% 28.8 44.4 56.9 30% 26.8 50.6 64.0 Beton kontrolny z cementem hutniczym 25
12.4
24.8
30.3
Beton jw. z dodatkiem Pk: 10% 13.7 30.0 40.9 20% − 39.8 47.5 30% 19.2 42.8 56.1 Po 7 dniach twardnienia obserwujemy już wyraźny wpływ pyłów. Po 28 dniach obserwuje się w beto-nach z cementem portlandzkim przyrosty wytrzymałości rzędu 30÷55% − proporcjonalnie do ilości py-łów krzemionkowych, a w betonach z cementem hutniczym: 20÷70%. Po trzech miesiącach, dzięki rozwojowi reakcji pucolanowej następuje dalsze zwiększenie wytrzymałości betonów z pyłami w stosunku do betonów kontrolnych. Po roku w przypadku betonu z cementem portlandzkim przyrost wytrzymałości wynosi 20÷47% w stosunku do betonu kontrolnego [73]. Interesujące w tym zakresie są dane z doświadczeń niemieckich tym bardziej, gdyż zostały zweryfi-kowane w praktyce przy budowie pierwszego w Niemczech wieżowca we Frankfurcie nad Menem wzno-
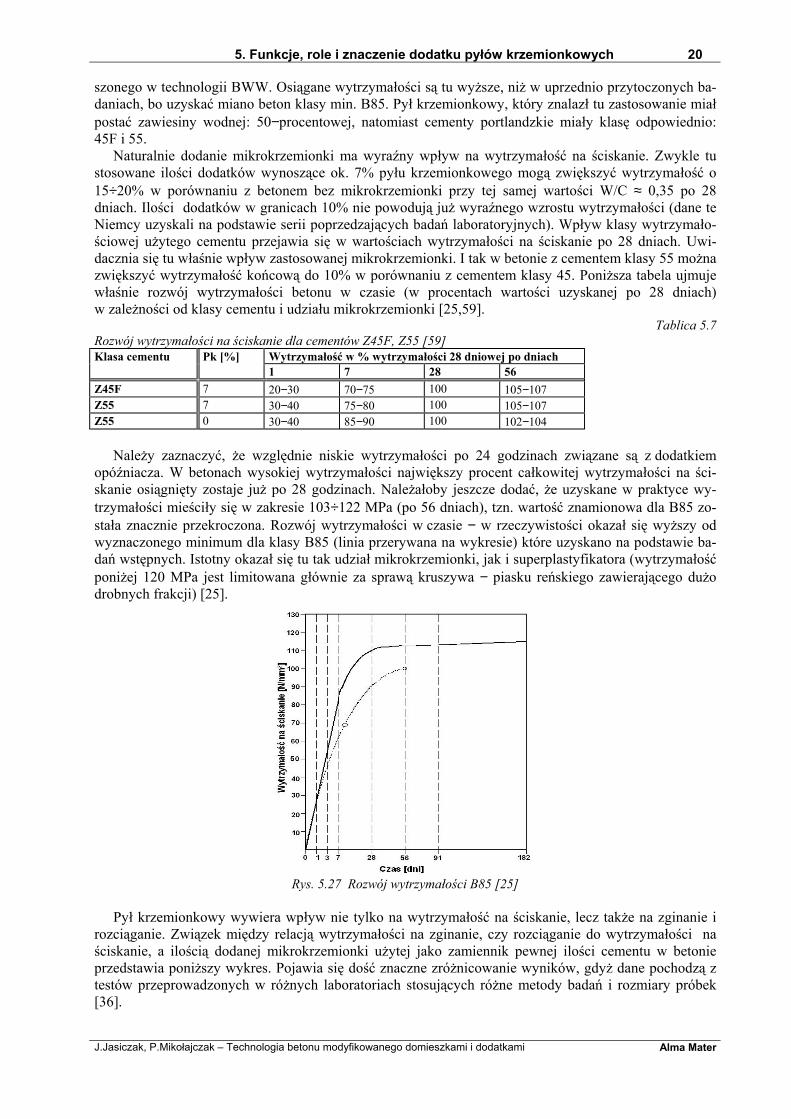
5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 20
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
szonego w technologii BWW. Osiągane wytrzymałości są tu wyższe, niż w uprzednio przytoczonych ba-daniach, bo uzyskać miano beton klasy min. B85. Pył krzemionkowy, który znalazł tu zastosowanie miał postać zawiesiny wodnej: 50−procentowej, natomiast cementy portlandzkie miały klasę odpowiednio: 45F i 55. Naturalnie dodanie mikrokrzemionki ma wyraźny wpływ na wytrzymałość na ściskanie. Zwykle tu stosowane ilości dodatków wynoszące ok. 7% pyłu krzemionkowego mogą zwiększyć wytrzymałość o 15÷20% w porównaniu z betonem bez mikrokrzemionki przy tej samej wartości W/C ≈ 0,35 po 28 dniach. Ilości dodatków w granicach 10% nie powodują już wyraźnego wzrostu wytrzymałości (dane te Niemcy uzyskali na podstawie serii poprzedzających badań laboratoryjnych). Wpływ klasy wytrzymało-ściowej użytego cementu przejawia się w wartościach wytrzymałości na ściskanie po 28 dniach. Uwi-dacznia się tu właśnie wpływ zastosowanej mikrokrzemionki. I tak w betonie z cementem klasy 55 można zwiększyć wytrzymałość końcową do 10% w porównaniu z cementem klasy 45. Poniższa tabela ujmuje właśnie rozwój wytrzymałości betonu w czasie (w procentach wartości uzyskanej po 28 dniach) w zależności od klasy cementu i udziału mikrokrzemionki [25,59].
Tablica 5.7 Rozwój wytrzymałości na ściskanie dla cementów Z45F, Z55 [59] Klasa cementu Pk [%] Wytrzymałość w % wytrzymałości 28 dniowej po dniach 1 7 28 56 Z45F 7 20−30 70−75 100 105−107 Z55 7 30−40 75−80 100 105−107 Z55 0 30−40 85−90 100 102−104 Należy zaznaczyć, że względnie niskie wytrzymałości po 24 godzinach związane są z dodatkiem opóźniacza. W betonach wysokiej wytrzymałości największy procent całkowitej wytrzymałości na ści-skanie osiągnięty zostaje już po 28 godzinach. Należałoby jeszcze dodać, że uzyskane w praktyce wy-trzymałości mieściły się w zakresie 103÷122 MPa (po 56 dniach), tzn. wartość znamionowa dla B85 zo-stała znacznie przekroczona. Rozwój wytrzymałości w czasie − w rzeczywistości okazał się wyższy od wyznaczonego minimum dla klasy B85 (linia przerywana na wykresie) które uzyskano na podstawie ba-dań wstępnych. Istotny okazał się tu tak udział mikrokrzemionki, jak i superplastyfikatora (wytrzymałość poniżej 120 MPa jest limitowana głównie za sprawą kruszywa − piasku reńskiego zawierającego dużo drobnych frakcji) [25].
Rys. 5.27 Rozwój wytrzymałości B85 [25]
Pył krzemionkowy wywiera wpływ nie tylko na wytrzymałość na ściskanie, lecz także na zginanie i rozciąganie. Związek między relacją wytrzymałości na zginanie, czy rozciąganie do wytrzymałości na ściskanie, a ilością dodanej mikrokrzemionki użytej jako zamiennik pewnej ilości cementu w betonie przedstawia poniższy wykres. Pojawia się dość znaczne zróżnicowanie wyników, gdyż dane pochodzą z testów przeprowadzonych w różnych laboratoriach stosujących różne metody badań i rozmiary próbek [36].

5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 21
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Tak kształtują się zmiany tej relacji. Natomiast sama wartość relacji wytrzymałości na rozciąganie, zginanie do wytrzymałości na ściskanie oscyluje w granicach 20% dla np. betonu B35, czy też 10% dla B55, jak i dla betonu wykorzystanego w realizacji wspomnianego wcześniej obiektu we Frankfurcie nad Menem (B 85). Świadczy to o tym, iż obie wielkości przyrastają, choć dynamika wzrostu wytrzymałości na zginanie, czy rozciąganie jest niższa.[25,36,59].
Rys. 5.28 Uogólniony związek między stosunkiem wytrzymałości na zginanie i rozciąganie do wytrzymałości na
ściskanie, a ilością dodanej Pk. [36] Zwrócono także uwagę na kształtowanie się modułu sprężystości Younga. Niemcy ze wspomnianej realizacji wyciągnęli wniosek, że zgodnie z oczekiwaniami moduł sprężystości zwiększa się w betonach o podwyższonej wytrzymałości wolniej, niż wytrzymałość na ściskanie [59]. Natomiast norweskie badania dowiodły, że nie istnieje istotna różnica pomiędzy modułami dla betonów z dodatkiem lub bez mikro-krzemionki. Wiadomym jednak jest, że wartość „E” nie osiąga wzrostu wraz ze wzrostem wytrzymałości na ściskanie, gdyż beton o dużej wytrzymałości jest bardziej kruchy. Dotyczy to także betonu z mikrokrzemionką. Jak się okazuje beton o różnych zawartościach mikrokrzemionki oraz stosunku W/C nie wykazuje dużych różnic w wartości modułu „E” [36]. 5.4.3 Trwałość betonu Za podstawową cechę betonu wielu uważa obecnie nie wytrzymałość na ściskanie, ale jego trwałość rozumianą zarówno w sensie technicznym (niezmienność zespołu gwarantowanych cech fizykochemicz-nych betonu w czasie), jak i w sensie ekonomicznym (koszt konstrukcji w przeliczeniu na 1 rok jej gwa-rantowanej eksploatacji). Interesującym, aczkolwiek rzadziej podejmowanym wydaje się być właśnie ekonomiczny aspekt trwałości betonu modyfikowanego mikrokrzemionką. I tak np. koszt 1 m3 betonu B90 uzyskanego z mieszanki wyjściowej B30 przy zastosowaniu preparatu na bazie mikrokrzemionki wzrasta o prawie 200%. Wydatek rekompensuje się natychmiast dzięki możliwości redukcji przekroju poprzecznego o 2/3. Ponadto trwałość betonu z mikrokrzemionką jest wielokrotnie większa niż betonu tradycyjnego ze względu na wyższy stopień hydratacji cementu, większą szczelność oraz mrozo− i chemoodporność [62]. Wracając do trwałości technicznej rozumianej jako zdolność do wypełniania przez ten materiał funkcji wyznaczonych projektem budowli, lub konstrukcji z odpowiednim współczyn-nikiem bezpieczeństwa i przez odpowiedni okres. Należy zwrócić uwagę, że na niekorzystny wpływ oto-czenia narażony jest przede wszystkim zaczyn cementowy i najlepszym sposobem jego zabezpieczenia jest zmniejszenie przepuszczalności betonu dla cieczy i gazów. Można wyróżnić dwa podstawowe mechanizmy procesu korozji betonu w środowisku agresywnym, czyli rozpuszczanie i reakcje ekspansywne. Rozpuszczanie i wymywanie składników zaczynu powoduje rozluźnienie jego struktury, co umożliwia szybki postęp destrukcji (np. w wyniku zamarzania wody). Re-akcje ekspansywne mogą prowadzić do pękania i niszczenia betonu w wyniku powstawania związków o małej rozpuszczalności wywołujących ciśnienie krystalizacji (tak przebiega np. korozja siarczanowa) [34].

5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 22
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Dodatki pucolanowe w wyraźny sposób poprawiają trwałość użytkową betonu przeciwdziałając jego destrukcji, przy czym pyły krzemionkowe działają szybciej i intensywniej niż popioły lotne. Bardzo istotny jest tutaj wpływ mikrokrzemionki na strukturę porów, przejawiający się redukcją porów kapilar-nych, tworzeniem nowych struktur uwodnionych krzemianów wapniowych typu CSH, efektem czego jest zwiększenie gęstości matrycy kamienia cementowego. Wynikiem tego jest np. zmniejszenie wodoprze-puszczalności betonu, jak i przepuszczalności betonu dla innych cieczy oraz gazów, co leży u podstaw zwiększenia odporności betonu na czynniki korozyjne [71]. Spójrzmy teraz na poszczególne cechy betonu rzutujące na jego trwałość − poprzez pryzmat ich mo-dyfikacji dodatkiem pyłów krzemionkowych. Szczelność betonu − poruszona wyżej, na którą bardzo pozytywny wpływ wywiera zwiększenie gęsto-ści kamienia cementowego poprzez dodatek mikrokrzemionki. I tak np. w efekcie badań przeprowadzo-nych na WSI w Koszalinie ustalono, iż mikrokrzemionka w ilości 15% zwiększyła czas przesiąkania pró-bek betonowych 56−krotnie. Tak olbrzymia poprawa szczelności jest bardzo trudna do osiągnięcia inny-mi metodami i czyni z pyłów krzemionkowych lidera wśród dodatków uszczelniających. Cecha ta, jak i kilka innych notuje swoje optimum przy dodatku właśnie rzędu 15%, co pozwala przypuszczać, że nastą-piło całkowite związanie wolnego wapna w betonie i optymalne wypełnienie porów. Zwiększając ilość mikrokrzemionki powodujemy przepełnienie porów i pogorszenie parametrów betonu [35]. Dane te po-twierdzają się w badaniach innych ośrodków. I tak firma „Sika Chemie” bazując naturalnie na własnych preparatach krzemionkowych uzyskała znaczne podwyższenie szczelności i jak wynika z wykresu: doda-tek 10% mikrokrzemionki poprawia wodoszczelność 8x, a przy 15% mikrokrzemionki, aż dwudziesto-krotnie! (dla ciśnienia 0,2 MPa i badania po upływie 1 doby) [21].
Rys. 5.29 Wpływ zawartości mikrokrzemionki na wodoszczelność betonu (ciśnienie 0.2 MPa, badanie po 24h) [21] Kolejnym potwierdzeniem w tej mierze są badania ITB przeprowadzone zgodnie z PN−88/B−06250, gdzie próbki zostały poddane ciśnieniu wody w zakresie 0,2÷0,8 MPa i obserwowano przechodzenie wo-dy przez próbkę przy każdej zmianie ciśnienia. Beton kontrolny wykazywał przesiąkanie wody pod ci-śnieniem 0,6 MPa, a beton z dodatkiem 10% pyłów krzemionkowych nie przesiąkał w przypadku ciśnie-nia tak 0,6 jak i 0,8 MPa. W ostatnim przypadku penetracja wody w głąb próbki wynosiła ok. 3 cm., a przy zwiększonym dodatku do 30% spadła dwukrotnie, co nie współbrzmi z ustaleniami koszalińskiej WSI podającymi, iż ta cecha się nie poprawia mimo wzrostu udziału mikrokrzemionki powyżej optimum 15%. Zastosowanie pyłów krzemionkowych już w ilości 10% podwyższa stopień wodoszczelności beto-nu z W4 do conajmniej W8. Wzrasta on wraz ze stopniem redukcji ilości wody zarobowej (sprzyjający jest tu udział superplastyfikatora) [72,73,74]. Betony z dodatkiem pyłów krzemionkowych charakteryzują się niską nasiąkliwością. Porównując be-ton bez dodatków z betonem modyfikowanym mikrokrzemionką o tej samej wytrzymałości na ściskanie: po 28 dniach nasiąkliwość spada o około 15÷30% [34,70]. Warto w tym miejscu przytoczyć także wyniki osiągnięte na wspomnianej już koszalińskiej WSI, gdzie nasiąkliwość betonu badano w zależności od procentowego dodatku mikrokrzemionki. Nasiąkliwość, która dla zarobu porównawczego wynosi 4,12% zmniejsza się ze zwiększeniem dodatku mikrokrzemionki i przy 15÷20% dodatku osiąga minimum: 1,34%. Odnotowano więc aż trzykrotny spadek nasiąkliwości. Dalsze zwiększenie zawartości pyłów
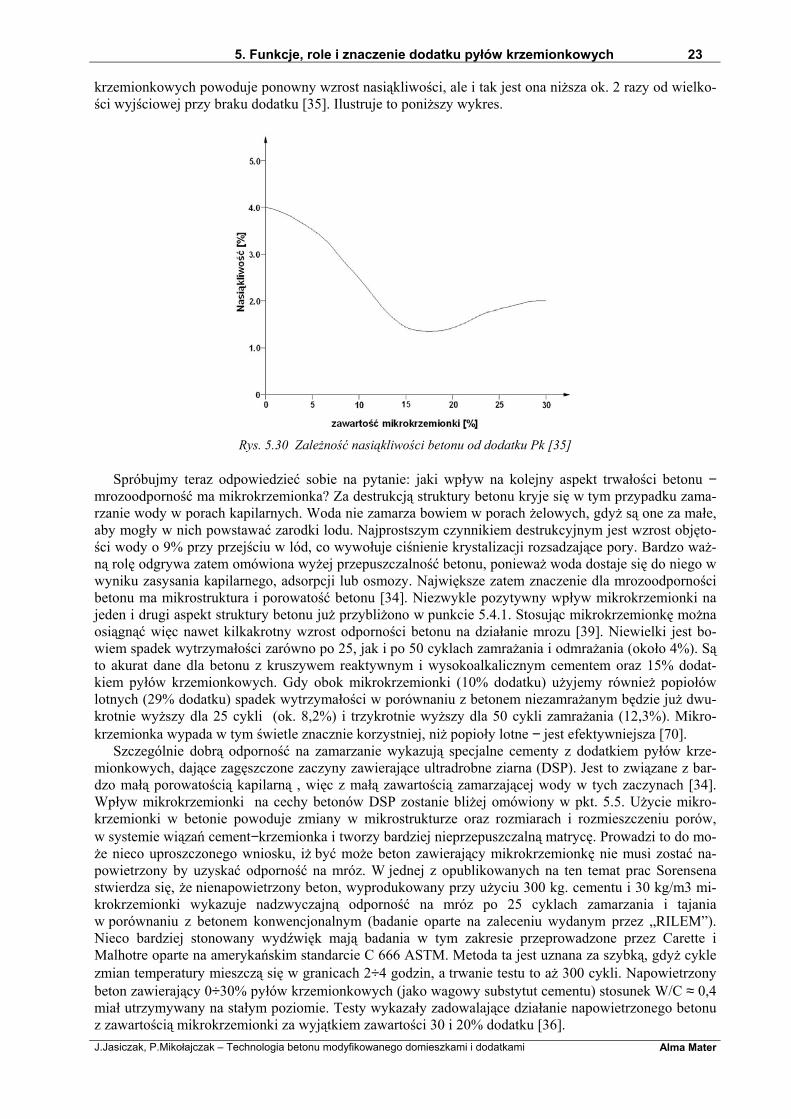
5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 23
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
krzemionkowych powoduje ponowny wzrost nasiąkliwości, ale i tak jest ona niższa ok. 2 razy od wielko-ści wyjściowej przy braku dodatku [35]. Ilustruje to poniższy wykres.
Rys. 5.30 Zależność nasiąkliwości betonu od dodatku Pk [35]
Spróbujmy teraz odpowiedzieć sobie na pytanie: jaki wpływ na kolejny aspekt trwałości betonu − mrozoodporność ma mikrokrzemionka? Za destrukcją struktury betonu kryje się w tym przypadku zama-rzanie wody w porach kapilarnych. Woda nie zamarza bowiem w porach żelowych, gdyż są one za małe, aby mogły w nich powstawać zarodki lodu. Najprostszym czynnikiem destrukcyjnym jest wzrost objęto-ści wody o 9% przy przejściu w lód, co wywołuje ciśnienie krystalizacji rozsadzające pory. Bardzo waż-ną rolę odgrywa zatem omówiona wyżej przepuszczalność betonu, ponieważ woda dostaje się do niego w wyniku zasysania kapilarnego, adsorpcji lub osmozy. Największe zatem znaczenie dla mrozoodporności betonu ma mikrostruktura i porowatość betonu [34]. Niezwykle pozytywny wpływ mikrokrzemionki na jeden i drugi aspekt struktury betonu już przybliżono w punkcie 5.4.1. Stosując mikrokrzemionkę można osiągnąć więc nawet kilkakrotny wzrost odporności betonu na działanie mrozu [39]. Niewielki jest bo-wiem spadek wytrzymałości zarówno po 25, jak i po 50 cyklach zamrażania i odmrażania (około 4%). Są to akurat dane dla betonu z kruszywem reaktywnym i wysokoalkalicznym cementem oraz 15% dodat-kiem pyłów krzemionkowych. Gdy obok mikrokrzemionki (10% dodatku) użyjemy również popiołów lotnych (29% dodatku) spadek wytrzymałości w porównaniu z betonem niezamrażanym będzie już dwu-krotnie wyższy dla 25 cykli (ok. 8,2%) i trzykrotnie wyższy dla 50 cykli zamrażania (12,3%). Mikro-krzemionka wypada w tym świetle znacznie korzystniej, niż popioły lotne − jest efektywniejsza [70]. Szczególnie dobrą odporność na zamarzanie wykazują specjalne cementy z dodatkiem pyłów krze-mionkowych, dające zagęszczone zaczyny zawierające ultradrobne ziarna (DSP). Jest to związane z bar-dzo małą porowatością kapilarną , więc z małą zawartością zamarzającej wody w tych zaczynach [34]. Wpływ mikrokrzemionki na cechy betonów DSP zostanie bliżej omówiony w pkt. 5.5. Użycie mikro-krzemionki w betonie powoduje zmiany w mikrostrukturze oraz rozmiarach i rozmieszczeniu porów, w systemie wiązań cement−krzemionka i tworzy bardziej nieprzepuszczalną matrycę. Prowadzi to do mo-że nieco uproszczonego wniosku, iż być może beton zawierający mikrokrzemionkę nie musi zostać na-powietrzony by uzyskać odporność na mróz. W jednej z opublikowanych na ten temat prac Sorensena stwierdza się, że nienapowietrzony beton, wyprodukowany przy użyciu 300 kg. cementu i 30 kg/m3 mi-krokrzemionki wykazuje nadzwyczajną odporność na mróz po 25 cyklach zamarzania i tajania w porównaniu z betonem konwencjonalnym (badanie oparte na zaleceniu wydanym przez „RILEM”). Nieco bardziej stonowany wydźwięk mają badania w tym zakresie przeprowadzone przez Carette i Malhotre oparte na amerykańskim standarcie C 666 ASTM. Metoda ta jest uznana za szybką, gdyż cykle zmian temperatury mieszczą się w granicach 2÷4 godzin, a trwanie testu to aż 300 cykli. Napowietrzony beton zawierający 0÷30% pyłów krzemionkowych (jako wagowy substytut cementu) stosunek W/C ≈ 0,4 miał utrzymywany na stałym poziomie. Testy wykazały zadowalające działanie napowietrzonego betonu z zawartością mikrokrzemionki za wyjątkiem zawartości 30 i 20% dodatku [36].
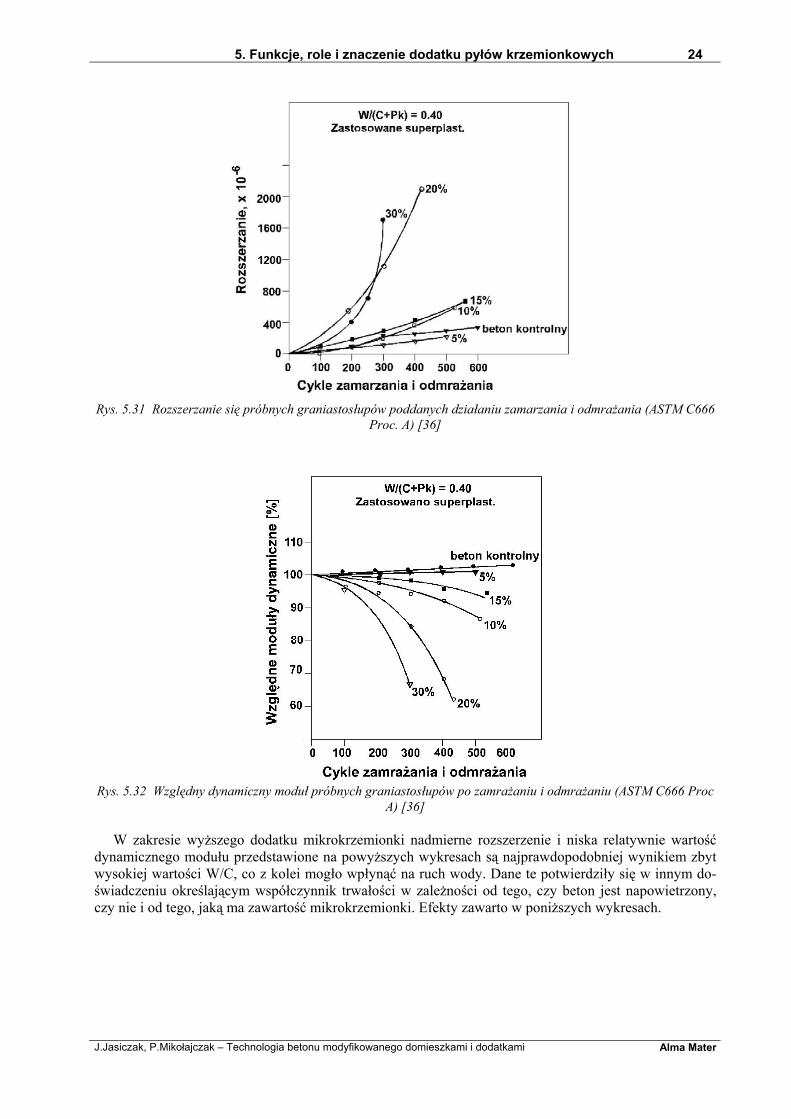
5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 24
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 5.31 Rozszerzanie się próbnych graniastosłupów poddanych działaniu zamarzania i odmrażania (ASTM C666
Proc. A) [36]
Rys. 5.32 Względny dynamiczny moduł próbnych graniastosłupów po zamrażaniu i odmrażaniu (ASTM C666 Proc
A) [36] W zakresie wyższego dodatku mikrokrzemionki nadmierne rozszerzenie i niska relatywnie wartość dynamicznego modułu przedstawione na powyższych wykresach są najprawdopodobniej wynikiem zbyt wysokiej wartości W/C, co z kolei mogło wpłynąć na ruch wody. Dane te potwierdziły się w innym do-świadczeniu określającym współczynnik trwałości w zależności od tego, czy beton jest napowietrzony, czy nie i od tego, jaką ma zawartość mikrokrzemionki. Efekty zawarto w poniższych wykresach.

5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 25
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 5.33 Współczynnik trwałości dla betonu nienapowietrzonego i napowietrzonego [36] Procedury: A − zama-
rzanie i tajanie w wodzie; B − zamarzanie w powietrzu, a tajanie w wodzie; Omówmy teraz wpływ mikrokrzemionki na reakcje zasadowe w betonie, ponieważ stanowi ona czyn-nik zapobiegający korozji alkalicznej betonu. Już od 1940 roku wiadomo, że reakcje chemiczne przy udziale cząstek kruszywa mogą spowodować poważne uszkodzenie betonu wywołane przez nadmierne rozszerzanie się i pękanie. Jest tu mowa o reakcji zasadowo−krzemionkowej zachodzącej między zasa-dami (Na2O i K2O) z cementu i niektórymi składnikami krzemionkowymi, które mogą występować w kruszywie. Powstają w ten sposób galaretowate hydraty rozszerzające się przy wchłanianiu wody i wy-wierające nacisk na otaczającą zaprawę [36]. Reakcje pomiędzy alkaliami z cementu, a kruszywem prze-biegają zawsze, nie zawsze jednak prowadzą do destrukcji betonu. Mogą je powodować wtedy, gdy kru-szywo zawiera takie składniki, jak: opal, czy chalcedon, a cement charakteryzuje się dużą ilością alka-liów. Znane są dwa rodzaje reakcji alkaliów z kruszywem w betonie i alkaliów z krzemionką oraz z wę-glanami wapnia i magnezu. Ilość niebezpiecznych dla omawianych tu reakcji alkaliów określa się w prze-liczeniu na równoważnik Na2O stanowiący sumę Na2O+0,658 K2O [%]. Przyjmuje się, że ilość alkaliów w cemencie, przy której nie zachodzi niebezpieczeństwo wystąpienia destrukcji betonu wynosi nie wię-cej, niż 0,6% Na2O. Dość powiedzieć, że w Polsce w latach osiemdziesiątych ponad 40% cementów cha-rakteryzowało się zawartością alkaliów powyżej 0,6% Na2O [71]. Na podstawie wieloletnich prac naukowo−badawczych stwierdzono, że skutecznym sposobem zapo-biegania destrukcji betonu spowodowanej kruszywem reaktywnym jest wprowadzenie do mieszanki be-tonowej aktywnych dodatków pucolanowych. Domieszki pucolanowe naturalne, czy też popioły, żużel wielkopiecowy są zazwyczaj używane do regulacji ekspansji związanych z reakcjami zasado-

5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 26
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
wo−krzemionkowymi. Opublikowane dane wykazują, że mikrokrzemionka jak i inne pucolany jest rów-nie, jeśli nie bardziej skuteczna w tego typu regulacjach. Sugerowanym wyjaśnieniem tej skuteczności jest fakt, że cząsteczki pyłów krzemionkowych reagują szybko z zasadami pochodzącymi z cementu − pozostawiając nieliczne, lub żadne zasady dla reaktywnej krzemionki pochodzącej z kruszywa. Innym wyjaśnieniem jest reakcja mikrokrzemionki z wodorotlenkiem wapnia z zaczynu cementowego, przez co obniża się poziom pH roztworu [36]. Ponadto wodorotlenek wapnia nabiera równomiernego rozmiesz-czenia w zaczynie. Aczkolwiek mechanizm działania pucolanów nie jest jasny, trudno się jednak nie zgo-dzić z poglądem, że zwiększenie udziału drobnoziarnistej krzemionki w betonie i to równomiernie roz-proszonej zmniejsza stosunek Na2O/SiO2 w żelu krzemionkowym, a tym samym skłonność tego materiału do pęcznienia. Ponadto dodatki pucolanowe przyczyniają się do równomiernego rozprowadzenia jonów Na+ i K+ w betonie, w związku z czym nie koncentrują się one wokół ziarn kruszywa i nie powodują wy-stępowania ciśnienia osmotycznego [34]. Redukcja pęcznienia betonu z kruszywem wykazującym reak-tywność alkaliczną następuje właśnie na skutek przyłączenia jonów Na+ i K+ do struktury żelu powstają-cego w wyniku rozpuszczania krzemionki w środowisku alkaicznym. W rezultacie tego procesu ulega redukcji stężenie alkaliów w porach betonu, a tym samym zmniejsza się niebezpieczeństwo wystąpienia negatywnych skutków reakcji alkalia−kruszywo. Produkty reakcji krzemionka−tlenek wapniowy−alkalia powstają w wyniku konkurencyjnych reakcji rozpuszczania krzemionki (żelu) i krystalizacji fazy C−S−H [70]. Podsumowując: dodatek mikrokrzemionki skutecznie likwiduje pęcznienie oraz zewnętrzne objawy korozji alkalicznej betonu występujące w postaci plam, wycieków krzemionki, rys i odprysków, a ponad-to powoduje wzrost wytrzymałości, zmniejszenie nasiąkliwości, zwiększenie mrozoodporności i wszyst-ko to w odniesieniu do betonów tak z reaktywnym kruszywem, jak i wysokoalkaicznym cementem ( do 1,3% Na2O) [71,72]. Omówiony zostanie jeszcze wpływ mikrokrzemionki na inne aspekty agresji chemicznej np. wpływ siarczanów, chlorków, czy proces karbonizacji betonu, co naturalnie rzutuje na jego trwałość. Wzrost od-porności betonu z cementem portlandzkim, do którego dodano pył krzemionkowy jest uzależniony przede wszystkim od wiązania wapna przez mikrokrzemionkę podczas uwadniania cementu. Redukuje to ilość podatnego na wymywanie wapna. Inną podstawą wzrostu odporności chemicznej jest fakt, że mi-krokrzemionka zmniejsza przepuszczalność systemu spoiw poprzez zmianę struktury porów. Już na po-czątku lat 70−tych Fiskka opublikował dane dotyczące długookresowego działania próbek betonu podda-nych wpływowi wód gruntowych zawierających do 4 g/l SO3, a ich pH wahało się od 7 do 2,5. Wskaźnik wodno−cementowy próbek wynosił 0,5, jedynie dla próbki zawierającej 15% mikrokrzemionki był wyż-szy: 0,62 (ze względu na wyższe zapotrzebowanie na wodę). Kryterium oceny stanu próbek po okresie 20 lat trwania procesu stanowiła zmiana objętości. Okazało się, że najbardziej odpornymi betonami były te zawierające bądź substancje odporne na agresję siarczanową, bądź te w których 15% cementu zostało zastąpionych mikrokrzemionką. Wiąże się to z lepszą strukturą porów matrycy cementowej, z niższą za-wartością wodorotlenku wapnia i większą ilością glinu zawartego w hydratach. Interesujące jest także zachowanie się betonu o niskim W/C zawierającego lateks butadienowo−styrenowy, bądź dodatek mi-krokrzemionki wobec szerszego spektrum agresywnych substancji, takich jak roztwory: 1% kwasu solne-go, 1% kwasu siarkowego, 1% kwasu mlekowego, 5% kwasu octowego, 5% siarczanu amonowego i 5% siarczanu sodowego. Kryterium zawodności był tu czas potrzebny na utratę 25% wagi przy pełnym zanu-rzeniu próbek w wyżej wymienionych silnych roztworach. Badanie dowiodło regularną wyższość beto-nów modyfikowanych pyłami krzemionkowymi oraz wyższą odporność na silne roztwory, z jedynym wyjątkiem w przypadku siarczanu amonowego. Wyjaśnieniem relatywnie gorszego działania betonu z dodatkiem mikrokrzemionki w tym przypadku jest fakt, że sole amonowe rozkładają wodzian krzemianu wapnia, który jest główną fazą stałą w uwodnionym zaczynie cementowym. Zawartość mikrokrzemionki wpływa dodatkowo na podniesienie ilości hydratu krzemianu wapnia w strukturze, co nie zapewnia do-datkowej ochrony przed działaniem roztworu soli amonowych [36]. Prezentuje to wykres 5.34. Ilustracją pozytywnego wydźwięku zastosowania mikrokrzemionki niech będzie wpływ roztworu kwasu siarkowego i najbardziej agresywnego: kwasu solnego. Zaznaczyć należy, że tak duże utraty wagi przedstawione na tych wykresach dotyczą wpływu ekstremalnych warunków: pełne zanurzenie w silnym roztworze. W praktyce tego typu warunki są nader rzadko spotykane.
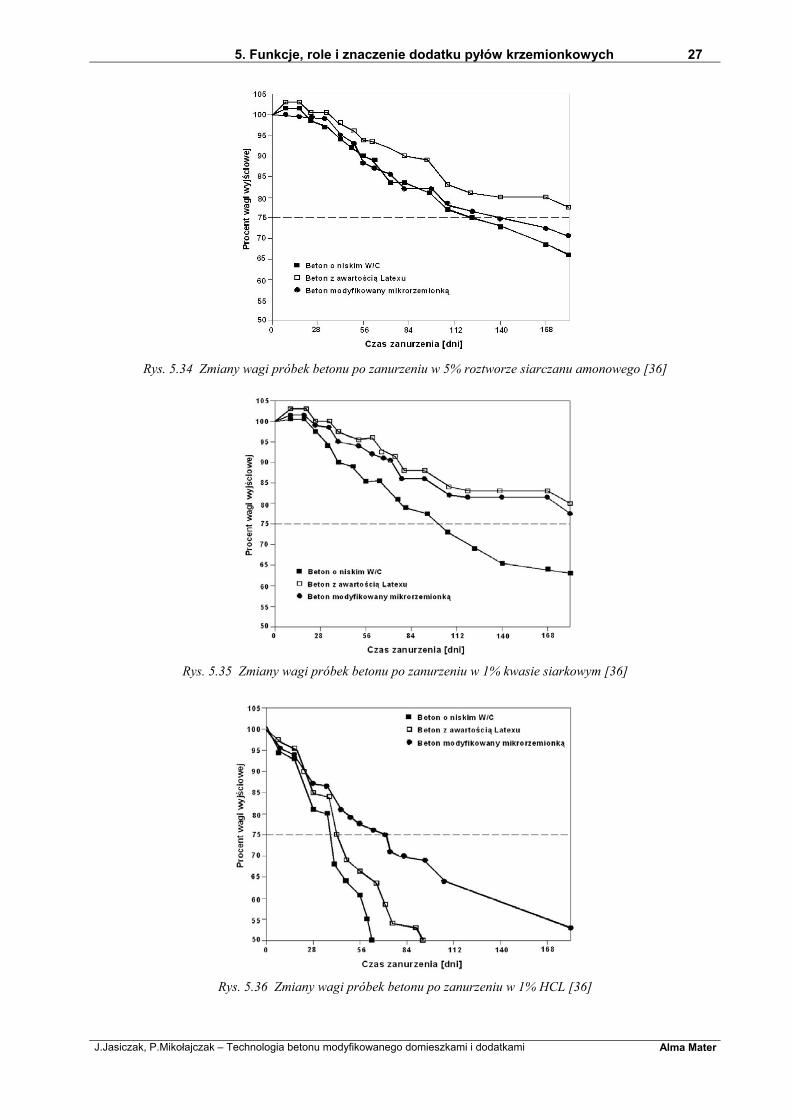
5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 27
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 5.34 Zmiany wagi próbek betonu po zanurzeniu w 5% roztworze siarczanu amonowego [36]
Rys. 5.35 Zmiany wagi próbek betonu po zanurzeniu w 1% kwasie siarkowym [36]
Rys. 5.36 Zmiany wagi próbek betonu po zanurzeniu w 1% HCL [36]
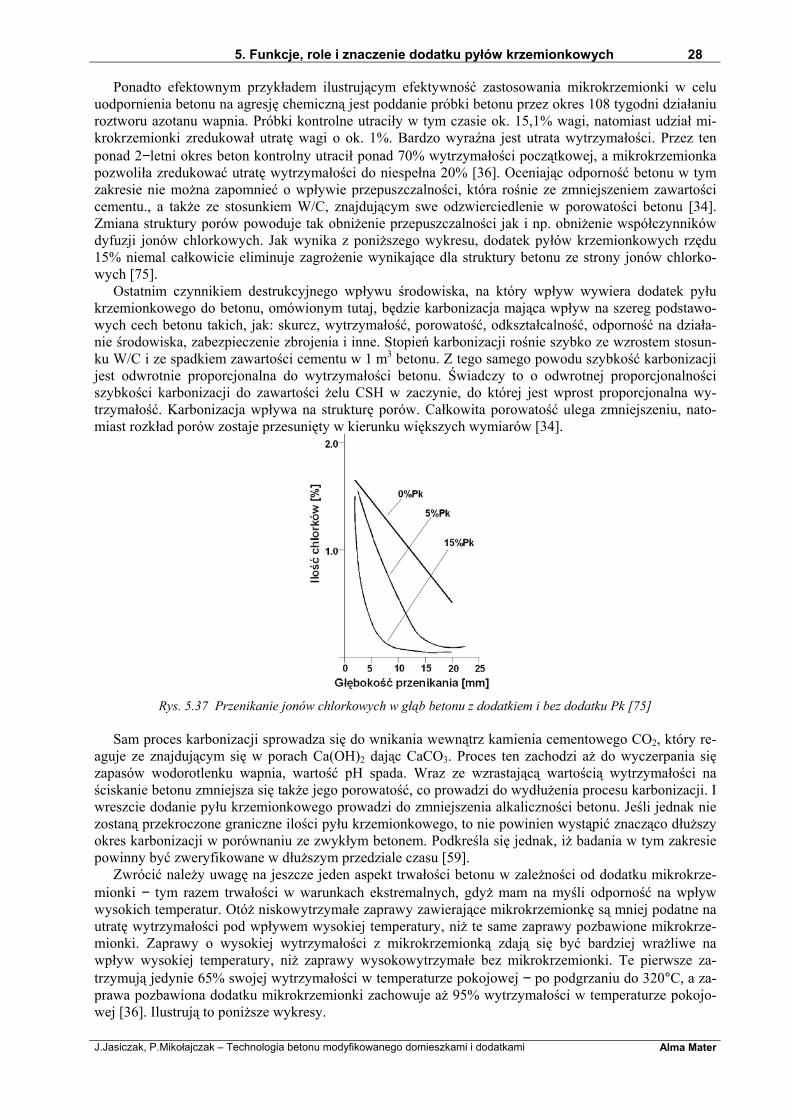
5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 28
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Ponadto efektownym przykładem ilustrującym efektywność zastosowania mikrokrzemionki w celu uodpornienia betonu na agresję chemiczną jest poddanie próbki betonu przez okres 108 tygodni działaniu roztworu azotanu wapnia. Próbki kontrolne utraciły w tym czasie ok. 15,1% wagi, natomiast udział mi-krokrzemionki zredukował utratę wagi o ok. 1%. Bardzo wyraźna jest utrata wytrzymałości. Przez ten ponad 2−letni okres beton kontrolny utracił ponad 70% wytrzymałości początkowej, a mikrokrzemionka pozwoliła zredukować utratę wytrzymałości do niespełna 20% [36]. Oceniając odporność betonu w tym zakresie nie można zapomnieć o wpływie przepuszczalności, która rośnie ze zmniejszeniem zawartości cementu., a także ze stosunkiem W/C, znajdującym swe odzwierciedlenie w porowatości betonu [34]. Zmiana struktury porów powoduje tak obniżenie przepuszczalności jak i np. obniżenie współczynników dyfuzji jonów chlorkowych. Jak wynika z poniższego wykresu, dodatek pyłów krzemionkowych rzędu 15% niemal całkowicie eliminuje zagrożenie wynikające dla struktury betonu ze strony jonów chlorko-wych [75]. Ostatnim czynnikiem destrukcyjnego wpływu środowiska, na który wpływ wywiera dodatek pyłu krzemionkowego do betonu, omówionym tutaj, będzie karbonizacja mająca wpływ na szereg podstawo-wych cech betonu takich, jak: skurcz, wytrzymałość, porowatość, odkształcalność, odporność na działa-nie środowiska, zabezpieczenie zbrojenia i inne. Stopień karbonizacji rośnie szybko ze wzrostem stosun-ku W/C i ze spadkiem zawartości cementu w 1 m3 betonu. Z tego samego powodu szybkość karbonizacji jest odwrotnie proporcjonalna do wytrzymałości betonu. Świadczy to o odwrotnej proporcjonalności szybkości karbonizacji do zawartości żelu CSH w zaczynie, do której jest wprost proporcjonalna wy-trzymałość. Karbonizacja wpływa na strukturę porów. Całkowita porowatość ulega zmniejszeniu, nato-miast rozkład porów zostaje przesunięty w kierunku większych wymiarów [34].
Rys. 5.37 Przenikanie jonów chlorkowych w głąb betonu z dodatkiem i bez dodatku Pk [75]
Sam proces karbonizacji sprowadza się do wnikania wewnątrz kamienia cementowego CO2, który re-aguje ze znajdującym się w porach Ca(OH)2 dając CaCO3. Proces ten zachodzi aż do wyczerpania się zapasów wodorotlenku wapnia, wartość pH spada. Wraz ze wzrastającą wartością wytrzymałości na ściskanie betonu zmniejsza się także jego porowatość, co prowadzi do wydłużenia procesu karbonizacji. I wreszcie dodanie pyłu krzemionkowego prowadzi do zmniejszenia alkaliczności betonu. Jeśli jednak nie zostaną przekroczone graniczne ilości pyłu krzemionkowego, to nie powinien wystąpić znacząco dłuższy okres karbonizacji w porównaniu ze zwykłym betonem. Podkreśla się jednak, iż badania w tym zakresie powinny być zweryfikowane w dłuższym przedziale czasu [59]. Zwrócić należy uwagę na jeszcze jeden aspekt trwałości betonu w zależności od dodatku mikrokrze-mionki − tym razem trwałości w warunkach ekstremalnych, gdyż mam na myśli odporność na wpływ wysokich temperatur. Otóż niskowytrzymałe zaprawy zawierające mikrokrzemionkę są mniej podatne na utratę wytrzymałości pod wpływem wysokiej temperatury, niż te same zaprawy pozbawione mikrokrze-mionki. Zaprawy o wysokiej wytrzymałości z mikrokrzemionką zdają się być bardziej wrażliwe na wpływ wysokiej temperatury, niż zaprawy wysokowytrzymałe bez mikrokrzemionki. Te pierwsze za-trzymują jedynie 65% swojej wytrzymałości w temperaturze pokojowej − po podgrzaniu do 320°C, a za-prawa pozbawiona dodatku mikrokrzemionki zachowuje aż 95% wytrzymałości w temperaturze pokojo-wej [36]. Ilustrują to poniższe wykresy.

5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 29
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 5.38 Stosunek wytrzymałości ft/f20C w zależności od temperatury, której poddano próbki zaprawy bez Pk [36]
Rys. 5.39 Stosunek wytrzymałości ft/f20C w zależności od temperatury, której poddano próbki zaprawy z 8% Pk
[36]
Rys. 5.40 Stosunek wytrzymałości ft/f20C w zależności od temperatury, której poddano próbki zaprawy z 16% Pk.
[36]
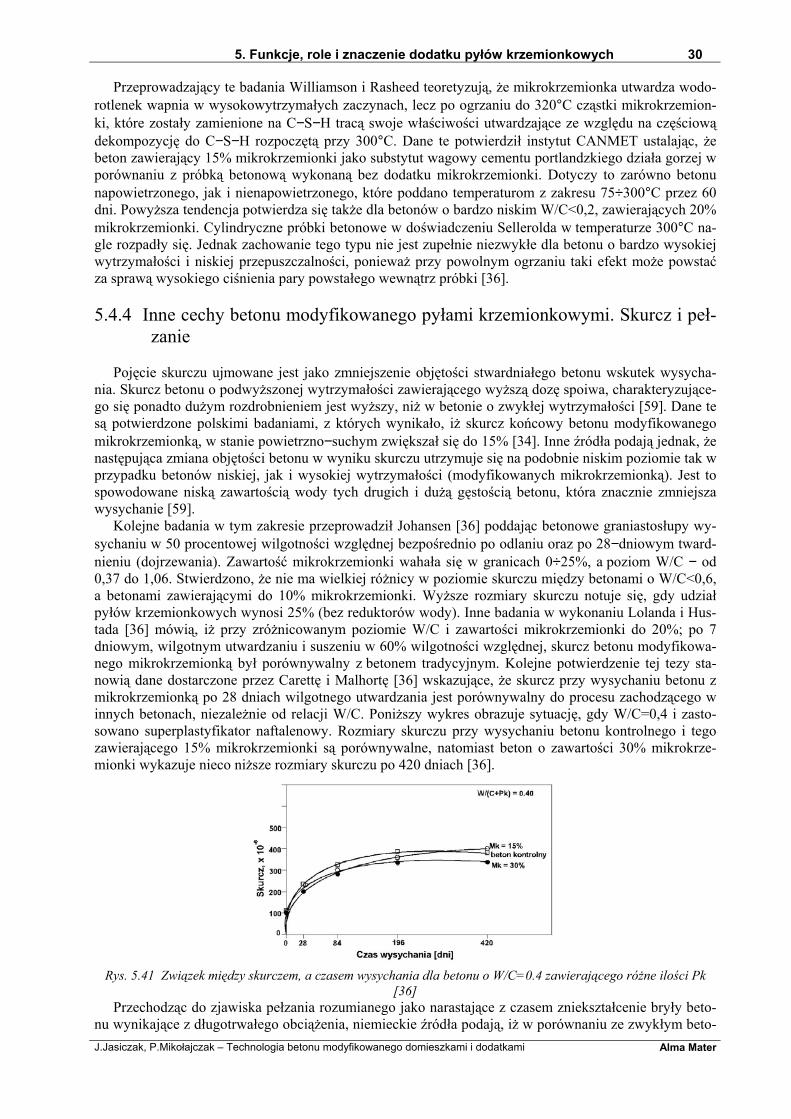
5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 30
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Przeprowadzający te badania Williamson i Rasheed teoretyzują, że mikrokrzemionka utwardza wodo-rotlenek wapnia w wysokowytrzymałych zaczynach, lecz po ogrzaniu do 320°C cząstki mikrokrzemion-ki, które zostały zamienione na C−S−H tracą swoje właściwości utwardzające ze względu na częściową dekompozycję do C−S−H rozpoczętą przy 300°C. Dane te potwierdził instytut CANMET ustalając, że beton zawierający 15% mikrokrzemionki jako substytut wagowy cementu portlandzkiego działa gorzej w porównaniu z próbką betonową wykonaną bez dodatku mikrokrzemionki. Dotyczy to zarówno betonu napowietrzonego, jak i nienapowietrzonego, które poddano temperaturom z zakresu 75÷300°C przez 60 dni. Powyższa tendencja potwierdza się także dla betonów o bardzo niskim W/C<0,2, zawierających 20% mikrokrzemionki. Cylindryczne próbki betonowe w doświadczeniu Sellerolda w temperaturze 300°C na-gle rozpadły się. Jednak zachowanie tego typu nie jest zupełnie niezwykłe dla betonu o bardzo wysokiej wytrzymałości i niskiej przepuszczalności, ponieważ przy powolnym ogrzaniu taki efekt może powstać za sprawą wysokiego ciśnienia pary powstałego wewnątrz próbki [36]. 5.4.4 Inne cechy betonu modyfikowanego pyłami krzemionkowymi. Skurcz i peł-
zanie Pojęcie skurczu ujmowane jest jako zmniejszenie objętości stwardniałego betonu wskutek wysycha-nia. Skurcz betonu o podwyższonej wytrzymałości zawierającego wyższą dozę spoiwa, charakteryzujące-go się ponadto dużym rozdrobnieniem jest wyższy, niż w betonie o zwykłej wytrzymałości [59]. Dane te są potwierdzone polskimi badaniami, z których wynikało, iż skurcz końcowy betonu modyfikowanego mikrokrzemionką, w stanie powietrzno−suchym zwiększał się do 15% [34]. Inne źródła podają jednak, że następująca zmiana objętości betonu w wyniku skurczu utrzymuje się na podobnie niskim poziomie tak w przypadku betonów niskiej, jak i wysokiej wytrzymałości (modyfikowanych mikrokrzemionką). Jest to spowodowane niską zawartością wody tych drugich i dużą gęstością betonu, która znacznie zmniejsza wysychanie [59]. Kolejne badania w tym zakresie przeprowadził Johansen [36] poddając betonowe graniastosłupy wy-sychaniu w 50 procentowej wilgotności względnej bezpośrednio po odlaniu oraz po 28−dniowym tward-nieniu (dojrzewania). Zawartość mikrokrzemionki wahała się w granicach 0÷25%, a poziom W/C − od 0,37 do 1,06. Stwierdzono, że nie ma wielkiej różnicy w poziomie skurczu między betonami o W/C<0,6, a betonami zawierającymi do 10% mikrokrzemionki. Wyższe rozmiary skurczu notuje się, gdy udział pyłów krzemionkowych wynosi 25% (bez reduktorów wody). Inne badania w wykonaniu Lolanda i Hus-tada [36] mówią, iż przy zróżnicowanym poziomie W/C i zawartości mikrokrzemionki do 20%; po 7 dniowym, wilgotnym utwardzaniu i suszeniu w 60% wilgotności względnej, skurcz betonu modyfikowa-nego mikrokrzemionką był porównywalny z betonem tradycyjnym. Kolejne potwierdzenie tej tezy sta-nowią dane dostarczone przez Carettę i Malhortę [36] wskazujące, że skurcz przy wysychaniu betonu z mikrokrzemionką po 28 dniach wilgotnego utwardzania jest porównywalny do procesu zachodzącego w innych betonach, niezależnie od relacji W/C. Poniższy wykres obrazuje sytuację, gdy W/C=0,4 i zasto-sowano superplastyfikator naftalenowy. Rozmiary skurczu przy wysychaniu betonu kontrolnego i tego zawierającego 15% mikrokrzemionki są porównywalne, natomiast beton o zawartości 30% mikrokrze-mionki wykazuje nieco niższe rozmiary skurczu po 420 dniach [36].
Rys. 5.41 Związek między skurczem, a czasem wysychania dla betonu o W/C=0.4 zawierającego różne ilości Pk
[36] Przechodząc do zjawiska pełzania rozumianego jako narastające z czasem zniekształcenie bryły beto-nu wynikające z długotrwałego obciążenia, niemieckie źródła podają, iż w porównaniu ze zwykłym beto-

5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 31
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
nem bez mikrokrzemionki beton o podwyższonej wytrzymałości wykazuje mniejsze zmiany kształtu spowodowane pełzaniem [59]. 5.5 Pyły krzemionkowe w kompozytach typu DSP Bogaty materiał doświadczalny wskazujący na decydujący wpływ porowatości na wytrzymałość beto-nu i cały szereg innych istotnych właściwości tego materiału spowodował rozwój różnych metod zmniej-szenia zawartości porów [34]. Poznanie wad struktur betonów zwykłych i na tej podstawie określenie modeli idealnych zawęża problem do poszukiwania odpowiedzi na pytanie: jak takie modelowe struktury można otrzymać? Związany z odpowiedzią postęp w technologii betonów jest ściśle uzależniony od sto-sowania dodatków i domieszek chemicznych oraz mineralnych [30]. W ostatnich latach opracowano technologię dwóch nowych rodzajów zaczynów cementowych o bar-dzo dużych wytrzymałościach. Są to: opracowany przez Duńczyków materiał zwany „zagęszczonym układem zawierającym równomiernie rozprowadzone drobniutkie cząstki” czyli: DSP (Densified Systems containing homogeneously arranged ultra−fine Particles), a drugim są zaczyny pozbawione makrodefek-tów: MDF (Macro Defects Free cements) [34]. Według Birchall’a idealna struktura kamienia cementowe-go powinna zawierać niezhydratyzowane ziarna ułożone tak szczelnie, jak to tylko możliwe. Bez makro-skopowych defektów i z minimum międzyziarnowej fazy żelowej. Taka jest właśnie struktura spoiwa w betonach typu DSP. Do makroskopowych defektów będących koncentratorami naprężeń oprócz makro-porów związanych z małą gęstością ułożenia ziarn, wtrąceń pęcherzy powietrza zalicza się także duże kryształy Ca(OH)2 [30]. Technologia zaczynów DSP opiera się na dużym dodatku mikokrzemionki, bar-dzo reaktywnej w stosunku do wodorotlenku wapniowego. Pyły krzemionkowe stanowią tu materiał za-pełniający pory, a także są reagentem wiążącym wodorotlenek wapniowy. Zaczyn zawierający pył krze-mionkowy dzięki dodatkowi superplastyfikatora składa się z równomiernie rozprowadzonych w jego ma-sie ziarenek cementu i cząstek krzemionki. Duże znaczenie ma także zastosowanie intensywnego miesza-nia mechanicznego, pozwalającego uzyskać zaczyn o minimalnej ilości wody (W/C rzędu: 0.12÷0.2). W związku z tym przestrzenie między ziarnami cementu w zaczynie są wypełnione w maksymalnym stopniu przez drobniutkie cząsteczki krzemionki. Niezwykle niski stosunek W/C powoduje, że pewna część cementu nie ulega nigdy hydratacji [34].
Rys. 5.42 Zaczyn z cementu DSP (zagęszczony układ zawierający równomiernie rozmieszczone drobniutkie cząstki)
[34] Głównym składnikiem stwardniałego zaczynu jest żel CSH, który tworzy bardzo jednorodną, zbitą strukturę. Żel ten ma mniejszy stosunek C/S, za to zawiera więcej alkaliów: np. 1.3 % K2O. Sporadycznie obserwuje się w żelu kryształy Ca(OH)2. W zaczynie nie występują także pory powietrzne, a zawartość porów kapilarnych jest bardzo mała. Skurcz przy wysychaniu jest ograniczony, ponieważ zawartość pro-duktów hydratacji jest również limitowana. Także rysy skurczowe nie powinny występować, ponieważ przy dużej wytrzymałości struktura zaczynu jest bardzo jednorodna. Niezhydratyzowane jądra ziarn ce-mentu odgrywają rolę wysoko wytrzymałego mikrowypełniacza. Nawiasem mówiąc w praktyce przy wy-twarzaniu przemysłowym dodawać można różne wypełniacze, włókna, lub kruszywo. Można także zmie-niać warunki dojrzewania, a w szczególności temperaturę, by uzyskać szereg produktów o zróżnicowa-nych właściwościach [34]. Materiały DSP o wytrzymałości na ściskanie od 110 do 160 MPa z dodatkiem mikrokrzemionki rzędu 20% wagi cementu charakteryzuje przełom przez ziarna kruszywa, brak spękań i

5. Funkcje, role i znaczenie dodatku pyłów krzemionkowych 32
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
niezależnie od stopnia reaktywności kruszywa brak orientacji wodorotlenku wapnia przy jego powierzch-ni [30]. Pułap wytrzymałości na ściskanie osiągalny dziś w technologii DSP przekracza 300 MPa, a mo-duł sprężystości 80 GPa [34]. O potencjalnie nieograniczonych możliwościach tej technologii świadczy choćby to, że specjalnym rodzajem materiału uzyskanego z zaczynu DSP jest produkt o nazwie „Dash 47”, który obok krzemionki zawiera kruszywo ze stali − znajdujący zastosowanie w technice rakietowej [30].
Rys. 5.43 Zależność naprężenie-odkształcenie dla zwykłego betonu i materiałów typu DSP: 1−DSP o dużej wytrzy-małości, 2−DSP zwykły, 3−beton o dużej wytrzymałości, 4−beton zwykły [30]

6. Betony z matrycą cementową wzmacnianą włóknami 1
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
6. Betony z matrycą cementową wzmacnianą włóknami
6.1 Wprowadzenie Użycie włókien do poprawienia mechanicznych właściwości materiałów kruchych znane jest od za-mierzchłych czasów. Już nasz protoplasta przenosząc się z jaskini do lepianki, używał już do jej zbudo-wania domieszki słomy do gliny. Podczas dalszej ewolucji tej idei zespalania dwóch materiałów wyj-ściowych celem wykorzystania wypadkowej ich właściwości pojawiły się takie układy materiałowe, jak glina ze słomą, zaprawy wapienne i cementowe z dodatkiem włosia końskiego, czy też dodatek mineral-nego włókna azbestowego do betonu. Ćwierć wieku temu zaczęto coraz częściej stosować betony kompo-zytowe z włóknem stalowym i polipropylenowym, najpierw w Japonii, kraju zagrożeń sejsmicznych, a następnie w USA. Stosowanie włókna stalowego rozszerzyło się w latach osiemdziesiątych, a chcąc okre-ślić dynamikę wzrostu można przyjąć, że w ostatnich latach produkcja betonu zbrojonego włóknami sta-lowymi (BZWS) i betonu zbrojonego włóknami syntetycznymi (BZWSN) prawie podwaja się każdego roku [23]. Fibrobetony należą do obszernego zbioru materiałów kompozytowych powstających w wyniku doda-nia krótkich włókien do matryc z zapraw cementowych lub betonów, zwykle drobnoziarnistych. Na ma-trycę betonową stosowane są kruszywa naturalne lub sztuczne, przy czym największe ziarna nie przekra-czają zwykle 10 mm choć znane są przypadki używania ziaren grubszych, nawet do 20 mm. Niekiedy są wprowadzane ponadto do matrycy różnego typu domieszki czy dodatki. Jako zbrojenie rozproszone do-dawane są włókna stalowe o różnym ukształtowaniu, włókna z tworzyw sztucznych (np. polipropylenu, nylonu lub innych związków), włókna węglowe oraz pochodzenia organicznego np. z bawełny, sizalu oraz zwłaszcza w krajach azjatyckich − bambusu [60]. Stwierdzono, że dodatek włókna stalowego stosowany w granicach 1% objętości, zasadniczo zmienia charakter betonu konwencjonalnego. Beton kompozytowy staje się ciałem quasi−podatnym i po przekro-czeniu naprężeń pierwszej rysy, dalej wykazuje swoją nośność, nieraz nawet wzrastającą wraz z wielkością odkształcenia. Beton zbrojony włóknem stalowym jest betonem o zbrojeniu równomiernie rozproszonym, co czyni z niego materiał jednorodny. Cienkie włókna rozproszone są w masie betonu, w ilości która zależy od po-trzeb wynikających z jego zastosowania i wymagań stawianych przez użytkownika [24]. Zawartość włó-kien stalowych w fibrobetonie nie przekracza na ogół 2%, licząc objętościowo. Do produkcji elementów prefabrykowanych, głównie płyt posadzkowych opracowano metodę pozwalającą na „upakowanie” 5÷18% włókien. Wyroby wykonywane w tej technologii, zwanej „Sifcon”, wykazują bardzo interesujące parametry, gdyż ich wytrzymałość na rozciąganie waha się od 27 MPa do 69 MPa, a na ściskanie od 103 MPa aż do 207 MPa [60]. Beton konwencjonalny jest materiałem nieelastycznym i niejednorodnym wskutek występujących w nim mikrospękań. Rolą włókien stalowych jest uzyskanie nowej struktury połączenia składników betonu. W efekcie powstawanie spękań skurczowych w fazie wiązania betonu zostaje rozproszone, a sama ich wielkość drastycznie zredukowana. Po związaniu betonu włókna stalowe przeciwstawiają się napręże-niom rozciągającym i powstawaniu spękań w procesie deformacji betonu pod obciążeniem, aż do pełnego zniszczenia struktury betonu [24]. Tak beton zbrojony włóknem stalowym, jak i syntetycznym jest od-porny na powstawanie rys skurczowych. BZWS jest ponadto idealnym materiałem na elementy pracujące przede wszystkim na ściskanie, ale także poddawanym wielokrotnym obciążeniom dynamicznym, rap-townym zmianom temperatury, wielokrotnemu przemarzaniu, czy działaniu wód agresywnych [23]. Luźne włókna stalowe stwarzają nieuniknione problemy w jednorodnym ich wymieszaniu w masie betonu. Mają bowiem tendencję do zbijania się w trudne do rozdzielenia struktury, tzw. „jeże”, które jed-nocześnie uniemożliwiają podawanie takiego betonu rurociągami oraz użycie włókien w betonie natry-skowym. Zjawisko to leżało u podstaw konieczności ograniczenia długości używanego włókna, co z dru-giej strony pogarsza wyraźnie jego efektywność. Pewnym rozwiązaniem jest pomysł łączenia włókien stalowych, klejem rozpuszczalnym w wodzie − w pasma, co pozwala na stosowanie włókien znacznej długości i smukłości. Dzięki temu uzyskać można beton o korzystnych cechach wytrzymałościowych [24,50]. Zgoła odmiennie przedstawia się sytuacja w przypadku włókien syntetycznych np. polipropyle-nowych. Używane są w formie fibrylowanej wiązki powiązanych splotek. Podczas dodawania ich do
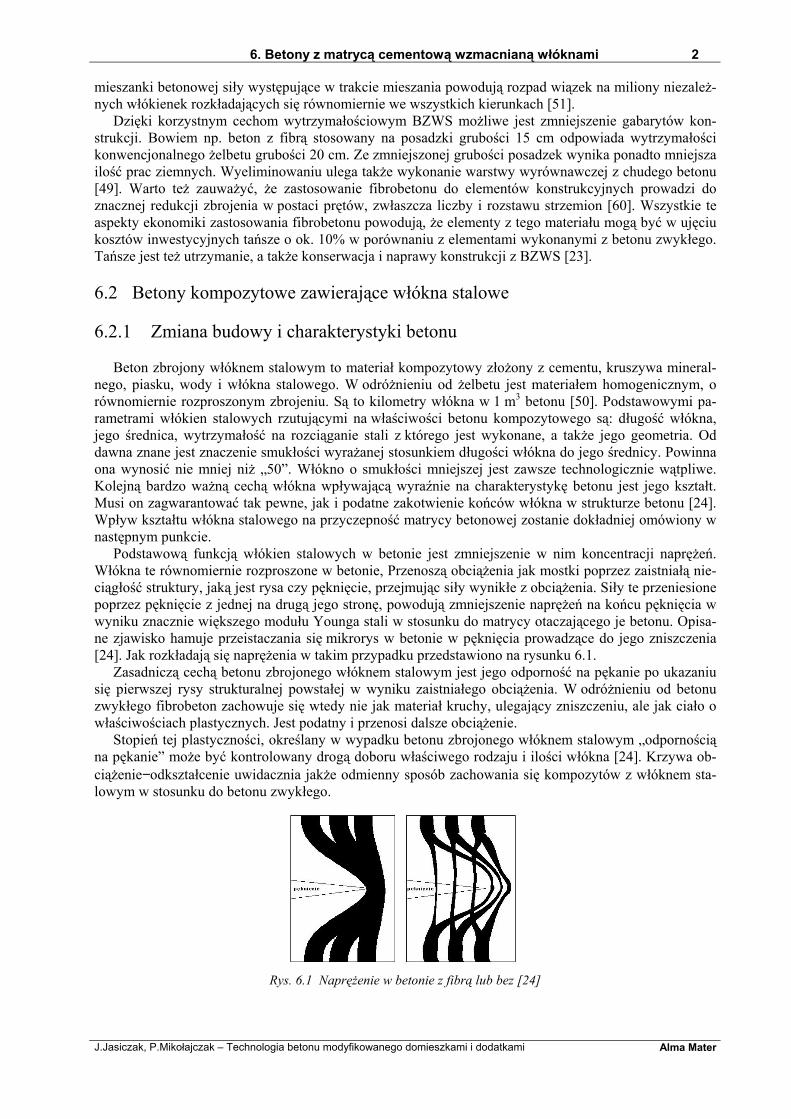
6. Betony z matrycą cementową wzmacnianą włóknami 2
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
mieszanki betonowej siły występujące w trakcie mieszania powodują rozpad wiązek na miliony niezależ-nych włókienek rozkładających się równomiernie we wszystkich kierunkach [51]. Dzięki korzystnym cechom wytrzymałościowym BZWS możliwe jest zmniejszenie gabarytów kon-strukcji. Bowiem np. beton z fibrą stosowany na posadzki grubości 15 cm odpowiada wytrzymałości konwencjonalnego żelbetu grubości 20 cm. Ze zmniejszonej grubości posadzek wynika ponadto mniejsza ilość prac ziemnych. Wyeliminowaniu ulega także wykonanie warstwy wyrównawczej z chudego betonu [49]. Warto też zauważyć, że zastosowanie fibrobetonu do elementów konstrukcyjnych prowadzi do znacznej redukcji zbrojenia w postaci prętów, zwłaszcza liczby i rozstawu strzemion [60]. Wszystkie te aspekty ekonomiki zastosowania fibrobetonu powodują, że elementy z tego materiału mogą być w ujęciu kosztów inwestycyjnych tańsze o ok. 10% w porównaniu z elementami wykonanymi z betonu zwykłego. Tańsze jest też utrzymanie, a także konserwacja i naprawy konstrukcji z BZWS [23]. 6.2 Betony kompozytowe zawierające włókna stalowe 6.2.1 Zmiana budowy i charakterystyki betonu Beton zbrojony włóknem stalowym to materiał kompozytowy złożony z cementu, kruszywa mineral-nego, piasku, wody i włókna stalowego. W odróżnieniu od żelbetu jest materiałem homogenicznym, o równomiernie rozproszonym zbrojeniu. Są to kilometry włókna w 1 m3 betonu [50]. Podstawowymi pa-rametrami włókien stalowych rzutującymi na właściwości betonu kompozytowego są: długość włókna, jego średnica, wytrzymałość na rozciąganie stali z którego jest wykonane, a także jego geometria. Od dawna znane jest znaczenie smukłości wyrażanej stosunkiem długości włókna do jego średnicy. Powinna ona wynosić nie mniej niż „50”. Włókno o smukłości mniejszej jest zawsze technologicznie wątpliwe. Kolejną bardzo ważną cechą włókna wpływającą wyraźnie na charakterystykę betonu jest jego kształt. Musi on zagwarantować tak pewne, jak i podatne zakotwienie końców włókna w strukturze betonu [24]. Wpływ kształtu włókna stalowego na przyczepność matrycy betonowej zostanie dokładniej omówiony w następnym punkcie. Podstawową funkcją włókien stalowych w betonie jest zmniejszenie w nim koncentracji naprężeń. Włókna te równomiernie rozproszone w betonie, Przenoszą obciążenia jak mostki poprzez zaistniałą nie-ciągłość struktury, jaką jest rysa czy pęknięcie, przejmując siły wynikłe z obciążenia. Siły te przeniesione poprzez pęknięcie z jednej na drugą jego stronę, powodują zmniejszenie naprężeń na końcu pęknięcia w wyniku znacznie większego modułu Younga stali w stosunku do matrycy otaczającego je betonu. Opisa-ne zjawisko hamuje przeistaczania się mikrorys w betonie w pęknięcia prowadzące do jego zniszczenia [24]. Jak rozkładają się naprężenia w takim przypadku przedstawiono na rysunku 6.1. Zasadniczą cechą betonu zbrojonego włóknem stalowym jest jego odporność na pękanie po ukazaniu się pierwszej rysy strukturalnej powstałej w wyniku zaistniałego obciążenia. W odróżnieniu od betonu zwykłego fibrobeton zachowuje się wtedy nie jak materiał kruchy, ulegający zniszczeniu, ale jak ciało o właściwościach plastycznych. Jest podatny i przenosi dalsze obciążenie. Stopień tej plastyczności, określany w wypadku betonu zbrojonego włóknem stalowym „odpornością na pękanie” może być kontrolowany drogą doboru właściwego rodzaju i ilości włókna [24]. Krzywa ob-ciążenie−odkształcenie uwidacznia jakże odmienny sposób zachowania się kompozytów z włóknem sta-lowym w stosunku do betonu zwykłego.
Rys. 6.1 Naprężenie w betonie z fibrą lub bez [24]

6. Betony z matrycą cementową wzmacnianą włóknami 3
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 6.2 Relacja obciążenia i odkształcenia dla betonu nie zbrojonego i zbrojonego włóknami profilowanymi lub
prostymi [50] Zarysowuje się także duża różnica wytrzymałości przy określonych odkształceniach w zależności od kształtu włókien. Włókna proste nawet przy większej zawartości dają gorsze rezultaty, niż włókna z za-krzywionymi końcami [50]. Wskutek zastosowania włókien beton, który był twardy ale kruchy, staje się mocnym a podatnym, co niesie za sobą wiele kolejnych zalet. Za przykład niech służy posadzka fi-brobetonowa, która uzyskuje w ten sposób giętką strukturę oraz zminimalizowane zostaje nie-bezpieczeństwo wykruszania się naroży i krawędzi [49,50]. Zalety betonu zbrojonego włóknami stalowymi wynikają więc z jego większej plastyczności i zdolności pochłaniania energii. Szcze-gólnie uwidacznia się to przy obciążeniach niszczących, gdy beton konwencjonalny uległby zniszczeniu [24]. 6.2.2 Znaczenie przyczepności włókien stalowych do matrycy betonowej Właściwości mechaniczne materiałów kompozytowych zależą w znacznym stopniu od zjawisk zacho-dzących w warstwach kontaktowych między poszczególnymi fazami składowymi. W kompozytach fibrobetonowych włókna rozproszone mają na celu powstrzymanie propagacji rys oraz przenoszenie części sił wewnętrznych po zarysowaniu, co może być spełnione tylko przy zapewnieniu odpowiedniego zakotwiczenia włókien w matrycy cementowej przez przyczepność lub w inny sposób [7]. Tam gdzie rysa została zatrzymana przez włókno, zapewnia ono zachowanie spójności materiału. Zatrzymanie rysy czyli przejęcie obciążeń odbywa się dzięki przyczepności, przez którą rozumiemy siły łączące włókno z otaczającą je matrycą [9].
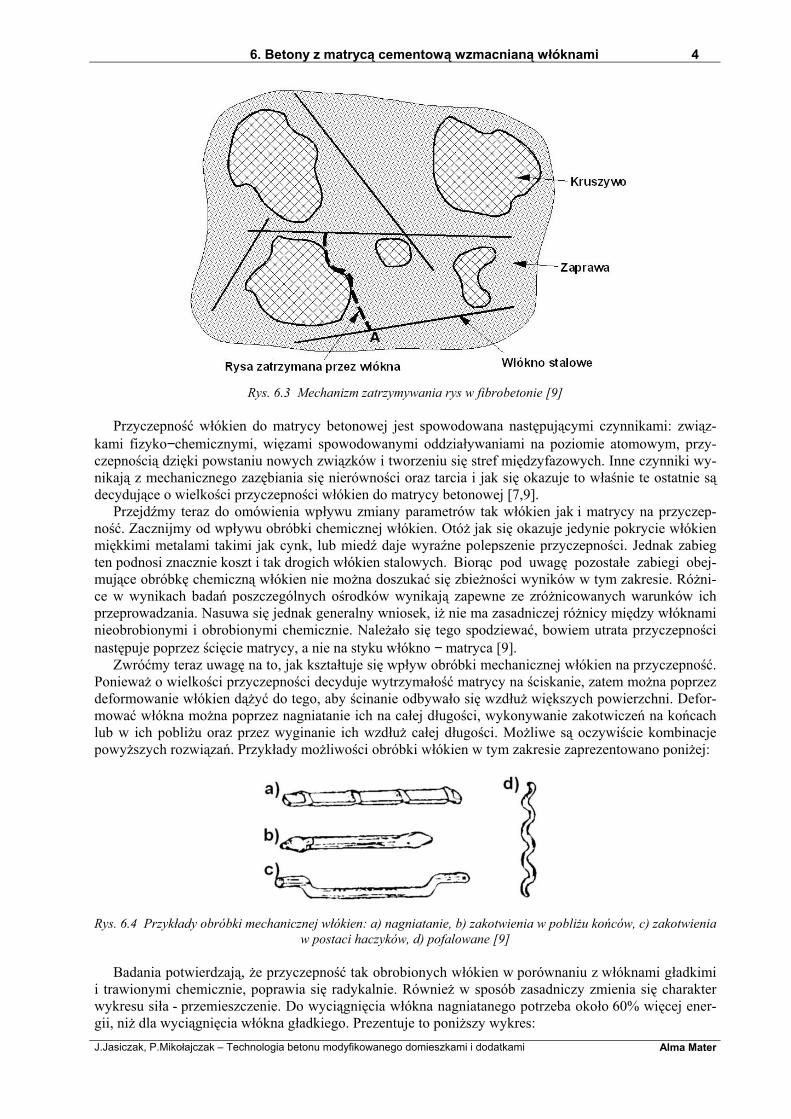
6. Betony z matrycą cementową wzmacnianą włóknami 4
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 6.3 Mechanizm zatrzymywania rys w fibrobetonie [9]
Przyczepność włókien do matrycy betonowej jest spowodowana następującymi czynnikami: związ-kami fizyko−chemicznymi, więzami spowodowanymi oddziaływaniami na poziomie atomowym, przy-czepnością dzięki powstaniu nowych związków i tworzeniu się stref międzyfazowych. Inne czynniki wy-nikają z mechanicznego zazębiania się nierówności oraz tarcia i jak się okazuje to właśnie te ostatnie są decydujące o wielkości przyczepności włókien do matrycy betonowej [7,9]. Przejdźmy teraz do omówienia wpływu zmiany parametrów tak włókien jak i matrycy na przyczep-ność. Zacznijmy od wpływu obróbki chemicznej włókien. Otóż jak się okazuje jedynie pokrycie włókien miękkimi metalami takimi jak cynk, lub miedź daje wyraźne polepszenie przyczepności. Jednak zabieg ten podnosi znacznie koszt i tak drogich włókien stalowych. Biorąc pod uwagę pozostałe zabiegi obej-mujące obróbkę chemiczną włókien nie można doszukać się zbieżności wyników w tym zakresie. Różni-ce w wynikach badań poszczególnych ośrodków wynikają zapewne ze zróżnicowanych warunków ich przeprowadzania. Nasuwa się jednak generalny wniosek, iż nie ma zasadniczej różnicy między włóknami nieobrobionymi i obrobionymi chemicznie. Należało się tego spodziewać, bowiem utrata przyczepności następuje poprzez ścięcie matrycy, a nie na styku włókno − matryca [9]. Zwróćmy teraz uwagę na to, jak kształtuje się wpływ obróbki mechanicznej włókien na przyczepność. Ponieważ o wielkości przyczepności decyduje wytrzymałość matrycy na ściskanie, zatem można poprzez deformowanie włókien dążyć do tego, aby ścinanie odbywało się wzdłuż większych powierzchni. Defor-mować włókna można poprzez nagniatanie ich na całej długości, wykonywanie zakotwiczeń na końcach lub w ich pobliżu oraz przez wyginanie ich wzdłuż całej długości. Możliwe są oczywiście kombinacje powyższych rozwiązań. Przykłady możliwości obróbki włókien w tym zakresie zaprezentowano poniżej:
Rys. 6.4 Przykłady obróbki mechanicznej włókien: a) nagniatanie, b) zakotwienia w pobliżu końców, c) zakotwienia
w postaci haczyków, d) pofalowane [9] Badania potwierdzają, że przyczepność tak obrobionych włókien w porównaniu z włóknami gładkimi i trawionymi chemicznie, poprawia się radykalnie. Również w sposób zasadniczy zmienia się charakter wykresu siła - przemieszczenie. Do wyciągnięcia włókna nagniatanego potrzeba około 60% więcej ener-gii, niż dla wyciągnięcia włókna gładkiego. Prezentuje to poniższy wykres:
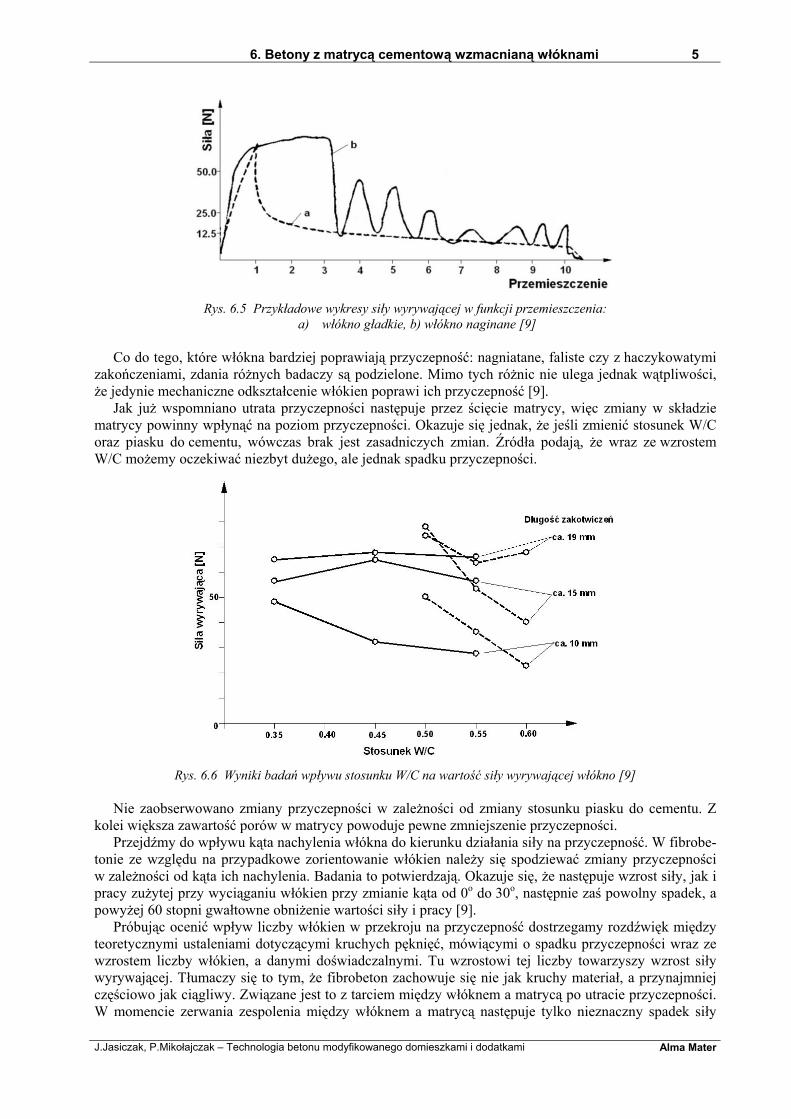
6. Betony z matrycą cementową wzmacnianą włóknami 5
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 6.5 Przykładowe wykresy siły wyrywającej w funkcji przemieszczenia:
a) włókno gładkie, b) włókno naginane [9]
Co do tego, które włókna bardziej poprawiają przyczepność: nagniatane, faliste czy z haczykowatymi zakończeniami, zdania różnych badaczy są podzielone. Mimo tych różnic nie ulega jednak wątpliwości, że jedynie mechaniczne odkształcenie włókien poprawi ich przyczepność [9]. Jak już wspomniano utrata przyczepności następuje przez ścięcie matrycy, więc zmiany w składzie matrycy powinny wpłynąć na poziom przyczepności. Okazuje się jednak, że jeśli zmienić stosunek W/C oraz piasku do cementu, wówczas brak jest zasadniczych zmian. Źródła podają, że wraz ze wzrostem W/C możemy oczekiwać niezbyt dużego, ale jednak spadku przyczepności.
Rys. 6.6 Wyniki badań wpływu stosunku W/C na wartość siły wyrywającej włókno [9]
Nie zaobserwowano zmiany przyczepności w zależności od zmiany stosunku piasku do cementu. Z kolei większa zawartość porów w matrycy powoduje pewne zmniejszenie przyczepności. Przejdźmy do wpływu kąta nachylenia włókna do kierunku działania siły na przyczepność. W fibrobe-tonie ze względu na przypadkowe zorientowanie włókien należy się spodziewać zmiany przyczepności w zależności od kąta ich nachylenia. Badania to potwierdzają. Okazuje się, że następuje wzrost siły, jak i pracy zużytej przy wyciąganiu włókien przy zmianie kąta od 0o do 30o, następnie zaś powolny spadek, a powyżej 60 stopni gwałtowne obniżenie wartości siły i pracy [9]. Próbując ocenić wpływ liczby włókien w przekroju na przyczepność dostrzegamy rozdźwięk między teoretycznymi ustaleniami dotyczącymi kruchych pęknięć, mówiącymi o spadku przyczepności wraz ze wzrostem liczby włókien, a danymi doświadczalnymi. Tu wzrostowi tej liczby towarzyszy wzrost siły wyrywającej. Tłumaczy się to tym, że fibrobeton zachowuje się nie jak kruchy materiał, a przynajmniej częściowo jak ciągliwy. Związane jest to z tarciem między włóknem a matrycą po utracie przyczepności. W momencie zerwania zespolenia między włóknem a matrycą następuje tylko nieznaczny spadek siły
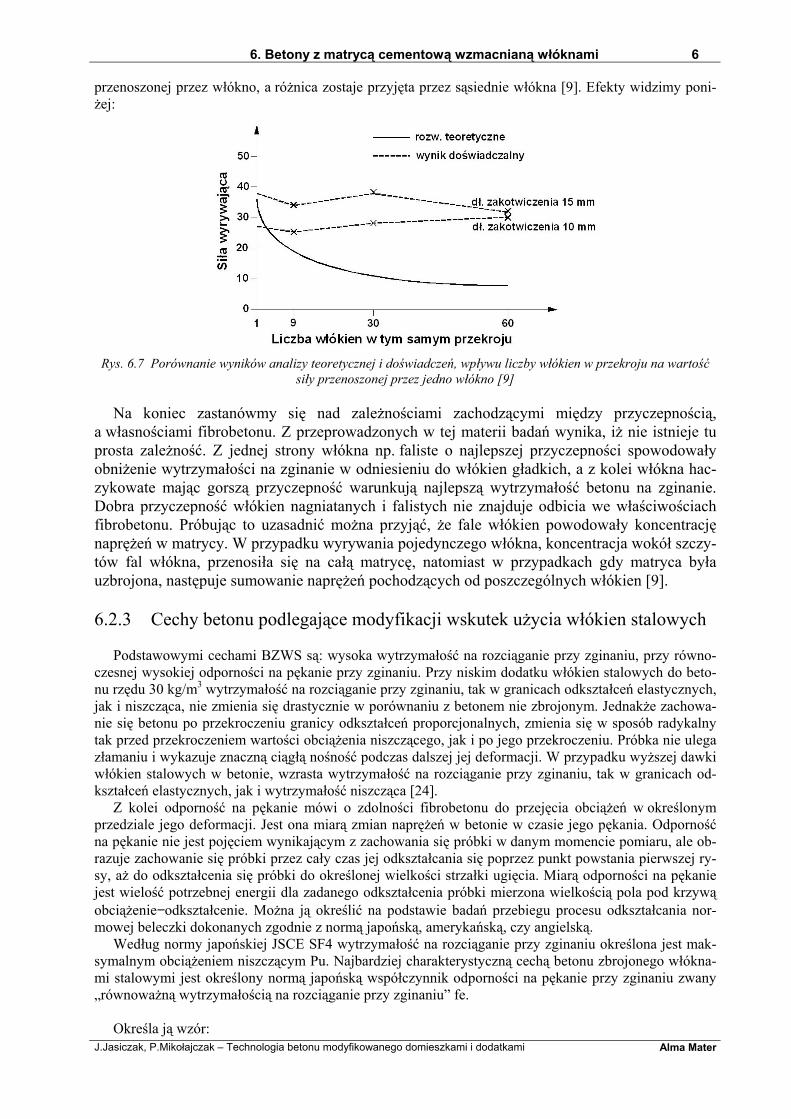
6. Betony z matrycą cementową wzmacnianą włóknami 6
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
przenoszonej przez włókno, a różnica zostaje przyjęta przez sąsiednie włókna [9]. Efekty widzimy poni-żej:
Rys. 6.7 Porównanie wyników analizy teoretycznej i doświadczeń, wpływu liczby włókien w przekroju na wartość
siły przenoszonej przez jedno włókno [9] Na koniec zastanówmy się nad zależnościami zachodzącymi między przyczepnością, a własnościami fibrobetonu. Z przeprowadzonych w tej materii badań wynika, iż nie istnieje tu prosta zależność. Z jednej strony włókna np. faliste o najlepszej przyczepności spowodowały obniżenie wytrzymałości na zginanie w odniesieniu do włókien gładkich, a z kolei włókna hac-zykowate mając gorszą przyczepność warunkują najlepszą wytrzymałość betonu na zginanie. Dobra przyczepność włókien nagniatanych i falistych nie znajduje odbicia we właściwościach fibrobetonu. Próbując to uzasadnić można przyjąć, że fale włókien powodowały koncentrację naprężeń w matrycy. W przypadku wyrywania pojedynczego włókna, koncentracja wokół szczy-tów fal włókna, przenosiła się na całą matrycę, natomiast w przypadkach gdy matryca była uzbrojona, następuje sumowanie naprężeń pochodzących od poszczególnych włókien [9]. 6.2.3 Cechy betonu podlegające modyfikacji wskutek użycia włókien stalowych Podstawowymi cechami BZWS są: wysoka wytrzymałość na rozciąganie przy zginaniu, przy równo-czesnej wysokiej odporności na pękanie przy zginaniu. Przy niskim dodatku włókien stalowych do beto-nu rzędu 30 kg/m3 wytrzymałość na rozciąganie przy zginaniu, tak w granicach odkształceń elastycznych, jak i niszcząca, nie zmienia się drastycznie w porównaniu z betonem nie zbrojonym. Jednakże zachowa-nie się betonu po przekroczeniu granicy odkształceń proporcjonalnych, zmienia się w sposób radykalny tak przed przekroczeniem wartości obciążenia niszczącego, jak i po jego przekroczeniu. Próbka nie ulega złamaniu i wykazuje znaczną ciągłą nośność podczas dalszej jej deformacji. W przypadku wyższej dawki włókien stalowych w betonie, wzrasta wytrzymałość na rozciąganie przy zginaniu, tak w granicach od-kształceń elastycznych, jak i wytrzymałość niszcząca [24]. Z kolei odporność na pękanie mówi o zdolności fibrobetonu do przejęcia obciążeń w określonym przedziale jego deformacji. Jest ona miarą zmian naprężeń w betonie w czasie jego pękania. Odporność na pękanie nie jest pojęciem wynikającym z zachowania się próbki w danym momencie pomiaru, ale ob-razuje zachowanie się próbki przez cały czas jej odkształcania się poprzez punkt powstania pierwszej ry-sy, aż do odkształcenia się próbki do określonej wielkości strzałki ugięcia. Miarą odporności na pękanie jest wielość potrzebnej energii dla zadanego odkształcenia próbki mierzona wielkością pola pod krzywą obciążenie−odkształcenie. Można ją określić na podstawie badań przebiegu procesu odkształcania nor-mowej beleczki dokonanych zgodnie z normą japońską, amerykańską, czy angielską. Według normy japońskiej JSCE SF4 wytrzymałość na rozciąganie przy zginaniu określona jest mak-symalnym obciążeniem niszczącym Pu. Najbardziej charakterystyczną cechą betonu zbrojonego włókna-mi stalowymi jest określony normą japońską współczynnik odporności na pękanie przy zginaniu zwany „równoważną wytrzymałością na rozciąganie przy zginaniu” fe. Określa ją wzór:

6. Betony z matrycą cementową wzmacnianą włóknami 7
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
f T lb hC
b
tb
= ⋅⋅ ⋅δ 2
gdzie: • Tb − odporność na pękanie przy zginaniu (powierzchnia pod krzywą do strzałki
ugięcia beleczki równej 1/150 rozpiętości), • δtb − wielkość strzałki ugięcia określana na 1/150 rozpiętości, • b, h, l − szerokość, wysokość, rozpiętość badanej belki.
Parametry niezbędne do określenia równoważnej wytrzymałości na rozciąganie przy zginaniu pozwala ustalić poniższy wykres 6.8. Według zaś normy amerykańskiej ASTM C 1018−89 wytrzymałość na rozciąganie przy zginaniu określa się jako „wytrzymałość momentu pojawienia się I rysy”:
f P lb hC = ⋅
⋅ 2
Moment ten przypada w punkcie, gdzie krzywa obciążenie−odkształcenie odchyla się od linii prostej.
Rys. 6.8 Określenie wytrzymałości równoważnej na rozciąganie przy zginaniu betonu zbrojonego włóknem stalo-
wym [9]
Rys. 6.9 Krzywa obciążenie−odkształcenie betonu zbrojonego włóknem stalowym [9]
Wielkością charakteryzującą odporność na pękanie jest wskaźnik tej odporności będący stosunkiem pochłoniętej energii (pracy) dla danego odkształcenia do pochłoniętej energii momentu I rysy [24]. Przytoczmy tu rezultaty badań przeprowadzonych przez Holenderski Instytut Naukowych Badań Sto-sowanych (TNO) dotyczących określenia odporności na pękanie przy zginaniu betonów zbrojonych haczykowato zagiętym na końcach włóknem stalowym „Dramix” firmy N.V. Bekaert S.A. Zestawienie uzyskanych wyników zawiera poniższa tabela:
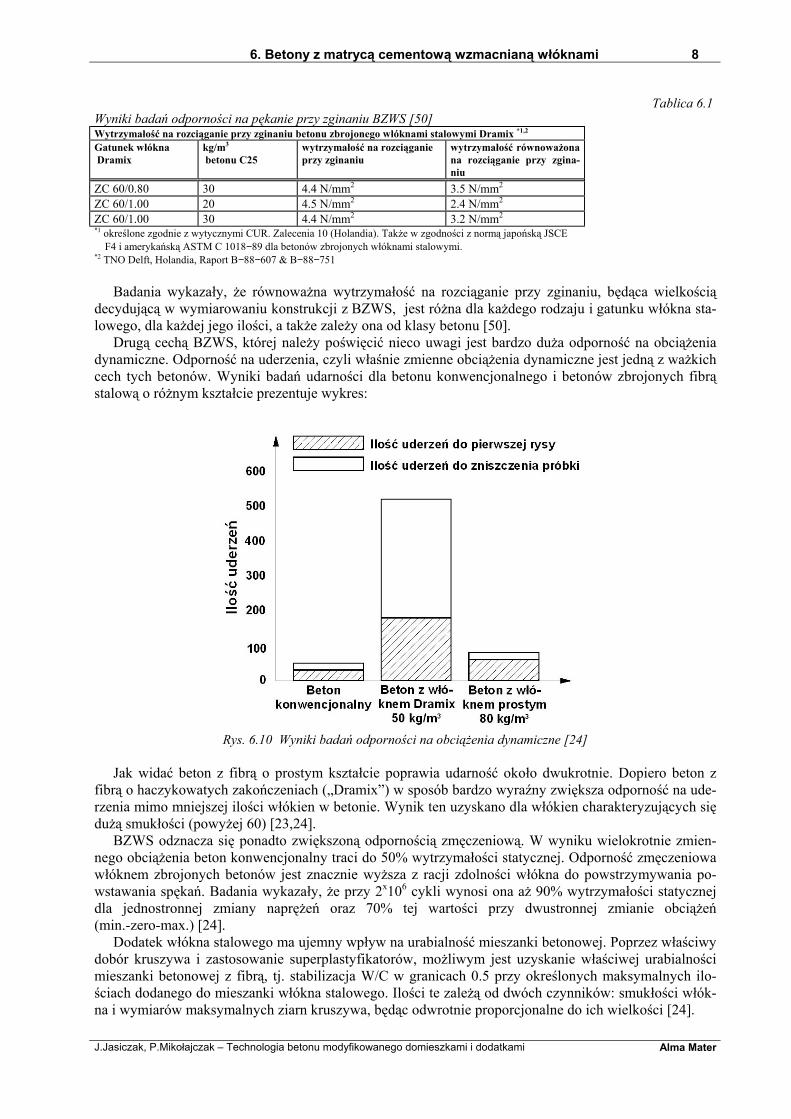
6. Betony z matrycą cementową wzmacnianą włóknami 8
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Tablica 6.1
Wyniki badań odporności na pękanie przy zginaniu BZWS [50] Wytrzymałość na rozciąganie przy zginaniu betonu zbrojonego włóknami stalowymi Dramix *1,2 Gatunek włókna Dramix
kg/m3
betonu C25 wytrzymałość na rozciąganie przy zginaniu
wytrzymałość równoważona na rozciąganie przy zgina-niu
ZC 60/0.80 30 4.4 N/mm2 3.5 N/mm2 ZC 60/1.00 20 4.5 N/mm2 2.4 N/mm2 ZC 60/1.00 30 4.4 N/mm2 3.2 N/mm2 *1 określone zgodnie z wytycznymi CUR. Zalecenia 10 (Holandia). Także w zgodności z normą japońską JSCE F4 i amerykańską ASTM C 1018−89 dla betonów zbrojonych włóknami stalowymi. *2 TNO Delft, Holandia, Raport B−88−607 & B−88−751 Badania wykazały, że równoważna wytrzymałość na rozciąganie przy zginaniu, będąca wielkością decydującą w wymiarowaniu konstrukcji z BZWS, jest różna dla każdego rodzaju i gatunku włókna sta-lowego, dla każdej jego ilości, a także zależy ona od klasy betonu [50]. Drugą cechą BZWS, której należy poświęcić nieco uwagi jest bardzo duża odporność na obciążenia dynamiczne. Odporność na uderzenia, czyli właśnie zmienne obciążenia dynamiczne jest jedną z ważkich cech tych betonów. Wyniki badań udarności dla betonu konwencjonalnego i betonów zbrojonych fibrą stalową o różnym kształcie prezentuje wykres:
Rys. 6.10 Wyniki badań odporności na obciążenia dynamiczne [24]
Jak widać beton z fibrą o prostym kształcie poprawia udarność około dwukrotnie. Dopiero beton z fibrą o haczykowatych zakończeniach („Dramix”) w sposób bardzo wyraźny zwiększa odporność na ude-rzenia mimo mniejszej ilości włókien w betonie. Wynik ten uzyskano dla włókien charakteryzujących się dużą smukłości (powyżej 60) [23,24]. BZWS odznacza się ponadto zwiększoną odpornością zmęczeniową. W wyniku wielokrotnie zmien-nego obciążenia beton konwencjonalny traci do 50% wytrzymałości statycznej. Odporność zmęczeniowa włóknem zbrojonych betonów jest znacznie wyższa z racji zdolności włókna do powstrzymywania po-wstawania spękań. Badania wykazały, że przy 2x106 cykli wynosi ona aż 90% wytrzymałości statycznej dla jednostronnej zmiany naprężeń oraz 70% tej wartości przy dwustronnej zmianie obciążeń (min.-zero-max.) [24]. Dodatek włókna stalowego ma ujemny wpływ na urabialność mieszanki betonowej. Poprzez właściwy dobór kruszywa i zastosowanie superplastyfikatorów, możliwym jest uzyskanie właściwej urabialności mieszanki betonowej z fibrą, tj. stabilizacja W/C w granicach 0.5 przy określonych maksymalnych ilo-ściach dodanego do mieszanki włókna stalowego. Ilości te zależą od dwóch czynników: smukłości włók-na i wymiarów maksymalnych ziarn kruszywa, będąc odwrotnie proporcjonalne do ich wielkości [24].
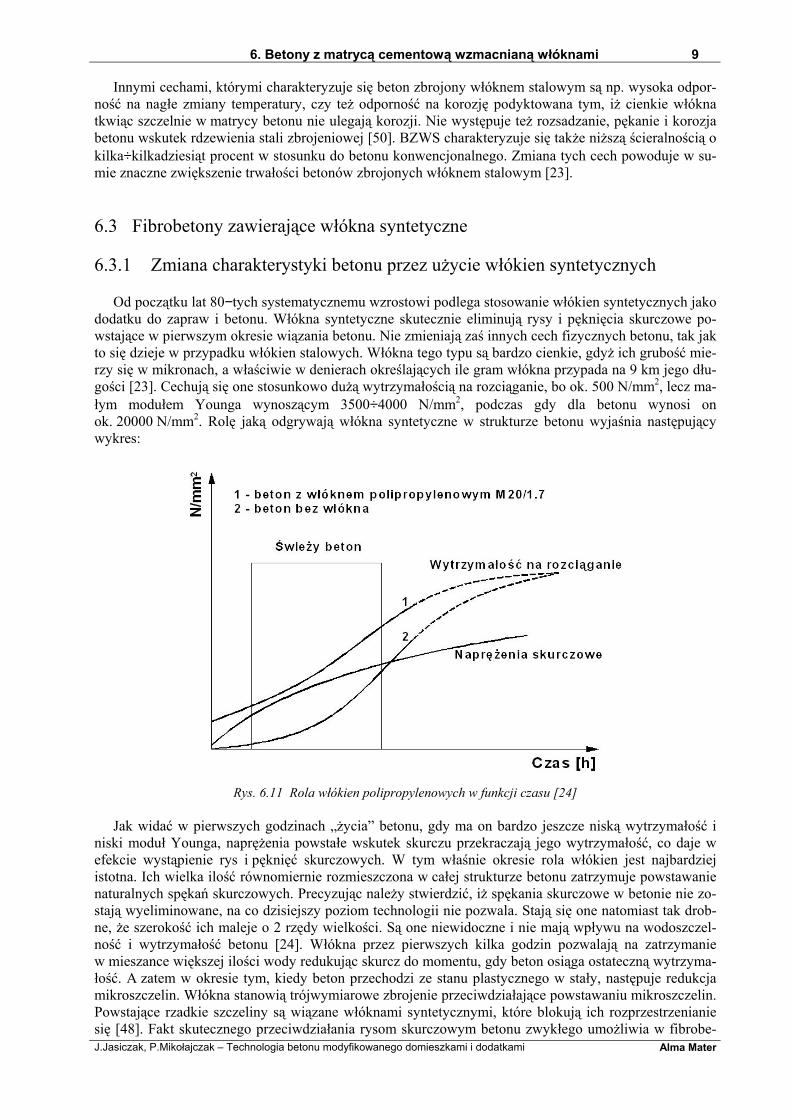
6. Betony z matrycą cementową wzmacnianą włóknami 9
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Innymi cechami, którymi charakteryzuje się beton zbrojony włóknem stalowym są np. wysoka odpor-ność na nagłe zmiany temperatury, czy też odporność na korozję podyktowana tym, iż cienkie włókna tkwiąc szczelnie w matrycy betonu nie ulegają korozji. Nie występuje też rozsadzanie, pękanie i korozja betonu wskutek rdzewienia stali zbrojeniowej [50]. BZWS charakteryzuje się także niższą ścieralnością o kilka÷kilkadziesiąt procent w stosunku do betonu konwencjonalnego. Zmiana tych cech powoduje w su-mie znaczne zwiększenie trwałości betonów zbrojonych włóknem stalowym [23]. 6.3 Fibrobetony zawierające włókna syntetyczne 6.3.1 Zmiana charakterystyki betonu przez użycie włókien syntetycznych Od początku lat 80−tych systematycznemu wzrostowi podlega stosowanie włókien syntetycznych jako dodatku do zapraw i betonu. Włókna syntetyczne skutecznie eliminują rysy i pęknięcia skurczowe po-wstające w pierwszym okresie wiązania betonu. Nie zmieniają zaś innych cech fizycznych betonu, tak jak to się dzieje w przypadku włókien stalowych. Włókna tego typu są bardzo cienkie, gdyż ich grubość mie-rzy się w mikronach, a właściwie w denierach określających ile gram włókna przypada na 9 km jego dłu-gości [23]. Cechują się one stosunkowo dużą wytrzymałością na rozciąganie, bo ok. 500 N/mm2, lecz ma-łym modułem Younga wynoszącym 3500÷4000 N/mm2, podczas gdy dla betonu wynosi on ok. 20000 N/mm2. Rolę jaką odgrywają włókna syntetyczne w strukturze betonu wyjaśnia następujący wykres:
Rys. 6.11 Rola włókien polipropylenowych w funkcji czasu [24]
Jak widać w pierwszych godzinach „życia” betonu, gdy ma on bardzo jeszcze niską wytrzymałość i niski moduł Younga, naprężenia powstałe wskutek skurczu przekraczają jego wytrzymałość, co daje w efekcie wystąpienie rys i pęknięć skurczowych. W tym właśnie okresie rola włókien jest najbardziej istotna. Ich wielka ilość równomiernie rozmieszczona w całej strukturze betonu zatrzymuje powstawanie naturalnych spękań skurczowych. Precyzując należy stwierdzić, iż spękania skurczowe w betonie nie zo-stają wyeliminowane, na co dzisiejszy poziom technologii nie pozwala. Stają się one natomiast tak drob-ne, że szerokość ich maleje o 2 rzędy wielkości. Są one niewidoczne i nie mają wpływu na wodoszczel-ność i wytrzymałość betonu [24]. Włókna przez pierwszych kilka godzin pozwalają na zatrzymanie w mieszance większej ilości wody redukując skurcz do momentu, gdy beton osiąga ostateczną wytrzyma-łość. A zatem w okresie tym, kiedy beton przechodzi ze stanu plastycznego w stały, następuje redukcja mikroszczelin. Włókna stanowią trójwymiarowe zbrojenie przeciwdziałające powstawaniu mikroszczelin. Powstające rzadkie szczeliny są wiązane włóknami syntetycznymi, które blokują ich rozprzestrzenianie się [48]. Fakt skutecznego przeciwdziałania rysom skurczowym betonu zwykłego umożliwia w fibrobe-
6. Betony z matrycą cementową wzmacnianą włóknami 10
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
tonie rezygnację ze stosowania tzw. zbrojenia przeciwskurczowego w postaci siatek stalowych [23]. Działanie tych cienkich włókien (np. polipropylenowych) ustaje po czasie gdy narastający moduł Younga betonu przekroczy wartość modułu Younga polipropylenu. Ze względu na tę cechę zastosować można zbrojenie hybrydowe (włókna syntetyczne i stalowe) w efekcie czego w tym drugim okresie rolę zbroje-nia rozproszonego przejmują włókna stalowe, których moduł Younga jest wielokrotnie wyższy w odnie-sieniu do betonu. Zatem wzajemne współdziałanie jest możliwe, co w efekcie daje tworzywo o jeszcze lepszych właściwościach fizycznych [24]. Poza eliminacją rys i pęknięć skurczowych fibra syntetyczna pozwala na uzyskanie całej gamy ulep-szonych cech betonu. Mam tu na myśli dużą odporność na pękanie przy zginaniu, zdecydowaną poprawę udarności i odporność na obciążenia zmęczeniowe, odporności na korozję, czy na skokowe zmiany temperatury. Wzrasta ponadto odporność na ścieranie, a spada nasiąkliwość i wodoprzepuszczalność. Generalnie włókna syntetyczne poprawiają jakość powierzchni otrzymywanych z klasycznych mieszanek betonowych, dzięki zmniejszeniu liczby otworów, kanałów odprowadzających wodę zarobową (redukują ilość wydzielanego mleczka cementowego) [51]. W bardzo niewielu przypadkach (przy znacznych udzia-łach procentowych włókien syntetycznych) uzyskać można wzrost wytrzymałości na zginanie i rozrywa-nie. 6.3.2 Wpływ włókien syntetycznych na właściwości reologiczne zapraw Celem badań przeprowadzonych w Akademii Górniczo Hutniczej [10], które tutaj przedstawiono, było wyznaczenie zmian plastyczności i gęstości pozornej, świeżej zaprawy w funkcji ilości dodatku włókien oraz ich długości. Badania przeprowadzono zgodnie z PN−85/B−04500. Na podstawie uzyskanych wyni-ków zaproponowano empiryczny opis zmian plastyczności i gęstości pozornej świeżej zaprawy. Do badań użyto cementu CP45N i piasku normowego. Współczynnik W/C wynosił 0.5. Posłużono się dwoma rodzajami włókien syntetycznych: polipropylenowymi (PP) i poliakrylonitrylowymi (PAN). Różnią się one zasadniczo wytrzymałością na rozciąganie (PP: 365 MPa, PAN: 1030 MPa), a zwłaszcza modułem Younga (PP: 3.5 GPa, PAN: 19 GPa − prawie dorównuje betonowi). Włókna te dodawano w ilościach 0.5, 1, 2% objętościowych. Ogólnie rzecz biorąc we wszystkich przypadkach dodatek włókien znacznie ograniczał plastyczność zaprawy i w nieznacznym stopniu zmniejszał gęstość pozorną. Przechodząc jednak do szczegółowszych danych zaobserwujemy zmiany plastyczności zapraw w funkcji ilości dodatku włókien, jak również ich długości. Okazuje się, że zmiany plastyczności zapraw z udziałem tak włókien jednego jak i drugiego rodzaju, dla tych samych długości włókien, są bardzo zbliżone. Stąd na poniższych wykresach aproksymowano je jedną krzywą. W celu zmiany układu odniesienia z wartości bezwzględnych (rozpływ w cm) na wartości względne przyjęto rozpływ próbki zerowej jako 1 oraz wartość rozpływu równą 10 cm jako 0 (średnica próbki). Względne plastyczności zapraw w funkcji ilości dodanych włókien przedstawiają się następująco: • dla 6 mm: p = e−V/1.5, • dla 12 mm: p = e−V.

6. Betony z matrycą cementową wzmacnianą włóknami 11
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 6.12 Względne zmiany plastyczności zapraw z dodatkiem włókien 6 mm w funkcji ilości włókien [10]
Rys. 6.13 Względne zmiany plastyczności zapraw z dodatkiem włókien 12 mm w funkcji ilości włókien [10]
Na podstawie ustalonych zależności można określić od jakiej zawartości włókien plastyczność zapraw nie ulega zmianie w znaczący sposób. A zatem wprowadzenie badanych włókien polipropylenowych długości 6 mm w ilości powyżej 3.6% nie powoduje już widocznej zmiany plastyczności zaprawy. W przypadku włókien o długości 12 mm wielkość graniczna jest na poziomie 2.4%. Wartości te mają pod-stawowe znacznie w optymalizacji składu masy przeznaczonej do formowania elementów metodą ekstru-zji, gdyż pozwalają na określenie minimalnego, optymalnego ekonomicznie dodatku włókien [10]. Jak już wspomniano w przypadku gęstości pozornej świeżych zapraw z dodatkiem włókien należy stwierdzić, iż zmniejsza się ona nieznacznie wraz z ilością wprowadzonych włókien. W tym przypadku rodzaj włókna (PP, PAN) wpływa na uzyskany wynik.
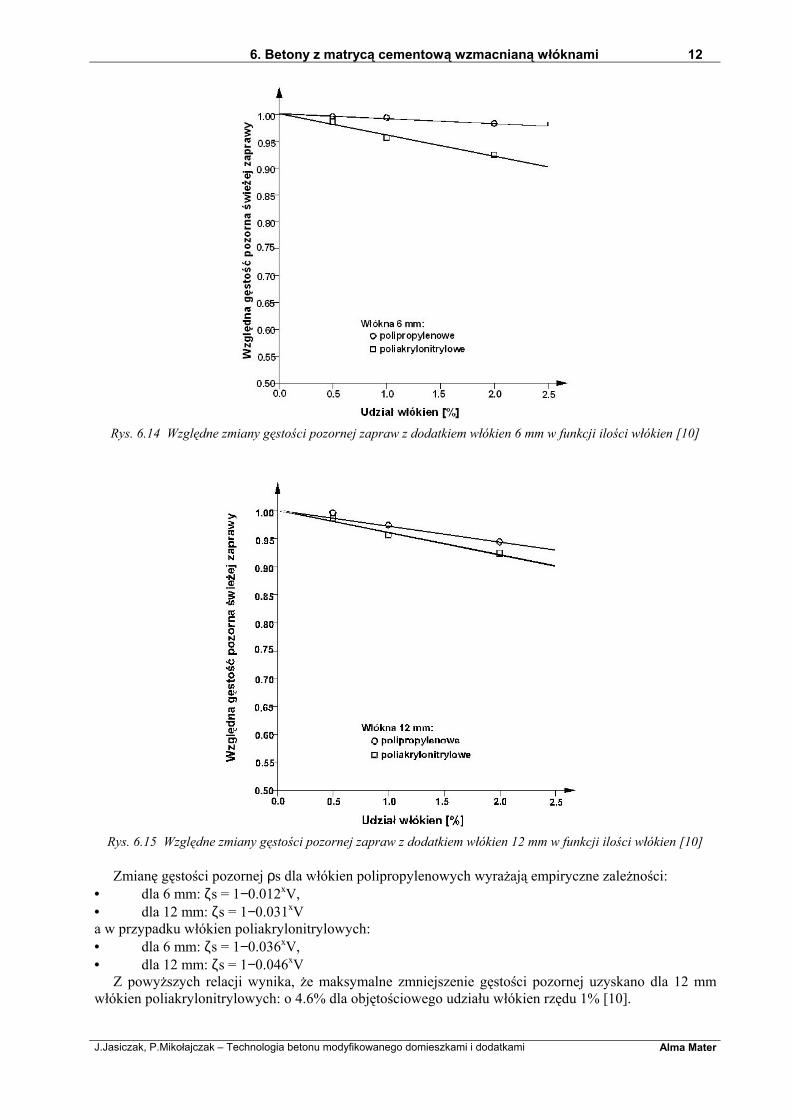
6. Betony z matrycą cementową wzmacnianą włóknami 12
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 6.14 Względne zmiany gęstości pozornej zapraw z dodatkiem włókien 6 mm w funkcji ilości włókien [10]
Rys. 6.15 Względne zmiany gęstości pozornej zapraw z dodatkiem włókien 12 mm w funkcji ilości włókien [10]
Zmianę gęstości pozornej ρs dla włókien polipropylenowych wyrażają empiryczne zależności: • dla 6 mm: ζs = 1−0.012xV, • dla 12 mm: ζs = 1−0.031xV a w przypadku włókien poliakrylonitrylowych: • dla 6 mm: ζs = 1−0.036xV, • dla 12 mm: ζs = 1−0.046xV Z powyższych relacji wynika, że maksymalne zmniejszenie gęstości pozornej uzyskano dla 12 mm włókien poliakrylonitrylowych: o 4.6% dla objętościowego udziału włókien rzędu 1% [10].
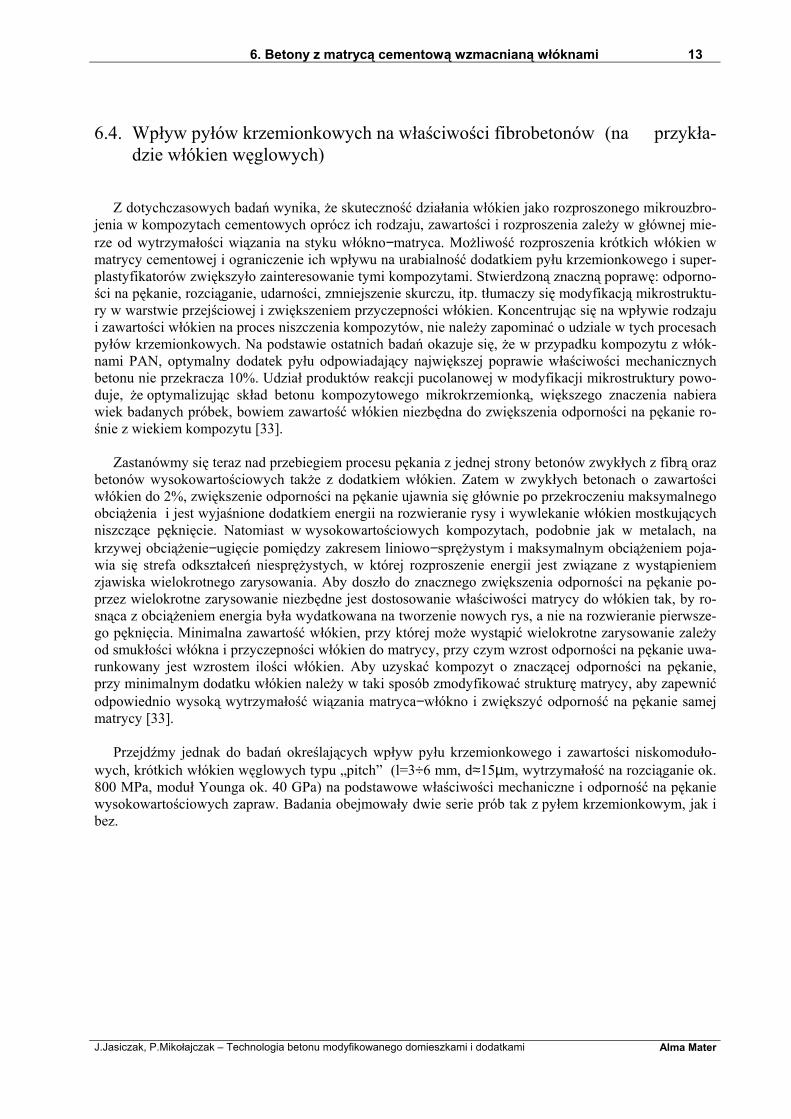
6. Betony z matrycą cementową wzmacnianą włóknami 13
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
6.4. Wpływ pyłów krzemionkowych na właściwości fibrobetonów (na przykła-
dzie włókien węglowych) Z dotychczasowych badań wynika, że skuteczność działania włókien jako rozproszonego mikrouzbro-jenia w kompozytach cementowych oprócz ich rodzaju, zawartości i rozproszenia zależy w głównej mie-rze od wytrzymałości wiązania na styku włókno−matryca. Możliwość rozproszenia krótkich włókien w matrycy cementowej i ograniczenie ich wpływu na urabialność dodatkiem pyłu krzemionkowego i super-plastyfikatorów zwiększyło zainteresowanie tymi kompozytami. Stwierdzoną znaczną poprawę: odporno-ści na pękanie, rozciąganie, udarności, zmniejszenie skurczu, itp. tłumaczy się modyfikacją mikrostruktu-ry w warstwie przejściowej i zwiększeniem przyczepności włókien. Koncentrując się na wpływie rodzaju i zawartości włókien na proces niszczenia kompozytów, nie należy zapominać o udziale w tych procesach pyłów krzemionkowych. Na podstawie ostatnich badań okazuje się, że w przypadku kompozytu z włók-nami PAN, optymalny dodatek pyłu odpowiadający największej poprawie właściwości mechanicznych betonu nie przekracza 10%. Udział produktów reakcji pucolanowej w modyfikacji mikrostruktury powo-duje, że optymalizując skład betonu kompozytowego mikrokrzemionką, większego znaczenia nabiera wiek badanych próbek, bowiem zawartość włókien niezbędna do zwiększenia odporności na pękanie ro-śnie z wiekiem kompozytu [33]. Zastanówmy się teraz nad przebiegiem procesu pękania z jednej strony betonów zwykłych z fibrą oraz betonów wysokowartościowych także z dodatkiem włókien. Zatem w zwykłych betonach o zawartości włókien do 2%, zwiększenie odporności na pękanie ujawnia się głównie po przekroczeniu maksymalnego obciążenia i jest wyjaśnione dodatkiem energii na rozwieranie rysy i wywlekanie włókien mostkujących niszczące pęknięcie. Natomiast w wysokowartościowych kompozytach, podobnie jak w metalach, na krzywej obciążenie−ugięcie pomiędzy zakresem liniowo−sprężystym i maksymalnym obciążeniem poja-wia się strefa odkształceń niesprężystych, w której rozproszenie energii jest związane z wystąpieniem zjawiska wielokrotnego zarysowania. Aby doszło do znacznego zwiększenia odporności na pękanie po-przez wielokrotne zarysowanie niezbędne jest dostosowanie właściwości matrycy do włókien tak, by ro-snąca z obciążeniem energia była wydatkowana na tworzenie nowych rys, a nie na rozwieranie pierwsze-go pęknięcia. Minimalna zawartość włókien, przy której może wystąpić wielokrotne zarysowanie zależy od smukłości włókna i przyczepności włókien do matrycy, przy czym wzrost odporności na pękanie uwa-runkowany jest wzrostem ilości włókien. Aby uzyskać kompozyt o znaczącej odporności na pękanie, przy minimalnym dodatku włókien należy w taki sposób zmodyfikować strukturę matrycy, aby zapewnić odpowiednio wysoką wytrzymałość wiązania matryca−włókno i zwiększyć odporność na pękanie samej matrycy [33]. Przejdźmy jednak do badań określających wpływ pyłu krzemionkowego i zawartości niskomoduło-wych, krótkich włókien węglowych typu „pitch” (l=3÷6 mm, d≈15µm, wytrzymałość na rozciąganie ok. 800 MPa, moduł Younga ok. 40 GPa) na podstawowe właściwości mechaniczne i odporność na pękanie wysokowartościowych zapraw. Badania obejmowały dwie serie prób tak z pyłem krzemionkowym, jak i bez.
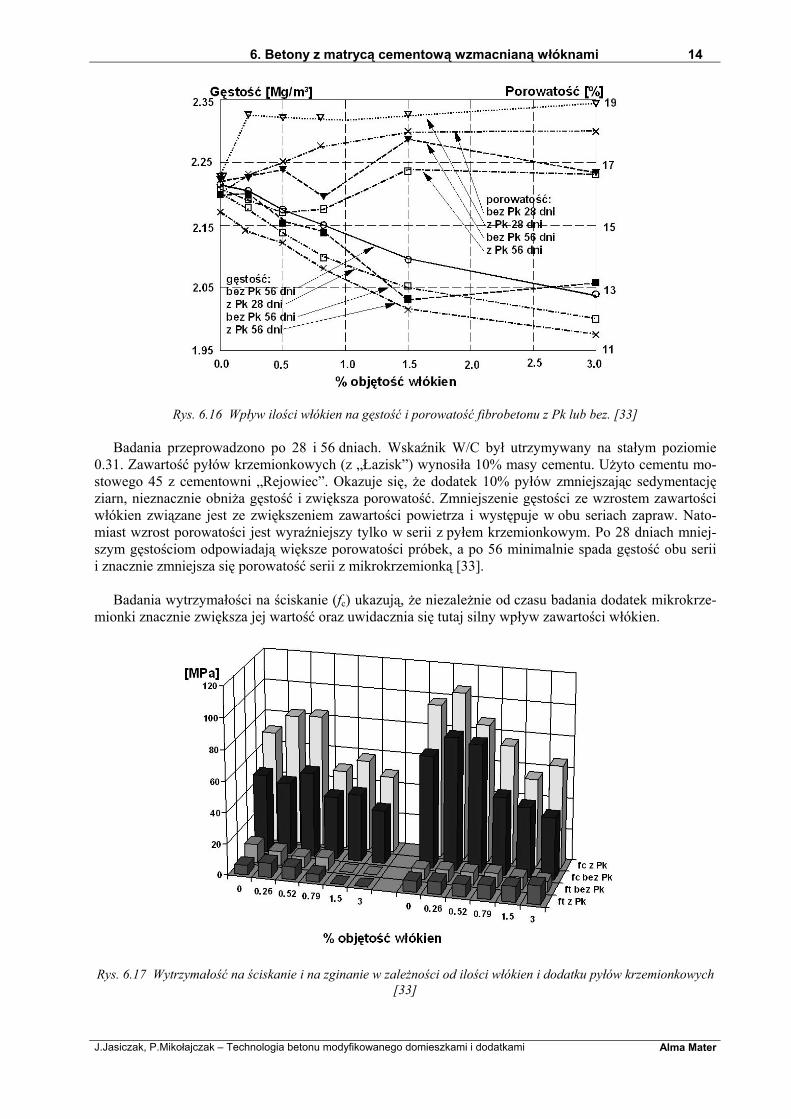
6. Betony z matrycą cementową wzmacnianą włóknami 14
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 6.16 Wpływ ilości włókien na gęstość i porowatość fibrobetonu z Pk lub bez. [33]
Badania przeprowadzono po 28 i 56 dniach. Wskaźnik W/C był utrzymywany na stałym poziomie 0.31. Zawartość pyłów krzemionkowych (z „Łazisk”) wynosiła 10% masy cementu. Użyto cementu mo-stowego 45 z cementowni „Rejowiec”. Okazuje się, że dodatek 10% pyłów zmniejszając sedymentację ziarn, nieznacznie obniża gęstość i zwiększa porowatość. Zmniejszenie gęstości ze wzrostem zawartości włókien związane jest ze zwiększeniem zawartości powietrza i występuje w obu seriach zapraw. Nato-miast wzrost porowatości jest wyraźniejszy tylko w serii z pyłem krzemionkowym. Po 28 dniach mniej-szym gęstościom odpowiadają większe porowatości próbek, a po 56 minimalnie spada gęstość obu serii i znacznie zmniejsza się porowatość serii z mikrokrzemionką [33]. Badania wytrzymałości na ściskanie (fc) ukazują, że niezależnie od czasu badania dodatek mikrokrze-mionki znacznie zwiększa jej wartość oraz uwidacznia się tutaj silny wpływ zawartości włókien.
Rys. 6.17 Wytrzymałość na ściskanie i na zginanie w zależności od ilości włókien i dodatku pyłów krzemionkowych [33]

6. Betony z matrycą cementową wzmacnianą włóknami 15
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
W serii z mikrokrzemionką słabo zaznaczone maksimum wytrzymałości na ściskanie występuje przy zawartości włókien 0.26÷0.52%, której odpowiada największy wzrost porowatości mierzonej po 28 dniach. Po 56 dniach to maksimum przesuwa się w kierunku najmniejszej zawartości włókien: 0.26%. Badając wytrzymałość na zginanie po 28 dniach stwierdza się jej wyraźny spadek wskutek dodania mi-krokrzemionki, a dodanie włókien podnosi jej wartość. W serii bez pyłu zawartość włókien praktycznie nie wywiera wpływu na wytrzymałość na zginanie. Niewielki wpływ włókien na wytrzymałość na zgina-nie, przy znacznym zmniejszeniu wytrzymałości na ściskanie zwiększa stosunek ft / fc. W przypadku serii z pyłem zwiększenie kruchości kompozytów następuje wraz ze zwiększeniem wytrzymałości na ściska-nie. Jak widać na wykresach 6.18 w obu seriach powierzchnie pod krzywymi, na podstawie których wy-znaczono całkowitą energię pękania (Wtet) jako miarę odporności na pękanie, w badanym zakresie zwięk-szają się ze wzrostem zawartości włókien. Z relacji między całkowitą energią pękania, a zawartością objętościową włókien wynika, że w serii z pyłem krzemionkowym wyraźnie zwiększa się odporność na pękanie po 28 dniach już przy 0.79% włó-kien i zmniejsza się prawie o połowę po 56 dniach [33].
Rys. 6.18 Krzywe określające całkowitą energię pękania [33] Fakt, że o energii zarysowania decyduje matryca wyjaśnia dlaczego przy zwiększeniu wytrzymałości matrycy i przyczepności włókien przez dodanie pyłu krzemionkowego, wzrost odporności na pękanie mechanizmem wielokrotnego zarysowania pojawia się przy odpowiednio większej zawartości włókien, przy której zmniejsza się prawdopodobieństwo ich pękania. Ustalono, że minimalna zawartość włókien niezbędna do zwiększenia odporności na pękanie mechani-zmem wielokrotnego zarysowania wyznaczona po 28 dniach dla serii z pyłem wynosi 1%, natomiast po 56 dniach ok. 1.5%. Gdy nie dodamy mikrokrzemionki, wówczas niezależnie od zawartości włókien, ze względu na ich stałe powiązanie z matrycą zwiększenie energii pękania wielokrotnym zarysowaniem nie występuje. W próbkach o największej odporności na pękanie i względnie małej wytrzymałości na ściska-nie, część energii jest wydatkowana na pękanie włókien. Duża przyczepność włókien do matrycy oraz przykłady możliwych mechanizmów wydatkowania energii w procesie niszczenia kompozytu o największej odporności na pękanie wykazuje, że wypadkowy efekt wzrostu odporności na pękanie wy-sokowartościowych matryc z rozproszonym uzbrojeniem można zwiększyć głównie ograniczeniem pęka-nia włókien.
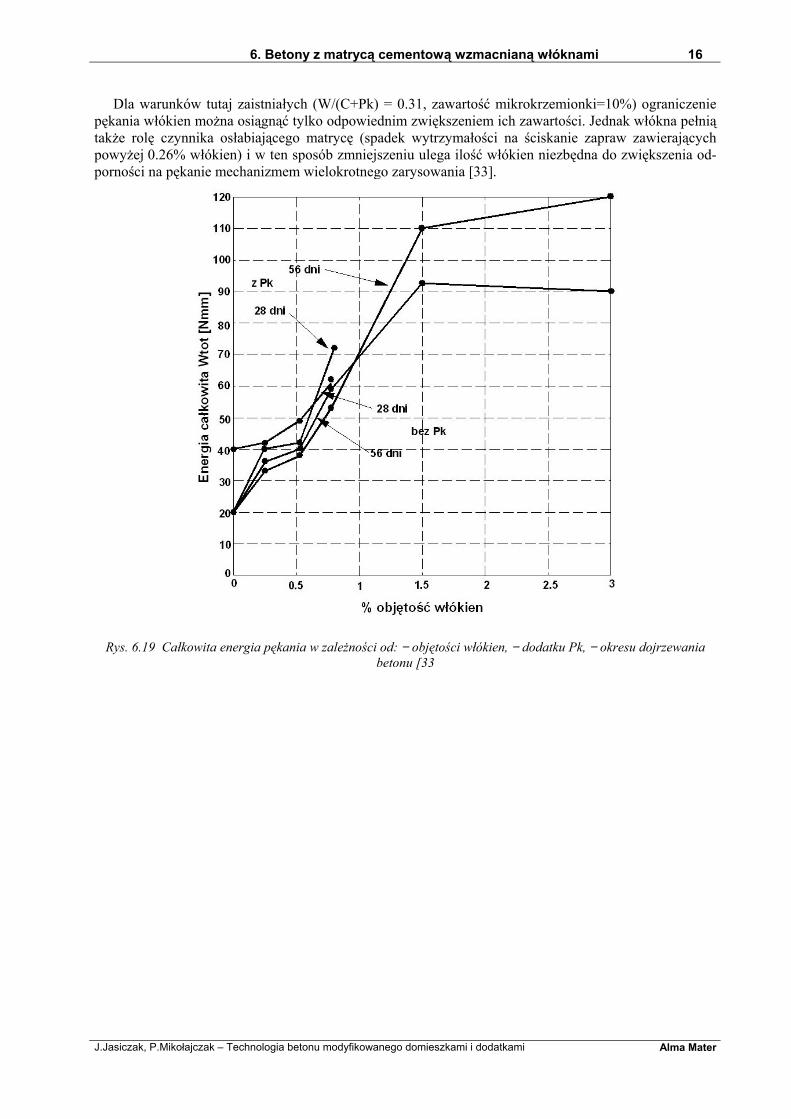
6. Betony z matrycą cementową wzmacnianą włóknami 16
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Dla warunków tutaj zaistniałych (W/(C+Pk) = 0.31, zawartość mikrokrzemionki=10%) ograniczenie pękania włókien można osiągnąć tylko odpowiednim zwiększeniem ich zawartości. Jednak włókna pełnią także rolę czynnika osłabiającego matrycę (spadek wytrzymałości na ściskanie zapraw zawierających powyżej 0.26% włókien) i w ten sposób zmniejszeniu ulega ilość włókien niezbędna do zwiększenia od-porności na pękanie mechanizmem wielokrotnego zarysowania [33].
Rys. 6.19 Całkowita energia pękania w zależności od: − objętości włókien, − dodatku Pk, − okresu dojrzewania betonu [33

7. Możliwości zastosowań w praktyce betonów o podwyższonych właściwościach 1
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
7. Możliwości zastosowań w praktyce betonów o podwyższonych
właściwościach 7.1 Wprowadzenie do zagadnienia W budownictwie betonowym stosowanie betonów o wysokiej wytrzymałości ma już półwieczną tra-dycję. Początki związane są przede wszystkim z konstrukcjami sprężanymi struno− i kablobetonowymi, które dla lepszego wykorzystania cech wytrzymałościowych stali sprężającej oraz zmniejszenia strat sprężenia muszą być wykonywane z betonów o wytrzymałości średniej ponad 40 MPa. Ta właśnie wy-trzymałość była przez lata granicą między betonami konstrukcyjnymi zwykłymi i wysokowytrzymałymi. Zastosowanie betonów wysokowartościowych do dużo bardziej rozpowszechnionych konstrukcji żelbe-towych było aż do lat 60−tych naszego stulecia raczej sporadyczne. Przyczyn takiego stanu rzeczy należy się dopatrywać w dobrej współpracy betonów zwykłych ze stalą miękką przy różnych stanach wytężenia konstrukcji. Znaczący był fakt, iż w większości przypadków wytrzymałość betonu była wystarczająca do przeniesienia działających obciążeń. Dla silnie obciążonych budynków przyjmowano, że optymalnym rozwiązaniem, jest stosowanie do wysokości ok. 20−tej kondygnacji szkieletu żelbetowego, a powyżej stalowego. Z biegiem czasu dostrze-żono, że rozwiązania te są jednak obarczone pewnymi mankamentami, do których należy zaliczyć nastę-pujące czynniki: • małą trwałość konstrukcji z betonów zwykłych w warunkach coraz bardziej skażonego środowi-
ska, • małą odporność ogniową konstrukcji stalowych oraz dużych kosztów ich zabezpieczeń, • relatywnie wysokie ceny konstrukcji stalowych w stosunku do konstrukcji żelbetowych [14]. Czynniki te oraz wysoki stopień rozwoju gospodarczego warunkujący rozwój nowych technologii w budownictwie w najbardziej uprzemysłowionych krajach świata wpłynęły na zmianę trendów w budow-nictwie, w dziedzinie technologii betonowych stosowanych np. w budowlach wysokich. W liczących się metropoliach świata wysokie ceny gruntów spowodowały dążność do wznoszenia coraz wyższych bu-dowli. W innej dziedzinie eksploatacja złóż ropy naftowej z dna mórz spowodowała rozwój potężnych konstrukcji platform wydobywczych typu „off−shore”, co miało znaczący wpływ na poszukiwanie no-wych generacji betonów wysokowartościowych. Do początku lat 80-tych wysoką wytrzymałość betonu uzyskiwano głównie przez staranny dobór tradycyjnych składników betonu (cement, kruszywo, dodatki i domieszki) oraz stosowanie odpowiednich technik zagęszczania mieszanki. Z początkiem lat 80−tych pojawia się nowa generacja betonów wysokowartościowych z dodatkiem pyłów krzemionkowych oraz superplastyfikatorów. W ten sposób możliwe okazało się uzyskanie tworzywa o znacznie zwiększonej wytrzymałości, małej nasiąkliwości i wodoprzepuszczalności oraz dużej mrozoodporności, co w efekcie składa się na znacznie większą trwałość tego materiału [14]. W dynamicznym rozwoju w tej dziedzinie przeszkadza brak podstaw normatywnych i zaleceń do ob-liczania konstrukcji z BWW. Dla przykładu wystarczy stwierdzić, iż na polskim gruncie ekstrapolacja dotychczasowych przepisów zawartych w normach PN−84/B−03264 i PN−88/B−06250, których tablice kończą się na klasie B−50, jest co najmniej ryzykowna. Zwłaszcza w sytuacji, gdy dane dla B40 i B50 budzą już pewne wątpliwości. Niewiele więcej prezentują Eurocode 2 (C 50/60) i projekt PN−ENV 1992. Najlepszym źródłem są dziś normy skandynawskie, głównie norweska NS 3473−1989, gdyż dotyczy be-tonów wysokowartościowych do B120 (czyli C105) [2]. Ilustracją tych słów niech będzie realizacja bu-dynku biurowca bankowego we Frankfurcie nad Menem (z betonu B85), albowiem konieczne tu było specjalne zezwolenie władz nadzoru budowlanego wskutek wykraczania poza obowiązujące normy. Mia-ło to miejsce w 1992 roku [3]. Trzeba także obiektywnie stwierdzić, że dotychczasowe coraz bardziej powszechne zastosowania fibrobetonu na świecie są także oparte w znacznie większym stopniu na wyni-kach poprzedzających je badań eksperymentalnych i na doświadczeniu inżynierskim, niż na analizach teoretycznych. Wynika to głównie ze złożonej struktury tego kompozytu i jego cech, odmiennych od konwencjonalnego betonu [60].

7. Możliwości zastosowań w praktyce betonów o podwyższonych właściwościach 2
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Zastanówmy się chwilę nad celowością stosowania betonów wysokowartościowych z punktu widzenia ekonomicznego. Betony te są niewątpliwie droższe od tradycyjnych, ale różnice kosztów nie przekraczają kilkudziesięciu procent. Niemniej wykonane z nich konstrukcje mogą okazać się tańsze od takich samych z materiałów o gorszych właściwościach [8]. Jest to podyktowane znacznymi oszczędnościami w ogólnej kubaturze budowli ze względu na możliwość zmniejszenia przekroju elementów, ponadto stosując beton o dużej wytrzymałości do silnie obciążonych elementów ściskanych możemy zaoszczędzić istotne ilości zbrojenia. Niebagatelne znaczenie ma także w dłuższej perspektywie czasu podniesienie trwałości wyko-nywanych elementów i konstrukcji w porównaniu z alternatywnymi rozwiązaniami z betonów konwen-cjonalnych [25,60]. Koszt materiału stanowi tutaj typowe z punktu widzenia optymalizacyjnego kryterium konfliktowe. Albowiem podwyższenie wytrzymałości materiału, jego trwałości i urabialności podnosi cenę samego materiału, jednakże może pogorszyć inne właściwości mechaniczne i użytkowe. Dla przykładu zwiększe-nie wytrzymałości na ściskanie może łączyć się ze zwiększeniem kruchości materiału i zmniejszeniem krytycznych wartości mechaniki pękania, lepsza urabialność może wiązać się z pogorszeniem trwałości betonu, itd [8]. W dobie dominacji parametrów ekonomicznych stosowanie poszczególnych dodatków w zakresie modyfikacji właściwości betonu, podporządkowane powinno być efektywności ekonomicznej. Wstępnie ocenić ją można na podstawie empirycznie ustalonej nierówności uwzględniającej możliwość uzyskania tej samej wytrzymałości na ściskanie po 28 dniach dla betonów o tej samej konsystencji i urabialności, bez wzrostu kosztów 1 m3. Naturalnie dotyczy to betonów z tych samych składników głównych (cement, kruszywo):
kx
x kk
x kk
kc
m d
d
c d
d
cm( . . )0 35 1351
1
2
2
+ ⋅ − ≥
gdzie: • xm − dodatek mikrokrzemionki w stosunku do masy cementu, • xd1 − wielkość dotychczas stosowanego dodatku lub domieszki do betonu (porównawczego) w stosunku do masy cementu, • xd2 − wielkość obowiązkowo stosowanego superupłynniacza w betonach z mikrokrzemionką w stosunku do masy cementu, • kc,d1,d2,m − koszt pozyskania 1 kg (cena, transport, praca i koszty
dodatkowych urządzeń przechowujących i dozujących), odpowiednio: cementu, dodatków lub domieszek, mikrokrzemionki.
W przypadku niespełnienia warunku nierówności należy wykonać doświadczalny test porównawczy pod kątem zespołu badanych właściwości uznanych za decydujące w warunkach pracy konstrukcji [54]. Wracając do głównego nurtu omawianych tutaj zagadnień zwróćmy uwagę na kierunki zastosowań BWW u liderów w tej dziedzinie w kontekście sytuacji jaka panuje w tym zakresie w rodzimym budownictwie. Największy rozwój badań i zastosowań praktycznych BWW i BBWW notuje się w Norwegii, USA, Japonii, Kanadzie, Francji, Szwecji. Jak już wspomniano najlepiej rozwiniętymi podstawami normatywnymi legitymuje się Norwegia i tam też imponujące są osiągnięcia w zastosowaniach BWW. Największe obiekty: konstrukcje platform wiertniczych, sięgające już obecnie 345 m poniżej poziomu morza (platforma Heidrun), a projektowane już do głębokości 450 m, wykonuje się z betonów C80, a coraz częściej z LC70 (z lekkim kruszywem LECA ze spiekanych glin). Podobnie godne uwagi są osiągnięcia norweskie w zakresie mostownictwa, np. przęsło mostu podwie-szonego „Skarnsundet” legitymuje się rozpiętością 530 m [3,14]. W tej dziedzinie intensywny postęp na-stąpił we Francji, gdzie w ostatnich latach wybudowano kilka dużych konstrukcji mostowych z betonów > B60, w tym także obiekty o niekonwencjonalnym rozwiązaniu, np. wiadukt „Sylaus” (1268 m długo-ści). To właśnie francuski most „Normandie” szczyci się najdłuższą rozpiętością przęsła środkowego (856 m) [60]. Ale już np. w przypadku nawierzchni drogowych z betonu prymat znów przypada Norwe-gom, gdzie beton C120 jest już stosunkowo powszechny. Jedynie w dziedzinie wysokiego budownictwa miejskiego, wobec zamiłowania Norwegów do obiektów niskich, oddali inicjatywę w tym polu USA i Japonii, a w Europie Niemcom [8]. Nieco więcej informacji na temat zastosowania BWW w budynkach wysokich zostanie przedstawionych w ostatnim punkcie tego rozdziału. Przechodząc na krajowy grunt w zakresie realizacji konstrukcji z BWW należy stwierdzić, że w tej dziedzinie nasze opóźnienie techniczne w stosunku do najbardziej rozwiniętych krajów świata wynosi
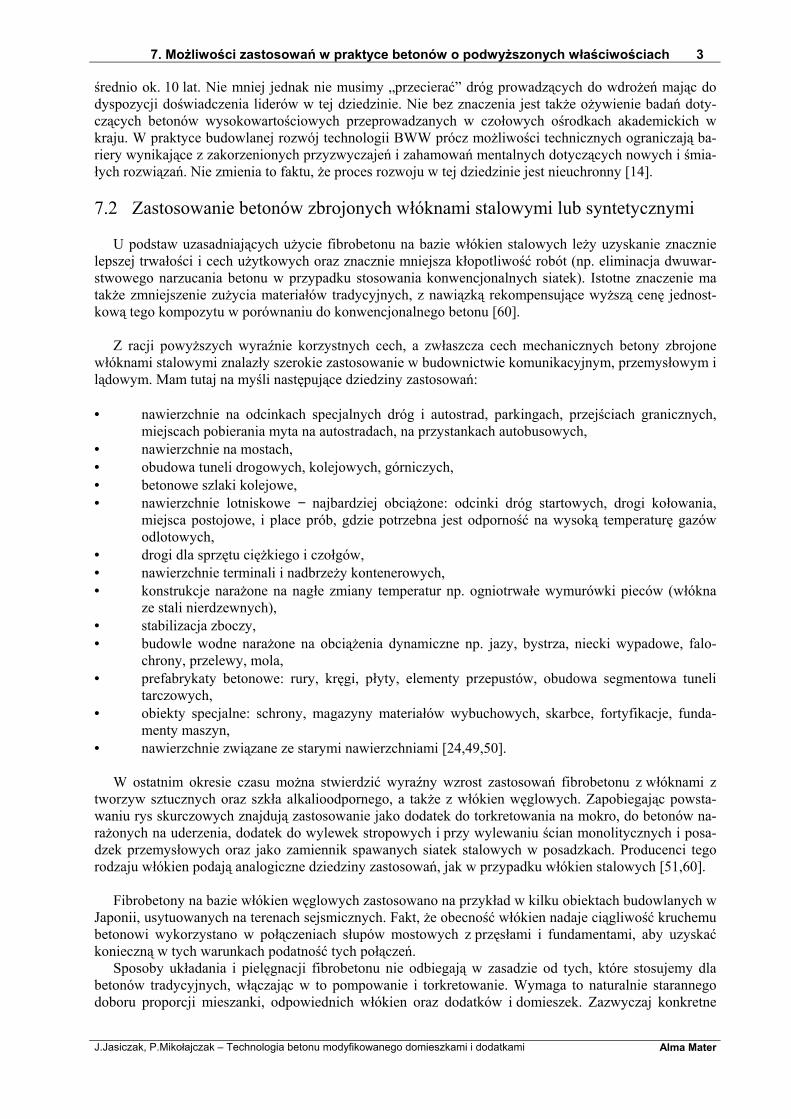
7. Możliwości zastosowań w praktyce betonów o podwyższonych właściwościach 3
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
średnio ok. 10 lat. Nie mniej jednak nie musimy „przecierać” dróg prowadzących do wdrożeń mając do dyspozycji doświadczenia liderów w tej dziedzinie. Nie bez znaczenia jest także ożywienie badań doty-czących betonów wysokowartościowych przeprowadzanych w czołowych ośrodkach akademickich w kraju. W praktyce budowlanej rozwój technologii BWW prócz możliwości technicznych ograniczają ba-riery wynikające z zakorzenionych przyzwyczajeń i zahamowań mentalnych dotyczących nowych i śmia-łych rozwiązań. Nie zmienia to faktu, że proces rozwoju w tej dziedzinie jest nieuchronny [14]. 7.2 Zastosowanie betonów zbrojonych włóknami stalowymi lub syntetycznymi U podstaw uzasadniających użycie fibrobetonu na bazie włókien stalowych leży uzyskanie znacznie lepszej trwałości i cech użytkowych oraz znacznie mniejsza kłopotliwość robót (np. eliminacja dwuwar-stwowego narzucania betonu w przypadku stosowania konwencjonalnych siatek). Istotne znaczenie ma także zmniejszenie zużycia materiałów tradycyjnych, z nawiązką rekompensujące wyższą cenę jednost-kową tego kompozytu w porównaniu do konwencjonalnego betonu [60]. Z racji powyższych wyraźnie korzystnych cech, a zwłaszcza cech mechanicznych betony zbrojone włóknami stalowymi znalazły szerokie zastosowanie w budownictwie komunikacyjnym, przemysłowym i lądowym. Mam tutaj na myśli następujące dziedziny zastosowań: • nawierzchnie na odcinkach specjalnych dróg i autostrad, parkingach, przejściach granicznych,
miejscach pobierania myta na autostradach, na przystankach autobusowych, • nawierzchnie na mostach, • obudowa tuneli drogowych, kolejowych, górniczych, • betonowe szlaki kolejowe, • nawierzchnie lotniskowe − najbardziej obciążone: odcinki dróg startowych, drogi kołowania,
miejsca postojowe, i place prób, gdzie potrzebna jest odporność na wysoką temperaturę gazów odlotowych,
• drogi dla sprzętu ciężkiego i czołgów, • nawierzchnie terminali i nadbrzeży kontenerowych, • konstrukcje narażone na nagłe zmiany temperatur np. ogniotrwałe wymurówki pieców (włókna
ze stali nierdzewnych), • stabilizacja zboczy, • budowle wodne narażone na obciążenia dynamiczne np. jazy, bystrza, niecki wypadowe, falo-
chrony, przelewy, mola, • prefabrykaty betonowe: rury, kręgi, płyty, elementy przepustów, obudowa segmentowa tuneli
tarczowych, • obiekty specjalne: schrony, magazyny materiałów wybuchowych, skarbce, fortyfikacje, funda-
menty maszyn, • nawierzchnie związane ze starymi nawierzchniami [24,49,50]. W ostatnim okresie czasu można stwierdzić wyraźny wzrost zastosowań fibrobetonu z włóknami z tworzyw sztucznych oraz szkła alkalioodpornego, a także z włókien węglowych. Zapobiegając powsta-waniu rys skurczowych znajdują zastosowanie jako dodatek do torkretowania na mokro, do betonów na-rażonych na uderzenia, dodatek do wylewek stropowych i przy wylewaniu ścian monolitycznych i posa-dzek przemysłowych oraz jako zamiennik spawanych siatek stalowych w posadzkach. Producenci tego rodzaju włókien podają analogiczne dziedziny zastosowań, jak w przypadku włókien stalowych [51,60]. Fibrobetony na bazie włókien węglowych zastosowano na przykład w kilku obiektach budowlanych w Japonii, usytuowanych na terenach sejsmicznych. Fakt, że obecność włókien nadaje ciągliwość kruchemu betonowi wykorzystano w połączeniach słupów mostowych z przęsłami i fundamentami, aby uzyskać konieczną w tych warunkach podatność tych połączeń. Sposoby układania i pielęgnacji fibrobetonu nie odbiegają w zasadzie od tych, które stosujemy dla betonów tradycyjnych, włączając w to pompowanie i torkretowanie. Wymaga to naturalnie starannego doboru proporcji mieszanki, odpowiednich włókien oraz dodatków i domieszek. Zazwyczaj konkretne

7. Możliwości zastosowań w praktyce betonów o podwyższonych właściwościach 4
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
zastosowanie jest poprzedzone próbami i badaniami, aby uzyskać założone efekty przy minimalnych kosztach materiałowych [60]. Na szczególną uwagę zasługuje szerokie zastosowanie fibrobetonu w postaci torkretu. Tak więc np. Skandynawowie ponad 70% robót torkretowych wykonują z zastosowaniem włókien. Wynik ten jest po-dyktowany zaletami betonów tak modyfikowanych, o których już wspomniano (eliminacja siatek, zmniejszenie strat materiału, niższa pracochłonność). Najczęściej jest stosowana metoda „na mokro”. W Japonii, z uwagi na szczególnie częste zastosowanie fibrobetonów do torkretowania (głównie do budowy tuneli), opracowano w latach 80−tych metodę łączącą zalety metod „suchej” i „mokrej” [60]. Przejdźmy do zastosowań fibrobetonu na gruncie krajowym. Od drugiej połowy lat 60−tych zastoso-wano ten modyfikowany beton do obudowy wyrobisk górniczych, czy też do budowy i naprawy funda-mentów pod młoty udarowe. Nie były to jednak działania na szeroką skalę, lecz raczej incydentalne.
Rys. 7.1 Główne kierunki zastosowań fibrobetonu z Japonii [60] Ostatnio fibrobeton zastosowano jako warstwę ochronno−spadkową w moście kolejowym oraz do bu-dowy płyty podtorowej w warszawskim metrze. Zastosowano tutaj włókna polipropylenowe, aby położyć ponad 500 m podtorzy, nie narażonych na pęknięcia i rysy skurczowe betonu [23]. Główną dziedziną za-stosowań w Polsce betonów zbrojonych włóknami są posadzki przemysłowe. Jednak zainteresowanie fibrobetonem jest u nas w sensie aplikacyjnym dość ograniczone, co pozostaje w wyraźnej sprzeczności z tendencjami światowymi. Obserwacja tendencji rozwojowych pozwala przypuszczać, że skala zastosowań różnych odmian fi-brobetonu będzie w najbliższych latach wzrastać. Pewne sygnały wzrostu zainteresowania tym kompozy-tem można zauważyć i w Polsce. Dobrze pojęta analiza ekonomiczna wskazuje, że jest to materiał przy-noszący wymierne oszczędności konstrukcyjne i eksploatacyjne. Teza ta znajduje swe potwierdzenie w zastosowaniach w krajach uprzemysłowionych, o ugruntowanej gospodarce rynkowej. 7.3 Zastosowanie betonów modyfikowanych mikrokrzemionką i superplastyfika-
torami − betonów wysokowartościowych 7.3.1 Dziedziny podstawowych zastosowań
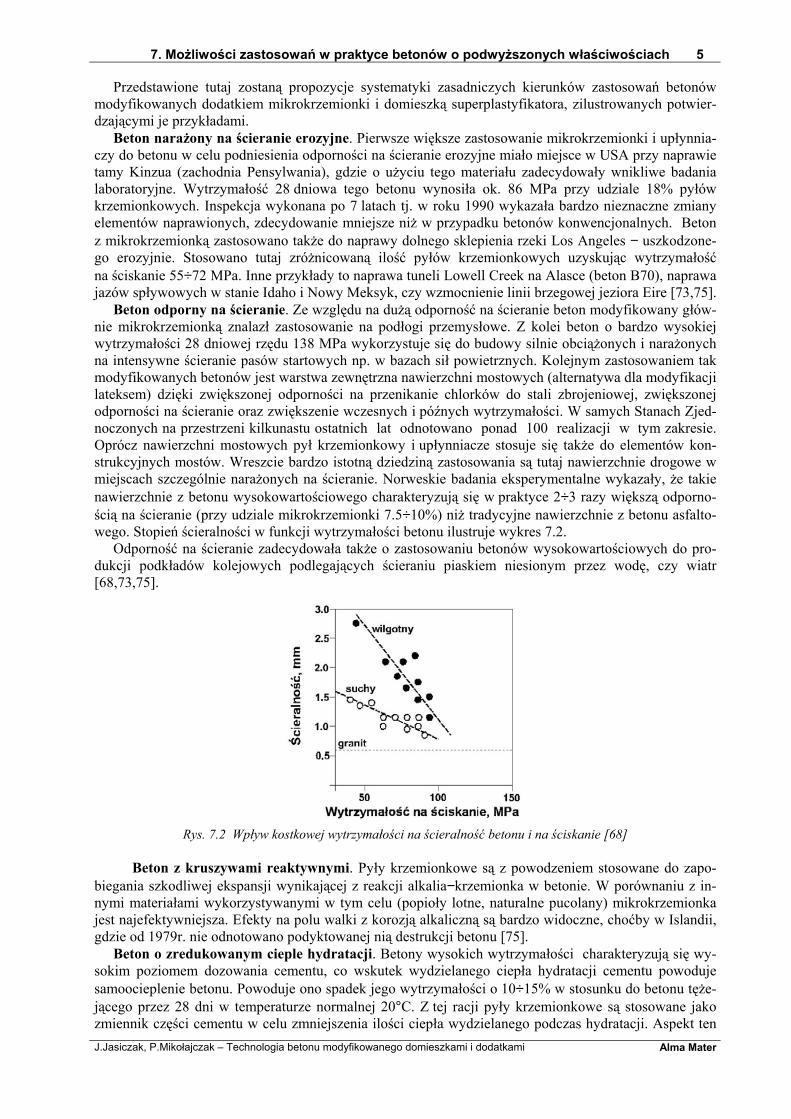
7. Możliwości zastosowań w praktyce betonów o podwyższonych właściwościach 5
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Przedstawione tutaj zostaną propozycje systematyki zasadniczych kierunków zastosowań betonów modyfikowanych dodatkiem mikrokrzemionki i domieszką superplastyfikatora, zilustrowanych potwier-dzającymi je przykładami. Beton narażony na ścieranie erozyjne. Pierwsze większe zastosowanie mikrokrzemionki i upłynnia-czy do betonu w celu podniesienia odporności na ścieranie erozyjne miało miejsce w USA przy naprawie tamy Kinzua (zachodnia Pensylwania), gdzie o użyciu tego materiału zadecydowały wnikliwe badania laboratoryjne. Wytrzymałość 28 dniowa tego betonu wynosiła ok. 86 MPa przy udziale 18% pyłów krzemionkowych. Inspekcja wykonana po 7 latach tj. w roku 1990 wykazała bardzo nieznaczne zmiany elementów naprawionych, zdecydowanie mniejsze niż w przypadku betonów konwencjonalnych. Beton z mikrokrzemionką zastosowano także do naprawy dolnego sklepienia rzeki Los Angeles − uszkodzone-go erozyjnie. Stosowano tutaj zróżnicowaną ilość pyłów krzemionkowych uzyskując wytrzymałość na ściskanie 55÷72 MPa. Inne przykłady to naprawa tuneli Lowell Creek na Alasce (beton B70), naprawa jazów spływowych w stanie Idaho i Nowy Meksyk, czy wzmocnienie linii brzegowej jeziora Eire [73,75]. Beton odporny na ścieranie. Ze względu na dużą odporność na ścieranie beton modyfikowany głów-nie mikrokrzemionką znalazł zastosowanie na podłogi przemysłowe. Z kolei beton o bardzo wysokiej wytrzymałości 28 dniowej rzędu 138 MPa wykorzystuje się do budowy silnie obciążonych i narażonych na intensywne ścieranie pasów startowych np. w bazach sił powietrznych. Kolejnym zastosowaniem tak modyfikowanych betonów jest warstwa zewnętrzna nawierzchni mostowych (alternatywa dla modyfikacji lateksem) dzięki zwiększonej odporności na przenikanie chlorków do stali zbrojeniowej, zwiększonej odporności na ścieranie oraz zwiększenie wczesnych i późnych wytrzymałości. W samych Stanach Zjed-noczonych na przestrzeni kilkunastu ostatnich lat odnotowano ponad 100 realizacji w tym zakresie. Oprócz nawierzchni mostowych pył krzemionkowy i upłynniacze stosuje się także do elementów kon-strukcyjnych mostów. Wreszcie bardzo istotną dziedziną zastosowania są tutaj nawierzchnie drogowe w miejscach szczególnie narażonych na ścieranie. Norweskie badania eksperymentalne wykazały, że takie nawierzchnie z betonu wysokowartościowego charakteryzują się w praktyce 2÷3 razy większą odporno-ścią na ścieranie (przy udziale mikrokrzemionki 7.5÷10%) niż tradycyjne nawierzchnie z betonu asfalto-wego. Stopień ścieralności w funkcji wytrzymałości betonu ilustruje wykres 7.2. Odporność na ścieranie zadecydowała także o zastosowaniu betonów wysokowartościowych do pro-dukcji podkładów kolejowych podlegających ścieraniu piaskiem niesionym przez wodę, czy wiatr [68,73,75].
Rys. 7.2 Wpływ kostkowej wytrzymałości na ścieralność betonu i na ściskanie [68]
Beton z kruszywami reaktywnymi. Pyły krzemionkowe są z powodzeniem stosowane do zapo-biegania szkodliwej ekspansji wynikającej z reakcji alkalia−krzemionka w betonie. W porównaniu z in-nymi materiałami wykorzystywanymi w tym celu (popioły lotne, naturalne pucolany) mikrokrzemionka jest najefektywniejsza. Efekty na polu walki z korozją alkaliczną są bardzo widoczne, choćby w Islandii, gdzie od 1979r. nie odnotowano podyktowanej nią destrukcji betonu [75]. Beton o zredukowanym cieple hydratacji. Betony wysokich wytrzymałości charakteryzują się wy-sokim poziomem dozowania cementu, co wskutek wydzielanego ciepła hydratacji cementu powoduje samoocieplenie betonu. Powoduje ono spadek jego wytrzymałości o 10÷15% w stosunku do betonu tęże-jącego przez 28 dni w temperaturze normalnej 20°C. Z tej racji pyły krzemionkowe są stosowane jako zmiennik części cementu w celu zmniejszenia ilości ciepła wydzielanego podczas hydratacji. Aspekt ten
7. Możliwości zastosowań w praktyce betonów o podwyższonych właściwościach 6
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
był decydujący w przypadku zastosowania betonu modyfikowanego mikrokrzemionką na potrzeby mostu Tjorn w Szwecji i tamy Alta w Norwegii [14,75]. Beton odporny na korozję chemiczną. Podwyższona gęstość matrycy zaczynu cementowego przy udziale mikrokrzemionki oraz plastyfikatora, pozwala uzyskać zmniejszoną przepuszczalność betonu, co uodparnia go na wpływ szkodliwych substancji, będąc atutem przy zapobieganiu różnym formom korozji chemicznej. Chociaż zastosowanie pyłów krzemionkowych nie eliminuje całkowicie destrukcji spowo-dowanej działaniem agresywnych czynników chemicznych, to zdecydowanie wydłuża okresy między kolejnymi naprawami. W tego rodzaju zastosowaniach dodatek pyłów krzemionkowych wynosi w grani-cach 10÷18% w stosunku do masy cementu. Szerokie pole zastosowań istnieje tu np. w zakresie posadzek przemysłowych, poddanych działaniom kwasów, w przemyśle chemicznym, spożywczym i in. Jedną z najistotniejszych dziedzin, gdzie możliwości zastosowania betonów wysokowartościowych, modyfiko-wanych mikrokrzemionką i superplastyfikatorami są bardzo szerokie, jest środowisko, w którym zachodzi penetracja jonów chlorkowych. Zredukowana przepuszczalność zmniejsza możliwość przenikania tych jonów wgłąb betonu, co jest w wielu krajach wykorzystywane do walki ze skutkami działania na beton soli odladzających. Szczególne świadectwo dużej odporności na wpływ chlorków daje statek „Crete Jo-ist”, który ponad pół wieku temu osiadł u wybrzeży Norwegii i poddawany jest nieustannie wpływom wody morskiej, mgły i przemarzaniu. Burty ma wykonane z żelbetowych płyt na bazie betonu o wytrzy-małości na ściskanie 75 MPa, a w niektórych żebrach nawet 120 MPa. Mimo tak długiego okresu oddzia-ływania czynników agresywnych zjawiska korozyjne zachodzą tutaj w bardzo niewielkim stopniu, a struktura betonu zachowała się w nadzwyczaj dobrym stanie. Dzięki omawianym tutaj właściwościom betony tak modyfikowane znalazły swe kolejne zastosowania przy budowie parkingów nowych i renowa-cji już istniejących (wyłożenie zewnętrznej warstwy grubości siedemdziesięciu kilku milimetrów, co w zupełności wystarczy zważywszy kilku lub kilkunasto milimetrową przenikalność chlorków przy użyciu mikrokrzemionki rzędu 5÷15%). Z tych samych względów betony wysokiej wytrzymałości znajdują sze-rokie zastosowanie do budowy nawierzchni mostów, które uodparniają na cykle zamarzania i tajania oraz na działanie soli odladzających. Ponadto betony takie stosuje się w różnego rodzaju zbiornikach na sub-stancje chemiczne, gdzie stanowią dodatkowe zabezpieczenie przed ich uwolnieniem [63,68,75]. Betony natryskowe − torkret. O zastosowaniach betonów modyfikowanych pyłem krzemionkowym oraz upłynniaczami decydują takie cechy jak urabialność, kohezyjność, wczesna wytrzymałość, dobra adhezyjność w stosunku do podłoża, niska przenikliwość, trwałość i wysoki poziom wytrzymałości. Spójrzmy dla przykładu jaki efekt dało zastosowanie mieszanek betonowych typu torkret zawierających także pyły krzemionkowe, do kotwiczenia kabli w betonie sprężonym. Torkret z pyłami był łatwiej pom-powalny, a kable zostały sprężone znacznie wcześniej i lepiej niż przy torkrecie bez pyłów. Na rynku amerykańskim są już producenci, w których ofercie znajduje się bezskurczowy beton pompowalny z do-datkiem mikrokrzemionki. Betony natryskowe modyfikowane w sposób tutaj omawiany, znajdują szero-kie zastosowanie do budowy tuneli, tak komunikacyjnych jak i odprowadzających wodę z gór. Prym wiodą tutaj z oczywistych względów takie państwa jak Austria, Szwajcaria, gdzie wykonuje się tunele mające od kilkuset do kilku tysięcy metrów długości [73,75]. Betony o wysokich wczesnych wytrzymałościach. Coraz bardziej docenianą właściwością wysoko-wytrzymałego betonu jest szybki wzrost wytrzymałości. Świadczy o tym wykres 7.3. Beton „in situ” o wysokiej wytrzymałości. Jak wiemy pyły krzemionkowe z dodatkiem odpowied-niej ilości superplastyfikatora są niezbędne do produkcji betonów klasy BWW i BBWW. Znalazły one szerokie zastosowanie przy wznoszeniu budynków wysokich, zwłaszcza w USA, o czym będzie mowa później. Dość powiedzieć, że w Seattle pyły krzemionkowe i upłynniacz zastosowano do wykonania be-tonu o wytrzymałości 131 MPa i module sprężystości 48 GPa [75].

7. Możliwości zastosowań w praktyce betonów o podwyższonych właściwościach 7
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 7.3 Wzrost wytrzymałości dla mieszanki B35 i B105 [68]
Beton prefabrykowany o wysokiej wytrzymałości. Dzięki modyfikacji betonu tak pyłem krzemion-kowym jak i superplastyfikatorami można podnosząc wytrzymałości niektórych elementów betonowych zredukować ich przekroje, co znacznie ułatwia transport i montaż [75]. Analogicznie można potraktować prefabrykowane elementy ramowe dla budowy biurowców, słupy oraz sprężone dźwigary o niewielkich wysokościach [69]. W elementach prefabrykowanych dodatek mikrokrzemionki pozwala uzyskać beton o 18 godzinnej wytrzymałości w granicach 21÷48 MPa. Szybki wzrost wytrzymałości daje możliwość szybkiego i pewnego użycia form. Wykorzystano ten fakt przy budowie parkingu na lotnisku w Montre-alu, do produkcji 3000 elementów prefabrykowanych. Z kolei producenci skarbców stosują beton z mi-krokrzemionką i domieszkami upłynniającymi oraz specjalnym kruszywem dla uzyskania betonów o wy-trzymałości w granicach 83÷138 MPa i wyższej [75]. Zatrzymajmy się chwilę przy tak szczególnym zastosowaniu prefabrykowanych elementów z BWW jak budowa tuneli. W tym przypadku prócz wymagań dotyczących wytrzymałości samego betonu, na pierwszy plan wysuwa się zadanie dużej trwałości w środowisku agresywnym. Obecne tendencje w budowie tuneli to prefabrykacja obudowy przy wymaganiach łatwości produkcji setek tysięcy elementów składowych płaszcza tunelu. W efekcie żąda się betonów o zredukowanym do maksimum stosunku W/C i doskonałej urabialności. Wobec tego odpowiednio modyfikowane betony wysokowartościowe znalazły zastosowanie np. w budowie tuneli szybkiej kolei francuskiej TGV wznoszonych w kierunku Atlantyku, gdzie użyto ponad 50 tys. elementów prefabrykowanych o średniej wytrzymałości betonu 57 MPa. Wysoka wytrzymałość betonu umożliwiła uzyskanie cieńszych elementów obudowy o znacznie zredukowanym ciężarze. Największym przedsięwzięciem budowlanym ostatnich lat była budowa tuneli pod kanałem La Manche. Są to trzy tunele, gdzie największy ma średnicę 7,6 m wykonane na głębokości 90 m pod lustrem wody. Tylko ze strony francuskiej wykonano ponad 200 tys. odcinków o dł. 1.5 m z betonu klasy 45÷55 MPa (stosunek W/C wahał się tutaj od 0.32 do 0.35). Ze względu na zmiany grubości obudowy ze strony angielskiej prefabrykaty miały wyższą średnią wytrzymałość kostkową, bo wynoszącą 75 MPa [11]. Zwróćmy jeszcze uwagę na to, jakie możliwości daje stosowanie betonów wysokowartościowych w odniesieniu do typowych rozwiązań prefabrykowanych, strunobetonowych belek mostowych realizowanych w USA. Możliwe jest więc znaczne zwiększenie rozpiętości przęseł przy zachowaniu standardowych wymiarów przekroju poprzecznego belek. Ponadto możliwa jest znaczna redukcja liczby belek w przęsłach mostowych, ponieważ zwiększenie wytrzymałości betonu pozwala na zwiększenie rozstawu belek w przekroju poprzecznym konstrukcji. Wynikające stąd oszczędności można oszacować na ok. 40%. Ostatecznie większa jest także efektywność sprężania przy wzroście wytrzymałości betonu belek [68]. Jak wykazały doświadczenia holenderskie, w przypadku betonowego mostu na Renie, podniesienie wytrzymałości betonowego łuku z B45 do B80 pozwoliło dzięki zmniejszeniu jego wymiarów na osiągnięcie oszczędności rzędu 1/3 całości nadbudowy [68]. Beton lekki. Modyfikowany beton lekki znajduje coraz szersze zastosowanie w budowlach morskich, mostownictwie (np. w Norwegii wykonano 5 mostów o rozpiętości 220 m każdy z betonu lekkiego z mikrokrzemionką o wytrzymałości 55÷65 MPa), do budowy nawierzchni parkingowych, czy też do produkcji płyt dachowych (Norwegia i Stany Zjednoczone) [75]. Betony do budowli morskich i przybrzeżnych. Jak już opisano wcześniej betony z dodatkiem mi-krokrzemionki i domieszką superplastyfikatora wykazują dużą odporność na penetrację jonów chlorko-wych, co stwarza możliwość ich wykorzystania w budownictwie morskim. Przykładem mogą tu być trzy

7. Możliwości zastosowań w praktyce betonów o podwyższonych właściwościach 8
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
mosty na Jeziorze Słonym. Także torkret z mikrokrzemionką jest stosowany do napraw w środowisku wody morskiej. Kolejnymi zastosowaniami omawianych tutaj betonów mogą być ściany betonowe w elektrowniach wykorzystujących energię ruchu fal morskich do wytwarzania energii elektrycznej. Wreszcie niezwykle istotną dziedziną zastosowań tych betonów są konstrukcje platform przybrzeżnych np. na szelfie kontynentalnym Morza Północnego. Pierwsza z nich Ekofisk−1 stojąca na głębokości 70 m wykonana została z B50. Od tego czasu powstało do dziś 25 platform na tym szelfie o głębokości od 70 do 345 m. Określone minimum 28 dniowej wytrzymałości podniesiono do B75. Co ciekawe decydującym kryterium wyboru mieszanki betonowej jest tutaj urabialność, dopiero na drugim miejscu jest wytrzyma-łość korzystna dla trwałości. Przyczyna leży w znacznym zagęszczeniu zbrojenia utrudniającego dobre zagęszczenie. Zazwyczaj ilość zbrojenia wynosi 300÷500 kg/m3, tylko miejscowo wzrasta do 800÷1000 kg/m3. Dodatkiem do tego jest zabetonowane wyposażenie mechaniczne. Najlepszą urabialność osiągnię-to dla relatywnie niskiego dodatku mikrokrzemionki, rzędu 2÷3% (wyższe zawartości procentowe pro-wadziły do lepkiego betonu utrudniającego deskowanie) [68,75]. Płynne mieszanki betonowe. Poprzez odpowiedni dobór mikrokrzemionki i superplastyfikatora mo-żemy uzyskać beton płynny, co pozwala wyeliminować mechaniczne zagęszczenie mieszanki. Uzysku-jemy ponadto bardzo jednolity beton, pozbawiony defektów strukturalnych. Wysoko wytrzymały beton otwiera nowe perspektywy, zapewniając wysoką plastyczność zaprawy betonowej nawet w zadeskowa-nych, względnie niedostępnych miejscach, jak i w obszarach gęstego uzbrojenia. Wysoka jednolitość i jakość tak zaprojektowanego betonu predystynuje go do wykorzystania w celu wykonania wymagających najwyższej jakości i trwałości fasad, szczególnie tych o bardziej skomplikowanej linii i formie [68].
Rys. 7.4 Zmiany ilości zbrojenia w żelbecie platform. na przestrzeni czasu [68]
7.3.2 Zastosowanie BWW w konstrukcjach szkieletowych 1. Szkielety belkowo−słupowe W klasycznych konstrukcjach szkieletowych, zwłaszcza w przypadku dużych rozpiętości i znacznej liczby kondygnacji, główne ustroje nośne przejmują poważne obciążenia. Efektywne wykorzystanie be-tonu wysokowartościowego w szkieletach belkowo−słupowych (monolitycznych lub prefabrykowanych) dotyczy głównie słupów, a zwłaszcza słupów niższych kondygnacji w budynkach wysokich. W USA oraz Kanadzie znalazły zastosowanie słupy, których wytrzymałość była stopniowana na wysokości obiektu. Prosty typ szkieletu oparty na BWW, stosowany nawet w kilkukondygnacyjnych budynkach to norweski system OHS. Istotny w tym wypadku jest sposób połączenia belek z słupami (na zaczep) powodujący duże koncentracje naprężeń w węzłach, co stanowi o konieczności stosowania tutaj betonów BWW. Po-łączenie takie musi przenieść reakcje od belek do 500 kN [2]. Szersze zastosowanie BWW w szkieletach belkowych, może być efektywne w wypadku konstrukcji zespolonych, w skład których wchodzą prefabrykaty z BWW i wykonane z betonu o przeciętnej wytrzy-

7. Możliwości zastosowań w praktyce betonów o podwyższonych właściwościach 9
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
małości uzupełnienia monolityzujące. Już przy kilkukondygnacyjnym budynku, w którym słupy, belki szkieletu i elementy stropowe wykonane są głównie z betonu o przeciętnej jakości (B20÷B25) z niewiel-kim udziałem elementów sprężonych (B35÷B40), powstające siły wewnętrzne są bardzo wysokie i decy-dują o dużych przekrojach szkieletu, a zwłaszcza słupów. Rośnie zdecydowanie ciężar własny konstruk-cji. Przeprowadzona w tym wypadku analiza wykazała, że przy zachowaniu ogólnego charakteru szkiele-tu, w słupach korzystniej będzie zastosować beton B60. Należy także podnieść wytrzymałość w przypad-ku prefabrykowanych elementów stropowych (do B80). W efekcie przekonstruowania elementów przed-stawianego systemu w wypadku zastosowania BWW jawi się możliwość redukcji ciężaru całego szkieletu o ok. 18%, a przede wszystkim pożądanego ze względów funkcjonalnych zmniejszenia wymiarów prze-kroju słupów i wysokości konstrukcyjnej stropów. Zastosowanie BWW w wysokich lub o dużych roz-stawach podpór szkieletach belkowych wyznacza nowe możliwości rozwiązań, dotąd uznawane za niemal niemożliwe technicznie lub ekonomicznie. Specyficzną grupę stanowić tu będą szkielety o wymaganej dużej podatności poziomej ze względu na wpływy dynamiczne, np. na terenie szkód górniczych. Przykła-dem mogą tutaj być budynki bezścianowe, jak choćby wielopoziomowe parkingi. Konieczne są tutaj słu-py o dużej nośności i o niskiej sztywności zginania, odporne na wielokrotne wpływy poziome. Optymal-nym rozwiązaniem będą tutaj sprężone słupy z betonu o podwyższonych parametrach, które zachowując niewielki przekrój, przeniosą bezpiecznie momenty zginające dzięki sprężeniu, a znaczne siły ściskające właśnie dzięki wysokiej wytrzymałości betonu [2]. 2. Szkielety płytowo−słupowe Już lata 60−te przyniosły pierwsze próby ze szkieletami płytowo-słupowymi o konstrukcji zespolonej, w których prefabrykowane były głowice z betonu wysokiej wytrzymałości, obwodowo sprężane. Inne rozwiązanie zaproponowali Norwegowie w stropach grzybkowych ze słupami i głowicami wykonanymi z BWW. Co ciekawe założono, że słupy będą miały wysokość 3 kondygnacji. W ustrojach płytowo słupo-wych bez głowic fragmenty przypodporowe płyt stropowych są najbardziej wytężone. Duże siły ściskają-ce występują także w słupach niższej kondygnacji. Skłania to do konstruowania szkieletu zespolonego, gdzie słupy i części przypodporowe wykonane będą z betonu wysokowartościowego jako prefabrykaty, a same płyty stropowe, jako monolityczne z betonu zwykłego. W ustrojach płytowo−słupowych wykony-wanych metodą podnoszenia stropów także bardzo wskazane jest wprowadzenie BWW, zwłaszcza w słu-pach. Są one bowiem zazwyczaj prefabrykowane i zwykle mają wysokość kilku kondygnacji. Celowość stosowania w słupach betonu BWW warunkują: • znaczna długość poziomo transportowanych elementów, • sprężenie istotne tak w fazie realizacji jak i eksploatacji, • lokalne osłabienia, wycięcia na obwodzie, • koncentracja sił w miejscach zamocowania płyt stropowych. Konkludując należy stwierdzić, że zastosowany w dotychczasowych realizacjach beton B40 w tego ro-dzaju obiektach jest wystarczający, wszakże wymaga dużych wymiarów przekroju. Pożądana z punktu widzenia ekonomicznego i funkcjonalnego redukcja wymiarów wymaga wprowadzenia betonów wyso-kowartościowych [2]. 7.3.3 Zastosowanie BWW w budynkach wysokich Nierozerwalnie z rozwojem betonów wysokiej jakości wiąże się ich zastosowanie w konstrukcjach nośnych budynków wysokich, dotyczy to zwłaszcza słupów, dla których wysoka wytrzymałość jest za-wartą w projekcie cechą konstrukcyjną. Zredukowane wymiary wąskich słupów w budynkach tych są podyktowane nie tyle względami estetycznymi, co głównie ekonomicznymi. Redukcja przekroju słupa w budynku mającym kilkaset metrów wysokości, zlokalizowanym w samym centrum jednej ze światowych metropolii pozwala wygospodarować dodatkowy metraż do wynajęcia, co przy astronomicznych staw-kach czynszu w takich miejscach ma swoje znaczenie. Ponadto wysokowytrzymały beton daje korzyść w postaci większej sztywności materiału, wpływającej na zmniejszenie odkształceń wysokich i wąskich struktur. Przykładem na istotność wzrostu wytrzymałości betonu dla projektu słupa niech będzie kolumna wykonana na pewnym odcinku swej wysokości z B120, co pozwoliło zredukować przekrój z 70x70 cm (dla B60) do 40x40 cm, a tym samym oznacza to obniżkę o 32% oryginalnej powierzchni przekroju [68]. Jak widać jednym z podstawowych parametrów warunkujących rozwój budynków wysokich, jest sto-sowanie w coraz szerszym zakresie BWW. Przykładem możliwości w tej dziedzinie niech będzie projekt
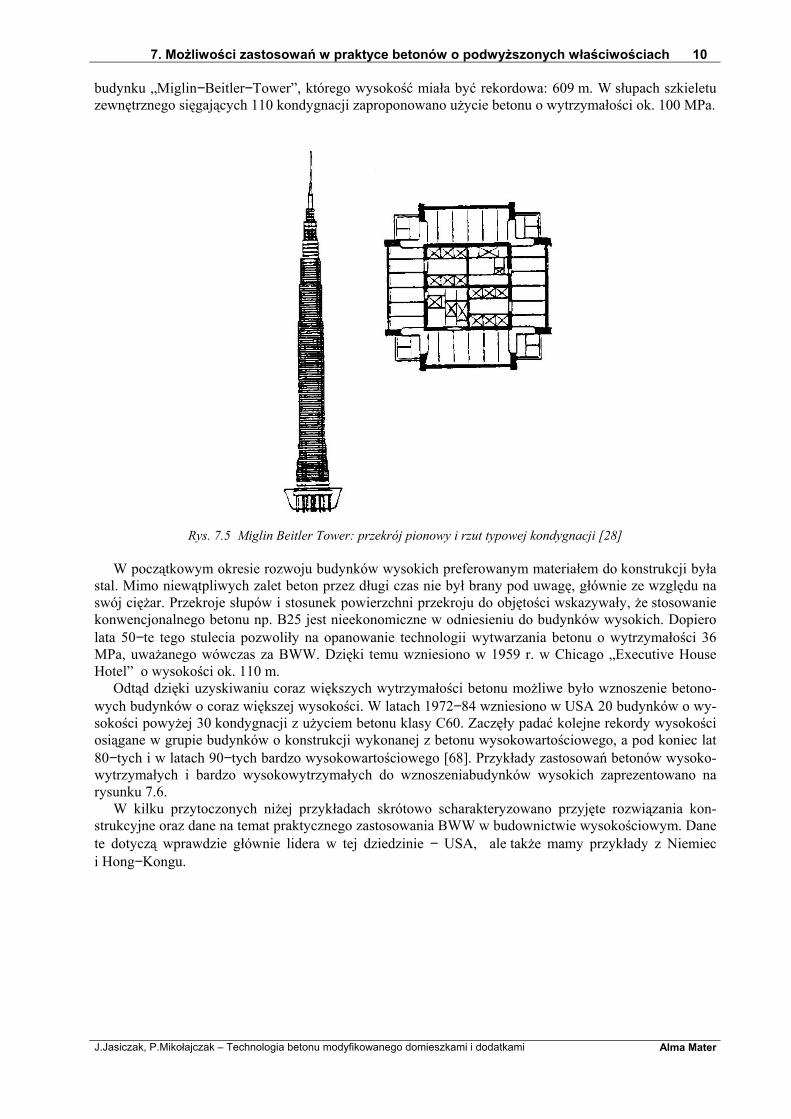
7. Możliwości zastosowań w praktyce betonów o podwyższonych właściwościach 10
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
budynku „Miglin−Beitler−Tower”, którego wysokość miała być rekordowa: 609 m. W słupach szkieletu zewnętrznego sięgających 110 kondygnacji zaproponowano użycie betonu o wytrzymałości ok. 100 MPa.
Rys. 7.5 Miglin Beitler Tower: przekrój pionowy i rzut typowej kondygnacji [28]
W początkowym okresie rozwoju budynków wysokich preferowanym materiałem do konstrukcji była stal. Mimo niewątpliwych zalet beton przez długi czas nie był brany pod uwagę, głównie ze względu na swój ciężar. Przekroje słupów i stosunek powierzchni przekroju do objętości wskazywały, że stosowanie konwencjonalnego betonu np. B25 jest nieekonomiczne w odniesieniu do budynków wysokich. Dopiero lata 50−te tego stulecia pozwoliły na opanowanie technologii wytwarzania betonu o wytrzymałości 36 MPa, uważanego wówczas za BWW. Dzięki temu wzniesiono w 1959 r. w Chicago „Executive House Hotel” o wysokości ok. 110 m. Odtąd dzięki uzyskiwaniu coraz większych wytrzymałości betonu możliwe było wznoszenie betono-wych budynków o coraz większej wysokości. W latach 1972−84 wzniesiono w USA 20 budynków o wy-sokości powyżej 30 kondygnacji z użyciem betonu klasy C60. Zaczęły padać kolejne rekordy wysokości osiągane w grupie budynków o konstrukcji wykonanej z betonu wysokowartościowego, a pod koniec lat 80−tych i w latach 90−tych bardzo wysokowartościowego [68]. Przykłady zastosowań betonów wysoko-wytrzymałych i bardzo wysokowytrzymałych do wznoszeniabudynków wysokich zaprezentowano na rysunku 7.6. W kilku przytoczonych niżej przykładach skrótowo scharakteryzowano przyjęte rozwiązania kon-strukcyjne oraz dane na temat praktycznego zastosowania BWW w budownictwie wysokościowym. Dane te dotyczą wprawdzie głównie lidera w tej dziedzinie − USA, ale także mamy przykłady z Niemiec i Hong−Kongu.

7. Możliwości zastosowań w praktyce betonów o podwyższonych właściwościach 11
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 7.6 Przykłady zastosowania BWW [32]
1. One Shell Plaza − Houston, Texas, USA. Budynek liczy 217 m wysokości (52 kondygnacje). Jest najwyższym w świecie budynkiem,
w którym zastosowano wysokowytrzymały beton lekki. Konstrukcję stanowi tzw. „trzon w trzonie”. Trzon zewnętrzny to ustrój ramowy o gęsto rozstawionych słupach i sztywnych ry-glach, a wewnętrzny to monolityczne ściany nośne. Słupy, ściany nośne, podciągi i płytę fun-damentową wykonano z betonu lekkiego o wytrzymałości 41 MPa. O efektywności lekkiego BWW świadczy fakt, że początkowo planowano wybudowanie budynku 35 kondygnacyjnego, a dopiero pomysł zastosowania betonu lekkiego wysokiej wytrzymałości oraz w/w rozwiąza-nia konstrukcyjnego pozwolił bez zmiany pierwotnie ustalonego kosztu budynku wzniesienie obiektu 52 kondygnacyjnego [28].
2. Water Tower Place − Chicago, Illinois, USA. Budynek 76 kondygnacyjny, liczący 262 m wysokości, jest dwudzielnej konstrukcji. Mamy
12 kondygnacyjną część dolną i 64−kondygnacyjną część wieżową. Obie części konstrukcji charakteryzują się różnym rozstawem słupów, więc wykonano 13−tą kondygnację dolną prze-kazującą obciążenia w postaci rusztu z żelbetowych trzymetrowych belek. Tutaj także zasto-sowanie znalazł beton lekki, lecz tylko w płytach stropowych. Zastosowano też stopniowanie wytrzymałości słupów wraz z wysokością budynku, przy czym 25 dolnych kondygnacji wy-konano z betonu o wytrzymałości 62 MPa [28].
3. Two Prudential Plaza − Chicago, Illinois, USA. Budynek 64 kondygnacyjny o wysokości 274 m. W pierwotnej wersji konstrukcyjnej zakła-
dano szkielet stalowy z wewnętrznym trzonem betonowym. O ostatecznym zastosowaniu BWW zadecydowała ekonomika oraz wyższa sztywność konstrukcji. Trzon wewnętrzny wy-konany jest z betonu o wytrzymałości 84 MPa, a powyżej wysokości 20 kondygnacji na słupy i ściany zastosowano beton o wytrzymałości 68 i 41 MPa [28].
4. 311. South Wacker Drive − Chicago, Illinois, USA. Ten 70-kondygnacyjny budynek mierzy 292 m wysokości. Co ciekawe rzut budynku zmie-
nia się wraz z wysokością (na 14 i 47 kondygnacji). Konstrukcję nośną budynku stanowi żel-betowy, monolityczny trzon wewnętrzny, współpracujący z zewnętrznym układem ramowym. Interesujący jest sposób zaprojektowania słupów. Otóż uczyniono to w taki sposób, aby prze-niosły one w przybliżeniu równe obciążenia i dzięki temu ograniczono nierównomierny wpływ pełzania i skurczu, co jest powszechnie spotykanym problemem w budynkach wyso-kich. Beton w dolnej partii obiektu charakteryzuje się wytrzymałością 84 MPa [28].

7. Możliwości zastosowań w praktyce betonów o podwyższonych właściwościach 12
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Rys. 7.7 South Wacker Drive − rzuty typowych kondygnacji [28]
5. Two Union Square − Seattle, Washington, USA. Jest to 226 metrowy budynek wyróżniający się oryginalną konstrukcją. To ze względu na
brak zewnętrznych usztywnień, oszklone naroża i szereg innych specyficznych uwarunkowań, co wymusiło zaprojektowanie i produkcję betonu o wytrzymałości rzędu 130 MPa na całej wysokości 56 kondygnacji. Żelbetowe słupy usytuowane na obwodzie budynku są również wykonane z betonu o tej wytrzymałości, co pozwoliło zredukować ich wymiary i wyelimino-wać stosowanie słupów pośrednich [28].
6. BFG−Hochhaus − Frankfurt nad Menem, Niemcy. Pierwszy w Niemczech budynek wykonany z betonu klasy B85 (realizacja 1990−92). Wy-
konano go podczas, gdy w Niemczech BWW nie są jeszcze dopuszczone do powszechnego stosowania, uzyskując na to jednostkową zgodę. Ze względu na pionierski charakter realizacji bardzo skrupulatnie kontrolowano jakość materiałów i konstrukcji. Dzięki tej dbałości o ja-kość udało się uzyskać po 56 dniach dojrzewania beton mający średnią wytrzymałość rzędu 112 MPa, przy wskaźniku zmienności ok. 6.1%, więc uzyskano w praktyce klasę B100. Dzię-ki temu udało się obniżyć ilość zbrojenia i gabaryty najbardziej obciążonych słupów [14,28].
7. Central Plaza − Hong Kong. Ten 78 kondygnacyjny budynek składa się z 2 członów: ramowego zewnętrznego i we-
wnętrznego trzonu nośnego złożonego ze ścian nośnych. Aby zredukować wymiary konstruk-cji użyto betonu B60. W wyniku poprzedzających badań stwierdzono, iż by wyeliminować efekty termiczne korzystne będzie ochłodzenie mieszanki betonowej przed jej ułożeniem w konstrukcji [28].
Rys. 7.8 Przekroje: poziomy i pionowy budynku wysokiego "BfG−Hochhouse" we Frankfurcie nad Menem [14]
8. Onterie Center − Chicago, Illinois, USA.

7. Możliwości zastosowań w praktyce betonów o podwyższonych właściwościach 13
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
Ten 60 kondygnacyjny, wielofunkcyjny budynek jest o tyle ciekawy, że ponieważ konstruk-cja budynku wymagała elastyczności w układzie słupów i usytuowania trzonu wewnętrznego, więc trzon zewnętrzny przenosi tutaj wszystkie siły poziome. I dlatego niektóre otwory okien-ne zabetonowano tworząc układ krzyżulcowy. Beton zastosowany do wykonania zewnętrzne-go trzonu i słupów wewnętrznych ma tu wytrzymałość 52 MPa w części dolnej budynku i 28 MPa w części górnej [28].
Jak widać na podstawie przytoczonych przykładów dynamika wzrostu zastosowań BWW w tej dzie-dzinie jest znaczna. W przyszłości otwierają się możliwości realizacji nowych, jeszcze śmielszych roz-wiązań konstrukcyjnych oraz wraz z rozwojem inżynierii materiałowej w zakresie betonów wysokowar-tościowych i bardzo wysokowartościowych zwiększy się jeszcze wyraźniej przewaga konstrukcji żelbe-towych w stosunku do konstrukcji metalowych.

8. Zakończenie 9. Bibliografia 1
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
8. Zakończenie
Poznanie niezwykle złożonego materiału jakim jest beton i pokonanie barier przy praktycznym wdra-żaniu nowych koncepcji, prowadzących do podniesienia poziomu technologii i jakości betonu warunkuje możliwość realizacji coraz bardziej zaawansowanych konstrukcji betonowych. Szuka się nowych możliwości modyfikacji właściwości mieszanki betonowej tak domieszkami chemicznymi, jak i dodatkami mineralnymi w celu ograniczenia udziału wody zarobowej przy utrzymaniu dobrej urabialności. Efektem tych poszukiwań ma być pozbycie się dużych i chaotycznie rozmieszczonych w betonie porów kapilarnych celem uzyskania szeroko pojętej trwałości betonu wysokiej wytrzymałości. Zwróćmy uwagę na podstawowe cechy betonu będące wyznacznikami kierunków modyfikacji, a są to : wysoka wytrzymałość wczesna, 28−dniowa i późniejsza, znaczna szczelność, duża odporność na działa-nie mrozów, bardzo dobra urabialność przy niskim współczynniku wodno−cementowym (dzięki do-mieszce superplastyfikatorów), wysoka odporność na ścieranie, czy wytrzymałość zmęczeniowa (dzięki zbrojeniu włóknami stalowymi i syntetycznymi). Wreszcie konsekwencją kilku wymienionych tutaj cech jest znacznie wyższa trwałość betonów modyfikowanych w stosunku do betonów konwencjonalnych. Znamienne jest właśnie to, że współczesna technologia betonu jest bardzo silnie związana z nurtem tzw. „projektowania na trwałość”. Tworzy się wręcz nowa, intensywnie rozwijana na świecie dziedzina w technologii betonu określana anglojęzycznie: „durability technology” − technologia trwałości. Jak widać jesteśmy w trakcie zmian obejmujących zadania stawiane technologii betonu. Obecnie wysoko rozwinięta technologia betonu pozwala określać wymagania co do zespołu jego cech odpowiadającym założonym jego formom i funkcjom budowli. Nastąpiło radykalne poszerzenie zakresu sterowalności cechami betonu prowadzące do jego nowych odmian, co pozwala na zwiększenie zakresu zastosowań tego tworzywa. Zachodzące zmiany w tej dziedzinie wytyczają nowe kierunki modyfikacji właściwości i cech mechanicznych betonu. Prowadzą do uzyskania betonów wysokiej jakości charaktery-zujących się nie osiąganą dotąd w warunkach technicznych wysoką wytrzymałością i dużą trwałością. Uzależnione jest to od koncepcji całkowicie nowego materiałowo−strukturalnego kształtowania przy-szłych właściwości eksploatacyjnych konstrukcji. Biorąc pod uwagę zakrojone na szeroką skalę programy badawcze w tym zakresie realizowane aktual-nie na świecie można bez cienia przesady stwierdzić, że kompozyt jakim jest wysokiej jakości i trwałości beton wysokowartościowy wyznacza ramy, kierunki i cele rozwoju technologii w przyszłości.

8. Zakończenie 9. Bibliografia 2
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
9.
Bibliografia [1] ACI 305 R−77, Hot Weather Concreting. ACI Commitee 305. [2] Ajdukiewicz A., Kliszczewicz A., Zastosowanie betonów wysokiej wytrzymałości
w konstrukcjach szkieletowych, Inżynieria i Budownictwo 9/1993. [3] Ajdukiewicz A., Sympozjum na temat zastosowania betonów wysokiej wytrzymałości, Inżynie-
ria i Budownictwo nr 9/1993. [4] Bastian S., Przyczynki badawcze i praktyczne obserwacje przy stosowaniu domieszek Addiment,
Referat: Gdańsk, XII/1995. [5] Bennison P., Materials for concrete repair and protection − innovation and performance,
Construction Repair, July/August 1992. [6] Bieganek S., Niebezpieczeństwo zwiększania korozji alkalicznej betonu przez stosowanie domie-
szek chemicznych, Materiały Budowlane 11/1991. [7] Brandt A.M., Uwagi o przyczepności matrycy cementowej do włókien stalowych
w fibrobetonach, Archiwum Inżynierii Lądowej, tom XXX Z. 2−3/1984. [8] Brzezicki J., Kasperkiewicz J., O kosztach betonów wysokowartościowych, Inżynieria i Bu-
downictwo 9/1993. [1] Burakiewicz A., Zagadnienie przyczepności włókien stalowych do matrycy betonowej, Materia-
ły uzupełniające do konferencji naukowo−technicznej n.t. „Zagadnienia budownictwa mostów betonowych”, Zeszyty Problemowe Techniki Mostów. Kielce 1977/4.
[10] Dyczek J., Pichór W., Wpływ dodatku włókien na własności reologiczne zapraw cementowych, Cement, Wapno, Beton 3/1996.
[11] Dyduch K., Zastosowanie betonów wysokiej jakości w konstrukcjach budowlanych i inżynierskich, Przegląd Budowlany 8−9/1992.
[12] Fabisiewicz T., Dodatki chemiczne poprawiające jakość betonu, − Materiały Budowlane 3/1996. [13] Flaga K., Mierzwa J., Betony o dużej trwałości i wysokiej wytrzymałości (HSC) jako realizacja
nowej materiałowo technologicznej koncepcji kompozytu konstrukcyjnego, Przegląd Budowlany 8−9/1992.
[14] Flaga K., Refleksje na temat zastosowania betonów wysokowartościowych w Polsce, Przegląd Budowlany 6/1995.
[15] Glinicki M.A., Kasperkiewicz J., Potrzebowski J., Betony wysokowartościowe (BWW) do konstrukcji inżynierskich, XLI Konferencja Naukowa KLIW PAN i KN PZITB, Krynica 1995.
[16] Grabiec A.M., Wpływ superplastyfikatora Betoplast 1 na poprawę jakości betonów, Materiały Budowlane 5/1991.
[17] Grabiec A.M., O domieszkach i dodatkach do betonu stosowanych w Austrii, Inżynieria i Budownictwo 6/1994.
[18] Jamroży Z., O potrzebie i możliwościach wprowadzenia w polskim budownictwie betonów wysokowartościowych, Inżynieria i Budownictwo 9/1993.
[19] Jasiczak J., Uwarunkowania klimatyczne wykonywania monolitycznych robót betonowych, WPP Poznań 1984.
[20] Jasiczak J., Technologia monolitycznych robót betonowych wykonywanych w krajach o klima-cie suchym i gorącym, WPP, Poznań 1987.
[21] Jawański W., Domieszki i dodatki do betonu firmy SIKA−CHEMIE, Przegląd Budowlany 4/1993.
[22] Kapelko A., Młodecki J., Hydrozol A − nowa domieszka uszczelniająca do betonu, Przegląd Budowlany 4/1996.
[23] Karwacki J.M., Betony zbrojone włóknami stalowymi i włóknami syntetycznymi, Inżynieria i Budownictwo 2/1995.
[24] Karwacki J.M., Beton zbrojony włóknem stalowym „Dramix”, Opracowanie dla „Bautech” sp. z.o.o.− przedstawiciela NV Bekaert S.A. w Polsce.
[25] Kern E., Scherer H., Hochfester Beton − Betontechnologie und Qualitätssicherung, Beton und Stahlbetonbau Heft 12/1991.
8. Zakończenie 9. Bibliografia 3
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
[26] Kopyciński B., Florek A., Jamroży Z., Beton zwykły, Arkady, Warszawa 1978. [27] Kout R., Wpływ krajowych superplastyfikatorów na upłynnienie mieszanki betonowej, Inżynie-
ria i Budownictwo 7/1994. [28] Kowalczyk R., Zastosowanie betonów wysokiej wytrzymałości w budynkach wysokich, Inżynie-
ria i Budownictwo 9/1993. [29] Król M., Aspekty technologiczne betonów wysokich wytrzymałości, Przegląd Budowlany
8−9/1992. [30] Kucharska L., Kształtowanie struktury wysokosprawnych betonów. Rola dodatków i domieszek,
Przegląd Budowlany 8−9/1992. [31] Kucharska L., Brandt A.M., Skład, technologia i właściwości mechaniczne betonów wysoko-
wartościowych, Inżynieria i Budownictwo 9/1993. [32] Kucharska L., Moczko M., Kontrola właściwości reologicznych układu cement − pył krzemion-
kowy, Przegląd Budowlany 8−9/1994. [33] Kucharska L., Kompozyty cementowe zbrojone włóknem węglowym bez i z dodatkiem pyłu
krzemionkowego, XLI Konferencja Naukowa KILW PAN i KN PZITB, Krynica 1995. [34] Kurdowski W., Chemia cementu, PWN Warszawa 1991. [35] Macieik L., Katzer J., Mikrokrzemionka jako dodatek do szczelnych betonów, Materiały Bu-
dowlane 11/1995. [36] Malhotra V.M., Ramachandran V.S., Feldman R.F., Aitcin P−C., Condensed Silica Fume in
Concrete, CRC Press, Inc. 1987. [37] Mąkosa J., Nowa tendencja wykonywania betonów na bazie mikrokrzemionki, Materiały Bu-
dowlane 1/1992. [38] Miernik T., Wyniki badań domieszki kompleksowej SKP−26 betonu, Materiały Budowlane
8/1992. [39] Mikoś J., Technologia betonów wysokiej wytrzymałości, Przegląd Budowlany 8−9/ /1992. [40] Mikoś J., Kształtowanie struktury betonów wysokiej wytrzymałości i trwałości, Przegląd Bu-
dowlany 2/1996. [41] Młodecki J., Ratajczak T., Działanie superplastyfikatora Betoplast 1 zależnie od składu betonu,
Materiały Budowlane 4/1992. [42] Młodecki J., Ratajczak T., Właściwości mieszanki betonowej i betonu z napowietrzającym su-
perplastyfikatorem Betoplast N, Przegląd Budowlany 4/1993. [43] Młodecki J., Jóźwiak H., Pośnik A., Domieszki uplastyczniające do betonu − Klutan A i Klutan
P, Materiały Budowlane 11/1995. [44] Młodecki J., Stebnicka J., Domieszki do betonu. Poradnik, COIB 1996. [45] Neville A.M., Właściwości betonu, Arkady, Warszawa 1977. [46] Neville A.M., Properties of Concrete, London 1995. [47] Nowy, lepszy Klutan, materiały promocyjne producenta, Materiały Budowlane 3/1994. [3] Oferta handlowa firmy „Projprzem−Eko” Bydgoszcz, Nowe włókna propylenowe do trójwy-
miarowego wzmacniania betonów i zapraw, 1994. [49] Oferta handlowa firmy Herman Gloerfeld Metallwaren GmbH − dotycząca włókien stalo-
wych „WIRECON” [50] Oferta handlowa firmy „Bautech” sp. z o. o. Przedstawiciela NV Bekaert S.A., producenta
włókien stalowych „Dramix”, 1996. [2] Oferta handlowa na amerykańskie włókna polipropylenowe „Fibermesn − firmy B.H.Z.
„Tagra − Matrix”s.c., 1996. [52] Piasta J., Piasta W., Kruszywa a betony wysokiej wytrzymałości, Przegląd Budowlany
8−9/1992. [53] Pietras Z., Bieganek S., Krajowe uwarunkowania stosowania mikrokrzemionki odpadowej do
betonu (1), Materiały Budowlane 4/1993. [54] Pietras Z., Bieganek S., Krajowe uwarunkowania mikrokrzemionki odpadowej do betonów (2),
Materiały Budowlane 5/1993. [55] Pietras Z., Przesłanki technologiczno−strukturalne wytwarzania betonów wysokiej wytrzymało-
ści z zastosowaniem pyłów krzemionkowych i superplastyfikatorów, Inżynieria i Budownictwo 9/1993.
[56] PN−85/B−23010, Domieszki do betonu. Klasyfikacja i określenia.
8. Zakończenie 9. Bibliografia 4
J.Jasiczak, P.Mikołajczak – Technologia betonu modyfikowanego domieszkami i dodatkami Alma Mater
[57] PN−85/B−23010, Domieszki do betonu. Domieszki uplastyczniające i upłynniające. Wymagania i badania efektów oddziaływania na beton.
[58] Praca zbiorowa, Mechanika kompozytów betonopodobnych, Polska Akademia Nauk, IPPT Warszawa 1983.
[59] Projektgruppe „Hochfester Beton” Heidelberger Baustofftechnik GmbH, Projektgruppe Addiment und Heidelberger Zement AG, Hochfester Beton. Überblick über Anwendung und Betontechnologie.
[60] Radomski W., Światowe tendencje rozwojowe technologii betonu, Przegląd Budowlany 8−9/1995.
[61] Raszka H., Skurcz betonu − geneza, objawy i przebieg w czasie, Inżynieria i Budownictwo 2/1995.
[62] Reinhardt H.W., Naaman A.E., High Performance Fiber Reinforced Cement Composites, Maim, Germany, 1991.
[63] Roszak W., Pył krzemowy − dodatek do betonu, Materiały Budowlane 8/1986. [64] Starościak D., Dobrowolski S., Wpływ wybranych domieszek plastyfikujących na cechy mie-
szanki betonowej i betonu, Inżynieria i Budownictwo 12/19996. [65] Szwabowski J., Gołaszewski J., Wpływ momentu dozowania superplastyfikatorów SKP−26 i
Betoplastu 6 na właściwości reologiczne mieszanek BWW, Przegląd Budowlany 4/1996. [66] Technologia betonu, Cz. 1. [w:] Budownictwo betonowe, tom I, pod red Bukowskiego B., Arka-
dy, Warszawa 1963. [67] Technologia betonu, Cz. 2. [w:] Budownictwo betonowe, tom I, pod red Bukowskiego B., Arka-
dy, Warszawa 1972. [68] Walraven J.C., Hochfester Beton − Möglichkeiten und Chancen, Betonwerk + Fertigteil, Tech-
nik Heft 11/1994. [69] Widera J., II Międzynarodowe Sympozjum Przemysłu Betonów z okazji Międzynarodowych
Targów Bauma ‘92, Przegląd Budowlany 7/1992. [70] Wolska−Kotańska Cz., Pyły krzemionkowe − wartościowy dodatek pucolanowy do betonu, Ma-
teriały Budowlane 2/1991. [71] Wolska−Kotańska Cz., Sposoby zapobiegania korozji alkalicznej betonu, Materiały Budowlane
6/1991. [72] Wolska−Kotańska Cz., Jóźwiak H., Badania wpływu pyłów krzemionkowych na wybrane wła-
sności betonu, Prace I.T.B. 3/1992. [73] Wolska−Kotańska Cz., Kształtowanie właściwości betonu pyłami krzemionkowymi, Inżynieria
i Budownictwo 9/1993. [74] Wolska−Kotańska Cz., Właściwości i wykorzystanie pyłów krzemionkowych w budownictwie
w Polsce i na świecie, Prace I.T.B. 1/1995. [75] Wolska−Kotańska Cz., Kierunki wykorzystania pyłów krzemionkowych w budownictwie świa-
towym, Przegląd Budowlany 2/1995. [76] Wykorzystywanie domieszek Addiment do produkcji betonu i zapraw, Seminarium, War-
szawa 3/1995.