an introduction to failure modes effects and criticality ... · pdf file1 peuss 2011/2012 fmea...
TRANSCRIPT

1
PEUSS 2011/2012 FMEA Page 1
An Introduction to Failure ModesEffects and Criticality Analysis
FME(C)ADr Jane Marshall
Product Excellence using 6 SigmaModule
PEUSS 2011/2012 FMEA Page 2
Reliability tool and techniques
• Methods for fault avoidance
• Methods for architectural analysis andassessment

2
PEUSS 2011/2012 FMEA Page 3
Methods for fault avoidance
• Parts derating and selection– Limiting component stress levels to below specified
maxima
– Ratio of applied stress to rated maximum stress
– Applied stress taken as maximum likely to beapplied during worst case operating conditions
• Stress-strength analysis
PEUSS 2011/2012 FMEA Page 4
Methods for architecturalanalysis and assessment
• Bottom-up method
– Event tree analysis (ETA)
– FME(C)A
– Hazard and operability study (HAZOP)
• Top-down method
– Fault tree analysis (FTA)
– Reliability block diagram (RBD)
– Markov analysis

3
FME(C)A
• What is FME(C)A?
• Why FME(C)A?
• How to perform FME(C)A
• FME(C)A Exercise
PEUSS 2011/2012 FMEA Page 5
PEUSS 2011/2012 FMEA Page 6
Failure Modes and EffectsAnalysis (FMEA)
• A qualitative approach that is intended to:– Recognize and evaluate the potential failures of a product or
process and the effects of that failure
– Identify actions which could eliminate or reduce the chance ofthe potential failure occurring
– Document the entire process
• Failure Modes Effects and criticality Analysis (FMECA)– Extends FMEA to include criticality analysis
– Quantifies failure effects and severity

4
Definition
• Failure modes effects and criticality analysis (FMECA)is a step-by-step approach for identifying all possiblefailures in a design, a manufacturing or assemblyprocess, or a product or service.
• “Failure modes” means the ways, or modes, in whichsomething might fail.
• “Effects and criticality analysis” refers to studying theconsequences of those failures.
PEUSS 2011/2012 FMEA Page 7
Why is it Important?
• Provides a basis for identifying root failurecauses and developing effective correctiveactions
• Identifies reliability/safety critical components• Facilitates investigation of design alternatives at
all stages of the design• Provides a foundation for other maintainability,
safety, testability, and logistics analyses
PEUSS 2011/2012 FMEA Page 8

5
History/Standards
The FMEA was originally developed by NASA to improve and verifythe reliability of space program hardware.
• MIL-STD-785, Reliability Programs for System and EquipmentDevelopment and Production-Task 204, sets out the proceduresfor performing FMECA
• MIL-STD-1629 establishes requirements and procedures forperforming FMECA
• Automotive suppliers may use SAE J1739 FMEAs, or they mayuse the Automotive Industry Action Group (AIAG FMEA)
• QS-9000 standard
• IEC 60812 - Analysis techniques for system reliability – Procedurefor failure mode and effects analysis (FMEA)
PEUSS 2011/2012 FMEA Page 9
Benefits of FME(C)A
• FME(C)A is one of the most important and most widelyused tools of reliability analysis.
• The FME(C)A facilitates identification of potentialdesign reliability problems
• It can help removing causes for failures or developingsystems that can mitigate the effects of failures.
• Help engineers prioritize and focus on high-riskcomponents/failures
PEUSS 2011/2012 FMEA Page 10

6
Benefits of FME(C)A
• It provides detailed insight into the systemsinterrelationships and potentials for failure.
• Information and knowledge gained by performing theFME(C)A can also be used as a basis for troubleshooting activities, maintenance manual developmentand design of effective built-in test techniques.
PEUSS 2011/2012 FMEA Page 11
PEUSS 2011/2012 FMEA Page 12
• Systematically identifies cause and effect relationships
• Indicates critical failure modes
• Identifies outcomes from causes
• Framework for identifying mitigating actions
• Output may be large even for simple systems
• Prioritising may become difficult with competing failure modes
• May not easily deal with time sequences, environmentalconditions and maintenance aspects
Benefits and limitations

7
FME(C)A Applications - 1
• To identify failures which, alone or in combination, have
undesirable or significant effects; to determine the failure
modes which may seriously affect the expected or
required quality.
• To identify safety hazard and liability problem areas, ornon-compliance with regulations.
• To focus development testing on areas of greatest need.
PEUSS 2011/2012 13FMEA
FME(C)A Applications - 2
• To assist the design of Built-in-Test and failure
indications.
• To assist the preparation of diagnostic flow charts or
fault-finding tables.
• To assist maintenance planning.
• To identify key areas in which to concentrate quality
control, inspection and manufacturing controls.
PEUSS 2011/2012 14FMEA

8
FME(C)A Applications - 3
• To provide a systematic and rigorous study ofthe process and its environment.
– To support the need for standby or alternativeprocesses or improvements to current processes.
– To identify deficiencies in operator and supervisortraining and practices.
PEUSS 2011/2012 15FMEA
FMEA -- Types
ConceptFMEA
Component
DesignFMEA
System
Sub-System
ProcessFMEA
Assembly
Manufacturing
System
Component
Sub-System
System
Component
Sub-System
PEUSS 2011/2012 FMEA Page 16

9
Design FMEA -- Team
Design Engineer
Manufacturing /Process Engineer
CORETeam
Representativesfrom:
• Customer Service
• Suppliers
• Global TestOperations
• Corporate Quality
SupportTeam
PEUSS 2011/2012 FMEA Page 17
FMEA Process
PEUSS 2011/2012 FMEA Page 18

10
FMEA Procedure
• Identify all potential item failure modes and define theireffects on the immediate function or item, on the system,and on the mission to be performed
• Evaluate each failure mode in terms of the worst potentialconsequence, which may rank severity classification
• Identify failure detection methods and compensatingprovision for each failure mode
• Identify corrective design or other actions required toeliminate the failure or control the risk
• Document the analysis and identify the problems, whichcould not be corrected by design
PEUSS 2011/2012 FMEA Page 19
Setting The Level OfAnalysis
PEUSS 2011/2012 20FMEA

11
How is it Done?
What are the effectsof part failures onthe board?
What are the effectsof board failures onthe box?
What are the effectsof box failures onthe system?
Note: This is a bottom up example.Top down examples are possible.
PEUSS 2011/2012 FMEA Page 21
FMEA Cascade - GeneralSystem Sub-System Component Process
Effect
Failure
mode
Cause
Effect
Failuremode
Cause
Effect
Failuremode
Cause
Effect
Failuremode
Cause
PEUSS 2011/2012 FMEA Page 22

12
FMEA Cascade - Flipchart Stand
Flip Chart Stand(System)
Clamp(Sub-System)
ScrewAssembly(Assembly)
Screw(Component)
Effect
Failuremode
Cause
Effect
Failuremode
Cause
Effect
Failuremode
Cause
Effect
Failure
mode
Cause
EmbarrassPresenter
Paper fallsout
Insufficientclampingforce
Paper fallsout
Insufficientclampingforce
Screwfailure
Insufficientclampingforce
Screwfailure
Threadfailure
Screwfailure
Threadfailure
Processfailure
PEUSS 2011/2012 FMEA Page 23
PEUSS 2011/2012 FMEA Page 24
Bonnet Release Example
• What can go wrong with the bonnet release onyour car?

13
PEUSS 2011/2012 FMEA Page 25
BONNET RELEASE SYSTEM FMEA
FUNCTION FAILURE MODE CAUSE EFFECT
•To release Bonnet for openingwhen required
•Cannot release bonnet 1.Cannot operate lever •Customer annoyance•Cancelled journey•Curtailed journey
1.R.H. or L.H. does not releaserespective plunger
1.Secondary catch does notoperate
•Difficult to release bonnet •Difficult to operate lever 1.Customer annoyance
1.Secondary catch difficult tooperate
•To prevent Bonnet releasing oropening when not required to open
1.Bonnet opens when not requiredto open
1.Bonnet liner detaches frombonnet
•Safety (accident – loss of vision)
1.Primary & secondary catchfailure
1.Bonnet releases to safety catchwhen not required
1.Primary catch failure •Hazard (reduced safety)•Vibration or flexing
1.Inadvertent operation of lever
•To retain Bonnet in requiredclosed position (shut lines,aesthetics) without vibration orflexing
1.Bonnet vibrates 1.L.H. or R.H. plunger not fullyengaged in receptacle
•High customer annoyance
1.L.H. or R.H. plunger detachesfrom liner
1.L.H. or R.H. plunger can move inreceptacle
1.Bonnet flexes •As 3.1 1.Customer dis-satisfaction
1.Looks awful 1.Incorrect location of L.H. andR.H. plunger
1.High customer annoyance
PEUSS 2011/2012 FMEA Page 26
FUNCTION FAILURE MODE CAUSE EFFECT
1.To prevent Bonnet beingopened by external means
1.Bonnet can be openedexternally
1.External access to primaryrelease mechanism
•High customer annoyance•Theft
1.To enable Bonnet to close andlock in required position usingminimal force
•Cannot close bonnet 1.Plunger cannot enterreceptacle
1.Cancelled journey
1.Secondary catch cannot entersecondary receptacle
•Cannot close bonnet in requiredposition
1.R.H. and/or L.H. plungersincorrectly adjusted
1.Customer annoyance
•Cannot lock bonnet 1.R.H. and/or L.H. plungersincorrectly adjusted (length)
•Cancelled journey
1.R.H. and/or L.H. receptaclefailure
•Difficult to close bonnet •R.H. and/or L.H. plungersincorrectly adjusted
1.High customer annoyance
•Incorrect plunger spring fitted
•Receptacle stiff to operate
•Difficult to lock bonnet 1.R.H. and/or L.H. plungersincorrectly adjusted
•Customer dis-satisfaction
1.Receptacle fails open(intermittent)
BONNET RELEASE SYSTEM FMEA

14
FMECA Techniques
• The FMEA can be implemented using a hardware or functionalapproach, and often due to system complexity, be performed asa combination of the two methods.
• Hardware Approach :– Firstly this method lists individual hardware items analyzes their possible
failure modes.
– This method is used when hardware items can be uniquely identified fromthe design schematics and other engineering data.
– The hardware approach is normally used in a bottom-up manner.
PEUSS 2011/2012 FMEA Page 27
FMECA Techniques
• Functional Approach :– This approach considers the function of each item. Each
function can be classified and described in terms of havingany number of associated output failure modes.
– The functional method is used when hardware items cannotuniquely identified.
– Basically, this method should be applied to when the designprocess has developed a functional block diagram of thesystem, but not yet identifiedspecific hardware to be used.
PEUSS 2011/2012 FMEA Page 28

15
Functional Block Diagram
• A functional block diagram is used to show how the differentparts of the system interact with one another to verify the criticalpath.
• It is recommended to break the system down to different levels.• Review schematics and/or other engineering drawings of the
system to show how different parts interface with one another bytheir critical support systems to understand the normal functionalflow requirements.
• A list of all functions of the equipment is prepared beforeexamining the potential failure modes of each of those functions.
• Operating conditions (such as; temperature, loads, andpressure), and environmental conditions may be included in thecomponents list.
PEUSS 2011/2012 FMEA Page 29
Typical FME(C)A Worksheet
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
TragetComplete
Date
RecommendedActions
RPN
Detec
CurrentDesignControls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
PotentialFailureMode
Item
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
TargetComplete
Date
RecommendedActions
RPN
Detec
Current
Controls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
PotentialFailureMode
Function
PEUSS 2011/2012 FMEA Page 30

16
Failure Definitions
• Failure Mode & Cause – Potential failure modes, for eachfunction, are determined by examination of the functionaloutputs contained on the system functional block diagram. Abottoms-up approach is used where by analysis begins at thecomponent level, followed by analysis of subsequent or highersystem levels
• Failure Effects – The consequences of each postulated failuremode is identified, evaluated, and recorded on the FMEAworksheets.
PEUSS 2011/2012 FMEA Page 31
General
• Assumptions should be included in the header.
• Product/part names and numbers must be detailed in the header
• All team members must be listed in the header
• Revision date, as appropriate, must be documented in the header
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
TargetComplete
Date
RecommendedActions
RPN
Detec
CurrentDesignControls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
PotentialFailureMode
Item
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
CompleteDate
RecommendedActions
RPN
Detec
Current
Controls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
Function
PEUSS 2011/2012 FMEA Page 32

17
Function
• Function should be written clearly and must be precise so there is no change ofmisinterpretation.
• Each function must have an associated measurable metric.
• EXAMPLES– HVAC system must defog windows and heat or cool cabin to 70 degrees in all operatingconditions (-40 degrees to 100 degrees)
• within 3 to 5 minutes
• As specified in functional spec #_______; rev. date_________
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
TargetComplete
Date
RecommendedActions
RPN
Detec
CurrentDesignControls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
PotentialFailureMode
Item
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
CompleteDate
RecommendedActions
RPN
Detec
Current
Controls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
Function
PEUSS 2011/2012 FMEA Page 33
Failure Mode
• Failure modes be written clearly and must be precise so there is no change ofmisinterpretation.
• There are 5 types of failure modes:– complete failure,
– partial failure,
– intermittent failure,
– function out of specification
– unintended function
• EXAMPLES– HVAC system does not heat vehicle or defog windows
– HVAC system takes more than 5 minutes to heat vehicle
– HVAC system does heat cabin to 70 degrees in below zero temperatures
– HVAC system cools cabin to 50 degrees
– HVAC system activates rear window defogger
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
TargetComplete
Date
RecommendedActions
RPN
Detec
CurrentDesignControls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
PotentialFailureMode
Item
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
CompleteDate
RecommendedActions
RPN
Detec
Current
Controls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
Function
PEUSS 2011/2012 FMEA Page 34

18
Effect(s) of Failure
• Effects must be listed in a manner customer would describe them
• Effects must include (as appropriate) safety / regulatory body, end user,internal customers – manufacturing, assembly, service
• EXAMPLES– Cannot see out of front window
– Air conditioner makes cab too cold
– Does not get warm enough
– Takes too long to heat up
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
TargetComplete
Date
RecommendedActions
RPN
Detec
CurrentDesignControls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
PotentialFailureMode
Item
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
CompleteDate
RecommendedActions
RPN
Detec
Current
Controls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
Function
PEUSS 2011/2012 FMEA Page 35
Severity Classification
• A qualitative measure of the worst potentialconsequences resulting from the item/functionfailure.
• It is rated relatively scaled from 1-10.
PEUSS 2011/2012 FMEA Page 36

19
Mil-Std-1629 Severity Levels
• Category I - Catastrophic: A failure which may cause death or weaponsystem loss (i.e., aircraft, tank, missile, ship, etc...)
• Category II - Critical: A failure which may cause severe injury, major propertydamage, or major system damage which will result in mission loss.
• Category III - Marginal: A failure which may cause minor injury, minorproperty damage, or minor system damage which will result in delay or loss ofavailability or mission degradation.
• Category IV - Minor: A failure not serious enough to cause injury, propertydamage or system damage, but which will result in unscheduled maintenanceor repair.
PEUSS 2011/2012 FMEA Page 37
Severity
• Severity values should correspond with AIAG, SAE, etc.
• If severity is based upon internally defined criteria or is based uponstandard with specification modifications, a reference to rating tables withexplanation for use must be included in FMEA
• EXAMPLES– Cannot see out of front window – severity 9
– Air conditioner makes cab too cold – severity 5
– Does not get warm enough – severity 5
– Takes too long to heat up – severity 4
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
TargetComplete
Date
RecommendedActions
RPN
Detec
CurrentDesignControls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
PotentialFailureMode
Item
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
CompleteDate
RecommendedActions
RPN
Detec
Current
Controls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
Function
PEUSS 2011/2012 FMEA Page 38
20
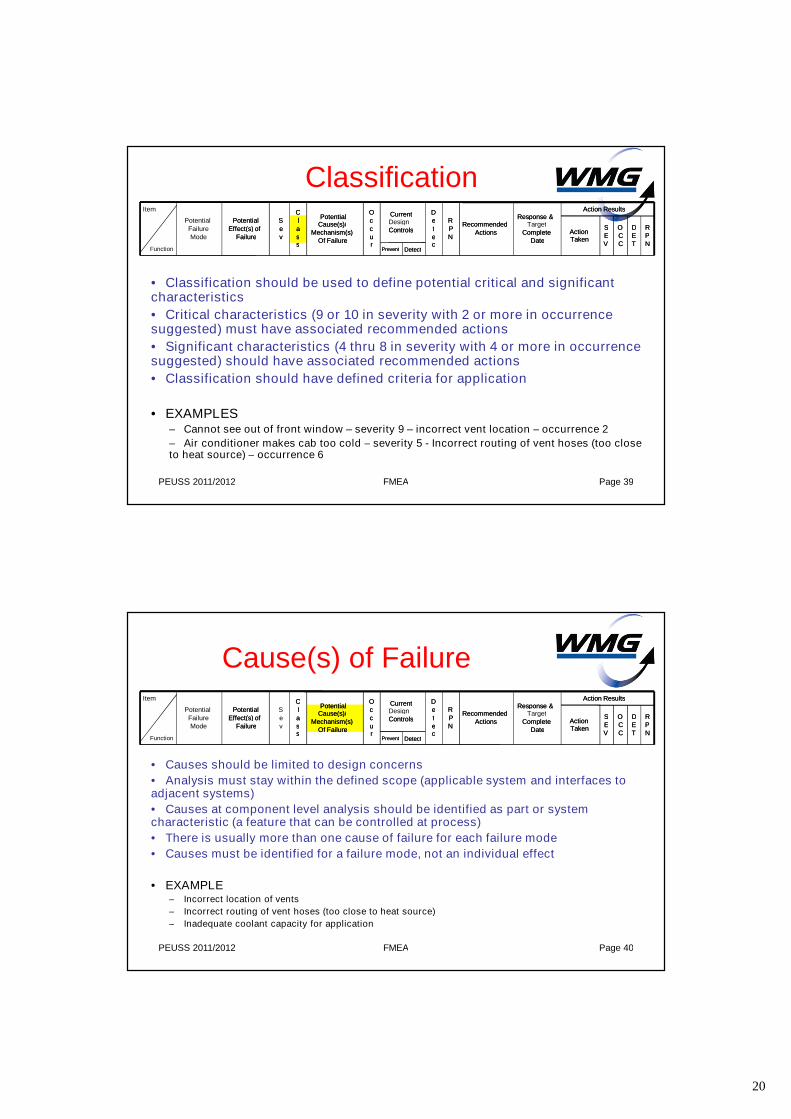
Classification
• Classification should be used to define potential critical and significantcharacteristics
• Critical characteristics (9 or 10 in severity with 2 or more in occurrencesuggested) must have associated recommended actions
• Significant characteristics (4 thru 8 in severity with 4 or more in occurrencesuggested) should have associated recommended actions
• Classification should have defined criteria for application
• EXAMPLES– Cannot see out of front window – severity 9 – incorrect vent location – occurrence 2
– Air conditioner makes cab too cold – severity 5 - Incorrect routing of vent hoses (too closeto heat source) – occurrence 6
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
TargetComplete
Date
RecommendedActions
RPN
Detec
CurrentDesignControls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
PotentialFailureMode
Item
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
CompleteDate
RecommendedActions
RPN
Detec
Current
Controls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
Function
PEUSS 2011/2012 FMEA Page 39
Cause(s) of Failure
• Causes should be limited to design concerns
• Analysis must stay within the defined scope (applicable system and interfaces toadjacent systems)
• Causes at component level analysis should be identified as part or systemcharacteristic (a feature that can be controlled at process)
• There is usually more than one cause of failure for each failure mode
• Causes must be identified for a failure mode, not an individual effect
• EXAMPLE– Incorrect location of vents
– Incorrect routing of vent hoses (too close to heat source)
– Inadequate coolant capacity for application
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
TargetComplete
Date
RecommendedActions
RPN
Detec
CurrentDesignControls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
PotentialFailureMode
Item
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
CompleteDate
RecommendedActions
RPN
Detec
Current
Controls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
PotentialEffect(s) of
Failure
Function
PEUSS 2011/2012 FMEA Page 40

21
Occurrence Classification
Description
10 >= 50% (1 in two)
9 >= 25% (1 in four)
8 >= 10% (1 in ten)
7 >= 5% (1 in 20)
6 >= 2% (1 in 50)
5 >= 1% (1 in 100)
4 >= 0.1% (1 in 1,000)
3 >= 0.01% (1 in 10,000)
2 >= 0.001% (1 in 100,000)
1 Almost Never
PEUSS 2011/2012 FMEA Page 41
Occurrence
• Occurrence values should correspond with AIAG, SAE
• If occurrence values are based upon internally defined criteria, a reference must beincluded in FMEA to rating table with explanation for use
• Occurrence ratings for design FMEA are based upon the likelihood that a cause mayoccur, based upon past failures, performance of similar systems in similarapplications, or percent new content
• Occurrence values of 1 must have objective data to provide justification, data orsource of data must be identified in Recommended Actions column
• EXAMPLES– Incorrect location of vents – occurrence 3
– Incorrect routing of vent hoses (too close to heat source) – occurrence 6
– Inadequate coolant capacity for application – occurrence 2
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
TargetComplete
Date
RecommendedActions
RPN
Detec
CurrentDesignControls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
PotentialFailureMode
Item
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
CompleteDate
RecommendedActions
RPN
Detec
CurrentOccur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
Function
PEUSS 2011/2012 FMEA Page 42
22
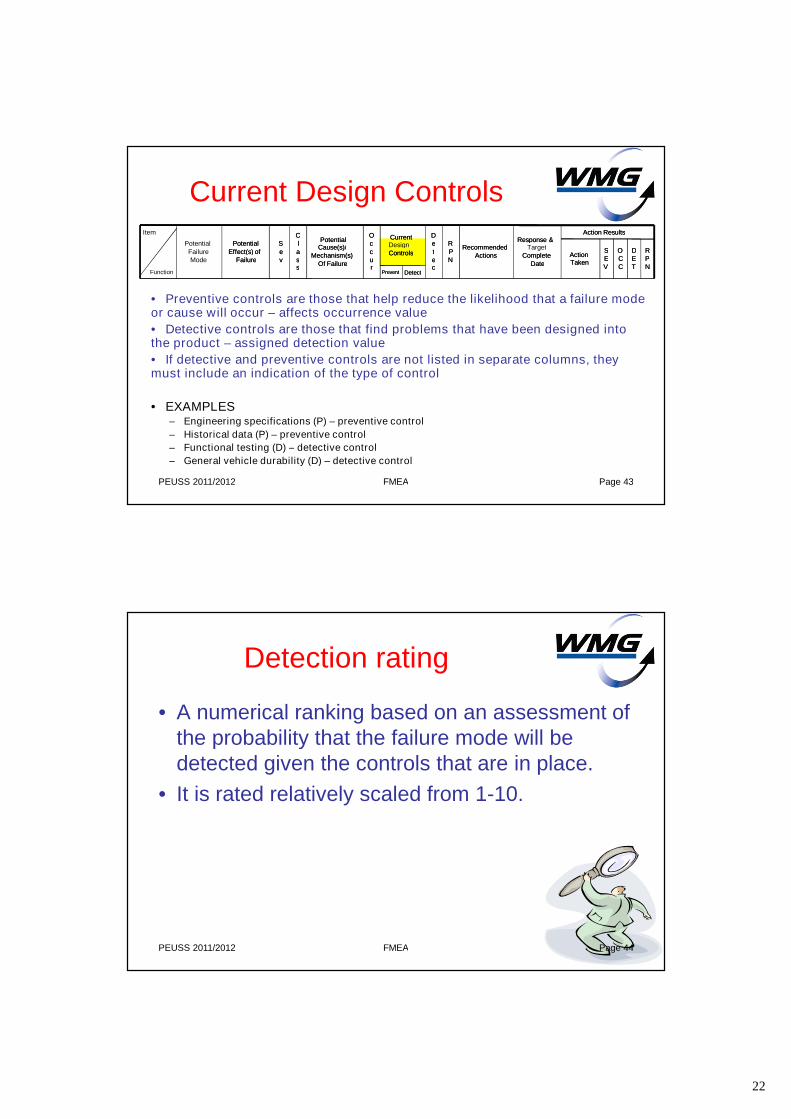
Current Design Controls
• Preventive controls are those that help reduce the likelihood that a failure modeor cause will occur – affects occurrence value
• Detective controls are those that find problems that have been designed intothe product – assigned detection value
• If detective and preventive controls are not listed in separate columns, theymust include an indication of the type of control
• EXAMPLES– Engineering specifications (P) – preventive control
– Historical data (P) – preventive control
– Functional testing (D) – detective control
– General vehicle durability (D) – detective control
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
TargetComplete
Date
RecommendedActions
RPN
Detec
CurrentDesignControls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
PotentialFailureMode
Item
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
CompleteDate
RecommendedActions
RPN
Detec
Current
Controls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
Function
PEUSS 2011/2012 FMEA Page 43
Detection rating
• A numerical ranking based on an assessment ofthe probability that the failure mode will bedetected given the controls that are in place.
• It is rated relatively scaled from 1-10.
PEUSS 2011/2012 FMEA Page 44

23
Detection
• Detection values should correspond with AIAG, SAE
• If detection values are based upon internally defined criteria, a reference must beincluded to rating table with explanation for use
• Detection is the value assigned to each of the detective controls
• Detection values of 1 must eliminate the potential for failures due to designdeficiency
• EXAMPLE:– Engineering specifications – no detection value
– Historical data – no detection value
– Functional testing – detection 3
– General vehicle durability – detection 5
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
TargetComplete
Date
RecommendedActions
RPN
Detec
CurrentDesignControls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
PotentialFailureMode
Item
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
CompleteDate
RecommendedActions
RPN
Detec
Current
Controls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
Function
PEUSS 2011/2012 FMEA Page 45
Rate the Risks Relatively
• A systematic methodology is used to rate the risks relative toeach other. The RPN is the critical indicator for each failuremode. The RPN is a function of three factors: The Severity ofthe effect, the frequency of Occurrence of the cause of thefailure, and the ability to Detect (or prevent) the failure or effect.
• RPN = Severity rating X Occurrence rating X Detection rating– The RPN can range from a low of 1 to a high
of 1,000
– Higher RPN higher priority to be improved.
PEUSS 2011/2012 FMEA Page 46

24
RPN (Risk Priority Number)
• Risk Priority Number is a multiplication of the severity,occurrence and detection ratings
• Lowest detection rating is used to determine RPN
• RPN threshold should not be used as the primary trigger fordefinition of recommended actions
• EXAMPLE– Cannot see out of front window – severity 9,
– incorrect vent location – occurrence 2,
– Functional testing – detection 3,
– RPN - 54
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
TargetComplete
Date
RecommendedActions
RPN
Detec
CurrentDesignControls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
PotentialFailureMode
Item
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
CompleteDate
RecommendedActions
RPN
Detec
Current
Controls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
Function
PEUSS 2011/2012 FMEA Page 47
Recommended Actions
• All critical or significant characteristics must have recommended actionsassociated with them
• Recommended actions should be focused on design, and directed towardmitigating the cause of failure, or eliminating the failure mode
• If recommended actions cannot mitigate or eliminate the potential forfailure, recommended actions must force characteristics to be forwarded toprocess FMEA for process mitigation
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
TargetComplete
Date
RecommendedActions
RPN
Detec
CurrentDesignControls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
PotentialFailureMode
Item
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
CompleteDate
RecommendedActions
RPN
Detec
Current
Controls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
Function
PEUSS 2011/2012 FMEA Page 48

25
Responsibility & Target Completion Date
• All recommended actions must have a person assignedresponsibility for completion of the action
• Responsibility should be a name, not a title
• Person listed as responsible for an action must also be listed as ateam member
• There must be a completion date accompanying eachrecommended action
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
TargetComplete
Date
RecommendedActions
RPN
Detec
CurrentDesignControls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
PotentialFailureMode
Item
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
CompleteDate
RecommendedActions
RPN
Detec
Current
Controls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
Function
PEUSS 2011/2012 FMEA Page 49
Action Results
• Action taken must detail what actions occurred, and the results of thoseactions
• Actions must be completed by the target completion date
• Unless the failure mode has been eliminated, severity should not change
• Occurrence may or may not be lowered based upon the results of actions
• Detection may or may not be lowered based upon the results of actions
• If severity, occurrence or detection ratings are not improved, additionalrecommended actions must to be defined
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
TargetComplete
Date
RecommendedActions
RPN
Detec
CurrentDesignControls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
PotentialFailureMode
Item
DetectPrevent
RPN
DET
OCC
SEV
ActionTaken
Action ResultsResponse &
CompleteDate
RecommendedActions
RPN
Detec
Current
Controls
Occur
PotentialCause(s)/
Mechanism(s)Of Failure
Class
Sev
PotentialEffect(s) of
Failure
Function
PEUSS 2011/2012 FMEA Page 50
26
Criticality – Mil-Std-1629Approach
• Occurrence is a measure of the frequency of anevent.
– May be based on qualitative judgment or
– May be based on failure rate data (most common)
PEUSS 2011/2012 FMEA Page 51
Criticality Analysis
• Qualitative analysis:
– Used when specific part or item failure rates are notavailable.
• Quantitative analysis:
– Used when sufficient failure rate data is available tocalculate criticality numbers.
PEUSS 2011/2012 FMEA Page 52

27
Quantitative CriticalityAnalysis• Define the reliability/unreliability for each item, at a given operating
time.
• Identify the portion of the items unreliability that can be attributed toeach potential failure mode.
• Rate the probability of loss (or severity) that will result from eachfailure mode that may occur.– Calculate the criticality for each potential failure mode by obtaining the product of
the three factors:
– Mode Criticality = Item Unreliability x Mode Ratio of Unreliability xProbability of Loss
• Calculate the criticality for each item by obtaining the sum of the criticalities for eachfailure mode that has been identified for the item.
• Item Criticality = SUM of Mode Criticalities
PEUSS 2011/2012 FMEA Page 53
• Calculate the expected numberof occurrences over a specific time interval.
• Many different methods are used
– Use handbook reliability data
– Use past experience
– Uses various Bayesian combinations of pastexperience data and expertjudgement
– Uses other analysis methods (RBD, FTA etc.)
Quantitative Analysis
PEUSS 2011/2012 FMEA Page 54

28
Qualitative criticality analysis
• To use the method to evaluate risk and prioritizecorrective actions, the analysis team must:
– Rate the severity of the potential effects of failure.
– Rate the likelihood of occurrence for each potentialfailure mode.
– Compare failure modes via a Criticality Matrix, whichidentifies severity on the horizontal axis andoccurrence on the vertical axis.
PEUSS 2011/2012 FMEA Page 55
Qualitative Analysis
• Because failure rate data is not available, failure mode ratios and failuremode probability are not used.
• The probability of occurrence of each failure is grouped into discrete levelsthat establish the qualitative failure probability level for each entry based onthe judgment of the analyst.
• The failure mode probability levels of occurrence are:
– Level A - Frequent
– Level B - Probable
– Level C - Occasional
– Level D - Remote
– Level E - Extremely Unlikely
PEUSS 2011/2012 FMEA Page 56

29
• System description/specification
• Ground rules
• Block Diagram
• Identify failure modes
• Failure effect analysis
• Worksheet (RPN ranking)
• Recommendations (Corrective action)
• Reporting
FME(C)A Checklist
PEUSS 2011/2012 FMEA Page 57
The results of the FME(C)A
• Highlight single point failures requiring correctiveaction
• Rank each failure mode.
• Identify reliability, safety critical components
• FMECA is a living document
PEUSS 2011/2012 FMEA Page 58

30
Integrated FMECA
• FMECAs are often used by other functions such asMaintainability, Safety, Testability, and Logistics.
– Coordinate effort with other functions up front
– Integrate as many other tasks into the FMECA as possibleand as make sense (Testability, Safety, Maintainability, etc.)
• Integrating in this way can save considerable cost over doing theefforts separately and will usually produce a better product.
• If possible, use the same analyst to accomplish these tasks for thesame piece of hardware. This can be a huge cost saver.
PEUSS 2011/2012 FMEA Page 59
FMECA Facts and Tips• FMECAs should begin as early as possible
– This allows the analyst to affect the design before it is set instone.
– If you start early (as you should) expect to have to redo portionsas the design is modified.
• FMECAs take a lot of time to complete.
• FMECAs require considerable knowledge of system operationnecessitating extensive discussions with software/hardware DesignEngineering and System Engineering.
• Spend time developing ground rules with your customer up front.
PEUSS 2011/2012 FMEA Page 60
31
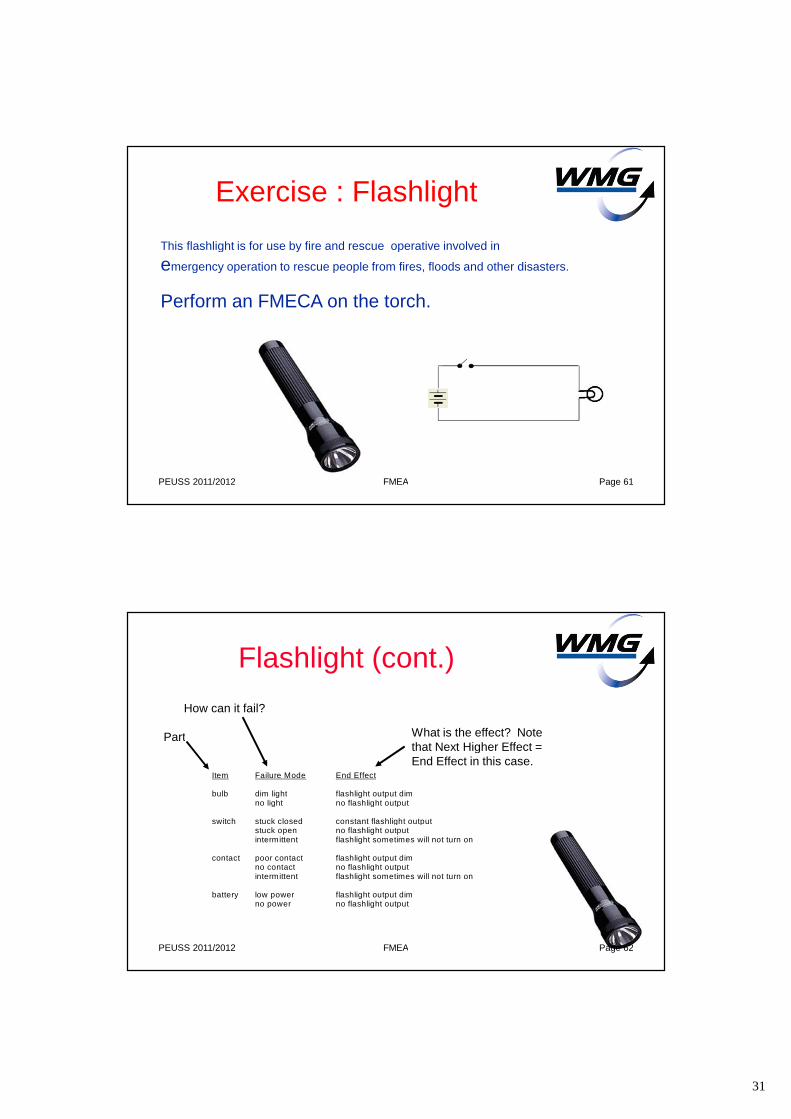
Exercise : Flashlight
This flashlight is for use by fire and rescue operative involved in
emergency operation to rescue people from fires, floods and other disasters.
Perform an FMECA on the torch.
PEUSS 2011/2012 FMEA Page 61
Flashlight (cont.)
Item Failure Mode End Effect
bulb dim light flashlight output dimno light no flashlight output
switch stuck closed constant flashlight outputstuck open no flashlight outputintermittent flashlight sometimes will not turn on
contact poor contact flashlight output dimno contact no flashlight outputintermittent flashlight sometimes will not turn on
battery low power flashlight output dimno power no flashlight output
How can it fail?
What is the effect? Notethat Next Higher Effect =End Effect in this case.
Part
PEUSS 2011/2012 FMEA Page 62

32
Simple Example: Flashlight(cont.)
• Severity
– Severity I Light stuck in the “on” condition
– Severity II Light will not turn on
– Severity III Degraded operation
– Severity IV No effect
PEUSS 2011/2012 FMEA Page 63
Simple Example: Flashlight(cont.)
Item Failure Mode End Effect Severity
bulb dim light flashlight output dim IIIno light no flashlight output II
switch stuck closed constant flashlight output Istuck open no flashlight output IIintermittent flashlight sometimes will not turn on III
contact poor contact flashlight output dim IIIno contact no flashlight output IIintermittent flashlight sometimes will not turn on III
battery low power flashlight output dim IIIno power no flashlight output II
PEUSS 2011/2012 FMEA Page 64

33
Simple Example: Flashlight(cont.)
PEUSS 2011/2012 FMEA Page 65
Simple Example: Flashlight(cont.)
Can circled items be designed out or mitigated?(There may be others that need to addressed also.)
PEUSS 2011/2012 FMEA Page 66
34
Summary
• Defined FMEA
• Difference between FMEA and FMECA
• Standard approach and pro-forma
• Applications
PEUSS 2011/2012 FMEA Page 67