tpm for the lean factory thai version -5
TRANSCRIPT

Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
69รากฐานสำคัญของการบำรุงรักษาแบบทันทีทันใดโดยเตรียมพร้อมไว้ล่วงหน้า
รากฐานสำคัญของการบำรุงรักษาแบบทันทีทันใด
โดยเตรียมพร้อมไว้ล่วงหน้า
4
ปัญหาหลากหลายต่างๆ กันไป ที่มีโอกาสพบได้กับเครื่องจักร อุปกรณ์ และเครื่องไม้เครื่องมือต่างๆ ที่มีการ
ติดตั้งหรือใช้อยู่ในโรงงาน:
1. การหยุดเล็กน้อย โดยไม่ได้ตั้งใจ (ไม่เกิน 3 นาที) ที่ขัดจังหวะการไหลของสายการผลิต
2. การหยดุปานกลางและยาวนานโดยไมไ่ดต้ัง้ใจ (4 นาทขีึน้ไป แตไ่มเ่กนิ 30 นาท ีสำหรบัการหยดุปานกลาง
และมากกว่า 30 นาที สำหรับการหยุดยาวนาน) ที่ทำให้การผลิตต้องหยุดลง (คนส่วนใหญ่มักคิดว่าการหยุดทั้งสองนี้
แตกต่างกับการหยุดเล็กน้อย แต่เราอยากให้คิดตามว่า ถ้ามองที่ผลลัพธ์สุดท้ายแล้ว จริงๆ มันก็คือเครื่องจักรหยุด
เหมือนกัน)
3. การหยุดเพื่อเตรียมความพร้อมก่อนตั้งเครื่องจักร เพื่อเปลี่ยนทดแทนชิ้นส่วน หรือเพื่อแก้ไขการตั้งค่าที่
ผิดพลาดระหว่างการตั้งเครื่องจักรและเปลี่ยนรุ่นการผลิต ซึ่งทั้งหมดเกิดความสูญเปล่า
4. การหยุดเพื่อเปลี่ยนใบมีดหรือชุดอุปกรณ์คมตัดต่างๆ
5. ความสูญเปล่าจากการเกิดของเสียและการแก้ไขงาน หรืออัตราการใช้ประโยชน์จากวัตถุดิบต่ำ เนื่องจาก
ชิ้นส่วนหรือวัตถุดิบของผู้ขาย (Supplier) มีคุณภาพไม่คงที่
6. ความสูญเปล่าจากการที่เครื่องจักรหรืออุปกรณ์ต้องอยู่เฉยๆ ไม่สามารถใช้งานได้ เนื่องจากขาดชิ้นส่วนที่
จำเป็น
7. ความสูญเปล่าจากการที่สายการผลิตถูกรบกวน เนื่องจากพนักงานไม่อยู่ประจำสายการผลิต
Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
70 TPM สำหรับโรงงานแบบลีนTPM for the Lean Factory
นอกจากนี้เราคงต้องพูดถึงการหยุดอีกจำนวนหนึ่งที่เป็นการหยุดเนื่องจากการวางแผน (หรือบริหารจัดการ)
ที่มักจะเกิดจากการที่มีคำสั่งซื้อจากลูกค้าแทรกเข้ามาในระหว่างกำลังทำการผลิตด้วยแผนที่ลงตัวแล้ว แต่เราก็
สามารถทำอะไรได้หลายอย่าง ในสถานการณ์เช่นนี้ ซึ่งเราจะลงรายละเอียดกันในบทที่ 7
ความสูญเปล่าทั้ง 7 ประการดังที่ปรากฏข้างต้น ทั้งหมดมีนัยสำคัญ ด้วยมุมมองของ TPM แต่ถ้าด้วยมุมมอง
ของลูกค้าแล้ว ความสูญเปล่าที่สำคัญที่สุดคือการเกิดของเสียอันเนื่องมาจากปัญหาเครื่องจักร
ในบทนี ้เราจะพจิารณาวา่ทำอะไรไดบ้า้งเพือ่กำจดัการหยดุของเครือ่งจกัร ทัง้เลก็นอ้ย ปานกลาง และยาวนาน
ขั้นตอนที่1ศึกษาเงื่อนไขหรือข้อจำกัดในปัจจุบัน
บางปัญหาสามารถเห็นและเข้าใจได้ในทันที แต่บางปัญหาก็ไม่ คุณจึงจำเป็นต้องเริ่มด้วยการศึกษาสถาน-
การณ์ปัจจุบันก่อนเพื่อนำไปสู่สถานการณ์ที่ควรเป็นต่อไป การสำรวจบางอย่างด้วยเครื่องมือทางวิศวกรรมอุตสาหการ
ต่อไปนี้ ช่วยคุณได้
1. แผนภูมิการวิเคราะห์ผลิตภัณฑ์และปริมาณ (P-Q Analysis Chart) (ตัวอย่างในตารางที่ 5-1 หน้า 93)
2. ผังการไหลตามการวางผังโรงงาน (Layout Flow Diagram) (ตัวอย่างในภาพที่ 5-1 หน้า 90)
3. รายงานประสิทธิภาพของสายการผลิตประจำเดือน (แบบฟอร์มที่ 19 ในหน้า 308-309)
4. แผนภูมิการวิเคราะห์การปฏิบัติงานของเครื่องจักรอุปกรณ์ (ตารางที่ 4-1)
5. แบบฟอร์มการวิเคราะห์สาเหตุของการหยุดเล็กน้อย (ตารางท่ี 4-2)
ขั้นตอนที่2สรุปปัญหาของแต่ละเครื่องจักรและสายการผลิต
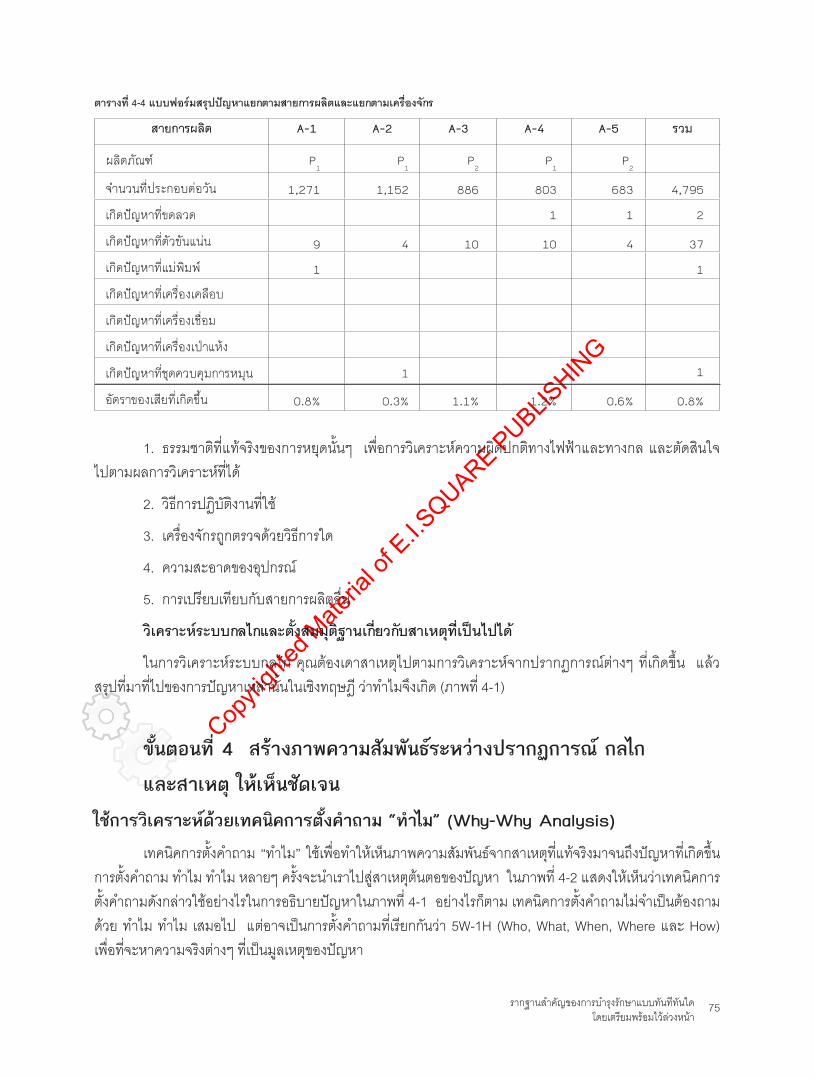
1. ในรูปแบบที่ใช้กันทั่วไป คุณสามารถออกแบบตารางโดยให้หลัก (column) แสดงชนิดของปัญหาและ
แถว (row) แสดงชื่อของสายการผลิต อย่างไรก็ตาม เพื่อความชัดเจนและรายละเอียดที่มากขึ้น คุณสามารถแยกเอา
แต่ละสายการผลิตและแต่ละเครื่องจักร มาทำตารางในลักษณะเดียวกันได้ ดังตารางที่ 4-3 และ 4-4
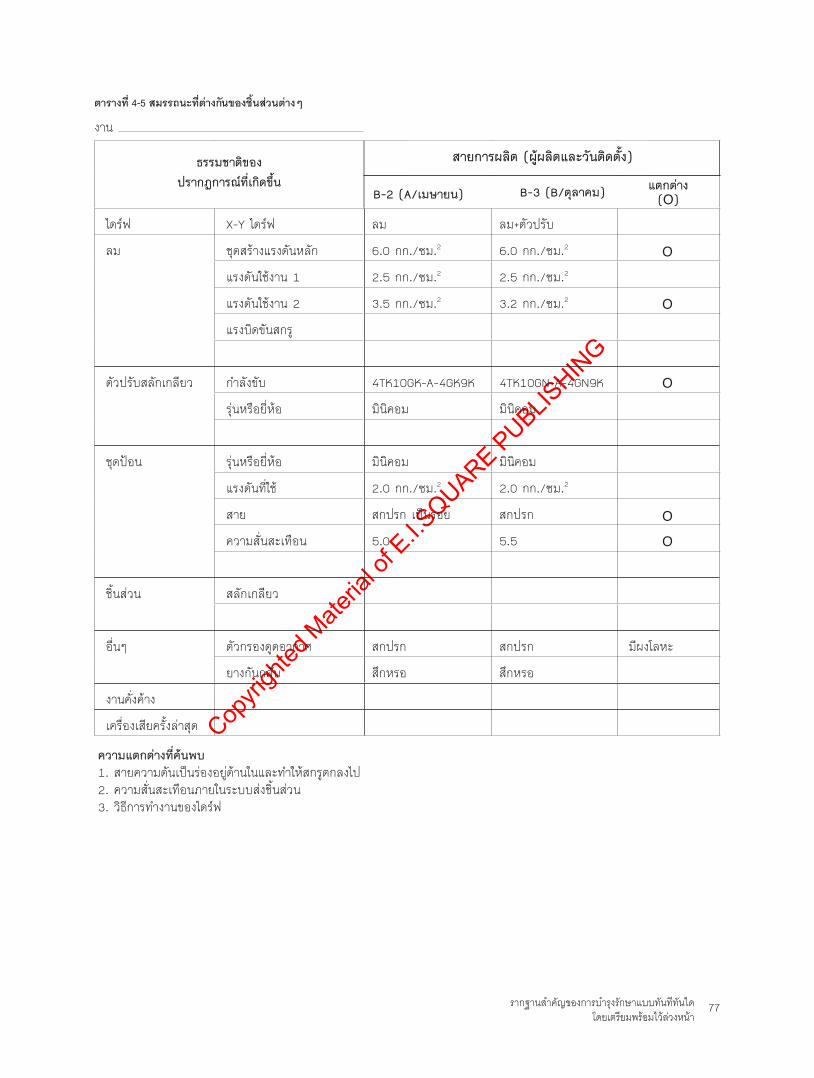
2. คุณจะค้นพบว่าในบรรดาชิ้นส่วนหรืออุปกรณ์ต่างๆ ของเครื่องจักรที่ใช้อยู่ในโรงงานของคุณ มีสมรรถนะ
ที่แตกต่างกัน และความแตกต่างนี้คุณจะพบได้ เมื่อคุณใช้แบบฟอร์มอย่างในตารางที่ 4-5 มาทำการแยกแยะ
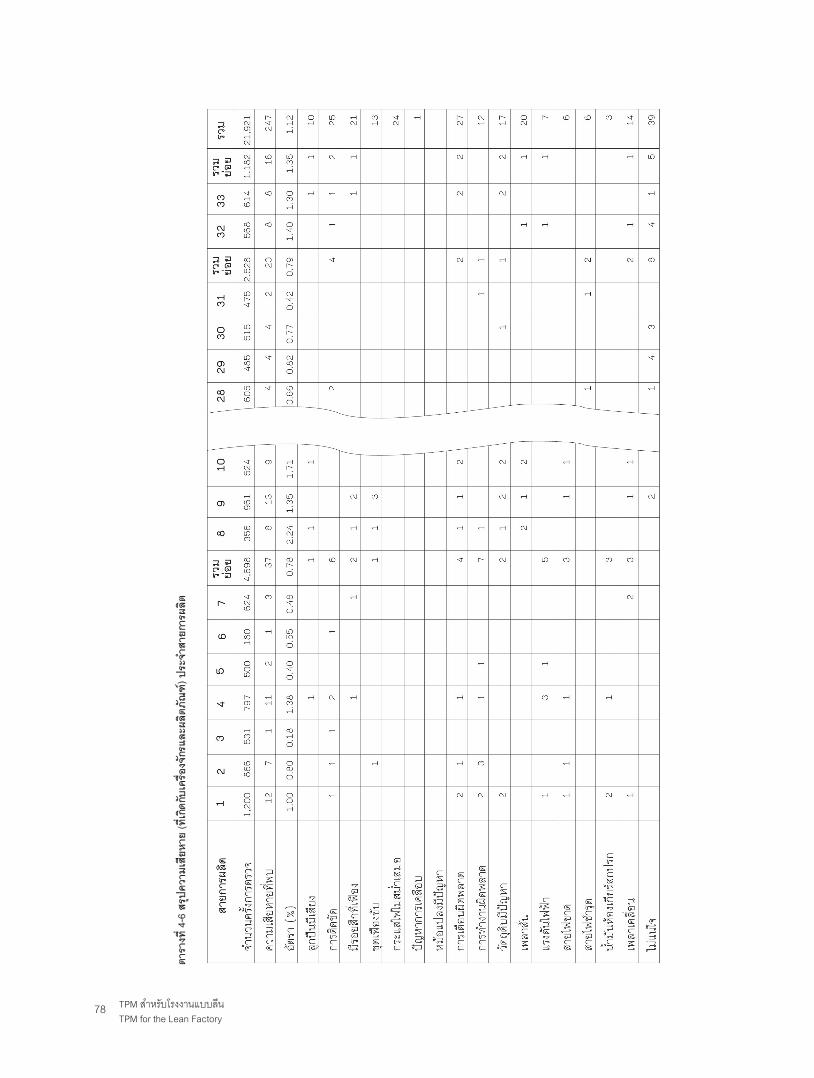
3. อาจเป็นประโยชน์มากถ้าเรามีแบบฟอร์มสรุปเพื่ออ้างอิงการเกิดของเสียของแต่ละสายการผลิต (ตาราง
ที่ 4-6) แล้วคุณจะประหลาดใจที่พบว่าปริมาณการเกิดของเสียกับปริมาณการเกิดปัญหาในเครื่องจักร มันไปด้วยกัน
กล่าวคือ เมื่อเครื่องจักรเกิดปัญหามาก ปริมาณของเสียก็จะตามมา
ขั้นตอนที่3วิเคราะห์กลไกการเกิดการหยุดเล็กๆน้อยๆและสาเหตุ
ยืนยันสถานการณ์
คุณสามารถยืนยันสถานการณ์จริงที่เกิดขึ้นภายใต้การหยุดเล็กน้อย ที่เกิดขึ้นมากมายด้วยตาของคุณเอง ถ้า
แต่ละครั้งมันไม่เกิดติดกันมากนัก อุปกรณ์ช่วยของคุณคือการบันทึกด้วยวีดีโอความเร็วสูง ทั้งนี้เพื่อให้คุณศึกษาสิ่ง
ต่างๆ ต่อไปนี้
Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
75รากฐานสำคัญของการบำรุงรักษาแบบทันทีทันใดโดยเตรียมพร้อมไว้ล่วงหน้า
1. ธรรมชาติที่แท้จริงของการหยุดนั้นๆ เพื่อการวิเคราะห์ความผิดปกติทางไฟฟ้าและทางกล และตัดสินใจ
ไปตามผลการวิเคราะห์ที่ได้
2. วิธีการปฏิบัติงานที่ใช้
3. เครื่องจักรถูกตรวจด้วยวิธีการใด
4. ความสะอาดของอุปกรณ์
5. การเปรียบเทียบกับสายการผลิตอื่น
วิเคราะห์ระบบกลไกและตั้งสมมุติฐานเกี่ยวกับสาเหตุที่เป็นไปได้
ในการวิเคราะห์ระบบกลไก คุณต้องเดาสาเหตุไปตามการวิเคราะห์จากปรากฏการณ์ต่างๆ ที่เกิดขึ้น แล้ว
สรุปที่มาที่ไปของการปัญหาเหล่านั้นในเชิงทฤษฎี ว่าทำไมจึงเกิด (ภาพที่ 4-1)
ขั้นตอนที่4สร้างภาพความสัมพันธ์ระหว่างปรากฏการณ์กลไก
และสาเหตุให้เห็นชัดเจน
ใช้การวิเคราะห์ด้วยเทคนิคการตั้งคำถาม“ทำไม”(Why-WhyAnalysis)
เทคนิคการตั้งคำถาม “ทำไม” ใช้เพื่อทำให้เห็นภาพความสัมพันธ์จากสาเหตุที่แท้จริงมาจนถึงปัญหาที่เกิดขึ้น
การตั้งคำถาม ทำไม ทำไม หลายๆ ครั้งจะนำเราไปสู่สาเหตุต้นตอของปัญหา ในภาพที่ 4-2 แสดงให้เห็นว่าเทคนิคการ
ตั้งคำถามดังกล่าวใช้อย่างไรในการอธิบายปัญหาในภาพที่ 4-1 อย่างไรก็ตาม เทคนิคการตั้งคำถามไม่จำเป็นต้องถาม
ด้วย ทำไม ทำไม เสมอไป แต่อาจเป็นการตั้งคำถามที่เรียกกันว่า 5W-1H (Who, What, When, Where และ How)
เพื่อที่จะหาความจริงต่างๆ ที่เป็นมูลเหตุของปัญหา
ตารางที่ 4-4 แบบฟอร์มสรุปปัญหาแยกตามสายการผลิตและแยกตามเครื่องจักร
สายการผลิต
A-1 A-2 A-3 A-4 A-5 รวม
จำนวนที่ประกอบต่อวัน
เกิดปัญหาที่ขดลวด
เกิดปัญหาที่ตัวขันแน่น
เกิดปัญหาที่แม่พิมพ์
เกิดปัญหาที่เครื่องเคลือบ
เกิดปัญหาที่เครื่องเชื่อม
เกิดปัญหาที่เครื่องเป่าแห้ง
เกิดปัญหาที่ชุดควบคุมการหมุน
อัตราของเสียที่เกิดขึ้น
ผลิตภัณฑ์ P1
1,271
9
1
0.8%
P1
1,152
4
1
0.3%
P2
886
10
1.1%
P1
803
1
10
1.2%
P2
683
1
4
0.6%
4,795
2
37
1
1
0.8%
Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
76 TPM สำหรับโรงงานแบบลีนTPM for the Lean Factory
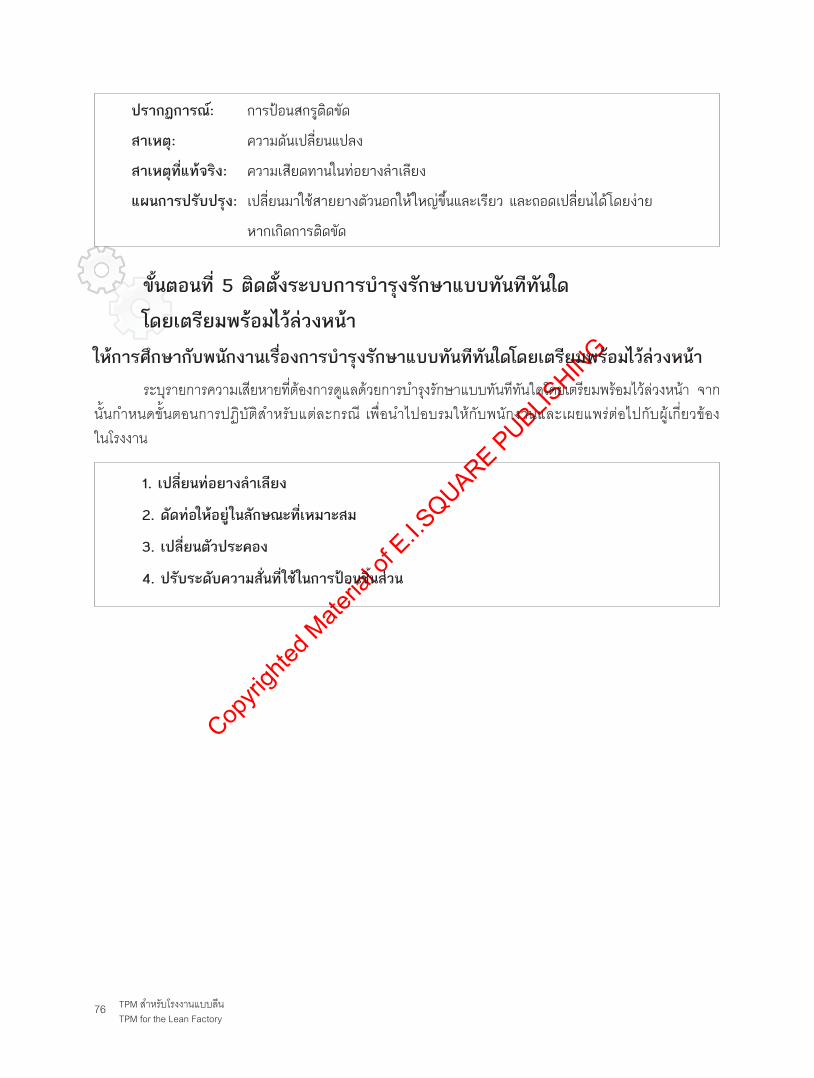
ขั้นตอนที่5ติดตั้งระบบการบำรุงรักษาแบบทันทีทันใด
โดยเตรียมพร้อมไว้ล่วงหน้า
ให้การศึกษากับพนักงานเรื่องการบำรุงรักษาแบบทันทีทันใดโดยเตรียมพร้อมไว้ล่วงหน้า
ระบุรายการความเสียหายที่ต้องการดูแลด้วยการบำรุงรักษาแบบทันทีทันใดโดยเตรียมพร้อมไว้ล่วงหน้า จาก
นั้นกำหนดขั้นตอนการปฏิบัติสำหรับแต่ละกรณี เพื่อนำไปอบรมให้กับพนักงานและเผยแพร่ต่อไปกับผู้เกี่ยวข้อง
ในโรงงาน
1.เปลี่ยนท่อยางลำเลียง
2.ดัดท่อให้อยู่ ในลักษณะที่เหมาะสม
3.เปลี่ยนตัวประคอง
4.ปรับระดับความสั่นที่ ใช้ ในการป้อนชิ้นส่วน
ปรากฏการณ์: การป้อนสกรูติดขัด
สาเหตุ: ความดันเปลี่ยนแปลง
สาเหตุที่แท้จริง: ความเสียดทานในท่อยางลำเลียง
แผนการปรับปรุง: เปลี่ยนมาใช้สายยางตัวนอกให้ ใหญ่ขึ้นและเรียว และถอดเปลี่ยนได้ โดยง่าย
หากเกิดการติดขัด
Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
77รากฐานสำคัญของการบำรุงรักษาแบบทันทีทันใดโดยเตรียมพร้อมไว้ล่วงหน้า
ความแตกต่างที่ค้นพบ 1. สายความดันเป็นร่องอยู่ด้านในและทำให้สกรูตกลงไป 2. ความสั่นสะเทือนภายในระบบส่งชิ้นส่วน 3. วิธีการทำงานของไดร์ฟ
ตารางที่ 4-5 สมรรถนะที่ต่างกันของชิ้นส่วนต่างๆ
ไดร์ฟ X-Y ไดร์ฟ ลม ลม+ตัวปรับ
ลม ชุดสร้างแรงดันหลัก 6.0 กก./ซม.2 6.0 กก./ซม.2
แรงดันใช้งาน 1 2.5 กก./ซม.2 2.5 กก./ซม.2
แรงดันใช้งาน 2 3.5 กก./ซม.2 3.2 กก./ซม.2
แรงบิดขันสกรู
ตัวปรับสลักเกลียว กำลังขับ 4TK10GK-A-4GK9K 4TK10GN-A-4GN9K
รุ่นหรือยี่ห้อ มินิคอม มินิคอม
ชุดป้อน รุ่นหรือยี่ห้อ มินิคอม มินิคอม
แรงดันที่ใช้ 2.0 กก./ซม.2 2.0 กก./ซม.2
สาย สกปรก เป็นรอย สกปรก
ความสั่นสะเทือน 5.0 5.5
ชิ้นส่วน สลักเกลียว
อื่นๆ ตัวกรองดูดอากาศ สกปรก สกปรก มีผงโลหะ
ยางกันกลับ สึกหรอ สึกหรอ
งานคั่งค้าง
เครื่องเสียครั้งล่าสุด
O
O
O
O
O
ธรรมชาติของ
ปรากฏการณ์ที่เกิดขึ้น
สายการผลิต (ผู้ผลิตและวันติดตั้ง)
B-2 (A/เมษายน) แตกต่าง (O) B-3 (B/ตุลาคม)
งาน
Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
78 TPM สำหรับโรงงานแบบลีนTPM for the Lean Factory
ตารา
งที่ 4
-6 ส
รุปคว
ามเส
ียหาย
(ที่เก
ิดกับ
เครื่อ
งจักร
และผ
ลิตภ
ัณฑ
์) ประ
จำสา
ยการ
ผลิต
Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
79รากฐานสำคัญของการบำรุงรักษาแบบทันทีทันใดโดยเตรียมพร้อมไว้ล่วงหน้า
กำหนดรายการบำรุงรักษาหลัก
ดูแลรายการบำรุงรักษาหลักที่มีการกำหนดไว้อย่างเป็นระบบเพื่อความมั่นใจว่าจะได้รับการปฏิบัติอย่าง
แน่นอน จัดทำแผนการปรับปรุงดังในตารางที่ 4-7 เพื่อช่วยให้กิจกรรมของคุณอยู่กันอย่างเป็นระเบียบกับอาการและ
สาเหตุต่างๆ ควรมีป้ายบ่งชี้หรือสติ๊กเกอร์เพื่อบ่งบอกว่ารายการตรวจสอบใดที่่ใดพนักงานควรเป็นผู้ทำ และรายการ
ตรวจสอบใดที่วิศวกรควรเป็นผู้ทำ โดยเฉพาะอย่างยิ่ง รายการที่พนักงานเป็นผู้ทำต้องทำให้ครบทุกรายการตามที่
กำหนดไว้ก่อนเริ่มงานในแต่ละกะ ตัวอย่างดังต่อไปนี้
รายการสำหรับการตรวจสอบโดยพนักงาน รายการสำหรับการตรวจสอบโดยวิศวกร
G ตัวกรอง G ความเสียดทานที่ผิวโอริง (O-ring)
G แผ่นความดัน G ท่อยาง
G สกูรที่ตกลงมา G การปรับเครื่องวัดแรงบิด (torque meter)
ขั้นตอนที่6ส่งเสริมกิจกรรมการบำรุงรักษาด้วยตนเองของฝ่ายผลิต
1. ออกแบบแบบฟอร์มการบำรุงรักษาประจำวันสำหรับบำรุงรักษาด้วยตนเอง (ภาพที่ 4-3)
2. แขวนป้ายตรงบริเวณชิ้นส่วนของเครื่องจักรที่สมควรตรวจเช็ค (ภาพที่ 4-4) เพื่อให้พนักงานผู้ใช้เครื่องได้
ใชใ้นขณะทำการตรวจเชค็ ระหวา่งดำเนนิกจิกรรมการบำรงุรกัษาดว้ยตนเองตามปกต ิ โดยการตรวจเชค็ดงักลา่วพนกังาน
จะทำตามรายการที่ระบุไว้บนป้ายด้านที่มีสีแดง และหลังจากเสร็จสิ้นก็จะยืนยันด้วยการกลับป้ายเพื่อให้ด้านสีฟ้า
ขึ้นมาแทน ในตารางที่ 4-8 แสดงรายการตรวจเช็ค ก่อนเริ่มทำงานในแต่ละกะ
3. จัดหมวดหมู่รายการตรวจเช็ค ทั้งนี้เพื่อให้รายการตรวจเช็คสำหรับพนักงานผู้ใช้เครื่องไม่เป็นภาระจนเกิน
ไป โดยทั่วไปก็จะให้ทำในรายการที่เล็กๆ ง่ายๆ ดังเช่นรายการตรวจเช็คเครื่องจักรประจำวันในภาพที่ 4-3
Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
80 TPM สำหรับโรงงานแบบลีนTPM for the Lean Factory
ขั้นตอนที่7จัดทำคู่มือการบำรุงรักษาแบบทันทีทันใด
โดยเตรียมพร้อมไว้ล่วงหน้า
1. เมื่อเครื่องจักรอุปกรณ์เกิดปัญหาขึ้น ต้องจดบันทึกอย่างรวดเร็วเพื่อสรุปว่าเกิดอะไรขึ้น สาเหตุและ
แนวทางในการแก้ปัญหาที่เป็นไปได้มีอะไรบ้าง (ตารางที่ 4-9)
2. และเมื่อใดก็ตามที่การแก้ไขเสร็จสมบูรณ์ ต้องมีการจดบันทึกรายละเอียดต่างๆ (ภาพที่ 4-5)
3. รวบรวมบนัทกึตามขอ้ 2 เพือ่สรปุหาแนวทางการแกไ้ขทีด่ทีีส่ดุ และจดัทำเปน็คูม่อืตอ่ไป ในตารางที ่ 4-10
แสดงให้เห็นแนวทางหนึ่งในการจัดทำคู่มือที่ใช้ง่ายในรูปของเอกสาร
4. ขยายผลทั่วทั้งโรงงาน ให้ทุกคนสามารถเป็นได้ทั้งผู้สอนและผู้เรียน (รายละเอียดเพิ่มเติมสำหรับการ
บำรุงรักษาแนวทางนี้อยู่ในหนังสือ Kaizen for Quick Changeover โดย Sekine และ Arai, Productivity Press,
1992)
ทัง้หมดทีก่ลา่วมานี ้ ในการปฏบิตัจิรงิ ไมค่วรใชเ้วลาเกนิ 3 นาทใีนการตรวจตราปญัหาอยา่งละเอยีด พจิารณา
และวิเคราะห์สาเหตุที่เป็นไปได้ เปลี่ยนชิ้นส่วน และปรับแต่ง
การบำรุงรักษาแบบทันทีทันใดโดยเตรียมพร้อมไว้ล่วงหน้า คือสิ่งแรกและสิ่งที่เกือบสำคัญที่สุดของคุณ หาก
ว่าคุณยังเผชิญและไม่สามารถหลีกเลี่ยงได้กับปัญหาที่เกิดกับเครื่องจักรและอุปกรณ์

Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
82 TPM สำหรับโรงงานแบบลีนTPM for the Lean Factory
ภาพที่ 4-2 การวิเคราะห์ด้วยเทคนิคการตั้งคำถาม “ทำไม” กรณีสกรูติด