Ćwiczenie 7 - metalplast.pwr.wroc.pl · r – anizotropia normalna, μ – współczynnik tarcia....
TRANSCRIPT

109
Ćwiczenie 7
ZJAWISKA WPŁYWAJĄCE NA TŁOCZNOŚĆ BLACH
Celem ćwiczenia jest: - poznanie zjawisk ograniczających procesy tłoczenia blach, - doświadczalne wyznaczenie granicznego współczynnika wytłaczania, - poznanie przyczyn i sposobów zapobiegania fałdowaniu blach, - praktyczne zapoznanie się z obsługą aparatury do badania tłoczności blach.
6.1. WPROWADZENIE
W procesach ciągnienia, czyli wytłaczania i przetłaczania, wytłoczkę uzyskuje się poprzez odwzorowanie jej kształtu z blachy za pomocą stempla i matrycy. Zazwyczaj płaska blacha zostaje przekształconą w wytłoczkę o żądanych wymiarach (rys. 6.1).
Rys.6.1. Przykłady różnych wytłoczek

110
W czasie wytłaczania w odkształconej części walcowej panuje stan jednoosiowego naprężenia rozciągającego, natomiast w dnie wytłoczki dwuosiowe naprężenie rozcią-gające. W kołnierzu występują promieniowe naprężenia rozciągające i obwodowe naprężenia ściskające (rys. 6.2).
σ2
σ2
σ1
σ1
σ1
σ2
Rys.6.2. Schemat typowych stanów naprężenia w wytłoczce
Podczas procesu tłoczenia materiał doznaje odkształceń plastycznych. Odkształce-nia te nie mogą osiągnąć dowolnie dużych wartości, bowiem występują wtedy zjawi-ska ograniczające takie jak: utrata stateczności blachy, pękanie, fałdowanie, zmniej-szenie grubości ścianki itp. Zjawiska te zakłócają prawidłowy proces kształtowania oraz stanowią granice odkształceń, jakim podlegać może materiał i wyznaczają prak-tyczne możliwości tłoczenia blachy w danym procesie. Wprowadzimy pojęcie tłocz-ności blachy – jest to jej zdolność do plastycznego kształtowania, która nie powoduje powstania wad wytłoczek. Jako wadę wytłoczki uznaje się takie odstępstwo od zada-nych warunków geometrycznych i wytrzymałościowych, że wytłoczka nie może być użyta do zadań, do których była pierwotnie zaprojektowana. Na etapie opracowywania procesu technologicznego wytłoczki bardzo ważnym zagadnieniem jest określenie tłoczności blachy. Na tej podstawie można określić pewność operacji tłoczenia dla

111
danej wytłoczki, a co za tym idzie wyeliminować możliwość występowania braków. Tłoczność można określić za pomocą tradycyjnych metod technologicznych takich jak próba Erichsena, KWI czy Fukui, lub nowoczesnych metod bazujących na koncepcji krzywych odkształceń/naprężeń granicznych (wyznaczonych doświadczalnie lub teo-retycznie).
6.2. ZJAWISKA OGRANICZAJĄCE PROCESY TŁOCZENIA
Podczas procesu tłoczenia mogą wystąpić następujące zjawiska ograniczające pla-styczne kształtowanie wytłoczki: • Lokalizacja odkształceń w postaci bruzdy widocznej na powierzchni blachy, pro-
wadząca do pęknięcia w miejscu przewężenia. • Pęknięcie materiału, będącego w stanie sprężystym po procesie tłoczenia (na sku-
tek naprężeń własnych). • Pęknięcie blachy przez ścięcie w warstwie ścinania (bez wcześniejszego powstania
bruzdy). • Niepożądany przebieg odkształcania, objawiający się fałdowaniem kołnierza i
niepodpartych obszarów wytłoczki oraz powstawaniem uch. • Szybkie zużycie narzędzi, spowodowane nadmiernym naciskiem wywieranym na
ich powierzchnie robocze (np. pękanie stempli). • Określone wady powierzchni wytłoczki (rysy, zatarcia itp.).
Każde z wymienionych zjawisk ograniczających może stanowić określone kryte-rium tłoczności blachy.
6.3. CZYNNIKI WPŁYWAJĄCE NA PROCES TŁOCZENIA
Istnieje wiele czynników wpływających w sposób istotny na proces tłoczenia blach, można je podzielić na dwie grupy: • czynniki zależne od materiału blachy tłoczonej, • czynniki zależne od rodzaju narzędzi i przyrządów do tłoczenia.
Ważnymi parametrami materiałowymi materiału blachy tłoczonej są wykładnik krzywej umocnienia (n) i współczynnik anizotropii normalnej (r). Również tarcie wy-stępujące pomiędzy blachą a narzędziami do tłoczenia odgrywa ważną rolę i ma wpływ na otrzymywanie wytłoczek bez wad. Na rys. 6.3 pokazano schematyczne główne czynniki wpływające na proces tłoczenia blach [1].

112
Czynniki zależne od rodzaju narzędzi i przyrządów
s v Rs Rm Fd
Rys.6.3. Czynniki wpływające na proces tłoczenia blachy Gdzie:
Rs– promień stempla, Rm– promień matrycy, s – luz pomiędzy matrycą i stemplem, Fd – siła dociskacza, v – prędkość stempla, K – współczynnik krzywej umocnienia, n – współczynnik krzywej umocnienia, r – anizotropia normalna, μ – współczynnik tarcia. Najważniejsze cechy materiału blachy, mające znaczący wpływ na przebieg proce-
su tłoczenia, to: 1. Wartość naprężenia uplastyczniającego, która ma wpływ na wielkości sił występu-
jących w czasie tłoczenia (naciski na powierzchnie robocze narzędzi), 2. Umocnienie materiału blachy zależne od wielkości odkształcenia plastycznego, 3. Czułość naprężenia uplastyczniającego na prędkość odkształcania, 4. Skłonność do starzenia dyslokacyjnego, 5. Wartość jednostkowej energii odkształcenia sprężystego, 6. Skłonność blachy do plastycznego pękania, 7. Anizotropia normalna blachy, 8. Anizotropia płaska,
PROCES TŁOCZENIA
Czynniki zależne od materiału blachy tłoczonej
Wstępniak Wyrób końcowy
K n r μ

113
9. Skłonność do narostów i zatarć, 10. Wskaźnik kierunkowości zanieczyszczeń.
Każda z wymienionych cech materiałowych blachy tłoczonej ma wpływ na prze-bieg kształtowania wytłoczki i niebezpieczeństwo pojawienia się niepożądanych zja-wisk, prowadzących w ostateczności do powstania określonych wad wytłoczek. Wpływ każdej z wymienionych cech materiałowych blachy na występowanie zjawisk ograniczających nie jest prosty ani jednoznaczny do określenia, zależy to bowiem od rodzaju zjawiska, które w danym procesie tłoczenia powoduje powstawanie określo-nych wad.
6.4. WYKRESY ODKSZTAŁCEŃ GRANICZNYCH
Tłoczność blach jest złożonym zagadnieniem, które może być definiowane poprzez różne kryteria. Najczęściej praktycznie stosowanym takim kryterium są wykresy od-kształceń granicznych (WOG). Mogą one być wyznaczane doświadczalnie lub teore-tycznie. Miarą odkształceń granicznych w wytłoczce jest pojawienie się lokalizacji odkształcenia w postaci bruzdy, poprzedzające najczęściej bezpośrednio sam moment pękania. Moment pojawienia się lokalizacji odkształcenia określa się mianem utraty statyczności.
Graniczne odkształcenie blachy z uwagi na omówione zjawiska ograniczające za-leży od stosunku odkształceń głównych ε2/ε1. Można je przedstawić na wykresie od-kształceń granicznych, sporządzonym we współrzędnych ε1-ε2 (rys. 6.4) [2].
Rozciąganie Ciągnienie
Możliwość fałdowania
Rys. 6.4. Wykres odkształceń granicznych [2]

114
Graniczne odkształcenie blachy w obszarach leżących poza bruzdą przedstawia li-nia ABCDEF. Jak wynika z tego wykresu, najmniejsza wartość odkształcenia granicz-nego występuje w warunkach zbliżonych do odkształcenia płaskiego (ε1=0), co odpo-wiada punktowi C na tym wykresie. Rzędna punktu C wynosi w przybliżeniu: ε2c=εgr ~ n-ε0. Gdzie n jest wykładnikiem umocnienia, a ε0-odkształceniem wstępnym. Graniczne odkształcenie blachy poza warstwą ścinania reprezentuje krzywa S-S. Bio-rąc pod uwagę obie wymienione formy lokalizacji odkształceń, zakres odkształceń dopuszczalnych jest ograniczony linią SBCDEF. Nosi ona nazwę krzywej odkształceń granicznych. Odnosi się do odkształcenia proporcjonalnego (gdy ε2/ε1= const). Zakres odkształceń zagrożonych powstawaniem fałdowania zaznaczono na wykresie. W za-kresie tym należy, zatem stosować środki zabezpieczające przed fałdowaniem (np. dociskacz).
Znajomość wykresu odkształceń granicznych dla określonego gatunku blachy po-zwala ocenić niebezpieczeństwo powstania bruzdy, ścięcia lub fałdowania. W tym celu należy na wykres nanieść punkty reprezentujące stany odkształcenia różnych obszarów wytłoczki. W fazie projektowania procesów tłoczenia nie znamy wartości tych odkształceń, bo nie możemy ich zmierzyć doświadczalnie. Możemy je jednak wyznaczyć za pomocą obliczeń komputerowych. W miejscach, gdzie pole tych od-kształceń wykracza poza krzywą odkształceń granicznych możemy oczekiwać wystą-pienia określonej wady wytłoczki, a więc pęknięcia w bruździe, ścięcia lub fałdowa-nia. Aby zachować pewien zapas bezpieczeństwa granica obszaru odkształceń w żad-nym miejscu nie powinna się nadmiernie zbliżać do krzywej odkształceń granicznych. Za pomocą WOG można przewidzieć, jakie wartości przyjmą odkształcenia ε1, ε2 w wytłoczce i wówczas położenie danego punktu o współrzędnych (ε1, ε2) względem tego wykresu wskaże, czy wytłoczkę można wykonać czy też nie. Takie porównanie odkształceń zmierzonych w wykonanej wytłoczce lub też określonych teoretycznie z WOG umożliwia określenie stopnia wytężenia materiału wytłoczki, tj. uzyskuje się dane o pewności operacji tłoczenia.
Przykład wykorzystania WOG do komputerowego wspomagania projektowania procesów tłoczenia pokazano na rys. 6.5 [3]. Do wyznaczania odkształceń głównych w projektowanej wytłoczce wykorzystywana jest metoda elementów skończonych (MES). Do poprawnego działania tej metody potrzebne są odpowiednie dane materia-łowe dotyczące tłoczonej blachy oraz geometryczne warunki brzegowe wynikające z przyjętego sposobu tłoczenia.
Zastosowanie MES uzupełnionej kryterium tłoczności w postaci WOG (rys.6.5) pozwala, w razie wykrycia groźby przekroczenia odkształceń granicznych, na zmianę warunków procesu, rodzaju materiału lub modyfikację kształtu wytłoczki. Możliwe jest też, dla danej geometrii narzędzi, określenie maksymalnej głębokości wytłoczki. Po takich modyfikacjach przeprowadza się ponownie (wielokrotnie) analizę procesu, aż do momentu uzyskania poprawnego rozwiązania problemu.
Takie komputerowe wspomaganie projektowania procesów tłoczenia stosuje się do

115
wytłoczek o skomplikowanych kształtach, dla których tradycyjne metody projektowa-nia nie zdają egzaminu. Często taki sposób projektowania stosowany jest w przemyśle samochodowym, gdzie komputerowe wspomaganie służy do takich zagadnień jak: optymalizacja liczby operacji tłoczenia, optymalizacja kształtu wstępniaka, dobór progów ciągowych czy zapobieganie fałdowaniu blachy.
Rys. 6.5. Schemat wspomagania projektowania z zastosowaniem WOG [3]
TAK
NIE
NIE
TAK
TAK
ANALIZA ELEMENTÓWSKOŃCZONYCH (1 EL.)
ROZKŁAD ODKSZTAŁCEŃI NAPRĘŻEŃ
WYKRESY ODKSZTAŁCEŃGRANICZNYCH
DANE:- OBSZAR BEZPIECZNY- MARGINES
BEZPIECZEŃSTWA
ε<εn
ZMIANA MATERIAŁU,PROJEKTU, WARUNKÓW
BRZEGOWYCH itd..
ε<εm
ANALIZA ELEMENTÓWSKOŃCZONYCH (PEŁNA)
NIE
NANOSZENIE ROZKŁADUNAPRĘŻEŃ NA WYKRES
KONIECAKCEPTACJAGRADIENTUODKSZTAŁCEŃ
WEJŚCIE ANALIZA WYJŚCIE DECYZJA
START
ANALIZAROZKŁADUODKSZTAŁCEŃ
GEOMETRYCZNE WARUNKIBRZEGOWE
DANE MATERIAŁOWE
NANOSZENIE ROZKŁADU OD-KSZTAŁCEŃ NA WOG
Dla prostych kształtów wytłoczek wystarczy projektowanie procesu tłoczenia
w oparciu o doświadczalnie wyznaczone graniczne współczynniki wytłaczania lub

116
przetłaczania. Można je wyznaczyć doświadczalnie albo skorzystać z danych zawar-tych w poradnikach dotyczących projektowania procesów tłoczenia blach.
6.5. GRANICZNY WSPÓŁCZYNNIK TŁOCZENIA
Aby poprawnie przeprowadzić proces wytłaczania konieczne jest, aby ścianka po-wstającej wytłoczki mogła w każdej chwili przenieść niezbędne obciążenia. Związane jest to bezpośrednio ze stopniem odkształcenia, który wyraża się umownie za pomocą tzw. współczynnika wytłaczania m1:
0
11 D
dm = (1)
który jest stosunkiem średniej średnicy wytłoczki d1 do średnicy krążka wyjściowego D0. Stopień odkształcenia można określić również poprzez stopień wytłaczania K, który jest odwrotnością współczynnika wytłaczania:
11
0 1md
DK == (2)
Jeżeli współczynnik m1 obliczony ze wzoru (1) jest większy od pewnej wartości granicznej mgr :
grobl mm >1 (3) to proces przebiega prawidłowo bez powstawania wady wytłoczki. W przeciwnym razie zachodzi silne pocienienie ścianki i pęknięcie materiału w przekroju niebez-piecznym (w pobliżu miejsca przejścia części walcowej stempla w promień). Położe-nie tego miejsca zależy głównie od warunków tarcia panujących pomiędzy stemplem a blachą. Wartość granicznego współczynnika wytłaczania (mgr) zależy od rodzaju materiału, względnej grubości blachy g0/D0, względnych promieni zaokrągleń rs/g0 i rm/g0 oraz tarcia na stemplu, dociskaczu i matrycy. Zalecane wartości współczynnika m1, zapewniające prawidłowy przebieg procesu wytłaczania, podano w tabeli. 6.1 (stali głębokotłocznej) [1].
Tabela 6.1 Wartości współczynników wytłaczania dla stali głębokotłocznej g0/D0·100 [%] 2-1,5 1,5-1,0 1,0-0,6 0,6-0, 3 0,3-0,15 0,15-0,08
m1 0,48-0,50 0,50-0,53 0,53-0,55 0,55-0,58 0,58-0,60 0,60-0,63
Mniejsze wartości m1 należy stosować przy względnych promieniach zaokrągleń (rs/g0, rm/g0 = 8 do 15), większe - gdy rs/g0, rm/g0 = 4 do 8. Wartość współczynnika wytłaczania zależy od wielu czynników, które zostały wcześniej omówione i przed-stawione na rysunku 6.1.
Dla procesów przetłaczania mających na celu uzyskanie naczyń o większej wyso-kości w stosunku do średnicy niż można to uzyskać w operacji wytłaczania, można

117
analogicznie określić współczynniki przetłaczania:
12
33
1
22 ;...;
−
===n
nn D
dmDdm
Ddm (4)
gdzie Dn i dn to odpowiednio średnica początkowa i końcowa przetłoczki w n-tej ope-racji przetłaczania. Analogicznie do wytłaczania określamy również stopień przetła-czania K. Wytłaczanie połączone z przetłaczaniem nosi nazwę ciągnienia wytłoczek. Zalecane wartości współczynników przetłaczania mn dla blachy głębokotłocznej poda-no w tabeli. 6.2 [1].
Tabela 6.2 Wartości współczynników przetłaczania dla stali głębokotłocznej g0/D0·100 [%] 2,0-1,5 1,5-1,0 1,0-0,6 0,6-0, 3 0,3-0,15 0.15-0.08
m2 0,73-0,75 0,75-0,76 0,76-0,78 0,78-0,79 0,79-0,80 0,80-0,82 m3 0,76-0,78 0,78-0,79 0,79-0,80 0,81-0,82 0,81-0,82 0,80-0,84 m4 0,78-0,80 0,80-0,81 0,81-0,82 0,80-0,83 0,83-0,85 0,85-0,86 m5 0,80-0,82 0,82-0,84 0,84-0,85 0,85-0,86 0,86-0,87 0,87-0,88
Analizując tabele 6.1 i 6.2, widzimy, że kolejne wartości współczynników wytła-
czania i przetłaczania są coraz większe, co oznacza, że odkształcenia możliwe do uzyskania zmniejszają się. Jest to wynikiem pogorszenia własności plastycznych materiału odkształcanego na zimno. Dla niektórych materiałów przy większej liczbie operacji konieczne staje się wyżarzanie międzyoperacyjne, które powoduje rekrystali-zację i przywrócenie własności plastycznych. Współczynniki wytłaczania i przetła-czania wyznaczane doświadczalnie podawane są najczęściej dla wytłoczek: bez koł-nierza i z kołnierzem, ciągnionych z taśmy, ciągnionych z dociskaczem i bez dociska-cza, dla różnych prostych kształtów geometrycznych.
6.6. FAŁDOWANIE WYTŁOCZEK
Innym z poważnych problemów, mogącym się pojawić się w trakcie tłoczenia, jest fałdowanie się blachy (przykład fałdowania kołnierza wytłoczki pokazano na rys. 6.6).
stempel
matryca
blacha
Rys. 6.6. Fałdowanie kołnierza wytłoczki
118
Powstające naprężenia obwodowe (ściskające) w kołnierzu wytłoczki mogą stać się przyczyną utraty stateczności blachy (pofałdowania kołnierza wytłoczki pokazane-go na rys. 6.6).
Zjawisko to występuje często przy małej grubości względnej blachy. W przybliże-niu można przyjąć, że utrata stateczności wystąpi, gdy:
( 10
0 15,4100 mDg
−≤⋅ ) (5)
Dla małego stopnia odkształcenia i stosunkowo dużej grubości materiału wystąpie-nie fałd jest utrudnione wskutek dużej stateczności kołnierza. Fałdowanie blachy do-tyczyć może także innych części wytłoczki, w tym powierzchni które nie mają bezpo-średniego kontaktu z narzędziami.
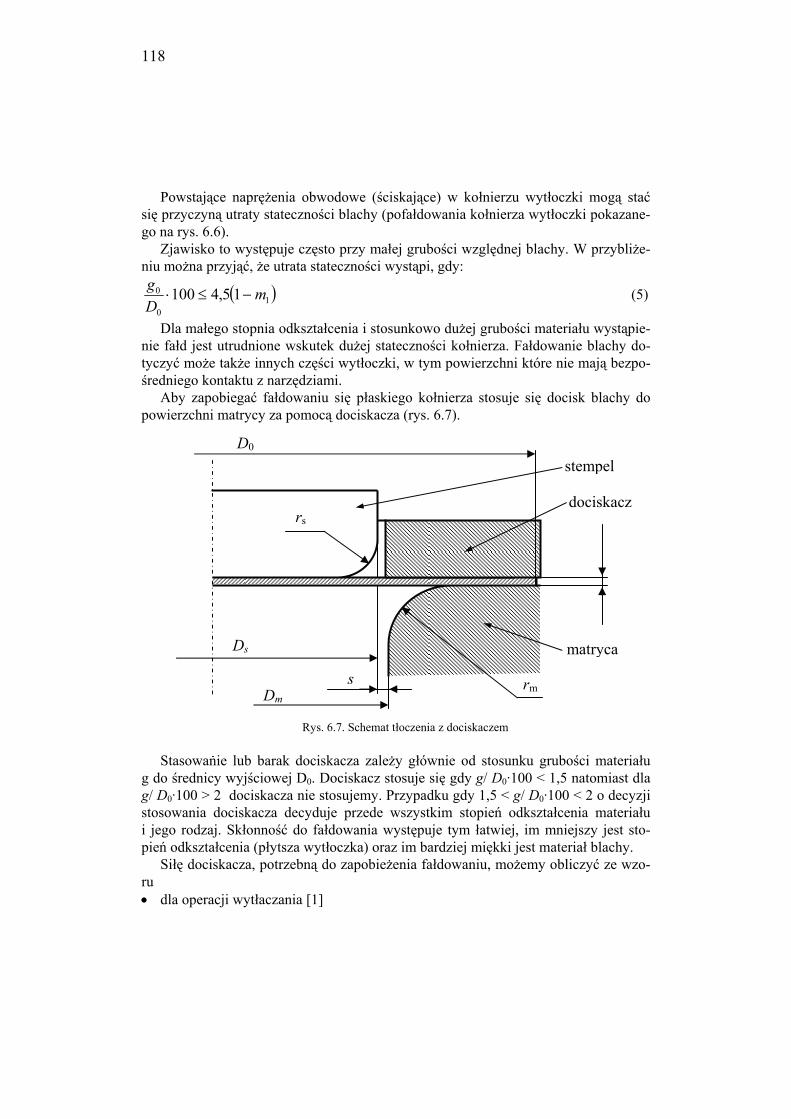
Aby zapobiegać fałdowaniu się płaskiego kołnierza stosuje się docisk blachy do powierzchni matrycy za pomocą dociskacza (rys. 6.7).
Rys. 6.7. Schemat tłoczenia z dociskaczem
Stasowanie lub barak dociskacza zależy głównie od stosunku grubości materiału g do średnicy wyjściowej D0. Dociskacz stosuje się gdy g/ D0·100 < 1,5 natomiast dla g/ D0·100 > 2 dociskacza nie stosujemy. Przypadku gdy 1,5 < g/ D0·100 < 2 o decyzji stosowania dociskacza decyduje przede wszystkim stopień odkształcenia materiału i jego rodzaj. Skłonność do fałdowania występuje tym łatwiej, im mniejszy jest sto-pień odkształcenia (płytsza wytłoczka) oraz im bardziej miękki jest materiał blachy.
g 0
Dm rm
s
Ds
D0
rs
stempel
dociskacz
matryca
Siłę dociskacza, potrzebną do zapobieżenia fałdowaniu, możemy obliczyć ze wzo-ru • dla operacji wytłaczania [1]

119
[ ]prDDF mmd22
0 )2(4
+−=π
(5)
• dla operacji przetłaczania
[ ]( )pctggDDF ndn αμπ++−= − 1)2(
42
12
1
gdzie: Dm – średnica otworu matrycy, rm – promień zaokrąglenia krawędzi matrycy, p – na-cisk jednostkowy, zależny od rodzaju i grubości materiału, Dn-1 – średnica wytłoczki dla n-1 operacji przetłaczania, μ – współczynnik tarcia (μ od wartości 0,1 do 0,15), α – kąt pochylenia tworzącej stożka pierścienia ciągowego.
Wartości nacisków jednostkowych zestawiono w tabeli 6.3. Tabela 6.3 Wartości nacisków jednostkowych dla dociskaczy
Materiał Nacisk jednostkowy p w MPa Stal miękka g ≤ 1 mm 2,5-3,0 Stal miękka g > 1 mm 1,5-2,5
Mosiądz 1,5-2,0 Miedź 1,0-1,5
Aluminium 0,7-1,2 Najlepszą metodą określenia wielkości siły dociskacza jest jednak sposób do-
świadczalny. Zapobieganie fałdowaniu blachy dla dużych wytłoczek stosowanych na nadwozia
samochodowe oraz płytkich wytłoczek stożkowych i półkulistych, polega na zasto-sowaniu tzw. progów ciągowych (rys.6.8) w miejscach nieodpartych przez narzędzia.
stempel dociskacz próg ciągowy
Rys. 6.8. Schemat progu ciągowego
120
Powoduje to zwiększenie promieniowych naprężeń rozciągających i zmniejszenie ściskających naprężeń obwodowych. Liczba i rozmieszczenie progów ciągowych za-leży od kształtu zarysu, ukształtowania powierzchni i głębokości ciągnienia. Umiesz-cza się je w miejscach podlegających mniejszemu odkształceniu, w których wymaga-ne jest hamowanie przemieszczenia materiału i wzrost naprężeń rozciągających. Duże siły docisku i progi zwiększają jednak naprężenia rozciągające i ryzyko pękania bla-chy.
6.7. WYZNACZANIE GRANICZNEGO WSPÓŁCZYNNIKA WYTŁACZANIA ORAZ OPTYMALNEJ SIŁY DOCISKACZA
Graniczny współczynnik wytłaczania wyznacza się za pomocą wytłaczania osio-wosymetrycznych wytłoczek z krążków o różnej średnicy (tzw. próby miseczkowa-nia). Chcąc wyznaczyć ten współczynnik należy określić wartość siły dociskacza jaką będziemy stosować. Aby ją wyznaczyć przeprowadzamy kilka prób wytłaczania zwiększajc za każdym razem siłę dociskacza. Oceniamy zawsze wygląd wytłoczki i ustalamy optymalną wartość siły docisku, dla której nie następuje widoczne fałdo-wanie pionowych ścianek. Tak wyznaczoną siłę dociskacza porównujemy z siłą obli-czoną ze wzoru (5).
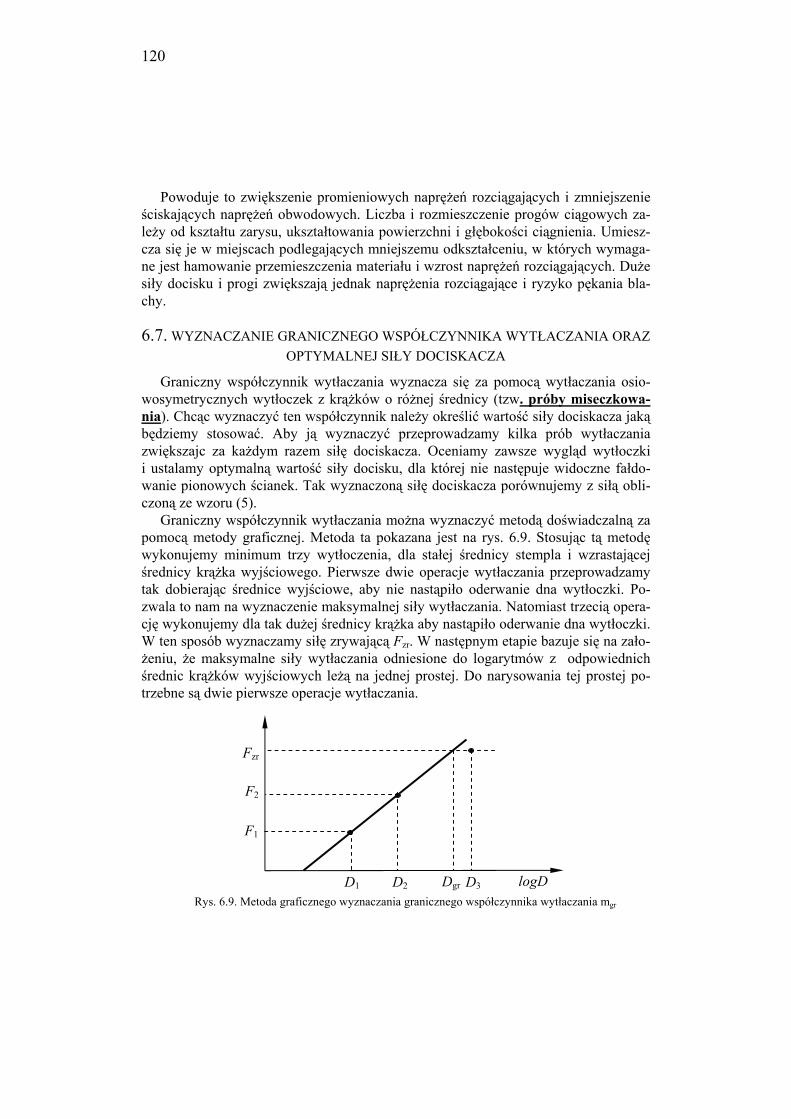
Graniczny współczynnik wytłaczania można wyznaczyć metodą doświadczalną za pomocą metody graficznej. Metoda ta pokazana jest na rys. 6.9. Stosując tą metodę wykonujemy minimum trzy wytłoczenia, dla stałej średnicy stempla i wzrastającej średnicy krążka wyjściowego. Pierwsze dwie operacje wytłaczania przeprowadzamy tak dobierając średnice wyjściowe, aby nie nastąpiło oderwanie dna wytłoczki. Po-zwala to nam na wyznaczenie maksymalnej siły wytłaczania. Natomiast trzecią opera-cję wykonujemy dla tak dużej średnicy krążka aby nastąpiło oderwanie dna wytłoczki. W ten sposób wyznaczamy siłę zrywającą Fzr. W następnym etapie bazuje się na zało-żeniu, że maksymalne siły wytłaczania odniesione do logarytmów z odpowiednich średnic krążków wyjściowych leżą na jednej prostej. Do narysowania tej prostej po-trzebne są dwie pierwsze operacje wytłaczania.
logD
Fzr
F2
F1
DD D D gr 1 2 3
Rys. 6.9. Metoda graficznego wyznaczania granicznego współczynnika wytłaczania mgr
121
Graniczną średnicę krążka wyjściowego Dgr znajdujemy jako punkt przecięcia na-szej prostej z linią poziomą odpowiadającą sile zrywającej dno wytłoczki. Graniczny współczynnik wytłaczania obliczamy (na podstawie wzoru (1)) znając wartość Dgr i średnią średnicę naszej wytłoczki. Chcąc zwiększyć dokładność granicznego współ-czynnika wytłaczania należy zwiększyć liczbę wstępniaków, a dla każdej średnicy wykonać po trzy próby wytłaczania.
W czasie procedury wyznaczania graniczny współczynnika wytłaczania należy sto-sować blachę o tej samej grubości i wykonaną z tego samego materiału.
6.8. CZĘŚĆ DOŚWIADCZALNA
Cel: Zapoznanie się ze zjawiskami ograniczającymi procesy tłoczenia blach oraz doświad-czalne wyznaczenie granicznego współczynnika wytłaczania. Poznanie przyczyn i sposobów zapobiegania fałdowaniu blach. Praktyczne zapoznanie się z obsługą apa-ratury do badania tłoczności blach. Przebieg ćwiczenia:
W części doświadczalnej w pierwszej kolejności wyznaczony zostanie graniczny współczynnik wytłaczania, korzystając z metody graficznej wcześniej już przedsta-wionej.
W celu zrealizowania części doświadczalnej ćwiczenia należy: 1. Przeprowadzić wykrawanie krążków o wcześniej ustalonych różnych średnicach. 2. Wykonać pomiar średnicy wstępniaka do tłoczenia z dokładnością 0,1 mm oraz
grubości blachy z dokładnością 0,01 mm. 3. Obliczyć dla każdego krążka stosunek g/D0·100 i stwierdzić czy należy stosować
dociskacz, czy też nie. 4. Wyznaczyć doświadczalnie potrzebną siłę dociskacza jaką należy zastosować.
Przeprowadzić w tym celu kilka prób wytłaczania, zwiększając za każdym razem siłę dociskacza. Ocenić wygląd wytłoczek i ustalić optymalną wartość siły docisku dla której nie następuje widoczne fałdowanie pionowych ścianek.
5. Obliczyć wielkość siły docisku Fd według wzoru (5) i porównać ją z siłą wyzna-czoną doświadczalnie.
6. Zapoznać się z przykładami wytłoczek samochodowych posiadających progi cią-gowe.
7. Założyć odpowiednią matrycę do głowicy urządzenia i posmarować ją smarem grafitowym lub zastosować przekładkę z folii polietylenowej.
8. Próbkę założyć w urządzeniu i przeprowadzić wytłaczanie według wcześniejszego opisu sposobu wyznaczania granicznego współczynnika wytłaczania.
9. Zanotować maksymalne siły wytłaczania Fmax i siły zrywające denko Fzr.
122
10. Na podstawie otrzymanych wyników wyznaczyć wykreślnie graniczny współczyn-nik wytłaczania mgr dla różnych grubości materiału.
11. Zbudować wykreślną zależność granicznych współczynników wytłaczania od grubości blachy.
W ostatniej części ćwiczenia przeprowadzić proces głębokiego tłoczenia wybrane-go kształtu wytłoczki za pomocą prasy hydraulicznej firmy VEB, według wcześniej-szego opisu.
Praktyczne przeprowadzenie ćwiczenia:
W części praktycznej ćwiczenia przeprowadzone zostanie wytłaczanie naczyń cy-lindrycznych na uniwersalnym urządzeniu hydraulicznym firmy Erichsen, widok któ-rego pokazano na rys. 6.10. Natomiast wygląd głowicy urządzenia przedstawiono na rys. 6.11. W celu otrzymania naczynia cylindrycznego za pomocą tego urządzenia należy:
• włączyć urządzenie do sieci elektrycznej, • ustawić dźwignię 1 i 13 w pozycji „wykrawanie”, • włożyć blachę do część urządzenia służącego do wykrawania krążków blachy
10, • zamocować blachę za pomocą pokrętła dociskającego blachę 11, • wykrawać blachę za pomocą uruchomienia dźwigni 8, • ustawić dźwignię 13 w pozycji „powrót wykrawania” • odkręcić pokrętło dociskające 11 i wyjąć blachę oraz wykrojony krążek, • określić używany zakres siły za pomocą dźwigni 1, • ustawić dźwignię 2 w pozycję „dociskanie”, • zakręcić zawór spustowy oleju przekręcając pokrętło 3 maksymalnie w prawo, • włożyć krążek blachy pomiędzy kołki ustalające 1, obracając dźwignię 2 (rys.
6.11), • zamknąć głowicę i zaryglować ją, obracając dźwignię 4 w lewo, • dokręcić dźwignię 5 do oporu, a następnie cofnąć ją o trzy działki na skali 6, • włączyć włącznik główny 7, • kręcąc dźwignią 8 zadać określony docisk do matrycy, obserwując siłę doci-
sku na skali manometru 9; po ustaleniu żądanego docisku dźwignię 8 wycofać w położenie wyjściowe,
• ustawić dźwignię 2 w położenie „wytłaczanie”,, • uruchomić ruch stempla dźwignią 8, obserwując na wskaźniku 3 (rys. 6.11)
wielkość wysunięcia stempla, a na manometrze 4 (rys. 6.11) siłę tłoczenia; • przestawić dźwignię 2 w pozycję „powrót stempla”, a pokrętło 3 odkręcić
w lewo, • za pomocą dźwigni 8 wycofać stempel obserwując przy tym wskaźnik 3 (rys.
6.11), po uzyskaniu położenia zerowego wycofać dźwignię 8 do położenia wyjściowego (gdy w trakcie wycofywania stempla usłyszymy gwałtowny

123
wzrost natężenia dźwięku, to należy dźwignię 8, szybko wycofać do położenia wyjściowego).
W ostatniej części ćwiczenia przeprowadzony zostanie proces głębokiego tłoczenia
wybranej wytłoczki o złożonym kształcie, za pomocą prasy hydraulicznej firmy VEB, zaopatrzonej w uniwersalny tłocznik (widok prasy pokazany został na rys. 6.12).
10 3
2
9
5 6
4
1
7
8 11
12
13
Rys.6.10. Urządzenie do hydraulicznego tłoczenia blachy firmy Erichsen: 1 – przełącznik czteropołoże-niowy: wykrawanie krążków blachy do tłoczenia za pomocą urządzenia 10 i trzy pozycje prędkości tło-
czenia, 2 - przełącznik trójpołożeniowy: dociskacz, tłoczenie i powrót stempla tłoczącego do pozycji wyjściowej, 3 – zawór spustowy oleju w pierścieniu dociskającym: lewo to otwarcie i prawo to zamknię-
cie, 4 – dźwignia do ryglowania głowicy, 5 – dźwignia do nastawiania odległości matrycy względem krążka blachy, 6 – wskaźnik wysokości wysunięcia stempla, 7 – włącznik główny, 8 – dźwignia do włą-czania i zarazem regulacji prędkości ruchu stempla, 9 – manometr do mierzenia siły docisku, 10 – część urządzenia służąca do wykrawania krążków blachy, 11 – pokrętło do docisku krążków blachy w trakcie
wykrawania, 12 - manometr do mierzenia siły wykrawania.

124
2
1
4
3
5
Rys.6.11. Widok głowicy urządzenia firmy Erichsen: 1 - kołki ustalające, 2 – dźwignia do przesuwania suwaków z kołkami ustalającymi, 3 – wskaźnik wielkość wysunięcia stempla, 4 – manometr do mierzenia
siły tłoczenia, 5 - manometr do mierzenia siły ustalanej na dociskaczu.
W celu otrzymania wybranego kształtu wytłoczki za pomocą prasy firmy VEB z uniwersalnym tłocznikiem należy:
• sprawdzić czy w urządzeniu znajduje się dla wybranego kształtu wytłoczki komplet narzędzi: stempel, dociskacz i matryca,
• ustawić w określonej pozycji, odpowiednio dobrany wstępniak, na płycie ma-trycy do tłoczenia 1,
• włączyć dodatkowe urządzenie hydrauliczne do zadawania określonej siły na płycie dociskacza 2,
• ustawić wartość siły na dociskaczu za pomocą sterowania elektronicznego zaworem proporcjonalnym,
• włączyć włącznik główny prasy 3, • uruchomić ruch stempla w dół w celu rozpoczęcia procesu tłoczenia za pomo-
cą równocześnie naciskanych dźwigni 4, • stempel 5 oraz płyta dociskacza 6 opuszczają się w dół, • następuje najpierw działanie dociskacza a następnie ruch stempla w dół, • obserwować wskaźnik zagłębienia stempla 7 i chwili uzyskania końcowej
głębokości, następnie zwolnić równocześnie dźwignie 4, w celu wycofania stempla,
• wyłączyć włącznik główny prasy 3, • wyłączyć urządzenie do zadawania określonej siły dociskacza 2, • wyłączyć elektroniczne urządzenie do zadawania siły dociskacza, • wyjąć z tłocznika uniwersalnego otrzymaną wytłoczkę, • ocenić poprawność wykonania wytłoczki.

125
4
1
3
5
2
6 7
Rys.6.12. Widok prasy hydraulicznej z uniwersalnym tłocznikiem: 1 - płyta matrycy do tłoczenia, 2 -
urządzenie hydrauliczne do zadawania określonej siły na płycie dociskacza, 3 - włącznik główny prasy, 4 – dźwignie do uruchomienia procesu tłoczenia, 5 – stempel, 6 - płyta dociskacza, 7 - wskaźnik zagłębie-
nia stempla. Sprawozdanie: W sprawozdaniu należy zamieścić: • Opis wszystkich prowadzonych prób, • Wykresy przedstawiające graniczny współczynnik wytłaczania wyznaczony meto-
dą graficzną, dla różnych stosowanych grubości materiału. • Wnioski i spostrzeżenia.
LITERATURA [1] BOLJANOVIC V.: Sheet metal forming processes and die design, Industrial Press, New York
2004. [2] MARCINIAK Z.: Konstrukcja tłoczników, WNT, Warszawa 2002. [3] ZIMNIAK Z.: System wspomagania projektowania, zapewnienia jakości i diagnozowania
tłoczenia blach, Oficyna Wydawnicza Politechniki Wrocławskiej, Wrocław 2005