universidad de guayaquil facultad de ingenierÍa...
TRANSCRIPT

UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA QUÍMICA
CARRERA DE INGENIERÍA QUÍMICA
Trabajo Previo a la obtención del título de Ingeniero
Químico
“DIMENSIONAMIENTO DE UNA PLANTA PILOTO
PARA ELABORAR UN BIOADITIVO QUE ELEVE EL
OCTANAJE EN GASOLINAS, A PARTIR DE UN SUB-
PRODUCTO PROCEDENTE DE LA DESTILACIÓN
DEL ALCOHOL’’
Autores:
Kerlly Michelle Campoverde Tomalá
Manuel de Jesús Yunga Arboleda
Tutor:
Ing. Mario Aguilera Salazar, MBA
Guayaquil, Febrero 2017
II
DEDICATORIA
A:
Dios, por darme el motivo más grande para seguir adelante a pesar de los
obstáculos, mi vida y mi familia.
Mis amados padres, César Campoverde y Grace Tomalá, a quienes les
debo la vida y todo lo que soy, por ser parte fundamental en mi vida y
modelo a seguir, por brindarme su amor incondicional, experiencias y
aprendizajes para mi crecimiento diario, por guiar mi vida y ser parte de mis
decisiones.
Mis hermanos, Cristhian Campoverde y Daniel Campoverde, con quienes
entre alegrías y enojos compartimos momentos especiales e inolvidables,
por quienes daría todo.
Mi segunda madre, Lucia Catagua, la mujer que fue parte de mi
crecimiento, quien me brindó su protección, sus cuidados y su amor.
Kerlly Campoverde Tomalá

III
DEDICATORIA
Dedico el siguiente proyecto de tesis a mis padres; el Sr. Manuel Jesús
Yunga Morocho y la Sra. Sonia Marilú Arboleda Amaya, quienes han sido
pilares fundamentales para poder estudiar esta hermosa carrera de
Ingeniería.
También se lo dedico a mi hijo Manuel David Yunga Guerra, el cual llegó a
mi vida justo cuando estaba terminando la carrera, dándome más motivos
para seguir adelante, trazándome nuevas metas en mi vida profesional y
personal.
Manuel Yunga Arboleda

IV
AGRADECIMIENTO
A:
Dios, por darme fuerzas y la oportunidad de seguir luchando día a día.
Mi familia, por su apoyo y confianza que depositaron en mí durante mi etapa
como estudiante.
Ing Mario Aguilera, por brindarme sus conocimientos, consejos,
experiencias y apoyo para la culminación de este proyecto.
Ing Carlos Marín Copiano, por aportar con sus conocimientos en este
proyecto.
Mis amigos, por su apoyo brindado y por todo el tiempo que compartimos
juntos durante nuestra etapa como estudiante.
Los docentes de la Facultad de Ingeniería Química, por impartir con mucha
paciencia, dedicación sus conocimientos y experiencias durante las clases.
Kerlly Campoverde Tomalá

V
AGRADECIMIENTO
Reflejo el más sincero agradecimiento a la facultad de Ingeniería Química
de la Universidad de Guayaquil por haberme permitido formar parte de su
alumnado, obteniendo gratas experiencias en sus instalaciones, a los
ingenieros que fueron mis maestros; que de una u otra forma me
preparaban para la vida profesional.
Agradezco también a Kerlly Campoverde Tomalá, por haberme permitido
formar parte de este estudio.
A mi tutor, el Ing. Mario Aguilera Salazar, por su apoyo y paciencia para
lograr culminar con éxitos este proyecto y así la consecución del título de
Ingeniero Químico.
Manuel Yunga Arboleda
VI
CERTIFICADO DEL TUTOR
Guayaquil, 23 de Febrero del 2017
ING. MARIO JOEL AGUILERA SALAZAR (MBA) certifica haber tutelado
la tesis, “DIMENSIONAMIENTO DE UNA PLANTA PILOTO PARA LA
ELABORAR UN BIOADITIVO QUE ELEVE EL OCTANAJE EN
GASOLINAS, A PARTIR DE UN SUB-PRODUCTO PROCEDENTE DE LA
DESTILACIÓN DEL ALCOHOL’’ que ha sido desarrollada por KERLLY
MICHELL CAMPOVERDE TOMALÁ y MANUEL DE JESUS YUNGA
ARBOLEDA, previa a la obtención del título de Ingeniero Químico, de
acuerdo al REGLAMENTO PARA LA ELABORACIÓN DE TESIS DE
GRADO DE TERCER NIVEL de la UNIVERSIDAD DE GUAYAQUIL,
FACULTAD DE INGENIERÍA QUÍMICA.
----------------------------------------------------------------------
Ing. Mario Joel Aguilera Salazar (MBA)
C.I. 0907578819
VII
DERECHOS DE AUTORIA
Guayaquil, 23 de Febrero del 2017
Nosotros, KERLLY MICHELL CAMPOVERDE TOMALÁ y MANUEL DE
JESÚS YUNGA ARBOLEDA, declaramos bajo juramento que el trabajo
aquí descrito es de su autoría, que no ha sido previamente presentado para
ningún grado o calificación profesional, y que hemos consultado las
referencias bibliográficas que se incluyen en este documento.
A través de la presente declaración cedemos los derechos de propiedad
intelectual a la UNIVERSIDAD DE GUAYAQUIL FACULTAD DE
INGENIERÍA QUÍMICA, según lo establecido por la Ley de Propiedad
Intelectual y su reglamento.
________________________________
Kerlly Michell Campoverde Tomalá
C.I:0928832476
__________________________
Manuel de Jesús Yunga Arboleda
C.I. 0930002035
VIII
TABLA DE CONTENIDO
DEDICATORIA ----------------------------------------------------------------------------- II
AGRADECIMIENTO -------------------------------------------------------------------- IV
CERTIFICADO DEL TUTOR --------------------------------------------------------- VI
DERECHOS DE AUTORIA ----------------------------------------------------------- VII
ÍNDICE DE TABLAS -------------------------------------------------------------------- XII
ÍNDICE DE ILUSTRACIONES ------------------------------------------------------ XV
INDICE DE GRÁFICOS -------------------------------------------------------------- XVI
ÍNDICE DE ANEXOS -----------------------------------------------------------------XVII
RESUMEN ------------------------------------------------------------------------------ XVIII
ABSTRACT ------------------------------------------------------------------------------ XIX
INTRODUCIÓN -------------------------------------------------------------------------- 20
CAPITULO I ------------------------------------------------------------------------------- 22
1.1. Planteamiento del problema ----------------------------------------------- 22
1.2. Formulación del Problema ------------------------------------------------- 23
1.3. Delimitación del Estudio ---------------------------------------------------- 23
1.3.1. Delimitación espacial ------------------------------------------------------ 23
IX
1.3.2. Delimitación temporal ----------------------------------------------------- 24
1.4. Alcance del estudio ---------------------------------------------------------- 24
1.5. Objetivos ------------------------------------------------------------------------ 25
1.5.1. Objetivo general ------------------------------------------------------------ 25
1.5.2. Objetivos específicos ----------------------------------------------------- 25
1.6. Hipótesis ------------------------------------------------------------------------ 25
1.7. Variables ------------------------------------------------------------------------ 26
CAPITULO II ------------------------------------------------------------------------------ 27
2.1. Antecedentes ------------------------------------------------------------------ 27
2.2. Marco teórico ------------------------------------------------------------------ 28
2.2.1. Descripción del aceite de fusel ----------------------------------------- 28
2.2.2. Aplicaciones del aceite de fusel en la industria -------------------- 28
2.2.3. Características del aceite de fusel ------------------------------------ 29
2.2.4. Componentes del aceite de fusel -------------------------------------- 30
2.2.5. Aceite de fusel en mezclas con combustible ----------------------- 32
2.2.6. Influencias de los aditivos oxigenados sobre las propiedades de
los aditivos ------------------------------------------------------------------------------ 34
2.2.7. Proceso de purificación -------------------------------------------------- 35
2.2.8. Proceso productivo -------------------------------------------------------- 35
2.2.8.1. Tipos de procesos ------------------------------------------------------ 36
2.2.9. Transferencia de calor ---------------------------------------------------- 36
2.2.10. Operaciones unitarias utilizadas --------------------------------------- 42
2.2.11. Influencia del agua en un combustible ------------------------------- 45
CAPITULO III ----------------------------------------------------------------------------- 47

X
3.1. Metodología de la investigación ------------------------------------------ 47
3.1.1. Tipo de enfoque metodológico ----------------------------------------- 47
3.1.2. Localización del área de investigación ------------------------------- 47
3.1.3. Métodos y técnicas -------------------------------------------------------- 48
3.1.4. Muestreo de la materia prima ------------------------------------------- 55
3.2. Ingeniería de procesos ------------------------------------------------------ 55
3.2.1. Materia prima --------------------------------------------------------------- 55
3.2.2. Localización de la planta ------------------------------------------------- 56
3.2.3. Diagrama de bloques ----------------------------------------------------- 57
3.2.4. Descripción del proceso -------------------------------------------------- 58
3.3. Cálculos ------------------------------------------------------------------------- 59
3.3.1. Producción diaria de aceite de fusel ---------------------------------- 59
3.3.2. Descripción de la mezcla inicial ---------------------------------------- 60
3.3.3. Dimensionamiento de equipos ----------------------------------------- 63
3.3.4. Simulación del proceso --------------------------------------------------- 100
3.1. DIAGRAMA DE EQUIPOS ------------------------------------------- 102
CAPÍTULO IV --------------------------------------------------------------------------- 103
4.1. Resultados y análisis ------------------------------------------------------ 103
4.1.1. Materia prima ------------------------------------------------------------- 103
4.1.2. Dimensionamiento de equipos --------------------------------------- 105
4.1.2.3. Tanque de subproducto --------------------------------------------- 106
4.1.2.4. Pre-calentador --------------------------------------------------------- 107
4.1.2.5. Enfriadores -------------------------------------------------------------- 108
4.1.2.6. Columna de destilación ---------------------------------------------- 110
4.1.3. Aspen Plus ----------------------------------------------------------------- 113
XI
4.1.4. Ensayos de destilación ------------------------------------------------- 116
4.1.5. Octanaje -------------------------------------------------------------------- 117
4.2. Análisis de los resultados ------------------------------------------------- 119
4.2.1. Destilación ----------------------------------------------------------------- 119
4.2.2. Precalentador ------------------------------------------------------------- 121
4.2.3. Enfriadores----------------------------------------------------------------- 122
4.2.4. Accesorio ------------------------------------------------------------------- 123
4.2.5. Octanaje -------------------------------------------------------------------- 124
4.3. Conclusiones ----------------------------------------------------------------- 125
4.4. Recomendaciones ---------------------------------------------------------- 126
4.5. Bibliografía -------------------------------------------------------------------- 127
ANEXOS --------------------------------------------------------------------------------- 130
XII
ÍNDICE DE TABLAS
TABLA 1: Variables de proceso ............................................................... 26
TABLA 2: Características físico-químicas del aceite de fusel .................. 29
TABLA 3: Componentes del aceite fusel ................................................. 30
TABLA 4: Propiedades físicas del alcohol amílico ................................... 32
TABLA 5: Valores de la cromatografía realizada al aceite de fusel ......... 50
TABLA 6: Punto de ebullición de los componentes del aceite de fusel .... 52
TABLA 7: Descripción de la materia prima .............................................. 55
TABLA 8: Composición de la materia prima ............................................ 60
TABLA 9: Fracciones molares, másicas y volumétricas iniciales ............. 60
TABLA 10: Propiedades de los componentes del aceite de fusel ............ 61
TABLA 11: Densidad media inicial ........................................................... 62
TABLA 12: Peso molecular medio inicial ................................................. 62
TABLA 13: Composición molar del alimento ............................................ 66
TABLA 14: Composición molar del destilado y residuo ........................... 67
TABLA 15: Flujo de vaporización ............................................................. 68
TABLA 16: Constantes de antoine ........................................................... 69
TABLA 17: Calor latente de los componentes ......................................... 69
TABLA 18: Calor latente medio de la mezcla .......................................... 70
TABLA 19: Volatilidad relativa de los componentes................................. 73
TABLA 20: Valores supuestos de ɵ ......................................................... 74
TABLA 21: Cálculo de relación de reflujo mínimo .................................... 75
TABLA 22: Densidad media de los vapores en el domo de la columna ... 78
TABLA 23: Densidad media de los vapores del fondo de la columna ...... 79
TABLA 24: Flujo molar de vaporización .................................................. 79
TABLA 25: Caudal volumétrico del vapor ................................................ 80
TABLA 26: Valores de constantes para ec. de calor específico .............. 82
TABLA 27: Cálculo de la temperatura de salida del alimento .................. 83

XIII
TABLA 28: Temperaturas de entrada y salida del fluido frio y caliente del
intercambiador de calor ..................................................................... 83
TABLA 29: Datos del intercambiador de calor ......................................... 85
TABLA 30: Cálculo de la temperatura de salida del condensado para
enfriamiento del destilado.................................................................. 85
TABLA 31: Cálculo de la temperatura de salida del condensado para
enfriamiento del producto final .......................................................... 86
TABLA 32: Temperaturas de entrada y salida del fluido frio y caliente del
enfriador ............................................................................................ 86
TABLA 33: Temperaturas de entrada y salida del fluido frio y caliente del
enfriador ............................................................................................ 87
TABLA 34: Nomenclatura aplicada a los equipos del proceso ................ 90
TABLA 35: Tuberías y el tipo de fluido que transportan ........................... 91
TABLA 36: Cálculo del tamaño nominal y área de las tuberías ............... 93
TABLA 37: Pontencia de la bomba .......................................................... 99
TABLA 38: Datos ingresados al simulador ............................................ 101
TABLA 39: Resultado de la composición de la materia prima ............... 103
TABLA 40: Resultado de la fración molar, másica y volumétrica de la
materia prima .................................................................................. 103
TABLA 41: Resultados de las propiedades físco-químicas de la materia
prima ............................................................................................... 104
TABLA 42: Resultados del tanque de alimentación ............................... 105
TABLA 43: Resultados de los tanques de produccion diaria ................. 106
TABLA 44: Resultados de tanque de subproducto ................................ 106
TABLA 45: Resultados de intercambiador de calor ............................... 107
TABLA 46: Resultados del enfriador para el subproducto .................... 108
TABLA 47: Resultado del enfriador para el producto final ..................... 109
TABLA 48: Resultados de la columna de destilación ............................. 110
TABLA 49: Resultados del destilado ...................................................... 111
TABLA 50: Resultados de productos de cola ........................................ 111
XIV
TABLA 51: Resultados de la torre de enfriamiento ................................ 112
TABLA 52: Resultado del costos de producción .................................... 112
TABLA 53: Resultados balance de materia total de la simulación ......... 113
TABLA 54: Resultados de la simulación de la columna de destilacion .. 114
TABLA 55: Resultados de la simulación del precalentador ................... 114
TABLA 56: Resultado de la simulación del enfriador para el destilado .. 115
TABLA 57: Resultado de la simulación del enfriador para el producto final
........................................................................................................ 115
TABLA 58: Resultados de la simulación de la bomba ........................... 116
TABLA 59: Resultados del ensayo de destilación .................................. 116
TABLA 60: Resultados de los análisis de octaneje con aceite de fusel no
tratado ............................................................................................. 117
TABLA 61: Resultados de los análisis de octaneje con bioaditivo ......... 117
TABLA 62: Resultados de los análisis de octaneje con aditivo comercial
........................................................................................................ 118

XV
ÍNDICE DE ILUSTRACIONES
ILUSTRACIÓN 1: Terminal pascuales de Eppetroecuador ..................... 24
ILUSTRACIÓN 2: SODERAL S.A ............................................................ 24
ILUSTRACIÓN 3: Conducción del calor .................................................. 37
ILUSTRACIÓN 4: Proceso de convección ............................................... 38
ILUSTRACIÓN 5: Intercambiador de calor de doble tubo ........................ 40
ILUSTRACIÓN 6: Intercambiador de calor de tubo y coraza .................. 41
ILUSTRACIÓN 7: Intercambiador de calor de platos ............................... 41
ILUSTRACIÓN 8: Intercambiador de calor en espiral .............................. 42
ILUSTRACIÓN 9: Localización de la planta ............................................. 56
ILUSTRACIÓN 10: Balance de materia de la columna de destilación ..... 66
ILUSTRACIÓN 11: Esquema para el cáculo del número de etapas, reflujo
mínimo y la etapa de alimentaión ...................................................... 71
XVI
INDICE DE GRÁFICOS
GRÁFICO 1: Comparación de los resultados de composición del destilado
........................................................................................................ 119
GRÁFICO 2: Comporación de resultados de la composición de productos
de cola ............................................................................................. 120
GRÁFICO 3: Comparación de los resultados del dimensionamiento de la
columna ........................................................................................... 120
GRÁFICO 4: Comparación de los resultados del precalentador ............ 121
GRÁFICO 5: Comparación de los resultados del enfriador para el destilado
........................................................................................................ 122
GRÁFICO 6: Comparación de los resultados del enfriador para producto
final .................................................................................................. 123
GRÁFICO 7: Comparación de los resultados de la bomba .................... 123
GRÁFICO 8: Comparación de los resultados de octanometría ............. 124

XVII
ÍNDICE DE ANEXOS
ANEXO 1: Tabla de factores a considerar para la localización de la planta
........................................................................................................ 130
ANEXO 2: Cromatografía del aceite de fusel ......................................... 131
ANEXO 3: Constantes de Antoine ......................................................... 132
ANEXO 4: Tabla de condiciones y dimensiones generales recomendadas
para las torres de platos .................................................................. 134
ANEXO 5: Velocidad de circulación del fluido ....................................... 134
ANEXO 6: Diagrama de Moody ............................................................. 135
ANEXO 7: Valores de rugosidad equivalentes para tuberías ................ 136
ANEXO 8: Dimensiones de tuberías de acero ....................................... 137
ANEXO 9: Viscosidad cinemática del vapor de agua en funión de la
temperatura ..................................................................................... 138
ANEXO 10: Propiedades del agua a diferentes temperaturas ............... 139
ANEXO 11: Aplicabilidad de métodos de coeficientes de actividad en
distintos sistemas ............................................................................ 140
ANEXO 12: Proceso para componentes polares y no electrolíticos. ..... 140
ANEXO 13: Procedimiento para la simulación en Aspen Plus ............... 141
ANEXO 14: Equipo para la medición del octanaje en gasolinas ............ 148
ANEXO 15: Equipo analizador de gasolina ........................................... 148
ANEXO 16: Destilación del aceite de fusel ............................................ 149
ANEXO 17: Muestra de aceite de fusel ................................................. 149
ANEXO 18: Mezcla de gasolina con aceite de fusel, destilado y bioaditivo
........................................................................................................ 150
ANEXO 19: Mezcla de gasolina con bioaditivo ...................................... 150
ANEXO 20: Densimetro digital ............................................................... 151
ANEXO 21: Cromatógrafo ..................................................................... 151

XVIII
RESUMEN
En el presente trabajo se propuso el dimensionamiento de los equipos de
una planta piloto para elaborar un bioaditivo para gasolinas, a partir del
aceite de fusel, un subproducto no aprovechado procedente de la
destilación del alcohol etílico.
El proceso comienza con la caracterización de la materia prima para
continuar con su purificación, que consiste en la separación del alcohol
isoamílico como producto final, para lo cual se seleccionaron equipos
adecuados para llevar a cabo este proceso y posteriormente
dimensionarlos utilizando métodos de cálculos.
Para contrastar los resultados obtenidos en teoría se realizó la simulación
del proceso en Aspen Plus para efectuar una comparación entre los
valores. Además se realizaron pruebas a la mezcla de gasolina con el 5%
de producto final obteniendo buenos resultados y comprobando que el
bioaditivo logra elevar el octanaje en la gasolina sin alterar sus propiedades
cumpliendo con los parámetros establecidos por las normas INEN,
finalmente se concluye que el proceso empleado es adecuado en la
purificación del aceite de fusel representando una fuente económica y
renovable para la producción de bioaditivos utilizados en combustibles.
Palabras clave: Aceite de fusel, bioaditivo, proceso, simulación.

XIX
ABSTRACT
In the present work it was proposed the dimensioning of the equipment of a
pilot plant to elaborate a bioadditive for gasolines, from fusel oil, an unused
by product from the distillation of ethyl alcohol. The process begins with the
characterization of the raw material to continue its purification, which
consists of the separation of the isoamyl alcohol as the final product, for
which we selected suitable equipment to carry out this process and then
size them using methods of approximate calculations. In order to compare
the results obtained in theory, the simulation of the Aspen Plus process was
carried out to make a comparison between the values. In addition, tests
were performed on the gasoline mixture with 5% of final product, obtaining
good results and verifying that the bioadditive manages to raise the octane
in the gasoline without altering its properties, complying with the parameters
established by the INEN standards. Process used is suitable in the
purification of fusel oil representing an economical and renewable source
for the production of bioadditives used in fuels.
Key words: Fusel oil, bioadditive, process, simulation.
20
INTRODUCIÓN
En la actualidad la calidad del combustible se ha convertido en un tema
muy importante a nivel mundial, en igual magnitud que la emanación de
gases tóxicos al medio ambiente por su utilización. La calidad y la
capacidad de consumo de la gasolina está determinada por el octanaje, por
lo cual existe dos formas de elevar dicha propiedad en los combustibles:
por del uso de aditivos metálicos y mediante la obtención de alternativas de
origen vegetal. En la primera opción los aditivos metálicos para
combustibles contienen generalmente compuestos derivaros del plomo, los
cuales se agregan a la gasolina, pero, pese a que mejora la combustión,
afecta al medio ambiente y la salud, por lo que se ha descartado su
aplicación. En la segunda alternativa se considera los de origen vegetal
procedente de los alcoholes, como el aceite de fusel.
En el Ecuador se obtienen gasolinas de bajo índice de octanaje con alto
contenido de azufre, para mejorar el rendimiento de estas gasolinas y
disminuir su contenido de azufre desde noviembre del 2011 se importan
gasolinas de 95 octanos; en las refinerías del país esta nueva gasolina fue
mezclada y procesada con la que se tenía anteriormente. Por ello, el índice
de octanaje mejoró en las gasolinas extra (de 81 a 87 octanos) y súper (de
90 a 92 octanos). Una gasolina con mayor grado de octanos mejora la
potencia y el rendimiento del motor, además disminuye el consumo de
combustible. En nuestro país la nueva gasolina no deja de ser
contaminante, porque genera emisiones de azufre. Sin embargo, a
diferencia de la gasolina anterior, el porcentaje de emisión de azufre se
reduce de 2000 a 600 ppm. Por ello, el Gobierno anunció que se
desarrollarán programas con el fin de aumentar la calidad de los
combustibles en las refinerías del país. Esta medida permitirá cumplir las
normas de calidad EURO 5, vigentes en Europa.

21
En el año 2002 la Unión Europea (UE) prohibió la distribución del
combustible con plomo. Esta medida contribuyó a eliminar agentes
contaminantes como: azufre, plomo y el aditivo tetraetilo de plomo el cual
se utiliza para elevar el octanaje de las gasolinas.
En el año 2011 la entonces Ministra del Ambiente Marcela Aguiñaga indicó
que “La reforma tributaria está financiando la mejora de los combustibles,
lo que ha permitido que se mejoren rendimientos, reduciendo la cantidad
de azufre que ha tenido el combustible ecuatoriano; y que afecta a la
contaminación del aire produciendo enfermedades respiratorias”.
Por lo antes mencionado, este estudio se basa en el
“DIMENSIONAMIENTO DE UNA PLANTA PILOTO PARA ELABORAR
UN BIOADITIVO QUE ELEVE EL OCTANAJE
EN GASOLINA, A PARTIR DE SUB-PRODUCTOS PROCEDENTES DE
LA DESTILACIÓN DE ALCOHOL” para poder definir los equipos y
procesos adecuados para la elaboración de este bioaditivo de forma
industrial, aprovechando un sub producto de la destilación del vino dándole
valor agregado e impulsando su comercialización.
22
CAPITULO I
1.1. Planteamiento del problema
El país comercializa actualmente gasolina de 92 y 87 octanos para esta
última se cuenta con un proyecto en donde se sustituye un 5% de etanol y
95% de gasolina base, con el objetivo de reducir el nivel de emisiones de
CO2 al ambiente. Aunque se obtiene un producto de mejor calidad se
requiere un combustible que contenga un mejor octanaje para mejorar la
eficiencia en el motor de los vehículos. Es por esto que en el presente
estudio se desea implementar la producción de aditivos a partir del aceite
de fusel que corresponde al residuo que se genera después de la
destilación del alcohol etílico (95 % de alcohol y un 5 % de aceite fusel),
que elevan el octanaje en gasolinas; a su vez, mejoran el funcionamiento
del motor consumiendo menos combustible, lo que representa una fuente
económica y renovable para implementar la comercialización de estos
productos en el País. Es por esto que se ha encontrado una alternativa
ecológica que permitirá utilizar el fusel, que actualmente es un sub producto
no aprovechado del proceso de fermentación del mosto.
Proyectos de investigación anteriores han demostrado que el aceite de
fusel tiene la característica de elevar el octanaje en gasolina, ya que está
constituida por alcoholes superiores, es decir con más de 2 átomos de
Carbón, como: el isopropanol, isobutanol e isoamílico; siendo estos últimos
los de mayor porcentaje másico en el aceite de fusel los cuales le dan esta
utilidad. Para gasolina base, se considera que el aceite de fusel se puede
mezclar hasta un 5% en volumen.
Con este antecedente se plantea el dimensionamiento de una planta piloto
para el aprovechamiento del aceite de fusel como materia prima,
23
convirtiéndolo en un bioaditivo que eleve el octanaje en las gasolinas
producidas en el Ecuador.
1.2. Formulación del Problema
En la actualidad una de las tendencias a nivel mundial es que las industrias
produzcan con un bajo impacto ambiental, aprovechando en lo posible los
residuos industriales como materias primas para nuevos productos, el
aceite de fusel es un sub producto no aprovechado de la destilación de
alcoholes que nos permite aumentar el octanaje en gasolinas, SODERAL
S.A. produce anualmente 36.500 litros de aceite de fusel, esta empresa nos
permitió realizar la validación con muestras de este aceite dando resultados
positivos, como elevador de octanaje, por consiguiente realizaremos las
siguientes preguntas:
¿Puede competir este bioaditivo proveniente del aceite fusel con los
aditivos que existen el mercado?
¿Cuánto de aceite de fusel necesito para subir el octanaje a la gasolina?
¿Qué ventajas y desventajas me genera este aditivo para el motor y el
medio ambiente?
¿Qué equipos necesito para la elaboración de un bioaditivo con el aceite
de fusel como materia prima?
1.3. Delimitación del Estudio
1.3.1. Delimitación espacial
El siguiente estudio se realizó con la colaboración de la Destiladora de
alcohol SODERAL S.A. ubicada en la Av. Principal o Av. San Carlos, Cnel.
Marcelino Maridueña, el Terminal Pascuales de EPPteroecuador ubicada
en el km 12 y ½ Vía Daule, parroquia “Pascuales” y la Facultad de
Ingeniería Química de la Universidad de Guayaquil, ubicada en la ciudadela
universitaria “Salvador Allende” entre la Av. Delta y Av. Kennedy

24
1.3.2. Delimitación temporal
La Destilería Soderal S.A., mantiene su producción de alcohol durante todo
el año, es por esto que el abastecimiento de nuestra materia prima el Aceite
de fusel no corre el riesgo de desabastecimiento. El estudio se lo realiza
con el aceite de fusel producido en el año 2016.
1.4. Alcance del estudio
Teniendo la oportunidad de aprovechar un aceite residual que es sub
producto de la obtención de alcohol etílico extra neutro, se emprende el
diseño de una planta para procesar este sub producto como materia prima
y convertirlo en un aditivo disponible al granel, que eleve el número de
octanos de la gasolina, mediante estudios y ensayos para sustentar su
rentabilidad ya que no se produce este tipo de aditivo en nuestro país.
ILUSTRACIÓN 2: SODERAL S.A ILUSTRACIÓN 1: TERMINAL PASCUALES DE EPPETROECUADOR

25
1.5. Objetivos
1.5.1. Objetivo general
Dimensionar los equipos de un proceso productivo para la obtención de un
bioaditivo que proviene de un sub-producto de la destilación del alcohol
como es el aceite de fusel y, que éste incremente el octanaje en las
gasolinas que se comercializan en el país.
1.5.2. Objetivos específicos
Estimar la capacidad de producción de la planta.
Establecer el procedimiento adecuado para la purificación del aceite
de fusel.
Validar el proceso mediante la aplicación de un programa
informático.
1.6. Hipótesis
La producción de un bioaditivo, que en combinación con la gasolina eleve
su poder antidetonante (octanaje), siendo igual de eficiente que los aditivos
que hay en el mercado, disminuyendo el contenido de dióxido de carbono
en la emisión de gases de combustión.
26
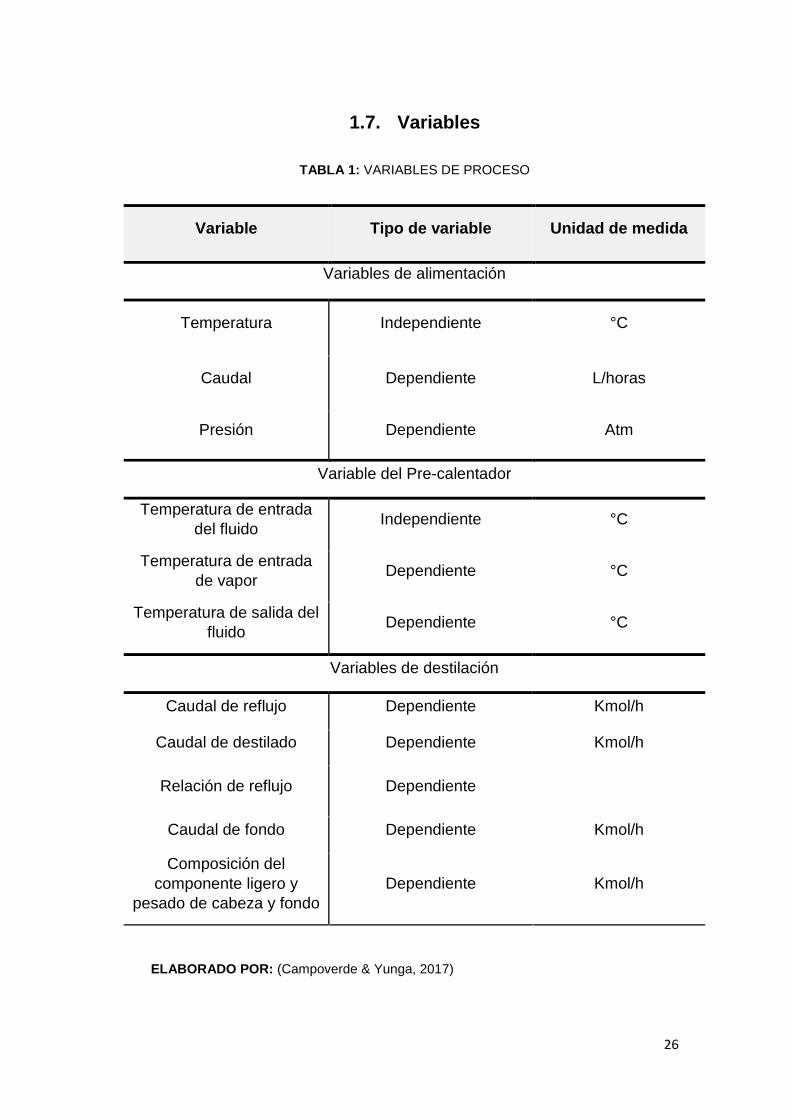
1.7. Variables
TABLA 1: VARIABLES DE PROCESO
ELABORADO POR: (Campoverde & Yunga, 2017)
Variable Tipo de variable Unidad de medida
Variables de alimentación
Temperatura Independiente °C
Caudal Dependiente L/horas
Presión Dependiente Atm
Variable del Pre-calentador
Temperatura de entrada
del fluido Independiente °C
Temperatura de entrada
de vapor Dependiente °C
Temperatura de salida del
fluido Dependiente °C
Variables de destilación
Caudal de reflujo Dependiente Kmol/h
Caudal de destilado Dependiente Kmol/h
Relación de reflujo Dependiente
Caudal de fondo Dependiente Kmol/h
Composición del
componente ligero y
pesado de cabeza y fondo
Dependiente Kmol/h
27
CAPITULO II
2.1. Antecedentes
(Alper, 2013) Estudiaron las ventajas de utilizar el aceite de fusel como un
combustible alternativo para motores de ignición; por medio del estudio del
rendimiento de acuerdo a ciertas variables (par de frenado, BSFC,
eficiencia efectiva, temperatura de los gases de escape) y por medio de las
emisiones (CO, NOx, HC) que se producen en un motor con el mismo tipo
de sistema de inyección.
El aceite de fusel crudo es un líquido relativamente viscoso con color rojizo
oscuro y de olor penetrante. El componente principal es el alcohol
isoamílico (isopentanol), con una composición másica cercana a 71,5% en
base libre de agua, seguido de los alcoholes etílicos, isobutílico y n-
propílico, más algunas trazas de otros compuestos. (Osorio-Viana, 2014).
La transformación del aceite de fusel en productos de mayor valor agregado
se ha estudiado anteriormente, principalmente en el área de la
biotecnología para obtener biocombustibles, lo cual ha sido tratado por
varios investigadores (Sun, 2012), (Watanabe, 2000), (Castro, 1999),
(Dormo, 2004).
Encaminados por esta misma línea, investigaciones más profundas se han
realizado para poder determinar si el aceite de fusel se puede utilizar como
un aditivo, para elevar el octanaje en gasolinas o producción de aromas
naturales, (Welsh, 1989), (Ozgulsun, 1999 a 2000)
28
2.2. Marco teórico
2.2.1. Descripción del aceite de fusel
El aceite de fusel corresponde al residuo que queda después de destilación
del vino fermentado y se compone de una mezcla de alcoholes ligeros, de
C2 a C5, (alcohol isoamílico principalmente), obtenidos a partir de la
producción de etanol, la cual es una industria en rápido crecimiento. Se
puede derivar a partir de bioetanol de primera generación (azúcar o
almidón) y también de segunda generación (biomasa lignocelulosa). Hasta
ahora, sólo una pequeña cantidad de aceite de fusel que se recupera con
fines comerciales (aroma en la industria alimentaria y de la perfumería). Los
alcoholes presentes en los aceites de fusel son entre el 50 y 70% de la
mezcla, en función del origen. En cuanto al alcohol isoamílico, principal
componente, es un compuesto orgánico que tiene una fórmula molecular
C5H12O. Es un líquido incoloro, de volatilidad moderada. Se usa como
disolvente en tintas de impresión, lacas, gomas o para la fabricación de
intermediarios. (Urresta, 2014)
2.2.2. Aplicaciones del aceite de fusel en la industria
Ciertos alcoholes livianos se pueden formular para ser utilizados como
disolvente sustituto para tintas de impresión, lacas o gomas; entre los más
utilizados y asociados con el aceite de fusel están: propanol, isopropanol y
butanol; en la industria del perfume, el isobutanol es un constituyente
sintético, cuya función es la de fijador químico de los componentes más
volátiles (aceites esenciales) que le dan la fragancia al perfume, estos
alcoholes tienen una afinidad por estos compuestos aromáticos y una baja
volatilidad, disminuyendo la velocidad de evaporación de los mismos.
Un mercado potencial e interesante son los biolubricantes, producidos por
esterificación enzimática. Estudios han demostrado la síntesis de un bio
lubricante, preparado en un sistema integrado por una reacción de

29
esterificación del aceite de fusel y el ácido oleico, con la ayuda de un
biocatalizador, en este caso una enzima lipasa (Urresta, 2014)
2.2.3. Características del aceite de fusel
Se mencionan características parecidas a un aceite de fusel refinado, cuyos
componentes principales son los alcoholes amílicos, ya que el punto de
ebullición está en el rango de estos alcoholes y su apariencia transparente
es un indicador de su posible refinación. La apariencia del aceite de fusel
de SODERAL S.A. es la de un líquido viscoso de color ámbar pálido. En
cuanto a su olor, sabemos que las muestras concentradas de aceite de
fusel, presentan un olor penetrante a olores frutales. Se puede considerar
que el componente clave de este aceite fusel presentado en la tabla 2, es
el alcohol isoamílico, ya que es el alcohol superior de mayor producción en
las fermentaciones del mosto de melaza. (Marin, 2015)
TABLA 2: CARACTERÍSTICAS FÍSICO-QUÍMICAS DEL ACEITE DE FUSEL
FUENTE: (Marin, 2015) ELABORADO POR: (Campoverde & Yunga, 2017)
Propiedades Valor
Apariencia Transparente
Olor Asfixiante leve
Estado físico Liquido
PH No disponible
Punto de ebullición(°C) 123-133
Punto de fusión (°C) No disponible
Presión de vapor a
(mmHg) 5
Gravedad específica b 0,837
Solubilidad en agua c Baja
Punto de inflamación d
(°C) 42
Auto ignición (°C) 350
30
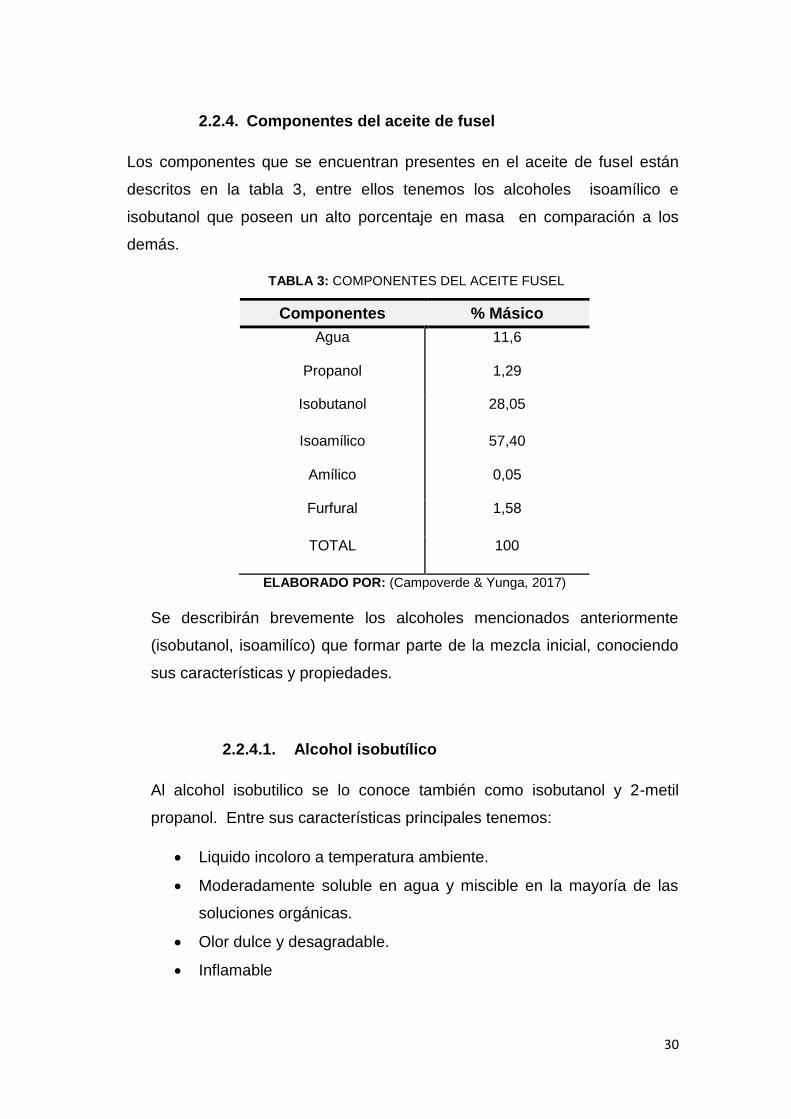
2.2.4. Componentes del aceite de fusel
Los componentes que se encuentran presentes en el aceite de fusel están
descritos en la tabla 3, entre ellos tenemos los alcoholes isoamílico e
isobutanol que poseen un alto porcentaje en masa en comparación a los
demás.
TABLA 3: COMPONENTES DEL ACEITE FUSEL
ELABORADO POR: (Campoverde & Yunga, 2017)
Se describirán brevemente los alcoholes mencionados anteriormente
(isobutanol, isoamilíco) que formar parte de la mezcla inicial, conociendo
sus características y propiedades.
2.2.4.1. Alcohol isobutílico
Al alcohol isobutilico se lo conoce también como isobutanol y 2-metil
propanol. Entre sus características principales tenemos:
Liquido incoloro a temperatura ambiente.
Moderadamente soluble en agua y miscible en la mayoría de las
soluciones orgánicas.
Olor dulce y desagradable.
Inflamable
Componentes % Másico
Agua 11,6
Propanol 1,29
Isobutanol 28,05
Isoamílico 57,40
Amílico 0,05
Furfural 1,58
TOTAL 100

31
En la naturaleza puede encontrarse en los aceites esenciales de cítricos, té
y eucalipto, y en los aromas de la manzana y la grosella. Así mismo, está
presente entre los constituyentes volátiles del ron y formando parte de los
aceites de fusel procedentes de la remolacha y la patata.
2.2.4.2. Alcoholes amílicos
A estos compuestos se los conoce generalmente con el nombre de
alcoholes amílicos, ya que está formada por los isómeros 3-metil 1-butanol
y 2-metil 1-butanol. Al primer mencionado se le conoce como alcohol
isoamílico, isopentanol, y al segundo se lo denomina también alcohol
amílico. Estos alcoholes constituyen la mayor parte de los aceites de fusel,
estando presentes también entre los constituyentes de aceites de camomila
y aceites esenciales de pimienta, cítricos, té, geranio, eucalipto y otros
vegetales, así como en los aromas de la fresa y la frambuesa y en el ron.
(Navarrete González, 2004).
Entre sus características principales tenemos:
Líquidos incoloros a temperatura ambiente.
Solubles en agua y en la mayoría de las soluciones orgánicas.
Olor acre característico y desagradable.
Tóxico e inflamables.

32
TABLA 4: PROPIEDADES FÍSICAS DEL ALCOHOL AMÍLICO
Fuente: (Mayta, 2009) Elaborado por: (Campoverde & Yunga, 2017)
2.2.5. Aceite de fusel en mezclas con combustible
2.2.5.1. Aceite de fusel mezclado con gasolinas
(Quinde, 2016) Hace referencia a la evaluación del uso del aceite de fusel
en mezclas con gasolinas bases como alternativa, para la producción de
gasolinas con alcoholes, con lo cual se tiene como propósito otorgarle un
valor agregado al aceite de fusel que se produce en el litoral ecuatoriano.
El aceite de fusel fue filtrado, deshidratado y caracterizado, por lo cual se
obtuvo un producto óptimo para realizar las mezclas en diferentes
porcentajes, y así evaluar la incidencia del aceite de fusel en el RON y PVR
de las gasolinas. El mayor desempeño de las mezclas de aceite de fusel
con gasolina se presenta en la proporción del 5% ya que cumple
satisfactoriamente todos los parámetros que exigen las normas INEN para
las gasolinas.
PROPIEDADES FÍSICAS
Estado de agregación Líquido
Apariencia Incoloro
Masa molecular 60,09 kg/Kmol
Temperatura de fusión 185ºK (-88ºC)
Temperatura de ebullición 355ºK (82,4ºC)
Temperatura crítica 508ºK (235ºC)
Presión crítica 47 atm
Índice de refracción 1,376 (20ºC)
Densidad 0,7836 g/cm3 a 20ºC

33
2.2.5.2. Mezclas de aceite de fusel con diésel
(Marin, 2015) Menciona que el aprovechamiento de este subproducto como
combustible para las calderas, en mezclas con combustible diésel,
disminuye en las emisiones NOx y SOx. Las variables CO y HC, aumentan
a medida que incrementa el porcentaje de aceite de fusel en las mezclas.
Concluyendo, el 5% de aceite de fusel mezclado con diésel presenta
mejores resultados; tanto en los análisis de calidad como en los análisis de
emisiones y eficiencias de combustión. También se reconoce el ahorro de
diésel por la utilización de aceite de fusel en este combustible.
2.2.5.3. Factores que influyen en mezclas con
combustibles
Entre las principales aplicaciones del aceite de fusel, estaba la de su
aplicación para obtención de energía térmica. Para ello existen factores que
influyen en la combustión directa de estos alcoholes, como son:
Contenido de agua
El contenido de agua final que van a poseer estos aceites de fusel, no se
considera para su utilización; ya que este factor imposibilita su venta y
utilización como combustible. El agua también ioniza los ácidos presentes,
haciendo de esta una mezcla corrosiva para los tanques de
almacenamiento y las tuberías.
El grado alcohólico
Este factor es obtenido en planta, es muy variable, ya que en dependencia
de factores como: temperatura, presión, tipo de proceso, error humano, etc.
El grado alcohólico del aceite de fusel, nos indica el contenido total de agua
que existe en la mezcla; solo es un indicador de su presencia. Por ello se
deben realizar mediciones del grado alcohólico en las muestras y productos
obtenidos. Los grados Gay Lussac, expresados como grados alcohólicos,
normalmente se miden con la ayuda de densímetros de vidrio; pero para

34
mayor precisión las empresas utilizan analizadores electrónicos, para la
obtención de datos confiables a temperatura estándar.
Ácidos libres
La cantidad de ácidos libres en cualquier fluido, es un indicador de qué tan
corrosivo y dañino puede ser su presencia en los tanques y sistemas de
tuberías. La presencia de estos ácidos, más un exceso de agua en el
combustible serían los responsables de provocar ataques electroquímicos.
Contenido de furfural
Uno de los contaminantes más tóxicos que tiene el aceite de fusel es el
furfural. Su presencia le da ese tono turbio y amarillento parecido al aceite
vegetal. El contenido de furfural en el aceite de fusel es muy bajo, por lo
tanto al mezclarlo con combustibles limpios se convertiría en una sustancia
imperceptible.
2.2.6. Influencias de los aditivos oxigenados sobre las
propiedades de los aditivos
La gasolina es uno de los productos más importantes y rentables de la
industria petrolífera. Está constituida por numerosos compuestos
(hidrocarburíferos saturados, aromáticos y olefinas). Estos compuestos y
su grado de concentración, afectan de forma diferente al comportamiento
de los motores de combustión interna.
Para mejorar su capacidad antidetonante y hacerlas menos corrosivas, las
gasolinas contienen diferentes tipos de aditivos. El uso de los alcoholes
comenzó en los años setenta cuando se volvió a hablar de los alcoholes,
caídos en desuso al disminuir el precio del petróleo. Actualmente, se siguen
empleando los alcoholes junto con éteres y otros compuestos oxigenados.
Desde el punto vista económico, los compuestos han tenido un papel
importante para estabilizar los precios del mercado del petróleo. Más
recientemente los beneficios de los productos oxigenados, al reducir las
35
emisiones contaminantes de monóxido de carbono y de hidrocarburos, ha
hecho que en muchos países se haga añadir un mínimo de ellos a la
gasolina. La mayoría de los aditivos oxigenados son alcoholes que
contienen de 1 a 6 átomos de carbono. Los más utilizados son: metanol,
etanol, iso-propil alcohol, terc-butil alcohol e iso-butil alcohol. (Palencia,
2014)
2.2.7. Proceso de purificación
2.2.7.1. Obtención del acetato de iso-amilo
Mediante tecnología de membranas permite capturar y transportar de forma
selectiva los componentes del aceite de fusel que se desean y, con los
cuales se dará lugar a la obtención del acetato puro. Teniendo en cuenta
este aspecto, se propuso el diseño de un proceso simultáneo de reacción-
separación con membranas denominado pre evaporación. Es un proceso
que involucra el estudio de cuatro aspectos básicos: las características
termodinámicas de la mezcla reactiva; la cinética de la reacción química; la
síntesis, preparación, caracterización y evaluación de una membrana
selectiva al agua; y el diseño conceptual del proceso, simulación,
optimización y evaluación económica, la mayoría de los estudios se han
centrado en el proceso de esterificación del alcohol n-amílico. (Osorio-
Viana, 2014)
2.2.8. Proceso productivo
Un sistema de producción es aquel sistema que proporciona una estructura
que agiliza la descripción, la ejecución y el planteamiento de un proceso
industrial. Estos sistemas son los responsables de la producción de bienes
y servicios en las organizaciones. Los administradores de operaciones
toman decisiones que se relacionan con la función de operaciones y los
sistemas de transformación que se emplean. De la misma manera los
sistemas de producción tienen la 5capacidad de involucrar las actividades

36
y tareas diarias de adquisición y consumo de recursos. Estos son sistemas
que utilizan los gerentes de primera línea dada la relevancia que tienen
como factor de decisión empresarial. El análisis de este sistema permite
familiarizarse de una forma más eficiente con las condiciones en que se
encuentra la empresa en referencia al sistema productivo que se emplea.
2.2.8.1. Tipos de procesos
2.2.8.1.1. Proceso Continuo
Son aquello procesos que producen sin pausa y sin transición entre
operación y operación. Son procesos que realizan por lo general un solo
producto totalmente estabilizado. Un típico caso es la producción de
gasóleos, energía eléctrica, ciertos productos químicos, fabricantes de
papel, celulosa, automóviles, electrodomésticos, etc.
2.2.8.1.2. Proceso Bach o discontinuo
Es un procesamiento por lotes, es decir, por intervalos de tiempo en los
cuales hay actividad y otros en los que no, como que hay “descansos” o
“paras” por jornada de trabajo, aquí se toma muy en cuenta los arranques
y cierres de jornada trabaja para estimar variaciones en el proceso.
2.2.8.1.3. Proceso Semicontinuo
Es una combinación del proceso continuo y Bach son convenientes para
lotes pequeños y medianos de producción.
2.2.9. Transferencia de calor
2.2.9.1. Fundamento
La transferencia de calor desde fluidos del proceso es una parte esencial
de la mayoría de los procesos químicos. El tipo de equipo de transferencia
de calor más comúnmente usado es el tradicional intercambiador de calor
de tubos y carcasa.

37
La transferencia de calor está relacionada con la razón de intercambio de
calor entre cuerpos calientes y fríos llamados fuente y recibidor. Cuando se
vaporiza una libra de agua o se condensa una libra de vapor, el cambio de
energía en los dos procesos es idéntico.
2.2.9.2. Mecanismo de la transferencia de calor
Hay tres formas diferentes en las que el calor puede pasar de la fuente al
recibidor, aun cuando muchas de las aplicaciones en la ingeniería son
combinaciones de dos o tres. Estas son:
Conducción: Es un proceso mediante el cual fluye calor desde una región
alta de temperatura o a otra baja temperatura dentro de un medio (solido,
líquido y gaseoso), o entre medios diferentes que estén en contacto físico
directo. La energía se transmite por comunicación molecular sin
desplazamiento apreciable de las moléculas. (Fonseca Picon & Riveros
Vargas, 2009)
Convección: La transferencia de calor por convección se debe al
movimiento del fluido. El fluido frío adyacente a superficies calientes recibe
calor que luego transfiere al resto del fluido frío mezclándose con él. Existen
dos formas de transmisión de calor por convección:
1. Convección natural o libre: ocurre cuando el movimiento del fluido
no se complementa por agitación mecánica
2. Convección forzada: Cuando el fluido se agita mecánicamente, la
agitación mecánica puede darse por medio de un agitador.
ILUSTRACIÓN 3: CONDUCCIÓN DEL CALOR

38
Este tipo de transferencia de calor puede ser descrito en una ecuación que
imita la forma de la ecuación de conducción y es dada por:
𝑑𝑄 = ℎ ∗ 𝐴 ∗ 𝑑𝑡
Radiación: La radiación involucra la transferencia de energía radiante
desde una fuente a un recibidor. Cuando la radiación se emite desde una
fuente a un recibidor, parte de la energía se absorbe por el recibidor y parte
es reflejada por él. Basándose en la segunda ley de la termodinámica,
Boltzmann estableció que la velocidad a la cual una fuente da calor es
(kern, 1999)
𝑑𝑄 = 𝜎𝜖 𝑑𝐴 𝑇4
2.2.9.3. Equipos utilizados en la transferencia de calor
El equipo de transferencia de calor se define por las funciones que
desempeña en un proceso. Entre estos tenemos:
Calentadores
Se usan primariamente para calentar fluidos de proceso, y generalmente
se usa vapor con este fin, aun cuando en las refinerías de petróleo el aceite
caliente recirculado tiene el mismo propósito.
Condensadores
Son enfriadores cuyo propósito principal es eliminar calor latente en lugar
de calor sensible.
ILUSTRACIÓN 4: PROCESO DE CONVECCIÓN
39
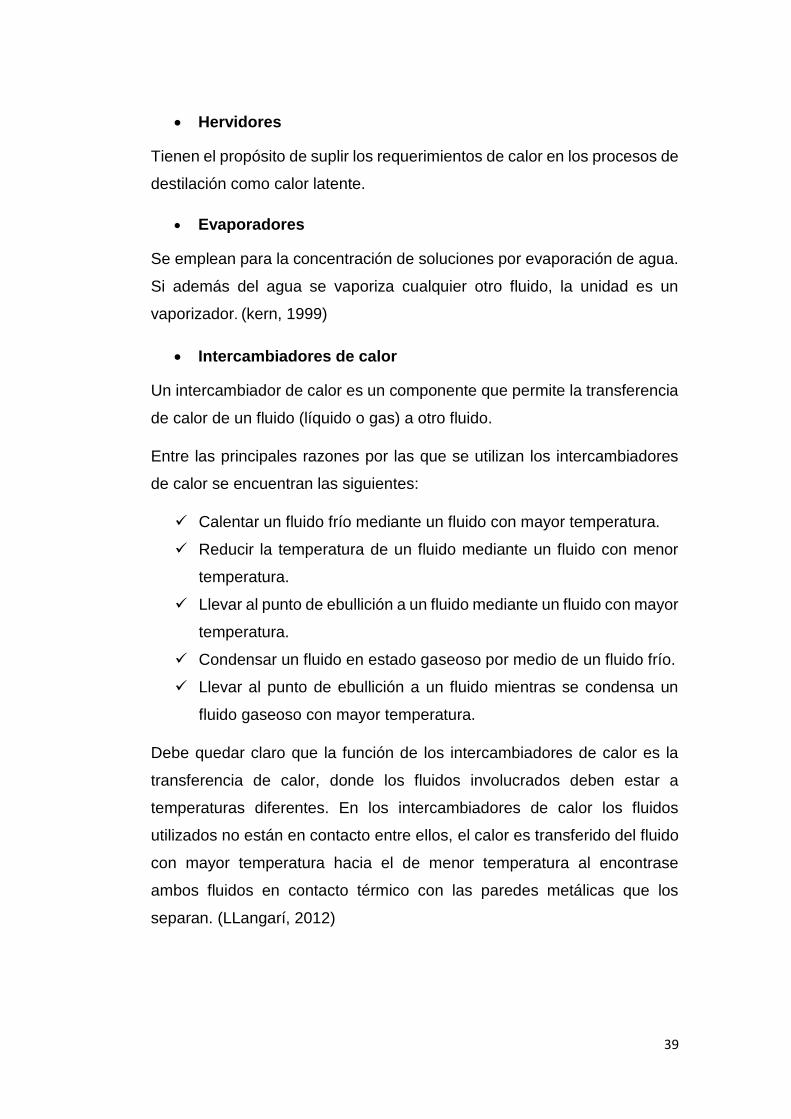
Hervidores
Tienen el propósito de suplir los requerimientos de calor en los procesos de
destilación como calor latente.
Evaporadores
Se emplean para la concentración de soluciones por evaporación de agua.
Si además del agua se vaporiza cualquier otro fluido, la unidad es un
vaporizador. (kern, 1999)
Intercambiadores de calor
Un intercambiador de calor es un componente que permite la transferencia
de calor de un fluido (líquido o gas) a otro fluido.
Entre las principales razones por las que se utilizan los intercambiadores
de calor se encuentran las siguientes:
Calentar un fluido frío mediante un fluido con mayor temperatura.
Reducir la temperatura de un fluido mediante un fluido con menor
temperatura.
Llevar al punto de ebullición a un fluido mediante un fluido con mayor
temperatura.
Condensar un fluido en estado gaseoso por medio de un fluido frío.
Llevar al punto de ebullición a un fluido mientras se condensa un
fluido gaseoso con mayor temperatura.
Debe quedar claro que la función de los intercambiadores de calor es la
transferencia de calor, donde los fluidos involucrados deben estar a
temperaturas diferentes. En los intercambiadores de calor los fluidos
utilizados no están en contacto entre ellos, el calor es transferido del fluido
con mayor temperatura hacia el de menor temperatura al encontrase
ambos fluidos en contacto térmico con las paredes metálicas que los
separan. (LLangarí, 2012)

40
2.2.9.4. Clasificación de los intercambiadores de calor según
su construcción
En la industria se utilizan diversos intercambiadores de calor, haremos
referencia de los más utilizados.
Intercambiador de doble tubo
Este es uno de los diseños más simples y consiste básicamente de
dos tubos concéntricos, en donde una corriente circula por dentro
del tubo interior mientras que la otra circula por el angulo formado
entre los tubos. Este es un tipo de intercambiador cuya construcción
es fácil y económica, lo que lo hace muy útil.
Se usa en refrigeración y calefacción. (Posadas, 2011)
Intercambiador de tubo y carcasa
Consiste en un conjunto de tubos en un contenedor llamado carcaza.
El flujo de fluido dentro de los tubos se le denomina comúnmente
flujo interno y aquel que fluye en el interior del contenedor como
fluido de carcaza o fluido externo.
En sistemas donde los dos fluidos presentan una gran diferencia
entre sus presiones, el líquido con mayor presión se hace circular
típicamente a través de los tubos y el líquido con una presión más
baja se circula del lado de la cáscara.
ILUSTRACIÓN 5: INTERCAMBIADOR DE CALOR DE DOBLE
TUBO

41
Es de uso general. (Jaramillo, 2007)
Intercambiadores de marco y platos o Intercambiadores de calor de
platos
Transfiere mucho más calor con respecto a un intercambiador de
carcaza y tubos con volumen semejante, debido a que las placas
proporcionan una mayor área que la de los tubos.
Es mucho más pequeño que el de carcaza y tubos para la misma
capacidad de intercambio de calor, debido a la alta eficacia en la
transferencia de calor
No se utiliza extensamente debido a la inhabilidad de sellar
confiablemente las juntas entre cada una de las placas.
Se utiliza solamente para aplicaciones donde la presión es pequeña
o no muy alta, por ejemplo en los refrigeradores de aceite para
máquinas. (Jaramillo, 2007)
ILUSTRACIÓN 6: INTERCAMBIADOR DE CALOR DE TUBO Y
CORAZA
ILUSTRACIÓN 7: INTERCAMBIADOR DE
CALOR DE PLATOS

42
Intercambiadores de calor en espiral
Se emplean con flujo en contracorriente puro, no presentan
problemas de expansión diferencial.
Son compactos y pueden emplearse para intercambiar calor
entre dos o más fluidos a la vez.
Estos equipos se emplean normalmente para aplicaciones
criogénicas. (Posadas, 2011)
2.2.10. Operaciones unitarias utilizadas
2.2.10.1. Destilación
a. Definición
La destilación es probablemente el proceso de separación más
ampliamente utilizado en las industrias químicas y conexas; sus
aplicaciones van desde la rectificación del alcohol, que se ha practicado
desde la antigüedad, hasta el fraccionamiento del petróleo. Una buena
comprensión de métodos usados para la correlación de datos del equilibrio
líquido – vapor es esencial para comprender la destilación y otros procesos
de etapas de equilibrio.
ILUSTRACIÓN 8: INTERCAMBIADOR DE
CALOR EN ESPIRAL

43
b. Factores que influyen en proceso
Temperatura
El efecto de un aumento de ésta, suele disminuir las diferencias relativas
de las volatilidades entre los componentes de una mezcla dada, de igual
modo, un descenso de la temperatura de vaporización aumenta
corrientemente las diferencias de las volatilidades.
Presión de vapor
La presión o tensión del vapor de un líquido, es la presión de su vapor a
una temperatura dada en la cual las fases de vapor y líquido de la sustancia
pueden existir en equilibrio. Si se mantiene constante la temperatura y se
comprime el vapor sobre el líquido puro, tendrá lugar una condensación
hasta que no se desprenda nada de vapor. Recíprocamente, si se
ensancha el espacio ocupado por el vapor, se produce evaporación.
c. Tipos de destilación
Proceso de Destilación continua
La separación de mezcla liquidas por destilación depende de las diferencias
de volatilidad entre los compuesto. Cuando mayor se la volatilidad relativa,
más fácil es la separación. El vapor circula hacia arriba en la columna y el
líquido en contracorriente hacia debajo de la columna. El vapor y el líquido
se ponen en contacto en los platos o en el relleno. Parte del condensado
del condensador se vuelve a la cabeza de la columna para proporcionar la
circulación de líquido por encima del punto de alimentación (reflujo), y parte
del líquido de la base de la columna se evapora en la caldera y se devuelve
para proporcionar la circulación de vapor.
En la sección por debajo de la alimentación, los componentes más volátiles
se eliminan del líquido y esto se conoce como la sección de agotamiento.
Por encima de la alimentación, la concentración de los componentes más
volátiles aumenta y esto se llama enriquecimiento, o más comúnmente, la
sección de rectificación

44
Flash adiabático
En muchos procesos de vaporización súbita la corriente de alimentación
está a una presión mayor que la presión “flash” y el calor de vaporización
se proporciona por la entalpia del alimento. En esta situación la temperatura
flash no se conocerá y se debe encontrar por interacción. Se debe
encontrar una temperatura a la que ambos balances de materia y energía
se cumplan. Esto se resuelve fácilmente usando un software de simulación
de proceso, especificando la presión de vaporización súbita de salida y la
entrada de calor a cero. Entonces el programa calcula la temperatura y los
caudales de la corriente que cumplan las ecuaciones MESH.
Proceso discontinuo destilación
En la destilación en discontinuo se carga un lote de la mezcla a destilar al
alambique y se lleva a cabo la destilación hasta que se alcanzan unos
productos satisfactorios en el destilado y en el residuo. El alambique
generalmente consiste de un calderín al que le montado encima una
columna de relleno o de platos. La fuente de calor puede estar incorporada
o separada del calderín. Se debe considerar la destilación en discontinuo
bajo las siguientes circunstancias:
Cuando la cantidad a destilar es pequeña.
Cuando se ha de producir un amplio abanico de productos.
Cuando la alimentación se produce en intervalos irregulares.
Cuando la integridad del lote es importante
Cuando la composición del alimento varía ampliamente.

45
2.2.11. Influencia del agua en un combustible
La presencia de agua en la mezcla etanol-gasolina trae consigo los
siguientes efectos sobre los motores:
Corrosión sobre los componentes internos del sistema de
inyección y sus sistemas asociados
El mecanismo por el cual la corrosión de los componentes metálicos del
sistema de inyección de combustible ocurre es parcialmente debido al
incremento de la cantidad de agua en el combustible y los ácidos orgánicos
presentes en los oxigenantes comerciales.
El etanol en presencia del agua es la causa de la degradación de los
materiales plásticos y elastómeros de los sistemas de inyección y la causa
más frecuente de la obstrucción de filtros y ductos de manejo de
combustible en los motores operados con este tipo de mezclas. En
referencia a los impactos sobre el funcionamiento del motor cuando son
operados con mezclas de etanol–gasolina–agua, la manejabilidad del
vehículo puede verse seriamente afectada con la presencia de esta mezcla,
sobre todo cuando se requiere alcanzar máxima potencia.
Alteración en el funcionamiento de los motores debido a la
separación de la mezcla
Existe una concentración específica en la cual el agua contenida dentro de
la mezcla no puede mantenerse unida a la misma y termina separándose
totalmente. Esta separación del agua de la mezcla gasolina-etanol aumenta
en forma notoria sus impactos adversos sobre los componentes internos.
En particular, existen cinco estudios previos que han definido las variables
que afectan el comportamiento de la mezcla y pueden causar su
separación. Estas variables son: cantidad de etanol, cantidad de agua,
composición de la gasolina (aromática y aditiva) y temperatura. Entre los
estudios que corroboran las variables anteriormente mencionadas como las
determinantes de la solubilidad de la mezcla se encuentra el estudio de (B.

46
Strus, 2007) , que muestra cómo el contenido de sustancias hidrófilas como
el etanol, el metanol, el propanol, el metil-propanol, el butano y el MTBE
aumentan la tolerancia al agua de la gasolina, cada uno de manera
diferente pero todos en forma proporcional a su cantidad. (Rondón, 2014).

47
CAPITULO III
3.1. Metodología de la investigación
3.1.1. Tipo de enfoque metodológico
En el presente trabajo se aplicó el tipo de investigación experimental, en la
cual se llevaron a cabo toma de muestras para realizar análisis de
caracterización y octanaje en el laboratorio, y establecer el adecuado
tratamiento que se debe realizar al aceite de fusel para su purificación. A
su vez se obtienen datos experimentales con los cuales se definirán las
variables que se debe emplear en el proceso y, posteriormente el diseño
de la planta.
Además realizaremos análisis de octanaje a las mezclas de gasolinas con
aceite de fusel tratado para comprobar el método de purificación aplicado.
Adicionalmente se empleará un simulador con el objetivo de validar el
proceso y diseño de planta.
3.1.2. Localización del área de investigación
La experimentación y la toma de muestra fueron desarrolladas en las
instalaciones de la empresa SODERAL S.A en el laboratorio del control de
calidad y conjuntamente con el Laboratorio de control de calidad del
terminal Pascuales de EP Petroecuador.
48
3.1.3. Métodos y técnicas
3.1.3.1. Materiales y sustancias de la experimentación
a) Caracterización de la materia prima
Cromatógrafo de gases (con detector de ionización de llama con
puertos de inyección) con sistema de gases (aire, hidrógeno y
helio).
Densímetro digital DMA 48 con bomba peristáltica.
Vasos de precipitación.
Probetas de 100 ml.
Recipientes de plástico (botellas).
Equipo de Destilación ASTM laboratorio (HERZOO)
Aceite de fusel
Agua destilada
b) Tratamiento del aceite de fusel
Equipo de Destilación ASTM laboratorio (HERZOO)
Probetas de 100 ml
Matraz de destilación ( balón de vidrio)
Tapón de caucho
Termómetro (rango 10-300°C)
Cromatógrafo de gases (con detector de ionización de llama con
puertos de inyección) con sistema de gases (aire, hidrógeno y
helio).
Aceite de fusel
Agua destilada
c) Medición del octanaje del aceite de fusel tratado
Espectrofotómetro (PetroSpec GS 1000 PLUS)
Octanómetro
Probeta de 1000 ml

49
Aceite de fusel
Iso-octano
Tolueno
n-heptano
Gasolina ( valor de octanaje conocido)
3.1.3.2. Descripción del método
a) Caracterización del aceite de fusel
La caracterización del aceite de fusel se basó en la medición del grado
alcohólico, el análisis de los componentes de la mezcla, punto de ebullición
y determinación de las características antidetonantes (estos últimos análisis
se mencionarán en el literal b y c). Mediante estos métodos se logró obtener
los datos necesarios para definir nuestro proceso de purificación. A
continuación se detallan los procedimientos realizados para caracterización
de la muestra.
Grado alcohólico y densidad: Utilizando el densímetro digital tomar un
matraz de 50ml de capacidad, colocar aproximadamente 50ml de muestra.
Luego conectar una manguera en la boquilla de la entrada del densímetro
de longitud tal que logre alcanzar el matraz que contiene la muestra, de la
misma manera conectar una manguera en la boquilla de la salida del
densímetro alcanzando la bomba peristáltica y en el extremo final de la
manguera ubicar un recipiente de recolección de residuos. Encender la
bomba para permitir el paso de la muestra hacia la celda del equipo, y
luego apagar. Encender la iluminación de la celda visualizando a través de
la ventanilla cuidando que no existan burbujas de aire en el interior y
apagar, por ultimo esperar hasta que el equipo se estabilice, es decir
cuando la luz de la “x” se apague completamente, leer el valor en la
pantalla.

50
Cromatografía de gases: Con la ayuda del grado alcohólico determinado
anteriormente calcular los mililitros necesarios de muestra para realizar el
análisis. En una probeta de 100 ml añadir la cantidad calculada de muestra
y enrasar con agua destilada y agitar. Utilizando una jeringa tomar 1ul de
la mezcla (muestra y agua destilada), limpiar cualquier residuo que haya
quedado en la aguja y proceder a inyectar al cromatógrafo de gases y
analizar los resultados. En la siguiente tabla se detallarán una de las
características que el análisis nos proporciona.
TABLA 5: VALORES DE LA CROMATOGRAFÍA REALIZADA AL ACEITE DE FUSEL
ELABORADO POR: (Campoverde & Yunga, 2017)
FUENTE: SODERAL S.A, Laboratorio de control de calidad
Cantidad (mg/100cc)
Nombre del componente
1 Acetaldehído
2 4,4880 Metanol
3 1,118 Isopropanol
4 510,03 Propanol
5 Esteres
6 11052,446 Isobutanol
7 ISTD
8 22617,364 Isoamílico
9 21,016 Amílico
10 623,834 Furfural

51
b) Tratamiento del aceite de fusel
En esta fase se realizó la purificación de la materia prima (aceite de fusel)
que consiste en eliminar la mayor cantidad posible de agua y alcohol
isobutílico de la mezcla inicial, aplicando la destilación fraccionada, que por
diferencias de puntos de ebullición se logró obtener finalmente un
porcentaje considerable de alcohol isoamílico. Para esto se aplicó el
procedimiento de la norma ASTM D-86/INEN 926. Esta norma establece el
método para la destilación de productos derivados del petróleo como son:
gasolinas para motores de tres tiempos y de aviación, diésel, kerosene y
otros productos derivados. Pese que para la realización de este método se
utiliza un equipo para destilación simple se optó por acoplar el método para
efectuar una destilación fraccionada. Posteriormente se detalla de manera
concisa el procedimiento realizado para la purificación del aceite de fusel.
Destilación: Comenzar con la preparación del equipo y de la muestra,
midiendo 100ml de la misma en una probeta y enfriar previamente. Llenar
el baño con un líquido refrigerante el cual puede ser agua fría o hielo picado
con agua, en cantidad suficiente para cubrir el tubo condensador. Una vez
que la muestra ha sido enfriada, transferir a un matraz de destilación en el
cual se coloca el termómetro provisto de un corcho que ajuste
perfectamente, colocar la probeta al extremo del tubo condensador del
equipo donde se recolectará el destilado, cubrir la probeta con un pedazo
de papel filtro debidamente cortado y que se ajuste en forma al tubo
condensador. Luego de esto encender el equipo y a su vez graduar la
temperatura para comenzar el calentamiento del balón junto con la
muestra. El calentamiento debe ser regulado de tal manera que el tiempo
entre el inicio de la aplicación de calor y la obtención del punto inicial de
ebullición no exceda los límites indicados en la norma, una vez alcanzado
el punto de ebullición observar y anotar; continuar regulando el calor para
que la velocidad con que aumenta el condensado en la probeta sea
uniforme. En este caso tomaremos los volúmenes en distintos recipientes
(probetas para la mejor medición) con forme nos indique la temperatura
52
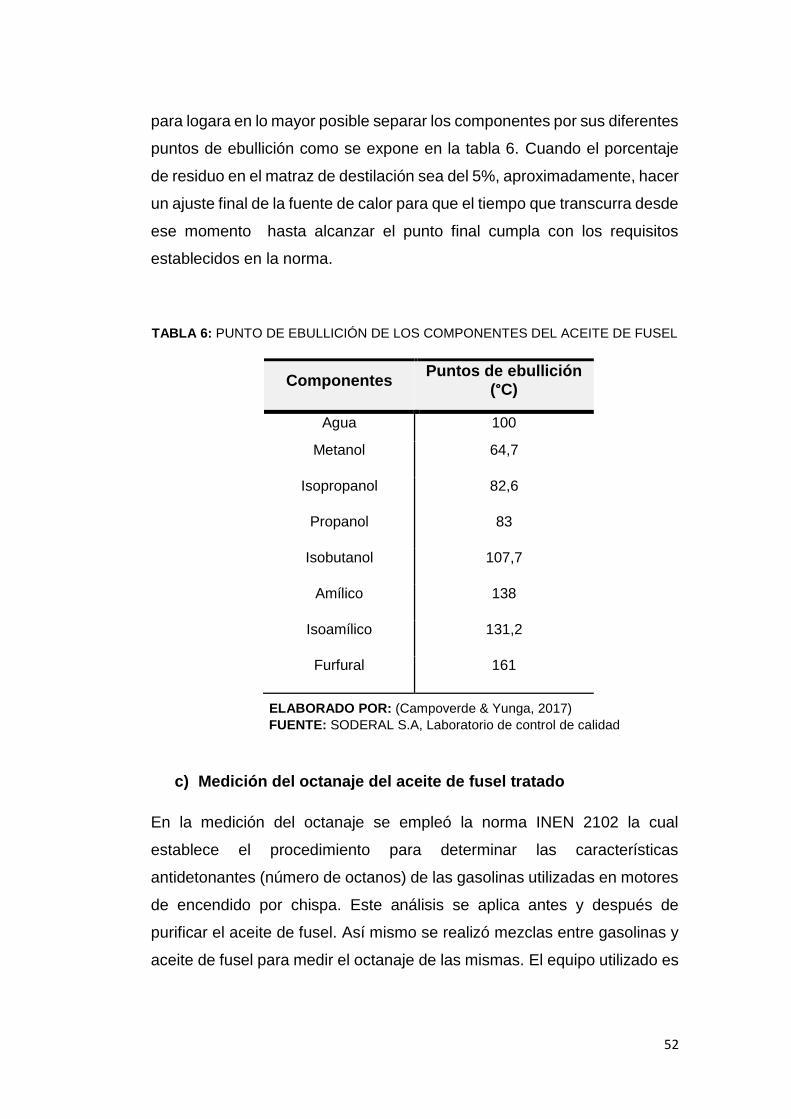
para logara en lo mayor posible separar los componentes por sus diferentes
puntos de ebullición como se expone en la tabla 6. Cuando el porcentaje
de residuo en el matraz de destilación sea del 5%, aproximadamente, hacer
un ajuste final de la fuente de calor para que el tiempo que transcurra desde
ese momento hasta alcanzar el punto final cumpla con los requisitos
establecidos en la norma.
TABLA 6: PUNTO DE EBULLICIÓN DE LOS COMPONENTES DEL ACEITE DE FUSEL
ELABORADO POR: (Campoverde & Yunga, 2017)
FUENTE: SODERAL S.A, Laboratorio de control de calidad
c) Medición del octanaje del aceite de fusel tratado
En la medición del octanaje se empleó la norma INEN 2102 la cual
establece el procedimiento para determinar las características
antidetonantes (número de octanos) de las gasolinas utilizadas en motores
de encendido por chispa. Este análisis se aplica antes y después de
purificar el aceite de fusel. Así mismo se realizó mezclas entre gasolinas y
aceite de fusel para medir el octanaje de las mismas. El equipo utilizado es
Componentes Puntos de ebullición
(°C)
Agua 100
Metanol 64,7
Isopropanol 82,6
Propanol 83
Isobutanol 107,7
Amílico 138
Isoamílico 131,2
Furfural 161

53
el octanómetro y el procedimiento para la realización de este método se
menciona brevemente a continuación.
Determinación de las características antidetonantes: La cantidad de
muestra a ensayar será aproximadamente de 500ml. Las condiciones de
ensayos se especifican en el anexo C de la NTE INEN 2103, luego que se
establezca la cantidad de muestra y condiciones proseguir con el
funcionamiento del motor comenzando por calentar el aceite hasta la
temperatura de prueba (135±15°C), luego continuar con el arranque del
motor con el siguiente procedimiento:
1. Abrir la válvula del agua de enfriamiento.
2. Presionar el interruptor del arranque que se encuentra sobre el
panel, hasta alcanzar la presión mínima de operación del aceite.
3. Alcanzar una velocidad de 600±6 rpm para el motor.
4. Accionar los interruptores de encendido y calentamiento de aire, y
comprobar el avance de la chispa especificado en la norma.
5. Hacer girar la válvula selectora del combustible del carburador para
que el motor pueda operar con uno de los tanques de combustible,
el cual ha sido previamente llenado.
6. Mantener trabajando el motor hasta conseguir las condiciones de
operación estándares.
Se prosigue con el ajuste de instrumentos de medición de detonación, que
incluye el sensor de detonación, el medidor de detonación y el indicador de
detonación, para el correcto funcionamiento de estos instrumentos, se
consideran los siguientes ajustes y guías operacionales:
1. Aguja mecánica del indicador en posición cero.
2. Medidor de detonación en posición cero.
Con el motor en condiciones normales de operación y el nivel de
combustible ajustado para máxima detonación, ajustar la altura del cilindro
para una intensidad de detonación patrón, a la lectura del micrómetro o del

54
contador digital obtenida de las tablas anexadas en la norma, para el
número de octano de la mezcla del combustible de referencia utilizada.
Con la máquina operando bajo condiciones normales realizar una
verificación de las características de operación luego escoger, según
indique el método, una mezcla entre combustibles de referencia (tolueno,
iso-octano, n-heptano o mezcla de 80 octanos) cuyo número de octano sea
muy cercano al estimado para la muestra. Verter el combustible de
referencia en uno de los tanques del carburador colocar el nivel en la
posición estimada para máxima detonación y hacer girar la válvula
selectora para que el motor funcione con este combustible. Cuando la aguja
del indicador de detonación haya alcanzado su estabilidad, ajustar el nivel
del combustible hasta obtener la máxima detonación. Registrar la lectura
obtenida en el indicador de detonación. Preparar una segunda mezcla de
combustible de referencia de tal manera que junto con la primera, delimite
la lectura correspondiente a la muestra y que a su vez no difiera de la
primera en más de dos números de octano, verter este combustible de
referencia en el tercer tanque del carburador y realizar el mismo
procedimiento. Obtenidas las lecturas proceder a realizar la verificación y
cálculos respectivos como indica la norma adjunta en el anexo.
d) Diseño de planta
Una vez ya establecido el proceso que se empleó en la purificación del
aceite de fusel, se realizó el diseño de planta. Comenzando por definir la
capacidad de producción y composición de la mezcla, luego se escogieron
los equipos más adecuados para el proceso aplicando una serie de cálculos
que nos ayudó con el dimensionamiento basado en la información y datos
obtenidos durante la experimentación.

55
3.1.4. Muestreo de la materia prima
La toma de muestra se realizó en la planta de producción de la destilería
SODERAL S.A, que cuenta con dos columnas rectificadoras de alcohol
etílico de las cuales durante la producción se obtienen subproductos que
salen como aceites bajos y son concentrados en un decantador, es aquí
donde, con la ayuda de los supervisores y técnicos de turno, se realizó el
muestreo de la materia prima. Utilizando un recipiente que nos permita
recolectar el aceite de fusel, se procedió abrir la válvula del decantador y
tomar la muestra. Posteriormente se transfirió a una caneca para recaudar
la mayor cantidad posible de muestra, almacenarla y, por último se
realizaron los análisis respectivos.
3.2. Ingeniería de procesos
3.2.1. Materia prima
Como ya se había mencionado anteriormente el aceite de fusel está
compuesto por una mezcla de alcoholes superiores, entre estos tenemos
el alcohol isobutílico (2-metil, 1-propanol) e isoamílico (3-metil, 1-butanol)
que junto con el agua son los componentes más abundantes en la mezcla,
cuyas cantidades están expresadas en porcentaje peso como se muestra
en la siguiente tabla.
TABLA 7: DESCRIPCIÓN DE LA MATERIA PRIMA
ELABORADO POR: (Campoverde & Yunga, 2017)
Componentes Kg Xi
(másico) %
(másico)
Agua 14,4436 0,1394 13,94
Isobutanol 29,2764 0,2825 28,25
Isoamílico 59,9103 0,5781 57,81
TOTAL 103,6303 1 100

56
3.2.2. Localización de la planta
Al seleccionar un lugar adecuado deben considerarse muchos factores
respecto al proceso. Considerando los más importantes se desarrolló una
tabla adjunta en el anexo 1, donde se proporcionó valores numéricos de 1
a 5 a las alterativas. Para la ubicación de la planta piloto productora de
bioaditivo se escogió la provincia del Guayas específicamente en el cantón
Marcelino Maridueña.
FUENTE: Google.maps
ILUSTRACIÓN 9: LOCALIZACIÓN DE LA PLANTA
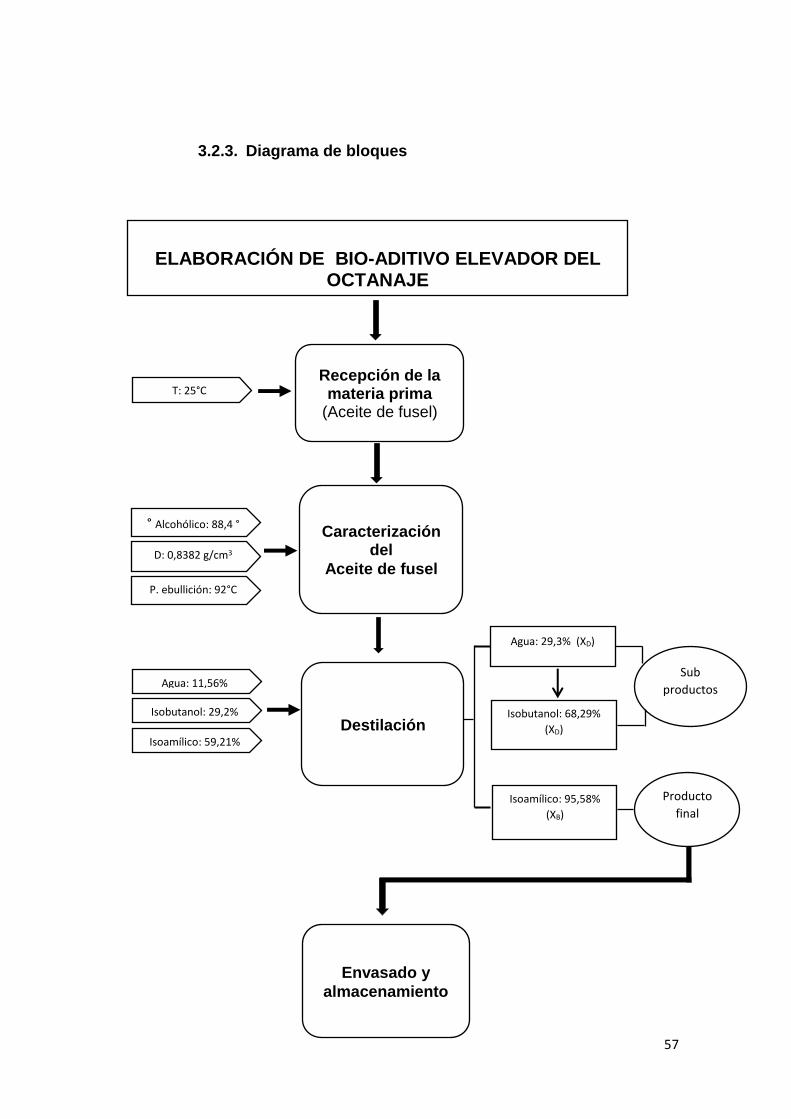
57
3.2.3. Diagrama de bloques
Envasado y
almacenamiento
Recepción de la materia prima
(Aceite de fusel)
Caracterización del
Aceite de fusel
T: 25°C
Destilación
° Alcohólico: 88,4 °
D: 0,8382 g/cm3
P. ebullición: 92°C
Agua: 11,56%
Isobutanol: 29,2%
,50%
Isoamílico: 59,21%
,50%
Agua: 29,3% (XD)
Isobutanol: 68,29%
(XD)
Isoamílico: 95,58%
(XB)
ELABORACIÓN DE BIO-ADITIVO ELEVADOR DEL
OCTANAJE
Producto
final
Sub
productos

58
3.2.4. Descripción del proceso
El proceso de purificación del aceite de fusel se lleva a cabo aplicando
destilación fraccionada. La operación comienza con la carga de la mezcla
inicial de aceites de fusel en el tanque de alimentación a una temperatura
de 25°C, luego es impulsado mediante una bomba a la altura de 3m al
intercambiador de calor, el cual aumenta la temperatura de 25°C al punto
de ebullición de la mezcla (92°C). A esta temperatura ingresa a la columna
de destilación operando a 1 atm de presión con una concentración inicial
de 0,68 kmol de isobutanol, para obtener como producto de cabeza agua e
isobutanol y, como producto de cola alcohol isoamílico siendo este el
componente clave pesado y nuestro producto de interés.
El flujo de vapor que se obtiene por cabeza se condensa a la temperatura
de 90°C y es recirculado a la columna como reflujo y, otra parte se obtiene
como destilado que luego pasa a un enfriador para reducir su temperatura
a 30°C para ser almacenado como subproducto en un tanque.
La porción de líquido que se devuelve a la columna, está determinada por
la relación de reflujo que para este caso será total, obteniendo así un
95,58% de producto de cola que se conduce a una etapa de enfriamiento
obtener un producto final a 30°C que, posteriormente pasa al tanque de
producto final para ser analizado, envasado y almacenado.
3.2.5. Lista de equipos
1. Tanque de materia prima.
2. Pre calentador.
3. Columna de destilación.
4. Condensador.
5. Reboiler.
6. Enfriador.
7. Tanque de subproducto.

59
8. Tanque de producto final.
9. Torre de enfriamiento.
10. Caldera de vapor.
11. Accesorios: tuberías, bombas y medidores de presión, temperatura
y flujo.
3.3. Cálculos
3.3.1. Producción diaria de aceite de fusel
Tomando de referencia la producción diaria que posee la empresa
SODERAL S.A, el cual es de 40 000 L
dia de alcohol etílico en 320 días
laborales al año vamos a tener:
40 000L
diaalcohol etílico ∗ 320
dia
año= 12′800 000
L
año alcohol etílico
La producción diaria de aceite de fusel será del 1,5% de la capacidad total
de la planta, teniendo:
12′800 000L
año∗ 1,5% a. fusel = 192 000
L
año a. fusel
Considerando la baja producción de aceite de fusel y su inestable
composición se optará por trabajar un turno de 8 horas, el cual se dividirá
en 6 horas de producción de materia prima y 2 horas de envasado y
almacenamiento de producto final, durante 22 días al mes teniendo así
1542 horas al año. Por lo tanto tendremos un proceso discontinuo con la
siguiente capacidad de producción:
192000 L
año a. fusel ∗
año
1542 horas = 125
L
dia a. fusel

60
3.3.2. Descripción de la mezcla inicial
a. Composición
La materia prima utilizada en el proceso constituirá básicamente de los
siguientes componentes: agua, isobutanol e isoamílico, debido a que
poseen mayor cantidad molar, másica y volumétrica en la mezcla, como se
muestra en la tabla 8, la carga inicial a ser destilada será de 125 L/h de
dicha mezcla con la siguiente composición molar:
TABLA 8: COMPOSICIÓN DE LA MATERIA PRIMA
ELABORADO POR: (Campoverde & Yunga, 2017)
TABLA 9: FRACCIONES MOLARES, MÁSICAS Y VOLUMÉTRICAS INICIALES
ELABORADO POR: (Campoverde & Yunga, 2017)
Alimentación (F): 125 L/horas
Componentes Xi (molar) % Molar
Agua 0,4275 42,75
Isobutanol 0,2104 21,04
Isoamílico 0,3621 36,21
Componentes X (molar) X (masa) X( volumen)
Agua 0,4275 0,1394 0,1156
Isobutanol 0,2104 0,2825 0,2922
Isoamílico 0,3621 0,5781 0,5921
Total: 1 1 1
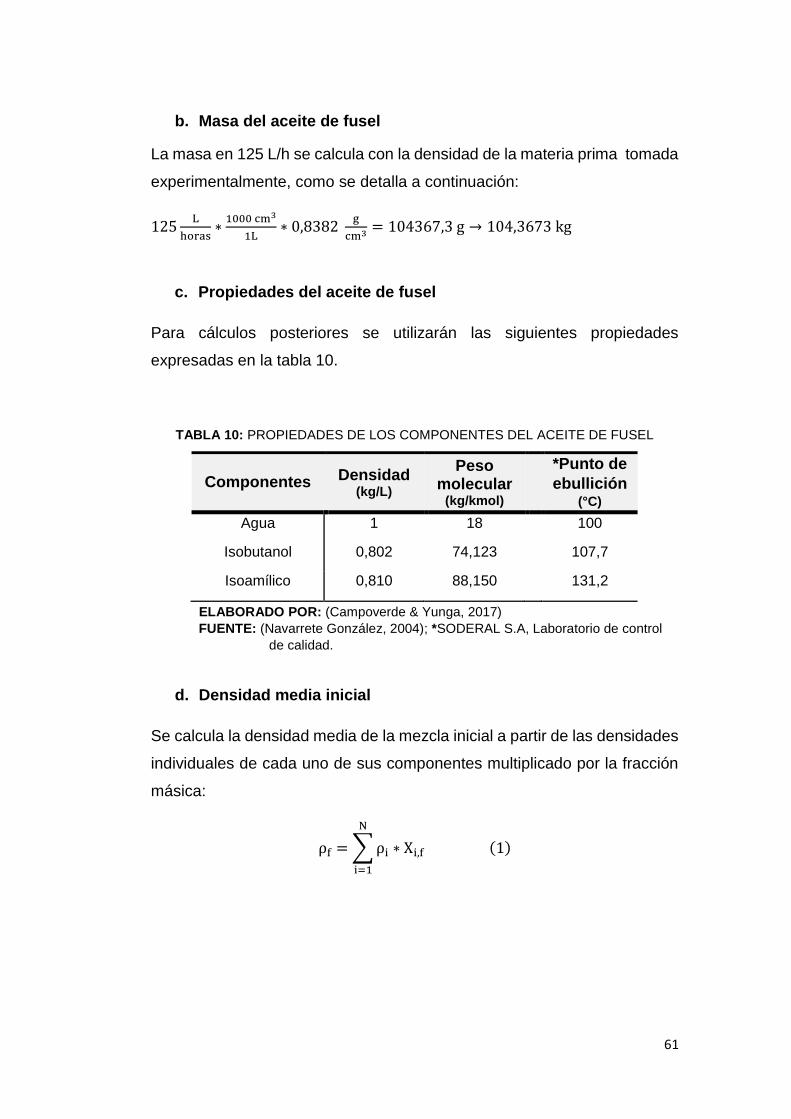
61
b. Masa del aceite de fusel
La masa en 125 L/h se calcula con la densidad de la materia prima tomada
experimentalmente, como se detalla a continuación:
125L
horas∗
1000 cm3
1L∗ 0,8382
g
cm3= 104367,3 g → 104,3673 kg
c. Propiedades del aceite de fusel
Para cálculos posteriores se utilizarán las siguientes propiedades
expresadas en la tabla 10.
TABLA 10: PROPIEDADES DE LOS COMPONENTES DEL ACEITE DE FUSEL
ELABORADO POR: (Campoverde & Yunga, 2017)
FUENTE: (Navarrete González, 2004); *SODERAL S.A, Laboratorio de control
de calidad.
d. Densidad media inicial
Se calcula la densidad media de la mezcla inicial a partir de las densidades
individuales de cada uno de sus componentes multiplicado por la fracción
másica:
ρf = ∑ ρi ∗ Xi,f
N
i=1
(1)
Componentes Densidad (kg/L)
Peso molecular
(kg/kmol)
*Punto de
ebullición (°C)
Agua 1 18 100
Isobutanol 0,802 74,123 107,7
Isoamílico 0,810 88,150 131,2

62
TABLA 11: DENSIDAD MEDIA INICIAL
Componentes Xi ( másico) Densidad (kg/L) ρi * Xi (kg/L)
Agua 0,1394 1 0,1354
Isobutanol 0,2825 0,802 0,2201
Isoamílico 0,5781 0,810 0,4548
Total: 0,8103
ELABORADO POR: (Campoverde & Yunga, 2017)
FUENTE: Datos del investigador
e. Peso molecular medio inicial
Se calcula el peso molecular medio de la mezcla inicial a partir de los pesos
moleculares individuales de cada uno de los componentes multiplicado por
sus fracciones molares:
Pmf = ∑ Pmi ∗ Xi,f
N
i=1
(2)
TABLA 12: PESO MOLECULAR MEDIO INICIAL
Componentes Xi (molar) Peso molecular
(kg/Kmol) Pmi * Xi (kg/L)
Agua 0,4275 18 7,6949
Isobutanol 0,2104 74,123 15,5972
Isoamílico 0,3621 88,150 31,9176
Total: 55,2097
ELABORADO POR: (Campoverde & Yunga, 2017)
FUENTE: Datos del investigador
63
3.3.3. Dimensionamiento de equipos
3.3.3.1. Tanque de alimentación de materia prima
El tanque será diseñado de acero inoxidable, forma cilíndrica y disposición
vertical con una altura de 3 m. Para calcular las dimensiones del mismo se
tomara como base la capacidad máxima de diseño, la cual se estima
incremento de un 10% la capacidad necesaria para albergar la carga de
líquido (Navarrete González, 2004). Para una recepción de aceite de fusel
durante 48 horas tenemos:
125L
horasa. fusel ∗ 48 horas = 6000 L → 6 m3
volumendiseño = 10% (volumeninicial) + volumeninicial (4)
volumendiseño = 6,6 m3
Despejando la fórmula número 5 se obtendrá el valor del diámetro.
V =π
4 d2h (5)
d = √V ∗ 4
π ∗ h (6)
d = 1,6737 m → 2 m
3.3.3.2. Tanque de producción diaria
La eficiencia del proceso es del 95,58% correspondiente al porcentaje en
volumen obtenido en el balance. El producto final se recolectará por 12
horas, por lo tanto el volumen será:
125L
horasa. fusel ∗ 0,9558 = 119,48
L
horasproducto terminado
119,48L
horas∗ 12 horas de producción = 1433,7 L → 1,4 𝑚3
volumendiseño = 10% (volumeninicial) + volumeninicial
volumendiseño = 1,54 m3

64
La altura del tanque de producción será de 2 m
V =π
4 d2h
d = √V ∗ 4
π ∗ h
d = 0,9901 m → 1m
Teniendo en cuenta que al producto final se le realizan análisis de control
calidad para su despacho, se optara por diseñar un segundo tanque con
las mismas dimensiones.
3.3.3.3. Tanque de subproductos
Para el cálculo del volumen del tanque se tomara el valor del destilado en
litros, considerado como subproducto. El mismo que se recolectará en el
tanque durante un mes de producción (132 horas), por lo tanto el volumen
será:
48,7588L
horas destilado ∗ 132 horas = 6436,16 L → 6,44 𝑚3
volumendiseño = 10% (volumeninicial) + volumeninicial
volumendiseño = 7,084 𝑚3
La altura del tanque de producción será de 3 m
V =π
4 d2h
d = √V ∗ 4
π ∗ h
d = 1,734 m → 2 m

65
3.3.3.4. Tanque de almacenamiento de producto
terminado
En el caso de que se requiera mayor tiempo de almacenamiento del
producto terminado se diseña un tanque que abarque todo el contenido
recolectado durante 3 meses de producción, siendo su volumen el
siguiente:
119,48 L
horas∗
132 horas
1 mes de producción= 15771,36
L
mes
Para 3 meses será: 47314,08 L 47,31 m3
volumendiseño = 10% (volumeninicial) + volumeninicial
volumendiseño = 52,04 𝑚3
La altura del tanque de producción será de 5 m
V =π
4 d2h
d = √V ∗ 4
π ∗ h
d = 3,64 m → 4 m
3.3.3.5. Columna de destilación
El procedimiento que se lleva a cabo para alcanzar el objetivo es separar
por cabeza los componentes más volátiles presentes en la mezcla inicial,
esta fracción se considera como subproducto debido a que no posee
interés para este proceso. La composición de cola generada incluirá la
mayor cantidad del alcohol de alto punto de ebullición siendo el
componente de preferencia para la elaboración del bioaditivo.

66
En el cálculo del diseño de la columna de destilación, se considera en
primer lugar los componentes clave ligero (LK) y clave pesado (HK), que
corresponderá al alcohol isobutílico y alcohol isoamílico respectivamente.
a. Balance de materia
Para el cálculo de las fracciones de los productos de cabeza (destilado) y
cola (residuo) se asume inicialmente una composición molar, como se
muestra en la siguiente tabla:
TABLA 13: COMPOSICIÓN MOLAR DEL ALIMENTO
ELABORADO POR: (Campoverde & Yunga, 2017)
F: 1,877 Kmol
Alimento (Xf1)
Alimento (F) kmol
Cabeza (D1) Kmol
Cola (B1) Kmol
Agua 0,4275 0,8024 0,97 0,03
Isobutanol 0,2104 0,3950 0,97 0,03
Isoamílico 0,3621 0,6796 0,02 0,98
Total 1 1,8770
3, 27 Kmol
ILUSTRACIÓN 10: BALANCE DE MATERIA DE
LA COLUMNA DE DESTILACIÓN

67
De la ecuación 8 de balance materia despejamos destilado (D) y residuo
(B):
Los cálculos realizados se resumen en la siguiente tabla:
TABLA 14: COMPOSICIÓN MOLAR DEL DESTILADO Y RESIDUO
D (Kmol) B (kmol) XD1 XB1
Agua 0,7937 0,0087 0,6814 0,0122
Isobutanol 0,3603 0,0347 0,3093 0,0487
Isoamilico 0,0108 0,6689 0,0093 0,9391
Total 1,1648 0,7122 1,0000 1,0000
ELABORADO POR: (Campoverde & Yunga, 2017)
b. Flujo de vaporización
A partir de la capacidad anual de producción para la cual se pretende
diseñar este equipo, se calcula el número de moles por hora que se va a
destilar y por ende cual sería el flujo de vaporización necesario para ello,
que se considera como constante. Se establece basándonos en los
requerimientos de producción, es decir considerado que se produce 6 horas
al día y 257 días al año se tendrán 1542 horas al año. Por lo tanto para
poder destilar 19 2000 L
año se requiere una razon de 125
L
h. El flujo de
vaporizacion (V), puede obtenerse despejando del balance de materia de
F(XFi)= D(XDi) + B(BBi) (8)
D = F(XF − XB1)
(XD1 − XB1) (9)
B =F(XF − XD1)
(XB1 − XD1) (10)
F = D + B (7)

68
cabeza a partir del flujo del destilado y la razón de reflujo (Navarrete
González, 2004), es decir:
R =LO
D (11)
V = D ∗ (R + 1) (12)
TABLA 15: FLUJO DE VAPORIZACIÓN
ELABORADO POR: (Campoverde & Yunga, 2017)
FUENTE: Datos del investigador
Conociendo el flujo de destilado D (Kmol/h) y el flujo de vapor V (Kmol/h)
se puede calcular cual sería el flujo de líquido que es devuelto a la columna.
Lo = V − D (13)
Lo = 0,3616kmol
h
f. Presión de vapor
La presión de vapor para cada componente será calculada mediante la
ecuación de Antoine a temperatura de alimentación, destilado y residuo
correspondiente, los resultados de presión de vapor obtenidos se utilizarán
para cálculos posteriores. A continuación se detalla la ecuación y los
valores de las constantes empleadas.
capacidad de producción
192000 L/año
1542 h/año
D
0,8696 Kg/L
36,0087 Kg/Kmol
0,3326 Kmol/h
R 3,58
V 1,5264 Kmol/h

69
TABLA 16: CONSTANTES DE ANTOINE
ELABORADO POR: (Campoverde & Yunga, 2017)
FUENTE: Anexo 3
Calor latente de vaporización de la mezcla
Se determina utilizando la siguiente ecuación:
ʎTn
R=
1,092 (ln Pc − 1,013)
0,930 − Trn (14)
Donde:
Trn: presión reducida en Tn, y se cálcula como: Trn: Tn/ Tc
Se calcula el calor latente para cada uno de los componentes individuales,
para luego calcular el calor latente medio de la mezcla con la ecuación 15,
tomando el valor de la constante de los gases como R (8,314 J/mol °K), y
las temperaturas en grados kelvin.
λ̅ = ∑ Xi ∗ λi (15)
TABLA 17: CALOR LATENTE DE LOS COMPONENTES
ELABORADO POR: (Campoverde & Yunga, 2017)
FUENTE: * (Navarrete González, 2004)
Componentes Ecuación A B C
Agua LnPisat
= A −B
T + C
8,9156 2327,5500 285,6390
Isobutanol 7,4731 1314,1900 186,5500
Isoamílico P= mmhg T= ͦC
7,2582 1314,3600 169,3600
Componentes puros
*Pc (bar)
*Tc (°K)
Tn=Teb (°K)
Trn R
(J/mol °K) λi
Agua 221,2 647,3 373 0,5762 8,314 38910,39
Isobutanol 43 547,8 380,7 0,6950 8,314 37452,69
Isoamilico 33,4 579,4 404,2 0,6976 8,314 36521,79

70
TABLA 18: CALOR LATENTE MEDIO DE LA MEZCLA
ELABORADO POR: (Campoverde & Yunga, 2017)
g. Descripción de método FUG
Se define el sistema adecuado para el diseño del equipo de destilación,
aplicando el método abreviado de cálculo Underwood-Fenske-Gilliland
(FUG) para la resolución aproximada de operaciones con mezclas
multicomponentes se obtendrán los datos necesarios para el
dimensionamiento. En el siguiente esquema se especifica el procedimiento
a seguir para el cálculo del número de etapas, reflujo mínimo y la etapa de
alimentación.
Componentes puros
λi Xi (molar) λi*Xi
Agua 38910,395 0,4275 16633,98
Isobutanol 37452,6939 0,2104 7880,90
Isoamilico 36521,7922 0,3620 13223,90
λi mezcla (J/Kmol):
37738,79
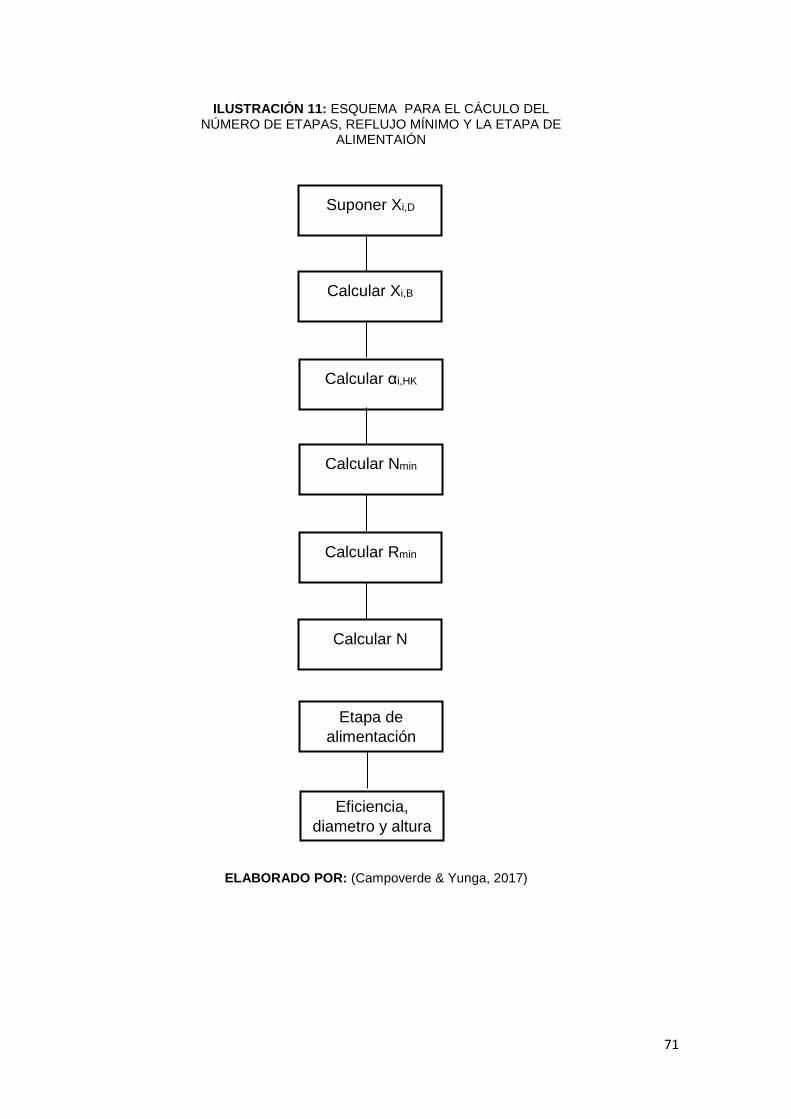
71
ELABORADO POR: (Campoverde & Yunga, 2017)
Suponer Xi,D
Calcular Xi,B
Calcular αi,HK
Calcular Nmin
Calcular Rmin
Calcular N
Etapa de
alimentación
Eficiencia,
diametro y altura
de la colua
ILUSTRACIÓN 11: ESQUEMA PARA EL CÁCULO DEL NÚMERO DE ETAPAS, REFLUJO MÍNIMO Y LA ETAPA DE
ALIMENTAIÓN

72
Número mínimo de etapas (Nmin)
Para determinar las etapas mínimas requeridas a reflujo total se aplica la
ecuación de Fenske, utilizando las volatilidades relativas de los compuestos
clave ligero y clave pesado, la ecuación 18 es aplicada para sistemas
multicomponentes y se escribe como:
Dónde:
αLK,HK: Volatilidad relativa promedio del componente ligero con respecto al
componente clave pesado.
XLK: Concentración del componente clave ligero.
XHK: Concentración del componente clave pesado.
La volatilidad relativa se considera como constante porque no varía de
manera considerable en el proceso y se determina con los valores de las
temperaturas en la cabeza y cola de la columna. Es decir, se calculan las
presiones de vapor a estas temperaturas mediante la siguiente ecuación:
α =(P ∗ Ptotal)i
(P ∗ Ptotal)HK=
Ki
KHK (19)
Posteriormente se usa la siguiente ecuación considerada como la media
geométrica entre los valores de las volatilidades relativas del domo y del
fondo de la columna.
α = (αdomo + αfondo)1/2 (20)
Utilizando estas ecuaciones se procede a realizar los cálculos para
determinar el número de etapas mínimo como se indica a continuación:
𝑁𝑚𝑖𝑛 = log [(
𝑋𝐿𝐾
𝑋𝐻𝐾) ∗ (
𝑋𝐻𝐾
𝑋𝐿𝐾)]
(𝐿𝑜𝑔 𝛼𝐿𝐾,𝐻𝐾) (18)

73
TABLA 19: VOLATILIDAD RELATIVA DE LOS COMPONENTES
ELABORADO POR: (Campoverde & Yunga, 2017)
FUENTE: Datos del investigador
Relación de reflujo mínima (Rmin)
Para la estimación de la razón de reflujo mínima en destilaciones
multicomponentes se usa la ecuación de Underwood, que se indica en la
forma:
Dónde:
αi: Volatilidad relativa del componente i con respecto a algún componente
de referencia, generalmente el componente clave pesado.
Rmin: Razón de reflujo mínima.
Ɵ: Raíz común de la ecuación:
Componente
D B α =
(αD*αB)1/2 Ki α Ki α
Agua 0,0200 1,70 0,0357 1,5673 1,6309
Isobutanol 0,0200 1,70 0,0359 1,5771 1,6373
Isoamílico 0,0118 1,00 0,0228 1,0000 1,0000
Nmin = log [(
XLK
XHK) ∗ (
XHK
XLK)]
(Log αLK,HK)
Nmin = log [(
0,3090,009) ∗ (
0,9390,049)]
(Log 1.6384)
Nmin = 13,117
∑𝛼𝑖(𝑋𝐼,𝐹)
𝛼 − 𝜃= 𝑞 − 1 (22)
∑𝛼𝑖𝑋𝑖,𝐷
𝛼𝑖−𝜃= 𝑅𝑚𝑖𝑛 + 1 (21)

74
Dónde:
Xi,f: Concentración del componente i en la alimentación
q: condición térmica del alimento.
Ɵ: Debe estar entre los valores de la volatilidad relativa de los componentes
clave pesados y ligeros.
Para este caso se estima que q será igual a 1, debido que la condición de
alimentación será a temperatura de ebullición de la misma, con esto se
procede a realizar un cálculo iterativo para obtener el valor de Ɵ el cual
debe estar entre el valor de la volatilidad relativa del componente clave
pesado y clave ligero. Una vez calculado los valores correspondiente de Ɵ
se procede a calcular Rmin usando la ecuación 21, este procedimiento se
detalla a continuación:
TABLA 20: VALORES SUPUESTOS DE Ɵ
ELABORADO POR: (Campoverde & Yunga, 2017)
Componente Xi,f αi αi * Xi,f
Ɵ=1,5 Ɵ=1,165 Ɵ=1,1633
Agua 0,42749 1,6309 0,6972 5,3271 1,4965 1,4911
Isobutanol 0,21042 1,6373 0,3445 2,5092 0,7295 0,7268
Isoamilico 0,36208 1 0,3621 -0,7242 -2,1944 -2,2173
Ʃ= 5,3271 0,0315 0,0006

75
TABLA 21: CÁLCULO DE RELACIÓN DE REFLUJO MÍNIMO
ELABORADO POR: (Campoverde & Yunga, 2017)
Número de etapas teóricas de equilibrio (N)
A continuación, se utiliza los valores de Rmin, R y Nmin en la aplicación de la
correlación de Gilliland para encontrar el número de etapas teóricas
requeridas con la aplicación de las siguientes ecuaciones:
Donde X es:
R = 1.5 ∗ Rmin (25)
Una vez encontrados los valores de X y Y se despeja N obteniendo el
número de etapas requeridas.
Componente Xi,D αi αi * Xi,D αi – Ɵ (αi *Xi,D)/(αi -
Ɵ)
Agua 0,6814 1,6309 1,1113 0,4676 2,3768
Iso-butanol 0,3093 1,6373 0,5064 0,4740 1,0684
Iso-amilico 0,0093 1 0,0093 -0,163 -0,0567
Rmin+1= Rmin=
3,3885 2,3875
X = R − Rmin
R + 1 (24)
y =N − Nmin
N + 1= 1 − e
[(1+54x
11+117,2x)(
x−1X0,5)]
(23)
N = Nmin − y
1 − y (26)
X = 3,58 − 2,39
3,58 + 1
X = 0,2606
y = 1 − e[(
1+54(0,2605)11+117,2(0,2605)
)(0,2605−1
(0,2605)0,5)]
𝑦 = 0,409
N = 13,01 − 0,409
1 − 0,409

76
Localización del plato de alimentación
Para una aproximación buena de la localización de la etapa de alimentación
se utiliza la ecuación empírica de Kirkbride.
Dónde:
Nr: Número d etapas por encima de la alimentación, incluyendo cualquier
condensador parcial.
Ns: Número d etapas por debajo de la alimentación, incluyendo la caldera.
Xf,HK: Concentración del componente clave pesado en la alimentación.
Xf,LK: Concentración del componente clave ligero en la alimentación.
XD,HK: Concentración del componente clave pesado en el producto de
cabeza.
XB,LK: Concentración del componente clave ligero en el producto de cola.
NR y NS representan, respectivamente, el número de pisos en el sector de
enriquecimiento y en el de agotamiento (es decir, N = NR+ NS).
N = 21,49
𝐿𝑜𝑔 [𝑁𝑟
𝑁𝑠] = 0,206 log [(
𝐵
𝐷) (
𝑋𝑓,𝐻𝐾
𝑋𝑓,𝐿𝐾) (
𝑋𝑏,𝐿𝐾
𝑋𝑏,𝐻𝐾)
2
] (27)
Log [Nr
Ns] = 0,2073
N = Nr + Ns
N = 20,49
Ns = 20,49 − Nr
Log [Nr
Ns] = 0,206 log [(
B
D) (
Xf,HK
Xf,LK) (
Xb,LK
Xb,HK)
2
]
77
Eficiencia de la columna
Tomando en cuenta los valores de N y Nmin, aplicamos la siguiente fórmula
para determinar la eficiencia de la columna.
E =Número de paltos teóricos
Número de paltos reales (28)
E =13,09
21,47= 61%
Diámetro de la columna
El diámetro de la columna se da por la siguiente ecuación:
Dónde:
T: Temperatura media del vapor
V: Caudal del vapor (Kmol/h)
P: Presión absoluta media (mmHg)
μ: Velocidad de los vapores (m/s)
Para esto necesitaremos de los siguientes cálculos:
Densidad media del vapor
Se calcula entre la densidad del gas en la zona superior e inferior de la
columna, considerando que se comporta como una mezcla de gases
ideales. Con la siguiente expresión se calcula las densidades individuales
de cada uno de los componentes que conforman la mezcla.
Ns = 16,97
D = √4 V (273 + T)760
π ∗ μ ∗ 3600 ∗ P (29)

78
ρi = P ∗ Pmi
R ∗ T (30)
Siendo la densidad media del gas igual a la sumatoria de las densidades
individuales de los componentes multiplicada por la fracción molar del gas
(yi).
ρ ̅ = ∑ yi ∗ ρi
N
i=1
(31)
yi corresponde a los valores del vapor que sale en el destilado a la
temperatura de 363°K (90°C), debido a que el condensador es total se
considera este vapor tendra la misma composicion que el destilado. El
cálculo se detalla a continuación:
TABLA 22: DENSIDAD MEDIA DE LOS VAPORES EN EL DOMO DE LA COLUMNA
P(atm): 1 T(°K):362,56 R(atm L/°K mol):0,082
ELABORADO POR: (Campoverde & Yunga, 2017)
Para los productos de cola asumiremos los valores de yi como la
multiplicacion entre los coeficientes de reparto(Ki) y las fracciones molares
(Xi,B) a la temperatura de 401,9°K (128,90 °C) es decir.
yi = Ki ∗ Xi,B (32)
Componentes Pmi
(Kg/Kmol) Yi= XiD
ƿGi (kg/L)
ƿGi (kg/m3)
ƿGi *Yi
Agua 18 0,6814 0,0729 72,8564 49,6470
Isobutanol 74,123 0,3093 2,4932 2493,2122 771,1606
Isoamilico 88,15 0,0093 2,9650 2965,0264 27,4573
Total (Kg/m3)
Total (Kg/L)
848,2649
0,84826

79
TABLA 23: DENSIDAD MEDIA DE LOS VAPORES DEL FONDO DE LA COLUMNA
P(atm): 1 T(°K):362,56 R(atm L/°K mol):0,082
ELABORADO POR: (Campoverde & Yunga, 2017)
La densidad media del vapor será el promedio del total de la densidad del
vapor en los productos del destilado con los productos del residuo.
ƿi,D ƿi,B Total
(Kg/m3)
848,2649 68,0200 458,1425
Caudal volumétrico media del gas
El caudal volumétrico se calcula a partir del caudal molar, el cual se obtiene
a partir del flujo de vaporización (V), calculado anteriormente por balance
de materia.
TABLA 24: FLUJO MOLAR DE VAPORIZACIÓN
V 63,20 L 0,0632 m3
Componentes yi= xi,d Vi= V*Yi
(Kmol/h)
Agua 0,6814 0,0431
Isobutanol 0,3093 0,0195
Isoamilico 0,0093 0,0006
ELABORADO POR: (Campoverde & Yunga, 2017)
Componentes
Pmi (Kg/Kmol)
Ki Xi,B Yi ƿGi
(kg/m3) ƿGi *Yi
Agua 18 0,0356 0,0122 0,0004 605,4506 0,2635
Isobutanol 74,123 0,0359 0,0487 0,0017 2493,2122 4,3610
Isoamilico 88,15 0,0228 0,9391 0,0214 2965,0264 63,3956
Total (Kg/m3)
68,0200
Total (Kg/L)
0,0680

80
TABLA 25: CAUDAL VOLUMÉTRICO DEL VAPOR
Componentes Pmi
(Kg/Kmol) Vi=
Vi*Pmi(Kg/h) ƿGi (kg/m3)
Qvi=Vi/ƿGi (m3/h)
Agua 18 0,7752 605,4507 0,00128045
Isobutanol 74,123 1,4490 2493,2122 0,000581197
Isoamílico 88,15 0,0516 2965,0265 1,74007E-05
QviTotal= 0,001879048
ELABORADO POR: (Campoverde & Yunga, 2017)
Velocidad de los vapores
Sera obtenida por la siguiente expresión:
Dónde:
K: Coeficiente de reparto entre el componente ligero y componente
pesado del destilado.
ΡL: Densidad del destilado
ΡV: Densidad media de los vapores
Una vez obtenidos estos valores se procede a calcular el diámetro de la
columna.
μ = K√ρL − ρV
ρL (33)
D1 = √4 (0,63) (273 + 103,7)760
π ∗ 0,0031 ∗ 3600 ∗ 760
μ = 0,02√869,63 − 848,26
869,63
μ = 0,0031 m
seg
81
Altura de la columna
Utilizando la tabla 6.1 (condiciones y dimensiones generales
recomendadas para las torres de platos) del libro de Treybal adjuntada en
el anexo 4, se calcula la altura a partir de la siguiente fórmula:
3.3.3.6. Pre calentador
En la etapa de precalentamiento del aceite de fusel se utiliza un
intercambiador de calor de tubos y coraza en disposición vertical. Para su
diseño se requieren de datos iniciales que se detallan a continuación:
Condiciones de procesos de los fluidos como temperaturas de
entrada y salida
Flujos másicos.
Presión.
Empleando estas condiciones de proceso para cada fluido, se determina el
calor específico a la temperatura media de cada uno de los fluidos para
calcular el calor transferido.
Se utiliza como fluido calefactor vapor de agua procedente de la caldera a
una temperatura de 100°C. Para el diseño se comienza por el cálculo de la
D2 = 1,7 m
𝐷1 = 1,64 𝑚
D2 = √4 (0,63) (273 + 128,9)760
π ∗ 0,0031 ∗ 3600 ∗ 760
h = N ∗ distancia entre platos (34)
h = 12,90 m
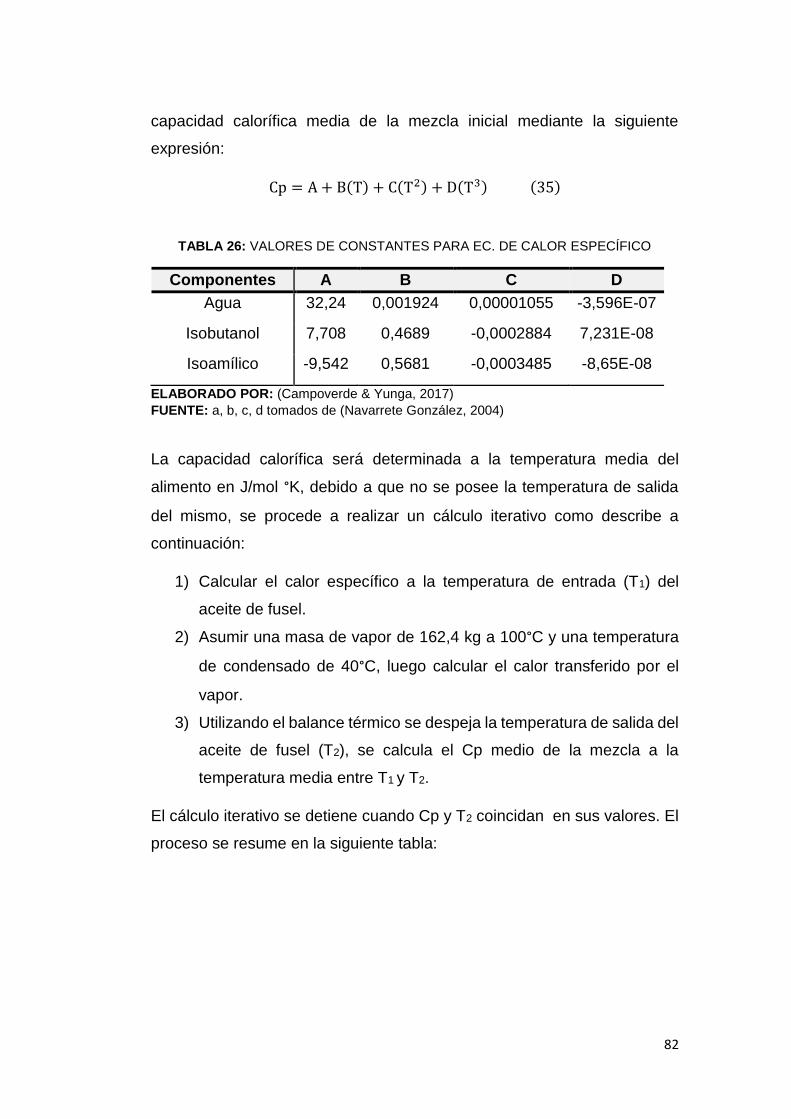
82
capacidad calorífica media de la mezcla inicial mediante la siguiente
expresión:
Cp = A + B(T) + C(T2) + D(T3) (35)
TABLA 26: VALORES DE CONSTANTES PARA EC. DE CALOR ESPECÍFICO
Componentes A B C D
Agua 32,24 0,001924 0,00001055 -3,596E-07
Isobutanol 7,708 0,4689 -0,0002884 7,231E-08
Isoamílico -9,542 0,5681 -0,0003485 -8,65E-08
ELABORADO POR: (Campoverde & Yunga, 2017)
FUENTE: a, b, c, d tomados de (Navarrete González, 2004)
La capacidad calorífica será determinada a la temperatura media del
alimento en J/mol °K, debido a que no se posee la temperatura de salida
del mismo, se procede a realizar un cálculo iterativo como describe a
continuación:
1) Calcular el calor específico a la temperatura de entrada (T1) del
aceite de fusel.
2) Asumir una masa de vapor de 162,4 kg a 100°C y una temperatura
de condensado de 40°C, luego calcular el calor transferido por el
vapor.
3) Utilizando el balance térmico se despeja la temperatura de salida del
aceite de fusel (T2), se calcula el Cp medio de la mezcla a la
temperatura media entre T1 y T2.
El cálculo iterativo se detiene cuando Cp y T2 coincidan en sus valores. El
proceso se resume en la siguiente tabla:
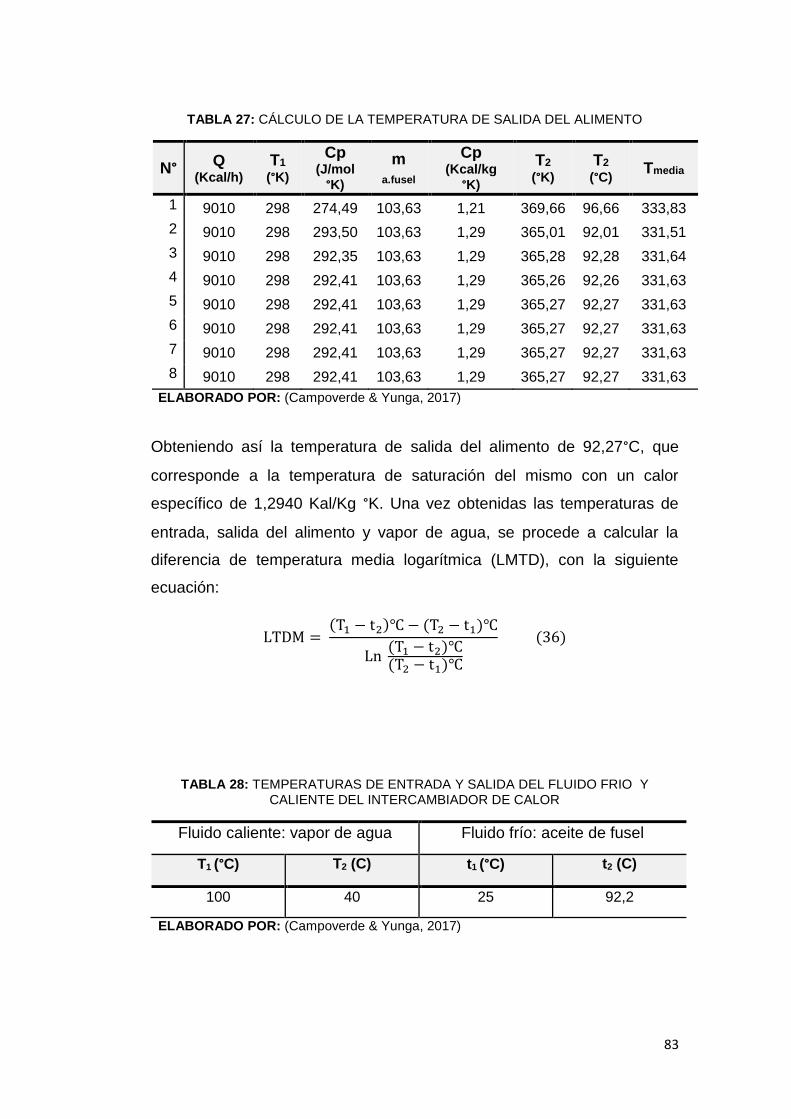
83
TABLA 27: CÁLCULO DE LA TEMPERATURA DE SALIDA DEL ALIMENTO
N° Q (Kcal/h)
T1 (°K)
Cp (J/mol
°K)
m
a.fusel
Cp (Kcal/kg
°K)
T2
(°K) T2
(°C) Tmedia
1 9010 298 274,49 103,63 1,21 369,66 96,66 333,83
2 9010 298 293,50 103,63 1,29 365,01 92,01 331,51
3 9010 298 292,35 103,63 1,29 365,28 92,28 331,64
4 9010 298 292,41 103,63 1,29 365,26 92,26 331,63
5 9010 298 292,41 103,63 1,29 365,27 92,27 331,63
6 9010 298 292,41 103,63 1,29 365,27 92,27 331,63
7 9010 298 292,41 103,63 1,29 365,27 92,27 331,63
8 9010 298 292,41 103,63 1,29 365,27 92,27 331,63
ELABORADO POR: (Campoverde & Yunga, 2017)
Obteniendo así la temperatura de salida del alimento de 92,27°C, que
corresponde a la temperatura de saturación del mismo con un calor
específico de 1,2940 Kal/Kg °K. Una vez obtenidas las temperaturas de
entrada, salida del alimento y vapor de agua, se procede a calcular la
diferencia de temperatura media logarítmica (LMTD), con la siguiente
ecuación:
LTDM = (T1 − t2)℃ − (T2 − t1)℃
Ln (T1 − t2)℃(T2 − t1)℃
(36)
TABLA 28: TEMPERATURAS DE ENTRADA Y SALIDA DEL FLUIDO FRIO Y CALIENTE DEL INTERCAMBIADOR DE CALOR
Fluido caliente: vapor de agua Fluido frío: aceite de fusel
T1 (°C) T2 (C) t1 (°C) t2 (C)
100 40 25 92,2
ELABORADO POR: (Campoverde & Yunga, 2017)

84
LTDM = (100 − 92,2)℃ − (40 − 25)℃
Ln (100 − 92,2)℃
(40 − 25)℃
= 11℃
LTDM = 11℃
Mediante datos bibliográficos se establece el valor del coeficiente global de
transferencia de calor (U) como 650 J/ s m2 °C convertido a Kcal/ h m2 °C
será 559,67. Para simplificar los cálculos se supone que U se mantiene
constante durante todo el proceso y que las pérdidas de calor son
despreciables. Una vez obtenidos los datos necesarios se calcula el área
de intercambio para el intercambiador de calor con una longitud de 1m,
dada por la ecuación:
Q = U ∗ A ∗ LTDM (37)
A =Q
U ∗ LTDM
A =9010
Kcalh
559,67Kcalhm2 ∗ 11℃
A = 1,46 𝑚2 ≅ 1,3 𝑚2
Utilizando la fórmula 38, despejamos el diámetro asumiendo una longitud
de 1m
A = π ∗ D ∗ L (38)
D =A
π ∗ L
D =1,3 m2
π ∗ 1 m
D = 0,41 m
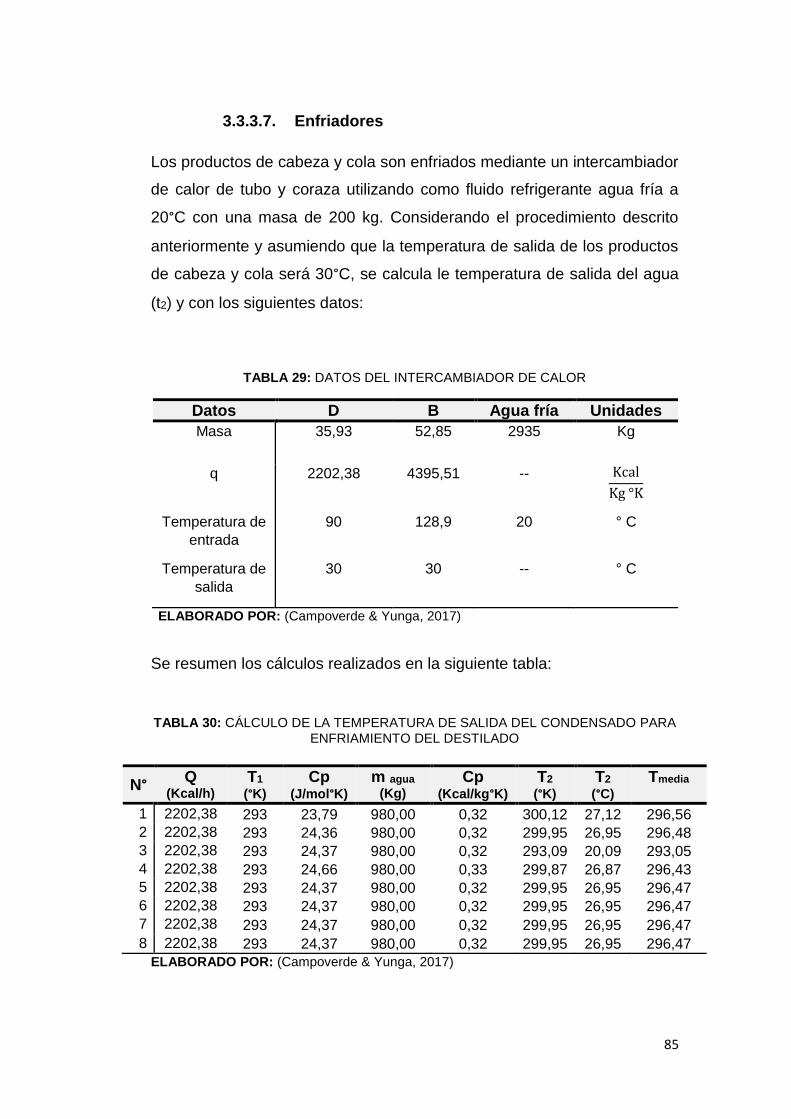
85
3.3.3.7. Enfriadores
Los productos de cabeza y cola son enfriados mediante un intercambiador
de calor de tubo y coraza utilizando como fluido refrigerante agua fría a
20°C con una masa de 200 kg. Considerando el procedimiento descrito
anteriormente y asumiendo que la temperatura de salida de los productos
de cabeza y cola será 30°C, se calcula le temperatura de salida del agua
(t2) y con los siguientes datos:
TABLA 29: DATOS DEL INTERCAMBIADOR DE CALOR
Datos D B Agua fría Unidades
Masa 35,93 52,85 2935 Kg
q 2202,38 4395,51 -- Kcal
Kg °K
Temperatura de
entrada
90 128,9 20 ° C
Temperatura de
salida
30 30 -- ° C
ELABORADO POR: (Campoverde & Yunga, 2017)
Se resumen los cálculos realizados en la siguiente tabla:
TABLA 30: CÁLCULO DE LA TEMPERATURA DE SALIDA DEL CONDENSADO PARA
ENFRIAMIENTO DEL DESTILADO
ELABORADO POR: (Campoverde & Yunga, 2017)
N° Q
(Kcal/h) T1 (°K)
Cp (J/mol°K)
m agua (Kg)
Cp (Kcal/kg°K)
T2
(°K) T2
(°C) Tmedia
1 2202,38 293 23,79 980,00 0,32 300,12 27,12 296,56
2 2202,38 293 24,36 980,00 0,32 299,95 26,95 296,48
3 2202,38 293 24,37 980,00 0,32 293,09 20,09 293,05
4 2202,38 293 24,66 980,00 0,33 299,87 26,87 296,43
5 2202,38 293 24,37 980,00 0,32 299,95 26,95 296,47
6 2202,38 293 24,37 980,00 0,32 299,95 26,95 296,47
7 2202,38 293 24,37 980,00 0,32 299,95 26,95 296,47
8 2202,38 293 24,37 980,00 0,32 299,95 26,95 296,47

86
TABLA 31: CÁLCULO DE LA TEMPERATURA DE SALIDA DEL CONDENSADO PARA
ENFRIAMIENTO DEL PRODUCTO FINAL
ELABORADO POR: (Campoverde & Yunga, 2017)
Una vez obtenidos los datos necesarios se calcula el área de intercambio
para el intercambiador de calor con una longitud de 1m, dada por la
ecuación con los datos siguientes:
TABLA 32: TEMPERATURAS DE ENTRADA Y SALIDA DEL FLUIDO FRIO Y
CALIENTE DEL ENFRIADOR
Fluido caliente: Destilado Fluido frío: Agua
T1 (°C) T2 (C) t1 (°C) t2 (C)
90 30 20 26,95
ELABORADO POR: (Campoverde & Yunga, 2017)
LTDM = (90 − 26,95)℃ − (30 − 20)℃
ln(90 − 26,95)℃
(30 − 20)℃
LTDM = 28,81 ℃
A =2202,38
Kcalh
(559,67Kcal
h m2 ℃) ∗ (28,81℃)
N° Q (Kcal/h)
T1 (°K)
Cp (J/mol°K)
m agua (Kg)
Cp (Kcal/kg°K)
T2
(°K) T2
(°C) Tmedia
1 4395,51 293 23,79 1970 0,32 300,12 27,12 296,56
2 4395,51 293 24,36 1970 0,32 299,95 26,95 296,48
3 4395,51 293 24,37 1970 0,32 293,09 20,09 293,05
4 4395,51 293 24,66 1970 0,33 299,87 26,87 296,43
5 4395,51 293 24,37 1970 0,32 299,95 26,95 296,48
6 4395,51 293 24,37 1970 0,32 299,95 26,95 296,48
7 4395,51 293 24,37 1970 0,32 299,95 26,95 296,48
8 4395,51 293 24,37 1970 0,32 299,95 26,95 296,48
9 4395,51 293 24,37 1970 0,32 299,95 26,95 296,48
10 4395,51 293 24,37 1970 0,32 299,95 26,95 296,48

87
A = 0,137 m2 ≅ 0,14m2
Utilizando la fórmula 38, despejamos el diámetro asumiendo una longitud
de 1m
A = π ∗ D ∗ L
D =A
π ∗ L
D =0,14 m2
π ∗ 1 m
D = 0,04 m
TABLA 33: TEMPERATURAS DE ENTRADA Y SALIDA DEL FLUIDO FRIO Y
CALIENTE DEL ENFRIADOR
Fluido caliente: Producto de cola Fluido frío: Agua
T1 (°C) T2 (C) t1 (°C) t2 (C)
128,9 30 20 26,95
ELABORADO POR: (Campoverde & Yunga, 2017)
LTDM = (128,9 − 26,95)℃ − (30 − 20)℃
ln(128,9 − 26,95)℃
(30 − 20)℃
LTDM = 39,60 ℃
A =3765,58
Kcalh
(559,67Kcal
h m2 ℃) ∗ (39,60℃)
A = 0,1699 m2 ≅ 0,17 m2
Utilizando la fórmula 38, despejamos el diámetro asumiendo una longitud
de 1m
A = π ∗ D ∗ L
D =A
π ∗ L
88
D =0,20 m2
π ∗ 1 m
D = 0,05m
3.3.3.8. Torre de enfriamiento
Para la capacidad de la torre de enfriamiento se tomarán los valores del
flujo de agua utilizada en los enfriadores y el condensador de la columna.
Es decir, que para el flujo total tendremos la sumatoria entre la masa de
agua fría utilizada para el enfriamiento del destilado, la masa de agua fría
utilizada para el enfriamiento del producto final y la masa de agua fría
utilizada en el condensador de la columna de destilación, obteniendo así
un valor de 3333,65 kg (3340,33 L).
La misma cantidad de agua es devuelta a la torre de enfriamiento a una
temperatura de 26,95 °C en donde mediante transferencia de calor y masa
es enfriada para ser utilizada en los enfriadores y condensadores.
3.3.3.9. Accesorios del proceso
a. Tuberías
Dentro de este capítulo también se determina los accesorios utilizados en
el proceso de purificación del aceite de fusel, que comprende la selección
del material, diámetro y espesor adecuado. Esta selección se realiza
únicamente de modo orientativo, ya que una vez seleccionada las
características de la tubería, habría que efectuar un estudio más detallado
para valorar los posibles fenómenos de perdida de carga. Esta función no
podría llevarse a cabo hasta conocer en el momento del montaje, que
cantidad de accesorios serían necesarias en función de cómo sea la
distribución de los equipos en la planta.

89
Tipo de material
El material que se utilizará para la construcción de las tuberías de proceso,
tanto para aquellas que transportan líquido como vapor será acero
inoxidable, cédula 40.
Diámetros nominales
Para obtener el diámetro nominal de cada una de las tuberías, se debe
calcular en primer lugar el diámetro teórico para cada una de ellas. Este, se
puede estimar en función del caudal del fluido que circula por la conducción,
y de la elección de una velocidad media de circulación del fluido. De la
siguiente fórmula despejamos diámetro como se indica a continuación:
v̅ =Q
s (39)
S = π ∗ (d2
4) (40)
Dónde:
V: velocidad media de circulación del fluido (m/s)
Q: caudal volumétrico (m3/s)
S: sección de la tubería (m2)
Sustituyendo la ecuación 39 en la 38 y despejando el diámetro, queda:
d = (4 ∗ Q
π ∗ v)
0,5
(41)
El diámetro teórico se incrementa un 10% considerando que las tuberías
deben tener cierta flexibilidad y cierto margen en cuanto a capacidad, para
trabajar a posibles caudales más elevados si las circunstancias lo
requieran.
Para obtener el diámetro nominal, se determina mediante el diámetro
teórico calculado, seleccionando mediante tablas expresadas en el anexo
8, al igual que la velocidad media de circulación.
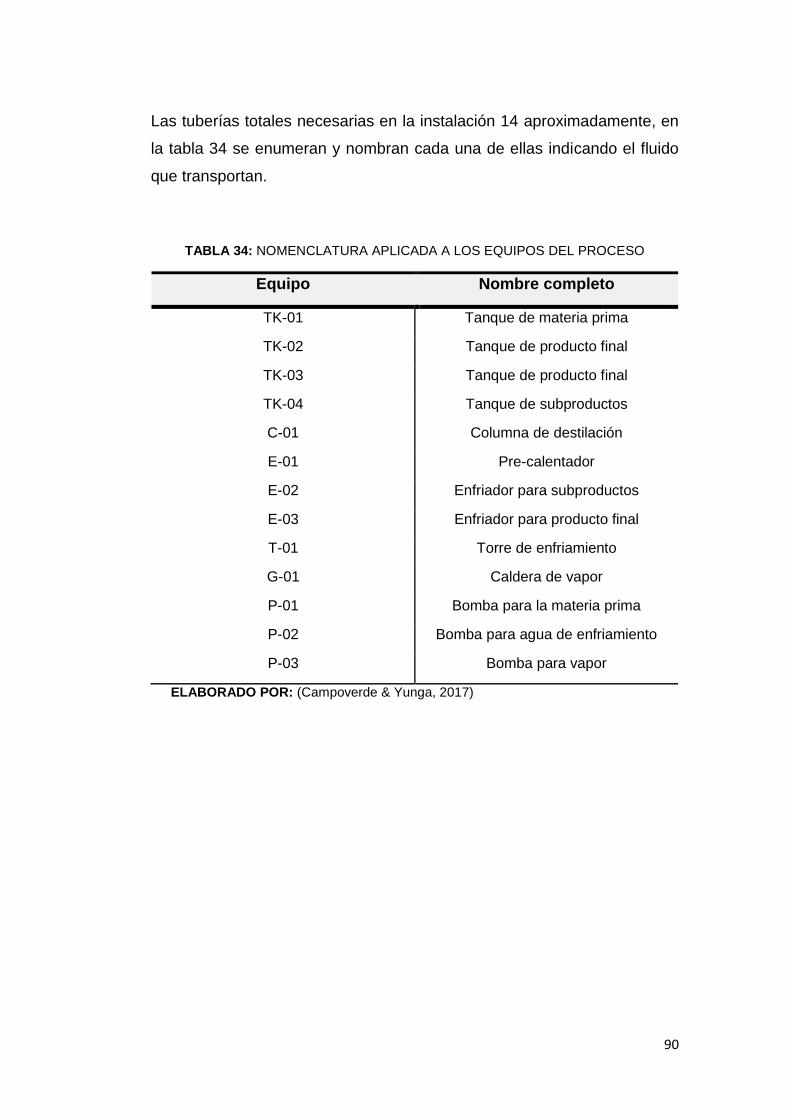
90
Las tuberías totales necesarias en la instalación 14 aproximadamente, en
la tabla 34 se enumeran y nombran cada una de ellas indicando el fluido
que transportan.
TABLA 34: NOMENCLATURA APLICADA A LOS EQUIPOS DEL PROCESO
Equipo Nombre completo
TK-01 Tanque de materia prima
TK-02 Tanque de producto final
TK-03 Tanque de producto final
TK-04 Tanque de subproductos
C-01 Columna de destilación
E-01 Pre-calentador
E-02 Enfriador para subproductos
E-03 Enfriador para producto final
T-01 Torre de enfriamiento
G-01 Caldera de vapor
P-01 Bomba para la materia prima
P-02 Bomba para agua de enfriamiento
P-03 Bomba para vapor
ELABORADO POR: (Campoverde & Yunga, 2017)

91
TABLA 35: TUBERÍAS Y EL TIPO DE FLUIDO QUE TRANSPORTAN
ELABORADO POR: (Campoverde & Yunga, 2017)
Tubería TK-01 P-01
A través de esta conducción el líquido pasa a la bomba que lo impulsa
hacia el intercambiador de calor. Para calcular el diámetro teórico de la
misma se necesita conocer el valor de la velocidad media y caudal
volumétrico del fluido que circula por ella. La velocidad media se
selecciona a través de la experiencia en función del tipo de fluido
mediante la tabla encontrada en el anexo 5.
La velocidad media seleccionada para este tipo de fluido fue el valor
medio del intervalo de 1,2 y 1,8 para el caso de agua en servicios
normales (Navarrete González, 2004). El caudal volumétrico de líquido
Número Inicio-fin Fluido
1 TK-01 P-01 Aceite de fusel
2 P-01 E-01 Aceite de fusel
3 E-02 C-01 Aceite de fusel
4 C-01 E-02 Destilado
5 C-01 E-03 Producto final
6 E-02 TK-03 Destilado
7 E-03 TK-02 Producto final
8 T-01 E-02 Agua
9 T-01 E-03 Agua
10 T-01 P-02 Agua
11 G-01 P-03 Vapor
12 G-01 E-01 Vapor
13 G-01 R-01 Vapor
14 T-01 P-02 Agua

92
será la carga inicial expresado en m3/seg que corresponde a 0,0000347
y sustituyendo en la ecuación 40 se tendrá:
𝑑 = (4 ∗ (3,472 ∗ 𝑒𝑥𝑝−5)
𝑚3
𝑠𝑒𝑔
𝜋 ∗ 1,5𝑚
𝑠𝑒𝑔
)
0,5
d = 5,43 ∗ 10−3 m → 0,21 pulgadas
d = 0,21pulgadas + 10% = 0,23 pulgadas
dn =1
8pulgada
s = 3,660 ∗ 10−5 m2
Este procedimiento se realiza para todas la tuberías. En la siguiente tabla
se resumen los cálculos realizados para todas las conducciones utilizadas
en el proceso.
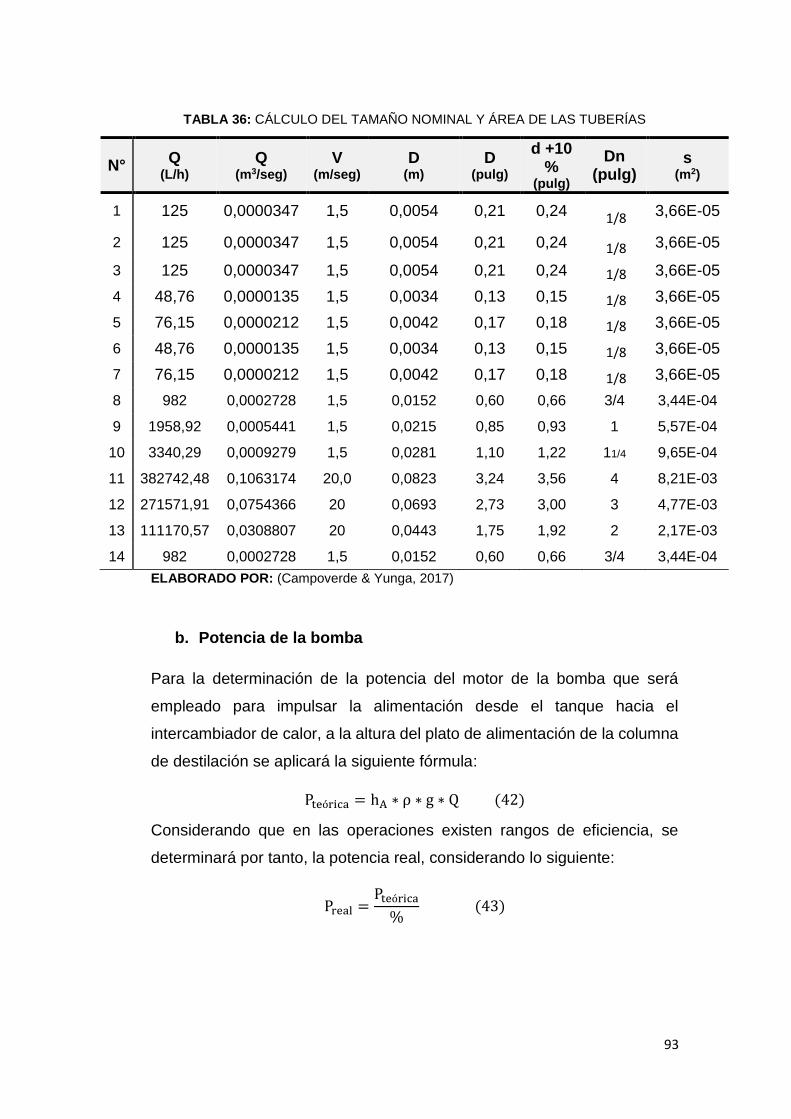
93
TABLA 36: CÁLCULO DEL TAMAÑO NOMINAL Y ÁREA DE LAS TUBERÍAS
ELABORADO POR: (Campoverde & Yunga, 2017)
b. Potencia de la bomba
Para la determinación de la potencia del motor de la bomba que será
empleado para impulsar la alimentación desde el tanque hacia el
intercambiador de calor, a la altura del plato de alimentación de la columna
de destilación se aplicará la siguiente fórmula:
Pteórica = hA ∗ ρ ∗ g ∗ Q (42)
Considerando que en las operaciones existen rangos de eficiencia, se
determinará por tanto, la potencia real, considerando lo siguiente:
Preal =Pteórica
% (43)
N° Q
(L/h) Q
(m3/seg) V
(m/seg) D
(m) D
(pulg)
d +10 %
(pulg)
Dn (pulg)
s (m2)
1 125 0,0000347 1,5 0,0054 0,21 0,24 1/8 3,66E-05
2 125 0,0000347 1,5 0,0054 0,21 0,24 1/8 3,66E-05
3 125 0,0000347 1,5 0,0054 0,21 0,24 1/8 3,66E-05
4 48,76 0,0000135 1,5 0,0034 0,13 0,15 1/8 3,66E-05
5 76,15 0,0000212 1,5 0,0042 0,17 0,18 1/8 3,66E-05
6 48,76 0,0000135 1,5 0,0034 0,13 0,15 1/8 3,66E-05
7 76,15 0,0000212 1,5 0,0042 0,17 0,18 1/8 3,66E-05
8 982 0,0002728 1,5 0,0152 0,60 0,66 3/4 3,44E-04
9 1958,92 0,0005441 1,5 0,0215 0,85 0,93 1 5,57E-04
10 3340,29 0,0009279 1,5 0,0281 1,10 1,22 11/4 9,65E-04
11 382742,48 0,1063174 20,0 0,0823 3,24 3,56 4 8,21E-03
12 271571,91 0,0754366 20 0,0693 2,73 3,00 3 4,77E-03
13 111170,57 0,0308807 20 0,0443 1,75 1,92 2 2,17E-03
14 982 0,0002728 1,5 0,0152 0,60 0,66 3/4 3,44E-04

94
Dónde:
%: Eficiencia
Para nuestro caso la eficiencia será del 85%. Luego evaluando los datos
disponibles se tiene:
hA: Altura dinámica (carga de trabajo de la bomba).
ρ: Densidad de alimento.
g: Coeficiente de gravedad.
QT: Caudal total de refrigeración.
De estos se determinará la altura dinámica o carga de trabajo de la bomba
(hA), ya que el valor del caudal total de alimentación ya es conocido y,
convertido a m3/s es 0,0000347
Altura dinámica o carga de trabajo de la bomba (hA)
Para la determinación de la altura dinámica se empleará la ecuación de
Bernoulli
(V1)2
2g+
P1
ρ ∗ g+ Z1 + hA =
(V2)2
2g+
P2
ρ ∗ g+ Z2 + hT (44)
Los puntos que hay que resaltar en esta situación son los siguientes:
La velocidad del alimento en el tanque de abajo es igual a cero (V1
= 0), entonces podemos eliminar el término de energía cinética e el
puto 1.
El trabajo (W) es despreciable.
Los términos referentes a la energía por presión son iguales en cada
equipo (P1 = P2) porque ambos están sometidos a la presión de 1
atmósfera, por lo tanto los eliminaremos.
Entonces podemos rescribir la ecuación para hA, de la siguiente forma:

95
hA = hf,total + [P2
ρ ∗ g+
(V2)2
2g+ Z2] − [
P1
ρ ∗ g+
(V1)2
2g+ Z1] (45)
Dónde:
hf,total: Pérdida de carga
P2: Presión de salida en el punto 2.
V2: velocidad del flujo a la salida de la tubería en punto 1.
Z2: Altura de la tubería con respecto a la bomba.
P1: Presión de salida en el punto 1.
V1: velocidad del flujo en el punto 1.
Z1: Altura del suministro de alimentación con respecto al suelo.
Por lo tanto la ecuación quedaría de la siguiente manera:
hA = hf,total + (V2)2
2g+ (Z2 − Z1) (46)
Para el cálculo correspondiente, se requiere determinar previamente, la
velocidad de flujo del alimento (V2) y la pérdida de carga total en el recorrido
del alimento por la tubería (hf, total).
Cálculo de la velocidad del flujo de la alimentación (V2)
Para el cálculo de la velocidad de flujo se empleará la siguiente fórmula:
Q = A ∗ V2 (47)
Dónde:
Q: Caudal de alimentación en m3/s.
A: sección interna de la tubería
Despejando velocidad en la fórmula 47 nos quedará:

96
V2 = Q
A
V2 = 0,0000347
m3
s3,660 ∗ 10−5m2
V2 = 0,949 m
s≅ 0,95
m
s
Cálculo de la pérdida de carga en el recorrido del alimento (hf,total)
Para la determinación de la pérdida de carga en el recorrido del alimento
por la tubería se realiza una sumatoria entre la pérdida de carga por fricción
y pérdida de carga por accesorios, en la cual se tendrá que incluir los
accesorios utilizados en el sistema de bombeo que para este caso será dos
codos de 90° utilizados en las tuberías se empleará la siguiente fórmula:
hf1 =(f ∗ L∗(V2)2)
D ∗ 2 ∗ g (péridas por fricción) (48)
hf2 = f ∗Leq
D∗
(V2)2
2 ∗ g (pérdidas por accesorios) (49)
Dónde:
f: Coeficiente de fricción.
L: Longitud de la tubería.
Leq: Longitud equivalente
D: Diámetro inferior de la tubería
V2: Velocidad de flujo.
g: Coeficiente de gravedad.
97
Para conocer la pérdida de carga por accesorios, se requerirá determinar
previamente, tanto el coeficiente de fricción de la tubería como la longitud
equivalente de la misma. De la misma manera será para las pérdidas de
carga por fricción con la diferencia que se requerirá la longitud de la tubería
la cual es de 5m.
Calculo del coeficiente de fricción (f)
El coeficiente de fricción se determinará a partir del diagrama de Moody,
ubicado en el anexo 6, para lo cual se necesita conocer previamente el
número de Reynolds (NRE) así como la rugosidad relativa (E/D) de la
tubería.
Cálculo del número de Reynolds
Para el cálculo del número de Reynolds se empleará la siguiente formula:
NRE = D ∗ V2 ∗ ρ
μ (50)
Dónde:
D: Diámetro interno de la tubería.
V2: Velocidad del alimento.
Ƿ: Densidad del alimento.
μ: Viscosidad del alimento.
NRE = (0,0054 m) ∗ (0,95
ms ) ∗ (810,3
Kgm2)
0,00272Kgm s
NRE = 1528,25

98
Cálculo de la rugosidad relativa (E/D)
La rugosidad relativa se determina a partir de la Tabla 8-2 que se encuentra
en el anexo 7, aquí se toma el valor de rugosidad (E) equivalente para una
tubería de acero inoxidable que luego se divide para el diámetro.
E
D=
0,000002m
0,0054m
E
D= 0,00037 ≅ 0,0004
Con los datos obtenidos para el NRe y la E/D se emplea el nomograma para
los coeficientes de fricción para flujo laminar, observando que:
f: 0,056
hf1 =(0,056 ∗ 5m ∗ (0,95
ms )
2
)
0,054m ∗ (2 ∗ 9,8ms2)
hf1 = 0,24m
Para la longitud equivalente (Leq) utilizaremos la tabla de los coeficientes
de resistencia para válvulas y acoplamientos, en donde obtendremos el
valor de Leq/D que para este caso será 30 sustituyendo en la ecuación 49
tendremos:
hf2 = f ∗Leq
D∗
(V2)2
2 ∗ g
hf2 = 0,056 ∗ 30 ∗(0,95
ms )
2
2 ∗ 9,8ms2
hf2 = 0,077 m
hfTotal = hf1 + hf2
hfTotal = 0,24m + 0,077m
hfTotal = 0,32m

99
Sustituyendo los valores en la ecuación 46 tenemos:
hA = 0,32m + (0,95)2
2 ∗ 9,8+ (3 − 0)m
hA = 3,37 m
Sustituyendo los valores correspondientes a la ecuación 42 tenemos:
Pteórica = 3,37m ∗ 810,3Kg
m3∗ 9,8
m
s2∗ 0,0000347
m3
s
Pteórica = 0,93 Joule ∗ s = 0,93 W
Preal =Pteórica
%
Preal =0,93 W
0,85∗
1HP
745,7W
Preal = 0,0015 HP
Este mismo procedimiento se utilizará para el cálculo de la potencia de las
bombas para el caldero y la torre de enfriamiento. En la siguiente tabla
presentan los resultados:
TABLA 37: PONTENCIA DE LA BOMBA
Bomba Caudal
m3/s
Potencia
Watt
Potencia
Hp
Tipo de
fluido
P-02 0,0009279 308,98 0,41 Agua fría
P-03 0,1063174 1013,44 1,36 Vapor
ELABORADO POR: (Campoverde & Yunga, 2017)

100
3.3.4. Simulación del proceso
De modo complementario a los cálculos realizados se utiliza un programa
informático de simulación el cual permita validar y contrastar los resultados
teóricos obtenidos con los resultados que proporciona el simulador.
La simulación del proceso, se realizó usando Aspen Pluss. Para el cálculo
de los coeficientes de actividad se empleó el modelo termodinámico
UNIQUAC, ya que la materia prima utilizada es multicomponente con un
aspecto aceitoso, y empleando un cuadro ubicado en el anexo 11 y un
esquema en el anexo 12, se concluyó que este modelo se ajusta a nuestro
proceso.
La composición utilizada para la simulación proviene de los componentes
de la materia prima. Parte de los datos para la simulación fueron obtenidos
mediante cálculos teóricos de balance de materia.
Para la simulación de la columna de destilación se aplicó el método corto
DSTWU basado en el modelo de Winn-Underwood-Gilliland incorporado al
Aspen Plus, que proporcionó una estimación inicial del número mínimo de
etapas teóricas, de la relación de reflujo, la localización de la etapa de
alimentación y la distribución de los componentes.
Para la simulación de los intercambiadores de calor se aplicó método cortos
que proporcionaron valores aproximados de temperatura, presión y calor
del fluido saliente, así como el balance respectivo para el proceso de
transferencia de calor. A continuación se presentan los datos de partida
para la simulación en el Aspen Pluss.

101
TABLA 38: DATOS INGRESADOS AL SIMULADOR
Datos
Columna
de
destilació
n
Intercambiadores de calor
E-01 E-02 E-03
Flujo de alimentación
(Kmol) 1,8770 1,8770 -- --
Composición
Agua 0,4275 0,4275 0,4275 0,4275
Isobutanol 0,2104 0,2104 0,2104 0,2104
Isoamílico 0,3621 0,3621 0,3621 0,3621
Razón de reflujo 2 -- -- --
Presión (atm) 1 1 1 1
Temperatura (°C) Saturación
del alimento
Saturación
del
alimento
-- --
ELABORADO POR: (Campoverde & Yunga, 2017)
En el anexo 9 se detalla el procedimiento para llevar a cabo la simulación
en el Aspen Pluss.
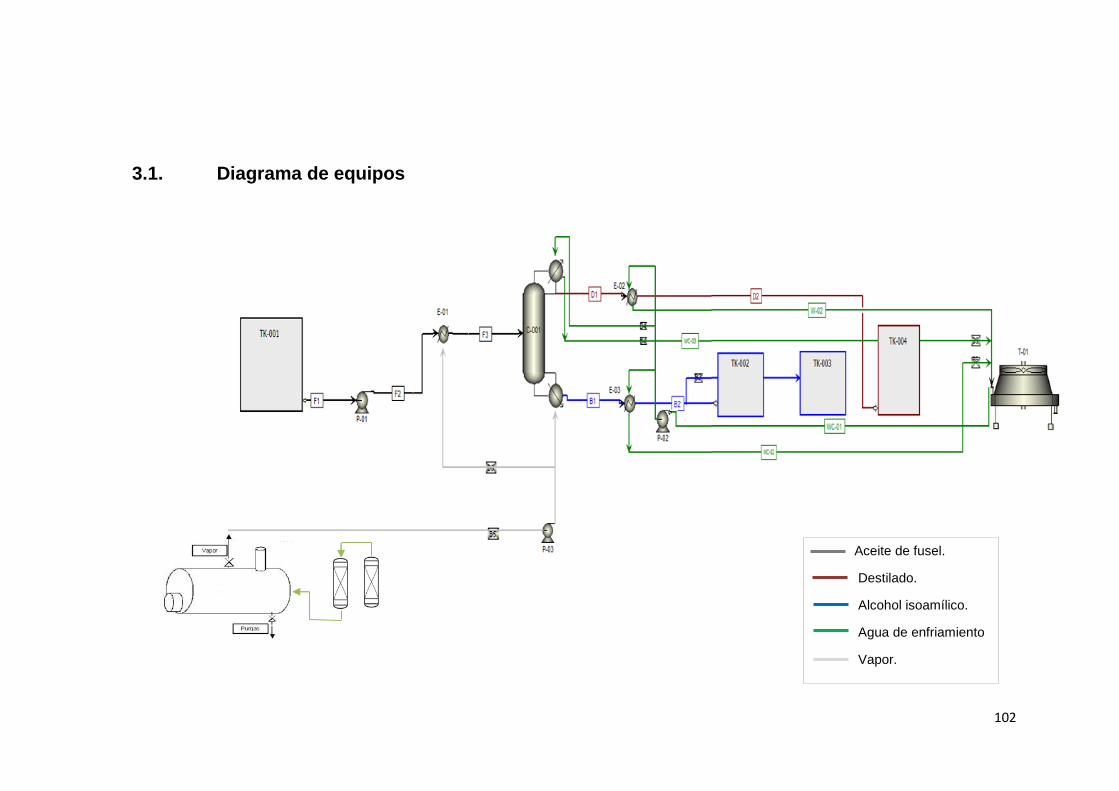
102
3.1. Diagrama de equipos
Aceite de fusel.
Destilado.
Alcohol isoamílico.
Agua de enfriamiento
Vapor.
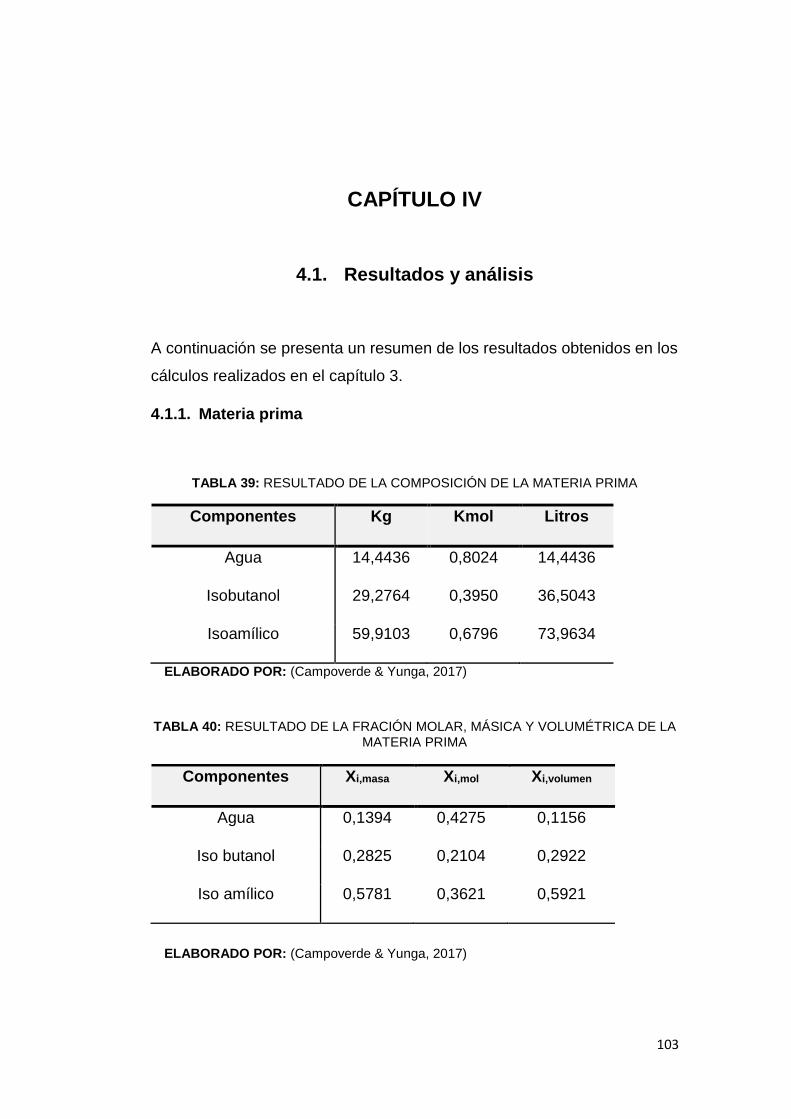
103
CAPÍTULO IV
4.1. Resultados y análisis
A continuación se presenta un resumen de los resultados obtenidos en los
cálculos realizados en el capítulo 3.
4.1.1. Materia prima
TABLA 39: RESULTADO DE LA COMPOSICIÓN DE LA MATERIA PRIMA
Componentes Kg Kmol Litros
Agua 14,4436 0,8024 14,4436
Isobutanol 29,2764 0,3950 36,5043
Isoamílico 59,9103 0,6796 73,9634
ELABORADO POR: (Campoverde & Yunga, 2017)
TABLA 40: RESULTADO DE LA FRACIÓN MOLAR, MÁSICA Y VOLUMÉTRICA DE LA
MATERIA PRIMA
ELABORADO POR: (Campoverde & Yunga, 2017)
Componentes Xi,masa Xi,mol Xi,volumen
Agua 0,1394 0,4275 0,1156
Iso butanol 0,2825 0,2104 0,2922
Iso amílico 0,5781 0,3621 0,5921
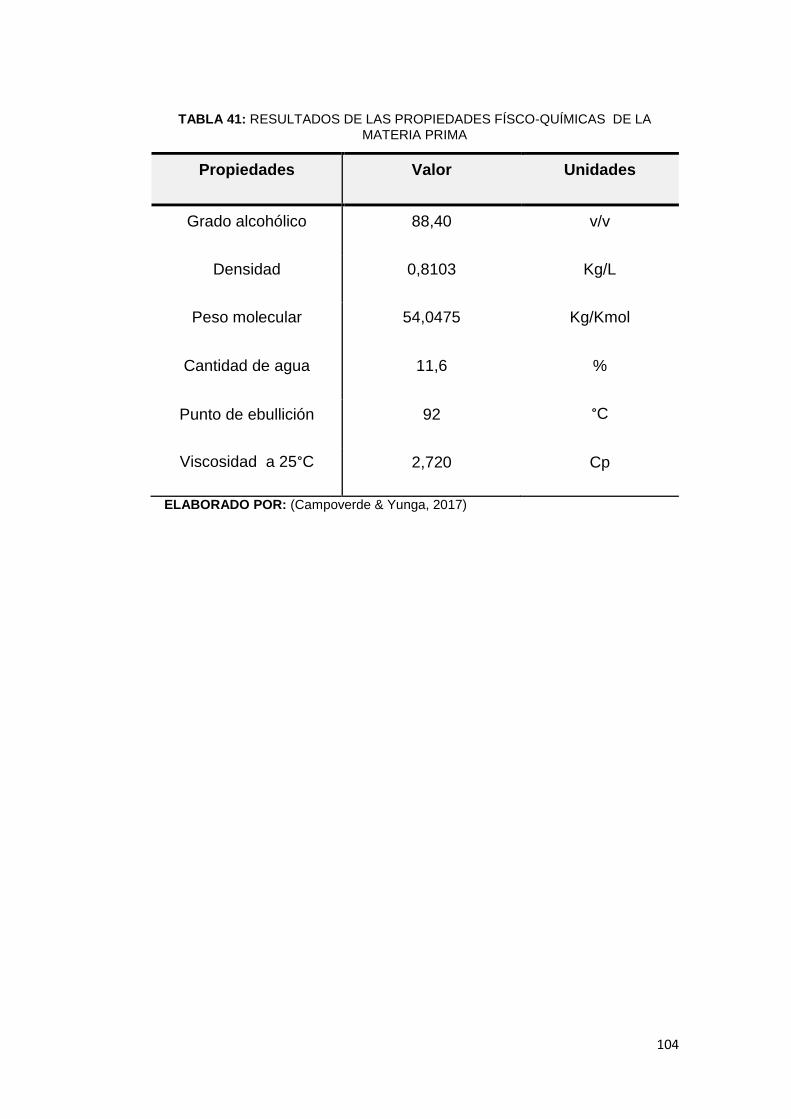
104
TABLA 41: RESULTADOS DE LAS PROPIEDADES FÍSCO-QUÍMICAS DE LA
MATERIA PRIMA
ELABORADO POR: (Campoverde & Yunga, 2017)
Propiedades Valor Unidades
Grado alcohólico 88,40 v/v
Densidad 0,8103 Kg/L
Peso molecular 54,0475 Kg/Kmol
Cantidad de agua 11,6 %
Punto de ebullición 92 °C
Viscosidad a 25°C 2,720 Cp
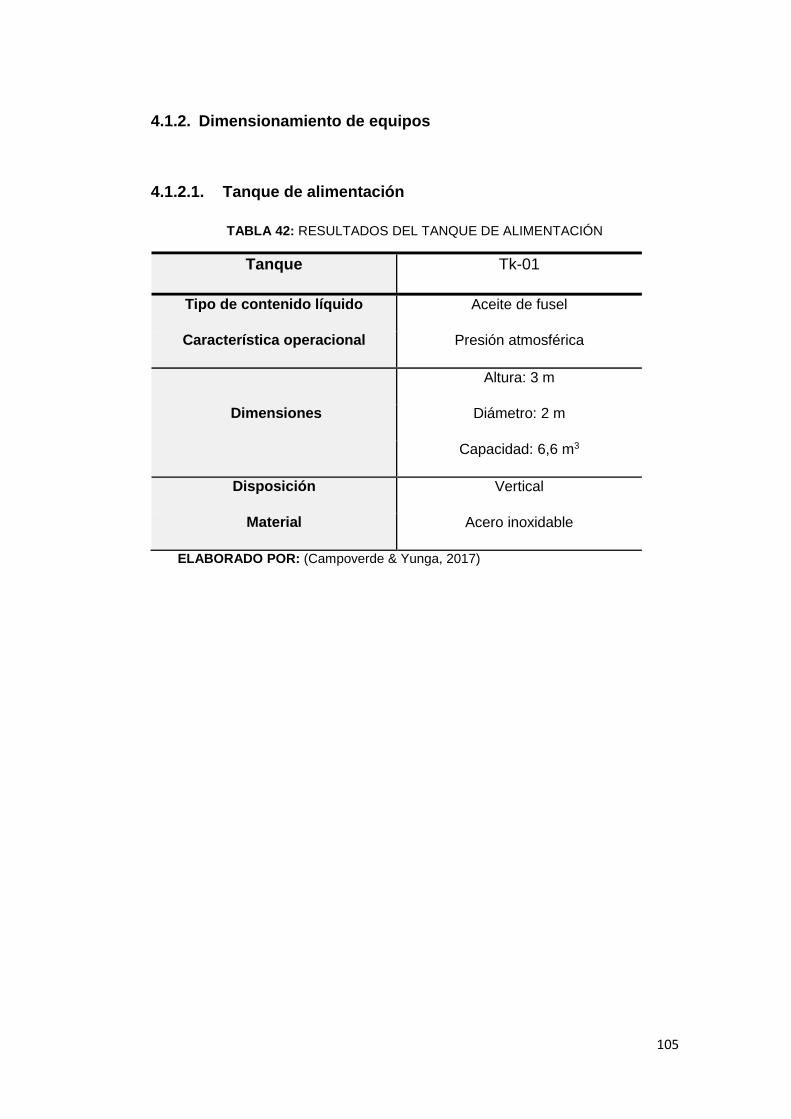
105
4.1.2. Dimensionamiento de equipos
4.1.2.1. Tanque de alimentación
TABLA 42: RESULTADOS DEL TANQUE DE ALIMENTACIÓN
Tanque Tk-01
Tipo de contenido líquido Aceite de fusel
Característica operacional Presión atmosférica
Dimensiones
Altura: 3 m
Diámetro: 2 m
Capacidad: 6,6 m3
Disposición Vertical
Material Acero inoxidable
ELABORADO POR: (Campoverde & Yunga, 2017)
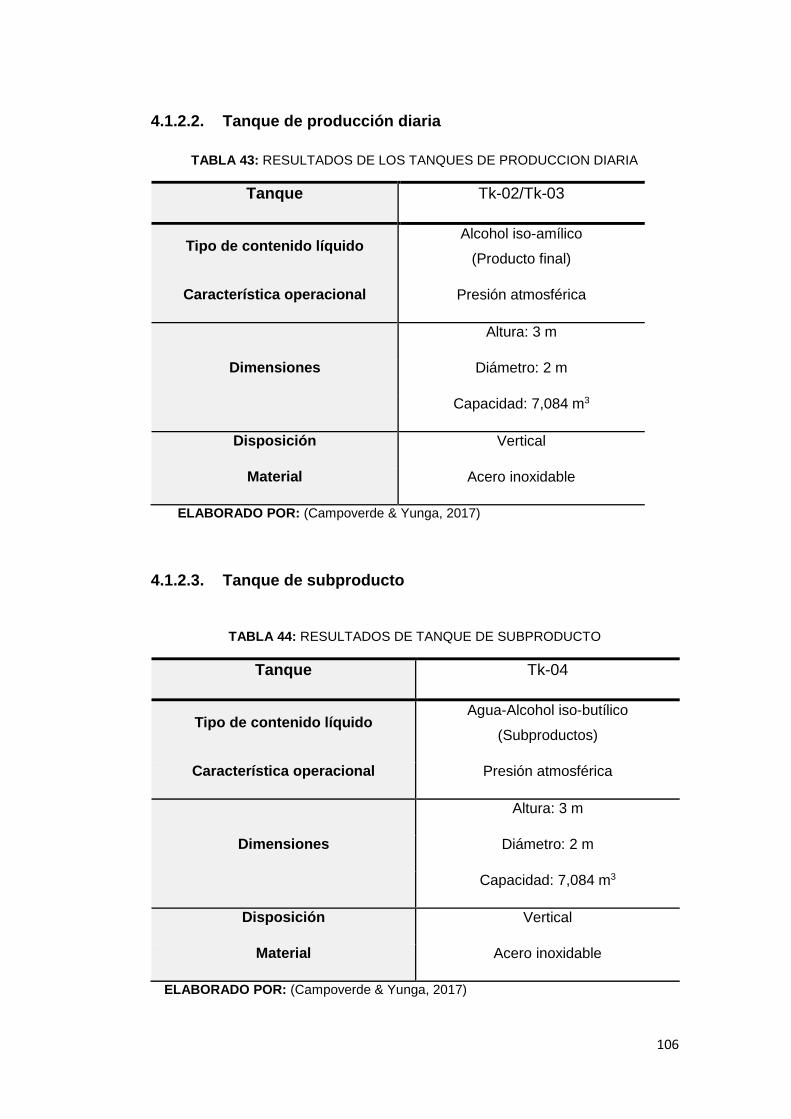
106
4.1.2.2. Tanque de producción diaria
TABLA 43: RESULTADOS DE LOS TANQUES DE PRODUCCION DIARIA
Tanque Tk-02/Tk-03
Tipo de contenido líquido Alcohol iso-amílico
(Producto final)
Característica operacional Presión atmosférica
Dimensiones
Altura: 3 m
Diámetro: 2 m
Capacidad: 7,084 m3
Disposición Vertical
Material Acero inoxidable
ELABORADO POR: (Campoverde & Yunga, 2017)
4.1.2.3. Tanque de subproducto
TABLA 44: RESULTADOS DE TANQUE DE SUBPRODUCTO
Tanque Tk-04
Tipo de contenido líquido Agua-Alcohol iso-butílico
(Subproductos)
Característica operacional Presión atmosférica
Dimensiones
Altura: 3 m
Diámetro: 2 m
Capacidad: 7,084 m3
Disposición Vertical
Material Acero inoxidable
ELABORADO POR: (Campoverde & Yunga, 2017)

107
4.1.2.4. Pre-calentador
TABLA 45: RESULTADOS DE INTERCAMBIADOR DE CALOR
Tipo: Intercambiador de calor de
carcasa y tubos
Característica operacional Presión atmosférica
Temperaturas
Entrada: 25 °C
Salida: 92,2 °C
Dimensiones
Área: 1,3 m2
Diámetro: 0,41 m
Fluido calefactor Vapor de agua
Disposición Horizontal
Material Acero inoxidable
ELABORADO POR: (Campoverde & Yunga, 2017)

108
4.1.2.5. Enfriadores
TABLA 46: RESULTADOS DEL ENFRIADOR PARA EL SUBPRODUCTO
Tipo: Intercambiador de calor de
carcasa y tubos
Característica operacional Presión atmosférica
Temperaturas
Entrada: 90° C
Salida: 30 ° C
Dimensiones
Área: 0,14 m2
Diámetro: 0,04 m
Fluido refrigerante Agua fría a 20° C
Disposición Horizontal
Material Acero inoxidable
ELABORADO POR: (Campoverde & Yunga, 2017)
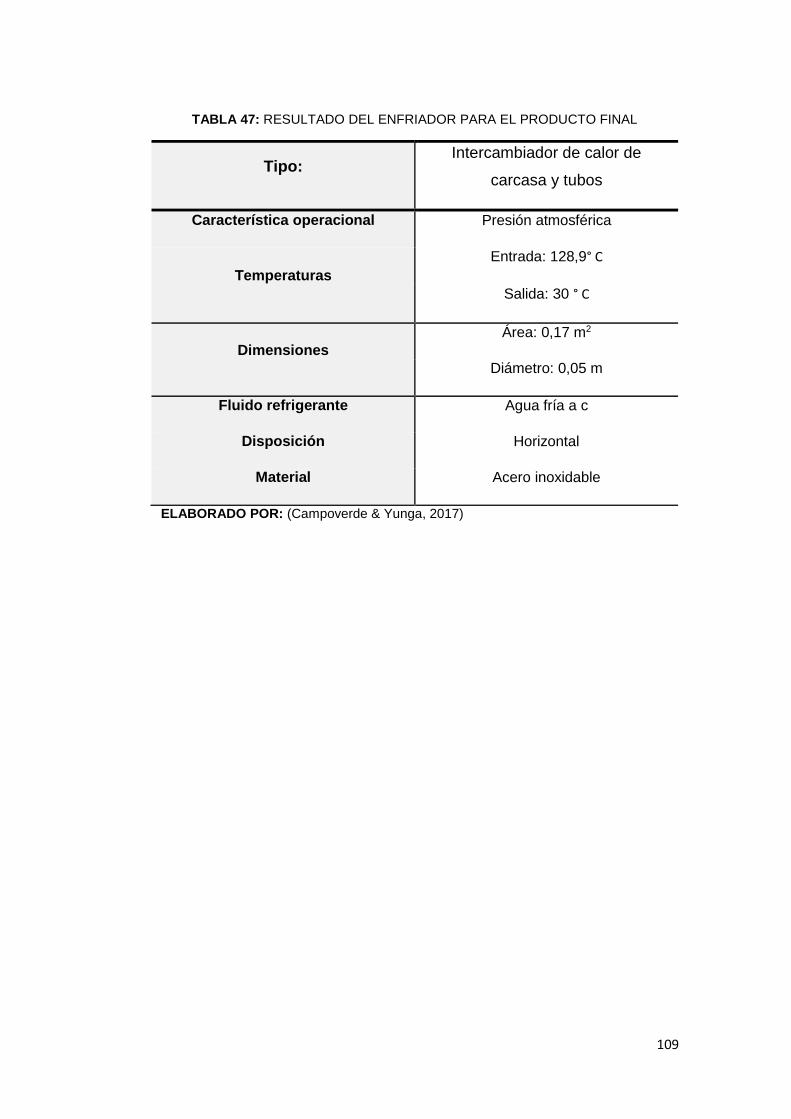
109
TABLA 47: RESULTADO DEL ENFRIADOR PARA EL PRODUCTO FINAL
Tipo: Intercambiador de calor de
carcasa y tubos
Característica operacional Presión atmosférica
Temperaturas
Entrada: 128,9° C
Salida: 30 ° C
Dimensiones
Área: 0,17 m2
Diámetro: 0,05 m
Fluido refrigerante Agua fría a c
Disposición Horizontal
Material Acero inoxidable
ELABORADO POR: (Campoverde & Yunga, 2017)

110
4.1.2.6. Columna de destilación
TABLA 48: RESULTADOS DE LA COLUMNA DE DESTILACIÓN
ELABORADO POR: (Campoverde & Yunga, 2017)
Columna de
destilación C-01
Tipo De bandejas o
platos
Caudal 125 L/h
Dimensiones
Altura: 12,90 m
Diámetro: 1,69 m
F
V
1,8770 Kmol/h
2,35 Kmol/h
D 1,1648 Kmol/h
L 0,3616 Kmol/h
B 0,7122 Kmol/h
Nmin 13,12
Rmin 2,39
R 3,58
N 21,50
Etapa de
alimentación 16,97
Eficiencia 61%

111
4.1.2.6.1. Productos de cabeza
TABLA 49: RESULTADOS DEL DESTILADO
ELABORADO POR: (Campoverde & Yunga, 2017)
4.1.2.6.2. Productos de cola
TABLA 50: RESULTADOS DE PRODUCTOS DE COLA
ELABORADO POR: (Campoverde & Yunga, 2017)
Componentes D (Kmol)
XD D
(Litros) XD
Agua 0,7937 0,6814 14,2873 0,2930
Isobutanol 0,3603 0,3093 33,2977 0,6829
Isoamilico 0,0108 0,0093 1,1739 0,0241
Total 1,1648 1 48,7588 1
Densidad 0,8696 Kg/L
Peso molecular 36,0087 Kg/Kmol
Componentes B
(Kmol) XB
B (Litros)
XB
Agua 0,0087 0,0122 0,1564 0,0020
Isobutanol 0,0347 0,0487 3,2065 0,0421
Isoamilico 0,6689 0,9391 72,7894 0,9558
Total 0,7122 1 76,1524 1
Densidad 0,8101 Kg/L
Peso molecular 86,6111 Kg/Kmol

112
4.1.2.7. Torre de enfriamiento
TABLA 51: RESULTADOS DE LA TORRE DE ENFRIAMIENTO
Tipo Tiro inducido a contracorriente
Volumen de agua 3340,33 L
Temperaturas Entrada: 26,9 ° C
Salida: 20 ° C
ELABORADO POR: (Campoverde & Yunga, 2017)
4.1.2.8. Costo de producción
TABLA 52: RESULTADO DEL COSTOS DE PRODUCCIÓN
Costos fijos
$/L
Mano de obra 0,036
Depreciación
0,05
Total
0,086
Costos variables $/L
Materia prima
0,052
Insumos
Bunker
0,19
Energía
0,007
Otros
0,01
Total
0,207
Costo total de producción
0,293
ELABORADO POR: (Campoverde & Yunga, 2017)

113
4.1.3. Aspen Plus
4.1.3.1. Balance de materia del proceso
TABLA 53: RESULTADOS BALANCE DE MATERIA TOTAL DE LA SIMULACIÓN
ELABORADO POR: (Campoverde & Yunga, 2017)
F1 F2 F3 D1 D2 B1 B2 Unidades
Temperatura 25 25 92,2 90 30 128,9 128,9 °C
Presión 1,013 1,013 1,013 1,013 1,013 1,013 1,013 bar
Moles 1,877 1,877 1,877 1,173 1,173 0,704 0,704 Kmol/h
Masa 103,64 103,64 103,64 42,106 42,106 61,534 61,534 Kg/h
Volumen 0,121 0,121 0,121 0,052 0,052 0,087 0,087 m3/H
Entalpía 0,145 0,145 0,139 0,082 0,082 0,056 0,056 Gcal/h
Cantidad molar Kmol/h
Agua 0,802 0,802 0,802 0,802 0,802 ˂
0,001 ˂
0,002
Isobutanol 0,395 0,395 0,395 0,36 0,36 0,035 0,035
Isoamílico 0,68 0,68 0,68 0,011 0,011 0,669 0,669
Fracción molar
Agua 0,427 0,427 0,427 0,684 0,684 351 ppm
352 ppm
Isobutanol 0,21 0,21 0,21 0,307 0,307 0,049 0,049
Isoamílico 0,362 0,362 0,362 0,009 0,009 0,95 0,95
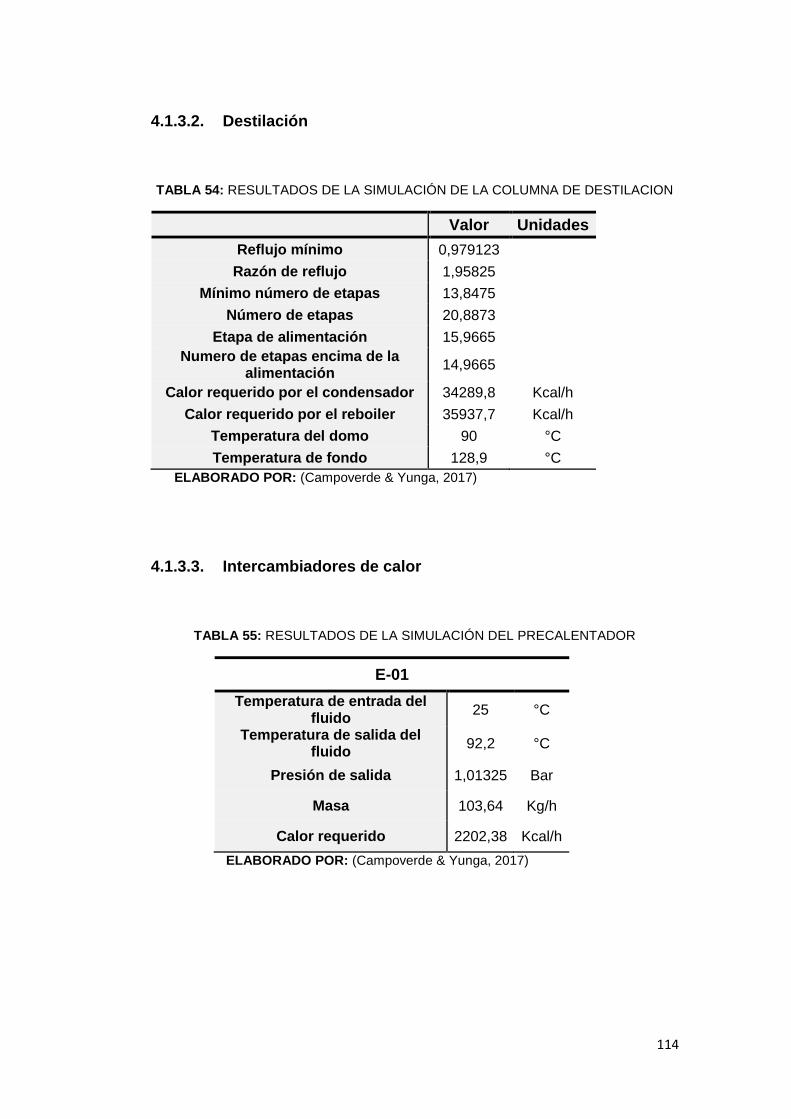
114
4.1.3.2. Destilación
TABLA 54: RESULTADOS DE LA SIMULACIÓN DE LA COLUMNA DE DESTILACION
Valor Unidades
Reflujo mínimo 0,979123
Razón de reflujo 1,95825
Mínimo número de etapas 13,8475
Número de etapas 20,8873
Etapa de alimentación 15,9665
Numero de etapas encima de la alimentación
14,9665
Calor requerido por el condensador 34289,8 Kcal/h
Calor requerido por el reboiler 35937,7 Kcal/h
Temperatura del domo 90 °C
Temperatura de fondo 128,9 °C
ELABORADO POR: (Campoverde & Yunga, 2017)
4.1.3.3. Intercambiadores de calor
TABLA 55: RESULTADOS DE LA SIMULACIÓN DEL PRECALENTADOR
E-01
Temperatura de entrada del fluido
25 °C
Temperatura de salida del fluido
92,2 °C
Presión de salida 1,01325 Bar
Masa 103,64 Kg/h
Calor requerido 2202,38 Kcal/h
ELABORADO POR: (Campoverde & Yunga, 2017)

115
TABLA 56: RESULTADO DE LA SIMULACIÓN DEL ENFRIADOR PARA EL
DESTILADO
ELABORADO POR: (Campoverde & Yunga, 2017)
TABLA 57: RESULTADO DE LA SIMULACIÓN DEL ENFRIADOR PARA EL
PRODUCTO FINAL
ELABORADO POR: (Campoverde & Yunga, 2017)
E-02
Temperatura de entrada del fluido
90 °C
Temperatura de salida del fluido
30 °C
Presión de salida 1,01325 bar
Masa 42,1062 Kg/h
Calor requerido 2202,38 Kcal/h
E-03
Temperatura de entrada del fluido
128,9 °C
Temperatura de salida del fluido
30 °C
Presión de salida 1,01325 bar
Masa 103,64 Kg/h
Calor requerido 5371,05 Kcal/h
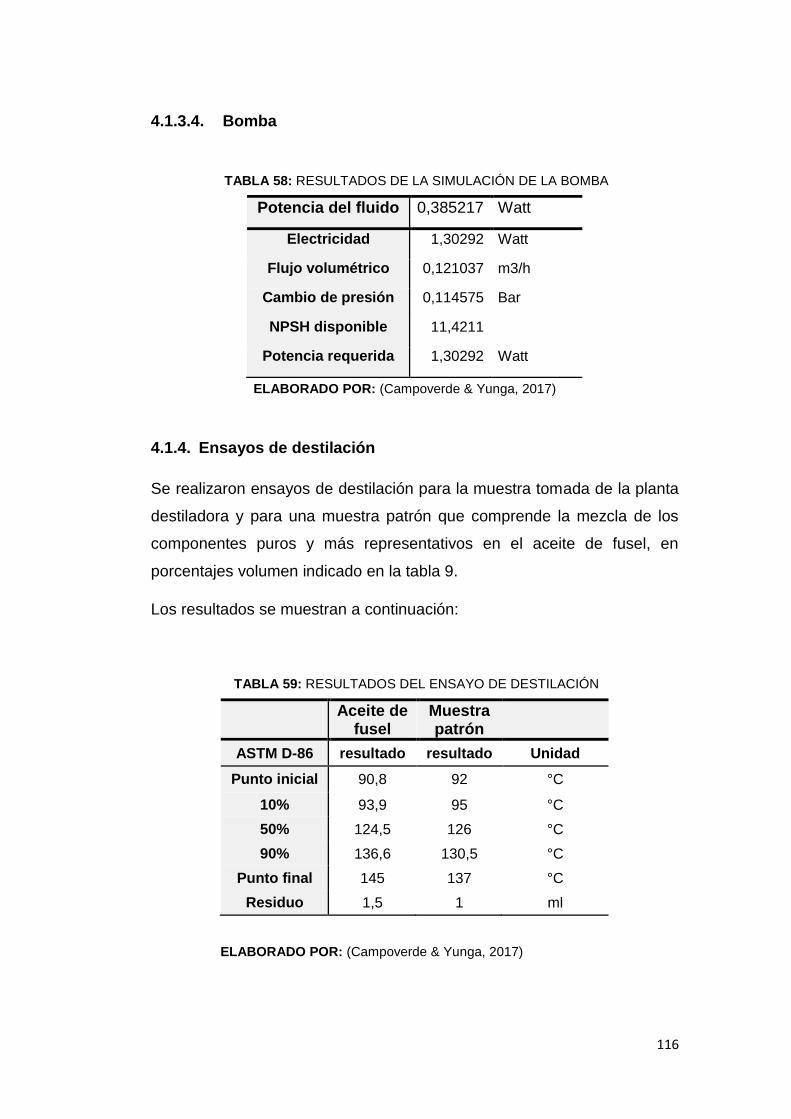
116
4.1.3.4. Bomba
TABLA 58: RESULTADOS DE LA SIMULACIÓN DE LA BOMBA
ELABORADO POR: (Campoverde & Yunga, 2017)
4.1.4. Ensayos de destilación
Se realizaron ensayos de destilación para la muestra tomada de la planta
destiladora y para una muestra patrón que comprende la mezcla de los
componentes puros y más representativos en el aceite de fusel, en
porcentajes volumen indicado en la tabla 9.
Los resultados se muestran a continuación:
TABLA 59: RESULTADOS DEL ENSAYO DE DESTILACIÓN
ELABORADO POR: (Campoverde & Yunga, 2017)
Potencia del fluido 0,385217 Watt
Electricidad 1,30292 Watt
Flujo volumétrico 0,121037 m3/h
Cambio de presión 0,114575 Bar
NPSH disponible 11,4211
Potencia requerida 1,30292 Watt
Aceite de fusel
Muestra patrón
ASTM D-86 resultado resultado Unidad
Punto inicial 90,8 92 °C
10% 93,9 95 °C
50% 124,5 126 °C
90% 136,6 130,5 °C
Punto final 145 137 °C
Residuo 1,5 1 ml
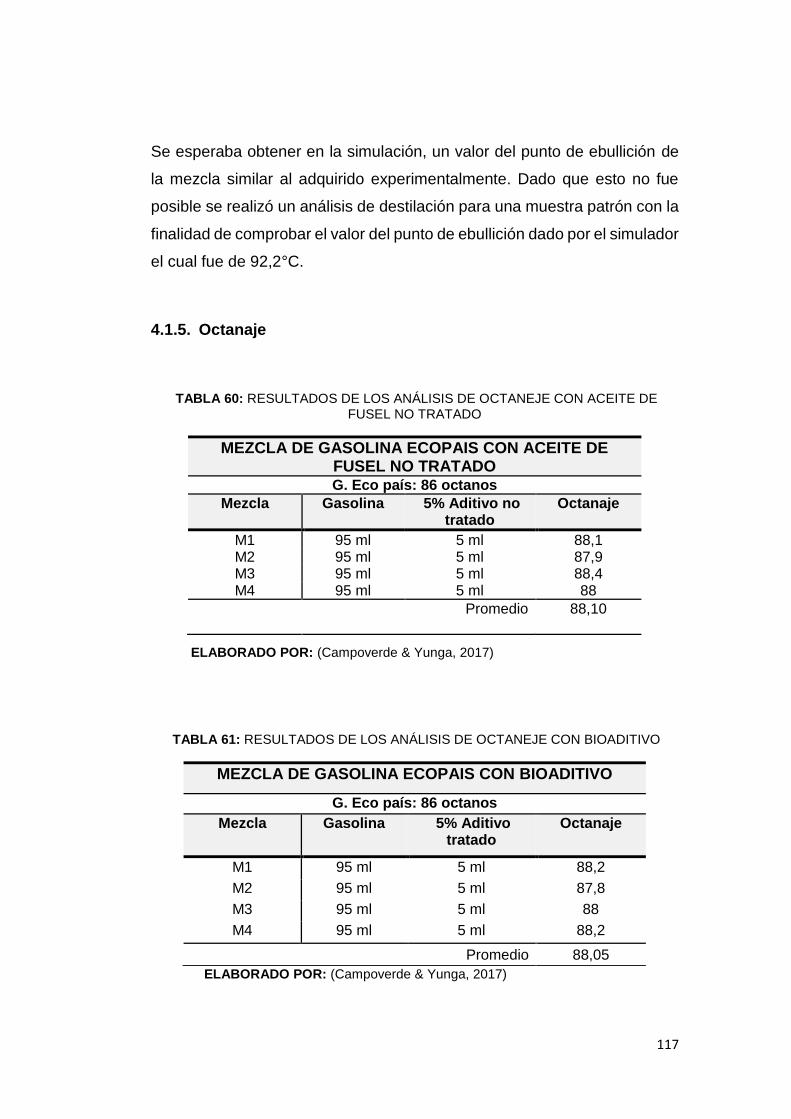
117
Se esperaba obtener en la simulación, un valor del punto de ebullición de
la mezcla similar al adquirido experimentalmente. Dado que esto no fue
posible se realizó un análisis de destilación para una muestra patrón con la
finalidad de comprobar el valor del punto de ebullición dado por el simulador
el cual fue de 92,2°C.
4.1.5. Octanaje
TABLA 60: RESULTADOS DE LOS ANÁLISIS DE OCTANEJE CON ACEITE DE
FUSEL NO TRATADO
ELABORADO POR: (Campoverde & Yunga, 2017)
TABLA 61: RESULTADOS DE LOS ANÁLISIS DE OCTANEJE CON BIOADITIVO
ELABORADO POR: (Campoverde & Yunga, 2017)
MEZCLA DE GASOLINA ECOPAIS CON ACEITE DE FUSEL NO TRATADO G. Eco país: 86 octanos
Mezcla Gasolina 5% Aditivo no tratado
Octanaje
M1 95 ml 5 ml 88,1 M2 95 ml 5 ml 87,9 M3 95 ml 5 ml 88,4 M4 95 ml 5 ml 88
Promedio
88,10
MEZCLA DE GASOLINA ECOPAIS CON BIOADITIVO
G. Eco país: 86 octanos
Mezcla Gasolina 5% Aditivo tratado
Octanaje
M1 95 ml 5 ml 88,2
M2 95 ml 5 ml 87,8
M3 95 ml 5 ml 88
M4 95 ml 5 ml 88,2
Promedio 88,05
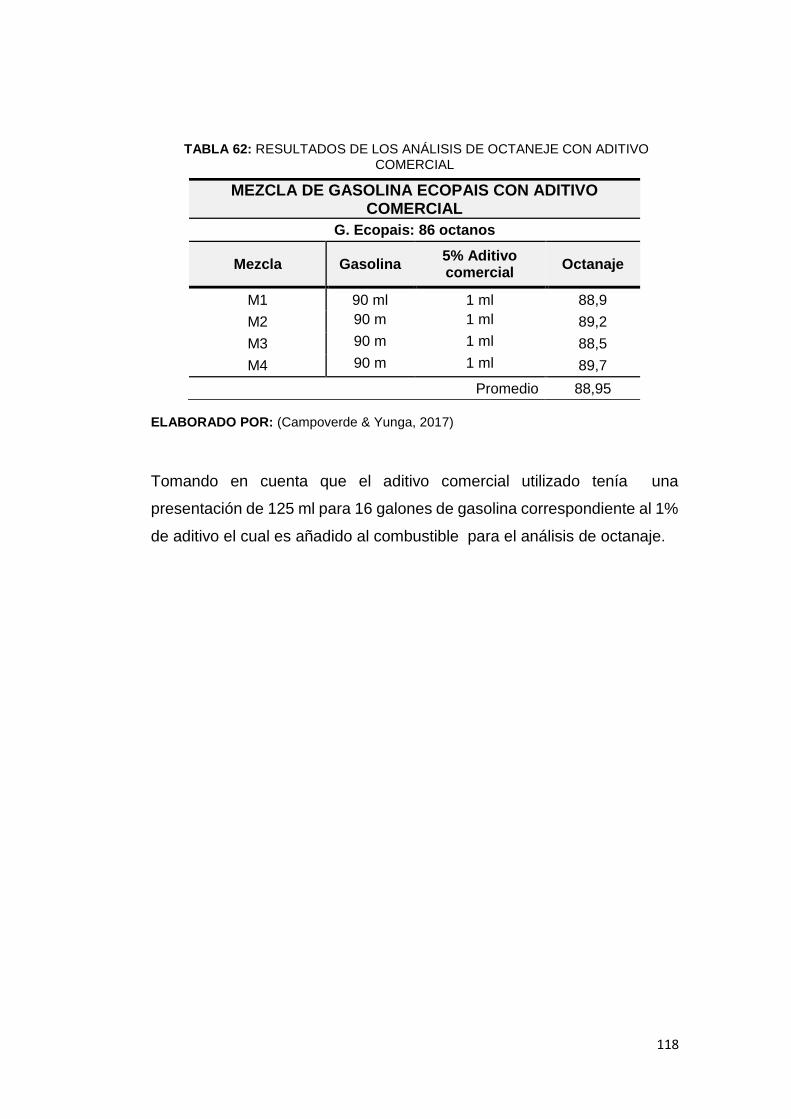
118
TABLA 62: RESULTADOS DE LOS ANÁLISIS DE OCTANEJE CON ADITIVO
COMERCIAL
ELABORADO POR: (Campoverde & Yunga, 2017)
Tomando en cuenta que el aditivo comercial utilizado tenía una
presentación de 125 ml para 16 galones de gasolina correspondiente al 1%
de aditivo el cual es añadido al combustible para el análisis de octanaje.
MEZCLA DE GASOLINA ECOPAIS CON ADITIVO COMERCIAL
G. Ecopais: 86 octanos
Mezcla Gasolina 5% Aditivo comercial
Octanaje
M1 90 ml 1 ml 88,9
M2 90 m 1 ml 89,2
M3 90 m 1 ml 88,5
M4 90 m 1 ml 89,7
Promedio 88,95

119
4.2. Análisis de los resultados
4.2.1. Destilación
Para el análisis se efectúa una comparación entre los resultados
proporcionados por el simulador y los obtenidos teóricamente del balance
de materia y del dimensionamiento de los equipos, como se indica en los
siguientes gráficos.
ELABORADO POR: (Campoverde & Yunga, 2017)
GRÁFICO 1: COMPARACIÓN DE LOS RESULTADOS DE COMPOSICIÓN DEL DESTILADO

120
ELABORADO POR: (Campoverde & Yunga, 2017)
ELABORADO POR: (Campoverde & Yunga, 2017)
GRÁFICO 2: COMPORACIÓN DE RESULTADOS DE LA COMPOSICIÓN DE PRODUCTOS DE COLA
GRÁFICO 3: COMPARACIÓN DE LOS RESULTADOS DEL DIMENSIONAMIENTO DE LA COLUMNA

121
Existe cierta diferencia entre los resultados de la columna de destilación,
debido a que los valores obtenidos en teoría son calculados a partir de un
método aproximado.
4.2.2. Precalentador
ELABORADO POR: (Campoverde & Yunga, 2017)
GRÁFICO 4: COMPARACIÓN DE LOS RESULTADOS DEL PRECALENTADOR

122
4.2.3. Enfriadores
ELABORADO POR: (Campoverde & Yunga, 2017)
GRÁFICO 5: COMPARACIÓN DE LOS RESULTADOS DEL ENFRIADOR PARA EL
DESTILADO

123
ELABORADO POR: (Campoverde & Yunga, 2017)
4.2.4. Accesorio
ELABORADO POR: (Campoverde & Yunga, 2017)
GRÁFICO 6: COMPARACION DE LOS RESULTADOS DEL ENFRIADOR PARA PRODUCTO FINAL
Gráfico 7: COMPARACIÓN DE LOS RESULTADOS DE LA BOMBA
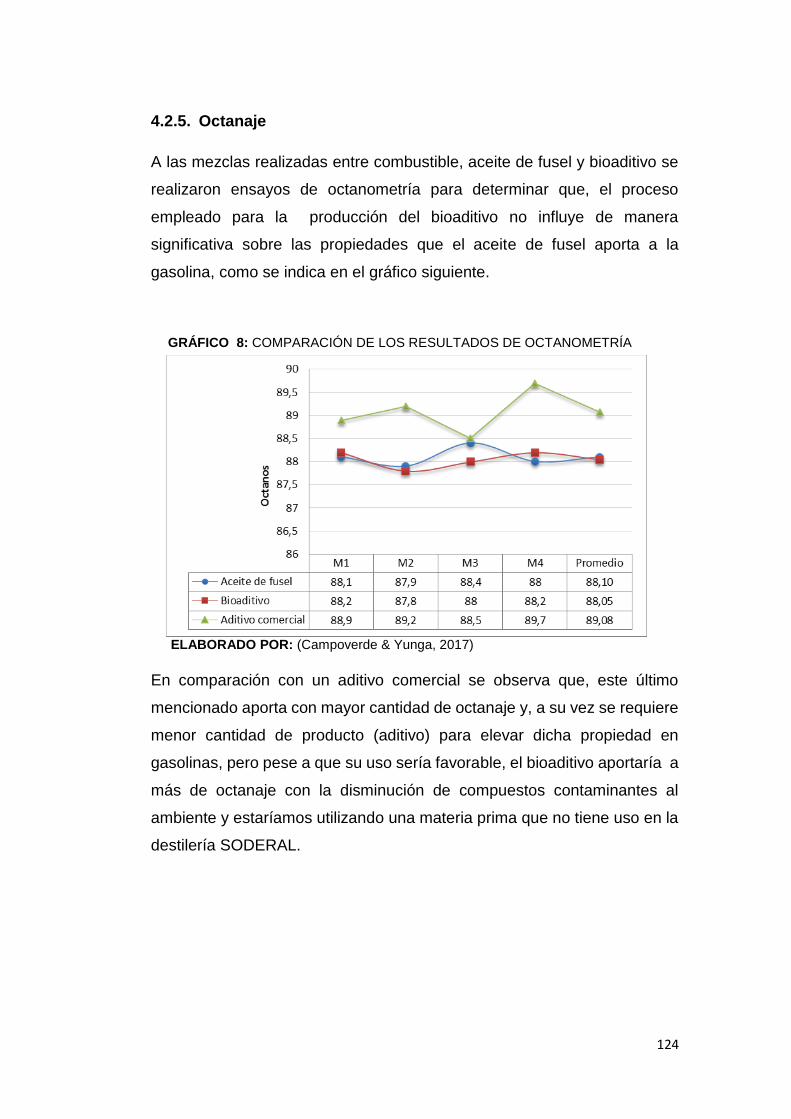
124
4.2.5. Octanaje
A las mezclas realizadas entre combustible, aceite de fusel y bioaditivo se
realizaron ensayos de octanometría para determinar que, el proceso
empleado para la producción del bioaditivo no influye de manera
significativa sobre las propiedades que el aceite de fusel aporta a la
gasolina, como se indica en el gráfico siguiente.
ELABORADO POR: (Campoverde & Yunga, 2017)
En comparación con un aditivo comercial se observa que, este último
mencionado aporta con mayor cantidad de octanaje y, a su vez se requiere
menor cantidad de producto (aditivo) para elevar dicha propiedad en
gasolinas, pero pese a que su uso sería favorable, el bioaditivo aportaría a
más de octanaje con la disminución de compuestos contaminantes al
ambiente y estaríamos utilizando una materia prima que no tiene uso en la
destilería SODERAL.
GRÁFICO 8: COMPARACIÓN DE LOS RESULTADOS DE OCTANOMETRÍA

125
4.3. Conclusiones
1. Conociendo la capacidad de producción, se realiza un diseño de
planta para elaborar un bioaditivo que aporte con propiedades
antidetonantes en gasolinas y que no contenga compuestos
contaminantes. Impulsando así la producción del aceite de fusel,
dándole un valor agregado, ya que actualmente es un subproducto
de la destilación del alcohol etílico no aprovechado.
2. En base a la producción de la empresa SODERAL S.A, se define la
capacidad de producción, la cual es de 125 L/h de aceite de fusel
para los cálculos respectivos del dimensionamiento de los equipos
empleados en el proceso.
3. Con la ayuda de la caracterización de la materia prima a nivel de
laboratorio y los antecedentes bibliográficos, se establece el
procedimiento adecuado para la purificación del aceite de fusel, que
consiste en emplear una destilación fraccionada para separar, de la
mezcla inicial, el alcohol isoamílico como producto final.
4. Mediante la simulación realizada en Aspen Plus se logró contrastar
con los resultados obtenidos en teoría y así validar el proceso
empleado para la producción del bioaditivo.
5. La elección del modelo termodinámico fue parte fundamental para la
simulación, considerando que la materia prima utilizada es
multicomponente y no polar en equilibrio liquido-liquido se aplica
UNIQUAC.
6. Debido a la oxidación que presenta la mezcla inicial con el ambiente,
se tomó en consideración añadirle un aditivo para mejorar el aspecto
físico del producto final, lo cual no se tomó en consideración
126
posteriormente ya que mediante pruebas realizadas se concluye que
el color del producto final no varía significativamente.
7. Las mezclas de gasolina con el 5% del bioaditivo cumple con los
parámetros requeridos por instituciones reguladoras de
hidrocarburos.
8. Tomando como referencia el aditivo comercial que tiene un valor de
$3,00 para aditivar 16 galones de gasolina, mientras que el bioaditivo
tiene un valor de $1,24 para aditivar la misma cantidad de
combustible además, la materia prima utilizada es obtenida a partir
de un producto agrícola y renovable.
.
4.4. Recomendaciones
1. Dar a conocer alternativas de separación y usos del aceite de fusel
para impulsar su aprovechamiento en la industria.
2. Realizar un estudio comparativo de octanaje entre los aditivos
comerciales, etanol y alcohol isoamilico en mezcla con gasolinas.
3. Realizar simulaciones en Aspen Plus con otros modelos
termodinámicos para compararlo con los resultados obtenidos en
este trabajo.
4. Con este trabajo de investigación se da a demostrar los resultados
obtenidos por el simulador son confiable, es por esto que se
recomienda elaborar otros estudios utilizando Aspen Plus.

127
4.5. Bibliografía
AIChe. (2014). Seleting Thermodynamic Models for Proess Simulation of
Systems.
Alper, Y. &. (2013). A Comparison of Engine performance and emissions of
fusel oil and maxture at different ignition timings. International
Journal of Green Energy, 12(8), 1-26.
Arroyave, D., Suaréz, W., Ospina, C., & Maribel, G. (Diciembre de 2004).
Analásis energétio y exergétio de uan torre de destilaión . Medellin ,
Colombia: Universidad Nacional de Colombia, Faultad de Minas, .
B. Strus, A. S. (2007). Solubility of water and association phenomena in
gasoline modified. Science Direct, 7.
Cardona, C., Sánchez, Ó., Montoya, M. I., & Quintero, J. A. (2005).
Simulación de los procesos de obtención de etanol a partir de caña
de azúcar y maíz . Scientia et Technica , 6.
Carlson, E. C. (Octubre de 1996). Succeeding at simulation. chemical
engineering progress, Aspen Technology.
Corrededor, L., Ávila, A., Almenárez, I., & Castro, A. F. (2000). Alcoholes y
aceites vegetales carburantes. Ingeniería y Desarrollo .
Del Valle Naih, V. (2010). Guía de estudio. Meánia de fluidos. Argentina:
Universidad Tenológia Nacional de Argentina.
Fonseca Picon, L., & Riveros Vargas, L. (2009). Disño térmico y mecánico
de intercambiadores de calor de carcaza y tubos. Tesis de grado .
Bucaramanga, Santander, Colombia.
INEN, 2102. (s.f.). Norma Ecuatoriana . Derivados del petróleo. Gasolina.
Determinación de las características antidetonantes. Método
Research (RON).

128
INEN, 926. (s.f.). Norma Ecuatoriana. Productos del petróleo, Ensayo de
destilación.
Jaramillo, O. A. (20 de Noviembre de 2007). Intercambiadores de calor .
Mexico: Universidad Nacional Autónoma de México.
kern, D. Q. (1999). Proceso de transferencia de calor. México:
CONTINENTAL, S.A. DE C.V.
Kern, D. Q. (1999). Proceso de transferencia de calor . México: Continental
S.A .
King, H., & Brater, E. (s.f.). Handbook of Hydraulic. New york: Mc Graw-Hill
LLangarí, S. (2012). Diseño térmico e hodraulico de un intercambiador de
coraza y tubos. Tesis de grado. Riobamba, Ecuador.
Marin, C. (28 de Diciembre de 2015). Tratamiento y mezclado del aceite de
fusel de las detilerías de alcohol etílico, para su aprovechamiento
como combustible combinado con diésel para calderas. Trabajo de
Titulación. Guayaquil, Guayas, Ecuador.
Mayta, C. (2009). Petroquimica .
Navarrete González, I. (Diciembre de 2004). Diseño de un proceso de
fraccionamiento de aceite de fusel. Proyecto de fin de carrera de
Ingeniería química. Cádiz, España .
Osorio-Viana, W. U. (2014). tecnologias de membranas. cielo.
Palencia, F. (2014). Influencia de los aditivos sobre las propiedades de las
gasolinas. Oviedo, Austrias, España.
Posadas, F. P. (Junio de 2011). Medida y caracterización de un
intercambiador. Proyecto de fin de carrera . Madrid, España.
Prausnitz, J., Lichtenthaler, R., & Gomez de Azevedp, E. (2000).
Termodinámica molecular de los equilibrios de fases . Madrid :
Prentice Hall.

129
Quinde, M. (Enero de 2016). EVALUACIÓN DEL USO DEL ACEITE DE
FUSEL EN MEZCLAS CON GASOLINAS BASES. Tesis de grado .
Guayaquil, Guayas, Ecuador .
R.K. Sinnott, G. T. (s.f.). Diseño en Ingenieria Quimica 5ta Edicion. Cap. 12.
Rondón, M. F. (2014). ANÁLISIS DE LA SOLUBILIDAD DE LA MEZCLA
GASOLINA-ETANOL-AGUA. Scielo, 15.
Sandler, S. I. (2015). Step Guide. Using Aspen Plus in thermodynamis
Instruction. New Jersy: Department of Chemical and Biomolecular
Engineering, AIChe.
Urresta, J. D. (2014). Deshidratacion de los alcoholes presentes en el aceite
fusel y su conversión en alquenos empleando una zeolita tipo HZSM-
5. Ingeniería y Competitividad, Volumen 16, No. 2, , 79 - 90 .
Yunus A. Cengel, A. J. (s.f.). Transferencia de calor y masa.

130
ANEXOS
ANEXO 1: TABLA DE FACTORES A CONSIDERAR PARA LA LOCALIZACIÓN DE LA PLANTA
Alternativas
Factores Guayas Cuenca Manabí
Suministro de
materia primas 5 2 2
Localización, con
respecto a los puntos
de venta
5 4 4
Medios de transporte 5 3 3
Disponibilidad de
mano de obra 5 5 5
Impacto
medioambiental,
incluyendo
eliminación de
efluentes
5 5 5
Total 25 19 19
ELABORADO POR: (Campoverde & Yunga, 2017)
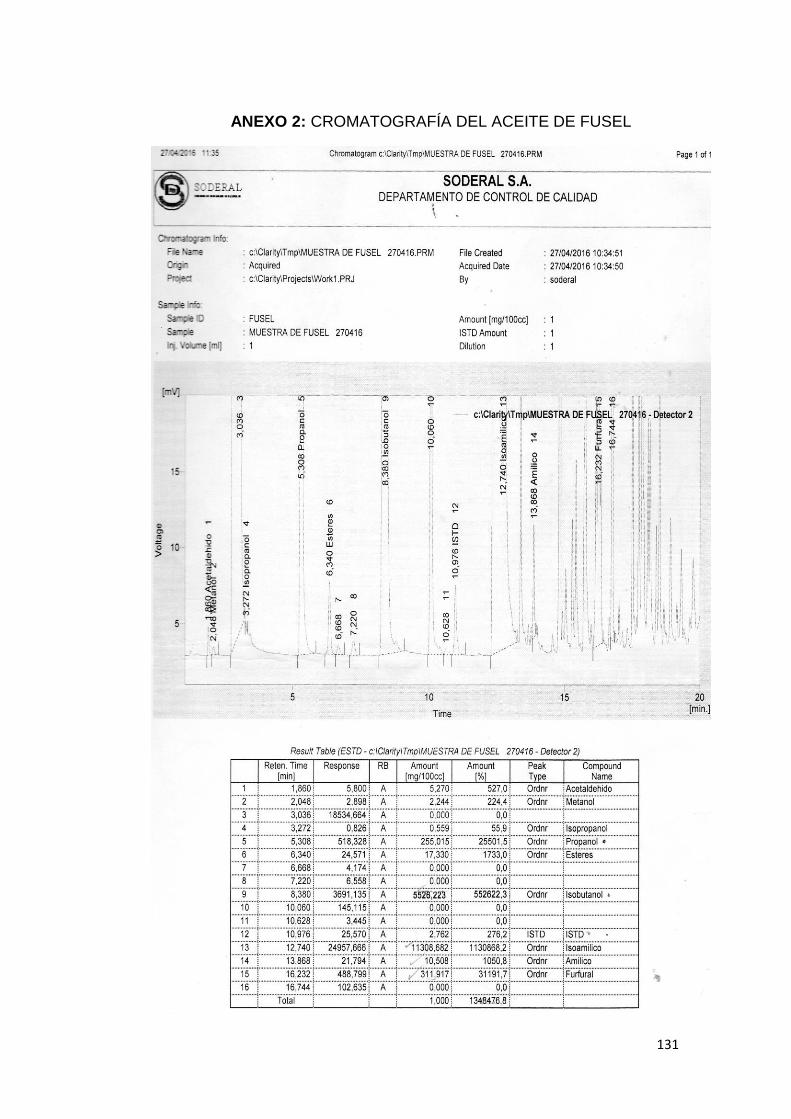
131
ANEXO 2: CROMATOGRAFÍA DEL ACEITE DE FUSEL
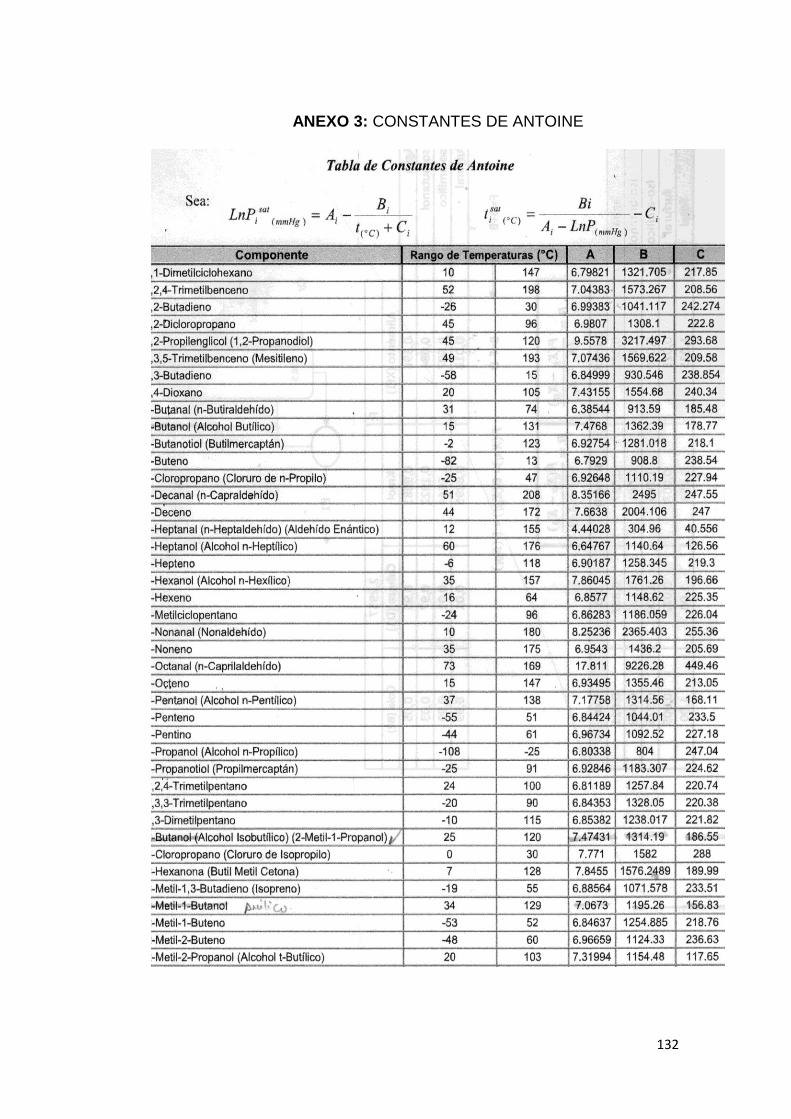
132
ANEXO 3: CONSTANTES DE ANTOINE
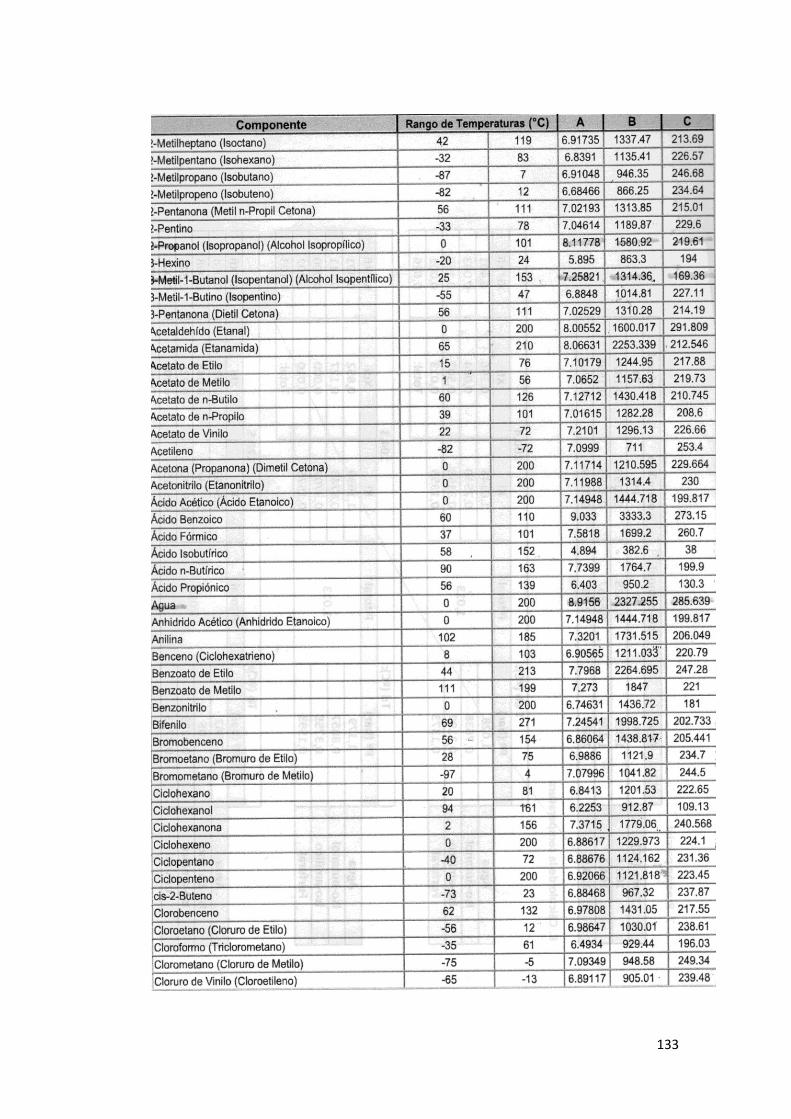
133

134
FUENTE: (King & Brater)
ANEXO 5: VELOCIDAD DE CIRCULACIÓN DEL FLUIDO
FUENTE: (Navarrete González, 2004)
ANEXO 4: TABLA DE CONDICIONES Y DIMENSIONES GENERALES RECOMENDADAS PARA LAS TORRES DE PLATOS

135
ANEXO 6: DIAGRAMA DE MOODY

136
FUENTE: (King & Brater)
ANEXO 7: VALORES DE RUGOSIDAD EQUIVALENTES PARA TUBERÍAS
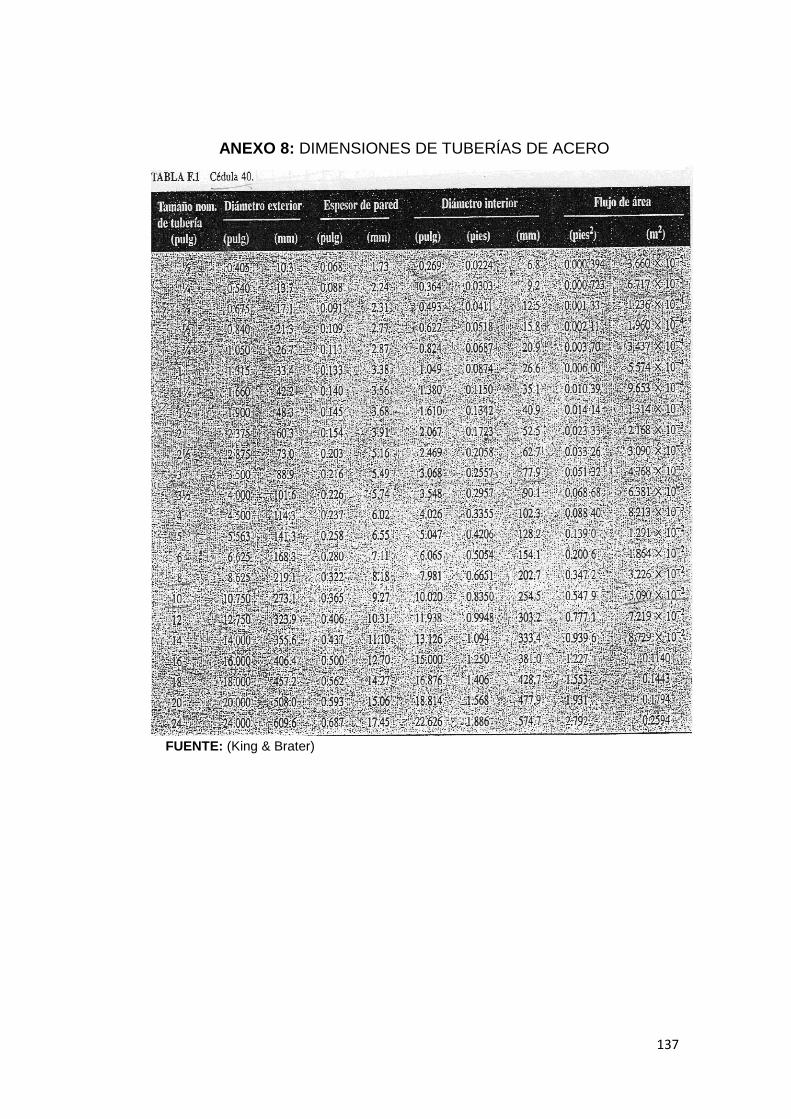
137
FUENTE: (King & Brater)
ANEXO 8: DIMENSIONES DE TUBERÍAS DE ACERO

138
FUENTE: (Del Valle Naih, 2010)
ANEXO 9: VISCOSIDAD CINEMÁTICA DEL VAPOR DE AGUA EN FUNIÓN DE LA TEMPERATURA

139
FUENTE: (King & Brater)
ANEXO 10: PROPIEDADES DEL AGUA A DIFERENTES TEMPERATURAS

140
FUENTE: (AIChe, 2014)
FUENTE: (Carlson, 1996)
ANEXO 11: APLICABILIDAD DE MÉTODOS DE COEFICIENTES DE
ACTIVIDAD EN DISTINTOS SISTEMAS
ANEXO 12: PROCESO PARA COMPONENTES POLARES Y NO
ELECTROLÍTICOS.
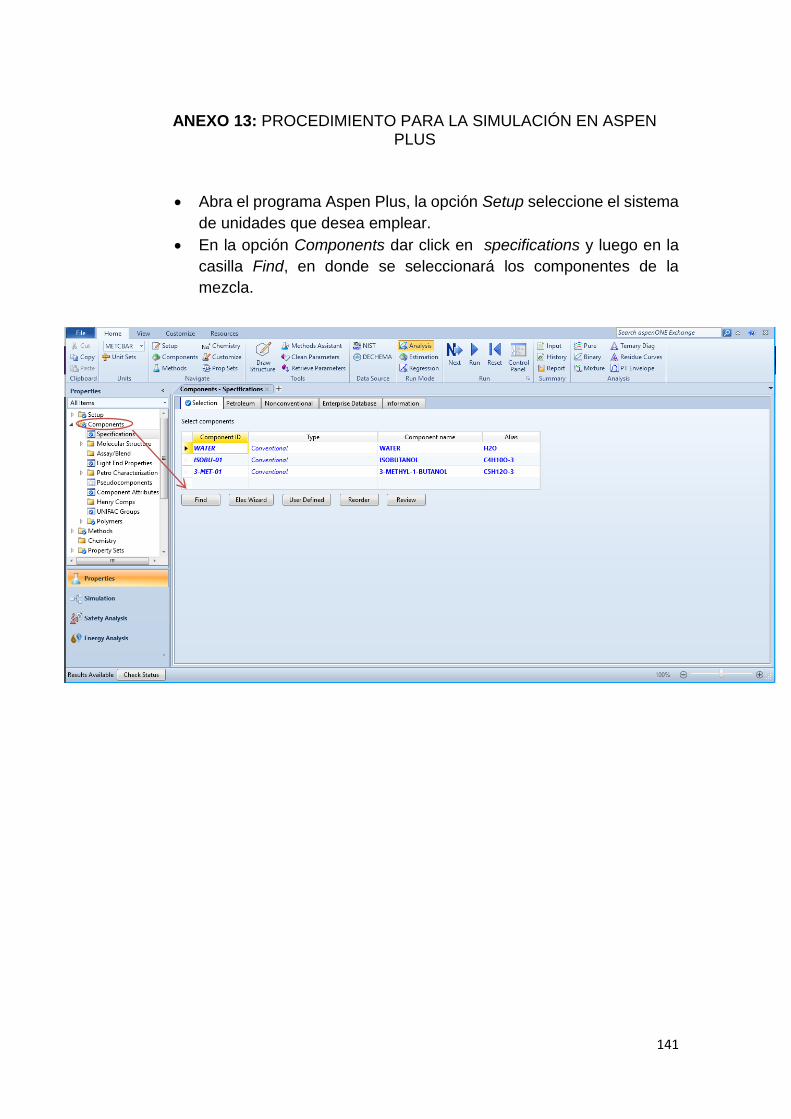
141
ANEXO 13: PROCEDIMIENTO PARA LA SIMULACIÓN EN ASPEN PLUS
Abra el programa Aspen Plus, la opción Setup seleccione el sistema
de unidades que desea emplear.
En la opción Components dar click en specifications y luego en la
casilla Find, en donde se seleccionará los componentes de la
mezcla.

142
En la opción Methods escoger el método adecuado para el proceso
y dar click en Next.
Aparecerá un recuadro donde se escoge la opción Go to Simulation
environment para continuar con la simulación.

143
En la barra de operaciones unitarias seleccione Columns, luego
haga click en DSTWU y click en la hoja de simulación. De la misma
manera seleccionar Exchanger para los intercambiadores de calor y
Pressure Changers para las bombas, válvulas, etc., luego
seleccionar las corrientes de alimentos y productos en Material
Streams y conectar las corrientes a los equipos donde indiquen las
flechas.

144
Hacer doble click en la corriente de alimento década uno de los
equipos e introducir los datos de Temperatura, presión, flujo y
composición molar.
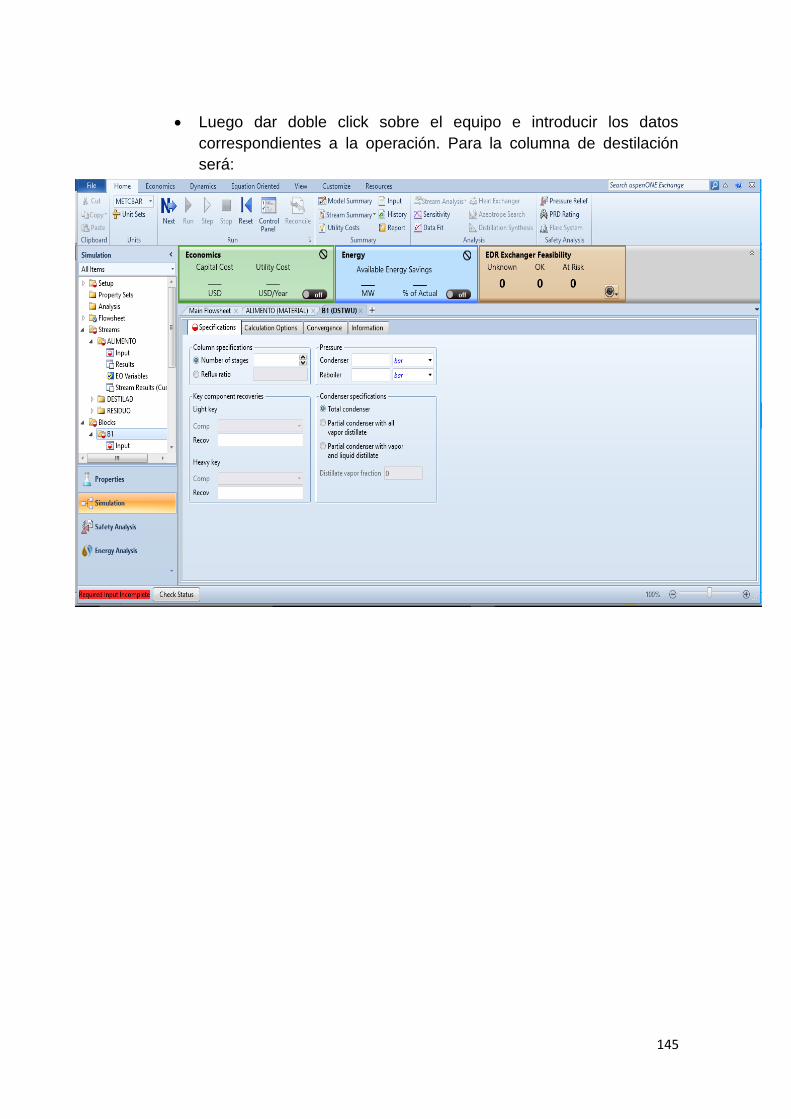
145
Luego dar doble click sobre el equipo e introducir los datos
correspondientes a la operación. Para la columna de destilación
será:

146
Hacer click en Next y correr la simulación. Para ver los resultados de
las corrientes ir a la opción Results Summary y dar click en Streams.

147
Para ver los resultados y balance de los equipos escoger la opción
Blocks y dar click en el equipo que desea saber los resultados, luego
dar click en Results, y para los balances dar click en Stream Results.
FUENTE: (Sandler, 2015)

148
ANEXO 14: EQUIPO PARA LA MEDICIÓN DEL OCTANAJE EN GASOLINAS
ANEXO 15: EQUIPO ANALIZADOR DE GASOLINA

149
ANEXO 16: DESTILACIÓN DEL ACEITE DE FUSEL
ANEXO 17: MUESTRA DE ACEITE DE
FUSEL

150
ANEXO 18: MEZCLA DE GASOLINA CON ACEITE DE FUSEL, DESTILADO Y BIOADITIVO
Gasolina
Ecopaís
Mezcla de
Gasolina con
a. fusel
Mezcla de
Gasolina con
destilado
Mezcla de
Gasolina con
bioaditivo
ANEXO 19: MEZCLA DE GASOLINA CON BIOADITIVO

151
ANEXO 20: DENSIMETRO DIGITAL
ANEXO 21: CROMATÓGRAFO