universidad de chile facultad de ciencias...
TRANSCRIPT

UNIVERSIDAD DE CHILE
FACULTAD DE CIENCIAS QUIMICAS Y FARMACEUTICAS DEPARTAMENTO DE CIENCIA DE LOS ALIMENTOS Y TECNOLOGIA QUIMICA
PATROCINANTE Sr. Eduardo Castro Montero
Departamento de Ciencia de los Alimentos y Tecnología Química
DIRECTOR Sr. Eduardo Castro Montero
Departamento de Ciencia de los Alimentos y Tecnología Química
“INTERESTERIFICACIÓN QUÍMICA DE GRASA ANIMAL Y
ACEITE DE NUEZ”
Anteproyecto de Memoria para optar al Título de Ingeniero en Alimentos
IVÁN ALBERTO RIQUELME COLOMA
Santiago- Chile NOVIEMBRE 2006

II
DEDICATORIA
A Dios, a mis padres Gloria Coloma Azúa y
Sergio Riquelme Leiva, a mi hermana Javiera
Riquelme Coloma, a mis abuelos Eva Leiva
Norambuena y Héctor Riquelme Pinna, a
quienes amo y admiro.

III
AGRADECIMIENTOS
A la Universidad de Chile y su Facultad de Ciencias Químicas y
Farmacéuticas.
A los académicos, funcionarios y especialistas que trabajan en el
Departamento de Ciencia de los Alimentos y Tecnología Química de la Facultad
de Ciencias Químicas y Farmacéuticas.
Al Ingeniero y amigo Iván Guerrero Riquelme por su ayuda y gestión para
realizar mi tesis en Nestlé Chile S.A.
Al profesor Eduardo Castro Montero por su constante enseñanza tanto en
lo académico como en lo personal.
Al técnico Eduardo Ibáñez del Departamento de Operaciones Unitarias
por su ayuda y excelente disposición para ayudarme en los momentos en que lo
necesité.
A la profesora Lilia Masson y el Ingeniero en Alimentos Conrado Camilo
por su ayuda en el análisis por cromatografía gas-líquido de mis muestras. A Carolina Jara por entregarme de forma desinteresada los
conocimientos necesarios en el manejo del equipo Lloyd.
A Nicolás Carriles por entregarme los conocimientos necesarios para la
determinación de color de las muestras en la elaboración de mi tesis.
A Andrea Jáuregui por entregarme los conocimientos necesarios para la
determinación del índice de peróxido.
A Deborah Wuaceols por entregarme los conocimientos de microscopía
de luz polarizada e índice de refracción y su excelente disposición a ayudarme.
A la secretaria del Departamento de Ciencia de los Alimentos y
Tecnología Química Marta Argomedo por su ayuda desinteresada en mi estadía
en el laboratorio.
A mi novia, Valeria Guzmán Poblete por su cariño, preocupación y aliento
a lo largo del desarrollo de mi tesis.
Especialmente agradezco a mi familia y mis abuelos por su apoyo,
esfuerzo, confianza y amor entregados en forma incondicional.

IV
ÍNDICE GENERAL Página
Índice de Tablas.................................................................................................VII Índice de Figuras................................................................................................IX
Índice de Gráficos...............................................................................................X
Índice de Anexos.................................................................................................XI
Nomenclatura......................................................................................................XII
I. INTRODUCCIÓN........................................................................................1
1. Antecedentes generales.............................................................................4
1.1 Reacción de interesterificación...................................................................4
1.1.1 Definición y características.........................................................................4
1.1.2 Mecanismo de reacción..............................................................................4
1.1.3 Aplicaciones................................................................................................7
1.2 Características de las materias primas.......................................................7
1.2.1 Aceite de nuez............................................................................................7
1.2.2 Grasa animal..............................................................................................8
1.3 Diseño experimental...................................................................................9
1.4 Objetivos.....................................................................................................9
1.4.1 Objetivo general..........................................................................................9
1.4.2 Objetivo específico.....................................................................................10
II MATERIALES Y MÉTODOS......................................................................11
2.1 Materiales....................................................................................................11
2.1.1 Materias primas.......................................................................... ................11
2.1.2 Material de vidrio.........................................................................................11
2.1.3 Otros materiales de laboratorio...................................................................11
2.1.4 Reactivos y soluciones................................................................................11
2.1.5 Instrumentos y equipos de laboratorio........................................................12
2.2 Metodología.................................................................................................12
2.2.1 Elección de las materias primas y determinación
de las características físicas y químicas.....................................................13

V
2.2.1.1 Elección de las materias primas...............................................................13
2.2.1.2 Determinación de las características físicas y químicas..........................13
2.2.2 Métodos de análisis.............. ...................................................................13
2.2.2.1 Parámetros físicos....................................................................................13
2.2.2.2 Parámetros químicos................................................................................14
2.3 Determinación de las variables dependientes e independientes
del diseño experimental. Optimización de las condiciones de proceso y
requerimientos de catalizador....................................................................14
2.3.1 Determinación de las condiciones de proceso...........................................14
2.3.2 Diseño de experimentos.............................................................................15
2.3.2.1 Variables de estudio para la reacción de interesterificación.....................15
2.3.2.2 Variables dependientes.............................................................................16
2.3.2.3 Diseño factorial fraccionario 24-1 ...............................................................16
2.3.2.4 Diseño de optimización..............................................................................17
2.4 Establecimiento de los modelos matemáticos.............................................17
2.4.1 Obtención del producto óptimo...................................................................18
2.5 Caracterización del producto óptimo...........................................................18 III RESULTADOS Y DISCUSIÓN....................................................................19
3.1 Determinación de las características físicas y químicas
de las muestras interesterificadas y no interesterificadas...........................19
3.2 Determinación de las condiciones del procesos.........................................23
3.2.1 Etapas del proceso de interesterificación química......................................23
3.2.2 Diagrama de bloques..................................................................................23
3.2.3 Esquema del sistema de reacción..............................................................25
3.3 Características del producto objeto.............................................................26 3.4 Resultados del diseño experimental 24-1.....................................................26
3.4.1 Características de combinación de materias primas
en los niveles del diseño.............................................................................26
3.4.2 Análisis estadístico de las respuestas del diseño 24-1................................28
3.4.3 Diseño de optimización...............................................................................29
3.5 Diseño factorial bidimensional en tres niveles (32)......................................29

VI
3.5.1 Análisis estadístico de las respuestas del diseño 32...................................31
3.5.2 Establecimiento de los modelos matemáticos............................................32
3.6 Condiciones de obtención del producto optimo..........................................33
3.7 Caracterización del producto óptimo...........................................................34
3.7.1 Análisis del producto óptimo con y sin interesterificación...........................34
3.7.1.1 Análisis comparativo del producto óptimo con respecto
al estándar establecido..............................................................................34
3.7.1.2 Análisis de las características texturales por medio
del ensayo de compresión a los productos optimizados............................36
3.7.1.3 Análisis de microscopía de luz polarizada................................................38
3.8 Cambios físicos determinados a través de
calorimetría diferencial de barrido (DSC)....................................................43 IV CONCLUSIONES.......................................................................................46 V BIBLIOGRAFÍA..........................................................................................48

VII
ÍNDICE DE TABLAS
Página Tabla 1. Definición de las variables estudiadas.................................................16
Tabla 2. Matriz diseño factorial fraccionario 24-1 ...............................................17
Tabla 3. Resultados de los análisis físicos y químicos
de las muestras interesterificadas y no interesterificadas..................................19
Tabla 4. Composición de ácidos grasos de las
materias primas (% ésteres metílicos)................................................................21
Tabla 5. Composición de ácidos grasos de las muestras
óptimas interesterificadas por Cromatografía Gas-Líquido
(% ésteres metílicos)..........................................................................................21
Tabla 6. Condiciones óptimas para una materia grasa
comercial............................................................................................................26
TABLA 7. Resultados diseño de experimentos 24-1 ..........................................27
TABLA 8. Resumen de valores p y F de ANOVAS
aplicados a las respuestas del diseño 24-1.........................................................28
Tabla 9. Matriz diseño factorial bidimensional en
tres niveles (32)..................................................................................................29
Tabla 10. Resultados de variables dependientes
en el diseño factorial bidimensional en tres niveles (32)....................................30

VIII
Tabla 11. Resumen de valores p y F del análisis
ANOVA aplicado a la respuesta del diseño 32...................................................31
Tabla 12. Comparación entre las respuestas del
modelo matemático y las respuestas experimentales
para la interesterificación..................................................................................33
Tabla 13. Condiciones experimentales para
el producto óptimo.............................................................................................33
Tabla 14. Comparación de CSG y PF entre
la mezcla optimizada con interesterificación
y la mezcla sin interesterificación......................................................................34
Tabla 15. Parámetros texturales de la mezcla óptima
en base a grasa animal.....................................................................................37
IX
ÍNDICE DE FIGURAS
Página Figura 1. Intercambio de ácidos grasos debido a la acción
del catalizador metóxido de sodio, entre dos
triglicéridos diferentes.........................................................................................6
Figura 2. Sistema que contiene dos ácidos grasos que
al ser sometidas al reordenamiento al azar,
la composición triglicérida alcanza el equilibrio...................................................6
Figura 3. Diagrama de bloque para la reacción de Interesterificación...............................................................................................24
Figura 4. Esquema del sistema de reacción de
interesterificación a nivel de laboratorio.............................................................25
Figura 5. Microfotografías de luz polarizada para MGANI
y MGAI con un aumento de 10X.........................................................................41
Figura 6. Microfotografías de luz polarizada para MGANI
y MGAI con un aumento de 40X.........................................................................42

X
ÍNDICE DE GRÁFICOS Página
Gráfico 1. Curvas de índices de sólidos grasos,
producto del diseño 24-1.....................................................................................27
Gráfico 2. Curvas de índices de sólidos grasos
para las mezclas interesterificadas, producto del diseño 32........ ......................30
Gráfico 3. Comparación de CSG entre la mezcla
optimizada y el estándar en función de la temperatura......................................35
Gráfico 4. Curvas de compresión para la mezcla
óptima interesterificada (MGAI) y no interesterificada (MGANI).........................37
Gráfico 5. Curva obtenida por calorimetría diferencial
de barrido para el producto óptimo sin interesterificación..................................44
Gráfico 6. Curva obtenida por calorimetría diferencial
de barrido para el producto óptimo con interesterificación.................................44

XI
ÍNDICE DE ANEXOS
Página Anexo 1. Tablas de Análisis de Varianza y coeficientes de
correlación para respuestas del diseño 24-1........................................................51
Anexo 2. Tablas de Análisis de Varianza y Coeficientes de
Correlación para respuestas del diseño 32.........................................................54 Anexo 3. Superficie de respuesta del diseño de optimización
de respuesta múltiple..........................................................................................57

XII
NOMENCLATURA
AGT: Ácidos Grasos Trans
CSG: Contenido de Sólidos Grasos
MGA: Materia Grasa Animal
AN: Aceite de Nuez
MGANI: Materia Grasa Animal no Interesterificada
MGAI: Materia Grasa Animal Interesterificada
DS: Desviación Estándar
GLC: Cromatografía Gas-Líquido
CDB: Calorimetría Diferencial de Barrido
PF: Punto de Fusión
X: Promedio
CV: Coeficiente de Variación
XIII
RESUMEN
Se ha estudiado la aplicación del proceso de interesterificación química,
con la finalidad de desarrollar un sistema que permita la obtención a escala
industrial de bases grasas alternativas, que sean un gran aporte de ácidos grasos
insaturados y con un bajo contenido de ácidos grasos trans (AGT).
Las materias primas utilizadas fueron materia grasa animal de bovino y
aceite de nuez. El catalizador empleado fue metóxido de sodio (CH3ONa) al 0,4%
y 90 ºC. Las variables estudiadas fueron: porcentaje(%) de materia grasa animal
de bovino (%GA), porcentaje(%) de catalizador, temperatura y tiempo de
reacción. El efecto se midió sobre las variables punto de fusión (PF) y contenido
de sólidos grasos (CSG) a diferentes temperaturas.
Se aplicó un diseño factorial fraccionario, 24-1, encontrándose que las
variables que ejercieron mayor efecto significativo fueron %GA y %Catalizador. La
reacción de interesterificación óptima se logró en una mezcla de 90% de grasa
animal y 10% de aceite de nuez.
Con estas dos variables se optimizó el sistema, aplicando un diseño
factorial bidimensional en tres niveles, 32, fijando la temperatura en 90ºC y el
tiempo de reacción en 37 minutos.
Se establecieron los modelos matemáticos para PF y CSG a diferentes
temperaturas.
Se determinó el contenido de AGT mediante cromatografía gas-líquido
(CGL), estructura cristalina por microscopía de luz polarizada, características
texturales mediante análisis de compresión y cambios físicos mediante
calorimetría diferencial de barrido (CDB).
Al interesterificar una mezcla de un grasa de origen animal (bovino) con
aceite de nuez, se obtuvo un producto óptimo que cumple con el CSG, las
características texturales y exigencias del Reglamento Sanitario de Alimentos
(RSA) para la elaboración comercial de margarina para repostería.

XIV
SUMMARY
“CHEMICAL INTERESTERIFICATION OF TALLOW AND NUT OIL”
The application of the process of chemical interesterification was studied,
with the purpose of developing a system that allows obtaining alternative fatty
bases, with a great contribution of insaturated fatty acids and with a low fatty acid
content trans (AGT).
The used raw materials were tallow bovine animal and nut oil. The used
catalyst was 0,4% sodium methoxide (CH3ÓNa) at 90 ºC. The studied variables
were: percentage(%) of tallow bovine animal(%GA), percentage(%) of catalyst,
temperature and time of reaction. The effect was measured throught parameters
such a the point of fusion (PF) and the solid-fat content (CSG) to different
temperatures. It was applied 24-1 fractional factorial design, being that the variables
that exerted greater significant effect the %Catalizador and %GA. The optimal
reaction of interesterification was obtained in a mixture of 90% of tallow animal
and 10% of nut oil.
the system was optimized considering these two variables and applying a
bidimensional factorial design in three levels, 32, fixing the temperature to 90ºC
and the time of reaction in 37 minutes.
The mathematical models for PF and CSG at different temperatures were
established.
The content of AGT was carried out by gas-liquid chromatography (GLC),
the crystalline structure by microscopy of polarized light, the textural
characteristics by compression analysis and physical changes by differential
scanning calorimetry (DSC).
The interesterification of tallow with nut oil, gives an optimal product that
fulfills with the textural characteristics, CSG, and fulfills the specification of the
requirement of Chile`s legislation and Foods Sanitary Policies (RSA), for the
commercial elaboration of margarine for bakery industry.

INTRODUCCIÓN
1
I. INTRODUCCIÓN
Las materias grasas siguen en primera línea dentro de los temas de mayor
relevancia en la investigación científica, debido a su probable rol como agente
involucrado en diferentes eventos fisiológicos, tanto favorables como
desfavorables para el organismo humano (Masson, 2000).
De simple fuente concentrada de energía para nuestro organismo, pasaron
a ocupar un papel relevante al demostrarse por Burr y Burr, en 1929 que las
materias grasas contenían componentes esenciales para el organismo humano.
Identificándose como tal, principalmente al ácido linoleico y con ciertas reservas al
ácido linolénico, cuya esencialidad también fue demostrada posteriormente
(Masson, 2000).
De estos hallazgos surgió toda una corriente de investigaciones para
establecer tentativamente requerimientos, funciones fisiológicas y con el correr de
los años, para sorpresa de muchos, se produjeron cuadros clínicos de deficiencia
en ácidos grasos esenciales en humanos (Masson, 2000).
Un nuevo impacto quedó de manifiesto a partir de la década del 60 y años
posteriores en relación a los efectos fisiológicos de las materias grasas, cuando
se demostró que a partir de los ácidos grasos esenciales ya nombrados, y
especialmente, de uno de los derivados biológicos de origen animal del ácido
linoleico, el llamado ácido araquidónico, de cadena larga, con veinte carbonos y
cuatro insaturaciones, familia omega-6, se sintetizaban en distintos sitios del
organismo animal, sustancias parecidas a las hormonas que cumplían roles
fisiológicos importantísimos y específicos (Masson, 2000).

INTRODUCCIÓN
2
Por medio de la interesterificación de mezclas de aceites y grasas, es
posible obtener lípidos estructurados (SL), los cuales son considerados como
alimentos funcionales por presentar gran potencial en la prevención de diversas
enfermedades. Por esta razón, existe un gran interés en la producción de SL
(Díaz, 2003).
La producción de margarina es normalmente realizada por hidrogenación
parcial o interesterificación, la hidrogenación parcial se utiliza mayormente para la
producción de margarinas y tiene algunas desventajas debido a una alta
formación de ácidos grasos trans durante el proceso, es por esto que hay un gran
interés en elaborar productos libres de trans por interesterificación de aceite
líquido y grasa full hidrogenada (Zhang et al., 2004).
Algunas técnicas de procesamiento químico, como la interesterificación,
permiten al industrial modificar algunas de las propiedades fisicoquímicas,
funcionales u organolépticas de una grasa o aceite. Esto permite que en la
elaboración de productos finales, se utilicen una amplia gama de materias primas
alternativas como por ejemplo los subproductos grasos de origen animal los
cuales mediante estas modificaciones se les amplían las posibilidades de su
aplicación. Generalmente la interesterificación de aceites comestibles implica a lo
menos la utilización de dos aceites que tienen diferente composición de ácidos
grasos (Rodríguez et al., 1998).
Este proceso de interesterificación de triglicéridos involucra el intercambio
entre las cadenas de sus ácidos grasos, ya sea en el interior de un mismo
triglicérido (interesterificación intramolecular) o entre diferentes triglicéridos
(interesterificación intermolecular) (Rodríguez et al., 1998).
La interesterificación química con catalizadores alcalinos es un proceso
donde los ácidos grasos que forman el triglicérido se desordenan al azar
modificando la estructura y la composición del triglicérido que forman parte de un
determinado producto graso, con la finalidad de mejorar sus propiedades físicas y
organolépticas (Rodríguez et al., 1998).

INTRODUCCIÓN
3
Esta operación requiere de un catalizador que, de acuerdo a su origen,
determina la aplicación para la que pueda ser útil. Se distinguen las modalidades
química y enzimática. La primera es más utilizada a nivel industrial, como una
alternativa para transformación de materias grasas dirigidas a un consumo
masivo. La segunda, se sirve de lipasas purificadas a partir de distintos
microorganismos, y se caracterizan por ser menos violenta que la primera, y por
lo tanto más controlable. Normalmente tiene aplicación en la elaboración de
productos de mayor valor agregado, tales como sustitutos de leche humana o
productos concentrados de ácidos grasos EPA y DHA (Amadori, 1995).

INTRODUCCIÓN
4
1 Antecedentes generales
1.1 Reacción de interesterficación 1.1.1 Definición y características
La interesterificación normalmente se divide en la literatura en tres
clases de reacciones: acidólisis, alcohólisis e intercambio éster-éster
(transesterificación).
La reacción de transesterificación consiste en un intercambio de los
radicales ácidos entre las moléculas de triglicéridos, es decir, los ácidos grasos
de una materia grasa son reordenados (Going, 1967).
En la práctica, se requiere de un catalizador, que puede ser químico o
enzimático. Los catalizadores más usados son los metales alcalinos y sus
derivados, siendo el metóxido de sodio el más empleado, debido a sus
ventajas de costo y temperatura de reacción, que puede ser reducida a un
rango entre 30-90ºC (Solís et al., 2001).
La transesterificación puede llevarse a cabo sin catalizador a altas
temperaturas (250 ºC o más) (Swern, 1982).
1.1.2 Mecanismo de reacción
1.- Intercambio entre una grasa y ácidos grasos libres.
En condiciones apropiadas para la reacción, la mezcla de una grasa y ácidos
grasos libres puede intercambiar, en ciertos casos los radicales ácidos. La mayor
parte de los datos que se poseen sobre esta reacción corresponden a la
introducción de ácidos de bajo peso molecular en grasas compuestas de ácidos
grasos superiores. Los ácidos grasos de elevado peso molecular pueden, a su

INTRODUCCIÓN
5
vez, desplazar a los ácidos de peso molecular inferior, aunque, menos fácilmente
(Bailey, 1961).
2.- Intercambio entre una grasa y un alcohol libre.
El intercambio de los ácidos grasos entre una grasa y un alcohol libre o
alcohólisis, es análogo a la reacción de acidólisis descrita anteriormente. Mientras
en la acidólisis hay un exceso de grupos carboxílicos, presentes en la mezcla
reaccionante y sobre los cuales se redistribuyen los grupos oxidrilos disponibles,
en la alcohólisis los grupos oxidrilo son los que están en exceso y sobre los
mismos se redistribuyen los grupos carboxílicos. La redistribución es totalmente
fortuita. La alcohólisis de triglicéridos, no sólo producirá normalmente glicerol libre
y triglicéridos, de estructura cambiada o reajustada, sino también mono y
diglicéridos, junto con ésteres del nuevo alcohol y ésteres parciales del mismo
(Bailey, 1961).
C3H5(R)3 + 3CH3OH C3H5(OH)3 + 3CH3R Grasa Alcohol Glicerol Ester metílico
3.- Intercambio de ésteres.
El intercambio de ésteres o reacción de una grasa u otra mezcla de
ésteres grasos, para producir un intercambio y redistribución de los radicales
ácido graso entre las distintas moléculas de triglicéridos constituyen un
poderoso medio de modificación de la composición y propiedades de las
grasas. El intercambio de ésteres puede producirse al azar con la posible
consecución de un estado de equilibrio, que corresponde a las leyes de las
probabilidades (Bailey, 1961).

INTRODUCCIÓN
6
En la Figura 1 se muestra el intercambio de ácidos grasos en la posición
1 entre dos triglicéridos, por acción del catalizador, en este caso, metóxido de
sodio.
Figura 1. Intercambio de ácidos grasos debido a la acción del catalizador metóxido de sodio, entre dos triglicéridos diferentes.
Una vez alcanzado el equilibrio de reacción, la distribución de ácidos
grasos en los triglicéridos seguirá las leyes de la estadística. Figura 2 (Coenen,
1974).
Figura 2. Sistema que contiene dos ácidos grasos que al ser sometidas al reordenamiento al azar, la composición triglicérida alcanza el equilibrio.
H2C
HC
H2C
O
O
O
C
CR2
O
R2
O
O
R2C
CO
OC
O
O
O
H2C
HC
H2C
+
R1
R1
H2C
H2C
H2C
H2C
HC
HC
O CR2
O
O
H2C
HC
H2C
H2C
HC
H2C
O
O CO
R2
+
AA
A+
+ + + + +
A
AA
A
A
B
A
B
A
BA
B
BB
A
BB
B
B
B
B
12,5 25 12,5 12,5 25 12,5 %
INTRODUCCIÓN
7
1.1.3 Aplicaciones
La interesterificación química es una excelente herramienta para la
elaboración de bases para margarinas, mantecas plásticas (Shortenings) y
materias grasas modificadas.
La interesterificación química tiene una fuerte aplicación en la industria
del chocolate con el fin de obtener diferentes grados de consistencia.
1.2 Características de las materias primas 1.2.1 Aceite de nuez
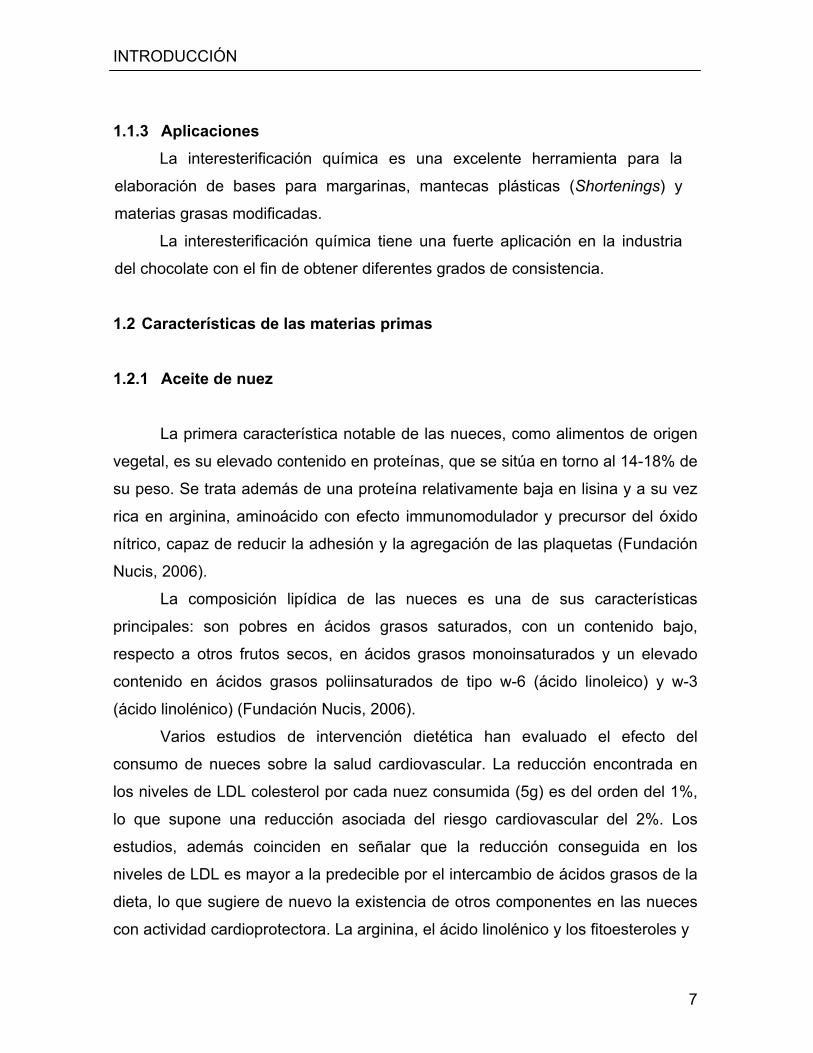
La primera característica notable de las nueces, como alimentos de origen
vegetal, es su elevado contenido en proteínas, que se sitúa en torno al 14-18% de
su peso. Se trata además de una proteína relativamente baja en lisina y a su vez
rica en arginina, aminoácido con efecto immunomodulador y precursor del óxido
nítrico, capaz de reducir la adhesión y la agregación de las plaquetas (Fundación
Nucis, 2006).
La composición lipídica de las nueces es una de sus características
principales: son pobres en ácidos grasos saturados, con un contenido bajo,
respecto a otros frutos secos, en ácidos grasos monoinsaturados y un elevado
contenido en ácidos grasos poliinsaturados de tipo w-6 (ácido linoleico) y w-3
(ácido linolénico) (Fundación Nucis, 2006).
Varios estudios de intervención dietética han evaluado el efecto del
consumo de nueces sobre la salud cardiovascular. La reducción encontrada en
los niveles de LDL colesterol por cada nuez consumida (5g) es del orden del 1%,
lo que supone una reducción asociada del riesgo cardiovascular del 2%. Los
estudios, además coinciden en señalar que la reducción conseguida en los
niveles de LDL es mayor a la predecible por el intercambio de ácidos grasos de la
dieta, lo que sugiere de nuevo la existencia de otros componentes en las nueces
con actividad cardioprotectora. La arginina, el ácido linolénico y los fitoesteroles y

INTRODUCCIÓN
8
polifenoles que contienen podrían ser los responsables de gran parte del efecto
del consumo de nueces observado (Fundación Nucis, 2006).
Varios estudios demuestran también el efecto del ácido linolénico sobre la
salud cardiovascular, entre ellos el Lyon Diet Heart Study, donde se observó una
relación inversamente proporcional entre consumo de este ácido graso y riesgo
de muerte coronaria. En el Barcelona Walnut Trial se observó también una mayor
rapidez en la captación de las moléculas de LDL por parte del hígado, hecho que
contribuiría también a una reducción del riesgo cardiovascular (Fundación Nucis,
2006).
1.2.2 Grasa animal
Este grupo está formado por las grasas procedentes del cuerpo de los
animales terrestres (manteca de cerdo, sebo, etc.) las cuales se caracterizan por
su alto contenido en ácidos grasos (C16 y C18) y por tener un grado
comparativamente bajo de instauración; sus ácidos no saturados son
principalmente el oleico y el linoleico. Las grasas de este grupo se caracterizan
por contener importantes cantidades de glicéridos totalmente saturados, lo que les
comunica su típica propiedad de plásticos. Son importantes grasas comestibles y
se usan con este fin todas las porciones aprovechables de su producción total; sin
embargo, debido que en algunos casos proceden de animales o partes del cuerpo
inservibles como alimentos, una porción considerable de la producción total
aparece en el mercado como grasa no comestible y se usa principalmente en la
preparación de jabones, de los cuales se puede considerar como ingrediente
básico. Las grasas animales tienen generalmente precios inferiores a los aceites
vegetales (Bailey, 1961).
INTRODUCCIÓN
9
1.3 Diseño Experimental
El diseño experimental permite obtener la máxima información de un
proceso de la forma más rápida, económica y simple posible. Consiste en
planificar los experimentos de manera racional, de tal modo que los datos
obtenidos puedan ser procesados adecuadamente (López, 1994).
Antes de realizar un trabajo experimental, se deben determinar todas las
propiedades del sistema a estudiar (variables dependientes), los factores que
afectan a estas propiedades (variables independientes), los factores que
permanecerán constantes, el número de experiencias a realizar, repeticiones y
de que forma se realizarán.
Los diseños experimentales del tipo factorial se aplican cuando existe el
interés de estudiar el efecto de 2 o más factores sobre alguna respuesta a
estudiar en experiencias de laboratorio.
Los planes experimentales 3n, corresponden a diseños cuadráticos, que
se utilizan para calcular los coeficientes de modelos cuadráticos, los cuales
permiten encontrar el punto óptimo de una superficie de respuesta (López,
1994).
1.4 Objetivos 1.4.1 Objetivo General
• Estudiar las propiedades físicas y químicas de la interesterificación química
de grasa animal y aceite de nuez, utilizable en la elaboración de grasa
base de margarinas.

INTRODUCCIÓN
10
1.4.2 Objetivo Específico
• Elaborar un producto que mejore las propiedades texturales y el
comportamiento térmico de la grasa.
• Determinar las variables dependientes e independientes, optimizando las
proporciones de grasa animal y aceite de nuez, como también los
requerimientos de catalizador, tiempo y temperatura para obtener un
producto que cumpla con las características físicas de una margarina
untable.
• Caracterizar un producto óptimo.
• Determinar las características físico-químicas del producto óptimo.
• Obtener un modelo matemático que involucre las variables a determinar.

MATERIALES Y MÉTODOS
11
II. MATERIALES Y MÉTODOS
2.1 Materiales 2.1.1 Materias primas
• Nueces, origen Chile, Región Metropolitana, Paine, cosecha año 2006,
Econut SA.
• Grasa animal, origen Chile, Tomás Castillo y Cía. Ltda.
2.1.2 Material de vidrio
Tubos de colorímetro, matraz Erlenmeyer 250 ml con tapa esmerilada, matraz
aforado 100mL, buretas 50 mL, pipetas graduadas de 2 y 10 mL, pipetas
volumétricas de 10 y 25 mL, embudo de decantación 250 mL, vasos de
precipitado de distintos volúmenes, balón de 1L con tres bocas, tubos de ensayo.
2.1.3 Otros materiales de laboratorio
Termómetros (precisión 1ºC), recipientes plásticos, mangueras de goma,
soporte universal, nueces, agitador magnético.
2.1.4 Reactivos y soluciones
• Metóxido de sodio.
• Fenolftaleína 1% en etanol 95%.
• HCl 0,5N.
• KI.
• NaOH 0,1N.
• Na2S2O3 0,01N.
• Solución ácido cítrico.

MATERIALES Y MÉTODOS
12
• Ácido acético-cloroformo en proporción 3:2
2.1.5 Instrumentos y equipos de laboratorio
• Balanza granataria marca METTLER TOLEDO, modelo VIPER SW 6.
• Balanza analítica marca SARTORIUS, modelo 1265 MD.
• Balanza analítica marca Precisa, modelo Quality 1620D.
• Colorímetro Hunter.
• Calorímetro Diferencial de Barrido (DSC) 822e Mettler Toledo.
• Equipo RMN marca BRUKER, modelo Minispec pc 120 s.
• Macbeth – Munsell Disk colorimeter.
• Microscopio luz polarizada Leica DMLP Volkswagen Stiftung.
• Cámara National Panasonic WCP414P conectada a un computador a
través de una tarjeta de video MIRO (OC-30).
• Placa calefactora con agitación marca Torrey Pines Scientific.
• Placa calefactora con agitación Thermolyne NUOVA II
• Refractómetro Schmidt + Haensch GMBH and Co. Serie Nr. 025727.
• Texturómetro Lloyd Instruments, modelo LR-5K, Hampshire, England.
Lloyd instruments Limited.
• Refrigerador Mademsa.
• Prensa hidráulica Croci AIO con manómetro Wika.
2.2 Metodología
Se realizó una revisión bibliográfica de las experiencias realizadas en el
laboratorio del Departamento de Ciencia de los Alimentos y Tecnología Química
de la Universidad de Chile, optando por el método de Rodríguez y cols. (2001)
modificado.

MATERIALES Y MÉTODOS
13
2.2.1 Elección de las materias primas y determinación de las características físicas y químicas.
2.2.1.1 Elección de las materias primas.
La elección de las materias primas se realizó de acuerdo a la
disponibilidad real de las materias grasas del laboratorio del Departamento de
Ciencia de los Alimentos y Tecnología Química de la Universidad de Chile.
El aceite de nuez se almacenó en un lugar oscuro y fresco a temperatura
ambiente en envase de vidrio de color ámbar.
La grasa animal de PF 43,8ºC se almacenó refrigerada entre 0-5ºC.
2.2.1.2 Determinación de las características físicas y químicas.
La caracterización de las materias primas se efectuó mediante las
metodologías analíticas que se especifican más adelante.
Antes de realizar los análisis de caracterización de las bases grasas
interesterificadas, las muestras fueron fundidas en estufa a 40ºC.
2.2.2 Métodos de análisis.
Los análisis, tanto químicos como físicos, se realizaron por triplicado,
con la excepción de cromatografía gas-líquido.
2.2.2.1 Parámetros físicos.
• Contenido de Grasa Sólida, por RMN pulsante (Método oficial AOCS Cd
16– 81, 1993).
• Calorimetría Diferencial de Barrido (DSC).
• Color (Método Oficial AOCS Cc 13b – 45, 1993).

MATERIALES Y MÉTODOS
14
• Ensayos de Compresión (Equipo Universal Lloyd LR 5K )
• Humedad (Método Oficial AOCS Ca 2b – 38, 1993).
• Índice de Refracción (Método oficial AOCS 7 – 25, 1993).
• Punto de Fusión (Método oficial AOCS Cc 1 – 25, 1993).
• Microscopía de luz polarizada (Rousseau et al., 1996).
2.2.2.2 Parámetros químicos.
• Determinación de jabones (Método Oficial AOCS Cc 17 – 79, 1993).
• Porcentaje de ácidos grasos libres (Método Oficial AOCS Ca 5a – 40,
1993).
• Índice de Yodo (Método Oficial AOCS Cd 1 – 25, 1993).
• Índice de Peróxido (Método Oficial AOCS Cd 8 – 53, 1993).
• Determinación de perfil de ácidos grasos por Cromatografía Gas –
Líquido (Método Oficial AOCS Ce 2 – 66, 1993).
• Determinación de ácidos grasos trans por Cromatografía Gas – Líquido
(Método Oficial AOCS Ce 2 – 66, 1993).
3 Determinación de las variables dependientes e independientes del diseño experimental. Optimización de las condiciones de proceso y requerimientos de catalizador
2.3.1 Determinación de las condiciones de proceso
En esta etapa se establecieron las condiciones de procesos constantes
para obtener un correcto trabajo de forma reproducible en el laboratorio. Se
determinó la concentración del catalizador, condiciones de agitación, vacío,
temperatura de trabajo y concentración del catalizador.

MATERIALES Y MÉTODOS
15
Junto con esto, se establecen las características físicas de la mezcla
objetivo que se quiere obtener.
2.3.2 Diseño de experimentos
Establecidos el control del proceso y la caracterización de las materias
primas, se fijaron las variables y el rango dentro del cual se estudiará su
incidencia sobre las propiedades físicas de la materia grasa.
2.3.2.1 Variables de estudio para la reacción de interesterificación
Las variables independientes establecidas en el proceso fueron:
• Proporción de las materias grasas en la mezcla MGA (grasa de vacuno)
establecida como porcentaje.
• Concentración del catalizador.
• Tiempo de reacción.
• Temperatura de reacción.
El estudio del efecto que ejercen las variables, se realizó por medio de un
diseño experimental que permite integrar los distintos niveles de estudio en un
conjunto de experiencias limitadas, como una medida para el buen
aprovechamiento del tiempo de trabajo experimental y disponibilidad de
materiales.
El rango de estudio de las variables, nivel superior (1), inferior (-1) y
centro (0), se establecieron a partir de literatura previamente revisada, la cual
se presenta en la Tabla 1.
MATERIALES Y MÉTODOS
16
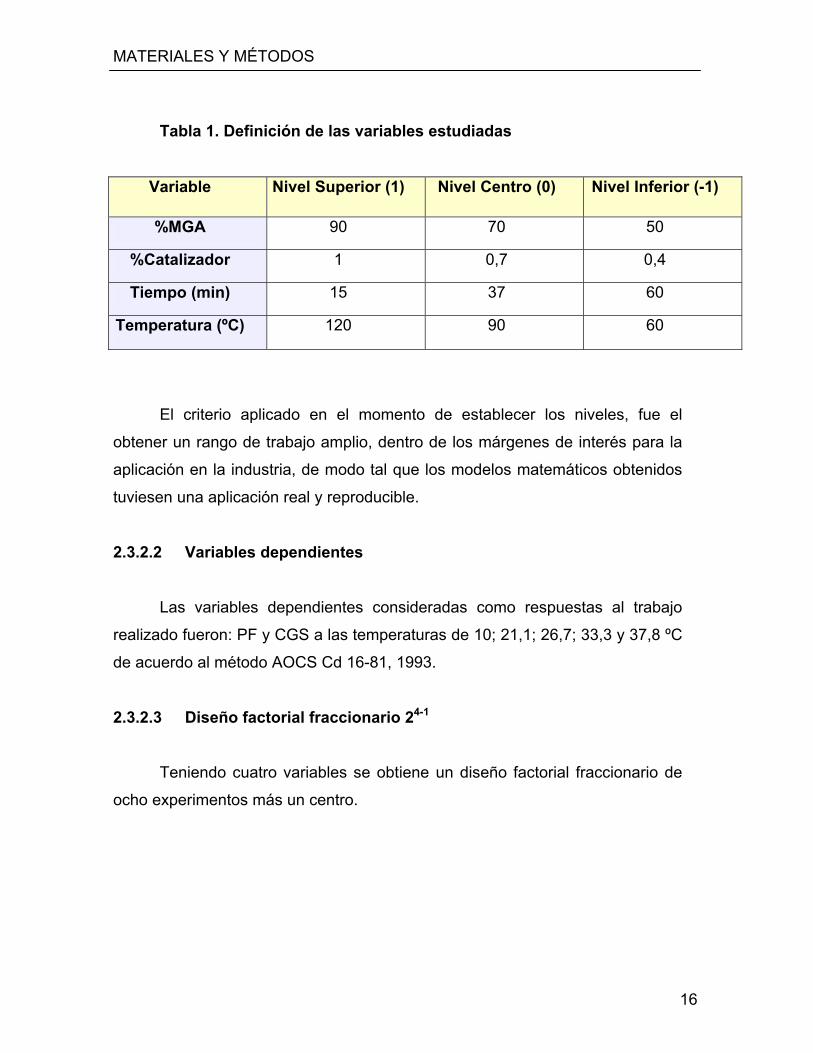
Tabla 1. Definición de las variables estudiadas
Variable Nivel Superior (1) Nivel Centro (0) Nivel Inferior (-1)
%MGA 90 70 50
%Catalizador 1 0,7 0,4
Tiempo (min) 15 37 60
Temperatura (ºC) 120 90 60
El criterio aplicado en el momento de establecer los niveles, fue el
obtener un rango de trabajo amplio, dentro de los márgenes de interés para la
aplicación en la industria, de modo tal que los modelos matemáticos obtenidos
tuviesen una aplicación real y reproducible.
2.3.2.2 Variables dependientes
Las variables dependientes consideradas como respuestas al trabajo
realizado fueron: PF y CGS a las temperaturas de 10; 21,1; 26,7; 33,3 y 37,8 ºC
de acuerdo al método AOCS Cd 16-81, 1993.
2.3.2.3 Diseño factorial fraccionario 24-1
Teniendo cuatro variables se obtiene un diseño factorial fraccionario de
ocho experimentos más un centro.

MATERIALES Y MÉTODOS
17
Tabla 2. Matriz diseño factorial fraccionario 24-1
Exp. MGA (%) T (°C) Cataliz. (%) Tpo. (min)
1 (-1)50 (-1)60 (-1)0,4 (-1)15
2 (1)90 -1 -1 (1)60
3 -1 -1 (1)1 1
4 1 -1 1 -1
5 -1 (1)120 -1 1
6 1 1 -1 -1
7 -1 1 1 -1
8 1 1 1 1
9 (0)70 (0)90 (0)0,7 (0)37
2.3.2.4 Diseño de optimización
La realización de un diseño de optimización permite establecer las
variables que tienen un efecto significativo mayor sobre los resultados y de esta
manera, encontrar un modelo matemático que pueda establecer los parámetros y
condiciones para elaborar un producto determinado. A partir de esta optimización,
se realizaron triplicados del producto óptimo.
2.4 Establecimiento de los modelos matemáticos
Los resultados obtenidos para las variables de respuesta fueron
procesados en el programa estadístico Statgraphics 5.0, a travez del cual se
aplicaron las funciones correspondientes a los diseños de superficie de respuesta
con el objetivo de analizar el impacto de las variables sobre los resultados
obtenidos, mediante análisis de varianza y la obtención de las ecuaciones que
representan el comportamiento de cada una de ellas, por medio de una regresión
múltiple.

MATERIALES Y MÉTODOS
18
Luego de realizado el análisis de varianza respectivo, se obtuvieron los
coeficientes de correlación (r2) los cuales representan la proporción o grado de
ajuste de los datos al modelo obtenido.
Finalmente se presentan los modelos obtenidos que presentaron los
mejores ajustes y un efecto significativo sobre los resultados a un nivel del 5%
de significación (P<0,05).
2.4.1 Obtención del producto óptimo
Las respuestas entregadas por los modelos matemáticos fueron analizadas
comparándolas con los resultados experimentales obtenidos, con el fin de estimar
las condiciones de trabajo necesarias para encontrar las proporciones de grasa
animal para determinar de buena manera los valores de PF y CSG cercanos a los
estándar.
2.5 Caracterización del producto óptimo
Para este propósito se estudiaron los parámetros PF, CSG, respuesta
frente a ensayos de compresión y estructura de la red cristalina por
microfotografías de luz polarizada y calorimetría diferencial de barrido.

RESULTADOS Y DISCUSIÓN
19
III. RESULTADOS Y DISCUSIÓN
3.1 Determinación de las características físicas y químicas de las muestras interesterificadas y no interesterificadas.
En la Tabla 3 se presentan los resultados de los análisis físicos y
químicos de las muestras con y sin reacción de interesterificación.
Tabla 3. Resultados de los análisis físicos y químicos de las muestras interesterificadas y no interesterificadas.
MGANI MGAI Análisis X ± DS X ± DS
I. Refracción (40ºC) 1,4673 0,001 1,4671 0 AGL (% ac. oleico) 0,21 0,02 0,23 0,03 Jabón 0 0 Color (5 ¼") 9/4 9/6 Índice de yodo 71 70 Í. peróxido (mEqO2/Kg) 0,36 0,04 0,355 0,12 Humedad 0,04 0,01 0,03 0,02 Punto de fusión (ºC) 43,8 0,02 37,3 0,01 CSG (RMN) (%) 10ºC 52,2 42,29 21,1ºC 37,1 19 26,7ºC 21,1 12,39 33,3ºC 14,5 6,17 37,8ºC 9,7 1,97

RESULTADOS Y DISCUSIÓN
20
Según el RSA Artículo 248 del capítulo X dice:
“El contenido de humedad y materias volátiles, no deberá ser mayor a 0,2%
en los aceites comestibles y no más de 0,5% en las mantecas o grasas. No
deberán contener más de 0,25% de acidez libre, expresada como ácido oleico y
no más de 100 ppm de jabón. A la fecha de elaboración el límite máximo de
peróxidos será de 2,5 meq de oxígeno peróxido/kg de grasa y 10 meq de oxígeno
peróxido/kg de grasa en su período de vida útil y almacenados de acuerdo a lo
indicado en la rotulación.”
Se pudo determinar que los parámetros de calidad tales como son
humedad, AGL e índice de peróxidos, se encuentran dentro de los valores
exigidos por el Reglamento Sanitario de Alimentos, se debe hacer la observación
que el índice de peróxido fue medido a los 6 meses de obtenido el producto
óptimo, aún así cumple con los parámetros de calidad de una base grasa para la
elaboración de margarinas. El producto óptimo presentó un contenido de ácidos
grasos libres por debajo de lo que exige el reglamento.

RESULTADOS Y DISCUSIÓN
21
Tabla 4. Composición de ácidos grasos de las materias primas (% ésteres metílicos) (Masson y Mella, 1985).
Ac. Grasos Aceite de Nuez % Ac. Grasos Grasa Vacuno % C 16:0 Ac. Palmítico 8 C 12:0 Ac. Laurico 0,1 C 18:0 Ac. Eseárico 3,4 C 14:0 Ac. Mirístico 3,4
Total saturados 11,4 C 15:0 Ac. Pentadecanoico 0,8 C 18:1 Ac. Oleico 17,3 C 16:0 Ac. Palmítico 25,1
Total monoinsaturados 17,3 C 17:0 Ac. Heptadecanoico 1,7 C 18:2 (n-6) Ac. Linoleico 60 C 18:0 Ac. Esteárico 22,6 C 18:3 (n-3) Ac. Linolénico 11,3 Total saturados 53,7
Total poliinsaturados 71,3 C 14:1 Ac. Miristoleico 1,6 C 16:1 Ac. Palmitoleico 3,2 C 18:1 Ac. Oleico 36,8 Total monoinsaturados 41,6 C 18:2 (n-6) Ac. Linoleico 4,2 C 18:3 (n-3) Ac. Linolénico trazas Total poliinsaturados 4,2
Tabla 5. Composición de ácidos grasos de las muestras óptimas interesterificadas por Cromatografía Gas-Líquido (% ésteres metílicos).
Ac. Grasos MGAI % Ac. Grasos MGAI % C 8:0 Ac. Caprílico 0,04 C 14:1isom Ac. Tetradecenoico 0,14 C 9:0 Ac. Nonanoico 0,03 C 14:1 Ac. Tetradecenoico 0,32 C 10:0 Ac. Cáprico 0,05 C 14:1isom Ac. Tetradecenoico 0,17 C 12:0 Ac. Laurico 0,06 C 15:1 Ac. Pentadecenoico 0,13 C 14:0 Ac. Tetradecanoico (anteiso) 0,04 C 16:1 isom Ac. Hexadecenoico 0,19 C 14:0 Ac. Mirístico 1,85 C 16:1 isom Ac. Hexadecenoico 0,29 C 15:0 Ac. Pentadecanoico 0,28 C 16:1 Ac. Palmitoleico 2,47 C 16:0 Ac. Palmítico 21,2 C 17:1 Ac. Heptadecenoico 0,4 C 17:0 Ac. Heptadecanoico 0,71 C 18:1 ω9 cis Ac. Oleico 33,11 C 18:0 Ac. Esteárico 14,23 C 18:1 ω7 cis Ac. Octadecenoico 2,06 C 20:0 Ac. Eicosanoico 0,26 C 18:1 cis Ac. Octadecenoico 1,22
Total saturados 38,75 C 18:1 cis Ac. Octadecenoico 1,57 C 18:1 cis Ac. Octadecenoico 1,31 C 20:1 isom Ac. Eicosenoico 0,11
Ac. Grasos MGAI % C 20:1 Ac. Eicosenoico 0,41 C 16:2 Ac. Hexadecadienoico 0,48 Total monoinsaturados 43,9 C 18:2 ω6 Ac. Linoleico 13,25 C 18:2 cis Ac. Octadecadienoico 1,17 C 18:3 ω3 Ac. α - Linolenico 1,96 Total Ac. Grasos Trans 0 C 20:2 Ac. Eicosadienoico 0,44 C 20:3 Ac. Eicosatrienoico 0,05
Total poliinsaturados 17,35

RESULTADOS Y DISCUSIÓN
22
Se pudo determinar a través de la cromatografía gas-líquido que el
producto óptimo obtenido, es una buena fuente de ácidos grasos insaturados y
poliinsaturados (Tabla 5).
El contenido de ácidos grasos monoinsaturados es el que se encuentra en
mayor proporción en la muestra óptima con un 43,9% y dentro de éstos, el ácido
oleico (C18:1 ω9 cis), es el que se encuentra en mayor proporción.
En el caso de los ácidos poliinsaturados el que se encuentra en mayor
proporción es el ácido linoleico (C18:2 ω6) con un 13,25% seguido del ácido α -
Linolénico (C 18:3 ω3) con un 1,96%.
El contenido de ácidos grasos saturados es de un 38,75%, siendo el que
está en mayor proporción el ácido palmítico (C16:0) seguido del ácido esteárico
(C18:0) con un 14,23%.
Se pudo determinar también que a través de la interesterificación química,
no hubo formación de ácidos grasos trans.
El producto óptimo obtenido, tiene un alto contenido de ácidos grasos
monoinsaturados y poliinsaturados entregados por el aceite de nuez y con una
disminución en forma proporcional de los ácidos grasos saturados entregados por
la grasa animal como por ejemplo el ácido laurico (Tabla 4).

RESULTADOS Y DISCUSIÓN
23
3.2 Determinación de las condiciones del proceso
3.2.1 Etapas del proceso de interesterificación química Método de Rodríguez y cols. (2001) modificado por las experiencias previas para
su optimización:
o Montaje del equipo, ajuste de agitación y temperatura de trabajo.
o Llenado del balón de tres bocas con 90g de grasa animal y 10g de aceite
de nuez.
o Cuando la mezcla alcanza la temperatura de reacción (90ºC), se agrega el
catalizador metóxido de sodio (0,4g), mientras que la mezcla se agita
vigorosamente con agitador magnético.
o La reacción de interesterificación se realiza bajo vacío y agitación
constante (500 rpm) por 37 minutos.
o Al finalizar la reacción se agrega 0,518g solución de ácido cítrico para
neutralizar el catalizador.
o El exceso de ácido cítrico es retirado con tres lavados de agua destilada
caliente (150 mL) en un embudo de decantación.
o Nuevamente la mezcla interesterificada es llevada al balón de tres bocas
en donde se le aplica vacío (22 mm Hg) para retirar la humedad hasta el
punto que no exista burbujeo.
o Envasar en envase plástico y almacenar en refrigeración (0-5ºC).
3.2.2 Diagrama de bloques
En la Figura 3 se muestra el diagrama de bloques obtenido para la
reacción de interesterificación y las condiciones necesarias para el
funcionamiento.

RESULTADOS Y DISCUSIÓN
24
Grasa animal Aceite de nuez 90g 10g
Mezcla materias primas (90ºC) Agregar a la mezcla 0,4g metóxido de Na (90ºC, 500 rpm, 37min.) Se agrega 0,518g de ácido cítrico para neutralizar el catalizador
y finalizar la reacción
Tres lavados con 150mL H20 destilada en embudo de decantación.
Aplicar vacío para eliminar la humedad (22 mm Hg, 90ºC, 500rpm)
Almacenamiento refrigerado
(0-5ºC) Figura 3. Diagrama de bloque para la reacción de interesterificación
RESULTADOS Y DISCUSIÓN
25
3.2.3 Esquema del sistema de reacción
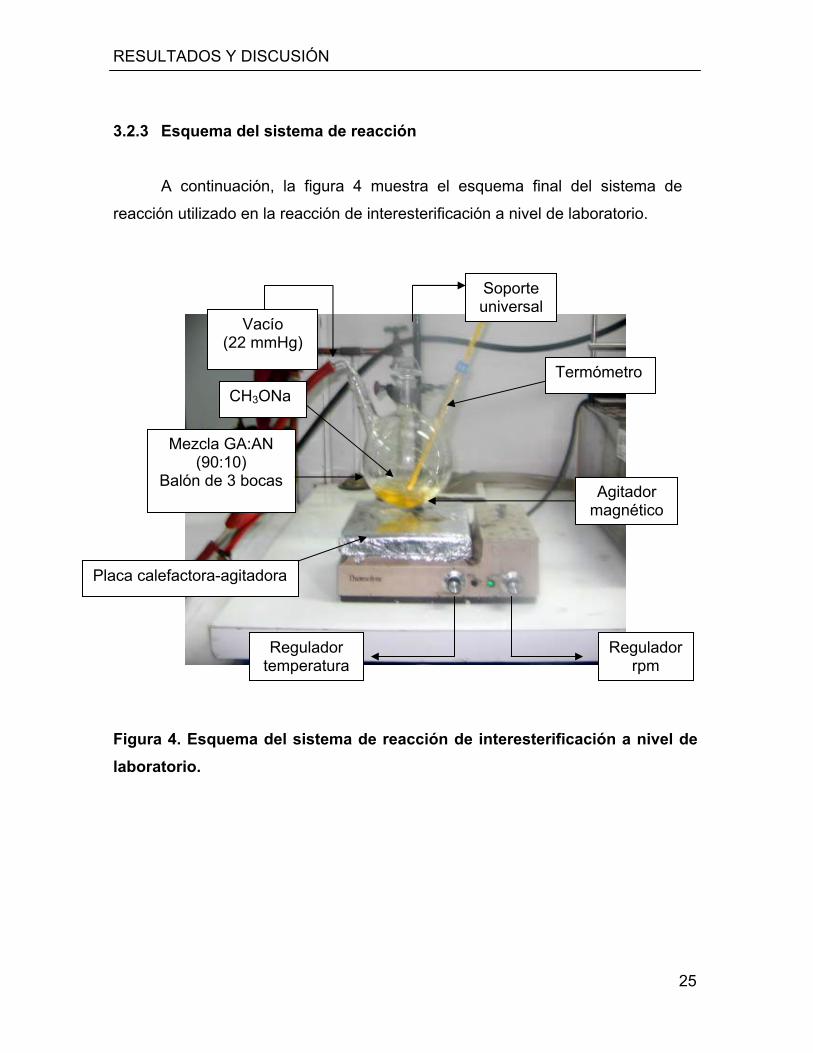
A continuación, la figura 4 muestra el esquema final del sistema de
reacción utilizado en la reacción de interesterificación a nivel de laboratorio.
Figura 4. Esquema del sistema de reacción de interesterificación a nivel de laboratorio.
Termómetro
Regulador temperatura
Regulador rpm
Agitador magnético
Vacío (22 mmHg)
Mezcla GA:AN (90:10)
Balón de 3 bocas
Placa calefactora-agitadora
CH3ONa
Soporte universal

RESULTADOS Y DISCUSIÓN
26
3.3 Características del producto objeto
Es primordial plantearse un producto objeto antes de conocer los
resultados obtenidos y así tener una base comparativa entre lo que se espera y lo
que se obtiene a partir de los cambios producidos en la reacción. Es así como en
la Tabla 6 se muestran las condiciones óptimas para una materia grasa comercial.
Estas condiciones representan el CSG a diferentes temperaturas de manipulación
y almacenamiento, y el PF para una materia grasa estándar para la producción de
margarinas.
Tabla 6. Condiciones óptimas para una materia grasa comercial.
Temp. (ºC) CSG (%)
10 54-59
21,1 33-38
26,7 23-26
33,3 9-12
37,8 0-3
PF(ºC) 35-37
3.4 Resultados del diseño experimental 24-1
3.4.3 Características de combinación de materias primas en los niveles del diseño. En la tabla 7 se presentan los resultados de las variables dependientes en
los productos del diseño factorial fraccionario.
RESULTADOS Y DISCUSIÓN
27
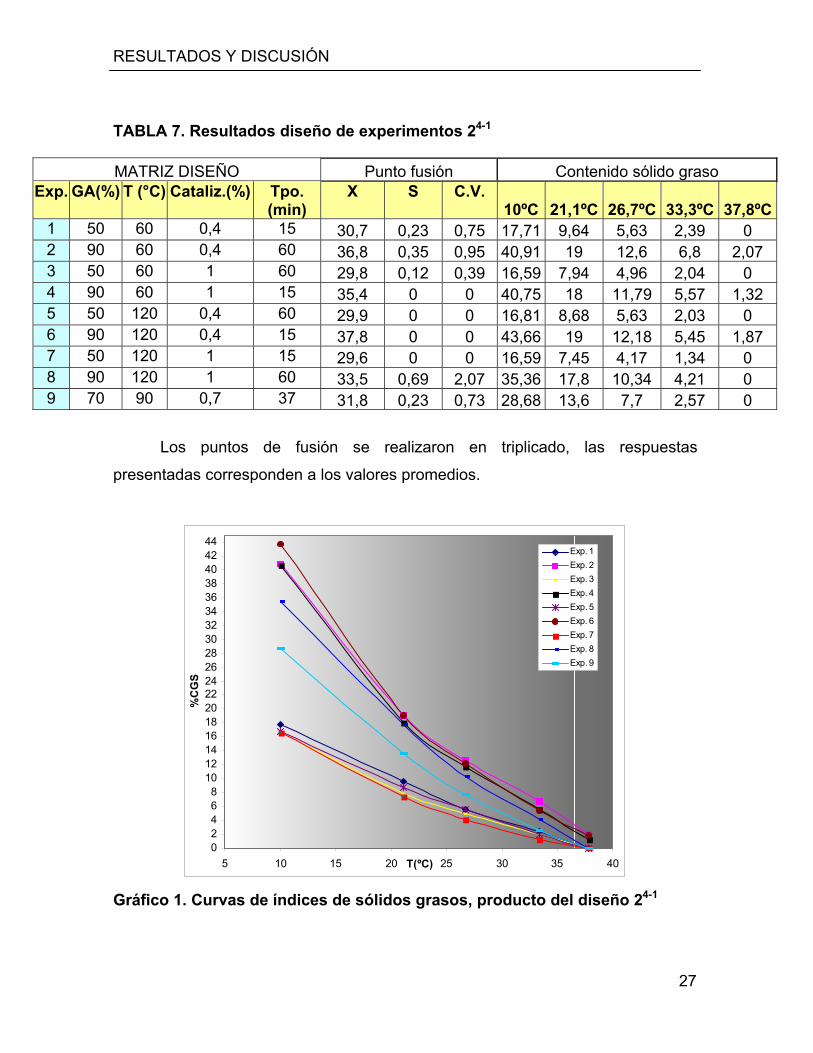
TABLA 7. Resultados diseño de experimentos 24-1
Los puntos de fusión se realizaron en triplicado, las respuestas
presentadas corresponden a los valores promedios.
02468
101214161820222426283032343638404244
5 10 15 20 25 30 35 40T(ºC)
%C
GS
Exp. 1Exp. 2Exp. 3Exp. 4Exp. 5Exp. 6Exp. 7Exp. 8Exp. 9
Gráfico 1. Curvas de índices de sólidos grasos, producto del diseño 24-1
MATRIZ DISEÑO Punto fusión Contenido sólido graso Exp. GA(%) T (°C) Cataliz.(%) Tpo.
(min) X S C.V.
10ºC 21,1ºC 26,7ºC 33,3ºC 37,8ºC1 50 60 0,4 15 30,7 0,23 0,75 17,71 9,64 5,63 2,39 0 2 90 60 0,4 60 36,8 0,35 0,95 40,91 19 12,6 6,8 2,07 3 50 60 1 60 29,8 0,12 0,39 16,59 7,94 4,96 2,04 0 4 90 60 1 15 35,4 0 0 40,75 18 11,79 5,57 1,32 5 50 120 0,4 60 29,9 0 0 16,81 8,68 5,63 2,03 0 6 90 120 0,4 15 37,8 0 0 43,66 19 12,18 5,45 1,87 7 50 120 1 15 29,6 0 0 16,59 7,45 4,17 1,34 0 8 90 120 1 60 33,5 0,69 2,07 35,36 17,8 10,34 4,21 0 9 70 90 0,7 37 31,8 0,23 0,73 28,68 13,6 7,7 2,57 0

RESULTADOS Y DISCUSIÓN
28
Se puede apreciar que a mayor porcentaje de grasa animal, mayor es el
contenido de sólidos grasos que existe en las muestras, con el aumento del
contenido de sólidos grasos, aumenta también el punto de fusión, siendo el punto
de fusión más alto para la muestra con 90% de grasa animal, teniendo como
promedio 37,3ºC.
Se puede observar también que al mantener constante los porcentajes de
grasa animal y variar el porcentaje de catalizador, la temperatura y tiempo de
interesterificación, no existen cambios significativos en el contenido de sólidos
grasos.
Concordante con lo mostrado en el gráfico 1, el experimento 2, 4 y 6 se
comportan como una base grasa para la elaboración de margarina comercial con
respecto a lo establecido como estándar en la tabla 6.
3.4.2 Análisis estadístico de las respuestas del diseño 24-1.
A continuación se presenta un resumen de los resultados de los análisis de
varianza (ANOVA) aplicados a las respuestas, para conocer el efecto que tuvo
cada variable independiente.
En el anexo 1 se presentan las tablas de ANOVA individuales, con los
efectos no significativos eliminados, de manera de obtener el coeficiente R2, de
cada función obtenida.
TABLA 8. Resumen de valores P y F de ANOVAS aplicados a las respuestas del diseño 24-1.
P. Fusión CSG1 10ºC CSG 2 21,1ºC CSG 3 26,7ºC CSG 4 33,3ºC CSG 5 37,8ºCEfectos F p F p F P F p F p F p
A Tiempo 1,33 0,4546 654,59 0,0249 3,16 0,3262 0,02 0,92 0,01 0,9323 0,41 0,6381B Tº 0,39 0,6438 100,38 0,0633 20,75 0,1376 1,96 0,3949 1,49 0,4371 0,75 0,5453C %Cataliz. 5,17 0,2637 769,28 0,0229 207,04 0,0442 6,33 0,2409 1,29 0,4595 2,23 0,3755D %GA 60,02 0,0817 69248 0,0024 12432 0,0057 194,82 0,0455 21,21 0,1361 9 0,2048
AB+CD 2,2 0,3776 406,06 0,0316 3,57 0,31 0,07 0,8299 0,21 0,7241 2,23 0,3755AC+BD 0 0,979 24,25 0,1275 12,25 0,1772 0,32 0,6709 0,29 0,6878 0,75 0,5453AD+BC 0,57 0,587 419,86 0,031 0,69 0,5577 0,92 0,5137 0,01 0,9282 0,41 0,6381
r2 0,9859 0,9999 0,9999 0,9951 0,9608 0,9404 Los valores de P<0,05 y F>4 indican efecto significativo de las variables sobre las respuestas.

RESULTADOS Y DISCUSIÓN
29
Analizando la tabla 8 se puede observar que tan solo dos variables
ejercieron un efecto significativo sobre los resultados, estas variables fueron %GA
y % Catalizador, lo que se comprueba al analizar el valor F (Fisher).
3.4.3 Diseño de optimización
3.5 Diseño factorial bidimensional en tres niveles (32).
Se buscó optimizar el diseño, estableciéndose de esta manera un nuevo
diseño donde las variables independientes fuesen %GA y %Catalizador. Así
surgió el diseño factorial bidimensional en tres niveles. Este ordenamiento implica
la realización de 9 experimentos, manteniendo constante los niveles de las
variables.
A continuación en la tabla 9 se presenta la matriz correspondiente a este
diseño.
Tabla 9. Matriz diseño factorial bidimensional en tres niveles (32).
Exp. MGA (%) Cataliz. (%)
1` (1)90 (0)0,7 2` 1 (-1)0,4 3` (-1)50 (1)1 4` 1 1 5` -1 -1 6` -1 0 7` (0)70 1 8` 0 -1 9` 0 0
Los valores entre paréntesis indican las condiciones de variables absolutas.
Este nuevo diseño permitió analizar el comportamiento de la reacción en
torno al nivel central de las variables independientes, donde se encontró, en el
primer diseño, el producto más cercano al óptimo.

RESULTADOS Y DISCUSIÓN
30
Tabla 10. Resultados de variables dependientes en el diseño factorial bidimensional en tres niveles (32).
MATRIZ DISEÑO Punto fusión Contenido sólido graso Exp. GA(%) Cataliz.(%) X S C.V.
10ºC 21,1ºC 26,7ºC 33,3ºC 37,8ºC1` 90 0,7 34,1 0,12 0,13 38,17 16,52 11,17 6,2 3,31 2` 90 0,4 36,8 0,00 0 40,91 19 12,6 6,8 2,07 3` 50 1 29,8 0,00 0 16,59 7,94 4,96 2,04 0 4` 90 1 35,4 0,00 0 40,75 18 11,79 5,57 1,32 5` 50 0,4 29,9 0,00 0 16,81 8,68 5,63 2,03 0 6` 50 0,7 32,2 0,23 0,7 18,55 7,81 5,82 2,88 0,46 7` 70 1 32,7 0,01 0,54 29,03 11,88 8,37 4,35 1,55 8` 70 0,4 32 0 0 30,67 12,09 8,73 4,71 2,37 9` 70 0,7 31,8 0,17 0,32 28,68 13,6 7,7 2,57 0
0
5
10
15
20
25
30
35
40
45
5 10 15 20 25 30 35 40T(ºC)
%C
SG
Exp. 1
Exp. 2
Exp. 3
Exp. 4
Exp. 5
Exp. 6
Exp. 7
Exp. 8
Exp. 9
Gráfico 2. Curvas de índices de sólidos grasos para las mezclas
interesterificadas, producto del diseño 32.

RESULTADOS Y DISCUSIÓN
31
Se puede apreciar nuevamente que a mayor porcentaje de grasa animal,
mayor es el contenido de sólidos grasos que existe en las muestras, con el
aumento del contenido de sólidos grasos, aumenta también el punto de fusión.
Concordante con lo mostrado en el gráfico 2, los experimentos 1`, 2`y 4` se
comportan como una base grasa para la elaboración de margarina comercial con
respecto a lo establecido como estándar en la tabla 6.
3.5.1 Análisis estadístico de las respuestas del diseño 32.
En este punto se presenta un resumen de los análisis de varianza
(ANOVA) aplicados a las respuestas, con el objetivo de conocer el efecto de las
variables independientes.
En el Anexo 2 se presentan las tablas de ANOVA individuales, con los
efectos no significativos eliminados, de manera de obtener el coeficiente de
correlación (r2) que corresponde a cada ajuste.
Tabla 11. Resumen de valores P y F del análisis ANOVA aplicado a la
respuesta del diseño 32.
P. Fusión CSG1 10ºC CSG 2 21,1ºC CSG 3 26,7ºC CSG 4 33,3ºC CSG 5 37,8ºC
Efectos F p F p F P F p F p F p
A %GA 13,34 0,0354 282,25 0,0005 87,8 0,0026 153,11 0,0011 19,99 0,0208 4,07 0,1368
B Cataliz. 0,2 0,6831 0,88 0,4166 0,75 0,4496 1,67 0,2866 0,35 0,5949 0,23 0,662
AA 0,75 0,45 0,2 0,6871 0,33 0,6074 0,43 0,5597 0,11 0,7578 0,02 0,8917
AB 0,16 0,7171 0,07 0,8116 0,03 0,8665 0,13 0,7423 0 0,9712 0,07 0,8105
BB 0,03 0,8734 0,67 0,4742 0,14 0,7364 0,6 0,4942 0,1 0,7673 0 0,954
r2 0,8284 0,9895 0,9674 0,9811 0,8727 0,5947 Los valores de P<0,05 y F>4 indican efecto significativo de las variables sobre las respuestas.
De acuerdo a este análisis se pudo determinar que la variable % GA (grasa
animal), ejerce un efecto significativo sobre los resultados y en menor grado el %
de catalizador, esto se puede observar de mejor manera en el Anexo 2, en donde
se han eliminado las interacciones entre ambas variables las cuales no tiene un
efecto significativo.

RESULTADOS Y DISCUSIÓN
32
De esta forma es como se llegan a establecer los modelos matemáticos
correspondientes a cada respuesta, considerando aquellas variables que
tengan un efecto significativo en las respuestas del diseño y eliminando las
combinaciones de variables que no tiene efecto significativo en las respuestas
del diseño.
3.5.2 Establecimiento de los modelos matemáticos.
En este punto se presentan los modelos matemáticos y los coeficientes de
correlación (r2) que han sido calculados para cada una de las ecuaciones
mostradas con los efectos no significativos eliminados.
A continuación se presentan los modelos matemáticos, donde A = %GA y
B = % catalizador. Para utilizar estos modelos, se deben ingresar las variables A y
B en forma absoluta, es decir, con el valor numérico correspondiente, recordando
que estas ecuaciones son válidas dentro del rango de 50 a 90%GA y 0,4 a 1% de
catalizador y en condiciones de 37 minutos y 90ºC. PF = 25,0167 + 0,121667*%GA - 1,0*% Catalizador r2 = 0,7746 CSG1 = -9,53194 + 0,573417*%GA - 2,13889*% Catalizador r2 = 0,9493 CSG2 = -2,92861 + 0,240417*%GA - 1,48333*% Catalizador r2 = 0,9620
CSG3 = -2,02694 + 0,161083*%GA - 1,12222*% Catalizador r2 = 0,9738 CSG4 = -1,89556 + 0,093*%GA - 0,822222*% Catalizador r2 = 0,8633
CSG5 = -1,79 + 0,0511667*%GA - 0,816667*% Catalizador r2 = 0,5820
Observando las ecuaciones, se tiene que en la mayoría de los casos, se
han incluido coeficientes de variables que no son significativas para obtener un
mejor ajuste. Para este propósito, se analizó cada modelo en una planilla de

RESULTADOS Y DISCUSIÓN
33
cálculo del programa Excel de Windows XP, comparando las respuestas de las
ecuaciones con las experimentales, tales comparaciones se muestran en la tabla
12.
Tabla 12. Comparación entre las respuestas del modelo matemático y las respuestas experimentales para la interesterificación.
VARIABLES Punto fusión CSG 10ºC CSG 21,1ºC CSG 26,7ºC CSG 33,3ºC CSG 37,8ºC GA(%) Cataliz.(%)
Exp. Mod. Exp. Mod. Exp. Mod. Exp. Mod. Exp. Mod. Exp. Mod. 90 0,7 34,1 35,3 38,17 40,58 16,52 17,67 11,17 11,68 6,2 5,9 3,31 2,24 90 0,4 36,8 35,6 40,91 41,22 19 18,12 12,6 12,02 6,8 6,15 2,07 2,49 50 1 29,8 30,1 16,59 18,14 7,94 7,61 4,96 4,9 2,04 1,93 0 -0,0590 1 35,4 35,0 40,75 41,08 18 17,23 11,79 11,35 5,57 5,65 1,32 2 50 0,4 29,9 30,7 16,81 18,74 8,68 8,5 5,63 5,58 2,03 2,43 0 0,44 50 0,7 32,2 30,4 18,55 18,44 7,81 8,05 5,82 5,24 2,88 2,18 0,46 0,2 70 1 32,7 32,5 29,03 29,61 11,88 12,42 8,37 8,13 4,35 3,79 1,55 0,98 70 0,4 32 33,1 30,67 30,21 12,09 13,31 8,73 8,8 4,71 4,29 2,37 1,47 70 0,7 31,8 32,8 28,68 29,91 13,6 12,86 7,7 8,46 2,57 4,04 0 1,22
Se pudo determinar a través de este análisis, que la mayor diferencia
encontrada entre los datos experimentales y el modelo matemático fue de un 6,3%
y la menor diferencia de un 0,9%.
3.6 Condiciones de obtención del producto optimo.
En la Tabla 13, se resumen las condiciones de reacción que debe cumplir
las combinaciones de %GA/%AN para lograr el producto óptimo para aplicaciones
industriales en base a resultados obtenidos a partir de la metodología de
superficie de respuesta (ANEXO 3).
Tabla 13. Condiciones experimentales para el producto óptimo
%GA %Catalizador Temperatura(ºC) Tiempo(min.) 90 0,4 90 37

RESULTADOS Y DISCUSIÓN
34
3.7 Caracterización del producto óptimo.
3.7.1 Análisis del producto óptimo con y sin interesterificación. 3.7.1.1 Análisis comparativo del producto óptimo con respecto al estándar
establecido.
En la Tabla 14 se muestra el CSG y el PF a las diferentes temperaturas de
medición para las mezclas con materia grasa animal sin interesterificación
(MGANI) y con interesterificación (MGAI).
Tabla 14. Comparación de CSG y PF entre la mezcla optimizada con interesterificación y la mezcla sin interesterificación.
CSG (%)
T (ºC) MGANI MGAI
10 52,2 42,29
21,1 37,1 19
26,7 21,1 12,39
33,3 14,5 6,17
37,8 9,7 1,97
PF (ºC) 43,8 37,3
Los productos de aplicación industrial en panaderías y pastelerías, deben
cumplir con ciertos parámetros de calidad estipulados en el Reglamento
Sanitario de Alimentos, los cuales, se indican en el título X, de las grasas y
aceites comestibles:
Artículo 259 se indica:
“Mantecas modificadas son los productos obtenidos de aceites vegetales o
marinos que han sido sometidos a procesos de hidrogenación y eventualmente

RESULTADOS Y DISCUSIÓN
35
a transesterificación, interesterificación y fraccionamiento. Su punto de fusión
máximo será de 45ºC. En materias primas se permiten puntos de fusión
mayores.”
Como se puede observar, el PF está dentro de la normativa del
Reglamento Sanitario de los Alimentos, que se establece en 45ºC para
mantecas modificadas.
En el gráfico 3 se puede observar los CSG para las mezclas optimizadas
(con y sin interesterificación) comparadas con el estándar asumido, con el
objetivo de tener una visión más clara entre lo considerado como teórico y lo
que se quiere obtener.
0
10
20
30
40
50
60
10 15 20 25 30 35 40Temperatura (ºC)
CS
G (%
)
MGANI PF=43,8ºCMGAI PF=37,3ºCEstándar PF= 36
Gráfico 3. Comparación de CSG entre la mezcla optimizada y el estándar en función de la temperatura.
El resultado del análisis de CSG por RMN para la mezcla
interesterificada muestra en distintas temperaturas de medición, una marcada
disminución del porcentaje de sólidos grasos con respecto a las mezclas sin
reordenamiento.
RESULTADOS Y DISCUSIÓN
36
Se puede observar también en el gráfico 3 que el CSG para el estándar
es bastante alto, lo que lo hace un producto poco apto para elaboración de
margarinas comerciales.
Se puede observar en el gráfico 3 que la muestra interesterificada tiene
un bajo CSG, dándole características de untabilidad, deformación y
esparcimiento, comportándose como una margarina comercial óptima para
repostería.
Con respecto al cambio en el PF, se logró una disminución de 6,5
grados Celsius luego de la interesterificación química. En comparación con el
punto de fusión del estándar hubo una diferencia de 1,3 grados Celsius por
sobre éste. Sin embargo, este resultado cumple con las exigencias establecidas
por el artículo 259 del Reglamento Sanitario de los Alimentos (2000) para una
grasa comercial.
3.7.1.2 Análisis de las características texturales por medio del ensayo de compresión a los productos optimizados.
A través de este análisis se desea estudiar las propiedades texturales del
producto optimizado con y sin interesterificación mediante curvas de
compresión a velocidad constante.
Las curvas fuerza deformación obtenidas en los ensayos de compresión,
permiten establecer parámetros tales como fuerzas de ruptura, cohesividad y
elasticidad (Rodríguez et al., 1998).
Los ensayos de compresión fueron realizados a temperatura ambiente de
25ºC con un acondicionamiento o período de cristalización de 24 horas.
El gráfico 4 presenta las curvas de compresión de las mezclas óptimas
con y sin interesterificación.
La fuerza máxima de ruptura para MGAI óptima fue de 14,3 N
aproximadamente, mientras que para MGANI fue de 32,8 N, de este modo, es
posible apreciar en la gráfica el cambio en las características texturales de las
bases grasas, pasando de un estado “quebradizo” a un estado más plástico,
RESULTADOS Y DISCUSIÓN
37
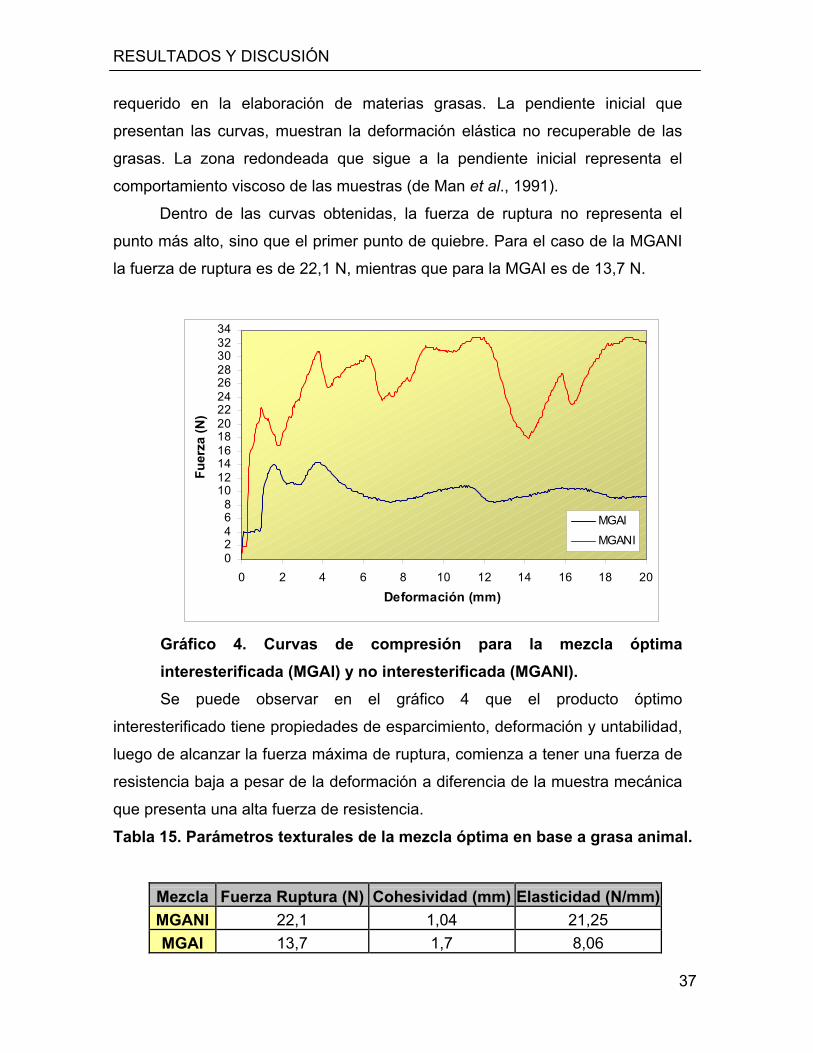
requerido en la elaboración de materias grasas. La pendiente inicial que
presentan las curvas, muestran la deformación elástica no recuperable de las
grasas. La zona redondeada que sigue a la pendiente inicial representa el
comportamiento viscoso de las muestras (de Man et al., 1991).
Dentro de las curvas obtenidas, la fuerza de ruptura no representa el
punto más alto, sino que el primer punto de quiebre. Para el caso de la MGANI
la fuerza de ruptura es de 22,1 N, mientras que para la MGAI es de 13,7 N.
02468
10121416182022242628303234
0 2 4 6 8 10 12 14 16 18 20
Deformación (mm)
Fuer
za (N
)
MGAI
MGANI
Gráfico 4. Curvas de compresión para la mezcla óptima interesterificada (MGAI) y no interesterificada (MGANI). Se puede observar en el gráfico 4 que el producto óptimo
interesterificado tiene propiedades de esparcimiento, deformación y untabilidad,
luego de alcanzar la fuerza máxima de ruptura, comienza a tener una fuerza de
resistencia baja a pesar de la deformación a diferencia de la muestra mecánica
que presenta una alta fuerza de resistencia. Tabla 15. Parámetros texturales de la mezcla óptima en base a grasa animal.
Mezcla Fuerza Ruptura (N) Cohesividad (mm) Elasticidad (N/mm)MGANI 22,1 1,04 21,25 MGAI 13,7 1,7 8,06

RESULTADOS Y DISCUSIÓN
38
La Tabla 15 muestra los resultados de fuerza de ruptura, cohesividad y
elasticidad para las mezclas óptimas en base grasa sin interesterificar (MGANI)
y con interesterificación (MGAI). La cohesividad representa la deformación a la
cual se produce la fuerza de ruptura, mientras que la elasticidad se ve
representada por la pendiente inicial de la curva, antes de llegar a la fuerza de
ruptura.
Se puede observar que las fuerzas de ruptura, cohesividad y elasticidad,
presentaron cambios importantes en el producto óptimo interesterificado. En el
caso de la MGAI se encontró que hubo un aumento en la cohesividad con
respecto a la MGANI, esto quiere decir, que el producto interesterificado tiene
una mayor capacidad de deformación o “esparcimiento” con una menor fuerza
de ruptura. La elasticidad es mayor para el producto no interesterificado, esto se
debe a que su red cristalina es menos compacta, con una distribución menos
ordenada y de cristales con formas más irregulares y menos definida. En el
caso de la MGANI se necesita aplicar una fuerza de ruptura mayor para tener
una mayor capacidad de deformación o “esparcimiento”.
3.7.1.3 Análisis de microscopía de luz polarizada.
A través de la microscopía de luz polarizada se pudo observar la
estructura cristalina de las materias grasas optimizadas con y sin reacción de
interesterificación.
Una gota de las muestras de materia grasa optimizada interesterificada y
no interesterificada son colocadas sobre un porta objetos, calentando hasta
fusión total y luego superponiendo un cubre objeto sobre la superficie
presionando firmemente.
La amplificación visual fue de 10X y 40X mientras que el tiempo de
exposición fue de 20-40 segundos a una temperatura aproximada de 5ºC
(Rousseau et al., 1996b).
RESULTADOS Y DISCUSIÓN
39
En esta sección se discuten las fotografías realizadas con un aumento de
10X y 40X, de esta forma es posible apreciar de mejor forma la estructura de
los cristales.
Las microfotografías de las materias primas muestran características
muy distintas en cuanto al tamaño, forma y distribución de los cristales.
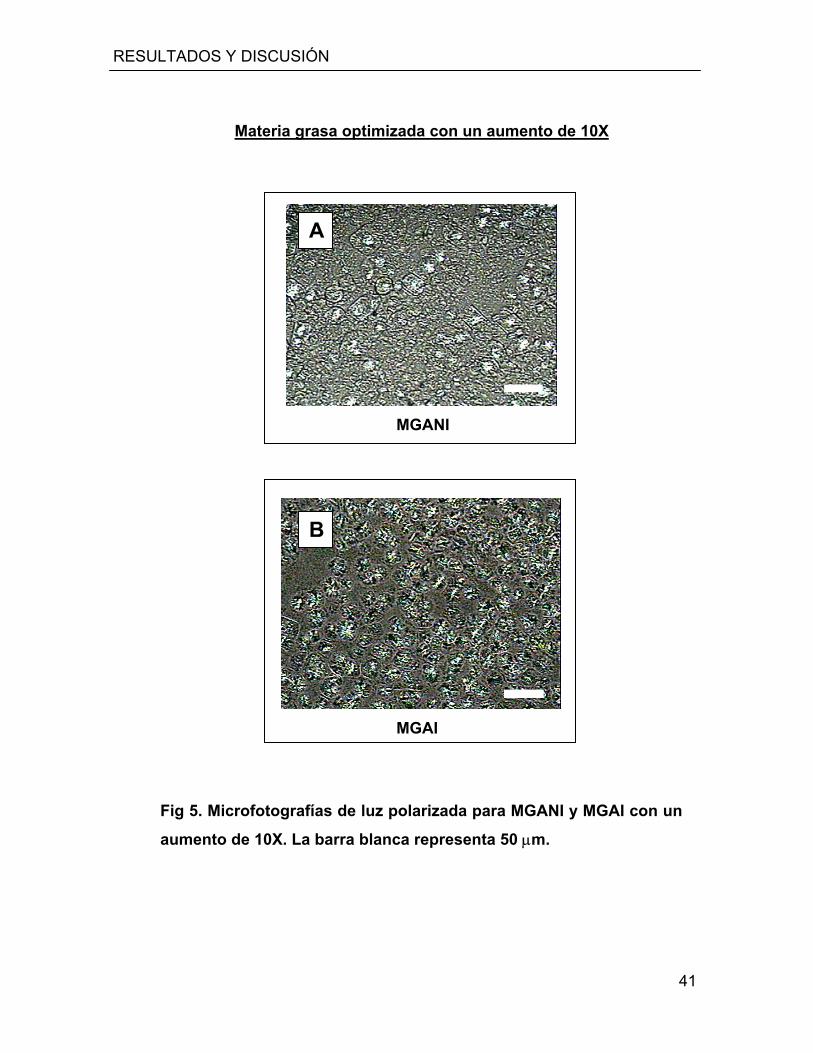
En las microfotografías de aumento 10X, se observa que la fotografía A
muestra la estructura cristalina de la MGANI con tamaño de cristal entre 8 y 20
µm donde no se observa una forma definida con una distribución poco
homogénea presentando cristales de distintos tamaños (combinación de
cristales grandes, pequeños y amorfos). Por el contrario la fotografía B muestra
la estructura cristalina de la MGAI con tamaño promedio de 10 µm, en la cual se
observa claramente una forma estrellada (predominante en los cristales de
mayor tamaño) y una distribución homogénea más tendiente a la formación de
red de grupos.
Se puede observar más claramente en las microfotografías con aumento
de 40X, en la fotografía C, que existen cristales de distintos tamaños y formas
agrupados en pequeñas lagunas, zonas de grasa líquida. En el caso contrario,
la fotografía D presenta un cambio en la red cristalina con respecto al producto
no interesterificado, presentando un nuevo reordenamiento, sin lagunas y con
cristales de tamaño y forma homogénea.
Se puede concluir que la interesterificación ejerció un efecto marcado
sobre la estructura de la red cristalina, formando sistemas más ordenados y
homogéneos.
La red cristalina se presenta muy bien estructurada por lo que se puede
deducir buenas propiedades de plasticidad para esta mezcla. Rodríguez et al.
(2001) luego de la interesterificación de aceite de maravilla, aceites vegetal y
animal parcialmente hidrogenados con sebo, concluyen que un tamaño
pequeño de los cristales eran esenciales para una mejor consistencia y
aceptabilidad del producto final.

RESULTADOS Y DISCUSIÓN
40
El trabajo de Widermann et al. (1961), con grasa de cerdo, encontró que
las granulaciones que caracterizaban a esa materia grasa naturalmente, habían
desaparecido en el producto modificado, obteniendo una dispersión homogénea
de pequeños cristales.
El cambio físico observable mediante los parámetros de PF y CSG fue
descrito por Rousseau et al. (1996b) como el reordenamiento de los cristales
por efecto de las fuerzas de Van der Waals, responsables de la formación de la
red cristalina.
RESULTADOS Y DISCUSIÓN
41
Materia grasa optimizada con un aumento de 10X
MGANI
MGAI
Fig 5. Microfotografías de luz polarizada para MGANI y MGAI con un
aumento de 10X. La barra blanca representa 50 µm.
A
B

RESULTADOS Y DISCUSIÓN
42
Materia grasa optimizada con un aumento de 40X
MGANI
MGAI
Fig 6. Microfotografías de luz polarizada para MGANI y MGAI con un aumento de 40X.
C
D

RESULTADOS Y DISCUSIÓN
43
3.8 Cambios físicos determinados a través de calorimetría diferencial de
barrido (DSC).
La calorimetría diferencial de barrido (CDB) es generalmente considerada hoy
en día como la técnica más adecuada para estudiar la energética de las
transiciones de distintos productos desde un alimento hasta un envase elaborado
a base de polímeros. Esta técnica permite la caracterización termodinámica de los
cambios conformacionales inducidos por cambios de temperatura en un
determinado producto (Conejero et al., 2000).
En un experimento de calorimetría diferencial de barrido se registra de
forma continua la capacidad calorífica aparente de cualquier macromolécula en
función de la temperatura, obteniéndose lo que comúnmente se denomina
termograma. Éste generalmente está caracterizado por un pico de absorción de
calor correspondiente a un proceso o transición térmicamente inducida, por lo
que, de acuerdo con el segundo principio de la termodinámica (supuesto el
proceso de equilibrio), corresponde a un proceso endotérmico. La información
fundamental que proporciona la CDB es la capacidad calorífica relativa de un
sistema en función de la temperatura. El procesamiento subsiguiente de esta
magnitud nos puede proporcionar una caracterización termodinámica completa
del proceso investigado (Conejero et al., 2000).
A continuación se mostrarán los curvas obtenidas por DSC para el producto
óptimo interesterificado y no interesterificado.
Para tal análisis, se utilizó un rango de temperatura entre 20 a -30ºC y de
-30 a 50ºC, con una razón de 5ºC/min.

RESULTADOS Y DISCUSIÓN
44
S R, 09.1 1.2006 12:39:0 5S R, 9.11 00 mg
mW
-4
-3
-2
-1
0
1
2
3
min
°C20 10 0 -10 - 20 -30-30 -20 -10 0 1 0 20 30 40
0 2 4 6 8 10 12 14 16 1 8 20 22 24
^ex o
Univ ers idad de Santiago de Chile: Lab. Prop. Fis ic as Sy s te meRTAMETTL ER TOLEDO S Gráfico 5. Curva obtenida por calorimetría diferencial de barrido para el producto óptimo sin interesterificación.
I N T , 0 9 . 1 1. 2 0 0 6 12 : 0 1 : 0 2I N T , 9 . 2 0 00 m g
m W
- 4
- 3
- 2
- 1
0
1
2
3
m i n
° C2 0 1 0 0 - 1 0 - 2 0 - 3 0- 3 0 - 2 0 - 1 0 0 1 0 2 0 3 0 4 0
0 2 4 6 8 1 0 1 2 1 4 1 6 1 8 2 0 2 2 2 4
^ e x o
Un iv e r s id a d d e S a n t ia g o d e Ch ile : L a b . Pr o p . F is ic a s S y s te meRTAMETTL ER T O LEDO S Gráfico 6. Curva obtenida por calorimetría diferencial de barrido para el producto óptimo con interesterificación.

RESULTADOS Y DISCUSIÓN
45
Se puede observar que ambas curvas se comportan de igual
forma, los picks ocurren a la misma temperatura y con la misma energía,
esto concuerda con el trabajo realizado por Rodríguez et al. (2001), en
donde los triglicéridos de la mezcla de grasa animal con aceite de
maravilla en la proporción 90:10 respectivamente se comportan de la
misma manera.
Se puede observar que entre 0ºC y -30ºC el comportamiento de
los triglicéridos para ambas muestras está dado por la grasa animal,
luego de este punto aparece el comportamiento de los triglicéridos del
aceite de nuez.
Se puede observar también que a los 6ºC existen algunos
triglicéridos que comienzan a fundir, posiblemente triglicéridos con
insaturaciones, los cuales necesariamente tendrán un bajo punto de
fusión. Luego se observa otro pick a los –30ºC, en el cual puede existir
un cambio de configuración (transición) de los cristales en el momento de
la cristalización. Luego existen otros triglicéridos que comienzan a fundir
a los 25ºC. Finalmente el último pick ocurre a los 44ºC, en donde funden
los ácidos grasos con mayor número de saturaciones.
Se puede deducir entonces que a través de la calorimetría
diferencial de barrido, no se puede determinar si existe un aumento o
disminución en el número de instauraciones formadas, solo se observará
a la temperatura que ocurre y que cantidad de energía se utilizó para
esta fase de transición física.
Un posible error, pudo haber sido la elección de la escala de
temperatura y energía utilizada, ya que, al tener unidades muy grandes
puede perderse la visibilidad de algunos picks y la posibilidad de tener un
análisis más exacto.

CONCLUSIONES
46
IV CONCLUSIONES
o Se pudo obtener una base grasa para la elaboración de margarina con
características plásticas, con alto contenido de ácidos grasos
poliinsaturados(ω-3 y ω-6) entregados por el aceite de nuez y libre de
ácidos grasos trans.
o La realización de un diseño de optimización permitió establecer las
variables que ejercieron un efecto significativo y obtener un modelo
matemático que representara estas variables, siendo éstas, %GA y %
Catalizador. Se pudo observar que la mayor diferencia encontrada entre los
datos experimentales y el modelo matemático fue de un 6,3% y la menor
diferencia de un 0,9%.
o La reacción de interesterificación óptima se logró en una mezcla de 90% de
grasa animal y 10% de aceite de nuez, con una concentración de
catalizador de 0,4% en peso en base a la cantidad de mezcla, una
temperatura de reacción de 90ºC y un tiempo de interesterificación de 37
minutos.
o El resultado del análisis de CSG por RMN para la mezcla óptima
interesterificada mostró en distintas temperaturas de medición, una
marcada disminución del porcentaje de sólidos grasos con respecto a las
mezclas sin reordenamiento, obteniendo un producto con características
óptimas para la elaboración de margarinas comerciales para repostería de
bajo CSG.
o Con respecto al cambio en el PF, se logró una disminución de 6,5 grados
Celsius luego de la interesterificación química. Este resultado (37,4ºC)

CONCLUSIONES
47
cumple con las exigencias establecidas por el artículo 259 del Reglamento
Sanitario de los Alimentos (2000) para una grasa comercial.
o Se puede observar que las fuerzas de ruptura, cohesividad y elasticidad,
presentaron cambios importantes en el producto óptimo interesterificado.
En el caso de la MGAI se encontró que hubo un aumento en la cohesividad
con respecto a la MGANI, esto quiere decir, que el producto
interesterificado tiene una mayor capacidad de deformación o
“esparcimiento” y “untabilidad” con una menor fuerza de ruptura, obteniendo
así un producto óptimo para la elaboración comercial de margarinas para
repostería.
o Se pudo determinar a través de la cromatografía gas-líquido que el
producto óptimo obtenido, es una buena fuente de ácidos grasos
insaturados (43,9%) y poliinsaturados (17,35%).
o Se pudo determinar que los parámetros de calidad del producto optimizado,
tales como humedad, AGL e índice de peróxidos, se encuentran dentro de
los valores exigidos por el Reglamento Sanitario de Alimentos.
o Se pudo determinar que la interesterificación ejerció un efecto marcado
sobre la estructura de la red cristalina, formando sistemas más ordenados y
homogéneos.
o Con la microscopía de luz polarizada y análisis de características texturales,
fue posible apreciar la efectividad de la reacción de interesterificación.
o Al interesterificar una mezcla de un grasa de origen animal (bovino) con
aceite nuez, se obtiene un producto óptimo que cumple con el CSG, las
características texturales y exigencias del RSA para la elaboración
comercial de margarina para repostería.

BIBLIOGRAFÍA
48
V BIBLIOGRAFÍA
o Amadori, E. (1995) “Hidrogenación y Transesterificaciones Química y
Enzimática”. Chile. 48 p.
o AOCS. (1993). “Official Methods and Recommended Practices of the
American Oil Chemists´ Society”, 4a ed. AOCS Press, Champaign, Illinois,
Method Ca 2b-38.
o AOCS. (1993). “Official Methods and Recommended Practices of the
American Oil Chemists´ Society”, 4a ed. AOCS Press, Champaign, Illinois,
Method Cc 1-25.
o AOCS. (1993). “Official Methods and Recommended Practices of the
American Oil Chemists´ Society”, 4a ed. AOCS Press, Champaign, Illinois,
Method Cd 16-81.
o AOCS. (1993). “Official Methods and Recommended Practices of the
American Oil Chemists´ Society”, 4a ed. AOCS Press, Champaign, Illinois,
Method Cc 13b-45.
o AOCS. (1993). “Official Methods and Recommended Practices of the
American Oil Chemists´ Society”, 4a ed. AOCS Press, Champaign, Illinois,
Method Cc 7-25.
o AOCS. (1993). “Official Methods and Recommended Practices of the
American Oil Chemists´ Society”, 4a ed. AOCS Press, Champaign, Illinois,
Method Ca 5a-40.
o AOCS. (1993). “Official Methods and Recommended Practices of the
American Oil Chemists´ Society”, 4a ed. AOCS Press, Champaign, Illinois,
Method Cc 17-79.
o AOCS. (1993). “Official Methods and Recommended Practices of the
American Oil Chemists´ Society”, 4a ed. AOCS Press, Champaign, Illinois,
Method Cd 1-25.

BIBLIOGRAFÍA
49
o AOCS. (1993). “Official Methods and Recommended Practices of the
American Oil Chemists´ Society”, 4a ed. AOCS Press, Champaign, Illinois,
Method Cd 8-53.
o AOCS. (1993). “Official Methods and Recommended Practices of the
American Oil Chemists´ Society”, 4a ed. AOCS Press, Champaign, Illinois,
Method Ce 2-66. o Bailey, A.E. (1961). “Aceites y Grasas Industriales”. 2da ed. Editorial Reverté.
Barcelona. Capítulo XIX. Pág. 99; 630-640. o Coenen J.W.E. (1974). “Fractionnement et interestérification des crops gras
dans la perspective du marché mondial des matieres premieres et des
produits fins”. Revue franςaise des Crops gras. 21(7):403-413.
o Conejero, F., López, O., Sadqi M.(2000). “Estudio de los Estados parcialmente
plegados del domino SH3 de α - Espectrina”. Departamento de Química
Física. Universidad de Granada. Pág. 39. o Díaz, O. y Gioielli, L. “Consistencia de Lípidos Estructurados a Partir de Aceite
de Pescado y Grasa de Palmiste”. Grasas y Aceites. Vol.54. Fasc. 2 (2003),
122-129.
o De Man, L., Shen, C. y de Man, J. (1991). “Composition, Physical and Textural
Characteristics of Soft Margarines”. JAOCS, 68 (1): 70-73.
o Fundación Nucis (Salud y Frutos Secos) [en línea] “Superalimentos: Nueces:
Alimentos Naturales, Alimentos funcionales” En:
http://www.nucis.org/nous_esp.htm [consulta: 01 Mayo 2006].
o Going L.H (1967). “Interesterification Products and Process”. JAOCS. 44:414
A – 456 A.
o López, P.L. (1994). “Diseño Estadístico de Experimentos”. Coedición de
Universidad Autónoma de Yucatán y Universidad de la Habana, México. o Masson, L. (2000). “Las Materias Grasas y la Salud a Través de los Años”.
Ed. Universitaria. Santiago. Pág. 73-80.
o Masson, L. y M.A. Mella (1985). “Materias Grasas de consumo habitual y
potencial en Chile”. Ed. Universitaria Monografía.

BIBLIOGRAFÍA
50
o Reglamento Sanitario de los Alimentos (2000). Título X. Grasas y Aceites
Comestibles. Ministerio de Salud, Chile.
o Rodríguez, A., Castro, E. y Iribarren, N. “Interesterificación Química para la
Elaboración de una Grasa Base de Margarina para Repostería”. VI
Conferencia Internacional sobre Ciencia y Tecnología de los Alimentos, 1998.
Cuba.
o Rodríguez, A., Castro, E., Salinas, M., López, R., Miranda, M. (2001)
“Interesterification of Tallow and Sunflower Oil”, JAOCS, Vol. 4, no.4. Pág.
431-435.
o Rousseau, D., Hill, A. y Marangoni, A. (1996). “Restructuring Butterfat Through
Blending and Chemical Interesterification. 2. Microstructure and
Polimorphism”. JAOCS 73 (8): 973-81.
o Solis, V., Gioelli, L. y Polakiewicz, B. (2001) “Hidrogenación e
interesterificación del aceite de castaña de Brasil (Bertholletia excelsa)”.
Grasas y aceites, 52 (3-4) : 192-197.
o Swern D. (1982) “Bailey´s Industrial Oil and Fat Products”. 4ª ed. Vol 2, Ed.
John Wiley. New York. 1390 p.
o Wiedermann, L.H., Weiss, T.J., Jacobson, G.A. and Mattil, K.F. (1961). “A
Comparision of sodium methoxide - trated lards”. JAOCS. 38 (8): 389-395.
o Zhang, H., Smith P. y Adler-Nissen, J. “Effects of Degree of Enzymatic
Interesterification on the Physical Properties of Margarine Fats: Solid Fat
Content, Crystallization Behavior, Crystal Morphology, and Crystal Network”.
Journal of Agricultural and Food Chemistry. 52: 4423-4431. Septiembre 2004.

51
ANEXO 1
TABLA DE ANÁLISIS DE VARIANZA PARA RESPUESTAS DEL DISEÑO 24-1 Análisis de la Varianza para PF ------------------------------------------------------------------------------------------------------------- Fuente Suma de Cuadrados Gl Cuadrado medio F-Ratio P-Valor ------------------------------------------------------------------------------------------------------------- C:Catalizador 5,95125 1 5,95125 5,64 0,0551 D:Sebo 69,0312 1 69,0312 65,47 0,0002 Error Total 6,32639 6 1,0544 ------------------------------------------------------------------------------------------------------------- Total (corr.) 81,3089 8 R-cuadrado = 92,2193 por ciento
R-cuadrado (ajustado para g.l.) = 89,6258 por ciento
Error Estándar de Est. = 1,02684
Error absoluto de la media = 0,726543
Estadístico Durbin-Watson = 1,82154 (P=0,2614)
Autocorrelación residual Lag 1 = -0,0627198
PF = 24,5424 - 2,875*Catalizador + 0,146875*Sebo Análisis de la Varianza para CSG1 ------------------------------------------------------------------------------------------------------------- Fuente Suma de Cuadrados Gl Cuadrado medio F-Ratio P-Valor ------------------------------------------------------------------------------------------------------------- C:Catalizador 12,005 1 12,005 2,87 0,1410 D:Sebo 1080,66 1 1080,66 258,69 0,0000 Error Total 25,0647 6 4,17745 ------------------------------------------------------------------------------------------------------------- Total (corr.) 1117,73 8 R-cuadrado = 97,7575 por ciento
R-cuadrado (ajustado para g.l.) = 97,01 por ciento
Error Estándar de Est. = 2,04388
Error absoluto de la media = 1,31309
Estadístico Durbin-Watson = 1,85077 (P=0,2752)
Autocorrelación residual Lag 1 = -0,187999

52
Análisis de la Varianza para CSG2 ------------------------------------------------------------------------------------------------------------ Fuente Suma de Cuadrados Gl Cuadrado medio F-Ratio P-Valor ------------------------------------------------------------------------------------------------------------ C:Catalizador 3,35405 1 3,35405 29,99 0,0015 D:Sebo 201,402 1 201,402 1800,65 0,0000 Error Total 0,6711 6 0,11185 ------------------------------------------------------------------------------------------------------------ Total (corr.) 205,428 8 R-cuadrado = 99,6733 por ciento
R-cuadrado (ajustado para g.l.) = 99,5644 por ciento
Error Estándar de Est. = 0,33444
Error absoluto de la media = 0,216667
Estadístico Durbin-Watson = 1,69513 (P=0,2058)
Autocorrelación residual Lag 1 = -0,073238
CSG2 = -2,59042 - 2,15833*Catalizador + 0,250875*Sebo
Análisis de la Varianza para CSG3 ------------------------------------------------------------------------------------------------------------- Fuente Suma de Cuadrados Gl Cuadrado medio F-Ratio P-Valor ------------------------------------------------------------------------------------------------------------- C:Catalizador 2,85605 1 2,85605 8,85 0,0248 D:Sebo 87,9138 1 87,9138 272,38 0,0000 Error Total 1,93655 6 0,322758 ------------------------------------------------------------------------------------------------------------- Total (corr.) 92,7064 8 R-cuadrado = 97,9111 por ciento
R-cuadrado (ajustado para g.l.) = 97,2148 por ciento
Error Estándar de Est. = 0,568118
Error absoluto de la media = 0,369074
Estadístico Durbin-Watson = 1,79552 (P=0,2494)
Autocorrelación residual Lag 1 = -0,0282712
CSG3 = -1,875 - 1,99167*Catalizador + 0,16575*Sebo

53
Análisis de la Varianza para CSG4 ------------------------------------------------------------------------------------------------------------- Fuente Suma de Cuadrados Gl Cuadrado medio F-Ratio P-Valor ------------------------------------------------------------------------------------------------------------- C:Catalizador 1,54001 1 1,54001 2,57 0,1600 D:Sebo 25,3116 1 25,3116 42,24 0,0006 Error Total 3,59498 6 0,599163 ------------------------------------------------------------------------------------------------------------- Total (corr.) 30,4466 8 R-cuadrado = 88,1925 por ciento
R-cuadrado (ajustado para g.l.) = 84,2567 por ciento
Error Estándar de Est. = 0,774056
Error absoluto de la media = 0,533333
Estadístico Durbin-Watson = 1,9269 (P=0,3125)
Autocorrelación residual Lag 1 = -0,0399203
CSG4 = -1,60187 - 1,4625*Catalizador + 0,0889375*Sebo Análisis de la Varianza para CSG5 ------------------------------------------------------------------------------------------------------------- Fuente Suma de Cuadrados Gl Cuadrado medio F-Ratio P-Valor ------------------------------------------------------------------------------------------------------------- C:Catalizador 0,85805 1 0,85805 2,41 0,1713 D:Sebo 3,45845 1 3,45845 9,73 0,0206 Error Total 2,13352 6 0,355587 ------------------------------------------------------------------------------------------------------------- Total (corr.) 6,45002 8 R-cuadrado = 66,9223 por ciento
R-cuadrado (ajustado para g.l.) = 55,8963 por ciento
Error Estándar de Est. = 0,596311
Error absoluto de la media = 0,446173
Estadístico Durbin-Watson = 1,75124 (P=0,2297)
Autocorrelación residual Lag 1 = -0,0867594
CSG5 = -0,952639 - 1,09167*Catalizador + 0,032875*Sebo

54
ANEXO 2
TABLA DE ANÁLISIS DE VARIANZA PARA RESPUESTAS DEL DISEÑO 32 Análisis de la Varianza para PF ------------------------------------------------------------------------------------------------------------- Fuente Suma de Cuadrados Gl Cuadrado medio F-Ratio P-Valor ------------------------------------------------------------------------------------------------------------- A:%GA 35,5267 1 35,5267 20,31 0,0041 B:% Catalizador 0,54 1 0,54 0,31 0,5985 Error Total 10,4933 6 1,74889 ------------------------------------------------------------------------------------------------------------- Total (corr.) 46,56 8 R-cuadrado = 77,4628 por ciento
R-cuadrado (ajustado para g.l.) = 69,9504 por ciento
Error Estándar de Est. = 1,32246
Error absoluto de la media = 0,918519
Estadístico Durbin-Watson = 1,85546 (P=0,4480)
Autocorrelación residual Lag 1 = 0,00974163
PF = 25,0167 + 0,121667*%GA - 1,0*% Catalizador Análisis de la Varianza para CSG1 ------------------------------------------------------------------------------------------------------------- Fuente Suma de Cuadrados Gl Cuadrado medio F-Ratio P-Valor ------------------------------------------------------------------------------------------------------------- A:%GA 789,136 1 789,136 430,81 0,0000 B:% Catalizador 2,47042 1 2,47042 1,35 0,2896 Error Total 10,9906 6 1,83176 ------------------------------------------------------------------------------------------------------------- Total (corr.) 802,597 8 R-cuadrado = 98,6306 por ciento
R-cuadrado (ajustado para g.l.) = 98,1742 por ciento
Error Estándar de Est. = 1,35343
Error absoluto de la media = 0,949259
Estadístico Durbin-Watson = 1,51824 (P=0,2553)
Autocorrelación residual Lag 1 = 0,188161
CSG1 = -9,53194 + 0,573417*%GA - 2,13889*% Catalizador
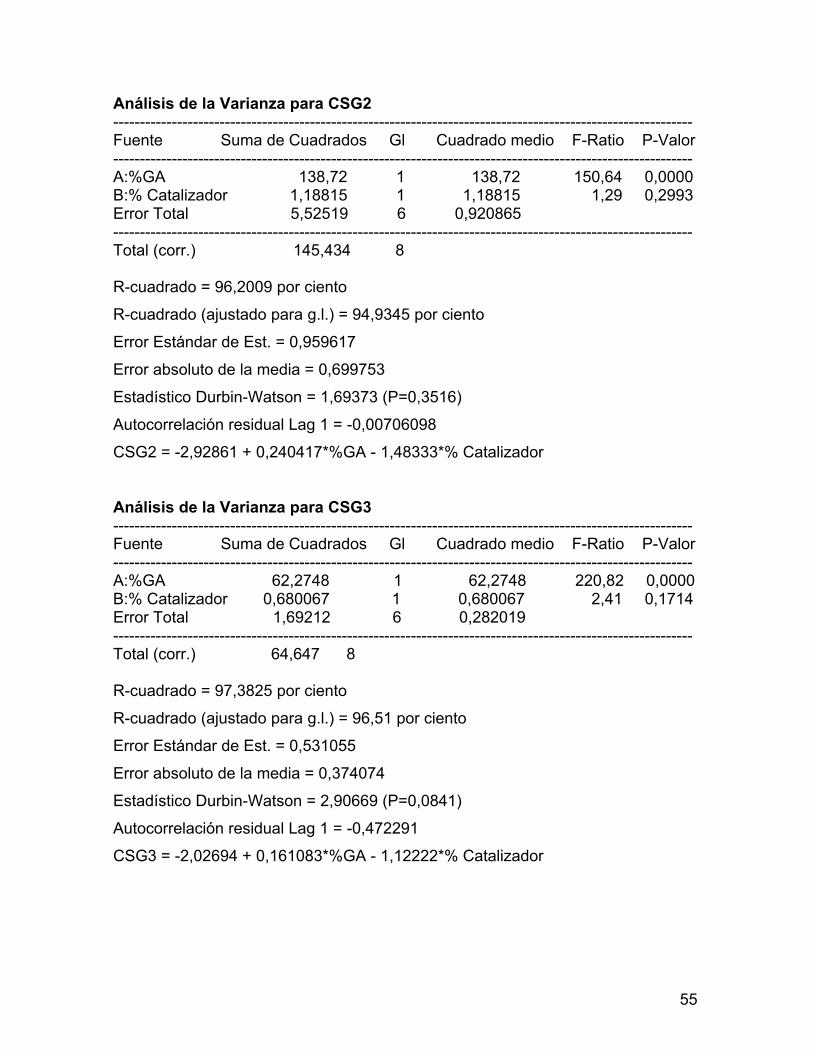
55
Análisis de la Varianza para CSG2 ------------------------------------------------------------------------------------------------------------- Fuente Suma de Cuadrados Gl Cuadrado medio F-Ratio P-Valor ------------------------------------------------------------------------------------------------------------- A:%GA 138,72 1 138,72 150,64 0,0000 B:% Catalizador 1,18815 1 1,18815 1,29 0,2993 Error Total 5,52519 6 0,920865 ------------------------------------------------------------------------------------------------------------- Total (corr.) 145,434 8 R-cuadrado = 96,2009 por ciento
R-cuadrado (ajustado para g.l.) = 94,9345 por ciento
Error Estándar de Est. = 0,959617
Error absoluto de la media = 0,699753
Estadístico Durbin-Watson = 1,69373 (P=0,3516)
Autocorrelación residual Lag 1 = -0,00706098
CSG2 = -2,92861 + 0,240417*%GA - 1,48333*% Catalizador
Análisis de la Varianza para CSG3 ------------------------------------------------------------------------------------------------------------- Fuente Suma de Cuadrados Gl Cuadrado medio F-Ratio P-Valor ------------------------------------------------------------------------------------------------------------- A:%GA 62,2748 1 62,2748 220,82 0,0000 B:% Catalizador 0,680067 1 0,680067 2,41 0,1714 Error Total 1,69212 6 0,282019 ------------------------------------------------------------------------------------------------------------- Total (corr.) 64,647 8 R-cuadrado = 97,3825 por ciento
R-cuadrado (ajustado para g.l.) = 96,51 por ciento
Error Estándar de Est. = 0,531055
Error absoluto de la media = 0,374074
Estadístico Durbin-Watson = 2,90669 (P=0,0841)
Autocorrelación residual Lag 1 = -0,472291
CSG3 = -2,02694 + 0,161083*%GA - 1,12222*% Catalizador

56
Análisis de la Varianza para CSG4 ------------------------------------------------------------------------------------------------------------- Fuente Suma de Cuadrados Gl Cuadrado medio F-Ratio P-Valor ------------------------------------------------------------------------------------------------------------- A:%GA 20,7576 1 20,7576 37,25 0,0009 B:% Catalizador 0,365067 1 0,365067 0,66 0,4492 Error Total 3,34362 6 0,55727 ------------------------------------------------------------------------------------------------------------- Total (corr.) 24,4663 8 R-cuadrado = 86,3338 por ciento
R-cuadrado (ajustado para g.l.) = 81,7783 por ciento
Error Estándar de Est. = 0,746505
Error absoluto de la media = 0,44642
Estadístico Durbin-Watson = 1,82164 (P=0,4275)
Autocorrelación residual Lag 1 = 0,0157145
CSG4 = -1,89556 + 0,093*%GA - 0,822222*% Catalizador
Análisis de la Varianza para CSG5 ------------------------------------------------------------------------------------------------------------- Fuente Suma de Cuadrados Gl Cuadrado medio F-Ratio P-Valor ------------------------------------------------------------------------------------------------------------- A:%GA 6,28327 1 6,28327 7,90 0,0307 B:% Catalizador 0,36015 1 0,36015 0,45 0,5260 Error Total 4,77138 6 0,795231 ------------------------------------------------------------------------------------------------------------- Total (corr.) 11,4148 8 R-cuadrado = 58,2 por ciento
R-cuadrado (ajustado para g.l.) = 44,2667 por ciento
Error Estándar de Est. = 0,891757
Error absoluto de la media = 0,635185
Estadístico Durbin-Watson = 1,40563 (P=0,2003)
Autocorrelación residual Lag 1 = 0,17671
CSG5 = -1,79 + 0,0511667*%GA - 0,816667*% Catalizador

57
ANEXO 3 Superficie de Respuesta del Diseño de Optimización de Respuesta Múltiple
Superficie de Respuesta estimada
%GA% Catalizador
Con
veni
enci
a
50 60 70 80 90 0,40,50,60,70,80,910
0,20,40,60,8
1
Conveniencia Óptima Valor Optimo = 0,921356 Factor Bajo Alto Optimo ----------------------------------------------------------------------- %GA 50,0 90,0 90,0 % Catalizador 0,4 1,0 0,4 Respuesta Optimo --------------------------------- CSG1 41,22 CSG2 18,1156 CSG3 12,0217 CSG4 6,14556 CSG5 2,48833 PF 35,5667 ---------------------------------

58
Esta tabla muestra la combinación de niveles de factores que aumentan al
máximo la función de conveniencia por encima de la región indicada. También
muestra la combinación de los factores en la que se logra la optimización.
Contornos de Superficie de la Respuesta Estimada
%GA
% C
atal
izad
or
Conveniencia0,00,10,20,30,40,50,60,70,80,91,050 60 70 80 90
0,4
0,5
0,6
0,7
0,8
0,9
1
Gráfico de cubierta
CSG1CSG2CSG3CSG4CSG5PF
%GA
% C
atal
izad
or
50 60 70 80 900,4
0,5
0,6
0,7
0,8
0,9
1