
Laser CUSING® – 3D Metall drucken
www.concept-laser.de
www.concept-laser.deSeite 2 | Hofmann Innovation Group
Agenda: Laser CUSING® – 3D Metall drucken
Seite 2 | Hofmann Innovation Group
· Vorstellung: Concept Laser GmbH – Laser CUSING® Technologie
· Branche: Formen – und Werkzeugbau, Luftfahrt, Dental, Medical, Schmuck
· Hyridbauweise / Grundlagen der Kühlkanalauslegung
· Überprüfung der Konstruktion mittels Strömungssimulation
· Qualitätskontrolle mittels Wärmebildkamera
· Konstruktionsbeispiele
· Serielle Kühlung / Parallelkühlung / Flächenkühlung
· Sonstige Anwendungsbeispiele

www.concept-laser.deSeite 3 | Hofmann Innovation Group
Concept Laser
· Gegründet 2000
· 85 Mitarbeiter
· Führender Hersteller im Bereich Laseranlagen zur Metallpulververarbeitung
· Entwicklung der LaserCUSING® Technologie
· Entwicklung und Vertrieb der Maschinen Mlab cusing, M1 cusing, M2 cusing und Xline 1000R
Concept Laser GmbHAn der Zeil 8
D 96215 LichtenfelsT +49 (0) 9571 / 949-238F +49 (0) 9571 / 949-239
www.concept-laser.deSeite 4 | Hofmann Innovation Group
Concept Laser

www.concept-laser.deSeite 5 | Hofmann Innovation Group
Concept Laser - Branchenlösungen
Automotive
Medical
Jewelry Aerospace
MoldDental
www.concept-laser.deSeite 6 | Hofmann Innovation Group
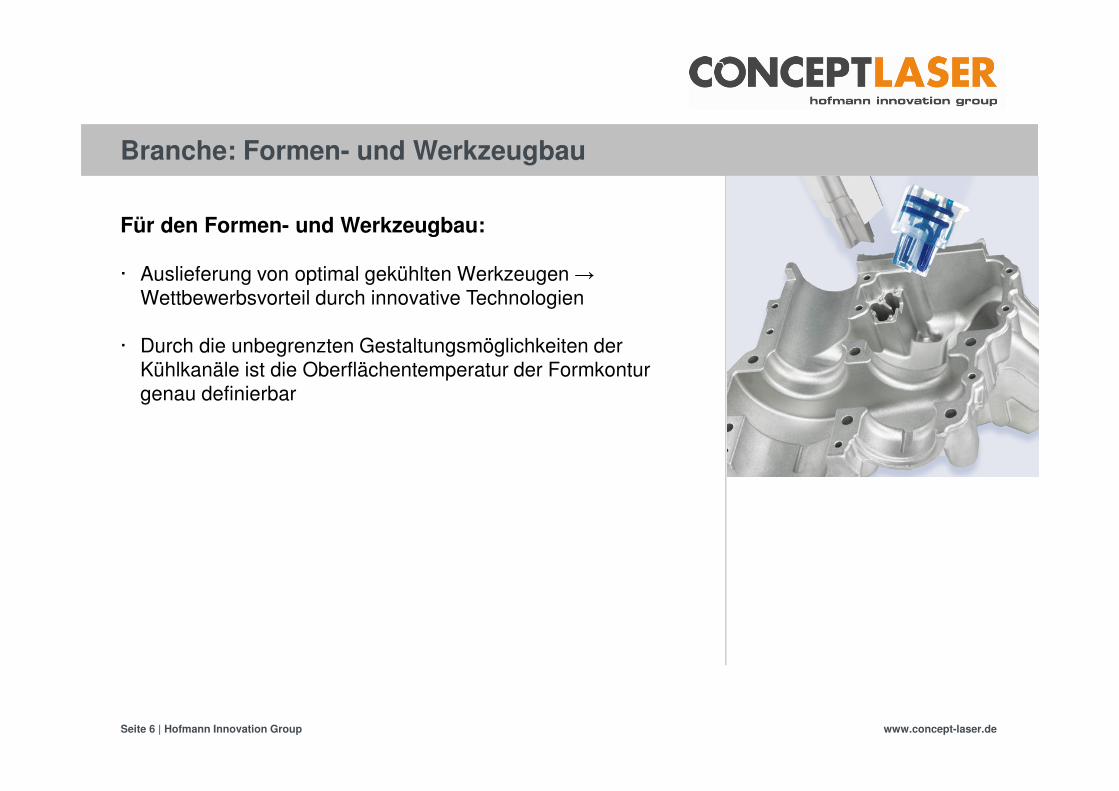
Für den Formen- und Werkzeugbau:
· Auslieferung von optimal gekühlten Werkzeugen → Wettbewerbsvorteil durch innovative Technologien
· Durch die unbegrenzten Gestaltungsmöglichkeiten der Kühlkanäle ist die Oberflächentemperatur der Formkontur genau definierbar
Branche: Formen- und Werkzeugbau
www.concept-laser.deSeite 7 | Hofmann Innovation Group
Hyridbauweise
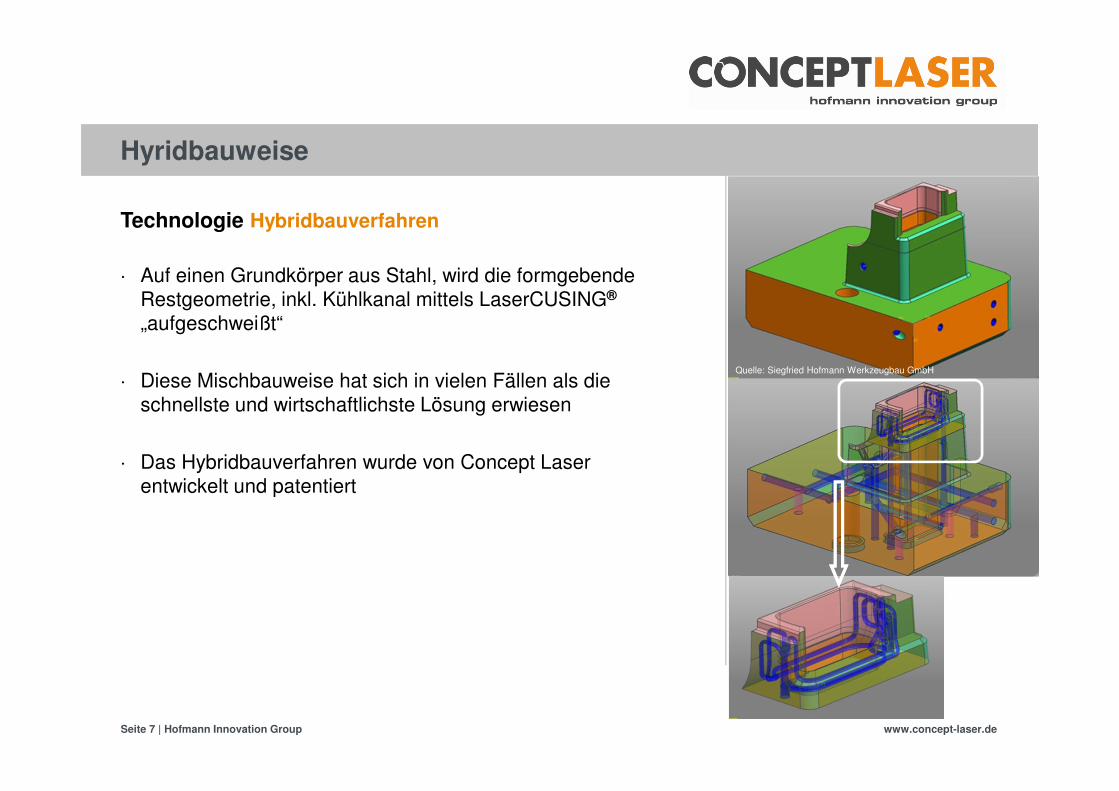
Technologie Hybridbauverfahren
· Auf einen Grundkörper aus Stahl, wird die formgebende Restgeometrie, inkl. Kühlkanal mittels LaserCUSING®
„aufgeschweißt“
· Diese Mischbauweise hat sich in vielen Fällen als die schnellste und wirtschaftlichste Lösung erwiesen
· Das Hybridbauverfahren wurde von Concept Laser entwickelt und patentiert
Quelle: Siegfried Hofmann Werkzeugbau GmbHQuelle: Siegfried Hofmann Werkzeugbau GmbH
www.concept-laser.deSeite 8 | Hofmann Innovation Group
Parallel- und Oberflächenkühlung
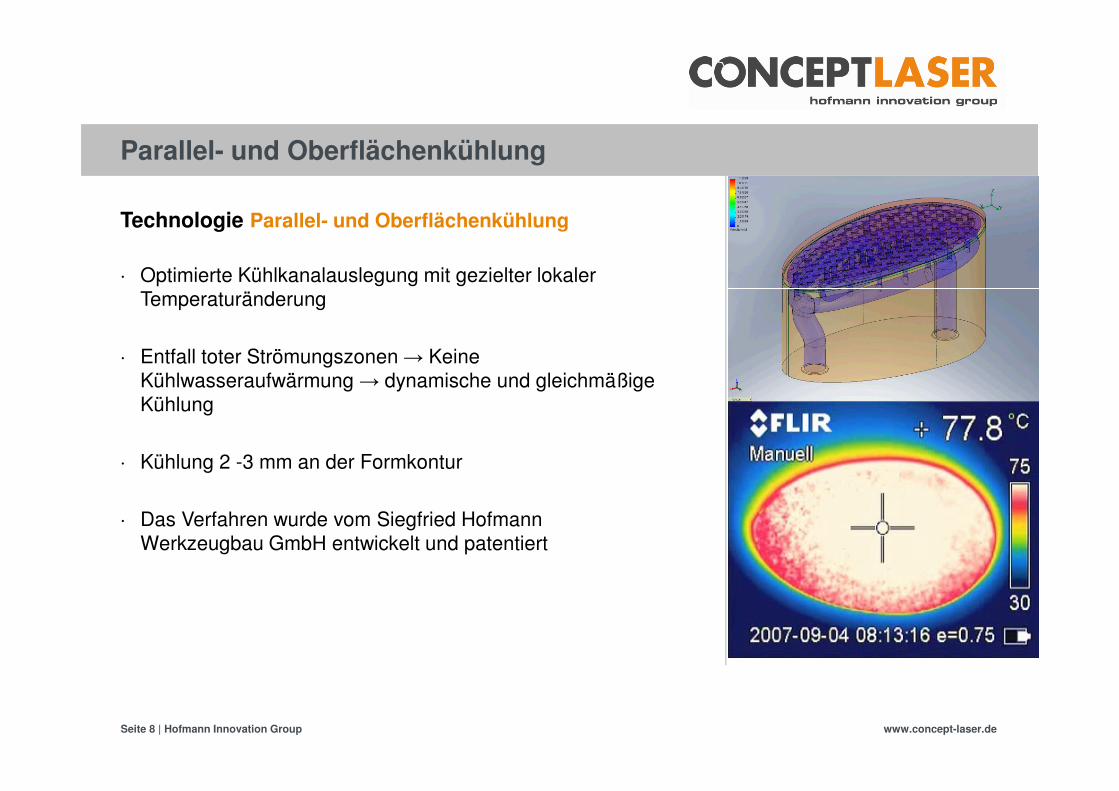
Technologie Parallel- und Oberflächenkühlung
· Optimierte Kühlkanalauslegung mit gezielter lokaler Temperaturänderung
· Entfall toter Strömungszonen → Keine Kühlwasseraufwärmung → dynamische und gleichmäßige Kühlung
· Kühlung 2 -3 mm an der Formkontur
· Das Verfahren wurde vom Siegfried Hofmann Werkzeugbau GmbH entwickelt und patentiert
www.concept-laser.deSeite 9 | Hofmann Innovation Group
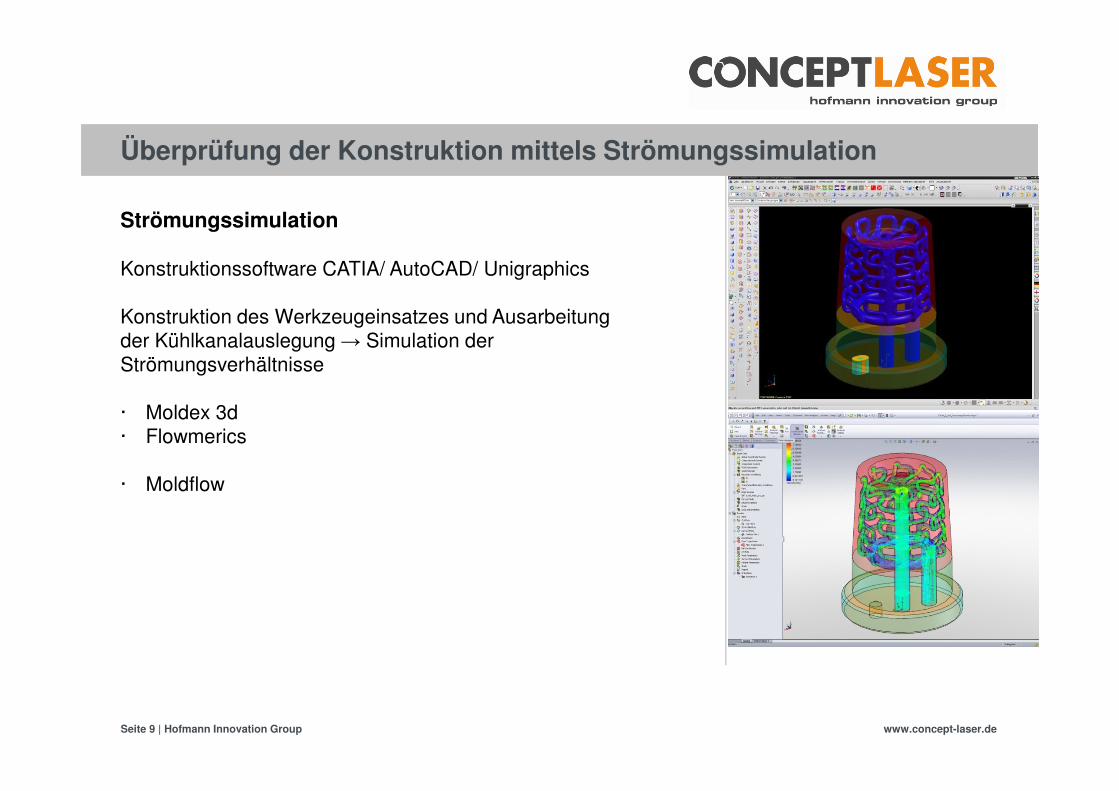
Strömungssimulation
Konstruktionssoftware CATIA/ AutoCAD/ Unigraphics
Konstruktion des Werkzeugeinsatzes und Ausarbeitungder Kühlkanalauslegung → Simulation derStrömungsverhältnisse
· Moldex 3d· Flowmerics
· Moldflow
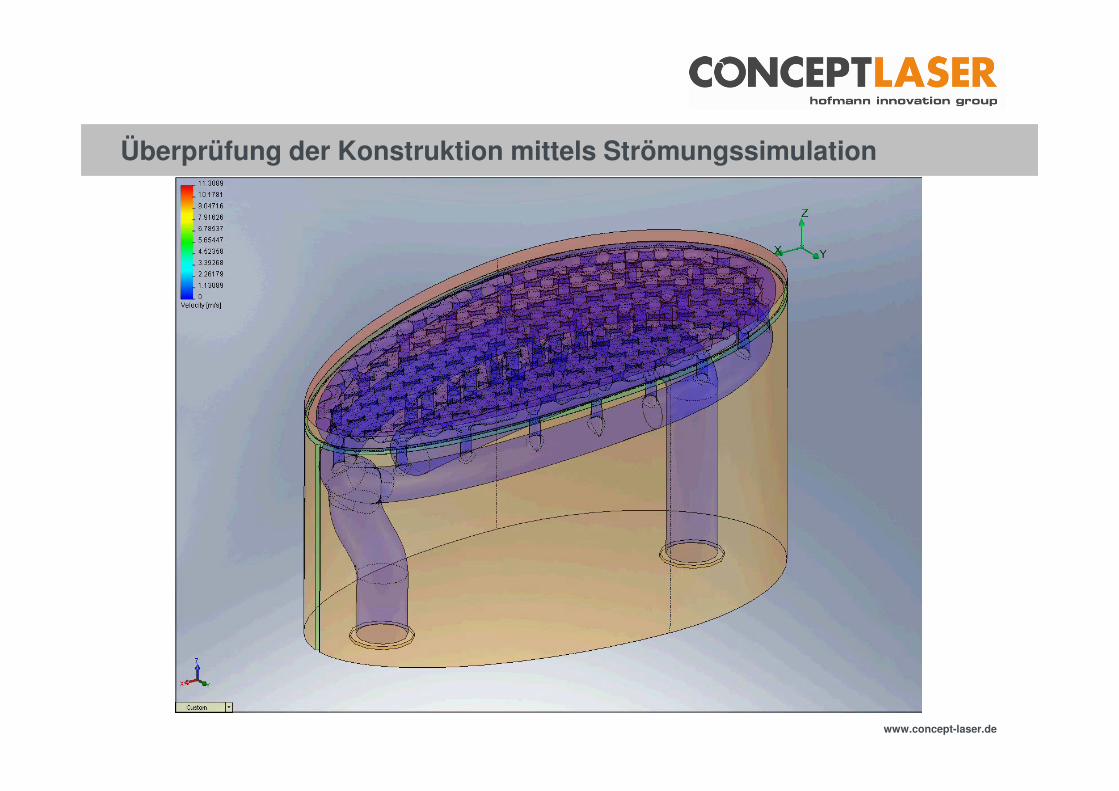
Überprüfung der Konstruktion mittels Strömungssimulation
www.concept-laser.de
Überprüfung der Konstruktion mittels Strömungssimulation
www.concept-laser.de
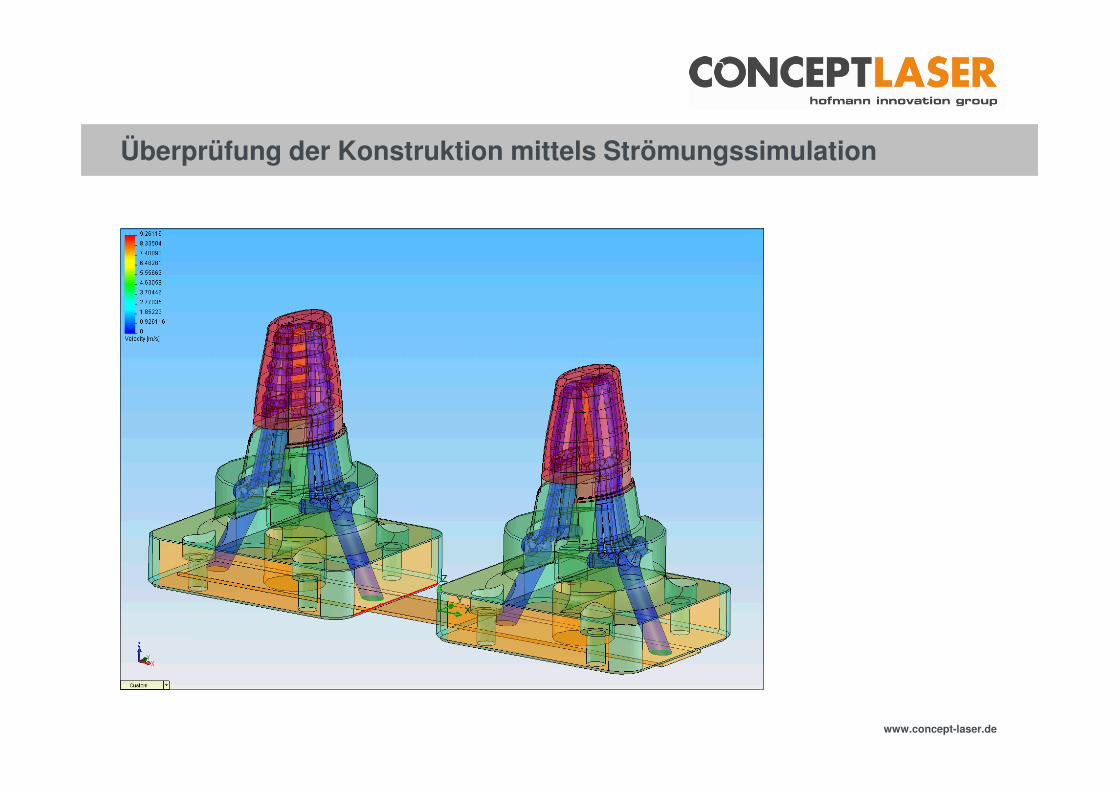
Überprüfung der Konstruktion mittels Strömungssimulation
www.concept-laser.de
Qualitätskontrolle mittels Wärmebildkamera
www.concept-laser.de
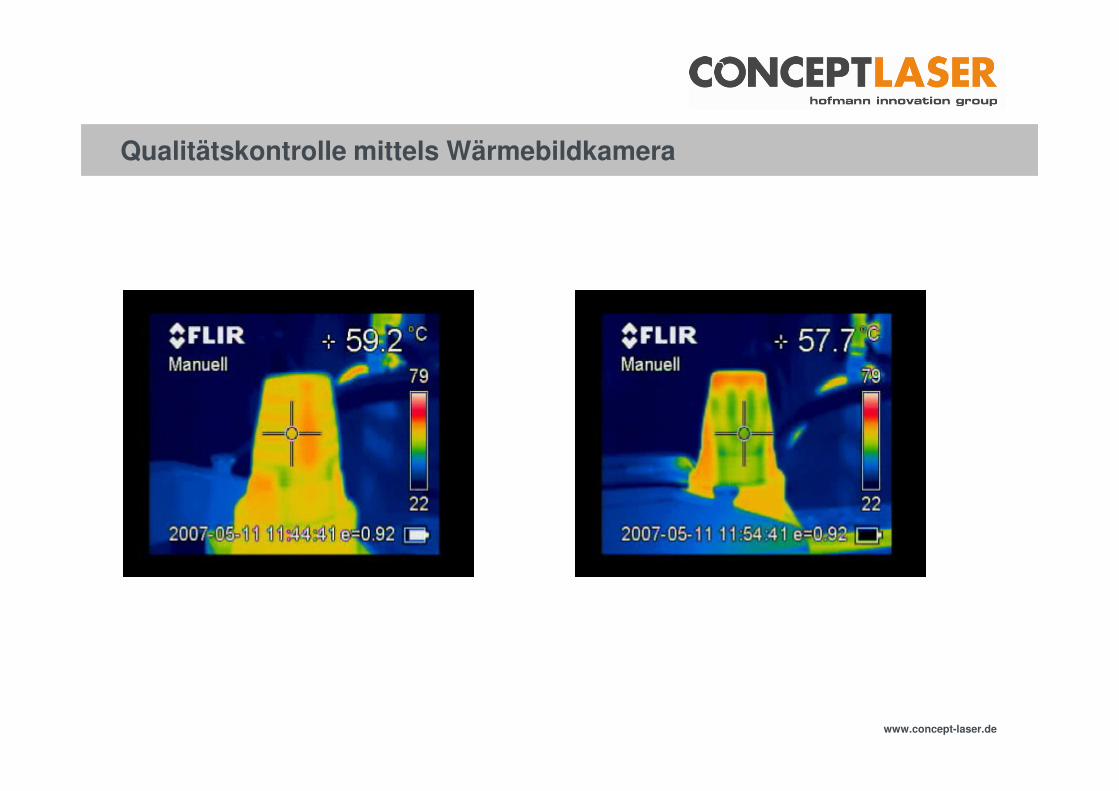
Qualitätskontrolle mittels Wärmebildkamera
www.concept-laser.deSeite 14 | Hofmann Innovation Group
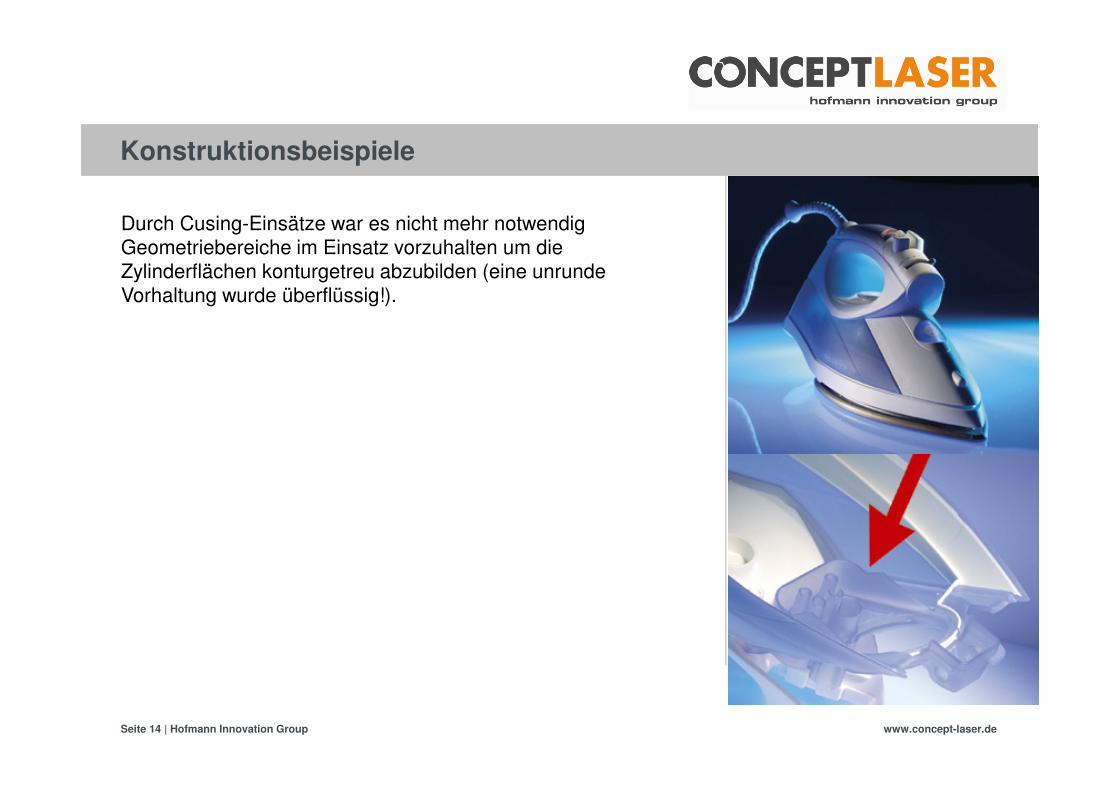
Konstruktionsbeispiele
Durch Cusing-Einsätze war es nicht mehr notwendig Geometriebereiche im Einsatz vorzuhalten um die Zylinderflächen konturgetreu abzubilden (eine unrunde Vorhaltung wurde überflüssig!).

www.concept-laser.de
Konstruktionsbeispiele – Serielle Kühlung
Werkzeugeinsatz mit konturnaher Kühlung
· Größe: 52 x 60 x 82 mm
· Material: CL 50WS (1.2709)
· Härte: 52 HRC
www.concept-laser.deSeite 16 | Hofmann Innovation Group
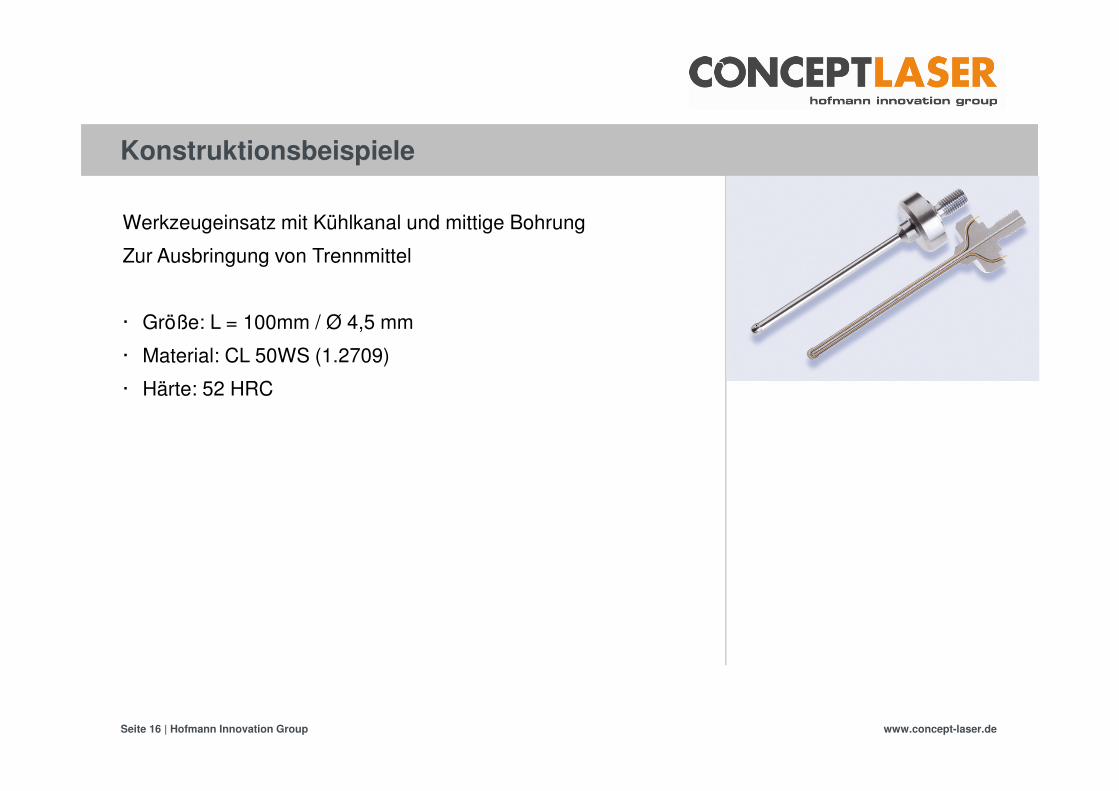
Konstruktionsbeispiele
Quelle: Siegfried Hofmann Werkzeugbau GmbH
Werkzeugeinsatz mit Kühlkanal und mittige Bohrung
Zur Ausbringung von Trennmittel
· Größe: L = 100mm / Ø 4,5 mm
· Material: CL 50WS (1.2709)
· Härte: 52 HRC
www.concept-laser.deSeite 17 | Hofmann Innovation Group
Konstruktionsbeispiele
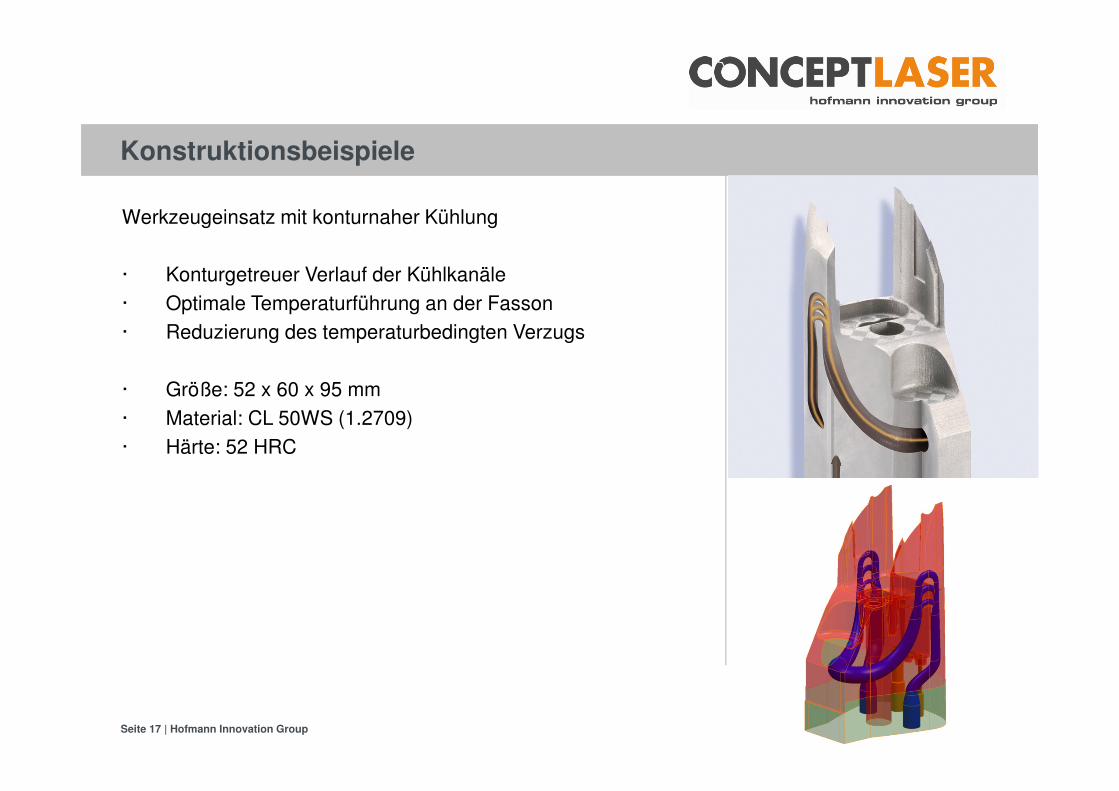
Werkzeugeinsatz mit konturnaher Kühlung
· Konturgetreuer Verlauf der Kühlkanäle
· Optimale Temperaturführung an der Fasson
· Reduzierung des temperaturbedingten Verzugs
· Größe: 52 x 60 x 95 mm
· Material: CL 50WS (1.2709)
· Härte: 52 HRC
www.concept-laser.deSeite 18 | Hofmann Innovation Group
Konstruktionsbeispiele
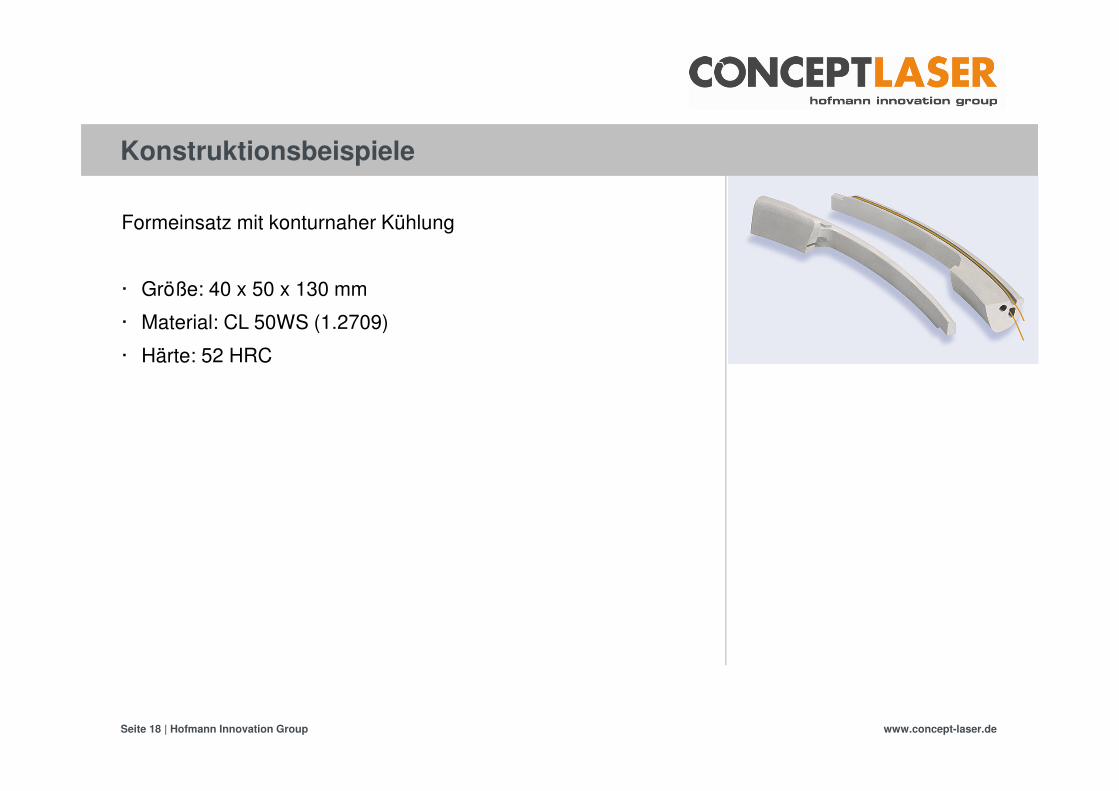
Formeinsatz mit konturnaher Kühlung
· Größe: 40 x 50 x 130 mm
· Material: CL 50WS (1.2709)
· Härte: 52 HRC

www.concept-laser.deSeite 19 | Hofmann Innovation Group
Konstruktionsbeispiele – Flächenkühlung
Seite 19 | Hofmann Innovation Group www.concept-laser.de
Werkzeugeinsatz mit patentierter Oberflächenkühlung
· Größe: 100 x 135 x 47 mm
· Material: CL 50WS (1.2709)
· Härte: 52 HRC

www.concept-laser.deSeite 20 | Hofmann Innovation Group
Konstruktionsbeispiele - Parallelkühlung
Seite 20 | Hofmann Innovation Group www.concept-laser.de
Werkzeugeinsatz mit patentierter Parallelkühlung
· Stegbreite: 4,5 mm
· Material: CL 50WS (1.2709)
· Härte: 52 HRC
· Volumenstrom: 280 l/h bei einer Druckdifferenz von 1 bar
www.concept-laser.deSeite 21 | Hofmann Innovation Group
Konstruktionsbeispiele
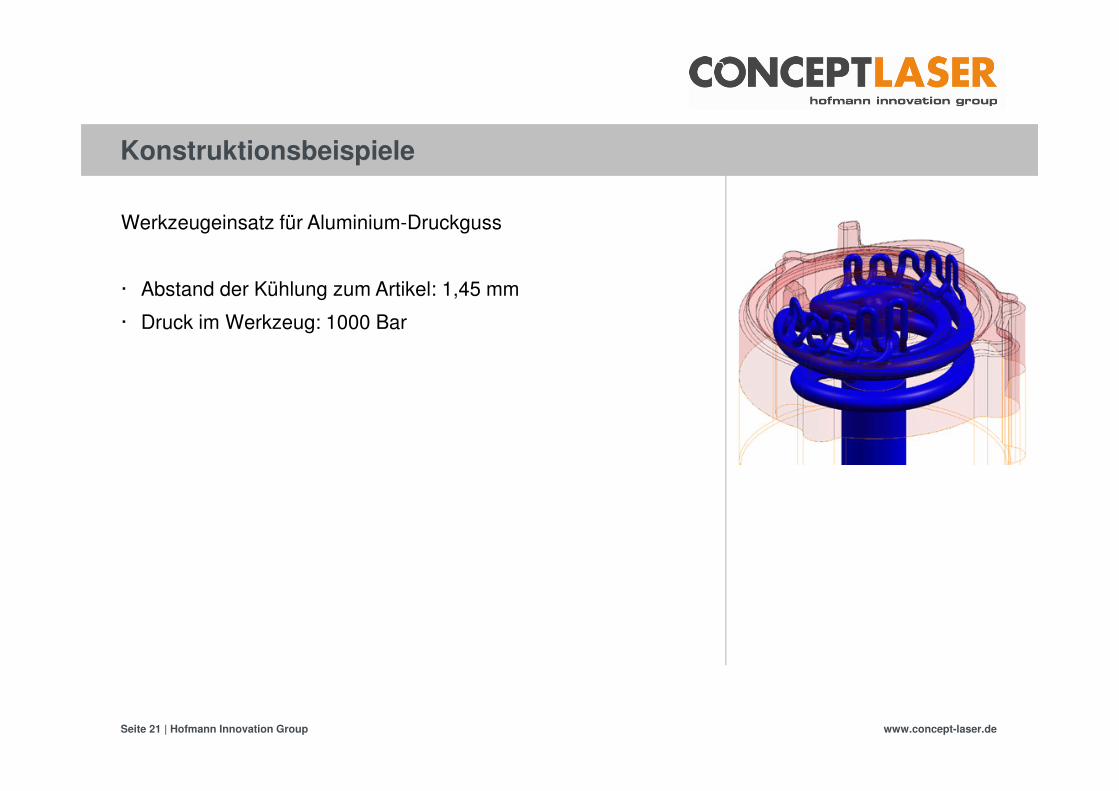
Werkzeugeinsatz für Aluminium-Druckguss
· Abstand der Kühlung zum Artikel: 1,45 mm
· Druck im Werkzeug: 1000 Bar
www.concept-laser.deSeite 22 | Hofmann Innovation Group
Konstruktionsbeispiele - Parallelkühlung
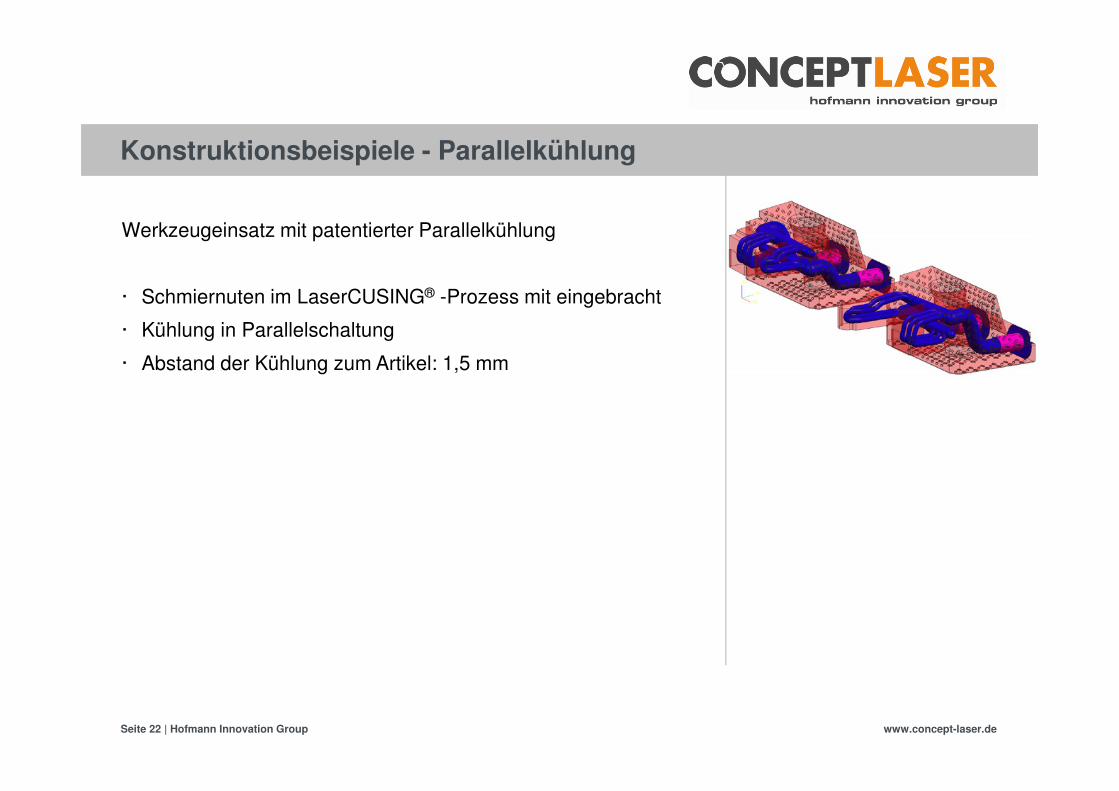
Werkzeugeinsatz mit patentierter Parallelkühlung
· Schmiernuten im LaserCUSING® -Prozess mit eingebracht
· Kühlung in Parallelschaltung
· Abstand der Kühlung zum Artikel: 1,5 mm
www.concept-laser.deSeite 23 | Hofmann Innovation Group
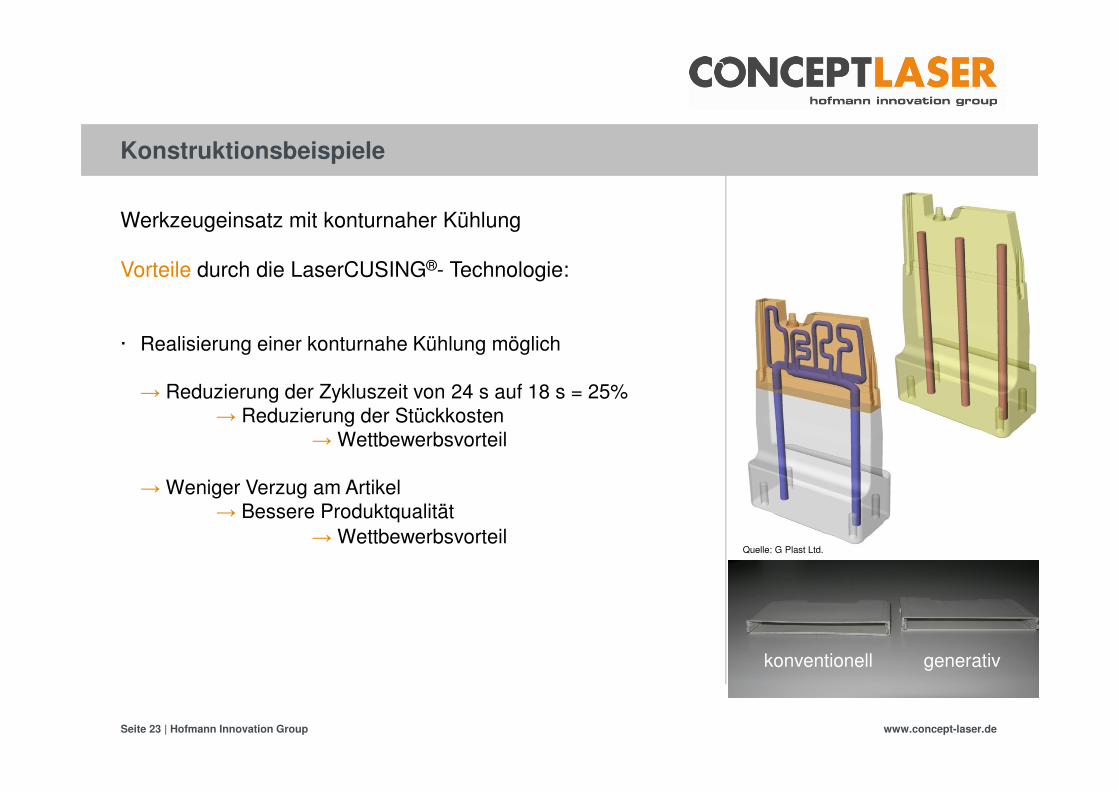
Konstruktionsbeispiele
Werkzeugeinsatz mit konturnaher Kühlung
Vorteile durch die LaserCUSING®- Technologie:
· Realisierung einer konturnahe Kühlung möglich
→ Reduzierung der Zykluszeit von 24 s auf 18 s = 25%→ Reduzierung der Stückkosten
→ Wettbewerbsvorteil
→ Weniger Verzug am Artikel → Bessere Produktqualität
→ Wettbewerbsvorteil
konventionell generativ
Quelle: G Plast Ltd.
www.concept-laser.deSeite 24 | Hofmann Innovation Group
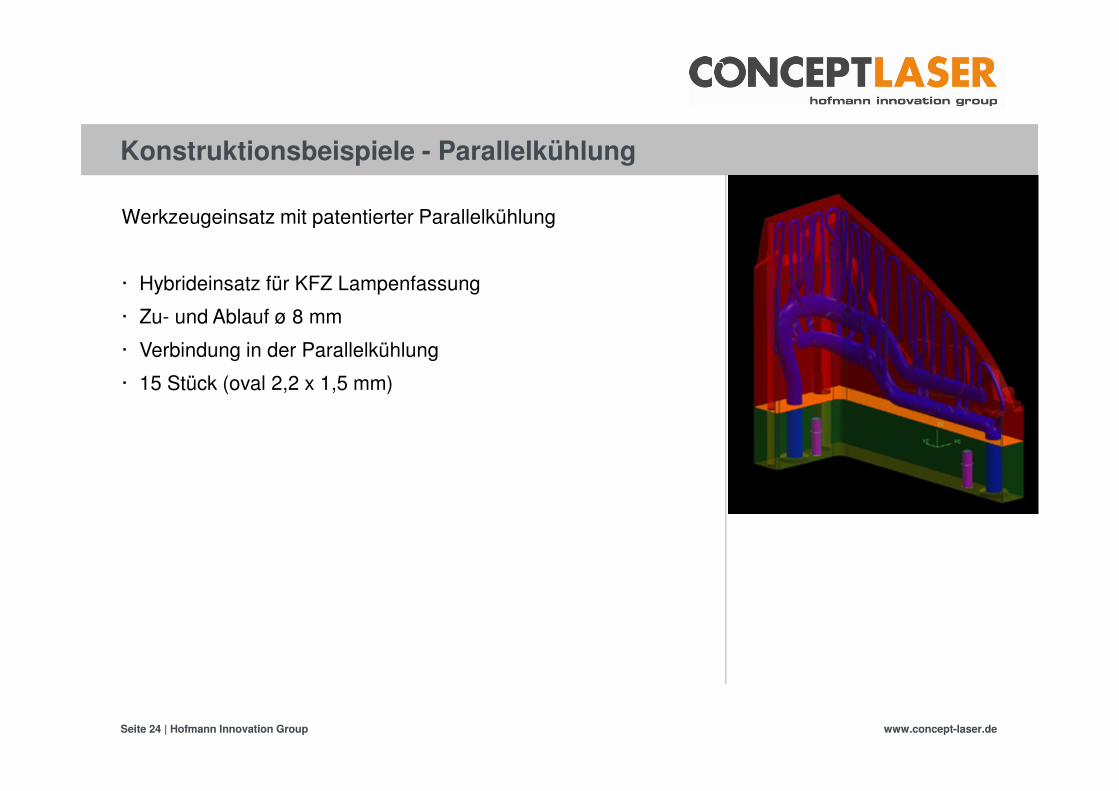
Konstruktionsbeispiele - Parallelkühlung
Seite 24 | Hofmann Innovation Group www.concept-laser.de
Werkzeugeinsatz mit patentierter Parallelkühlung
· Hybrideinsatz für KFZ Lampenfassung
· Zu- und Ablauf ø 8 mm
· Verbindung in der Parallelkühlung
· 15 Stück (oval 2,2 x 1,5 mm)

www.concept-laser.de
Konstruktionsbeispiele - Serielle Kühlung
Schrägschiebereinsatz mit konturnaher Kühlung
· Größe: 50 x 60 x 90
· Material: CL 50WS (1.2709)
· Härte: 52 HRC
www.concept-laser.deSeite 26 | Hofmann Innovation Group
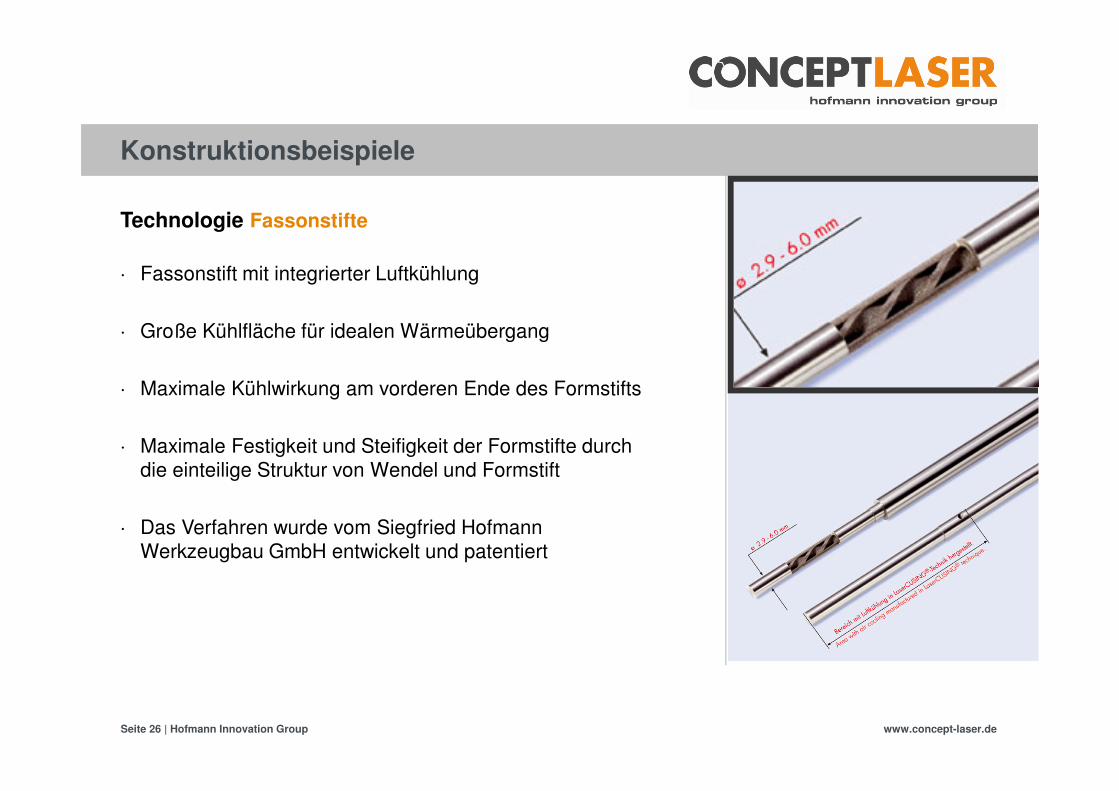
Konstruktionsbeispiele
Technologie Fassonstifte
· Fassonstift mit integrierter Luftkühlung
· Große Kühlfläche für idealen Wärmeübergang
· Maximale Kühlwirkung am vorderen Ende des Formstifts
· Maximale Festigkeit und Steifigkeit der Formstifte durch die einteilige Struktur von Wendel und Formstift
· Das Verfahren wurde vom Siegfried Hofmann Werkzeugbau GmbH entwickelt und patentiert
www.concept-laser.deSeite 27 | Hofmann Innovation Group
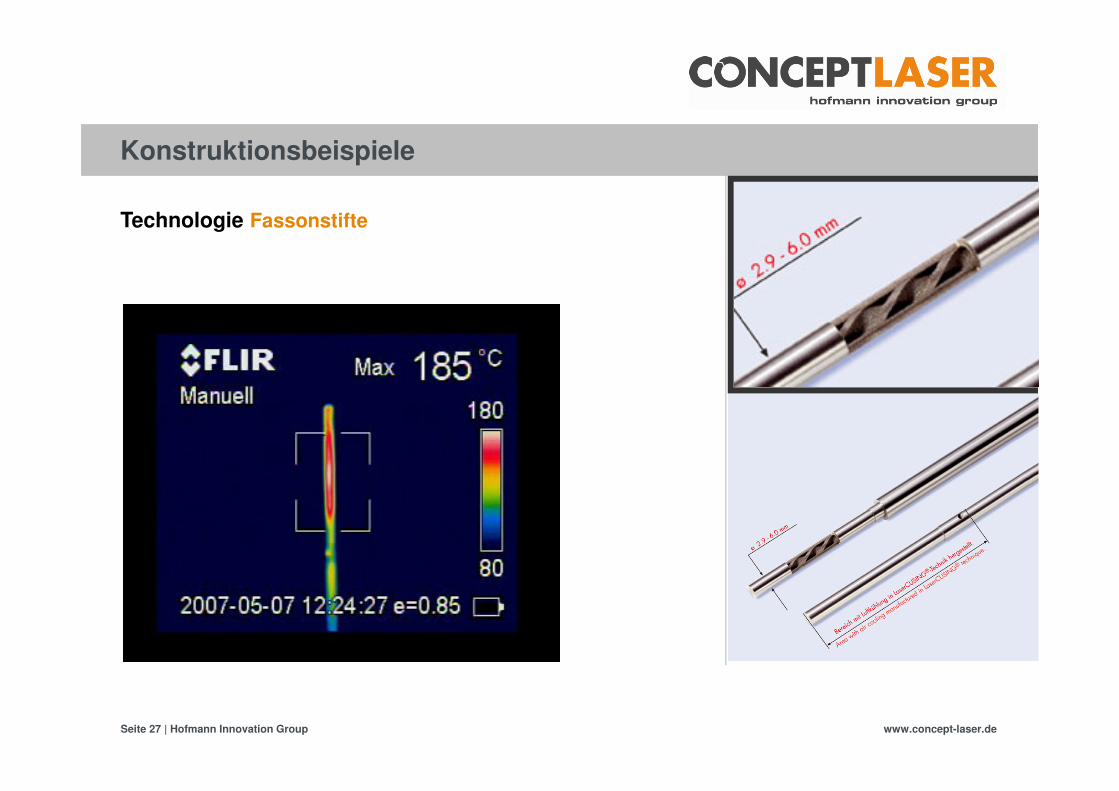
Konstruktionsbeispiele
Technologie Fassonstifte

www.concept-laser.deSeite 28 | Hofmann Innovation Group
Fallbeispiel 1: Komponente eines Sauerstoff-Versorgungssystems
Flugzeug: Eurofighter Typhoon
Kunde: DAe Systems GmbH
Stückzahl: ca. 100 pro Jahr
Anforderungen an die Komponente:
· Qualitätskontrolle bei 200 bar Betriebsdruck
· Qualitätskontrolle bei 400 bar Berstdruck
Concept Laser – Aerospace
Quelle: www.eads.net
www.concept-laser.dePage 29 | Hofmann Innovation Group
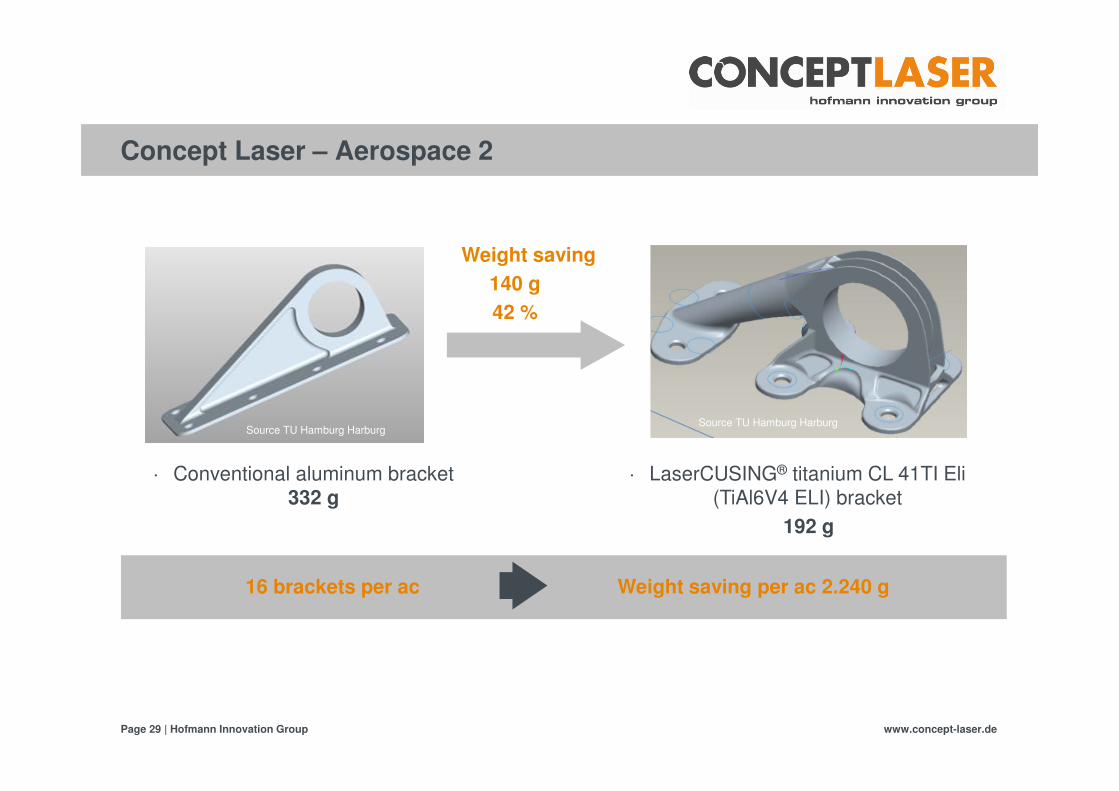
· Conventional aluminum bracket 332 g
· LaserCUSING® titanium CL 41TI Eli (TiAl6V4 ELI) bracket
192 g
Weight saving
140 g
42 %
16 brackets per ac Weight saving per ac 2.240 g
Source TU Hamburg HarburgSource TU Hamburg Harburg
Concept Laser – Aerospace 2
www.concept-laser.dePage 30 | Hofmann Innovation Group
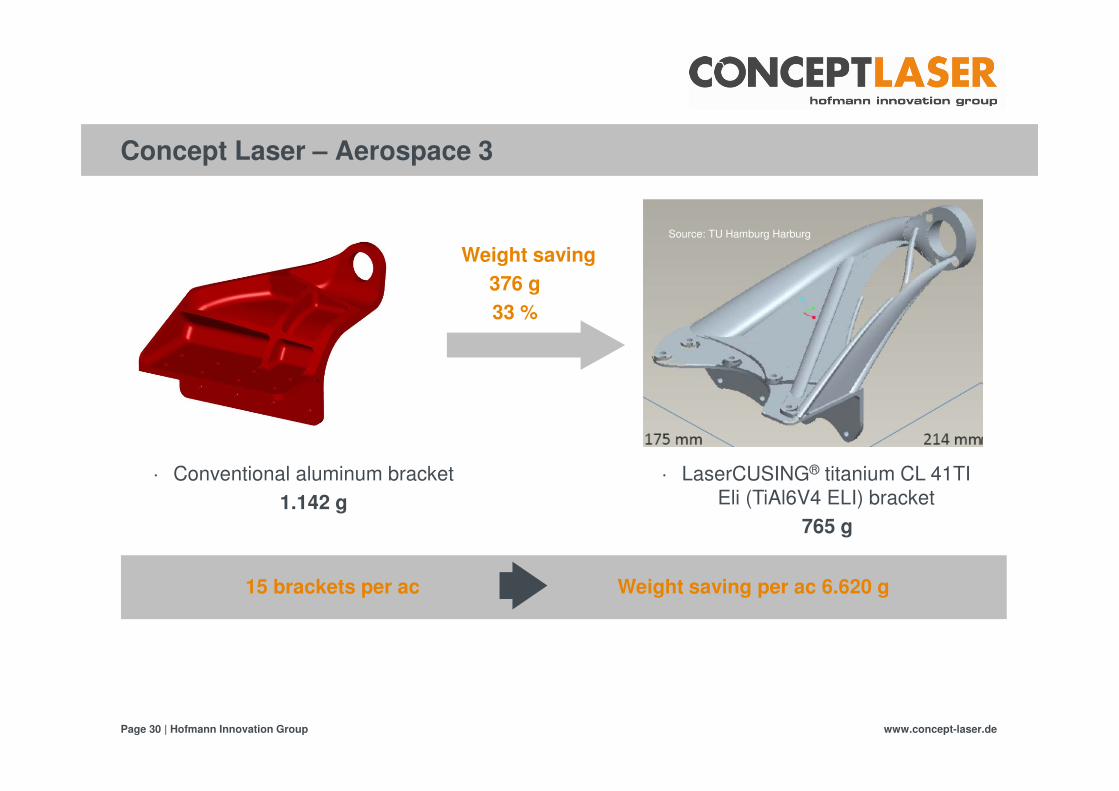
· Conventional aluminum bracket
1.142 g
· LaserCUSING® titanium CL 41TI Eli (TiAl6V4 ELI) bracket
765 g
Weight saving
376 g
33 %
15 brackets per ac Weight saving per ac 6.620 g
Source: TU Hamburg Harburg
Quelle TU Hamburg Harburg
Concept Laser – Aerospace 3
www.concept-laser.deSeite 31 | Hofmann Innovation Group
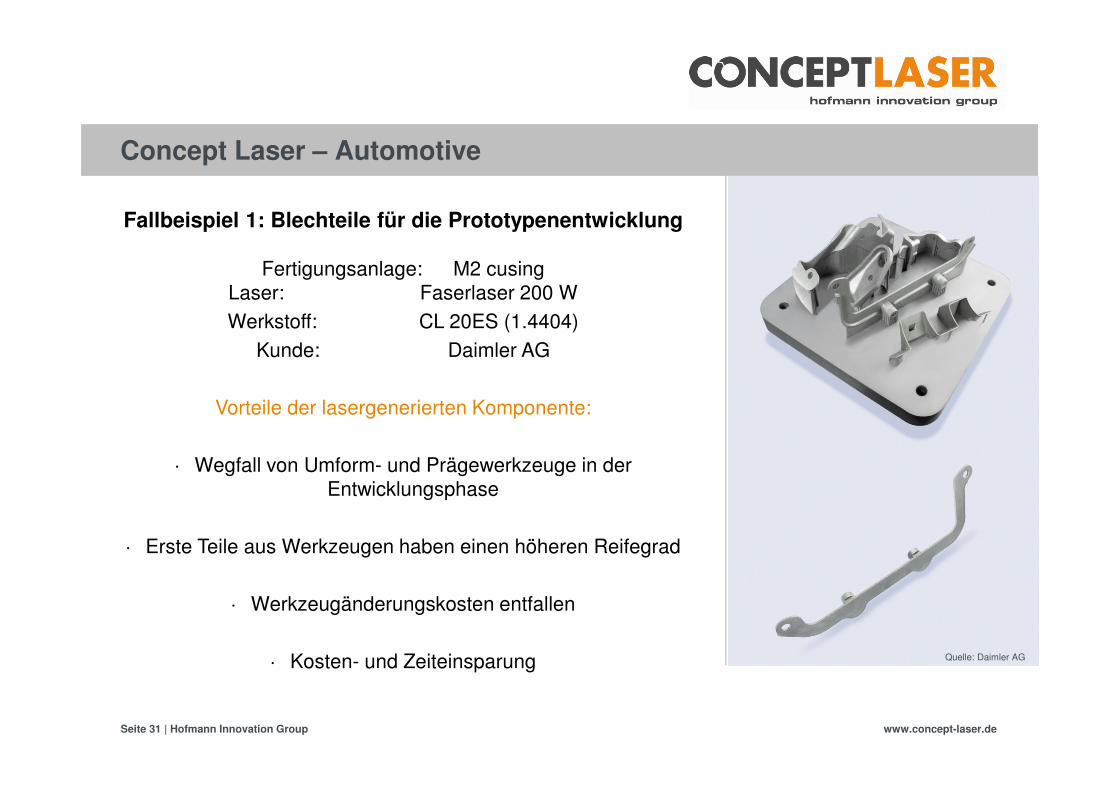
Concept Laser – Automotive
Fallbeispiel 1: Blechteile für die Prototypenentwicklung
Fertigungsanlage: M2 cusingLaser: Faserlaser 200 W
Werkstoff: CL 20ES (1.4404)
Kunde: Daimler AG
Vorteile der lasergenerierten Komponente:
· Wegfall von Umform- und Prägewerkzeuge in der Entwicklungsphase
· Erste Teile aus Werkzeugen haben einen höheren Reifegrad
· Werkzeugänderungskosten entfallen
· Kosten- und Zeiteinsparung Quelle: Daimler AG
www.concept-laser.deSeite 32 | Hofmann Innovation Group
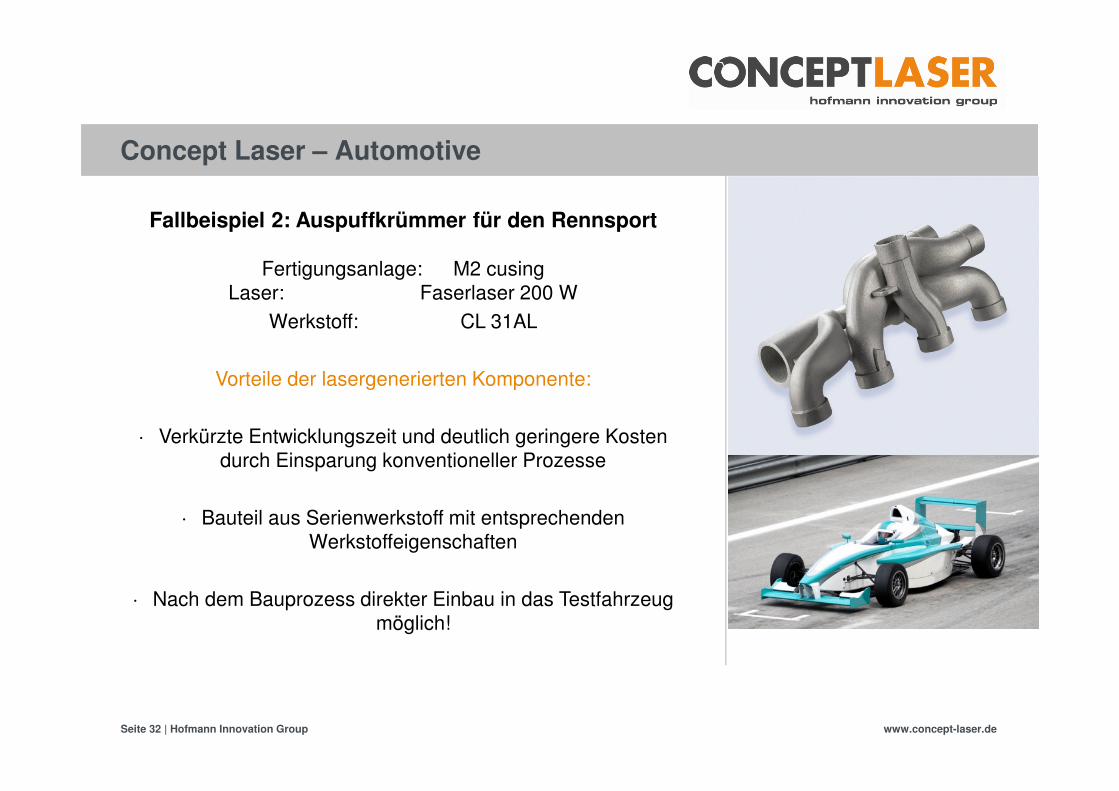
Concept Laser – Automotive
Fallbeispiel 2: Auspuffkrümmer für den Rennsport
Fertigungsanlage: M2 cusingLaser: Faserlaser 200 W
Werkstoff: CL 31AL
Vorteile der lasergenerierten Komponente:
· Verkürzte Entwicklungszeit und deutlich geringere Kosten durch Einsparung konventioneller Prozesse
· Bauteil aus Serienwerkstoff mit entsprechenden Werkstoffeigenschaften
· Nach dem Bauprozess direkter Einbau in das Testfahrzeug möglich!
Quelle: Daimler AG

www.concept-laser.deSeite 33 | Hofmann Innovation Group
Fallbeispiel 3: Werkzeugeinsatz mit konturnaher Kühlung im Aludruckgussbereich
Fertigungsanlage: M3 linearLaser: 100 D
Werkstoff: Warmarbeitsstahl CL 50WS (1.2709)
Maschinenkunde: ae group AG
Messbare Vorteile durch konturnahe Kühlung:
· Wesentlich verbesserte Produktqualität durch die Reduzierung von Lunkerbildung.
· 50% weniger Ausschussteile bezogen auf das anvisierte Fehlermerkmal.
· Verzug am Gussteil deutlich verringert.
· Zeit- und Kosteneinsparung.
Concept Laser – AutomotiveQuelle: ae group AG
www.concept-laser.dePage 34 | Hofmann Innovation Group
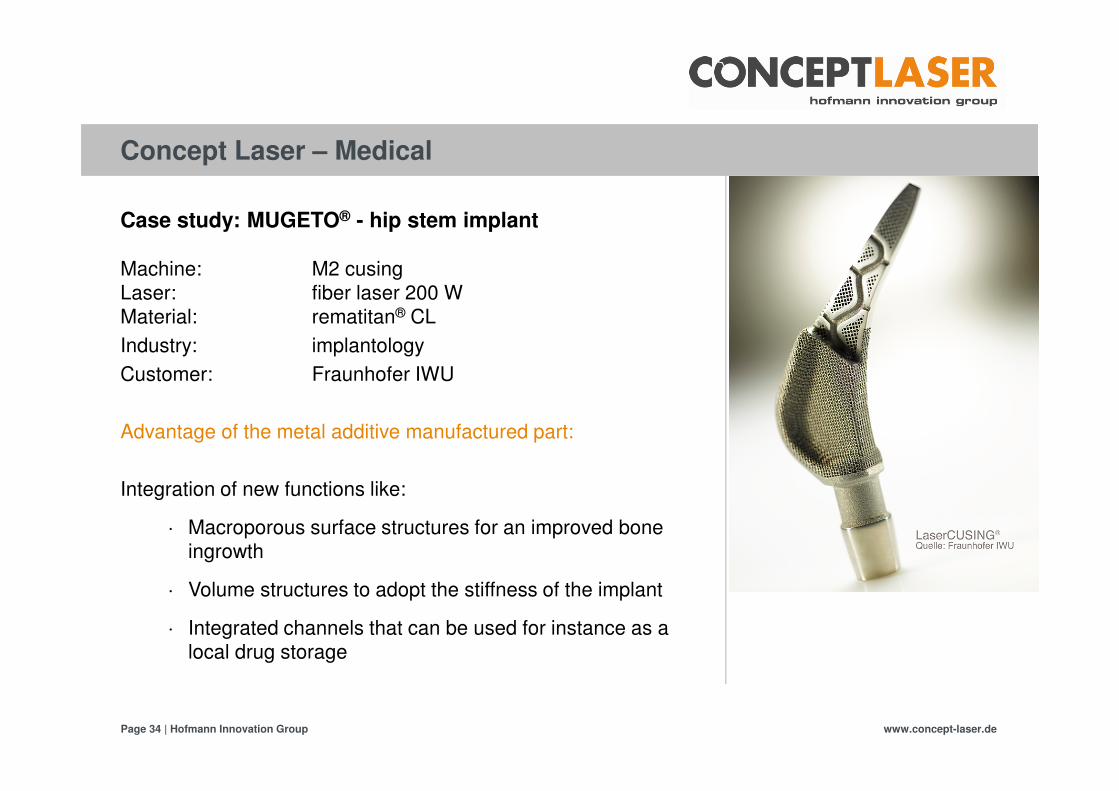
Case study: MUGETO® - hip stem implant
Machine: M2 cusing Laser: fiber laser 200 WMaterial: rematitan® CL
Industry: implantology
Customer: Fraunhofer IWU
Advantage of the metal additive manufactured part:
Integration of new functions like:
· Macroporous surface structures for an improved boneingrowth
· Volume structures to adopt the stiffness of the implant
· Integrated channels that can be used for instance as a local drug storage
Concept Laser – Medical

www.concept-laser.deSeite 35 | Hofmann Innovation Group
Concept Laser – Dental
· Standardisierte Fertigung von Dentalteilen mitkonstant hoher Qualität
· Herstellung von komplexen und filigranenZahnimplantaten und Zahnersatz nach
individuellen Kundenansprüchen
· CE-zertifizierte Werkstoffe für die Anwendungen in der Dentaltechnik
Quelle: LAC – Laser Add Center GmbH

www.concept-laser.deSeite 36 | Hofmann Innovation Group
Fallbeispiel 1: Modellguss
Maschine: M2 cusingLaser: Faserlaser 200 W
Material: remanium® star CL
Kunde: LAC – Laser Add Center GmbH
Vorteile von mit LaserCUSING® hergestellten abnehmbaren Teilprothesen:
· Sehr viel filigranere Spangen mit ausreichendmechanischen Eigenschaften können hergestellt
werden → größerer ästhetische Vorteil und Nutzen fürden Patienten
Arbeitszeitersparnis auf 0,5 Stunden
· Verkürzung der Auslieferungszeit auf 1-2 Werktage
· Wirtschaftliche Herstellung möglich
Fallbeispiele
Quelle: LAC - Laser Add Center GmbH
www.concept-laser.deSeite 37 | Hofmann Innovation Group
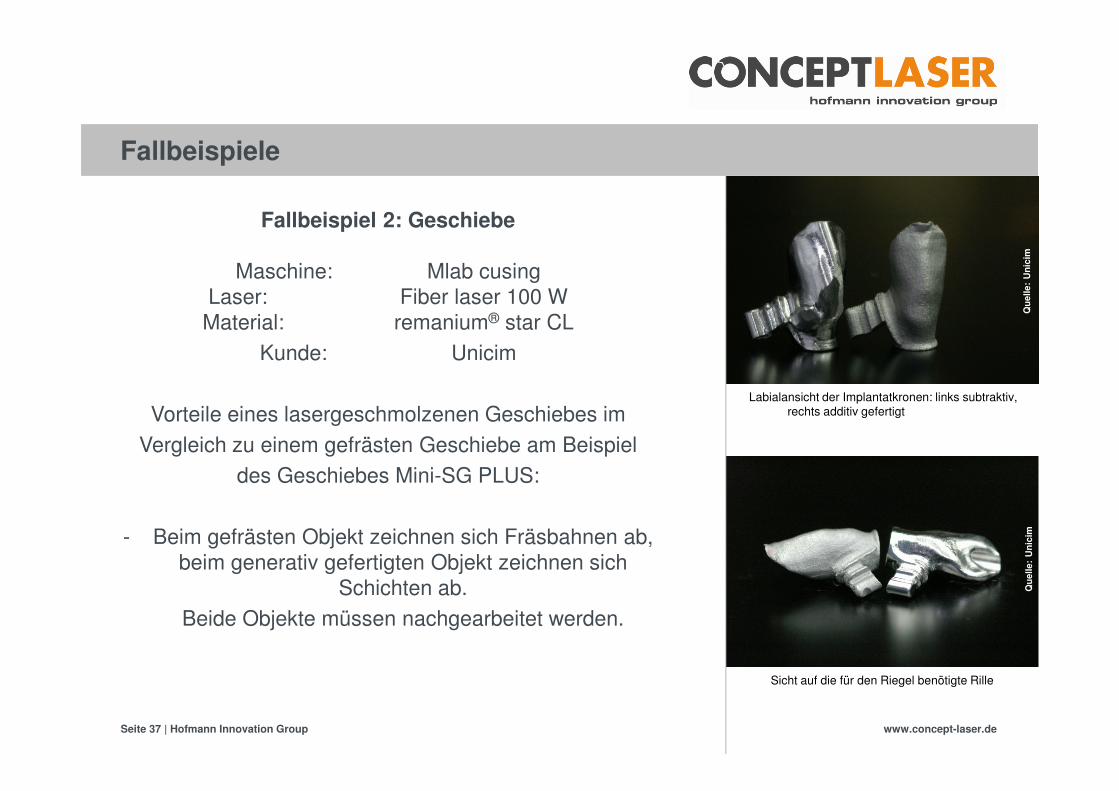
Fallbeispiel 2: Geschiebe
Maschine: Mlab cusingLaser: Fiber laser 100 W
Material: remanium® star CL
Kunde: Unicim
Vorteile eines lasergeschmolzenen Geschiebes im
Vergleich zu einem gefrästen Geschiebe am Beispiel
des Geschiebes Mini-SG PLUS:
- Beim gefrästen Objekt zeichnen sich Fräsbahnen ab, beim generativ gefertigten Objekt zeichnen sich
Schichten ab.
Beide Objekte müssen nachgearbeitet werden.
Fallbeispiele
Qu
elle
: U
nic
imQ
uel
le:
Un
icim
Labialansicht der Implantatkronen: links subtraktiv, rechts additiv gefertigt
Sicht auf die für den Riegel benötigte Rille
www.concept-laser.deSeite 38 | Hofmann Innovation Group
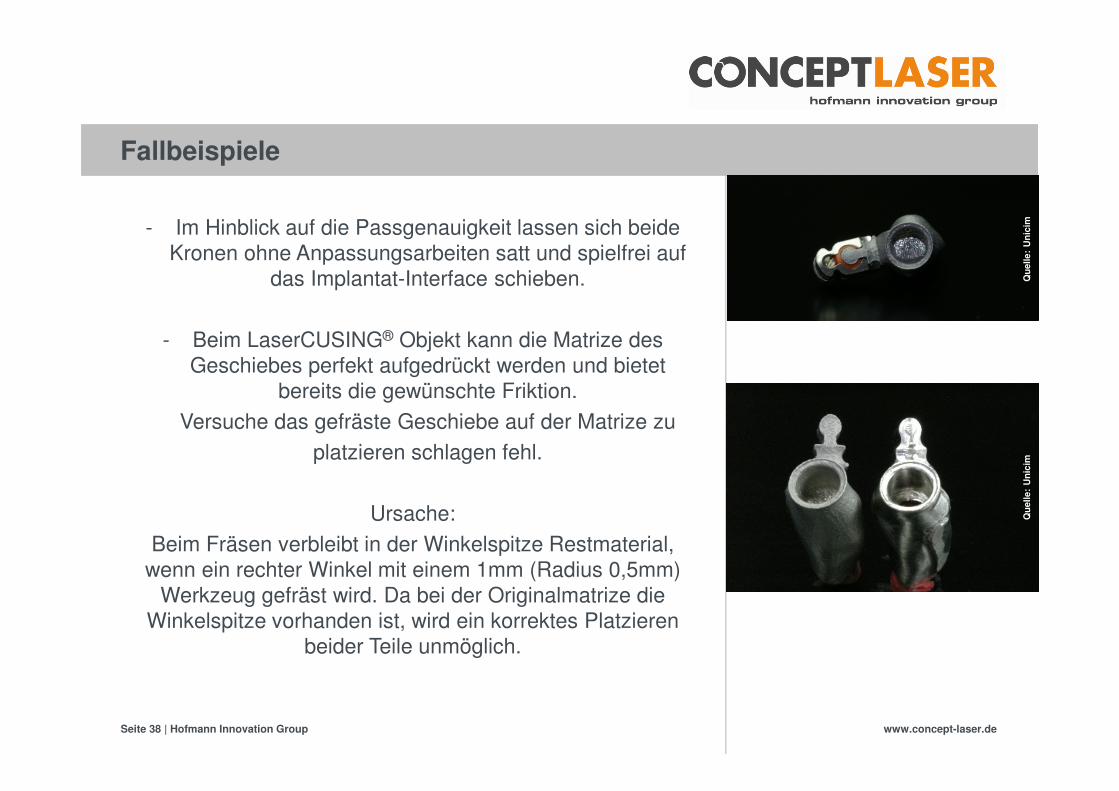
Fallbeispiele
- Im Hinblick auf die Passgenauigkeit lassen sich beide Kronen ohne Anpassungsarbeiten satt und spielfrei auf
das Implantat-Interface schieben.
- Beim LaserCUSING® Objekt kann die Matrize des Geschiebes perfekt aufgedrückt werden und bietet
bereits die gewünschte Friktion.
Versuche das gefräste Geschiebe auf der Matrize zu
platzieren schlagen fehl.
Ursache:
Beim Fräsen verbleibt in der Winkelspitze Restmaterial, wenn ein rechter Winkel mit einem 1mm (Radius 0,5mm)
Werkzeug gefräst wird. Da bei der Originalmatrize die Winkelspitze vorhanden ist, wird ein korrektes Platzieren
beider Teile unmöglich.
Qu
elle
: U
nic
imQ
uel
le:
Un
icim
www.concept-laser.deSeite 39 | Hofmann Innovation Group
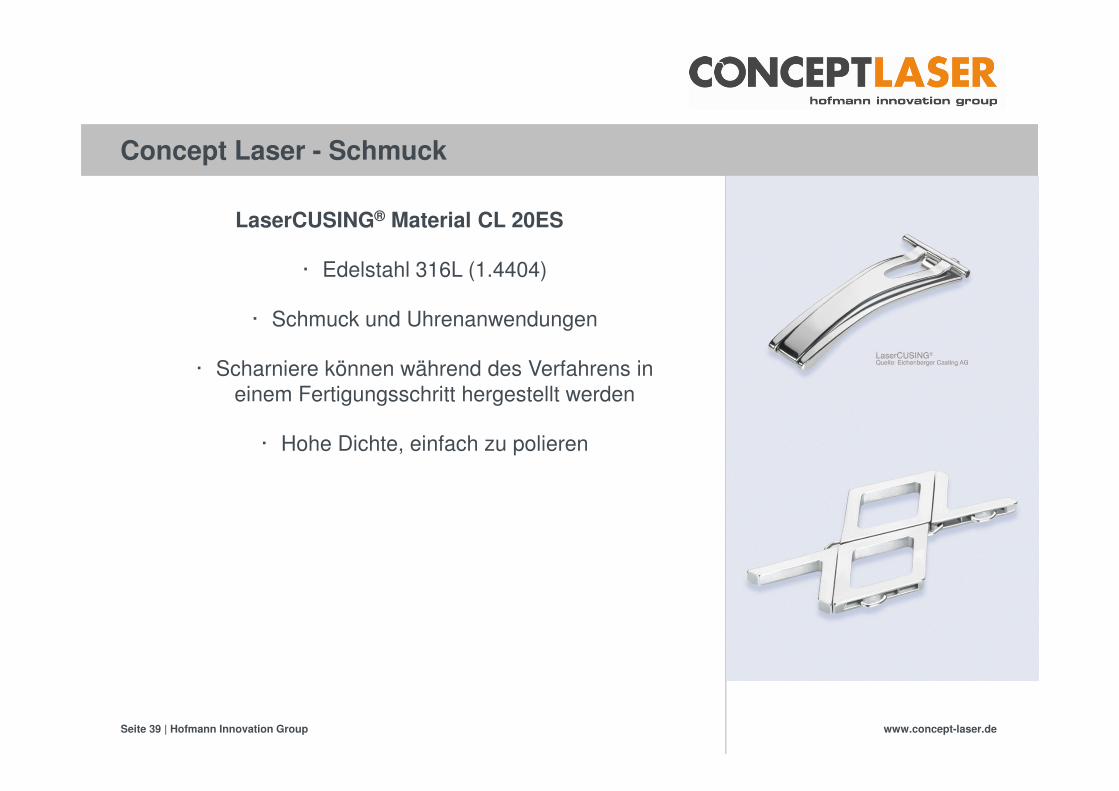
LaserCUSING® Material CL 20ES
· Edelstahl 316L (1.4404)
· Schmuck und Uhrenanwendungen
· Scharniere können während des Verfahrens in einem Fertigungsschritt hergestellt werden
· Hohe Dichte, einfach zu polieren
Concept Laser - Schmuck
Source: DENTAURUM
Quelle: Grown at Legor Group S.p.A. Design by Beatriz Biagi

www.concept-laser.deSeite 40 | Hofmann Innovation Group
LaserCUSING® Material CL 80CU
· Bronzepulvermaterial
· Hohe Dichte
· Einfach zu polieren und höhere Härte als Silberlegierungen
· Nutzung als Urmodell für die Massenproduktion
Concept Laser - Schmuck
Source: DENTAURUM
Quelle: Legor Group S.p.A. Design by Beatirz bBiagi
www.concept-laser.deSeite 41 | Hofmann Innovation Group
Für weitere Fragen stehen wir Ihnen gernezur Verfügung.
Concept Laser GmbHAn der Zeil 8
D 96215 LichtenfelsT +49 (0) 9571 / 949-238F +49 (0) 9571 / 949-249
Herzlichen Dank für Ihre Aufmerksamkeit!







