fs 432 course materials 11 - university of wisconsin–madison 432 course... · · 2015-07-16fs...
TRANSCRIPT
SYLLABUS Spring 2011
FS 432 Principles of Food Preservation, Spring Semester, 3 credits Class/lecture: 3 hours/week Prerequisites: FS 325, FS 410, FS 440, or Consent Instructor Instructors:
Lead: Richard W. Hartel (A13 Babcock Hall) Doug B. Hyslop (A105 Babcock Hall) Steve Ingham
Office Hours: Feel free to see us at any time. We will make time for you whenever you need our assistance. If you have trouble finding us, email to set up an appointment. Capsule Statement: Fundamentals of food preservation methods: thermal processing, refrigeration and freezing, control of water activity, chemical preservation, nonthermal methods and control of food packaging. Sanitation in food processing. Goals for this course: As a result of participation in this course, • Students will understand the physical, chemical and biological processes involved in
conversion of raw materials into finished food products, including production, packaging, and storage/shelf life.
• Students will understand the principles and processes that make food safe for consumption. • Students will know the modes of spoilage and deterioration of foods, and methods for their
control. Learning Outcomes: students will be able to # Learning Outcomes 1 Explain the mechanisms of spoilage and deterioration of foods and raw materials: microbial,
chemical, physical, biochemical, etc. 2 Explain the basic principles of food preservation processes: heating, chilling, freezing,
control of water activity, acidification, chemical preservatives, packaging, etc. 3 Explain the range of processing operations used for food preservation including thermal
processing, chilling and freezing, dehydration, irradiation, nonthermal methods, etc. 4 Explain the properties and uses of various packaging materials for preserving foods 5 Explain the sources and variability of raw food material and the impact on food processing
operations 6 Relate food quality (texture, sensory, structure/appearance, etc.) to the chemical composition,
processing and storage conditions 7 Explain the effects of processing steps on nutritional quality, including bioactive components,
of foods 8 Relate processing and storage conditions on shelf life of foods 9 Explain the chemistry and practice of cleaning and sanitation

Required Text: None. Notes, articles and other information will be shared as needed. Various food processing and preservation books are available at Steenbock. Course format:
Lecture with demonstrations, discussions and in-class activities. Several assignments will be given throughout the semester.
Exams will be in-class, closed book (all equations provided) taking the entire 75 minute class period. Typical exam questions will be handed out prior to the first exam to give examples of the types of problems to be expected. Assessment format:
Mid-term 1 (25%) March 1 Mid-term 2 (25%) April 19 Final exam (30%) May 13 Assignments and short papers (20%)
Course topics: • Introduction - preservation and processing overview - mechanisms of food spoilage
- microbial, chemical, biochemical, physical - shelf life principles and calculations - raw material variability
- impact of variability on processing and quality • Principles of preservation/processing Nonthermal processing methods - high pressure, pulsed electric fields Thermal (heat) processing - blanching, pasteurization, sterilization, ohmic heating Low temperature processing and preservation - refrigeration and freezing Control of water – water activity - salt, sugar, drying, etc. Chemical preservation methods - acid, preservatives, etc. • Packaging and food preservation - types of packages, vapor permeability, etc. • Processing plant and quality Cleaning and sanitation
HACCP Quality control charts

FS 432, Spring 2011 Lecture schedule Date Topic Instructor Comment 1 1/18 (T) Intro/spoilage RWH 2 1/20 (R) Raw materials/shelf life “ 3 1/25 Nonthermal RWH/DBH 4 1/27 Thermal process DBH 5 2/1 “ “ 6 2/3 “ “ 7 2/8 “ “ 8 2/10 Refrigeration RWH 9 2/15 Freezing “ 10 2/17 “ “ 11 2/22 “ “ 12 2/24 “ “ 13 3/1 Exam 1 14 3/3 Water/aw DBH 15 3/8 Evaporation DBH 16 3/10 “ “ 3/15 Spring Break 3/17 “ 17 3/22 Dehydration RWH 18 3/24 “ “ 19 3/29 “ “ 20 3/31 “ “ 21 4/5 pH, antimicrobials DBH 22 4/7 Packaging DBH 23 4/12 “ “ PMCA 24 4/14 “ “ 25 4/19 26 4/21 Exam 2 27 4/26 MAP/CAP DBH 28 4/28 Cleaning/sanitation SI 29 5/3 “ “ “ AOCS 30 5/5 Plant/equipment design SI 5/13 Final Exam 10:05-12:05 PM

FS 432 Vacuum Evaporation Mass & Energy Balance 1. Milk (12% solids, Cp = 3.9 kJ/kg K) is fed into an evaporator at a rate of 1 kg/s at 15°C. Evaporator temperature is controlled at 50°C, and milk concentrate exits the evaporator with 25% solids (Cp = 3.8 kJ/kg K). Saturated steam at 120°C is used in the heat exchanger of the evaporator.
a. What is the magnitude of the absolute pressure of the steam that enters the heat exchanger? b. What is the magnitude of the vacuum in the vapor chamber? c. What percent of a perfect vacuum is this? d. What is the magnitude of the mass flow rate of the concentrate that exits the evaporator? e. What is the mass flow rate of the vapor that exits the vapor chamber? f. What is the magnitude of the steam efficiency of the evaporator?
2. Orange juice 11.8 °Brix (Cp = 3.9 kJ/kg K) is pumped into an evaporator at a flow rate of 1 kg/s and temperature of 20°C. Evaporator temperature is 60°C, while that of steam is 110°C. The orange juice concentrate that exits the evaporator is 40 °Brix (Cp = 3.7 kJ/kg K).
a. Assuming the steam is saturated, what is its absolute pressure in units of atmosphere? b. What is the absolute pressure in the vapor chamber in units of atmosphere? c. What is the pressure 1 m below the orange juice liquid surface in the vapor chamber in units of
atmosphere? (ρ = 1200 kg/m3, g = 9.8 m/s2) d. Calculate mass flow rate of orange juice concentrate exiting the evaporator. e. Calculate the mass flow rate of the steam. f. Calculate steam efficiency.
3. What steam pressure is required to obtain 90% steam efficiency for the following conditions: feed solids content is 12%; feed heat capacity is 0.9 Btu/lb°F; feed temperature is 75°F; evaporator temperature is 90°F; product exit solids content is 40%; product heat capacity = 0.7Btu/lb°F; product exit rate is 0.5 lb/s. 4. Ten pounds of 35 psia water which is at 250°F is placed in a chamber at atmospheric pressure. Calculate how many pounds of water vaporizes at 212°F.

FS 432 Packaging Homework 2011 1. The following permeability data were obtained for a polyproplylene film:
Film thickness: 1 mil Temperature: 25°C Molecular weight of water: 18 g/mole Molar volume of gas (or vapor) at STP conditions: 22,400 ml One atmosphere: 76 cm Hg
The data were obtained as follows. The film was sealed over the opening of petri dishes (diameter = 9 cm; area = πr2). Drierite, which is a desiccant, was placed inside the dishes (RH inside = 0). The dishes were placed inside a chamber with a controlled atmosphere of 80%RH. Using all the data on the table, calculate the permeability coefficient for water vapor for this polypropylene film in standard units.
2. Given that the solubility of CO2 gas in low density polyethylene (LDPE) is , and diffusivity is
, calculate the permeability coefficient (B) in standard units.
3. A study of permeability of water vapor to saran wrap, water vapor transmission rate (WVTR) was determined at different water activity values when temperature was 21°C. A graph of WVTR vs. aw yielded a linear relationship
with slope equal to . If saran thickness was 0.01 mm, calculate B and express in standard units.
4. In order for red meat to maintain “bloom” (natural red color) inside a package, the permeance for O2 gas should
be ca. . If film thickness is 1 mil, what B value would be required to maintain this permeance?
Express in standard units, but do not try to make a STP correction.
5. Low density polyethylene (LDPE) is used to package a product that has a
respiration rate with and If 1 kg product is wrapped with 100 cm2 packaging
film, calculate the thickness of the film in the unit mil required to have 7.5% atm O2 as match-point pressure.
Time (h)
Wt of permeable water vapor (mg)
0 0 5 1.2 10 2.3 15 3.1 20 4.0 24 4.8
FS 432 Thermal Processing Homework 1. High-Temperature-Short-Time (HTST) of milk has a holding time of 15 s at 72°C. The enzyme chymosin is added to milk to cause coagulation of casein in the cheese making process. The D value for chymosin inactivation is 10 s at 72°C. In the United States milk is generally pasteurized before adding chymosin. What % chymosin activity would there be at the end of pasteurization if milk were pasteurized after chymosin addition? 2. B. coagulans is a spore-forming bacterium that causes “flat-sour” defects in tomatoes. The organism has a D value of 0.02 min at 250°F and a z value of 18°F. What is the magnitude of TDT at 212°F, assuming TDT = 5D? 3. During the last several years concern has been expressed about the possibility of egg contamination with Listeria monocytogenes. Liguid egg inoculated with this microorganism showed ca. 0.2% of initial activity remaining after heating 3.5 min at 60°C.
a. How many log-cycles of inactivation did this microorganism undergo? b. If a 5D process is required to sufficiently inactivate Listeria , what percent (in terms of inactivation) of this
5D process is actually obtained when eggs are heated 3.5 min at 60°C? 4. The z value for folic acid is 66°F and that for C. sporogenes is 18°F. If TDT is 0.5 min for the vitamin at 250°F and 1.0 min for the microorganism at the same temperature, calculate the limiting temperature above which it would be necessary to sterilize a product in order to retain the vitamin but destroy the microorganism. 5. In the United States liquid whole egg pasteurization consists of holding the fluid egg 3.5 min at 60°C. This gives a 9 log-cycle reduction in the activity of Salmonella.
a. In Northern Ireland the same pasteurization holds the fluid eggs 2.8 min at 61.7°C. Given that z is 4.5°C and D60C for Salmonella thermal inactivation, Calculate D61.7C.
b. Calculate the number of log-cycle reductions that are obtained in Northern Ireland egg pasteurization. c. Assuming the calculations in Northern Ireland are based on maximum velocity of the fluid egg as it flows
through the holding tube, calculate the number of log-cycle reductions for the portion of the egg moving at the average velocity, assuming the flow behavior index is 0.85 for whole egg.
6. Thermal-Death-Time is equal to 5D for PA 3679, the indicator spore-forming organism used when low acid foods are commercially sterilized. Below are listed D-values for PA 3679 as a function of temperature. Make a Thermal-Death-Time (TDT) curve from the data and calculate TDT250F and z. Temp (°F) 220 225 230 235 240 245 250 255 260 D (min) 69.9 37.3 19.8 9.66 4.50 2.86 1.50 0.50 0.42 Below are time-temperature data for commercial sterilization of peas. Make a Lethal Rate curve and use the General method to calculate Steam-Off-Time (SOT). HT (min) PT (°F) HT (min) PT (°F) HT (min) PT (°F) 0 121 11 245 22 243 1 139 12 245 23 240 2 181 13 245 24 237 3 222 14 245 25 234 4 235 15 245 26 231 5 240 16 245 27 206 6 243 17 245 28 159 7 244 18 246 29 130 8 245 19 246 30 110 9 245 20 246 31 96 10 245 21 246 32 91
FS 432 Preservation Principles CHILLING/FREEZING
* due on Tuesday, 3/1 (10) 1. Chilling of apples and subsequent storage requires refrigeration energy. a. Calculate the amount of heat removal necessary to cool 500 kg of apples (Cp=1.72 kJ/kg-°C) from a temperature of 30°C to refrigerator temperature (4.4°C). b. How much heat needs to be removed by the refrigeration system to hold those apples for 3 months at 4.4°C? Compare with the answer to part (a) and discuss chilling energy requirements. (20) 2. The calculation above is only half the story. What do you need to know about the refrigerator to be able to determine if it is large enough? To help you answer this question: a. Find a definition for a “ton of refrigeration”. What does it tell you about how much refrigerant is needed? b. Assuming your answer to the heat energy removal from 1a above occurs in one hour, calculate the tons of refrigeration needed to cool those carrots. (35) 3. The following data have been found for reaction rate constant (ko) and activation energy (Ea), according to the Arrhenius equation for kinetics, for several foods during refrigerated storage. These data relate the change in some quality characteristic (C) for time of storage according to a first order kinetic reaction. ko Ea Product (1/day) (J/mole) ——————————————————————————————— W 8.00 (1012) 80,000 X 1.80 (105) 40,000 Y 8.90 (1011) 75,000 Z 4.00 (1019) 115,000 ——————————————————————————————— a. Calculate the shelf life for each product at 0, 10 and 20°C, assuming the sensory end point to shelf life occurs when the quality factor reaches 90% of the initial quality. b. Plot shelf life as function of temperature for each product. Which product has the shortest shelf life at each temperature? Explain your results based on the values of ko and Ea. (35) 4. You work for a fast-growing frozen dough (yeast-based) company that freezes dough balls in a spiral freezer. Your production manager is concerned about spiraling freezer costs (not just dough balls) and is looking at reducing energy in the freezer. You are asked to determine the effects of freezing temperature on freezing rate of dough balls (10 cm diameter) being frozen in a spiral air blast freezer with air blowing from all sides. Use: ρf = 1300 kg/m3; kf = 1.7 W/m-°C; ∆Hf = 95 kJ/kg; Tf = -5°C; h = 50 W/m2 °C. a. Estimate freezing time from Plank’s equation using freezing air temperatures of -30, -25, -20, -15 and -10°C. b. Plot freezing time versus freezer air temperature. Explain the shape of the curve and what causes freezing time to change as it does with freezing temperature. c. Discuss the ramifications of decreasing freezer air temperature on freezing time in terms of your plant manager’s proposal. Specifically, what would you recommend to the plant manager based on your calculations? d. Using the paper handed out in class on dough freezing (by Y. Inoue and W. Bushuk), what potential product quality ramifications might arise from using warmer freezer temperatures?

FS 432 Preservation Principles
Freezing * due on Thursday, March 10 In order to verify that shelf life of a frozen product has not been exceeded due to improper temperature abuse during transportation, people have been studying the use of time-temperature indicators or integrators (TTI). In a brief report (5 pages): • describe the fundamental application of TTI for storage of frozen foods, • how the most common commercial and potential systems work, • how they are used, and • discuss a specific research study on a frozen food that compared use of a TTI with some other
measure of shelf life. For this project, you will need to do a literature search to gather the background information and whatever specific application you choose. Your report should be no longer than 5 pages but be of sufficient depth to clearly prove what you learned. At the minimum, it should address: • definition of TTI, • advantages and disadvantages, • comprehensive discussion of types of TTI, with sufficient details of how they work that it’s clear you
understand how each one works as a TTI, • matching TTI to shelf life of foods, what characteristics should the TTI possess to work well, and why? • in-depth discussion of a specific research study that compared use of TTI, • what is the future of TTI?, are they or will they be used? why or why not? For resources, you should think more broadly than an internet/google search. There are several good search engines available through the library, including FSTA (Food Science & Technology Abstracts) – you don’t even have to leave home to use them, but if you’re stuck, consider asking a librarian for help. You might even be able to find books and book chapters dealing with TTI. Grading will be based on the following criteria: • thoroughness of description of the topic, - have all aspects been covered in sufficient detail, with no extraneous material? • technical accuracy, - are all descriptions and explanations correct? • thoroughness and accuracy of discussion of selected research article, - does the discussion adequately describe, explain and critique the article? • proper citation of literature in text and reference list, with sufficient number and breadth of references, - be sure to cite references in text as appropriate and provide a complete bibliography section, • quality (organization, style, grammar, etc.) of writing. Please attach a copy of the research article to your report. Please work with one other person on this project. Groups of two can share the work, hand in a single report and will get one grade. If you need help finding someone else to work with, let me know and I’ll match people.

FS 432 Preservation Principles
DEHYDRATION (15) 1. The equation for drying of a sphere in the FRP is
€
tFRP( )sphere =r2
π 2Deff
ln 6π 2
Xc − Xe
X − Xe
Calculate time for drying in the FRP for a spherical food with radius of 1.5 cm to 10% moisture (wet basis). Use initial moisture content at Xc of 60% (wet basis), the equilibrium moisture content of 6% (wet basis), and Deff = 2.1(10-7) m2/min. (25) 2. Compare the effects of air velocity on drying of a 0.5 cm thick slab of beef from 4 to 0.15 g H2O/g dry matter (DM) in an air drier. Air velocity primarily affects the convective heat transfer coefficient, h. Air at 60°C (Twb = 37°C) is used. Assume that the critical moisture content, Xc = 3.2 g H2O/g DM. Other parameters: ∆Hv = 2.283 (106) J/g; (A/ms) = 0.452 m2/g DM; Deff = 5.2(10-9) m2/s; Xe = 0.05 g H2O/g DM. a. Calculate the time for drying in the constant rate period for convective heat transfer coefficients from 50, 100, 150, 200 and 250 W/m2-s. Explain your results – why does h have the observed effect. b. Calculate the time for drying in the falling rate period. Discuss the effect of convective heat transfer coefficient on drying in the FRP. (30) 3. In a spray dryer, drying times for the CRP and FRP can be calculated from similar equations as developed in class, but with specific parameters for small droplets moving at the same velocity as the drying air. Specifically,
€
tCRP =4 Xo − Xc( )r2ρLΔHv
3ka 1+ Xo( ) Ta −Twb( )
€
tFRP =ΔHvρcrc
2 Xc − X( )3ka (ΔT )lm
where, r is radius of the droplet, rc is the droplet radius at Xc, ρL is liquid phase density, ρc is dried phase density, ka is thermal conductivity of air, and
€
Δ T ( )lmis the log mean temperature difference, defined as
€
Δ T ( )lm=
Tai −Twb( ) − Tao −Tso( )
ln Tai −Twb( )Tao −Tso( )
,
where Tai and Tao are air temperatures in and out, respectively, Twb is wet bulb temperature of the drying air, and Tso is dried product temperature out of the dryer. A liquid food at 89% water (wet basis) is sprayed at a pressure such that the mean droplet radius is 70 µm. Assume air and food outlet temperatures are 104.4 °C and 54.4°C, respectively, regardless of input air conditions. Use ∆Hv = 2.4 MJ/kg, ka = 0.0314 W/m-°C, ρL = 1100 kg/m3, ρc = 1300 kg/m3, Xc = 6.8 kg H2O/kg DM, and rc = 45 µm. The final moisture content should be 8% (wet basis). a. Calculate total drying time for both summer and winter spray dryer operation. Use winter room air at 20°C and 30% RH and summer room air at 30°C and 80% RH. In both cases, the air is heated to 180°C before entering the spray dryer. b. Discuss what effects these differences in drying time might have on product quality. (30) 4. The following weight data were taken during the falling rate period of drying of two spherical products (r=2.5 mm). From this data, determine Deff (you’ll need to use the equation in Problem 1). Assume that drying is in the falling rate period right from the start, so the critical moisture content is 83.2% (wet basis) at t=0, and the final Xe reached is 0.18 kg H2O/kg DM. Explain your results and compare your D-values with those found for drying banana slices in the FRP (see article from class). You should use Excel for the calculations and graphics.
Time (min) 0 60 120 210 300 360 420 Product 1 100 g 98.3 96.8 94.6 92.9 91.4 90.4 Product 2 100 g 88.2 78.8 67.2 59.6 53.6 50.1
FS 432 Principles of Food Preservation
Exam 1 (20) 1. Your company produces an organic guacamole throughout the year, hopefully with exactly the same taste regardless of the season. a. Given the variability of the organic avocadoes you get shipped in at any time of the year, explain in some detail how you will ensure that your product always tastes the same. b. To preserve this product in the refrigerator, there are at least 4 different hurdles applied to prevent undesired browning and microbial growth. Describe what hurdle technology means in this case, clarify which 4 hurdles are most important, and explain how that hurdle helps preserve the food. (30) 2. Raspberries are often frozen for long-term preservation. They are individually frozen quickly to -35°C in a fluidized bed freezer, packaged loose in a plastic bag, and then equilibrated for storage in a frost-free freezer at -15°C. a. During storage, recrystallization of the ice is an important mechanism for end of shelf life. The kinetics of recrystallization (assume first order) can be described by ko = 6.8(1034) mth-1 and Ea = 182.2 kJ/mol. If the end of shelf life is considered to be when quality is reduced to 90% of the initial value (based on sensory), calculate the shelf life at -15°C. b. Based on this calculation and you’re knowledge that raspberries in this form don’t last so long, you suspect that recrystallization is not the primary mechanism that leads to the end of shelf life in these raspberries. What other mechanism might you suggest? Explain in detail how your proposed mechanism leads to end of shelf life. c. Some people argue that the Arrhenius approach to temperature dependence of frozen foods is not valid. Discuss this argument – what is the argument based on, do you agree, what other approach might you recommend? (15) 3. Conventional wisdom says Salmonella in liquid egg should be inactivated during commercial processing. This can be achieved by irradiation. Salmonella has a decimal-reduction dose of 0.32 kGy and a sterilization number of 7.
a. If liquid egg is given a dose of 1.3 kGy, what % inactivation of Salmonella is caused relative to the inactivation caused by a 7D treatment?
b. Egg white foaming capability sometimes changes as a consequence of irradiation. Is it enhanced or degraded? Explain what likely causes this.
(15) 4. Data for heating soybeans indicate that proper decrease in peroxidase activity is achieved by heating 30 min at 80°C ( z = 42°C), while that for acceptable vitamin B1 retention is 25 min at the same temperature (z = 62°C). Calculate the limiting temperature required in order to inactivate the enzyme, but at the same time retain the vitamin. Should the heat treatment be at a temperature above or below this limiting temperature? (20) 5. Three pasteurization conditions for milk (62°C for 30 min, 72°C for 15 s, and 135-140°C for 2-4 s) were discussed in class.
a. Which likely results in the highest quality? Explain. b. What are the relevance of lactoperoxidase, alkaline phosphatase, and B. cereus in the pasteurization of
milk?

FS 432 Principles of Food Preservation
Exam 2 (20) 1. Orange juice (1.5 kg, 12°Brix) at 20°C is pumped into an evaporator that maintains a temperature of 36°C. The concentrate leaves the evaporator at 40°Brix. Steam pressure is 120.82 kPa in the heat exchanger. Sensible heat for the fresh juice equals 117.0 kJ; that for the concentrate equals 54.6 kJ.
a. What is the magnitude of the vacuum in the evaporator? b. What is the magnitude of the efficiency of the evaporator?
(10) 2. Whereas Maillard browning is favored when pH > 6, auto-oxidation of a number of varieties of meat is more favorable when pH < 6. Explain. (15) 3. A 4 molal solution of sucrose (MW=342 g/mole) has an aw activity coefficient (γ) equal to 0.970. a. Calculate the magnitude of aw. b. Calculate % sucrose. c. Saturated sucrose has an aw value equal to 0.86. Explain the significance of this in terms of using sucrose as a humectant to prepare a food product with aw in the intermediate water activity range. (15) 4. Enamels are added to the inner surface of cans to prevent chemical reactions between food constituents and the metal surface of the can. a. What type of enamel is used in cans containing foods rich in protein? b. How does this enamel prevent observable blemishes in tin cans? c. What kind of problem would result in non-enameled aluminum cans? (10) 5. Bottling milk in amber (brown or orange-yellow) glass containers results in a product of higher quality than bottling in white plastic containers. Explain. (30) 6. A layer of yogurt (which contains milk proteins, reducing sugars and minerals) about 5 mm thick is drying in a tray-type air dryer. Room air at 20°C and 35% RH is heated to 50°C to blow across the top surface of the yogurt. Initial moisture content of the yogurt is 86% (wet basis). Air velocity is relatively low, so the convective heat transfer coefficient is 55 W/m2-°C. Other parameters you might need: Xc is 5.9 kg H2O/kg dry matter (DM); ∆Hv = 2.2 MJ/kg; (A/ms) = 0.18 m2/kg DM; Deff = 1.6(10-9) m2/s; Xe = .05 kg H2O/kg DM; kair = 0.032 W/m-°C; ρL = 1200 kg/m3.
a. Calculate the total time it will take to dry this product to a final moisture content of 25% (wet basis). b. In your calculation, you will need to assume something about surface temperature. Discuss whatever assumption you make and how well it applies in this case. c. Briefly (yet completely) discuss how raising the air temperature would shorten this drying time. Also discuss potential disadvantages of this approach to reducing drying time.

FS 432 Principles of Food Preservation
Final Exam (6) 1. By writing a number (1 through 6), arrange the following actions in the correct order and then identify which step in the general wet-cleaning sequence (there are 6 steps, but all may or may not be needed here) corresponds to that action.
Use an ATP bioluminescence kit to evaluate surface cleanliness.
Step: Pressure-wash (with detergent) the conveyor belts.
Step; Load chemicals for potable foam-cleaning unit.
Step: Scrape meat pieces out of mixer.
Step; Rinse with yesterday’s final-rinse water.
Step:
Rinse with fresh and potable water.
Step: (4) 2. Your cleaning chemical supplier states that you can potentially save time and money by increasing the spraying pressure on your spray-cleaner. In terms of TACT (temperature, application force, concentration, and/or time), explain how this might be so. What are the practical limitations you may encounter as well? (7) 3. You are doing a cleaning study on heated whey protein processing and trying to pick which schedule your plant should use. It is best to have total cleaning hours per week as small as possible so you may run longer production runs. The state regulator states you must the equipment completely clean which is represented by time it takes for the cleaning rates to be zero, hence the equipment is clean. The squares are the cleaning profile with 8 hour run times (cleaning time included), so you can clean 15 times a week (24 hours X 5 days = 120 hours). The triangles are the cleaning profile with 12 hour run times (cleaning time included), so you can clean 10 times a week. The circles are the cleaning profile with 14 hour run times (cleaning time included), so you can clean 8.6 times a week. Unfortunately, your application of TACT principles is not an option as that work has to be optimized before or the regulations restrict you from making any further desirable changes. You must consider fouling rates, which is a function of how long you run. Which run time is best and how many minutes total per week will you use to clean?
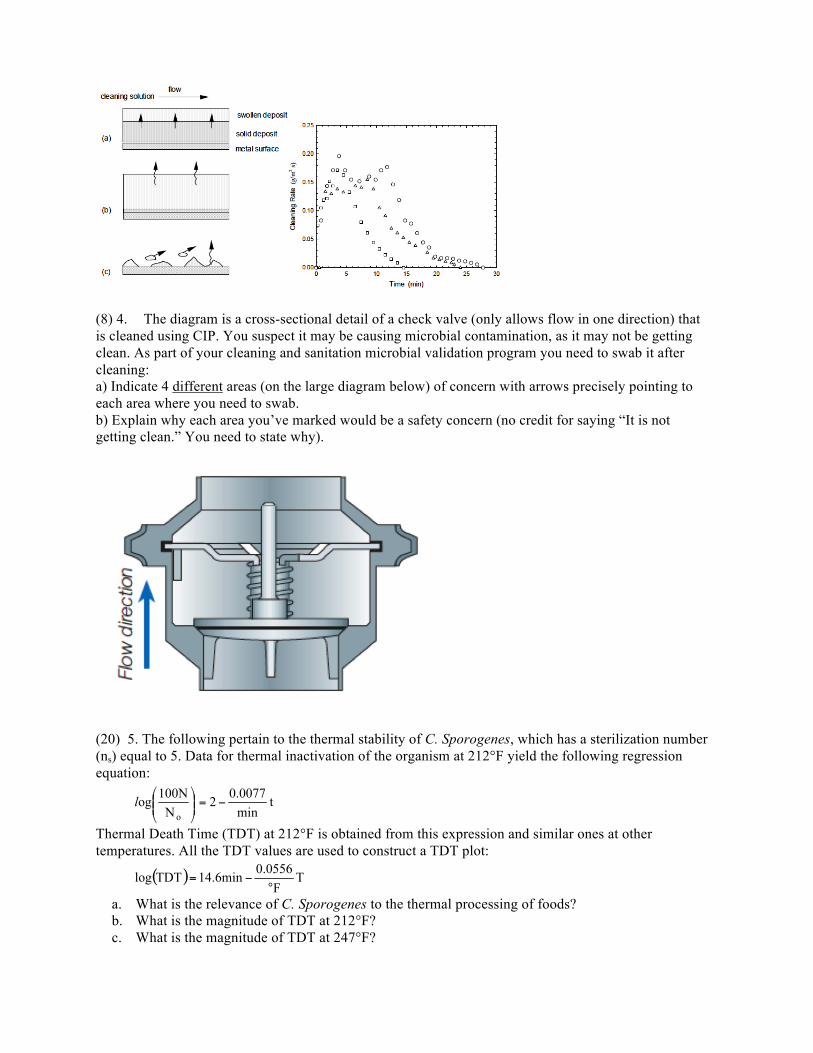
(8) 4. The diagram is a cross-sectional detail of a check valve (only allows flow in one direction) that is cleaned using CIP. You suspect it may be causing microbial contamination, as it may not be getting clean. As part of your cleaning and sanitation microbial validation program you need to swab it after cleaning: a) Indicate 4 different areas (on the large diagram below) of concern with arrows precisely pointing to each area where you need to swab. b) Explain why each area you’ve marked would be a safety concern (no credit for saying “It is not getting clean.” You need to state why).
(20) 5. The following pertain to the thermal stability of C. Sporogenes, which has a sterilization number (ns) equal to 5. Data for thermal inactivation of the organism at 212°F yield the following regression equation:
Thermal Death Time (TDT) at 212°F is obtained from this expression and similar ones at other temperatures. All the TDT values are used to construct a TDT plot:
a. What is the relevance of C. Sporogenes to the thermal processing of foods? b. What is the magnitude of TDT at 212°F? c. What is the magnitude of TDT at 247°F?

d. More and more flexible retort pouches are used in preference to cans for packaging foods that need to be retorted. Which, foods in pouches or cans, generally have better sensory and nutritional value? Why?
(10) 6. Make a diagram of a vacuum evaporator and label the five basic parts. (15) 7. The following pertain to applying principles of modified atmospheric packaging (MAP) to
bananas. A study on banana respiration yielded Vmax equal to and Km equal to 0.064 atm.
a. Included in the exam is a plot of pCO2 vs. pO2 (the β-diagram). With aid of this diagram, calculate the appropriate value for β a packaging film would need for its plot of pCO2 vs. pO2 to traverse the center of the banana box on the diagram.
b. Using a packaging film with , calculate the magnitude of the
ratio in units that would be required to achieve having the match-point for
pO2 to be in the center of oxygen range for bananas on the β-diagram when product mass is 1 kg.
(15) 8. The figure shows drying curves for carrot dices (initial aw 0.99) treated in a 2-step drying operation, with osmotic drying at 25°C preceding air drying at 70°C. The figure compares three osmotic solutions (all with aw 0.91): S1 – pure sucrose; S3 – mixture of sucrose and NaCl; S5 – pure NaCl. The blanched sample was not osmotically treated; it was held at 95°C for 30 s to inactive enzymes and dried.
a. Explain how a solution of sucrose and/or NaCl can cause dehydration of carrot dices. Be sure to specifically define the driving force for moisture loss? Can you speculate why there is a difference in water loss due to the different osmotic solutions?
b. Assuming that the water content of the carrots as they enter the air dryer is below Xc, discuss the effects of lower air temperature, lower air velocity and lower air relative humidity on the drying curve. Be sure to explain how (and how much) each parameter affects drying and why.
(8) 9. Shelf life of refrigerated foods has often been modeled using first order reaction rate kinetics and the Arrhenius expression for temperature dependence. In class, we discussed some data for the kinetic parameters of certain foods, two of which are listed in the table below.
ko Ea (month-1) (J/mole) ———————————————————————— Product 1 7.143(106) 39,790 Product 2 8.966(1020) 117,210 ————————————————————————
a. Determine which food has the shortest shelf life at 0°C assuming that both products are at the end of shelf life when the key quality characteristic (e.g., Q = flavor) has reached 85% of its original value. Which of these products would you expect to be most sensitive to reduced shelf life at higher temperatures; explain why. b. Could you use the same TTI (temperature-time integrator) for both products in the table above? Explain your answer based on kinetic principles. (7) 10. Temperature fluctuations can dramatically reduce shelf life of frozen food, but the extent of degradation depends on the temperature range over which fluctuations occur. a. Explain the mechanism(s) by which fluctuating temperatures cause ice crystals to become larger with time. b. Explain graphically why temperature fluctuations at -20°C have much less effect on recrystallization than temperature fluctuations at -7°C and during frost-free operation conditions.