activated sludge plant design calculations
TRANSCRIPT


ACTIVATED SLUDGE PLANT DESIGN CALCULATIONS PECO FOODS, INC. - POCAHONTAS, ARKANSAS
January 21, 2015
Anticipated NPDES Discharge Limits: Parameter Monthly Average Daily Maximum Flow 1.66 MGD 2.08 MGD BOD5 16 mg/l 26 mg/l TSS 20 mg/l 30 mg/l NH3-N 4 mg/l 8 mg/l FCB 200 mg/l 400 mg/l Oil & Grease 8 mg/l 14 mg/l Total Nitrogen 103 mg/l 147 mg/l pH 6.0-9.0 s.u.
Anticipated Performance: BOD5 ≤ 10.0 mg/l TSS ≤ 15.0 mg/l NH3-N 2.0 mg/l Total Nitrogen ≤ 50.0 mg/l
Design Influent Flows: Poultry Processing Plant: 1.444 MGD Protein Recovery Plant: 0.158 MGD Hatchery 0.011 MGD Water Plant 0.011 MGD Storm Water 0.036 MGD Total 1.660 MGD Notes: 1. Influent flows are equalized by anaerobic lagoons
2. Hatchery, Water Plant, and Storm Water flows are pumped into the Poultry Anaerobic Lagoons for equalization, FOG reduction, and CBOD reduction.
Average Monthly Flow, Q: 1.66 MGD or 1,153 gpm Maximum Daily Flow, QMAX = 1.25Q: 2.08 MGD or 1,444 gpm
Peco Foods WWTP Pocahontas, AR Design Calculations C. N. Clark Assoc., Ltd
2
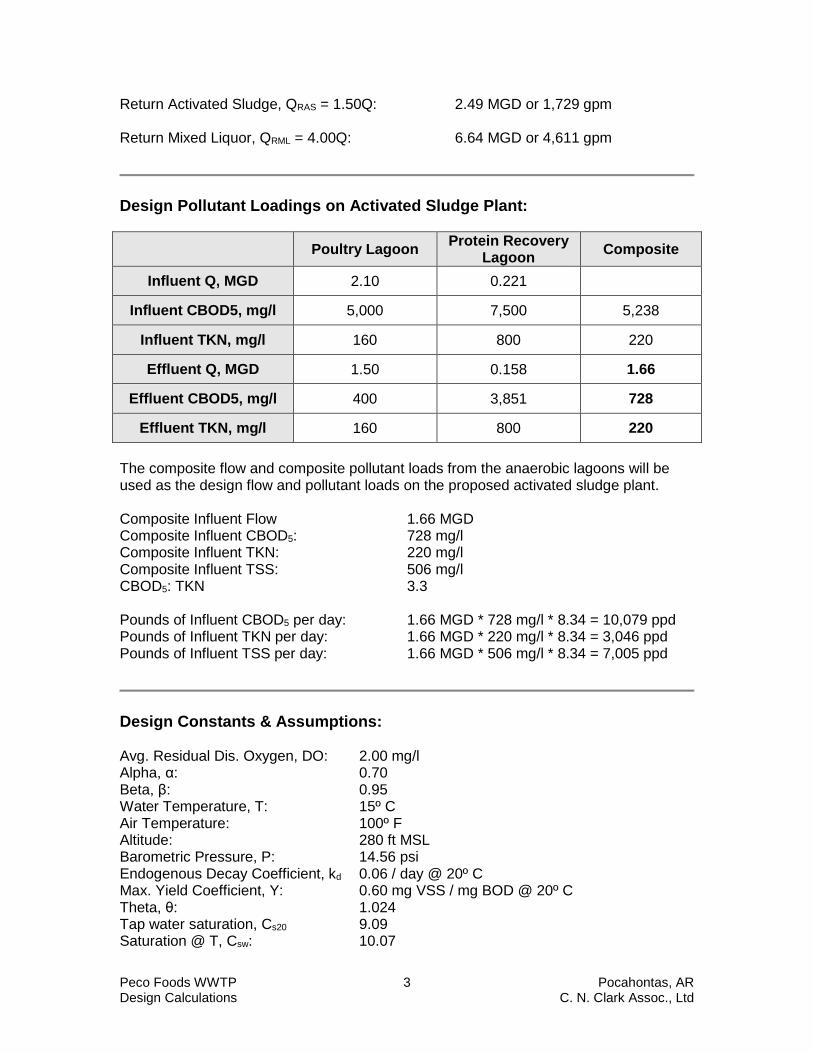
Return Activated Sludge, QRAS = 1.50Q: 2.49 MGD or 1,729 gpm Return Mixed Liquor, QRML = 4.00Q: 6.64 MGD or 4,611 gpm
Design Pollutant Loadings on Activated Sludge Plant:
Poultry Lagoon Protein Recovery Lagoon Composite
Influent Q, MGD 2.10 0.221
Influent CBOD5, mg/l 5,000 7,500 5,238
Influent TKN, mg/l 160 800 220
Effluent Q, MGD 1.50 0.158 1.66
Effluent CBOD5, mg/l 400 3,851 728
Effluent TKN, mg/l 160 800 220 The composite flow and composite pollutant loads from the anaerobic lagoons will be used as the design flow and pollutant loads on the proposed activated sludge plant. Composite Influent Flow 1.66 MGD Composite Influent CBOD5: 728 mg/l Composite Influent TKN: 220 mg/l Composite Influent TSS: 506 mg/l CBOD5: TKN 3.3 Pounds of Influent CBOD5 per day: 1.66 MGD * 728 mg/l * 8.34 = 10,079 ppd Pounds of Influent TKN per day: 1.66 MGD * 220 mg/l * 8.34 = 3,046 ppd Pounds of Influent TSS per day: 1.66 MGD * 506 mg/l * 8.34 = 7,005 ppd
Design Constants & Assumptions: Avg. Residual Dis. Oxygen, DO: 2.00 mg/l Alpha, α: 0.70 Beta, β: 0.95 Water Temperature, T: 15º C Air Temperature: 100º F Altitude: 280 ft MSL Barometric Pressure, P: 14.56 psi Endogenous Decay Coefficient, kd 0.06 / day @ 20º C Max. Yield Coefficient, Y: 0.60 mg VSS / mg BOD @ 20º C Theta, θ: 1.024 Tap water saturation, Cs20 9.09 Saturation @ T, Csw: 10.07
Peco Foods WWTP Pocahontas, AR Design Calculations C. N. Clark Assoc., Ltd
3

#O2 Required / #BOD5: 1.5 #O2 Required / #TKN: 4.6 Estimated % De-nitrification: 98.5% Inlet Air Temperature 100º F = 560º R Gas Constant for Air, R 53.3 ft-lb / lb-º R O2 Transfer / meter: 5.10% Side water depth: 16 ft. Diffuser submergence: 15.33 ft. or 4.67 meters #O2 / cubic ft of air: 0.0175 Pressure drop across diffusers: 1.00 psi Additional drop from aging: 0.85 psi Pressure drop across air piping: 0.75 psi Allowable diffuser loading: 1.3 SCFM / linear foot Air Density 13.08 cubic feet / lb P.D. Blower Efficiency: 70% Food : Mass, F:M 0.085 MLSS: 4,000 mg/l MLVSS: 4,000 mg/l x 70% = 2,800 mg/l Return Activated Sludge: 6,667 mg/l Nitrification Rate @ 15º C: 0.001916 #NH3 / #MLVSS - hr De-nitrification Rate @ 15º C: 0.001350 #NO3 / #MLVSS - hr Specific Oxygen Uptake Rate 15 mg / l / hr Effluent BOD5, Se: 6 mg/l Make Temperature Corrections - 20º C to 15º C kd @ 15º C = 0.06 θ(T-20) = 0.06 • 1.024(15-20) = 0.053 / day Y @ 15º C = 0.60 θ(T-20) = 0.60 • 1.024(15-20) = 0.53 mg VSS / mg BOD
Calculate Standard Oxygen Requirement @ 2 mg/l DO: O2 for BOD5: 10,079 ppd x 1.5 O2/BOD5 = 15,119 ppd O2 for TKN: 3,046 ppd x 4.6 O2/TKN = 14,011 ppd O2 for BOD5 & TKN: 15,119 ppd + 14,011 ppd = 29,129 ppd NO3 De-nitrified: (220 – 50) mg/l x 1.66 MGD x 8.34 = 2,354 ppd O2 Recovered via DN: 2,354 ppd x 2.3 O2/NO3 = 5,414 ppd Actual Oxygen Requirement: 29,129 ppd – 5,414 ppd = 23,715 ppd SOR = AOR -------------------------------------------------------------- [ (β • Csw - DO) / Cs20 ] [ α • θ(T-20) • (P/14.56) ]
Peco Foods WWTP Pocahontas, AR Design Calculations C. N. Clark Assoc., Ltd
4

23,715 SOR = ------------------------------------------------------------------------------------- [ (0.95•10.07 - 2.00) / 9.09 ] [ 0.70 • 1.024(15-20) • (14.67/14.56) ] SOR = 46,253 ppd = 1927 lbs. / hr.
Calculate Flow Rate per Blower, ICFM: Net transfer efficiency, NTE = 5% / meter x 4.67 m = 23.36% SCFM = SOR / [ NTE • 0.0175 #O2pcf • 60 min/hr. ] SCFM = 1927 / [ 0.2336 • 0.0175 • 60 min/hr. ] SCFM = 7857 Blower Design Pressure, BDP = Diffuser submergence + total pressure drop BDP = [15.33’ • 0.433] + 1.00 diffuser + 0.85 aging + 0.75 air piping = 9.27 psi ICFM = SCFM • [ 14.696 / Site Pressure ] [ (Air Temp + 460) / 528 ] ICFM = 7,857 cfm • [ 14.696 / 14.56 ] [ (100 + 460) / 528 ] ICFM = 8,410 Number of operating blowers: 7, with 1 standby SCFM / operating blower: 7,857 / 7 = 1,122 ICFM / operating blower: 8,410 / 7 = 1,201
Calculate Blower Design Horsepower: Air Flow = 8,410 icfm • [ lb / 13.08 cf ] • [ min / 60 sec ] = 10.75 lb / sec Pw = wRT [ (p2 / p1)0.283 – 1 ] -------------------------------
550ne Where Pw = Horsepower w = Air Flow, 10.79 pps R = 53.3 ft-lb / lb-º R T = 560º R p2 = absolute outlet pressure = 14.56 psi + 9.27 psi = 23.83 psi
Peco Foods WWTP Pocahontas, AR Design Calculations C. N. Clark Assoc., Ltd
5
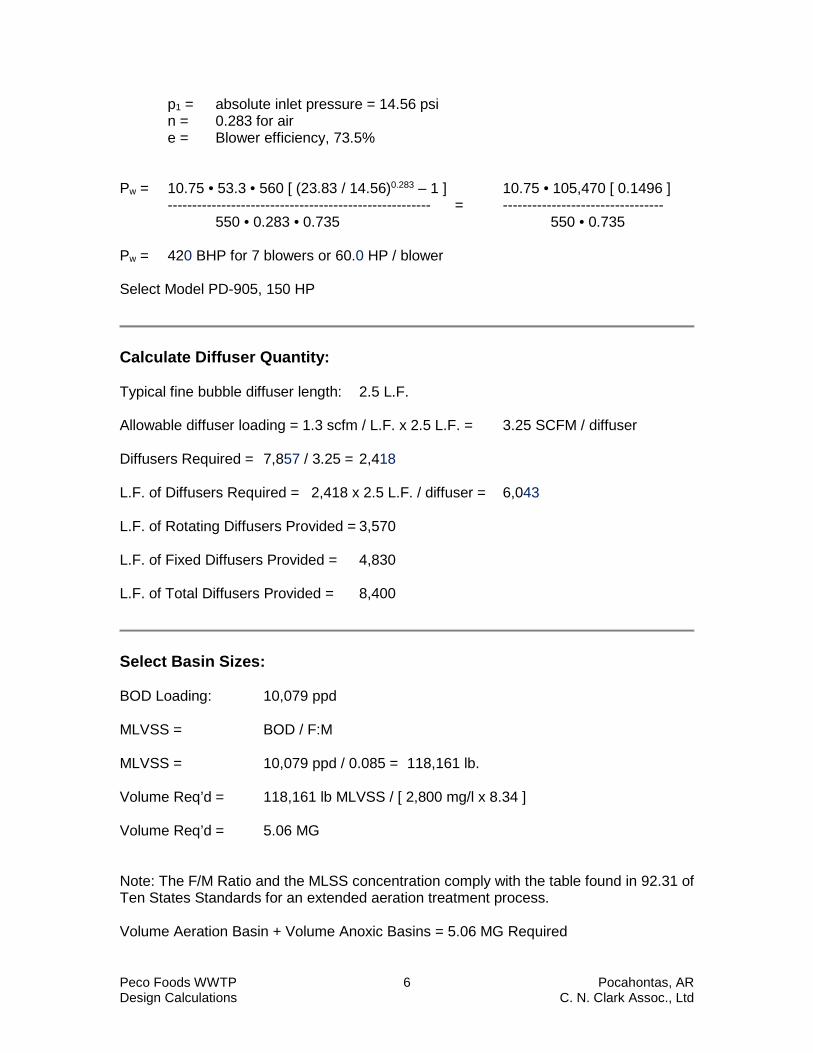
p1 = absolute inlet pressure = 14.56 psi n = 0.283 for air e = Blower efficiency, 73.5% Pw = 10.75 • 53.3 • 560 [ (23.83 / 14.56)0.283 – 1 ] 10.75 • 105,470 [ 0.1496 ] ------------------------------------------------------ = ---------------------------------
550 • 0.283 • 0.735 550 • 0.735 Pw = 420 BHP for 7 blowers or 60.0 HP / blower Select Model PD-905, 150 HP
Calculate Diffuser Quantity: Typical fine bubble diffuser length: 2.5 L.F. Allowable diffuser loading = 1.3 scfm / L.F. x 2.5 L.F. = 3.25 SCFM / diffuser Diffusers Required = 7,857 / 3.25 = 2,418 L.F. of Diffusers Required = 2,418 x 2.5 L.F. / diffuser = 6,043 L.F. of Rotating Diffusers Provided = 3,570 L.F. of Fixed Diffusers Provided = 4,830 L.F. of Total Diffusers Provided = 8,400
Select Basin Sizes: BOD Loading: 10,079 ppd MLVSS = BOD / F:M MLVSS = 10,079 ppd / 0.085 = 118,161 lb. Volume Req’d = 118,161 lb MLVSS / [ 2,800 mg/l x 8.34 ] Volume Req’d = 5.06 MG Note: The F/M Ratio and the MLSS concentration comply with the table found in 92.31 of Ten States Standards for an extended aeration treatment process. Volume Aeration Basin + Volume Anoxic Basins = 5.06 MG Required
Peco Foods WWTP Pocahontas, AR Design Calculations C. N. Clark Assoc., Ltd
6

Use Sidewater Depth of 16 ft. for all basins Calculate Hydraulic Detention Times for Aerobic & Anoxic Basins: Try Two (2) 100’Ø x 16’ SWD Anoxic Basins Vol = 0.94 MG Each or 1.88 MG Total HDT for Anoxic Basins = 1.88/1.66 = 1.132 days or 27.2 hours Try 184’Ø x 16’ SWD Aeration Basin Vol = 3.18 MG HDT for Aeration Basin = 3.18/1.66= 1.916 days or 46.0 hours Total HDT = 27.2 + 46.0 = 73.2 hrs. Total Volume = 1.88 MG + 3.18 MG = 5.06 MG
Size Floating Mixer for Anoxic Basin: 20 HP / MG x 0.94 MG = 18.6 HP Required, use 20 HP mixer
Define Mean Cell Residence Time, θc: Θc = 1 / (F:M) = 1 / 0.06 = 16.67 days
Calculate Organic Loading Rate: Organic Loading Rate = Food / Volume Volume = 5.06 MGD / 7.48 c.f. / gal = 676 x 1000 c.f. Organic Loading Rate = 10,079 ppd / 676 x 1000 c.f. Organic Loading Rate = 14.91 ppd / 1000 c.f. < 15 ppd / 1000 c.f. The Organic Loading Rate complies with the table found in 92.31 of Ten States Standards for an extended aeration treatment process.
Peco Foods WWTP Pocahontas, AR Design Calculations C. N. Clark Assoc., Ltd
7

Calculate Required HDT for BOD Reduction: θc Y (So – Se) Min. Aerobic HDT = ---------------------- MLVSS (1+kd θc)
16.67 days • (0.53 mg VSS / mg BOD) (728 mg/l ) Min. Aerobic HDT = -------------------------------------------------------------------------- 2,800 mg/l ( 1 + 0.053 / day • 16.67 days ) Min. Aerobic HDT = 1.22 days = 29.3 hrs < 46.0 hrs O.K. 184’Ø x 16’ SWD Aeration Basin confirmed
Calculate Required HDT for Nitrification: TKN Nitrified: 220 mg/l x 1.66 MGD x 8.34 = 3,046 ppd MLVSS = 10,079 ppd / 0.085 = 118,161 lb HDT Required for Nitrification = TKN Nitrified / [ MLVSS • Nitrification Rate ] HDT Required for Nitrification
= 3,046 lb / [118,161 lb MLVSS • 0.001783 pph / lb MLVSS ] = 14.53 hrs HDT Provided for Nitrification = 14.53 hrs < 46.0 hrs O.K. 184’Ø x 16’ SWD Aeration Basin confirmed
Calculate Minimum Effluent Total Nitrogen Concentration Assumptions 1. Neglect denitrification in the Aeration Basin 2. All TKN is converted to ammonia in the anaerobic lagoons 3. Influent ammonia concentration, NH3-Ni, is 220 mg/l 4. Neglect ammonia assimilation in cell formation 5. Effluent ammonia concentration, NH3-Ne, is 4 mg/l
Recycle Q = QRAS + QRML = 1.5Q + 4.0Q = 5.5Q Recycle Rate, R = Recycle Q / Q = 5.5 R + 1 = ( NH3-Ni - NH3-Ne) NO3-Ne
Peco Foods WWTP Pocahontas, AR Design Calculations C. N. Clark Assoc., Ltd
8
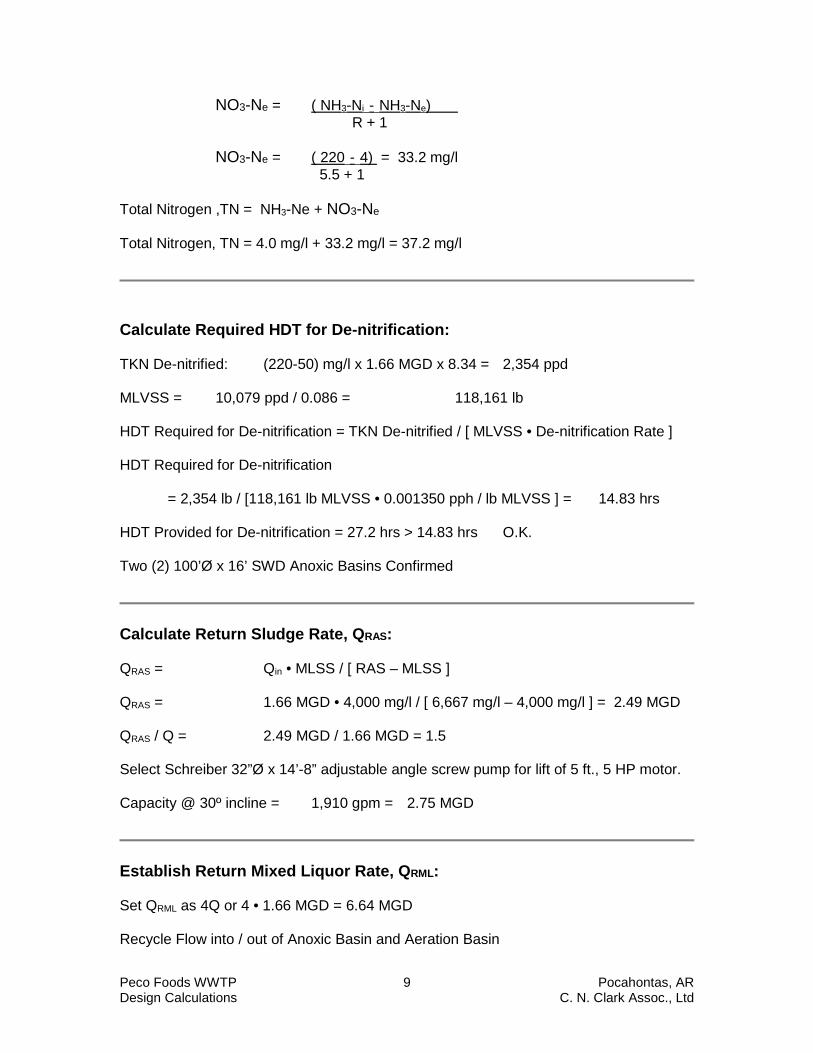
NO3-Ne = ( NH3-Ni - NH3-Ne) R + 1
NO3-Ne = ( 220 - 4) = 33.2 mg/l 5.5 + 1 Total Nitrogen ,TN = NH3-Ne + NO3-Ne Total Nitrogen, TN = 4.0 mg/l + 33.2 mg/l = 37.2 mg/l
Calculate Required HDT for De-nitrification: TKN De-nitrified: (220-50) mg/l x 1.66 MGD x 8.34 = 2,354 ppd MLVSS = 10,079 ppd / 0.086 = 118,161 lb HDT Required for De-nitrification = TKN De-nitrified / [ MLVSS • De-nitrification Rate ] HDT Required for De-nitrification
= 2,354 lb / [118,161 lb MLVSS • 0.001350 pph / lb MLVSS ] = 14.83 hrs HDT Provided for De-nitrification = 27.2 hrs > 14.83 hrs O.K. Two (2) 100’Ø x 16’ SWD Anoxic Basins Confirmed
Calculate Return Sludge Rate, QRAS: QRAS = Qin • MLSS / [ RAS – MLSS ] QRAS = 1.66 MGD • 4,000 mg/l / [ 6,667 mg/l – 4,000 mg/l ] = 2.49 MGD QRAS / Q = 2.49 MGD / 1.66 MGD = 1.5 Select Schreiber 32”Ø x 14’-8” adjustable angle screw pump for lift of 5 ft., 5 HP motor. Capacity @ 30º incline = 1,910 gpm = 2.75 MGD
Establish Return Mixed Liquor Rate, QRML: Set QRML as 4Q or 4 • 1.66 MGD = 6.64 MGD Recycle Flow into / out of Anoxic Basin and Aeration Basin
Peco Foods WWTP Pocahontas, AR Design Calculations C. N. Clark Assoc., Ltd
9

= QRML + QRAS = 6.64 + 2.49 = 9.13 MGD or 5.50Q = 6,336 gpm Size De-Aeration Basin: The function of the De-Aeration Basin is to ensure that no dissolved oxygen (DO) in the mixed liquor reaches the Anoxic Basin. Low DO levels in the Anoxic Basin would encourage filamentous bacteria growth, therefore the Return Mixed Liquor (RML) and the Return Activated Sludge (RAS) must be detained to the point where the maximum DO level is reduced to zero. Specific Oxygen Uptake Rate, SOUR = 15 mg / l-hr Recycle Flow = (QRML + QRAS ) = 9.13 MGD or 6,336 gpm Maximum DO in the RML = 1.5 mg/l HDT for De-Aeration = (DO / SOUR) ( QRML + QRAS ) 60 min / hr
= (1.5 mg/l / 15 mg/ l-hr) • 6,336 gpm • 60 min/hr = 38,017 gal or 5,082 c.f.
Use 20’Ø for De-Aeration Tank
Surface Area = 314 s.f.
Min. SWD = (5,208 – 696) c.f. / 314 s.f. = 14.4’ SWD Provided = 16.2’ Vol. Provided: 314 s.f. x 16.2’ = 5,087 c.f. = 0.038 MG
Size Floating Mixer for De-aeration Basin: 25 HP / MG x 0.038 MG = 1.0 HP Required, use 3 HP mixer
Check Surface Overflow Rate of 85 ft. diameter Clarifier:
Surface Area = 5,672 ft2
Design Peak Hourly Flow = (RAS + Q) x FOS
= (2.5 x 1.66 MGD) x 1.25 = 5.19 MGD
Peco Foods WWTP Pocahontas, AR Design Calculations C. N. Clark Assoc., Ltd
10
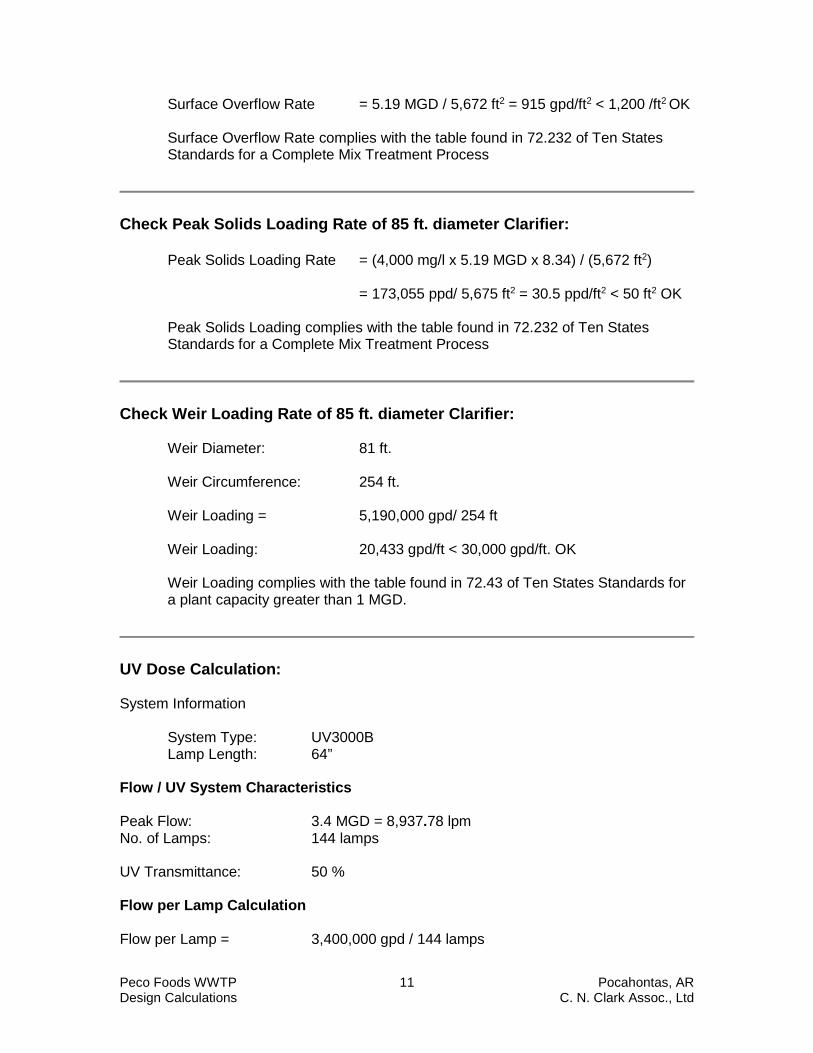
Surface Overflow Rate = 5.19 MGD / 5,672 ft2 = 915 gpd/ft2 < 1,200 /ft2 OK
Surface Overflow Rate complies with the table found in 72.232 of Ten States Standards for a Complete Mix Treatment Process
Check Peak Solids Loading Rate of 85 ft. diameter Clarifier:
Peak Solids Loading Rate = (4,000 mg/l x 5.19 MGD x 8.34) / (5,672 ft2)
= 173,055 ppd/ 5,675 ft2 = 30.5 ppd/ft2 < 50 ft2 OK
Peak Solids Loading complies with the table found in 72.232 of Ten States Standards for a Complete Mix Treatment Process
Check Weir Loading Rate of 85 ft. diameter Clarifier:
Weir Diameter: 81 ft. Weir Circumference: 254 ft. Weir Loading = 5,190,000 gpd/ 254 ft Weir Loading: 20,433 gpd/ft < 30,000 gpd/ft. OK
Weir Loading complies with the table found in 72.43 of Ten States Standards for a plant capacity greater than 1 MGD.
UV Dose Calculation: System Information System Type: UV3000B Lamp Length: 64” Flow / UV System Characteristics Peak Flow: 3.4 MGD = 8,937.78 lpm No. of Lamps: 144 lamps UV Transmittance: 50 % Flow per Lamp Calculation Flow per Lamp = 3,400,000 gpd / 144 lamps
Peco Foods WWTP Pocahontas, AR Design Calculations C. N. Clark Assoc., Ltd
11
Flow per Lamp = 23,611.1 gpd/lamp Flow per Lamp = (23,611.1 gpd/lamp) • (3.785 L/US Gallon) Flow per Lamp = (89,368.1 Lpd/lamp) / (1,440 minutes/day) Flow per Lamp = 62.1 Lpm/lamp Bioassay Dose Equation Dose = 2823.5 • (62.1 lpm/lamp) ^ -0.9976 Dose = 30.3 mWs/cm² Dose = 30.3 mJ/cm² Dose = 30,326.0 μWs/cm2
Calculate Sludge Wasting Rate, Qw: Wasted MLSS = MLSS / Θc = 167,983 lb / 16.67 days = 10,077 ppd Qw = 10,077 ppd / 8.34 / 6,667 mg/l = 0.1812 MGD = 126 gpm
Calculate WAS Lagoon Size and Fill Time: 64’ x 250’ bottom w/ 3/1 slope sides & 16’ water height {[(172 • 358) + (64 • 250)] / 2 • 16 ft.} = 581,820 cu ft. = 4.0 MG Assume WAS will thicken by gravity to 4% solids 10,077 ppd / 8.34 / 0.04 = 30,200 gpd = 0.03 MGD WAS Lagoon Volume: 4.0 MGD WAS Lagoon Fill Time: 4.0 MG / 0.03 MGD = 133 days. Remove waste sludge from WAS Lagoon to a permitted site every 133 days.
Water Plant Sludge Lagoon Sizing: Calculated Quantity of Solids Produced: The Water Plant Sludge Lagoon’s size is based on a solid forming chemical dose of 20 mg/l of ferric chloride based on a treatability study and 1 mg/l of organic polymer. The raw water iron and manganese content are 6 mg/l and 2 mg/l, respectively. Taken from the Fourth Edition of Water Treatment Plant Design book by AWWA and ASCE on page 17.6, iron coagulant sludge formed is 2.9 mg/l for every 1 mg/l of iron coagulant added.
Peco Foods WWTP Pocahontas, AR Design Calculations C. N. Clark Assoc., Ltd
12

The average daily flow is 1.75 MGD with 5% wastage for a treated water average daily flow of 1.66 MGD. Solids per day = (20 mg/l • 2.9 • 8.34 •1.75) + ((5+2+1) • 8.34 •1.75)
= 963 lbs / day, use 1,000 lbs/day. Calculate Water Plant Sludge Lagoon Fill Time: Taken from the Fourth Edition of Water Treatment Plant Design book by AWWA and ASCE on page 17.11, coagulated solids in lagoons can concentrate to 6% to 10% over time. For design purposes, assume the coagulated solids will thicken by gravity to 6%. 963 lbs / day / (8.34 • 0.06) = 1,924 gallons per day = 257 cubic feet per day Lagoon Volume = {[(136 • 86) + (100 • 50)]/2 • 6 ft. sludge storage depth}
= 50,088 cubic feet each, 100,176 cubic feet for both lagoons Lagoon Fill Time (Estimated): 100,176 cubic feet/ 257 cubic feet / day = 390 days Remove coagulant solids from Lagoon to a permitted site as needed
Storm Water Lagoon Sizing: The storm water lagoon is a holding basin for captured run off from processing areas which will be metered into the process lagoon over time. The area designated for storm water collection is 70,000 sq. ft. (1.6 acres). Average annual rainfall is 48” 70,000 • 4 ft. = 280,000 cu. Ft. = 2.09 MG Lagoon is 85 x 235 ft. with 1/3 slopes, 9 ft. depth {[(154 • 304) + (85 • 235)] / 2 • 9 ft.} = 300,560 cu ft. = 2.13 MG.
Emergency Holding Lagoon: The purpose of the emergency holding lagoon is to allow production to continue at the processing facility while the activated sludge plant is idled for any reason. Per the owner’s request, an idle time of 8 WWTP working days is preferred. Therefore; 1.44 MGD for 8 days = 11.6 MG Lagoon is 250 x 235 ft. with 1/3 slopes
Peco Foods WWTP Pocahontas, AR Design Calculations C. N. Clark Assoc., Ltd
13

{[(354 • 354) + (250 • 250)] / 2 • 16.5 ft.} = 1,549,482 cu ft. = 11.6 MG
Processing Anaerobic Lagoon Sizing: The processing anaerobic lagoon treats a combination of processing plant, hatchery, water plant backwash, and storm water waste water. From previous experiences with chicken processing facility waste, a hold time of 7 WWTP working days is typically enough to reduce the BOD5 levels to 400 mg/l or less. The owner requested a max hold time of 8 days. 1.44 MGD (Plant) + 0.011 MGD (Hatchery) + 0.011 MGD (Water Plant)
+ 0.036 MGD (Storm) = 1.5 MGD 1.5 MGD • 8 days = 12 MG Lagoon is 155 x 440 with 1/3 slopes {[(263 • 548) + (155 • 440)] / 2 • 16 ft.} = 1,698,592 cu ft. = 12.0 MG
Minimum Volume: 10.0 MG @ 14’ Maximum Volume: 12.0 MG @ 16’ Avg. Volume: 11.0 MG = 1470 x 1,000 c.f. Avg. Detention Time: 11.0/1.5 = 7.3 days
Note: The processing plant will only run 5 days a week. The above mentioned 1.44 MGD is an equalized flow over a 7 day week.
Protein Anaerobic Lagoon Sizing: The protein anaerobic lagoon treats process water from the protein recovery plant only with a design weekly flow of 1.1 MG or 0.158 MGD equalized. A relatively high average detention time was selected given the limited performance data available for anaerobic lagoons dedicated to protein recovery plants. 440’ x 20’ bottom w/ 3/1 slope sides & 16’ water height {[(128 • 548) + (20 • 440)] / 2 • 16 ft.} = 631,552 cu ft. = 4.0 MG
Minimum Volume: 3.25 MG @ 14’ Maximum Volume: 4.00 MG @ 16’ Avg. Volume: 3.625 MG = 485 x 1000 c.f. Detention Time: 3.625/0.16= 22.7 Days
Note: The protein plant will only run 5 days a week. The above mentioned 0.158 MGD is an equalized flow over a 7 day week.
Peco Foods WWTP Pocahontas, AR Design Calculations C. N. Clark Assoc., Ltd
14

END OF PECO FOODS DESIGN CALCULATIONS
Peco Foods WWTP Pocahontas, AR Design Calculations C. N. Clark Assoc., Ltd
15