zusammenfassung - iuta – das institut für energie- und … · 2010. 5. 26. · neben der...
TRANSCRIPT

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Namen der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC
Zusammenfassung
Im Forschungsvorhaben wurden Rezepturen und Verfahren zur Herstellung und Verarbeitung von in wässrigen Lösungen quellfähigen Thermoplast-Elastomer-Compositen (Q-TE-C) entwickelt.
Für die Q-TE-C-Formmassen (Granulate) wurden Grundlagen/Vorschriften für die anschließende Formgebung mit typischen und hochproduktiven Verfahren der Thermoplastverarbeitung erarbei-tet. Es wurden optimale/günstige technologische Parameter eines Spritzgießprozesses unter Be-rücksichtigung der Rezepturspezifikation der Q-TE-C-Werkstoffe ermittelt und die Ergebnisse erfolgreich auf Extrusions- und Kalandrierprozesse übertragen. Die Fügeeigenschaften (Ver-schweißbarkeit) der Werkstoffe wurden untersucht.
Die Q-TE-C-Werkstoffe stellen eine völlig neuartige Werkstoffklasse dar und ermöglichen die Ent-wicklung einer neuen Generation von Abdichtungsmaterialien. Aus Q-TE-C hergestellte Formteile, Profile und Bahnen/Folien zeichnen sich insbesondere durch selbstreparierende Eigenschaften aus. Dies wurde sowohl durch Werkstoffprüfungen an standardisierten Prüfkörpern als auch durch an-wendungsspezifische, d. h. abdichtungstechnische Untersuchungen, erfolgreich nachgewiesen.
Die Zielstellungen des Projekts wurden erreicht.
Forschungsvorhaben: Entwicklung quellfähiger Thermoplast-Elastomer-Composite unter stofflicher Verwertung von Produktionsresten aus der Gummi- und Kunststoffverarbeitung

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Namen der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite i
Inhalt
1 Forschungsthema 1
2 Wissenschaftlich-technische und wirtschaftliche Problemstellung 1
3 Forschungsziel 2
4 Stand der Wissenschaft und Technik 2 4.1 Thermoplastische Elastomere (TPE) und der Einsatz von Elastomerpulvern 2 4.1.1 Thermoplastische Elastomere (TPE) 2 4.1.2 Einsatz von Elastomerpulvern (EP) 4 4.2 Quellfähige Thermoplast-Elastomer-Composite (Q-TE-C) 6
5 Ergebnisse 7 5.1 Erstellen der Rohstoffbasis und Aufbereitung zu Q-TE-C-Formmassen 7 5.1.1 Rohstoffbasis 7 5.1.2 Aufbereitung der Q-TE-C-Rezepturbestandteile 14 5.1.3 Rezepturentwicklung, Charakterisierung des Verarbeitungsverhaltens und
Q-TE-C-Formmassenherstellung 16 5.2 Formgebung 19 5.2.1 Technologische Anpassung des Spritzgießprozesses 19 5.2.2 Übertragung und Anpassung der Rezeptur- und Verarbeitungsspezifikation auf
kontinuierliche Formgebungsprozesse (Extrusions- und Kalandrier- prozesse) 21
5.2.3 Fügen von Q-TE-C mittels Schweißen 23 5.3 Werkstoffcharakterisierung 24 5.3.1 Mechanisch-physikalische Werkstoffprüfung und morphologische
Charakterisierung 24 5.3.2 Abdichtungstechnische Werkstoffcharakterisierung 34 5.3.3 Praxisnahe abdichtungstechnische Prüfung 44
6 Gegenüberstellung von Ergebnissen und Zielsetzungen 46
7 Verwendung der Zuwendungen 47
8 Wissenschaftlich-technischer Nutzen 48
9 Wirtschaftlicher Nutzen für KMU 49

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Namen der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite ii
10 Innovativer Beitrag der Ergebnisse zu industriellen Anwendungsgebieten 50
11 Veröffentlichungen im Rahmen des Vorhabens 50 11.1 Vorträge/Poster/Sonstiges 50 11.2 Veröffentlichungen in Fachzeitschriften und Tagungsbänden 51 11.3 Teilnahme an Messe- und Informationsveranstaltungen 52
12 Literaturverzeichnis 53
13 Durchführende Forschungsstellen 57
14 Anlage zum Forschungsbericht A1

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 1
1 Forschungsthema
Entwicklung quellfähiger Thermoplast-Elastomer-Composite (Q-TE-C) unter stofflicher Verwertung von Produktionsresten aus der Gummi- und Kunststoffverarbeitung.
2 Wissenschaftlich-technische und wirtschaftliche Problemstellung
Thermoplastische Elastomere (TPE) vereinen die Eigenschaften von Thermoplasten und Elastome-ren (Gummi) und verdrängen aufgrund ihrer Gebrauchseigenschaften in vielen technischen An-wendungen zunehmend herkömmliche Gummiwerkstoffe. TPE haben gummiähnliche Eigenschaf-ten bei gleichzeitig einfacher Verarbeitbarkeit (analog zur Verarbeitung von thermoplastischen Werkstoffen) und hervorragender Recyclingfähigkeit.
Quellfähige Thermoplast-Elastomer-Composite (Q-TE-C) sind nach vorliegendem Kenntnisstand in der wissenschaftlichen Literatur noch nicht beschrieben. Auch eine in internationalen Datenban-ken durchgeführte Patentrecherche ergab keinen Hinweis auf entsprechende Entwicklungen.
In Vorversuchen, die die beiden Forschungsstellen vor Projektbeginn gemeinsam durchgeführt haben, war es gelungen, einen Werkstoff zu generieren, der auf Basis von Reststoffen aus der gummi- und kunststoffverarbeitenden Industrie hergestellt werden kann und vergleichbare Eigen-schaften hat wie markteingeführte, typische Thermoplastische Elastomere und zudem bei Kontakt mit wässrigen Lösungen ein ideal isotropes Quellungsverhalten zeigt.
Auf Basis dieser neuartigen Werkstoffklasse kann die Entwicklung einer neuen Generation von hochwertigen Abdichtungsmaterialien erfolgen. Die Werkstoffe können zudem kostengünstig hergestellt werden, da als Rohmaterialien Reststoffe aus der Gummi- und Kunststoffverarbeitung Einsatz finden. Für diese Reststoffe ergibt sich somit ein neuer und qualitativ hochwertiger werk-stofflicher Verwertungsansatz, welcher im Fall von vernetzten Elastomeren (Gummi) aufgrund der zurzeit noch unbefriedigenden Verwertungslage (rohstoffliche Verwertung unbefriedigend, ther-mische Verwertung temporär noch praktiziert) zwingend erforderlich ist.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 2
3 Forschungsziel
Das beantragte Forschungsvorhaben hat die Entwicklung von in wässrigen Lösungen quellfähigen Thermoplast-Elastomer-Compositen (Q-TE-C) zum Ziel. Als Rohstoffbasis sollen hierzu Produk-tionsreste aus der gummi- und kunststoffverarbeitenden Industrie eingesetzt werden.
Eine Formgebung des Q-TE-C-Werkstoffs soll mit Methoden der Thermoplastverarbeitung möglich sein. Dazu soll ein Spritzgießprozess technologisch angepasst werden. Die hierbei ermittelten Grundlagen dienen gleichzeitig als Grundlage, eine Verarbeitung auch mittels Extrusion und Ka-landrierung zu ermöglichen. Im Vergleich zu den in den Vorversuchen verwendeten Werkstoffre-zepturen ist die Verringerung der eingesetzten Superabsorbermenge ein wesentliches Ziel des Vorhabens.
Werkstoffeigenschaften des Q-TE-C-Werkstoffs sollen mit für Polymerwerkstoffe typischen Stan-dardprüfmethoden charakterisiert werden. Es werden Untersuchungen zur Phasenmorphologie und Mikromechanik der Q-TE-C-Werkstoffe im ungequollenen und gequollenen Zustand durch-geführt. Das Studium der Wechselwirkung zwischen Werkstoffrezeptur, Herstellungsverfahren und Werkstoffeigenschaften liefert hier neue wissenschaftliche Erkenntnisse.
Um die Eignung des Werkstoffs für den geplanten Einsatz in der Abdichtungstechnik nachzuwei-sen, werden spezielle abdichtungstechnische Untersuchungen und ein praxisnaher Anwendungs-test durchgeführt.
4 Stand der Wissenschaft und Technik
4.1 Thermoplastische Elastomere (TPE) und der Einsatz von Elastomerpulvern
4.1.1 Thermoplastische Elastomere (TPE)
Nach DIN 7724 [DIN-7724] sind Thermoplastische Elastomere (abgekürzt: TPE), Werkstoffe, die sich im Gebrauchstemperaturbereich vorwiegend entropieelastisch (d. h. wie Elastomere) verhal-ten und sich nach einer Dehnung mit anschließender Entlastung weitgehend zurückverformen. Ist der Zugverformungsrest kleiner als 50%, kann man von TPE sprechen. Handelsübliche TPE weisen nach einer Dehnung um 300 % einen Zugverformungsrest im Bereich von 30 bis 50 % auf. Im Gegensatz zu konventionellen Gummiwerkstoffen zeichnen sich TPE durch ihre hervorragende thermoplastische Verarbeitbarkeit (Formbarkeit bei Erwärmung, Wiedererlangung ursprünglicher Werkstoffcharakteristika nach Abkühlung) aus. Sie können auf Extrusions- und Spritzgießmaschi-nen effizient und automatisiert verarbeitet werden.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 3
TPE vereinigen die Gebrauchseigenschaften von Elastomeren (Gummi) mit den Verarbeitungs- und Recyclingeigenschaften von Thermoplasten. In vielen technischen Anwendungen, z. B. im Automobilbau, erfolgt bis heute eine Substitution von Gummibauteilen durch TPE-Werkstoffe [Gebert-2002, Osen2003]. Von Vorteil sind hier die elastomerähnlichen Eigenschaften im Ge-brauchstemperaturbereich bei für Thermoplaste typischer und einfacher Verarbeitbarkeit, die gegebene Recyclingfähigkeit und vor allem die Gewichtsreduzierung aufgrund der im Vergleich zum Elastomer geringeren Dichte der TPE. Im Allgemeinen handelt es sich bei den Thermoplasti-schen Elastomeren um Zweiphasensysteme, die aus einer elastischen Weichphase und einer thermoplastischen Hartphase bestehen. Sie zeigen einen temperaturabhängigen Verlauf des Schubmoduls, der zwischen den Schubmodulkurven von Thermoplasten und Elastomeren liegt (s. Bild 1).
Bild 1 Schematische Darstellung der Schubmodulkurven von Polymerwerkstoffen
Dabei bestimmt die Weichphase das elastomertypische Verhalten, die Hartphase hingegen die Festigkeitsmerkmale und die Temperaturbelastbarkeit. Sind Weich- und Hartsegmente in einem Makromolekül vorhanden, so bezeichnet man diese als Block-Copolymere. Liegen jedoch ver-netzte oder unvernetzte Kautschukdomänen in einer Kunststoffmatrix als physikalische Mischung vor, so werden diese TPE als Polymer-Composite oder Polymer-Blends bezeichnet [Radusch-2003].
Ein in den vergangenen Jahren an der TU Chemnitz entwickeltes Verfahren [Scholz-2002, Wieß-ner-2003, Wießner-2009] ermöglicht auf Basis der reaktiven Compoundierung (Formmassenher-stellung) die Herstellung von Elastomercompositen (nachfolgend TPE-C genannt). Die im reaktiven Compoundierprozess hergestellten TPE-C sind den Polymer-Compositen zuzuordnen, wobei hier anstelle von Kautschuk das Elastomerpulver als disperse elastomere Weichphase in die Thermo-plast-Matrix über eine Phasenkopplung eingebunden ist.
Neben der reaktiven Compoundierung können unter Umständen auch rein physikalische Mi-schungen, sogenannte Blends aus Elastomerpulver (EP) und Kunststoff, zur TPE-C-Herstellung genutzt werden. Bedingung für die Erzielung TPE-C-typischer Eigenschaften ist die zielgerichtete Auswahl der EP (Polymerbasis, Rezepturspezifikation, Partikelgröße und -oberflächenstruktur) und des Kunststofftyps (s. Kapitel 4.1.2)
Im Gegensatz zu »klassischen« TPE-V, bei denen die Weichphase (der Kautschuk) während des Compoundierprozesses vernetzt (dynamische Vulkanisation), wird bei der TPE-C-Herstellung (Elastomerlegierung) die Elastomerphase (d. h. das Elastomerpulver) bereits im vulkanisierten, d. h. vernetzten Zustand mit dem Thermoplast compoundiert. Da zur Herstellung des Elastomerpulvers kein wertvoller unvernetzter Kautschuk und weitere ebenfalls teure Rezepturbestandteile erfor-derlich sind, sondern das Elastomerpulver aus Produktionsresten der Gummi-Industrie gewonnen

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 4
werden kann, eröffnen sich hier hervorragende neuartige Möglichkeiten einer werkstofflichen Verwertung der Produktionsreste. Gleiches gilt für die Thermoplaste. Für die TPE-C kann der Formgebungsprozess nach Methoden der Thermoplastverarbeitung, z. B. Spritzgießen, Extrudie-ren, Kalandrieren, erfolgen. Infolge ihrer günstigen Rohstoffbasis und ihrer guten Werkstoffeigen-schaften können die TPE-C in Konkurrenz zu den klassischen, markteingeführten, hochpreisigen TPE-V treten.
4.1.2 Einsatz von Elastomerpulvern (EP)
Vor dem Hintergrund einer möglichst guten werkstofflichen Verwertung werden Elastomerreste (Alt- und Abfallgummi) seit vielen Jahren zerkleinert und als Pulver bzw. Granulate eingesetzt, z. B. als Untergrund beim Bau von modernen Kunstrasensportplätzen oder Fallschutzmatten. Der Sprung hin zu hochwertigen Anwendungen ist den Materialien bisher jedoch verwehrt geblieben. Die Gründe hierfür sind: Bisher erfolgte keine werkstoffliche Abstimmung zwischen den Elasto-merpulvern, der thermoplastischen Matrix und den Anwendungsszenarien, die Elastomerpulver sind als Vielkomponentensystem in der thermoplastischen Matrix noch nicht umfassend verstan-den und die Bewertung der Elastomerpulver hinsichtlich Qualitätssicherung und Schadstoffgehalt (z. B. PAK oder Mineralöle) ist noch offen.
Die Zerkleinerung von Elastomerpulvern erfolgt heutzutage bis in den Mikrometerbereich und wird mit unterschiedlichen, mittlerweile am Markt etablierten Mahlverfahren realisiert. Neben diversen Nass- und Warmmahlverfahren (ambiente Vermahlung) kommen auch Kaltmahlverfah-ren (kryogene Vermahlung) zur Anwendung [Former-2002, Rechberger-2006]. Die Art des Mahl-verfahrens hat entscheidenden Einfluss auf die resultierenden Partikeleigenschaften der Elasto-merpulver (s. Bild 2) und auf das mechanische Eigenschaftsbild daraus hergestellter Compounds auf Basis von EP und Kunststoffen. Aus kryogenen Mahlverfahren können Elastomerpulver mit geringer mittlerer Partikelgröße und einer engen Partikelgrößenverteilung erhalten werden. Diese weisen allerdings eine sehr glatte und wenig strukturierte Oberfläche auf, was die Adhäsion zur Kunststoffmatrix negativ beeinflusst. Durch ambiente Vermahlung erhaltene EP Partikel weisen dagegen eine teilweise starke Oberflächenstrukturierung auf, wobei enge Partikelgrößenvertei-lungen oder kleine Partikelgrößen nur schwer zu realisieren sind. Für eine angestrebte technische Anwendung der Elastomerpulver ist eine gleichbleibende Produktqualität essentiell. Es finden da-her zunehmend Bestrebungen nach einer einheitlichen Klassifizierung und Standardisierung von Elastomerpulvern statt [Manuel-2001]. In den USA startete die Klassifizierung und Normung von Elastomerpulvern bereits in den 1990er Jahren [ASTM-2008]. In Europa wird zurzeit in Bezug auf die Charakterisierung von Elastomerpulvern an einer Norm gearbeitet [DIN-14243].

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 5
Bild 2 Raster-Elektronen-Mikroskop-Aufnahmen von Elastomerpulvern (Fraunhofer UMSICHT), links: Elastomerpulver aus der Kaltvermahlung, rechts: Elastomerpulver aus der Warmvermahlung
Ab Ende der 1980er Jahre begannen umfangreiche Untersuchungen zur Herstellung von Elasto-meric Alloys und Blends unter Verwendung von Elastomerpulvern als disperser Elastomerphase [Deanin-1987, Rajeev-2004]. Neben Werkstoffkombinationen auf rein polyolefinischer Basis, wie z. B. Elastomerpulver auf Basis Ethylen-Propylen-Dienkautschuk (EPDM) in Polyethylen (PE) und Polypropylen (PP), waren bevorzugt Compounds auf Basis von Elastomerpulvern aus Naturkau-tschuk (Natural Rubber, NR) aus der Reifenvermahlung und/oder Styrol-Butadien-Kautschuk (Styrol-Butadien-Rubber, SBR) mit Polyethylen oder Polypropylen Untersuchungsgegenstand.
Neben den werkstofflichen Fragestellungen (Phasenwechselwirkungen, Morphologie und resultie-rende Materialeigenschaften) ist auch der Einfluss prozesstechnischer Aspekte beim Schmelzemi-schen auf die Eigenschaften der Elastomerpulver-Thermoplastmischungen von Bedeutung. Hierzu liegen Grundlagenarbeiten zum Schmelzemischprozess im Rahmen von Untersuchungen an dis-kontinuierlich arbeitenden Laborknetern [Liu-2000] und kontinuierlich arbeitenden gleichläufigen Doppelschneckenextrudern [Kim-2002, Liu-2001] vor. Im Rahmen der Arbeiten wurden Com-pounds mit Elastomerpulvern auf Basis von EPDM und NR/SBR im Konzentrationsbereich von 15 bis 80 Gew.-% für PP-Homo- und -Random-Polymere durchgeführt. Die Eigenschaften der Com-pounds sind nach Aussage der Autoren für technische Anwendungen bislang nicht ausreichend.
Abhängig von der chemischen Struktur von Elastomerpulver und Thermoplast ergeben sich viel-fach Kompatibilitätsprobleme, die aufgrund unzureichender Grenzflächenhaftung zu Eigen-schaftseinbußen in den Compounds führen (z. B. unzureichende mechanische Eigenschaften). Zur Optimierung der Compounds im Hinblick auf die mechanischen Eigenschaften wurden daher Un-tersuchungen zur Kopplung der thermoplastischen Matrix und der dispersen Elastomerpul-verphase durchgeführt. Eine Möglichkeit stellt die Modifizierung der Elastomerpulveroberfläche durch physikalische, biologische oder chemische Verfahren dar [Löffler-1998, Naskar-2002, Sritra-gool-2009]. Weiterhin besteht die Möglichkeit, das Matrixpolymer zu modifizieren [Zhu-2004]. Die Methoden realisieren eine Verbesserung der Eigenschaften der Compounds. Ein wesentlicher Nachteil ist die dem Schmelzemischprozess vorgelagerte Modifizierung des Elastomerpulvers oder der Matrix, die einen energie- und kostenintensiven Zusatzschritt darstellt. Dies schränkt die groß-technische Umsetzung derartiger Verfahren ein.
Eine Verbesserung der Wechselwirkungen zwischen disperser Elastomerphase und Polymermatrix kann auch durch in-situ Kompatibilisierung (Propf-Copolymerisation an den Phasengrenzflächen) beim reaktiven Schmelzemischen von Elastomerpulvern und Thermoplasten erzielt werden. Dies bietet den Vorteil, dass keine Vorbehandlung des Elastomerpulvers oder der Thermoplastmatrix vor dem eigentlichen Mischprozess notwendig ist. Für eine erfolgreiche Phasenkopplung während

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 6
des Schmelzemischens muss eine ausreichende Benetzung der Elastomerpulveroberfläche durch die Thermoplastschmelze gewährleistet sein. Dies ermöglicht die Reaktion an den Phasengrenzflä-chen. Zur Aktivierung der Oberflächen werden Initiatoren (z. B. organische Peroxide) eingesetzt. Diese bewirken die Ausbildung kovalenter Bindungen und so eine Kopplung zwischen den Elastomerpartikeln und der Thermoplastmatrix. In Compounds auf Basis von NR/SBR-Elastomer-pulver und Polyolefinen bewirken organische Peroxide eine Verringerung der Grenzflächenspan-nung, da sie aufgrund ihrer chemischen Struktur und des geringen Molekulargewichts kompatibi-lisierend zwischen dem eher polaren NR/SBR-Elastomerpulver und der unpolaren Polyolefinmatrix wirken. Zudem führen die beim thermisch induzierten Peroxidzerfall entstehenden Radikale zur Makroradikalbildung an den Oberflächen der Elastomerpartikel und der Polyolefinmatrix. Hier-durch kann unter Pfropf-Copolymerbildung eine Phasenkopplung an den Phasengrenzflächen herbeigeführt werden. Grundlagen zum Reaktionsmechanismus betreffend Elastomerpulver und Polyolefinbasis sind bekannt [Rätzsch-2002, Spittel-1996]. Für EPDM-Elastomerpulver in polypro-pylenbasierten Compounds konnten bei der reaktiven Compoundierung mit einem organischen Peroxid im Laborkneter und einem Doppelschneckenextruder (Durchsatz 10 kg h-1) die mechani-schen Eigenschaften des reaktiv aufbereiteten Compounds (EA) im Vergleich zur physikalischen Mischung (Blend) gesteigert werden [Liu-2000]. Für NR/SBR-Elastomerpulver ist in Kombination mit Polypropylen ein diskontinuierliches Verfahren beschrieben, das unter Einsatz eines Radikal-donator-Radikalakzeptor-Systems zur Ausbildung von Elastomeric Alloys (EA) führt [Michael-1999, Scholz-2002, Wießner-2003]. Die EA erreichen TPE-typische Spannungsdehnungseigenschaften, sind jedoch sehr hart und reichen nicht bis in die Shore A Härte-Skala herunter. Die bei diesem Prozess stattfindenden physiko-chemischen Vorgänge werden als dynamische Stabilisierung be-zeichnet. Das beschriebene Aktivierungssystem führt bei der Compoundierung zur Bildung von Pfropfstellen, verhindert aber gleichzeitig die Depolymerisation der Polypropylenmatrix. Auf Basis des diskontinuierlichen Verfahrens wurde in kürzlich abgeschlossenen Forschungsarbeiten ein kontinuierlich arbeitendes Verfahren entwickelt und im Technikumsmaßstab untersucht [Wießner-2009].
4.2 Quellfähige Thermoplast-Elastomer-Composite (Q-TE-C)
Quellfähige Thermoplast-Elastomer-Composite (nachfolgend Q-TE-C genannt) sind nach vorlie-gendem Kenntnisstand in der wissenschaftlichen Literatur noch nicht beschrieben. Fraunhofer UMSICHT hat im Vorfeld der Projektbeantragung die Grundidee zur Vorgehensweise der Werkstoffkonzeptionierung zum Schutzrecht angemeldet. Ein entsprechendes Schutzrecht wurde im Jahr 2007 erteilt [EP-2007].
Das im geplanten Vorhaben fokussierte Anwendungsfeld »selbstreparierender Werkstoffe« (hier realisiert durch ein quellfähiges Abdichtungsmaterial) gewinnt zurzeit in Forschung und Wissen-schaft zunehmend an Bedeutung. So wurde zu Beginn des Jahres 2007 die erste internationale Konferenz zu selbstreparierenden Werkstoffen durchgeführt [Conference-2007]. Insgesamt 150 Vertreter (aus 5 Kontinenten) aus Forschung, Wissenschaft und Industrie haben sich über das Thema ausgetauscht. Der Kongress kann als Meilenstein zur Zusammenführung der wissenschaft-lichen Community auf dem Gebiet »Selbstreparatur« betrachtet werden und bestätigt, dass die Bearbeitung wissenschaftlicher Grundlagen zum Themenfeld »Selbstreparatur« aktuell im Fokus von Wissenschaft und Forschung steht. Das Vorhaben gliedert sich in dieses hochaktuelle The-menfeld ein [Wack-2007a] und hat ein tiefergehendes Verständnis zur Flüssigkeitseinlagerung von quellfähigen Werkstoffen und den hierbei stattfindenden Transportprozessen geliefert.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 7
Ein Werkstoff des Typs Q-TE-C kann als vollständig neue Werkstoffklasse in Konkurrenz zu be-kannten quellfähigen Materialien stehen bzw. diese in weiten Bereichen ergänzen. In der letzten Zeit werden vor allem im Bereich des Ingenieur- und Rohrleitungsbaus vermehrt quellfähige Mate-rialien eingesetzt. Die zurzeit am Markt etablierten Materialien können in die vier Werkstoffgrup-pen Bentonit, Acrylat, Polyurethan und Gummi eingeteilt werden [DBV-1999]. Die allgemein auch als »Quellgummi« bezeichneten Materialien dienen beispielsweise im Bereich des Ortbetonbaus zur Abdichtung von Wand/Sohle-Verbindungen [DBV-2001]. Die zurzeit bekannten Produkte sind kostenintensiv, da für hochwertige Gummiqualitäten auch spezielle Rohstoffe (Natur- oder Syn-thesekautschuk u. a. Rezepturbestandteile) eingesetzt werden müssen. Zudem sind die nach den Methoden der Gummiverarbeitung verlaufenden Produktionsverfahren aufwendig. Die zur Erzie-lung der Quellfähigkeit beigemischten Substanzen erschweren die Herstellung von Folien und Formkörpern mit komplizierter Geometrie, sodass die bisher bekannten Produkte vorwiegend in Form von geometrisch einfachen Profilen hergestellt und verwendet werden.
5 Ergebnisse
5.1 Erstellen der Rohstoffbasis und Aufbereitung zu Q-TE-C-Formmassen
5.1.1 Rohstoffbasis
Thermoplaste
Die Rohstoffsituation im Bereich von Thermoplast-Recyclaten kann als gesichert vorausgesetzt werden, da das Thermoplastrecycling Stand der Technik ist und seit etlichen Jahren erfolgreich betrieben wird. Thermoplast-Recyclate werden qualitätsgesichert zur Verfügung gestellt, und im Rahmen von Kongressen sowie wissenschaftlichen Kolloquien wird die stetige Weiterentwicklung der Herstellung und Anwendung von Thermoplast-Recyclaten betrieben [BKV-2009]. Über Roh-stoffbörsen, wie sie z. B. über die Internetplattform »www.plasticker.de« bereitgestellt werden, ist die Beschaffung von Thermoplast-Recyclaten möglich. Unternehmen wie z. B. AKG Polymers (Vroomshoop, Niederlande) oder Remondis (Lünen, Deutschland) bieten gleichbleibende Produkt-qualitäten am Markt an. Das Preisniveau der Produkte unterliegt Schwankungen. Es können Be-schaffungspreise von ca. 0,60 bis 1,20 Euro pro kg Thermoplast veranschlagt werden.
Elastomerpulver
Das Recycling von Elastomeren hat das Qualitätsniveau des Thermoplastrecyclings noch nicht er-reicht. Zwar sind die Verfahren zur Zerkleinerung der Elastomerreststoffe mittlerweile etabliert (s. Kapitel 4.1.2), eine stringente Qualitätskontrolle und Überwachung der Lieferketten erfolgt je-doch noch nicht. Hauptanteil der verfügbaren Elastomerpulver und -granulatmengen bilden Pro-dukte, die durch Zerkleinerung von Altreifen (Ganzreifen) hergestellt werden. Hier ist eine Quali-tätskontrolle generell schwierig, da die Herkunft der Reststoffströme oftmals nicht bekannt ist

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 8
und am Markt angebotene Pulver- und Granulate zudem auf einer Vielzahl unterschiedlicher Rest-stoffströme basieren.
Im vorliegenden Projekt wurden daher auf die Verwendung von Resten aus Technischen-Elasto-mer-Erzeugnissen (TEE), günstigstenfalls rezepturkonstante/-bekannte Produktionsabfälle oder definierte Altgummiteile eines Herstellers, fokussiert. Um eine Übersicht der verfügbaren Mengen an TEE-Reststoffen zu erhalten, wurden Ergebnisse einer Industriebefragung ausgewertet, die im Rahmen der Gründung des European Center for Elastomeric Powders erfolgte (www.eucep.de). Es wurde abgefragt, inwieweit die Unternehmen bereit sind, Elastomerreste sortenrein zu sam-meln, die Elastomerreste mit Stoffdatenblättern zu hinterlegen und welche Sorten und Mengen zur Verfügung stehen. Insgesamt wurden 173 Unternehmen (68 Unternehmen Niederlande und Benelux, 105 Unternehmen Deutschland und Österreich) identifiziert, die als potenzielle Lieferan-ten von Elastomerresten gesehen werden können. Bezogen auf die im Projekt adressierten Elastomertypen ergeben sich von den Unternehmen benannte Gesamtmengen von:
• Ethylen-Propylen-Dien-Kautschuk (EPDM): 338 t • Acrylnitril-Butadien-Kautschuk (NBR): 124 t • Styrol-Butadien-Kautschuk (SBR): 157 t • Verschnitte aus Naturkautschuk (NR) und SBR: 170 t
Dies ist im Verhältnis zur verbrauchten Kautschukmenge eine verschwindend geringe Menge, die jedoch zur Herstellung von marktrelevanten Mengen an Q-TE-C, unter Berücksichtigung der Re-zeptur der Q-TE-C-Werkstoffe, in der Größenordnung von zunächst ca. 500 Tonnen pro Jahr aus-reichend ist.
Um das Gesamtpotenzial der verfügbaren Mengen an Elastomerreststoffen abzuschätzen, ist in Bild 3 zunächst der weltweite Verbrauch an Kautschuk in den Jahren 2000 bis 2008 aufgetragen.
Bild 3 Weltweiter Verbrauch an Kautschuk in den Jahren 2000 bis 2008 [MGCC-2009, IRSG-2009].
Weltweit werden zurzeit rund 23 Mio. Tonnen Rohkautschuk pro Jahr verarbeitet, Tendenz stei-gend. Diese Menge teilt sich im Mittel auf in ca. 42 % Naturkautschuk (Ressource: Gummibaum)

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 9
und 58 % Synthesekautschuk (Ressource: Rohöl). Verwendet wird der Kautschuk zu 50 % von der Reifenindustrie und zu 50 % in sogenannten Technischen-Elastomer-Erzeugnissen (TEE). Geht man bei der Herstellung von TEE von einem Reststoffanfall von ca. 5 bis 10 %, bezogen auf die eingesetzte Gesamtmenge aus, liefert dies einen Reststoffanteil (weltweit) von 0,58 bis 1,15 Mio. Tonnen pro Jahr, allein bezogen auf die Menge an verbrauchtem Kautschuk. Wird noch berück-sichtigt, dass der Kautschuk bei der Verarbeitung zu Elastomerprodukten mit einer Vielzahl an Additiven und Füllstoffen versehen wird (im zweistelligen Prozentbereich), steigt die Gesamt-menge an Elastomerreststoffen noch weiter an. Diese Zahlen verdeutlichen, dass eine ausrei-chende Menge an Elastomerreststoffen zur Verfügung steht und dem werkstofflichen Recycling verfügbar gemacht werden kann.
Ein grundsätzliches Problem ist, dass die Industrieunternehmen dem Recyclinggedanken zunächst reserviert gegenüberstehen und sich scheuen, ihre Restmengen anzugeben, weshalb die ermittel-ten Mengen bei Weitem nicht der zu erwartenden Gesamtmenge entsprechen. Diese Reserviert-heit der Unternehmen bricht jedoch aufgrund der in den letzten Jahren stetig gestiegenen Ener-gie- und Rohstoffpreise auf (s. Bild 4), und die werkstoffliche Verwertung von Produktionsresten und Elastomerpulvern rückt verstärkt in den Mittelpunkt.
Bild 4 Entwicklung des Rohöl- und Naturkautschukpreises in den Jahren 1998 bis 2010 Datenquellen: Handelsblatt, The Tokyo Commodity Exchange, Ministry of Commerce and Industry (Government of India)
Die Preisentwicklung von synthetischen, auf Rohöl basierten Kautschuken ist direkt an den Rohöl-preis gekoppelt. Aber auch die Preisentwicklung der Ressource Naturkautschuk folgt dem Rohöl-preis, wie aus Bild 4 ersichtlich wird, in dem die Preisentwicklung von Rohöl und Naturkautschuk in den Jahren 1998 bis 2010 gegenübergestellt ist.
Zur Aufbereitung der Elastomerreststoffe zu Elastomerpulvern in den Größenbereich von < 400 µm müssen mit den heute am Markt etablierten Mahlverfahren, je nach Spezifikation des ge-wünschten Elastomerpulvers und Kostensituation bei der Lieferung der Elastomerreste (beispiels-weise ist für den Aufbereiter eine Gutschrift für die Annahme der Elastomerreste denkbar), Kos-ten von 0,50 bis 1,50 Euro pro kg veranschlagt werden.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 10
Superabsorbierende Polymere
Superabsorbierende Polymere (SAP) auf Basis von Polyacrylsäure sind am Markt etabliert und wer-den großtechnisch hergestellt. Die weltweite Produktion der SAP auf Basis von Polyacrylsäure ist in den letzten Jahren auf eine Menge von ca. 1,4 Mio. Tonnen pro Jahr angestiegen [Edana-2006].
Von der jährlich produzierten SAP-Menge gehen ca. 95 % in den Bereich der Hygieneanwen-dung. Hier werden die Materialien als flüssigkeitsspeichernder Kern bei der Herstellung von Ein-wegwindeln für Kinder, Damenbinden und Inkontinenzprodukten für Erwachsene verwendet. Die restlichen 5 % der produzierten SAP-Menge verteilen sich auf unterschiedliche Anwendungsfel-der, wobei keine detaillierte Mengenaufteilung veröffentlicht ist. Die in diesem Bereich eingesetz-ten SAP werden auch als technische Superabsorber bezeichnet.
SAP sind in unterschiedlichen Korngrößen und chemischen Modifikationen am Markt erhältlich. Je nach Spezifikation und Menge können Beschaffungspreise von 3,00 bis 7,50 Euro pro kg veran-schlagt werden.
Qualitätssicherung bei Beschaffung von Elastomerpulvern
Hinsichtlich der Qualitätskontrolle von Elastomerpulvern liegen nur wenige Erfahrungen vor. Um für die Q-TE-C-Werkstoffe ein geschlossenes Qualitätsicherungskonzept zu realisieren, ist somit insbesondere die Qualitätsprüfung der Elastomerpulver von Bedeutung. Folgende Schritte sollten dabei durchgeführt werden:
(1) Optische Kontrolle auf Verunreinigung (z. B. Faserreste oder Metallteile).
(2) Überprüfung der spezifizierten Partikel und der Partikelgrößenverteilung (Siebanalyse oder Laserlichtstreuung).
(3) Beurteilung der Rieselfähigkeit und Bestimmung der Schüttdichte (z. B. nach DIN 53466).
(4) Überprüfung der spezifizierten chemischen Kautschukbasis.
(5) Überprüfung der mechanischen Eigenschaften.
Die Punkte (1) bis (3) stellen etablierte Prüfmethoden dar, die teilweise nach genormten Verfahren (DIN) durchgeführt werden können oder je nach Verarbeiter in Werknormen abgebildet sind. Zu den Punkten (4) bis (5) wurden im Vorhaben Methoden entwickelt, die eine Überprüfung der benannten Eigenschaften ermöglichen.
Für gleichbleibende Werkstoffqualitäten ist es entscheidend, dass auch die Rohstoffbasis gleich-bleibende Eigenschaften hat. Insbesondere die chemische Spezifikation des Elastomerpulvers ist hierbei entscheidend. Eine Qualitätssicherungsmethode sollte zum einen ein Chargenvergleich unterschiedlicher Lieferchargen als auch die Einordnung des Elastomerpulvers hinsichtlich der chemischen Spezifikation ermöglichen. Die Thermische Analyse bietet solche Möglichkeiten. Eine Übersicht und Einführung in die Methodik findet sich beispielsweise in [Ehrenstein-2003]. Im Vor-haben wurde zur Analyse der Elastomerpulver die Thermogravimetrie eingesetzt. Die Masse einer Probeneinwaage wurde hierbei unter Aufprägung eines definierten Aufheizprogramms in Abhän-gigkeit der Zeit bestimmt. Zusätzlich wurde versucht, die bei der Aufheizung aus der Probe ausga-

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 11
senden Komponenten mittels eines an die TG angekoppelten Infrarotspektrometers zu bestim-men. Dieses Verfahren konnte jedoch nicht erfolgreich angewendet werden, da die ausgasenden Komponenten zu einer starken Verschmutzung einzelner Gerätekomponenten führten und da-durch die erhaltenen Spektren nicht auswertbar waren.
Für die Thermische Analyse wurde das Gerät TG 209 Iris des Unternehmens Netzsch (Selb, Deutschland) verwendet. Das Aufheizprogramm wurde so gestaltet, dass zunächst unter Inertgas organische Komponenten aus der Probe ausgetrieben wurden und der Abbau der Polymerketten erfolgte. Anschließend wurde unter Sauerstoffbeimischung eine Pyrolyse des im Elastomerpulvers enthaltenen Kohlenstoffs (vornehmlich Ruß) durchgeführt und als Endergebnis der Aschegehalt der Probe erhalten. Das entsprechende Temperaturprogramm ist in Tabelle 1 dargestellt.
Schritt Temperatur[°C]
Heiz/-Kühlrate[°C min-1]
Gasatmosphäre Gasdurchflussrate[ml min-1]
(1) Heizen 20 bis 600 10 N2 40
(2) Abkühlen 600 bis 300 15 N2 40
(3) Heizen 300 bis 900 10 N2/O2 25/15
Tabelle 1 Temperaturprogramm der Thermischen Analyse (Verwendung von offenen Platintiegeln)
Mit dieser Methode ist ein Chargenvergleich unterschiedlicher Elastomerpulver- bzw. Elastomer-reststoff-Lieferungen möglich, und gleichzeitig kann durch Auswertung des Massesignals (TG-Signal) die chemische Spezifikation zugeordnet werden. Die Vorgehensweise wird dazu exempla-risch an zwei EPDM-Elastomerpulverproben dargestellt. Die untersuchten Elastomerpulver wurden durch Kaltvermahlung unterschiedlichen Liefercharge des EPDM-Elastomerreststoffs (technische Formteile, Shore-Härte 40 Sh A) erhalten (s. Kapitel 5.1.2). In Bild 5 ist das bei der Aufheizung erhaltene TG-Signal in Abhängigkeit der Zeit sowie die aus Tabelle 1 resultierende Temperaturfüh-rung dargestellt.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 12
Bild 5 TG-Signal von EPDM-Elastomerpulverproben aus zwei Lieferchargen in Abhängigkeit der Zeit unter Anwendung des Temperaturprogramms gemäß Tabelle 1
Im ersten Aufheizungsschritt (1) findet ein mehrstufiger Abbau der organischen Anteile des Elastomers statt und die Probenmasse sinkt auf ca. 40 % der Ausgangsmasse. Im Abkühlschritt bleibt die Probenmasse konstant. Ab ca. 550 °C beginnt die Pyrolyse des Kohlenstoffanteils, und es bleibt am Ende ein Ascheanteil der Probe von ca. 10 % der Ausgangsmasse zurück. Wie aus Bild 5 deutlich wird, sind die TG-Signale der beiden Chargen nahezu deckungsgleich, was ein Beleg dafür ist, dass die Qualität der Chargen übereinstimmt. Dies ist als Qualitätskontrolle ein-setzbar, und beide Lieferchargen könnten für eine Weiterverarbeitung freigegeben werden.
Die Analyse der chemischen Spezifikation erfolgt durch Ableitung des TG-Signals nach der Zeit, wodurch die Steigungsänderungen des TG-Signals in besser auswertbare Peaks überführt werden. Zur Einordnung der jeweils vorliegenden Elastomerpulvercharge hinsichtlich der chemischen Spe-zifikation wurden vergleichende Messungen mit Rohkautschukproben gemäß des definierten Temperaturprogramms durchgeführt. Die dort erhaltenen charakteristischen Peaks lassen eine Einordnung des Elastomerpulvers im Hinblick auf die verwendeten elastomeren Basiskomponen-ten zu. Bild 6 zeigt die Auswertung bezogen auf die in Bild 5 dargestellten Chargen.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 13
Bild 6 dTG dt-1-Signal von EPDM-Elastomerpulverproben aus zwei Lieferchargen und einem Rohkautschuk in Abhängigkeit der Temperatur unter Anwendung des Temperaturprogramms gemäß Tabelle 1
Die beiden EPDM-Chargen sind, wie zu erwarten war, auch in der differenzierten Form nahezu deckungsgleich. Die Kurven zeigen zwei Peaks. Einen Peak bei ca. 325 °C. Dieser Peak ist dem Ausgasen von in diesem Temperaturfenster flüchtigen Komponenten und organischen Zuschlag-stoffen (z. B. Weichmacherkomponenten) zuzuordnen. Ein weiterer Peak bei ca. 450 °C ist der elastomeren Basiskomponenten zuzuordnen. Wie der Vergleich zu einem reinem EPDM-Elastomer (DSM, Keltan, ohne jegliche Additive) zeigt, sind die Peaks der Chargen deckungsgleich zu dem des reinen EPDM-Elastomers. Die elastomere Basis der vorliegenden Chargen kann somit EPDM zugeordnet werden. Die dargestellte Vorgehensweise lässt folglich die Einordnung der elastome-ren Basis der Elastomerreste zu. Für unterschiedliche Einsatzstoffe können mit dieser Vorgehens-weise entsprechende Scans angelegt werden und diese im Nachgang zur Chargenkontrolle sowie gleichzeitig zur Einordnung der elastomeren Basis genutzt werden.
Zur praxisnahen Charakterisierung (s. Punkt 5 der beschriebenen QS-Maßnahmen) der verwende-ten Elastomerpulver wurden die Pulver zunächst bei einer Werkzeugtemperatur von 190 °C und einer Presszeit von 30 Minuten mit einer Presse und einem mit Kompression arbeitendem Werk-zeug zu Platten verpresst. Aus den Platten wurden Prüfstäbe ausgeschnitten. An diesen erfolgte die Bestimmung der mechanischen Kenndaten. In Tabelle 2 sind exemplarisch die Daten unter-schiedlicher Elastomerpulverproben, die als Rezepturkomponente in den Q-TE-C verwendet wer-den (s. Kapitel 5.1.2), dargestellt.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 14
EP-Typ Kurzbezeichnung
Zugfestigkeit[N mm-2]
Reißdehnung[%]
E-Modul[N mm-2]
Härte[Shore A]
NR/SBR (M45) 6,0 324 1,9 53
NR/SBR (M60) 3,7 214 2,5 59
EPDM (70 Sh A) 1,7 144 4,6 65
EPDM (40 Sh A) 0,4 57 1,0 36
SBR (PKW) 1,3 64 3,2 63
Tabelle 2 Mechanische Kennwerte von aus Elastomerpulver hergestellten Pressplatten
Die eingesetzten Elastomerpulver zeigen stark unterschiedliche Eigenschaften. Bei den NR/SBR-Pulvern liegen auch im vernetzten/vulkanisierten Zustand noch reaktive Bindungsstellen (vorhan-dene Doppelbindungen des NR) vor. Die Pulverpartikel können daher unter den vulkanisations-ähnlichen Pressbedingungen auch nochmals teilweise chemisch verbunden (vernetzt) werden, was die im Vergleich zu den anderen EP-Typen (hier EPDM) hohen Zugfestigkeiten und Reißdehnun-gen begründet. Als Kriterium für die Qualitätskontrolle der EP bieten sich daher die Prüfwerte Zugfestigkeit, Reißdehnung aber auch Zug-E-Modul sowie u. U. auch die Shore-Härte an. Die EPDM-Elastomerpulvertypen wurden mittels Kaltvermahlung von sortenrein gesammelten EPDM-Reststoffen (technische Formteile, s. Kapitel 5.1.2) erhalten. Die Shore-Härten der Dichtungspro-file wurden mit 70 Sh A und 40 Sh A angegeben. Die Analysen der Shore-Härten der Pressplatten zeigen eine gute Übereinstimmung zu diesen Werten. Dieses vorgeschlagene und auch realisierte Verfahren ist somit geeignet, die rasche, aussagefähige Spezifikation des EP zu ermöglichen und könnte sich als praxistaugliche Methode der Qualitätskontrolle von EP etablieren.
5.1.2 Aufbereitung der Q-TE-C-Rezepturbestandteile
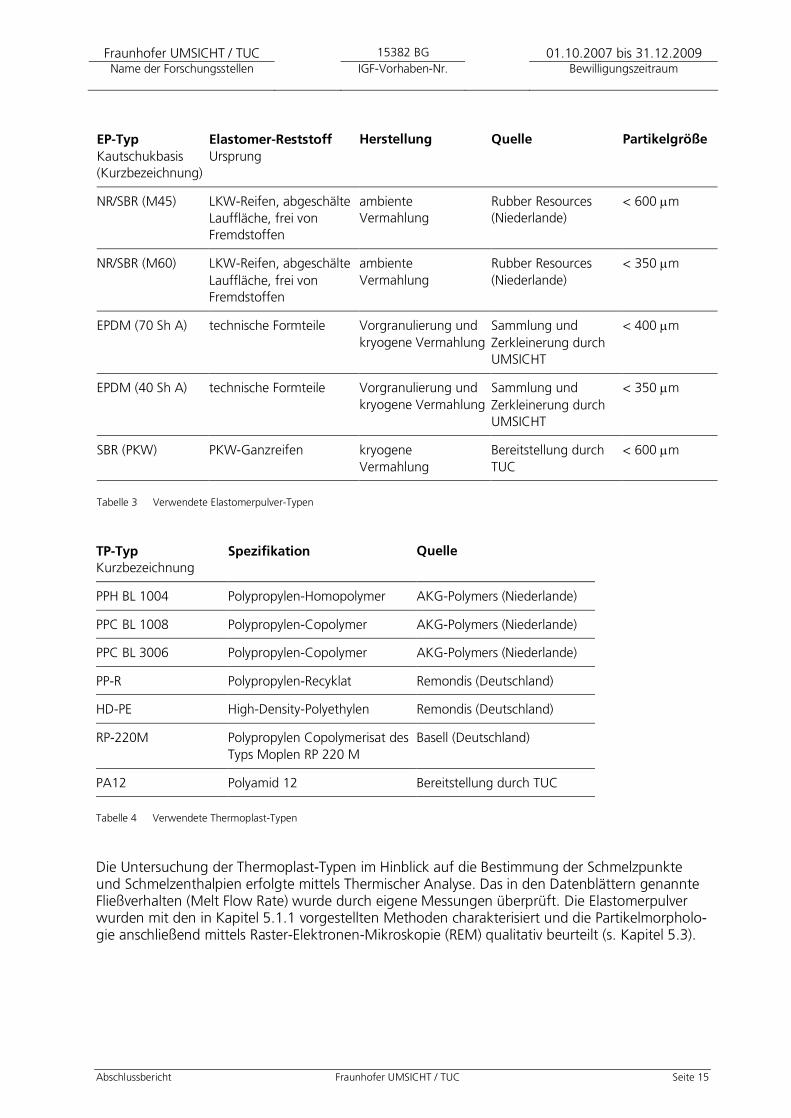
Bei der Auswahl und Aufbereitung der Q-TE-C-Rezepturbestandteile wurde Wert darauf gelegt, marktrelevante Werkstoffe zu verwenden und gleichzeitig eine möglichst gute Vergleichbarkeit der Werkstoffe untereinander zu erhalten. Nach einem Vorscreening marktverfügbarer Elasto-merpulver wurden die in Tabelle 3 aufgeführten Elastomerpulver für die anschließende Werkstoff-entwicklung verwendet. Die eingesetzten Thermoplaste sind in Tabelle 4 aufgeführt. Die Beschaf-fung der Thermoplaste erfolgt über die am Markt etablierten Anbieter. Der primäre Kunststoff PP Moplen RP 220M (Basell) wurde verwendet, weil mit diesem Typ des Thermoplasts seitens der TUC bereits umfangreiche und gesicherte Erfahrungen bei der Entwicklung von Elastomeric Alloys vorlagen. Dieser Kunststoff konnte demzufolge als Referenzwerkstoff genutzt werden. Die Elasto-merpulver wurden sowohl am Markt beschafft als auch, das betrifft insbesondere die EP auf EPDM-Basis, speziell für das Vorhaben hergestellt. Die Beschaffung und Herstellung erfolgte für alle genannten Werkstoffe jeweils im Maßstab 100 bis 200 kg. Als Superabsorber (SAP) wurde ein Natriumpolyacrylat (BASF, Ludwigshafen) mit einer Partikelgröße von < 100 µm verwendet.
Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 15
EP-Typ Kautschukbasis (Kurzbezeichnung)
Elastomer-Reststoff Ursprung
Herstellung Quelle Partikelgröße
NR/SBR (M45) LKW-Reifen, abgeschälte Lauffläche, frei von Fremdstoffen
ambiente Vermahlung
Rubber Resources (Niederlande)
< 600 µm
NR/SBR (M60) LKW-Reifen, abgeschälte Lauffläche, frei von Fremdstoffen
ambiente Vermahlung
Rubber Resources (Niederlande)
< 350 µm
EPDM (70 Sh A) technische Formteile Vorgranulierung und kryogene Vermahlung
Sammlung und Zerkleinerung durch UMSICHT
< 400 µm
EPDM (40 Sh A) technische Formteile Vorgranulierung und kryogene Vermahlung
Sammlung und Zerkleinerung durch UMSICHT
< 350 µm
SBR (PKW) PKW-Ganzreifen kryogene Vermahlung
Bereitstellung durch TUC
< 600 µm
Tabelle 3 Verwendete Elastomerpulver-Typen
TP-Typ Kurzbezeichnung
Spezifikation Quelle
PPH BL 1004 Polypropylen-Homopolymer AKG-Polymers (Niederlande)
PPC BL 1008 Polypropylen-Copolymer AKG-Polymers (Niederlande)
PPC BL 3006 Polypropylen-Copolymer AKG-Polymers (Niederlande)
PP-R Polypropylen-Recyklat Remondis (Deutschland)
HD-PE High-Density-Polyethylen Remondis (Deutschland)
RP-220M Polypropylen Copolymerisat des Typs Moplen RP 220 M
Basell (Deutschland)
PA12 Polyamid 12 Bereitstellung durch TUC
Tabelle 4 Verwendete Thermoplast-Typen
Die Untersuchung der Thermoplast-Typen im Hinblick auf die Bestimmung der Schmelzpunkte und Schmelzenthalpien erfolgte mittels Thermischer Analyse. Das in den Datenblättern genannte Fließverhalten (Melt Flow Rate) wurde durch eigene Messungen überprüft. Die Elastomerpulver wurden mit den in Kapitel 5.1.1 vorgestellten Methoden charakterisiert und die Partikelmorpholo-gie anschließend mittels Raster-Elektronen-Mikroskopie (REM) qualitativ beurteilt (s. Kapitel 5.3).

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 16
5.1.3 Rezepturentwicklung, Charakterisierung des Verarbeitungsverhaltens und Q-TE-C-Formmassenherstellung
Bei der Rezepturentwicklung der Q-TE-C wurde auf Erfahrungen der TUC im Rahmen der Ent-wicklung von Elastomerlegierungen und von Fraunhofer UMSICHT im Rahmen von Vorversuchen zur Herstellung quellfähiger Composite aufgesetzt. Für die Herstellung der Composite ist insbe-sondere das Masseverhältnis Elastomerpulver (EP) zu Thermoplast (TP) entscheidend. Bei zu hohen Elastomerpulveranteilen ist der Werkstoff nicht mehr compoundierbar, da die durch den Thermo-plast gebildete Matrix nicht mehr ausreichend ist, um sowohl das Elastomerpulver als auch additiv dazu den Superabsorber aufnehmen zu können. Das EP:TP Verhältnis wurde, nach richtungwei-senden Rezeptierungsversuchen, auf den zwei Niveaus 50:50 und 60:40 untersucht. Die Superab-sorber-Konzentration wurde auf das Gesamtcompound bezogen und auf acht Niveaus (0 bis 40 Gew.-%, in jeweils 5 Gew.-%-Schritten) variiert.
Neben der Herstellung von unstabilisierten Blends (ohne Phasenkompatibilisator hergestellte Mi-schungen aus EP und TP) wurden auch Mischungen aus EP und TP hergestellt, denen zum Zwecke der Phasenkompatibilisation von EP und TP ein als Radikaldonator fungierendes Peroxid (PO) zu-gefügt wurde. Die Zugabemenge des PO betrug 2 % (bezogen auf die Summe der Masse von EP und TP). Diese phasenkompatibilisierten EP/TP-Compounds werden nachfolgend als Q-TE-C-Werkstoff in EA-Qualität (Elastomeric Alloy) bezeichnet.
Für die Rezepturentwicklung wurde folgende Vorgehensweise bei der Ermittlung der Eduktmen-gen gewählt:
(1) Festlegen der gewünschten Menge (Masse) an Q-TE-C-Compound.
(2) Festlegen der SAP-Konzentration im Compound (Massenbruch in Gew.-%).
(3) Ermitteln der Masse SAP und darüber die Summe der Massen an EP und TP. (Masse EP + Masse TP) = Masse Compound – Masse SAP.
(4) Festlegen des Massenverhältnisses EP:TP.
(5) Ermitteln der Einzelmasse EP und Einzelmasse TP.
(6) Festlegen der PO-Konzentration (in %), bezogen auf die Summe der Massen an EP und TP.
(7) Ermitteln der PO-Menge (Masse)
In Bild 7 sind an einem Mischungsbeispiel die Mengenverhältnisse der Einzelbestandteile in einem Q-TE-C-Blend und in einem Q-TE-C-EA graphisch dargestellt, wie sie sich nach der beschriebenen Vorgehensweise ergeben.
Ein Beispiel für einen Versuchsplan entsprechend der beschriebenen Vorgehensweise liegt dem Bericht in der Anlage bei.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 17
Q-TE-C-Blend Q-TE-C-EA
EP45,0 Gew.-%
TP30,0 Gew.-%
SAP25,0 Gew.-%
EP44,3 Gew.-%
TP29,6 Gew.-%
SAP24,6 Gew.-%
PO1,5 Gew.-%
Bild 7 Mengenverhältnisse der Einzelbestandteile im Compound am Beispiel von zwei Q-TE-C-Rezepturen, SAP Konzentration jeweils 25 Gew. %, Rezeptur Blend: Verhältnis EP:TP = 60:40 ohne PO, Rezeptur EA: Verhältnis EP:TP = 60:40 mit PO
Durch die gewählte Vorgehensweise ergibt sich bei Einsatz von PO eine leichte Verschiebung der Massenbrüche im Vergleich zu einem Compound ohne PO (s. Bild 7). Bezüglich der Einwaage- und der Dosiergenauigkeiten beim Compoundieren ist diese Abweichung im Rahmen der Schwankungsbreite, für die Beurteilung der Wechselwirkung der Rezepturbestandteile unterein-ander und den resultierenden mechanischen Eigenschaften sowie den Quellungseigenschaften der Q-TE-C vernachlässigbar.
Der überwiegende Teil der zu den Untersuchungen der Q-TE-C-Werkstoffqualitäten und Quel-lungseigenschaften benötigten Massen wurde nach dem Verfahren des Schmelzemischens von EP und TP diskontinuierlich in der geschlossenen Knetkammer eines Innenmischers (Laborkneter, Brabender Plastograph) hergestellt. Bild 9 zeigt exemplarisch den Verlauf des Drehmomentes, gemessen an den Knetschaufeln und der direkt in der Knetkammer gemessenen Mischguttempe-ratur über der Mischzeit. Im Diagramm sind die Zeitpunkte der Zugabe der Rezepturbestandteile zur Mischung gekennzeichnet. Der Mischprozess wird beendet, wenn sich das Drehmoment der Knetschaufeln über eine bestimmte Zeit auf einen konstanten Wert eingestellt hat. Der Mischpro-zess zur Herstellung phasengekoppelter Q-TE-C-Werkstoffe (Elastomeric Alloy Qualitäten) ist von parallel zueinander ablaufenden physikalischen, d. h. Verteilungsprozessen der EP in der Kunst-stoffmatrix und chemischen, d. h. Prozessen der EP/TP-Phasenkopplung, gekennzeichnet. Diese deshalb als »dynamisch stabilisiert« bezeichneten Q-TE-C-Werkstoffe haben eine Werkstoffcha-rakteristik, die mit TPE-V-Werkstoffen vergleichbar ist.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 18
Bild 8 Verlauf von Knetschaufel-Drehmoment und Mischguttemperatur über der Mischzeit bei der Compoundierung im Innenmischer
Auf Basis der Versuchsergebnisse wurde der Mischprozess auch auf die kontinuierlich arbeitenden Aggregate Doppelschneckenextruder und Buss-Co-Kneter übertragen. Die Herstellung von Q-TE-C-Formmassen im Maßstab 10 bis 50 kg wurde aufgrund der schonenden Mischcharakteristik mit dem Buss-Co-Kneter durchgeführt.
Aus den hergestellten Q-TE-C-Formmassen wurden mittels Spritzgießen Normprüfkörper (Schul-terstäbe nach DIN EN ISO 527-2/1A) und Zylinderproben (10 mm Höhe, 10 mm Durchmesser) gefertigt. Die in den Versuchsplänen unter Variation von EP-Typ, TP-Typ und Konzentration der Rezepturbestandteile hergestellten Compounds wurden in Screening-Versuchen hinsichtlich des Quellungsverhaltens und der mechanischen Eigenschaften untersucht (s. Kapitel 5.3). Für die weiterführenden Untersuchungen des Quellungsverhaltens, der mechanischen Eigenschaften, der Formgebung und der Abdichtungseigenschaften wurden die folgenden zwei Rezepturen verwen-det, wobei als TP-Typ das RP-220M (s. Tabelle 4) eingesetzt wurde:
• NR/SBR (M60, x < 350 µm), EP:TP = 60:40, SAP = 27,5 Gew.-%, PO = 2 % • EPDM (40 Sh A, x < 350 µm), EP:TP = 60:40, SAP= 27,5 Gew.-%, PO = 0 %
Die Auswahl wurde getroffen, weil
• diese Rezepturen eine gute Reißdehnung zeigen (geeignet für die Herstellung von Bahnen/Folien),
• eine gute Salztoleranz bei der Quellung besitzen, • die Elastomerpulver wegen der Partikelgröße gut für die Herstellung von Bahnen/Folien
(Oberflächengüte) einsetzbar sind und • die Massenzunahmen bei der Quellung im Bereich von 80 bis 120 % liegen, was ausreichend
für den technischen Einsatz der Materialien ist und im Vergleich zu den Vorversuchen (SAP = 40 Gew.-%) eine deutliche Reduzierung der SAP-Konzentration bedeutet.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 19
5.2 Formgebung
5.2.1 Technologische Anpassung des Spritzgießprozesses
Um eine rasche und möglichst problemarme Überführung der Forschungsergebnisse in die Praxis zu gewährleisten, wurden umfangreiche experimentelle Arbeiten durchgeführt, die zum einen den Nachweis der Eignung der Q-TE-C-Werkstoffe bezüglich der Verarbeitung im hochprodukti-ven Spritzgieß-Verfahren zum Inhalt hatten und zum anderen für eine Ermittlung der optimalen Einstellparameter des Spritzgießprozesses dienten. Für diese Untersuchungen stand im Versuchs-feld der TUC eine Spritzgießmaschine der Firma Dr. Boy vom Typ 22 D zur Verfügung, bei Fraun-hofer UMISCHT wurde eine Maschine des Typs Battenfeld BA 600-125 CDC eingesetzt. Die Un-tersuchungen des Spritzgießprozesses wurden an den beiden in Kapitel 5.1.3. abschließend ausgewählten Rezepturen durchgeführt.
Bereits beim Spritzgießen der Schulterstäbe und Probenzylinder für die Screeningversuche (s. Ka-pitel 5.1.3) zeigt sich, dass die Q-TE-C-Formmassen gut mittels Spritzgießen zu verarbeiten sind. Als typischer Parametersatz kann beispielsweise angegeben werden:
• Düse-Werkzeug Düse: 220 °C Werkzeug: 30 °C
• Plastizierzylindertemperaturen: Zone 1 (an der Düse): 220 °C Zone 2: 190 °C Zone 3 (am Einzug): 160 °C max. Einspritzdruck: 700 bar
Unter Variation von Zylindertemperatur (Düse), der Werkzeugtemperatur und des Nachdrucks wurde der Spritzgießprozess anhand der zwei ausgewählten Q-TE-C-Rezepturen (s. Kapitel 5.1.3) untersucht und optimiert. In Bild 9 und Bild 10 sind die Ergebnisse exemplarisch anhand der EPDM-Rezeptur für die Parameter Reißdehnung und Zugfestigkeit dargestellt.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 20
Bild 9 Reißdehnung der EPDM-Rezeptur in Abhängigkeit des Nachdrucks unter Variation der Zylinder- und Werkzeugtemperatur
Bild 10 Zugfestigkeit der EPDM-Rezeptur in Abhängigkeit des Nachdrucks unter Variation der Zylinder- und Werkzeugtemperatur
Die Spritzgießparameter haben Einfluss auf die mechanischen Eigenschaften des Werkstoffs. Niedrige Zylinder- und Werkzeugtemperaturen führen tendenziell zu höheren Werten der Reiß-dehnung und der Zugfestigkeit. Dies ist durch die thermisch schonendere Behandlung des Werk-stoffs in der Spritzgießmaschine begründet. Bei der Erhöhung des Nachdrucks ist beim Schritt von 0 auf 40 MPa eine Erhöhung der Reißdehnung und Zugfestigkeit festzustellen. Bei weiterer Erhö-hung des Nachdrucks von 40 auf 80 MPa sind keine signifikanten Änderungen mehr feststellbar. Für den Werkstoff EPDM sollte ein Nachdruck im Bereich von 40 MPa bei einer Düsentemperatur von 160 °C und einer Werkzeugtemperatur von 30 °C verwendet werden. Für den NR/SBR-Werk-stoff ist das Verhalten analog. Es ergeben sich gleiche Düsen- und Werkzeugtemperaturen, wobei ein optimaler Nachdruck im Bereich von 110 MPa ermittelt wurde.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 21
5.2.2 Übertragung und Anpassung der Rezeptur- und Verarbeitungsspezifikation auf kontinuierliche Formgebungsprozesse (Extrusions- und Kalandrierprozesse)
Neben der Verarbeitung durch Spritzgießen sollten die Q-TE-C-Werkstoffe auch über die Metho-den der Extrusion und der Kalandrierung verarbeitet werden. Auf Basis der Ergebnisse der Com-poundieruntersuchungen im Innenmischer (s. Kapitel 5.1.3) wurden die Mischungsprozesse auf die kontinuierlich arbeitenden Aggregate Doppelschneckenextruder (Micro 27, Leistritz Extrusi-onstechnik AG, Nürnberg, Deutschland) und Buss-Co-Kneter (Laborkneter Type 46B, Buss AG, Schweiz) übertragen.
Der Buss-Co-Kneter verfügt neben einem Mischaggregat (Schneckendurchmesser 46 mm, L/D = 15) auch über ein Austragsaggregat (Einschnecke). Für die Einschnecke wurden zwei unterschied-liche Düsenaufsätze (Rundprofil 5 mm, Rechteckprofil 15 x 15 mm) angefertigt und für die Extru-sionsuntersuchungen eingesetzt. Die Extrusion erfolgte bei einer Temperatur von 180 bis 220 °C mit einem Massestrom von 20 kg h-1, was einer Verweilzeit in der Knetstrecke von 3 min ent-spricht. Es wurden die in Kapitel 5.1.3 ausgewählten zwei Q-TE-C-Rezepturen untersucht. Die Werkstoffe konnten erfolgreich aus dem Extrusionswerkzeug abgezogen werden. Die extrudier-ten Stränge wurden auf einem Luftkühlband abgekühlt und anschließend entweder granuliert (Einsatz im Spritzgießen) oder als Profil für die Quellungsuntersuchungen eingesetzt. Die Profile wiesen in Bezug auf die Dimensionsveränderung einen Faktor von 1,05 auf; der Werkstoff neigt somit nach der Düse zu einer leichten Strangaufweitung (Memory Effekt).
Die Arbeiten zur Kalandrierung erfolgten in Zusammenarbeit mit dem FILK Forschungsinstitut für Leder und Kunststoffbahnen (Freiberg, Deutschland), durchgeführt, und es wurde die in Kapitel 5.1.3 beschriebene Werkstoffrezeptur auf Basis von EPDM eingesetzt. Neben dem TP-Typ Polypro-pylen wurde alternativ ein zur Herstellung von Bahnen/Folien geeigneter PE-Typ (Lupolen 3020K, Basell, Deutschland) eingesetzt. Die Herstellung der Formmassen erfolgt seitens Fraunhofer UMSICHT mittels Buss-Co-Kneter. Zur Qualitätskontrolle der Formmasse wurden diese zu Schul-terstäben spritzgegossen (TUC) und an diesen die mechanischen Kennwerte ermittelt. Die Zugfes-tigkeit und Reißdehnung sind in Tabelle 5 zusammengestellt.
TP-Typ Zugfestigkeit[N mm-2]
Reißdehnung[%]
PP 6,7 230
PE 2,6 52
Tabelle 5 Mechanische Eigenschaften von Q-TE-C Formmassen für die Bahnen-/Folienherstellung
Die Folien wurden unter variierten technologischen Parametern hergestellt. Beide Rezepturen konnten erfolgreich mittels Einschneckenextruder vom Typ Rheomex 302 und Breitschlitzdüse sowie optional angeschlossenem Glättwerk (Kalander) zu endlosen Bahnen verarbeitet werden.
Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 22
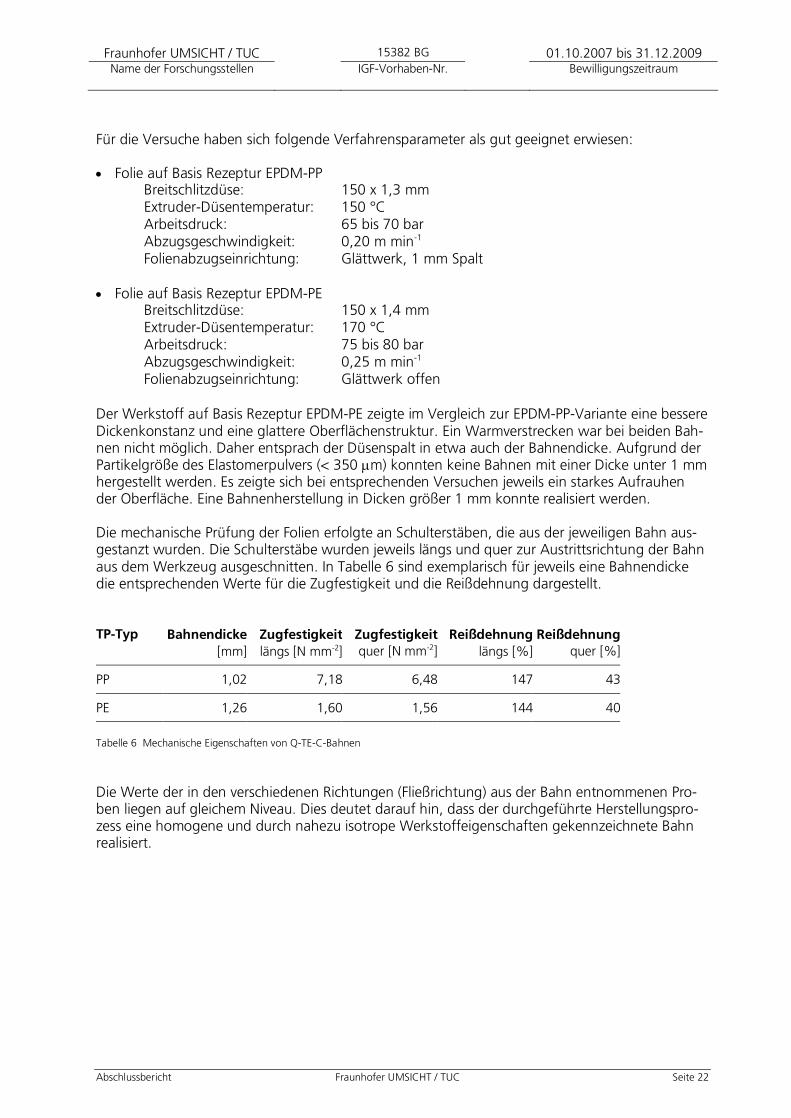
Für die Versuche haben sich folgende Verfahrensparameter als gut geeignet erwiesen:
• Folie auf Basis Rezeptur EPDM-PP Breitschlitzdüse: 150 x 1,3 mm Extruder-Düsentemperatur: 150 °C Arbeitsdruck: 65 bis 70 bar Abzugsgeschwindigkeit: 0,20 m min-1 Folienabzugseinrichtung: Glättwerk, 1 mm Spalt
• Folie auf Basis Rezeptur EPDM-PE
Breitschlitzdüse: 150 x 1,4 mm Extruder-Düsentemperatur: 170 °C Arbeitsdruck: 75 bis 80 bar Abzugsgeschwindigkeit: 0,25 m min-1 Folienabzugseinrichtung: Glättwerk offen
Der Werkstoff auf Basis Rezeptur EPDM-PE zeigte im Vergleich zur EPDM-PP-Variante eine bessere Dickenkonstanz und eine glattere Oberflächenstruktur. Ein Warmverstrecken war bei beiden Bah-nen nicht möglich. Daher entsprach der Düsenspalt in etwa auch der Bahnendicke. Aufgrund der Partikelgröße des Elastomerpulvers (< 350 µm) konnten keine Bahnen mit einer Dicke unter 1 mm hergestellt werden. Es zeigte sich bei entsprechenden Versuchen jeweils ein starkes Aufrauhen der Oberfläche. Eine Bahnenherstellung in Dicken größer 1 mm konnte realisiert werden.
Die mechanische Prüfung der Folien erfolgte an Schulterstäben, die aus der jeweiligen Bahn aus-gestanzt wurden. Die Schulterstäbe wurden jeweils längs und quer zur Austrittsrichtung der Bahn aus dem Werkzeug ausgeschnitten. In Tabelle 6 sind exemplarisch für jeweils eine Bahnendicke die entsprechenden Werte für die Zugfestigkeit und die Reißdehnung dargestellt.
TP-Typ Bahnendicke[mm]
Zugfestigkeitlängs [N mm-2]
Zugfestigkeitquer [N mm-2]
Reißdehnunglängs [%]
Reißdehnung quer [%]
PP 1,02 7,18 6,48 147 43
PE 1,26 1,60 1,56 144 40
Tabelle 6 Mechanische Eigenschaften von Q-TE-C-Bahnen
Die Werte der in den verschiedenen Richtungen (Fließrichtung) aus der Bahn entnommenen Pro-ben liegen auf gleichem Niveau. Dies deutet darauf hin, dass der durchgeführte Herstellungspro-zess eine homogene und durch nahezu isotrope Werkstoffeigenschaften gekennzeichnete Bahn realisiert.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 23
5.2.3 Fügen von Q-TE-C mittels Schweißen
Zusätzlich zu den im Antrag beschriebenen Arbeitspaketen wurde auch die Eignung der Werk-stoffe für das Fügen mittels Schweißverfahren untersucht, da für die Herstellung von komplizier-ten Formteilen eine Verbindung mittels Schweißverfahren oftmals notwendig ist.
Die Schweißbarkeit wurde durch in der Kunststofftechnik etablierte und an der TUC verfügbare Verfahrenstechniken untersucht. Hierzu wurden Werkstoffproben verschweißt, die mechanischen Kennwerte der Proben ermittelt und mit einer Originalwerkstoffprobe verglichen. Es kamen fol-gende Schweißverfahren zum Einsatz:
• Heizelementschweißen (HE-Schweißen) • Vibrationsschweißen (V-Schweißen) • Infrarotschweißen (IR-Schweißen) Die Untersuchungen zur Schweißbarkeit wurden an den zwei in Kapitel 5.1.3. abschließend aus-gewählten Rezepturen durchgeführt. Als Prüfkörper für die Schweißversuche dienten Streifen, die aus spritzgegossenen Platten ausgeschnitten wurden (Dicke 4mm, Breite 15 mm).
Mit allen Schweißverfahren konnte erfolgreich eine Fügung der Werkstoffe realisiert werden. In Tabelle 7 sind die Zugfestigkeiten und Reißdehnungen für die unterschiedlichen Rezepturen und Schweißverfahren dargestellt.
EPDM-Rezeptur NR/SBR-Rezeptur
Schweißverfahren Zugfestigkeit[N mm-2]
Reißdehnung[%]
Zugfestigkeit [N mm-2]
Reißdehnung[%]
HE-Schweißen 5,2 197 6,4 49
V-Schweißen 5,4 210 7,3 131
IR-Schweißen 5,0 133 6,0 28
Originalwerkstoff 6,9 273 8,6 149
Tabelle 7 Mechanische Eigenschaften von Schweißverbindungen der Q-TE-C-Rezepturen auf EPDM und NR/SBR-Basis
Für beide Werkstoffe lieferte das Vibrationsschweißen die besten Werkstoffkennwerte. Im Ver-gleich zu den Originalproben wird beim Vibrationsschweißen ein etwa gleiches Niveau erreicht. Das HE- und IR-Schweißen fällt im Vergleich hierzu, insbesondere bei der NR/SBR-Rezeptur, schlechter aus. Das Vibrationsschweißen erzeugt durch die Reibbewegung der beiden Werkstoff-flanken eine innige Vermischung der Komponenten und führt hier beim EPDM aufgrund der gu-ten Kompatibilitäten der Rezepturbestandteile EPDM und TP (Polypropylen) zu der guten Schweißqualität.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 24
5.3 Werkstoffcharakterisierung
5.3.1 Mechanisch-physikalische Werkstoffprüfung und morphologische Charakterisierung
Mechanische Eigenschaften
Die mechanischen Eigenschaften der in den Versuchsplänen im Rahmen der Rezepturentwicklung hergestellten Q-TE-C-Werkstoffe wurden untersucht. Dazu wurden die Proben zu Normprüfkör-pern (Schulterstäbe nach DIN EN ISO 527-2/1A) spritzgegossen und mittels Zugprüfung (DIN EN ISO 527-2) analysiert. Als Kennwerte für die Beurteilung der Werkstoffqualitäten fanden insbe-sondere die Zugfestigkeit und Reißdehung Verwendung, da diese zur Beurteilung der Dehnfähig-keit von Profilen und Bahnen/Folien genutzt werden können.
In Bild 11 und Bild 12 sind exemplarisch die Zugfestigkeiten und Reißdehnungen eines Werkstof-fes auf NR/SBR-Rezeptur (M45) in Abhängigkeit von der SAP-Konzentration unter Variation des EP:TP-Verhältnisses und des PO-Einsatzes dargestellt. Als Thermoplast wurde hier das RP-220M eingesetzt.
Bild 11 Zugfestigkeit in Abhängigkeit von der SAP-Konzentration der Matrix unter Variation des EP:TP-Verhältnisses und des PO-Einsatzes für eine NR/SBR-Rezeptur

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 25
Bild 12 Reißdehnung in Abhängigkeit von der SAP-Konzentration der Matrix unter Variation des EP:TP-Verhältnisses und des PO-Einsatzes für eine NR/SBR-Rezeptur
Aus der Gesamtheit an Untersuchungen lassen sich allgemein folgende Aussagen ableiten: Eine Zugabe von Phasenkopplern erwies sich nur bei der Verwendung des Elastomerpulvers auf Basis von NR/SBR als sinnvoll und führte dann stets zu der auch erwarteten Erhöhung der Zugfestigkeit sowie der Reißdehnung [Scholz-2000]. Grundsätzlich senkt jede Zugabe von SAP das mechanisch-physikalische Kennwerteniveau des Werkstoffs. Dies ist zum einen durch den hydrophilen Charak-ter des SAP zu erklären, das sich hierdurch nicht optimal in die sonst hydrophobe EP/TP-Matrix einbinden kann. Zum anderen ist das SAP (Polyacrylat) sehr hart und spröde, sodass das SAP nicht zur Elastifizierung der Matrix beträgt. Die mechanischen Eigenschaften des Q-TE-C-Werkstoffs werden auch maßgeblich durch den Anteil der thermoplastischen Matrix bestimmt. Bei erhöhtem Thermoplastanteil (entspricht einem Verhältnis EP:TP = 50:50) werden bei sonst konstant gehalte-nen Parametern höhere Zugfestigkeiten und Reißdehnungen erzielt. Die Proben, die mit einem Elastomerpulver auf EPDM-Basis mit niedriger Shore-Härte (40 Shore A) hergestellt wurden, zei-gen insbesondere bei der Reißdehnung sehr gute Eigenschaften und übertreffen auch bei SAP-Zudosierung die Rezepturen, in denen Elastomerpulver ebenfalls auf EPDM-Basis, jedoch mit ho-her Shore-Härte (70 Shore A), verwendet wurde. Die Partikelgröße des Elastomerpulvers führte tendenziell zu einer Erhöhung der Zugdehnung und Reißdehnung. Ein insgesamt analoges Verhal-ten wurde auch für die Proben erhalten, die unter Verwendung von Elastomerpartikeln mit Kau-tschukbasen von EPDM und SBR hergestellt wurden.
Shore-Härte
Für die Härteprüfung der Werkstoffe wurde die Methode nach Shore angewendet (DIN 53505). In Bild 13 sind die Shore-Härten exemplarisch für unterschiedliche EP-Typen für ein EP:TP-Verhältnis von 50:50 und eine SAP-Konzentration von 25 Gew.-% und variierendem PO Einsatz dargestellt.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 26
Bild 13 Shore-Härte in Abhängigkeit des EP-Typs und des Einsatzes von PO für eine SAP-Konzentration von 25 Gew.-% und ein EP:TP-Verhältnis von 50:50
Aus der Gesamtheit an Untersuchungen lassen sich allgemein folgende Aussagen ableiten: Alle Werkstoffe zeigten eine Shore-Härte im Bereich von kleiner 60 Shore A. Wie aus den Härten der EPDM-Werkstoffe ersichtlich wird, hat die Shore-Härte des eingesetzten EP-Typs einen starken Einfluss auf die Shore-Härte des Q-TE-C-Werkstoffs. Für die NR/SBR-Rezepturen führte der Einsatz von PO zu einer Erhöhung des Shore-Härte-Wertes. Werden größere Elastomerpartikel eingesetzt (M45) werden tendenziell kleinere Werte erreicht als bei kleineren Elastomerpartikeln (M60). Die Zugabe von SAP führte tendenziell zu höheren Werten der Shore-Härte.
Mechanische Eigenschaften gequollener Werkstoffproben
Neben der Untersuchung von trockenen Werkstoffproben wurden auch die aufgequollenen Werkstoffe analysiert. Dazu wurden die hergestellten Schulterstäbe in VE-Wasser und 0,9 % gew.-%iger Kochsalzlösung (NaCl) aufgequollen und einer Zugprüfung unterzogen. Zur Realisie-rung der Prüfung wurde die Zugprüfmaschine mit speziellen Klammern ausgerüstet, um die in Bild dargestellten aufgequollenen Zugstäbe vermessen zu können.
Bild 14 Schulterstäbe ungequollen (hinten) und aufgequollen (vorne) einer NR/SBR-Rezeptur (M60, EP:TP = 60:40, TP: RP-220M, PO = 2 %, SAP = 30 Gew.-%) nach 504 Stunden Quellungszeit
Die relative Massenzunahme der Proben wurde durch unterschiedlich lange Quellungszeiten auf unterschiedlichen Niveaus eingestellt. Die relative Massenzunahme ist in Gleichung (1), Kapitel

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 27
5.3.2, definiert. In Bild 15 und Bild 16 sind exemplarisch die Ergebnisse der Reißdehung und der Zugfestigkeit für eine NR/SBR-Rezeptur (M60, EP:TP = 60:40, TP: RP-220M, PO = 2 %, SAP = 30 Gew.-%) in Abhängigkeit von der relativen Massenzunahme bei Quellung in unterschiedlichen Medien dargestellt.
Bild 15 Reißdehnung in Abhängigkeit von der relativen Massenzunahme (M60, EP:TP = 60:40, TP: RP-220M, PO = 2 %, SAP = 30 Gew.-%)
Bild 16 Zugfestigkeit in Abhängigkeit von der relativen Massenzunahme (M60, EP:TP = 60:40, TP: RP-220M, PO = 2 %, SAP = 30 Gew.-%)
Aus der Gesamtheit an Untersuchungen lassen sich allgemein folgende Aussagen ableiten: Die in die Matrix eingebundene Flüssigkeit führt zu einer Verschlechterung der mechanischen Kenn-werte Zugfestigkeit und Reißdehnung. Die Shore-Härte der Materialien sinkt bei steigendem Flüs-sigkeitsanteil. Die Flüssigkeit wirkt in der Matrix weichmachend, führt aber gleichzeitig zu einer

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 28
Verschlechterung der Anhaftung der einzelnen Werkstoffkomponenten untereinander. Die Art des Quellungsmediums hatte keinen nachweislichen Effekt auf die mechanischen Kenndaten.
In Bezug auf die abdichtungstechnische Wirkung ist die beobachtete Verschlechterung der Kenn-daten von untergeordneter Bedeutung. Sowohl die qualitative optische Analyse (s. Bild 14) als auch die mechanischen Kenndaten belegen, dass der Q-TE-C-Werkstoff auch im gequollenen Zustand form- und strukturstabil ist, wobei der Werkstoff nach Einbau in die abzudichtende Kavi-tät durch die Wandungen der Kavität eine zusätzliche räumliche Eingrenzung erfährt, die vor zu hohen Zugbelastungen schützt.
Einfluss von Quellungs-Trocknungs-Zyklen auf die mechanischen Eigenschaften
Zur Untersuchungen des Effekts einer mehrfachen Werkstoffquellung und -trocknung wurden Schulterstäbe einer NR/SBR-Rezeptur unter Variation des PO-Einsatzes und der SAP-Konzentration in VE-Wasser eingelegt und mehreren Quellungs-Trocknungs-Zyklen unterzogen. Es wurden ins-gesamt sechs Zyklen durchgeführt. Die Proben wurden jeweils 336 Stunden lang aufgequollen (VE-Wasser) und anschließend bis zur Gewichtskonstanz im Trockenschrank (105 °C) getrocknet. Die Proben erreichten bei den Quellungszyklen gleiche Werte der relativen Massenzunahme. Nach Abschluss einer Quellung und Trocknung wurden je drei Proben entnommen und im trockenen Zustand mittels Zugprüfung analysiert. In Bild 17 ist das Ergebnis der Untersuchung, exemplarisch für die Reißdehnung, dargestellt.
Bild 17 Reißdehnung in Abhängigkeit von der Anzahl an Quellungs-Trocknungs-Zyklen für eine NR/SBR-Rezeptur (M60, EP:TP = 60:40, TP: RP-220M) unter Variation des PO-Einsatzes und der SAP-Konzentration
Wie bereits oben beschrieben, weisen die Proben mit PO im Originalzustand eine höhere Reiß-dehnung auf, als die Proben ohne dessen Einsatz. Bei der Verringerung der SAP-Konzentration ist tendenziell ein höheres Werteniveau der Reißdehnung festzustellen. Die Proben ohne PO-Einsatz sinken über die gesamte Zyklenanzahl leicht von einem Wertebereich um 30 bis 40 % auf einen Wert von 20 % ab. Die Proben mit PO-Einsatz zeigen nach dem ersten Zyklus einen starken Abfall der Reißdehnung und sinken im Verlauf der weiteren Zyklen dann weniger stark ab. Die Werte verändern sich von einem Bereich um 100 % auf Werte in einem Bereich von 40 %. Die nach

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 29
dem ersten Zyklus stark abfallende Reißdehnung lässt auf eine Zerstörung eines Teils der während der Phasenkompatibilisation erzeugten Verknüpfungspunkte durch das in den Werkstoff einge-drungene Wasser sowie die hierdurch erzeugte Volumenausdehnung schließen. Der Werkstoff mit PO-Einsatz verhält sich anschließend von der Charakteristik her wie ein Werkstoff ohne PO-Einsatz.
In Bezug auf die abdichtungstechnische Wirkung gilt auch hier die o. g. Bewertung. Zudem stellt das gewählte Prüfszenario insbesondere im Hinblick auf die Trocknung (105 °C) einen maximalen Belastungsfall dar, der in der Praxisanwendung (Zielrichtung: Abdichtung erdberührter Bauteile) nicht erreicht wird.
Dynamische Eigenschaften
Zur Untersuchung der dynamisch-mechanischen Eigenschaften wurden die Werkstoffe unter Vari-ation der Superabsorberkonzentration und des EP-Typs im Originalzustand und im aufgequolle-nen Zustand einer Schwingungsanalyse unterzogen. Es wurden Streifenproben aus spritzgegosse-nen Platten ausgeschnitten und mittels dynamisch-mechanischer Analyse (Tear Fatigue Analyser (TFA), Coesfeld, Deutschland, Messlänge: 110 mm, Anfangsquerschnitt: 40 mm2, mittlere Vor-dehnung: 2 %, Dehnungsamplitude: ± 0,8 %, Frequenz: 1 Hz) bei eindimensionaler Belastung untersucht.
Neben der Änderung der mechanischen Kennwerte führte eine Variation der Werkstoffkompo-nenten sowie deren Konzentration und die relative Massenzunahme an Flüssigkeit auch zu einer geringen Änderung der viskoelastischen Eigenschaften. Die bestehenden Wechselwirkungen konnten im Rahmen der Messwertschwankungen jedoch nicht weiter aufgelöst werden. Alle Werkstoffe zeigen Verlustmodule im Bereich von 0,10 bis 0,20 und sind somit weitgehend als elastisch dominiert zu bezeichnen.
REM-Analysen
Zur Untersuchung der morphologischen Eigenschaften wurden Untersuchungen mittels Raster-Elektronen-Mikroskop (REM) und Lichtmikroskopie durchgeführt. Die lichtmikroskopischen Auf-nahmen waren aufgrund der geringen Auflösung zum Studium der Werkstoffmorphologie nicht geeignet. Auch auf Basis von Dünnschnittproben konnte keine zuverlässige Methode erarbeitet werden. Die Durchführung der REM-Analysen erfolgte im Rahmen eines Unterauftrags in Koope-ration mit dem Institut für Energie- und Umwelttechnik e. V. (IUTA, Duisburg, Deutschland).
Alle Proben wurden vor der Analyse mit einer Gold/Palladium-Schicht bedampft. Die Durchfüh-rung der Untersuchungen erfolgte mit dem Gerät Leo 1530 (Carl Zeiss NTS GmbH, Oberkochen, Deutschland).
Es wurden zunächst die eingesetzten Elastomerpulver charakterisiert. Bild 18 zeigt einen Überblick der eingesetzten EP-Typen (s. auch Tabelle 3).

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 30
NR/SBR (M45) NR/SBR (M60)
EPDM (70 ShA) EPDM (40 ShA)
SBR (PKW) Bild 18 REM-Aufnahmen der verwendeten EP-Typen
Die einzelnen, körnigen Elastomerpartikel zeigen weitgehend scharfe Bruchkanten und klare Kon-turen. Die ambient vermahlenen Partikel zeigen im Vergleich zu den kryogen vermahlenen Parti-keln eine leicht aufgeraute Oberfläche und Agglomeration, die Proben weisen keine wurm- oder knäuelartigen Strukturen auf (s. Bild 2). Die Partikelmorphologie der Proben ist insgesamt gut miteinander vergleichbar.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 31
In Bild 19 ist der eingesetzte Superabsorber dargestellt. Der in Partikelform vorliegende Super-absorber ist ein feinkörniges, porenfreies, hartes Material, mit weitgehend glatter Oberfläche, das sich durch scharfe Bruchkanten auszeichnet.
Bild 19 REM-Aufnahme des verwendeten Superabsorbers
Die Analyse von Q-TE-C-Werkstoffen unterschiedlicher Werkstoffzusammensetzung zeigten keine signifikanten Unterschiede. In Abhängigkeit der Verarbeitungsmethode (Spritzgießen, Extrusion, Kalandrierung) ergaben sich jedoch deutliche Unterschiede in der Oberflächenstruktur. In Bild 20 sind Proben der in Kapitel 5.1.3 ausgewählten EPDM-Rezeptur dargestellt, die mit unterschiedli-chen Verfahren verarbeitet wurden.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 32
Spritzgießen Extrusion
Kalandrierung Bild 20 REM-Aufnahmen einer Probe auf Basis einer EPDM-Rezeptur (Verarbeitung mit unterschiedlichen Verfahren)
Die spritzgegossene Probe zeigt eine glatte Oberfläche. Vereinzelt sind Ablagerung zu erkennen, der Großteil der Partikel ist jedoch in den Werkstoff eingebettet. Die Oberfläche ist mit einem dünnen thermoplastischen Film überzogen, der sich beim Einspritzen der Formmasse an der Werkzeuginnenseite ausbildet. Vereinzelt weist die Probe kleine Risse auf. Beim extrudierten Profil zeigt sich eine stark aufgeraute Oberfläche, die durch die Scherung an der Profildüse verursacht wird. Die Probe ist ebenfalls mit einem thermoplastischen Film überzogen, der jedoch weniger dicht ist, als bei der spritzgegossenen Probe. Die einzelnen Partikel sind teilweise klar zu erkennen und weniger gut eingebettet als in der spritzgegossenen Probe. Bei der kalandrierten Probe ist deutlich der Effekt der Kalandrierwalze zu erkennen (Bereiche mit einer leicht aufgerauten Flä-che). Auch diese Probe zeigt auf der Oberfläche einen thermoplastischen Film, der in den Berei-chen, in denen die Probe Kontakt zur Walze hatte, jedoch weniger dicht ist, als im übrigen Pro-benbereich. Inwieweit die Oberflächenmorphologie die Quellungseigenschaften der Werkstoffe beeinflusst, wird in Kapitel 5.3.2 näher diskutiert.
Um ein weitergehendes Verständnis der Werkstoffstruktur und erste Interpretationsansätze zum Flüssigkeitstransport in den Werkstoff hinein und im Inneren des Werkstoffs zu erhalten, sollte die Position der Superabsorberpartikel aufgeklärt werden. Aus den REM-Aufnahmen, wie sie in Bild 20 dargestellt sind, ließ sich nicht auf die Position der Partikel schließen. Die Superabsorberpartikel und die Elastomerpulverpartikel sind im Erscheinungsbild ähnlich (s. Bild 18 und Bild 19), wodurch nach Einbettung in den Werkstoff keine klare Unterscheidung mehr möglich ist.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 33
Zur Analyse und Visualisierung der Komponentenverteilung wurden die REM-Aufnahmen daher mittels EDX-Röntgenspektrum-Scan analysiert. Da das SAP als Natriumpolyacrylat vorliegt und in den weiteren Werkstoffkomponenten kein Natrium enthalten ist, wurde ein EDX-Oberflächenscan nach Natrium durchgeführt und die Treffer im EDX-Scan markiert. Hierüber war eine Lokalisation der SAP-Partikel möglich. In Bild 21 ist das Ergebnis der Analyse dargestellt, das an der Bruch-kante eines mit Flüssigstickstoff gekühlten und so versprödeten Normprüfkörpers gewonnen wurde.
Bild 21 Oben links: Raster-Elektronen-Mikroskop-Aufnahme der Probenoberfläche, oben rechts: EDX-Röntgenspektrum-Scan nach Natrium, unten: Überlagerung beider Analysen
Auf Basis der Scan-Ergebnisse kann die in Bild 22 schematisch dargestellte Werkstoffstruktur vorgeschlagen werden.
Bild 22 Schematische 2D-Darstellung der Q-TE-C-Werkstoffstruktur
Der Thermoplast und die Elastomerpartikel bilden eine weitgehend homogene Matrix, wobei der Thermoplast die Oberfläche der Elastomerpartikel umhüllt. Der hydrophile Superabsorber ist nicht vollständig vom Thermoplast benetzt in der hydrophoben Matrix eingebettet und es bilden sich um die SAP-Partikel kleine freie Volumina aus. Der Transport von Flüssigkeit in die Matrix hinein

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 34
erfolgt nun durch die Benetzung des Superabsorbers, unterstützt durch die vorhandenen freien Volumina. Im Werkstoffinneren findet vermutlich eine Kombination aus zwei verschiedenen Transportprozessen statt. Flüssigkeit kann zwischen SAP-Partikeln über einen Korn-zu-Korn-Trans-port weitergeleitet werden und außerdem auch Diffusion innerhalb der EP/TP-Matrix.
5.3.2 Abdichtungstechnische Werkstoffcharakterisierung
Freie Quellung
Die Quellungseigenschaften der Werkstoffe wurden durch die Bestimmung der Free Swelling Ca-pacity (FSC-Wert) bestimmt [EDNA-2005]. Hierzu werden die trockenen Werkstoffproben im Quellungsmedium (Lösungsmittel) eingelagert, sodass diese ungehindert aufquellen können. Zu-dem wird die Lösungsmittelaufnahme in Abhängigkeit von der Zeit bestimmt. Aus den Messdaten wird die relative Massenzunahme, in Abhängigkeit von der aufgequollenen Probenmasse mGQ, der aufgenommenen Lösungsmittelmasse mL und trockenen Probenmasse mTR bestimmt, die nach Gleichung (1) definiert ist:
]%inAngabe[hmeMassenzunarelativeTR
L
TR
TRGQ
mm
m
mm=
−=
(1)
Eine relative Massenzunahme von beispielsweise 100 % entspricht somit einer Verdopplung der Probenmasse. Die scheinbare Dichte ρTR der trockenen Q-TE-C-Werkstoffe liegt bei ca. 1,1 g cm-3 (Bestimmung mittels Helium-Gaspyknometer), sodass die aufgequollene Werkstoffmasse mGQ mit der Lösungsmittelsdichte ρL nach Gleichung (2) in das korrespondierende aufgequollene Werkstoffvolumen VGQ umgerechnet werden kann:
L
L
TR
TRGQ ρρ
mmV += (2)
Die Bestimmung der relativen Massenzunahme wurde jeweils an Dreifachproben durchgeführt. Der Versuchsfehler liegt bei ca. 5 %, bezogen auf den jeweiligen Wert der relativen Massenzu-nahme.
Zunächst wurde der eingesetzte Superabsorber charakterisiert. Da dieser beim Vorgang des Schmelezmischens thermischen Belastungen ausgesetzt ist, wurde die relative Massenzunahme an der Originalprobe und nach unterschiedlichen Wärmevorbehandlungen untersucht. Als Quel-lungsmedium wurde vollentsalztes Wasser (VE-Wasser) eingesetzt. Die Zeiten und Temperaturen der Wärmevorbehandlung wurden so gewählt, dass sie mit den Verweilzeiten und Temperaturen der Schmelzemischaggregate korrespondierten. In Bild 23 ist das Ergebnis der Untersuchung dargestellt.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 35
Bild 23 Relative Massenzunahme des verwendeten Superabsorbers in Abhängigkeit von der Zeit nach unterschiedlichen Wärmevorbehandlungen in VE-Wasser
Der Superabsorber zeigt eine schnelle Flüssigkeitsaufnahme. Bereits nach 30 min wird das Quel-lungsgleichgewicht nahezu erreicht. Im Rahmen der Messgenauigkeit ist zwischen den Proben mit Wärmevorbehandlung und der Originalprobe kein signifikanter Unterschied zu verzeichnen. Alle Proben erreichen im Gleichgewicht sehr hohe Werte der relativen Massenzunahmen im Bereich von 20.000 %.
Im nächsten Schritt wurden die in den Versuchsplänen im Rahmen der Rezepturentwicklung her-gestellten Q-TE-C-Werkstoffe in 14-Tage-Screeningtests (336 Stunden Quellungszeit) bezüglich der relativen Massenzunahme in VE-Wasser und 0,9 gew.-%iger Kochsalzlösung (NaCl) unter-sucht. Dazu wurden aus den mittels Laborkneter und Spritzgießen hergestellten Schulterstäben (s. Kapitel 5.1.3) Probenscheiben mit einem Durchmesser von 10 mm und einer Höhe von 4 mm ausgestanzt (s. Bild 24) und vermessen.
Bild 24 Probenherstellung für die Untersuchung der Quellungseigenschaften in den Screeningtests
In Bild 25 sind exemplarisch die Ergebnisse des 14-Tage-Screeningtests für eine NR/SBR-Rezeptur mit Phasenkompatibilisator dargestellt.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 36
Bild 25 Relative Massenzunahme in Abhängigkeit von der Zeit für eine NR/SBR-Rezeptur mit Phasenkompatibilisator für die SAP-Konzentrationen von 20 bis 30 Gew.-%.
Aus der Gesamtheit an Screeningversuchen lassen sich allgemein folgende Aussagen ableiten: Insgesamt führten SAP-Konzentrationen im Bereich von 15 bis 40 Gew.-% zum Erreichen einer signifikanten Quellungswirkung. Die SAP-Konzentration hat erwartungsgemäß den größten Ein-fluss auf die Quellungseigenschaften des Werkstoffs. So führen hohe SAP-Konzentrationen zu den größten relativen Massenzunahmen bei gleichzeitig schnellem Erreichen des Quellungsgleich-gewichts. Bei niedrigen SAP-Konzentrationen beginnt der Werkstoff, im Vergleich zu den Proben mit anderen Rezepturen, erst spät aufzuquellen. Der Grund hierfür ist, dass bei geringen SAP-Konzentrationen die Zeit zum Aufbau eines ausreichend großen Quellungsdrucks, der die elasti-sche Rückstellkraft der EP/TP-Matrix überwinden kann, länger dauert, als bei hohen SAP-Kon-zentrationen. Dies führt auch dazu, dass die Proben mit geringerem Thermoplastanteil (Verhältnis EP:TP = 60:40) durch signifikant höhere relative Massenzunahmen gekennzeichnet sind. Gleiches gilt für die Proben, bei denen auf den Einsatz des Phasenkompatibilisators verzichtet wurde. Grund dafür sind die für diese Proben charakteristisch geringeren elastischen Kennwerte (s. Kapi-tel 5.3.1). Infolgedessen kann dieser Werkstoff leichter gedehnt und gequollen werden. Die Aus-wertung für die Quellung in der 0,9 gew.%igen Kochsalzlösung lieferte das gleiche Ergebnis, wobei die absoluten Werte für die relative Massenzunahme, je nach Rezeptur, im Bereich von 5 bis 25 % niedriger lagen als in VE-Wasser, was aufgrund der in der Lösung enthaltenen Ionen und der daraus resultierenden osmotischen Effekte [Donnan-1924, Horkay-2000] begründet ist.
Für die weiterführenden Untersuchungen wurden, unter Berücksichtigung der physikalisch/me-chanischen Ergebnisse, die folgenden zwei Rezepturen ausgewählt, wobei als TP-Typ das PP-220M (s. Tabelle 4) eingesetzt wurde (s. a. Kapitel 5.1.3):
• NR/SBR (M60, Partikelgröße < 350 µm), EP:TP = 60:40, SAP = 27,5 Gew.-%, PO = 2 % • EPDM (40 Sh A, Partikelgröße < 350 µm), EP:TP = 60:40, SAP= 27,5 Gew.-%, PO = 0 %

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 37
In Bild 26 ist ein Vergleich der relativen Massenaufnahme für die über die unterschiedliche Ver-arbeitungsmethoden hergestellten Q-TE-C-Werkstoffe der o. g. EPDM-Rezeptur in VE-Wasser dargestellt. Es wurden ein Rundprofil (Durchmesser: 5 mm, Länge: 100 mm, Herstellung: Extru-sion), eine Probenscheibe (Durchmesser: 10 mm, Höhe: 4 mm, Herstellung: Spritzgießen-Schulter-stab) und ein Bahnenausschnitt (L x B = 20 x 20 mm, Stärke 1 mm, Herstellung: Kalandrierung) untersucht.
Bild 26 Relative Massenzunahme in Abhängigkeit von der Zeit für Proben der EPDM-Rezeptur nach unterschiedlichen Verarbeitungsmethoden bei Quellung in VE-Wasser
Die Verarbeitungsmethode hat signifikanten Einfluss auf die Quellungseigenschaften. Sowohl die Quellungskinetik als auch der Gleichgewichtswert der relativen Massenzunahme werden beein-flusst. Die Verarbeitung mittels Spritzgießen führt im Vergleich zur langsamsten Flüssigkeitsauf-nahme, aber im Gleichgewicht zu höheren Werten der relativen Massenzunahme (s. dazu auch Bild 27). Sowohl das Rundprofil als auch die Probenscheibe sind bereits nach 336 Stunden nahezu im Gleichgewicht, wobei das Rundprofil eine höhere relative Massenzunahme aufweist. Die Er-gebnisse deuten darauf hin, dass sowohl das Oberflächen-zu-Volumenverhältnis als auch eine thermoplastische Versiegelung der Probenoberfläche die Quellung beeinflussen. Die beim Spritz-gießen eingesetzten hohen Drücke führen zu einer kompakten Probe, die an der Oberfläche einen thermoplastischen Film aufweist (s. Kapitel 5.3.1, Bild 20) und so den Flüssigkeitszutritt ins Pro-beninnere behindert. Gleichzeitig weist die Probe die kleinste volumenspezifische Oberfläche auf, was die Quellungskinetik im Vergleich zu den anderen Proben weiter verlangsamt. Ein Grund für die beim Rundprofil und der Bahnenprobe im Vergleich zur Scheibe geringeren relativen Massen-zunahmen im Quellungsgleichgewicht kann das Ausspülen von Superabsorber aus der Proben-oberfläche sein, was durch die weitgehend druckfreie Verarbeitung der Proben begünstigt wird. Gravimetrische Untersuchungen wiesen bei diesen Rundprofil- und Bahnenproben Verluste an Superabsorber von bis zu 25 Gew.-%, bezogen auf die eingesetzte Masse an Superabsorber, nach. Das Ausspülen von Superabsorber wird hier insbesondere bei der Bahnenprobe durch die hohe volumenspezifische Oberfläche zusätzlich beeinflusst.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 38
Zur weitergehenden abdichtungstechnischen Werkstoffcharakterisierung erfolgte die Untersu-chung der Q-TE-C-Probenzylinder (Durchmesser: 10 mm, Höhe: 10 mm, Herstellung: Spritz- gießen – s. Kapitel 5.3.2, Quellungsdruck). Erneut wurde die Flüssigkeitsaufnahme bei freier Quellung in Abhängigkeit der Zeit bestimmt. Um eine möglichst praxisnahe Charakterisierung durchzuführen, wurden auch Flüssigkeiten verwendet, wie sie im Rahmen von Produktprüfungen zur bauaufsichtlichen Zulassung eingesetzt werden [Hornig-2005]. Die freie Quellung wurde in folgenden Flüssigkeiten untersucht:
• destilliertes Wasser mit einem pH-Wert von 7 • Leitungswasser (Oberhausen) • alkalische Flüssigkeit mit einem pH-Wert von 12,5 (entspricht Porenlösung im Beton) • Flüssigkeit mit einem pH-Wert von 4,5; SO4
2--Gehalt 4000 mg l-1 (stark betonangreifende Flüssigkeit)
In Bild 27 und Bild 28 sind die relativen Massenzunahmen und das Verhältnis Durchmesser zu Höhe (D H-1) von Probenzylindern in Abhängigkeit von der Zeit in den unterschiedlichen Quel-lungsmedien dargestellt.
Bild 27 Relative Massenzunahme und Verhältnis D H-1 von Zylinderproben der EPDM-Rezeptur in Abhängigkeit von der Zeit für unterschiedliche Quellungsmedien

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 39
Bild 28 Relative Massenzunahme und Verhältnis D H-1 von Zylinderproben der NR/SBR-Rezeptur in Abhängigkeit von der Zeit für unterschiedliche Quellungsmedien
Die Quellungsuntersuchungen weisen ein isotropes Quellungsverhalten nach. Für alle Proben er-gibt sich über den Verlauf der Quellungszeit, bei Verwendung unterschiedlicher Quellungsmedien ein Verhältnis D H-1 von 1. Die Proben erreichen asymptotisch einen Maximalwert der relativen Massenaufnahme, der gleichzeitig auch den Gleichgewichtszustand darstellt.
Es werden relative Massenzunahmen von bis zu 150 % erreicht (s. Bild 27). Das Quellungs-gleichgewicht erreichen die Werkstoffproben auf Basis von NR/SBR nach ca. 450 Stunden (s. Bild 28), die Werkstoffe auf EPDM-Basis benötigen ca. 750 Stunden (s. Bild 27), wobei die Werkstoffe auf EPDM-Basis höhere Werte der relativen Massenaufnahmen zeigen als die Werkstoffe auf NR/SBR-Basis.
Für die schwefelsaure Lösung und das Leitungswasser werden aufgrund der in der Lösung enthal-tenen Ionen und der daraus resultierenden osmotischen Effekte [Donnan-1924, Horkay-2000], kleinere Werte der relativen Massenzunahme erreicht als für das VE-Wasser und die KOH-Lösung. Bei Quellung in der KOH-Lösung nähert sich die relative Massenzunahme den Werten des io-nenfreien VE-Wassers bzw. übertrifft diese teilweise (s. Bild 27). Dieser Effekt begründet sich in einer durch die KOH herbeigeführten Neutralisation des SAP. Das SAP hat noch freie Säuregrup-pen, die bei Kontakt mit der KOH neutralisiert werden und zur Erhöhung der Quellungsleistung des SAP und somit des gesamten Werkstoffs beitragen.
Mit den realisierten relativen Massenzunahmen von 100 bis 150 % (entspricht der Verdopplung des Probenvolumens) sind die Werkstoffe für die geplanten abdichtungstechnischen Zwecke ein-setzbar.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 40
Quellungsdruck
Um Aussagen zur Abdichtungsleistung zu erhalten, wurden die Werkstoffe hinsichtlich des bei der Quellung entstehenden Drucks untersucht. Die Messungen wurden mit einer bei Fraunhofer UMSICHT etablierten Methode der Quellung bei vorgegebenem Quellungsvolumen durchgeführt. In Bild 29 ist die dazu verwendete Apparatur dargestellt. Weitere Informationen zum Messprinzip und eine detaillierte Beschreibung der Apparatur finden sich in [Wack-2007b].
Bild 29 Apparatur zur Bestimmung des Quellungsdrucks nach dem Prinzip der Quellung bei vorgegebenem Volumen
Es erfolgte zunächst die Bestimmung des Quellungsdrucks des Superabsorbers im Quellungsme-dium VE-Wasser. Der Superabsorber wurde dazu in unterschiedlichen Volumenanteilen φP, was unterschiedlichen Füllgraden entspricht, in der Quellungskammer der Quellungsdruckapparatur untersucht. Der Superabsorber wurde hierbei als Pulverschüttung in die Kammer eingebracht. Ein Volumenanteil von φP = 0,33 entspricht nahezu der Komplettfüllung der Kammer mit Pulver. In Bild 30 sind die Quellungsdrücke in Abhängigkeit von der Zeit für unterschiedliche Volumenan-teile an Superabsorber dargestellt.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 41
Bild 30 Quellungsdruck des Superabsorbers in Abhängigkeit von der Zeit unter Variation des Polymervolumenanteils in der Quellungskammer (VE-Wasser)
Der Superabsorber erreicht für den höchsten Volumenanteil (φP = 0,33) einen Quellungsdruck von 8 MPa (80 bar). Das Quellungsgleichgewicht wird nach ca. 125 Stunden erreicht. Bei kleiner wer-dendem Volumenanteil sinkt der Druck entsprechend und die Einstellung des Gleichgewicht-drucks findet schneller statt. Beim niedrigsten Volumenanteil von φP = 0,03 war kein Druckaufbau mehr zu detektieren.
Zur Untersuchung der Q-TE-C-Werkstoffe wurde eine Spritzgießform konstruiert und gefertigt, die die Herstellung von acht zylinderförmigen Proben mit unterschiedlichen Durchmessern und Höhen ermöglicht. In Bild 31 sind die einzelnen Proben und deren Abmessungen dargestellt.
Bild 31 Schematische 2D-Darstellung der Probenkörper in der Quellungskammer mit Abmessungen und Proben-Nr. (links) und Probenkörper mit Anguss-Spinne nach der Herstellung (rechts)
Probe 8 hat die Abmessungen der Quellungskammer (Durchmesser: 10 mm, Höhe: 10 mm). Aus-gehend von dieser Probe wurde zur Untersuchung der anisotropen Quellung deren Durchmesser beibehalten und die Probenhöhe um 0,5 mm (Probe 4), 1,0 mm (Probe 3), 2,0 mm (Probe 2) und

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 42
4,0 mm (Probe 1) verringert. Zur Untersuchung der isotropen Quellung wurde das Volumen über die isotrope Verringerung von Probendurchmesser und Probenhöhe, um 2,5 % (Probe 7), 5,0 % (Probe 6) und 10,0 % (Probe 5) reduziert.
In Bild 32 und Bild 33 sind exemplarisch die Ergebnisse der Quellungsdruckuntersuchungen für die EPDM-Rezeptur dargestellt. Bild 32 zeigt den Quellungsdruck in Abhängigkeit der Zeit für die anisotrope Quellung unter Variation der Probenhöhe H. Bild 33 zeigt den Quellungsdruck in Abhängigkeit der Zeit für die isotrope Quellung unter Variation des Probenvolumens V.
Den höchsten Quellungsdruck erreichte erwartungsgemäß die Probe 8, welche die Quellungs-kammer komplett ausfüllt und nach einer Zeit von 430 Stunden einen Wert von 11,1 MPa er-reicht.
Im Rahmen der anisotropen Quellung (s. Bild 32) hat keine der Proben in der Versuchszeit das Quellungsgleichgewicht erreicht. Aufgrund der Anzahl an Messungen und eines Grenzdrucks der Drucksensoren von 14 MPa wurde die maximale Versuchszeit auf 500 Stunden begrenzt. Je klei-ner die Probenhöhe gewählt wird, desto länger dauert es, bis sich ein merklicher Quellungsdruck einstellt. Bei der Probe 1 beginnt der Druckaufbau nach ca. 400 Stunden. Hier musste die Probe zunächst 4 mm in die Höhe aufquellen, um am Drucksensor einen Messwert auszulösen. Das Er-gebnis belegt jedoch, dass die Proben auch eine anisotrope Quellung realisieren und so unter Eigenformung in der Lage sind, eine Kavität zu füllen.
Bild 32 Quellungsdruck in Abhängigkeit von der Zeit für die anisotrope Quellung der Probenkörper auf Basis der EPDM-Rezeptur

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 43
Bild 33 Quellungsdruck in Abhängigkeit von der Zeit für die isotrope Quellung der Probenkörper auf Basis der EPDM-Rezeptur
Im Rahmen der isotropen Quellung ist ein zur anisotropen Quellung analoges Verhalten zu beo-bachten. Mit der Verringerung des Probenvolumens reduziert sich der gemessene Enddruck. Die Probe mit dem kleinsten Volumen benötigt ca. 90 Stunden bis der Drucksensor erreicht wird und ein Druckaufbau detektiert werden kann.
Um auch im Quellungsdruckexperiment die Isotropie der Quellung nachweisen zu können (s. auch Kapitel 5.3.2, Freie Quellung), wurden die Quellungsdrücke jeweils für eine Zeit von 220 und 310 Stunden in Abhängigkeit vom Probenvolumen, das dem Füllungsgrad der Quellungskammer ent-spricht, aufgetragen. In Bild 34 ist das Ergebnis der Auswertung dargestellt.
Bild 34 Quellungsdruck in Abhängigkeit vom Füllungsgrad der Quellungskammer für Probenkörper auf Basis der EPDM-Rezeptur

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 44
Auch für das Quellungsexperiment ergibt sich eine isotrope Quellung. Dies kann aus dem jeweils linearen Zusammenhang zwischen Quellungsdruck und dem Füllungsgrad der Quellungskammer (Probenvolumen) gefolgert werden. Weiterhin erhöht sich der Quellungsdruck für die jeweiligen Füllungsgrade in Abhängigkeit der Quellungszeit nahezu um den gleichen Wert, was ebenfalls auf einen isotropen Quellungsprozess hindeutet.
Für die NR/SBR-Rezeptur wurde ein identisches Verhalten beobachtet. Die Proben zeigten jedoch höhere Quellungsdrücke als die EPDM-Rezepturen. Probe 8 erreichte den Grenzdruck von 14 MPa nach 290 Stunden. Da die NR/SBR-Proben härter waren als die EPDM-Proben, liegt der Schluss nahe, dass bei den EPDM-Proben ein größerer Teil des Quellungsdrucks zur Komprimierung der Werkstoffmatrix einfließt als bei den NR/SBR-Proben.
Die Ergebnisse der Quellungsdruckuntersuchungen weisen die Eignung der Proben für die Ab-dichtung, auch gegen hohe anstehende Wasserdrücke, nach. In Abhängigkeit der abzudichten-den Kavität ermöglichen die erhaltenen Ergebnisse die Auslegung des einzusetzenden Abdich-tungsmaterials.
5.3.3 Praxisnahe abdichtungstechnische Prüfung
Zur praxisnahen abdichtungstechnischen Prüfung wurde ein Prüfstand verwendet, an dem der Abdichtungsfall »Rohreinführung in ein Gebäude« geprüft werden kann. Für diesen Abdichtungs-fall wurde ein Kanal-Grundrohr (KG-Rohr, DN 100, Außendurchmesser 110 mm) verwendet, das in eine Kernbohrung (Beton L-Stein, Durchmesser 125 mm) eingeführt und abgedichtet werden sollte. Die Abdichtung des zwischen KG-Rohr und Kernbohrung vorliegenden Ringspalts wurde mit Dichtringfunktionsmustern durchgeführt. Dazu wurden die in Kapitel 5.1.3 ausgewählten zwei Q-TE-C-Rezepturen verwendet.
In Bild 35 ist der Gesamtaufbau des Prüfstands dargestellt. Zur Aufbringung des Prüfdrucks ist am L-Stein auf einer Seite eine Prüfglocke montiert, die mit Wasser befüllt und mit Pressluft unter Druck gesetzt werden kann. Zur Fixierung des Rohrs ist auf der anderen L-Stein-Seite ein Halte-rahmen montiert, der verhindert, dass das auf der Wasserseite verschlossene Rohr aufgrund des Wasserdrucks aus der Kernbohrung herausgeschoben wird (s. Bild 35).
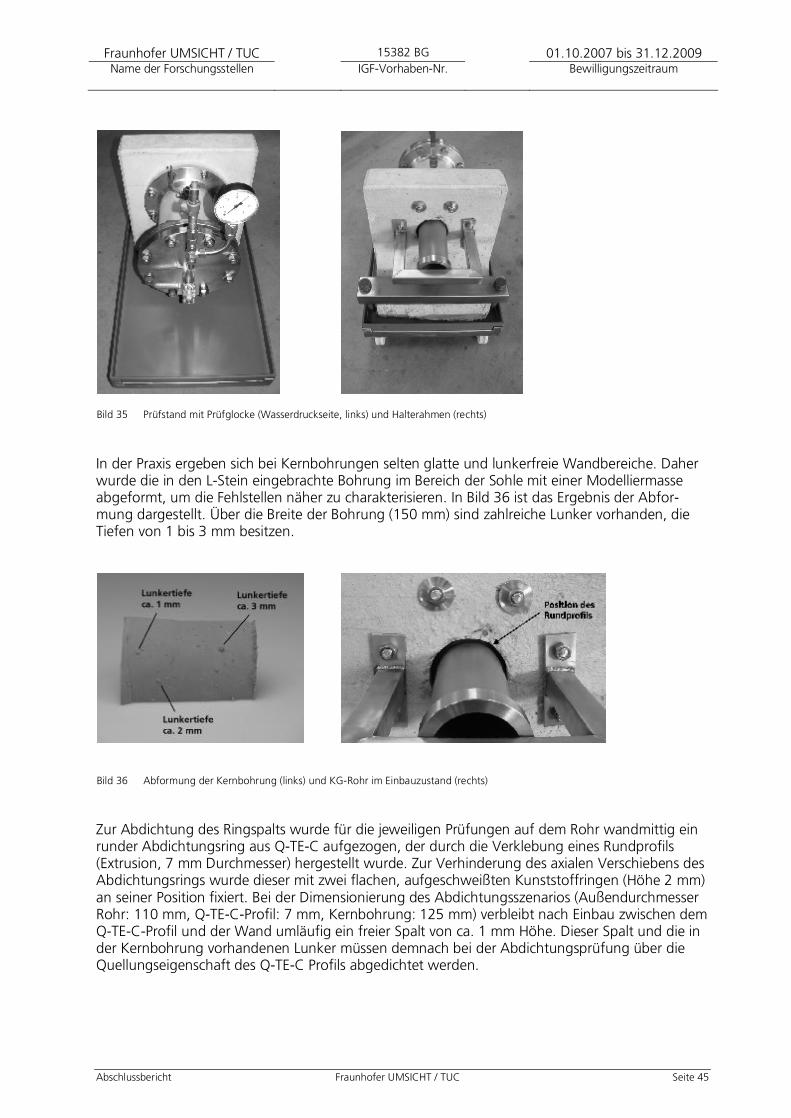
Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 45
Bild 35 Prüfstand mit Prüfglocke (Wasserdruckseite, links) und Halterahmen (rechts)
In der Praxis ergeben sich bei Kernbohrungen selten glatte und lunkerfreie Wandbereiche. Daher wurde die in den L-Stein eingebrachte Bohrung im Bereich der Sohle mit einer Modelliermasse abgeformt, um die Fehlstellen näher zu charakterisieren. In Bild 36 ist das Ergebnis der Abfor-mung dargestellt. Über die Breite der Bohrung (150 mm) sind zahlreiche Lunker vorhanden, die Tiefen von 1 bis 3 mm besitzen.
Bild 36 Abformung der Kernbohrung (links) und KG-Rohr im Einbauzustand (rechts)
Zur Abdichtung des Ringspalts wurde für die jeweiligen Prüfungen auf dem Rohr wandmittig ein runder Abdichtungsring aus Q-TE-C aufgezogen, der durch die Verklebung eines Rundprofils (Extrusion, 7 mm Durchmesser) hergestellt wurde. Zur Verhinderung des axialen Verschiebens des Abdichtungsrings wurde dieser mit zwei flachen, aufgeschweißten Kunststoffringen (Höhe 2 mm) an seiner Position fixiert. Bei der Dimensionierung des Abdichtungsszenarios (Außendurchmesser Rohr: 110 mm, Q-TE-C-Profil: 7 mm, Kernbohrung: 125 mm) verbleibt nach Einbau zwischen dem Q-TE-C-Profil und der Wand umläufig ein freier Spalt von ca. 1 mm Höhe. Dieser Spalt und die in der Kernbohrung vorhandenen Lunker müssen demnach bei der Abdichtungsprüfung über die Quellungseigenschaft des Q-TE-C Profils abgedichtet werden.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 46
Bei der Prüfung wurde wie folgt vorgegangen: Auf Basis der Flüssigkeitsaufnahme- und Quel-lungsdruckkinetik (s. Kapitel 5.3.2) wurde das jeweils eingebaute Profil zunächst ohne Aufprä-gung von Wasserdruck aufgequollen, indem der Ringspalt temporär mit einer geschlossenporigen Polyurethanrundschnur verschlossen und die Prüfglocke bis zum Erreichen des Scheitels der Kern-bohrung mit Wasser (Leitungswasser) befüllt wurde. Zweimal wöchentlich wurde die temporäre Abdichtung entfernt und der Ringspalt auf austretende Flüssigkeit hin untersucht. Nachdem kein Flüssigkeitsaustritt mehr detektierbar war, wurde die Prüfglocke komplett befüllt und der Ver-suchsstand für 168 Stunden in diesem Zustand belassen. Anschließend erfolgte eine Druckprü-fung. Dazu wurde in Druckstufen von 0,25 bar eine Druckerhöhung von 0 auf 1 bar durchge-führt. Der jeweilige Prüfdruck wurde für eine Stunde beaufschlagt und die Kernbohrung auf den Austritt von Feuchtigkeit hin untersucht. In Tabelle 8 sind die Ergebnisse der Prüfung dargestellt.
Prüfkriterium EPDM-Rezeptur NR/SBR-Rezeptur
Zeit bis zur Erstabdichtung 260 Stunden 190 Stunden
Druckprüfung 0,25 bar keine Leckage keine Leckage
Druckprüfung 0,50 bar keine Leckage keine Leckage
Druckprüfung 0,75 bar keine Leckage keine Leckage
Druckprüfung 1,00 bar keine Leckage keine Leckage
Tabelle 8 Ergebnisse der praxisnahen Abdichtungsprüfung
Mit den entwickelten Q-TE-C Werkstoffen konnte erfolgreich die Abdichtung der Rohreinführung realisiert werden.
6 Gegenüberstellung von Ergebnissen und Zielsetzungen
Das beantragte Forschungsvorhaben hatte die Entwicklung von in wässrigen Lösungen quellfähi-gen Thermoplast-Elastomer-Compositen (Q-TE-C) zum Ziel. Als Rohstoffbasis sollten hierzu Pro-duktionsreste aus der gummi- und kunststoffverarbeitenden Industrie eingesetzt werden.
Eine Formgebung des Q-TE-C-Werkstoffs sollte mit Methoden der Thermoplastverarbeitung mög-lich sein. Dazu sollte ein Spritzgießprozess technologisch angepasst werden. Die hierbei ermittel-ten Grundlagen sollten gleichzeitig als Grundlage dienen, um die Werkstoffe auch mittels Extru-sion und Kalandrierung verarbeiten zu können. Im Vergleich zu den in den Vorversuchen verwen-deten Werkstoffrezepturen sollte eine Verringerung der eingesetzten Superabsorbermenge ein wesentliches Ziel des Vorhabens sein.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 47
Werkstoffeigenschaften des Q-TE-C-Werkstoffs sollten mit für Polymerwerkstoffe typischen Stan-dardprüfmethoden charakterisiert und Untersuchungen zur Phasenmorphologie und Mikrome-chanik der Q-TE-C-Werkstoffe im ungequollenen und gequollenen Zustand durchgeführt werden. Die Wechselwirkungen zwischen Werkstoffrezeptur, Herstellungsverfahren und Werkstoffeigen-schaften sollten studiert werden.
Um die Eignung des Werkstoffs für den geplanten Einsatz in der Abdichtungstechnik nachzuwei-sen, sollten abdichtungstechnische Untersuchungen und ein praxisnaher Anwendungstest durch-geführt werden.
Die genannten Ziele wurden erreicht. Nach der Recherche des Marktes für die Rohmaterialien wurden unterschiedliche Rohmaterialien (Produktionsreste aus der gummi- und kunststoffverar-beitenden Industrie) beschafft und aufbereitet. Ein Qualitätssicherungskonzept und dafür not-wendige Prüfmethoden wurden erarbeitet und deren Praktikabilität anhand von Messungen bes-tätig. In ausgedehnten Versuchsplänen wurden im Labormaßstab Q-TE-C-Formmassen unter Variation der Parameter hergestellt und in Screeningversuchen die Quellfähigkeit und mechani-schen Eigenschaften der Formmassen bestimmt. Aus der Gesamtheit an Versuchsergebnissen konnten Aussagen zur Wechselwirkung zwischen Werkstoffrezeptur und den erzielten Eigen-schaftsprofilen abgeleitet werden. Die eingesetzte Superabsorbermenge wurde im Vergleich zu den Vorversuchen deutlich abgesenkt. Für weitergehende Untersuchungen zur Formgebung, Ver-arbeitbarkeit und Anwendungseignung wurden zwei Werkstoffrezepturen ausgewählt. Der Formgebungsprozess des Spritzgießens wurde untersucht und auf Basis der erzielten Ergebnisse erfolgreich auf die Formgebungsprozesse Extrusion und Folien-/Bahnenherstellung (Kalandrierung) übertragen. Zur morphologischen Charakterisierung des Werkstoffs wurde die Raster-Elektronen-Mikroskopie eingesetzt und eine Methode zur Detektion des im Werkstoff enthaltenen Superab-sorbers entwickelt. Auf Basis der Ergebnisse erfolgte die Entwicklung eines Vorschlags für die im Werkstoff bei der Quellung stattfindenden Stofftransportprozesse. Die Quellungseigenschaften der Werkstoffe wurden unter Variation des Quellungsmediums studiert. Zur Überprüfung der Anwendungseignung erfolgten Untersuchungen zum Quellungsdruck im Labormaßstab und an einem praxisnahen Versuchsstand. Die Werkstoffe wurden erfolgreich zur Selbstabdichtung von Leckagen eingesetzt.
Die Zielstellungen des Projekts wurden somit erreicht.
7 Verwendung der Zuwendungen
Die Aufgabenstellung wurde in einem Team von Wissenschaftlern, Technikern, Laboranten und studentischen Hilfskräften bearbeitet.
Die Zuwendungen wurden im Wesentlichen für die Gehälter des Personals verbraucht. Die Wissenschaftler wurden eingesetzt, um die durchgeführten Recherchen- und Entwicklungs-arbeiten zur Rohstoffbasis und Mischungszusammensetzung zu übernehmen, die Ausarbeitung

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 48
und Auswertung der Versuchspläne zur Compoundierung und zum Studium der Werkstoffeigen-schaften zu erstellen, die Materialcharakterisierung vorzunehmen und die technologischen Para-meter der Misch-, Verarbeitungs- und Prüfmaschinen festzulegen. Außerdem zeichneten sie ver-antwortlich für die Optimierung der Werkstoffrezeptur, die Kommunikation mit dem PBA, den Transfer der Ergebnisse in die Wirtschaft und die Projektleitung.
Die Techniker und Laboranten wurden eingesetzt für die Durchführung der Versuche zur Com-poundierung, der Materialcharakterisierung, der Zusammenstellung der erzielten Versuchsdaten und die Modifizierung von Verarbeitungsmaschinen und Versuchsständen.
Die studentischen Hilfskräfte unterstützten bei den Recherchearbeiten, bei der Durchführung der Versuche zur Compoundierung, Formgebung und Materialcharakterisierung sowie bei der Doku-mentation und Auswertung der erzielten Versuchsergebnisse.
Wie geplant, wurde ein Unterauftrag in Höhe von 5.170 Euro zur Durchführung von Raster-Elekt-ronen-Mikroskopaufnahmen an das IUTA Institut für Energie- und Umwelttechnik e. V. (Duisburg, Deutschland) vergeben. Ein weiterer geplanter Unterauftrag in Höhe von 23.350,00 Euro wurde für die Herstellung von Folien/Bahnen an das FILK Forschungsinstitut für Leder und Kunststoff-bahnen (Freiberg, Deutschland) vergeben.
8 Wissenschaftlich-technischer Nutzen
Die Entwicklung eines innovativen Werkstoffs auf Basis von Produktionsresten aus der gummi- und kunststoffverarbeitenden Industrie war Schwerpunktaufgabe dieses Projekts.
Durch die Projektarbeiten wurde umfangreiches Wissen zur Herstellung, Verarbeitung und Prü-fung von mit Superabsorbern modifizierten Elastomerpulver-Kunststoff-Compounds gewonnen. Es konnten Werkstoffe generiert werden, deren Hauptbestandteil Produktionsreste aus der gummi- und kunststoffverabeitenden Industrie sind. Deren Anteil im Werkstoff kann bis zu 85 Gew.-% betragen. Im Rahmen der Projektarbeiten wurde ein erstes Verständnis zur Flüssigkeits-einlagerung, zu den Transportprozessen und der Volumenexpansion (anisotrop/isotrop) von quell-fähigen Werkstoffen, die als heterogen zusammengesetzte Polymercompounds vorliegen, erhal-ten.
Die Erfahrungen bei der technischen Umsetzung der Werkstoffverarbeitung haben für Unterneh-men beim Prozess der Überführung der Ergebnisse in die industrielle Anwendung einen Nutzen. Auf Basis der Ergebnisse ist die zielgerichtete Einstellung des Eigenschaftsprofils der Werkstoffe möglich und diese können auf gewünschte Anwendungen hin angepasst werden.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 49
9 Wirtschaftlicher Nutzen für KMU
Der wirtschaftliche Nutzen der im Projekt erarbeiteten Kenntnisse zur Herstellung, Verarbeitung und Prüfung des innovativen Werkstoffs Q-TE-C ist innerhalb einer Wertschöpfungskette sicht- und nachweisbar. Mit der Nutzung der Projektergebnisse werden KMU in die Lage versetzt, eine bessere werkstoffliche Verwertung von Alt-/Abfallgummi und Kunststoffen zu realisieren und Kosten einzusparen. Durch die Nutzung der Rezeptierung und des Herstellungsverfahrens der Q-TE-C-Werkstoffe können KMU Produkte und Abdichtungssysteme eigengewinnbringend ent-wickeln und am Markt anbieten.
Die angestrebten Forschungsergebnisse können in den in Tabelle 9 aufgeführten Fachgebieten und in den in Tabelle 10 aufgeführten Wirtschaftszweigen genutzt werden.
Fachgebiete Hauptsächliche Nutzung
Nutzung auch möglich
Rohstoffe x
Werkstoff, Materialien x
Verfahrenstechnik x
Umwelttechnik x
Konstruktion x
Produktion x
Chemie x Tabelle 9 Zuordnung der erzielten Forschungsergebnisse zu Fachgebieten (s. Vordruck 4.1.23)
Wirtschaftszweige
Abteilung Kurzname
Hauptsächliche Nutzung
Nutzung auch möglich
25 Herstellung von Gummi- und Kunststoffwaren x
45 Baugewerbe x
40/41 Energie- und Wasserversorgung x
29 Maschinenbau x
34/35 Fahrzeugbau x Tabelle 10 Zuordnung der erzielten Forschungsergebnisse zu Wirtschaftszweigen (s. Vordruck 4.1.24)

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 50
10 Innovativer Beitrag der Ergebnisse zu industriellen Anwendungsgebieten
Mit dem entwickelten Q-TE-C liegt erstmals ein quellfähiger und für Abdichtungszwecke geeigne-ter Werkstoff vor, der für die industrielle Anwendung ein hohes Innovationspotenzial besitzt.
Eine naheliegende Anwendung ist beispielsweise der Einsatz als selbstreparierende Folie. Undichte Gartenteiche oder Gebäudewände würden bei Einsatz von Q-TE-C in Form einer Folie oder Bahn der Vergangenheit angehören. Ausgeweitet werden könnte der Folien- oder Bahneneinsatz auf die Abdichtung von begrünten Dächern. Generell könnten die Werkstoffe zur Abdichtung von erdberührten Bauteilen, auch in Form von Fugenbändern oder Fugeneinlagen, hervorragend ein-gesetzt werden.
Die Automobilindustrie, der Maschinenbau, die Flugzeugindustrie oder die Schifffahrtindustrie kämpfen mit vielfältigen Herausforderungen im Bereich der Abdichtungstechnik. So könnten Q-TE-C-Werkstoffe beispielsweise die Basis neuer Kabeldurchführungen oder eigensicherer Schiffsrümpfe darstellen.
Bei Betrachtung der Natur und Vergegenwärtigung der Mechanismen, die Pflanzen zur Aushei-lung von Verletzungen einsetzen, eröffnen sich Anwendungsszenarien, in denen die Aufquellung von Werkstoffen zum gezielten Transport von reaktiven Stoffen genutzt werden kann. Neben dem eigentlichen Quellungsprozess wären so Reaktionsprozesse denkbar, die eine echte Aushei-lung eines geschädigten Werkstoffs, z. B. bei Schädigung durch einen Riss, ermöglichen.
11 Veröffentlichungen im Rahmen des Vorhabens
11.1 Vorträge/Poster/Sonstiges
Im Rahmen der Projektlaufzeit wurden keine Vorträge auf Kongressen oder Tagungen gehalten, die explizit nur das Forschungsprojekt zum Inhalt hatten.
Im Zeitraum der Antragstellung wurde das geplante Vorhaben im Rahmen eines Vortrags zur Selbstreparatur von quellfähigen Abdichtungssystemen erwähnt:
• Wack, H., Ulbricht, M. Gel blocking effects during the swelling of polymeric Hydrogels First International Conference on Self Healing Materials, Noordwijk, 18.-20. April 2007

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 51
Weiterhin wurde das Projekt zum Transfer der Ergebnisse in die Wirtschaft im Rahmen überge-ordneter Vorträge erwähnt, z. B.:
• Mitgliederversammlung Kunststoffland NRW, Fraunhofer UMSICHT, Oberhausen).
Im Rahmen der Tagung TECHNOMER 2010 erfolgt die Teilnahme an der Posterausstellung:
• Wack, H., Hintemann, D., Michael, H., Buschner, N. Abdichtungstechnik auf Basis Quellfähiger Elastomer-Kunststoff-Compounds – Q-TE-C® TECHNOMER 2009, Chemnitz, 12.-14. November 2009
Unter dem Begriff »Q-TE-C« wurde der Werkstoff im Juni 2009 in das Archiv von Material Con-neXion® aufgenommen. Das Material hat eine unabhängige Jurysession erfolgreich durchlaufen und ist nun in den Materialbibliotheken von Material ConneXion® in New York, Mailand, Köln, Daegu und Bangkok als Originalmuster aufgenommen. Weitere Informationen unter: www.materialconnexion.de.
11.2 Veröffentlichungen in Fachzeitschriften und Tagungsbänden
Im Zeitraum der Antragstellung (Veröffentlichung von im Antrag beschriebenen Vorversuchen):
• Wack, H., Hintemann, D., Großmann, U., Bertling, J. Quellfähige Thermoplast-Elastomer-Composite Q-TE-C Dichtungstechnik Jahrbuch, K.-F. Berger/S. Kiefer (Hrsg.), ISGATEC GmbH, Mannheim, 2007
Während der Projektlaufzeit:
• Wack, H., Hintemann, D., Michael, H., Buschner, N. Abdichtungstechnik auf Basis Quellfähiger Elastomer-Kunststoff-Compounds – Q-TE-C® TECHNOMER 2009, Tagungsband, Chemnitz, 12.-14. November 2009
Geplante Veröffentlichungen in Fachzeitschriften und Tagungsbänden:
• Wack, H., Hintemann, D., Michael, H., Buschner, N. Preparation and Properties of Swell able Thermoplastic Elastomeric Alloys based on Elastomeric Powder, Superabsorbent Polymer and Polypropylene Journal of Applied Polymer Science
• Wack, H., Hintemann, D., Michael, H., Buschner, N. Quellfähige Thermoplast-Elastomer-Composite Kautschuk Gummi Kunststoffe

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 52
11.3 Teilnahme an Messe- und Informationsveranstaltungen
Das Projekt wurde auf folgenden Messen- und Informationsveranstaltungen präsentiert:
• IFAT – Internationale Fachmesse für Wasser, Abwasser, Abfall und Recycling 2008, München, 5. bis 9. Mai 2008 Teilnahme an der Messe, Präsentation des Projekts und ersten Werkstoffmustern am Gemeinschaftsstand der Fraunhofer-Gesellschaft.
• Abdichtungen im Tiefbau – Polymere unter Wasser, 18.02.2009, Aachen. Teilnahme an der Fachtagung und Ausstellung, Präsentation des Projekts sowie erster Werkstoffmuster.
• TECHNOMER 2009, 12. bis 14. November 2009, Chemnitz. Teilnahme an der Fachtagung, Posterpräsentation des Projekts und der Forschungsergebnisse.
Folgende Teilnahmen an Messe- und Informationsveranstaltungen sind nach Abschluss des Vor-habens geplant:
• IFAT – Internationale Fachmesse für Wasser, Abwasser, Abfall und Recycling 2010, München, 13. bis 17. September 2010 Teilnahme an der Messe, Präsentation des Projekts und der Forschungsergebnisse am Gemeinschaftsstand der Fraunhofer-Gesellschaft.
• K – Internationale Fachmesse für Kunststoffe und Kautschuk 2010, Düsseldorf, 27. Oktober bis 3. November 2010 Teilnahme an der Messe, Präsentation des Projekts und der Forschungsergebnisse am Stand des Geschäftsfeld »Spezialpolymere« von Fraunhofer UMSICHT.

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 53
12 Literaturverzeichnis
[ASTM-2008] ASTM-D-5603-1(2008) Standard classification for rubber compounding materials – Recycled vulcanizate particulate rubber, 2008
[BKV-2009] BKV – Plattform für Kunststoff und Verwertung Zukunft Kunststoffverwertung 2009 Kongress, BKV – Plattform für Kunststoff und Verwertung, Fraunhofer UMSICHT, Krefeld, 10./11.09.2009
[Brandt-2009] Brandt, T., Choo, S. Market Watch 2009 – Die Kautschukindustrie, Sektorreport Gummiverarbeitende Industrie Malysian-German Chamber of Commerce and Industry, Kuala Lumpur, 2009
[Conference-2007]
First International Conference on Self Healing Materials, 18.-20. April, 2007, Noordwijk aam Zee, The Netherlands
[DBV-1999] DBV Sachstandbericht Quellfähige Fugeneinlagen für Arbeitsfugen Deutscher Beton und Bautechnik-Verein e.V., Berlin, 1999
[DBV-2001] DBV-Merkblatt Fugenausbildung für ausgewählte Baukörper aus Beton Deutscher Beton und Bautechnik-Verein e.V., Berlin, 2001
[Deanin-1987] Deanin, R.D., Hashemiolya, S.M. Polyblends of reclaimed rubber with eleven thermoplastics Organic Coatings and Applied Polymer Science Proceedings 57 (1987)
[DIN-14243] Deutsches Institut für Normung e. V. DIN EN 14243: Norm-Entwurf, Materialien aus Altreifen und deren Anwendung, Ausgabe 2004-05, Beuth-Verlag, Berlin, 2004
[DIN-7724] Deutsches Institut für Normung e. V. DIN 7724: Polymere Werkstoffe; Gruppierung polymerer Werkstoffe aufgrund ihres mechanischen Verhaltens Ausgabe 1993-04, Beuth-Verlag, Berlin, 1993
[Donnan-1924] Donnan, F. G. The theory of membrane equilibria Chem. Rev. 1 (1924)
Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 54
[Edana-2006] EDANA European Disposables and Nonwowens Association Superabsorbent polymers – capacities worldwide. EDANA European Disposables and Nonwowens Association, Brüssel, 2006
[EDNA-2005] EDANA Standard test methods for the nonwowens industry. EDANA European disposables and nonwowens association / INDA Association of the Nonwoven Fabrics Industry, Brüssel, 2005
[Ehrenstein-2003]
Ehrenstein, G.W., Riedel, G., Trawiel, P. Praxis der Thermischen Analyse von Kunststoffen Carl Hanser Verlag, München, 2003
[EP-2007] Europäische Patentschrift Quellfähige Materialzusammensetzung und deren Verwendung EP 1616906, 2007
[Former-2002] Former, C., Osen, E. Stand und Perspektiven des Gummirecyclings Tagungsband DIK-Fortbildungsseminar, Aktuelle Trends in der Wiederverwertung von Elastomerwerkstoffen, 6./7. Juni 2002, Deutsches Institut für Kautschuktechnologie e. V., Hannover
[Gebert-2002] Gebert, K. Auf dem Vormarsch. TPE-Einsatz in der Automobilindustrie Plastverarbeiter 53 (2002)
[Horkay-2000] Horkay, F.; Tasaki, I.; Basser, P. J. Osmotic swelling of polyacrylate hydrogels in physiological salt solutions Biomacromolecules 1 (2000)
[Hornig-2005] Hornig, U., Meichsner, H. Anforderungen an quellfähige Fugeneinlagen zur Abdichtung von Arbeitsfugen in wasserundurchlässigen Bauwerken aus Beton, Beton- und Stahlbetonbau 100, Heft 11 (2005)
[IRSG-2009] IRSG – International Rubber Study Group Statistical summary of the world rubber situation International Rubber Study Group, Singapore, 2009
[Kim-2002] Kim, J.K., Lee, S.H., Hwang, S.H. Experimental investigation of the morphology development and mechanical properties of waste ethylene propylene diene monomer / polypropylene blend in modular intermeshing co rotating twin screw extruder Journal of Applied Polymer Science 85 (2002)

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 55
[Liu-2000] Liu, H.S., Richard, C.P., Mead, J.L., Stacer, R.G. Development of novel applications for using recycled rubber in thermoplastics Technical Report No. 18, Chelsea Center for Recycling and Economic Development, University of Massachusetts, 2000
[Liu-2001] Liu, H.S., Mead, J.L., Stacer, R.G. Continuous versus batch processing of recycled rubber and plastic blends Rubber World 7 (2001)
[Löffler-1998] Löffler, M. Modifizierung von Altgummimehl durch mikrobielle Oberflächenentschweflung Dissertation, Universität Halle-Wittenberg, 1998
[Manuel-2001] Manuel, H.J. Standards for Rubber Granulates and Powders KGK Kautschuk Gummi Kunststoff 54 (2001)
[Michael-1999] Michael, H., Scholz, H., Mennig, G. Blends from recycled rubber and thermoplastics KGK Kautschuk Gummi Kunststoffe 52 (1999)
[Naskar-2002] Naskar, A.K., De, S.K., Bhowmick, A.K. Thermoplastic elastomeric composition based on maleic anhydride-grafted ground rubber tire Journal of Applied Polymer Science 84 (2002)
[Osen-2003] Osen, E.J., Eckning, D. Thermoplastische Elastomere – neue Werkstoffe erweitern das Produktspektrum Konferenz-Einzelbericht: Thermoplastische Elastomere, Erfolg durch Vielfalt in Design und Anwendung, SKZ-Fachtagung, Würzburg, 2003
[Radusch-2003] Radusch, H.J. Morphologie und Eigenschaften dynamisch vulkanisierter Thermoplastischer Elastomere Konferenz-Einzelbericht: Thermoplastische Elastomere, Erfolg durch Vielfalt in Design und Anwendung, SKZ-Fachtagung, Würzburg, 2003
[Rajeev-2004] Rajeev. R.S., De, S.K. Thermoplastic Elastomers based on waste rubber and plastics Rubber Chemistry and Technology 77 (2004)
[Rätzsch-2002] Rätzsch, M., Arnold, M., Borsig, E., Bucka, H., Reichelt, N. Radical reactions on polypropylene in solid state Progress in Polymer Science 27 (2002)

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 56
[Rechberger-2006]
Rechberger, M., Michael, H. Weiterentwicklung und Optimierung kryogener Mahlverfahren zur effizienten Herstellung thermoplastischer und elastomerer Pulver Abschlussbericht eines Forschungsvorhabens im Programm zur Förderung der »Industriellen Gemeinschaftsforschung (IGF)«, AiF-Vorhaben-Nr. 15382 BG, 2007
[Scholz-2000] Scholz, H. Entwicklung einer Elastomerlegierung unter Einsatz von Altreifenmehl als dispers verteilte Komponente Dissertation, Technische Universität Chemnitz, 2000
[Scholz-2002] Scholz, H., Pötschke, P., Michael, H., Mennig, G. Morphology and Mechanical Properties of Elastomeric Alloys from Rubber Crumb and Thermoplastics Kautschuk Gummi Kunststoffe 55 (2002)
[Spittel-1996] Spittel, A. Chemische Modifizierung und Pfropfreaktionen an Gummimehl aus Altreifengranulat Dissertation, Universität Hannover, 1996
[Sritragool-2009] Sritragool, K., Gohs, U., Michael, H., Gehde, M. Elektronen induzierte reaktive Aufbereitung von Elastomerpartikel modifiziertem Polypropylen Tagungsband TECHNOMER 2009, 21. Fachtagung über Verarbeitung und Anwendung von Polymeren, 12.11.-14.11.2009 Chemnitz
[Wack-2007a] Wack, H., Ulbricht, M. Gel blocking effects during the swelling of polymeric Hydrogels First International Conference on Self Healing Materials, Noordwijk, 18.-20. April 2007
[Wack-2007b] Wack, H., Ulbricht, M. Method and model for the analysis of gel blocking effects during the swelling of polymeric hydrogels Ind. Eng. Chem. Res., 46, (2007)
[Wießner-2003] Wießner, S., Michael, H., Mennig, G. Ein Thermoplatisches Elastomer aus Gummimehl und Polypropylen Kautschuk Gummi Kunststoffe 56 (2003)
[Wießner-2009] Wießner, S. Kontinuierliche Herstellung von Legierungen aus Elastomerpartikeln und Polypropylen durch reaktive Aufbereitung in einem Gleichdralldoppelschneckenextruder Dissertation, Universität Chemnitz, 2009

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite 57
[Zhu-2004] Zhu, S.H., Tzoganakis, C. Thermoplastic vulcanizates prepared by reactive processing form blends of reclaimed rubbers and polypropylenes Proceedings PPS-20, 20th Polymer Processing Society Annual Meeting, 20.04.-24.06.2004, Akron
13 Durchführende Forschungsstellen
Nr. 1 2 Forschungsstelle Fraunhofer Institut für Umwelt-,
Sicherheits- und Energietechnik UMSICHT
Technische Universität Chemnitz Fakultät Maschinenbau Professur Kunststoffe
Adresse Osterfelder Straße 3 46047 Oberhausen
Reichenhainer Straße 70 09126 Chemnitz
Leiter der Forschungsstelle
Prof. Dr.-Ing. Eckhard Weidner Prof. Dr.-Ing. Michael Gehde
Projektleiter Dr. Holger Wack Dr. Hannes Michael

Fraunhofer UMSICHT / TUC 15382 BG 01.10.2007 bis 31.12.2009 Name der Forschungsstellen IGF-Vorhaben-Nr. Bewilligungszeitraum
Abschlussbericht Fraunhofer UMSICHT / TUC Seite A1
14 Anlage zum Forschungsbericht
Beispiel eines Versuchsplans.
Variation des eingesetzten EP-Typs und der Konzentration der Komponenten für den Thermoplast-Typ Polypropylen PP-220M.
E = laufende Versuchsreihe, V = laufende Versuchs-Nr.
EP:TP 50:50 60:40 50:50 60:40 50:50 50:50 60:40 60:40PO % 2 2
SAP [Gew.-%] E 08.1 E 08.2 E 08.19 E 08.20 E 08.3 E 08.4 E 08.5 E 08.60 V0 V0 V0 V05 V1 V1 V1 V1 V1 V110 V2 V2 V2 V2 V2 V215 V3 V3 V3 V3 V3 V320 V4 V4 V1 V1 V4 V4 V4 V425 V5 V5 V2 V2 V5 V5 V5 V530 V6 V6 V3 V3 V6 V640 V7 * V7 V7
* kein Spritzgießen möglich
EP:TP 50:50 50:50 60:40 60:40 50:50 50:50 60:40 60:40PO % 2 2 2 2
SAP [Gew.-%] E 08.7 E 08.8 E 08.9 E 08.10 E 08.21 E 08.22 E 08.23 E 08.240 V0 V0 V0 V0 V0 V05 V0 V0 V0 V010 V1 V1 V1 V11520 V2 V2 V2 V2 V1 V1 V1 V125 V2 V2 V2 V230 V3 V3 V3 V3 V3 V3 V3 V340 V4 V4 V4 *
* kein Spritzgießen möglich
NR/SBR (M60)EP-Typ NR/SBR (M45)
EP-Typ EPDM (70 Sh A) EPDM (40 Sh A) SBR (PKW)