william n. poundstone lecture - cemrweb william n. poundstone lecture department of mining...
TRANSCRIPT
1
WILLIAM N. POUNDSTONE LECTURE
Department of Mining Engineering
College of Engineering and Mineral Resources
West Virginia University
Underground Mining Technology Evolution
By
Thomas W. Garges
This afternoon I would like to present an overview of what I consider to be the
significant developments in underground coal mining equipment technology over the past
130 years. Technology has maintained the competitiveness of the coal industry by
improving both safety and productivity.
Also I will briefly discuss the changes that have occurred in the structure of the
coal industry over the past thirty years and future outlook for coal.
2
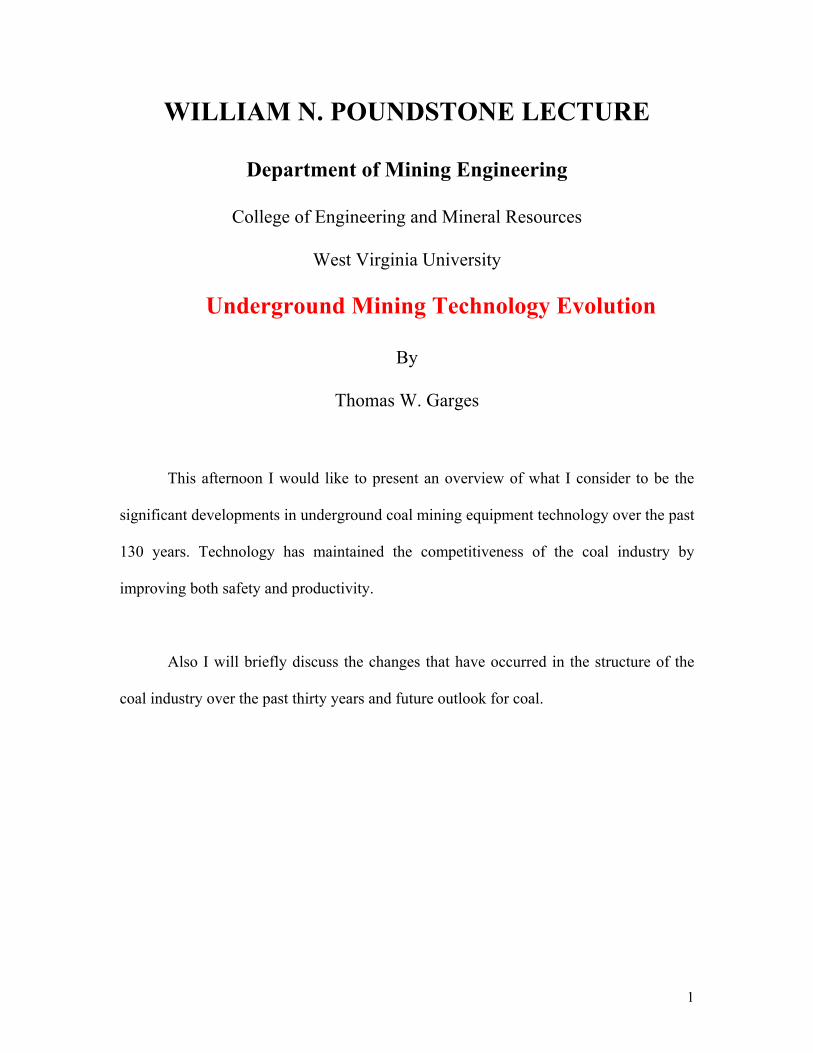
A key development in the mechanization of mining machinery occurred in 1870 when the
compressed air driven English Channel Machine (Figure 1) was built and operated to
drive a tunnel under the English Channel. The machine actually penetrated at a rate of 70
feet per day and drove 1½ miles of tunnel before the project was abandoned for political
reasons.
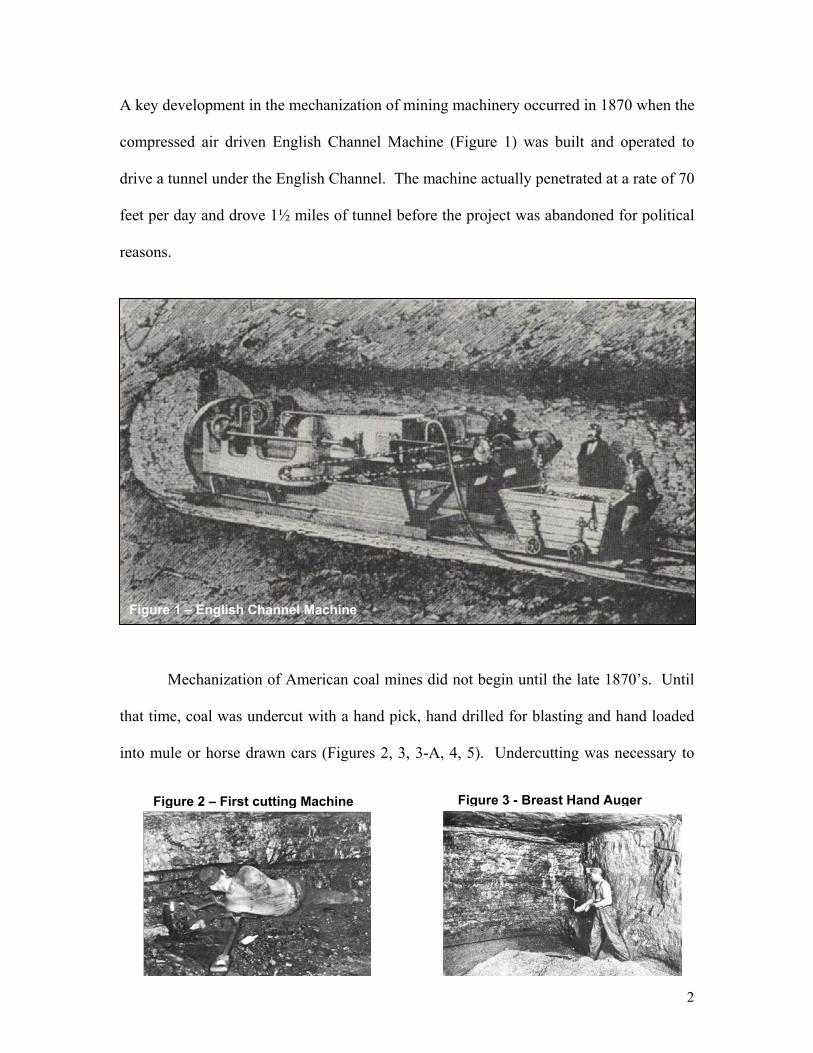
Mechanization of American coal mines did not begin until the late 1870’s. Until
that time, coal was undercut with a hand pick, hand drilled for blasting and hand loaded
into mule or horse drawn cars (Figures 2, 3, 3-A, 4, 5). Undercutting was necessary to
Figure 1 – English Channel Machine
Figure 2 – First cutting Machine Figure 3 - Breast Hand Auger

3
provide another free face for blasting and enhance the yield of high-priced lump coal for
railroads, home heating and coke making.
Figure 5
Figure 3-A – Tamping Explosives Figure 4 – First Loader
4
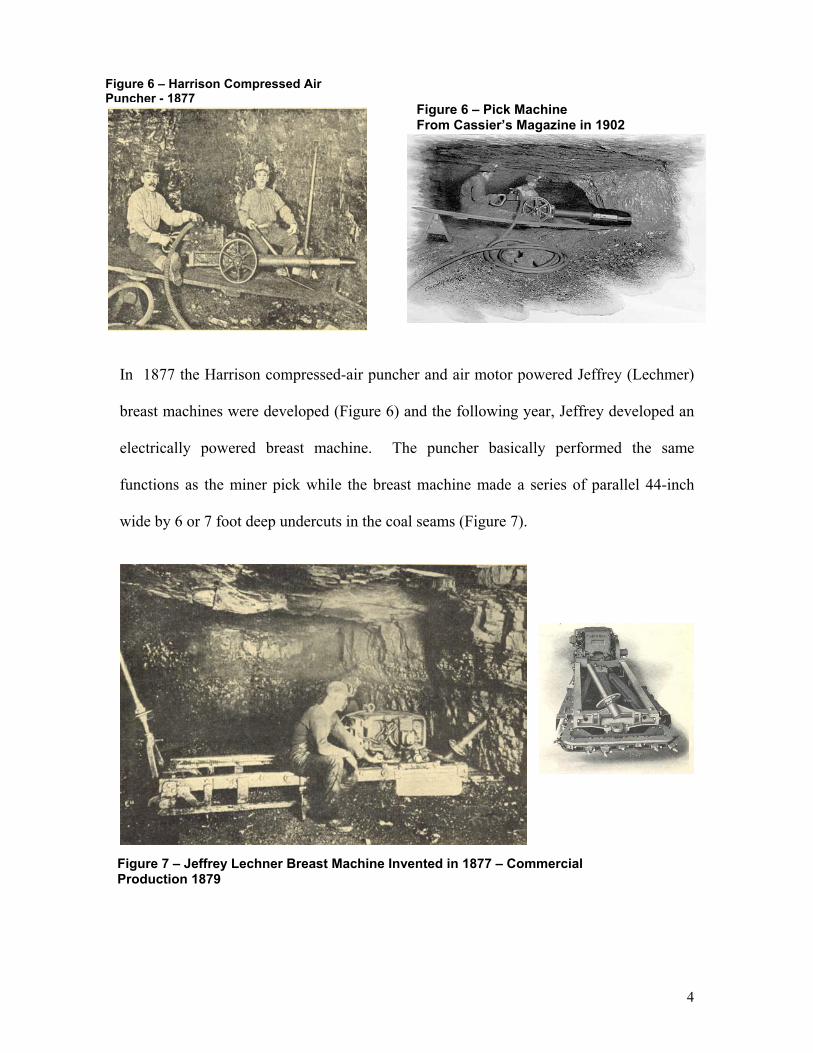
In 1877 the Harrison compressed-air puncher and air motor powered Jeffrey (Lechmer)
breast machines were developed (Figure 6) and the following year, Jeffrey developed an
electrically powered breast machine. The puncher basically performed the same
functions as the miner pick while the breast machine made a series of parallel 44-inch
wide by 6 or 7 foot deep undercuts in the coal seams (Figure 7).
Figure 6 – Pick Machine From Cassier’s Magazine in 1902
Figure 7 – Jeffrey Lechner Breast Machine Invented in 1877 – Commercial Production 1879
Figure 6 – Harrison Compressed Air Puncher - 1877
5
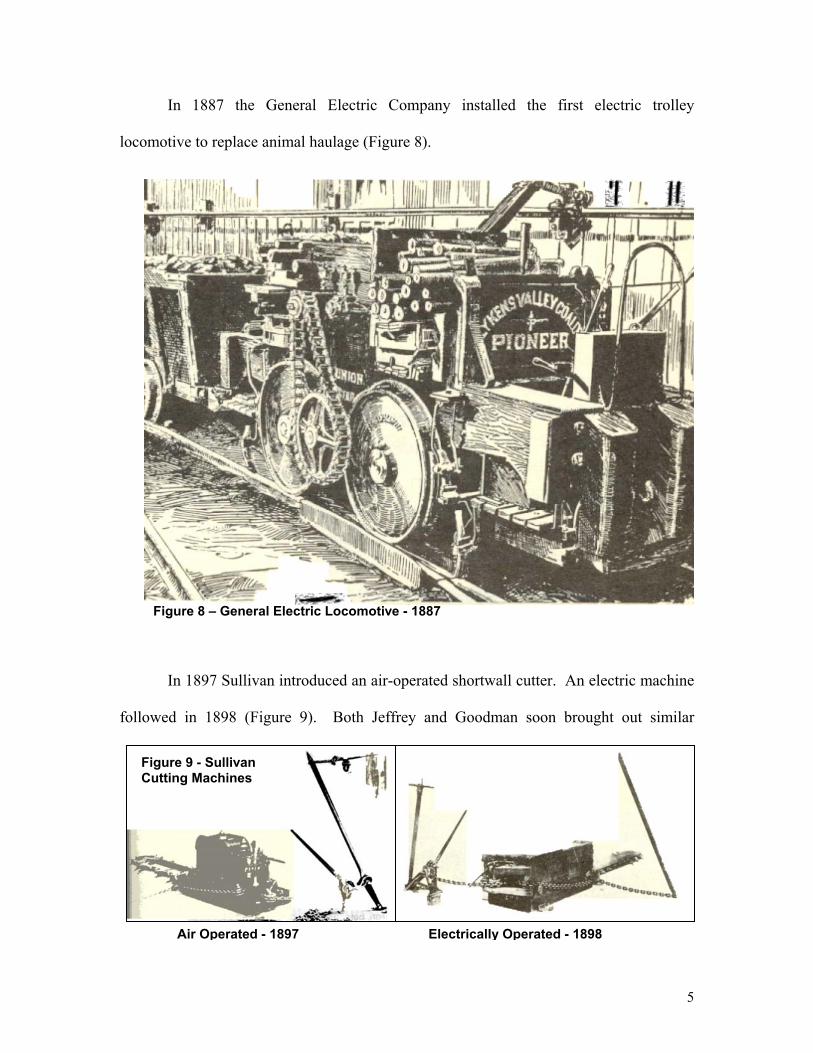
In 1887 the General Electric Company installed the first electric trolley
locomotive to replace animal haulage (Figure 8).
In 1897 Sullivan introduced an air-operated shortwall cutter. An electric machine
followed in 1898 (Figure 9). Both Jeffrey and Goodman soon brought out similar
Figure 8 – General Electric Locomotive - 1887
Air Operated - 1897 Electrically Operated - 1898
Figure 9 - Sullivan Cutting Machines
6
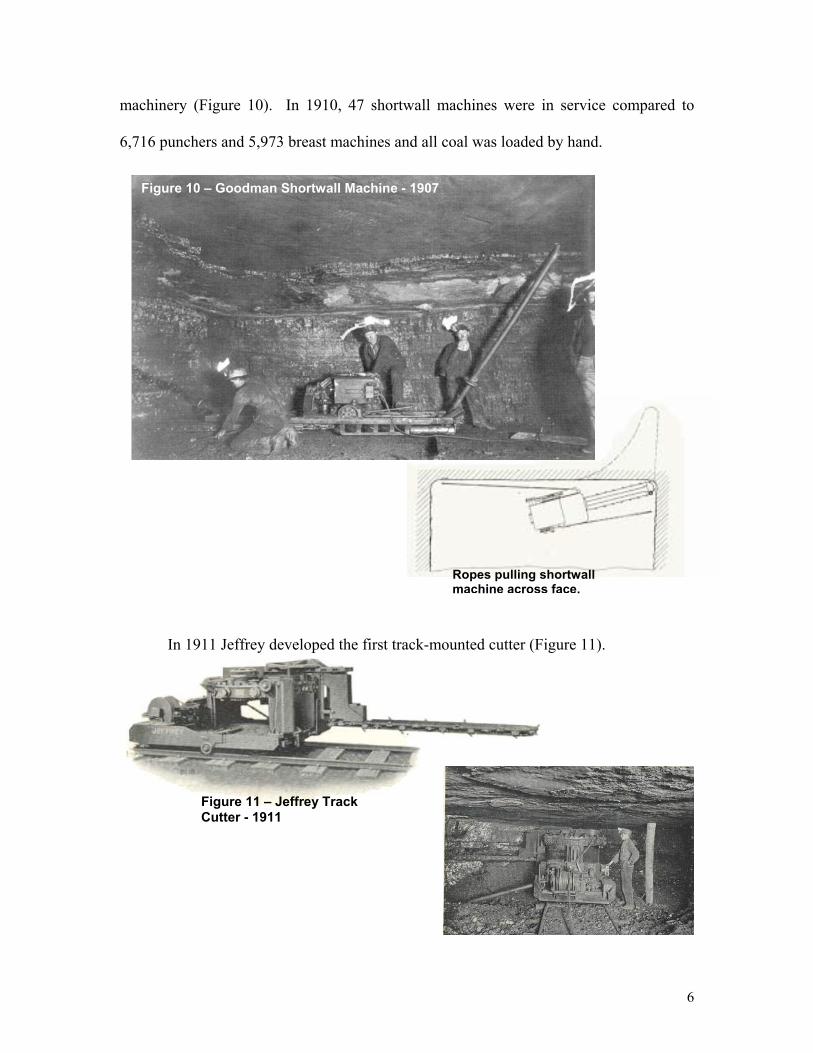
Figure 10 – Goodman Shortwall Machine - 1907
machinery (Figure 10). In 1910, 47 shortwall machines were in service compared to
6,716 punchers and 5,973 breast machines and all coal was loaded by hand.
In 1911 Jeffrey developed the first track-mounted cutter (Figure 11).
Figure 11 – Jeffrey Track Cutter - 1911
Ropes pulling shortwall machine across face.
7
First Continuous Miner
Alex Szakacs - 1910
8
Figure 13 – McKinlay Entry Driver - 1918
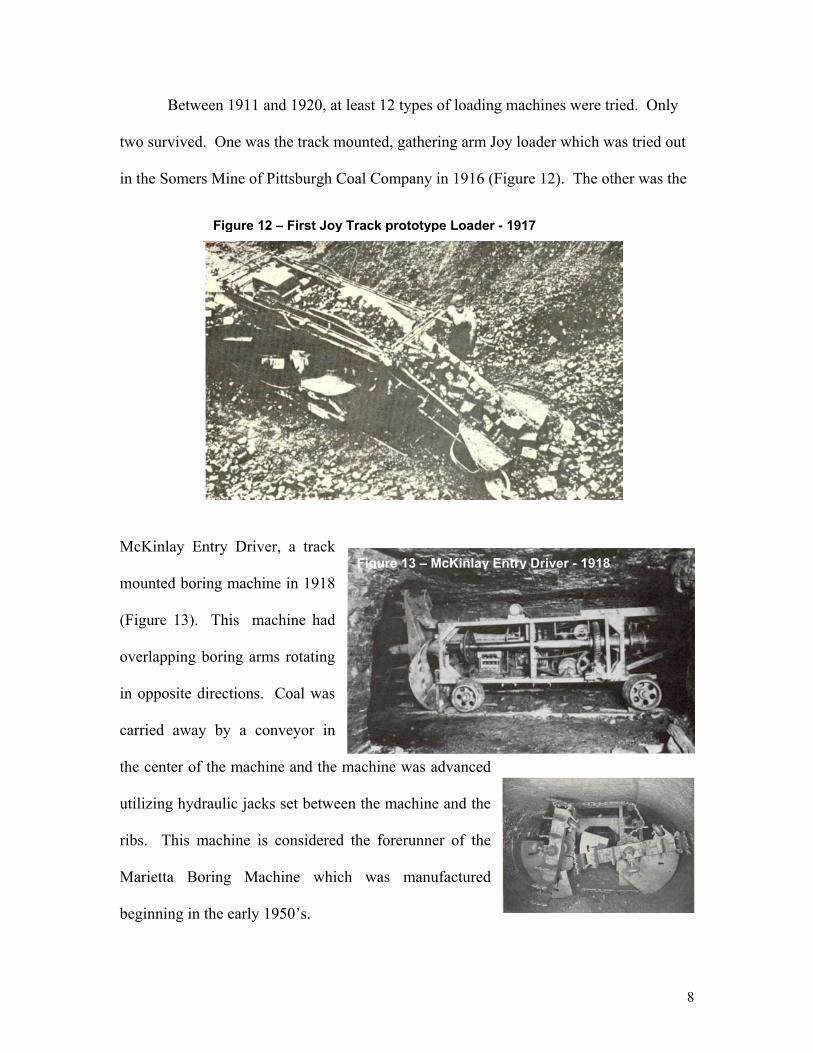
Between 1911 and 1920, at least 12 types of loading machines were tried. Only
two survived. One was the track mounted, gathering arm Joy loader which was tried out
in the Somers Mine of Pittsburgh Coal Company in 1916 (Figure 12). The other was the
McKinlay Entry Driver, a track
mounted boring machine in 1918
(Figure 13). This machine had
overlapping boring arms rotating
in opposite directions. Coal was
carried away by a conveyor in
the center of the machine and the machine was advanced
utilizing hydraulic jacks set between the machine and the
ribs. This machine is considered the forerunner of the
Marietta Boring Machine which was manufactured
beginning in the early 1950’s.
Figure 12 – First Joy Track prototype Loader - 1917
9
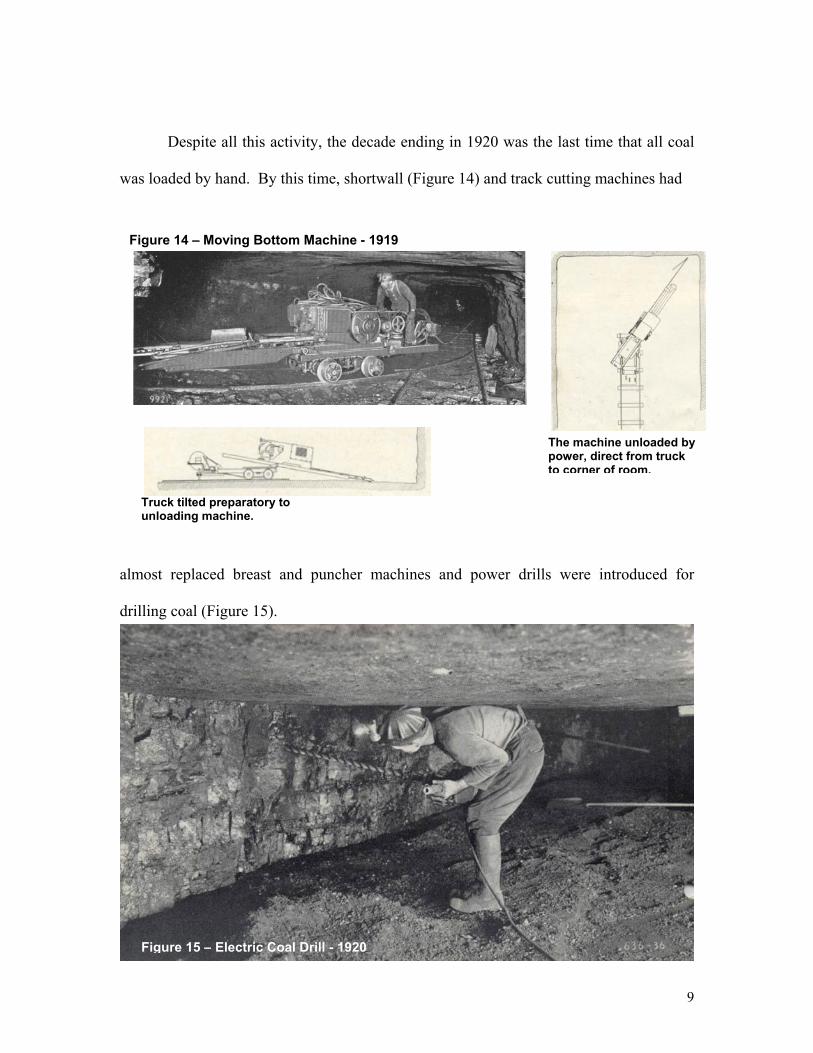
Despite all this activity, the decade ending in 1920 was the last time that all coal
was loaded by hand. By this time, shortwall (Figure 14) and track cutting machines had
almost replaced breast and puncher machines and power drills were introduced for
drilling coal (Figure 15).
Figure 14 – Moving Bottom Machine - 1919
Truck tilted preparatory to unloading machine.
The machine unloaded by power, direct from truck to corner of room.
Figure 15 – Electric Coal Drill - 1920
10
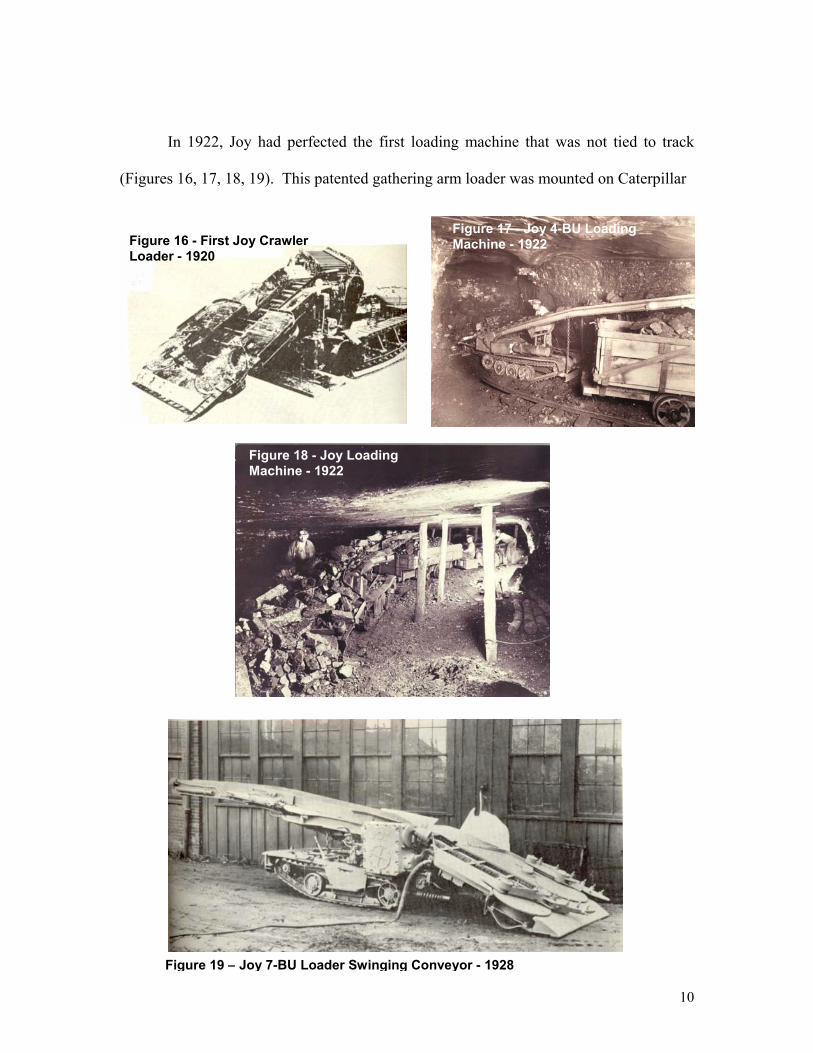
In 1922, Joy had perfected the first loading machine that was not tied to track
(Figures 16, 17, 18, 19). This patented gathering arm loader was mounted on Caterpillar
Figure 16 - First Joy Crawler Loader - 1920
Figure 17 - Joy 4-BU Loading Machine - 1922
Figure 18 - Joy Loading Machine - 1922
Figure 19 – Joy 7-BU Loader Swinging Conveyor - 1928
11
treads and utilized a swinging discharge conveyor for loading into mine cars. By the end
of 1923, Joy had sold 123 of these machines. Other manufacturers followed Joy with
loading machines, but they were mostly track mounted and were not as efficient as Joy’s
machine.
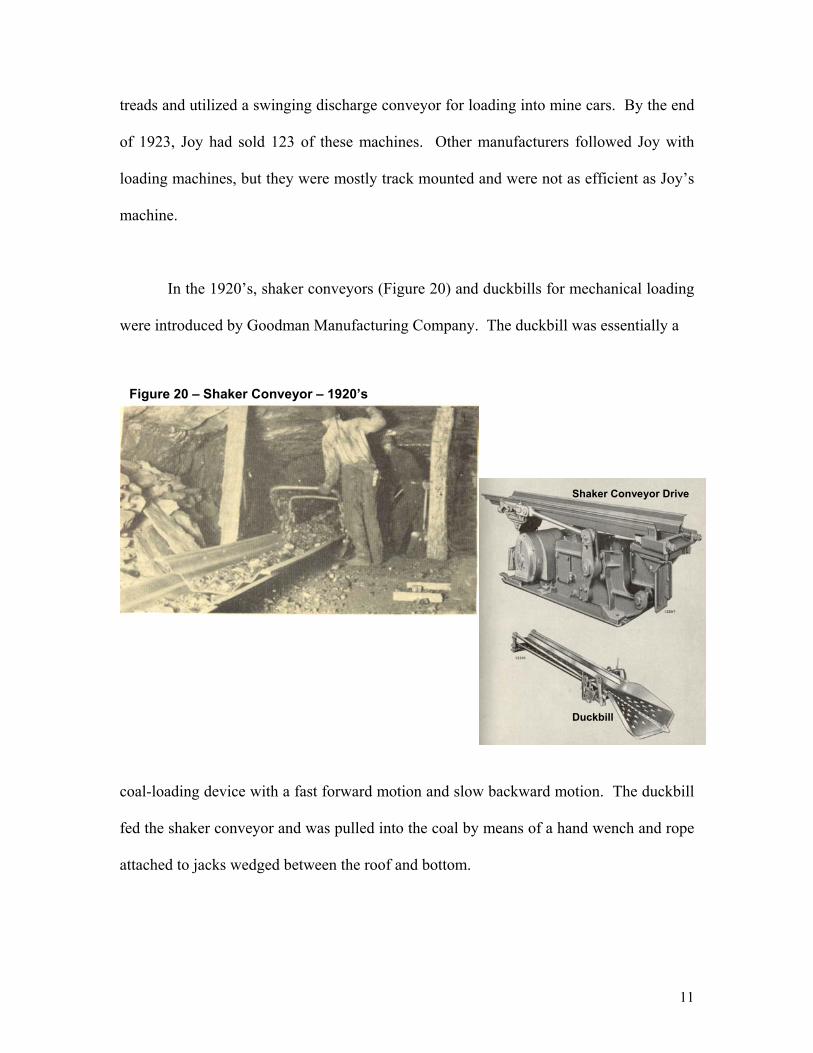
In the 1920’s, shaker conveyors (Figure 20) and duckbills for mechanical loading
were introduced by Goodman Manufacturing Company. The duckbill was essentially a
coal-loading device with a fast forward motion and slow backward motion. The duckbill
fed the shaker conveyor and was pulled into the coal by means of a hand wench and rope
attached to jacks wedged between the roof and bottom.
Figure 20 – Shaker Conveyor – 1920’s
Duckbill
Shaker Conveyor Drive
12
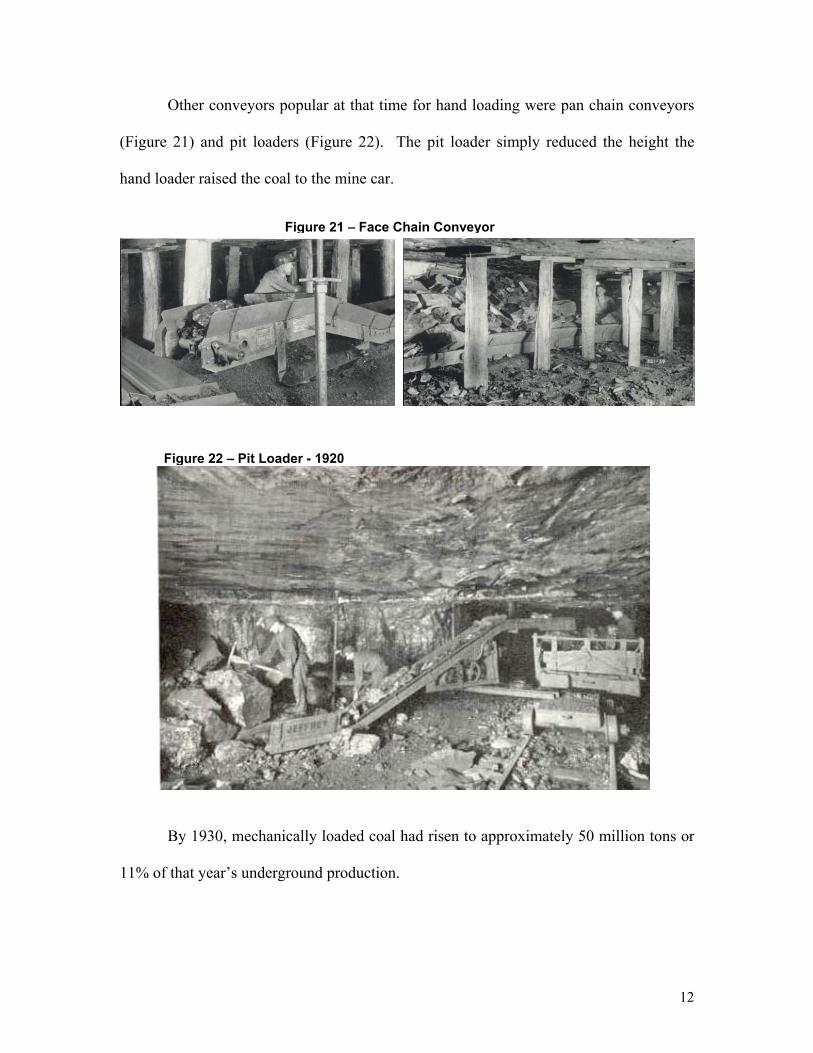
Other conveyors popular at that time for hand loading were pan chain conveyors
(Figure 21) and pit loaders (Figure 22). The pit loader simply reduced the height the
hand loader raised the coal to the mine car.
By 1930, mechanically loaded coal had risen to approximately 50 million tons or
11% of that year’s underground production.
Figure 21 – Face Chain Conveyor
Figure 22 – Pit Loader - 1920
13
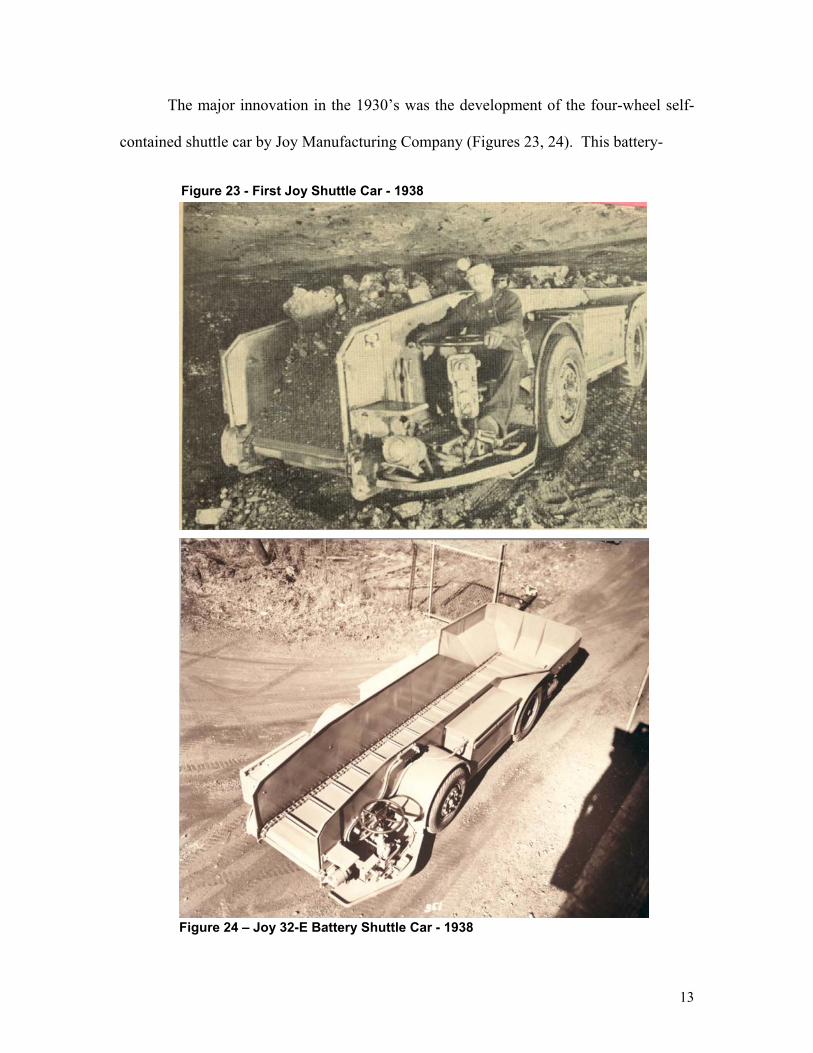
The major innovation in the 1930’s was the development of the four-wheel self-
contained shuttle car by Joy Manufacturing Company (Figures 23, 24). This battery-
Figure 23 - First Joy Shuttle Car - 1938
Figure 24 – Joy 32-E Battery Shuttle Car - 1938
14
powered car, which evolved into today’s electric cable reel car, eliminated the necessity
of installing track into each working face. Coal could then be hauled from the loading
machine and dumped onto outby conveyors or into mine cars.
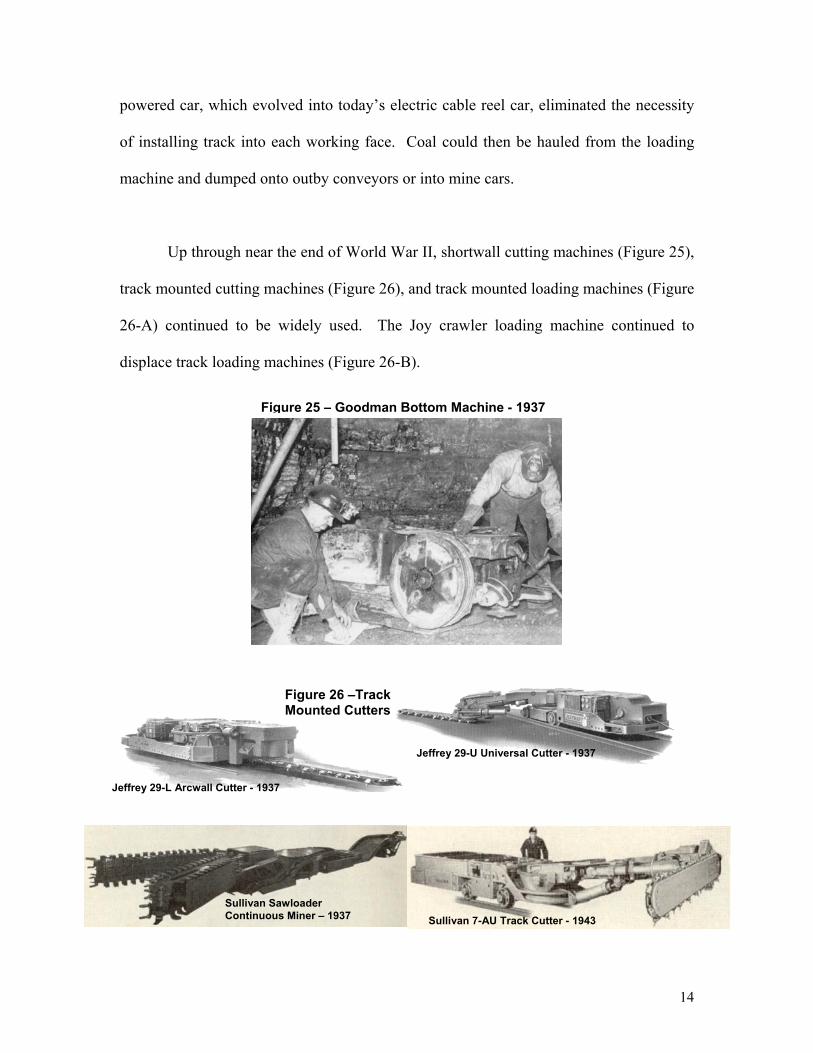
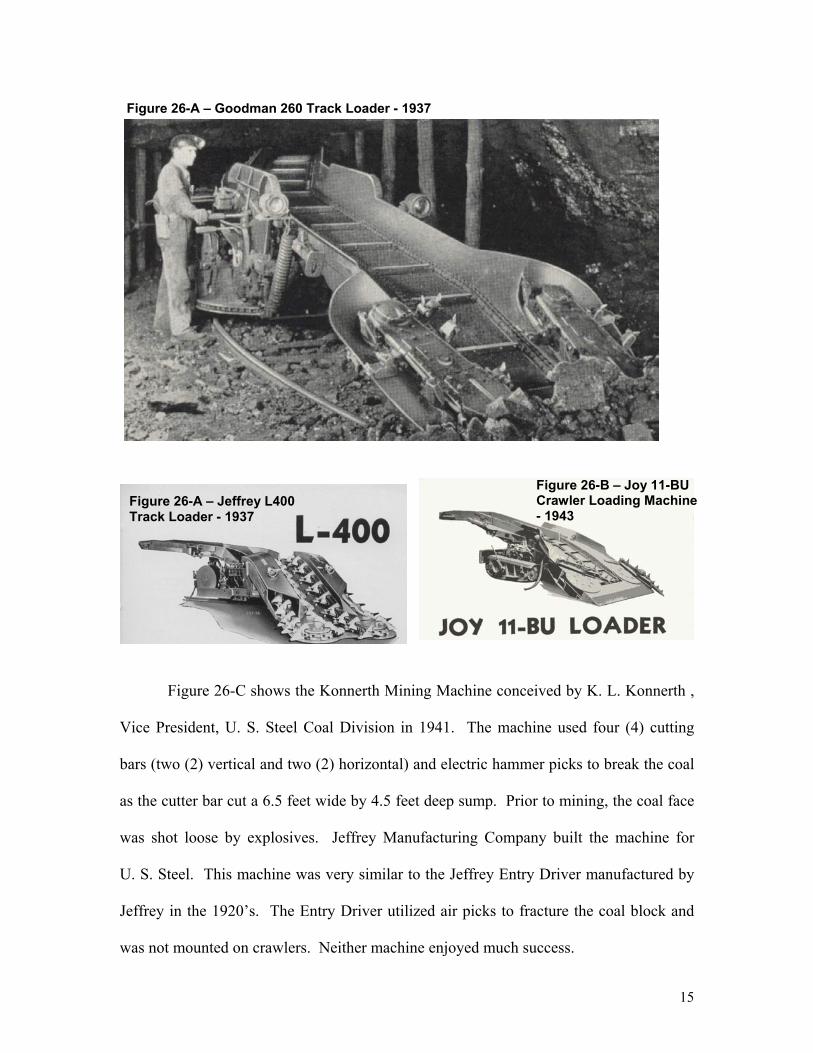
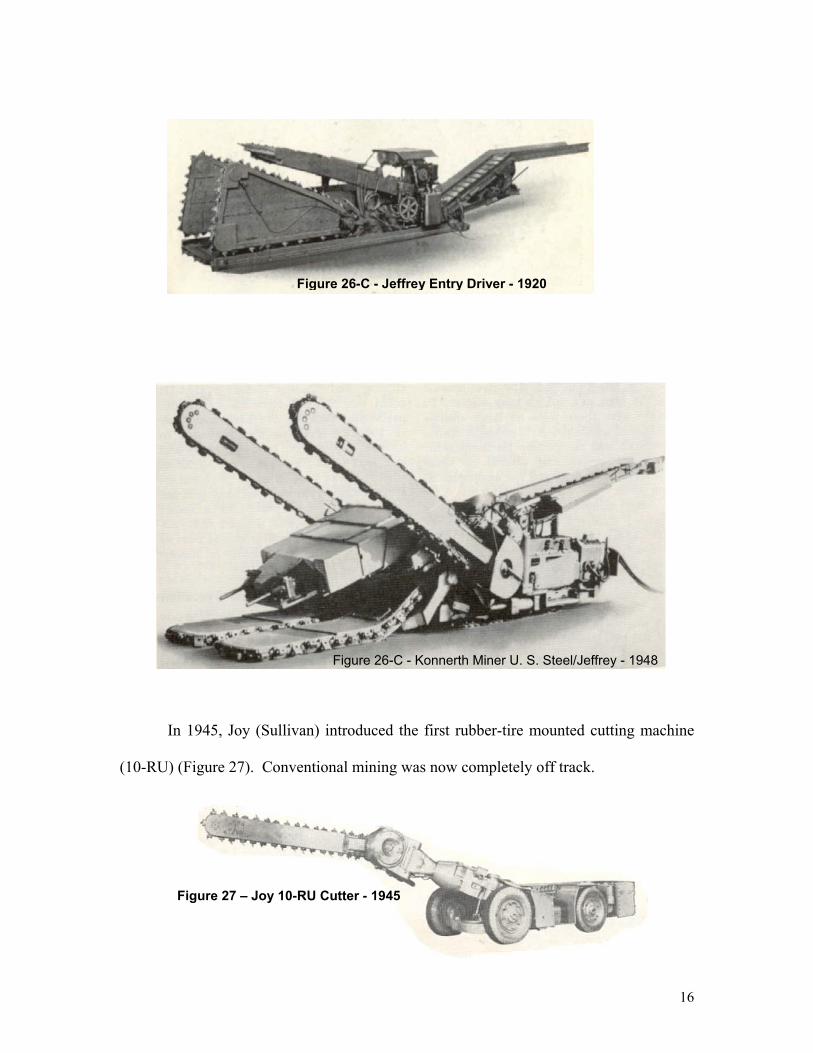
Up through near the end of World War II, shortwall cutting machines (Figure 25),
track mounted cutting machines (Figure 26), and track mounted loading machines (Figure
26-A) continued to be widely used. The Joy crawler loading machine continued to
displace track loading machines (Figure 26-B).
Figure 25 – Goodman Bottom Machine - 1937
Figure 26 –Track Mounted Cutters
Sullivan 7-AU Track Cutter - 1943
Jeffrey 29-L Arcwall Cutter - 1937
Jeffrey 29-U Universal Cutter - 1937
Sullivan Sawloader Continuous Miner – 1937
15
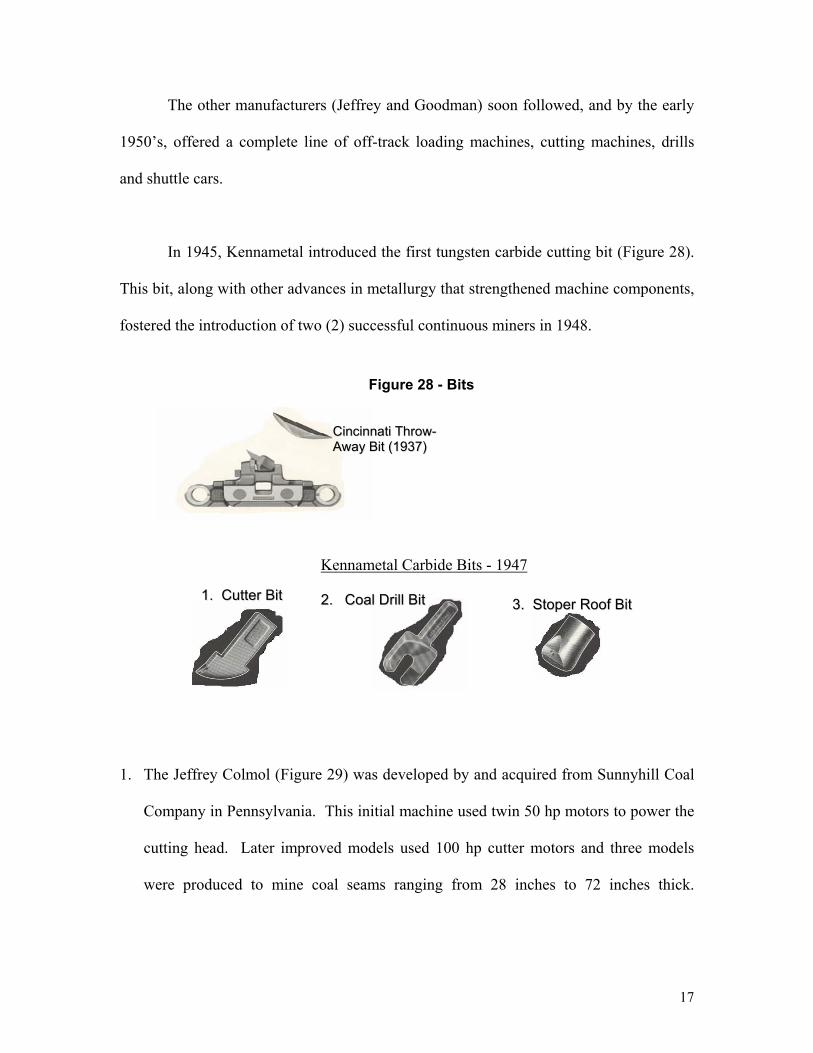
Figure 26-C shows the Konnerth Mining Machine conceived by K. L. Konnerth ,
Vice President, U. S. Steel Coal Division in 1941. The machine used four (4) cutting
bars (two (2) vertical and two (2) horizontal) and electric hammer picks to break the coal
as the cutter bar cut a 6.5 feet wide by 4.5 feet deep sump. Prior to mining, the coal face
was shot loose by explosives. Jeffrey Manufacturing Company built the machine for
U. S. Steel. This machine was very similar to the Jeffrey Entry Driver manufactured by
Jeffrey in the 1920’s. The Entry Driver utilized air picks to fracture the coal block and
was not mounted on crawlers. Neither machine enjoyed much success.
Figure 26-A – Goodman 260 Track Loader - 1937
Figure 26-A – Jeffrey L400 Track Loader - 1937
Figure 26-B – Joy 11-BU Crawler Loading Machine - 1943
16
Figure 27 – Joy 10-RU Cutter - 1945
In 1945, Joy (Sullivan) introduced the first rubber-tire mounted cutting machine
(10-RU) (Figure 27). Conventional mining was now completely off track.
Figure 26-C - Konnerth Miner U. S. Steel/Jeffrey - 1948
Figure 26-C - Jeffrey Entry Driver - 1920
17
33.. SSttooppeerr RRooooff BBiitt
The other manufacturers (Jeffrey and Goodman) soon followed, and by the early
1950’s, offered a complete line of off-track loading machines, cutting machines, drills
and shuttle cars.
In 1945, Kennametal introduced the first tungsten carbide cutting bit (Figure 28).
This bit, along with other advances in metallurgy that strengthened machine components,
fostered the introduction of two (2) successful continuous miners in 1948.
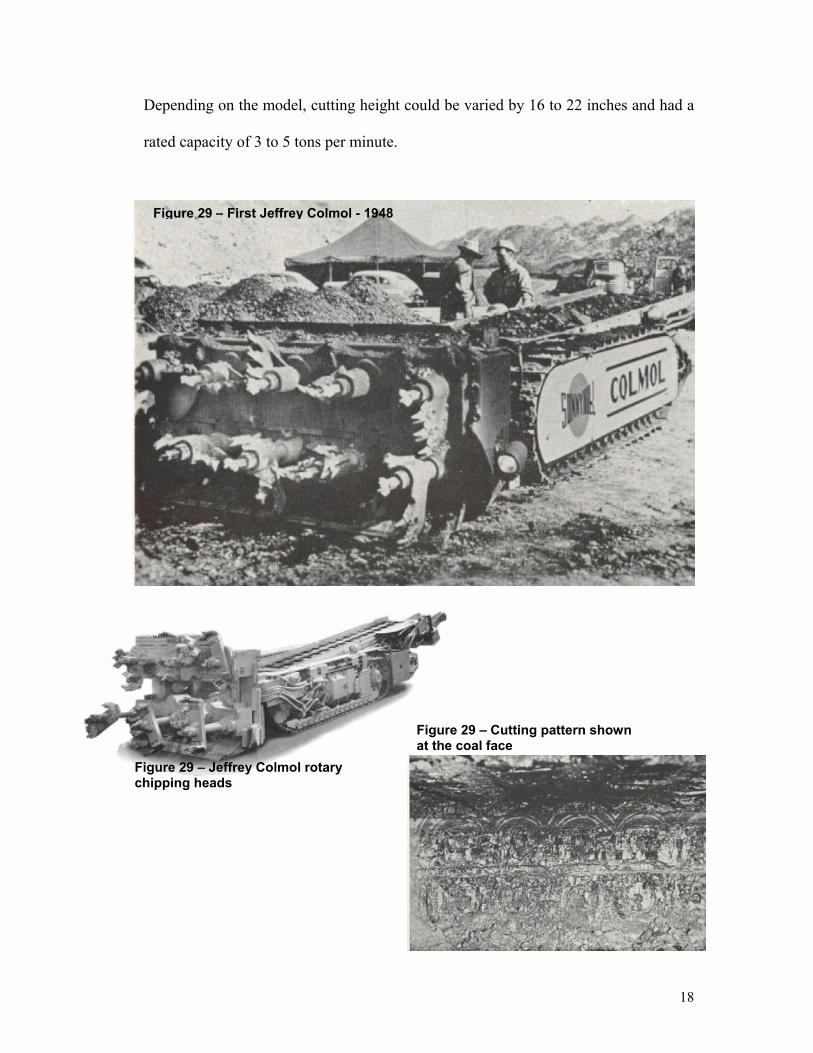
1. The Jeffrey Colmol (Figure 29) was developed by and acquired from Sunnyhill Coal
Company in Pennsylvania. This initial machine used twin 50 hp motors to power the
cutting head. Later improved models used 100 hp cutter motors and three models
were produced to mine coal seams ranging from 28 inches to 72 inches thick.
11.. CCuutttteerr BBiitt 22.. CCooaall DDrriillll BBiitt
CCiinncciinnnnaattii TThhrrooww-- AAwwaayy BBiitt ((11993377))
Figure 28 - Bits
Kennametal Carbide Bits - 1947
18
Figure 29 – First Jeffrey Colmol - 1948
Depending on the model, cutting height could be varied by 16 to 22 inches and had a
rated capacity of 3 to 5 tons per minute.
Figure 29 – Jeffrey Colmol rotary chipping heads
Figure 29 – Cutting pattern shown at the coal face
19
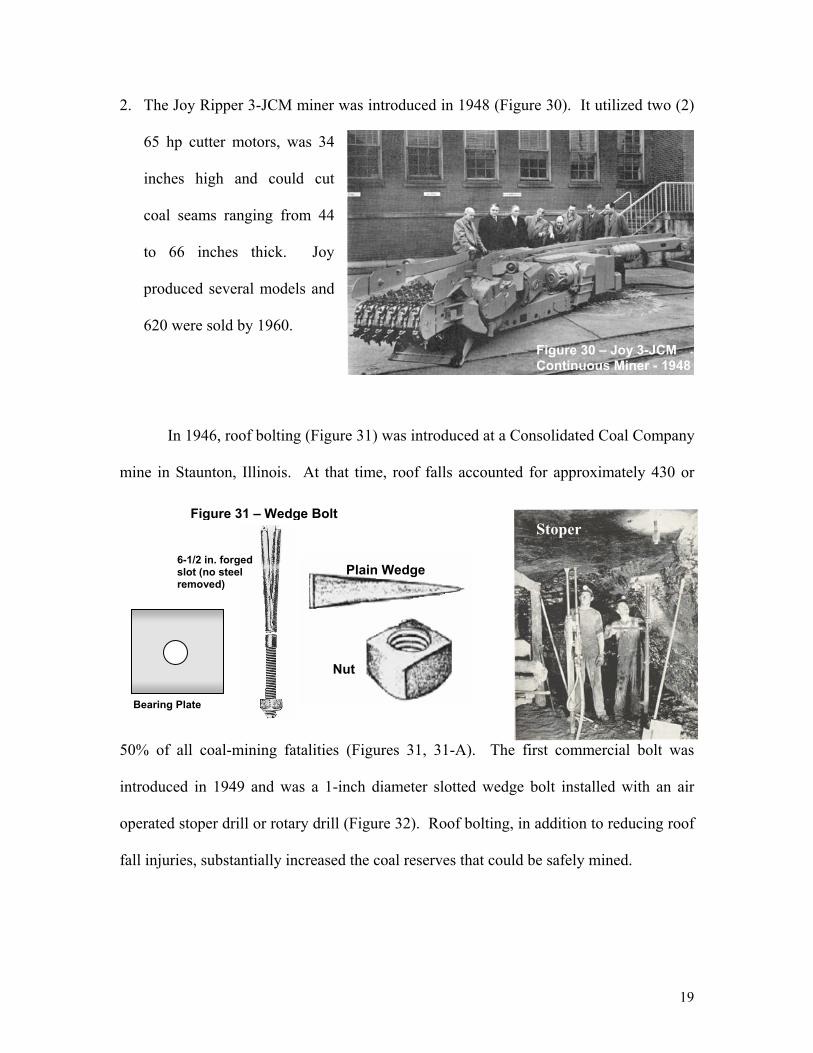
Figure 30 – Joy 3-JCM Continuous Miner - 1948
2. The Joy Ripper 3-JCM miner was introduced in 1948 (Figure 30). It utilized two (2)
65 hp cutter motors, was 34
inches high and could cut
coal seams ranging from 44
to 66 inches thick. Joy
produced several models and
620 were sold by 1960.
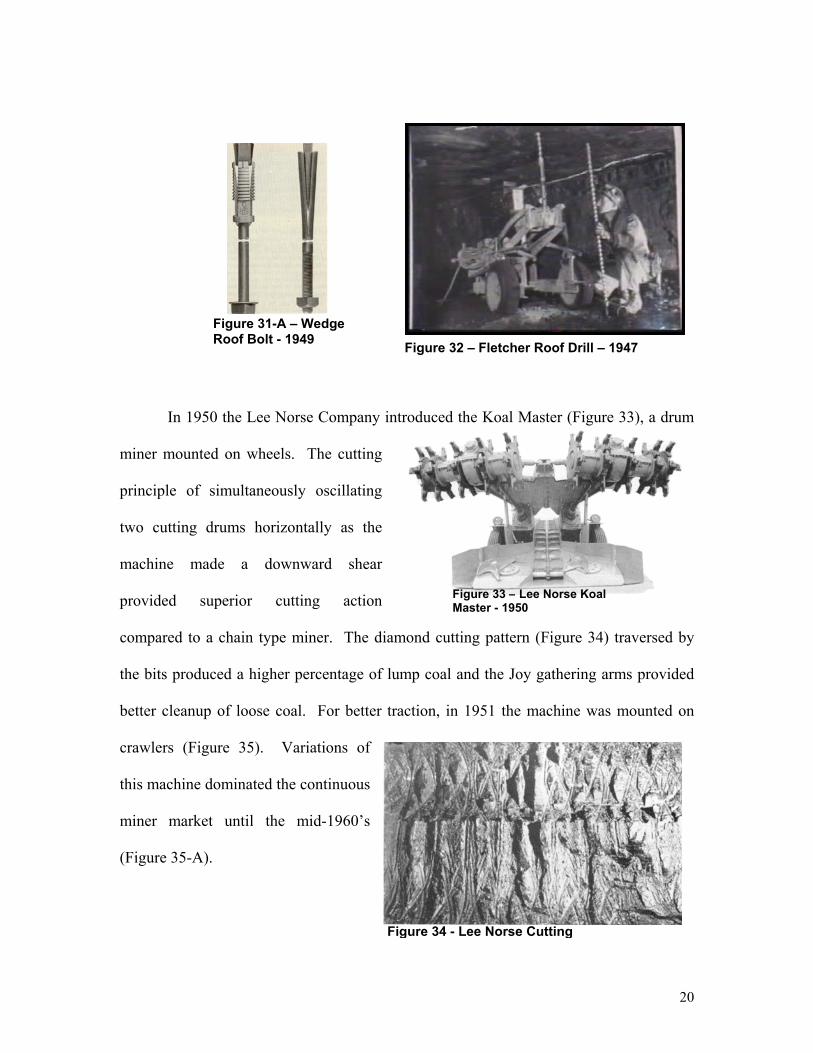
In 1946, roof bolting (Figure 31) was introduced at a Consolidated Coal Company
mine in Staunton, Illinois. At that time, roof falls accounted for approximately 430 or
50% of all coal-mining fatalities (Figures 31, 31-A). The first commercial bolt was
introduced in 1949 and was a 1-inch diameter slotted wedge bolt installed with an air
operated stoper drill or rotary drill (Figure 32). Roof bolting, in addition to reducing roof
fall injuries, substantially increased the coal reserves that could be safely mined.
6-1/2 in. forged slot (no steel removed)
Plain Wedge
Nut
Figure 31 – Wedge Bolt
Bearing Plate
Stoper
20
Figure 34 - Lee Norse Cutting
Figure 33 – Lee Norse Koal Master - 1950
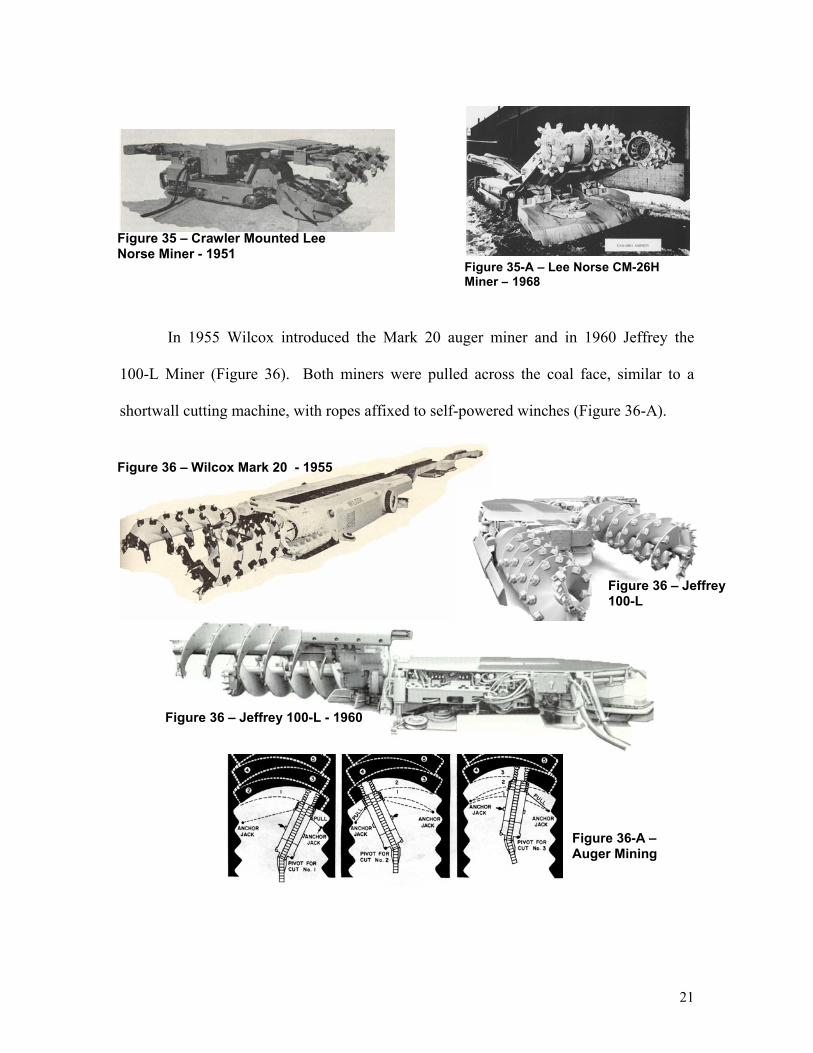
In 1950 the Lee Norse Company introduced the Koal Master (Figure 33), a drum
miner mounted on wheels. The cutting
principle of simultaneously oscillating
two cutting drums horizontally as the
machine made a downward shear
provided superior cutting action
compared to a chain type miner. The diamond cutting pattern (Figure 34) traversed by
the bits produced a higher percentage of lump coal and the Joy gathering arms provided
better cleanup of loose coal. For better traction, in 1951 the machine was mounted on
crawlers (Figure 35). Variations of
this machine dominated the continuous
miner market until the mid-1960’s
(Figure 35-A).
Figure 31-A – Wedge Roof Bolt - 1949 Figure 32 – Fletcher Roof Drill – 1947
21
Figure 35 – Crawler Mounted Lee Norse Miner - 1951
Figure 36 – Wilcox Mark 20 - 1955
In 1955 Wilcox introduced the Mark 20 auger miner and in 1960 Jeffrey the
100-L Miner (Figure 36). Both miners were pulled across the coal face, similar to a
shortwall cutting machine, with ropes affixed to self-powered winches (Figure 36-A).
Figure 35-A – Lee Norse CM-26H Miner – 1968
Figure 36 – Jeffrey 100-L
Figure 36 – Jeffrey 100-L - 1960
Figure 36-A – Auger Mining
22
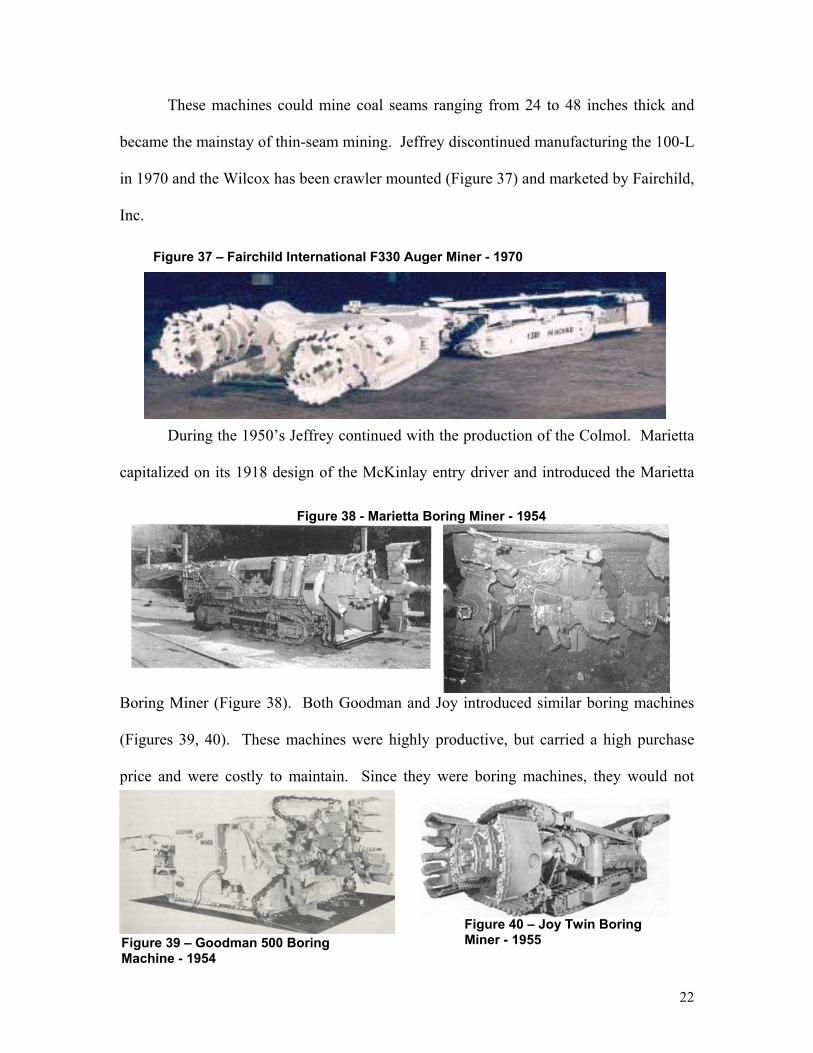
Figure 37 – Fairchild International F330 Auger Miner - 1970
These machines could mine coal seams ranging from 24 to 48 inches thick and
became the mainstay of thin-seam mining. Jeffrey discontinued manufacturing the 100-L
in 1970 and the Wilcox has been crawler mounted (Figure 37) and marketed by Fairchild,
Inc.
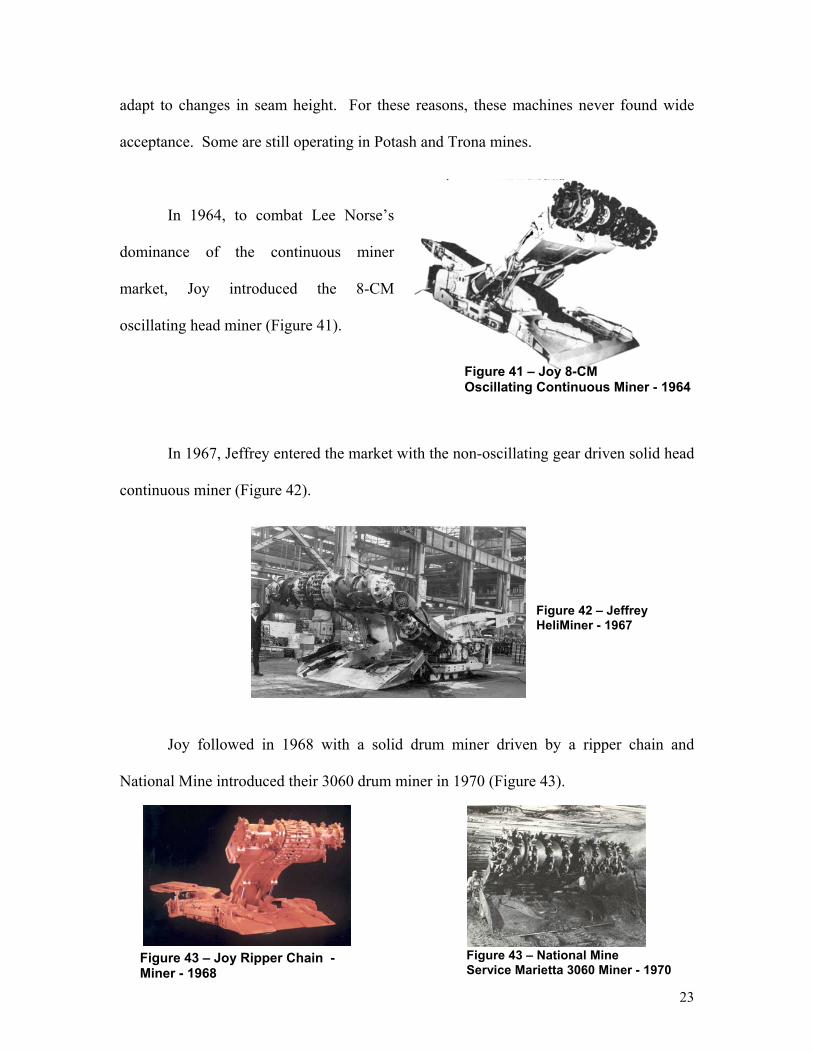
During the 1950’s Jeffrey continued with the production of the Colmol. Marietta
capitalized on its 1918 design of the McKinlay entry driver and introduced the Marietta
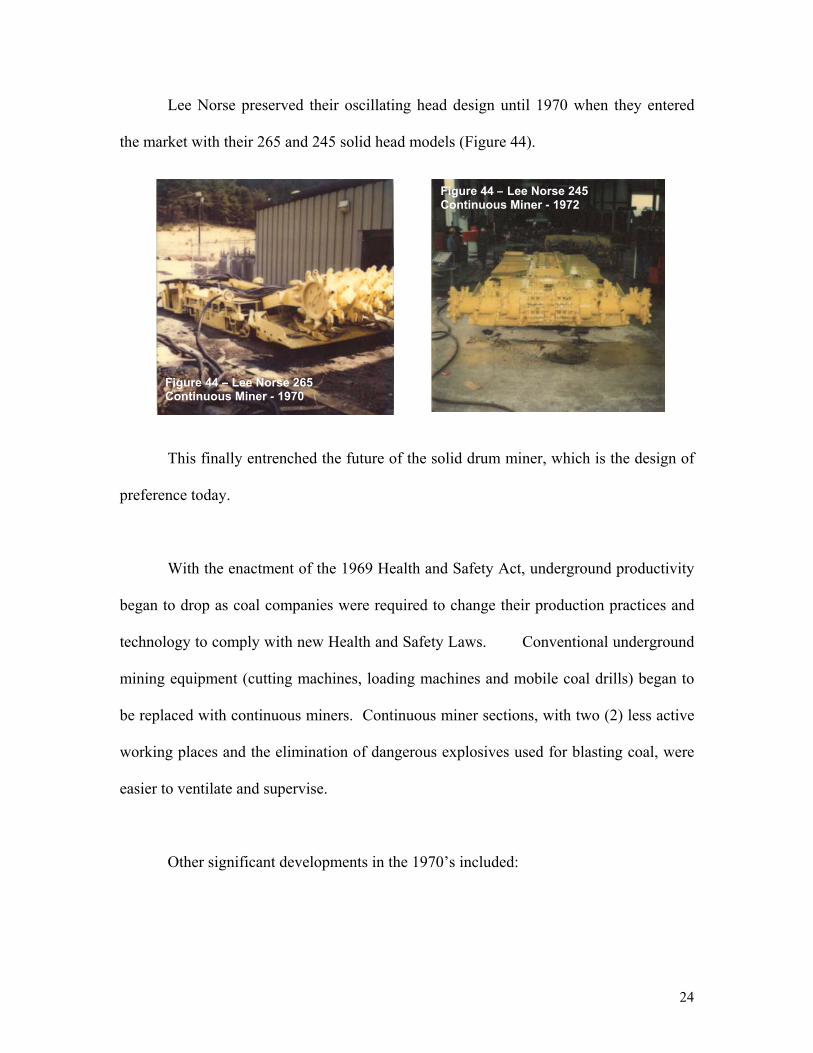
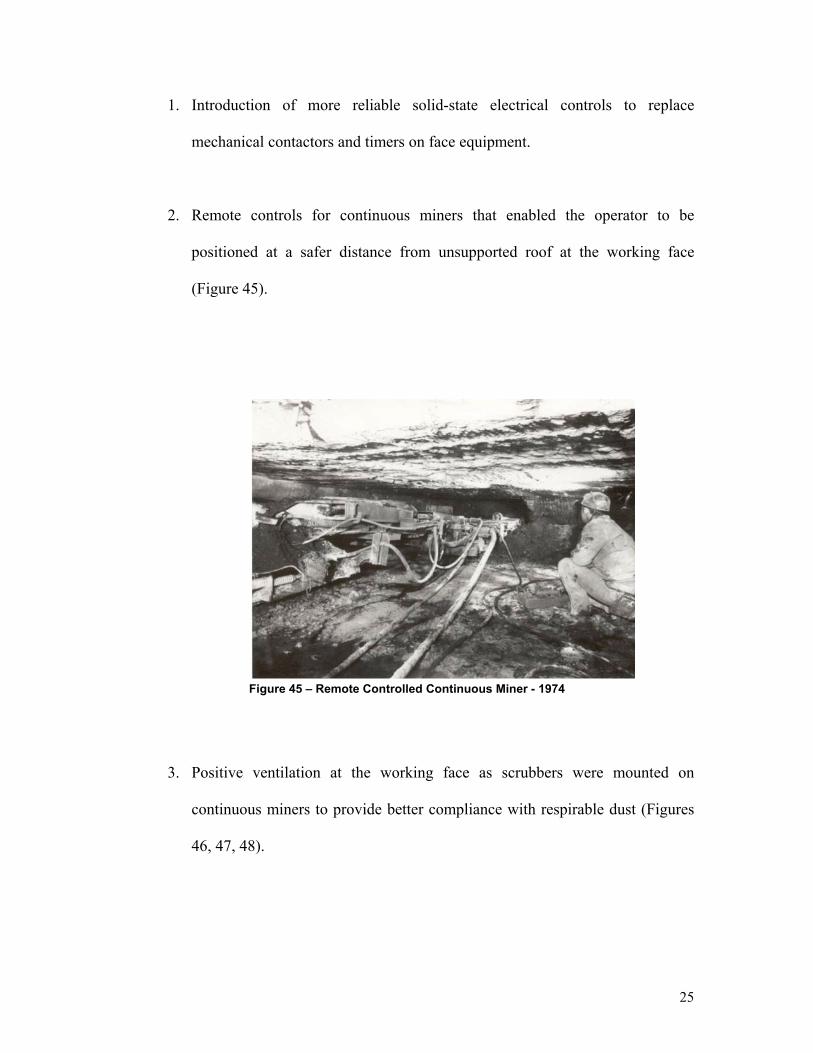
Boring Miner (Figure 38). Both Goodman and Joy introduced similar boring machines
(Figures 39, 40). These machines were highly productive, but carried a high purchase
price and were costly to maintain. Since they were boring machines, they would not
Figure 38 - Marietta Boring Miner - 1954
Figure 39 – Goodman 500 Boring Machine - 1954
Figure 40 – Joy Twin Boring Miner - 1955
23
Figure 43 – National Mine Service Marietta 3060 Miner - 1970
Figure 43 – Joy Ripper Chain -Miner - 1968
adapt to changes in seam height. For these reasons, these machines never found wide
acceptance. Some are still operating in Potash and Trona mines.
In 1964, to combat Lee Norse’s
dominance of the continuous miner
market, Joy introduced the 8-CM
oscillating head miner (Figure 41).
In 1967, Jeffrey entered the market with the non-oscillating gear driven solid head
continuous miner (Figure 42).
Joy followed in 1968 with a solid drum miner driven by a ripper chain and
National Mine introduced their 3060 drum miner in 1970 (Figure 43).
Figure 41 – Joy 8-CM Oscillating Continuous Miner - 1964
Figure 42 – Jeffrey HeliMiner - 1967
24
Lee Norse preserved their oscillating head design until 1970 when they entered
the market with their 265 and 245 solid head models (Figure 44).
This finally entrenched the future of the solid drum miner, which is the design of
preference today.
With the enactment of the 1969 Health and Safety Act, underground productivity
began to drop as coal companies were required to change their production practices and
technology to comply with new Health and Safety Laws. Conventional underground
mining equipment (cutting machines, loading machines and mobile coal drills) began to
be replaced with continuous miners. Continuous miner sections, with two (2) less active
working places and the elimination of dangerous explosives used for blasting coal, were
easier to ventilate and supervise.
Other significant developments in the 1970’s included:
Figure 44 – Lee Norse 265 Continuous Miner - 1970
Figure 44 – Lee Norse 245 Continuous Miner - 1972
25
1. Introduction of more reliable solid-state electrical controls to replace
mechanical contactors and timers on face equipment.
2. Remote controls for continuous miners that enabled the operator to be
positioned at a safer distance from unsupported roof at the working face
(Figure 45).
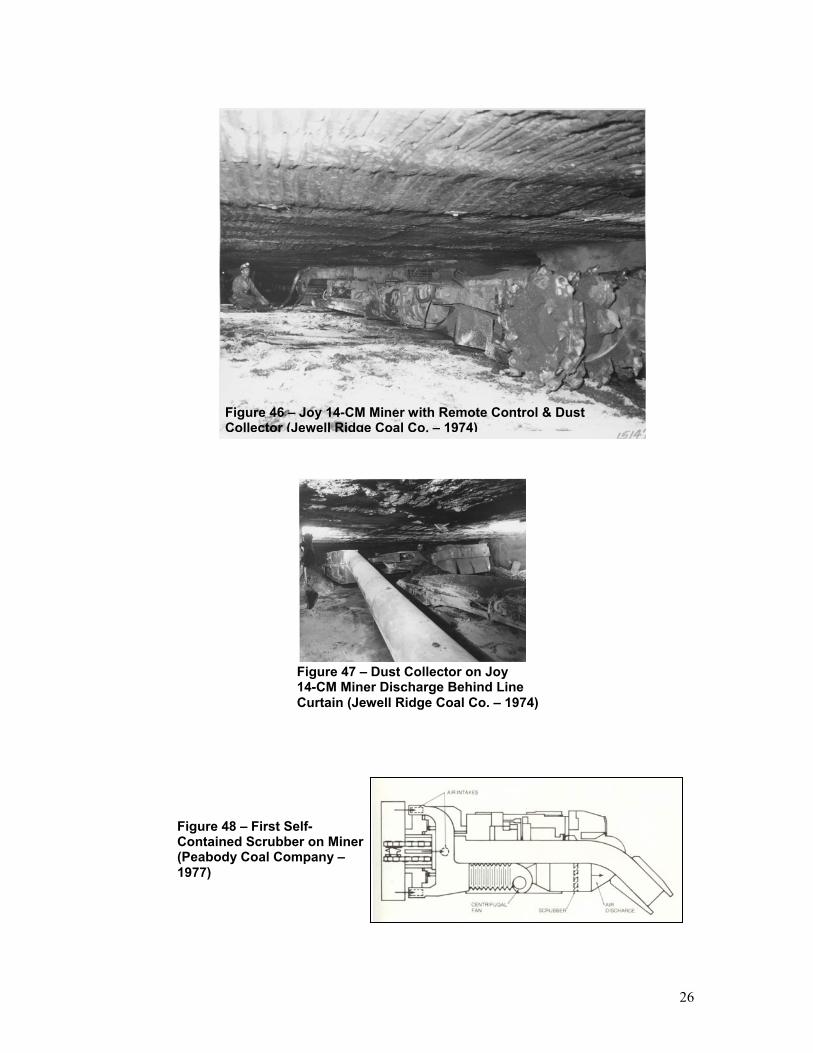
3. Positive ventilation at the working face as scrubbers were mounted on
continuous miners to provide better compliance with respirable dust (Figures
46, 47, 48).
Figure 45 – Remote Controlled Continuous Miner - 1974
26
Figure 46 – Joy 14-CM Miner with Remote Control & Dust Collector (Jewell Ridge Coal Co. – 1974)
Figure 47 – Dust Collector on Joy 14-CM Miner Discharge Behind Line Curtain (Jewell Ridge Coal Co. – 1974)
Figure 48 – First Self-Contained Scrubber on Miner (Peabody Coal Company – 1977)
27
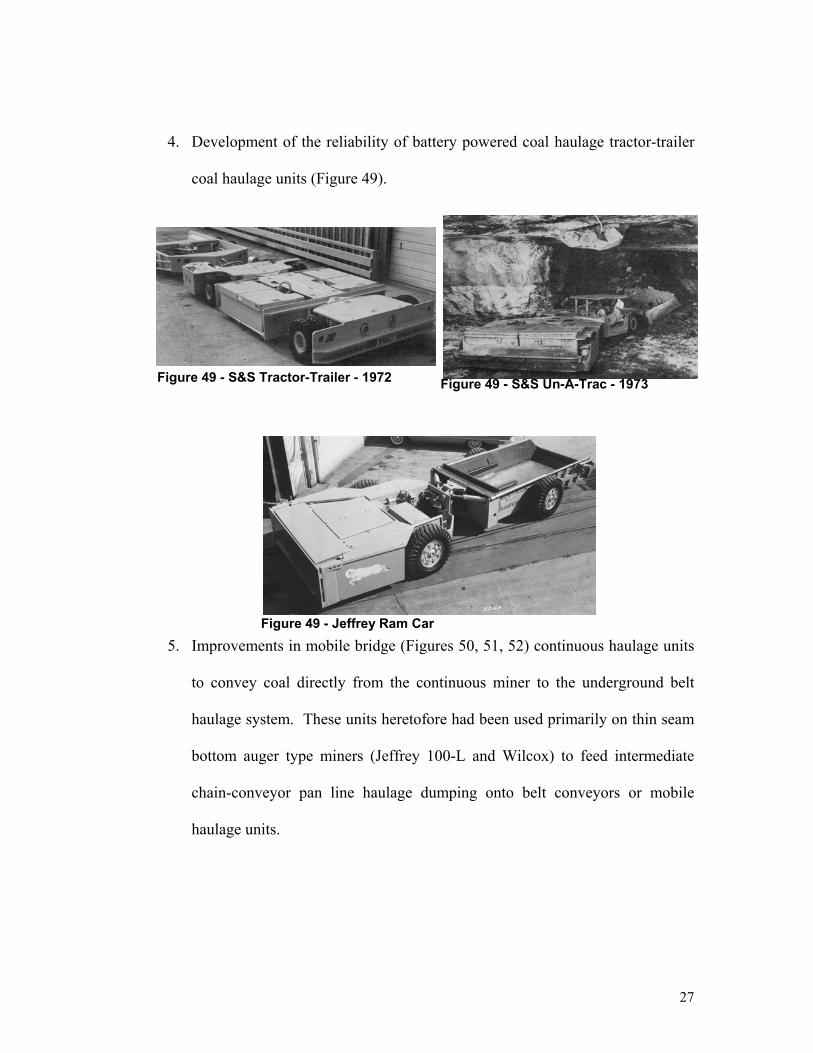
4. Development of the reliability of battery powered coal haulage tractor-trailer
coal haulage units (Figure 49).
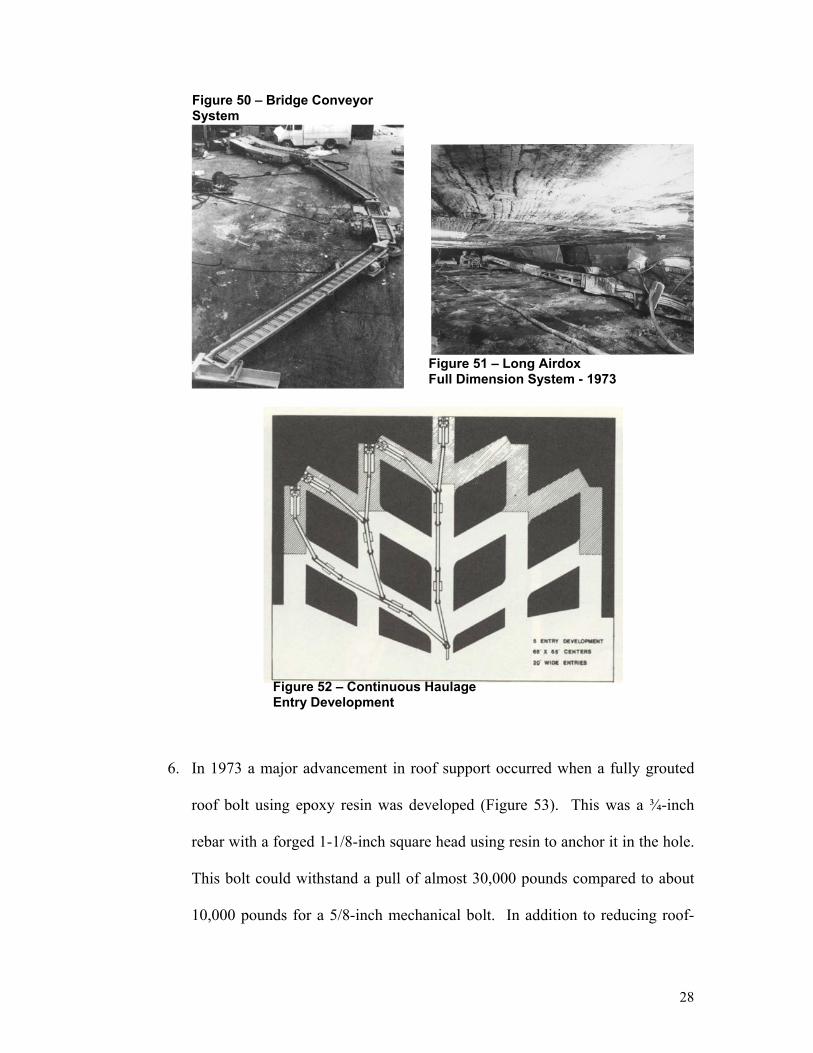
5. Improvements in mobile bridge (Figures 50, 51, 52) continuous haulage units
to convey coal directly from the continuous miner to the underground belt
haulage system. These units heretofore had been used primarily on thin seam
bottom auger type miners (Jeffrey 100-L and Wilcox) to feed intermediate
chain-conveyor pan line haulage dumping onto belt conveyors or mobile
haulage units.
Figure 49 - S&S Tractor-Trailer - 1972 Figure 49 - S&S Un-A-Trac - 1973
Figure 49 - Jeffrey Ram Car
28
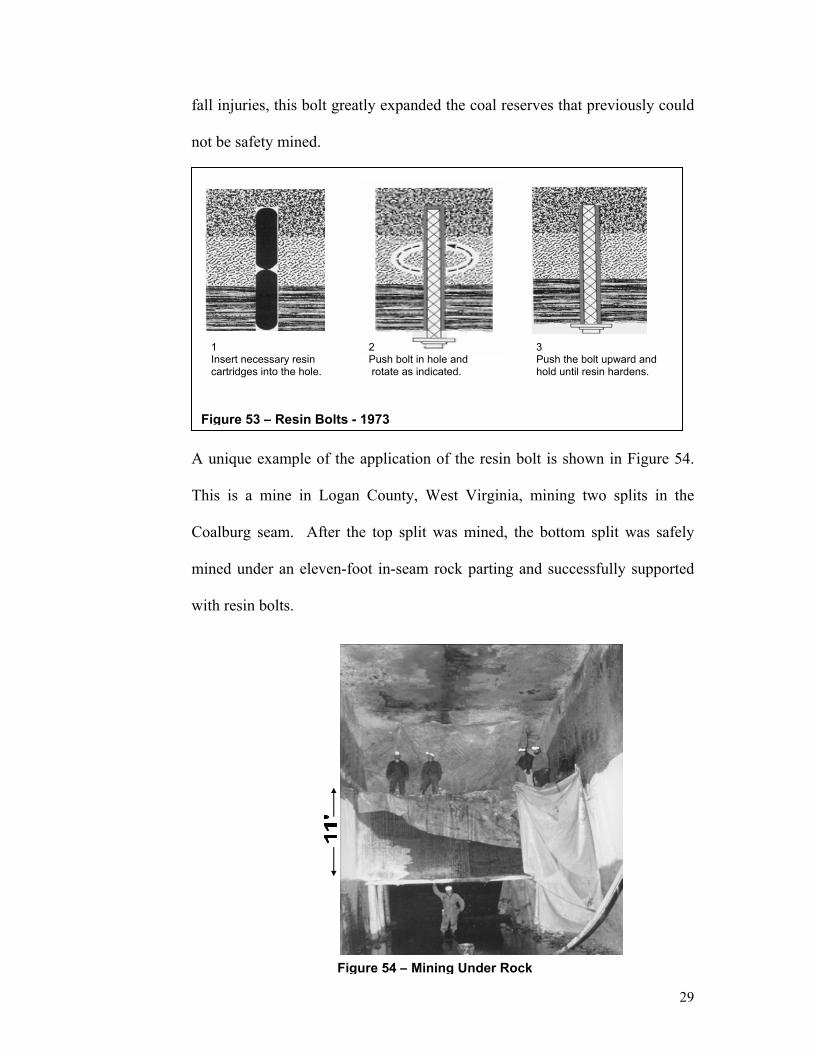
6. In 1973 a major advancement in roof support occurred when a fully grouted
roof bolt using epoxy resin was developed (Figure 53). This was a ¾-inch
rebar with a forged 1-1/8-inch square head using resin to anchor it in the hole.
This bolt could withstand a pull of almost 30,000 pounds compared to about
10,000 pounds for a 5/8-inch mechanical bolt. In addition to reducing roof-
Figure 50 – Bridge Conveyor System
Figure 51 – Long Airdox Full Dimension System - 1973
Figure 52 – Continuous Haulage Entry Development
29
fall injuries, this bolt greatly expanded the coal reserves that previously could
not be safety mined.
A unique example of the application of the resin bolt is shown in Figure 54.
This is a mine in Logan County, West Virginia, mining two splits in the
Coalburg seam. After the top split was mined, the bottom split was safely
mined under an eleven-foot in-seam rock parting and successfully supported
with resin bolts.
1 Insert necessary resin cartridges into the hole.
2 Push bolt in hole and rotate as indicated.
3 Push the bolt upward and hold until resin hardens.
Figure 53 – Resin Bolts - 1973
Figure 54 – Mining Under Rock
30
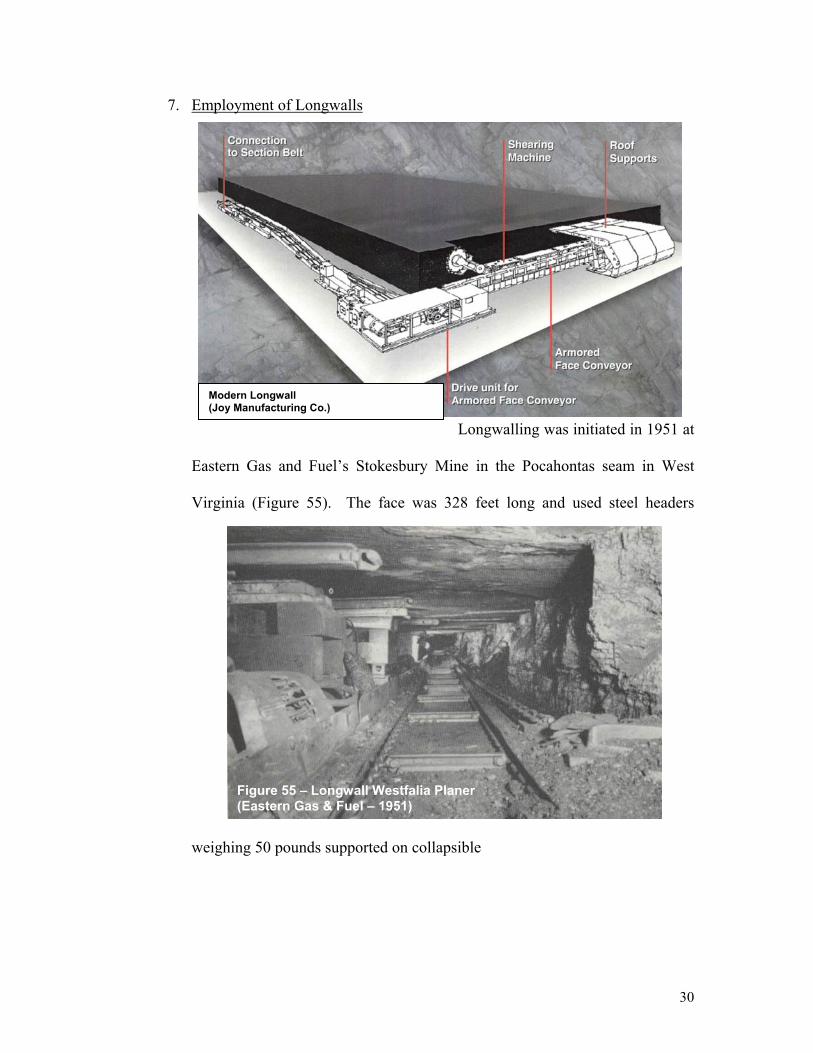
7. Employment of Longwalls
Longwalling was initiated in 1951 at
Eastern Gas and Fuel’s Stokesbury Mine in the Pocahontas seam in West
Virginia (Figure 55). The face was 328 feet long and used steel headers
weighing 50 pounds supported on collapsible
Modern Longwall (Joy Manufacturing Co.)
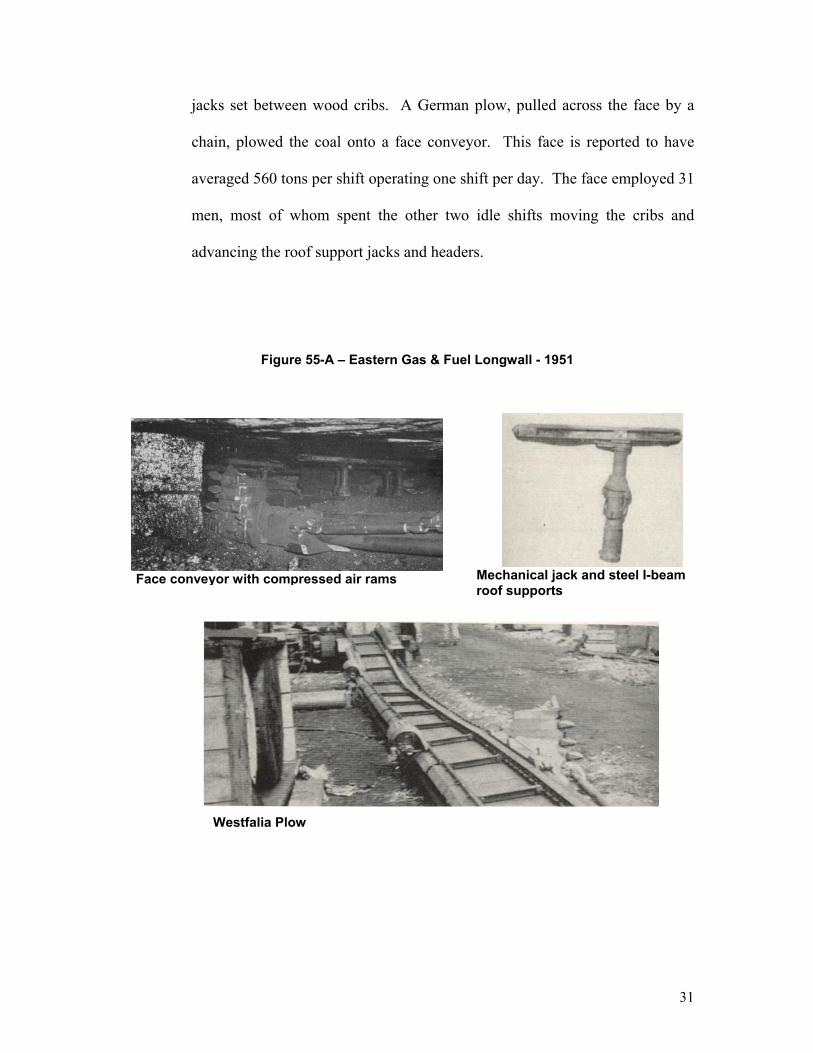
Figure 55 – Longwall Westfalia Planer (Eastern Gas & Fuel – 1951)
31
jacks set between wood cribs. A German plow, pulled across the face by a
chain, plowed the coal onto a face conveyor. This face is reported to have
averaged 560 tons per shift operating one shift per day. The face employed 31
men, most of whom spent the other two idle shifts moving the cribs and
advancing the roof support jacks and headers.
Figure 55-A – Eastern Gas & Fuel Longwall - 1951
Face conveyor with compressed air rams Mechanical jack and steel I-beam roof supports
Westfalia Plow
32
Between 1960 and 1962, Eastern Gas and Fuel installed two (2) 600-foot wide
plow faces at their Keystone Mines in southern West Virginia. These were
the first successful U.S. installations utilizing self-advancing hydraulic roof
supports. Roof support yield capacity was 40 tons. These units operated two
shifts per day, with a crew of seven (7) men, and averaged producing about
800 tons per shift.
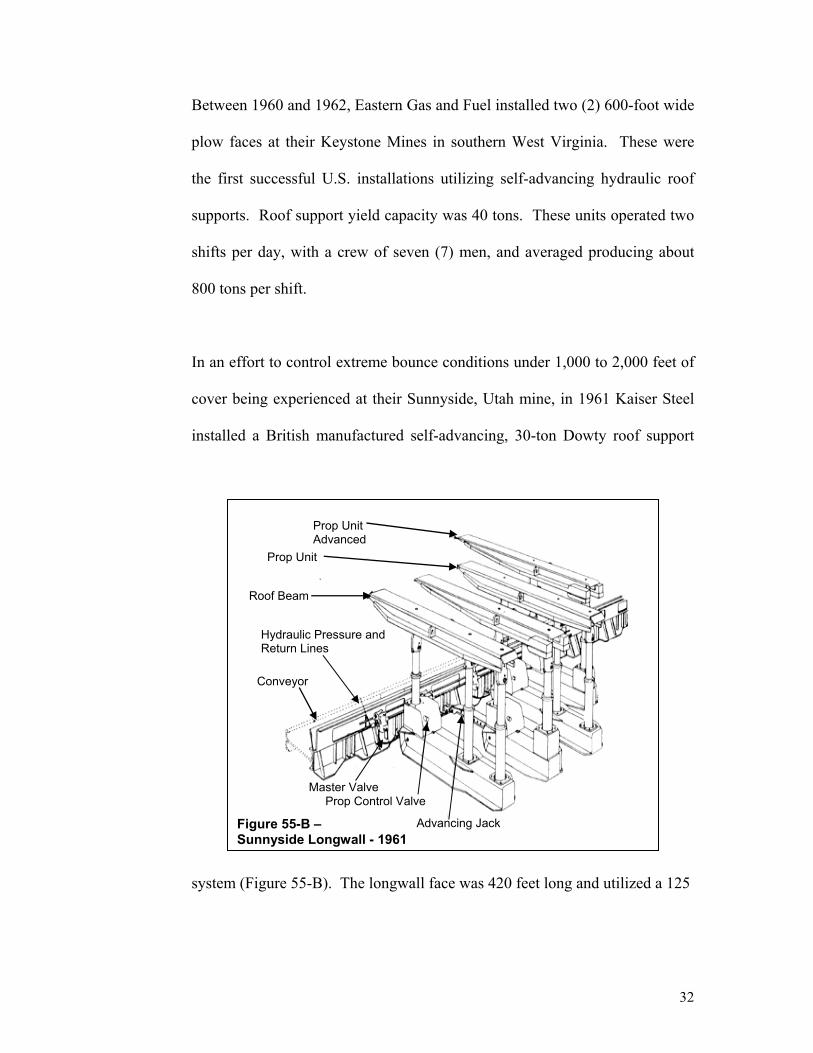
In an effort to control extreme bounce conditions under 1,000 to 2,000 feet of
cover being experienced at their Sunnyside, Utah mine, in 1961 Kaiser Steel
installed a British manufactured self-advancing, 30-ton Dowty roof support
system (Figure 55-B). The longwall face was 420 feet long and utilized a 125
Figure 55-B – Sunnyside Longwall - 1961
Master Valve
Prop Unit Advanced
Prop Unit
Roof Beam
Hydraulic Pressure and Return Lines
Prop Control Valve
Advancing Jack
Conveyor

33
hp British Jeffrey Diamond shearer. The system was considered to be
successful, averaging about 500 tons per shift.
With the successes at Eastern Gas and Fuel and Kaiser Steel, eastern mining
companies began to seriously look at longwalling as the solution to adverse
roof control conditions.
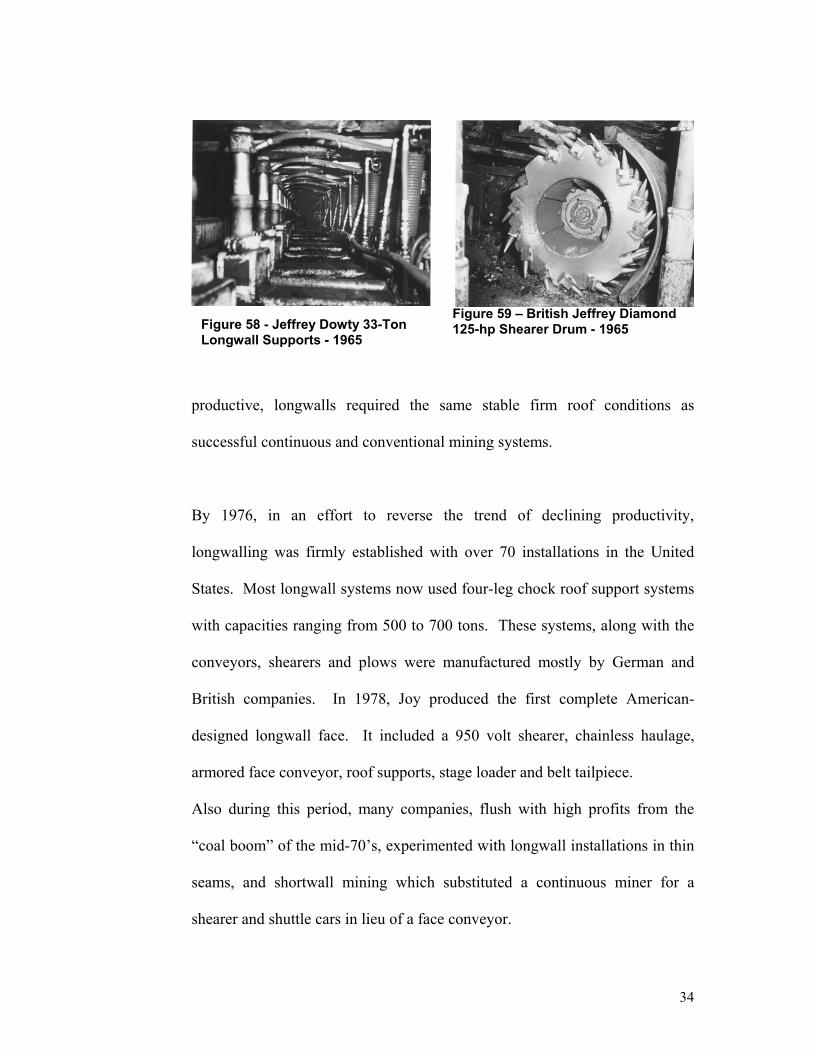
In 1964 both Jeffrey and Long Airdox began offering British manufactured
self-advancing, 3-leg, roof supports and shearing machines. Jeffrey offered
the 33-ton Dowty support and Long Airdox offered almost an identical
Dobson support. At least six of these installations were installed in eastern
mines in the mid-1960’s at a cost of approximately $500,000 for a 500-foot
face (Figures 56, 57, 58, 59). With the experience gained on these faces, it
was established that higher capacity supports were required, and in order to be
Figure 56 – Jeffrey Dowty Longwall -1965
Figure 57 – Jeffrey Dowty Longwall – 1965 30-Inch Face Conveyor
34
Figure 58 - Jeffrey Dowty 33-Ton Longwall Supports - 1965
productive, longwalls required the same stable firm roof conditions as
successful continuous and conventional mining systems.
By 1976, in an effort to reverse the trend of declining productivity,
longwalling was firmly established with over 70 installations in the United
States. Most longwall systems now used four-leg chock roof support systems
with capacities ranging from 500 to 700 tons. These systems, along with the
conveyors, shearers and plows were manufactured mostly by German and
British companies. In 1978, Joy produced the first complete American-
designed longwall face. It included a 950 volt shearer, chainless haulage,
armored face conveyor, roof supports, stage loader and belt tailpiece.
Also during this period, many companies, flush with high profits from the
“coal boom” of the mid-70’s, experimented with longwall installations in thin
seams, and shortwall mining which substituted a continuous miner for a
shearer and shuttle cars in lieu of a face conveyor.
Figure 59 – British Jeffrey Diamond 125-hp Shearer Drum - 1965
35
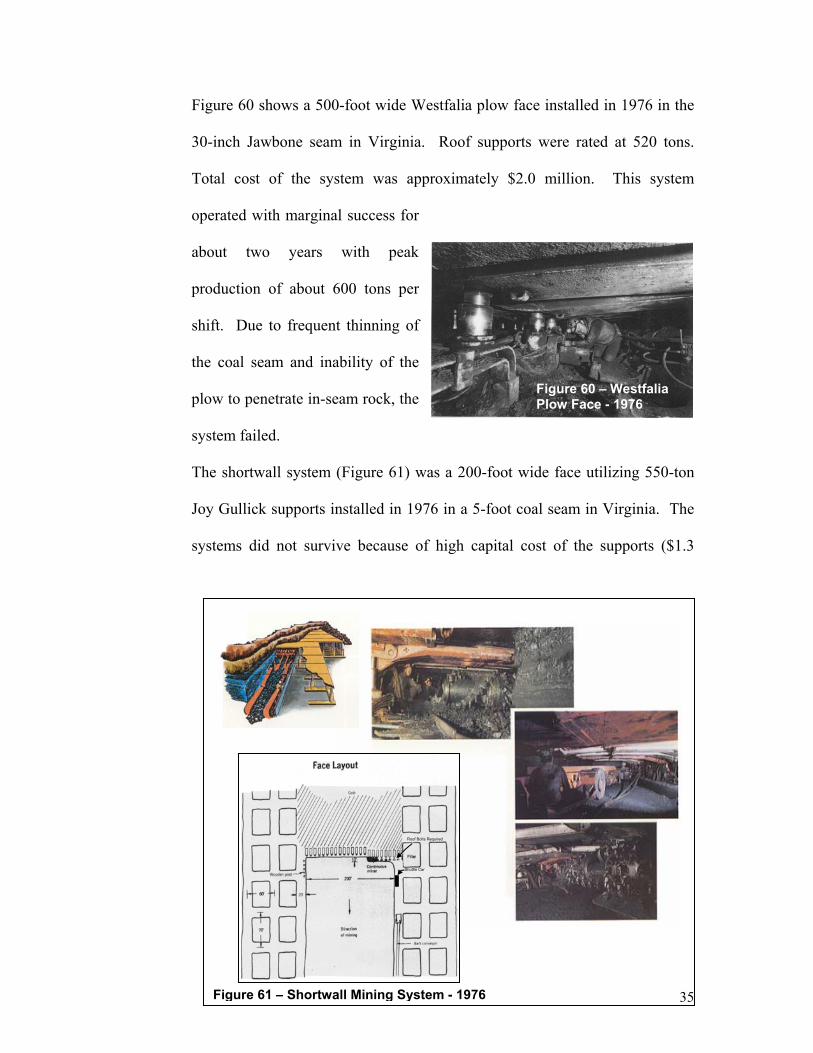
Figure 60 shows a 500-foot wide Westfalia plow face installed in 1976 in the
30-inch Jawbone seam in Virginia. Roof supports were rated at 520 tons.
Total cost of the system was approximately $2.0 million. This system
operated with marginal success for
about two years with peak
production of about 600 tons per
shift. Due to frequent thinning of
the coal seam and inability of the
plow to penetrate in-seam rock, the
system failed.
The shortwall system (Figure 61) was a 200-foot wide face utilizing 550-ton
Joy Gullick supports installed in 1976 in a 5-foot coal seam in Virginia. The
systems did not survive because of high capital cost of the supports ($1.3
Figure 60 – Westfalia Plow Face - 1976
Shuttle Car
Roof Bolts Required
Figure 61 – Shortwall Mining System - 1976
36
million for the 200-foot face shown), the inability of the 10-foot cantilever of
the roof canopies to provide enough tip support to prevent roof failure at the
face, and the production delays resulting from having to bolt the corner at the
entrance to the face after each continuous miner pass.
From the 1970’s, the basic concept of underground mining equipment has not
substantially changed. The equipment today is safer, has higher horsepower
and is more productive and reliable.
Safety
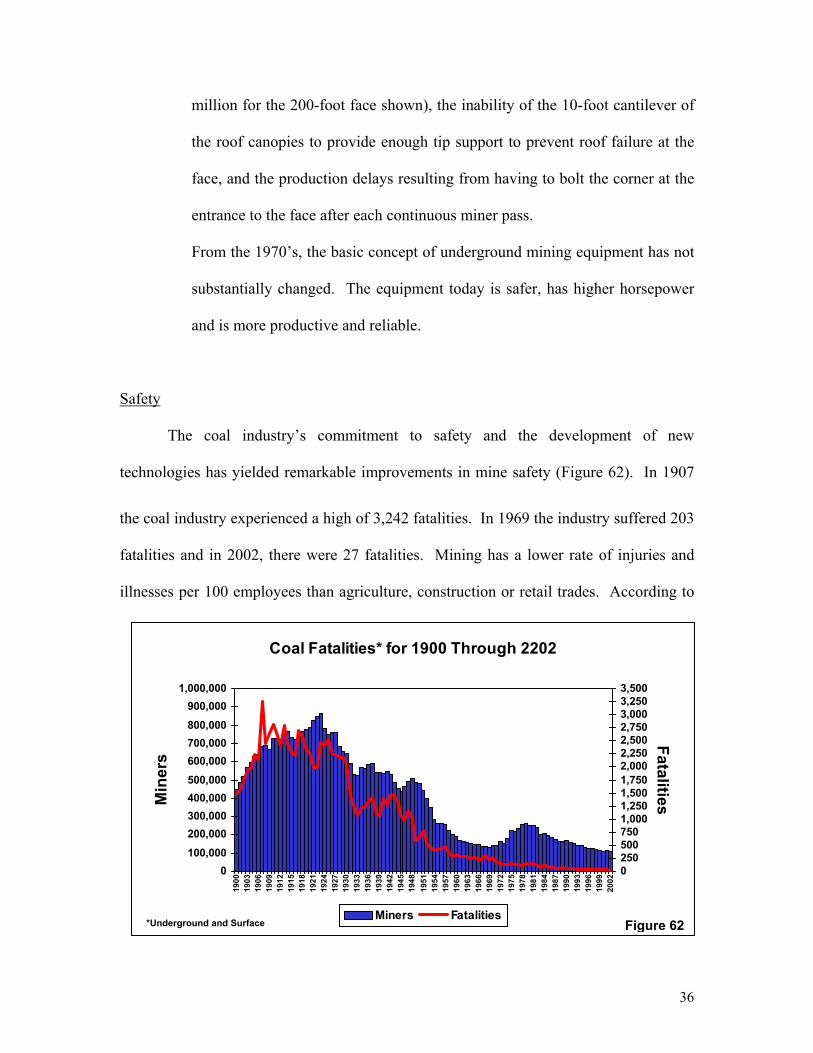
The coal industry’s commitment to safety and the development of new
technologies has yielded remarkable improvements in mine safety (Figure 62). In 1907
the coal industry experienced a high of 3,242 fatalities. In 1969 the industry suffered 203
fatalities and in 2002, there were 27 fatalities. Mining has a lower rate of injuries and
illnesses per 100 employees than agriculture, construction or retail trades. According to
Coal Fatalities* for 1900 Through 2202
0100,000200,000300,000400,000500,000600,000700,000800,000900,000
1,000,000
1900
1903
1906
1909
1912
1915
1918
1921
1924
1927
1930
1933
1936
1939
1942
1945
1948
1951
1954
1957
1960
1963
1966
1969
1972
1975
1978
1981
1984
1987
1990
1993
1996
1999
2002
Min
ers
02505007501,0001,2501,5001,7502,0002,2502,5002,7503,0003,2503,500
Fatalities
Miners Fatalities*Underground and Surface Figure 62
37
Underground Productivity per Man Hour
0.000.501.001.502.002.503.003.504.004.50
1970 1975 1980 1985 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001 2002
Year
Tons
per
Man
Hou
r
the Department of Labor, the injury rate for miners today is comparable to that of grocery
store workers.
Productivity
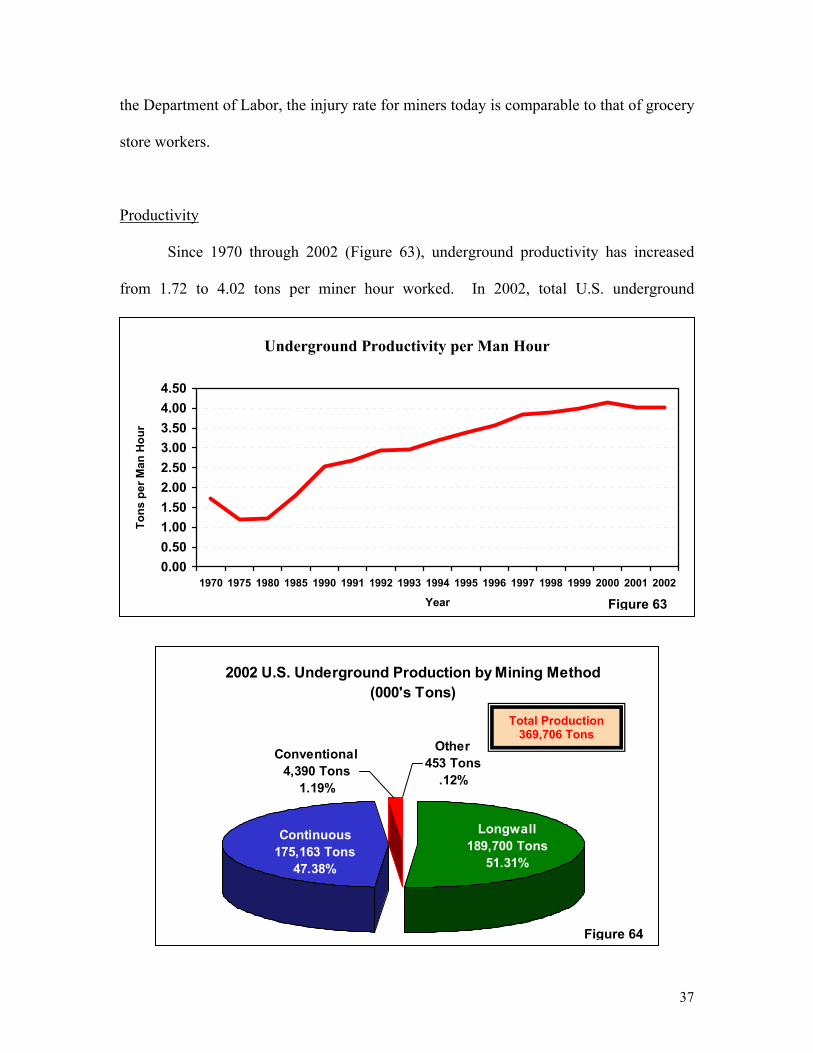
Since 1970 through 2002 (Figure 63), underground productivity has increased
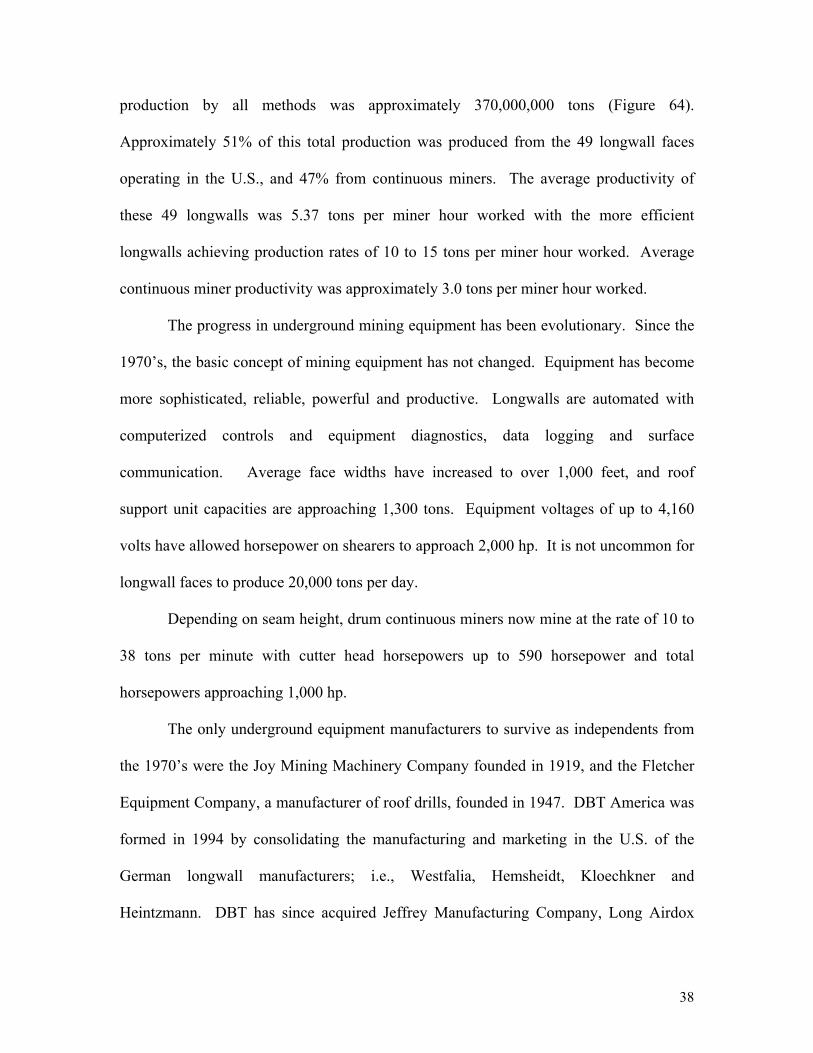
from 1.72 to 4.02 tons per miner hour worked. In 2002, total U.S. underground
2002 U.S. Underground Production by Mining Method(000's Tons)
Continuous175,163 Tons
47.38%
Longwall189,700 Tons
51.31%
Other453 Tons
.12%
Conventional4,390 Tons
1.19%
Total Production 369,706 Tons
Figure 64
Figure 63
38
production by all methods was approximately 370,000,000 tons (Figure 64).
Approximately 51% of this total production was produced from the 49 longwall faces
operating in the U.S., and 47% from continuous miners. The average productivity of
these 49 longwalls was 5.37 tons per miner hour worked with the more efficient
longwalls achieving production rates of 10 to 15 tons per miner hour worked. Average
continuous miner productivity was approximately 3.0 tons per miner hour worked.
The progress in underground mining equipment has been evolutionary. Since the
1970’s, the basic concept of mining equipment has not changed. Equipment has become
more sophisticated, reliable, powerful and productive. Longwalls are automated with
computerized controls and equipment diagnostics, data logging and surface
communication. Average face widths have increased to over 1,000 feet, and roof
support unit capacities are approaching 1,300 tons. Equipment voltages of up to 4,160
volts have allowed horsepower on shearers to approach 2,000 hp. It is not uncommon for
longwall faces to produce 20,000 tons per day.
Depending on seam height, drum continuous miners now mine at the rate of 10 to
38 tons per minute with cutter head horsepowers up to 590 horsepower and total
horsepowers approaching 1,000 hp.
The only underground equipment manufacturers to survive as independents from
the 1970’s were the Joy Mining Machinery Company founded in 1919, and the Fletcher
Equipment Company, a manufacturer of roof drills, founded in 1947. DBT America was
formed in 1994 by consolidating the manufacturing and marketing in the U.S. of the
German longwall manufacturers; i.e., Westfalia, Hemsheidt, Kloechkner and
Heintzmann. DBT has since acquired Jeffrey Manufacturing Company, Long Airdox

39
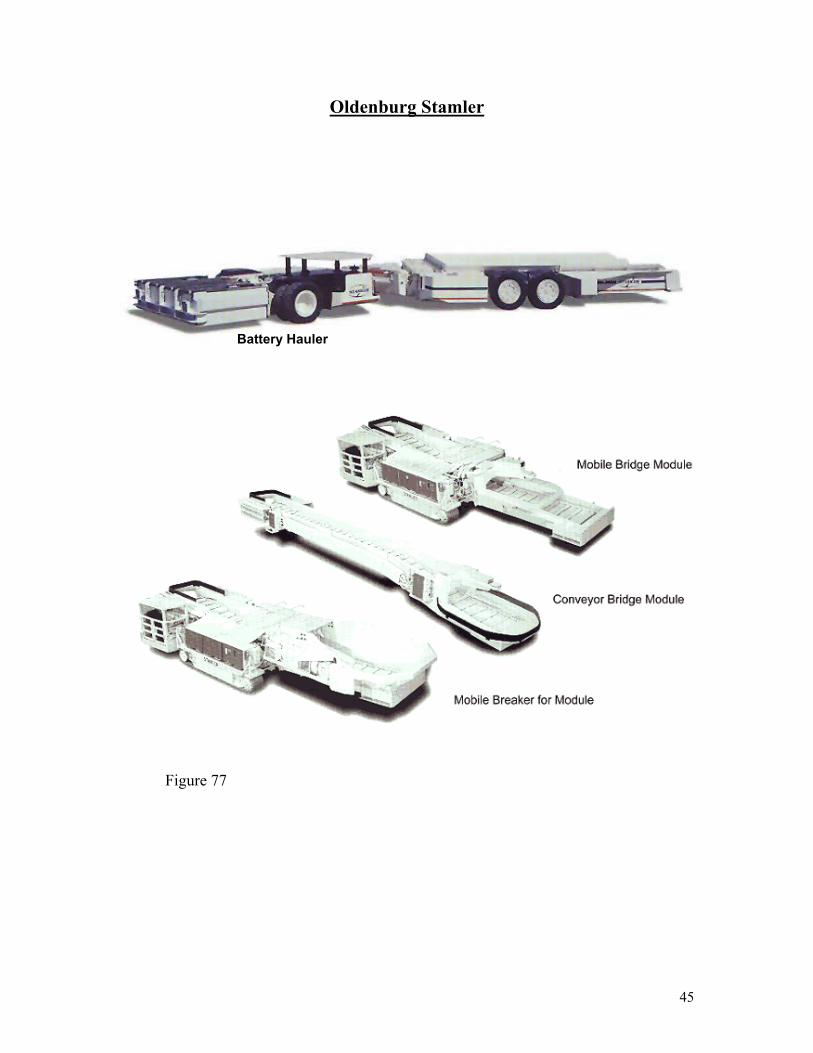
(Anderson Mavor Shearers), and rights to the Eimco continuous miner. In the 1990’s,
Oldenburg acquired the Stamler Company and began manufacturing underground battery
coal haulers and continuous haulage bridge conveyed systems.
Product lines being offered by manufacturers:
40
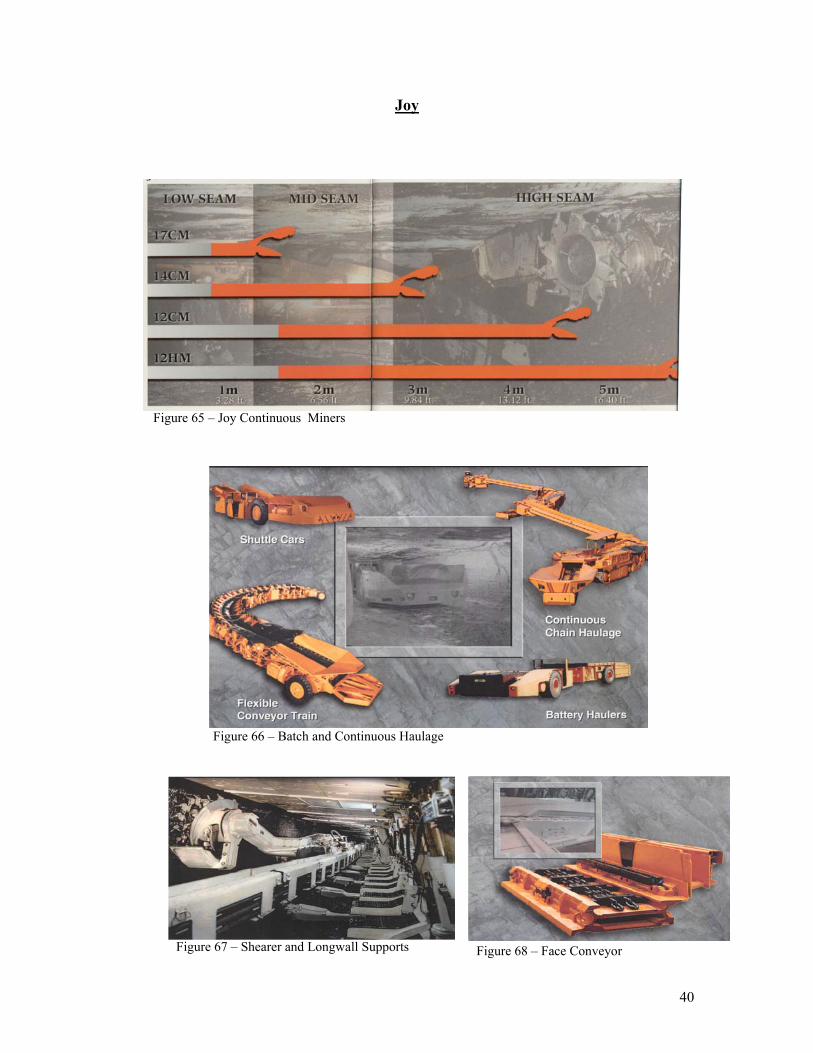
Joy
Figure 66 – Batch and Continuous Haulage
Figure 65 – Joy Continuous Miners
Figure 67 – Shearer and Longwall Supports Figure 68 – Face Conveyor

41
Joy (continued)
Figure 69 – Joy Roof Bolters
Quadbolter
Multibolter
42
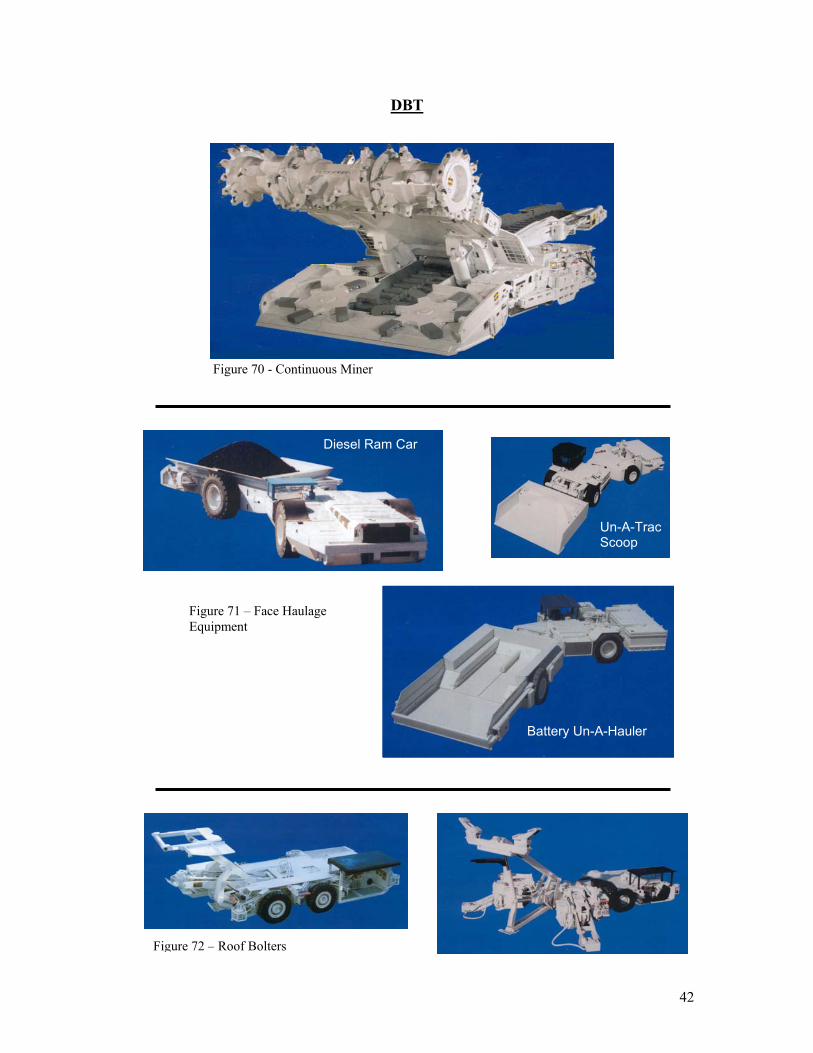
DBT
Figure 70 - Continuous Miner
Diesel Ram Car
Un-A-Trac Scoop
Battery Un-A-Hauler
Figure 71 – Face Haulage Equipment
Figure 72 – Roof Bolters
43
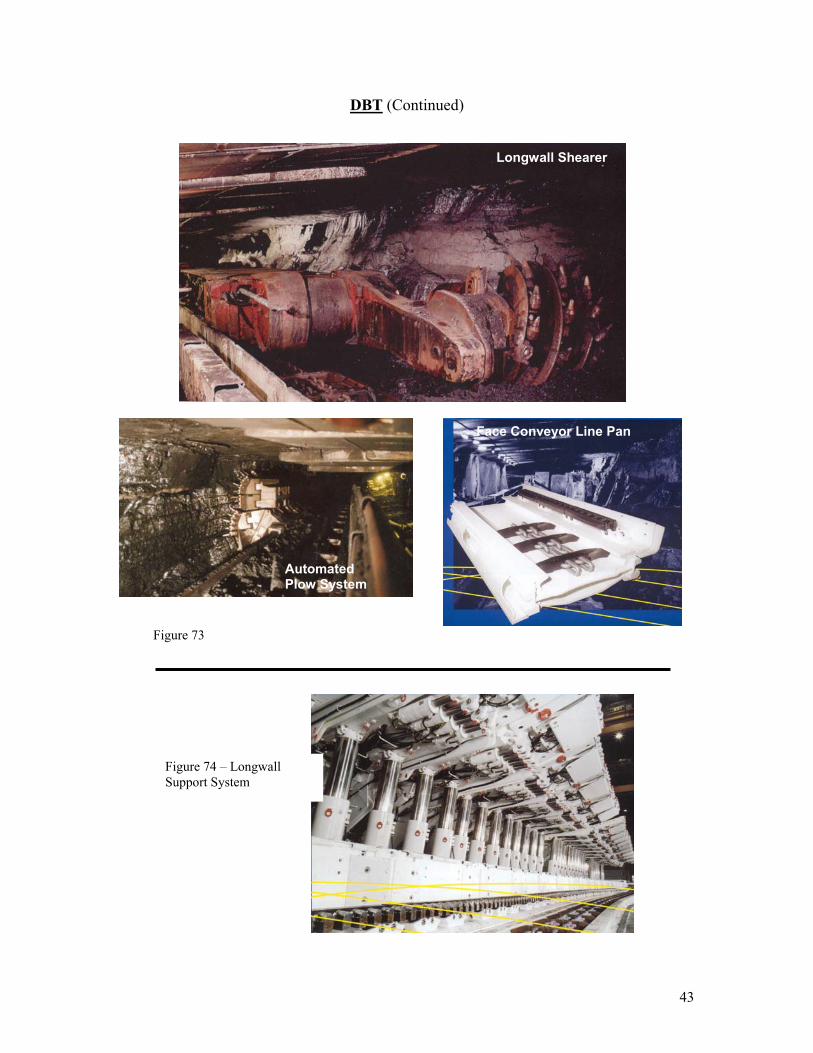
DBT (Continued)
Longwall Shearer
Automated Plow System
Face Conveyor Line Pan
Figure 73
Figure 74 – Longwall Support System
44
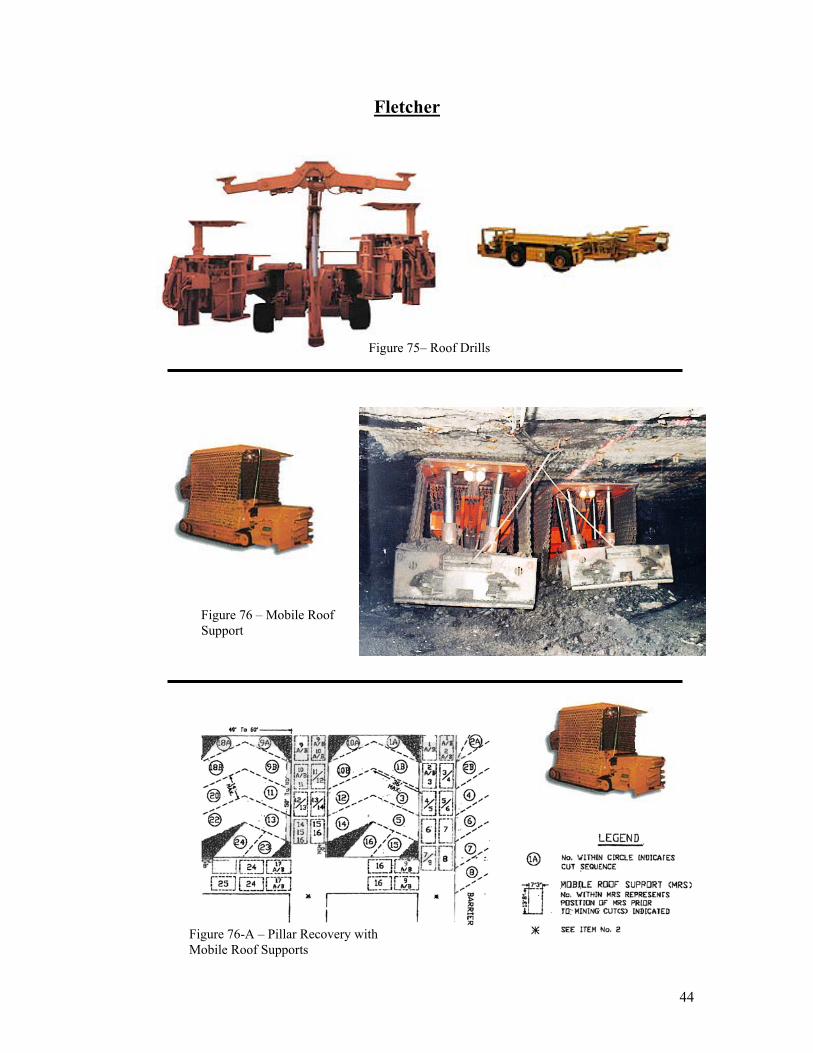
Fletcher
Figure 75– Roof Drills
Figure 76 – Mobile Roof Support
Figure 76-A – Pillar Recovery with Mobile Roof Supports
45
Oldenburg Stamler
Battery Hauler
Figure 77
46
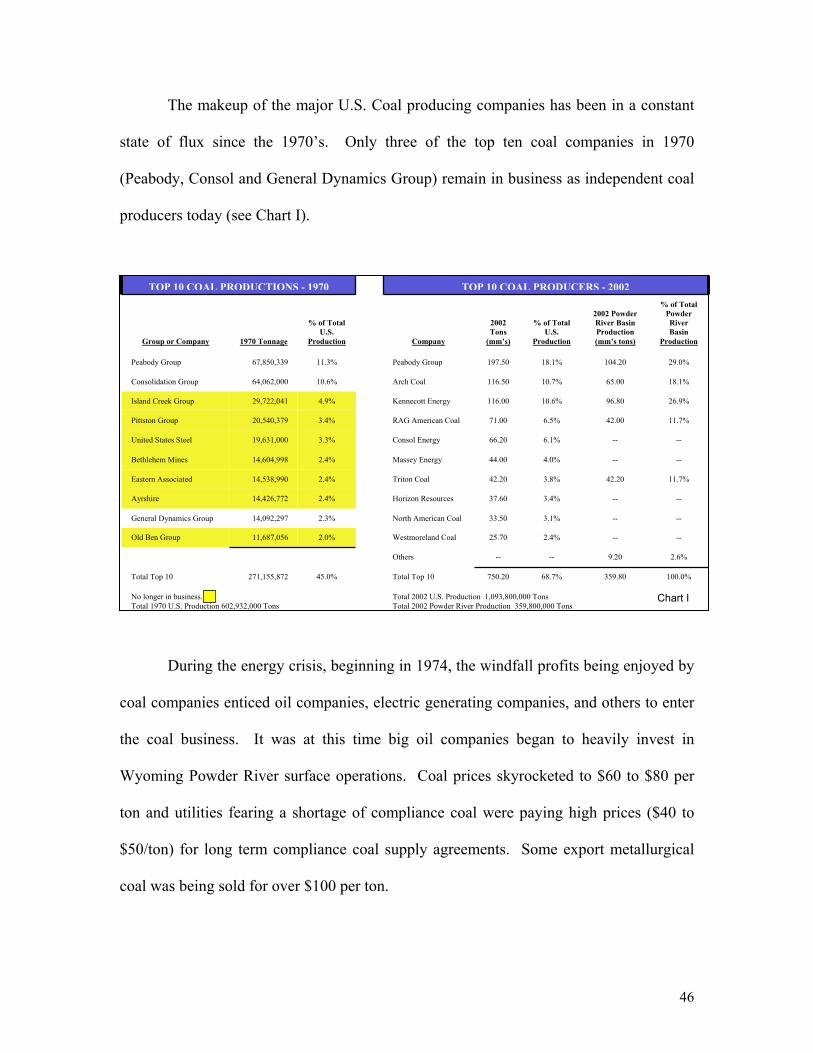
The makeup of the major U.S. Coal producing companies has been in a constant
state of flux since the 1970’s. Only three of the top ten coal companies in 1970
(Peabody, Consol and General Dynamics Group) remain in business as independent coal
producers today (see Chart I).
During the energy crisis, beginning in 1974, the windfall profits being enjoyed by
coal companies enticed oil companies, electric generating companies, and others to enter
the coal business. It was at this time big oil companies began to heavily invest in
Wyoming Powder River surface operations. Coal prices skyrocketed to $60 to $80 per
ton and utilities fearing a shortage of compliance coal were paying high prices ($40 to
$50/ton) for long term compliance coal supply agreements. Some export metallurgical
coal was being sold for over $100 per ton.
-- -- 2.4% 25.70 Westmoreland Coal 2.0% 11,687,056 Old Ben Group
TOP 10 COAL PRODUCERS - 2002TOP 10 COAL PRODUCTIONS - 1970
45.0%
2.3%
2.4%
2.4%
2.4%
3.3%
3.4%
4.9%
10.6%
11.3%
% of Total U.S.
Production
100.0% 359.80 68.7% 750.20 Total Top 10 271,155,872 Total Top 10
29.0% 104.20 18.1% 197.50 Peabody Group 67,850,339 Peabody Group
18.1% 65.00 10.7% 116.50 Arch Coal 64,062,000 Consolidation Group
-- -- 3.1% 33.50 North American Coal 14,092,297 General Dynamics Group
2.6% 9.20 -- -- Others
-- -- 4.0% 44.00 Massey Energy 14,604,998 Bethlehem Mines
11.7% 42.20 3.8% 42.20 Triton Coal 14,538,990 Eastern Associated
Total 2002 U.S. Production 1,093,800,000 Tons Total 2002 Powder River Production 359,800,000 Tons
No longer in business. Total 1970 U.S. Production 602,932,000 Tons
-- -- 3.4% 37.60 Horizon Resources 14,426,772 Ayrshire
-- -- 6.1% 66.20 Consol Energy 19,631,000 United States Steel
11.7% 42.00 6.5% 71.00 RAG American Coal 20,540,379 Pittston Group
26.9% 96.80 10.6% 116.00 Kennecott Energy 29,722,041 Island Creek Group
% of Total Powder River Basin
Production
2002 Powder River Basin Production (mm’s tons)
% of Total U.S.
Production
2002 Tons
(mm’s)
Company
1970 Tonnage
Group or Company
Chart I
47
Underground Productivity Ton per Man Hour
0.00
0.50
1.00
1.50
2.00
1950 1955 1960 1965 1970 1975 1980Year
Tons
per
Man
Hou
r
Chart II
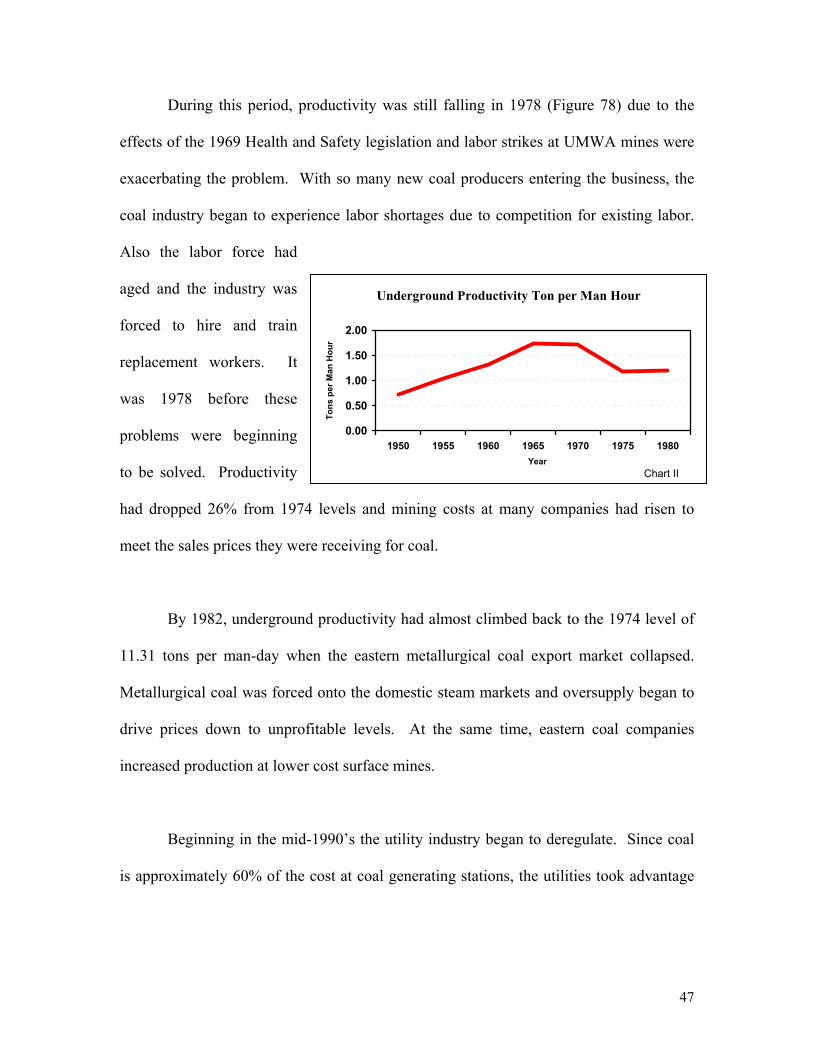
During this period, productivity was still falling in 1978 (Figure 78) due to the
effects of the 1969 Health and Safety legislation and labor strikes at UMWA mines were
exacerbating the problem. With so many new coal producers entering the business, the
coal industry began to experience labor shortages due to competition for existing labor.
Also the labor force had
aged and the industry was
forced to hire and train
replacement workers. It
was 1978 before these
problems were beginning
to be solved. Productivity
had dropped 26% from 1974 levels and mining costs at many companies had risen to
meet the sales prices they were receiving for coal.
By 1982, underground productivity had almost climbed back to the 1974 level of
11.31 tons per man-day when the eastern metallurgical coal export market collapsed.
Metallurgical coal was forced onto the domestic steam markets and oversupply began to
drive prices down to unprofitable levels. At the same time, eastern coal companies
increased production at lower cost surface mines.
Beginning in the mid-1990’s the utility industry began to deregulate. Since coal
is approximately 60% of the cost at coal generating stations, the utilities took advantage
48
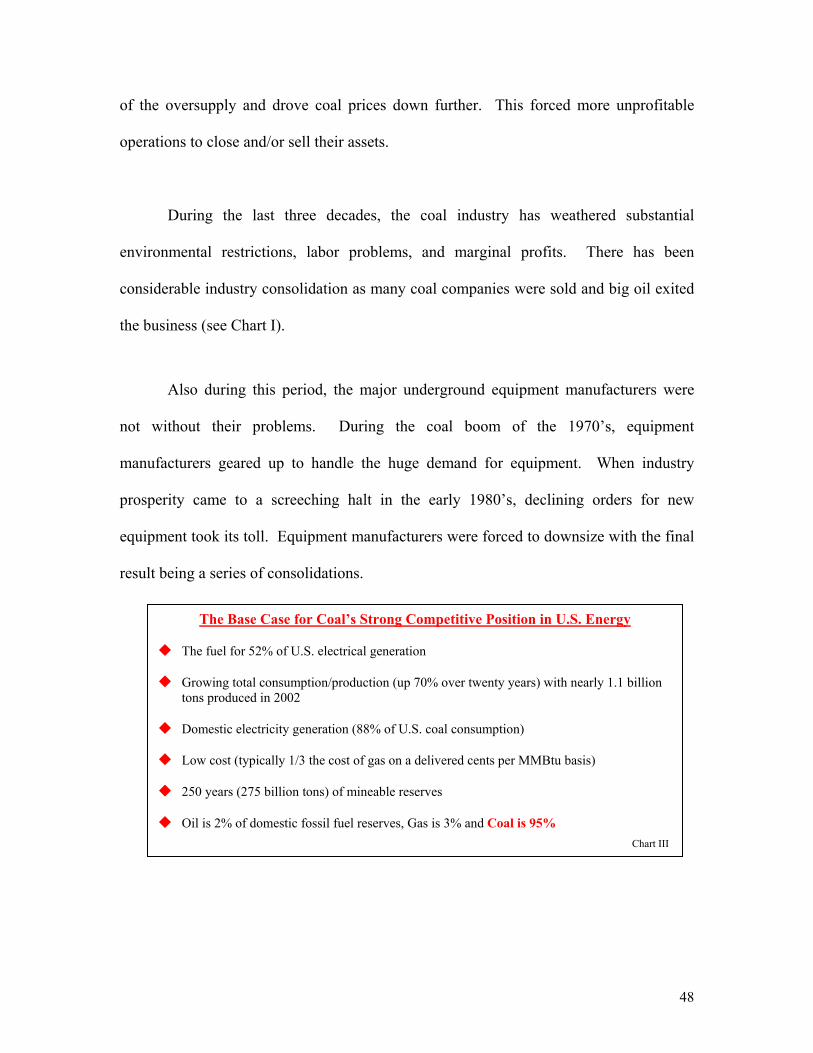
The Base Case for Coal’s Strong Competitive Position in U.S. Energy
The fuel for 52% of U.S. electrical generation
Growing total consumption/production (up 70% over twenty years) with nearly 1.1 billion tons produced in 2002
Domestic electricity generation (88% of U.S. coal consumption)
Low cost (typically 1/3 the cost of gas on a delivered cents per MMBtu basis)
250 years (275 billion tons) of mineable reserves
Oil is 2% of domestic fossil fuel reserves, Gas is 3% and Coal is 95%
of the oversupply and drove coal prices down further. This forced more unprofitable
operations to close and/or sell their assets.
During the last three decades, the coal industry has weathered substantial
environmental restrictions, labor problems, and marginal profits. There has been
considerable industry consolidation as many coal companies were sold and big oil exited
the business (see Chart I).
Also during this period, the major underground equipment manufacturers were
not without their problems. During the coal boom of the 1970’s, equipment
manufacturers geared up to handle the huge demand for equipment. When industry
prosperity came to a screeching halt in the early 1980’s, declining orders for new
equipment took its toll. Equipment manufacturers were forced to downsize with the final
result being a series of consolidations.
Chart III
49
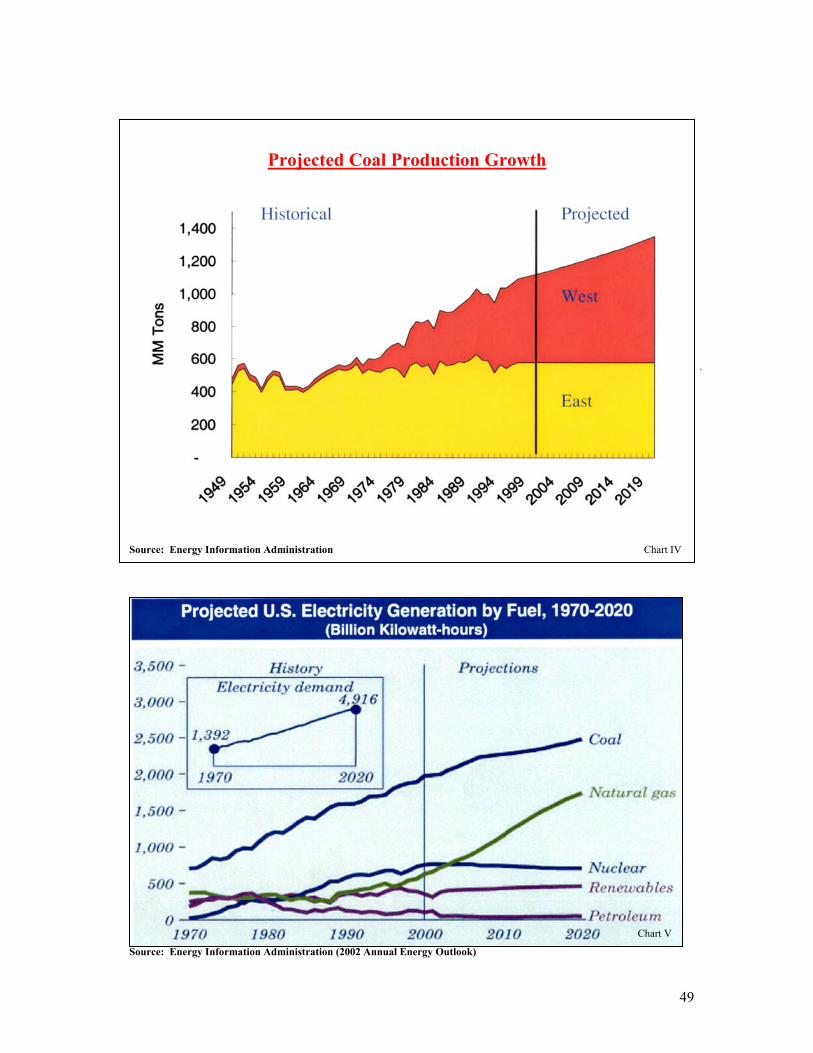
Projected Coal Production Growth
Chart IV
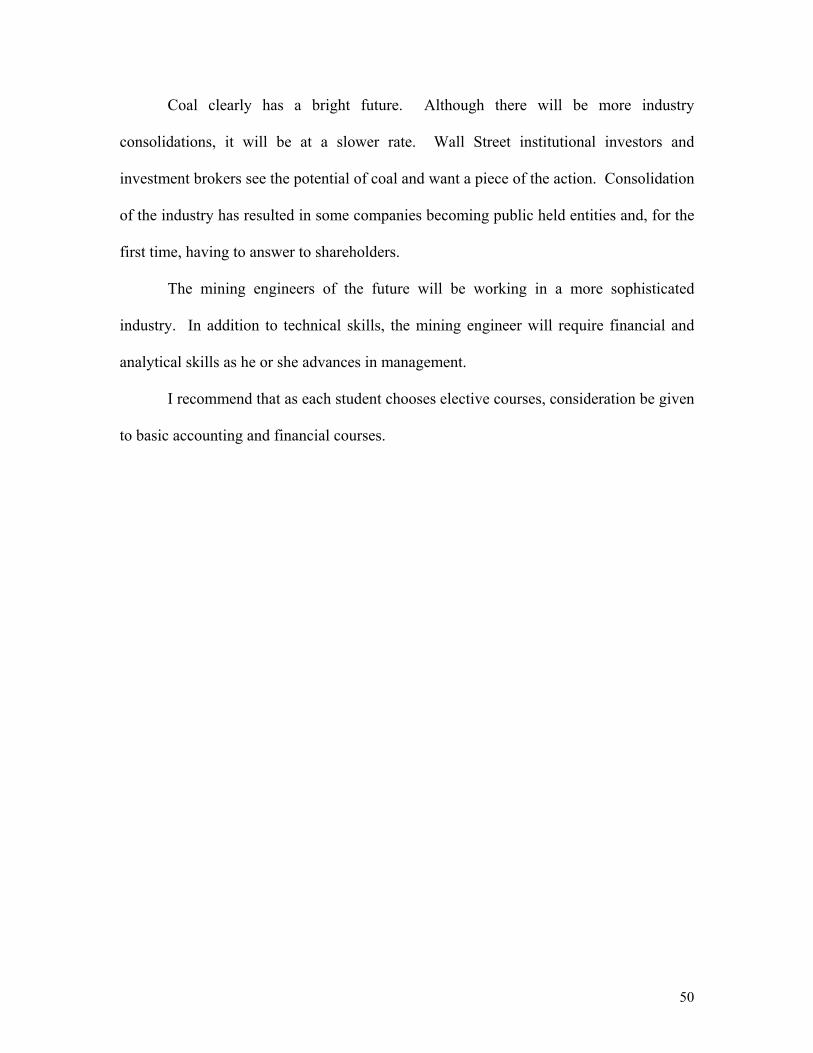
Chart V
Source: Energy Information Administration (2002 Annual Energy Outlook)
Source: Energy Information Administration
50
Coal clearly has a bright future. Although there will be more industry
consolidations, it will be at a slower rate. Wall Street institutional investors and
investment brokers see the potential of coal and want a piece of the action. Consolidation
of the industry has resulted in some companies becoming public held entities and, for the
first time, having to answer to shareholders.
The mining engineers of the future will be working in a more sophisticated
industry. In addition to technical skills, the mining engineer will require financial and
analytical skills as he or she advances in management.
I recommend that as each student chooses elective courses, consideration be given
to basic accounting and financial courses.