the printed circuit buyer's guide to as9100...
TRANSCRIPT

AS9100 Certification


Our philosophy for lmagineering, Inc. has not changed since incep-tion over 31 years ago. Our number one priority remains, and will continue to be, the understanding of what our customers value—to evaluate their needs and deliver the best in class service and prod-ucts within the customer’s constraints. We have successfully coupled a value-driven philosophy with a high tech environment. During our infancy in the 1980s, we established ourselves as a value-driven prototype PCB fabricator. We are proud to say that we are now Electronic Contract Manufacturers capable of serving the Aerospace Industry, as per AS9100 guidelines, as well as many others.
We promise to continue to listen and work hard for your business; and we look forward to better serving all of your electronic contract manufacturing requirements. Whatever your needs, we’ll be there along the way to listen, understand, and deliver in a timely manner.
Sincerely,
From the Author
Khurrum Dhanji, CEO
President / CFO Parvin Dhanji, CEO Khurrum Dhanji, COO Sulaiman Roy

The Printed Circuit Buyers Guide to...
AS9100Copyright © 2016
All rights reserved.
BR Publishing, Inc.
DBA: I-Connect007.com
PO Box 50
Seaside, OR 97138-0050
I-Connect007 is the most extensive global source for original content and serving the printed circuit design, fabrication and assembly/EMS markets.
I-Connect007.com
Visit i007ebooks.com for more books in this series.
ISBN: 978-0-9796189-0-1
ABOUT THE COVER
787-8s and 787-9s being assembled in Boeing’s Everett, WA factory. The 787 production system produces more twin aisle airplanes per
month than any other wide-body program in the world.
Cover image used by permission: Copyright © Boeing

Table of Contents
Chapter | Title
1 | An AS9100 Primer
2 | Quality Management System
3 | Management Responsibility
4 | Resource Management
5 | Product Realization
6 | Measurement, Analysis and Improvement
7 | About Imagineering
The Printed Circuit Buyers Guide to...
AS9100


AS9100 is a quality management standard for the aviation, space, and defense industries. AS9100C is based on the ISO 9001 standard, and in fact, includes 100% of the requirements of ISO 9001 plus over 80 additional requirements specific to the aerospace industry. Being registered to AS9100 means being registered to ISO 9001 by default, however, many companies choose to maintain both certifications primarily due to this misunderstanding with their non-aerospace customers. Both standards are organized in the same way and use the same numbering system. While there are addi-tional clarifying sections to the standard, the actual requirements of AS9100 are contained in sections 4.0 to 8.0 and will be the subject of this book. Throughout this book, any time the word “standard” is used, it is referring to the AS9100 QMS Standard, and product is synonymous with service. Major requirements will appear as bolded, and sub-requirements will be italicized.
IAQGAS9100 was developed by the International Aerospace Quality Group (IAQG), which was established to improve quality and reduce costs specifically for the aerospace industry. Like ISO, it is a global organization and is supported by companies throughout the aviation, space, and defense industries. Currently, IAQG has over 60 active signatories and sponsors including Airbus, BAE Systems, Bell Aerospace, Bell Helicopter, Boeing, Bombardier Aero-
Chapter 1: An AS9100 Primer
The Printed Circuit Buyers Guide to... AS9100
2
space, GE Aerospace, Goodrich, Gulfstream, Honeywell, Lock-heed Martin, Northrop Grumman, Raytheon, Rockwell Collins, Rolls-Royce, and United Technologies. Consequently, AS9100 has broad corporate support.
What is a QMS?QMS stands for Quality Management System and is the entirety of all of the procedures, forms, processes, policies and organiza-tional structure that define how a company does business with the purpose of meeting their customers’ needs. Quality Management System is a bit of a misnomer; it is actually a Business Management System because every function of an organization is governed by it. A QMS integrates all of the various internal processes within the organization and intends to provide a process approach for project execution.
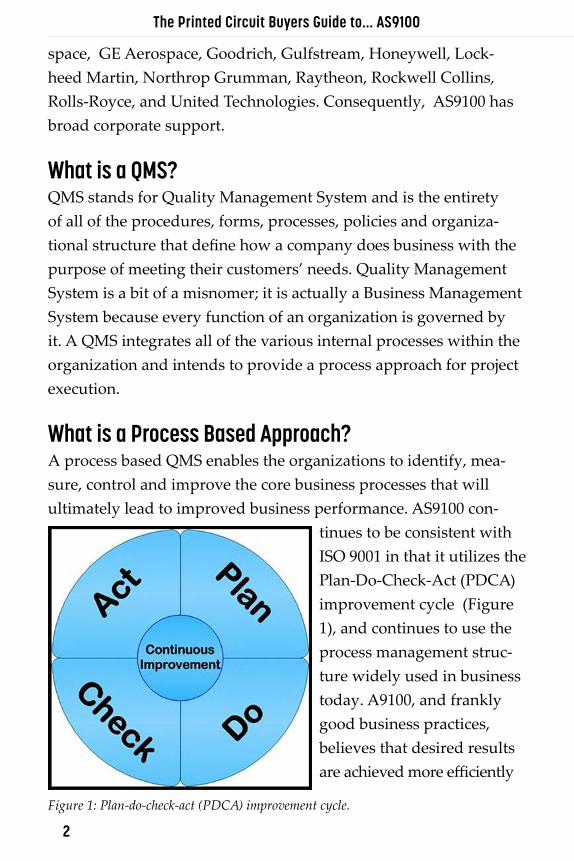
What is a Process Based Approach?A process based QMS enables the organizations to identify, mea-sure, control and improve the core business processes that will ultimately lead to improved business performance. AS9100 con-
tinues to be consistent with ISO 9001 in that it utilizes the Plan-Do-Check-Act (PDCA) improvement cycle (Figure 1), and continues to use the process management struc-ture widely used in business today. A9100, and frankly good business practices, believes that desired results are achieved more efficiently
Figure 1: Plan-do-check-act (PDCA) improvement cycle.

ONE: An AS9100 Primer
3
Figure 2: Continuous improvement of QMS.
when activities and related resources are managed as processes within a coherent system. In the context of AS9100, the “processes” are the auditable clauses of the standard, and the current version contains five (Figure 2):
1. QMS2. Management Responsibilities3. Resource Management4. Product Realization5. Measurement, Analysis & Improvement
Each of these major processes have sub-clauses that flow up into them, and since Product Realization covers everything needed to produce a process, it is usually broken down into a variety of sub-processes (Customer Service, Engineering, Purchasing, Pro-duction, etc.). The most important input to this cycle is customer requirements, and the output of the cycle is customer satisfaction and continual improvement of the quality system, and the standard

The Printed Circuit Buyers Guide to... AS9100
4
has been organized around this model. Under these five processes, three clauses are considered Key Clauses, which means auditors always pay particular attention to these during audits. These three key clauses are 4.1 Quality Management System: General Require-ments, 7.1 Product Realization: Planning of Realization Processes and 8.1 Measurement, Analysis and Improvement: Planning. These clauses require companies to take ownership of their quality man-agement system, decide what processes will make up the system, and how the system will be monitored, measured and continually improved.
AS9100 also places a great deal of emphasis on risk, and strongly encourages that companies embrace a “risk-based thinking” ap-proach to running the business. In the context of AS9100, risk is defined as: “An undesirable situation or circumstance that has both a likelihood of occurring and a potentially negative consequence.”
By definition, risk is inherent in every part of a company’s process-es and AS9100 expects measures to be in place to identify risks and mitigate them. The road to risk-based thinking typically has three paths:
1. Quoting2. Up-front engineering3. pFMEAs
In Chapter 2 we will start with the first requirement of the stan-dard, General Requirements for the QMS.

Chapter 2: Quality Management System
Section 4.0 outlines the general requirements for the QMS, and is specific in that the QMS must address customer, statutory and reg-ulatory requirements in addition to AS9100.
The focus here is on defining the company’s processes and the metrics for each of them. Again, this refers to the processes defined in Figure 2, not the functional processes that are used to create a product or ser-vice. There are a number of steps that need to be taken to comply with this section:
• Identify the processes needed for the QMS• Determine the sequence and interaction of these processes• Determine criteria and methods required to ensure the effec-
tive operation and control of these processes• Ensure the availability of information necessary to support
the operation and monitoring of these processes• Measure, monitor and analyze these processes and implement
action necessary to achieve planned results and continual improvement

The Printed Circuit Buyers Guide to... AS9100
6
There are two key requirements in Section 4.0: Documentation and Control of Records.
DocumentationThis requirement defines the minimum documents that are needed to comply with AS9100. The key takeaways here are that docu-ments need to be controlled and approved, all personnel need to have access to the current approved documents, and they must be legible. Personnel access can be accomplished via either electronic or paper documents, as long as they are available at the point of use and cannot be modified.
The four documentation requirements are:
1. A Statement of Quality and Quality Objectives2. A Quality Manual3. Documented Procedures and Records required by AS91004. Documents needed by the company to effectively run the
business

TWO: Quality Management System
7
It is important to note that any time the standard states “docu-mented procedure,” it is required to have a documented process to address the requirement. It is also very important to understand that “procedure” does not necessarily mean a typical text-based SOP (standard operating procedure); a procedure can be a work instruction, process flow chart, pictorial instruction, video or any other media. The six (6) “documented procedures” required by the standard are:
1. Control of Documents2. Control of Records3. Control of Monitoring & Measuring Equipment
(Calibration)4. Internal Audits5. Control of Nonconforming Product6. Corrective and Preventive Action
It is important to note that while these six documents are the only ones absolutely required by the standard, you can certainly take the minimalist approach. But you must be aware of the earlier dis-cussed fourth documentation requirement that states, “Documents needed by the company to effectively run the business.” This is where other functional procedures may be required for the business, such as purchasing and work instructions for production processes.
The Printed Circuit Buyers Guide to... AS9100
8
The Quality Manual is the top-level document of the QMS and ev-ery other element flows down from, and supports, the quality man-ual. The key requirements of the quality manual are to describe the scope of the QMS, outline the documents included in the QMS, and define the QMS processes and their interaction (Figure 2). This sec-tion also requires the control of any document included in the QMS such as, meaning identification, changes, and distribution needs to be controlled. The last part of Section 4.0 covers Control of Re-cords or, specifically, quality records. A quality record is any form, checklist, etc., that includes information and data that has been entered during the creation of product. Logs, inspection reports and travelers/routers are all examples of quality records. The stan-dard requires the definition of control, storage and retention times for the QMS documentation. This requirement also mandates that a company flow down this requirement to the company’s suppliers, and the common sense approach that Imagineering has taken is to require our suppliers to match our retention times at a minimum.
Chapter 3 will continue with the next requirement of the standard, Management Responsibility

Chapter 3: Management Responsibility
Section 5.0 speaks to the expectations of “top management” to fully support, implement and continually improve the QMS. Top management is loosely defined as the group of senior compa-ny executives that are
charged with managing the direction of the company, and is typi-cally made up of the Management Review members (more on this later). From a high level, top management is responsible for seeing that customer requirements are determined and fulfilled, and they also have the specific responsibility for measuring product con-formity and on-time delivery, taking appropriate remedial actions when required.
There is a trend in all QMS standards to place more emphasis on the company to support the quality system, starting with top man-agement. AS9100 expects top management to ensure this by:

The Printed Circuit Buyers Guide to... AS9100
10
• Developing a Quality Policy• Establishing Quality Objectives• Holding Management Reviews• Providing required resources (people, equipment, technolo-
gy, etc.)• Communicating to all employees the importance of meeting
customer and other requirements
Management responsibility has always been implied with QMS standards, but AS9100 places more emphasis on this requirement, and total top management involvement is not optional!
There is a specific expectation that top management place the focus of the organization on the customer. This includes communicating to the workforce that every activity should begin with the goal of enhancing customer satisfaction. That is why the standard requires that product conformity and on-time delivery be measured and actively managed, typically as quality objectives. The Quality Pol-icy sets the direction and defines the commitment of the company to the QMS. The structure and content of the quality policy is up to the organization, but it does require specific verbiage to address two areas:
1. A commitment to comply with requirements, and 2. Continually improve the effectiveness of the QMS.
Quality Objectives need to be measureable, appropriate to the business and consistent with the Quality Policy. Objectives should include a description of who is responsible, what is the target, and when is it planned to be achieved. Additionally, progress must be monitored and objectives must be set for relevant processes. As mentioned earlier, two of the quality objectives should be product conformity and on-time delivery.

THREE: Management Responsibility
11
Planning can be a very confusing requirement for many companies. In the context of AS9100, planning is specific to the maintenance and improvement of the QMS. The basic function of planning is simply to meet customer requirements through the processes you have put in place to manufacture your product or service. Quality objectives are part of planning as they relate to product conformity and are measureable. The other side of planning is the planning for changes, specifically how the company manages changes in docu-ments, processes, product and technology.
Responsibility, Authority and Communication is just like it sounds: ensuring that top management define the responsibilities and authority for key positions and communicate this throughout the company. The standard requires that responsibilities, authorities and their interrelations within the company must be defined and communicated, and a common tool for this is a simple organiza-tional chart and/or job descriptions. The Management Representa-tive is the person directly responsible for the overall QMS, and is typically the top quality executive in the company. There are two key requirements here: 1) This position must be officially appointed by top management, usually through the management review pro-

The Printed Circuit Buyers Guide to... AS9100
12
cess and documented in the meeting minutes, and 2) This position must have organizational freedom and unrestricted access to top management. The management representative is responsible for ensuring that the quality system is established and maintained, as well as communicating the status of the quality system to manage-ment. The management rep must also communicate awareness of customer requirements throughout the organization.
The standard recognizes that effective QMS activities cannot hap-pen in a vacuum, so there is an Internal Communication require-ment for top management to ensure critical information about the QMS is flowed down to all employees. This can be addressed in a variety of ways, including all-hands meetings, signage, visual man-agement boards, and company-wide flat screen monitors. Management Review is the final requirement in Section 5.0 for top management and calls for the regular review of the QMS to ensure it remains effective, appropriate for the business and is continually improved. Remember that one of the three key clauses discussed earlier is 8.1, which states that organizations must plan and im-plement measurement and monitoring activities. Those planned measurement and monitoring activities provide the data to analyze and review at the management review, formally called “Analysis of Data,” which will be discussed in Chapter 6. Any topic can be included in management reviews, but AS9100 specifies certain top-ics that need to be included, which are called “Inputs.” The seven mandated Inputs are:
1. Results of auditsa. Internal, customer and registrar
2. Customer feedback a. Scorecards, complaints/compliments

THREE: Management Responsibility
13
3. Process performance and product conformitya. Scrap and RMA trends
4. Corrective and preventive actionsa. Status and trends
5. Follow-up from prior management reviewsa. Open action items
6. QMS changesa. New documents/processes
7. Improvement recommendations for the QMSa. Structure, people, technology, system
The standard also specifies three minimum “Outputs” from the management review, which refer to any decisions and/or actions re-sulting from the review of the Inputs. The three mandated Outputs are:
1. Improvements to the QMS and processes2. Improvement to product needed to meet customer require-
ments3. Additional resources needed
If no decisions or actions for any of these outputs were assigned, then a simple statement to this effect in the management review minutes is sufficient. However, there is a requirement to docu-ment management reviews, including any Action Items that were assigned as an output. The purpose of the management review process is to monitor the QMS and make adjustments as needed. When reviewing the management review requirements, it would be difficult to argue that these are not just good business practices for any organization, regardless of the QMS that is employed.
Chapter 4 will continue with the next requirement of the standard, Resource Management.

NOTE: AS9100 certification should be done through an ANAB accredited agency.

Chapter 4: Resource Management
Section 6.0 concerns how the company provides the appropriate resources to implement, maintain and improve the QMS, or as mentioned earlier, the business management system. As with all of the standard requirements, the focus is on assuring compliance with customer requirements and customer satisfaction. Specifically, AS9100 states that the organization must identify and make avail-able the resources needed to 1) Implement and improve the pro-cesses of the quality management system, and 2) Address customer satisfaction.
The term “resources” is commonly thought to refer to human resources, but in fact it refers to any type of resource, including people, equipment, buildings, and even information technology. Another part of management’s responsibility is to continuously as-sess the company’s resource needs, and react when appropriate. In the context of the AS9100 standard, it simply means providing the organization with all of the people and tools needed to effectively manage the QMS, and the business. Regardless of your quality sys-tem certifications, most companies are informally complying with most of these requirements, as they are just common-sense Busi-ness 101 activities. The standard breaks down Resources into three

The Printed Circuit Buyers Guide to... AS9100
16
(3) major requirements; Competence, Training & Awareness (a sub requirement under Human Resources), Infrastructure and Work Environment.
Competence, Training & AwarenessThe overriding intent of Resources is that companies must assign competent personnel, meaning that you need to identify the re-quirements for each position. The premise of this section is that conformity to customer specifications, and by default customer satisfaction, is directly impacted by how well the workforce is trained. We believe that an honest, deep-dive evaluation of almost any nonconformity in a company can be traced back to training in some fashion. An employee performing a manufacturing task incor-rectly, not following a procedure, skipping a check-off on a form, or misinterpreting a customer technical requirement are all training issues that can be eliminated with a robust training and competen-cy program.
A highly skilled workforce is critical at Imagineering.

FOUR: Resource Management
17
The key to this requirement is not only the training aspect, but also the competency portion. Most companies have some type of training program, but most either do a mediocre job of the training itself, or do not take it to the next level and make sure that the train-ing was effective. There are five (5) requirements under this clause:
1. Identification of required competence2. Provision of training3. Evaluation of training effectiveness4. Awareness5. Training records
Identification of Required CompetenceThis is basically a training needs assessment; in other words, de-termining what training each employee needs to perform the task they are being asked to do. This starts with the interview process to assess whether an applicant has the required background, educa-tion and/or experience to fill a particular job opening. Competence identification for existing employees includes both a variety of standard training that every employee must go through, and train-ing specific to each employee’s functional position. Examples of standard training would be orientation, safety, and quality policy & QMS awareness. Functional training would be any procedure, work instruction, form or equipment instruction specific to a job description or company position.
Provision of TrainingOnce training needs have been identified, the next expectation is that the company performs the training that has been identified for each employee. Training can take a number of shapes and forms, including the following:
• OTJ: On-the-job training means assigning a trained mentor to

The Printed Circuit Buyers Guide to... AS9100
18
a new (to the operation) employee to slowly train them to the task with full-time instruction and oversight by the mentor. This is a hands-on, practical application training that often follows classroom training.
• Classroom: Formally sitting down with the employee(s) in a classroom setting to review a procedure, work instruction or other document and often involves a line-by-line review of the subject matter.
• Read & Understand: This is basically a self-training method-ology that can take the form of an employee viewing a pre-sentation or reading a document on their own. The premise is that the material is self-explanatory and can be understood without any instruction.
• Third Party: This is training done by an outside entity that can be performed either in-house or externally. Examples include certification training, seminars, workshops and cus-tomer provided training.
Training programs typically use a combination of all of the above training types in their internal program.
Evaluation of Training EffectivenessOnce training has been conducted, this section requires the compa-ny to evaluate the effectiveness of the training. This means verify-ing that employees not only understand the training, but that they can satisfactorily perform the task that they were trained to do. As this is an ongoing activity, there are many ways to verify training effectiveness quantitatively, such as quizzes and tests, employee performance reviews, and scrap and rework reporting. Training effectiveness can also be evaluated qualitatively by a supervisor or trained operator signing off on a newly trained employee’s com-petency at the task. There are also certain operations that require performance-based verification that can only be verified by evaluat-

FOUR: Resource Management
19
ing employee output, such as welding. The Awareness requirement is very specific in that it requires the company to as-sure that each employee is aware of the relevance and importance of their job, and how their job contributes to the company achieving the quality objectives.
Training RecordsAs with everything in AS9100, documented evidence is required to prove the education, training, skills and experience of employees to meet the competence, training and awareness requirement. Train-ing records can be paper or electronic, but must be documented and readily available in an employee-training file. Education, skills and experience can normally be found on either the employee’s resume or job application, which should be included in the em-ployee-training file. There also needs to be a training record for all training received by each employee, both internal and third party. There are plenty of software training programs available, but a pa-per system also works just fine.
InfrastructureThe standard requires companies to identify, provide and maintain the facilities it needs for conformity of product, including: build-ing workspace and associated facilities, equipment, hardware and software, and support services like transportation, communication or information systems. A major component of infrastructure is the maintenance (facilities) program, including both preventive maintenance (PM) and unscheduled maintenance. The key to this requirement is determining the regular PM requirements for each piece of equipment, and establishing a process to manage unsched-

The Printed Circuit Buyers Guide to... AS9100
20
uled maintenance. The facilities and support services portions can be handled through the facilities function and/or through manage-ment review.
Work EnvironmentThis clause is often managed through a company’s safety program, and the focus here is to achieve product conformance as it relates to the conditions under which work is performed. Physical factors such as temperature, noise, lighting, humidity or weather, and ergonomics are the primary drivers. Things like personal protective equipment (PPE), such as safety glasses and hearing protection, also fall under work environment.
Chapter 5 will continue with the next requirement of the standard, Product Realization.
Safe and clean work environment at Imagineering.

Chapter 5: Product Realization
It is typical to be confused by Section 7.0, but product realization is just a fancy phrase for operations, which basically refers to every activity that goes into delivering a product or service. This covers everything from customer service through shipping, with a large emphasis on design and development, risk management and pro-cesses. As it involves virtually every functional aspect of an organi-zation, product realization is the largest, and most complex, section of the AS9100 standard. The major clauses of product realization are:
• Planning of Product Realization• Customer-related Processes• Design and Development• Purchasing• Production and Service Provision• Control of Monitoring and Measuring Equipment
Planning of Product RealizationThis clause is broken down into a number of areas that support the expectation that the company plans and develops the processes needed to create the product or service (product realization).
The Printed Circuit Buyers Guide to... AS9100
22
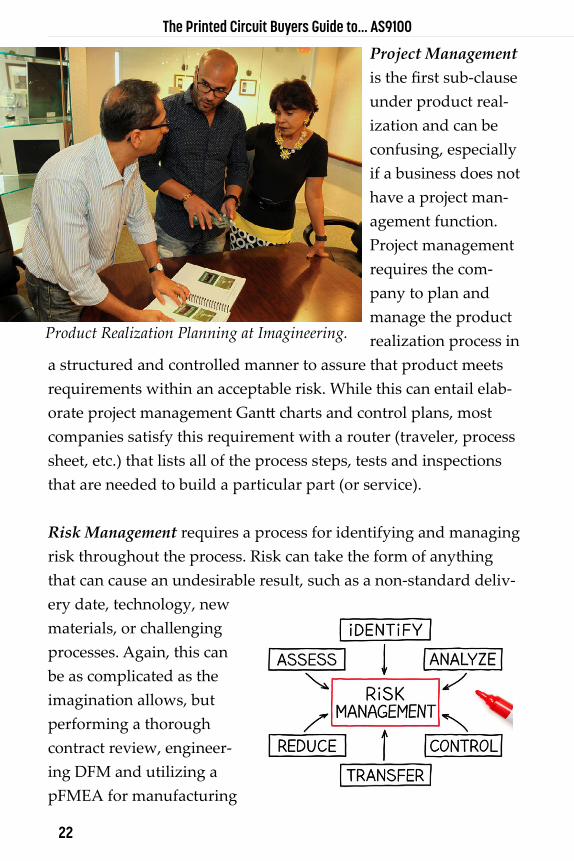
Project Management is the first sub-clause under product real-ization and can be confusing, especially if a business does not have a project man-agement function. Project management requires the com-pany to plan and manage the product realization process in
a structured and controlled manner to assure that product meets requirements within an acceptable risk. While this can entail elab-orate project management Gantt charts and control plans, most companies satisfy this requirement with a router (traveler, process sheet, etc.) that lists all of the process steps, tests and inspections that are needed to build a particular part (or service).
Risk Management requires a process for identifying and managing risk throughout the process. Risk can take the form of anything that can cause an undesirable result, such as a non-standard deliv-ery date, technology, new materials, or challenging processes. Again, this can be as complicated as the imagination allows, but performing a thorough contract review, engineer-ing DFM and utilizing a pFMEA for manufacturing
Product Realization Planning at Imagineering.

FIVE: Product Realization
23
will usually be sufficient in most cases. Configuration Management is another fancy phrase for change control, including revision con-trol, process and technology changes. Control of Work Transfers simply means that product must be protected from damage during manufacturing, transfer to-and-from subcontractors and shipping of final product to the customer.
Customer-Related ProcessesThis is another confusing term, but the focus of Section 7.2 boils down to identifying all customer requirements and reviewing them to assure that they can be met. This process used to be called “Con-tract Review” and is typically a sales and/or engineering function that starts with the customer PO, drawings and 3D models. The PO will also call out any additional external requirements such as spe-cific customer and industry specifications, standards and regulato-ry requirements. Requirements can include tolerances, technology, testing, processes, delivery, product quality and documentation. This section also includes a provision for Customer Communication, which requires channels to be set up to manage PO/Contract accep-tance, product information and technical question requests, chang-es to PO/Contracts, and customer feedback and complaints.
Design and DevelopmentThis requirement only applies to companies that have design own-ership, in other words Original Equipment Manufacturers (OEMs) and Original Design Manufacturers (ODMs). If a company does not have design authority (authority to make design changes), then this section should be excluded from the QMS. But for companies with design ownership, this requirement is one of the more critical ones in AS9100 as it calls for control of design and development activi-ties. Design and development focuses on the safety and functional objectives of the product in accordance with customer, statutory

The Printed Circuit Buyers Guide to... AS9100
24
and regulatory requirements. There are seven (7) sub-clauses under design and development, which call for the company to:
1. Plan product design and development2. Identify design and development inputs3. Generate design and development outputs4. Carry out design and development reviews5. Perform design and development verifications6. Conduct design and development validations7. Control of design and development changes
Under Plan product design and development, the standard requires the organization to assess their ability to produce, inspect, test and maintain the product. A considerable aspect of this section is em-ploying a strong project management process to facilitate this entire requirement. This ensures that all design aspects are covered and kept on track. During the Identify design and development inputs, all inputs related to product requirements need to be identified, reviewed and documented. Inputs are simply things that influ-ence product requirements, including functional and performance requirements, applicable statutory and regulatory requirements and, where applicable, information derived from previous similar designs. All tasks that will be required need to be developed, both design and manufacturing, along with any product key character-istics that will need to be included. The next task of the design and development process is to Generate design and development out-puts. Outputs can include meeting the previously established input requirements, providing appropriate information for purchasing and production to build the product, development of product acceptance criteria, and identification of key characteristics of the product.

FIVE: Product Realization
25
A critical aspect to meeting this requirement is to Carry out design and development reviews. Robust design reviews need to be held and documented, which often include stakeholders throughout the supply chain, along with the development of a master plan that ties everything together. The design and development process is often referred to as a “stage gate” process because during the design review an authorization is required to progress to each subsequent stage. Under the master plan, all requirements, tolerances, process-es and any needed controls will need to be identified.
Once all of the plans have been developed, the organization will need to Perform design and development verifications. Verification is the “theoretical” process of making sure the outputs that have been developed will meet the design input requirements. Once the outputs have been verified to meet the design input requirements, the next phase is to Conduct design and development validations. Validation is the “practical” process of ensuring that the resulting product is capable of meeting the design requirements for the spe-cific intended use of the product. Validation activities include phys-ical product prototypes, production processes, and any tests and inspections required to assure they will meet the design require-ments. Validation is an iterative process, often requiring multiple cycles of design changes and “tweaks” that require new prototype samples to be built before the design can be verified. Verification and validation together is often referred to as the “V & V” process.
Ongoing design changes need to be reviewed, verified and vali-dated before implantation, and the organization needs to have a process to manage Control of design and development changes. The impact on constituent parts, product in WIP and product already delivered must be included in the evaluation of any potential de-sign change.
The Printed Circuit Buyers Guide to... AS9100
26
PurchasingThis is a critical function in any company, but the aerospace indus-try places control of purchased materials at the top of their hot-but-ton list. Everyone remembers the 1986 Challenger Space Shuttle disaster that was caused by the use of an inexpensive O-ring that was not designed for this intended use. The purchasing checks and
balances in that case failed, and the wrong part was ordered, approved and used,
leading to a catastrophic loss of life. This example is the reason so much emphasis is placed on the purchasing function in AS9100, but like most of what is required by the standard, there is little here
that isn’t just good business sense. The standard breaks purchasing
down into three requirements:
1. Purchasing Process2. Purchasing Information3. Verification of Purchased Product
The Purchasing Process requires that the organization “ensure that purchased product conforms to specified purchase requirements.” While this sounds very straightforward and simple on paper, in practice this covers a vast array of tasks, requirements and controls that are needed to run a highly functional purchasing department and meet the intent of the standard. The purchasing process is all about defining the system of control that is in place to evaluate, select and monitor suppliers in a way that assures that purchased product will meet requirements. It is important to note that this includes prod-uct and suppliers that are defined by the customer.

FIVE: Product Realization
27
A major misconception of both AS9100 and ISO is that suppliers need to be certified to one of the standards. This is not true. There is absolutely no requirement for how suppliers are qualified and approved; the good news is that the standard leaves this totally up to the individual company. The only requirements here are that the criteria for supplier selection, evaluation and re-evaluation are defined and justified, so a company is free to make their qualifica-tion process as complicated or simple as they see fit. The justifica-tion falls under the standard’s requirement, “The type and extent of control applied to the supplier and the purchased product shall be dependent upon the effect of the purchased product on subsequent product realization or the final product.” This means that common sense must prevail; for example, a medical device manufacturer will have a difficult time justifying a 5-question self-survey as the method of qualification for their implantable stent supplier. Qualifi-cation methods can be as easy as requiring all suppliers to be ISO / AS9100 certified and documented by keeping a copy of their cur-rent certification on file. Or it can be very complicated such as using a series of surveys, evaluations, sample builds and a physical on-site audit. Again, the method is totally up to the organization and often depends on available resources, complexity of product, and in some cases, even customer guidance.
There are a six sub-clauses under the purchasing process that re-quire the company to:
1. Maintain a register (AVL, ASL, etc.) of the company’s sup-pliers that indicate approval status and scope of approval (restrictions)
2. Review supplier performance and use the results to establish the level of controls needed
3. Define the actions to be taken when suppliers do not meet requirements

The Printed Circuit Buyers Guide to... AS9100
28
4. Ensure that the company and suppliers use any customer- approved special process sources
5. Define the process, responsibility and authority for approv-ing new suppliers and making changes to the status of exist-ing suppliers
6. Incorporate risk management into supplier selection and use
Purchasing InformationThis refers to the transfer of customer requirements downstream to a company’s suppliers, typically through a PO. While this activ-ity may seem like a no-brainer, it can be one of the more difficult requirements to comply with. The standard refers to this as “flow down” to the supply chain and includes any applicable require-ments, including customer requirements. The easy part of this requirement is the standard PO boilerplate product specific infor-mation such as part number, revision, quantity, delivery, payment terms, warranty, drawings and prints, company and industry stan-dards, etc. Any special QMS requirements, training, special man-ufacturing, process or test requirements also need to be identified on the PO. The standard also mandates the rules for notification of nonconforming material as well as any changes to process, product, suppliers, and manufacturing location.
Where it gets very complicated is folding in the customer require-ments aspect. Most aerospace customers have some form of Quality Requirements specification that is referenced on their PO, which can be anywhere from a few pages in length to a 30-page handbook. Within these documents are all of the requirements that the compa-ny must comply with, along with all of the requirements that need to be flowed down to the company’s suppliers. Some of these sup-plier requirements are standard across most aerospace customers, but many are unique to specific customers. The challenge is how
FIVE: Product Realization
29
to effectively communicate all of these requirements throughout the supply chain, which includes raw material and subcontracted service suppliers.
Verification of Purchased ProductThe standard requires companies to “establish and implement the in-spection or other activities necessary for ensuring that purchased product meets specified purchase requirements.” One method of accomplishing this is incoming inspection, but physical inspection is only one of the ways this requirement can be satisfied. Review of supplier pro-vided documents such as Certificates of Conformance (CoC), test reports, process control/SPC data, etc., are also valid methods of verifying purchased product.
Production and Service ProvisionThe requirement is that companies “plan and carry out production and service provision under controlled conditions” with the operative words being controlled conditions. This means that the appropriate processes, equipment, tests and inspections needed to produce the product or service must be identified. It also requires that all draw-ings, specifications, acceptance criteria, BOMs, work instructions and other documents be available to anyone that needs them. The

The Printed Circuit Buyers Guide to... AS9100
30
final aspect is traceability; accountability for all product (including scrap and split orders), and verification that all production pro-cesses and inspections have been performed as planned. Generally a traveler is used to specify each process step, inspection and test, procedures, specifications, and follows the product through pro-duction, requiring a signoff at completion of each step. This is often accompanied by either a paper “traveler package” that includes all of the required drawings, specification, etc., or access to electronic documents. Another major hot button with the aerospace industry is FOD (Foreign Object Debris), which refers to anything left on the product that is not intended (dirt, dust, entrapped material, grease, tools, etc.). The standard requires a company to have a FOD aware-ness program to educate the workforce in avoidance of FOD.
Production Process Verification is basically first article inspection through verifying a representative sample from production. Con-trol of Production Process Changes is part of this requirement and calls for a method to control document changes affecting processes, production equipment, tools or software programs and is usually addressed by a company’s Engineering Change Request (ECR) pro-cess. Post Delivery Support deals with after-the-sale support, service and also product warranty (customer returns). Special Processes are processes where the resulting output cannot be verified by inspec-tion, testing or other nondestructive testing. An example of a spe-cial process would be welding, where the strength of the weld can only be verified in a process that tests the weld until it fails. In these cases, the process would need to be validated (people, equipment, method, output).
Identification and Traceability requires the product to be identified throughout the product realization process and provide traceabil-ity of the product after shipment in the event of any quality issue.

FIVE: Product Realization
31
This includes traceability back to the lot or batch numbers of any raw material used in the product. This is typically also handled through the traveler and unique lot or work order number for the product, but also includes any markings such as serialization when required. Many times a customer will provide tooling, inspection gauges, intellectual property (IP), or even raw material. This Cus-tomer Property must be identified, verified, and protected while in the possession of the company. The Preservation of Product require-ment has two elements, the first is ensure that product is protected from damage as it moves through product realization and during shipment to subcontracted suppliers and customers. The second element is shelf life control of perishable materials and handling of hazardous materials.
Control of Monitoring and Measuring Equipment This is another wordy title for what is typically referred to as Cal-ibration. Product will need to be measured in a variety of aspects, and calibration is the process of assuring that the equipment used to do the measuring is accurate. All tools requiring calibration must be identified with their status (Calibrated, Due Date for next calibration, etc.), a master list of all calibrated tools needs to be maintained for recall and traceability, and records of the actual cal-ibration must be kept (measurements, pass/fail, etc., method, etc.). There also needs to be a plan in place to outline the actions taken in the event a tool is found to be out of calibration if there is a risk defective product has been shipped.
Chapter 6 will continue with the next requirement of the standard, Measurement, Analysis and Improvement.

Chapter 6: Measurement, Analysis and
Improvement
The functional intent of Section 8.0 is to monitor the QMS and everything that has been put in place to comply with all of the previous sections of the AS9100 standard, and to drive improve-ment. The requirement is for the company to “plan and implement the monitoring, measurement, analysis and improvement process-es needed to: Demonstrate conformity to product requirements, Ensure conformity of the quality management system, Continual-ly improve the effectiveness of the quality management system.” There are seven specific major sub-clauses in this section:
1. Customer Satisfaction2. Internal Audit3. Monitoring and Measurement of Processes4. Monitoring and Measurement of Product5. Control of Nonconforming Product6. Analysis of Data7. Improvement
One of the key measurements of the performance of the QMS is customer perception of whether the company is meeting customer
The Printed Circuit Buyers Guide to... AS9100
34
requirements. There are many ways to measure Customer Satisfac-tion, including product conformity (yield/rework), on-time deliv-ery (OTD), customer complaints, corrective actions, and customer surveys. Internal Audits are the real time verification that the QMS is, or is not, operating as intended, and is one of the most powerful tools for driving continuous improvement. It is important to have a process to address any discrepancies found during audits and cor-rect them in a timely fashion. There are generally two things uncov-ered during internal audits: 1. Employees not following a correct procedure (which is a training improvement opportunity), and 2. Employees following an incorrect procedure (which is a procedure/process improvement opportunity). Either way, they both drive organizational improvement.
Monitoring and Measurement of ProcessesProcesses in this context is often confused with the internal man-ufacturing processes of producing a product, but what it actual-ly refers to are the QMS processes that have been defined in the quality manual under 4.2.2.c of the standard: “the processes of the
Process control at Imagineering.

SIX: Measurement, Analysis and Improvement
35
quality management system.” These are the Figure 2 processes such as: Management Responsibility, Resource Management, Product Realization, etc. There is no guidance as to the method of measure-ment, only that they be “suitable” to demonstrate the ability of the processes to achieve planned results, and action be taken when they don’t.
Monitoring and Measurement of Product is just as it sounds; verify-ing that the product meets all customer and product requirements. The measurement requirements for product acceptance need to be documented and include:
• Criteria for acceptance and/or rejection• The sequence where measurement and testing operations
are to be performed• Records of the measurement results• Any specific measurement instruments required
Product inspection at Imagineering.

The Printed Circuit Buyers Guide to... AS9100
36
Once again, this is typically managed via the traveler and traveler package, which denotes the sequence of manufacturing, test and inspection steps along with signoffs for each upon completion. Acceptance criteria are either noted on the traveler, on the custom-er drawings in the traveler package, or both. The last step in this process is what the standard defines as, “Records shall indicate the person(s) authorizing release of the product for delivery to the customer.” This is usually the last step on the traveler (shipping or a quality signoff) indicating that someone has reviewed the entire traveler and assured that all processes, inspections and tests have been per-formed and properly signed off, and the product is ready to ship to the customer. This includes any documentation required to ship with the product (CoC, test report, first article inspection report, etc.)
Control of Nonconforming MaterialThe standard requires the company to “ensure that product which does not conform to product requirements is identified and controlled to prevent its unintended use or delivery.” This includes both internal WIP and customer returns, and the emphasis here is to segregate suspect material so that is does not get shipped unintentionally. This can take the form of nonconforming tags, labels, shelving, or cages depending on the space requirements and product size/weight. The standard also requires that a process be in place to ad-dress the cause of nonconforming material and determine any other product that may be affected by the same nonconformance. Non-conforming material that has been reworked must be re-inspected to verify that the product has been brought back into compliance with the original requirements. The process for the selection and approval of the company’s personnel that are responsible for dis-position of nonconforming material must be defined and justified, usually in the form of an MRB (Material Review Board). One of the most important requirements of nonconforming material focuses on the “use-as-is” disposition. Companies tend to use this disposi-

SIX: Measurement, Analysis and Improvement
37
tion very liberally, with the MRB deeming suspect nonconforming material use-as-is and subsequently shipping the product. It is crit-ical to understand that a manufacturer does not have this authority on aerospace product. The only entity that can assign a use-as-is disposition is the design owner, or in other words, the customer.
Analysis of DataThe standard requires the company to “determine, collect and analyze appropriate data to demonstrate the suitability and effectiveness of the
quality management sys-tem and to evaluate where continual improvement of the effectiveness of the qual-ity management system can be made.” That is a mouthful, but basically this all ties into the data that is reviewed during the management review process. The intent is to provide data on key
metrics that represent the performance of the QMS, and to use this data to drive improvement activities. Data can come from a variety of areas and metrics, but the standard requires the following four metrics to be analyzed at a minimum:
1. Customer satisfaction2. Conformity to product requirements (yield, returns, com-
plaints)3. Characteristics and trends of processes and products, includ-
ing opportunities for preventive action4. Supplier performance

The Printed Circuit Buyers Guide to... AS9100
38
ImprovementThe standard requires two types of improvement: Continual Im-provement and Corrective & Preventive Action. Continual Improve-ment is improving the effectiveness of the QMS through the use of the quality policy, quality objectives, audit results, analysis of data, corrective and preventive action and management review. Corrective Action drives improvement by identifying and review-ing nonconformities within the quality system, handling customer complaints, identifying root cause and taking action to prevent reoccurrence. Preventive Action drives improvement by identifying “potential” nonconformities with the quality system, identifying root cause, and taking action to prevent nonconformance. The closed loop in the improvement process is presenting the previous-ly discussed Data Analysis at management review meetings.
Chapter 7 will conclude with an overview of Imagineering and how the company is using AS9100 to provide a competitive advantage to our customers.

Chapter 7: About Imagineering
Award-Winning Family-Based CultureImagineering was founded as a family business in 1985, and has remained true to this mission to this day. Relying heavily on fam-ily expertise, the company has succeeded by recognizing industry needs and reacting to serve these needs. Ramzan and Parvin Dhanji founded Imagineering, Inc. as a photo-plotting business to the PCB industry, quickly becoming one of the most successful photo-plot tooling services in the business by placing an overwhelming fo-cus on customer satisfaction and innovation. The family values of
L to R: Imagineering’s Khurrum Dhanji, Ramzan Dhanji, Parvin Dhanji, Sulaiman Roy.

The Printed Circuit Buyers Guide to... AS9100
40
loyalty, integrity and relentless customer service have been passed down from Ramzan and Parvin to their family and makes up the company culture that drives the day-to-day operations. The man-agement team spends a lot of time assuring that every employee embodies these values in everything they do. Imagineering is ex-tremely active in the community and industry, winning numerous awards, including the Illinois Family Business of the Year Award.
Customer Relationship ManagementOne of the ways Imagineering has been able to not only survive, but also thrive, through the numerous economic swings and indus-try downturns for over 30 years has been their ability to stay one step ahead of their customers’ needs. Early on, senior management at Imagineering recognized the importance of developing close, personal relationships with their customers, and that the key to their success would be the ability to anticipate customer needs and the flexibility to react quickly. We have developed a very unique and effective method of accomplishing this; we actually listen to our customers! Imagineering’s goal was to cultivate more than just the typical supplier-customer transactional relationship; we wanted to be an extension of our customer’s internal engineering depart-ment.
Quick-turn PCB Sourcing from AsiaThis customer-centric model drove the next Imagineering innova-tion in 1987, when the Dhanjis recognized a need with Imagineer-ing’s customers for quality, quick-turn PCBs, the next logical step after providing the tooling. Ramzan and Parvin then started to offer customers high-quality PCBs using a number of qualified vendors. Ramzan provided the business management and Parvin provided the strategic marketing and advertising that made the company so well known.

SEVEN: About Imagineering
41
Imagineering’s Asia capabilities.
Together, they created a very successful company—able to grow at a consistent rate every year. The pair’s real goal in starting the com-pany was to provide their extended family members with jobs so they could properly support their families and share in the Ameri-can dream.
Staying true to their business model, Imagineering strategically decided to focus on providing their customers with a quick-turn solution for proof-of-design, prototype and NPI (new product introduction) PCBs, separating Imagineering from the hundreds of other PCB fabricators supplying production volume product. The Dhanjis’ vision was to do something no other company was doing: provide their customers with value-added, cost-competitive PCBs manufactured in Asia and delivered in 5 days. This was where nephew Sulaiman Roy was tapped to turn this vision into reality, drawing upon his extensive experience running a global company in North Carolina that specialized in sourcing out of Asia for the retail industry.

The Printed Circuit Buyers Guide to... AS9100
42
Unfortunately, Ramzan’s health started to deteriorate, but Parvin had the courage to pick up where Ramzan left off in 2005, propel-ling the company to new heights. Where Ramzan’s style was based on management, Parvin wanted to have a strategic business plan based on industry and market trends. For Parvin, running Imag-ineering was nothing new; she had been an integral part of the company from its inception. In fact, Parvin was the creative mind behind the Imagineering name and logo. Current senior manage-ment draws heavily from the family, including President and CFO Parvin Dhanji, CEO Khurrum Dhanji and COO Sulaiman Roy.
Under Parvin’s leadership, Imagineering worked on creating brand awareness among engineers, which meant strategically planning the company’s future, including developing a succession plan to assure Imagineering’s future. In addition to serving as president and CFO, she is still the creative genius behind all of the company’s marketing and advertising campaigns. Due to the couple’s sacrifice and hard work, they paved the way for future generations—allow-ing them to enjoy weekends with family.
Value-addThe management team is adamant about adding value for their customers and has implemented many activities that would fur-ther separate Imagineering from their PCB sourcing competition. Understanding that every PCB fabricator’s engineering group has a unique method of tooling their product, Imagineering engineers spend a lot of time with each customer’s engineers to assure that their tooling will integrate seamlessly with their customers’ pro-cesses. Industry-leading quick-turn lead times out of Asia are a di-rect result of the quality partners chosen for Imagineering’s supply chain. While many of Imagineering’s competition (and OEM cus-tomers) have never set foot in the factories of the companies sup-

SEVEN: About Imagineering
43
plying PCBs, Imagineering will not qualify a supplier until surveys, qualification builds and a physical onsite plant visit have been exe-cuted. Imagineering develops the same close personal relationships with their supply partners as they do with their customers. This strategy has proven extremely successful, as most of Imagineering’s suppliers have been with them from the start. Another innovation that sent shock waves through the industry are Imagineering’s “PCB Specials,” promotional discounts and services that one might expect from Amazon or big box retailers but unheard of in the PCB industry.
Quick-turn Turnkey AssemblyImagineering’s continuous focus on customer needs has driven their latest service offering, quick-turn assembly. Following the same relentless focus on anticipating customer needs that led to quick-turn PCBs, Imagineering has developed in-house assembly capabilities to offer a “one-stop shop” to our customers, again con-centrating on proof-of-design, prototype and NPI. Drawing once again from the family talent, son Khurrum Dhanji was tasked with moving the company into the assembly business. Khurrum under-stood that the typical high-volume assembly equipment would not

The Printed Circuit Buyers Guide to... AS9100
44
work in Imagineering’s business model and focused on developing an equipment set that would be small and nimble enough to sup-port rapid changeover of part numbers with minimal setup. The result was a highly flexible assembly operation that supports Imag-ineering’s quick-turn PCB offering.
AS9100Imagineering’s relentless focus on the customer has led them to the decision to upgrade their current ISO 9001 quality management system to the Aerospace AS9100 version. Customer pressure (or demand) is typically the driving factor for most companies to pur-sue the stringent, daunting AS9100 certification, but this is not the case with Imagineering. Once again, Imagineering is differentiating themselves, as this decision was solely based on the desire to im-prove the company, and their service to their customers.
Imagineering’s intent with this book is to educate our customers on AS9100, its benefits, and how this certification makes Imagineering a better supplier to them.

Certified Woman Business Enterprise (WBE) Certified Woman-Owned Small Business(WOSB)ITAR Registered ISO Certified UL Approved WEEE Approved SAM Registered
[email protected] (847) 806-0003
AS9100C Certified
Just upload your Bill of Materialand you will receivea full turnkey quotein MINUTES
PCBA CAPABILITIES 24 Hr. Turnaround Service Passives down to 01005 BGA and MBGA Leaded or PB-Free Assembly-Jet Printing SMT and Thru-Hole Capabilities All SMT Machine placed All SMT Machine placed Full Turnkey Quote in Minutes
My500 Jet Printer
Eliminates use of stencilsMy100 Pick and Place Machine
Hydra-Head TechnologyPassive value check before placementCut tape and loose parts machine placedCut tape and loose parts machine placed
Vitronics 8-Zone Reflow oven
EQUIPMENT LIST
TaconicMAGTRON
TaconicMAGTRON

..,. By an ANAB Accredited Agency
,..: for � printed circuit poards AC C R E DIT E D
PERRYJOHNSON & assemblies Hiilil•tl
REGISTRARS, INC. •
M����1��c��iaiv�6��s
This certification is an internationally recognized standard focused on quality requirements necessary in the defense and
aerospace industry.
in ering inc
847-806-0003
ITAR Registered ISO Certified UL Approved WEEE Approved SAM Registered Certifications: Woman Business Enterprise (WBE) Woman-Owned Small Business (WOSB)