elements of statistic in exploitation decisions - pszw · elements of statistic in exploitation...
TRANSCRIPT

BOGDAN �ÓŁTOWSKI
ELEMENTS OF STATISTIC IN EXPLOITATION DECISIONS
Summary
Exploitation systems are constantly improved by management methods and
information techniques. Machines in operation are subject to degradation controlled
by diagnostic methods. Obtaining information on the condition and its processing
for the purposes of legitimate exploitation decisions is elaborated on in many
aspects, considered as new herein. This involves information selection, dedicated
diagnostic systems, the system of agreeing on decisions, and cause-effect modelling.
Selected aspects of this subject were discussed in this publication.
Keywords: management, exploitation, diagnostics, redundancy, product life cycle
1. Introduction
A production system constitutes a deliberately designed and organized arrangement of materials, energy, and information used by men, for the purpose of manufacturing specific products – in order to meet the diverse needs of consumers. Its proper functioning, in light of production computerization and application of flexible production systems, almost starts a revolution in the methods of factory management. The practice of exploiting increasingly complex machinery shows that engineering knowledge, on a par with economic and organizational knowledge, becomes a necessity in a market economy.
Detecting, measuring, recording, and evaluating selected information and data on the condition of a particular system (organization, management, product quality, safety, environment, machinery exploitation) are used for the purpose of organization functioning, management, and quality assessment (product, safety, environment, machinery) in terms of assumed task classification. The particularization of such decisions in the area of machinery degradation examination (task usefulness) at the stage of their exploitation is constituted by methods, procedures, and measures of technical diagnostics, enabling a particularized (structural) assessment of system conditions, generating a basis for further diagnostic-exploitation decisions [9, 10, 11, 12, 13, 14, 15].
The assessment of the technical condition of machinery with the use of physical processes generated by it requires obtaining relevant information on the condition and associating functional parameters of the evaluated object properly, including a set of measurements and an evaluation of the initial processes. The development of virtual techniques gives rise to numerous new solutions for the modelling, simulating, collecting, and processing of diagnostic information. Some of them were briefly presented in this article, including signal processing, statistical optimization of results, and diagnostic deduction in making exploitation decisions.

Bogdan ółtowski
Elements of statistic in exploitation decisions
154
2. Managing an exploitation system
The objective of economic development is to create conditions for the achievement of increased social productivity, taking into account criteria for environmental protection, quality systems, safety, and modern IT technologies. An increasing amount of information produced in an enterprise in the areas of management, production, and supporting processes requires their proper ordering, processing, and reduction to an extent necessary to make rational decisions. Computer techniques has have taken control over all the spheres of enterprise activity; moreover, it has undermined hitherto existing divisions and shook the existing structures, as well as changed its surroundings.
Information technology development at various stages – from the design to machinery liquidation – including product lifecycle – is shown in Fig. 1.
Figure 1. The development of industrial information systems
An example of an enterprise information system highlights the issue of maintaining machinery in motion, where logistics, exploitation, diagnostics, and safety are most important. In such a system, the issue of monitoring machinery conditions and other related partial problems in decision-making are integrated in a company’s IT structure.
Taking into account variants of possible machinery exploitation strategies available in literature, their practical relevance for an enterprise can be assessed with the use of utility
indicators of efficiency. They enable an assessment of damage development, as well as management through functional reliability.
Management functions in an enterprise are as follows: planning, organizing, directing,
motivating, and controlling.

155 Studies & Proceedings of Polish Association for Knowledge Management
No. 58, 2012
Planning mainly focuses on: 1. developing a strategy for production system management,2. forecasting demand, prices, ambient conditions and actions,3. designing a product and production process,4. designing and selecting production capabilities,5. planning product location,6. designing production structures and arranging machinery.
Organizing production technology processing includes: 1. operation and work planning,2. work measurement and standardization,3. managing product development plans, production process, and system changes.
Directing and motivating mainly include: 1. production system operation scheduling,2. synchronizing deliveries and processing operations,3. scheduling particular operations.
Controlling embraces an inspection of the entire processing system: 1. controlling material, semi-finished, and ready-made product supplies,2. controlling product quality,3. controlling the company’s financial situation.Keeping machinery in motion and assessing machinery condition, depending on the scope of
the diagnostics application in an enterprise, may include the following actions: corrective, preventive, or forecasting, as shown in Fig. 2.
Thus, the system of maintaining machinery usability takes advantage of all exploitation and management theory areas with the help of IT techniques with reference to acquiring, processing, and transmitting information, which constitutes a basis for further diagnostic and exploitation decisions. More generally, monitoring and managing technical systems in an enterprise involves the issues of:
* established:
– enterprise management system;– enterprise IT system;– exploitation organization system in a logistic system;** implemented:
– monitoring of enterprise functioning;– monitoring of machinery conditions through diagnostics and non-destructive tests.
Modern solutions of professional machinery condition monitoring systems for suitability maintenance are carried out by such companies as: Bently Nevada (USA), Carl Schenck AG, Bruel & Kjaer, TECHNICAD – Gliwice, as well as many other commercial, partial information systems supporting machinery exploitation in a plant. Sensible and economically -justified development of future enterprises embraces complex IT strategies in monitoring and management, handled by personnel trained in managerial and organizational issues.
Any company operating in a competitive free market economy should choose an appropriate management method that ensures a strategic advantage. This includes an analysis of the description and relevance of management methods with reference to enterprise specificity, with their brief characteristics, principles of functioning, and possible benefits. In view of a large
Bogdan ółtowski
Elements of statistic in exploitation decisions
156
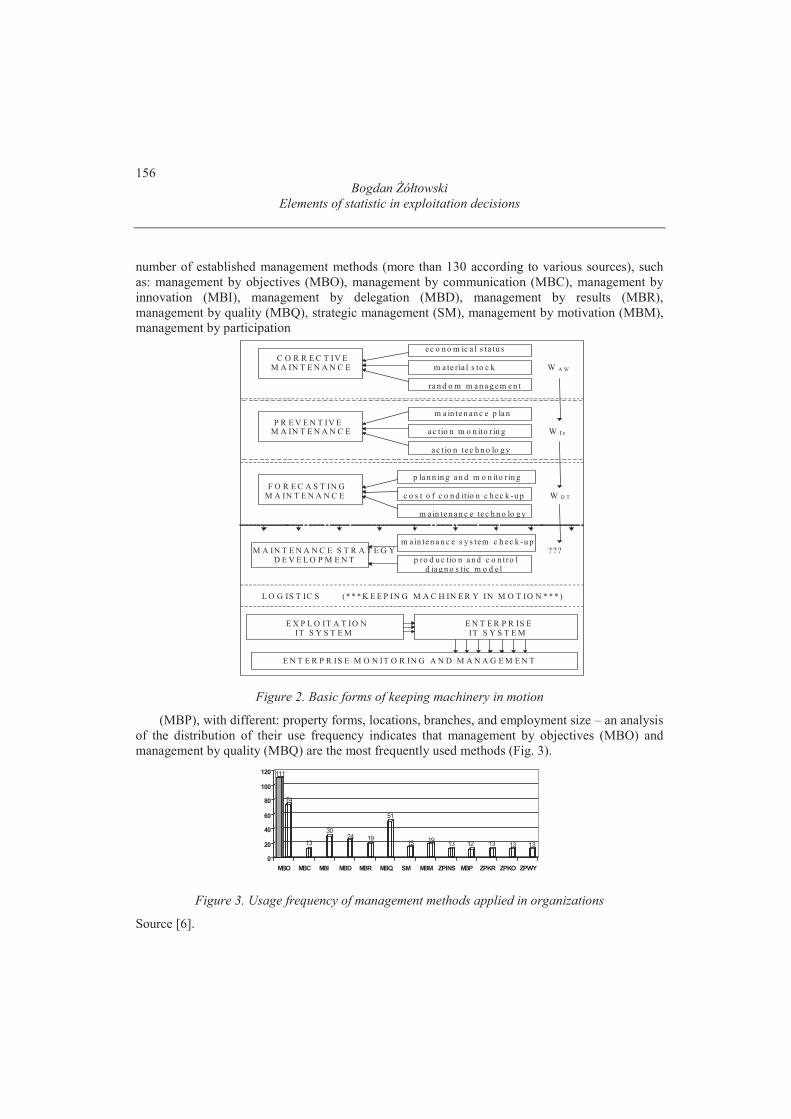
number of established management methods (more than 130 according to various sources), such as: management by objectives (MBO), management by communication (MBC), management by innovation (MBI), management by delegation (MBD), management by results (MBR), management by quality (MBQ), strategic management (SM), management by motivation (MBM), management by participation
e c o n o m ic a l s ta tu s C O R R E C T IV E
M A IN T E N A N C E m a te ria l s to c k W A W
ra n d o m m a n a g e m e n t
m a in te n a n c e p la n P R E V E N T IV E
M A IN T E N A N C E a c tio n m o n ito r in g W t p
a c tio n te c h n o lo g y
p la n n in g a n d m o n ito rin g F O R E C A S T IN G
M A IN T E N A N C E c o s t o f c o n d itio n c h e c k -u p W D T
m a in te n a n c e te c h n o lo g y
m a in te n a n c e s y s te m c h e c k -u p M A IN T E N A N C E S T R A T E G Y ? ? ?
D E V E L O P M E N T p ro d u c tio n a n d c o n tro l d ia g n o s tic m o d e l
L O G IS T IC S (* * * K E E P IN G M A C H IN E R Y IN M O T IO N * * * )
E X P L O IT A T IO N E N T E R P R IS E IT S Y S T E M IT S Y S T E M
E N T E R P R IS E M O N IT O R IN G A N D M A N A G E M E N T
Figure 2. Basic forms of keeping machinery in motion
(MBP), with different: property forms, locations, branches, and employment size – an analysis of the distribution of their use frequency indicates that management by objectives (MBO) and management by quality (MBQ) are the most frequently used methods (Fig. 3).
111
74
13
3024 19
51
1519
13 12 13 13 13
0
20
40
60
80
100
120
MBO MBC MBI MBD MBR MBQ SM MBM ZPINS MBP ZPKR ZPKO ZPWY
Figure 3. Usage frequency of management methods applied in organizations
Source [6].

157
A tool for shaping the accuracy of an action with reference to machinery suitability assessment are monitoring and technical diagnostics, generating information necessary to manage their exploitation – Fig. 4. Quality supported by information techniques has become the central problem of modern management. It is the entire product’s characteristics and services affecting their ability to meet identified and potential needs.
Available commercial “product lifecycle” programs include a description and principles of managing the lifecycle of a machine at the stages of evaluation, design and construction, manufacturing, and operation.
�
POR
POZ
ZO
UO
YE
ynO
unO
umO
PO
Figure 4. The idea of machinery exploitation management in an enterprise
POR – exploitation working subsystem, POZ – exploitation management subsystem, UO – input,
YO – outputs, ZO – disruptions, uno, yno, umo – signals: input, output and steering, respectively.
At the stage of design, the following are used: Autodesk, AutoCad, CAD, CAE (MES, FLUENT, ADAMS), PDM (documentation management), MICROSTATTION, CATIA, SOLIDWORKS, SOLIDEDGE, INVENTOR, and ANSYS. In manufacturing, the following are available: CAM, IRIS, and UIC. For exploitation description, the following programs can be used: ARETICS, CMMS Machine, TPM, AGILITY, MAXIMO, SUR-FBD, EUROTRONIC, THETA-CONSTELLATION, PREKION, PLAN-9000, “MACHINE” SYSTEM, PLAN9000 SYSTEM, REPAIRING SYSTEM API PRO, IMPACT XP 217 SYSTEM, IFS SYSTEM, and the ISA SYSTEM – BPCS. Product lifecycle integration is described by PLM, LCM, engineering knowledge management – KM, CATIA.
3. Initial data processing
The observation of progress in the wear and tear of an object is based on measuring various symptoms of the technical condition and comparing them with the allowed values established earlier – for a specific symptom and in a particular application. The process of object wear and tear is usually not one-dimensional, and the dimension of damage degree increases with the degree of machinery construction complexity. This radically improves the dimensionality of condition vectors, signal, and interference vectors. Diagnostic information available during the check-up becomes redundant, dimensionally complex, and difficult to process.
This study presents the problems of information redundancy, the assessment of individual measurements of diagnostic signals, and multi-dimensional processing of diagnostic information in program research as key issues.
Studies & Proceedings of Polish Association for Knowledge Management No. 58, 2012

Bogdan ółtowski
Elements of statistic in exploitation decisions
158
In practical applications, the pre-treatment of measurement data is an essential step in data classification, having an impact on both the effectiveness of distinguishing between conditions, speed, and construction simplicity, as well as learning the cause-effect model and its subsequent generalization. A recorded time signal of the tested process moved to an Excel spreadsheet is the basis for further processing; for example, in the field of time, frequency, and amplitude, giving many measurements enabling the decomposition of the output signal to signals of growing individual disruptions. The decision-making process consists of a series of operations, starting with obtaining information on machinery status, its gathering, and processing, until selecting and forwarding a fixed decision for implementation. In the beginning, however, three types of initial data processing need to be distinguished: data transformations, filling in the missing values, and dimensionality reduction.
Data transformations – analyzing experimental data is associated with various types of measurement scales, which may be symbolic or numeric. In case of diagnostic information processing systems, most often all the features that describe analysed objects have to be numeric.
In the case of classification models using distance as a measurement of similarity, it is very often the case that individual features characterise a physical state on the basis of various physical quantities, having different ranges of values, and, as a result, they can have a different impact on distance. A few transformations unifying the influence of individual features to the value of distance can be applied.
Normalization. Conducted according to the following formula:
minmax
min
ii
ii
Nxx
xxX
−
−= (1)
Where: ximax – maximum value in a set for feature, ximin – minimum value of feature.
As a result of normalization, vectors with feature values from the range [0, 1] are obtained. This transformation does not take into account the value distribution of a given symptom; therefore, in the case of the appearance of several symptoms with values significantly different, most values are pressed narrow range as a result of normalization.
Standardization. The use of value distribution in single symptoms leads to a transformation known as standardization, according to the following relations (2):
)(
_
x
xxX
i
iiS
σ
−= ; �=
n
j
i
jxn
x1_
; � −−
=n
j
ij
ii xxn
x 2_
)(1
1)(σ (2)
As a result of this transformation, symptoms with an average value of x = 0 are obtained, and a standard deviation C = 1, so that all the symptoms have an equal share with respect to the value of information.
Precision constant – takes into account the range of variation and an average value of measured parameters and provides non-dimensionality, as per the following relationship:
i
ii
w
xp
_
= (3)

159
Symptom sensitivity iw – expressed as one number together with an average value ensures
non-dimensionality and changeability range:
i
iii
x
xxw _
minmax −= (4)
Ensuring the possibility of mutual further consideration of data obtained in measurement is an important and necessary step to make at the very beginning.
4. Ideal point method – OPTIMUM
Diagnostic signals measured in different ways reflect observation space, and, in an indirect way, damage development in a machine – Fig. 5. With the use of optimization techniques, sensitivity of measured symptoms to condition changes can be characterized based on measuring the distance from the ideal point. Distinguishing the fault is possible – according to mathematical formalism – after projecting constituent symptoms on axes x, y, z respectively.
Figure 5. Multi-dimensional observation space
The following algorithm makes statistical assessment of individually-elaborated diagnostic symptoms possible, resulting in a final ranking of their sensitivity and relevance. The following steps of this procedure include:
1. creating an observation matrix from measured symptoms: s1, s2, s3…sm;2. statistical assessment of symptoms with the use of various criteria, i.e.:
– symptom changeability:
y
sf
j
�=1 (5)
Where: Sj – standard deviation, y – average value.
– assessment of symptom sensitivity to condition changes:
i
iii
x
xxw _
minmax −= (6)
– correlation to the technical condition, run (determination of the correlation coefficient:symptom-condition):
f2 = r (y,w); ( )( )σσ yx
n
i srisri
xy
yyxxn
r� =
−−
−=
1
1
1 (7)
To make considerations and the presentation of results on the surface easier, two selected indicators of quality are sufficient.
Studies & Proceedings of Polish Association for Knowledge Management No. 58, 2012

Bogdan ółtowski
Elements of statistic in exploitation decisions
160
3. Making further maximization and normalization of adopted indicators of quality signals, we
obtain statistical characteristics of their sensitivity ( ∗
1f , ∗
2f ), which further allows us to
determine the coordinates of an ideal point. This allows distance determination of single signal measurements from an ideal point, according to the following relation:
22
2
1)1()1( ∗∗
−+−= ffL (8)
4. General sensitivity coefficients (weights) for each tested signal are determined as per therelationship:
�=
⋅
=n
i
i
i
i
LL
w
1
1
1 , where: � = 1iw (9)
The presented algorithm can be easily performed in Excel, obtaining a quality arrangement of measured symptoms. Fig. 6 shows the final result of this procedure for sample measurement data. Distance points of each measurement from an ideal point (1, 1) indicate the sensitivity of assessed signal measurements, with the points closest to (1, 1) being the best symptoms.
Having highlighted statistically good symptoms, one can build cause-effect models at the stage of inferring the condition. The quality of the model depends, however, on the number of measures taken into account, which, indirectly, in the simplest regression models, can be evaluated with the determination of coefficient R2.
0 0.2 0.4 0.6 0.8 1
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
1
23
4
5
6
7
8
9
10
1112
13
f1* : Variation coefficient (σ/Average)
f2* : Correlation coeficient
Optimum diagram
1 - H(f)L
2 - c 1
3 - c 2
4 - w 2
5 - w 1
6 - H(f)
7 - ARMS(t)
8 - rzad 2
9 - g2xy
10 - rzad 1
11 - C
12 - I
13 - Kurtoza
Figure 6. Ideal point method outcome – OPTIMUM
5. Multi-dimensional system observation – SVD
SVD (Singular Value Decomposition) is a numeric procedure for the multi-dimensional tracking of changes of an object’s condition. It detects developing damage and selects maximally informative condition symptoms in a given situation.
Let's take into account a complex mechanical object operating in time 0 < θ < θb, where evolutionarily several independent defects are developing, Ft(θ), t=1, 2,..u. Their development can be handled by observing the phenomenon field, creating a row vector of technical condition symptoms; [sm] = [s1,...,sr], with a different physical nature. For the purpose of tracking changes in the technical condition of an object, one can perform dozens of equally-distant value readings of the vector in time; θn, n=1, ... p, θp ≤ θb . In this way, further rows of the symptom observation matrix (SOM) are obtained. We already know that the maximum diagnostic information can be obtained from the matrix if all the initial readings are centred (subtracted) and normalized to the

161
original value Sm (0) = S0m of a given symptom. We thus obtain a non-dimensional symptom observation matrix:
Opr = [Snm], Snm = 10
−m
nm
S
S (10)
Where: bold markings represent the original dimensional symptom values.
For the purpose of describing system lifecycle, we hale a non-dimensional observation matrix Opr of r – columns resulting from the number of observed symptoms and p lines resulting from the total number of consecutive observations. To the non-dimensional observation matrix, the procedure of distribution in relation to specific values is:
Opr = Upp * Dpr * VrrT, (11)
Where: (T – transposition) Upp is a p – dimensional orthogonal matrix of specific left-sided vectors, and Vrr is an r – dimensional orthogonal matrix of specific right-sided vectors and in the middle – a diagonal matrix of specific values Dpr with the following properties:
Dpr = diag (C1, …, Cl), where: C1 > C2 >…> Cu >0 (12)
and: σu+1 =… Cl =0, l= max (p, r), u = min (p, r). This means that of r – measured symptoms, one can obtain only u ≤ r of independent
information on growing damage. Such a decomposition of the SVD observation matrix can be conducted after each observation; n = 1, ..., p, and thus the evolution of defects Ft (θn) in an object can be monitored.
One damaged F can be described by a pair of new values; SDt and σt.. The first one is a generalised symptom of damage t, which could be called a discriminant of this damage and could be obtained as a right-sided product of observation matrix and vector vt [4]:
SDt = Opr * vt = Ct ⋅⋅⋅⋅ ut (13)
Since vectors vt and ut are normalized to unity, the length of vector SD is equal to its energetic norm and equals:
Norm (SDt) ≡��SDt��= Ct (14)
Therefore, for a specified lifetime θ use advancement of damage, Ft can be reflected by a special value σt(θ), whereas its instantaneous evolution – by discriminant SDt (θ). The equivalence of new measures of SVD is postulated to the characteristics of damaged areas, throughout the entire lifecycle θ of an object:
SDt (θ)∼Ft(θ), with the norm �Ft(θ)�∼�SDt(θ�= σt(θ) (15)
SDt (θ) can also be called a damage profile, whereas σt(θ) its advancement. Fig. 7 shows the SVD idea.
Studies & Proceedings of Polish Association for Knowledge Management No. 58, 2012

Bogdan ółtowski
Elements of statistic in exploitation decisions
162
Figure 7. Diagnostic information contents with independent damage in observation matrix, and
detected independent discriminants SDi and advancement measurements σi
The target of SVD is also to select maximally-informative symptoms measured in a given diagnostic observation. From the observation matrix Opr = [Snm], one can define two square r and p- dimensional covariance matrices, as below (*T – the transposition of the matrix, vector):
W1 =(Opr)T * Opr, and; W2 = Opr *(Opr)
T (16) Solving the issues of these matrices (EVD) shows that in this way the wanted specific
vectors of the observation matrix SVD and squares of the specific values can be obtained:
W1*vν = σ2v *vν , ν =1,...r; and; W2 * ui = σ2
i * ui , i = 1,...p. (17) Thus, solving the two own issues (Eigen Value Decomposition – EVD) of both covariance
matrix, defined in the observation matrix, we obtain the same result as in the SVD procedure; squares of specific values instead of their original values are the only difference.
An example of the application of these considerations is a diagnostic observation of a 12-cylinder traction diesel engine, and the results are shown in Fig. 8. The image in the upper-left corner shows 12 measured symptoms creating a complexity of information, which, however, after being processed by SVD, is easy to decode into two main types of damage because σ1 and σ2
constitute ca 50% and 20% of all diagnostic information in the observation matrix (image in the upper-right corner) measured as a quotient of the values of a given σi to the sum of all specific values. Moreover, the first damaged SD1 (lower-left corner) almost monotonically increases, while the second one is unstable and begins to grow only after the 20th measurement (200 thousand kilometres), which can also be seen in the course of the intensity of damage σ2, in the lower-right corner.

163
6. Information system of identification tests
The possibility of rapid identification of damage while diagnosing the elements affecting the functioning of objects was the basis for the creation of SIBI program shown in Fig. 8.
This program is a software implementation attempt for the following purposes: acquisition of vibration processes, their processing, testing co-dependencies of vibration processes, testing symptom sensitivity, statistical inference, and visualization of analysis results.
Figure 8. Main dialog window of SIBI program
Studies & Proceedings of Polish Association for Knowledge Management No. 58, 2012

Bogdan ółtowski
Elements of statistic in exploitation decisions
164
7. Managing product lifecycle
The procedures of rational exploitation can be characterized socially, environmental, and economically – Fig. 9.
The explanation of shortcuts: OHSAS – safety and professional hygiene, POEMS – The system of the
environmental management be well-versed about the product, TQM – the total management of the quality,
FFQM – European Foundation for Quality Management, LCA – life-cycle analysis, EMA – Employers and
Manufacturers Association., LCC – opinion of the costs of the life cycle
Figure 9. LCM (Life Cycle Management)
Source: [21].
On the market there are many CMMS systems (Computerised Maintenance Management Systems) in a wide range of prices and possibilities. An important issue for enterprise decision-makers is the choice of proper system supporting motion maintenance services. The analysis of methods of evaluation and selection of systems of this type [22] and the subjective-scoring method of the assessment of the environmental usability of commercially available computer programs are shown in Fig. 10.

165
Figure 10. The algorithm of information system selection for exploitation monitoring
Source: [22].
8. Conclusion
Selecting a method for the specificity of enterprise business depends on a number of internal or external factors. It is impossible, however, for an organization to survive without adopting any of the methods, reducing the chaos and randomness of decision-making rules to a minimum. The methods should be well-identified before implementation, and the decision on their implementation should be fully deliberate.
Basic assumptions of this article include the following: 1. the need to introduce modern management strategies in enterprises;2. the superiority of obtained information in steering an enterprise;
highlighting a machine exploitation management system in an enterprise logistic system, including machinery exploitation tests.
The problems of diagnosing complex technical objects are still in development, and the procedures for acquiring and processing diagnostic information are continually refined. This article discusses the reduction of redundancy for individual condition symptoms and for a multi-dimensional condition test.
A new, simple, and effective method of sensitivity assessment for individual measurements of condition was proposed – the OPTIMUM method; moreover, the essence of the SVD method, SIBI program, and guidelines for the selection of rational commercial programs in the field of machinery exploitation were explained.
Studies & Proceedings of Polish Association for Knowledge Management No. 58, 2012

Bogdan ółtowski
Elements of statistic in exploitation decisions
166
Bibliography
[1] Griffin R. W., The basis of the management the organizations. PWN, Warsaw, 1997. [2] Webber A., The principle of the management the organizations. PWE, Warsaw, 1996. [3] Stoner J. A. W., The control polish fuel-efficient. Publishing house, Warsaw, 1992. [4] Hamrol A., Mantura W., The management quality. Theory and Practice. PWN, Warsaw –
Poznan, 1998. [5] Bieniok H., Methods of efficient management. Wyd. “Placet”, Warsaw, 1997. [6] Durlik I., The Management of Engineering. AW Placet, Warsaw, 1995, cz.1. [7] �ółtowski B., The basis of the diagnostics of machines. Wyd. ATR, Bydgoszcz, 1996.
[8] �ółtowski B., Lexicon of the technical diagnostics. Wyd. ATR, 1996.
[9] �ółtowski B., Diagnostic identification of real objects. COMADEM 97, Finland, 1997.
(Vol. 2, 224–235).
[10] �ółtowski B., Castañeda L., Monitoreo multidimensional de la Interfase Vía-Vehículo de
un sistema ferroviario. Congreso Internacional de Mantenimiento – ACIEM – Marzo 2007,
Bogotá, Colombia.
[11] �ółtowski B., Diagnostic state identification of objects. ZEM, Z.1 (105), 1996.
[12] �ółtowski B., Nizi%ski S., Modelling the processes of exploitation. Bydgoszcz-Sulejówek,
2002, p. 250.
[13] �ółtowski B., The investigation of the dynamics of machine engines. ISBN–83-916198,
Bydgoszcz, 2002 p. 335.
[14] �ółtowski B., Cempel C., The engineering of the diagnostics of machine engines. ITE –
PIB, Radom, 2004.
[15] �ółtowski B., Nizi%ski S. The computer system of the exploitation of vehicles. Wyd.
PWSZ, 2004, Pila, sp 234.
[16] �ółtowski B., Tylicki H.: The chosen problems of the exploitation of machine engines.
Wyd. PWSZ, 2004, Pila p. 294.
[17] �ółtowski M., The safety of the construction with utilization of the modal analysis.
Department of management, PC, Cz�stochowa 2010, pp. 169–183.
[18] �ółtowski M., The computer aid of the management the system of exploitation in the
productive enterprise. Integrated by computer management, Tom II, Polish Company
Management of Production, Opole 2011, pp. 617–627.
[19] �ółtowski M., Kałaczy%ski T.: The investigations and development of the economy
machines. Argonex, Bydgoszcz, 2011.
[20] �ółtowski M., Modal analysis in the investigation of building materials. ITE-PIB, Radom,
2011, p.167.
[21] �ółtowski M., The computer systems of management in the engineering of the production.
ITE-PIB, Radom, 2011, p.272.
[22] Landowski B., the Method of the opinion of computer systems helping the services of
maintenance of the movement. The materials of the conference PTZP, 2011, Bydgoszcz.
This study was executed as project No. WND -POIG.01.03.01-00-212/09.

167
ELEMENTY STATYSTYKI W DECYZJACH EKSPLOATACYJNYCH
Streszczenie
Systemy eksploatacji s� ci�gle doskonalone metodami zarz�dzania
i technikami informacyjnymi. Maszyny w eksploatacji podlegaj� degradacji
nadzorowanej metodami diagnozowania. Pozyskiwanie informacji o stanie i jej
przetwarzanie dla potrzeb uzasadnionych decyzji eksploatacyjnych jest rozwijane
wieloma zagadnieniami, rozwijanymi jako nowe w tej pracy. Dotyczy to selekcji
informacji, dedykowanych systemów diagnostycznych, systemu uzgadniania
decyzji oraz modelowania przyczynowo-skutkowego. Wybrane aspekty tej
problematyki omówiono w tej publikacji.
Słowa kluczowe: zarz�dzanie, eksploatacja, diagnostyka, redundancja, =ycie produktu
Bogdan �ółtowski
University of Technology and Life Sciences
Al. Kaliskiego 7, 85-796 Bydgoszcz
e-mail: [email protected]
Studies & Proceedings of Polish Association for Knowledge Management No. 58, 2012