fgd-feuchtwerk bericht mit titelblatt · schlussbericht zu dem igf-vorhaben offsetfeuchtwerk der...
TRANSCRIPT

Schlussbericht
zu dem IGF-Vorhaben
Offsetfeuchtwerk
der Forschungsstelle(n)
Sächsisches Institut für die Druckindustrie
Das IGF-Vorhaben 17768/BG/1 der Forschungsvereinigung Forschungskuratorium Maschinenbau e.V. (FKM) wurde über die
im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom
aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
Leipzig, 18.06.2015 René Sarau Ort, Datum Name und Unterschrift des/der Projektleiter(s)
an der/den Forschungsstelle(n)

Kennwort
Vorhaben Nr. 17768/BG/1
Offsetfeuchtwerk
Abschlussbericht
Kurzfassung:
In diesem Forschungsthema wurde der Feuchtmitteltransport auf den Feuchtwerkswalzen eines Offsetdruckwerkes untersucht. Das Förder- und Übertragungsverhalten wurde anhand der Schichtdicke des Feuchtmittels auf den einzelnen Walzen beurteilt. Von besonderem Interesse war dabei die Wirkung speziell für den IPA-freien Druck entwickelter Walzenwerkstoffe und Feuchtmittelzusätze. Zunächst wurde ein geeignetes Messverfahren entwickelt, um die sehr dünne, transparente Schicht auf den verschiedenen Walzen zu bestimmen. Dazu wurden Laser-Triangulationssensoren verwendet. Das Feuchtwerk einer Sleeve-Offsetdruckmaschine wurde modifiziert und zu einem Versuchsstand umgebaut. Im projektbegleitenden Ausschuss wurden die zu untersuchenden Walzenwerkstoffe und Feuchtmittelzusätze ausgewählt. Ebenso wurden die Einstellbereiche des Versuchsstandes sowie die verschiedenen Messpositionen festgelegt und Versuchspläne erstellt. Als Grundlage dienten dazu Ergebnisse aus Voruntersuchungen zur Messbarkeit und zur Wichtung der Einflussgrößen.
In den folgenden Versuchen wurde das Schöpfverhalten der Tauchwalzen sowie das Übertragungs- bzw. Spaltverhältnis der Paarungen Feuchttauchwalze/Dosierwalze und Dosierwalze/Feuchtauftragswalze untersucht. Die Wirkung von insgesamt 197 Kombinationen von Walzenwerkstoff, Pressung, Geschwindigkeit und Feuchtmittelzusatz an den verschiedenen Messstellen wurde dabei verglichen.
Die einzelnen Parameter konnten damit hinsichtlich der auf den Walzen erzielten tatsächlichen Feuchtmittel-Schichtdicken gewertet werden. Außerdem konnten Wechselwirkungen zwischen Walzenwerkstoffen und Feuchtmittelzusätzen nachgewiesen und besonders günstige Kombinationen erkannt werden.
Das Ziel des Forschungsvorhabens ist erreicht worden.
Berichtsumfang: 58 S., 46 Abb., 2 Tab. Beginn der Arbeiten: 01.05.2013 Ende der Arbeiten: 30.04.2015 Zuschussgeber: BMWi / IGF-Nr. 17768/BG/1 Forschungsstelle: SID Sächsisches Institut für die Druckindustrie GmbH Leiter: Dr.-Ing. Jürgen Stopporka Bearbeiter und Verfasser: Dipl.-Ing. René Sarau Vorsitzender des Projekt- begleitenden Ausschusses: Dr. Stefan Breidenbach

II
[Leerseite für doppelseitigen Druck]

III
Inhaltsverzeichnis
1 Management Report ....................................................................................................... 1
2 Forschungsziel ............................................................................................................... 3
2.1 Wissenschaftlich-technische und wirtschaftliche Problemstellung ............................ 3
2.2 Angestrebte Forschungsergebnisse ........................................................................ 4
2.3 Innovatives Potenzial der Forschungsergebnisse .................................................... 5
3 Konzeption des Versuchsstandes ................................................................................... 6
3.1 Feuchtwerkswalzen ................................................................................................. 7
3.2 Feuchtmittel ............................................................................................................. 8
4 Messtechnik .................................................................................................................. 10
4.1 Messprinzip Lasertriangulation .............................................................................. 10
4.2 Auswahl der Sensoren ........................................................................................... 11
4.3 Messmodus ........................................................................................................... 13
4.3.1 Transparentes Objekt ..................................................................................... 13
4.3.2 Luftrakel .......................................................................................................... 13
4.4 Voruntersuchungen zur Messfähigkeit ................................................................... 14
4.5 Kalibrierung ........................................................................................................... 18
4.6 Datenspeicherung.................................................................................................. 20
5 Screening ..................................................................................................................... 21
5.1 Tauchwalze ........................................................................................................... 21
5.2 Chromwalze ........................................................................................................... 24
5.3 Feuchtauftragswalze .............................................................................................. 25
6 Messstellen und Versuchspläne ................................................................................... 27
6.1 Messstelle 1 - Schöpfvolumen ............................................................................... 27
6.2 Messstelle 2 - Spaltverhältnis ................................................................................ 28
6.3 Messstelle 3 - Feuchtauftragswalze ....................................................................... 30
7 Messergebnisse und Auswertung ................................................................................. 32
7.1 Auswertung Schöpfvolumen .................................................................................. 32
7.2 Auswertung Spaltverhältnis ................................................................................... 38
7.3 Auswertung Feuchtauftragswalze .......................................................................... 43
8 Zusammenfassung ....................................................................................................... 48
9 Anhang ......................................................................................................................... 49
9.1 Versuchspläne und Messwerttabellen.................................................................... 49
9.1.1 Versuchsplan und Messergebnisse Schöpfvolumen ....................................... 49
9.1.2 Versuchsplan und Messergebnisse Spaltverhältnis ........................................ 51
9.1.3 Versuchsplan und Messergebnisse Feuchtauftragswalze ............................... 53
9.2 Abkürzungsverzeichnis .......................................................................................... 54


1 Management Report
1
1 Management Report
Sheetfed offset printing is the most widespread printing process. The differentiation between the printing and non-printing area on the print form is obtained solely from its surface properties. These properties are utilized by the application of aqueous dampening solution. The hydrophilic (non-printing) areas are moistened with a dampening solution before inking so that they do not accept printing ink when subsequently contacted with ink form rollers. The dampening solution is applied to the printing plate with the help of the dampening unit during every rotation. In sheetfed offset printing presses the dampening unit consists of multiple rollers, some of which are coated with rubber. The conveying behaviour of these dampening unit rollers has a large influence on the process stability in offset printing. Especially important is a uniform dampening solution film that is free from disturbances and has a film thickness that can be controlled by the press operator. In this regard, it is of great interest to understand the conveying behaviour of different roller materials and the impact of different influencing factors. Disturbances in this sensitive dampening process can in most cases lead to clear print quality issues or even to the printed product being completely unusable. In particular, these relationships are important for IPA-free offset printing since the process window for achieving an acceptable print quality here is considerably smaller and is more sensitive to fluctuating external conditions.
Due to the complex interaction of a multitude of factors in the offset printing process, the effects of these individual factors have been up to this point difficult to understand. Until now there is no concluded scientific knowledge available using a correlation of these influencing factors with the transported dampening solution amount, or rather the absolute dampening solution film thickness of each dampening unit roller. The results of this project can improve this situation and printing press manufacturers, their suppliers as well as printing companies can profit from it.
In this research project, different parameters for influencing the dampening solution transport in an offset printing unit were examined. Special attention was placed on the comparison of IPA-containing and IPA-free dampening solutions. The choice of rollers with conventional materials as well as new, specially designed materials specific for IPA-free printing was taken into consideration.
For determining and evaluating the influencing factors, the dampening solution film thickness was measured directly on the pan roller, the doctor roller and the dampening form roller. The deployed laser triangulation sensors made an exact, high resolution measurement possible without influencing the dampening solution film on the different rollers. Knowledge about the effects of the examined parameters, both of the applied dampening solution amount as well as of the transfer behaviour in the roller nips, could be gained. With a sufficient film thickness it was also possible to evaluate the uniformity of the dampening solution film.
In the results, an overview of the effects of the evaluated influencing factors containing a weighted rating of the individual parameters was concluded. The effects of individual influencing variables and the parameter interactions can be better assessed in this way. On this basis, recommendations can be given about which parameter combinations are suitable in order to combine an optimal print quality with a comfortable operability and how to optimize the ink-dampening solution balance through the targeted manipulation of the evaluated parameters.
The assessment of the dampening unit settings, like rotational speed, compression or slippage can be used by printing press manufacturers for developing new presses and for process optimization (control algorithms, process stability). These improved and competitive offset printing presses can be made available to end users in printing companies.
As part of this project, roller manufacturers gain new insights about special coating materials for IPA-free offset printing. For these mostly small and medium-sized companies, it is

1 Management Report
2
possible to optimize their products already on the market and to reach their development goals faster.
Knowledge about the effects of the considered dampening solutions, as well as their interaction with special roller materials, gives the manufacturers of printing chemicals important information for developing new formulations.
With these results, practical knowledge gained during print manufacturing can be partially reproduced and explained using measurement technology. It makes it possible to give optimization recommendations for the production process in printing companies. As a result, problems can be quickly solved or completely avoided.
This project generates, therefore, positive economic results for printing press manufacturers, manufacturers of rollers and printing chemicals as well as printing companies.

2 Forschungsziel
3
2 Forschungsziel
2.1 Wissenschaftlich-technische und wirtschaftliche Problemstellung
Der Bogenoffsetdruck ist das am weitesten verbreitete Druckverfahren. Dabei wird die Differenzierung der Bild- und Nichtbildbereiche auf der Druckform allein durch deren Oberflächeneigenschaften erreicht. Wenn man von der relativ selten angewandten Variante des wasserlosen Offsetdrucks absieht, werden diese Eigenschaften durch die Verwendung von wässrigen Feuchtmitteln ausgenutzt. Die hydrophilen (Nichtbild-)Bereiche werden vor dem Einfärben mit einem wässrigen Feuchtmittel benetzt, so dass sie beim anschließenden Kontakt mit den Farbauftragswalzen keine Druckfarbe annehmen. Das Feuchtmittel wird in der Druckmaschine mit Hilfe eines Feuchtwerks bei jeder Umdrehung auf die Druckplatte aufgetragen. Bei Bogenoffsetdruckmaschinen besteht das Feuchtwerk aus mehreren Walzen, die teilweise mit einer Gummibeschichtung versehen sind.
Das Förderverhalten dieser Feuchtwerkswalzen hat einen großen Einfluss auf die Prozessstabilität im Offsetdruck. Besonders wichtig ist eine gleichmäßige Feuchtmittelschicht, die frei von Störungen ist, und deren Schichtdicke durch den Maschinenbediener gesteuert werden kann. Daher ist es von großem Interesse, das Förderverhalten unterschiedlicher (Gummi-) Walzenmaterialien und die Wirkung von verschiedenen Einflussfaktoren darauf zu kennen. Störungen in diesem sensiblen Feuchtprozess führen durchaus zu deutlichen Qualitätsmängeln am Druckprodukt bis hin zur Unbrauchbarkeit.
Um den Offsetdruckprozess sicherer und reproduzierbar zu machen und um die Druckmaschinen effizienter zu gestalten, ist es notwendig, die Zusammenhänge dieser Einflussparameter zu erforschen. Besonders wesentlich sind diese Zusammenhänge für den IPA-freien Offsetdruck, da dort das Prozessfenster für das Erreichen einer akzeptablen Druckqualität deutlich kleiner und empfindlicher gegen Schwankungen der äußeren Bedingungen ist.
In Vorarbeiten zum Forschungsprojekt wurden u.a. die Auswirkungen von Feuchtmitteleigenschaften und Unterschieden in der Feuchtmittelführung auf die Druckqualität im IPA-freien Offsetdruck untersucht. Dabei wurde zur Charakterisierung der angebotenen bzw. übertragenen Feuchtmittelmenge lediglich die Drehzahl der Feuchtmitteltauchwalze herangezogen. In Abhängigkeit verschiedener Walzenmaterialien und unterschiedlicher Feuchtwerkseinstellungen sowie der Zusammensetzung des Feuchtmittels ergeben sich für die gleiche Tauchwalzendrehzahl allerdings abweichende Feuchtmittelschichtdicken auf den einzelnen Feuchtwerkswalzen und auf der Druckplatte.
Bisher üblicherweise genutzte Messverfahren zur dynamischen Schichtdickenbestimmung bei transparenten Schichten basieren auf IR-Absorption, elektrischen Messgrößen oder setzen eine spezielle Dotierung des zu beurteilenden Mediums voraus. Das bedeutet, dass die Eigenschaften des Feuchtmittels die Messergebnisse beeinflussen und - wenn Absolut-Werte ermittelt werden sollen - stets eine materialspezifische Kalibrierung notwendig ist.
Das Vorhaben soll zur Erreichung eines stabileren Druckprozesses und damit zur Reduzierung von Makulatur, Materialverbrauch und Herstellkosten beitragen und ist damit verfahrensorientiert mit produktorientierten Komponenten, was die Anwendung der Erkenntnisse bei der Entwicklung neuer Walzenmaterialien betrifft.

2 Forschungsziel
4
2.2 Angestrebte Forschungsergebnisse
• wissenschaftlich-technische Ergebnisse
Das Förderverhalten wird durch die Menge des übertragenen Feuchtmittels und durch die Gleichmäßigkeit des Feuchtmittelfilms charakterisiert. Die Gleichmäßigkeit des Feuchtmittelfilms ist für die Druckqualität ein entscheidendes Kriterium. Dabei spielen Schwankungen in axialer Richtung (Cordstreifen) und Schwankungen in Umfangsrichtung (Schlieren) eine Rolle.
Abb. 2-1: Feuchtmittelfilm auf Gummiwalze mit Cordstreifen
Wesentliche Einflussfaktoren auf diese charakteristischen Größen sind:
- Feuchtwalzenmaterial (Herstellungsverfahren, Polymere, Weichmacher, Mehrschichtsysteme, Finishing, Härte, Dynamik, Oberflächenstruktur, Verschmutzung)
- Eigenschaften/Zusammensetzung des Feuchtmittels (oberflächenaktive Substanzen, Temperatur, viskositätsbeeinflussende Stoffe, anorganische mehrwertige Ionen, Verschmutzungsgrad, pH-Wert, IPA-Gehalt)
- Drehzahl der Feuchtwerkswalzen
- Pressung benachbarter Walzen
- Relativbewegung/Schlupf zu benachbarten Walzen
Aufgabe des Projektes ist es, das Förderverhalten von Tauchwalzen und Feuchtauftragswalzen mit Gummibeschichtung zu bestimmen und den Einfluss der aufgeführten Parameter darauf zu beurteilen.
Auf der Grundlage eines detaillierten Messkonzeptes mit umfassenden Versuchen werden die Abhängigkeiten der Zielgröße Feuchtmittelschichtdicke und Gleichmäßigkeit der Feuchtmittelschicht an vorgegebenen Messstellen von den Einflussgrößen an einem praxisnahen Versuchsstand bestimmt.
Als konkretes Ergebnis sollte z.B. die Farb-/Feuchtmittelbalance durch die gezielte Beeinflussung der untersuchten Parameter optimiert werden können.

2 Forschungsziel
5
• wirtschaftliche Ergebnisse
Die Ergebnisse des Forschungsvorhabens kommen unmittelbar den klein- und mittelständisch organisierten Anwendern in den Druckereien zugute. Von den 9.200 Druckereien in Deutschland haben 83 % weniger als 20 Mitarbeiter. Es ist zu erwarten, dass der Druckprozess durch bessere Vorgaben der Einstellgrößen an den Offsetdruckfarbwerken und zur Auswahl der eingesetzten Materialien stabiler wird und damit Rüstzeiten und Makulatur eingespart werden können.
Die Druckereien können ihre Produktionskosten deutlich senken, wenn sie verlässliche und stabile Produktionsprozesse haben und auftretende Probleme schnell behoben werden können.
Die Standardisierung des Druckprozesses wird international immer weiter vorangetrieben. Deutschland ist hierbei in den internationalen Gremien führend vertreten (z. B. Prozessstandard Offsetdruck nach ISO 12647-2). Zur Erhaltung dieser federführenden Rolle sind solche Untersuchungen die Voraussetzung.
2.3 Innovatives Potenzial der Forschungsergebnisse
Im Ergebnis des Projektes soll eine Übersicht über die Wirkung der untersuchten Einflussfaktoren vorliegen, die eine Bewertung und Wichtung der einzelnen Parameter enthält. Es kann damit die Auswirkung einzelner Einflussgrößen und die Wechselwirkung der Parameter im Zusammenspiel besser beurteilt werden. Durch das komplexe Zusammenwirken vielfältiger Einflüsse im Offsetdruckprozess ist die Wirkungsweise der einzelnen Faktoren bisher nur schwer nachvollziehbar. Über die Korrelation dieser Einflussfaktoren mit der transportierten Feuchtmittelmenge bzw. den absoluten Feuchtmittelschichtdicken auf den einzelnen Feuchtwerkswalzen sind daher bislang keine geschlossenen wissenschaftlichen Erkenntnisse vorhanden. Die Ergebnisse des Projektes sollen diese Situation verbessern. Davon können sowohl die Druckmaschinenhersteller, ihre Zulieferer als auch die Druckereien profitieren.
Auf der Grundlage der Ergebnisse werden Vorschläge erarbeitet, welche Parameterkombinationen geeignet sind, eine optimale Druckqualität mit einer komfortablen Bedienbarkeit der Druckmaschine zu vereinen und die Farb-/Feuchtmittelbalance durch die gezielte Beeinflussung der untersuchten Parameter zu optimieren.
Die Druckmaschinenhersteller und deren vorwiegend mittelständische Zulieferer können auf der Basis der Projektergebnisse konstruktive Neuerungen durchsetzen bzw. neue Materialien entwickeln. Das bedeutet, dass das Projekt sowohl zur Entwicklung neuer Produkte bzw. Produktbaugruppen (Druckmaschine, Walzen, Druckchemie) als auch zur Weiterentwicklung des Druckverfahrens Offsetdruck (Steueralgorithmen, Prozessstabilität) beiträgt.
3 Konzeption des Versuchsstandes
6
3 Konzeption des Versuchsstandes
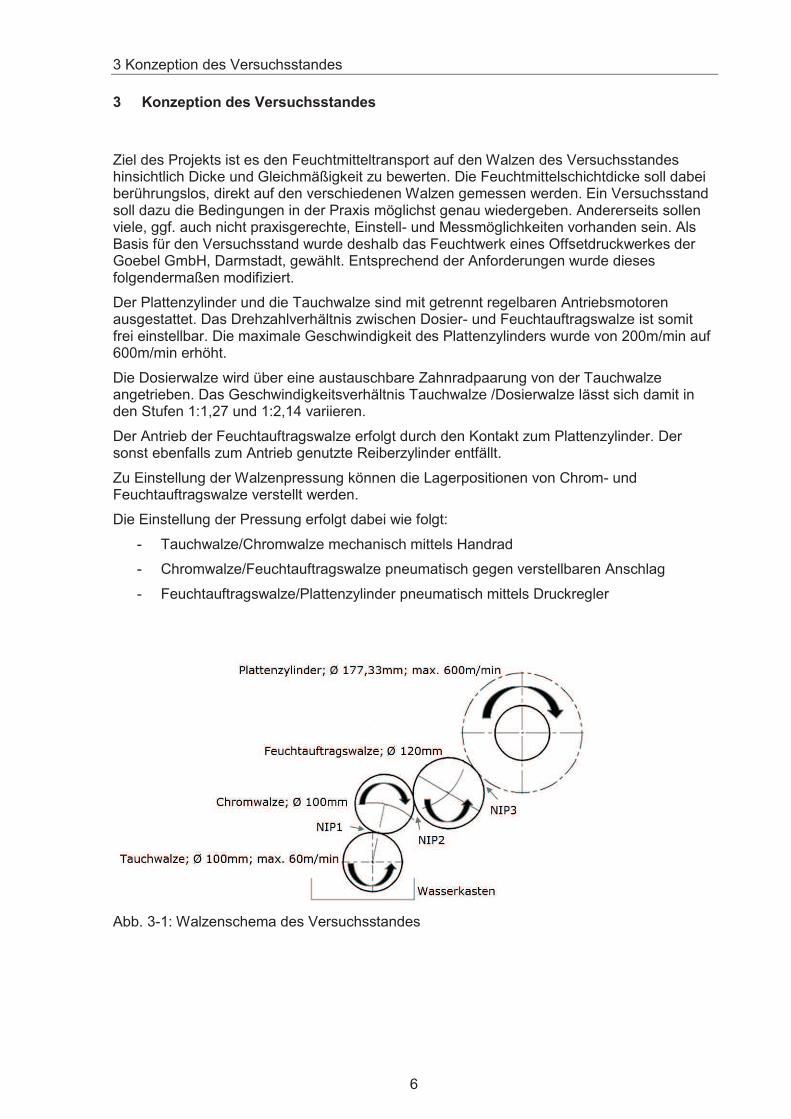
Ziel des Projekts ist es den Feuchtmitteltransport auf den Walzen des Versuchsstandes hinsichtlich Dicke und Gleichmäßigkeit zu bewerten. Die Feuchtmittelschichtdicke soll dabei berührungslos, direkt auf den verschiedenen Walzen gemessen werden. Ein Versuchsstand soll dazu die Bedingungen in der Praxis möglichst genau wiedergeben. Andererseits sollen viele, ggf. auch nicht praxisgerechte, Einstell- und Messmöglichkeiten vorhanden sein. Als Basis für den Versuchsstand wurde deshalb das Feuchtwerk eines Offsetdruckwerkes der Goebel GmbH, Darmstadt, gewählt. Entsprechend der Anforderungen wurde dieses folgendermaßen modifiziert.
Der Plattenzylinder und die Tauchwalze sind mit getrennt regelbaren Antriebsmotoren ausgestattet. Das Drehzahlverhältnis zwischen Dosier- und Feuchtauftragswalze ist somit frei einstellbar. Die maximale Geschwindigkeit des Plattenzylinders wurde von 200m/min auf 600m/min erhöht.
Die Dosierwalze wird über eine austauschbare Zahnradpaarung von der Tauchwalze angetrieben. Das Geschwindigkeitsverhältnis Tauchwalze /Dosierwalze lässt sich damit in den Stufen 1:1,27 und 1:2,14 variieren.
Der Antrieb der Feuchtauftragswalze erfolgt durch den Kontakt zum Plattenzylinder. Der sonst ebenfalls zum Antrieb genutzte Reiberzylinder entfällt.
Zu Einstellung der Walzenpressung können die Lagerpositionen von Chrom- und Feuchtauftragswalze verstellt werden.
Die Einstellung der Pressung erfolgt dabei wie folgt:
- Tauchwalze/Chromwalze mechanisch mittels Handrad
- Chromwalze/Feuchtauftragswalze pneumatisch gegen verstellbaren Anschlag
- Feuchtauftragswalze/Plattenzylinder pneumatisch mittels Druckregler
Abb. 3-1: Walzenschema des Versuchsstandes

3 Konzeption des Versuchsstandes
7
Abb. 3-2: Versuchsstand mit Kühl- und Umwälzaggregat
Ein im SID vorhandenes Feuchtwasser-Umlauf- und -Kühl-Aggregat (Fa.Baldwin) wird an den Versuchsstand angeschlossen. Mit einem am Plattenzylinder angebrachtem Querstromlüfter wird, durch Verdunsten des Feuchtmittels ein tatsächlicher Feuchtmittelverbrauch simuliert.
3.1 Feuchtwerkswalzen
Mit Hilfe verschiedener Walzen im Feuchtwerk soll auf der Druckplatte ein gleichmäßiger, dünner Feuchtmittelfilm erzeugt werden. Die gummibeschichtete Feuchttauchwalze schöpft während des Drehens das Feuchtmittel aus dem Wasserkasten. Im Kontakt zur Dosierwalze (Chrom oder Keramik) wird ein Teil der geförderten Menge abgequetscht und läuft zurück in den Wasserkasten. Das durch die Pressungsstelle (NIP1) hindurch geförderte Feuchtmittel spaltet sich im auslaufenden NIP auf Tauch- und Dosierwalze auf. Von der Dosierwalze wird das Feuchtmittel zur Feuchtauftragswalze weitertransportiert und im NIP2 auf diese übertragen. Die Feuchtauftragswalze dreht sich annähernd mit Plattenzylindergeschwindigkeit und damit deutlich schneller als die Dosierwalze. Zusätzlich zur Spaltung erfolgt an dieser Stelle auch eine Streckung des Feuchtmittelfilms. An der dritten Spaltstelle zwischen Feuchtauftragswalze und Plattenzylinder (NIP3) stellt sich der endgültige Feuchtmittelfilm auf der Druckplatte ein. Plattenzylinder und Feuchtauftragswalze haben annähernd gleiche Geschwindigkeiten, so dass hier keine Streckung des Feuchtmittelfilms mehr stattfindet.
Entsprechend der Walzenfunktion gibt es auch verschiede Anforderungen an den Walzenwerkstoff. Der chemische Aufbau, die eingesetzten Polymere und Weichmacher sowie das Herstellungsverfahren sind essentiell für die Benetzungs- und Transporteigenschaften einer Gummiwalze. Ebenfalls von großer Bedeutung ist das Finishing, das die Oberfläche der Walze modifiziert. Eigenschaften wie Härte, Dynamik und Oberflächenstruktur stehen in Wechselwirkung mit den Benetzungs- und Transporteigenschaften.

3 Konzeption des Versuchsstandes
8
Im Versuchsstand kommt eine verchromte Dosierwalze mit einer Oberflächenrauheit Rz 1µm zum Einsatz. Für die Tauch- und die Auftragswalze werden verschiedene Materialien untersucht. Die Auswahl erfolgte gemeinsam im projektbegleitenden Ausschuss. Unterschieden wurden dabei die Eigenschaften des Walzenmaterials wie Härte, Rauigkeit oder Dynamik sowie dessen Eignung für bestimmte Farben oder Feuchtmittelzusätze. Von der Firma Böttcher wurden 9 verschiedene Feuchtauftragswalzen (FeAW) und dazu passend 7 verschiedene Feuchttauchwalzen (FTW) hergestellt. Die Paarungen mit den jeweiligen Eigenschaften und Materialbezeichnungen sind in der folgenden Übersicht dargestellt.
Tab. 3-1: Übersicht der verwendeten Walzenwerkstoffe und Kennzeichnungen
3.2 Feuchtmittel
Die Aufgabe des Feuchtmittels ist es die Druckplatte sauber zu halten und eine effiziente Farbübertragung zu ermöglichen. Um diese Anforderungen zu erfüllen, stehen verschiedenste, auf die jeweiligen Druckbedingungen abgestimmte, Feuchtmittelkonzentrate zur Verfügung. Sie enthalten unter anderem Stoffe zu Regelung des pH-Wertes, Netzmittel, Lösemittelzusätze sowie Stoffe zur Verhinderung von Keimbildung oder Korrosion in den Anlagen. Ein wichtiger Bestandteil ist dabei seit vielen Jahren IPA (Isopropanol). Es wird zur Verringerung der Oberflächenspannung und Erhöhung der Viskosität des Feuchtmittels verwendet und verbessert damit das Förder- und Benetzungsverhalten. Die schnelle Verdunstung von IPA hat zusätzlich eine kühlende Wirkung im Feuchtwerk. Da IPA jedoch zu den leichtflüchtigen organischen Lösemitteln gehört, die sich nachteilig auf die Gesundheit und Umwelt auswirken, gibt es weltweit Bestrebungen, seine Emission zu senken oder gänzlich auf IPA zu verzichten. Um dennoch einen stabilen, qualitativ hochwertigen Druck zu ermöglichen werden Feuchtmittelzusätze entwickelt die die positiven Eigenschaften des IPA nachbilden.
Die Eigenschaften des Feuchtmittels, die für den Transport über die Feuchtwerkswalzen relevant sind, werden im Wesentlichen durch oberflächenaktive Substanzen (Tenside) oder IPA, die die Oberflächenspannung und damit das Benetzen auf den Walzen beeinflussen, und durch Stoffe, die die Viskosität beeinflussen, bestimmt. Darüber hinaus spielt der pH-Wert und die Temperatur des Feuchtmittels sowie sein Gehalt an anorganischen einwertigen und mehrwertigen Ionen eine Rolle. Durch Verschmutzung, die durch den Eintrag von Farbe und Papierstaub in das Feuchtmittel beim Druckprozess entsteht, werden diese Eigenschaften wiederum beeinflusst.

3 Konzeption des Versuchsstandes
9
Bei den Versuchen soll deshalb besonders der Unterschied von IPA-haltigem zu IPA-freiem Feuchtmittel betrachtet werden. Es werden handelsübliche Feuchtmittelzusätze von SunChemical und Flint mit folgenden Mischungsverhältnissen verwendet.
Hersteller Bezeichnung Anteil FM-Zusatz Anteil IPA Kennzeichnung im Versuch
Varn/Flint E9171/1 2% 3% Z1
E9171/1 3% - Z2
SunChemical Sunfount N 3% - Z3
Sunfount G 3% - Z4
Tab. 3-2: Feuchtmittelzusätze und Mischungsverhältnisse
Das Feuchtwasser wird in einer Aufbereitungsanlage keimfrei gemacht und gezielt auf 8-10°dH aufgehärtet. Das Anmischen des Feuchtmittels geschieht zeitnah vor der Verwendung. Es werden jeweils 20 Liter aufbereitetes Wasser mit den in der Tabelle genannten Zusätzen gemischt.
Mit Hilfe eines Feuchtwasser Umlauf- und Kühlaggregats wird das das Feuchtmittel während der Versuche auf einer konstanten Temperatur von ca. 8°C gehalten. Um eine gleichmäßige Temperaturverteilung im Feuchtwerk zu gewährleisten wird die Kühlung und Umwälzung mindesten 30 Minuten vor Beginn einer Messung gestartet.
4 Messtechnik
10
4 Messtechnik
Die Messung der Schichtdicke auf den Feuchtwerkswalzen stellt in mehrerer Hinsicht eine Herausforderung an die Messtechnik dar.
Die zu messende Schichtdicke liegt im Bereich weniger µm und die Messung muss im Versuchsstand, auf rotierenden Walzen mit Oberflächengeschwindigkeiten bis 10m/s erfolgen. Der immer mehr oder weniger starke unrunde Walzenlauf bewirkt dabei eine nie ganz zu vermeidende periodische Distanzänderung zwischen Sensor und Walze. Berührende Messverfahren wurden deshalb im Vorfeld ausgeschlossen.
Für eine Bestimmung der Gleichmäßigkeit über die gesamte Walzenbreite muss der Abstand zur oberen und unteren Grenzfläche der transparenten Schicht gleichzeitig erkannt werden.
Es soll auf allen Feuchtwerkswalzen gemessen werden. Das bedeutet, das gewählte Messverfahren muss auf verschiedenen Materialien (Kunststoff, Gummi, Stahl, Keramik) anwendbar sein. Es müssen sowohl matte wie auch hoch glänzende Oberflächen erkannt werden.
Die verschiedenen Feuchtmittelzusätze dürfen keine Auswirkung auf das Messergebnis haben.
Um diesen Anforderungen gerecht zu werden soll die Messung berührungslos, mit Hilfe von Laser-Triangulationssensoren erfolgen.
4.1 Messprinzip Lasertriangulation
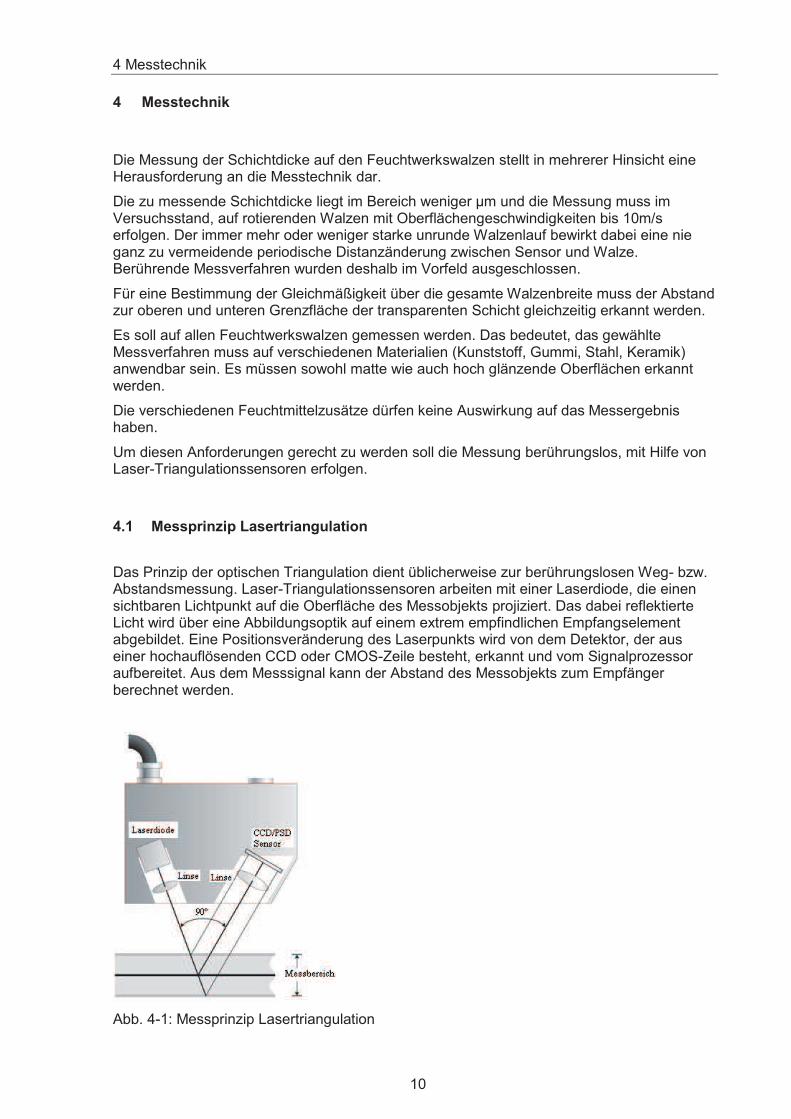
Das Prinzip der optischen Triangulation dient üblicherweise zur berührungslosen Weg- bzw. Abstandsmessung. Laser-Triangulationssensoren arbeiten mit einer Laserdiode, die einen sichtbaren Lichtpunkt auf die Oberfläche des Messobjekts projiziert. Das dabei reflektierte Licht wird über eine Abbildungsoptik auf einem extrem empfindlichen Empfangselement abgebildet. Eine Positionsveränderung des Laserpunkts wird von dem Detektor, der aus einer hochauflösenden CCD oder CMOS-Zeile besteht, erkannt und vom Signalprozessor aufbereitet. Aus dem Messsignal kann der Abstand des Messobjekts zum Empfänger berechnet werden.
Abb. 4-1: Messprinzip Lasertriangulation
4 Messtechnik
11
Vorteilhaft ist daran, dass mit einer hohen zeitlichen und räumlichen Auflösung über einen relativ großen Abstand verschiedenste Oberflächen abgetastet werden können. Es ist möglich, sowohl raue und als auch glänzende Oberflächen zu messen. Darüber hinaus verfügen die Sensoren über eine ausgezeichnete Linearität und die Messergebnisse werden von den chemischen Eigenschaften der Oberflächen und des Feuchtmittels nicht beeinflusst. Die Sensoren werden für verschiedene Messbereiche und Messgenauigkeiten am Markt angeboten, es gibt punkt- und linienförmige Messsysteme und auch Laser-Fächer, mit denen ein zweidimensionales Abtasten möglich ist.
Mit speziellen Messfunktionen kann z.B. der Reflexionsgrad des Messobjekts während der laufenden Messung erkannt und in Echtzeit die Laserintensität ausgeregelt werden. Dadurch lassen sich auch auf wechselnden Oberflächen optimale Messergebnisse erzielen.
Zur Schichtdickenbestimmung reicht eine einzelne Abstandmessung aber nicht aus. Es muss die Abstandsdifferenz des Sensors zur Oberfläche und zum Grund der transparenten Schicht bestimmt werden. Dazu muss der Sensor entweder die Reflexion an Oberfläche und Grund gleichzeitig erkennen und auswerten oder die beiden Abstandswerte müssen nacheinander, z.B. durch getaktetes Abrakeln der Flüssigkeitsschicht bestimmt werden. Im zweiten Fall muss sichergestellt werden, dass während der Messung keine Relativbewegung zwischen Sensor und Messobjekt stattfindet. Beide Messmethoden wurde vom SID in Voruntersuchungen erprobt und die optimale Sensortechnik für die einzelnen Messstellen ermittelt.
4.2 Auswahl der Sensoren
Die insgesamt drei untersuchten Triangulationssensoren des Herstellers KEYENCE unterscheiden sich im Wesentlichen durch den Nenn- Messabstand und der damit zusammenhängenden Messgenauigkeit. Der Sensor LK-H008 ist am besten für die zuvor beschriebenen Messaufgaben geeignet. Er bietet die höchste Genauigkeit und liefert auf allen Walzenoberflächen stabile Signale. Als Besonderheit ist bei diesem Sensor die Laseraustritts- und Empfangsoptik im Winkel von 90° zueinander angeordnet. Das vereinfacht die Ausrichtung bei spiegelnder Reflexion, wie sie an der Flüssigkeitsoberfläche auftritt, erheblich. Außerdem kann der Sensor auf den CCD-Element zwei Reflexionen gleichzeitig erkennen und auswerten. So ist eine einseitige Dickenmessung transparenter Objekte möglich. Dies bedeutet, dass die Feuchtmittelschicht auf der Walze ohne Abrakeln und mit nur einem Sensor gemessen werden kann. Die Abstandsmesswerte auch mehrerer Sensoren können direkt am Controller angezeigt oder in einer Messwertdatei gespeichert werden. Mit dem zugehörigen Programm LK-Navigator können die Sensorparameter einfach an die jeweiligen Messbedingungen angepasst werden. Weiterhin kann die Position und Intensität des reflektierten Laserlichts auf dem Sensorchip dargestellt werden. Mögliche Eindringeffekte können so einfach erkannt und der Laser optimal auf die jeweilige Oberfläche eingestellt werden. Neben der Speicherung und grafischen Darstellung der Messwerte stehen im Programm auch Auswertefunktionen zur Verfügung. Es können Berechnungen zwischen Signalen mehrerer Sensoren bzw. zwischen mehreren Maxima im Signal eines Sensors durchgeführt werden. So können die Abstandsmesswerte direkt in Schichtdicken umgerechnet werden. Mit Hilfe verschiedener Filterfunktionen lassen sich Störsignale z.B. durch Unrundlauf der Walze, Schwingungen oder kurzzeitige Signalunterbrechungen dämpfen.

4 Messtechnik
12
Abb. 4-2: Sensor LK-H008 Controller, Messung Dicke einer Glasplatte
Abb. 4-3: Intensitätsverteilung des empfangenen Lichtes der Messung aus Abb. 4-2
Technische Daten Laser-Abstandssensor Keyence LK-H008:
Referenzabstand: 8mm
Messbereich: ± 0,5mm
Linearität: ±0,05% v.E
Wiederholbarkeit: 0,005µm
Abtastzyklus: 2,55µm … 1000µs ( Abtastfrequenz: 390kHz … 1kHz)
Lichtpunkt: 20μm (bei Referenzabstand)
Gewicht: ca. 240g
Bei maximaler Geschwindigkeit der Walzen sind damit ca. 390 Messwerte pro mm auf der Feuchttauchwalze bzw. 39 Messwerte pro mm auf der Feuchtauftragswalze möglich.

4 Messtechnik
13
4.3 Messmodus
4.3.1 Transparentes Objekt
Wie bereits beschrieben muss zur Bestimmung der Schichtdicke die Differenz des Sensorabstandes zur Oberfläche und zum Grund der transparenten Schicht ermittelt werden. Im einfachsten Fall ist dies möglich indem ein Teil des vom Sensor kommenden Laserlichtes an der Oberfläche der Flüssigkeit reflektiert wird, und ein weiterer Teil die Flüssigkeitsschicht durchdringt und erst am Grund reflektiert wird. Der Abstand beider Reflexionen auf der Empfangsoptik des Sensors entspricht dann der Dicke der durchstrahlten Schicht. Durch die zeitgleiche Messung beider Abstandswerte werden Relativbewegungen zwischen Sensor und Messobjekt kompensiert. Diese Relativbewegungen können im Versuchsstand z.B. durch den nicht idealen Walzenrundlauf, durch Wellen auf der Flüssigkeitsoberfläche oder Deformationen des Walzenmaterials auftreten. Die ausgewählten Sensoren ermöglichen im Messmodus „transparentes Objekt“ die beschriebene Auswertung mehrerer Reflexionsmaxima. Damit kann die Feuchtmittelschichtdicke ohne Rakel direkt auf der Walze gemessen werden. Mit fest montiertem Sensor ist damit eine Auflösung in Umfangsrichtung möglich. Wird der Sensor während der Messung entlang der Walzenachse bewegt kann das Profil der Schichtdicke über die Walzenbreite bestimmt werden. Als Einschränkung für diesen Messmodus ist aber eine Mindestschichtdicke notwendig. Außerdem müssen Oberfläche und Grund der zu messenden Schicht ähnliche Reflexionseigenschaften aufweisen. Nur so kann der Sensor beide Reflexionen erkennen und auswerten.
4.3.2 Luftrakel
Eine zweite Möglichkeit der Dickenmessung besteht darin zunächst den Sensorabstand zur Flüssigkeitsoberfläche zu messen, diese dann mit geeigneten Mitteln abzurakeln und anschließend den Abstand zum Grund zu messen. Die Differenz beider Messwerte entspricht wieder der Schichtdicke. In vorangegangenen Untersuchungen hat sich das Abrakeln des Feuchtmittels mit Hilfe von Luft als am besten geeignet erwiesen. Dazu wurde unter anderem ein Messkopf konstruiert, der sowohl den Sensor als auch eine Luftdüse enthält. Eine zeitaufwändige Ausrichtung von Rakel und Sensor vor jeder Messung wird damit vermieden. Außerdem kann auch an schwer zugänglichen Stellen einfacher gemessen werden.
Abb. 4-4: Schematische Darstellung des Messkopfes mit Sensor und Luftrakel

4 Messtechnik
14
Da die Abstandsmessung zur Oberfläche und zum Grund bei dieser Variante nicht zeitgleich erfolgt, muss sichergestellt werden, dass der Sensor zwischen beiden Messungen nicht bewegt wird. Eine Auflösung der Schichtdicke Entlang der Walzenachse kann dann nur durch mehrere, über die Walzenbreite verteilte Messpositionen erfolgen.
4.4 Voruntersuchungen zur Messfähigkeit
Während der Modifizierung des Versuchsstandes wurden mit den gewählten Sensoren Versuche zur Messfähigkeit auf rotierenden Walzen durchgeführt. Es wurden die beiden beschrieben Möglichkeiten zu Bestimmung der Schichtdicke mit und ohne Rakel getestet. Außerdem sollten mögliche Störgrößen erkannt und deren Einfluss auf die Messergebnisse bewertet werden. Die mit den Triangulationssensoren ermittelten Abstandsmesswerte wurden statisch mittels Messtaster und dynamisch, also auf der rotierenden Walze, mit einem Lichtbandmikrometer überprüft.
Die Lasertriangulationssensoren messen den Sensorabstand zur reflektierenden Objektoberfläche. Er wird direkt in mm bzw. µm angeben und muss üblicherweise nicht kalibriert werden. Wenn die Reflexion allerdings nicht an der Oberfläche des Messobjekts auftritt, muss dies berücksichtigt werden. Ein in die Walzenoberfläche eindringender und erst in tieferen Schichten reflektierter Laserstahl würde das Messergebnis verfälschen. Dieser Effekt wurde bei den Vorversuchen mit den Sensoren geprüft, konnte bei den verwendeten Walzenmaterialien aber nicht nachgewiesen werden. Alle trockenen Walzenoberflächen wurden sicher erkannt.
Verschiedene Faktoren bewirken aber eine ständige Änderung des Messwertes, die zum Teil größer als die erwartete Feuchtmittelschichtdicke ist. Durch den nicht idealen Rundlauf der Walze entsteht eine, der Drehzahl entsprechende periodische Abstandsänderung mit einer Amplitude bis zu 30µm. Auch Deformationen der Walze und Beschädigungen in der Oberfläche sind erkennbar.
Abb. 4-5: Sensorsignal auf trockener FTW9, periodische Abstandsänderung (Rundlauf)
Besonders auf der Chromwalze bewirken schon kleinste Änderungen auf der Oberfläche eine Verschiebung der Reflexion und erzeugen somit ein stärkeres Rauschen im Messsignal

4 Messtechnik
15
als auf den gummierten Walzen. Bei einer traversierenden Messung kommen zusätzlich noch Abstandsänderungen durch die Balligkeit der Walze sowie die Ausrichttoleranz von Walzenachse und Traverse hinzu.
Abb. 4-6: Sensorsignal auf CrW, im Vergleich zur FTW besserer Rundlauf aber stärkeres Rauschen
Direkt nach dem Einschalten der Sensoren ist ein Driften der Messwerte erkennbar, welches nach 30 Minuten noch ca. 0,25µm/min beträgt. Erneute Änderungen der Umgebungstemperatur z.B. durch kaltes Feuchtmittel oder die Druckluft der Rakel sind durch stärkeres Driften erkennbar. Bei den Messungen am Versuchsstand muss also auf eine möglichst konstante Umgebungstemperatur sowie eine ausreichend lange Warmlaufphase der Sensoren geachtet werden. Auch nach dem Zuschalten des Umwälz- und Kühlaggregats muss ausreichend Zeit für eine Temperaturangleichung der Walzen und Sensoren gewährleistet werden.
Alle beschriebenen Messwertschwankungen werden durch Relativbewegung zwischen Sensor und reflektierender Oberfläche des Messobjekts verursacht. Im Messmodus „transparentes Objekt“ werden diese durch die zeitgleiche Erkennung beider Grenzflächen der Schicht automatisch kompensiert. Im Messwerteverlauf des Sensors das sehr gut erkennbar (siehe Abb. 5-3).
Wird der Abstand zu beiden Grenzflächen der Schicht nacheinander gemessen, ist eine exakte Zuordnung der Werte zur selben Position auf der Walze notwendig. Mit einem während der Messung bewegtem Sensor (traversierend) ist das nicht möglich. Die nur teilweise periodisch auftretenden Störgrößen erschweren auch mit fest positioniertem Sensor die Auswertung. Besonders eine Auflösung in Umfangsrichtung bedeutet einen erheblichen Aufwand bei der Datenauswertung. Bei den späteren Messungen am Versuchsstand wird daher der Mittelwert der Schichtdicke über eine definierte Anzahl von Walzenumdrehungen bestimmt.
Für eine korrekte Messung muss auch die Oberfläche der transparenten Schicht sicher erkannt werden. Auf den verschiedenen Walzen wurde eine transparente Folie bekannter

4 Messtechnik
16
Dicke (60µm) aufgebracht und mit den Triangulationssensoren nachgemessen. Bei allen gummierten, matten Walzenoberflächen konnte im Modus „transparentes Objekt“ gemessen werden. Die Intensitätsverteilung auf dem CCD-Chip zeigte deutlich zwei Maxima. Die daraus ermittelte Schichtdicke betrug aber nur etwa 30µm. Vergleichsmessungen zeigten, dass die Position der an der Walzenoberfläche erzeugten Reflexion durch Brechung des Laserstrahls beim Übergang in bzw. aus der transparenten Schicht verschoben wird. Die Oberfläche der transparenten Schicht wird durch den direkt reflektierten Anteil des Laserstrahls korrekt erkannt. Im Messmodus transparentes Objekt muss also die Brechung und Parallelverschiebung des Laserlichtes berücksichtigt werden. Im Abschnitt Kalibrierung ist dazu die Herleitung einer Formal zur Korrektur des Messwertes beschrieben.
Abb. 4-7: Intensiätsverteilung des empfangenen Lichtes bei Reflexion an matter Walzenoberfläche, ohne (gelb) und mit Feuchtmittelschicht (grün)
In Abb. 4-7 ist die Reflexion an der unbenetzten Walzenoberfläche gelb dargestellt. Die Grüne Kurve zeigt die Reflexion an gleicher Stelle mit Feuchtmittelschicht. Es sind beide Grenzflächen (Luft/Feuchtmittel und Feuchtmittel/Walze) erkennbar. Außerdem sieht man deutlich die Verschiebung der Reflexion am Walzengrund. Die Position des zweiten Maximums der grünen Kurve müsste ohne Brechung mit der gelben Kurve übereinstimmen. Wie auch in der Darstellung des Strahlengangs ersichtlich, erfolgt die Verschiebung zum Sensor hin (auf der x-Achse nach links). Der Anzeigewert ist demnach kleiner als die tatsächliche Schichtdicke.

4 Messtechnik
17
Begrenzt wird die Möglichkeit des Messmodus „transparentes Objekt“ durch den Mindestabstand der Reflexionsmaxima auf dem CCD-Chip des Sensors. Wird dieser zu klein können die beiden Reflexionen nicht mehr unterschieden werden. Als untere Grenze wurde dafür eine Schichtdicke von ca. 35µm ermittelt. In Abb. 4-8 ist dazu der Verlauf der Intensitätsverteilung bei abnehmender Schichtdicke dargestellt. Der Intensitätsunterschied wird durch den unterschiedlichen Reflexionsgrad an den beiden Oberflächen bestimmt. Durch Anpassung der Laserintensität und der Abtastzeit können Unterschiede im Reflexionsgrad kompensiert werden.
Abb. 4-8: Intensitätsverteilung des empfangenen Lichtes bei abnehmender Schichtdicke (von links nach rechts)
Auf der hochglänzenden Chromwalze konnte nicht im Modus „transparentes Objekt“ gemessen werden. Im Intensitätsverlauf war trotz vorhandener Schicht immer nur ein Maximum erkennbar (siehe Abb. 4-9). Die Messung der Feuchtmittelschicht auf der Chromwalze muss als immer mit Hilfe einer Rakel erfolgen. Ein Vergleich der Intensitätsverteilung bei Messungen mit und ohne transparente Schicht zeigte, dass nur die Reflexion des Lasers an der Walzenoberfläche erkannt wird. Ursache dafür ist der deutlich höhere Reflexionsgrad der Chromoberfläche im Verhältnis zur transparenten Folie. Aus der Verschiebung der Reflexion auf Grund der Brechung kann aber die durchstrahlte Schichtdicke berechnet werden. Dies wird ebenfalls im Abschnitt Kalibrierung beschrieben.
Abb. 4-9: Intensitätsverteilung des empfangenen Lichtes bei Reflexion an der Oberfläche der Chromwalze, ohne (gelb) und mit Feuchtmittelschicht (grün)
Die Beobachtungen im Messmodus „transparentes Objekt“ und auf der Chromwalze wurden bei Messungen einer Feuchtmittelschicht bestätigt. Zur Vergleichsmessung wurde dabei ein Lichtbandmikrometer verwendet.

4 Messtechnik
18
4.5 Kalibrierung
In den Versuchen zur Messfähigkeit wurden Abweichungen der mit den Triangulationssensoren ermittelten von der tatsächlich vorhandenen Schichtdicke nachgewiesen. Als Ursache dafür wurde die Brechung des Laserstrahls beim Übergang des Laserlichts von der Luft in das transparente Medium (Feuchtmittel bzw. Folie) erkannt. Im folgenden Abschnitt wird diese anhand des Strahlengangs dargestellt und ein Faktor zur Korrektur der Messwerte berechnet.
Die folgende Betrachtung setzt einen Einfallswinkel α von ca. 45° voraus. An den verwendeten Sensoren LK-H008 ist dieser Winkel durch die Ausrichtung von Sende- und Empfangsoptik vorgegeben.
Abb. 4-10: Verlauf des Laserlichtes von Sende- zu Empfangseinheit des Sensors
Ist keine Flüssigkeitsschicht vorhanden, gelangt der Laserstrahl im Winkel α geradlinig zur Walzenoberfläche, wird dort reflektiert (α = α`) und trifft im Punkt X1 auf Empfangsoptik des Sensors. Aus der Position der Reflexion auf dem CCD-Chip ermittelt der Sensor den Abstand zur Walzenoberfläche. Befindet sich auf der Walzenoberfläche eine Flüssigkeitsschicht der Dicke dR wird nur ein Teil des Laserlichtes an der Oberfläche reflektiert. Ein weiterer Teil dringt in die Flüssigkeit ein und wird dabei gemäß Brechungsgesetz gebrochen. Er trifft dann im Winkel β auf die Walzenoberfläche und wird dort reflektiert (β= β`). Beim Austritt aus der Flüssigkeit wird er erneut gebrochen (wieder zu α`) und trifft im Punkt X2 auf den Sensor bzw. den CCD-Chip. Die Flüssigkeitsschicht bewirkt also eine Verschiebung des Auftreffpunktes um dX (=x1-x2) und der zur Walzenoberfläche gemessene Abstand wird kleiner. In den Voruntersuchungen wurde diese Verschiebung auf der Chromwalze und im Modus „transparentes Objekt“ auch auf den gummierten Walzen erkannt. Sie ist abhängig von der Dicke der Flüssigkeitsschicht dR , vom Brechungsindex der Flüssigkeit n2 und vom Einfallswinkel α des Laserstrahls.

4 Messtechnik
19
Laut Brechungsgesetz ist der Brechungswinkel β vom Einfallswinkel α und den Brechungsindizes der beiden angrenzenden Medien n1 und n2 abhängig.
1) 1
2
sin
sin
n
n=
ba
Mit n1 = 1 (Luft) und umstellen der Gleichung 1) folgt:
2) ÷÷ø
öççè
æ=
2
sinarcsin
n
ab
Die wahre Dicke dR der durchstrahlten Schicht ist in folgender Gleichung enthalten:
3) Rd
a=btan →
Rda *tan b=
Die im Modus „transparentes Objekt“ ermittelte Schichtdicke ΔdF, beruhend auf der Reflexion an der Flüssigkeitsoberfläche und der, durch Brechung verschobenen, Reflexion an der Walze ist in folgender Gleichung enthalten:
4) Fd
a
D=atan →
Fda D= *tana
5) a
btan
*tanR
F
dd =D
Gleichung 3) und 4) gleichgesetzt und nach dR umgestellt:
6) b
atan
*tanF
R
dd
D=
Vereinfacht mit tan(45°) =1:
7) FRdd D= *
tan
1
b
Einführung des Korrekturfaktors kT für den Messmodus transparentes Objekt:
8) btan
1=
Tk
9) FTRdkd D= *
Der im Modus transparentes Objekt ermittelte Messwert muss mit dem Faktor kT multipliziert werden um die tatsächliche Schichtdicke zu erhalten. Bei einem Einfallswinkel von 45° und einer Flüssigkeitsschicht aus Wasser (n2=1,33) beträgt der Faktor kT=1,59.
4 Messtechnik
20
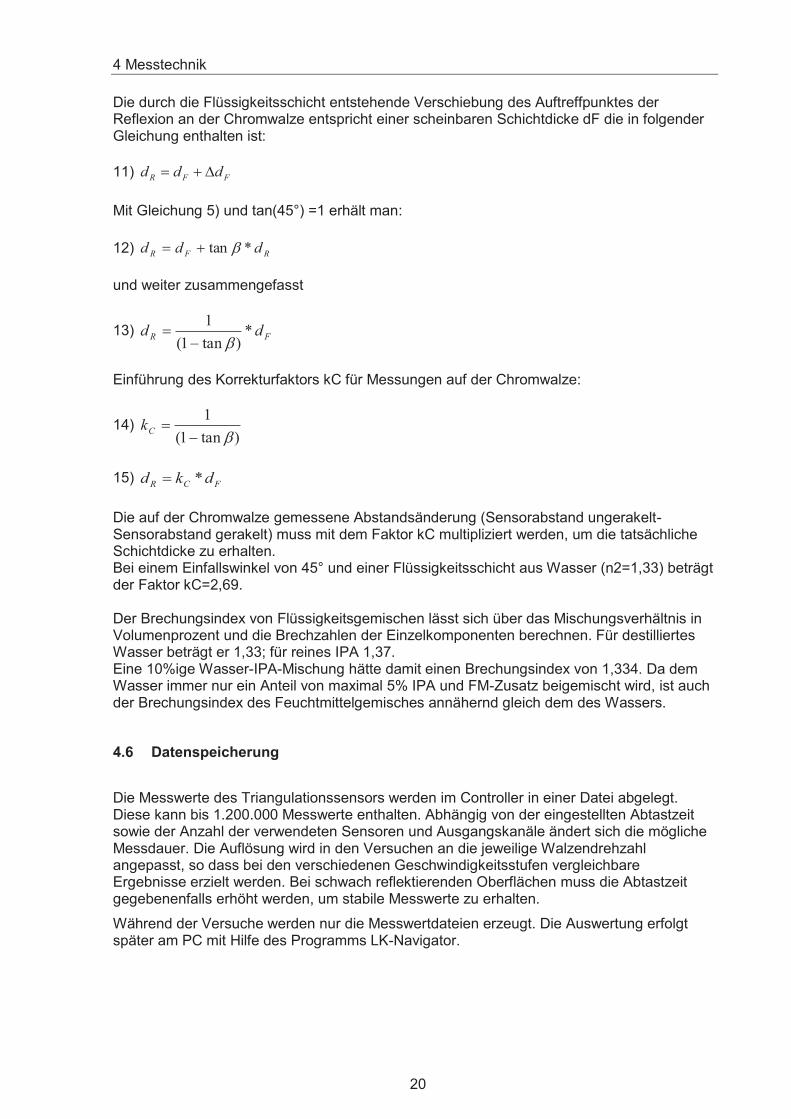
Die durch die Flüssigkeitsschicht entstehende Verschiebung des Auftreffpunktes der Reflexion an der Chromwalze entspricht einer scheinbaren Schichtdicke dF die in folgender Gleichung enthalten ist: 11)
FFRddd D+=
Mit Gleichung 5) und tan(45°) =1 erhält man:
12) RFRddd *tan b+=
und weiter zusammengefasst
13) FRdd *
)tan1(
1
b-=
Einführung des Korrekturfaktors kC für Messungen auf der Chromwalze:
14) )tan1(
1
b-=
Ck
15) FCRdkd *=
Die auf der Chromwalze gemessene Abstandsänderung (Sensorabstand ungerakelt- Sensorabstand gerakelt) muss mit dem Faktor kC multipliziert werden, um die tatsächliche Schichtdicke zu erhalten. Bei einem Einfallswinkel von 45° und einer Flüssigkeitsschicht aus Wasser (n2=1,33) beträgt der Faktor kC=2,69. Der Brechungsindex von Flüssigkeitsgemischen lässt sich über das Mischungsverhältnis in Volumenprozent und die Brechzahlen der Einzelkomponenten berechnen. Für destilliertes Wasser beträgt er 1,33; für reines IPA 1,37. Eine 10%ige Wasser-IPA-Mischung hätte damit einen Brechungsindex von 1,334. Da dem Wasser immer nur ein Anteil von maximal 5% IPA und FM-Zusatz beigemischt wird, ist auch der Brechungsindex des Feuchtmittelgemisches annähernd gleich dem des Wassers.
4.6 Datenspeicherung
Die Messwerte des Triangulationssensors werden im Controller in einer Datei abgelegt. Diese kann bis 1.200.000 Messwerte enthalten. Abhängig von der eingestellten Abtastzeit sowie der Anzahl der verwendeten Sensoren und Ausgangskanäle ändert sich die mögliche Messdauer. Die Auflösung wird in den Versuchen an die jeweilige Walzendrehzahl angepasst, so dass bei den verschiedenen Geschwindigkeitsstufen vergleichbare Ergebnisse erzielt werden. Bei schwach reflektierenden Oberflächen muss die Abtastzeit gegebenenfalls erhöht werden, um stabile Messwerte zu erhalten.
Während der Versuche werden nur die Messwertdateien erzeugt. Die Auswertung erfolgt später am PC mit Hilfe des Programms LK-Navigator.

5 Screening
21
5 Screening
Um die Komplexität der Variationsmöglichkeiten der Einflussgrößen am Versuchsstand einzuschränken, wurde zunächst ein Standardzustand definiert, der in der Praxis übliche Einstellungen und Materialkomponenten widerspiegelt. Von diesem Standardzustand aus wurden die einzelnen Parameter schrittweise variiert und so deren Einfluss auf die Feuchtmittelschichtdicke bestimmt. Außerdem wurde untersucht in welchen NIP- und Geschwindigkeitsbereichen ein stabiler Lauf des Versuchsstandes gewährleistet ist, und an welchen Positionen Messungen möglich sind. Anhand der Ergebnisse wurden dann die Messstellen und Versuchspläne festgelegt.
In den Screeningversuchen wurden folgende Parameter variiert:
- Geschwindigkeit: 100, 300 und 600 (d)m/min; ggf. mit Zwischenstufen, Verhältnis 1:10
- Walzenpressung: NIP1: matter Film (4mm oder mehr)
NIP2: 5mm und 7mm
NIP3: 6mm und 8mm
- Feuchtmittel: Z1: IPA 3 % + 2 % E9171/1
Z2: 3 % E9171/1
- Tauchwalzen: FTW9: 119 25 (2-3µm), standard
FTW11: 119 rau (6-8μm)
FTW12: 147 25 (6-8μm), IPA-reduziert
- Auftragswalze: FeAW1: 119 25 (2-3μm), standard
FeAW4: 124 25 (2-3μm), IPA-reduziert
Die Messungen erfolgten direkt nach dem Wasserkasten auf der Tauchwalze, nach dem NIP1 auf der Dosierwalze und nach dem NIP2 auf der Feuchtauftragswalze.
5.1 Tauchwalze
Die Schichtdicke auf der Tauchwalze vor NIP1 ist bei allen Versuchen groß genug um den Messmodus „transparentes Objekt“ anzuwenden. Somit ist eine traversierende Messung ohne Rakel möglich. An der Pressungsstelle zur Chromwalze wird ein Großteil des geschöpften Feuchtmittels zurückgehalten. Es staut sich vor dem NIP1 und läuft teilweise über die Tauchwalze zurück in den Wasserkasten. Eine Vergleichsmessung ohne angestellte Dosierwalze zeigt eine deutlich geringere Schichtdicke. Zur Beurteilung des Schöpfverhaltens sollten die Messungen auf der Tauchwalze also ohne angestellte Dosierwalze erfolgen.

5 Screening
22
Abb. 5-1: Einfluss von Geschwindigkeit und Walzenmaterial auf die FM-Schicht der FTW, Vergleich der Messungen mit und ohne angestellte Chromwalze vor NIP1
Die Erhöhung der Walzendrehzahl führt zu einem deutlichen Anstieg der geschöpften Feuchtmittelmenge. Der Einfluss des Walzenmaterials und des Feuchtmittelzusatzes ist dagegen sehr gering.
Abb. 5-2: Einfluss des Feuchtmittels auf die Schichtdicke die FM-Schicht der FTW

5 Screening
23
Bei der niedrigsten Geschwindigkeitsstufe sind auf der Feuchtmitteloberfläche in Umfangsrichtung einzelne Streifen erkennbar. Diese sind auch im Messsignal als Bereiche höherer Schichtdicke zu sehen. Zwischen den Streifen bildet sich ein relativ glatter, gleichmäßiger Feuchtmittelfilm. Mit steigender Drehzahl wird die Flüssigkeitsoberfläche immer welliger und die zuvor beschriebenen einzelnen Streifen sind nicht mehr erkennbar. Die Abstandsänderungen durch den nicht idealen Walzenrundlauf sind im Messwerteverlauf ebenfalls gut sichtbar. Bei der sensor-internen Dickenberechnung werden diese automatisch kompensiert.
Abb. 5-3: Darstellung des Messwerteverlaufs einer traversierenden Messung auf der FTW
Erläuterungen zur Abb. 5-3:
Parameter: Messung im Modus „transparentes Objekt“ auf der FTW9, ohne angestellte CrW, Feuchtmittel: Z2, Geschwindigkeit: 300dm/min, Abtastzyklus: 100µs, Traversierung des Sensors im Bereich zwischen des Cursorpositionen A und B
Es sind die zeitgleich gemessenen Abstandsmesswerte zur Feuchtmitteloberfläche (grün) und zur Walzenoberfläche (blau) dargestellt. Die rote Kurve ist die sensorintern berechnet Differenz beider Messwerte, sie entspricht der Schichtdicke. Bei ruhendem Sensor sind die Rundlaufschwankungen der Walze als sinusförmige Abstandänderung (ca. 20µm) zu erkennen. Der Sensorabstand zur auf der Walze befindlichen Feuchtmittelschicht ändert sich in gleichem Maße. Es ist eine verhältnismäßig stabile Schichtdicke erkennbar. Im Bereich der Traversierung sind größere Schwankungen der Schichtdicke (ca 40µm) sichtbar. Die Ausrichttoleranz der Traverse verursacht eine gleichmäßige Verschiebung beider Abstandsmesswerte (grün und blau), im Differenzsignal ist diese kompensiert. Nach Ende der Sensorbewegung sind wieder die Rundlauffehler in den Abstandswerten und eine stabile Schichtdicke sichtbar.
Da sich die Messstelle direkt nach dem Wasserkasten befindet, haben die NIP-Einstellungen und das Material der Feuchtauftragswalze keinen Einfluss auf die gemessene Schicht. Ab einer Geschwindigkeit über 300 dm/min kann, trotz Erhöhung des NIP1, kein matter Feuchtmittelfilm auf der Tauchwalze eingestellt werden. Es gelangt zu viel Feuchtmittel auf die Chromwalze und von dort zur Feuchtauftragswalze und zum Plattenzylinder. In Folge dessen verringert sich die Reibung zwischen FeAW und Plattenzylinder so stark, dass die FeAW nicht mehr angetrieben wird.

5 Screening
24
5.2 Chromwalze
Auf der Chromwalze wurden nur sehr geringe Schichtdicken im Bereich bis ca. 2,5µm gemessen. Auf der glänzenden Oberfläche führen minimale Bewegungen des Sensors zu sehr starken Messwertschwankungen. Es wurde ein zweiter Sensor zur Messung des Referenzabstandes zur Feuchtmitteloberfläche installiert. Dadurch können Schwingungen, mögliche Beeinflussung des Sensors durch die Druckluft der Rakel oder Temperaturschwankungen besser unterdrückt werden. Die Geschwindigkeitsdifferenz zwischen Chromwalze und Feuchtauftragswalze erfordert immer eine Feuchtmittelschicht in der Kontaktzone (NIP2), da es sonst zu Beschädigung der Oberfläche kommen kann. Bei den Screening-Versuchen wurde der Sensor mit Rakel deshalb am Rand der Chromwalze positioniert, an dem kein Kontakt zur FeAW besteht. Alternativ kann die Messung auch ohne angestellten Plattenzylinder erfolgen. Dabei wird die FeAW nur von der Chromwalze angetrieben und es besteht keine Geschwindigkeitsdifferenz. Wie zuvor auf der Tauchwalze ist auch hier eine sehr starke Geschwindigkeitsabhängigkeit der Schichtdicke erkennbar (Abb. 5-4). Im Vergleich dazu hat das Material der FTW nur geringen Einfluss.
Abb. 5-4: FM-Schicht auf CrW bei Variation der Geschwindigkeit und FTW

5 Screening
25
Eine Verringerung der NIP-Breite bewirkt einen deutlichen Anstieg der Feuchtmittelschicht auf der Chromwalze. In Abb. 5-5 ist die Schichtdicke auf der Chromwalze in Abhängigkeit von der Breite des NIP1 dargestellt. Ausgehend von 4mm wurde die Breite zunächst erhöht und anschließend wieder verringert. Bei gleichen NIP-Einstellungen wurden auch annähernd gleiche Schichtdicken gemessen. Bei der letzten Messung mit 3mm bestand, wegen der Rundlauffehler, teilweise kein Kontakt mehr zwischen beiden Walzen.
Abb. 5-5: Einfluss NIP1 auf die Schichtdicke
Bei Geschwindigkeiten über 300 dm/min wird das Feuchtmittel während des Rakelns möglicherweise nicht mehr komplett von der Walze entfernt. Befindet sich zu viel Feuchtmittel auf der Chromwalze wird wieder der Antrieb der FeAW unterbrochen. Besonders bei hoher Geschwindigkeit sind dann Streifen im Feuchtmittelfilm der Chrom- und teilweise auch der Tauchwalze sichtbar. Walzenmaterial und Feuchtmittelzusatz haben, ähnlich wie bei der Messung auf der Tauchwalze, nur geringen Einfluss. Allgemein sind die Änderungen der Schichtdicke bei Variation der Parameter sehr gering.
5.3 Feuchtauftragswalze
Die Geschwindigkeit konnte während der Versuche nicht im gewünschten Bereich variiert werden, da abhängig von der NIP Einstellung, die FeAW nicht mehr vom Plattenzylinder angetrieben wurde. Es konnte trotz maximaler Anstellung der Walzen kein stabiler Lauf des Versuchstandes mit einer Geschwindigkeit über 300 m/min erreicht werden. Im unten stehenden Diagramm (Abb. 5-6) ist die maximal erreichte Geschwindigkeit in Abhängigkeit der NIP-Einstellung dargestellt. Es ist erkennbar, dass die Breite des NIP1 den größten Einfluss hat. Die übertragene Feuchtmittelmenge wird also wieder hauptsächlich von der Geschwindigkeit und der NIP-Breite bestimmt. Das IPA-freie Feuchtmittel Z2 ermöglichte bei gleichen Parametern geringer Geschwindigkeiten.

5 Screening
26
Abb. 5-6: Diagramm maximale Geschwindigkeit bis zum Rutschen der FeAW
Im Vergleich zur Tauch- und Dosierwalze dreht sich die Feuchtauftragswalze mit deutlich höherer Geschwindigkeit. Deshalb muss das Rakel während der Messung sehr dicht an die Walzenoberfläche angestellt werden. Gleichzeitig darf die weiche Oberfläche der Feuchtauftragswalze nicht deformiert oder beschädigt werden. Ein Abrakeln des Feuchtmittels bereits vor dem NIP2 ist auf Grund der Geschwindigkeitsdifferenz nicht möglich. Auch auf der Feuchtauftragswalze wurde zur Stabilisierung des Messsignals ein zweiter Sensor zur Referenzmessung (ungerakelte Schicht) eigesetzt. Die im Vergleich zur Chromwalze nochmals geringere Schichtdicke zeigte bei Variation der Parameter teilweise keine signifikanten Änderungen mehr. Um trotz der relativ großen Messwertschwankungen aussagekräftige Ergebnisse zu erzielen, sollte die Anzahl der Einzelmessungen möglichst groß sein. Bei der Aufstellung des Versuchsplans werden die zu untersuchenden Parameter deshalb auf Basis der Messungen auf Tauch- und Dosierwalze reduziert.

6 Messstellen und Versuchspläne
27
6 Messstellen und Versuchspläne
Anhand der Ergebnisse der Screening-Versuche wurden gemeinsam mit dem projektbegleitenden Ausschuss die Messstellen und die zu untersuchenden Parameter bzw. deren Einstellbereiche festgelegt. Die Versuchspläne für Messstelle 2 und 3 wurden zudem auf Basis der Ergebnisse der jeweils vorangegangen Messstelle angepasst.
Die Versuchspläne der einzelnen Messstellen mit den zugehörigen Messergebnissen sind im Anhang unter Punkt 8.1 dargestellt.
6.1 Messstelle 1 - Schöpfvolumen
Die Messung der Feuchtmittelschichtdicke auf der Tauchwalze, direkt nach dem Wasserkasten dient zur Beurteilung des Schöpfverhaltens. Die NIP-Einstellungen und die Feuchtauftragswalze haben keinen Einfluss auf die geschöpfte Menge und werden im Versuchsplan deshalb nicht berücksichtigt. Um den Messwert nicht durch von der Pressungsstelle (NIP1) zurücklaufendes Wasser zu verfälschen, wird die Messung ohne angestellte Dosierwalze durchgeführt. Aufgrund der, im Screening nachgewiesenen, relativ großen Schichtdicke kann die Messung im Modus „transparentes Objekt“ und traversierend über die gesamte Walzenbreite erfolgen. Ein Abrakeln des Feuchtmittels ist nicht notwendig.
Der Sensor wird auf einer Traverse vor der Feuchttauchwalze positioniert. Er kann über die Breite der Walze bewegt werden. Zu Beginn der Versuche wird die Traverse einmalig so ausgerichtet, dass der montierte Sensor waagerecht auf Höhe der Walzenachse steht. Außerdem müssen sich die Walzen- und Feuchtmitteloberfläche über die gesamte Traversionsbreite im Messbereich des Sensors befinden. Mit zwei Blenden wird ein konstanter Messweg von 400 mm eingestellt. Da die Maße aller Tauchwalzen gleich sind, ist beim Walzenwechsel kein erneutes Ausrichten notwendig.
Abb. 6-1: Foto der Messstelle Schöpfvolumen

6 Messstellen und Versuchspläne
28
Abb. 6-2: Schematische Darstellung der Messstelle Schöpfvolumen
Bei den Versuchen sollen alle Tauchwalzen mit allen Feuchtmitteln kombiniert werden. Die Geschwindigkeit wird in 3 Stufen variiert. Die Feuchtmitteltemperatur wird vom Kühlaggregat konstant auf ca. 8°C gehalten. Mit den IPA-freien Feuchtmitteln und der FTW13 soll zusätzlich eine Messreihe mit erhöhter Feuchtmitteltemperatur (ohne Kühlung) durchgeführt werden. Somit ergeben sich 93 Parameterkombinationen.
Abb. 6-3: Übersicht Versuchsparameter Schöpfvolumen
Der Abtastzyklus wird an die Walzendrehzahl angepasst, so dass bei allen Geschwindigkeitsstufen eine vergleichbare Anzahl von Messwerten pro mm erzeugt wird. Auf Grund der begrenzten Speicherkapazität werden pro Parameterkombination 5 Messdurchgänge durchgeführt, bei denen der Sensor jeweils 10-mal traversiert wird. Zwischen den Messdurchgängen ist eine Pause von ca. 5 Minuten vorgesehen. Mit Hilfe des Programms LK-Navigator wird aus den gespeicherten Daten die mittlere Schichtdicke auf der Walze bei jeder Traversierung des Sensors berechnet. Der Mittelwert aller 50 Einzelmessungen ist dann die für diese Parameterkombination ermittelte Schichtdicke. In den Messwerttabellen ist zusätzlich die Standardabweichung sowie das Intervall des 95%-Vertrauensbereiches angeben.
6.2 Messstelle 2 - Spaltverhältnis
Nach der ersten Spaltung des Feuchtmittelfilms wird die Schichtdicke auf der Tauchwalze (FTW) und der Dosierwalze (CrW) gemessen. Es soll bestimmt werden, wieviel Feuchtmittel durch den NIP1 gelangt und wie es sich auf die beiden Walzen aufteilt. Wegen der geringen Schichtdicke kann die Messung nur nach dem Prinzip „Luftrakel“ erfolgen. Zwei Sensoren werden nebeneinander fest auf der Traverse montiert und zur Walzenoberfläche ausgerichtet. In Walzendrehrichtung gesehen vor einem Sensor wird die Luftrakel positioniert. Während der Messung wird damit das Feuchtmittel über eine vorgegebene Anzahl von Umdrehungen von der Walze entfernt und so abwechselnd der Abstand zur Feuchtmittel- oder Walzenoberfläche gemessen. Der zweite Sensor misst ausschließlich den Abstand zur Feuchtmitteloberfläche. Die Messwerte beider Sensoren sowie die Differenz
Parameter Varianten
Geschwindigkeit (FTW) 100; 300; 600dm/minFeuchtmittel Z1; Z2; Z3; Z4Feuchttauchwalze FTW9 - FTW15Feuchtmitteltemperatur 8°C; Stichversuch mit FTW13 und Z2 - Z4 bei ca. 17°C

6 Messstellen und Versuchspläne
29
werden in einer Messwertdatei gespeichert und später ausgewertet. Um beim Abrakeln des Feuchtmittels auf der Dosierwalze eine Beschädigung der angestellten Feuchtauftragswalze (FeAW) zu vermeiden, wird der Plattenzylinder nicht an die FeAW angestellt. Die FeAW wird somit nur von der Dosierwalze angetrieben und es entsteht kein Schlupf zwischen beiden Walzen.
Abb. 6-4: Foto der Messstelle Spaltverhältnis, Sensoren und Rakel auf FTW postioniert
Abb. 6-5: Schematische Darstellung der Messstelle Spaltverhältnis
Die Messungen erfolgen bei konstanten Parametern abwechselnd auf Tauch- und Dosierwalze. Beim Wechsel der zwischen den beiden Messpositionen oder beim Walzentausch müssen die Traversen nicht neu ausgerichtet werden.
Nach der Bewertung der Ergebisse von Messstelle1 (Schöpfvolumen) wurden 4 zu untersuchende Tauchwalzen ausgewählt. Sie werden wieder mit allen Feuchtmitteln kombiniert. Da bei Geschwindigkeiten über 300dm/min kein sicheres Abrakeln der Walzenoberfläche garantiert werden kann, wird nur in den Stufen 100dm/min und 300dm/min gemessen. Die Breite des NIP1 wird zwischen 4mm und 6mm variiert. Die Einstellung erfolgt mit dem Kontaktstreifenmessgerät NIPCON. Mit den gewählten Parametern ergeben sich 64 Kombinationen. Für jede Kombination wird die Schichtdicke auf der Tauch- und Dosierwalze gemessen. Die Abtastzeit wird an die Walzendrehzahl und Intensität des reflektierten Lichtes angepasst. Das Rakelintervall wird so gewählt, dass mindestens 10 aufeinanderfolgende Walzenumdrehungen mit bzw. ohne Feuchtmittel gemessen werden. Für jede

6 Messstellen und Versuchspläne
30
Parameterkombination wird aus den mindestens 50 Einzelmesswerten pro Walze die mittlere Schichtdicke berechnet.
Abb. 6-6: Übersicht Versuchsparameter Schöpfvolumen
6.3 Messstelle 3 - Feuchtauftragswalze
Nach dem NIP2 ist eine Messung der Schichtdicke nur auf der Feuchtauftragswalze möglich. Im Bereich der Dosierwalze bietet der Versuchsstand nicht genügend Platz zur Montage von Rakel und Sensor. Der Aufbau der Messstelle auf der FeAW erfolgt wie bei den Messungen nach dem NIP1 mit zwei parallel angeordneten Sensoren. Durch die Spaltung und zusätzliche Streckung des Feuchtmittelfilms im NIP2 wird mit einer nochmals deutlich geringeren Schichtdicke gerechnet.
Abb.6-7: Schematische Darstellung der Messstelle Feuchtauftragswalze
Basierend auf den Ergebnissen von Messstelle 2 wurden die Walzenpaarung FeAW1 - FTW9, FeAW5 – FTW13, FeAW7- FTW13 sowie FeAW7 – FTW15 gewählt. Da der Einfluss des Feuchtmittels in allen vorangegangenen Messungen sehr gering war, werden nur noch die Feuchtmittel Z1 und Z2, also speziell die Wirkung des IPA-Zusatzes untersucht. Die Breite des NIP2 wird in den Stufen 5mm und 7mm und die Geschwindigkeit in den Stufen 100m/min und 200m/min (Plattenzylindergeschwindigkeit) variiert. In diesem Einstellbereich ist ein stabiler Lauf des Versuchsstandes ohne Rutschen oder starkes Abbremsen der FeAW möglich. Bei allen Versuchen ist zwischen Tauchwalze und Plattenzylinder ein Geschwindigkeitsverhältnis von 1:10 eingestellt. Der sichere Antrieb der FeAW durch den Plattenzylinder (PZ) wird durch eine zusätzliche Messung der Drehzahl an FeAW und PZ
Parameter Varianten
Geschwindigkeit (FTW) 100; 300dm/minFeuchtmittel Z1; Z2; Z3; Z4Feuchttauchwalze FTW9; FTW13; FTW14; FTW15NIP1 4mm; 6mm

6 Messstellen und Versuchspläne
31
überwacht. Die Kontaktstreifenbreite beträgt im NIP3 8mm und im NIP1 6mm. Eine zusätzliche Versuchsreihe mit reduzierte Breite von NIP1 (4mm) wird bei der niedrigen Geschwindigkeitsstufe (100m/min) und 7mm Kontaktstreifenbreite im NIP2 durchgeführt.
Abb. 6-8: Übersicht Versuchsparameter Feuchtauftragswalze
Wie bei allen vorherigen Messungen werden wird für jede Parameterkombination der Mittelwert aus mindesten 50 Einzelmesswerten für die Schichtdicke bestimmt.
Parameter Varianten
Geschwindigkeit (FTW/PZ) 100/100; 200/200 dm/min(FTW) bzw. m/min(PZ)Feuchtmittel Z1; Z2
FeAW1/FTW9FeAW5/FTW13FeAW7/FTW13FeAW7/FTW15
NIP1 6mm; Stichversuch bei 100dm/min mit 4mmNIP2 5mm; 7mm
Walzenkombination
7 Messergebnisse und Auswertung
32
7 Messergebnisse und Auswertung
Messwerttabellen siehe Anhang
7.1 Auswertung Schöpfvolumen
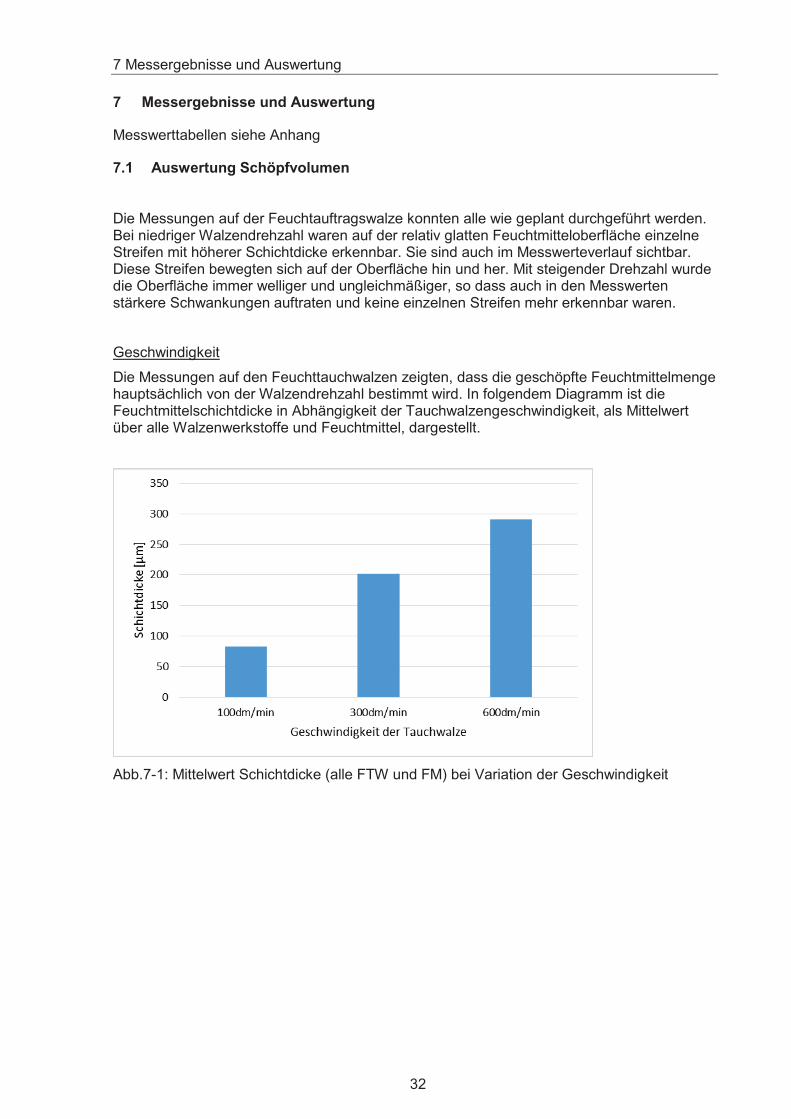
Die Messungen auf der Feuchtauftragswalze konnten alle wie geplant durchgeführt werden. Bei niedriger Walzendrehzahl waren auf der relativ glatten Feuchtmitteloberfläche einzelne Streifen mit höherer Schichtdicke erkennbar. Sie sind auch im Messwerteverlauf sichtbar. Diese Streifen bewegten sich auf der Oberfläche hin und her. Mit steigender Drehzahl wurde die Oberfläche immer welliger und ungleichmäßiger, so dass auch in den Messwerten stärkere Schwankungen auftraten und keine einzelnen Streifen mehr erkennbar waren.
Geschwindigkeit
Die Messungen auf den Feuchttauchwalzen zeigten, dass die geschöpfte Feuchtmittelmenge hauptsächlich von der Walzendrehzahl bestimmt wird. In folgendem Diagramm ist die Feuchtmittelschichtdicke in Abhängigkeit der Tauchwalzengeschwindigkeit, als Mittelwert über alle Walzenwerkstoffe und Feuchtmittel, dargestellt.
Abb.7-1: Mittelwert Schichtdicke (alle FTW und FM) bei Variation der Geschwindigkeit

7 Messergebnisse und Auswertung
33
Feuchtmittel
Deutlich geringer ist der Einfluss des Feuchtmittels auf die Schichtdicke. In folgendem Diagramm ist jeweils der Mittelwert der Schichtdicke über alle Versuche mit dem jeweiligen Feuchtmittel dargestellt.
Abb. 7-2: mittlere Schichtdicke auf FTW bei Variation des Feuchtmittels
Mit dem IPA-freien Feuchtmittel Z2 wurde, im Mittel über alle Geschwindigkeitsstufen und Walzenmaterialien, die größte Schichtdicke erzielt. Sie liegt etwa 7,5% über dem, bei Verwendung von Feuchtmittel Z4 ermittelten, kleinsten Messwert. Die beiden Feuchtmittel Z1 und Z2 unterscheiden sich nur im Zusatz von 3% IPA bei Z1.
Im Vergleich zu den anderen Feuchtmitteln hat die Geschwindigkeit bei Z2 scheinbar einen größeren Einfluss auf die geschöpfte FM-Menge. Sie ist bei 300dm/min deutlich größer und bei 600dm/min kleiner als bei den anderen Feuchtmitteln. Dieses Ergebnis hat sich bei Wiederholungsmessungen bestätigt und kann bisher nicht erklärt werden. Die Reihenfolge von Z1, Z3 und Z4 bleibt bei allen Geschwindigkeitsstufen gleich.

7 Messergebnisse und Auswertung
34
Abb. 7-3: Schichtdicke auf den verschiedenen FTW bei 100dm/min
Abb.7-4: Schichtdicke auf den verschiedenen FTW bei 300dm/min

7 Messergebnisse und Auswertung
35
Abb. 7-5: Schichtdicke auf den verschiedenen FTW bei 600dm/min
Walzenwerkstoff
Auch der Walzenwerkstoff hat einen erkennbaren Einfluss auf die geschöpfte Feuchtmittelmenge. Auf den Walzen FTW12, FTW13 und FTW14 wurde immer eine ca. 7-11µm geringere Schichtdicke gemessen.
Abb. 7-6: mittlere Schichtdicke auf den verschiedenen FTW
Außer der Farbe (schwarz) kann diesen drei Walzen keine gemeinsame Eigenschaft zugeordnet werden, die sie von den übrigen unterscheidet. Möglicherweise haben die zur Färbung eingesetzten Stoffe einen Einfluss auf die Adhäsionskräfte zwischen Walzenoberfläche und Feuchtmittel. Die relativ konstante, geschwindigkeitsunabhängige Differenz deutet ebenfalls darauf hin. Von der Firma Böttcher wurde eine weitere Tauchwalze (FTW17) zur Verfügung gestellt. Sie entspricht in den Eigenschaften der FTW9 ist aber schwarz gefärbt. Um eine Beeinflussung des Messsystems durch die Walzenfarbe auszuschließen wurden verschiedene transparente und nicht transparente Schichten bekannter Dicke (Folie, Glas) auf beiden Walzenoberflächen gemessen. Dabei wurde kein

7 Messergebnisse und Auswertung
36
Unterschied festgestellt. Anschließend wurden die Versuche mit dieser Walze (FTW17) und Feuchtmittel Z2 wiederholt. Bei den Geschwindigkeitsstufen 100dm/min und 300dm/min wurde dann, wie bei den anderen schwarzen Walzen, eine geringere Schichtdicke gemessen (siehe Abb. 7-3 und Abb. 7-4). Bei dieser Wiederholungsmessung wurde auch die zuvor beschriebene hohe Schichtdicke des Z2 bei 300dm/min nochmals bestätigt. Anders als erwartet zeigte sich bei beiden Walzen mit größerer Rauigkeit (FTW11 und FTW12) kein besseres Schöpfverhalten.

7 Messergebnisse und Auswertung
37
Feuchtmitteltemperatur
Die Versuchsreihe ohne Kühlung bei den drei IPA-freien Feuchtmitteln auf der FTW13 zeigte, dass dadurch deutlich weniger Feuchtmittel geschöpft wird. Je nach verwendetem Feuchtmittel sinkt die Schichtdicke auf der Tauchwalze bei der Temperaturerhöhung um etwa 9% bis maximal 15%. Bei der höchsten Geschwindigkeitsstufe wurden die größten Änderungen festgestellt. Erklärt werden kann dieses Verhalten durch die höherer Viskosität der Feuchtmittel bei niedriger Temperatur.
Abb. 7-7: Änderung Schichtdicke auf FTW13 bei Erhöhung der FM-Temperatur

7 Messergebnisse und Auswertung
38
7.2 Auswertung Spaltverhältnis
Bei den Messungen wurde die Schichtdicke auf der Tauch- und Dosierwalze nach dem NIP1 gemessen. Als Spaltverhältnis wird das Verhältnis von auf der Tauchwalze haftender zu an die Dosierwalze übertragener Feuchtmittelmenge bezeichnet. Es ist ein Maß für das Übertragungsverhalten zwischen den beiden Walzen einer Paarung. Da möglichst viel des durch den NIP1 geförderten Feuchtmittels auf die Dosierwalze übertragen werden soll, sind kleine Werte im Spaltverhältnis als positiv anzusehen. Die einzelnen Versuchsparameter wirken sich nicht gleichmäßig auf die Feuchtmittelschichten der beiden Walzen aus. Deshalb wird bei der Auswertung hinsichtlich des Einflusses auf die Tauchwalze, auf die Chromwalze und auf das Spaltverhältnis unterschieden.
Die Messungen zeigten, dass ein Großteil des geschöpften Feuchtmittels nicht durch den NIP1 hindurch gefördert wird. Auf der Tauchwalze wurden nur noch Schichten bis ca. 5µm und auf der Chromwalze bis ca. 2,5µm gemessen.
Geschwindigkeit
Die Schichtdicke auf den beiden Walzen wird stark von der Geschwindigkeit beeinflusst. Eine Erhöhung der Geschwindigkeit von 100dm/min auf 300dm/min führt auf der FTW und der CrW zu einem annähernd gleichen Anstieg der Schichtdicke um ca. 50%. Auf das Spaltverhältnis hat die Geschwindigkeit somit nur geringen Einfluss.
Abb. 7-8: Geschwindigkeitseinfluss auf Spaltverhältnis und Schichtdicke FTW und CrW

7 Messergebnisse und Auswertung
39
NIP1
Einen ähnlich großen Einfluss wie die Geschwindigkeit hat die Kontaktstreifenbreite im NIP1. Vergrößert man die NIP-Breite von 4mm auf 6mm, sinkt die Schichtdicke auf der CrW um etwa 33%, auf der FTW hingegen nur um 25%. Das Übertragungsverhalten wird durch die größere Kontaktstreifenbreite also eher negativ beeinflusst.
Abb. 7-9: Einfluss des NIP1 auf Spaltverhältnis und Schichtdicke FTW und CrW
Feuchtmittel
Im Mittel über alle übrigen Parameter ist nur ein sehr geringer Einfluss des Feuchtmittels auf die Schichtdicke erkennbar. Die geringsten Schichtdicken wurden mit dem Feuchtmittel Z4 gemessen. Auch die Zunahme der Schichtdicke (auf der FTW) über die Geschwindigkeit ist bei diesem Feuchtmittel am geringsten. Betrachtet man einzelne Tauchwalzen, sind deutlichere Unterschiede der auf der FTW vorhandenen und auch der zur CrW übertragenen Feuchtmittelmenge zu sehen.
Abb. 7-10: Einfluss des Feuchtmittels auf Spaltverhältnis und Schichtdicke FTW und CrW
7 Messergebnisse und Auswertung
40
Walzenwerkstoff
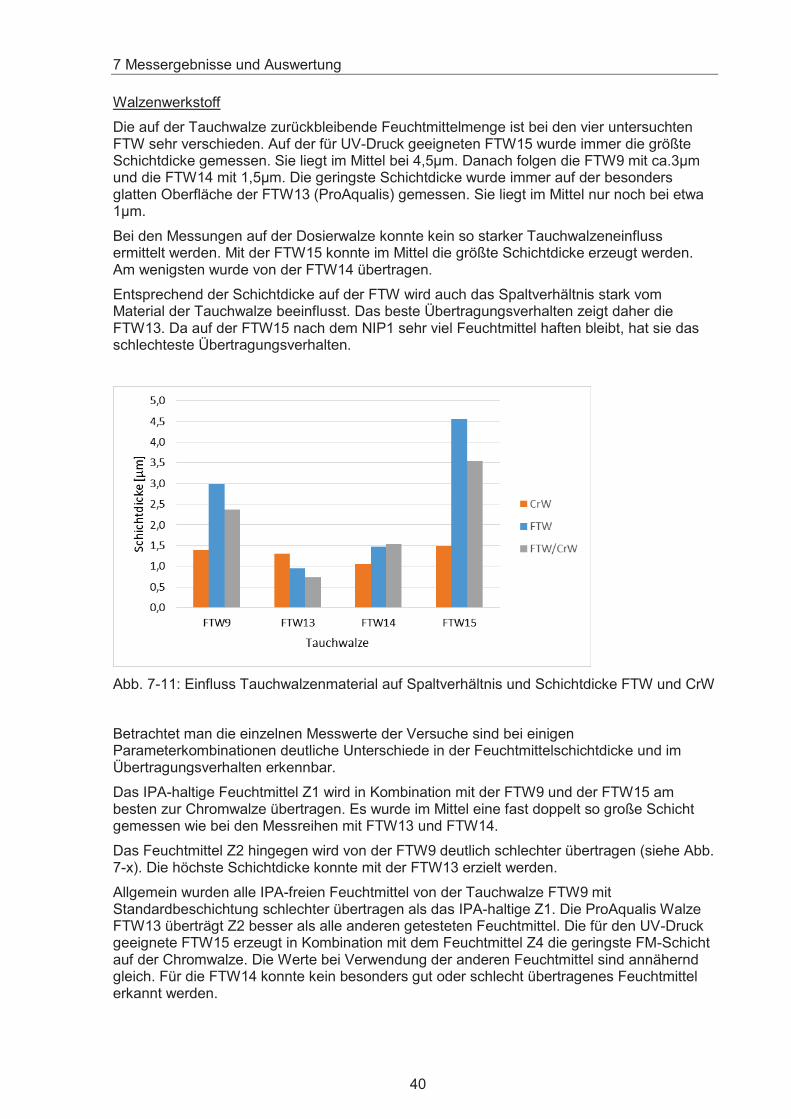
Die auf der Tauchwalze zurückbleibende Feuchtmittelmenge ist bei den vier untersuchten FTW sehr verschieden. Auf der für UV-Druck geeigneten FTW15 wurde immer die größte Schichtdicke gemessen. Sie liegt im Mittel bei 4,5µm. Danach folgen die FTW9 mit ca.3µm und die FTW14 mit 1,5µm. Die geringste Schichtdicke wurde immer auf der besonders glatten Oberfläche der FTW13 (ProAqualis) gemessen. Sie liegt im Mittel nur noch bei etwa 1µm.
Bei den Messungen auf der Dosierwalze konnte kein so starker Tauchwalzeneinfluss ermittelt werden. Mit der FTW15 konnte im Mittel die größte Schichtdicke erzeugt werden. Am wenigsten wurde von der FTW14 übertragen.
Entsprechend der Schichtdicke auf der FTW wird auch das Spaltverhältnis stark vom Material der Tauchwalze beeinflusst. Das beste Übertragungsverhalten zeigt daher die FTW13. Da auf der FTW15 nach dem NIP1 sehr viel Feuchtmittel haften bleibt, hat sie das schlechteste Übertragungsverhalten.
Abb. 7-11: Einfluss Tauchwalzenmaterial auf Spaltverhältnis und Schichtdicke FTW und CrW
Betrachtet man die einzelnen Messwerte der Versuche sind bei einigen Parameterkombinationen deutliche Unterschiede in der Feuchtmittelschichtdicke und im Übertragungsverhalten erkennbar.
Das IPA-haltige Feuchtmittel Z1 wird in Kombination mit der FTW9 und der FTW15 am besten zur Chromwalze übertragen. Es wurde im Mittel eine fast doppelt so große Schicht gemessen wie bei den Messreihen mit FTW13 und FTW14.
Das Feuchtmittel Z2 hingegen wird von der FTW9 deutlich schlechter übertragen (siehe Abb. 7-x). Die höchste Schichtdicke konnte mit der FTW13 erzielt werden.
Allgemein wurden alle IPA-freien Feuchtmittel von der Tauchwalze FTW9 mit Standardbeschichtung schlechter übertragen als das IPA-haltige Z1. Die ProAqualis Walze FTW13 überträgt Z2 besser als alle anderen getesteten Feuchtmittel. Die für den UV-Druck geeignete FTW15 erzeugt in Kombination mit dem Feuchtmittel Z4 die geringste FM-Schicht auf der Chromwalze. Die Werte bei Verwendung der anderen Feuchtmittel sind annähernd gleich. Für die FTW14 konnte kein besonders gut oder schlecht übertragenes Feuchtmittel erkannt werden.

7 Messergebnisse und Auswertung
41
Abb. 7-12: Gesamtübersicht FM-Schichtdicke auf Tauchwalze nach NIP1
Abb. 7-13: Gesamtübersicht FM-Schichtdicke auf Chromwalze nach NIP1

7 Messergebnisse und Auswertung
42
Abb. 7-14: Gesamtübersicht Spaltverhältnis
Die sehr geringe Schichtdicke auf der Chromwalze verringert sich beim Übertrag auf die Feuchtauftragswalze nochmals. Zum einen durch die Spaltung des Feuchtefilms, ähnlich wie nach dem NIP1, zum anderen durch eine Streckung auf Grund der etwa 8-fachen Geschwindigkeit der Feuchtauftragswalze im Verhältnis zur Chromwalze. Die Einflüsse der Versuchsparameter sind dann eventuell nicht mehr erkenn- bzw. messbar.

7 Messergebnisse und Auswertung
43
7.3 Auswertung Feuchtauftragswalze
Bei den Messungen auf der Feuchtauftragswalze war mit bloßem Auge kaum noch eine Feuchtmittelschicht auf der Walzenoberfläche erkennbar. Die Messreihen mit den Standard-Walzen FeAW1 und FTW9 mussten teilweise vorzeitig abgebrochen werden, weil bei der niedrigen Geschwindigkeitsstufe zu wenig Feuchtmittel übertragen wurde und dadurch kein Schlupf zwischen CrW und FeAW entstehen konnte. Bei der hohen Geschwindigkeitsstufe hingegen kam es bei dieser Walzenkombination teilweise zu einem starken Aufbau von Feuchtmittel auf der FeAW bis hin zum Abbruch des Antriebs durch den Plattenzylinder.
Abb. 7-15: Gesamtübersicht Schichtdicke auf FeAW
Bei allen Versuchen wurde eine sehr geringe Schichtdicke gemessen. Sie beträgt bei 100m/min im Mittel 0,32µm. Aus dem Übersetzungsverhältnis CrW/FTW von 1,27 ergibt sich theoretisch eine 7,9fache Verstreckung des Feuchtmittels zwischen Chromwalze und Feuchtauftragswalze. Dies würde auf der Chromwalze vor dem NIP2 eine Schichtdicke von mindestens 2,5µm erfordern. In Kombination mit den entsprechenden Tauchwalzen wurde dort aber nur eine mittlere Schichtdicke von etwa 0,9µm gemessen (siehe Messung Spaltverhältnis). Möglicherweise baut sich die Schicht auf der FeAW über mehrere Walzenumdrehungen auf. Aber auch eine minimale Beeinflussung der Walzenoberfläche durch die Luftrakel und dadurch entstandene Messfehler (zu großer Messwert) können in diesem Messbereich nicht gänzlich ausgeschlossen werden.
Da einige Messreihen mit der Walzenkombination 1/9 abgebrochen wurden, sind diese bei der folgenden Bewertung der Parameter teilweise nicht berücksichtigt.

7 Messergebnisse und Auswertung
44
Geschwindigkeit
Als wichtigster Einflussparameter ist wieder die Geschwindigkeit erkennbar. Eine Geschwindigkeitsverdopplung an Tauchwalze und Plattenzylinder führt zu einem Anstieg der Schichtdicke auf der FeAW um etwa 50-60%, je nach Walzenkombination. Im Vergleich dazu wurde auf der Chromwalze bei dreifacher Geschwindigkeit ein Anstieg von ca. 55% gemessen. Um bei einer Erhöhung der Druckgeschwindigkeit eine gleichbleibende Schichtdicke auf der FeAW, und somit auch auf der Druckplatte, zu erhalten, muss die Geschwindigkeit der Tauchwalze also in geringerem Maße erhöht werden. In der Praxis geschieht dies mit Hilfe einer Feuchtedosierkennlinie anhand welcher die Tauchwalzengeschwindigkeit geregelt wird. Bei der Speedmaster XL75 von Heidelberg wird beispielsweise bei Verdopplung der PZ-Geschwindigkeit die Drehzahl der FTW nur um 40% erhöht. Die Messwerte bestätigen also tendenziell die Beobachtungen in der Praxis.
Abb. 7-16: Einfluss der Geschwindigkeit auf Schichtdicke FeAW, ohne Messreihe 1/9

7 Messergebnisse und Auswertung
45
NIP1
Anhand der Versuchsreihe mit Verringerung des NIP1 von 6mm auf 4mm konnte kein signifikanter Einfluss der NIP-Breite auf die übertragene FM-Menge erkannt werden. In der Praxis hat der NIP1 allerdings einen deutlichen Einfluss auf die Gleichmäßigkeit und die Menge des übertragenen Feuchtmittels. Minimale Änderungen der NIP-Breite bewirken dort eine deutliche Veränderung der Feuchtmittelmenge auf der FeAW. Auch in den Versuchen zum Spaltverhältnis wurde ein deutlicher Einfluss des NIP1 auf die zur CrW übertragene Feuchtmittelmenge nachgewiesen.
NIP2
Der Einfluss des NIP2 ist als geringfügige Änderung in der gemessenen Schichtdicke erkennbar. Eine Erhöhung der NIP-Breite von 5mm auf 7mm führte im Mittel zu einer Verringerung der Schichtdicke von 0,48µm auf 0,51µm. Dieser relativ geringe Einfluss deckt sich mit den Praxiserfahrungen beim Drucken.
Abb. 7-17: Einfluss der Breite NIP2 auf Schichtdicke FeAW, ohne Messreihe 1/9

7 Messergebnisse und Auswertung
46
Feuchtmittel
Die mittlere Schichtdicke unterscheidet sich bei beiden verwendeten Feuchtmitteln ebenfalls nur geringfügig. Das IPA-haltige Z1 reagiert etwas stärker auf die Geschwindigkeit und wird bei hohen Drehzahlen besser, bzw. bei niedrigen Drehzahlen schlechter, übertragen (siehe Abb. 7-16 und Abb. 7-18). Der Einfluss des IPA ist auch in der Praxis hauptsächlich bei hohen Druckgeschwindigkeiten erkennbar.
Abb. 7-18: Schichtdicke bei Walzenkombination 5/13 und 7/13 jeweils mit Z1 und Z2

7 Messergebnisse und Auswertung
47
Feuchtauftragswalze
Der Einfluss des FeAW-Materials auf die übertragene Feuchtmittelmenge ist in den Messwerten deutlich erkennbar (siehe Abb. 7-19). Die Walzenkombination 1/9 überträgt in der Praxis mit IPA-freiem Feuchtmittel deutlich weniger als die anderen getesteten Kombinationen. Bezüglich der auf die Chromwalze übertragenen Menge konnte dies in den Messungen zum Spaltverhältnis nachgewiesen werden. Im direkten Vergleich wird auf der FeAW5 eine größere Schichtdicke erreicht als auf der FeAW7 (jeweils in Kombination mit FTW13). Dieses Verhalten entspricht den Beobachtungen in der Praxis.
Abb. 7-19: Schichtdicke FeAW der einzelnen Walzenkombinationen, 1/9 unter Vorbehalt
Feuchttauchwalze
Die Messergebnisse zeigen auch eine Abhängigkeit der auf die FeAW übertragenen feuchtmittel-Menge von der jeweils verwendeten Tauchwalze. In Kombination mit FTW15 wird etwa 20% mehr Feuchtmittel auf die FeAW7 übertragen als mit FTW13 (siehe Abb. 7-19). Bei den Messungen nach NIP1 (Spaltverhältnis) wurde ermittelt, dass die FTW15 (im Mittel mit Z1 und Z2) eine etwa 15% größere Schicht auf der CrW erzeugt als die FTW13. Bei der Kombination 7/15 steht also bereits auf der CrW mehr Feuchtmittel zur Verfügung und dementsprechend mehr Feuchtmittel wird dann auch auf die FeAW übertragen.

8 Zusammenfassung
48
8 Zusammenfassung
Die Schichtdicke des geschöpften Feuchtmittels auf der Tauchwalze lag, je nach Geschwindigkeit, im Bereich von 80µm bis 300µm. Bereits nach der ersten Walzenpaarung ist aber nur noch eine Feuchtmittelschicht von wenigen µm vorhanden. Diese reduziert sich bei jeder weiteren Übertragung durch Spaltung oder Streckung des Feuchtmittelfilms. Auf der Feuchtauftragswalze wurden nur noch Schichtdicken unter 1µm gemessen. Der Einfluss der Versuchsparameter ist in diesem Messbereich nur noch schwer erkennbar und erschwert die Bewertung.
An allen Messpositionen wurde die Geschwindigkeit als größter Einflussfaktor auf die Feuchtmittelschicht ermittelt. Eine Erhöhung der Geschwindigkeit hatte immer eine Erhöhung der geförderten oder übertragenen Feuchtmittelmenge zur Folge. Das Übertragungsverhältnis von Feuchttauchwalze zu Dosierwalze ist im Vergleich dazu relativ geschwindigkeitsunabhängig.
Ein weiterer wichtiger Einflussfaktor ist die NIP-Breite. Die Kontaktstreifenbreite zwischen Tauchwalze und Dosierwalze (NIP1) bestimmt maßgeblich die zur Dosierwalze übertragene Feuchtmittelmenge. Dadurch hat sie auch Einfluss auf die Feuchtmittelschicht auf der FeAW. Der Einfluss des NIP2 ist vergleichsweise gering, aber auch hier zeigt sich, dass bei geringerer NIP-Breite mehr Feuchtmittel übertragen wird.
Die Wirkung des Feuchtmittelzusatzes ist besonders in Kombination mit einzelnen Walzenwerkstoffen erkennbar. Hier zeigten sich teils deutliche Unterschiede der zur Dosierwalze übertragenen Feuchtmittel-Menge. Der Einfluss der Feuchtmitteltemperatur wurde anhand der geschöpften Menge bewertet. Eine Temperaturerhöhung führte bei allen getesteten Zusätzen zu einem deutlich schlechteren Schöpfverhalten der Feuchttauchwalzen.
Das Material der Tauchwalze hat im Vergleich mit den anderen Parametern (Geschwindigkeit, Temperatur) nur geringen Einfluss auf das Schöpfverhalten. Die nach der Spaltung im NIP1 auf der FTW verbleibende Feuchtmittelmenge ist bei den untersuchten Walzen aber sehr verschieden. Ein Einfluss des Tauchwalzenmaterials auf die zur Dosierwalze übertragene Menge zeigt sich in Kombination mit einzelnen Feuchtmittelzusätzen.
Die auf der Feuchtauftragswalze gemessene Schichtdicke unterscheidet sich bei den untersuchten Walzenwerkstoffen deutlich. Da bei den Versuchen aber jeweils die Kombination von Tauchwalze und Feuchtauftragswalze variiert wurde, werden die Unterschiede auch vom Material der Tauchwalze beeinflusst.

9 Anhang
49
9 Anhang
9.1 Versuchspläne und Messwerttabellen
9.1.1 Versuchsplan und Messergebnisse Schöpfvolumen
100 88,20 1,76 0,50
300 198,39 1,70 0,48
600 301,80 5,77 1,64
100 87,34 0,67 0,19
300 201,85 1,18 0,33
600 301,89 5,90 1,68
100 88,38 0,70 0,20
300 199,44 1,67 0,48
600 300,43 4,11 1,17
100 77,96 0,47 0,13
300 193,21 1,18 0,34
600 295,65 4,78 1,36
100 78,91 0,46 0,13
300 193,90 1,00 0,28
600 289,02 3,01 0,85
100 77,27 0,81 0,23
300 191,45 1,03 0,29
600 288,65 4,61 1,31
100 88,61 0,54 0,15
300 202,72 1,17 0,33
600 295,24 4,57 1,30
100 89,34 0,58 0,17
300 226,21 1,09 0,31
600 287,49 2,80 0,80
100 89,90 0,66 0,19
300 229,15 1,25 0,36
600 286,47 3,50 0,99
100 90,44 0,66 0,19
300 226,84 1,16 0,33
600 288,10 2,95 0,84
100 81,35 0,74 0,21
300 221,16 1,08 0,31
600 282,16 3,05 0,87
100 82,29 0,56 0,16
300 221,02 1,65 0,47
600 279,71 3,12 0,89
100 80,91 0,68 0,19
300 220,01 1,45 0,41
600 281,53 4,70 1,34
100 92,55 0,60 0,17
300 230,64 1,56 0,44
600 288,80 2,74 0,78
100 71,92 0,65 0,18
300 203,91 1,69 0,48
600 243,48 1,64 0,47
13Z2 @ 17°C
Z2
9
10
11
12
13
14
15
Geschwindigkeit
[dm/min]Schicht [µm] StAbw VB 95%
14
15
Z1
Feuchtmittel Tauchwalze
9
10
11
12
13

9 Anhang
50
100 84,57 0,44 0,13
300 196,00 1,03 0,29
600 298,87 5,35 1,52
100 84,13 0,83 0,24
300 196,51 1,35 0,38
600 299,16 5,37 1,53
100 84,80 0,51 0,14
300 196,70 1,55 0,44
600 296,82 3,15 0,90
100 75,53 0,72 0,20
300 191,15 1,02 0,29
600 291,24 3,52 1,00
100 75,52 0,58 0,17
300 190,44 1,01 0,29
600 290,05 4,67 1,33
100 76,51 2,10 0,60
300 190,11 1,29 0,37
600 293,88 5,00 1,42
100 84,70 0,71 0,20
300 199,69 1,00 0,29
600 298,73 5,31 1,51
100 68,50 0,37 0,10
300 172,73 0,65 0,18
600 245,97 4,80 1,36
100 81,89 0,63 0,18
300 193,62 0,87 0,25
600 290,03 4,66 1,33
100 83,72 0,59 0,17
300 193,70 1,18 0,33
600 287,64 3,98 1,13
100 82,86 0,71 0,20
300 195,19 1,01 0,29
600 288,47 4,17 1,19
100 75,15 0,47 0,13
300 188,29 1,14 0,32
600 283,23 3,97 1,13
100 74,62 0,76 0,22
300 188,47 0,86 0,24
600 282,28 3,01 0,86
100 73,84 0,51 0,15
300 188,07 0,98 0,28
600 283,49 3,33 0,95
100 83,67 0,70 0,20
300 197,80 1,30 0,37
600 289,34 2,79 0,79
100 67,52 0,32 0,09
300 173,87 0,91 0,26
600 245,58 1,79 0,51
Z3 @ 17°C 13
Z4 @ 17°C 13
Z4
9
10
11
12
13
14
15
VB 95%
Z3
9
10
11
12
13
14
15
Feuchtmittel TauchwalzeGeschwindigkeit
[dm/min]Schicht [µm] StAbw

9 Anhang
51
9.1.2 Versuchsplan und Messergebnisse Spaltverhältnis
Schicht [µm] StAbw VB 95% Schicht [µm] StAbw VB 95%
100 2,67 0,11 0,03 1,63 0,15 0,04
300 3,92 0,11 0,03 2,26 0,14 0,04
100 2,28 0,14 0,04 1,12 0,14 0,04
300 3,29 0,08 0,02 1,65 0,14 0,04
100 0,82 0,10 0,03 0,93 0,20 0,06
300 1,71 0,06 0,02 1,90 0,19 0,05
100 0,78 0,10 0,03 0,56 0,17 0,05
300 1,42 0,07 0,02 1,34 0,17 0,05
100 1,05 0,13 0,04 0,92 0,15 0,04
300 1,86 0,08 0,02 1,53 0,18 0,05
100 0,76 0,07 0,02 0,56 0,14 0,04
300 1,65 0,09 0,03 1,12 0,14 0,04
100 4,50 0,12 0,03 1,66 0,19 0,05
300 4,52 0,07 0,02 2,30 0,19 0,05
100 4,36 0,10 0,03 1,03 0,21 0,06
300 4,28 0,07 0,02 1,67 0,15 0,04
100 2,44 0,11 0,03 0,95 0,17 0,05
300 3,89 0,12 0,03 1,54 0,19 0,05
100 2,27 0,07 0,02 0,52 0,15 0,04
300 3,32 0,08 0,02 1,00 0,12 0,03
100 0,65 0,11 0,03 1,55 0,21 0,06
300 1,61 0,08 0,02 2,27 0,18 0,05
100 0,88 0,07 0,02 0,97 0,17 0,05
300 1,48 0,06 0,02 1,60 0,15 0,04
100 0,86 0,08 0,02 1,21 0,18 0,05
300 1,84 0,06 0,02 1,67 0,18 0,05
100 1,02 0,07 0,02 0,81 0,15 0,04
300 1,48 0,07 0,02 1,28 0,16 0,05
100 4,49 0,16 0,04 1,36 0,14 0,04
300 5,53 0,09 0,03 2,22 0,17 0,05
100 4,05 0,14 0,04 1,07 0,25 0,07
300 4,69 0,25 0,07 1,45 0,21 0,06
15
4mm
6mm
Z2
9
4mm
6mm
13
4mm
6mm
14
4mm
6mm
6mm
4mm
6mm
Tauchwalze ChromwalzeFeuchtmittel Tauchwalze
NIP1
[mm]
Geschwindigkeit
[dm/min]
Z1
9
13
14
15
4mm
6mm
4mm
6mm
4mm

9 Anhang
52
Schicht [µm] StAbw VB 95% Schicht [µm] StAbw VB 95%
100 2,68 0,13 0,04 1,54 0,13 0,04
300 3,78 0,06 0,02 1,78 0,19 0,05
100 2,57 0,10 0,03 0,68 0,19 0,05
300 3,52 0,08 0,02 1,27 0,17 0,05
100 0,51 0,22 0,06 1,34 0,20 0,06
300 1,85 0,07 0,02 1,79 0,17 0,05
100 0,59 0,10 0,03 0,69 0,21 0,06
300 1,21 0,05 0,02 1,31 0,18 0,05
100 1,12 0,10 0,03 1,35 0,12 0,03
300 2,04 0,09 0,03 1,51 0,27 0,08
100 1,07 0,07 0,02 0,45 0,18 0,05
300 1,81 0,07 0,02 0,78 0,14 0,04
100 4,84 0,09 0,02 1,67 0,14 0,04
300 5,09 0,09 0,03 2,25 0,17 0,05
100 4,25 0,09 0,03 1,49 0,23 0,06
300 4,96 0,09 0,03 1,61 0,18 0,05
100 2,85 0,08 0,02 1,26 0,20 0,06
300 3,35 0,08 0,02 1,77 0,17 0,05
100 2,42 0,11 0,03 1,27 0,14 0,04
300 2,61 0,12 0,03 2,06 0,19 0,05
100 0,47 0,12 0,03 1,08 0,20 0,06
300 0,78 0,10 0,03 1,82 0,19 0,05
100 0,19 0,15 0,04 0,59 0,17 0,05
300 0,23 0,12 0,03 1,11 0,16 0,04
100 1,46 0,10 0,03 1,15 0,16 0,05
300 2,40 0,07 0,02 1,25 0,16 0,05
100 1,18 0,08 0,02 0,56 0,19 0,05
300 1,94 0,07 0,02 0,67 0,16 0,04
100 4,68 0,11 0,03 1,11 0,15 0,04
300 5,21 0,10 0,03 1,60 0,18 0,05
100 4,06 0,10 0,03 0,39 0,16 0,04
300 3,43 0,09 0,02 0,98 0,16 0,05
Tauchwalze Chromwalze
6mm
14
4mm
6mm
15
4mm
6mm
6mm
15
4mm
6mm
Z4
9
4mm
6mm
13
4mm
Geschwindigkeit
[dm/min]
Z3
9
4mm
6mm
13
4mm
6mm
14
4mm
Feuchtmittel TauchwalzeNIP1
[mm]

9 Anhang
53
9.1.3 Versuchsplan und Messergebnisse Feuchtauftragswalze
Feuchtmittel FeAW FTWNIP1
[mm]
NIP2
[mm]
Geschwindigkeit
[(d)m/min]
Schicht
[µm]StAbw VB 95%
100 0,131 0,082 0,021
200 1,185 0,448 0,116
100 0,252 0,080 0,021
200 0,881 0,190 0,049
4 7 100 0,308 0,124 0,032
100 0,317 0,044 0,011
200 0,650 0,046 0,012
100 0,383 0,042 0,011
200 0,700 0,035 0,009
4 7 100 0,308 0,052 0,013
100 0,337 0,055 0,014
200 0,549 0,031 0,008
100 0,365 0,044 0,011
200 0,533 0,024 0,006
4 7 100 0,301 0,032 0,008
100 0,365 0,042 0,011
200 0,664 0,059 0,015
100 0,412 0,037 0,010
200 0,699 0,053 0,014
4 7 100 0,375 0,054 0,014
100 --- --- ---
200 1,541 0,343 0,089
100 0,102 0,070 0,018
200 0,574 0,251 0,065
4 7 100 0,351 0,181 0,047
100 0,339 0,107 0,028
200 0,590 0,055 0,014
100 0,440 0,045 0,012
200 0,649 0,049 0,013
4 7 100 0,327 0,052 0,013
100 0,452 0,049 0,013
200 0,503 0,049 0,013
100 0,405 0,037 0,010
200 0,471 0,045 0,012
4 7 100 0,311 0,055 0,014
100 0,371 0,033 0,009
200 0,653 0,052 0,013
100 0,391 0,049 0,013
200 0,678 0,044 0,011
4 7 100 0,433 0,044 0,011
7 156
7
5
7
5
7 136
7
5
Z1
Z2
1 96
7
5
5 136
9
13
13
15
1
5
7
7
7
5
6
6
6
6
7
5
7
5
7
5

9 Anhang
54
9.2 Abkürzungsverzeichnis
· CrW Chromwalze (entspricht der Dosierwalze)
· dF scheinbare Flüssigkeitsschicht auf Chromwalze, ermittelt durch
getaktetes Rakeln
· dR tatsächlich vorhandene Schichtdicke
· FeAW Feuchtauftragswalze
· FM Feuchtmittel
· FTW Feuchttauchwalze
· IPA Isopropylalkohol, Isopropanol
· kC Korrekturfaktor bei Messung auf der Chromwalze
· kT Korrekturfaktor bei Messung im Modus transparentes Objekt
· n1 Brechungsindex Medium 1
· n2 Brechungsindex Medium 2
· PZ Plattenzylinder
· StAbw Standardabweichung
· VB95% Breite des Vertrauensniveaus (P=95%) der Messwerte
· α Einfallswinkel
· α` Reflexionswinkel des ungebrochenen Strahls
· β Brechungswinkel
· β` Reflexionswinkel des gebrochenen Strahls
· ΔdF im Modus transparentes Objekt ermittelte Schichtdicke (Anzeigewert)