ann modelling and optimization of r with corresponding … · wire electrical discharge machining...
TRANSCRIPT
International Journal of Mechanical & Mechatronics Engineering IJMME-IJENS Vol:14 No:03 114
1410501-1403-6767-IJMME-IJENS © June 2014 IJENS I J E N S
ANN Modelling and Optimization of Ra with
corresponding MRR on HSS T42 Steel using
WEDM Process
A. U.K.Vates,
B. N.K. Singh,
C. R.V. Singh
A. Research Scholar Deptt of Mech Engg, ISM Dhanbad India; [email protected]
B. Associate Professor (Workshop)), Deptt of Mech Engg ISM Dhanbad India; [email protected]
C. Professor & Head, Deptt of Mech Engg, MRIU Faridabad India, [email protected]
Abstract-- Present work aims to investigate experimental
process and optimize Ra (surface roughness) of HSS T42 using
Wire Electrical Discharge Machining (WEDM) process.
Fractional factorial design of experiment to conducted
experiments and Tan-sigmoid and pureline transfer functional
based four layered Back Propagation Artificial Neural Network
(BPANN) approach have been applied to develop suitable model
which affect Ra at the optimum MRR (Material Removal Rate)
by WEDM process parameters i.e., gap voltage (Vg), flush rate
(Fr), Pulse on time (Ton), pulse off time (Toff), wire feed (Wf) and
wire tension (Wt). The effect of parameters has been statistically
analyzed by training data of the best model using Analysis of
Variance (ANOVA). The adequacy of the model S1 has been
found satisfactory as correlation coefficient (R2) of the training
data and adjusted R2adj statistic are found to be 0.972 and 0.971
respectively. The optimization of Ra of HSS T42 has also been
done using root mean square error (RMSE) approach.
Index Term-- WEDC, Ra, HSS T42, BPANN, ANOVA, RMSE1.
1. INTRODUCTION
Wire Electrical Discharge Machining is metal removal process
by means of repeated spark created between the wire electrode
and work piece. It is considered as unique adaptation of
conventional EDM which uses an electrode to create sparks
within kerfs. WEDM process utilizes a regular travelling wire
anode made up of very thin copper, tungsten and brass
materials of diameter ranging 0.05- 0.35 which is used to find
very good edge sharpness (Ho K.H et al., 2004). The thermal
erosion mechanism during WEDM, primarily, makes use of
electrical energy and then turns into thermal energy through a
series of discrete electrical discharges occurring between thin
wire electrode and conductive material work piece immersed
in a dielectric medium (Tsai, H.C et al., 2003). The thermal
energy generates a channel of plasma between wire electrode
and conductive and hard work material (Shobert E.I. (1983).
However, conclusion from the literature has been drawn as
very high temperature ranging 8000°C - 12000°C is created
within the kerfs gap during machining so that material
removal may takes place by not only melting but directly
vaporization.(Boothroyd, G. Winston, A.K. 1989). Resistance
and Capacitance (R-C) circuit of WEDM converts electrical
energy to generate the pulsating or intermittent discharge in
the form of sparks with maintaining the desire gap between
the electrodes (Bawa, H.S. (2004). The electrically charged
wire has the provision to perform the movement in X-Y
direction to remove the work piece after each run of
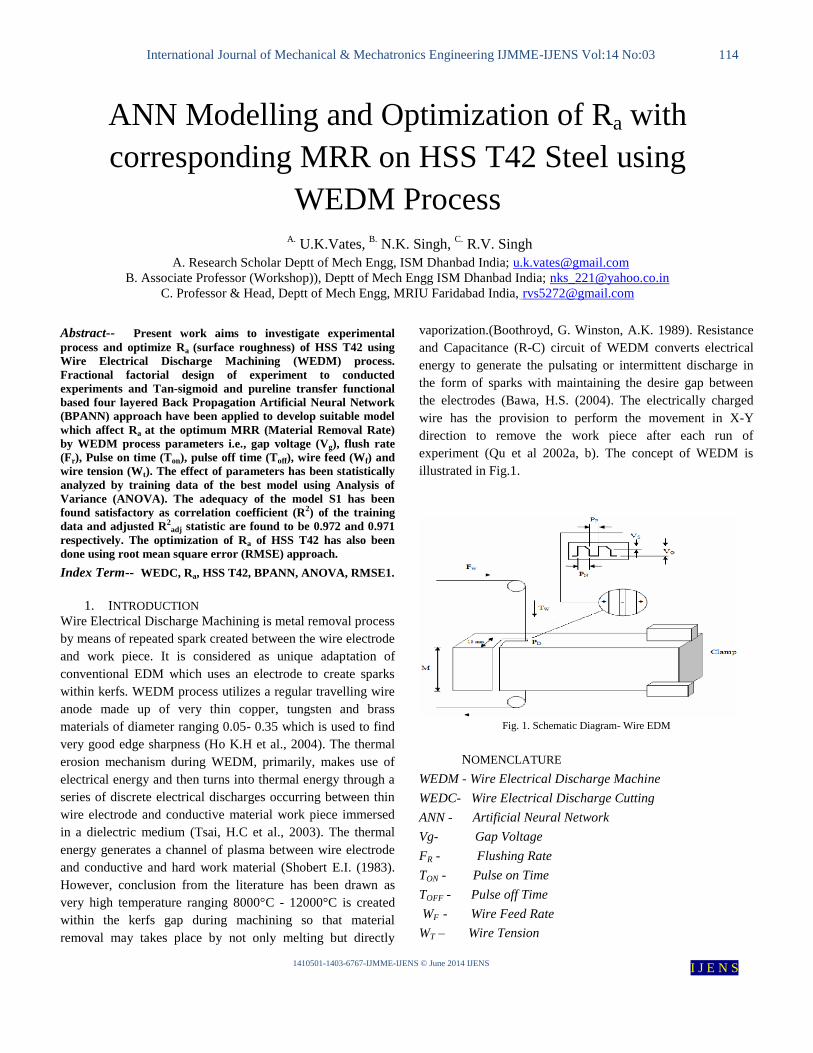
experiment (Qu et al 2002a, b). The concept of WEDM is
illustrated in Fig.1.
Fig. 1. Schematic Diagram- Wire EDM
NOMENCLATURE
WEDM - Wire Electrical Discharge Machine
WEDC- Wire Electrical Discharge Cutting
ANN - Artificial Neural Network
Vg- Gap Voltage
FR - Flushing Rate
TON - Pulse on Time
TOFF - Pulse off Time
WF - Wire Feed Rate
WT – Wire Tension
International Journal of Mechanical & Mechatronics Engineering IJMME-IJENS Vol:14 No:03 115
1410501-1403-6767-IJMME-IJENS © June 2014 IJENS I J E N S
ED – Electrode Diameter
SB - Stable
TM – Machining Time
T - Thickness
Ra – Surface Roughness
MRR- Material Removal Rate
MSE - Mean Square Error
RMSE – Root Mean Square Error
A simple thermal based model to increase MRR and Ra on
higher values of Ip, V or Ton (Salonitis et al. 2009). Surface
features using composite material under EDM current, voltage
and Ton reported as important surface roughness influencing
parameters (Gatto A. et al., 1997). WEDM is used for high
precision machining to all types of electrically conductive
metallic alloys, tool & die, graphite and a few ceramic as well
as composite materials of any hardness which cannot be
machined easily by conventional machining methods and Vg,
Ton, and Toff are influencing parameters of surface roughness
and MRR on tool steels (Puertas I. et al,. 2003.). WEDM
machining performance such as Ra, electrode wear rate and
MRR with copper electrode on AISI: H3 tool steel work piece
and the input parameters taken as Ip, Ton, and Toff the
optimum condition for Ra was obtained at low Ip, low Ton, and
high Toff and concluded that the Ip was the major factor
effecting both the responses MRR and Ra (Jaharah et al.,
2008). A lot of modelling techniques like ANN have already
been reported for the prediction surface roughness and MRR
of different conducting work materials under WEDM (Panda
DK et al., 2005). (Pradhan M.K. et al 2010) also worked on
same four parameters voltage, current, Ton and duty cycle for
the prediction of MRR. Hybrid models of ANN and GA have
been developed to predict the surface roughness of tool and
die steel materials where machining time, current and voltage
are inputs (Rao G. Krishna Mohana et al. 2009) RSM and
ANN based prediction models have been developed which are
important in evaluating the productivity and have considerable
influence on the properties of the material such as wear
resistant and fatigue strength (Erzurumlu O. H. et al 2007).
Fractional Factorial Design of Experiment (26-2
) to conduct
minimum Nos. of experiments (D.C. Montgomery et al.,
1991) is adopted in present investigation. 80 runs of
experimental data of five different sets have been conducted
and it is facilitated at three levels. WEDM process has been
selected depending on the HSS T42 material characteristics
and the type of responses (Ra & MRR) required to be
evaluated. Two fold cross over hypothetical technique
(TFCOHT) has been used to generate two distinguish models
„S1‟ and „S2‟ as shown in Fig 5. where 55 runs has been used
for training under the BPANN and rest 25 runs are divided
into 15 and 10 runs randomly, for validation and testing the
network respectively. Four layered BPANN architecture has
been used for modelling where independent process variables
are Vg, Fr Ton, Toff, Wf and Wt. Best model set „S1‟ (training
data) result has been tested using Analysis of Variance
(ANOVA) to determine significant factors and establish the
relation between factors and responses using BPANN.
The optimum process parameters are much essential to
achieve better surface finish with adequate material removal
rate (MRR). A lot of research techniques have been reported
for optimization of response, but present work uses sum of
root mean square error (SRMSE) approach and achieve
improvement approx more than 25% in surface smoothness
under WEDM process.
2. EXPERIMENTAL SETUP Chrome coated cylindrical pure copper wire [Resistivity
ρ = 1.68x10-8
(ohm-m), Electrical Conductivity (σ) = 5.96x107
(ohm-m)-1
, Temperature coefficient (K-1
) = 0.003862]
electrode having 0.25 mm in diameter and high tensile
strength has been selected. Copper wire electrode is suitable
(as far as conductivity is concerned) for performing cutting
operation on 18 mm diameter of HSS T42 steel rod to cut 5
mm thickness of disk using CNC operated Wire Electrical
Discharge Machine, model ELECTRONICA-MAXICUT,
SLNO.-250(F: 09:0002:01) having the facilities to hold the
work piece within the place provided with the help of
conductive fixture so that they can complete the circuit
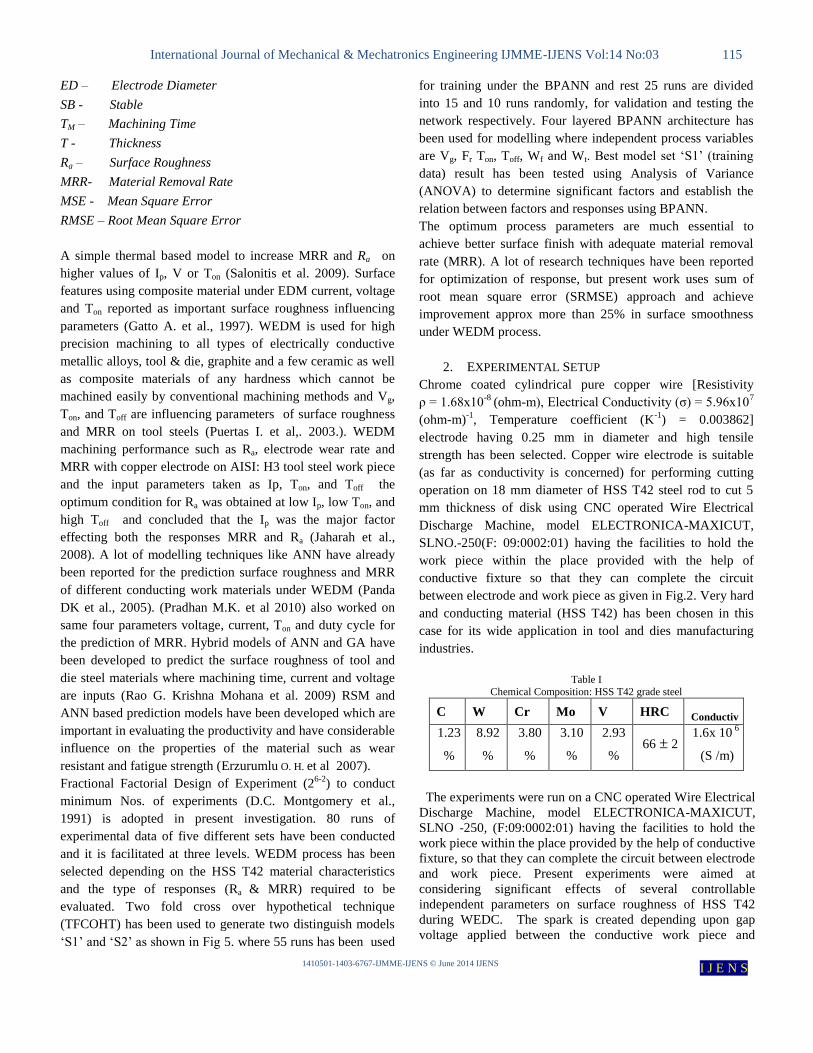
between electrode and work piece as given in Fig.2. Very hard
and conducting material (HSS T42) has been chosen in this
case for its wide application in tool and dies manufacturing
industries.
Table I
Chemical Composition: HSS T42 grade steel
C W Cr Mo V HRC
Conductiv
ity
1.23
%
8.92
%
3.80
%
3.10
%
2.93
% 66 ± 2
1.6x 10 6
(S /m)
The experiments were run on a CNC operated Wire Electrical
Discharge Machine, model ELECTRONICA-MAXICUT,
SLNO -250, (F:09:0002:01) having the facilities to hold the
work piece within the place provided by the help of conductive
fixture, so that they can complete the circuit between electrode
and work piece. Present experiments were aimed at
considering significant effects of several controllable
independent parameters on surface roughness of HSS T42
during WEDC. The spark is created depending upon gap
voltage applied between the conductive work piece and
International Journal of Mechanical & Mechatronics Engineering IJMME-IJENS Vol:14 No:03 116
1410501-1403-6767-IJMME-IJENS © June 2014 IJENS I J E N S
electrode. The machining performance is influenced by major
independent process parameters which have been selected for
experiment as characteristics of screening test. Commercials
grade of deionised water [(Density= 832 kg/m3), (Electrical
conductivity= 5.5 x 10-6
S/m)] has been used as dielectric
fluid. 18 mm cylindrical rod of HSS T42 steel has been
used as the work piece with negative polarity and the power
supply has the provision to connect the 0.25 mm chromium
coated pure copper tool electrode with positive polarity so that
the material removal may takes place by influence of heat
generated within kerfs due to applied voltage within it.
Fig. 2. HSS T42 machining using WEDM process
The surface roughness Ra of processed material have been
measured precisely by using Surftest SJ-210 Surface
Roughness Tester having least count of 0.001m for the
travel length of 0.85 mm as given in Fig. 3.
Fig. 3. Surftest SJ-210 (Mitutoyo).
Apart from the controllable independent variable factor as
Table.2, there are lot of constant parameters but they
neither play the important effect of the response nor vary
till the experimentation has been finished. The resolution
of this fractional factorial design deals with all the
significant effecting parameters on surface roughness
using WEDM. Experiments were carried out randomly
using suitable table so that repetitions of the runs were not
done throughout.
Table III
Constant Factors during WEDM
Factors Constant Values (coded)
Jog Feed
2 Low Jog 7
Toff1 7
Sensitivity 7
2.2 Design of Experiment & Objective: Five different sets of
data for Fractional Factorial Design of Experiment (26-2
= 16)
have been selected at two levels so that 80 rows of
experimental data can be observed at three levels of
replication on HSS T42 using WEDM. Screening test on HSS
T42 has been performed by authors using the D.C.
Montgomery 1991approach. Factors/Levels for screening test
are given in Table 2.
2.3 ANN Architecture & Training: Many more studies have
been reported on the development of neural networks based on
different architectures. Basically, one can characterize neural
networks by its important features, such as the architecture,
the learning algorithms and the activation functions. Each
category of the neural networks would have its own input
output characteristics and therefore, it can only be applied for
modelling some specific processes. In this present work, fast
Levenberg- Marquardt algorithm BPANN is employed for
modelling.
In order to improve the generalisation early stop is often
employed. There are two different ways in which this
algorithm can be implemented: incremental mode and batch
mode. In the incremental mode, the gradient is computed and
the weights are updated after each input is applied to the
network. In the batch mode all of the inputs are applied to the
network before the weights are updated. Variations have been
observed in the back propagation algorithm. The simplest
implementation of back propagation learning updates the
network weights and biases in the direction in which the
performance function decreases most rapidly i.e. negative of
the gradient. An iteration of this algorithm can be written as
Where, Xt+1 are a vector of current weights and biases, Xt is
the current gradient, and gt is the learning rate.
The optimal regularization parameter can be determined by
Bayesian techniques (Gencay R. et al., 2001). The hit and trial
Xt+1 = Xt – αt gt
International Journal of Mechanical & Mechatronics Engineering IJMME-IJENS Vol:14 No:03 117
1410501-1403-6767-IJMME-IJENS © June 2014 IJENS I J E N S
method based on literature have been adopted to find critical
7Nos. and 10 Nos. of neurons in primary and secondary
hidden layers respectively which affects R- square statistic.
For modelling of the best prediction Tan sigmoid activation
(squashing) function is used as the infinite input to finite
output range learning capability by controllable instructed
programme in MATLAB 2010a. Steepest descent method
used for the training algorithm to train multilayer network
where values of gradient are smallest because of small
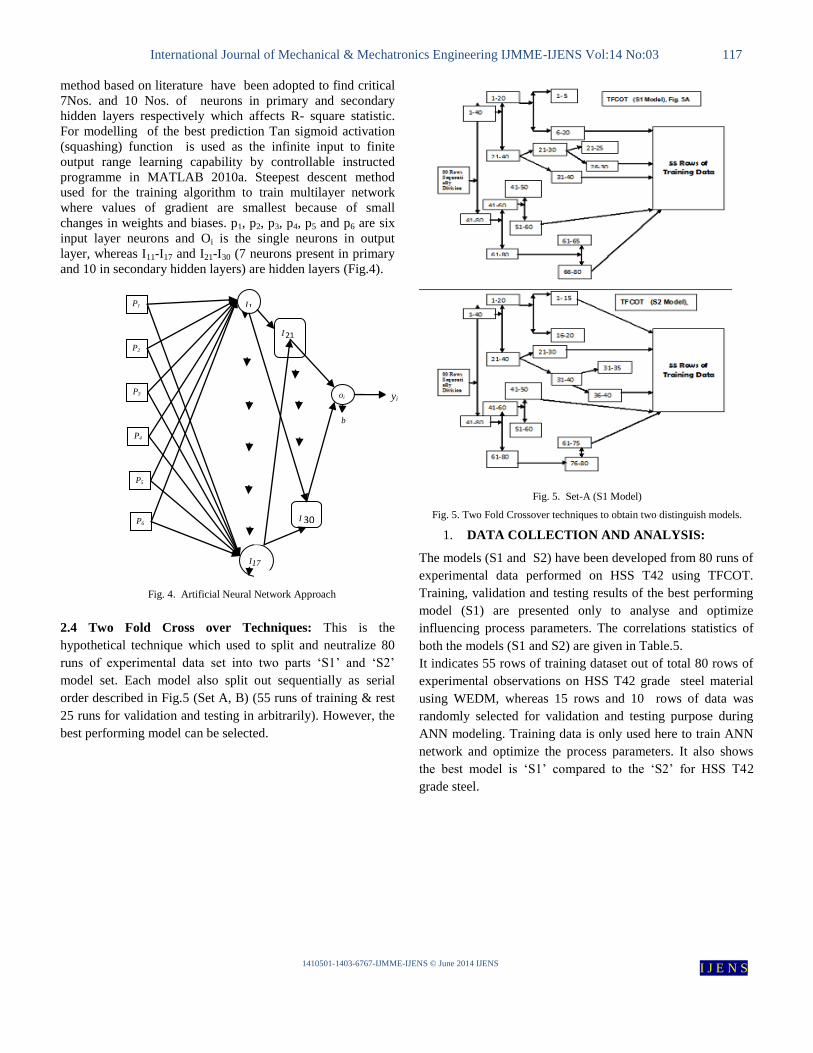
changes in weights and biases. p1, p2, p3, p4, p5 and p6 are six
input layer neurons and Oi is the single neurons in output
layer, whereas I11-I17 and I21-I30 (7 neurons present in primary
and 10 in secondary hidden layers) are hidden layers (Fig.4).
Fig. 4. Artificial Neural Network Approach
2.4 Two Fold Cross over Techniques: This is the
hypothetical technique which used to split and neutralize 80
runs of experimental data set into two parts „S1‟ and „S2‟
model set. Each model also split out sequentially as serial
order described in Fig.5 (Set A, B) (55 runs of training & rest
25 runs for validation and testing in arbitrarily). However, the
best performing model can be selected.
Fig. 5. Set-A (S1 Model)
Fig. 5. Two Fold Crossover techniques to obtain two distinguish models.
1. DATA COLLECTION AND ANALYSIS:
The models (S1 and S2) have been developed from 80 runs of
experimental data performed on HSS T42 using TFCOT.
Training, validation and testing results of the best performing
model (S1) are presented only to analyse and optimize
influencing process parameters. The correlations statistics of
both the models (S1 and S2) are given in Table.5.
It indicates 55 rows of training dataset out of total 80 rows of
experimental observations on HSS T42 grade steel material
using WEDM, whereas 15 rows and 10 rows of data was
randomly selected for validation and testing purpose during
ANN modeling. Training data is only used here to train ANN
network and optimize the process parameters. It also shows
the best model is „S1‟ compared to the „S2‟ for HSS T42
grade steel.
P1
P2
P3
P4
P5
P6
I17
oi yi
b
I1
1
I 30
I 21

International Journal of Mechanical & Mechatronics Engineering IJMME-IJENS Vol:14 No:03 118
1410501-1403-6767-IJMME-IJENS © June 2014 IJENS I J E N S
Table IV
Summary of R2 values of Training Validation and Testing data
Materi
al
Model R2
Value
Equation of lines
(Correlation between
Obs. & Pred. Values
of Ra)
Average
Predicted
Ra (m)
Root Mean
Square
Error (m)
Percentage
RMSE (%)
Average
% RMSE
RMSE
Concludi
ng
remarks
HSS
T42
S1, Training 0.971 y = 0.967x + 0.047
1.5965
0.005063
0.3171 0.7353
0.7353
Accepted
(Best
model)
S1,
Validation
0.962 y = 0.926x + 0.111
1.4438 0.011573 0.8015
S1, Testing 0.933 y = 0.969x + 0.033
1.5834 0.01722 1.0875
S2, Training 0.974 y = 1.030x - 0.055
1.5563
0.004989
0.3205
0.7856
Not
Accepted
(more
error)
S2,
Validation
0.951 y = 0.934x + 0.104
1.6086 0.01636 1.0170
S2, Testing 0.945 y = 0.935x + 0.085
1.5334 0.01563 1.0193
Correlation coefficient (R2) of the best performing
model ‘S1’ (training, validation & testing data of HSS
T42 grade steel):
Fig.6, Fig.7 and Fig.8 indicate the relationship between the
observed and predicted correlation coefficients (R2) using 7
neurons and 10 neurons, in primary and secondary (hidden)
layers respectively. Fig.6, indicates 55 rows of training data
with correlation coefficient R2 = 0.991 which gives good
result. The validation data having R2= 0.988 in Fig.7 and
testing data having R2
= 0.979 in Fig.8, are also treated as
good results.
Fig. 6. Predictions against Observations of Ra for Model- S1, HSS T42,
7N (Training dataset)
Fig. 7. Predictions against Observations of Ra for Model- S1, HSS T42,
7N (Validation dataset)
Fig. 8. Predictions against Observations of Ra for ModelS1, HSS T42, 7N
(Testing dataset)
Data for Training, validation and Testing mentioning input parameters and responses are given in Tables V, VI and VII
respectively.

International Journal of Mechanical & Mechatronics Engineering IJMME-IJENS Vol:14 No:03 119
1410501-1403-6767-IJMME-IJENS © June 2014 IJENS I J E N S
Table V
Training Data-Best Model, S1 (HSS T42)
SN Gap
Voltage
(Vg)
Flush
Rate
(Fr)
Spark
Time
(TON)
Spark
Time
(TOFF)
Wire
Feed
(Wf)
Wire
Tension
(Wt)
Surface
Roughness
(Ra)
(Observed)
Surface
Roughness
(Ra)
(Predicted)
Residuals
Square
Material
Removal
(MRR)
(Observed)
Volt Lit./min S S m/ min N/m
2 m m (m)
2 mg/min
1 30 6 1.05 160 5 300 1.5848 1.5803 2.025E-05 135
2 30 6 1.15 130 2 300 1.8174 1.8077 9.409E-05 122
3 30 6 1.15 160 2 600 2.0164 1.9835 0.0010824 118
4 60 4 1.05 130 5 300 1.5128 1.5267 0.0001932 126
5 60 4 1.05 160 5 600 1.547 1.5707 0.0005617 116
6 60 4 1.15 130 2 600 1.831 1.7461 0.007208 163
7 60 4 1.15 160 2 300 1.6798 1.6655 0.0002045 144
8 60 6 1.05 130 2 600 1.583 1.5913 6.889E-05 138
9 60 6 1.05 160 2 300 1.4224 1.4278 2.916E-05 135
10 60 6 1.15 130 5 300 1.3816 1.3622 0.0003764 128
11 60 6 1.15 160 5 600 1.5796 1.5275 0.0027144 125
12 30 4 1.15 160 5 600 1.8568 1.8489 6.241E-05 208
13 30 4 1.15 190 5 900 1.6838 1.7024 0.000346 200
14 30 4 1.25 160 8 900 1.7488 1.7412 5.776E-05 192
15 30 4 1.25 190 8 600 1.7876 1.7726 0.000225 185
16 90 4 1.15 190 8 900 1.3024 1.3006 3.24E-06 79
17 90 4 1.25 160 5 900 1.7304 1.7273 9.61E-06 127
18 90 4 1.25 190 5 600 1.4378 1.4423 2.025E-05 103
19 90 8 1.15 160 5 900 1.4256 1.4518 0.0006864 110
20 90 8 1.15 190 5 600 1.364 1.3533 0.0001145 78
21 90 8 1.25 160 8 600 1.7712 1.7798 7.396E-05 126
22 90 8 1.25 190 8 900 1.714 1.7105 1.225E-05 122
23 60 6 1.05 130 2 600 1.5433 1.5275 0.0002496 186
24 60 6 1.05 160 2 900 1.3614 1.3271 0.0011765 181
25 60 6 1.25 130 5 900 1.5708 1.5755 2.209E-05 198
26 60 6 1.25 160 5 600 1.5571 1.5495 5.776E-05 201
27 60 8 1.05 130 5 900 1.6146 1.6105 1.681E-05 218
28 60 8 1.05 160 5 600 1.5453 1.5825 0.0013838 165
29 60 8 1.25 130 2 600 1.8162 1.8289 0.0001613 276
30 60 8 1.25 160 2 900 1.6913 1.6528 0.0014823 204
31 60 6 1.25 130 5 900 2.1638 2.0306 0.0177422 170
32 60 6 1.25 160 5 600 2.053 2.1145 0.0037823 146
33 60 8 1.05 130 5 900 1.9320 1.966 0.001156 172
34 60 8 1.05 160 5 600 1.7130 1.6187 0.0088925 147
35 60 8 1.25 130 2 600 1.6813 1.6456 0.0012745 132
36 60 8 1.25 160 2 900 1.6088 1.6011 5.929E-05 128
37 90 6 1.05 130 5 600 1.2334 1.2735 0.001608 106
38 90 6 1.05 160 5 900 1.2158 1.2424 0.0007076 115

International Journal of Mechanical & Mechatronics Engineering IJMME-IJENS Vol:14 No:03 120
1410501-1403-6767-IJMME-IJENS © June 2014 IJENS I J E N S
39 90 6 1.25 130 2 900 1.3286 1.3062 0.0005018 103
40 90 6 1.25 160 2 600 1.2813 1.3162 0.001218 96
41 30 4 1.15 190 2 900 1.7814 1.8027 0.0004537 126
42 30 4 1.25 160 8 900 1.7750 1.7471 0.0007784 219
43 30 4 1.25 190 8 300 1.7338 1.8332 0.0098804 175
44 30 6 1.15 160 8 900 1.8161 1.7912 0.00062 144
45 30 6 1.15 190 8 300 1.7842 1.7882 0.000016 150
46 30 6 1.25 160 2 300 1.8267 1.8583 0.0009986 126
47 30 6 1.25 190 2 900 1.7563 1.7502 3.721E-05 133
48 60 4 1.15 160 8 300 1.4566 1.4367 0.000396 156
49 60 4 1.15 190 8 900 1.3259 1.3106 0.0002341 154
50 60 4 1.25 160 2 900 1.3185 1.3838 0.0042641 170
51 60 4 1.25 190 2 300 1.2831 1.2226 0.0036603 159
52 60 6 1.15 160 2 900 1.4699 1.4641 3.364E-05 165
53 60 6 1.15 190 2 300 1.3536 1.3329 0.0004285 127
54 60 6 1.25 160 8 300 1.3268 1.3364 9.216E-05 158
55 60 6 1.25 190 8 900 1.3682 1.3643 1.521E-05 163
Average 1.601187 1.596570 0.005063 147
Table VI
Validation Data-Best Model, S1 (HSS T42)
SN Gap
Voltage
(Vg)
Flush
Rate
(Fr)
Spark
Time
(TON)
Spark
Time
(TOFF)
Wire
Feed
(Wf)
Wire
Tension
(Wt)
Surface
Roughness
(Ra)
(Observed)
Surface
Roughness
(Ra)
(Predicted)
Residuals
Square
Material
Removal
(MRR)
(Observed)
Volt Lit./min S S m/ min N/m
2 m m (m)
2 mg/min
1 30 4 1.05 130 2 300 1.852 1.8465 3.025E-05 124
2 30 4 1.05 160 2 600 1.6172 1.6278 0.0001124 116
3 30 4 1.15 130 5 600 1.715 1.638 0.005929 169
4 30 4 1.15 160 5 300 1.6418 1.6745 0.0010693 132
5 90 6 1.25 130 2 900 1.2519 1.2289 0.000529 129
6 90 6 1.25 160 8 600 1.2244 1.2694 0.002025 126
7 90 8 1.05 130 2 900 1.3217 1.3686 0.0021996 114
8 90 8 1.05 160 2 600 1.3198 1.3725 0.0027773 102
9 90 8 1.25 130 5 600 1.2758 1.2835 5.929E-05 106
10 60 6 1.05 160 2 900 1.5502 1.5885 0.0014669 134
11 90 8 1.05 130 2 900 1.1865 1.1888 5.29E-06 121
12 90 8 1.05 190 8 600 1.1768 1.1213 0.0030803 101
13 90 8 1.25 130 5 600 1.3215 1.3678 0.0021437 122
14 90 8 1.25 160 5 900 1.3105 1.3572 0.0021809 117
15 30 4 1.15 190 2 300 1.8053 1.7245 0.0065286 128
Average 1.43802 1.44385 0.002009116 122.73

International Journal of Mechanical & Mechatronics Engineering IJMME-IJENS Vol:14 No:03 121
1410501-1403-6767-IJMME-IJENS © June 2014 IJENS I J E N S
Table VII
Testing Data-Best Model, S1 (HSS T42)
SN Gap
Voltage
(Vg)
Flush
Rate
(Fr)
Spark
Time
(TON)
Spark
Time
(TOFF)
Wire
Feed
(Wf)
Wire
Tension
(Wt)
Surface
Roughness
(Ra)
(Observed)
Surface
Roughness
(Ra)
(Predicted)
Residuals
Square
Material
Removal
(MRR)
(Observed)
Volt Lit./min S S m/ min N/m
2 m m (m)
2 mg/min
1 30 6 1.05 130 5 600 1.7048 1.6544 0.00254 152
2 30 8 1.15 160 8 900 1.6502 1.7097 0.00354 232
3 30 8 1.15 190 8 600 1.5708 1.5819 0.000123 135
4 30 8 1.25 160 5 600 1.892 1.9068 0.000219 269
5 30 8 1.25 190 5 900 1.8966 1.8536 0.001849 102
6 90 4 1.15 160 8 600 1.3962 1.4381 0.001756 269
7 90 6 1.05 130 5 600 1.5812 1.4955 0.007344 106
8 90 6 1.05 160 5 900 1.4434 1.4715 0.00079 86
9 90 8 1.25 160 5 900 1.2215 1.1844 0.001376 138
10 60 6 1.05 130 2 600 1.6389 1.5382 0.01014 146
Average 1.59956 1.58341 0.029678 163.5
Table V represents the training data of the best depicted model
and it may be used to analyse factors trained using ANOVA.
Fig.9 indicates that gap voltage, flush rate, spark on time, spark
off time, wire feed and wire tension have the most significant
effect on surface roughness of HSS T42 under WEDM.
However, it is also clear that surface roughness is inversely
proportional to gap voltage and spark off time, whereas, it is
directly proportional to spark on time and wire feed. Flush rate
and wire tension still, seem to be imparting effects on Ra, but
both opposite to each others. Only in this case of comparison,
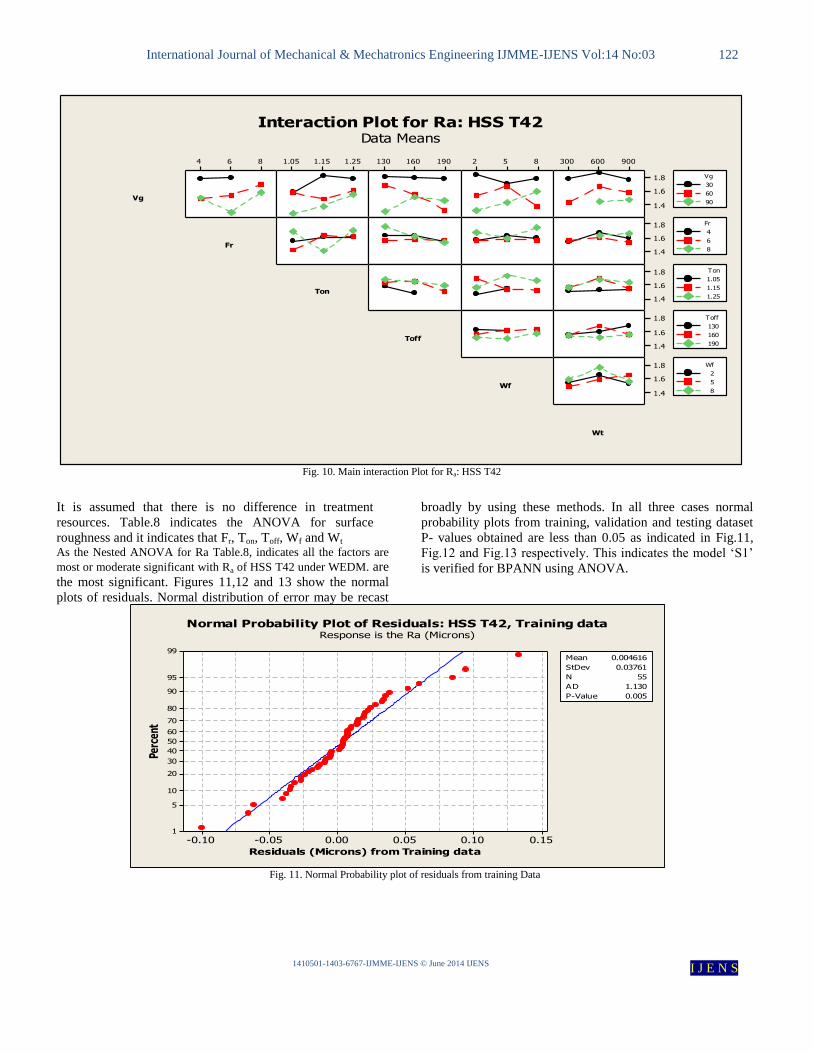
the plot of factors effect is allowed to be used. The interaction
plot of Ra is also indicated in Fig.10. It indicates high flush rate
at moderate wire tension leads to decrease in surface roughness.
ANOVA has been used to test the null hypothesis with regard
to the training data obtained through experimental processes.
906030
1.8
1.7
1.6
1.5
1.4
864 1.251.151.05
190160130
1.8
1.7
1.6
1.5
1.4
852 900600300
Vg
Me
an
Ra
(M
icro
ns)
Fr Ton
Toff Wf Wt
Main Effects Plot for Ra: HSS T42Data Means
Fig. 9. Main Effects Plot for Ra: HSS T42
International Journal of Mechanical & Mechatronics Engineering IJMME-IJENS Vol:14 No:03 122
1410501-1403-6767-IJMME-IJENS © June 2014 IJENS I J E N S
864 1.251.151.05 190160130 852 900600300
1.8
1.6
1.4
1.8
1.6
1.4
1.8
1.6
1.4
1.8
1.6
1.4
1.8
1.6
1.4
Vg
Fr
Ton
Toff
Wf
Wt
30
60
90
Vg
4
6
8
Fr
1.05
1.15
1.25
Ton
130
160
190
Toff
2
5
8
Wf
Interaction Plot for Ra: HSS T42Data Means
Fig. 10. Main interaction Plot for Ra: HSS T42
It is assumed that there is no difference in treatment
resources. Table.8 indicates the ANOVA for surface
roughness and it indicates that Fr, Ton, Toff, Wf and Wt
As the Nested ANOVA for Ra Table.8, indicates all the factors are
most or moderate significant with Ra of HSS T42 under WEDM. are
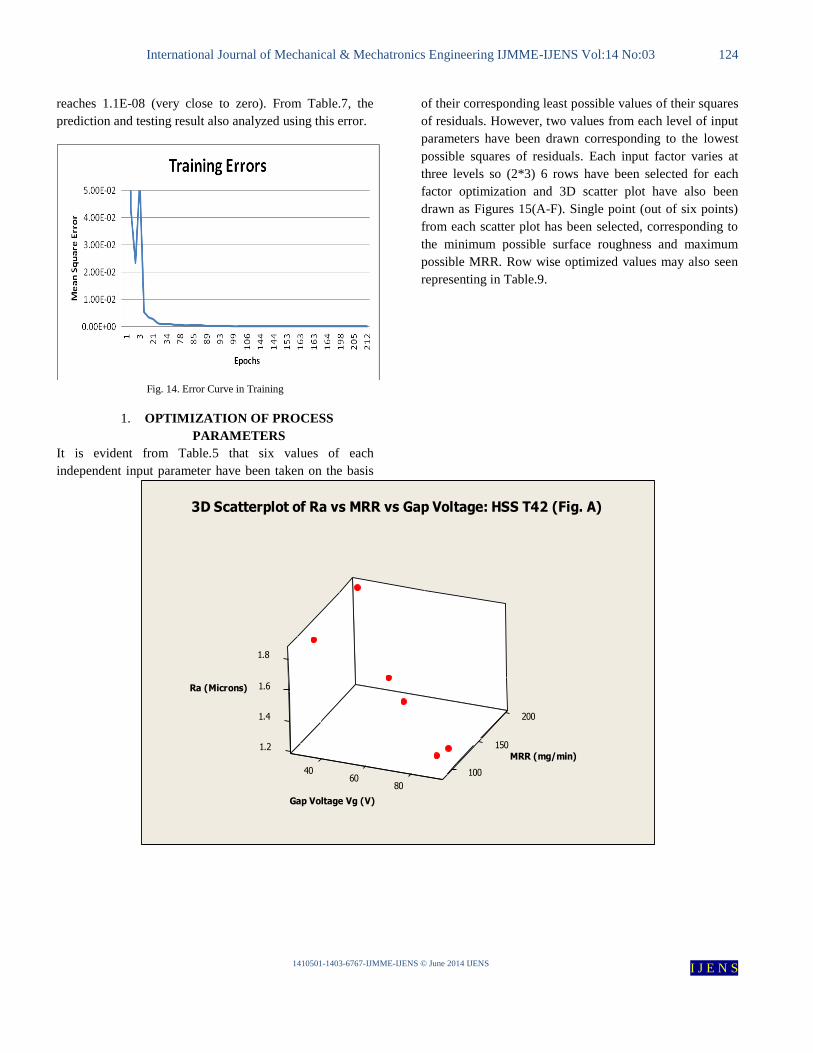
the most significant. Figures 11,12 and 13 show the normal
plots of residuals. Normal distribution of error may be recast
broadly by using these methods. In all three cases normal
probability plots from training, validation and testing dataset
P- values obtained are less than 0.05 as indicated in Fig.11,
Fig.12 and Fig.13 respectively. This indicates the model „S1‟
is verified for BPANN using ANOVA.
0.150.100.050.00-0.05-0.10
99
95
90
80
70
60
50
40
30
20
10
5
1
Residuals (Microns) from Training data
Perc
ent
Mean 0.004616
StDev 0.03761
N 55
AD 1.130
P-Value 0.005
Normal Probability Plot of Residuals: HSS T42, Training dataResponse is the Ra (Microns)
Fig. 11. Normal Probability plot of residuals from training Data

International Journal of Mechanical & Mechatronics Engineering IJMME-IJENS Vol:14 No:03 123
1410501-1403-6767-IJMME-IJENS © June 2014 IJENS I J E N S
Table VIII
Nested ANOVA for Ra versus Vg, Fr, Ton, Toff, Wf, Wt
Source DF SS MS F-value P-value
Vg 2 0.7869 0.3934 9.06451 0.6831058
Fr 5 0.3620 0.0724 1.66820 0.1257571
Ton 11 0.4815 0.0438 1.00921 0.0760545
Toff 21 0.4127 0.0197 0.45391 0.0342069
Wf 5 0.2155 0.0431 0.99308 0.0748390
Wt 2 0.0069 0.0035 0.08064 0.0060771
Error 8 0.3472 0.0434 - -
Total 54 2.6127 - - -
0.100.050.00-0.05-0.10
99
95
90
80
70
60
50
40
30
20
10
5
1
Residuals (Microns)
Pe
rce
nt
Mean -0.005827
StDev 0.04600
N 15
AD 0.797
P-Value 0.030
Normal Probability Plot of the Residuals: Validation data (HSS T42)Response Ra (Microns)
Fig. 12. Normal Probability plot of residuals from validation data
0.150.100.050.00-0.05-0.10
99
95
90
80
70
60
50
40
30
20
10
5
1
Residuals (Microns)
Pe
rce
nt
Mean 0.01615
StDev 0.05484
N 10
AD 0.282
P-Value 0.556
Normal Probability Plot of Residuals: HSS T42 (Testing data)Response is Ra (Microns)
Fig. 13. Normal Probability plot of residuals from Testing Data
Training and verifying the ANN model:
In order to minimize the training difficulty and balance the
effects of surface roughness during training, collected data
were normalized between acceptable tolerances which is
shown in Fig.14.
The ANN achieved a constant training error after 88
iterations of repeated cycles and the mean square error
International Journal of Mechanical & Mechatronics Engineering IJMME-IJENS Vol:14 No:03 124
1410501-1403-6767-IJMME-IJENS © June 2014 IJENS I J E N S
reaches 1.1E-08 (very close to zero). From Table.7, the
prediction and testing result also analyzed using this error.
Fig. 14. Error Curve in Training
1. OPTIMIZATION OF PROCESS
PARAMETERS
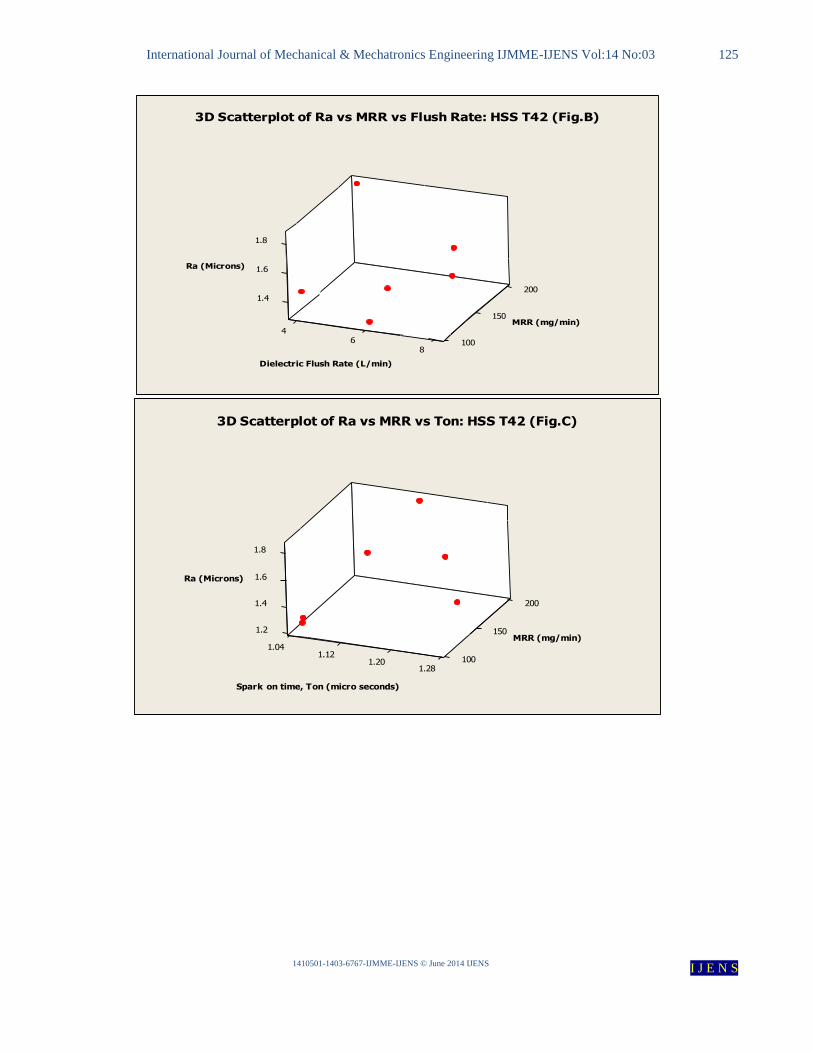
It is evident from Table.5 that six values of each
independent input parameter have been taken on the basis
of their corresponding least possible values of their squares
of residuals. However, two values from each level of input
parameters have been drawn corresponding to the lowest
possible squares of residuals. Each input factor varies at
three levels so (2*3) 6 rows have been selected for each
factor optimization and 3D scatter plot have also been
drawn as Figures 15(A-F). Single point (out of six points)
from each scatter plot has been selected, corresponding to
the minimum possible surface roughness and maximum
possible MRR. Row wise optimized values may also seen
representing in Table.9.
200
1.2 150
1.4
1.6
1.8
40 10060
80
Ra (Microns)
MRR (mg/min)
Gap Voltage Vg (V)
3D Scatterplot of Ra vs MRR vs Gap Voltage: HSS T42 (Fig. A)
International Journal of Mechanical & Mechatronics Engineering IJMME-IJENS Vol:14 No:03 125
1410501-1403-6767-IJMME-IJENS © June 2014 IJENS I J E N S
2001.4
150
1.6
4
1.8
6 1008
Ra (Microns)
MRR (mg/min)
Dielectric Flush Rate (L/min)
3D Scatterplot of Ra vs MRR vs Flush Rate: HSS T42 (Fig.B)
200
1.2 150
1.4
1.6
1.04
1.8
1.121.20 100
1.28
Ra (Microns)
MRR (mg/min)
Spark on time, Ton (micro seconds)
3D Scatterplot of Ra vs MRR vs Ton: HSS T42 (Fig.C)

International Journal of Mechanical & Mechatronics Engineering IJMME-IJENS Vol:14 No:03 126
1410501-1403-6767-IJMME-IJENS © June 2014 IJENS I J E N S
160
1.4
120
1.6
1.8
140160 80
180
Ra (Microns)
MRR (mg/min)
Spark off time, Toff: (micro seconds)
3D Scatterplot of Ra vs MRR vs Toff: HSS T42 (Fig.D)
160
1401.25
1.30
1.35
120
1.40
24
6 1008
Ra (Microns)
MRR (mg/min)
Wire feed rate, Wf (m/min)
3D Scatterplot of Ra vs MRR vs Wire feed rate: HSS T42 (Fig.E)
200
150
1.4
1.6
1.8
400 100600
800
Ra (Microns)
MRR (mg/min)
Wire Tension (grams)
3D Scatterplot of Ra vs MRR vs Wire Tension: HSS T42 (Fig.F)
Fig. 15. (a-f): 3D scattered plots between Ra vs. MRR vs. individual independent parameter

International Journal of Mechanical & Mechatronics Engineering IJMME-IJENS Vol:14 No:03 127
1410501-1403-6767-IJMME-IJENS © June 2014 IJENS I J E N S
2. RESULT
Figures15 (A-F) show the relationship beween individual
influencing parameter (Vg, Fr, Ton, Toff, Wf & Wt) and
optimized response i.e. surface roughness (Ra) with
corresponding values of MRR. Table IX also indicates that
unique value of each influencing parameter (corresponding
to its serial numbers of table V), which gives optimum
responses, as highlighted. Again the experiment has been
conducted on HSS T42 using WEDM by setting the
optimum parametric combinations (Vg, Fr, Ton, Toff, Wf &
Wt) as 90 (Volt), 6 (Lit./min), 1.05 (S), 190 (S), 5
(m/min) and 900 (grams) respectively and the values of
Ra= 1.1462 (m) at MRR=113 (mg/min) have been found.
Table IX
Best parametric combinations and their possible responses
SN Gap
Voltage
(Vg)
Flush
Rate
(Fr)
Spark
Time
(TON)
Spark
Time
(TOFF)
Wire
Feed
(Wf)
Wire
Tension
(Wt)
Surface
Roughness
(Ra)
Obs.
Surface
Roughness
(Ra)
Predicted.
(Residual)2 Material
Removal
Predicted
(MRR)
Volt Lit./min S S m/ min Grams m m (m)
2 mg/min
37 90 6 1.05 130 5 600 1.2334 1.2735 0.001608 111
39 90 6 1.25 130 2 900 1.3286 1.3062 0.000502 105
38 90 6 1.05 160 5 900 1.2158 1.2424 0.000708 109
55 60 6 1.25 190 8 900 1.3682 1.3643 1.52E-05 148
38 90 6 1.05 160 5 900 1.2158 1.2424 0.000708 109
16 90 4 1.15 190 8 900 1.3024 1.3006 3.24E-06 89
3. CONCLUSION
It may be concluded that the model„S1‟ is the best fitted
model for material removal rate and surface roughness of
HSS T42 on the basis of P-values as shown in Fig.11-13.
BPANN modelling technique may be considered as the best
modelling tool of surface roughness of HSS T42 under
WEDM. From the best modelled training data, optimum
parametric combinations i.e. Vg, Fr, Ton, Toff Wf and Wt
observed as 90 Volt, 6 Lit./min, 1.05 S, 190 S, 5 m/min
and 900 grams respectively and the corresponding value
of Ra is 1.1462 m at MRR=113 (mg/min) whereas the
average Ra = 1.5965 (m) at MRR = 147 (mg/min). It has
been seen that this technique is able to successfully minimize
Ra by 28.2% with increase in MRR by 23.12% from its
average value on HSS T42. Such combination may be applied
for industrial application wherever needed.
REFERENCES [1] Gatto A., Luliano L., Cutting mechanisms and surface features of
WEDM metal matrix composite, Journal of Material Processing
Technology 65 (1997) 209-214.
[2] Jaharah A., C. Liang, Wahid A., S.Z., Rahman M., and C. Che
Hassan, “Performance of copper electrode in electical discharge
machining (edm) of aisi h13 harden steel,” International Journal of Mechanical and Materials Engineering, vol. 3, no. 1, pp. 25–29,
2008.
[3] Bawa, H.S. (2004): Manufacturing Process-II, The McGraw Hill Companies, pp.186-187.
[4] Boothroyd, G.; Winston, A.K. (1989): Non-conventional machining processes, in Fundamentals of Machining and Machine
Tools,
[5] Marcel Dekker, Inc, New York, 491. [6] Montgomery D.C., Design and Analysis of Experiments, Wiley,
Singapore, 1991.
[7] Rao G. Krishna Mohana , G. Rangajanardha , Rao D. [8] Hanumantha , Rao M. Sreenivasa, Development of hybrid model
and optimization of surface roughness in electric discharge
machining using artificial neural networks and genetic algorithm. journal of materials processing technology 2 0 9 ( 2 0 0 9 ) 1512–
1520.
[9] Gencay Ramjan, Qi Min. Pricing and bedging derivative securities with neural networks : Bayesian regularization, early
stopping and bagging. IEEE Trans Neural Networks 2001;12(4):
726-34.
[10] Ho K.H, Newman S.T., Rahimifard, S., Allen, R.D., (2004). State
of the art wire electrical discharge machining (EDM) Int J
Mach Tools Manuf. 44:1247 – 1259. [11] I. Puertas, C.J., Lues, A study on the machining parameters
optimization of electrical discharge machining, Journal of
Material Processing Technology 143-144 (2003) 521-526. [12] Pradhan Mohan Kumar, Chandan Kumar Biswas et al. Neuro-
fuzzy and neural network-based prediction of various responses in
electrical discharge machining of AISI D2 steel. Int J Adv Manuf Technol (2010) 50:591–610.
[13] Erzurumlu O., H. T., “Comparison of response surface model
with neural network in determining the surface quality of moulded parts,” Materials and Design, vol. 28, no. 2, pp. 459–465, 2007.
[14] Panda DK, Bhoi RK (2005) Artificial neural network prediction
of material removal rate in electro-discharge machining. Mater Manuf Process 20:645–672.
[15] Qu,.,Shih, A.J.,Scattergood, R.O., 2002b. Development of the
cylindrical wire electrical discharge machining process, part2: surface integrity and roughness. J. Manuf. Sci. Eng. 124 (3), 708-
714.

International Journal of Mechanical & Mechatronics Engineering IJMME-IJENS Vol:14 No:03 128
1410501-1403-6767-IJMME-IJENS © June 2014 IJENS I J E N S
[16] Salonitis K, Stournaras A, Stavropoulos P, Chryssolouris G
(2009) Thermal modelling of the material removal rate and surface roughness for die-sinking EDM. Int J Adv Manuf
Technol 40(3–4):316–323.
[17] Scott,D., Boyina, S., Rajurkar, K.P., 1991 “Analysis and optimization of parameter combination in wire electrical
discharge machining.” Int. J. of production research.29 (11) 2189-
2207. [18] Shobert, E.I. (1983): What happens in EDM Electrical Discharge
Machining: Tooling, Methods and Applications, Society of
Manufacturing Engineers, Dearborn, Michigan, pp.3–4. [19] Tsai, H.C.; Yan, B.H.; Huang, F.H (2003): EDM performance of
Cr/Cu based composite electrodes, International Journal of
Machine Tools & Manufacturing, 43, 3, pp.245–252.
Mr. U. K. Vates Research Scholar- ISM Dhanbad, India) Under Supervision of Dr. N .K.
Singh and Dr. R. V. Singh Teaching & Research Experience – 10 years
Research Publications - More than 12
Dr. N .K. Singh Associate Professor (Workshop) ISM Dhanbad Teaching & Research Experience – 25 years Research Publications - More than 28.
Dr. R. V. Singh Professor and Head Deptt of Mech Engg FET, MRIU, Faridabad
Teaching & Research Experience – 18 years Research Publications - More
than 25