uvod u osnove industrijskog transporta - saobraćajni … · web viewposmatrano za jedan period (za...
TRANSCRIPT

Industrijski transport
Uvod u osnove industrijskog transporta
Aktivnosti u realizaciji raznih delatnosti ljudi u nizu slučajeva zahteva realizaciju niza procesa vezanih za kretanje materijala, informacija, energije i drugo.Uopšteno, ako gledamo kretanje materijala, situacija je sledeća:
priroda
Izvori
Promene na materijalima
Promene na materijalima
Više
potrošnja
Prirodni resursi
faza
Osnovni cilj je da ono što se proizvede da se i potroši.Nakon potrošnje može se ponovo vratiti u prirodu (ono što ostane), ali je moguće i neke materijale vratiti i u neke od faza proizvodnje (reciklaža, dorada).Ovi procesi se realizuju uz stalne tendencije razvoja tehnike i to u svim oblastima. Današnje procese u industriji karakteriše prevazilaženje geografskih granica, smanjenje vremenskih faktora i intenzivan privredni razvoj.Ovaj privredni razvoj karakteriše:
- intenzivne promene u domenu asortimana i količine pojedinih proizvoda- tendencija pojavljivanja proizvoda sa većim stepenom obrade, a time i uključivanje
sve većeg broja učesnika u realizaciji proizvodnje- visoki stepen raspodele rada čime se prostorno razdvajaju mesta proizvodnje i
potrošnje- sve izraženija konkurencija za iste proizvode koja uslovljava stalnu težnju ka
pojeftinjenju (sniženje troškova proizvodnje)
U okviru svih tokova, kroz sve faze promene materijala, logistički procesi nsu praktično prisutni u svakom od njih.Oblast industrijskog transporta je po pravilu obuhvaćena proizvodnom i industrijskom slikom, pri čemu se logističke delatnosti u okviru jedne radne organizacije često definišu i kao mikrologistika.Proizvodni sistem i podsistemi u okviru njega (prema teoriji sistema) imaju svoje ulazne i izlazne veličine, sopstvenu strukturu i međusobne veze elemenata sistema i veze sa okruženjem.
ulaz Proizvodni sistem Izlaz- materijali- poluproizvodi- energija- informacije
- sredstva za proizvodnju
- mesto za rad- radna snaga- tehnologija rada- informacije
- gotov proizvod- informacija- energija- otpad- škart
Sve ovo je povezano u nekom okruženju koje utiče na proizvodni sistem, ulaz, izlaz...
U radnim organizacijama se kroz proizvodne procese po pravilu realizuju neke hemijske i/ili fizičke promene na predmetima rada, shodno definisanom tehnološkom postupku, a u cilju dobijanja željenog izgleda finalnog proizvoda. Pri tome proizvodni procesi obuhvataju sledeće elemente:
1

Industrijski transport
- rad na proizvodnim radnim mestima- kontrolu kvaliteta ili kvantiteta- rad na mestima prijema, pripremi i otpremi roba- unutrašnji transport- skladištenje- zaštita na radu- održavanje ili opravke sredstava za rad- obezbeđenje energije, vode i drugih fluida
Svaki od ovih elementarnih procesa se odvija po nekoj tehnologiji. Tehnologija procesa se može definisati kao skup aktivnosti vezanih načinom i redosledom odvijanja operacija, kojima se vrše željene promene na predmetima rada, u cilju dobijanja gotovih proizvoda.Bitna karakteristika unutrašnjeg transporta je njegova tesna povezanost sa procesom proizvodnje. Zavisno od vrste proizvodnje i organizacije tehnološkog procesa, povezanost proizvodnih i transportnih organizacija može biti manja ili veća. Ekstrem je njihovo spajanje u jedinstveni (jednovremeni) proces. Iz tih razloga pri rešavanju unutrašnjeg transporta neophodno je analizirati i poznavati sistem i tehnologiju proizvodnje.U industrijskim procesima sreću se delatnosti veoma širokog spektra, tako da se industrijski procesi klasifikuju po više kriterijuma. Uobičajena podela je:
1. prema karakteristikama tehnološkog procesa2. prema oblicima veza tehnološkog procesa u okviru proizvodnje3. prema tipovima proizvodnje4. prema putevima i vremenu kretanja predmeta obrade kroz proizvodni proces5. prema nivou automatizovanosti i mehanizovanosti
Prema karakteristikama tehnološkog procesa one se mogu podeliti na:- tehnološke procese u proizvodnji energije (toplotni, mehanički, solarni, ...)- tehnološke procese u preradi materije (mehanička, toplotna, hemijska, biološka, ...)gde se svaki od njih može dalje deliti...
oblicima veza tehnološkog procesa u okviru proizvodnje (4 oblika)Linijski (linearni)
Šematski prikaz
S-sirovona promena oblika M-materijali pluproizvodi proizvodiPredmet obrade menja svoj oblik (ili druge osobine) od ulazne sirovine (jedne ili malog broja), transformiše se u neki od materijala, poluproizvoda sve do finalnog proizvoda.Aktivnosti se realizuju u sukcesivnim fazama i ovo je jedan od najejednostavnijih vidova tehnološkog procesa. Primer vađenja i obrade kamena, cementa...
Analitički (divergentan) Šematski prikaz
2

Industrijski transport
Kod ovih proizvodnih procesa, tipično se polazi od raščlanjavanja polazne sirovine (S) na razne materijale (M), koji se kroz više tehnoloških koraka granaju i transformišu u poluproizvode (PP) i tako do gotovih proizvoda. Primer:nafta (prerada sirove nafte...)
- Kontra ovom procesu je sledeći proces koji se zove sintetički (konvergentni)
Ova vrsta tehnološkog procesa je karakteridtična za situacije kada je finalni proizvod (P) rezultat spajanja sklopova (SP) i podsklopova (PS), a koji su sastavljeni iz više delova (D). Ovo je složenija vrsta tehnološkog procesa i sreće se u proizvodnji automobila, bele tehnike, ...Mešoviti (kombinovani)
Mogu se javiti u dve varijante:1. analitičko-sintetički2. sintetičko-analitički
1)
2)
3

Industrijski transport
Kod analitičko-sintetičkih procesa na početku se sirovine (S) raščlanjuju na materijale (M) čijom daljom preradom se dobijaju poluproizvodi (PP), od kojih se formiraju gotovi proizvodi (P).Kod sintetičko-analitičkih tehnoloških procesa više sirovina (S) služi za dobijanje odgovarajućih materijala (M) koji se uz kombinovanje sa srugim materijalima transformišu u poluproizvode (PP) od kojih nastaju finalni proizvodi (P).
27.02.2001U praksi se mogu sresti i tzv. heterogeni tehnološki procesi. Ovaj oblik tehnološkog procesa obično se sastoji iz raznih kombinacija prethodno opisanih tehnologija, pri čemu se u pojedinim segmentima sreće njihovo preklapanje, primenjuje višestruko kruženje proizvoda po nekim od faza proizvodnje i to po različitim redosledima operacija.
RM- radno mesto
Neki proizvod se vraća u fazu prerade (dorade). Ovakvi procesi se mogu obično sresti kod mašinogradnje, izrade specijalnih mašinskih postrojenja i slično. Primer: brodogradnja, ...
Jedna od čestih podela vezanih za tipove proizvodnje:- pojedinačna- serijska- masovna
Pojedinačna proizvodnja predstavlja jednovremenu izradu samo jednog ili nekoliko proizvoda iste vrste. Na proizvodu su moguće česte izmene i tokom projektovanja i tokom izrade. Zbog čestih promena proizvodnog programa u preduzećimase primenjuju univerzalne mašine i oprema koje su pogodne za ovaj vid proizvodnje.
Serijsku proizvodnju karakteriše izrada većeg broja istih proizvoda, grupa proizvoda ili delova, pri čemu se oni «jednovremeno» puštaju u proizvodnju. Ove grupe se nazivaju serijama. Npr. našteluje se mašina pa se prvo pušta 1 proizvod u nizu (serija), a kasnije se pušta samo 2 proizvod (da se mašina ne bi stalno štelovala). Znaju se operacije koje idu u nizu, koje se ponavljaju. U okviru serijske proizvodnje ona se može podeliti na :
- maloserijska (10-100 komada, tramvaji, ...)- srednjeserijska (100-1000, skuplja roba)- velikoserijska (više od 1000, bela tehnika, ...)
Ove granice zavise od grane industrije i vrste proizvoda.
Masovnu proizvodnju karakteriše proizvodnja izuzetno velikog broja istih delova u istom proizvodnom ciklusu pri čemu se operacije realizuju po strogo utvrđenom tehnološkom procesu, a na radnim mestimase isključivo ponavljaju jedne iste operacije. Primenjuju se izuzetno produktivne mašine, visokospecijalizovane, a tokovi materijala se najčešće realizuju adekvatnim transportnim sredstvima (cigarete, ...).
4
RMi RMj

Industrijski transport
28.02.2001Kriterijum u putevima i vremenu kretanja materijala Po ovom kriterijumu klasifikacija proiyvodnih procesa je obavljena prema rešenjima kretanja proizvoda(prema redosledu operacija nekih drugih aktivnosti) uz definisanje pravaca, smerova i dužine transportnih puteva.Vremenski aspekt kretanja materijala pri proizvodnji je izuzetno značajan. Stalna je težnja da se vreme bavljenja (zadržavanja) materijala u procesu proizvodnje što je više moguće skrate.U industrijskim procesima ovaj vremenski aspekt je vezan proizvodne faze (obrada, prerada, montaža, ...), kontrolu, zastoj, skladištenje, ...Kriterijum: Nivo mehanizacije i automatizacijeU proizvodnim procesima nivo mehanizacije i automatizacije je karakterisan proizvodnom opremom i načinom njenog dejstva na predmete obrade. Ova oprema se grubo može podeliti na : - univerzalnu
- specijalizovanu- specijalnu- automatsku- agregatnu
Opšta podela između njih ne može da se definiše i nivo mehanizacije i automatizacije se predstavlja sledećim dijagramom:
NC (CNC) sistemi-numerički upravljani uređaji (numeric control)CNC-computer numeric controlMašinama se preeko tastature zadaje šta sa rade u nekom procesu. U zadnje vreme nivo automatizacije izuzetno raste.AS/RS-automatizacija primenjena u skladištima
priozvodnost rastefleksibilnost opada
Prema izloženim klasifikacijama jasno je da je spektar kombinacija tehnoloških procesa u praksi izuzetno širok. Pri tome procesi koji egzistiraju u okviru unutrašnjeg transporta, pre svega imaju ulogu da povežu aktivnosti u dva sukcesivna, ali prostorno razdvojena procesa.
5
Industrijski transport
KRETANJE MATERIJALA
da mu se nešto dopremi da materijal ide na sledeću fazu
Ovo povezivanje dva sukcesivna radna mesta može biti direktno ili indirektno.- direktno povezivanje
- indirektno povezivanje
Direktno povezivanje je znatno teže ostvariti jer je potreban značajan nivo automatizacije, značajan nivo primene sistema upravljanja koji omogućava automatizaciju i logistička podrška za njih.Kod indirektnog ovaj «baj-pas»usklađuje vremensku neusklađenost.
Opšti (klasični)model procesa proizvodnje
Može se predstaviti šemom:
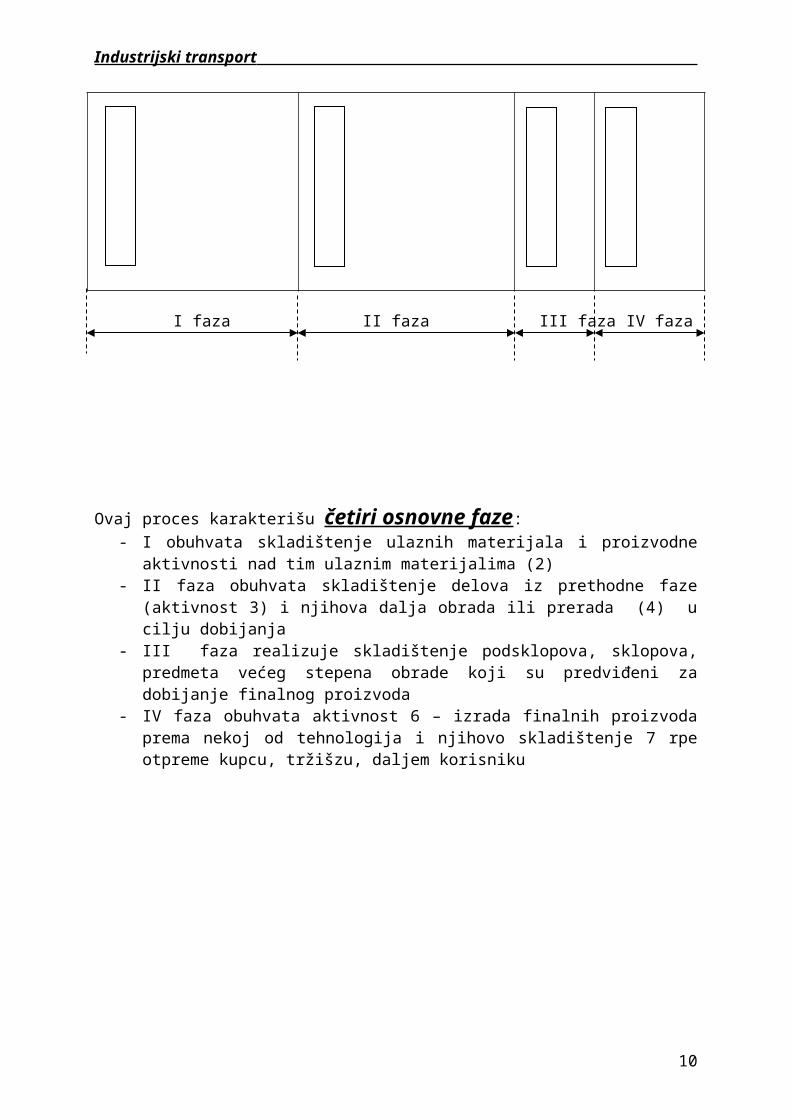
I faza II faza III faza IV faza
6
RMi RMj
Proizvodni proces Unutrašnji transport Proizvodni proces
Proizvodni proces
Unutrašnji transport Skladištenje Unutrašnji transport
Proizvodni proces
Industrijski transport
Ovaj proces karakterišu četiri osnovne faze:- I obuhvata skladištenje ulaznih materijala i proizvodne aktivnosti nad tim ulaznim
materijalima (2)- II faza obuhvata skladištenje delova iz prethodne faze (aktivnost 3) i njihova dalja
obrada ili prerada (4) u cilju dobijanja - III faza realizuje skladištenje podsklopova, sklopova, predmeta većeg stepena obrade
koji su predviđeni za dobijanje finalnog proizvoda- IV faza obuhvata aktivnost 6 – izrada finalnih proizvoda prema nekoj od tehnologija i
njihovo skladištenje 7 rpe otpreme kupcu, tržišzu, daljem korisniku
7

Industrijski transport
Aktivnosti: (1)- obuhvata tok sirovina , pomoćnih materijala i pogonskih materijala njihov prijem, čuvanje i otpremu u proizvodni proces(2) i (4)- obuhvataju tokove materijala unutar proizvodnih celina (pogoni, odeljenja...) gde je po pravilu prisutna transformacija materijala, prisutne su razne tehnologije obrade, prerade. I u domenu kretanja materijala tehnologija transporta se mora prilagoditi promenama oblika materijala(3) i (5)- obuhvataju međufazno skladištenje predmata rada. Često je prisutno u praksi (indirektni unutrašnji transport). Zadaci i problemi u ovom domenu su obuhvaćeni upravljanjem zalihama i tehnologijom. Zalihe imaju prvenstvenu ulogu da obezbede kontinuitet proizvodnje bilo zbog zastoja u snabdevanju ili nemogućnosti kapacitivnog i vremenskog sinhronizovanja tehnološki povezanog procesa. Oblast tehnologije (drugi aspekt) podrazumeva usaglašavanje proizvodnih procesa sa aktivnostima pretovara, transporta, manipulacije i skladištenja.(6) i (7)- obuhvataju tok materijala u finalizaciji gotovih proizvoda i ulaz proizvoda u odgovarajuće skladište. Vezu «zadnjeg» radnog mesta i skladišta, po pravilu ne karakteriše promena na proizvodu. Sa druge strane skladište je obično pri otpremi vezano za spoljnji transport i obuhvaćeno je marketing logistikom.
Nova koncepcija je da jedan čovek bude nadležan od ulaza do izlaza iz proizvodnog procesa – tako se pojednostavljuje upravljanje.JIT strategija : da se proizvodnja odvija kontinualno bez zadržavanja, bez skladištenja. U praksi realizacija tehnologijom predviđenih aktivnosti po pravilu ne može da se realizuje na jednom mestu. Ta činjenica uslovljava prostorno razdvajanje proizvodnih celina (pogona , odeljenja, međufaznih skladišta), a koji se na bazi različitih kriterijuma raspoređivanja u industrijskom kompleksu. Time se generišu kvantitativno i kvalitativno novi zahtevi u sferi kretanja materijala, čija je realizacija obuhvaćena sa jedne strane spoljnjim , a sa druge strane unutrašnjim transportom.
Tokovi materijala
Tokovi materijala se mogu ovako predstaviti. Prisutne su veze Definicija: Unutrašnji transport obuhvata prenos materijala u bilo kom obliku u okviru jednog tehnološki zaokruženog procesa i lokacijski ograničenog prostora, pri čemu se ovaj transport bez korišćenja javnih saobraćajnica vrši za dati tehnološki proces.Ovako posmatrano unutrašnji transport u okviru proizvodnih procesa, može da se podeli na dva specifična segmenta:
1. procesni transport2. međupogonski transport
8
Soljni transport
Unutrašnji transport
Soljni transport
skladištenjeskladištenje

Industrijski transport
Procesni transport obuhvata realizaciju kretanja materijala unutar proizvodnih pogona, odeljenja, duž proizvodnih linija, između radnih mesta, a na kojima se realizuju fizičke, hemijske ili neke druge promene na predmetima rada.Međupogonski transport obuhvata realizaciju kretanja materijala između proizvodnih faza koje su iz svrsi shodnih razloga prostorno razdvojene i pri tome se na predmetima rada ne realizuju promene.Ovo su tokovi vezani za međufazna skladišta, skladišta sirovina, gotovih proizvoda i tehnoloških celina predviđenih tehnologijom.
1. CAD – computer aded design – kompjuterski podržano projektovanje2. CAM - computer aded manufactoring - kompjuterski podržana proizvodnja3. CAQ - computer aded quality4. CAL - computer aded logistic
Mesto unutrašnjeg transporta pri postavljanju proizvodnje
Dva slučaja:1. slučaj vezan za pojedinačnu proizvodnju2. slučaj vezan za serijsku proizvodnju
Svaki od njih može biti :1. za poznatog kupca2. za nepoznatog kupca
I) Slučaj vezan za pojedinačnu proizvodnju- kod njenog postavljanja realizuje se po pravilu 9 poslovnih koraka:
1. ispitivanje tržišta2. projekat proizvoda3. izrada modela (prototip)4. ispitivanje modela (prototip)5. konstrukcija proizvoda 6. kalkulacija cene7. usvajanje tehnološkog postupka8. neposredna organizacija proizvodnje9. proizvodnja
1) Ispitivanje tržišta je neophodno bez obzira da li je reč o poznatom ili nepoznatom kupcu. Ovde je posebno značajna mogućnost eventualnog ponavljanja iste porudžbine po potrebi za novim proizvodima te vrste a što može da utiče na konstrukciju proizvoda i tehnologiju proizvodnje
2) Za projekat proizvoda –predstavlja ideju odnosno osmišljavanje proizvoda.Između koraka 1) i 2) postoji jaka veza i teško je reći šta je uzrok a šta je posledica. Projekat proizvoda se razlikuje od konstrukcije jer obuhvata samo sklopljene crteže.
3) Izrada modela – koji ima ulogu da proveri ponašanje osmišljenog proizvoda . u novije vreme ova faza se polako seli u virtuelnu sferu gde se primenom specijalnih programa na računaru izrađuju modeli. Između 2) i 3) nema problematike sa aspekta veza.
4) Ispitivanje modela ili prototipa . Cilj ovog koraka je da se kroz niz ispitivanja modela ukaže na eventualne greške i ostvarene karakteristike u domenu funkcionalnosti, trajnosti, ekonomičnosti, pogodnosti u održavanju, ekologiji..
9
Industrijski transport
(npr. U brodogradnji..). ispitivanja modela se takođe sve više realizuju primenom računara. Model se pomoću specijalnih programa podvrgava specifičnim uslovima rada u praksi i pri tome se prate karakteristike koje su bitne za proizvod. Ako nešto nije u redu 4)-2).
5) Konstrukcija proizvoda radi se na osnovu projekata i rezultata ispitivanja modela. U ovom koraku konstrukciju proverava više stručnjaka raznih specijalnosti koji definišu zahteve za svaki elemenat proizvoda iz svog domena.Određuje se vrsta materijala, podsklopovi, ali krajnju odluku po pravilu donosi tehnolog. U ovoj fazi stručnjak našeg profila može biti i jeste veoma značajan.
6) i 7) Kalkulacija cene i usvajanje tehnološkog postupkaPo usvajanju projekta i kompletiranju konstrukcije može se pristupiti kalkulaciji cene proizvoda. Cena je u direktnoj funkciji od tehnološkog postupka i zbog ove osetljivosti po pravilu se prave varijantne tehnologije. Procena tehnologije i kalkulacije je veoma zavisna i od uslova na tržištu, konkurencija sličnih proizvoda, ponuda sličnih usluga. Prisutna je veoma jaka veza usvajanja tehnološkog postupka sa zahtevima iz domena logistike: informacije o fazama rada, kretanjima, pozicija između radnih mesta, potrebnim međufaznim skladištenjima, manipulacijama, ...
8) i 9) Neposredna organizacija proizvodnje i proizvodnjaS obzirom da je organizacija proizvodnje i sama izrada proizvoda direktno vezana sa realizacijom tokova, upravljanjem transporta i drugim, neophodno je prisustvo i aktivno angažovanje stručnjaka našeg profila. On mora sistematski da prati proces, uočava i daje predloge za otklanjanje negativnosti, poboljšava realizaciju zahteva održavanja tehnoloških elemenata i slično.
10

Industrijski transport
Serijska proizvodnja
FORD – prvi uveo pokretnu traku (montažnu liniju).Tejlorizam- više radnika radi određene poslove (specijalizacija)
- ispitivanje tržišta- projekat proizvoda- izrada modela- ispitivenje modela- konstrukcija proizvoda- usvajanje broja komada- kalkulacija cene- usvajanje tehnološkog postupka- neposredna optimizacija proizvodnje- proizvodnja
11
8
9
10
1
7
2
6
3
4
5

Industrijski transport
1) ispitivanje tržišta- serijska proizvodnja je za nepoznatog kupca, pa je pre puštanja proizvodnje neophodno obaviti niz marketinških analiza. Cilj je da se proceni obim i dinamika tražnje za nekim proizvodom.2) projekat proizvoada- za razliku od pojedinačne proizvodnje on se radi znatno detaljnije. U pitanju je nepoznat kupac i akrakteristike proizvoda treba da zadovolje znatno širi krug zainteresovanih.3) izrada modela (prototipa)- radi se najčešće u više komada. Često se radi tzv. nulta serija. Broj ovi hkomada zavisi od vrste ispitivanja, tipa proizvoda i treba da bude reprezentni uzorak. Ova serija (broj komada) se uključuje u formalnu eksploataciju i u mnogo težim uslovima od uobičajenih.4) ispitivanje modela (prototipa)- po više karakteristika (kao kod pojedinačne) pri čemu se nekad ispituje ceo proizvod, a nekad pojedine kmponente.5) konstrukcija proizvoda- u serijskoj proizvodnji ide se do najsitnijih detalja. Prilagođava se (proizvod):raspoloživim materijalima na tržištu, oprememe ze proizvodnju, novim tehnologijama, ... Sa aspekta unutrašnjeg transporta značajno je utvrđivanje šta je pozicija, podsklop, sklop ili finalni proizvod i koje su njihove karakteristike.6) usvajanje broja komada koji uz cenu proizvoda određuju koliko sme da se ulaže u pripremu proizvodnje, a time na utroške proizvodnje. Ovaj broj direktno utiče na parametre tokova materijala jer se između radnih mesta kreće broj pozicija koji je jednak veličini serije ili je njen multiplikat.7) u kalkulaciji cene treba voditi što preciznije proračune pri čemu su oni izuzetno zavisni od tehnološkog postupka. Problem je što je teško dati cenu bez usvojenog tehnološkog postupka i rešenje je da se obavi preliminarna kalkulacija i sa tim rezultatima usvajaju tehnološki postupak i oprema.Veoma je teško proceniti troškove logistike, s obzirom da tehnologija nije definisana. Za tako usvojen tehnološki postupak se radi detaljna analiza troškova i upoređuje se sa preliminarnom kalkulacijom da bi se odredila cena proizvoda.8) usvajanje tehnološkog postupka- definišu se sve aktivnosti pri izradi jednog proizvoda, pri čemu se pored proizvodnih definišu i logističke aktivnosti. S obzirom na zanačajan obim transporta, manipulacija i drugog, posebno je zbačajno učešće stručnjaka našeg profila. Ako se ne respektuju zahtevi logistike, posledice se veoma brzo osete u praksi i relativno ih je teško otkloniti.9) i 10) neposredna organizacija proizvodnje i sama proizvodnja slede po usvajanju tehnološkog postupka i tačno se definišu: mašine, alati, normativi kvaliteta i kvantiteta i postupci kontrole. U ovoj fazi neposrednog organizovanja proizvodnje može se uticati na broj komada. Stručnjak našeg profila može da utiče na karakteristike tehnoloških zahteva bilo po pojavnom obliku, vremenu ili nekoj drugoj karakteristici. Kao i kod pojedinačne proizvodnje mora da se prati proces, uočavaju negativnosti i rešava zastoje nastale iz logističkih aktivnosti.
Idenifikacija i analiza tehnološkog zahteva
Nakon analize, mesta i uloge nekog podsistema ili tehnološke celine, neophodno je na adekvatan način opisati kako taj podsistem funkcioniše.
Sam proizvodni proces definiše niz aktivnosti, koje se mogu raščlaniti na veći broj parcijalnih zadataka, odnosno tehnoloških zahteva.
12
Industrijski transport
U različitim proizvodnim sistemima i procesima, suoče se razlićiti tehnološki zahtevi, koji se mogu raščlanjivati na bazi različitih kriterijuma sa različitim nivoom detaljnosti. I ovaj nivo raščlanjavanja je teško uopštiti i zavisi od konkretnog zadatka.Korektno upisivanje tehnoloških zahteva je moguće ako:
Neki tehnološki zahtev ne izostavi kao nevažan Kroz adekvatno popisivanje k-ka tehnoloških zahteva
Ove k-ke značajno variraju od jednog do drugog TZ-a, kao i procesa koji generiše.
K-ke tehnoloških zahteva: Pojavni oblik (količina) Mesto nastanka TZ-a Mesto završetka TZ-a Vreme nastanka TZ-a Vreme realizacije TZ-a Interval strpljivosti Limitirajući faktori
Sve ove k-ke TZ-a mogu biti sa značajnim razlikama, u praksi čak i u okviru istih procesa. Iz tog razloga svaka od ovih k-ka teži da detaljnije opiše odnosno da se utvrde obeležja TZ-a. Obeležja TZ-a su :
Determinističnost – stohastika Stacionarnost – nestacionarnost Homogenost – nehomogenost Kontinualnost – diskontinualnost
Svaka od k-ka TZ-a po pravilu zahteva i analizu njenih obeležja, a detaljnost zavisi od konkretnog procesa. Kvalitet analize TZ-a i obeležja je izuzetno bitan jer greške u ovoj fazi su po pravilu generatori za neracionalnosti i nepravilnosti koje mogu da proizađu pri razvoju rešenja, vrednovanju...
Pojavni oblik (količina) – ovo je osnovna k-ka TZ-a u proizvodnim, a i u nizu drugih procesa. Materijali se u procesima pojavljuju od ulaza u proces, u procesu menjaju svoje k-ke i na izlazu su u obliku finalnog proizvoda.U proizvodnim procesima, materijali se sreću u svim fazama rada i u svakoj od ovih faza rada oni mogu imati drugačije k-ke, oblik i obeležja. Ove promene su po pravilu zavisne od tehnoloških procesa osnovne proizvodnje.Kao ulazna veličina, pri analizi , materijali se pojavljuju kao sirovina, poluproizvod...sve do finalnog proizvoda, i neophodno je definisati njihov pojavni oblik i količinu u merodavnom vremenu. Količine materijala koje su prisutne u procesima su rezultat pre svega proizvodnog plana i programa koji su osnovna ulazna veličina pri ovim analizama.
Proizvodni plan i program Za svaki od proizvoda iz proizvodnog programa (asortiman) neophodno je utvrditi količinu proizvoda. U literaturi je skraćenica PQ-analiza (production quantity). Informacije o proizvodnom planu i programu utvrđuju metod za prethodni period i na bazi tih podataka se utvrđuje merodavan obim proizvodnje u narednom periodu.
13

Industrijski transport
Q
Q- količina nekog proizvoda t- vreme
t.
Posmatrano za jedan period (za jedan proizvod), količina koja se proizvodi tokom jegovog trajanja (veka), približno se može predstaviti sledećim dijagramom koji ima 5 karakterističnih faza.
Q
t.1 2 3 4 5
1. faza – inicijalna faza2. faza – razvojna faza3. faza – faza realizacije4. faza – faza korišćenja5. faza – faza gašenja
Broj proizvoda, količina koju opisujemo, je rezultat niza ekonomskih analiza (brutonacionalnog dohotka, potrošnje...) gde se primenom teorije korelacije, prognoze i drugog definiše obim proizvodnje u merodavnom periodu.
14

Industrijski transport
Struktura baterijske lampe
Kod složenijih proizvoda formirajne pregleda potrebnih materijala može biti veoma otežano. Posebno se sreću problemi kada se na proizvodu izvrši nekakva modifikacija čime se drastično povećava obim dokumentacije. Savremeni pristup ovoj problematici zasnovan je na primeni računarskih tehnika i određene vrste softvera. Pri tome se pre svega misli na baze podataka ( i numeričke i grafičke) i programa za kompjutersko projektovanje (CAD, CAM...).
Pojavni oblik (količina) Σp iqi
Zavisno od vrste industrije k-ke i tipa proizvoda, količina može biti izražena na različite načine. Jedinica mere može biti komad, zapremina, novčano...Pitanje dimenzija može biti veoma značajan problem i ova heterogenost nekada zahteva primenu nekih izvedenih izmeritelja. Zbog različitih situacija u praksi, u preduzećima se sreću 3 oblika proizvodnih programa. To su:
tačan sveden indiferentan
Tačan proizvodni program sadrži potpunu tehničku dokumentaciju o svakom proizvodu, čime je omogućena detaljna razrada i analiza tehnologije. Za svaku poziciju radi se precizna dokumentacija i ova aktivnost je dugotrajna i složena. Ova dokumentacija sadrži crteže, dijagrame, liste operacija, tehnološke postupke, liste materijala...Ovakav program se obično primenjuje kod masovne i velikoserijske proizvodnje sa manjim asortimanom.Svedeni proizvodni program obuhvata tehnološku dokumentaciju samo za reprezentne proizvode, a za reprezente se dokumentacija radi sa istim stepenom detaljnosti kao i za tačan proizvodnii program. Time se omogućava znatno skraćenje projektovanja, pa se za grupu tehnološki sličnih delova određuje predstavnik (reprezent). Za ostale proizvode obično se daje samo redosled tehnoloških operacija. Ovaj svedeni program se primenjuje kod raznovrsnog asortimana, najčešće u serijskoj proizvodnji (maloserijska). Problem je definisanje reprezenta iz celokupnog asortimana. Kao parametar za određivanje reprezenta može da se koristi: masa,
15
Reflektor Ulošci baterije Telo baterije
Plastično kućište
Sočivo Komplet sijalica
Ogledalo OprugaNosač bat.lampe
2 metalnakontakta
Plastična školjka
Prekidač
Metalni klizači
Taster
Plastična masa
Sijalice Nosač sijalicaPlastična
masa

Industrijski transport
broj komada, vreme izrade. U domenu logističkih procesa, ovaj izmeritelj je od izuzetnog značaja i ne mora da bude najpovoljniji za procese proizvodnje i logističke aktivnosti.Indiferentni proizvodni program je karakterističan za asortimane koji se permanentno menjaju u vremenu, što je tipično za maloserijsku i pojedinačnu proizvodnju. Zbog čestih izmena u programu, za asortiman po pravilu ne postoji detaljno urađena tehničko-tehnološka dokumentacija. Obično se operiše sa srednjim težinama delova, prosečnim dimenzijama...U praksi prikupljanje informacija o pojavnim oblicima materijala, drugim k-kama TZ-a i njihovim obeležjima može biti realizovano na više načina:
I. na bazi obrade raspoložive tehničke dokumentacije (najpovoljnije)II. uz formiranje uzorka (neka od ABC analiza, Klaster analizom...)
III. snimanjem realnog procesaIV. intervijuV. anketa
Kada se raspolaže kompletnom dokumentacijom-ovaj pristup je relativno redak, ali se primenom računarske tehnike ovaj postupak sve više olakšava. U bazama podataka se formira grafička dokumentacija, tehnička dokumentacija... u izuzetno kratkom vremenu dobijaju se informacije o pojedinim proizvodima, pozicijama...
Izbor reprezenta U nizu situacija (i kod postojanja tačnog proizvodnog programa ) u cilju racionalizacije, pristupa se izboru reprezenata za koje se analize obavljaju sa velikim stepenom detaljnosti. Izbor reprezeneta može biti na više načina:
1. iskustvenim-koji se bazira na informacijama zaposlenih koji rade duže vremena u toj firmi
2. slučajan uzorak3. ABC analiza4. Klaster analiza
ABC analiza (troškovna analiza)
Ova analiza je jedan od tipičnih postupakaza određivanje reprezenta iz osnovne populacije u okviru analiziranog procesa. Postupak obuhvata nekoliko k-tičnih koraka:
1. zahteva statističku obradu osnovne populacije D, odnosno utvrđivanje relativnog učešća svakog od elemenata pi u osnovnoj populaciji (po utvrđenom izmeritelju).
2. obuhvata uređenje odnosno određivanja ranga u cilju sortiranja elemenata (od maksimalnog do minimalnog učešća).
3. formiranje kumulante relativnog učešća iz sortiranog niza4. definisanje 3 podskupa elemenata osnovne populacije i to:
a. podskup pA koji po kumulanti obuhvata 75-85% populacije, a po broju elemenata obično je manji od 20%
b. podskup pB koji po kumulanti obuhvata sledeće elemente od 90-95%, a po broju elemenata je manji od 40%
c. podskup pC koji po kumulanti obuhvata preostale elemente do 100% i najčešće po broju elemenata 50% i više.
16
Industrijski transport
Primer ABC-analize
Rednii broj Oznaka proizvoda
Količina Qi % učešća Rang (%)
1 P1 250 5,0 62 P2 550 11,0 43 P3 120 2,4 74 P4 30 0,6 95 P5 80 1,6 86 P6 1500 30,0 17 P7 18 0,36 128 P8 350 7,0 59 P9 600 12,0 310 P10 15 0,3 1411 P11 17 0,34 1312 P12 1400 28,0 213 P13 12 0,24 1614 P14 20 0,40 1115 P15 13 0,26 1516 P16 25 0,50 10
Sortiranje po rangu
Oznaka proizvoda
Suma (%) Defin. Podskupa
1 P6 30,0 1
A2 P12 58,0 23 P9 70,0 34 P2 81,0 45 P8 88,0 1
B6 P1 93,0 27 P3 95,4 38 P5 97,0 49 P4 97,6 510 P16 98,1 1
C
11 P14 98,5 212 P7 98,86 313 P11 99,2 414 P10 99,5 515 P15 99,76 616 P13 100,00 7
Komentar: Za podskup A se po pravilu obavlja detaljna analiza po svakom od pripadajućih elemenata. Za elemente podskupa B analiza se obavlja po potrebi i to sa manjim stepenom detaljnosti. Za elemente podskupa C se najčešće obavlja procena shodno rezultatima analiza podskupova A ili B.
17
Industrijski transport
Suma % (kumulanta)
Proizvodi po uređenom redosledu
Snimanje realnog procesa – odlazi se na teren i na bazi zapisa sa terena uočava se šta je dominantno i na šta treba obratiti pažnju.Intervju– prisutna sublektivnostAnketa- podeli se upitnik...Odgovori mogu da varaju. Zahteva dosta vremena.
Primer:
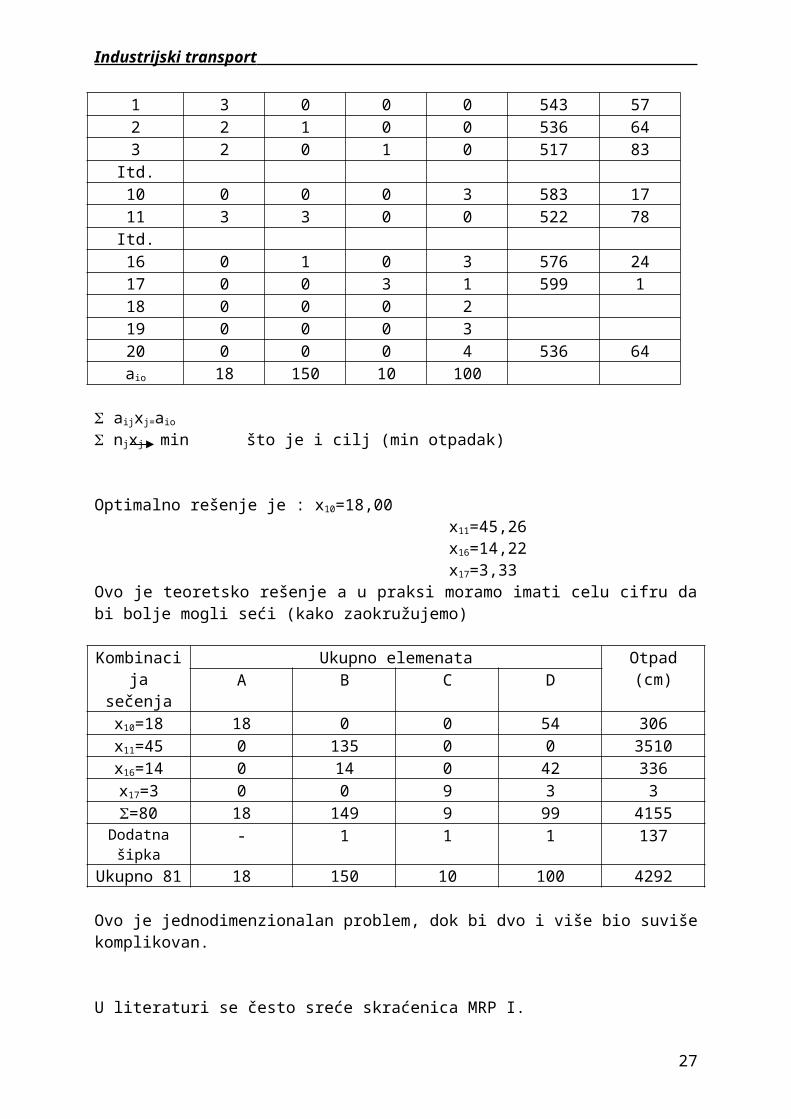
U firmmi koja izrađuje prozore od profila lakih materijala, dimenzije elemenata prozora i njihov broj, dat je sledećom tabelom.
Element prozora Dužina (cm) Broj (kom)A 181 18B 174 150C 155 10D 134 100
Na tržištu se isporučuju profili dužine l=6 m. Potrebno je odrediti takav program sečenja da otpad bude minimalan (ovo je jedan tipičan zadatak linearnog programiranja)
KombinacijaSečenja (j)
Broj nosača u 6m (aij) Iskorišćenje(aoj) cm
OtpadNj (cm)181 174 155 134
1 3 0 0 0 543 572 2 1 0 0 536 643 2 0 1 0 517 83
Itd.10 0 0 0 3 583 1711 3 3 0 0 522 78Itd.16 0 1 0 3 576 2417 0 0 3 1 599 118 0 0 0 219 0 0 0 320 0 0 0 4 536 64aio 18 150 10 100
18
Industrijski transport
aijxj=aio
njxj min što je i cilj (min otpadak)
Optimalno rešenje je : x10=18,00 x11=45,26 x16=14,22 x17=3,33Ovo je teoretsko rešenje a u praksi moramo imati celu cifru da bi bolje mogli seći (kako zaokružujemo)
Kombinacija sečenja
Ukupno elemenata Otpad (cm)A B C D
x10=18 18 0 0 54 306x11=45 0 135 0 0 3510x16=14 0 14 0 42 336x17=3 0 0 9 3 3=80 18 149 9 99 4155
Dodatna šipka - 1 1 1 137Ukupno 81 18 150 10 100 4292
Ovo je jednodimenzionalan problem, dok bi dvo i više bio suviše komplikovan.
U literaturi se često sreće skraćenica MRP I.MRP I (materials requirements planing)- vezana je za materijale koji se javljaju u procesima. U širem smislu obuhvata tehnike određivanja potrebe materijala za zadovoljenje potreba proizvodnje u planiranom vremenskom periodu. Potrebno je definisati odgovore na pitanja : ŠTA, KOLIKO, KADA? je potrebno, kako bi se redukovali troškovi zaliha, unapredila efektivnost raspoređivanja materijala i omogićilo brzo reagovanje na promene zahteva. Jedan od elemenata je i pregled lista materijala (primer baterija), planski period za koji se vrše analize, dinamika prijema, dekompozicija zahteva...
Mesto nastanka i mesto završetka realizacije TZ
Daje nam više informacija šta se dešava sa materijalom u sistemima. U proizvodnim procesima osnovne informacije o mestu nastanka i mestu završetka realizacije TZ su povezani sa tehnologijom osnovne proizvodnje. Neophodno je sagledati kako se proizvodi izrađuju, kako se pojedine pozicije prerađuju, obrađuju ili montiraju, odnosno koji su tehnološki postupci i operacije predviđene u procesu i koji je njihov redosled izvršavanja.Analiza tehnologije osnovne proizvodnje (elementi između kojih se kreću materijali i redosled kretanja ) je osnov za definisanje mesta nastanka i mesta završetka TZ.Sa tehnološkog aspekta proizvodnja se može organizovati na više načina (linijski tip proizvodnje, sa fiksnom pozicijom proizvoda ...) i svaki od njih generiše značajno drugačije zahteve za kretanje materijala. Da bi se dobile tražene informacije i odgovorilo na pitanje između kojih radnih mesta ili proizvodnih celina se kreću materijali i šta se dešava sa materijalima , razvijeno je nekoliko tehnika , odnosno načina predstavljanja procesa.
19

Industrijski transport
Pri tome se polazi od : simbola aktivnosti tehnoloških karti šeme toka procesa karte toka procesa matrice od-do i neke druge vrste karti, dijagrama i sl.
U inženjerskom radu rezultati analiza i prezentacija rešenja u procesima rukovanja materijalima, biće jasan ukoliko se on predstavi slikom, kartom ili tabelom u nekoj unapred utvrđenoj formi. Cilj je da se razviju pojednostavljenog i skraćenog opisivanja karakterističnih aktivnosti u procesima.
Simboli aktivnosti Prema standardima ASME (američko udruženje mašinaca) u 95 % slučajeva sreće se 5 osnovnih aktivnosti koje se označavaju simbolima :
simbol operacije Realizuje se kada se predmeti rada planski menjaju:
neke fizičke i hemijske osobine (prema tehnologiji proizvodnje) obuhvata i aktivnosti za pripremu nekih drugih aktivnosti u procesu označava i prijem i predaju informacija zatim proračun...
U procesima koji prate osnovnu proizvodnju , razne manipulacije (pretovar, odlaganje, zahvatanje...) spadaju u ovu grupu aktivnosti.Širok spektar ovih situacija doveo je do potrebe da se ove aktivnosti označe drugačije od proizvodnih aktivnosti. Zato se one najčešće označavaju zasenčenim krugom (u nekim knjigama se sreću i drugi simboli kojima se označavaju aktivnosti).
TransportRealizuje se kada se materijal (predmet rada) prevozi sa jednog mesta na drugo , pri čemu se pod tim ne obuhvataju promene položaja predmeta rada na istom radnom mestu.Predmet rada može biti:čovek, informacija....
KontrolaRealizuje se kada se predmet rada ispituje po nekoj od karakteristika i više njih. Karakteristike: mehaničke osobine, tehničke, oblik, dimenzije, masa, količina (broj)....
Zbog kontrole može doći do zadržavanja proizvodnog procesa.
D Zastoj (delay)Dešava se uslovno (nije planirano-slučajno) i po pravilu su nepoželjni. Njihova realizacija predstavlja neplanirani prekid ili usporavanje aktivnosti i kad god je moguće treba ga eliminisati.(u industriji-vrenje, čeličana-hlađenje, -su neophodni zastoji)
20
RMi RMj

Industrijski transport
SkladištenjeAktivnost koja se realizuje u cilju da se predmetu rada eliminišu nepoželjna kretanja, uticaji..
U situacijama kada se na jednom radnom mestu jednovremeno realizuje više aktivnosti na predmetu rada primenjuje se kombinacija osnovnih simbola.U praksi se mogu sresti i situacije koje se ne mogu adekvatno opisati predstavljenim simbolima ili njihovim kombinacijama. Tada se mogu primeniti i nestandardni simboli ali uz napomenu o njihovom uvođenju i značenju.
Tehnološka karta Osnovna svrha tehnološke karte je da se uz korišćenje simbola vizuelno predstave veze između aktivnosti u okviru nekog procesa.Elementi za formiranje tehnoloških karti su po pravilu vezani za dokumentaciju u kojoj se opisuju redosledi aktivnosti, normetivi vezani za pojedine operacije i drugo...Pri izradi tehnolške karte uvode se horizontalna i vertikalna linija. Horizontalne linije označavaju ulazak ili izlazak materijala u ili iz procesa.Vertikalne linije kojima se označava tok (redosled) aktivnosti u procesu.
Konstrukcija (izrada) tehnolloške karte Prvo se pravi izbor delova (pozicije) od onih koji ulaze u finalni proizvod . Po pravilu najpovoljniji je izbor dela na kome se obavlja najviše operacija (aktivnosti). Nekada ae bira i najmasovniji (najgabaritniji) deo.Konstrukcija poizboru osnovnog dela (pozicije) počinje u gornjem desnom uglu lista (popisa)crtanjem horizontalne linije
Pedstavlja naznaku da neki materijal ulazi u proces
21
Industrijski transport
Po potrebi iznad linije se upisuje informacija o materijalu koji ulazi u proces. Tu je pogodno koristiti fabričke brojeve, neku šifru...u cilju jednoznačnog opisivanja pozicije.Sa desnog kraja duži startuje vertikalna linija i ucrtava se simbol prve aktivnosti na tom delu materijala (npr.operacija, kontrola). Desno od simbola daje se najkraći opis aktivnosti, a sa leve strane ukoliko je dato normirano vreme aktivnosti. U zavisnosti od tehnologije proizvodnje ređaju se dalje aktivnosti.
U ovoj tački u osnovni deo ulazi neki materijal
Postupak unošenja simbola po vertikalnoj liniji se nastavlja dok u osnovni deo ne ulazi veći drugi deo, podsklopa ili pozicija. Ovaj deo (pozicija ) može biti ili kupljena ili rezultat neke obrade u posmatranoj firmi. (npr. voda u prehrambenoj industriji). Za tu granu se prave aktivnosti koje se realizuju u datom delu. To grananje se nastavlja onoliko puta koliko se novih pozicija dodaje onom osnovnom izabranom delu. Komentar : po pravilu izrade, u tehnološke karte se prvenstveno upisuju prozvodne operacije i kontrola, a ređe i ostale aktivnosti. Ovo je posebno prisutno kod razvoja novog proizvoda kada se npr. još ne mogu sagledati tehnologije transporta, zastoji, skladištenja...U situaciji opisivanja kompleksnih aktivnosti sreću se situacije koje mogu da otežavaju izradu tehnoloških karti. Npr. nepoželjno je presecanje linija (horizontalnih i vertikalnih) ali kada je to neizbežno koristi se tzv. premošćavanje kao u prikazu električnih šema.
22

Industrijski transport
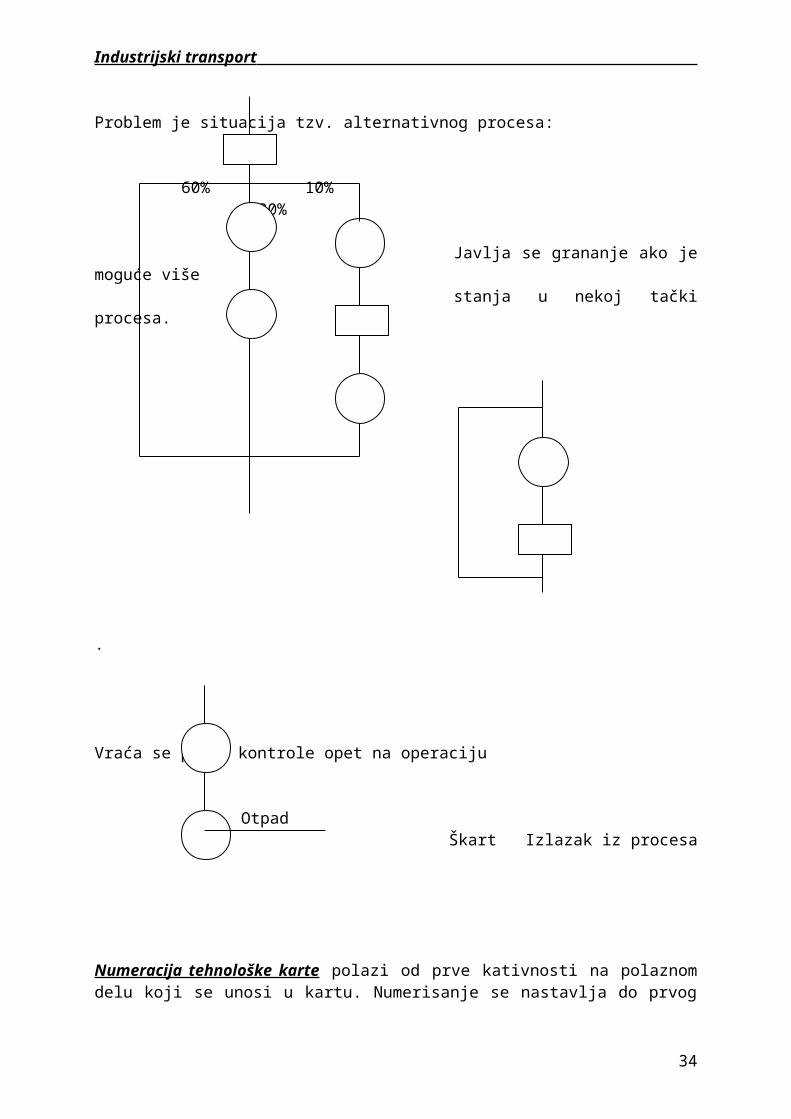
Problem je situacija tzv. alternativnog procesa:
60% 10%30%
Javlja se grananje ako je moguće više stanja u nekoj tački procesa.
.
Vraća se posle kontrole opet na operaciju
Otpad Škart Izlazak iz procesa
Numeracija tehnološke karte polazi od prve kativnosti na polaznom delu koji se unosi u kartu. Numerisanje se nastavlja do prvog materijala koji ulazi u proces, ali na kome je bilo nekih aktivnosti prema definisanoj tehnologiji. Numeracija se nastavlja od prve aktivnosti na vertikali tenove pozicije.Ovaj postupak se i dalje grana po tom principu.U praksi se sreću različiti postupci numeracije:
I) gde se sve aktivnosti označavaju samo brojevima (kao na slici)II) posebno označavanje pojedinih aktivnosti.
(i, j, k, l, m) – prati logiku odvijanja procesa. Onaj ko čita tehnološku kartu ima ukazan redosled aktivnosti.
23

Industrijski transport
Svaku aktivnost možemo shvatiti kao neko radno mesto, a sve zajedno npr. kao pogon.
(*) Iz tehnoloških karti cilj je da se definišu radna mesta, odelenja ili pogoni u kojima se realizuju osnovne aktivnosti za analizirani proizvod.
Šema toka procesa (nadgradnja na tehnološku kartu)
Šema toka procesa je jedan vid nadgradnje tehnološke karte. Njen osnovni cilj je da se definiše lokacija odvijanja pojedinih aktivnosti što znači da se mora poznavati prostor u kome se realizuje analizirani proces.Iz tog razloga za izradu šeme toka procesa neophodna je priprema adekvatnih osnova i karakterističnih preseka koji treba jasno da označe specifičnosti bilo postojećeg, bilo budućeg prostora.
Tačne informacije po osnovama, presecima i slično, mogu biti od posebnog značaja za realizaciju logističkih aktivnosti. Razmera koja se koristi zavisi od dimenzija objekta, stepena detaljnosti koji se primenjuje u analizama i drugo.Po pravilu treba pripremiti više kopija osnove i raditi grafitnom olovkom (radi korekcije).Na pripremljenu osnovu (u odgovarajućoj razmeri) ucrtavaju se trajektorije analiziranih pozicija i ucrtavaju se simboli aktivnosti na tačnim mestima njihove realizacije.Pri izradi šeme toka procesa, koriste se standardni simboli, s tim što se pažnja posvećuje i ostalim aktivnostima (pre svega logističkim: skladištenje, manipulacija, transport...).Mesta realizacije pojedinih aktivnosti se osim lokacije definišu i odgovarajućim dimenzijama. Označavaju se saobraćajnice ako ih ima, čime se u značajnoj meri povećava nivo informacija u analiziranom procesu (na trajektoriju toka kretanja (tok i) ucrtavaju se aktivnosti ●○▼...).Javlja se suma trajektorija, pa je nepregledno: - možemo tokove prikazati raznim bojama, računarska obrada...
(*) U šemi toka procesa takođe je neophodno uvesti odgovarajuće označavanje ili numeraciju. Pod ovim označavanjem treba naglasiti pojedine tokove (na koje materijale pozicije se odnose), posebno ako ih je više na jednom crtežu.U okviru tokova neophodno je numerisati svaku aktivnost. Ova numeracija po pravilu odstupa od tehnološke karte jer se unosi znatno više simbola (posebno zalogističke aktivnosti).
Karta toka procesa
Karta toka procesa se razvija na bazi šeme toka procesa a sa ciljem da se bliže opišu pojedine aktivnosti u okviru analiziranog procesa. U literaturi se sreću različite varijante ovih karti, ali osnovna logika je ista.
Horizontalno spajanje aktivnosti označava kombinaciju aktivnosti na istom mestu u isto vreme.
Suma se koristi kada je reč o homogenom procesu (kada su sve samo kutije, ili su sve samo palete...
24

Industrijski transport
Matrica OD/DO (from – to)
Matrica OD-DO ima višestruku primenu pri čemu je polazna namena prikazivanje međusobnih veza između elemenata u analiziranom procesu.Ovi elementi mogu biti zavisno od nivoa nalize: pojedini pogoni, odelenja..., sve do pojedinih radnih mesta.Osnovna postavka se bazira na primeni kvadratne matrice kojom se za analizirani skup elemenata u prvoj koloni (vertikali) definišu elementi »izvori« (početna mesta), a u prvom redu (horizontali) se definišu »ponori«, tzv. odredišna mesta.
E1 E2 E3 . . . En
E1 /E2 /E3 /...
/
En /
ij1-između elemenata Ei i Ej postoji tehnološka veza
Primer: Iz grafa stanja šta se dešava u matrici:
Za ovakvo stanje sledi matrica povezanosti. DO
OD E1 E2 E3 E4
E1 - 1 1 0E2 1 - 0 1E3 0 1 - 0E4 0 1 1 -
Ovakva matrica se zove usmerena matrica (gde se prati smer).
DOOD E1 E2 E3 E4
E1 - 1 1 0E2 - - 1 1E3 - - - 1E4 - - - -
Neusmerena matrica pokazuje samo gde postoji veza bez obzira na smer.
Pri analizi tehnoloških zahteva ova matrica može biti od posebnog značaja pri kvantifikaciji tehnoloških zahteva.Kada je to moguće (pre svega kod homogenih zahteva sa aspekta
25
1
2 4
3

Industrijski transport
pojavnih oblika) ovom matricom se predstavljaju količine materijala koje se kreću unutar analiziranog sistema.RM-radno mesto.
DOOD
RM1 RM2 RM3 … RMn
RM1RM2RM3
… QijRMn
Qij-Količina materijala koji se otprema od radnog mesta i do radnog mesta j, u merodavnom vremenskom intervalu t ( u jedinicama vremena) i u prihvaćenoj jedinici mere ( izmeritelju). Utvrđivanje veličina Qij zahteva pre svega PQ analizu ( šta i koliko čega će da se radi), zatom ABC analizu, R analizu (tehnološke karte, šema toka procesa) tj. Utvrđujemo tehnološku povezanost između elemenata. Pretraživanjem tih podataka možemo odrediti Qij za predviđeni plan i program.Primer: analiza primene neke matrice.
Skladište sirovina Transport Reverzibilni transporter sa kolicima
Skladište gotovih proizvoda
2,3,4-odeljenja ili RM gde se sirovine obrađuju
DOOD
1 2 3 4 5
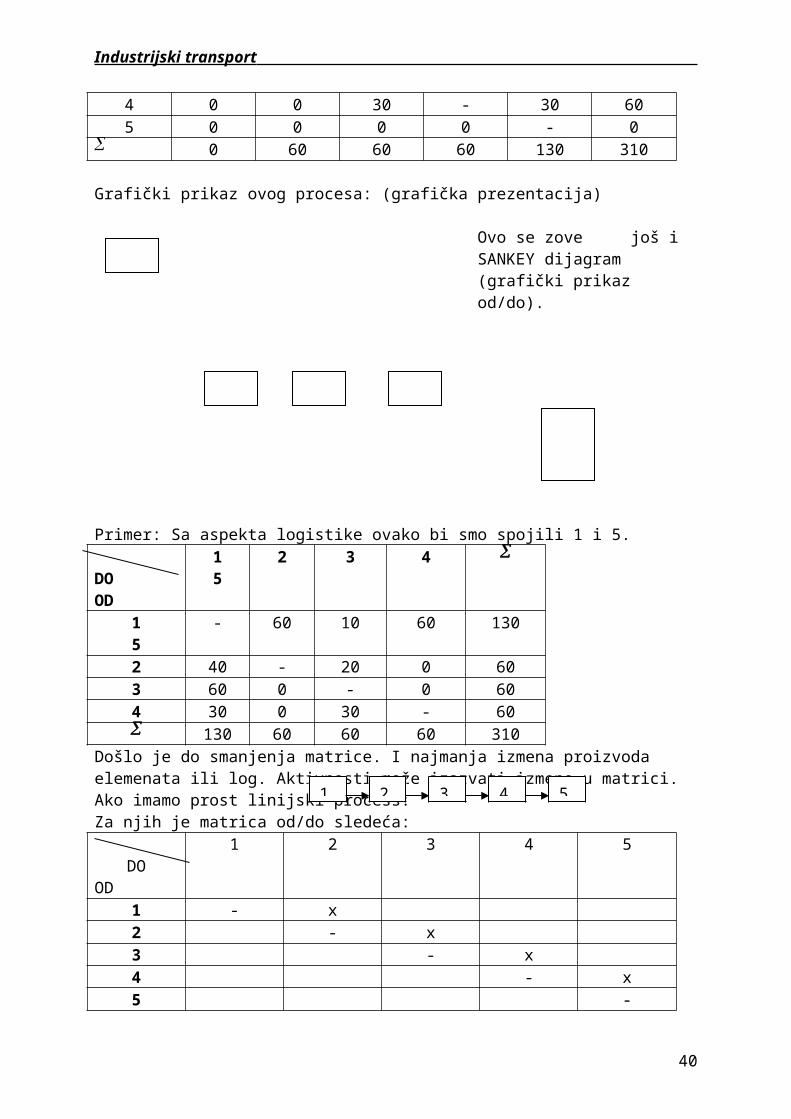
1 - 60 10 60 0 1302 0 - 20 0 40 603 0 0 - 0 60 604 0 0 30 - 30 605 0 0 0 0 - 0
0 60 60 60 130 310
Grafički prikaz ovog procesa: (grafička prezentacija)
26
RM1 RM2
RM4RM3
Industrijski transport
Ovo se zove još i SANKEY dijagram (grafički prikaz od/do).
Primer: Sa aspekta logistike ovako bi smo spojili 1 i 5. DOOD
15
2 3 4
15
- 60 10 60 130
2 40 - 20 0 603 60 0 - 0 604 30 0 30 - 60 130 60 60 60 310
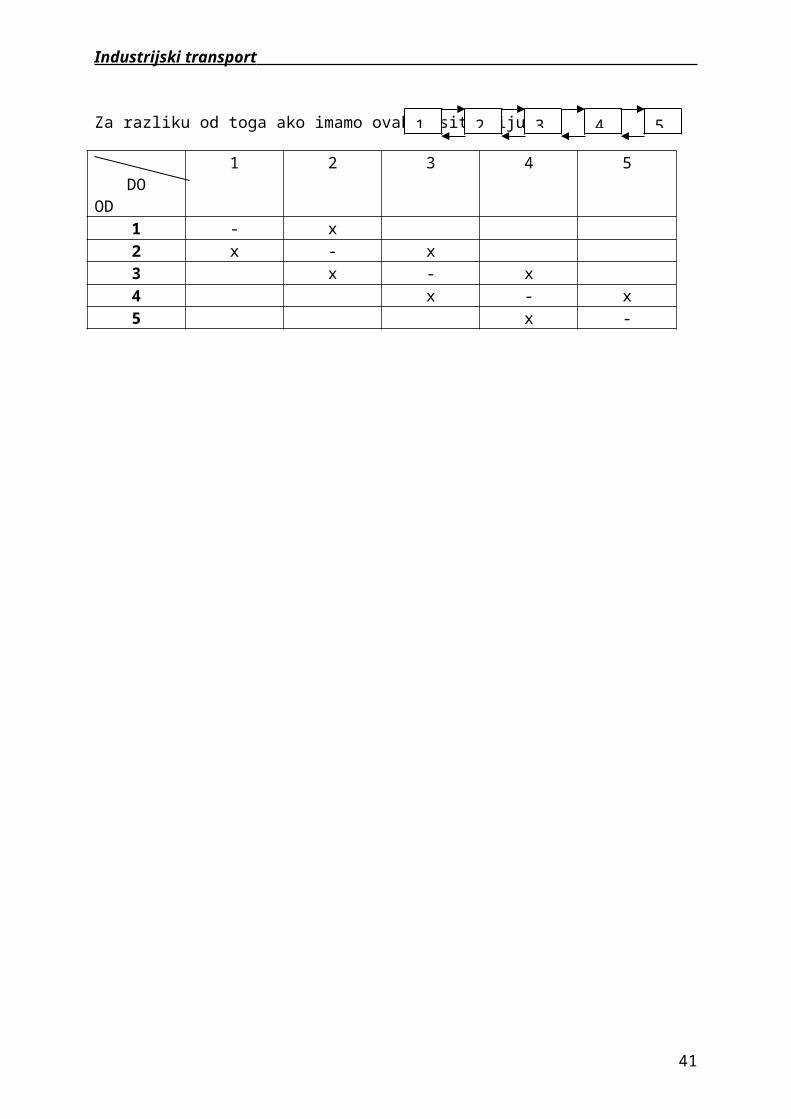
Došlo je do smanjenja matrice. I najmanja izmena proizvoda elemenata ili log. Aktivnosti može izazvati izmene u matrici.Ako imamo prost linijski process: Za njih je matrica od/do sledeća:
DOOD
1 2 3 4 5
1 - x2 - x3 - x4 - x5 -
Za razliku od toga ako imamo ovakvu situaciju:
DOOD
1 2 3 4 5
1 - x2 x - x3 x - x4 x - x5 x -
27
1 2 3 4 5
1 2 3 4 5

Industrijski transport
Ako imamo sledeću situaciju:
DOOD
1 2 3 4 5
1 - x x x x2 - x x x3 - x x4 - x5 -
Sledeći slučaj
Ovde imamo u odnosu na glavnu dijagonalu popunjenost elemenata sa obe strane dijagonale. DO
OD1 2 3 4 5
1 - x x x x2 x - x x x3 x x - x x4 x x x - x5 x x x x -
OD-DO Veličine (izmeritelji) od Q:
- komada- kg, g,t- l, m3, - palete, konteneri, …
Analiza rastojanja od mesta nastanka do mesta završetka kretanja
U analizi kretanja obično se koristi jedna od tri metode za utvrđivanje dužine relacija između početne i završne tačke.Varijante:
28
1 2 3 4 5
1 2 3 4 5

Industrijski transport
k-kapije a)transporterp- početno b)dizalica, konvejer c)viljuškar, kolica
Matrica rastojanja
DOOD E1 E2 E3 … En
E1 -E2 - lij
E3 -… -En -
Ova matrica nije jednoznačna. Zavisi od koncepcije šta se kreće, kuda se kreće. Uzimaju se sva ograničenja u obziri uslov pod kojim se realizuje kretanje (saobraćajnice, dizalica, …) …
lij lij
Izmeritelji mogu biti: težinski, zapreminski, transportni rad, komadi (paleta, nosiljka, …), novčana jedinica.*MAG-izmeritelj (MAG=1 dm3)Osnovna ideja izmeritelja preko MAG broja je bazirana na zapreminskoj bazi pri čemu se korišćenjem empirijskih relacija i parametara razni pojavni oblici robe svode na ovaj zajednički izmeritelj. Za bilo koji predmet MAG broj se određuje po formuli:MAG=A+1/4A(B+C+D+E)A-osnovna zapremina predmeta (litri ili dm3)B-parametar kompaktnostiC-parametar oblikaD-parametar rizika od oštećenjaE-parametar ostalih faktora(MAKROMAG=1000 MAG)
29

Industrijski transport
Parametarvrednost B C D E
-3 - Veoma ravni i pogodni za slaganje
- -
-2 Veoma lagani i prazni predmeti
Laki za slaganje i uklapanje
Nebitan uticaj (otpad, špon)
-
-1 Lagani predmeti(sabijene kutije)
Pogodni za uklapanje(knjige, tacne)
Otporni, teško se oštećuju(masivni liveni blokovi)
-
0 Srednje gusti materijali(drvene grede, blokovi)
Prizmatični sa mogućnošću slaganja
Manje osetljivi (nebojeni komadi drveta)
Suvi predmeti pogodni za zahvatanje
1 Gusti predmeti i materijali(palete, komadi sa odlivcima)
Duže pozicije (komadi nepravilnog oblika)
Lomljivi materijali, obojeni i osetljivi na ogrebotine
Zalemljeni i nepovoljni za manipulaciju
2 Teški, gusti, masivni materijali(livovi)
Dugački, loptasti, nepravilnog oblika
Veoma osetljivi u normalnim uslovima
Zamašćeni, vrući, veoma nepovoljni za manipulaciju
3 Veoma teški i gusti (snopovi limova)
Veoma izduženi, i/ili nepravilnih oblika
Posebno osetljivi (kristal)
Lepljivi materijali
4 - Ekstremno duge pozicije, deformisani predmeti nepravilnih oblika
Izuzetno osetljivi prema manipulaciji
Tečni čelik
U okviru analize kretanja materijala, s obzirom da je ona zavisna od tehnologije procesa, neophodno je da se sagledaju transportni elementi koji realizuju proizvodne procese.
30
Industrijski transport
Elementi osnovne proizvodnje
Treba da se na adekvatan način identifikuju u mikroaspektu.To mogu biti radna mesta:
- presa RM1- strug RM2- mikser RM3- …- radni sto RMi
U mikroaspektu:
Proizvodni kompleks (celina)
Segmenti (koji predstavljaju tehnološku celinu)1. ulazna kapija2. prijemno skladište3. …4. …
31
RM1 RM2
RM4RM3
1
2
4
3

Industrijski transport
Svaka celina unutar kompleksa se indentifikuje i daju se njene elementarne karakteristike.
- vezano je za PQ analizu (planiranje materijalnih resursa)- materials resurs planning (za elementarne potrebe u proizvodnim
procesima da bi se realizovale aktivnosti u osnivnoj proizvodnji)
S-analiza iz tzv. PQRST analize
U okviru proizvodnih sistema, pored elemenata predviđenih za osnovnu proizvodnju, neophodno je predvideti i tzv. pomoćne elemente. Ovi elementi realizuju prateće pomoćne delatnosti i po pravilu nisu direktno vezane za fizičke i hemijske promene na materijalima u proizvodnim procesima. U industriji to su npr kompresorske stanice, energane, postrojenja za tehničku vodu. Ovi elementi po pravilu su vezani za podržavanje, kontrolu i druge opsluge osnovnih proizvodnih procesa. Odatle i ovo slovo S-services.Ove delatnosti mogu u nekim slučajevima da angažuju prostor, radnu snagu i druge resurse (energane-pomoćni pogoni u kompleksu koji obezbeđuje prijem ili transformaciju energije. Npr toplota iz peći u nekku drugu energiju za pogon ili za tržište. To su razne radionice održavanje..).
Vremenska karakteristika tehnološkog zahteva (T-analiza) - Vreme nastanka TZ- Vreme realizacije TZ- Vreme završetka realizacije TZ- Interval strpljivosti
Utiče na sve analize i na TZ.
U proizvodnim procesima, vremenski aspect je izuzetno važan i obično se analizira kroz vreme protoka materijala kroz proizvodni sistem. Ovo vreme protika je rezultat niza faktora i daje se sledećim izrazom:Tpm=t0+tt+tw+tz
Protok materijala
t0-ukupno vreme potrebno za proizvodne operacije na analiziranom proizvodutt-ukupno vreme transportatw-ukupno vreme čekanja (uslovljeno sistemom opsluge)tz-ukupno vreme zastoja ( uslovljeno organizacijom procesa).Cil je tw i tz što više smanjiti, pa čak i anulirati.Vreme nastanka tehnološkog zahteva predstavlja jednu od osnovnih vramenskih karakteristika i parametar koji u velikoj meri utiče na tehnolioško projektovanje. Ovaj parametar se utvrđuje za relevantne aktivnosti identifikovane prethodnim analizama tehnološkog zahteva (dolazak
kamiona na istovar, dolazak kupca u radnju, vozila na benzinsku pumpu…)
MRP IMRP II
32
PQ
T S
R
TZ T

Industrijski transport
t
Radno vreme
Poasonova raspodela: Govori se o verovatnoći da će se realizovati
događaj n ako je intenzitet .
- broj događaja u nekom vremenu.
Od posebne važnosti može da bude rezultat da se neka pojava opisuje poasonovim zakonom raspodele verovatnoća. Tim zaključkom se već definiše da je reč o stohastičnom događaju, koji može da omogući primenu nekih od metoda operacionih istraživanja.Kada se u praksi koristi binomna raspodela potrebno je da da se dobijena celobrojna vrednost analizira. Mana ove raspodele je što moramo probati više mogućnosti. Pogodnost u odnosu na poasona je što ima dva stepena slobode, može se bolje prilagoditi nekim aktivnostima, tj fleksibilnija je.
Postupci utvrđivanja vremenskih karakteristika TZ.
U cilju dobijanja informacija o vremenskim karakteristikama i obeležjima TZ mogu se koristiti razne metode. Od statističkih metoda primenjuje se postupci za tečkaste i intervalne ocene, metode uzoraka u u okviru njih i postupci testiranja hipoteza koje se primenjuju u statistici. S obzirom na značaj posebno kod analize stacionarnosti, tj nestacionarnosti neke karakteristike primenjuju se i metode za analizu vremenske serije.
Metoda trenutnih opažanja
Ovo je metoda za utvrđivanje nekih parametara koji opisuju process.Primer:U fabričkom kompleksu 10 kareta realizuje unutrašnji transport.Kako je angažovano ovih 10 kareta ili inžinjerski treba rešiti problem koliko su % u vožnji, % u stajanju i % u drugim aktivnostima? Metoda je zasnovana na metodi uzoraka. U slučajnim momentima pravi se presek stanja u analiziranom procesu.
33
Industrijski transport
Analiziraju se ove tri veličine:Snimak Vožnja stajanje Drugo
1 3 5 22 6 1 3
40 % 50 % 10 %Prvo pitanje je kada ( kako) snimati. Treba koristiti slučajne intervale.Drugo pitanje je koliko je uzorak analize.(u zavisnosti od broja elemenata procesa koji se posmatraju).Nedostatak:
- ne može se u određenom momentu snimiti stanje svakog elementa ako posmatranje vrši jedan čovek, a u sličaju kada postoji više ljudi problem je pouzdanost svakogod njih
- Iz ove metode se dobijaju samo tačkaste ocene.U literature se sreću i studije vremena rada i pokreta, koje imaju za cil da do detalja analiziraju pojedine aktivnosti radnika na radnim mestima. Detaljnost ide i do mikropokreta (da bi se normiralo vreme, tj koliko će neka aktivnost da traje).Postupci ili izvori dobijanja rezultata:
- Snimanje željenih karakteristika, pri čemu se može koristiti niz uređaja kao što su kamere, senzori, računarska oprema…
- Korišćenje neke baze podataka- Intervju- Literatura ( knjiga, časopis, zbornik radova).
Identifikacija problemskih tačaka
Identifikacija problema u procesima rukovanja materijalima i logističkim procesima uopšte, nije uvek laka i jednostavna. Ona zahteva, pored značajnih informacija o procesu, logička rasuđivanja, iskustva, primere iz prakse i dr. Posebno je specifično što su problemi u proizvodnim pogonima najčešće povezani sa nizom drugih faktora kao što su: dinamika proizvodnje, tehnologija diktirane aktivnosti ( kontrola,…), tada (ovi faktori) oni mogu da ometaju realizaciju logističkih procesa.Značaj identifikacije problema i njihov izuzetno [irok spektar u praksi, inicirao je i razvoj postupka za njihovu identifikaciju, klasifikaciju radi njihovog lakšeg uočavanja.Veliki spektar situacija u praksi inicirao je i neke specifične postupke kao što su npr. upitnici ( ček liste). Ček lista (upitnik) sadrži više desetina pitanja gde se najčešće odgovara po principu da-ne. Ovaj princip ( na bazi niza pitanja i odgovora) teži davanju neke globalne ocene stanja. Rezultati ove analize nekada mogu da pomognu, ali nekada mogu da odvedu na pogrešan put ( moguć je značajan uticaj subjektivnosti). *Iz literature preuzet je jedan skup pokazatelja koji ukazuju na prisustvo problema u procesima rukovanja matrerijalom. Skup pokazatelja:
1) Uslovi rada u prenatrpanom prostoru. Po ravilu, prenatrpanost pokazuje da se procesi rada realizuju haotično, posebno sa aspekta vremenske komponente. Situacija tipično nastaje kada se na jednom ili na nekoliko radnih mesta predvidi takav obim rada koji oni ne mogu da opsluže.
2) Zakrčeni prolazi.
Saobraćajnica
34
RM RM RM

Industrijski transport
Ako dođe viljuškar sa novom paletom, a stara noje prošla sistem, onda je on ostavi na saobraćajnicu (što ne valja) i tako na drugim RM-ima i to može da dovede do haosa i zakrčenosti na saobraćajnici.
3) Zakrčeni frontovi pretovara.Ulaz: Kada kamion stigne, pozicionira se, pripremi za istovar, pa onda viljuškar zahvata i odnosi paletu u skladište, a može je odložiti i na pretovarnom frontu (radi kontrole, dvofazni pretovar-odlaže se prvo iz kamiona na front pretovara, pa tek onda u skladište).Izlaz: Na frontu pretovara se gomilaju razni materijali koje preba otpremiti na različite destinacije, i ako se ne poštuje red vožnje dolazi do zastoja, ometanja, i na kraju do zakrčenja.
4) Loše, ne domaćinsko vođenje poslova. Uzrok ovakvog jednog stanja je obično: loša strategija upravljanja zalihama, neadekvatna (loša) realizacija proizvodnig procesa ( sa aspekta vremena i prostora), stajanje opreme, čekanje na dokumentaciju, pogrešno upućen materijal…
5) Povratna kretanja u tokovima materijala.
Ovo je lošije jer treba omogućiti saobraćajnice za mimoilaženje.Imamo velike investicije u saobraćajnice.
Ovo je najbolje
Povratna kretanja se u praksi dešavaju i zbog nepoštovanja tehnologije (tehnološka nedisciplina) ili zbog kvarova na radnim mestima, nedostatka alata…
6) Ometanja i prepreke tokovima materijala. Pod ometanjem podrazumevamo prisustvo zastoja. To je generator nepogodnosti jer produžava vreme protoka meterijala kroz process i treba težiti koliko god je to moguće kontinual;nosti toka toka materijala. Kontinualnost omogućava mnogo lakšu realizaciju tehnoloških zahteva i dovođenje tehnoloških zahteva u pogodniji oblik za realizaciju.
35
RM1 RM2 RM3 RM4

Industrijski transport
Saobraćajnica . Transporter(prepreka za
viljuškar.
Druga saobraćajnica
7) Manuelni utovar ili istovar. - Može biti opravdan za heterogene materijale i male količine.- Retka pojava - Problemska tačka je prisutna ako je process intenzivan sa značajnim nivoom
kontinuiteta i rezultuje značajnim obimom (radnika*h). Iz karte toka procesa rešenje je kroz mehanizaciju i automatizaciju, oslobađanje radne snage, ubrzavanje procesa, pojavljuje se višak radne snage što predstavlja problem. Opravdanost se gleda kroz tehnoekonomske analize kde se vidi u čemu je prednost i nedostaci novih uvedenih aktivnosti.
8) manuelno rukovanje pozicijama težim od 20 i 25 kgnpr. q=15 kg30 operacija/min 450 kg/hproblem je veliki broj ponavljanja operacijaprofesionalna oboljenja, povrede,
9) jednovremeno angažovanje dva i više radnika na manipulacijamamanipulacija=podizanje, spuštanje tereta…Kod npr utovara-istovara buradi…Ako se javlja neko ponavljanje (učestalo) sličan je problem kao i kod tačke 8
10) značajna vremena kod uskladištenja/iskladištenjaProcesi: komisioniranje…Ako nemamo kvalitetne informacije (podatak-pozicija XY šta je i gde je ) trpi osnovni process;igra se sa intervalom strpljivosti.
11) Slabo korišćenje površine i prostoraCilj je povećanje iskorišćenja površine. To se postiže posebnom mehanizacijom (otišlo se do regalnog slagača koji zahteva visoke konstrukcije). Stepen iskorišćenja od 50-60%. Bolji su pokretni regali, prolazni, protočni…Sa aspekta prostora npr: skladišti se na podu a visina je od 5 do 6 metara.Kod blok sistema iskorišćenje površine je pogodnije nego kao kod selektivnih regala (ima minimalne investicije)
12) Značajno ponavljanje manipulacijaU proizvodnim procesima 9i nekim drugim aktivnostima, veoma često zahtevi i kontrole (često nepotrebni), nesinhronizovanosti operacija, …, generišu znatan broj zahvatanja, odlaganja i manipulisanja sa pozicijama. Cilj je da zadržavanje materijala u procesu bude što kraće kako bi se process nesmetano odvijao i pri tome ne bi generisao dodatno angažovanje radne snage i kao bi se isključila mogućnost oštećenja.
36
RM RM

Industrijski transport
13) Rukovanje pojedinačnim pozicijama umesto zbirnim jedinicamaRazvijen je sistem: paletizacije, kontenerizacije…kao tipičan zahtev transportnih jedinica. Nastali su iz razloga:uklapanja jedinicahomogenizacija sa aspekta transportno-manipulativnih operacija. Ponekad se ide i na manja pakovanja transportnih jedinica (otpornici, kondenzatori, …).
14) Prisustvo zastoja u proizvodnjiPod ovim se podrazumevaju zastoji nastali neblagovremenim vremenom postave pojedinih pozicija, alata, energije i dr. Kada se nedostavljaju na pravo mesto i u pravom obliku. Generišu dodatne troškove usled stajanja mašina, radnika i mogu biti generatori i nekih drugih problemskih tačaka.D-delay(zastoj) realizuje se neplanirano ( na slučajan način)
15) Visok nivo oštećenja materijalaOvaj pokazatelj ukazuje na prisustvo neadekvatnih jedinica rukovanja, neadekvatna sredstva za manipulaciju, skladišnu opremu i dr.
16) Visoki penali zbog kašnjenja i dangubninaRezultat je “nedomaćinskog” poslovanja, tehnološke nediscipline, neracionalnosti u rukovanju materijalom.
17) Visoki indirektni troškoviOvde se po pravilu “kriju” u značajnoj meri logistički troškovi.
18) Kvalifikovani i visokokvalifikovani radnici značčajno vreme angažuju na radnim mestimaAko često napuštaju RM…kad se na indirektan način bacaju pare u vetar. Ovo je kod većeg obima aktivnosti.Kod manjeg obima aktivnosti-fizikalci…
19) Značajna starost sredstava za rukovanje materijalom
Pokazuje intenzitet otkaza u periodu eksploatacije
t
Veća potrošnja, manja brzina (utiču na intenzitet opsluge) manja pouzdanost, opada proizvodnost.
37

Industrijski transport
PQ se odnosi na : - Pojavni oblik materijala- Dimenzije materijala- Masa materijala- Temperatura- Mesta nastanka i mesto završetka TZ su bitni.
Radi boljeg sagledavanja proizvodnog i transportnog procesa u proizvodnom sistemu potrebno je prethodno upoznati se sa materijalima od kojih se polazi i onim što se dobija na kraju samog procesa proizvodnje.Karakteristike serijske proizvodnje:
- Specijalizacija radnih mesta- Moguća je primena bolje organizacije u odnosu na pojedinačnu proizvodnju- Tehnološka linija ( povezivanje radnih mesta) - nema prekida, zastoja- Nema mnogo kretanja od RM1 do RM2- Lakše se definišu TZS nego kod pojedinačne proizvodnje- Omogućena je priomena sredstava kontinualnog dejstva.
R-analiza To je analiza kretanja materijala u nekom procesu. Zasniva se na:
- Tehnologiji proizvodnog procesa kojom se definiše redosled aktivnosti- Raspored u prostoru (definiše puteve kretanja).
Celine u okviru R-analize: 1) simboli i njuhova primena2) tehnološke karte3) šeme toka procesa4) karte toka procesa5) Matrice “OD-DO”
38
Mesto i uloga
Varijantne tehnološke koncepcije
Razvoj tehnologija
Vrednovanje, izbor rešenja
Mesto i uloga unut transporta
Definisanje TZ i TE
Utvrđivanje i definisanje problemskih tačaka
PQRST
Analiza procesa

Industrijski transport
simboli: Pokazuju aktivnosti:
- Operacije
-Transport (ne odnosi se na kretanje u okviru radnog mesta)
-Skladištenje
- Kontrola
D -Zastoj
Tehnološke karte Osnovna svrha je da se na vizuelni način predstave veze između osnovnih aktivnosti u nekom procesu. Koriste se horizontalne i vertikalne linije ( pored simbola).Horizontalne-tok, ulazak materijalaVertikalne- redosled aktivnostiSliži da saopšti redosled aktivnosti i prikaže ga.
Matrice OD-DO Služe za sagledavanje obima kretanja u domenu analizirane površine. Takođe se za prikazivanje međusobnih veza između tehn Celina, odeljenja, pa sve do radnih mesta, kao efikasno sredstvo koriste matrice. Radi se o kvadratnim matricama.Izvori kretanja I kolona- iz čega je nešto izašlo.Ponori kretanja I vrsta- mesto gde je nešto došlo
Eij-definiše vezu između bilo koja dva odovarajuća elementa u sistemu u odgovarajućoj jedinici za zadati vremenski interval.Transportna matrica DOOD
E1 E2 … Ej … En
E1 - Q11E2 - Q2j… -Ei -… -
En -
Sve što je ušlo Sve što je izašlo iz datog elementa
39
Industrijski transport
Qij- jedan od pokazatelja može biti količina.Q2j- je materijal u količini Q koji se transportuje od elementa 2 do elementa j za unapred definisan vremenski interval.Dobre osobine:- Pogodni su za računarsku primenu- Odnosi između Celina su dobro prikazani- Jednostavno se određuje opterećenost pojedinih deonica- Jednostavno se određuje da li postoje povratne vožnjeMana ovih matrica:- Ne znamo pojavni oblik- Ne znamo vrstu materijala*Koji se izmeritelji najčešće koriste za kvantifikaciju TZ?Izmeritelji:1) Klasični( to su naturakni pokazatelji količine u t)- Težina G, masa (g, kg, t)- Zapremina (m3, dm3)- Broj komada Sa aspekta kretanja i manipulisanja treba da su homogeni.2) Sa aspekta rastojanja.
lmm- Pravouglo - Euklidsko - Rastojanje prema saobraćaju
S1 Problem je ako se radi o jednosmernim saobrajnicama.
S2
l1,2<l21
*Rad-Skalarni proizvod
Ovo je kombinacija prethodnih izmeritelja.Zajednički izmeritelji:
3) Novčane vrednosti4) Vremensko angažovanje resursa5) MAG broj
To je jedan od načina svođenja različitih pojavnih onlika materijala na zajednički izmeritelj. Osnovno pristup se bazira na primeni koju materijal zauzima uz korigovanje osnovne zapremine sa dodatnim parametrima. MAG=A+1/4A(B+C+D+E)A-osnovna zapremina predmeta (litri ili dm3)B-parametar kompaktnostiC-parametar oblika
40
En Em
E1 E2
Industrijski transport
D-parametar rizika od oštećenjaE-parametar ostalih faktoraDobre osobine:
- Univerzalna primena- Opisuje kvalitativne karakteristike (pored kvantitativnih karakteristika materijala)
Mane:- Velika subjektivnost i osetljivost- Znamo zapreminu, ali ne i stanje u kome se materijal nalazi.
Dvadeset principa projektovanja procesa rukovanja materijalom 1) princip orijentacijeNeophodno je analizirati sve veze unutar sistema i obeležja kako bi se identifikovali potencijalni metodi, problemi, fizička i ekonomska ograničenja i kako bi se postavili zahtevi i ciljevi u perspektivi.2) princip planiranjaNeophodno je razraditi planove kako bi se obuhvatili svi osnovni zahtevi uprocesu, željena i druga varijantna stanja (nepredviđeni uticaji, viša sila, …) za sve delatnosti u procesima manipulacije, transporta i skladištenja. 3) sistemski principPotrebno je integrisati aktivnosti projektovanja procesa, rukovanja, transporta, skladištenja…, pri čemu se moraju obuhvatiti i operacije prijema, kontrole, odlaganja (uskladištenja), proizvodnje, pakovanja, otpreme, transporta…4) princip zbirnih jedinicaUkoliko je to opravdano treba težiti primeni većih jedinica. Zbog šaolikosti proizvoda logističke jedinice su sve manje.5) princip iskorišćenja prostoraPa iskorišćenje i treće dimenzije6) princip standardizacijeIzuzetno je potrebno kada je to moguće standardizovati metode i sredstva za rukovanje materijalima.7) ergonomski principNeophodno je poznavati mogućnosti i principe angažovanja čoveka. Ovo je neophodno kako bi se u sistemu ostvarila efektivna interakcija između radnih zadataka i čoveka (aspect visine, težine, vidljivosti, …-cilj je povećana efikasnost rada, izbeći profesionalna oboljenja, povrede, …).8) energetski principiPri analizi obavezno uključiti u razmatranje potrošnju energije u procesima rukovanja materijalima. Ova potrošnja mora biti adekvatno ekonomski vrednovana, kako sa aspekta potrošnje, tako i sa aspekta pouzdanosti, dopremanja i dr.Energije u industriji: električna, pneumatska, termička (gas, nafta, …), gravitaciona koja je i najjeftinija.9) ekološki principPri razvoju rešenja izborom sredstava i postupaka treba težiti minimizaciji štetnih uticaja na okolinu.10) princip mehanizovanjaTreba mehanizovati procese rukovanja kada se time ostvaruje uvećanje efektivnosti i ekonomičnost rukovnaja materijalima.11) princip fleksibilnostiPri razvoju rešenja treba koristiti metode i sredstva kojima se mogu realizovati razni zadaci u različitim uslovima. Čovek je najfleksibilniji “uređaj”. Promena zahvatnih
41

Industrijski transport
uređaja ? Moguća je fleksibilnost kod kontinualnih uređaja. Izuzetno je pod znakom pitanja kod AGVS. 12) princip pojednostavljivanjaTreba težiti pojednostavljivanju procesa kroz eliminaciju, redukovanje ili kombinovanje kretanja materijala ili sredstava. Papirologija zna često da iskomplikuje neke operacije. Teži se da se objedini više aktivnosti u praksi. Kod pojednostavljivanja imamo i problem radnika (ukidamo neka mesta).13) princip gravitacijeKada god je to moguće treba koristiti gravitaciju za kretanje materijala uz respektovanje faktora vezanih za bezbednost radnika, oštećenje i gubljenje proizvoda i materijala. Moramo imati ograničenja za brzinu i način kretanja materijala.14) princip bezbednostiOdrediti bezbedne postupke kao i sredstva za rukovanje materijalima koji će zadovoljiti postojeće propise. Pri tome treba obratiti pažnju na tehnološku usaglašenost i respektovati postojeća iskustva.15) princip kompjuterizacijeU procese rukovanja materijalima i skladištenja treba uvoditi kompjuterizaciju kako okolnosti zahtevaju poboljšanje kontrole, operacija, tokove materijala i tokove informacija.16) princi sistemskog radaTreba težiti integraciji toka informacija i toka materijala.17) princip prostornog rasporedaNeophodno je pripremiti prostorni raspored proizvodnih faza i opreme za predviđena stanja sistema i definisati varijantu ili varijante koja obezbeđuje najbolje efekte.18) princip troškovaNeophodno je uporediti ekonomske proračune za varijantna rešenja svedene na zajednički izmeritelj.19) princip održavanjaNeophodno je pripremiti planove preventivnog održavanja i po mogućstvu pravilno rasporediti aktivnosti za sva sredstva za rukovanje materijalima.20) princip zameneTreba pripremati dugoročnu strategiju8 zamene zastarelih sredstava i metoda rada sa posebnim osvrtom na troškove rada po isteku radnog veka, poreskim opterećenjima i dr. Kroz poreske olakšice se guraju nove tehnologije. Na ovaj način se pospešuje nabavka novih sredstava.
42

Industrijski transport
TERMINIRANJE
Terminiranjem se za skup prisutnih aktivnosti u nekom procesu definiše vremenska komponenta ( kordinata ) angažovanja angažovanih resursa .MPR I , MPR II MPR I - analiza potrebnih materijalaMPR II - analiza resursa i aktivnosti koje prate proizvodnjuSvaki resurs ima svoj vremenski raspoloživi fond kada može da se angažuje.
ARTIKL 1 ARTIKL 2
ART 1 ART 2 ART 2
RM1 tpa τ tza K
početak završetaktpa - momenat početka aktivnostitza - zavisi od plana koji daje odgovarajuća službaτ - trajanje aktivnosti
t isporuke t
Pre toga se moraju obaviti sve aktvnostiNa bazi PQ-analize ili ugovora zavisi koliko će neko sredstvo, oprema, čovek biti angažovani.
Za pregledangažovanja resursa u vremenu, u ranijem periodu, koristile su se tzv. Vremenske kartice angažovanja.Logika je bila sledeća : horizontalom su se definisali radni sati, vertikalom su se označavale ¼ h
0 15 30 45 60 7 8
RMi 9 10 ▪ ▪
Grafitnom olovkom se radilo senčenje(šrafiranje) i tako se “zauzimao” vremenski fond analiziranog resursa gde se tačno opisivala aktivnost za dati artikal ili poziciju.
43
Industrijski transport
Ova kartica u stvari predstavlja vremenski osu samo složeno lepše.Grafitna olovka je da bi se tako brisalo tj. pomerala aktivnost u vremenu. Potrebno je usaglasiti vremena da bi se aktivnost završila u odgovarajućem terminu.
U opštem slučaju imamo:
Mana je to što može doći do preklapanja aktivnosti u vremenu, pa dolazi do zastoja ( pa deluje “domino” efekat…)
U logistici npr. za viljuškar tza je u stvari tpa za RMi (u dopremi) u otpremi je obrnuto.
I ovde mora doći do adekvatnog planiranja vremenskog angažovnja da ne bi imali preklapanja (zastoje). Da bi izbegli preklapanje pristupa se: da se posao odradi u II ili III smeni. Ako interval strpljivosti to ne dozvoljava, povećavaju se kapaciteti za te poeracije ( ili se kupuju ili se iznajmljuju).Princip kompjuterizacije sve više uzima maha u ovim orocesima.( primena: AGVS, regalski slagači - mogućnost ON LINE znamo poziciju
Često se rade i uporedni kalendari:
Mora se paziti na raspoloživi fond vremena jer npr. do 5. maja ima 128 dana, a nama npr. treba 150 dana. O tome treba dobro voditi računa.
44

Industrijski transport
Utvrđivanje merodavnog trajanja neke planirane (predviđene) aktivnosti na nekom radnom mestu ( τ ): vezano je za serijsku proizvodnju gde se na analiziranm radnom mestu, shodno proizvodnom zadatku, sukcesivno realizuje N identičnih operacija.
τ* = N ∙ t1 τ-merodavna veličina (na osnovu nje određujemo tpa) za 1 operacju na 1 RM, ovo važi uvek kada je događaj pouzdan (idealan)
U stvarnosti je drugačije: t1 ima obeležje stohastičnostiPošto su homogeni uslovi ( N-identičnih operacija) može se reći da postoji normalna raspodela t1 ≈ N (µt1,t1)
t1 - vreme 1 operacijet1* - merodavna vrednost
Pz- zahtevana verovatnoća *merodavna vrednost
Pz=P(t1<t1*)=
apz-dodatak koji zavisi od Pz.
t1-mat očekivanje
Parcijalno jer je t1
Kvt1-koef varijacijeMuka je što je t1 vreme za jednu operaciju.τ* = N ∙ t1
* ovo ne važi jer je;
t11 t12 t13 t14 ……. t1n sve su različiti t1i
τ τ- Zbir slučajnih događaja u nizu.
Zbog toga se koristi CGT- centralna granična teorema.τN(τ , τ)
τ=M =N*t1
τ=τ*=τ+ apz* τ
τN*=N*τ+ apz* * τ
τN*=N*τ*(1+ apz* * )
τN*=N*τ*(1+ apz*KVt1* )
45
Industrijski transport
30 velikih “ludovanja” sabranih dovodi do jednog manjeg ludovanja (ako imamo više stohastičnih događaja sabiranjem se dobija jedan koji je manje stohastičan(predvidiv)).
ODREĐIVANJE OPTIMALNE PODSERIJE
Serijska proizvodnja predpostavlja da su svi proizvodi u seriji isti. Proizvodnja je neprekidna. Proizvedena količina se postepeno troši, a po potrošnji (pre kraja potrošene količine ili nešto manje) počinju druge podserije. q
t
Sa aspekta radnog mesta (RM) podserija zahteva pripremu koja obuhvata izradu i/ili pripremu tehničke i konstrukciono tehničke dokumentacije; pripremu alata, pribora i drugih elemenata za rad; priprema radnika …(to sve ima troškove).Sa druge strane imamo troškove skladištenja:
- Kamatna vezana sredstva- Skladišnih manipulacija- Troškovi čuvanja zaliha (sortiranje, klimatski uslovi…)
Postavlja se problem određivanja optimalnog programa, odnosno optimalan broj podserija.Ovaj optimum se određuje na bazi troškovne funkcije “Harisovog modela”, koji kaže da su ukupni troškovi=troškovi skladištenja+troškovi pripreme.
TR=TRsklad + TRpripreme TR=
Pripr.Skladištenje S/q-broj podserija
c- cena proizvoda (n.j/kom)p- koeficijent koji u sebi obuhvata sve troškove skladištenje po jedinici proizvoda u posmatranom periodu vremena.
46
Prodajne mogućnosti
Način skladištenja(troškovi sklad)
Veličina podserije
Vrsta sredstva za rad Vrste proizvoda

Industrijski transport
S (kom/t)- količina proizvoda koji se proizvodi (obrađuje) u posmatranom vrem perioduN- (n,j/podseriji)- troškovi pripreme
Ovde je nepoznata količina podserije. Tražimo min od TR.
-tražimo extrem
q*- optimalna količina podserije. To je po pravilu neki decimalni broj.
Ovaj obrazac važi u uslovima kada je vreme izrade na random mestu izuzetno kratko, odnosno da je proizvodnja u odnosu na potrošnju. q
t
ti- vreme izrade ti>0 (za razliku od I grafika).ti* -proizvedena količina u tom periodu.ti*X -potrošena količina u tom periodu.Zalihe maksimalne- Zmax
Zmax= ti*- ti*X
Zmax= ti*(-X) - odnos intenziteta potrošnje i proizvodnje
Zmax= ti**(1- )
ovo se ne menja
korektivni faktorOptimalna podserija u uslovima kada intenzitet potrošnje nije zanemarljiv.Kada X0 dobijamo početno q* tj. Harisonov model
q* n
q* n
47

Industrijski transport
*) Prvi korak je utvrđivanje godišnje količine koja se proizvodi, zatim drugi je određivanje optimalne podserije, treći korak je utvrđivanje merodavnog angažovanja resursa (RM, čovek,…), Četvrti korak je terminiranje.
τ*
tPA tZA t
U serijskoj proizvodnji određivanje merodavnog vremena opterećenja resursa se bazira na primeni CGT (centralne granične teoreme) i utvrđivanja τ* na bazi neke zadate (zahtevane) verovatnoće (τz) realizacije uslige.n- veličina podserijeAko: n τ*=?
U situaciji kada se značajno smanjuje veličina podserije i vreme realizacije jedne aktivnosti ima sve više obeležje i heterogenosti i stohastičnosti, posteje sve teže određivanje merodavnog vremena (τ*) realizacije podserije.
I podserija:N-br. operacija
II podserija
III podserija
Sada pravimo raspodelu svih njih. fi
Pz-zahtevana verovatnoća
τ τ(Pz)
Ovaj zakon raspodele se može dobiti i putem simulacije.*) U ovakvim uslovima dobijanje merodavnog vremenskog opterećenja može da se dobije na bazi simulacije parcijalnih vremena operacija (t11, t12,…) i željenim brojem puta ponavljanja eksperimenta. Izlazni rezultat je raspodela verovatnoćaovog vremena τ).Merodavna veličina kod terminiranja je τ.
48
S
q*
τ*
Terminiranje
Industrijski transport
TERMINIRANJE (vežbe)
To je vremenski raspored aktivnosti u najširem smislu.Def. Terminiranjem se za skup aktivnosti u okviru proizvodnje definiše vremenska koordinata angažovanja predviđenih resursa, po nekom unapred određenom tehnološkom procesu.MRP I- materijali u okviru PQ analizeMRP II- analiza potrebnih resursa
Kontrola1 operacija1 op. 2 kontrola2 operacija 3Artikal 1 Artikal 2
operacija1 operacija 3
operacija 3 op. 2
Kontrola1 Kontrola1
op. 2
Na raznim RM se javljaju različiti zahtevi koje zahtevaju ARTIKLI.- Jedno radon mesto (RM) treba da se angažuje za više aktivnosti. (treba se tačno
definisati kada se koja aktivnost angažuje za svako RM)m- Kada i za koje aktivnosti se angažuju RM.
Aktivnost1 aktivnost2
RMi t tPA1 tPA 1 tPA2 tZA2
1-vreme trajanja aktivnostitPA-početak aktivnosti (vreme kada se pojavi zahtev da se izvrši na RM.TZA-završetak …..tPA i tZA su jako bitni za terminiranje.Pravi se vremenska kartica za svako RM
49
RM1 RM2 RM3 RM4 RM5
RM2
RM5
RM1
RM3
RM1
RM3
RM5
1 2

Industrijski transport
aktivnost
t(h)
RMVremenska kartica za jednu mašinu (ili RM).
U ovom periodu je angažovano za aktivnost 2.
Bitno je kako što bolje da se iskoristi RM i resursi, a da se obave sve aktivnosti.Problem je:
- Količina artikala na RM- Podserija artikala- Različitost artikala ( nju definiše podserija).
Za svaku godinu se definiše radni kalendar.Dani u godini 1 2 3 4 5 6 7 8 …..
Radni dani / / 1 2 3 / / 4 ….
Organizacija radnog mesta Obuhvata sve faze od definisanja plana proizvodnje i programa proizvodnje pa do izrade gotovih proizvoda.U širem smislu to je;
1) Snadbevanje radnog mesta poslom (da se za svako RM obezbedi: alat, zadatak RM, materijal i informacioni sistem.
2) Opremanje radnog mesta sredstvima za rad i kadrovima, tj. radnom snagom (koliki broj radnika i koje stručne spreme).
3) Racionalizacija rada i prostora na RM-ima.4) Poboljšanje uslova radne sredina na RM.5) Poboljšanje psiho-socijalnih uslova rada.
50

Industrijski transport
Def radnog mesta: Radno mesto je najmanja tehnološka i organizaciona Celina u okviru koje se odvija jedan tačno određeni deo procesa rada. U opštem slučaju radon mesto se sastoji od pet međuzavisnih činilaca:
a- aktivnbosta1 a2
RMj-1
Tpa1 tza1 tpa2 tza2
a3
RMi tpa3 tza3
RMj
Dolazi do sučeljavanja zahteva i preklapanja aktivnosti.Da bi se toizbeglo koristi se terminiranje.Ako dolazi do sudara zahteva za isti tehnološki element dolazi do vremenskog preklapanja, što se može izbeći kroz terminiranje.
Tza3- posledica zahteva iz komercijale i sve se posmatra u odnosu na tu tačku ako posmatramo a3.Kada odredimo tza3 potrebno je odrediti tpa3 da bi dobili *.
51
1.Predmet rada (proizvod ili usluga)
4.Prostor za rad.- veličina
prostora- oblik- mikroklima- psiho-soc
uslovi
2. Zadatak- radni zadatak- materijal- alat- informacije- potrebna
dokumentacija
3. Sredstva za rad.- mašine- uređaji- instalacije- energija
5. Čovek- sposobnost- znanje- psiho-fiz- psiho-soc
osobine

Industrijski transport
* - merodavno opterećenje resursa (odatle govorimo o serijskoj proizvodnji. Govori nam koliko je RM angažovano za neki proizvod. Načini za dobijanje *:
- Klasičan način- Zakon velikih brojeva- Simulacija
1)Klasičan način: Koristi se na bazi prosečnog vremena.
*=N*t1*KS
N=q* veličina podserijeKS -Koeficijent sigurnosti (1,1—1,3), (obezbeđuje nam vremensku rezervu.
Veličina podserije broj identičnih operacija na jednom random mestu.Primer:N1=1000 komt1=2 min/operacijiKs=1,15N2=5000 kom
N1*=N1*t1*KS=1000*2*1.15=2300 min/podseriji
N2*=N2*t2*KS=5000*2*1.15=11500 kom/podseriji
1,2
11500
2300 br. komada
1000 5000
- prosečno merodavno opterećenje resursa.Klasičan način se jako retko koristi jer t1 često nije konstantno. Zato koristimo CGT (ili zakon velikih brojeva.
2)Zakon velikih brojeva.Koristi se u uslovima kada realizacija ne varira (tj. kada nema variranja u pogledu resursa; nema kvara na mašinama, tj. otkazi na RM…)t1-vreme za realizaciju jedne operacije. Primer da ima Normalnu raspodelu.t1N(t1, t1)
f(t)
t1
52
RM1 RM2 RM3
Industrijski transport
t1*-može da se izračuna pod uslovom da jedna operacija ne traje duže od t1.
P(t1< t1*)=?
P(t1< t1*)= =P(z)
CGT:
P(<*)=P(z)
Modeli zaliha.(skladišta strana 78) 1) S
S-serija
tt
53

Industrijski transport
S max
Trenutno se proizvede cela serija pa se onda tokom godine troši
t
u ovom slučaju posterija=seriji
t/2t
Harisov model zaliha.
S- potrošnja u širem periodu (veličina serije).N- troškovi jedne nabavke (kada se naruči jedna podserija)C- cena proizvodap- troškovi skladištenjaC i p se najčešće u zadazima daje kao factor.q- proizvoljna količina jedne nabavke
S/q
S/q-broj podserije.
q
Imamo dve vrste troškova:1) Troškovi pripreme podserije2) Troškovi posedovanja zaliha
T=Tpps+TpzPriprema podserije obuhvata sledeće:
- promene na mašinama (alatima), priprema komutacije, probna proizvodnja…
Tpps= Tpz=
Primer: Tpps=Tpz
= q= optimalna veličina podserije
2)Prisustvo poznate funkcije popunjavanja
54

Industrijski transport
q
-X X
ti ti1 t
ti- Popunjavanje i potrošnja (period)ti1-potrošnjafunkcija popunjavanja se realizuje u znatno kraćem vremenu nego potrošnja.
ti- vreme- intenzitet proizvodnjeX-intenzitet potrošnjeq- količina zaliha (veličina podserije)
T=Tpps+Tpz
Tpps= S/q-broj podserije
N-troškovi pripreme podserijeqpotroš.=X*ti --količina koja je potrošenaqproiz.= *ti --količina robe koja je proizvedena
Zmax= ti*- ti*X
Zmax= ti*(-X) - odnos intenziteta potrošnje i proizvodnje
Zmax= ti**(1- )
ovo se ne menja
korektivni faktorOptimalna podserija u uslovima kada intenzitet potrošnje nije zanemarljiv.
Puferi (vežbe) Puffer je element koji ima ulogu da obezbedikontinualnost proizvodnog procesa u uslovima poremećaja na random mestu. Nančešće se sreću kod serijske proizvodnje.
55
Industrijski transport
Puferi se pojavljuju u okviru racionalizacije tehnološkoi zahteva pre ulaska u varijantno rešenje. Osnovna razlika između terminiranja i puferisanja je to što puferisanje zahteva uvođenje novog tehnološkog elementa (pufera), a terminiranje ne.Serijska proizvodnja ili montaža nekog proizvoda koja se sastoji od obrade na različitim RM-ima, neminovno dovodi do situacije da objekat koji se obrađuje na tom RM čeka (po završetku na dalju obradu).Ovaj prekid u procesu zahteva angažovanje novog tehnološkog elementa koji će da omogući nesmetano funkcionisanje proizvodnog procesa iza mesta prekida.
Uloga pufera: Može se sresti na ulazu u proizvodni process, postoje puferi na početku transporta,…Puferi se uvode između 2 RM da bi se smanjile oscilacije u vremenu izrade između 2 RM-a, tako da smetnje jednom RM ne utiču na drugo RM. U logističkim mprocesima u industriji puffer može da ima sledeće uloge:
- Povezivanje diskontinuiteta i kontinuiteta- Povezivanje dva stohastična procesa (nprproizvodnja i transport)- Kompenzovanje nastalih zastoja (ili eliminacija).
Veličina pufera s obzirom na brojnost i značaj ima veliku ulogu u logističkim, a posebno u proizvodnim procesima. Prisustvo pufera je ipak značajno mesto troškova u smislu angažovanja prostora, (skladišne opreme), manipulacije i vezanog kapitala.Eliminacija pufera dovodi do JUST-IN-TIME tehnologije.
Razgraničenje između pufera i skladišta Može se posmatrati sa više aspekata:
1) Ako se radi o random mestu (skladišni sistem (skladište) ili proizvodnja (puffer).2) Vremenska dimenzija (ako se duže čuva roba na jednom mestu onda je to skladište, a
ako se kraće čuva onda je to puffer).3) Angažovanje (da li je prostor na raspolaganju različitim materijalima i količinama).
Ako je raspoloživ onda je skladište, a ako nije onda je puffer.4) Primena (da li se radi o proizvodu kojim se koristi na više radnih mesta RM ili ne)5) Namena (da li je slobodna delimična količina materijala ili sva).6) Odgovornost (ko je odgovoran za taj materijal. U skladištu to su magacioneri, a na
puferu to su radnici).
56
RMj RMj+1
Industrijski transport
Pufer preuzima materijal, pa ga onda predaje. Primanje i predaja materijala ne zavise jedno od drugog. Zbog toga su vremenski intervali pozicija koje nailaze u puffer nezavisni od vremenskih intervala pozicija koji iz njega izlaze. Zbog toga se količine koje ulaze-izlaze razlikuju i vreme boravka tih količina je različito (kraći vremenski interval). Posmatrano u dužem vremenskom intervalu tokovi ulazno-izlazni moraju biti jednaki.
Efekti: Smanjenje troškova zastoja i povećanje kvaliteta izrade, rasterećenje na ma[inama, fleksibilnost (prilagodljivost) prilikom pojave smetnji na RM, Stvaranje rezervi kod smetnji ili zastoja, uključivanje stručnjaka u rad (povećava broj stručnjaka…)
PUFERI (predavanja)
U proizvodnim procesima je tipično da se operacije na jednom predmetu rada obavljaju u nekoliko sukcesivnih faza shodno tehnologiji osnovne proizvodnje.U idealnom slučaju vrijeme realizacije pojedinih faza proizvodnje bi bilo identično sa obilježjem determinističnosti, međutim, u praksi je to teško ostvarivo zbog uticaja i objektivnih i subjektivnih faktora.Zbog uticaja ovih okolnosti , javljaju se neusaglašenosti po kapacitetu, odnosno vremenu radai ukoliko bi predmet rada direktno prelazio sa jednog na drugo RM, neminovno bi dolazilo do vremenskih gubitaka zbog čekanja.U cilju da se ostvari smanjenje uticaja poremećaja na jednom RM na naredno RM, između njih se može postaviti pufer, koji ima zadatak da prihvati ,odnosno primi, i jedno vrijeme sačuva, a zatim preda predmet rada narednom RM.Puferi su izuzetno zastupljeni u proizvodnjii sreću se čak i kod jednostavnijih oblika proizvodnih procesa, sve do visokoserijske proizvodnje
PARAMETRI ZA OBLIKOVANJE PUFERA
Rješenja pufera koji se nalaza između RM-a se rijetko kada mogu preslikavati sa jednog mjesta na drugo. Ovo je posljeedica većeg broja faktora od kojih su najznačajniji:-materijali (težina , oblik,osjetljivost, agregatno stanje)-uslovi okruženja(vlažnost,temperatura,buka)-transportni faktori(gdje se postavlja pitanje o usaglašenosti pufera sa transportno- manipulativnom jedinicom)-tip proizvodnje(protočna ,grupna, čista montaža)-učestalost prekidaSa puferisanjem materijala teži se dostizanju odgovarajućih ciljeva a to su;-povoljnije koišćenje raspoloživih proizvoljnih resursa
- realizacija optimalne podserije
57
RM1 RM2
Pufer

Industrijski transport
- fleksibilnost u proizvodnji (promene vrste zahreva ili pojave poremećaja)- elastičnost rada na RM iza pufera- formiranje rezervi kod poremećaja (zastoja,prekida)- obezbjeđenje kvaliteta
ORGANIZACIJA PUFERA
Pufer se predviđa za kratkovremeno zadržavanje (čuvanje)pozicija između RM ili faza proizvodnje.Po ovom kriterijumu pufer se ne smatra skladištem.Međutim, u proizvodnim procesima sreće se nekoliko vrsta proizvodnji koje utiču na organizaciju rad a pufera.
1. proizvodnja na jednom radnom stolu-na predmetu rada sve poperacije se realizuju na jednom mestu. U tom slučaju pufer nije neophodan već adekvatna površina zavisno od veličine podserija.Pufer treba da se nalazi ispred ili iza radnog mesta i služi za odlaganje delova. Ukoliko se na jednom radnom mestu izvode jedna za drugom više radnih operacija na istom predmetu rada, onda je potrebna još jedna tzv. treća površina za mežuodlaganje proizvoda.
2. Radionička proizvodnja – radne zone su grupisane po istim ili sličnim radanim aktivnostima. Svako RM u okviru jedne zone mora da ima površinu za smeštanje materijala kako je to opisano pod 1.Po pravilu je neophodno obezbjediti: ulazni pufer, mežufazni pufer i izlazni pufer za cijelu radionicu. Funkcionisanje pufera je neophodno jer dinamika isporuke iz skladišta i dinamika drugih procesa vezanih za radionicu se po pravilu ne odvija po ritmu koji je usaglašen sa kapacitetom radionice. Zaključak je prisutan i kod izlaza iz radionice. Pufer je neophodan kada se proces realizuje kroz više proizvodnih faza u radionici.
3. Protočna proizvodnja – kod ove proizvodnje, izmežu sukcesivnih proizvodnih zona, prisutna je i prostorna i vremenska povezanost. U tom slučaju se izmežu faza primenjuju dva tipa puferisanja:
DINAMIČKI PUFER
STATIČKI PUFER – kada naiže na prepreku roba se odlaze sa strane, pa kada se prepreka otkloni roba se vraća na traku
58

Industrijski transport
PUFERI U TRGOVINI I USLUŽNIM DELATNOSTIMA
Utrgovini i uslužnim delatnostima puferisanje je primarno vezano za nakupljanje tereta. Sa aspekta organizovanja pufera u jednom delu važe pravila i stavovi izneti za pufere u proizvodnji. Međutim, ovdje je izrazito prisutna otežavajuća okolnost koja se u odnosu na proizvodnju ogleda u izraženoj promjeni dimenzija, olika, vrste i količine roba koje prolaze kroz pufer. Sve ovo mora biti respektovano, pri razvijanju rešenja pufera.
Primjer: Obrada prtljaga na aerodromima-količine i pojavni oblici prtljaga su izuzetno heterogeni kako na ulazu tako i na izlazu.
KOMISIONIRANJE RAZNIH POZICIJA U SKLADIŠTIMA
Ovi procesi zahtjevaju posebnu paznju pri analizama i projektovanju elemenata za realizaciju tj formiranje pufera.
Npr. neki nalog za otpremu mora da čeka sve dok se ne obezbedi nedostajuća pozicija ili dok se ne nakupi količina za određeni pravac. Kod izlaza, zahtjev za čekanjem je prisutan dok korisnik ili kupac ne dođe po robu. U ovim slučajevima pufer treba da obezbjedi smeštaj različitih količina po pojedinom nalogu ili po zbirnim nalozima, pri čemu se pozicije različito vreme zadržavaju na puferu i najčešće zahtjeva mogućnost selektivnog pristupa pojedinim pozicijama,
Primjer: Puferisanje u velikim kuhinjama i kantinama – ovdje se po pravilu radi o heterogenim proizvodima tj. pojavnim oblicima, prisutne su stohastičnost i nestacionarnost.
UPRAVLJANJE PUFEROM
U zavisnosti od vrste RM i tipa proizvodnje primenjuju se dva pristupa :- sa centralizacijom pufera- sa decentralizacijom puferaU nekoj zoni ili radionici funkcija pufera može biti objedinjena da se isti prostor koristi na viče RM i obratno, za svako RMpostoji posebna površina.U cilju redukovanja pojedinih zahtjeva pristupa se jednom ili drugom rješenju.Kada se teži redukovanju vremena i puteva kretanja pristupa se decentralizaciji, a kod problema sa prostorom u principu se teži centralizovanom puferu.Kod centralizovanog se javlja kao negativan efekat povećano kretanje, kao i veliki broj izuzimanja.Može postojati i kombinovano upravljanje puferima kao treći oblik.Problem centralizacije-decentralizacije važi i u širem i u užem znašenju(prostorno i organizaciono).Primjenjuje se i kod dopreme i skladišta sirovina i kod otpreme u skladišta gotovih proizvoda, ako su ona prisutna u analiziranom sistemu.Što se tiče režima kretanja materijala kroz pufer sreću se nekoliko specifičnih rješenja:1. FIFO
2. LIFO
3. KOMBINOVANIHIFOje strategija koja treba da se primjenjuje kod vrijednih roba(highest in,first out)Pufer je u principu nepoželjan ali često neizbježan.
59

Industrijski transport
DIMENZIONISANJE PUFERA
-Organizacija i upravljanje puferom-
1.obrada na radnom stolu2.izrada u radionici3.izrada po principu protoka-tekuće
-redno
Kod tekuće ne postoji prostorna i vremenska povezanost između radnih mjesta , a kod redne postoji povezanost.Kod upravljanja puferom imamo tri varijante:-FIFO-LIFO(kada roba nij kvarljiva)-HIFO(vrijedne robe)
Faktori za dimenzionisanje pufra: 1.Materijal:oblik,količina,forma ,dimenzije2.Okolina:toplota,vlaga,prašina,buka3.Način obrade:na traci, grupna ili kompletna montaža4.Tehnologija izrade: tekuća ili sa gomilanjem,u posebnim prostorijama5.Učestalost prekida:gdje se javljaju zastoji ,vrijme čekanja,vrijeme snabdijevanja6.Tehnologija transporta:da li je transp.j-ca jednaka veličini pufera,da li su transp.sredstva jednaka sredstvima puferisanja,....
Grupe troškova koje utiču na dimenzionisanje pufera: 1.Troškovi nabavke2.Troškovi eksploatacije i održavanja3.Troškovi zaliha(vzanog kapitala)4.Troškovi rukovanja materijalima
Kriterijumi i ograničenja za dimenzionisanje pufera: -minimizacija vremena protoka-maksimalno rasterećenje kapaciteta-stepen zadržavanja postojeće tehnologije-raspoloživa materijalna sredstva
Za izračunavanje potrebnih kapaciteta pufera koriste se metode: -statističke(kada imamo mali broj parametara koji definišu smetnje i zastoje)-metode simulacije(kada se uzima veći broj elemenata)-adaptivne metode-računske tehnike
Kod adaptivnih metoda se polazi od minimalnog mogućeg kapaciteta pufera, pa se tekućom kontrolom stanja ispunjenosti pufera određuje neophodan kapacitet.
Računskom metodom se određuje stvaran kapacitet pufera. Ove metode se koriste zajedno. Na osnovu ovoga se utvrđiju pauze, koliko ih može biti , njihovo vremensko trajanje.
60

Industrijski transport
Postoje dve vrste kapaciteta pufera : 1) materijalni kapacitet- predstavlja zaštitnu zalihu (minimalni kapacitet)
NPSI=PRMi+1*TZRMi (broj komada)Zavisi od vremena zastoja na RM i od proizvodnosti linijeTzrmi - merodavno vreme zastoja na i-tom RM koje će da obezbedi potrošnju na sledeđem RM-u za to vreme zastoja.
2) prostorni kapacitet- maksimalni kapacitet koji nastaje usled nagomilavanja materijala ispred mesta prekida (zastoja)
Tz1 ΔTz Tz2
Bitno je da ∆Tz bude veće od Tzi, tj. Da je znatno veće od 0, da bi stigao da nam se popuni pufer.
Na sledećem grafiku se vidi da se dvodimenzionalna raspodela slučajne promenljive svodi na jednodimenzionalnu. NPSI
Tz
∆Tz
61
RMi-1 RM RM RMi+1

Industrijski transport
POSTUPCI ZA UTVRĐIVANJE VELIČINE PUFERA
I) Snimanje merodavnog zastoja
1. Snimanje zastoja2. Statistička obrada i svođenje svih zastoja
na zajednički izmeritelj3. Utvrđivanje saglasnosti sa teorijskom
rasp. verov.4. Def. Modela i kriterijuma za utvrđivanje
merodavnog zastoja
II) Optimizacija verovatnoća- bazira se na analizi troškova, posedovanja i odsustva zaliha
III) Simulacija – kada simuliramo stanje zaliha u puferu
Stanje zaliha je merodavna veličina za dimenzionisanje pufera. A pufer je bitan kada se završava operacija na RMi i počinje na RMi+1.
o vreme završetka operacija
o vreme početka operacija
o stanje zaliha
f(z)- merodavna veličina za dimenzionisanje kapaciteta pufera.
62
RMi RMi+1PUFER

Industrijski transport
MODEL GENERISANJA ULAZA – IZLAZA SA PUFERA
stanje zaliha u puferu
Na bazi ove raspodele verovatnoća određujemo kapacitet pufera
Do svih zastoja dolazi na slučajan način i mi na njih ne možemo uticati.
63
Generisanje ulaza u pufer(izlaz sa RMi)
Generisanje izlaza iz pufera(ulaz u RMi+1)
Zk=Zk-1 + U - I

Industrijski transport
POSTUPAK PRORAČUNA U USLOVIMA STACIONARNOG RADA
Predpostavljamo da su vremenski intervali ulaska/izlaska iz pufera jednaki. Postupak dat tabelarno
RMi RMi+1 Stanje u puferuVremenski intervali
Vreme rada
Interval završetka
Vreme rada
Interval početka
Ulaz u vrem. intervalu
Izlaz u vrem. intervalu
Zalihe na puferu
0 +2 2 +6 6 0 0 01 0 0 02 +3 5 1 0 13 0 0 14 0 0 15 +7 12 1 0 26 +2 8 0 1 17 0 0 18 +4 9 0 1 09 +4 13 0 1 -110 0 0 -111 0 0 -112 +2 14 1 0 013 +3 16 0 1 -114 +5 19 1 0 0
15 0 0 016 +3 19 0 1 -1
RASPOREĐIVANJE PUFERA
Pravila prilikom raspoređivanja pufera:1. Postoji razlika između prilaznih pufera i pufera preko kojih materijal napušta RM
(odlazni pufer)2. Odlazni pufer jednog RM može istovremeno biti prilazni pufer drugog, narednog RM-
a3. Transportni putevi između pufera iRM-a treba da su što kraći4. Kod delova velikih zapremina može se ponekad ukazati potreba z a puferom za pufer5. Postoje pokretni puferi koji opslužuju više RM-a a materijalom se snabdevaju direktno
iz skladišta6. Pufer može istovremeno da obezbedi transport do narednog RM-a
64
Industrijski transport
PRINCIPIJELNA REŠENJA RASPOREĐIVANJA PUFERA
1. Raspoređivanje pufera na pojedinačnim RM
2. Raspoređivanje pufera kod redno postavljenih RM
=
3. Raspoređivanje pufera kod lančanopostavljenih RM
4. raspored RM i pufera kod organizacije rada sa centralnim dolaznim puferom
65
RM1
Dolaznipufer
Odlaznipufer
RM1
Dolaznipufer
Odlaznipufer
RM2
Dolaznipufer
Odlaznipufer
RM1
Dolaznipufer
Odlaznipufer
RM2 RM3
Odlaznipufer
Odlaznipufer
RM1 RM3
RM2 RM4
Dolazni pufer

Industrijski transport
5.Raspored RM i pufera kod organizacije rada sa centralnim odlaznim puferom
J I T
-JIT je nastao 50-tih.god u Japanu u fabrici Toyota.-Proizvodnja za poznatog kupca koja mora u svakom pogledu da odgovara kupcu.-Tojotina def: SVEOBUHVATAN PRISTUP REŠAVANJU PROBLEMA ČIJI JE OSNOVNI CILJ POVEĆANJE KVALITETA I POBOLJŠANJE VREMENSKE KOMPNENTE U PODRUČJIMA NABAVKE , PROIZVODNJE I DISTRIBUCIJE.
-Podela JIT-a: - nabavke - proizvodnje - distribucije
JIT NABAVKE JIT PROIZVODNJE JIT DISTRIBUCIJEL O G I S T I Č K I L A N A C
66
Tržište poluproizvoda
Proizvodnja poluproizvoda
Dolaznipufer
Dolaznipufer
Dolaznipufer
Dolaznipufer
RM1 RM2
RM4RM3
Odlazni pufer
Tržište sirovina Tržište finalnog
proizv.
Proizvodnja finalnog proizvoda

Industrijski transport
Osnovni cilj je eliminacija gubitaka u log.lancu .Gubitak je svaka ona aktivnost koja ne dodaje vrijednost proizvodu.Log.lanac je uređen niz log.aktivnosti.
Efekti JIT-a:1.skraćenje ciklusa-skraćenje vremena trajanja proizv.procesa 80-90%2.direktno povećanje produktivnosti 5-50%3.indirektno povećanje produkt.20-60%4.smanjenje troškova poručivanja 5-10%5.smanjenje zaliha:-sirovina i poluproizvoda 30-75% -u proizvodnji 30-90%
-gotovih proizvoda 50-80%6.skraćenje vremena pripreme proizv. 70-90%7.smanjenje potrebnog prostora 40-80%8.povećanje kvaliteta za 80%9. smanjenje br.otkaza zbog nedostatka zaliha 50-95%10. smanjenje br.kriznih situacija 20-90%
K-ka JIT-a je da tok materijala ima obeležje potpune kontinualnosti a vremenska sinhronizacija ima obilježje paralelnosti faza proizvodnje u odnosu na hijerarhijski nivo.JIT teži minimizaciji ili eliminaciji svih zaliha i omogućava minimizaciju vremenskog zadržavanja proizvoda u proizv.procesima.Generator svih aktivnosti u reprodukcionom ciklusu je pojava elementarnog zahtjeva.
RAZVOJ TEH.KONCEPCIJA(TK)
Tehnološka koncepcija je SUMA TIPIČNIH I ATIPIČNIH TEHNOLOGIJA KAO I PRELIMINARNOG UKLAPANJA U LOKACIJU, UPRAVLJANJA I PRELIMINARNOG DIMENZIONISANJA.
67
Tehnološki projekat
Identif.i analiza TZ
-Eliminacija-racionalizacija i sl.
Formiranje tehnol. r-nja
-LAYOUT-upravljanje-dimenzionisanje
Industrijski transport
TIPIČNE I ATIPIČNE TEHNOLOGIJE
Kod razmatranja TT i AT mora se analizirati podsist. teh. elemenata i saobraćajni podsistem u kom tehnološki elementi realizuju TZ.Načelno za sve TE u okviru TT i AT koje su predviđeneu razvoju r-nja prisutna je sledeća veza
U okviru teh.projektovanja (pri razvoju TK i TR) kod sredstava za realizaciju TZ predstavlja izuzetno značajan korak . Pri izboru mora se respektovati niz faktora čije nepoznavanje prije ili kasnije dovodi do problemskih tačaka .
68
Sist.realizacije TZ-transp. sredstva-tehnol. elementi
Podsistem TE Saob.podsistem u kome funkcioniše TE
Sredstvo-vozilo,transporter
Manipulisanje sa teretom
Mreža saobraćajnica
Upravljanje kretanjem TE ili komponenti TE
Upravljanje saobraćajem na mreži
K-KE TZ-pojavni oblik-mjesto i vreme nastanka-količina i-IS
Tehno-eksploatac.k-ke sredstava
Uslovi realizacije TZ:-okruženje(hladnjače)-spec.zahtevi-postojeća oprema -objekti i prostor-rastojanja-energija-uklapanje u postojeći sist. -itd
Uslovi nabavke:-cijena-uslovi uvoza-krediti -grejs period-obuka-rok isporuke-garancija-penali
Održavanje:-postojanje servisa -osposobljenost stručnih službi-nabavka rez.delova-obuka za održavanje
izbor sredstava

Industrijski transport
U podsistemima mora da se permanentno prati još niz elemenata koji mogu uticati na realizaciju TZ .Grejs period – isporučilac opreme nudi da od momenta isporuke sredstava malo radimo pa tek onda plaćamo.Rok isporuke je bitan zbog vremenskog aspekta procesa.
Sredstva industrijskog transporta
Shodno izuzetno širokom spektru k-ka TZ koji se sreću u procesima u industriji, a i u drugom djelatnostima, razvijen je izuzetno širok spektar sredstava za realizaciju zahteva.U literaturi se shodno tome sreću i različiti prilozi klasifikacije ovih sredstava koji mogu biti tehnički, tehnološki i drugi.
1. Prema dejstvu radnog organa: sa cikličnim i sa kontinualnim dejstvom CIKLIČNA KONTINUALNA
-kolica -kliznice -transportna vozila i prokolice -trakasti transporter -viljuškari -valjkasti transporter -dizalice -konvejeri
-viseće prenosilice -elevatori -kabl-kran -pužni transporter -liftovi -žičare -vazdušni jastuci -cjevni transport -utovarivači2. prema pogonu: -motorni (parni, SUS, elektro)
-manuelni-gravitacioni
3. Prema materijalima: za kombinovane, rasute, tečne, komadne 4.Prema upravljanju:- centralizovano
-ciklično -slučajno
5.Prema stepenu automatizacije: -neautomatizovano -poluautomatizovano -centralizovano -robotizovano
Sredstva sa cikličnim dejstvom
-kolica -kabl-kran-transportna vozila i prokolice -utovarivači-viljuškari -liftovi -dizalice -vazdušni jastuci-viseće prenosilice
69
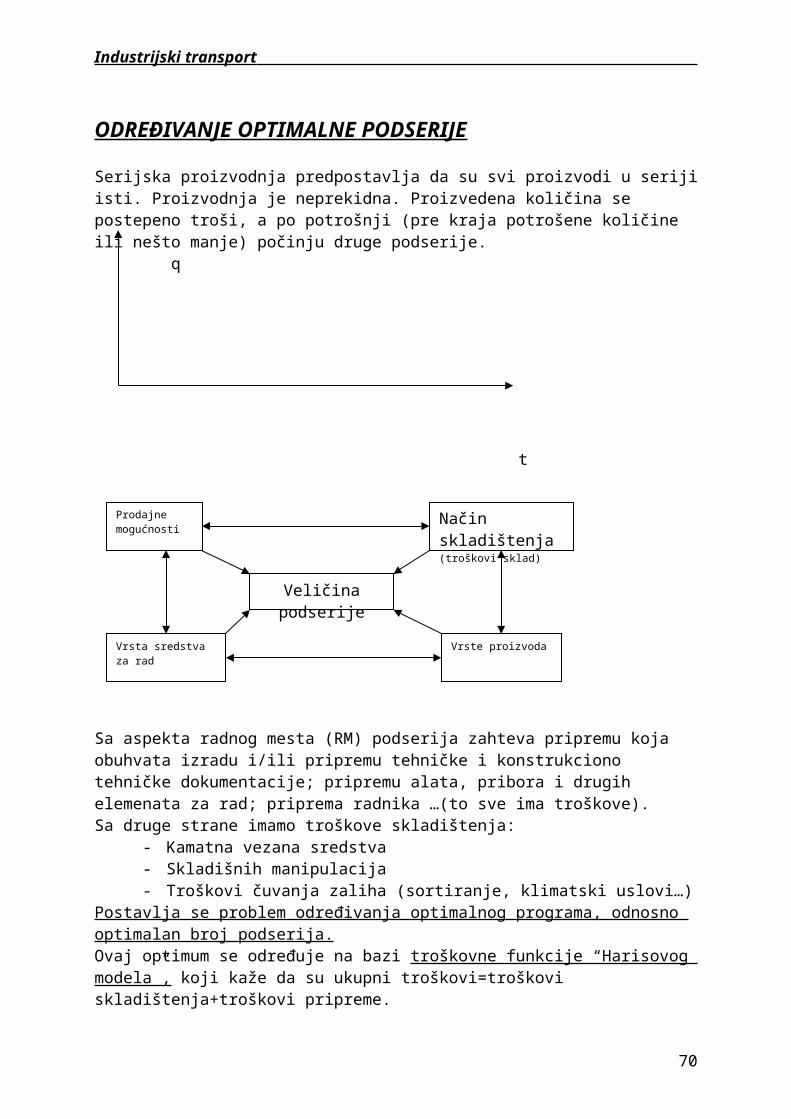
Industrijski transport
KOLICA
-nosivost: od nekoliko desetina do nekoliko stotina kilograma-zahtijevaju čvrstu , ravnu podlogu za kretanje sa malim nagibima-sa aspekta mjesta nastanka i mjesta završetka su fleksibilna-koriste se u radioničkoj proizvodnji(stohastičnost, relativno jeftino sredstvo)-za manja rastojanja se koriste za transport lakih tereta-mogu biti sa jednim, dva, tri i četiritočka(sa br.točkova se povećava nosivost)-prema upravljanju se dijele:sa upravljanjem preko slobodno vođenih točkova ili sa upravljanjem preko rude-prema načinu zahvatanja treta :sa aktivnim zahvatanjem ili sa pasivnim zaahvatanjem tereta-paletna kolica su nosivosti do 2 t-spektar r-nja je izuzetno širok počevši od materijala za izradu , vrste točkova, elemenata za kretanje, zaustavljanje, blokiranje, pojavnih oblika, ...-f-ja: realizacij transportne f-je, u industriji spec.oblici sa uređajem za podizanje i spuštanje u obliku ploče li viljuške-k-ke TZ bitne za odabir kolica:
-pojavni oblik-koriste se za homogene terete i za širok spektarpojavnih oblika-mjessto nastanka i mjesto završetka TZ ima obilježje stohastičnosti(ograničenja vezana za podloge, rastojanja i količine)-vrijeme nastanka i završetka je diskontinualno(u bilo kojem trenutku može da se pojavi TZ i da ga realizujemo)
TRANSPORTNA SREDSTVA I PRIKOLICE
Bez mogućnosti aktivnog zahvatanja i odlaganja teretaKada se sreću tereti većih dimenzija u realizaciji unutrašnjeg, procesnog i međupogonskog transporta, koriste se ova sredstva. Obično su na elektro ili sa SUS motorima.Za veća rastojanja i za veće terete se koriste.Polazna kategorija su karete nosivosti do 1 t-najstariji oblikZa komadne i rasute terete gdje su k-ke zahtjeva širokog spektra.Za terete manjih masa koriste se elektro-karete ,posebno da je dominanto angažovanje u procesnom transportu.Osnovna podjela: DRUMSKA i ŠINSKA vozilaSprega vozila: fiksna –stalno spregnuti vučni voz ili sa mogućnošću rastavljanjaKod povećanja rastojanja, prisustva nagiba, povećanja j-ca tereta pristupa se primjeni vozila sa SUS motorom.Kod upotrebe ovih sredstava potrebna obučena radna snaga koja treba da upravlja sredstvima.Na mjestima primopredaje kareta imamo kipovanje(rasuti tereti), komadni tereti(rešenja su platforme za dizanje).Količina materijala u transportu ako rastu, onda nije dovoljno jedno sredstvo, pa se ono povezuje sa jednom ili više prikolica .Dobija se veza vozilo-prikolica.Problem kod ovih sredstava je velika količina koja se prevozi pa je potrebna velika površina za skladištenje preveznog tereta.
70

Industrijski transport
PROCES UPRAVLJANJA
Principi:
*klatno A B
*pristupa se kružnom (prstenastom)kretanju da vozilo po redu vožnje prolazi odgovarajuću trajektoriju
*zvezda-ovdje postoji baza gdje se iz centra upravlja i šalje; zahtijeva nadzornika dispečera jer je komplikovano upravljanje
*kombinacija zvijezda-klatno
VILJUŠKARI
Aktivno zahvatanje i odlaganje tereta.Mogu se koristiti i kao prikolica.Klasifikacija prema:
1. Nosivosti2. Položaju tereta u odnosu na bazu viljuškara3. Sa ili bez sedišta za vozača4. Prema vrsti pogonskog agregata
Najrazvijeniji su oblik vozila za rukovanje teretom čija je konstrukcija prilagođena radu sa kompaktnim logistički j-cama (palete, konteneri,..)Prema položaju težišta tereta:-čeoni kod kojih je položaj iza vozača -viljuškar bez protivtega-sa težištem u bazi -hibridni viljuškar
-za rad u visokoregalnim skladištima
Čeoni se sastoji od: rama, sistema za podizanje i spuštanje i sistema za upravljanjePostoje varijante sa tri ili četiri točka.
71

Industrijski transport
Vrste podloge na kojima rade terenski viljuškari:1.neravna i čvrsta-konvencionalni viljuškari standardnih konstrukcija2.mekana do raskvašena-viljuškari sa velikim međuosovinskim rastojanjem3.raskvašena, nestabilna, veoma neravna-utovarivači sa kašikom, terenski viljuškari
Zahvatni uređaji: standardni i specijalni.
Specijalni uređaji:1.uređaji koji olakšavaju i ubrzavaju rad sa paletama2.koji omogućavaju rukovanje nepaletizovanim teretima(kašika, trn, konzola,...)3.razni oblici zaštitnih rešetki koji kod rukovanja kabastim teretima obezbjeđuju
zaštitu viljuškariste4.uređaji koji omogućavaju realizaciju operacija koje nisu u domenu pretovarnog
zadatka
*Viljuškar bez protivtega-zahvata paletu samo sa uže strane, velike dimenzije i sopstvena težina*Hibridni viljuškar-pomjera se teret pri zahvatanju i odlaganju, uglavnom se koriste zaterete većih težina i dimenzija.
(nastavak tipičnih tehnologija)
A G V – automatski vođena vozila (na nemačkom – FTS)
U cilju smanjenja uticaja subjektivnog faktora na realizaciju TZ u unutrašnjem transportu, težilo se eliminaciji čoveka iz ovih procesa.
Uvođenjem automatizovanih tegljača 50-ih godina , a 80-ih god dolazi do burnog razvoja ovog polja. Pored industrije sreću se i u nizu drugih delatnosti (bolnice, ...). Razvijen je veoma širok spektar pojavnih oblika nadgradnje, načina upravljanja vožnjom i načina upravljanja na mreži.
1 vozilo oko 80 000 DM
Razvijena su vozila sa low-cost konceptom kod kojih je dosta pojednostavljen sistem upravljanja (vozilo 20-30 000 DM)
Pogonjena su el. motorom ili akumulatorskim baterijama. Služe za rukovanje raznih pojavnih oblika (palete, komadni tereti, sudovi različitih pojavnih oblika, razl. agregatna stanja).
Upravljanje AGVS-om: 1. delimično automatizovano 2. potpuno automatizovano
Delimično automat. , tzv. hibridna vozila gde čovek obavlja određene zadatke)spuštanje, podizanje tereta, stavljanje tereta na radni organ...)
72
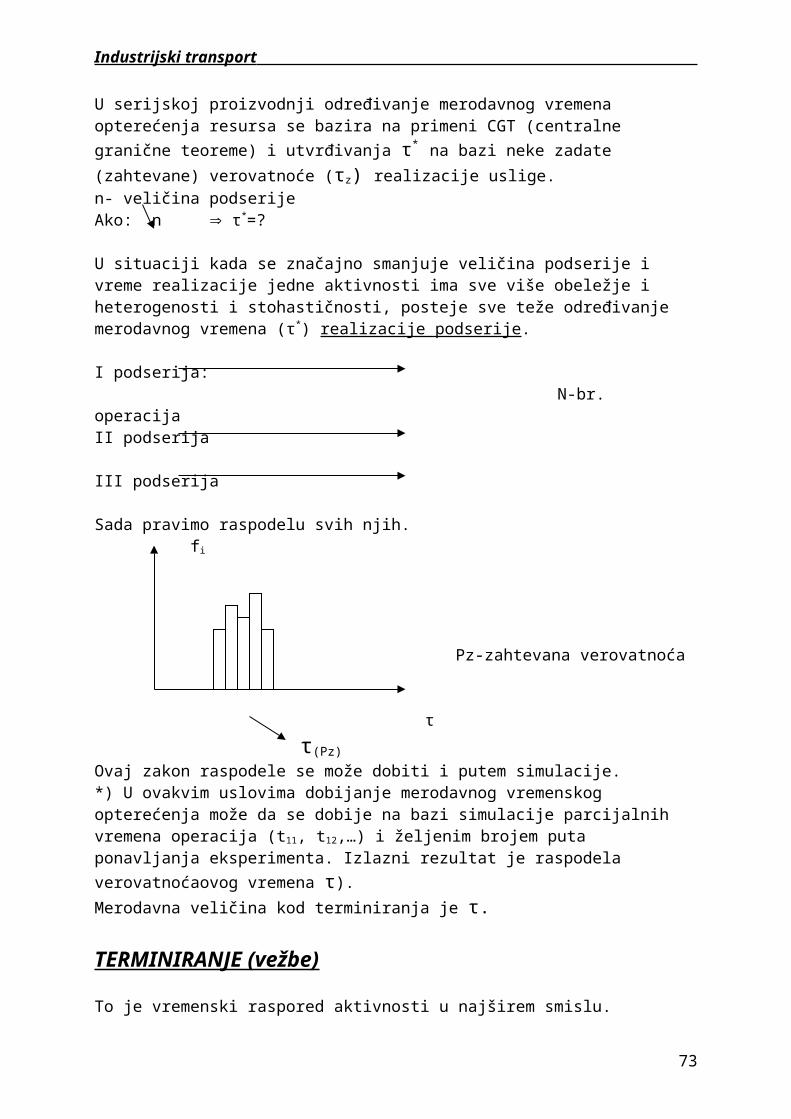
Industrijski transport
Potpuno autom. – autonomne jedinice za rukovanje teretom (sposobne za obavljanje velikog br. različitih zadataka) .
Prednosti AGVS-a :1. velika fleksibilnost u promeni transportne putanje i u prilagođavanju sve
raznovrsnijim zahtevima na polju proizvodnje i mehanizacije2. jednostavna ugradnja u odnosu na konvencionalne sisteme 3. jednostavno povećanje kapaciteta uvođenjem novih vozila4. smanjenje oštećenja robe5. manji uslovi rada , ušteda radne snage
- upravljanje vozilom Primena AGVS – za pojedinačne terete- rutiranje - za paletna vozila- upravljanje saobraćajem - vozila viljuškari- transfer tereta - za montažnr linije- menadžment - za lake terete
Upravljanje vozilom je rešavanje fizičkog manevrisanja, ubrzanja, zaustavljanja vozila. Tipična skretanja :
1) Diferencijalno upravljanje – koristi se princip kao kod vozila sa gusenicama. Senzor koji očitava situaciju ostvaruje skretanje . U velikim prostornim ograničenjima gde nije veliki obim zahteva (gustina saobraćaja) koriste se vozila sa diferencijalnim upravljanjem.
2) Klasično upravljanje – kao kod automobila, prednji točkovi se zaokreću....
Vozila sa upravljivim točkovima su sa mnogo boljim tolerancijama pri kretanju duž saobraćajnice od vozila sa diferencijalnim upravljanjem .
Vođenje vozila duž saobraćajnice je doživelo značajan razvoj. Tipično rešenje je kretanje sa fiksnom putanjom, a novije je sa tzv. slobodnom putanjom.
AGV sa slobodnom putanjom koriste se u vojnoj tehnici. Koriste se na otvorenom. Problem je sa tunelima, mostovima (jer se kontroliše odozgo), ledom, snegom... opremljena su različitim sisitemima za navigaciju. .Brzina im je ograničena na 1 m/s (brzina pešaka). Nosivost im je velika i do nekoliko desetina tona. ( primena u konten. terminalima) .
Rutirnje AGVS-a je određivanje pravca na tzv. kritičnoj tački. Pod kritičnom tačkom podrazumevamo mesto na kome se određuje pravac daljeg kretanja vozila.ovo je jedna od narednih fundamentalnih kontrolnih f-ja AGV sistema. Postoje dva tehnička pristupa f-ji rutiranja:
73
Pogonski točkovi
Osloni točkovi

Industrijski transport
1. metoda izbora frekvencije2. metoda skretnice
Metoda 1: AGV vozilo pri dolasku ka tački odluke prati jednu frekvenciju. U tački a koriste se 2 frekv. za dva pravca. Vozlio zna koju će frekvenciju da prati od željenog pravca , čime se ostvaruje rutiranje.
Metoda 2: Vozilo se približava tački odluke i prolazi pored uređaja za aktiviranje. Ovaj uređaj aktivira samo jednu frekvenciju na jednoj putanji , a isključuju ih sa drugih putanja. Kod prve varijante frekvencije su stalno aktivne na mestima usmeravanja , čime se obezbeđuje pouzdan i dugotrajan rad. Kod metode skretnice uobičajeno je da se koristi samo jedna frekvencija, ali zbog dodatnog uključivanja/isključivanja samanjuje se pouzdanost i povećavaju se troškoviodržavanja. Ova metoda je posebno teška za primenu kod komplikovanih layout-a.
Upravljanje saobraćajem – prisutna su tri tipa upravljanja:
- zonsko upravjanje- forward sensing- kombinovano
Zonsko je najpopularnije i u paksi najčešće primenjeno upravljanje. Mreža saobraćajnica se deli u posebne zone (segmente) i pravilo zonskog upravljanja je bazirano na principu da u jednoj zoni sme da bude samo jedno vozilo ( jednovremeno).
Postoji : - podeljeno zonsko upravlj.- centralno- on board
Podeljeno zonsko upravljanje se zasniva na primeni upravljačke jedinice za svaku zonu pri čemu upravlj. jed. ima svetlosni signal. Kada je upaljeno svetlo = zabrana ulaska u zonu. Po izlasku iz zone upavljačkoj jed. se šalje signal da je zona oslobođena i indikator (svetlo ) se gasi.
Centralno zonsko uprav. – ostvaruje se postupkom zonskog niza pri čemu centralni kontroler upravlja svakim zonskim blokom preko komunikacionih tačaka.
On board zonsko uprav. – vozila međusobno stupaju u vezu bez korišćenja zonskih i centralno upavljačkih jed. Obično je na podu ugrađen sistem kodova koji def. gde se nalazi vozilo i ta inform. se prenosi ostalim vozilima na mreži. Po izlasku vozila iz zone, odnosno ulaska u narednu, ova inform. se prosleđuje ostalim vozilima i shodno njihovom angažovanju određuje se dalja aktivnost .
Forward sensing – bazira se na primeni senzora na AGVS-u preko koga se detektuje eventualno prisustvo drugog vozila ispred posmatranog vozila. Koriste se tri vrste senzora:
- zvučni ( na principu radio frekv.)- optički (infracrveni)- mehanički (preko odbojnika)
74

Industrijski transport
Ove metode se koriste samo na pravim deonicama jer ovi senzori nisu efikasni za prepreke na mestima za skretanje putanje.
Prednosti ovog sistema su što omogućava neposredno kretanje jednog vozila iza drugog , čime se ostvaruje mnogo veđa gustina vozila u jednoj zoni (bolje iskorišćenje saobraćajnice).
Kombinovano upravljanje – najveći broj rešenja primenjuje samo jednu metodu upravljanja , ali ako layout to omogućava pogodno je iskoristiti kombinaciju ova dva prethodna upravljanja . To je posebno pogodno ako postoje dugačke prave deonice gde forward sensing upravlj. značajno redukuje troškove upravlj. Na mestima grananja , sustizanja treba primeniti neku od prve dve metode.
Transfer tereta a. manuelni b. automatsko povezivanje/razdvajanje (vozila koja mogu da se postavljaju u
određene sekcije gde se nakupljaju vučna vozila+prikolice)c. pogonjenim valjcima, trakom, lancem, d. mehanizovanim podizanjem/spuštanjeme. mehanizovanim potiskivanjem/povlačenjem
Menadžment – obuhvata:1. dispečiranje (upućivanje vozila na zadatke)2. nadzor sistema
Postoji više sistema od najjednostavnijih gde čovek direktnom komandom upućuje vozilo na zadatak, pa sve do korišćenja centralnog računara, koji na bazi on-line prenosi informacije iz proizvodnog i transportnog sistema, realizuje f-ju dispečiranja. Softver koji se koristi kod ovih sistema je veoma komplikovan, sa ciljem da se ostvari što veća proizvodnost vozila ( da praznih vozila bude što je moguće manje ).
U okviru AGV-sistema neophodno je obezbediti nadzor (monitoring) nad sistemom koji ima za cilj da se prate sva stanja elemenata u sist. , posebno ekscesne situacije, zauzetost vozila , otkazi i sl.....
Upravljanje AGVS sistemima(Vežbe)
Podrazumeva postojanje adekvatnog upravljačkog podsistema koji generiše upravljačka dejstva i odgovarajućeg inform. sist. Koji obezbeđuje prikupljanje relevantnih inform. o stanju transportnog sredstva .
75

Industrijski transport
Suština upravljačkog procesa sastoji se u poređenju trenutne i očekivane vrednosti upravljačkih parametara . Na bazi rezultata poređenja, upravlj. sist. Generiše dejstvo na upravlj. sist. U pravcu smanjenja razlike između željenog i realnog stanja.
Upravljanje AGVS-om moguće je posmatrati kroz sledeće f-je:a. upravljanje vožnjom AGVS-a - održavanje vozila na određenom pravcub. planiranje puta – sposobnost vozila da izabere odgovarajuću putanjuc. upravljanje saobraćajem na mreži – izbegavanje kolizionih situacijad. upravljanje pretovarome. upravljanje sistemom
Bežično upravljanje
- kontaktno vođenje pre 10-ak godina
Kod bežičnog uprav. ruta se menja uz pomoć softvera i bez instrukcija od strane proizvođača.
Prednosti bežičnog sist. u odnosu na kontaktno vođenje:1. minimalni troškovi za instalisanje sistema i min. vreme za njegovo kretanje2. max. prilagodljivost promenama putanje3. mogućnost promene rute bez intervencije proizvođača4. za promenu rute nisu potrebne intervencije na podu5. nema ometanja i zaustavljanja drugog procesa prilikom promene rute
Načini bežičnog vođenja:-laserski-optički- inercijalni
Optički način vođenja : Prve dve vrste koriste magnetne trake na podu i tako se def. pravac kretanja . Ako vozilo skrene sa def. pravca senzor ga vraća na putanju. Treći tip koristi referentne tačke u podu (pravougaonike svetle i tamne).Na komandnoj tabli AGVS-a imamo kompjuter koji vrši upravljanje.
76
Željeni odgovor poređenje Upravljački
sistemUpravljački
sistemdejstvo
merenje
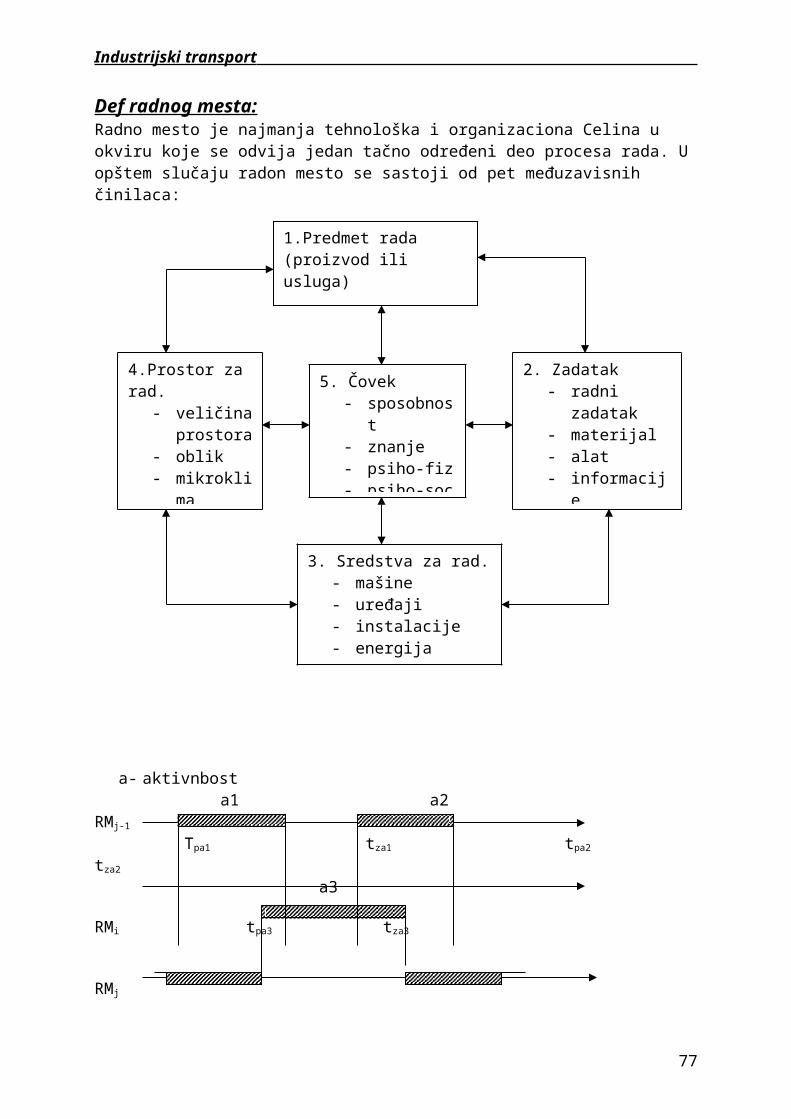
Industrijski transport
Laserski način vođenja
Ima ciljne tačke na zidu C1 i C2 . Prilikom kretanja laser neprekidno emituje signal i traži ciljne tačke.Izmena ruta se vrši preko softvera.
Inercijalni način vođenja - to je kombinacija žiroskopa i enkodiranih elektronskih signala koji služe za poređenje trenutne i zadate pozicije AGVS-a.
77

Industrijski transport
Prostorni raspored - L A Y O U T
U inžinjerskom projektovanju , problem prostornog rasporeda ima poseban značaj i predmet je istraživanja dugi niz god. Tu su prisutne dve grupe problema :
I) problem lokacijeII) problem layout-a
I) U domenu industrije problem lokacije je vezan za određivanje najpovoljnijeg mesta (proizvodnog kompleksa) na makro planu. Obično se bazira na kriterijumu min. puta, transportnog rada ili nekog drugog parametra. Problemi lokacije su literaturi veoma razrađeni i obuhvaćeni su posebnom oblašću operacionih istraživanja. Od idealizovanog stanja, prilagođava se dalje infrastrukturi, energiji, reljefu.....
II) Problem layout-a – to je mikro-aspekt problema. LAYOUT u sebi sadrži problem prostornog raspoređivanja, ali kada se mora raspoređivati niz više ili manje bitnih parametara:
- tokovi materijala- tokovi ljudi- tokovi energije - tokovi inform.
Ova heterogenost uticajnih faktora otežava , a nekad i onemogućava primenu jednoznačnih izmeritelja , čime problem postaje znatno složeniji. Podela površina:
Prateće prostorije, proizvodnja skladišne - zaštitauprava površine - sanitet- radne površ. - glavna proizv. - skladište - fizička kultura- transportne površ. - pomoćna proiz. - pomoćni mater. - kulturne i socij. - pomoćne površ. – sporedna proiz. – gotovi proizv. potrebe
- međufazno skl. – transportne povr. – stanovanje i - transport u proiz. - pomoćne površ. smeštaj
Sporedna proizvodnja npr. u metalurgiji –pečurke.....
78
Bruto površina
neto površina
korisna površina
glavna površina pomoćne površina

Industrijski transport
Međuzavisnost koncepcije rukovanja materijalima i LAYOUT –a
Između procesa rukovanja mat. i layout-a prisutna je zavisnost od faze projektovanja do eksploatacije.Projektovanje jednog bez respektovanja drugog , po pravilu dovodi do loših rešenja , odnosno generisanja problemskih tačaka.
Npr. :
1.Jedan od načina postavljanja vozila unutar objekta (zgrade). Opsluga vozila može da se realizuje mosnom dizalicom, visećom prenosilicom, a i drugim transp. manip. sredstvima. Tu može, a i ne mora biti rampa .3. kod intenzivnih procesa gde rampa omogućava jednovremenu opslugu više vozila, a opet je objekat zadržao jedna vrata . Ova koncepcija nameće primanu trans. manip. vozila. Sa aspekta prostora, zavisi od jednovremenog broja vozila na opslugu.4. Bočni pretovar – mana: objekat ima više vrata , a to je bitno jer su vrata skuplja, podložnija kvaru, traže održavanje.2. je slično kao 1. ali je mana što zahteva velike pret.-manipul. površine i saobraćajnice.
Tip i veličina prostora kao i geometr. oblik površine sa jedne i k-ke tokova materijala sa druge strane mogu da utiču na izbor sredstava za rukovanje materijalima u okviru razvoja rešenja.
79

Industrijski transport
*jedan ekstrem je brodogradnja – ukoliko se izgrađuje samo jedan veliki brod, prvo se postavlja kobilica u odgovarajuću poziciju i sav materijal (sklopovi, ljudi, energija) se kreće ka toj tački.
*drugi ekstrem – ako je rad sa malim brodovima , možda je moguće realizovati proizvodnju po tzv. linijskom tipu.
Pojavni oblici materijala se pojavljuju u serijama.......
U proizv. Procesima u okviru ograničenog prostora se transportuju različiti materijali , različitim putevima sa nekim od sredstava za rukovanje materijalima.Zbog svega toga neophodno je def. i metode , odnosno tehnologije za kretanje mat. u procesu.
Pre def. metoda rukovanja mat. neophodno je utvrditi međusobne veze elemenata proizvodnog sistema. Ovo je bitno jer iz ovih veza proističu potrebne blizine elemenata sistema . Takođe , svaki od ovih elem. zahteva određenu veličinu, vrstu i oblik prostora.
Rešenje rasporeda ovih elem. praktično predstavlja layout , a značaj veza je dat sledećom slikom:
Materijali se odnose na projektovanje proizvoda. Potrebna kretanja su vezana za projektovanje procesa.
Def.Fizička integracija radnih mesta , opreme, postrojenja radne snage , log. podsistema , se daje layout-om , pri čemu layout def. prostorne međuzavisnosti pojedinih elemenata , odnosno kako su tehnologija i ljudi uklopljeni u sistem.
80
LAYOUT
Metode rukovanja materijalima
materijali Potrebna kretanja

Industrijski transport
Ciljevi razvoja LAYOUT-a
1. Teži se da budu minimalni unutrašnji transporti:- broj ciklusa (da je što manji ako može)- rastojanja- transportni rad.....
2. Izbegavanje povratnih kretanja i ukrštanja tokova , jer može doći do kolizije i usporavanja kretanja materijala
povratna kretanja 3. Minimizacija investicionih troškova
Možda je drugi raspored bolji.
4. Minimizacija eksploatacionih troškova (misli se na troškove transporta, zaliha) 5. Da layout omogući fleksibilnost proizvodnog procesa 6. Da layout omogući minimizaciju vremena proizvodnog procesa (da materijal ima protočnost, što manje zaliha) 7. Minimizacija tipova i broja sredstava unutrašnjeg trans. (bolja je međusobna ispomoć, održavanje ) 8. Humanizacija rada 9. Da obezbedi neometano odvijanje procesa (kontinualnost) 10. Mogućnost proširenja
81
RM1 RM2 RM3
RM1 RM2 RM3 RM4 RM5
RM1 RM5 RM4 RM2 RM3

Industrijski transport
Vazdušni jastuci (AIR bag)(vežbe)
Spada u atipične tehnologije u unutr. transportu.
podloga
komprimovani vazduh
Radi na principu vazdušnog filma. Mora imati stalno snabdevanje vazduhom. Podloga mora biti velike tvrdoće i odgovar. kvaliteta.
Ova tehnologija je pogodna za velike težine tereta i relativno mala rastojanja. Predmet i vazdušni jastuk su odvojen nosačima. U praksi se koriste za premeštanje teških mašina.
Prednosti: 1. mali koef. trenja (potrebna je znatno manja vučna sila u odnosu na transp. sredstva na
točkovima) 2. veće manevarske mogućnosti na horiz. površini. Ovi uređaji omogućuju kretanje u
svim pravcima pa čak i oko svoje ose.3. velika specif. nosivost4. mali pritisak na podlogu čime je smanjeno habanje podloga5. jednostavna konstrukcija i izrada (troškovi pri eksploataciji ovih uređaja u skladištima
i pogonima po jedinici nosivosti su 10 puta manji nego troškovi trensp. sa klasičnim trans. sredst.
6. veća bezbednost pri transp. tereta (nisu potrebni kočioni mehanizmi već zatvaranjem vazduha dolazi do zaustavljanja)
7. jednostavno rukovanje
Nedostaci:- zahtevaju veći kvalitet podloge- nagib podlpge do 10%0 jer preko toga dolazi do proklizavnja.
82

Industrijski transport
Primena:- u montažnim odelenjima - agregatni odel.- skladišnim prostorima (za premeštanje i skladiš.)- hemijskim postrojenjima
(nastavak od 8.1.2002)Trakasti transporteri
Kod trak. transp. traka je ujedno i vučni i noseći organ. Pokretanje je pomoću pogonskog doboša. Za opslugu stalnih tr. tokova primenjuju se stacionarni trakasti transp. koji imaju određenu namenu u pogledu vrste i količine tereta kao i relacije transp.Za opslugu pojedinih utov.-istov. mesta sa promenljivim tokovima i relacijama , primenjuje se pokretni transporter (dužine 5-20 m) . Trake :čelične, gumene..Proizvodnost trak. transp. zavisi od njegovih konstruktivnih i funkcionalnih k-ka, od tehnološko-fizikalnih osobina transportujućeg materijala (komadni, rasuti...), da li je linija transporta horizontalna, kosa, kombinovana, da li je utovar materijala kontinualan ili sa prekidima, od načina izbacivanja mat. sa trake....
Konvejeri
Primena u sistemima protočne proizvodnje. Spadaju u grupu transp. uređaja sa kontinualnim dejstvom, pa se radni organ kreće u zatvorenom krugu. Moglo bi se reći da konvejeri uvek ispunjavaju osnovne dve f-je:
1. transport (delova i predmeta rada)2. f-ju regulatora ritma rada na RM-u
Podela: Prema načinu kretanja i konstrukciji, a posebno po položaju putanje , konvejeri se dele na:
a) visećeb) hodajućec) upuštene
Viseći :
83

Industrijski transport
Viseći konv. se kreću po krutoj šini koja se nalazi iznad operativnih površina (RM), pri čemu je omogućena promena pravca linije transporta kako u horiz. tako i u vertik. ravni. Osnovna k-ka ovih sredstava je da su nosiljke u visećem položaju. Prvenstveno se koriste za transp. komadnog tereta (delova mašina, kutije, vreće, sanduci..), a u izvesnim slučajevima i rasuti teret, smešten u odgovarajuće posude.
Prednost visećeg konv. je u tome što se putanja, odnosno tehnološka linija transp. lako prilagođava uslovima i tehnologijama proizvodnje, pa se lako može menjati u slučaju izmenljivog tehnol. procesa. Najčešća primena je kolica sa 2 točka. Mogu biti : teretna, pomoćna i sprežna (koja se međusobno sprežu preko traverze- za veće terete).
Hodajući:
Primena uglavnom u sistemima protočne proizvodnje za transp. delova i sklopova , odnosno predmeta rada sa jednog na drugo RM radi obrade ili montaže. Ovde konvejer služi kao ručno sredstvo. Kolica sa manualnim pogonom se sprežu sa visećim ili podnim lančanim transporterom uz primenu sist. za automatsko upravljanje. Postoji novija koncepcija kod kojih je vuča obezbeđena preko kolica monošinskih postrojenja koja se kreću aritmično po visećim šinama , takođe sa automatskim upravljanjem.
Upušteni:
kolica
Poprečni presek kopča podlog (potiskuje lanac za koji se zakači)
lanac
Prednosti : veća je nosivost i teret se može zakačiti i otkačiti u željenoj tački. Nedostatak: težak pristup lanca usled kvara.
84
Industrijski transport
Elevatori
Namenjeni su za realizaciju transp. rasute robe, sitne i srednje granulacije i komadnog tereta pod uglom od 60-90º. Radni organ je kofica (vedro). Dele se u dve grupe prema načinu povezivanja kofica i vučnog elementa:
- čvrsta veza- pokretna veza
Vučni element je lanac ili traka. Lanac je za manje brzine , a traka za veće. Lančani elevatori se prave sa dva lanca . Savlađuju visinu od 120 m (lančani elevatori). Sa gumenom trakom savlađuju visinu od 150 m.
Prednosti:1. mali prostor za ugradnju2. zatvoreno kućište (potpuna zaštita okoline)3. pogodan je za transport praškastog i sitno zrnastog materijala
Loše osobine:
1. putanja je kosa ili vertikalna i ne postoji mogućnost vođenja trase2. nije pogodan za širi asortiman robe3. mogućnost zaglavljivanja mat. između kofica i zidova kućišta4. pri transp. ugljene prašine i šećera može doći do eksplozije
Uglavnom se koriste u kombinaciji sa drugim sredstvima za savlađivanje velikih visinskih razlika. Aktivno zahvatanje i odlaganje.
Karakteristični oblici tokova materijala
Pri formiranju layout-a def. se i različiti oblici tokova materijala, kako u horiz. tako i u vertikal. ravni.
U horizontalnoj ravni , tipična su 3 oblika:- tzv. I, U, L
"I" – pravolinijski layout: Prednosti su: jednostavno raspoređivanje aktivnosti (it procesa i kontrole), lako proširenje, fleksibilnost u odnosu na jedinice rukovanja i sredstvo realizacije zahteva.Mane : moguće su znatne dužine objekta , mogućnost ispomoći je otežana ili nemoguća (na ulazno/izlaznom segmentu).
"U" oblik :Prednosti su: mogućnost ispomoći kako na prijemno otpremnoj zoni , tako i u procesima unutrašnjeg transporta , manji prostor, manje elemenata.Mana: otežano proširenje.
85
Industrijski transport
"L" oblik:Prednosti: omogućava manje ometanje različitih vidova "spoljnog" transporta, lakše razdvajanje različitih tipova objekata , povoljnost kod tehnologije sa znatnom količinom kupljenog materijala i njegovog skladištenja i za montažu.Mana : veoma otežano proširenje.
Pored ova 3 osnovna oblika tokova mat. , u praksi se sreću i drugačija rešenja zavisno od k-ka procesa. Međutim i ovi tokovi su u suštini nastali kombinovanjem ova 3 osnovna oblika (ovi oblici su kružni, zvezdasti, cik-cak...)
U vertikalnoj ravni – oblikovanje tokova se razvija u zavisnosti od k-ka procesa i broja etaža u kome se raspoređuju elementi za posmatrani proces. Ovakav razvoj layout-a je pogodan kada je skupo zemljište i kada se na ovaj način znatno skraćuju relacije u pogonskom transp. , a koje bi nastale razvojem rasporeda elemenata u ravni.
Ovakvo reš. zahteva veću površinu i više tokova.
Zbog toga se sreće rešenje da je u podrumu ili na nivou odelenje za skladištenje, a iznad montaža. Ovde je manja kvadratura, cena objekta je niža. Može se desiti da imamo više etaža.
Karakteristični frontovi layout-a prema organizaciji procesa u proizvodnji
U procesima proizvodnje sreću se 4 karakter. Kategorije layout-a zavisno od organizacije proizvodnje :
1) Sa fiksnom pozicijom proizvoda2) Sa proizvodnjom prema proizvodu (linijska)3) Grupni layout4) Prema procesu (jednorodnost procesa)
linijski prema procesu (javlja se više tokova)
86
Skladišni prostor
montaža
Skladišni prostor
montaža
RM1 RM2
Industrijski transport
Kod grupnog je kretanje između pogona i RM znatno manje obim
grupni prema
prema procesuproizvodu
asortiman
međusobniodnosi elem.uključenihu proces
segmentalgoritma vezan za prostor
prilagođavanja
formiranjelayout rešenja
Ovaj postupak je i uključen u tzv. postupak razvoja layout-a SLP (sistemate layout planing).Za razvoj layout-a ne postoje egzaktne metode kao što se vidi iz priloženog.
87
PQRST analiza
Analiza tokova mat. (kvantitet)
Analiza međuzavisnosti (kvalitet)
Dijagram i matrica međuzavisnosti
Dijagram raspoloživih odnosa
Potreban prostor
Raspoloživi prostor
- prihvatljive modifikacije- prilagođavanje
ograničenja- prostor- bezbednost-zakon
varijantana rešenja
- vrednovanje i izbor - prezentacija

Industrijski transport
DIMENZIONISANJE TEHNOLOŠKIH ELEMENATA
Kod dimenz. respektovaće se metode i postupci koji su korišćeni u drugim predmetima odsjeka , a pre svega u Mehanizaciji, Skladištima i Integralnom transportu.Dimenzionisanje je izuzetno važan korak u tehnološkom projektovanju koji se po pravilu jednovremeno koristi sa razvojem layout-a i metoda upravljanja.
Problem je određivanje mjerodavnih veličina i mjer. kapaciteta.U postupku dimenzionisanja prisutna su dva pristupa:
1. Klasičan pristup2. Sa primjenom metoda operacionih istraživanja
Kod ovih metoda neke od njih daju eksplicitne rezultate ( numerički izlaz), a neke metoda daju deskriptivan izlaz (opisuju kvalitet funkcionisanja procesa za zadati skup ulaznih parametara) .1) KLASIČAN PRISTUP
Formula za klasičan postupak:
-broj elemenata-mjerodavna vrijednost (količina)- kapacitet elementa
Pošto je racionalan broj, zaokružujemo na prvu veću ili prvu manju vrijednost.
Kako odrediti Q:
PQR- analiza za rastojanja u za rastojanja u TE opterećenom smeru TE neopter. smjeruTE Q
Gore navedene matrice su korespodentne matrice za isti TE.Kada se svi ovi pregledi saberu u ∆t dobije se matrica vremenskog angažovanja TE na predviđenom skupu aktivnosti.
dood
1 2 .....n
12.....n
dood
1 2 .....n
12.....n
dood
1 2 .....n
12.....n
88

Industrijski transport
∑= ukupno vrijeme angažovanja TEJedan od pristupa :
-frekvencija, koliko ima cilkusa na nekom zadatku u opterećenom delu ciklusad-distanca između izvora i i ponora jV-brzina x 2-da bi bila ista težina u praznom i tovarenom smjeru
-vremena utovara i istovaraT-vrijeme ciklusat-gubici ULAZ IZLAZ
λ P( )-vjerovatnoće angažovanja nula μ kanala, n kanala ili n+m kanala
n -vrijeme čekanja zahteva na opslugum -vrijeme nezauzetih kanala
-srednji broj klijenataOgraničenja:Ovde je reč o zatvorenim sistemima SMO , postoje i prostorna ograničenja , potok je prost, u praksi ne važe obrasci, uvode se pretpostavke. Problemje što je potrebno znati programiranje radi rešavanja tih problema , ako su u pitanju eksperimenti problem je trajanje .Vremenski aspekt je problem zbog angažovanja.Za razvoj layout-a postoje specijalni softveri koji su veoma skupi.
FAZE PROJEKTOVANJA
Ф1 : Na neki način je makrolokacija , kojom se definiše položaj u kompleksu, veze sa međupogonskim transportom, spoljnim ili javnim . U ovoj fazi je neophodno obezbediti adekvatne podloge sa detaljima koji su bitni za sagledavanje saobraćajnica , prepreka i sl.
Ф2 : Predstavlja grubi layout u okviru objekta sa definisanim namjenama pojedinih zona
Ф3 : Obuhvata detalje layout-a svakog elementa koji je predviđen projektom ( RM-a, opreme , regala, instalacija, ...) uz određivanje metoda rukovanja do-od svakog elementa
89
SMO

Industrijski transport
Ф4 : Obuhvata definisanje detalja instalacije , nabavki, prilagođavanja, ...
METODE RAZMJEŠTAJA ELEMENATA LAYOUT-A
U praksi se sreću i primjenjuju više pristupa koji su nastali bilo na bazi empirijskih , matematičkih ili drugih metoda:
1. metod instikta i intuicije2. metod gotovih rješenja3. metod mišljenja zainteresovanih4. metod kvalitativne i kvantitativne analize5. metod sistematskog planiranja
Metod instikta i intuicije se bazira na individualnim sposobnostima projektanta, mogućnosti sagledavanja obima zadatka, ograničenja i dr. i da bez primjene matematičkih postupaka , dokaza se formira rješenje.(npr modni kreatori)Mana je bez dokaza je teško ukazati na štetePrednost je malo vremena, malo pojedinaca.Ovakav pristup je generator problemskogpogona jer je razvoj LAYOUT-a kompleksan problem.
Metod gotovih rešenja je prilično prissutan u praksi.Razvija se rešenje uz uočavanje prednosti i mana nekog postojećeg sistema sa istom ili sličnom funkcijom. Mana je da li će i naš sistem biti u istom odnosu sa okruženjem kao i posmatrani. Prednost je da se uči na tuđim greškama. Koristi se često u praksi razvoj sistema pomoću modela (maketa ). Predviđeni elementi se prave u pogodnoj razmjeri u 2 ili 3 dimenzije i prostornim raspoređivanjem elemenata razvija se r-nje varijanti. Prednost : lako se razvijaju varijante. U novije vrijeme se koriste računarski paketi npr AUTOCAD i razni programski paketi.
Metod mišljenja zainteresovanih je pristup kroz analizu mišljenja stručnjaka odgovarajućih profila . U tu svrhu se obično formira tim od 5-10 ljudi kojima se postave skup pitanja za pojedine aspekte problema. Odgovori se upoređuju i uočava se konvergencija ili divergencija u okviru rešenja.Potom se postavlja novi skup pitanja , kroz iteraciju se teži najpovoljnijem r-nju. Slično je prvom modelu.Prednost: r-nje se razvije u kratkom vremenu bez detaljnih analizaMana: kakav tim skupiti, subjektivnost, lični interes
90

Industrijski transport
Metode kvalitativne i kvantitativne analize - u okviru ove grupe kvantitativni pristup se bazira na naturalnim izmjeriteljima tokova materijala. Ovi tokovi se analiziraju između parova elemenata u sistemu (zona, odelenja,...) i shodno obimu toka se utvrđuje pogodnost međusobne blizine elemenata. Kvalitativni pristup je nastao zbog uticaja faktora na prostorni raspored koji se ne mogu naturalno izraziti. Ti faktori i uticaji , posebno u industriji, mogu biti buka, toplotno dejstvo, opasnost, itd.
Kao hibrid se pojavio kombinovani pristup kojim se kombinuju i kvalitativni i kvantitativni parametri. Ovakav pristup uz dalju nadogradnju je prerastao u metod sistematskog planiranja.
PRIMER Kvantitativni prstup
PQ analizom definisan je merodavni skup proizvoda kojim se prate analize tokova mat. Prema tehnologiji (TK i karte toka procesa) definisana su kretanja pri proizvodnji proizvoda kroz proizvodne celine, označene A,B,C,D,E,F,G,H,I. Postupak je predstavljen na sledeći način.
A- je skladište sirovinaI - skladište finalnih proizvoda
Grupa proizvoda Q Kretanje između proizvodnih celina
I 20 A-B-C-D-E-F-G-H-I
II 20 A-C-D-F-G-I
III 25 A-D-B-E-H-F-I
IV 20 A-C-D-B-E-G-I
V 5 A-E-F-G-H-I
VI 5 A-D-C-B-F-G-H-I
VII 5 A-C-D-H-D-G-I
Ovaj metod je baziran na matrici OD-DO ( to je prvi korak)
91
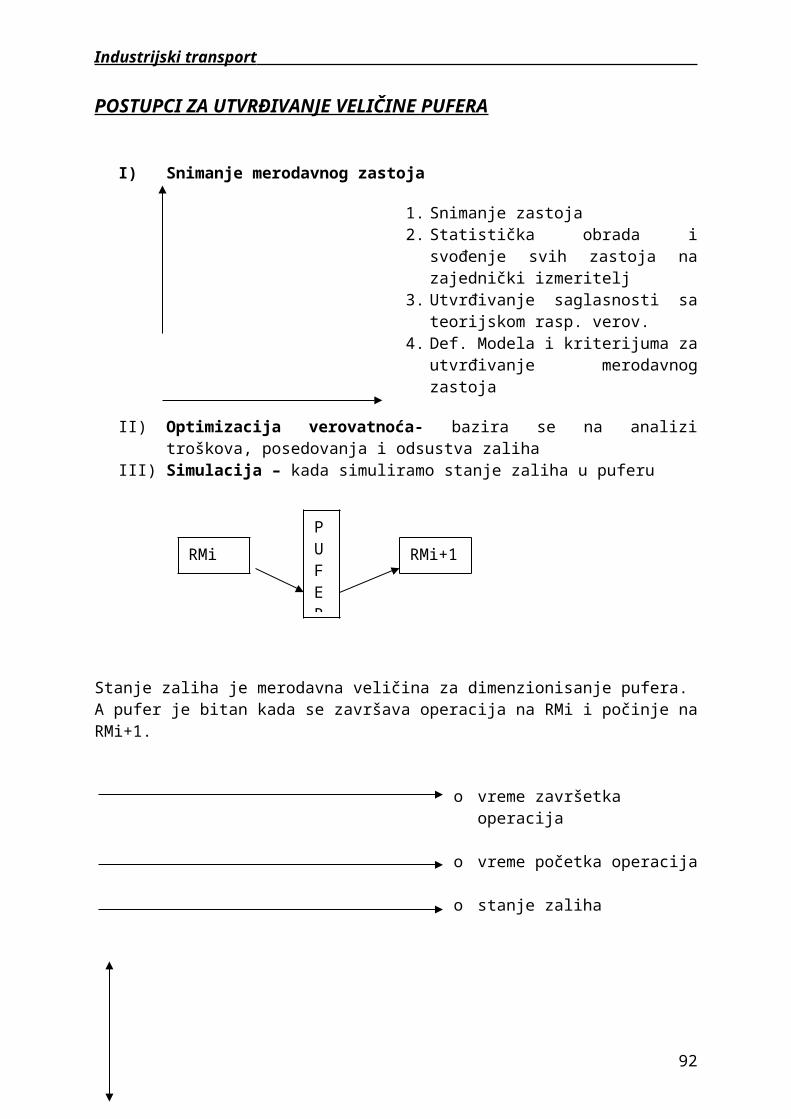
Industrijski transport
Ukupan izvoz
ukupan uvoz
Predstavljeni metod formiranja najpovoljnijeg redosleda se bazira na analizi odnosa ulaza-izlaza pojedinih elemenata, odnosno sumi redova i kolona. Traži se izvor, odnosno element koji ima max. odnos ∑reda/∑kolone. Takos e formira prva tačka u traženom redosledu.
I) prvi element: 100/0→ ∞ (A). Po def. , u drugom koraku on se briše i iz matrice se izbacuje red i kolona tog elem. za tako transformisanu matricu sračunavaju se sume redova i kolona i vraća se na drugi korak, sve dok se ne dođe do poslednjeg elementa.
II) Transformacija matrice
III) Def. nove tačke u nizu po max. odnosu do svođenja na matricu 1x1 dimenzije
Ovaj metod je relativno lako uraditi u računarskoj obradi i efikasan je do reda matrice 30x30. (ovde je problem što je Q sve svedeno na iste jedinice)
do
od
A B C D E F G H I ∑
A / 20 45 35 / / / / / 100
B / / 20 / 45 5 / / / 70
C / 5 / 65 / / / / / 70
D / 45 5 / 20 20 5 5 / 100
E / / / / / 25 20 25 / 70
F / / / / / / 50 / 25 75
G / / / / / / / 30 45 75
H / / / 5 / 25 / / 30 60
I / / / / / / / / / 0
∑ / 70 70 100 70 75 75 60 100 620
92
Industrijski transport
Linijski raspored je teško ostvarljiv.Pri daljoj razradi layout-a razvija se dijagram međuzavisnosti i primenjuje neki od postupaka raspoređivanja u prostoru, pri ovome svaki el. u sistemu se posmatra kao tačka, tj. ne respektuje se zahtevana kvadratura za njih. Pri razvoju ovog dijagrama, problem linija pokazuje jačinu međuzavisnosti radi vizuelne prezentacije prisutnih veza.
Naredni korak je formiranje idealnog layout-a koji u nekoj većoj meri respektuje zahtevanu kvadraturu i oblik površine pojedinih elemenata.Iz faze razvoja idealnog layout-a prelazi se u izradu varijanti ralnih layout-a koji moraju respektovati sva konkretna ograničenja: tokove ljudi, informacija i dr., što nije bilo obuhvaćeno kroz materijalne pokazatelje.Skup varijantnih rešenja zavisi od :
- raspoloživog vremena za projektovanje- raspoloživih resursa, novca, stručnosti....
DRUGI METOD : Kvalitativni pristup
Za određivanje željene blizine između parova zona aktivnosti (elemenata sistema) nije uvek dovoljno poznavanje samo materijala. Ukoliko nije reč o tokovima homogenih materijala velikog intenziteta ili gabaritnim materijalima, layout mora da respektuje i zone aktivnosti koji nisu u direktnoj vezi sa tokovima mat. , npr. odeljenje održavanja , skladište alata i opreme, toplana, kompresorska stanica itd. Svi ovi elem. moraju biti obuhvaćeni layout-om. Postoje faktori koji značajno utiču na potrebnu blizinu elem. iako između njih i nema toliko materijala, npr. peći za topljenje u staklarama nemaju međusobne veze sa aspekta tokova materijala, ali one zahtevaju dopremu istog materijala, iste ili slične izvore energije (davači toplote, proces održavanja...) i logično je da budu postavljeni jedni uz druge. Iz tog razloga neophodno je respektovati kvalitet faktora koji je teško numerički izraziti. Primena metoda razvoja layout-a zahteva uvođenje zajedničkih izmeritelja i uvedene su sledeće oznake i nihove vrednosti.
93
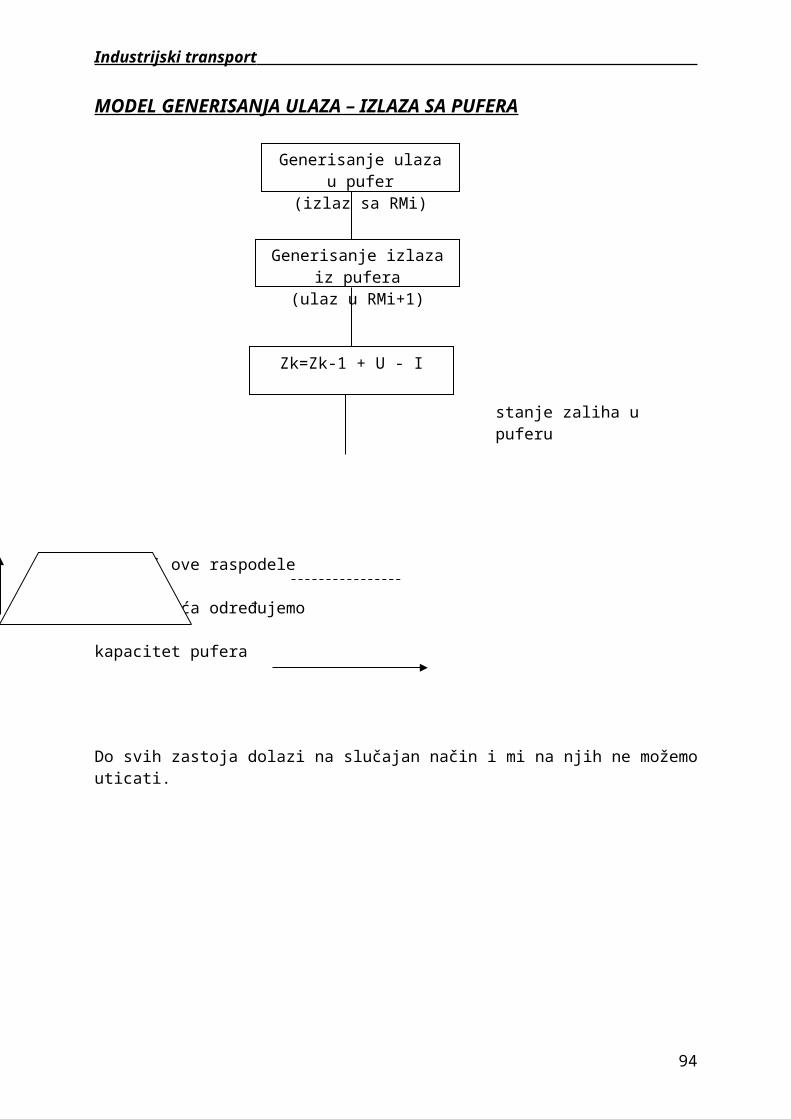
Industrijski transport
Oznaka značaja blizine Opis Ocena vrednosti
A Apsolutno potrebna blizina 4
E Ekstremno potrebna blizina 3
I Važna blizina 2
O Uobičajeno važna blizina 1
U Nebitna blizina 0
X Nepoželjna blizina -1
XX Apsolutno potrebno razdvajanje -2
U matrici OD-DO bitni su samo elem. iznad dijagonale
Jačina veze (A,B ... ili ocena
Šifre zavisnosti
Šifra zavisnosti
Ovde je problem subjektivnost i mora da se uporedi mišljenje više ljudi (stručnjaka).
šifra razlog
1 Buka
2 Vibracije
3 Dovod energije
4.... Zaprašivanje
94

Industrijski transport
KOMBINOVANI METOD
Kvalitativni pokazatelji Kvantitativni pokazatelji
│ij│ → i→j Xijj→ i Xji
I*
Kvantitativna matrica nakon ove transformacije dovodi na max. vrednosti do 4 kako bi bili uporedivi sa podacima iz kvalitativne matrice.
Od matrica I* i II* trebamo napraviti novu, kombinovanu matricu. Član nove matr. je
, i
Na ovaj način smo omogućili određivanje značajnosti kvaliteta u odnosu na kvantitet, tj. da ih pomirimo i napravimo kompromis.
PRAKTIČNE METODE RAZMEŠTAJAELEMENATA U PROSTORU
dood
1 2 ...... n
1
2
....
n
dood
dood
1 2 ...... n
1
2 ij=Xij+Xji
....
n
95

Industrijski transport
Za rešenje ovog zadatka postoji više metoda od kojih se u praksi koriste ručne metode pa sve do primene računara. Služe kao alat i podrška varijantnih rešenja i izlazni rezultati primenjenih rešenja u praksi se mogu znatno razlikovati.
Metoda trougla - ova metoda je namenjena manuelnoj primeni kod koje se predpostavlja isti oblik i veličina elem. koji se raspoređuju , a tačke raspoređivanja su temena mreže jednakostraničnih trouglova. Ulazne veličine za ovu metodu su neusmerena matrica i broj elem. koji se raspoređuju. Metoda se sastoji od iz 4 koraka
Nedostaci :1. Problem sa aspekta elementa , ne uzima se u obzir oblik i veličina elem. koji se
raspoređuje2. Rastojanja - ovde su homogena i identična na mreži dok u stvarnosti to nije slučaj
DIMENTIONISANJE TE
Jedna od faza tehnol. projektovanja koja je neophodna da se realizuje na nivou teh.koncepcija i kod razvoja teh.rešenja je DIMENZIONISANJE.-upravljanje-mjerodavne veličine za dimenzionisanje -mjerodavni kapacitet kao izlazni rezultat dimenzionisanja (mer.kap.-potreban br.TE sa definisanim tehno-eksploatac. parametrima)
Pristupi kod dimenzionisanja
-klasičan pristup-primjena metoda operacionih istraživanja
1. KLASIČAN PRISTUP
potreban br.elemenata=zahtev/kapacitet TE=
Q*-merodavno(t, kom,m3)
Kao najpovoljnija j-ca se uzima vreme angažovanja TE čime se različiti pojavni oblici svode na zajed.izmjeritelj:q-raspoloživi vreme tog elem.Q*-potrebno vremensko angažovanje za jedan zadatakQ*-Qmax se dobija na bazi potrebnog br.kretanja (ciklusa), potrebnog materijala i opisuje se zakonom raspodele verovatnoća.
96

Industrijski transport
Raspodela ver. količina TZ je rezultat:-P,Q-tehnologije-tehno-eksploatac.k-ka sredstava-uslova odvijanja procesa-upravljanja
Kako u praksi doći do ovih veličina?
97

Industrijski transport
PRIMER-sredstva sa cikličnim dejstvom
Vremensko angažovanje TE na realizaciji zahteva:
vreme angažovanja TE u jednom ciklusu
TZ-stohastična veličina koja zavisi od:-k-ka materijala -pojavnog oblika-sredstva
Zahteva ili empiriju ili simulčacije.
dominantan faktor:za -rastojanje -brzina kretanja opterećenog sredstva
, -zavisi od k-ka sredstava, layout-a ali se može manje-više utvrditi
Vvo-data u tehno-ekonomskoj eksploataciji , Vvo≤Vmax
-vrijeme odlaganja slično kao kod TZ-vreme vožnje neopt.sredstva
Uočiti: Lab ≠ , ≥,≤, = naročito bitno kod jednosmjernih saobraćajnicaU meh.pretovara data su normirana vremena u tabeli.
U realnim procesima mer.zadatak se određuje kroz simulacije(određuje se vreme angažovanja za prvo sredstvo ....)-dobija se zakon raspodele ver.(npr.za istovar).Na bazi nekog kriterijuma određuje se Q*.Pretpostavlja se da zadatak sadrži potreban br.aktivnosti (N=const), a trajanje tih aktivnosti je slučajna veličina.
Zakon angažovanja TE je merodavna veličina za dimenzionisanje . Ako je N≠const zadatak se komplikuje
(P,Q,R)
98
RM1 RM2
RM3
RMn RMi
A B

Industrijski transport
Matrica tokova nastaje iz PQR analize. Ova matrica je bitna i za angažovanje TE.Transformišese u matricu potrebnih kretanja (kvantit.matrica-matrica
između radnih
Matrica potrebnih kretanja TEČlan matrice def.br.radnih delova ciklusa TE u okviru TK
Def.se koliko puta u toku neke vremenske j-ce se kreće sredstvo od-do (ali nam treba i Q). Vremensko angažovanje zavisi i od upravljanja.
Tvo-radni dio ciklusa Tvn-prazni hod
‚
=
Ove dve matrice dosta zavise od strategije upravljanja, naročito Tvn.
=
merodavni zahtev Q *cilj da TE bude angažovan za zadatak min vreme
Pri radu sa cikličnim sredstvima mogu se sresti 2 situacije:
I) sa vraćanjem TE u početnu tačku po završetku realizacije TZ. Ako imamo pogon:
P-parking -pojavi se TZ od i-j (srestvo može ići od i do j
do mesta čekanja do i , postoji i radni ciklus i prazan hod).Vremenske strukture:
(kod kareta, viljuškara,...)
RM1 RM2 RM3....RM1 /RM2 /RM3... /
RM1 RM2 ....... RMn.RM1 / 5 20
RM2 /....... /RMn /
dood
//
. /
dood
//
. /
dood
//
. /
99
RMj
RMi
P

Industrijski transport
II) sa ostajanjem (čekanjem )TE na mestu završetka TZ
A ↔B: radna mesta pogona koja korespondiraju
Zahtev Početna tačka Vreme ciklusa
A→B AB
B→A AB
Poznavanjem matrica i sist.upravljanja dobijaju se elementi za proračun merodavnog opter.elem.(merodavni zahtev Q*).Kada sist.počne da se usložnjava modeli su komplikovani i daju neprimenljive rezultate za praksu.Tada se primenjuju metode operac.istraživanja.
2.PRIMENA METODA OPERACIONIH ISTRAŽIVANJA
Teorija masovnog opsluživanja –TMO
U uslovima veće stohastičnosti zahteva i prisustva stacionarnosti može se u značajnoj meri koristiti TMO u procesu dimenzionisanja.Kod linearnog program.rešenje je optimum.TMO su opisne metode (opisuju pojedina stanja u kojima sist. može da se nađe.).Ove metode ne daju egzaktno potreban br.TE ,ali daju opis parametara sist. u f-ji br.elemenata (kanala) i vrste opsluživanja.
Daje
Čekanje kao element u vremenskoj strukturi procesa proizv.obuhvata oko 75% vremene bavljenja materijala u procesu .Vreme obrade obuhvata oko 10%Skladištenje 5%Zastoji (personala ili resursa ) 5%Kontrola 3% Transport 2%
SMO: - ulazni potok zahteva (λ)- sist.opsluge (kanali opsluž.)- mesta za čekanje- parametar ops. (μ)- izlazni tok ops.i neops.klijenata
100
OPSLUGA

Industrijski transport
SMO: - sa otkazima - sa čekanjem
SMO: - zatvoreni (def.odakle dolaze klijenti) - otvoreni (nije def.odakle dolaze)
λ
Otvoreni sistemi :
Λ je permanentno u vremenu
Zatvoreni sistem:
k- parametar koliko ima RM (sve dok k ne dođe do 0)
SMO: - bez ispomoći- sa delimičnom ispomoći- sa potpunom ispom.
Za našu struku su najbitniji :n- br. elemenata (u zavisnosti od njih posmatramo stanje sistema)
- verov. da je u momentu nailaska zahteva makar jedan kanal slobodan
- može se analizirati sistem sa 2,3 elementa (mogućnost prelaska sa 2 na 3 , sa 3 na 4, priraštaj se smanjuje sa povećanjem sredstava)
Šta znači postojanje reda?
- do 2 – kao sist. bez čekanja- od 2 klijenti staju u red
101
X0 X1 Xj Xn
X0 X1 Xj Xn

Industrijski transport
- srednji br. zauzetih kanala (opisuje iskorišćenost TE, ulazna veličina za neka ekonomska vrednovanja)
- vreme opsluge ( troškovna komponenta koja se uzima u obzir), zavisi od broja kanala, ispomoći intenziteta opsluge
- srednji br. klijenata u redu
REALANMODEL
da ne dalje projektovanje
Primer:U pogonu, zahteve za unutrašnjim transp. realizuje viljuškar, jedinice su homogenizovane, br. zahteva za angažovanjem viljuškara je slučajan – X (br. zahteva po smeni). Slučajna promenljiva je stacionarna. Opsluga zahteva je slučajna i data je zakonom raspodele. Broj viljuškara je potrebno odrediti na bazi angažovanja u sistemu.
U fizičkom smislu imamo
102
Formiranje realnog modela
Analiza rada modela
Transformacija modela u apstraktan model
Simulacija procesa – praćenje relevantnih veličina
Formiranje izlaznih rezultata apstraktnih modela
Donošenje odluke
Prihvatljiv rezultat

Industrijski transport
t- broj elemenata n*= Q*/q →vremensko angažovanje ∆t/∆t
Više suma zajedno daju neku raspodelu → merodavno angažovanje viljuškara u smeni
Ulaz zahteva- vreme trajanja angažovanja TE (realizacije TZ) , identično simulaciji.
SMO omogućava da variranjem broja kanala , uz poznatu strategiju upravljanja , pomoću eksplicitnih relacija dobijamo velič. za dalju analizu.
ρ=λ/μ - zadato μ=1/T - srednje vreme opsluge
Svi izlazni rezultati se baziraju na aproksimacijama (ulazni potok je Puasonov, a opsluživanje je eksponencijalno).Ako je u pitanju normalna raspodela , pri računanju za intenzitet opsluge se uzima koef. varijacije)
Kod SMO-a paziti na osnovne pretpostavke.- voditi računa o stacionarnosti
uzima se kao merodavna veličina, ako je veća šteta da taj period bude bez sredstava.
Ukoliko je teško primenljiv klasičan pristup, i ako nisu primenljive TMO, preostaje nam simulacija koja na bazi modeliranja realnog procesa omogućava dobijanje željenih parametara.
103

Industrijski transport
PRIMENA SIMULACIJE PRI ODREĐIVANJU INTENZITETA OPSLUGE
-šta i gde se kreće-zahtevi nastaju na slučajan način i- j
tehnološki elementi
Za formiranje matrice F (kumulante ) zahteva za kretanje i opterećenje TE dovodimo ulazne podatke na oblik koji omogućava angažovanje trans. sred.
- zahtevi nastaju na slučajan način i- j- kako inverzno iz raspodele dobiti podatke γ – slučajan broj →odsečemo na f-ji F(x) ∆t i prenesemo na osu
MATRICA OD-DO - matrica predstavlja frekvencije kretanja između radnih mesta
kumuliranjefi F
Sledi→
Dood
1 2 3 ...... N
1 / n12 n1n
2 /
3 /
..... /
N nn1 nn3 /
∑∑nij
104
1 2
3n
ij

Industrijski transport
Izlazni rezultat simulacije:
Ako je ista TK, ista matrica TZ, trans. redstvo, f-ja raspodele, zavisi od layout-a (rezultat simulacije je različit jer su putevi kretanja TE različiti.
Pri oceni varijanti treba posmatrati sve što je ušlo u sistem .
n- broj TE investicije troškovi u startu TE radna snaga promenljivi troškovi ( u zavisnosti od angažovanja TE)
kr – može biti vezano za smeštaj nekih zaliha TZ tr - vreme
Modeli simulacija - iz skladišta
- Model jednovremeno angažovanih TE
Vremenom je došlo do razvoja primene računara u procesima simulacije
105
zahtevi TE
TE TE
Industrijski transport
Primena opštih programskih jezika - prednost : ne zahteva velike investicuje- mane: kompleksna primena , zahteva dobrog programera koji poznaje dobro procese i
tehnologiju
Primena :1. Specijalnih programa (Tejlor, Maksim)
- prednost : olakšavaju rad u struci- mane: teško se nabavljaju, zahtevaju veći nivo znanja
2. Programskih paketa namenjenih simulaciji- prednost : još više su specijalizovani- mane: jako su skupi
zahtevi
TE1
TE2
TE3
106

Industrijski transport
SADRŽAJ
Uvod u osnove industrijskog transporta.....................................................................................1Linijski (linearni)............................................................................................................2Analitički (divergentan)..................................................................................................2Mešoviti (kombinovani)..................................................................................................3
Kriterijum u putevima i vremenu kretanja materijala.........................................................5KRETANJE MATERIJALA......................................................................................................6
Opšti (klasični)model procesa proizvodnje............................................................................6Aktivnosti:...............................................................................................................................8Mesto unutrašnjeg transporta pri postavljanju proizvodnje....................................................9Serijska proizvodnja..............................................................................................................11Idenifikacija i analiza tehnološkog zahteva..........................................................................12
Korektno upisivanje tehnoloških zahteva je moguće ako:................................................13K-ke tehnoloških zahteva:.....................................................................................................13
Proizvodni plan i program................................................................................................13Struktura baterijske lampe............................................................................................15
Pojavni oblik (količina) Σpiqi............................................................................................15Izbor reprezenta....................................................................................................................16
ABC analiza (troškovna analiza)......................................................................................16Primer ABC-analize......................................................................................................17
Mesto nastanka i mesto završetka realizacije TZ.................................................................19Simboli aktivnosti.............................................................................................................20Tehnološka karta...............................................................................................................21
Konstrukcija (izrada) tehnolloške karte........................................................................21Šema toka procesa (nadgradnja na tehnološku kartu).......................................................24Karta toka procesa.............................................................................................................24
Matrica OD/DO (from – to)..................................................................................................25OD-DO..............................................................................................................................28Matrica rastojanja..............................................................................................................29
Elementi osnovne proizvodnje..............................................................................................31S-analiza iz tzv. PQRST analize........................................................................................32Vremenska karakteristika tehnološkog zahteva (T-analiza).................................................32Postupci utvrđivanja vremenskih karakteristika TZ.............................................................33
Metoda trenutnih opažanja................................................................................................33Identifikacija problemskih tačaka.............................................................................................34
Karakteristike serijske proizvodnje:.....................................................................................38R-analiza...............................................................................................................................38
Celine u okviru R-analize:................................................................................................38simboli:.........................................................................................................................39Tehnološke karte...........................................................................................................39Matrice OD-DO............................................................................................................39
Transportna matrica..............................................................................................................39Dvadeset principa projektovanja procesa rukovanja materijalom........................................41
TERMINIRANJE.....................................................................................................................43ODREĐIVANJE OPTIMALNE PODSERIJE.....................................................................46TERMINIRANJE (vežbe)....................................................................................................49
Organizacija radnog mesta................................................................................................50Def radnog mesta:.............................................................................................................51
CGT:.............................................................................................................................53
107

Industrijski transport
Modeli zaliha.(skladišta strana 78).......................................................................................53Harisov model zaliha........................................................................................................54Puferi (vežbe)....................................................................................................................56
Uloga pufera:................................................................................................................56Razgraničenje između pufera i skladišta...........................................................................56
Efekti:............................................................................................................................57PUFERI (predavanja)........................................................................................................57PARAMETRI ZA OBLIKOVANJE PUFERA................................................................57ORGANIZACIJA PUFERA.............................................................................................58DINAMIČKI PUFER.......................................................................................................58PUFERI U TRGOVINI I USLUŽNIM DELATNOSTIMA............................................59KOMISIONIRANJE RAZNIH POZICIJA U SKLADIŠTIMA......................................59UPRAVLJANJE PUFEROM...........................................................................................59DIMENZIONISANJE PUFERA......................................................................................60
Faktori za dimenzionisanje pufra:.................................................................................60Grupe troškova koje utiču na dimenzionisanje pufera:.................................................60Kriterijumi i ograničenja za dimenzionisanje pufera:...................................................60Za izračunavanje potrebnih kapaciteta pufera koriste se metode:................................60
POSTUPCI ZA UTVRĐIVANJE VELIČINE PUFERA.................................................62MODEL GENERISANJA ULAZA – IZLAZA SA PUFERA.........................................63POSTUPAK PRORAČUNA U USLOVIMA STACIONARNOG RADA.....................64RASPOREĐIVANJE PUFERA.......................................................................................64PRINCIPIJELNA REŠENJA RASPOREĐIVANJA PUFERA.......................................65
J I T.......................................................................................................................................66RAZVOJ TEH.KONCEPCIJA(TK).........................................................................................67
TIPIČNE I ATIPIČNE TEHNOLOGIJE..............................................................................68Sredstva industrijskog transporta..........................................................................................69
Sredstva sa cikličnim dejstvom.........................................................................................69KOLICA.......................................................................................................................70
TRANSPORTNA SREDSTVA I PRIKOLICE................................................................70PROCES UPRAVLJANJA...................................................................................................71
VILJUŠKARI...................................................................................................................71Transfer tereta...............................................................................................................75
Upravljanje AGVS sistemima(Vežbe)..............................................................................75Bežično upravljanje......................................................................................................76Laserski način vođenja..................................................................................................77
Prostorni raspored - L A Y O U T............................................................................................78Međuzavisnost koncepcije rukovanja materijalima i LAYOUT –a.....................................79Ciljevi razvoja LAYOUT-a..................................................................................................81Vazdušni jastuci (AIR bag)(vežbe).......................................................................................82
Trakasti transporteri..........................................................................................................83Konvejeri...........................................................................................................................83Elevatori............................................................................................................................85
Karakteristični oblici tokova materijala................................................................................85Karakteristični frontovi layout-a...........................................................................................86prema organizaciji procesa u proizvodnji.............................................................................86DIMENZIONISANJE TEHNOLOŠKIH ELEMENATA....................................................88PQR- analiza.........................................................................................................................88FAZE PROJEKTOVANJA..................................................................................................89METODE RAZMJEŠTAJA ELEMENATA LAYOUT-A..................................................90
108

Industrijski transport
PRAKTIČNE METODE RAZMEŠTAJAELEMENATA U PROSTORU.........................95DIMENTIONISANJE TE.....................................................................................................96
Pristupi kod dimenzionisanja............................................................................................961.KLASIČAN PRISTUP..............................................................................................96
2.PRIMENA METODA OPERACIONIH ISTRAŽIVANJA..........................................99Teorija masovnog opsluživanja –TMO........................................................................99PRIMENA SIMULACIJE PRI ODREĐIVANJU INTENZITETA OPSLUGE........103Modeli simulacija - iz skladišta..................................................................................104
Primena opštih programskih jezika.................................................................................105
109