cleaning alternatives assessment process
DESCRIPTION
Cleaning Alternatives Assessment Process. from the Surface Solutions Laboratory. What Has SSL Done. As a technical assistance provider for over 10 year SSL has helped hundreds of companies find safer alternatives to hazardous cleaning solvents. - PowerPoint PPT PresentationTRANSCRIPT

Toxics Use Reduction Institute
Cleaning Alternatives Assessment Process
from the
Surface Solutions Laboratory

What Has SSL Done
• As a technical assistance provider for over 10 year
• SSL has helped hundreds of companies find safer alternatives to hazardous cleaning solvents.
• The implementation rate for clients of the lab is three times higher than the national average for technical assistant providers.
• Over one-third of the companies fully adopt the lab’s recommendations.

Three Types of Cleaning
• Parts Cleaning– Cleaning parts during and after manufacturing in metal
working or tooling industries– Gross Cleaning Applications
• Precision Cleaning– Cleaning parts during and after manufacturing in Semi
Conductor and Medical Sectors– Critical Cleaning Applications
• Facility Cleaning– Janitorial or housekeeping chores in public/private
institutions such as schools or hospitals– Institutional Cleaning Applications

Technical Assistance
• The goal of the lab is to assist industry in the search for safer cleaning processes– By developing and promoting safer alternatives
to hazardous solvents

Alternative Selection
• Process is challenging– Thousands of products– Different information from different vendors– What is right for some may not work for you
• Need for an easier selection method– Independent analysis of products– Objective operating conditions– Process specific final evaluations

Review Current System
• Contacted by company with cleaning related issue
• Gather background information on process– SSL Test Request form
• Material of parts to be cleaned
• Contaminants
• Current Solvent– Other alternatives already tested
• Available Equipment
• Operating conditions (time, temp, conc.)

Review Current System
• Site visit– Complete Test Request form– Gather samples and MSDS
• Contaminants
• Current Solvent
• Dirty Parts
– Identify possible adjustments to process

SSL Test Request Form
Important Information
PROCESS DESCRIPTIONSWhat is the purpose of cleaning (i.e., desired product
specifications)? ____________________________________________________________________________________________________________________
What are the problems with present cleaning system? ____________________________________________________________________________________________________________________

What Are You Cleaning
DESCRIBE THE PART/PRODUCT TO BE CLEANED• What is the part/product used for? • Material(s) of construction• Surface Type
– Rough or Smooth– Hard or Soft
• Geometry– Simple – Complex (contains inaccessible areas)
• Size & Weight– Small Medium Large – Weight: < 1/2lb, <1lb, < 5lb, < 10lb, < 50lb, >50lb

How Are You Cleaning It?
DESCRIBE THE CURRENT CLEANING PROCESS
• Contaminants to remove– Are samples of contaminants available? No Yes
– Manufacturer
– Product
– Amount used per year (month or week)
• Manufacturing step immediately before cleaning• Manufacturing step immediately after cleaning• # parts cleaned per week (or shift, etc.)• # per batch

How Are You Cleaning It?
• Equipment being used or available for use– Specify vendor, if possible:
• Cleaning chemicals currently being used:– Manufacturer– Product– Concentration– Vol. used in equipment– Amount Used per year (month or week)– Time– Temp
• Rinse Cycle– Time– Temp– Water source: DI (deionized) OR Tap
• Drying Cycle Method– Time – Temp

How Do You Determine How Clean Is Clean?
• After cleaning, parts are– Used Immediately OR Stored
• If stored, how and how long
• Method(s) employed for evaluating cleanliness• Performance test, if any

Who Is Doing the Cleaning
• JOB DESCRIPTIONS– Job Titles in Cleaning Operation– # of Workers– Duties– Time Period (year)– Time at each job (daily)

What Type of Safety Is Used?
• CONTROL MEASURES– Do you use any control measures (hoods, splash
guards, goggles, gloves, etc– What methods have you taken to control
exposures within the last six months? The last year?
• Comments or Areas of Special Concern

Selection of Alternative Cleaner
Alternative Cleaner Step 1
• Identification of a potential solvent substitute must meet important parameters– The cleaner must be assessed for its ability to
remove the contaminants– Compatibility with the surfaces to be cleaned– Compatibility with equipment that will be used– The alternative should be safe for the worker and
the environment

Find a Safer, Effective Alternative
• Simple Solutions Database – Used to identify safer and effective products
• Safety Scores– VOC, ODP, GWP, HMIS/NFPA, pH
• Matching Performance– Contaminant, substrate, equipment, current solvent
• www.cleanersolutions.org/SimpleSolutions
Xyzjs5t0: jmumlF3c1wt9s: jpnet

Volatile Organic Compounds(VOC)
• Chemicals that evaporate easily at room temperature– The term “organic” indicates
that the compounds contain carbon
– VOC exposures are often associated with an odor while other times there is no odor
• Both can be harmful– There are thousands of
different VOCs produced and used daily
• Acute– Eye irritation / watering – Nose irritation – Throat irritation – Headaches – Nausea / Vomiting – Dizziness – Asthma exacerbation
• Chronic– Cancer – Liver damage – Kidney damage – Central Nervous System
damage

VOCs
• Source control – Eliminate products that have high levels of
VOCs – Purchase new products that contain low or no
VOCs• (Environmentally Preferable Purchasing)

Global Warming Potential (GWPs)
• GWP– Used to compare the ability of different
greenhouse gases to trap heat in the atmosphere– Based on
• Heat-absorbing ability of the gas relative to base chemical carbon dioxide (CO2)
• Decay rate of each gas relative to CO2

GWPs
• Some greenhouse gases occur naturally in the atmosphere– Include water vapor, carbon dioxide, methane, nitrous
oxide, and ozone
• Others result from human activities– Very powerful greenhouse gases that are generated in a
variety of industrial processes, including cleaning processes

Ozone Depletion Potential (ODPs)
• Ozone layer screens out the sun’s harmful ultraviolet radiation– Small amounts of ozone are constantly being made by
the action of sunlight on oxygen
– At the same time, ozone is being broken down by natural processes
– The total amount of ozone usually stays constant because its formation and destruction occur at about the same rate
– Human activity has recently changed that natural balance

ODPs
• The ratio of the amount of ozone depletion of a chemical compared to the amount of ozone depletion of the same mass of CFC-11
• Certain manufactured substances can destroy stratospheric ozone much faster than it is formed

Hazardous Material Information System/ National Fire Protection Association
(HMIS/NFPA)
• HMIS– Hazard Communication
standard requires employers to evaluate materials and inform employees of the hazards
– Developed by comparing information on the health hazard, flammability, and physical hazard of the product to a set of criteria for each hazard category
• NFPA– Originally developed this set
of hazard rankings for their own purposes
– The rankings have proven to be very useful in the chemical industry

HMIS/NFPA
• HMIS/NFPA– Health
– Fire
– Reactivity/Instability
• Lab attempts to use products with a hazard less than 3
• 4 = Severe Hazard• 3 = Serious Hazard• 2 = Moderate Hazard• 1 = Slight Hazard• 0 = Minimal Hazard
pH Readings
• Provides a measure on a scale from 0 to 14 of the acidity or alkalinity of a solution – = 7 neutral – <7 acidic– >7 basic
• Try to avoid– >11 very basic, likely to cause corrosion
and/or tissue damage– <3 a strong acid

pH
• Neutral substances receive the highest Individual Indicator points
• Both very acidic and very basic are both avoided

Guidelines
VOC content (g/l)
0-24 Good
25-49 Good
50-74 Okay
75-99 Okay
100-149 Okay
150-199 Fair
200-299 Fair
300 Poor
>300 Poor
GWP Values
GWP = 0 Good
GWP = 1 (CO2) Okay
All others = Poor
ODP Values
ODP = 0 Good
All others = Poor

GuidelinespH
0-1.0 Poor
1.1-2.4 Poor
2.5-2.9 Fair
3.0-4.0 Okay
4.1-5.9 Okay
6.0-6.4 Good
6.5-7.5 Good
7.6-8.9 Good
9.0-9.9 Okay
10-11.4 Okay
11.5-11.9 Fair
12-12.4 Poor
12.5-12.9 Poor
13-14 Poor
HMIS/NFPA Point AssessmentH-0 F-0 R-0 Good
H-0 F-0 R-1, H-0 F-1 R-0 Good
H-1 F-1 R-0, H-2 F-0 R-0 Good
H-1 F-1 R-1, H-2 F-1 R-0 Okay
H-3 F-0 R-0 Poor
H-2 F-2 R-0, H-1 F-2 R-1 Okay
H-1 F-3 R-0 Poor
H-2 F-2 R-1 Fair
H-1 F-3 R-1, H-2 F-3 R-0 Poor
H-2 F-2 R-2 Fair
H-3 F-3 R-0 Poor
H-3 F-3 R-1, H-3 F-3 R-2 Poor
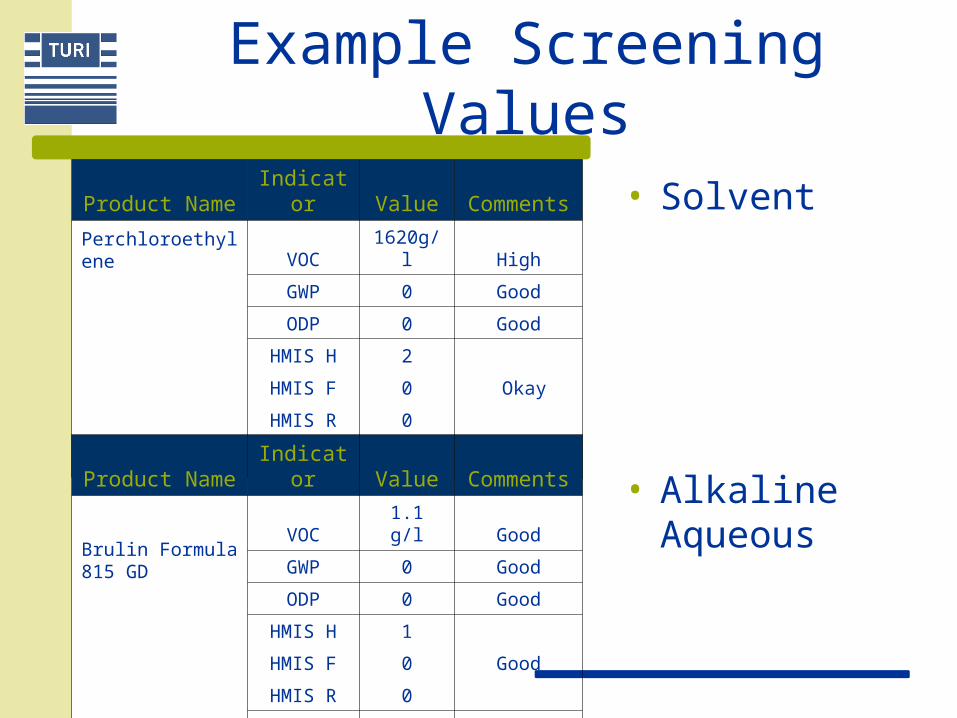
Example Screening Values
• Solvent
• Alkaline Aqueous
Product Name Indicator Value Comments
Perchloroethylene VOC 1620g/l High
GWP 0 Good
ODP 0 Good
HMIS H 2
HMIS F 0 Okay
HMIS R 0
pH NA Good
Product Name Indicator Value Comments
Brulin Formula 815 GD
VOC 1.1 g/l Good
GWP 0 Good
ODP 0 Good
HMIS H 1
HMIS F 0 Good
HMIS R 0
pH 11.6 Okay

Other Indicators
• Further analysis should be conducted to verify that the selected products are compatible with your process
• Determine if there are any health risks that the screening does not address

Other Possible Indicators
• Aquatic Toxicity• Biodegradability• Carcinogens, Mutagens or
Teratogens• Concentration• Disposal• Endocrine disruptors• Eutrophication
• Fragrances and Dyes• Life Cycle Assessment• Neurotoxins/CNS
Depressants• Packaging• Recyclability• Reproductive Toxicity

Simple Solutions Database


Alternative Cleaner Step 2
• Initial laboratory evaluation of alternatives– Using basic operating conditions
• Minimal concentration
• Short times
• Little agitation
– Using coupons matching part substrate– Using supplied contaminants– Compare with current solvent (if possible)
Alternative Cleaner Step 3
• Advanced lab evaluation of alternatives– Using client specific operating conditions
• Moderate concentration (if necessary)
• Times
• Appropriate agitation (match current equipment)
– Using coupons matching part substrate– Using supplied contaminants– Compare with current solvent (if possible)
Pilot Alternative Cleaner

Piloting Step 1
• Pilot cleaning in lab setting– Using client specific
operating conditions– Using client supplied parts– Compare with current
solvent (if possible)– Send/bring parts to client for
assessment
Piloting Step 2
• Perform comparison with old system– Cost of product– Bath life– Energy usage– Water usage– Time changes– Worker training– Worker safety– Regulations

Piloting Step 3
• Pilot testing at facility– Using best alternative cleaning products– Using operating conditions from lab piloting
• Modify conditions if necessary
– Set up piloting off-line from current system• Compare pilot cleaned parts with current system for
parts from the same manufacturing lot
• Get end user input for performance (if applicable)

Adoption of New Process
Adoption Step 1
• Evaluate parts cleaned with new system– Compare with results from old system (QA/QC)
– Get customer response to parts cleaned with new process
– Determine acceptability of results

Adoption Step 2
• Full scale production– Re-evaluate system after extended usage