horno de tambor. - pedeca presspedeca.es/wp-content/uploads/2012/02/traterpress_14.pdf · tándar...
TRANSCRIPT

DIC
IEM
BR
E20
09•
Nº
14T
RA
TER
PRES
S


1
Nuestro programa de fabricación incluye aplicacionesde tratamiento en:• Metales Férricos y No Férricos.• Trabajo en Continuo o Intermitente.• Con o sin Atmósferas Protectoras.• Con calentamiento Eléctrico o a Gas.
Tipos de Hornos para estas Aplicaciones y Procesos:• Horno de Carro.• Horno de Campana.• Horno de Cámara.• Máquina de Cargar.• Horno de Cinta “Cast Link”• Horno de Cinta de Malla.• Horno de Pote.• Horno de Tambor.
• Horno de Empuje.• Horno de Solera de Rodillos.• Horno con Tanque de Temple incorporado.• Horno de Solera Giratoria.• Horno de Retorta Rotativa.• Estufas con recirculación.• Equipos para Calentamiento.• Horno de Vacío.• Equipos Auxiliares.
Ingeniería y Servicios Técnicos, S.A.Avda. Cervantes, 6 - Basauri, Vizcaya, Spain
Tel.: 34-944 409 420 / Fax: 34 - 944 496 624www.insertec.biz
e.mail: [email protected]
Director: Antonio Pérez de CaminoPublicidad: Ana Tocino
Carolina Abuin
PEDECA PRESS PUBLICACIONES S.L.U.Goya, 20, 4º - 28001 Madrid
Teléfono: 917 817 776 - Fax: 917 817 126www.pedeca.es • [email protected]
ISSN: 1888-4423 - Depósito legal: M-53065-2007
Diseño y Maquetación: José González OteroCreatividad: Víctor J. RuizImpresión: Villena Artes Gráficas
Redactorhonorífico:José MaríaPalacios
Colaboradores:Manuel A.
Martínez Baena,Juan Martínez
Arcasy Jordi Tartera
Por su amable y desinteresada colaboraciónen la redacción de este número, agradece-mos sus informaciones, realización de repor-tajes y redacción de artículos a sus autores.
TRATER PRESS se publica seis veces al año: Fe-brero, Abril, Junio, Septiembre, Noviembre yDiciembre.
Los autores son los únicos responsables delas opiniones y conceptos por ellos emitidos.
Queda prohibida la reproducción total o parcialde cualquier texto o artículo publicado en TRA-TER PRESS sin previo acuerdo con la revista.
Editorial 2
Noticias 4OMROM lanza el nuevo ZG2 • Guías prácticas Testo • Estufas industriales • Air Products suminis-
trará hidrógeno a ExxonMobil • OMRON eleva el listón.
Artículos
•TRATERMAT 2010 - Por AIN 7•Fórum de Arcas - Por Juan Martínez Arcas 8•“Video-Streaming: Uso de vídeos docentes de bajo coste e integración en el Campus Digital, co-
mo nueva herramienta de enseñanza-aprendizaje en Ingeniería” - Por Núria Salán 10•Presentación en sociedad de ASAMMET, Asociación de Amigos de la Metalurgia - Por Manuel A.
Martínez Baena 12•Lubricantes para el tratamiento térmico 14•ARTÍCULO QUE FALTA 16•Control y supervisión de procesos en instalaciones de tratamiento térmico 18•Nueva gama de productos de Bruker Elemental GmbH 20•Reguladores de potencia - Por Entesis 23•Tratamientos térmicos en aceros de herramienta convencionales y pulvimetalúrgicos para ma-
trices de procesos de embutición en frío. Análisis comparativo del comportamiento frente al
desgaste - Por F. Peñalba, X. Gómez, M. Carsí e I. Garuz 28•El consumo aparente de acero desciende el 50%, esperándose una moderada recuperación en el
cuarto trimestre - Por UNESID 28•Datos tecnológicos y orientaciones. Aceros y tratamientos térmicos. Prontuario metalotécnico.
Fundamentos (y Parte III) - Por Baltasar Martínez Arcas 38
Guía de compras 43
Indice de Anunciantes 48
Sumario • DICIEMBRE 2009 - Nº 14
Nue
stra
Port
ada
Asociación colaboradora
Asociaciónde Amigosde la Metalurgia

Información / Diciembre 2009
2
Editorial
Para el año 2010 se celebra otra vez Tratermat,Congreso Nacional de Tratamientos Térmicos yde Superficie, en su XII edición. Este año la orga-
nización recae en AIN de Navarra, con el equipo presi-dido por Rafael Rodríguez Trías. Damos desde aquínuestro total apoyo para una buena promoción delevento.
También y como podrán leer más ampliamente enpágs. 12 y 13 se presentó en Barcelona la AsociaciónASAMMET (Asoc. Amigos de la Metalurgia). A ellapertenecen varios de nuestros asiduos colaborado-res: Jordi Tartera, Juan Martínez Arcas, Manuel Anto-nio Martínez Baena, … entre otros. Desde aquí lesdamos la enhorabuena y les emplazamos a publicarsus noticias, artículos, …
Y para terminar, despedir este año tan “desafortuna-do” y sobre todo no olvidarlo, que nos sirva a todosde experiencia para estar fuertes en el fututo, por sise repitiera aunque ojalá no ocurra jamás. Que el añopróximo sea mejor y podamos trabajar todos comonos merecemos.
Felices Fiestas y próspero 2010.
Antonio Pérez de Camino

OMRON lanzael nuevo ZG2La nueva versión ZG2 facilita a-ún más si cabe la tarea de medi-ción de perfiles. Con una sensi-bilidad y estabilidad mejorada,se garantizan medidas establesincluso en superficies muy bri-llantes y oscuras, con un rangode medida de hasta 140 mm.
ZG2 es similar en apariencia al ZGcon el único cambio reseñable delcolor de la carcasa que en este ca-so es negro. Al igual que su ante-cesor, ofrece las mismas facilida-des de configuración y uso.Incorpora un intuitivo interfaz deusuario y monitor LCD integrado,y también dispone de un sistemade ajuste automático ante cam-bios de materiales y de condicio-nes de trabajo sin necesidad deretocar su configuración.
Esta nueva serie ofrece una uni-dad opcional de de almacena-miento de datos con tarjetacompact flash, siendo capaz dealmacenar valores de medida ydatos de perfil, y aumentado de16 a 4096 bancos de memoria.
Hay disponibles cuatro modelosde sensores o cabezas que ofre-cen mejor resolución y mayorsensibilidad e inmunidad a la luzambiental que las series prece-dentes. Asimismo, es posible au-mentar los rangos de medida es-tándar mediante la conexión dedos controladores y dos sensores.
ZG2 ejecuta tareas de medición
avanzadas a través de 20 herra-mientas integradas, diseñadaspara el cálculo de anchura, in-clinación, altura, ángulo y áreade un perfil específico. Por otrolado, gracias a la función multi-sensitivity se consigue siempreun perfil claro y estable. Tam-bién ha mejorado la velocidadde medida con lo que es posibleutilizarlo en líneas de alta velo-cidad (2 a 10 veces más rápido).
ZG2 puede utilizarse con el soft-ware de apoyo SmartMonitor ZGpara monitorización y configura-ción remotas, así como almace-nar datos en tiempo real. La con-figuración e integración con otrosdispositivos se realiza medianteconexión paralela, RS-232 o USB.
El nuevo sensor láser de perfilesZG2 de Omron es adecuado parauna amplia gama de aplicacio-nes, desde el sector de la electró-nica al de la automoción, garan-tizando una medición precisa yestable de prácticamente todo ti-po de materiales y superficies.
Info 1
Guías prácticasTestoInstrumentos Testo, S.A., en suafan por la mejora continua desus productos y el aumento dela eficacia en la atención postventa al cliente, edita una seriede manuales prácticos que pre-tenden servir como apoyo altrabajo diario de los profesiona-les de la medición.
En Testo no sólo están interesa-dos en proporcionar a sus clien-tes un instrumento de mediciónconcreto, sino también ayudar-les a cumplir con sus tareas demedición específicas. Muchasveces, durante los seminariosque imparten en todo el mundo,se les pide que las ponencias y
las enseñanzas recibidas se plas-men de forma escrita para queestuvieran disponibles comomanuales de referencia.
Estas guías prácticas son la res-puesta a estas peticiones. Las guí-as están escritas por profesionalesde cada sector y en ellas se reco-gen toda una serie de consejos yayudas. A menudo, después de laadquisición de un instrumento demedición surgen dudas, por loque en estos manuales prácticosse recopilan instrucciones sobre eluso efectivo de esos instrumen-tos, sus sondas y sus accesorios,así como algunos ejemplos de a-plicaciones que ayudan a conocermejor los instrumentos y tambiénconsejos sobre la mejor elecciónde cada instrumento, sonda ysensor que le evitarán cometer e-rrores en sus mediciones.
Las guías proporcionan una des-cripción de los parámetros, lastareas de medición y de las apli-caciones más habituales de cadasector, con respuestas apropia-das a las preguntas frecuentesque surgen durante la práctica.Todas estas respuestas se basanen la experiencia a nivel mun-dial de los usuarios de los instru-mentos de la marca.
Estos manuales prácticos le a-horran el trabajo de buscar lainformación en diversas fuentesy, dado que están orientados altrabajo práctico, en cada edi-ción se recogen los adelantos,progresos y novedades que se
Noticias / Diciembre 2009
4


puedan haber producido en ca-da sector a nivel tecnológico oreferente a normativas legales.
Info 2
EstufasindustrialesDe fabricación por BAUTERMICbajo demanda, existen varios mo-delos estándar adaptados a las ne-cesidades de cada cliente. Todasellas se fabrican acorde con lasnormas de seguridad CE. Prepara-das para conseguir una uniformi-dad de temperatura de +/-5ºC.
construir una nueva planta deproducción de hidrógeno. Laconstrucción de esta nueva ins-talación se realizará utilizandolas últimas tecnologías para asímaximizar la eficiencia energé-tica de la planta y reducir las e-misiones. La planta servirá parasuministrar hidrógeno a la refi-nería de ExxonMobil (Esso) enRotterdam (Holanda) al igualque a otros posibles clientes dela región. La instalación, la cualestará conectada al sistema degaseoductos de hidrógeno deAir Products, se espera que en-tre en funcionamiento en la se-gunda mitad del 2011.
El proyecto de Rotterdam vinoprecedido de dos anuncios pre-vios durante el año pasado so-bre acuerdos entre Air Productsy ExxonMobil en los Estados U-nidos. Air Products está cons-truyendo una nueva fábrica deproducción de hidrógeno quesuministrará a ExxonMobil enBaton Rouge (Luisiana) y tam-bién tiene un acuerdo de sumi-nistro mediante un gaseoductode Air Products que va desde lacosta del Golfo a la refinería deExxonMobil en Baytown, Texas.Ambos proyectos entrarán enfuncionamiento en el 2010.
La instalación de Air Productsen Rotterdam será construidagracias a una alianza entre AirProducts y Technip. Esta alian-za, la cual ya ha permitido laconstrucción de 30 plantas dehidrógeno, permite proveer a laindustria de la refinería con unatecnología competitiva y segu-ra. Air Products, por medio desu amplia red de operaciones yTechnip, gracias a su experien-cia, han conseguido unos cono-cimientos operacionales y deingeniería para el diseño deplantas con una gran fiabilidady eficiencia.
Info 4
OMRONeleva el listónCX-Supervisor V3, la última ver-sión del paquete de Omron parala monitorización de máquinas,es ahora, si cabe, mucho másversátil, gracias a la incorpora-ción de nuevas funcionalidadescomo un visor de históricoscompletamente renovado, si-mulación integrada “one-click”,soporte para el mantenimientoremoto y una gran librería deobjetos gráficos.
Noticias / Diciembre 2009
6
Van equipadas con calefactoresblindados, pirómetro, reguladorautomático digital de la tempera-tura y todo el equipo de maniobray control automáticos para la cale-facción y la recirculación forzada,además de dispositivos de seguri-dad adicionales como son: alarmay desconexión por sobre-tempera-tura, desconexión automática dela calefacción al abrir la puerta,por rotura del termopar, etc…
Info 3
Air Productssuministraráhidrógenoa ExxonMobil Air Products (NYSE: APD), compa-ñía matriz de Carburos Metálicosy líder mundial en el suministrode hidrógeno, ha anunciado uncontrato de suministro a largoplazo, así como planes para
Al igual que su predecesor, CX-Supervisor V3 es muy potentey fácil de usar, lo que le con-vierte en la elección óptimapara monitorizar y registrar laactuación y rendimiento de lamayoría de las aplicaciones in-dustriales de pequeño y me-diano tamaño.
Asimismo, sus potentes carac-terísticas de análisis de datos leposicionan como una herra-mienta ideal para optimizar lasoperaciones de las líneas o má-quinas instaladas en planta.
El análisis de los datos históri-cos, y su comparación con losdatos óptimos para ese proce-so y periodo de tiempo especí-fico, permiten detectar rápida-mente las anomalías y ten-dencias adversas y tomar lasmedidas oportunas para su co-rrección.
Info 5

Diciembre 2009 / Información
7
OBJETIVOS
Intercambio técnico y práctico en: Materiales, in-novaciones, experiencias, equipamientos, insta-laciones, investigaciones aplicadas y desarrolla-das en el sector de los tratamientos térmicos y desuperficie. Impacto medioambiental. Gestión dela información. Recursos humanos. Gestión inte-gral.
TEMARIO DEL CONGRESO
Tratamientos térmicos de materialesAceros, fundiciones, aleaciones no férreas y otrosmateriales. Tratamientos de bonificado, termome-cánicos mixtos. Avances y mejoras de las propieda-des de los materiales. Mejora de procesos. Modeliza-ción y simulación. Temples superficiales: Inducciónláser, etc.
Tratamientos termoquímicosCementación, nitruración, carbonitruración, etc.Nitruración iónica. Plasma-oxidación.
Otros Tratamientos de superficieShot peening y láser peening. Proyección térmica.Recubrimientos por PVD, CVD, etc. Tratamientos deactivación y polimerización por plasma. Implanta-ción iónica.
EquipamientosFluidos de temple y enfriamientos a gas. Hornos,instalaciones, atmósferas, robótica. lnstrumenta-
ción y control. Equipamiento para análisis de mi-croscopía y ensayos de: Rugosidad, dureza, fric-ción, desgaste, corrosión ...
GestiónProcesos, calidad, energía, medio ambiente, recur-sos humanos, gestión de la información, preven-ción de riesgos, gestión integral (EFQM).
COMITÉ ORGANIZADORPresidente del Comité OrganizadorRafael Rodríguez Trías (AIN).
SECRETARÍA E INSCRIPCIONESCongresos NavarraC/ Larrabide, 15 bajo. 31005 PamplonaTfno: 948 274 011 / 948 274 050Fax: 948 248 227e-mail: [email protected]://www. tratermat2010.com
TRATERMAT 2010XII Congreso Nacionalde Tratamientos Térmicos y de SuperficiePamplona, 20 y 21 de octubre de 2010
PPoorr AAIINN

Información / Diciembre 2009
8
Fórum de ARCASPPoorr JJuuaann MMaarrttíínneezz AArrccaass
Seguimos con el FÓRUM DE ARCAS correspondien-te a la Revista nº 14 sobre “CÓMO FALLAN LOSMOLDES” y en este caso tratamos una de las fallasque se dan con frecuencia y que llamamos:
Soldadura-Galvanización
Este es un efecto de difusión en el que el alumi-nio fundido forma un enlace metalúrgico con elacero del molde. Lo curioso es que no siempre esasí.
Una vez que tengamos contacto directo entre elaluminio fundido y el acero del molde, apareceránsoldaduras.
Este fenómeno, que como decíamos no es frecuen-te, pero cuando acontece nos crea un grave proble-ma en cuanto a la vida del molde se refiere.
Altas temperaturas y altas presiones de inyecciónfavorecen este efecto (de forma práctica se puedecomparar a la soldadura en frío ).
El control de la composición de la aleación (sobretodo el contenido en hierro en el caso de aleaciónde aluminio) reducirá la velocidad de ataque.
La presencia de una fina capa de óxido, grafito,aceite, etc., es capaz de prevenir y alargar la pre-sencia de este fenómeno.
También es recomendable aplicar un revenido derelajación de tensiones a 50 ºC por debajo del últi-ma temperatura de revenido y en periodos que de-ben prefijarse en función de las temperaturas deinyección, ciclos de trabajo, masas de la pieza in-yectada, etc.
Pueden formularnos las preguntas que deseen sobre la problemática de los Tratamientos Térmicos, diri-giéndose a la revista:
Por carta: Goya, 20, 4º - 28001 Madrid - Teléfono: 917 817 776 - Fax: 917 817 126E-mail: [email protected]
Tanto preguntas como respuestas irán publicadas en sucesivos números de la revista por orden de llega-da, gracias a la activa colaboración de D. Juan Martínez Arcas.


Información / Diciembre 2009
10
PREMIOS CONSEGUIDOS
• Convocatoria: 12º PREMIO A LA CALIDAD EN LADOCENCIA UNIVERSITARIA.MODALIDAD: PREMIO A LA INICIATIVA DOCENTECONVOCADO POR EL CONSEJO SOCIAL DE LA UPCPEL CONSELL SOCIAL DE LA UPC.
• Convocatoria: DISTINCIÓN VICENS VIVES.MODALIDAD: PREMIO A LA CALIDAD DOCENTEUNIVERSITARIA.
CONVOCADO POR LA GENERALITAT DE CATA-LUNYA.
RESUMEN
Este proyecto se realiza gracias al trabajo conjuntode un grupo de profesorado de la ETSEIAT (EscuelaTécnica Superior de Ingenierías Industrial y Aero-náutica de Terrassa), de la UPC, quienes, voluntaria-mente, accedieron a colaborar tras una convocato-
ria abierta a toda la comunidad académica. Seplanteó la creación de material docente diná-mico (vídeo) de bajo coste, que podía constituirun conjunto de materiales complementarios ala docencia tradicional, o bien un buen materialde soporte para el aprendizaje autónomo, im-prescindible en el nuevo paradigma de ense-ñanza-aprendizaje en plena transición de losestudios de la UPC para adecuarlos al Plan deBologna.
A partir de aquí, se identifica YouTube comoun canal muy adecuado para la distribuciónde este material, ya que el estudiantado lo co-noce y lo utiliza de manera habitual, que per-mite la incorporación de vídeos propios en u-na gran diversidad de formatos, así como unadistribución cómoda. Estos vídeos de YouTubeno se han de descargar en los PC’s, sino queson “pulsar y obtener” (filosofía del Video-S-tream). El profesorado participante, ha creadosus propios canales YouTube y, además, hancreado un canal de escuela, en el que conflu-yen todos los canales de cada profesor, si-
“Vídeo-Streaming: Uso de vídeosdocentes de bajo coste e integraciónen el Campus Digital, como nuevaherramienta de enseñanza-aprendizajeen Ingeniería”
PPoorr NNúúrriiaa SSaalláánn

el estudiantado, acompañadas de una rúbrica queayudase a objetivizar las valoraciones.
Estas encuestas se han aplicado, hasta el mo-mento, a más de 800 estudiantes de las titulacio-nes de Ingeniería Industrial, Ingeniería Aeronáu-tica y 2º ciclo de Ingeniería en OrganizaciónIndustrial.
De las encuestas, se extrae que, en general, el estu-diantado valora muy positivamente la iniciativa,ya que se le ha facilitado mucho la percepción denuevos contenidos, y el aprendizaje autónomo leha resultado más sencillo de realizar.
El profesorado vinculado a este trabajo es:
— 8 profesores de Organización de Empresas.
— 2 profesores de Proyectos en Ingeniería.
— 3 profesoras de Estadística e Investigación Ope-rativa.
— 1 profesor de Resistencia de Materiales.
— 1 profesora de Ciencia de Materiales e Ingenie-ría Metalúrgica.
guiendo las tendencias de universidades europeasy americanas de referencia. Los materiales dinámi-cos elaborados por cada profesor, se han ido incor-porando a los distintos canales YouTube para fa-vorecer su difusión.
Además, la UPC dispone de un canal propio de co-municación e intercambio de material docente,entre profesorado y alumnado, como es la plata-forma digital ATENEA. Se propuso que el materialdocente dinámico, vinculado a las distintas asigna-turas, pudiese estar a disposición del estudianta-do, tantas veces como quiera y en el momento quelo desee.
Para facilitar la elaboración, edición y distribucióndel material docente elaborado, se solicitó un cur-so de formación para el profesorado en el que seproporcionaban nociones y herramientas básicaspara iniciar la creación de material propio, de ma-nera autónoma y para cumplir las expectativas decada miembro.
Una vez implementada la actividad, se han elabo-rado encuestas de satisfacción de valoración para
Diciembre 2009 / Información

Información / Diciembre 2009
12
El pasado, 19 de noviembre tuvo lugar la pre-sentación de ASAMMET, Asociación de Ami-gos de la Metalurgia, en la Sala de Conferen-
cias de la Escuela Técnica Superior de IngenieríasIndustrial y Aeronáutica de Terrassa (ETSEIAT),centro de la Universidad Politécnica de Catalunya(UPC), con asistencia de más de 75 personas rela-cionadas con universidades, centros de investiga-ción y empresas metalúrgicas catalanas, así comode Navarra y del País Vasco.
El acto se inició con una amable alocución de la Sra.Eulalia Gríful, quien, como directora del centro, ex-presó su satisfacción por la consolidación de esta
entidad y reiteró su ofrecimien-to para que ASAMMET siga con-siderando la escuela como susede. A continuación, en unaentusiasta presentación, el Sr.Juan Martínez Arcas, presiden-te de ASAMMET, manifestó suvoluntad de colaborar con enti-dades vinculadas a la metalur-gia, actuando de nexo entre elentorno académico y de inves-tigación, y el sector industrial yde innovación.
El momento estelar del evento,estuvo en las manos de dos reco-
Presentación en sociedadde ASAMMET, Asociaciónde Amigos de la MetalurgiaPPoorr MMaannuueell AA.. MMaarrttíínneezz BBaaeennaa
Presentación del Sr. Martínez Arcas, presidente de ASAMMET,acompañado por la Sra. Núria Salán, Secretaria de la entidad.
Aspecto de la Sala al principio del acto depresentación de ASAMMET.

nocidos metalúrgicos que, con sus po-nencias sobre “Metalurgia y Arte”, mos-traron la vertiente más atractiva de es-te apasionante ámbito. Así, el Sr. PereMolera Solá, haciendo un paseo por eltiempo, mostró los distintos metalesque, a lo largo de la historia, han confi-gurado espectaculares obras de arte,desde la barca de oro que se halla en elMuseo del Oro de Bogotá, hasta el Cris-to de bronce del Tibidabo (Barcelona),pasando por los naranjos de antimoniodiseñados por Gaudí y finalizando conla impresionante vajilla de gala del restaurante “El Bu-lli”, obra de Pere Gifré y elaborada en plata de ley. Porsu parte, el Sr. Jordi Tartera Barrabeig obsequió a lospresentes con fascinantes imágenes de las principa-les obras de arte configuradas por fusión y moldeo,desde la célebre columna de fundición de Nueva Del-hi (siglo V) hasta el Gran Buda de Kamakura, pasandopor los bronces de la escultura de Perseo de Cellini ydel caballo de Leonardo Da Vinci (realizado por la fun-dación creada por Charlie Dent).
Ambas charlas estuvieron adornadas con simpáti-cas anécdotas y curiosos detalles acerca de los con-tenidos expuestos, que hicieron las delicias de los a-sistentes y arrancaron muy merecidos aplausos.
El coloquio se desplazó al refrigerio, ofrecido por gen-tileza de la ETSEIAT, que resultó un escenario idealpara el intercambio de opiniones, las relaciones entrelas entidades presentes en el acto y también para larecogida de sugerencias de cara a futuros eventos enlos que tiene intención de participar ASAMMET.
Diciembre 2009 / Información
13
Imagen del animado refrigerio que siguió a lapresentación.
Imágenes del logo ASAMMET elaborado por CristalPic con vidriograbado con láser en el interior.
T ras la jornada de presentación de ASAMMET, u-na inmensa satisfacción nos invade, a todo el con-
junto de Socios Fundadores de ASAMMET, por el pri-vilegio de contar con el soporte, en todo momentoincondicional, de la Escuela Técnica Superior de Inge-nierías Industrial y Aeronáutica de Terrassa, tantopor parte del equipo Directivo como por todo el perso-nal de administración y servicios.
Sería injusto no agradecer, también, a los compañerosMolera y Tartera su generosidad y buena disposiciónal ofrecernos su colaboración para el desarrollo del ac-to y por obsequiarnos con sus excelentes ponencias.
En tercer lugar, y no por ello menos importante, es dejusticia manifestar nuestro agradecimiento a todaslas personas que nos acompañaron aquel dia, tantodesde el ámbito personal como por las entidades a querepresentaban, porque nos hicieron sentir arropados ynos mostraron su confianza, asistiendo al acto, por-que sus mensajes de soporte y de ofrecimiento de cola-boración constituyen una evidencia de que hemos ini-ciado un camino acertado, y esto, no tiene precio...
Y no nos olvidamos, en ningún momento, de la inesti-mable contribución del amigo Antonio Pérez de Cami-no, quien se ha ofrecido, desde el primer momento, acolaborar con ASAMMET, poniendo a nuestra dispo-sición sus publicaciones, un excelente medio de difu-sión y comunicación con el que esperamos, desde hoy,establecer un fuerte y fructífero vínculo.
Núria Salán. Secretaria ASAMMET

Información / Diciembre 2009
14
CONDAT ofrece, desde hace 50 años, una ga-ma completa y específica para las operacio-nes de temple:
• Aceites de temple para: Recipiente abierto, tem-ple en prensa, horno continuo, horno de cámara,horno secuencial y horno al vacío.
• Polímeros de temple para: Temple superficial delacero, temple másico de acero, temple másico dealuminio, …
Estos productos permiten ofrecer:• Drasticidad adaptada a los aceros tratados.• Reducción del consumo.• Excelente resistencia a la oxidación y a los mi-
croorganismos.• Facilidad de lavado de las piezas con detergente.
CONDAT ofrece igualmente un servicio completode preconización y soporte durante el arranque desus instalaciones hasta el servicio post venta. Tam-bién dispone de una oferta complementaria de ma-teriales asociados y de fluidos para el manteni-miento de sus equipos (fluidos resistentes al fuego,grasas de alta temperatura, …).
Actualmente la compañía anuncia que los fluidosCONDAT D han superado con éxito los últimos testsde aprobación del FACTORY MUTUAL GLOBAL y hanrecibido la certificación “Approved Fire resistance”.Desde los años 90, estos fluidos han sido reconocidos“Fire resistance tested” por FACTORY MUTUAL, com-pañía de seguros mundialmente conocida por su va-loración inigualable en el campo de la ingeniería dela prevención, que certifica y controla los productosutilizados en el medio industrial. Su percepción delos riesgos y perjuicios es única y las pruebas realiza-das por sus ingenieros le permiten avanzar en elcampo de la prevención y establecer nuevas normasindustriales. Actualmente su nuevo standard es másriguroso y más severo que su versión precedente.
Los fluidos hidráulicos CONDAT D46 y D68 son am-pliamente utilizados desde hace años en todos loscampos en los que se estima imprescindible prote-ger al personal y las instalaciones contra el riesgode incendios: en tuneladoras, siderurgia, vidrio, for-ja, fundición, industrias de 1ª transformación de losmetales, etc.
Los fluidos CONDAT D evitan la propagación de in-cendios y son auto extinguibles. Disminuyen consi-derablemente los riesgos que presenta la utiliza-ción de un aceite mineral en todas las instalacioneshidráulicas, cuando se produce la rotura de un fle-xible o cuando un escape provoca una neblina de a-ceite cerca de una llama. Además, son biodegrada-bles y no tóxicos, puesto que están clasificadosWGK 1 según los tests de referencia del HygieneInstitut; permitiendo al usuario minimizar los resi-duos contaminantes y adoptar un comportamien-to «Eco ciudadano».
Lubricantespara el tratamiento térmico
Con un aceite clásico la llama semantiene durante 2 minutos.
Con el fluido CONDAT D, ausen-cia de llama incluso después de 8minutos.

Tel.: 917 817 776
Fax. 917 817 126
Suscripción anual 20106 números90 euros
Suscripción anual 20106 números90 euros

Información / Diciembre 2009
16
Estos hornos BAUTERMIC de baja tempera-tura (estufas metálicas sin refractario) sonadecuados para numerosos procesos térmi-
cos: Secado, sinterizado, envejecimiento artifi-cial, precalentamiento, revenido, recocido blan-do, deshidrogenado, endurecimiento, ditalación,etc.
Se fabrican en varios modelos estándar o con di-mensiones especiales bajo demanda, funcionancon calentamiento eléctrico o por gas y están pre-parados para conseguir una uniformidad de tem-peratura de +/-5 ºC.
El aislamiento térmicos con que van equipadosestos hornos es un compuesto de fibras cerámi-cas.
La carga puede hacerse en cajas, cestas, bande-jas, carros extraíbles manuales o automáticos,con dobles puertas, seguridades antiexplosivas,etc.
Van equipados con un cuadro de maniobra auto-mático y están fabricados siguiendo las normasCE.
Hornos con recirculaciónde aire para calentamientoshasta 250 ºC y 450 ºC

Diciembre 2009 / Información
17
AFC-Holcroft nombra a NAKAL como socioen Rusia, la Comunidad de Estados Inde-pendientes (CEI) y Estados bálticos.
En septiembre de 2009 la empresa AFC-Holcroft,con sede en Wixom, Michigan, ha firmado unacuerdo exclusivo de distribución con JSC NAKAL,asentada en Solnechnogorsk en Rusia.
Bajo este acuerdo, NAKAL se encargará de las ven-tas, servicios, componentes y soporte técnico delos equipos de AFC-Holcroft en la región de Rusia,países CEI y región báltica.
NAKAL, fundada en 1992, tiene una amplia expe-riencia en maquinaria de tratamientos térmicospara todo tipo de industria.
La compañía desarrolla y fabrica hornos de trata-mientos térmicos, de moldeo para metales no fé-rricos, hornos de secado y de laboratorio.
Dispone de laboratorios de investigación y ensayopara desarrollar nuevas soluciones termoquími-cas. La estrecha colaboración entre estas dos gran-des empresas es una decisión estratégica. Todos sebenefician de esta alianza.
NAKAL tiene una oportunidad para beneficiarsede la amplia experiencia de la compañía ameri-cana ofreciendo soluciones a medida para elcliente.
AFC-Holcroft incrementa su presencia en estosmercados, mejorando el soporte con los clientesque ya existen y creando nuevos clientes.
Más aún, las empresas de fabricación que usan estetipo de hornos y equipos también se beneficiarande esta alianza, mejorando su accesibilidad a equi-pos líderes en el mercado a mejor precio y con ma-yor soporte técnico.
AFC-Holcroft cuenta con cientos de instalacionesen la antigua Unión soviética.
AFC-Holcroft tiene más de 90 años de experienciaen procesos térmicos.
La compañía fabrica sistemas de tratamiento tér-mico “llave en mano” para aplicaciones tales comotratamiento térmico comercial, tratamiento térmi-co de aluminio; industria espacial, automoción, ymilitar; fabricación de rodamientos, engranajes, a-brazaderas, … e industrias de energías alternati-vas.
AFC-Holcroft es uno de los mayores fabricantes dehornos de tratamientos térmicos del mundo.
Tiene un alcance mundial con organizaciones enEEUU, China, Argentina, Brasil, Australia, Méjico,India, Italia, España y Corea, con medios de fabri-cación en muchos de estos países.
AFC-Holcroft nombra a NAKALcomo socio en Rusia

Información / Diciembre 2009
18
Los modernos procesos de fabricación de piezaspara la industria mecánica y metalúrgica, en gran-des series o pequeños lotes, requiere de un riguro-so control y registro sobre la calidad y trazabilidadde los productos fabricados.
El Tratamiento Térmico juega un papel importanteen la calidad final de estas piezas, siendo necesariopor tanto, disponer de unas instalaciones adecua-das para llevarlo a cabo, tendiendo a eliminar loserrores humanos y reduciendo los costes de explo-tación. Por todo ello, hoy en día las instalacionesde Tratamiento Térmico se ven en la necesidad deincorporar sistemas automáticos de control, su-pervisión y documentación de los distintos proce-sos térmicos que realizan.
INSERTEC ha desarrollado el Sistema Informático
CSP para control de hornos y procesos, que ofreceal usuario la herramienta ideal para satisfacer losmás exigentes requerimientos de calidad propiosde los sectores industriales a los que va dirigido.
Descripción
El Sistema Informático CSP desarrollado por IN-SERTEC, ofrece al usuario una total independenciay autonomía de uso al estar compuesto por ele-mentos estándares y accesibles en los actualesmercados de productos informáticos y automatis-mos, incluyendo:• Ordenador PC industrial, equipado con pantalla,
ratón y teclado.• Impresora.• Sistema de alimentación ininterrumpida.• Software SCADA Intouch (bajo Windows).• Manual de Usuario.
El ordenador de control se comunica con el autóma-ta programable PLC de la Instalación, y en su caso,con los reguladores de temperatura. Dependiendodel tipo de instalaciones, la regulación de tempera-tura va integrada en el propio autómata mediantelas tarjetas correspondientes o bien se realiza me-diante la comunicación directa del ordenador conreguladores de temperatura convencionales.
Este sistema posibilita al usuario la ejecución de ci-clos de tratamiento térmico preestablecidos, con laintroducción de las variables de proceso necesa-rias, tales como: temperatura por zona de regula-ción, tiempos de permanencia, velocidades de cin-tas, atmósfera protectoras, pesos y frecuencia dealimentación al Horno, etc. Estos programas incor-
Control y supervisiónde procesos en instalacionesde tratamiento térmicoPPoorr IInnsseerrtteecc
Implantación del Sistema Informático CSP.
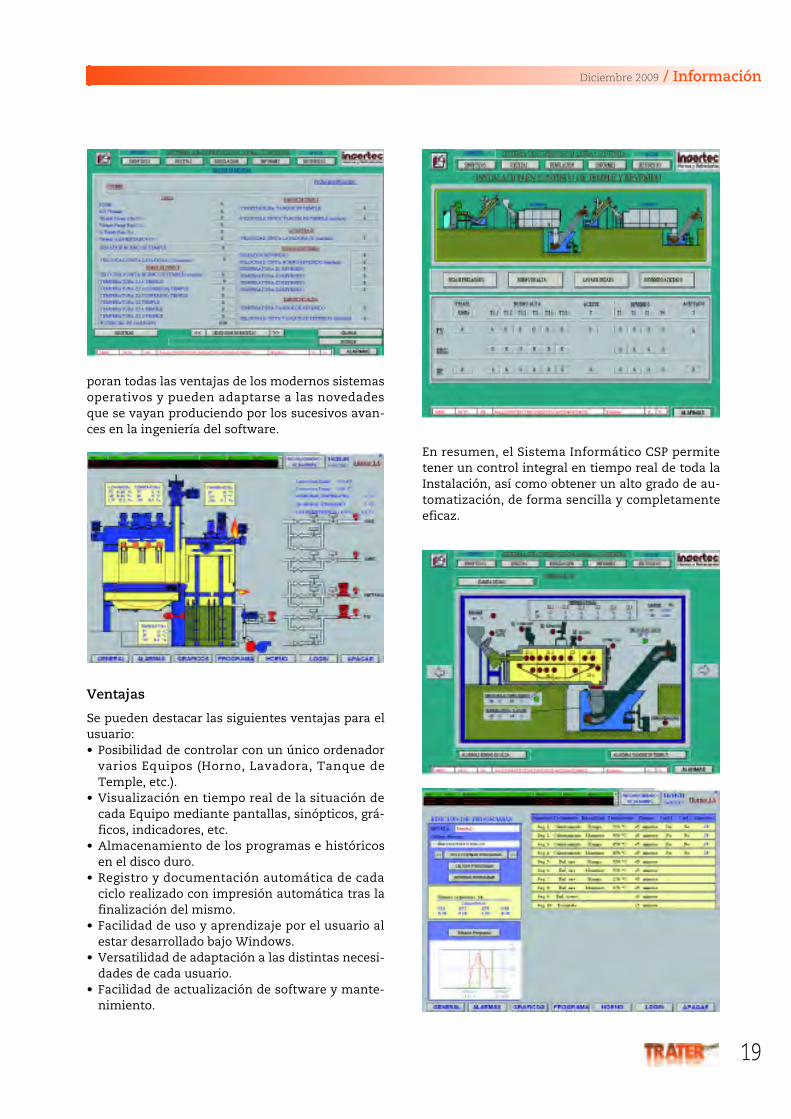
En resumen, el Sistema Informático CSP permitetener un control integral en tiempo real de toda laInstalación, así como obtener un alto grado de au-tomatización, de forma sencilla y completamenteeficaz.
poran todas las ventajas de los modernos sistemasoperativos y pueden adaptarse a las novedadesque se vayan produciendo por los sucesivos avan-ces en la ingeniería del software.
Ventajas
Se pueden destacar las siguientes ventajas para elusuario:• Posibilidad de controlar con un único ordenador
varios Equipos (Horno, Lavadora, Tanque deTemple, etc.).
• Visualización en tiempo real de la situación decada Equipo mediante pantallas, sinópticos, grá-ficos, indicadores, etc.
• Almacenamiento de los programas e históricosen el disco duro.
• Registro y documentación automática de cadaciclo realizado con impresión automática tras lafinalización del mismo.
• Facilidad de uso y aprendizaje por el usuario alestar desarrollado bajo Windows.
• Versatilidad de adaptación a las distintas necesi-dades de cada usuario.
• Facilidad de actualización de software y mante-nimiento.
Diciembre 2009 / Información
19

Información / Diciembre 2009
20
Bruker Elemental GmbH es fabricante euro-peo de Espectrómetros de Emisión Ópticospara el análisis de metales y analizadores de
CS/OHN. Es una empresa subsidiaria de Bruker-AXS GmbH perteneciente al Grupo BRUKER, con o-ficinas y servicio técnico en España.
Bruker Elemental ha instalado por todo el mundo,cientos de espectrómetros y Analizadores deCS/ONH y está representado en más de 40 países.La calidad, su bajo mantenimiento, lo robusto desu construcción, todo ello unido a unos preciosmuy competitivos, hacen que esta de nueva gamade productos sea una de las mejores del mercado.
1. Espectrómetros de Emisión Óptica
Los espectrómetros de emisión óptica de Chispa(S-OES) son los instrumentos ideales para el análi-sis elemental de metales. Desde el análisis de tra-zas en metales puros hasta aleaciones, los espec-trómetros de chispa cubren el rango completodesde Sub-ppm hasta niveles de porcentaje. Todoslos elementos relevantes se pueden analizar si-multáneamente. Bruker Elemental ofrece espec-trómetros de chispa para cubrir todo tipo de apli-caciones con metales.
Q4 TASMAN - Espectrómetro Avanzado Basadoen detectores CCD para Análisis de Metales
El nuevo Q4 TASMAN proporciona las respuestasrápidas que el usuario necesita, utilizando la últi-ma tecnología en detectores CCD, que se puede a-
plicar. Debido a la flexibilidad de los detectoresCCD, se proporciona una relación calidad–coste re-almente asombrosa.
Nuestros ingenieros han diseñado soluciones in-novadoras que hacen del Q4 TASMAN un sistematotalmente satisfactorio no sólo para aplicacionesespecializadas, sino también para muchas de pro-pósito general. El resultado es un nuevo instru-mento Q4 TASMAN basado en detectores CCD, quepermitirá al usuario alcanzar las metas mas rápi-do, más fiable y con un coste menor que cualquierinstrumento de su clase.
Nueva gama de productosde Bruker Elemental GmbH

mente automatizado. Solamente hay que introdu-cir la muestra, registrarla en la pantalla táctil y elespectrómetro comienza a trabajar. La preparaciónde la muestra, el transporte dentro del sistema, a-nálisis, archivo de muestras, comunicación de re-sultados; todo esto es la parte del proceso comple-to dentro de Q8 CORONADO. Incluso las funcionesde autocontrol incluyendo el análisis de muestrasde monitor a intervalos y estandarización si fueranecesario, son cubiertas por el sistema.
Esto ayuda a reducir tiempos del todo el proceso deanálisis de la muestra y asegura la calidad cons-tante analítica.
Q8 CORONADO está disponible en configuracionesdiferentes para usos ferrosos y no ferrosos.
2. Analizadores de Gas y Combustiónpara la determinación de CS/ONH
Los materiales sólidos están influidos en su reacti-vidad y propiedades mecánicas por elementos quí-micos foráneos positivamente o negativamente.Por lo tanto, hay una necesidad de la supervisióncontinua y rápida de tales elementos foráneos,desde la materia prima hasta los productos finales.
Los analizadores automáticos de Bruker Elementaloptimizan el control y aseguran la precisión de loque se fabrica en todo el mun-do. Nuestros instrumentosproporcionan una medidasumamente exacta dentrode un tiempo de análisiscorto y son sumamentefiables y fáciles de usar.
Q4 TASMAN ofrece soluciones especializadas parasus tareas analíticas. Los Paquetes de SolucionesAnalíticas(ASP) están disponible por cada matrizde metal y contienen: Elementos, calibración,alea-ciones, y más. En muy poco tiempo, el usuario reci-be un análisis fiable y un resultado completo.
Fiabilidad, robusted, precisión y economía en elgasto hacen del espectrómetro Q4 TASMAN ungran recurso para el negocio de los metales
Q6 COLUMBUS - Espectrómetrode sobremesa
El Q6 COLUMBUS verdaderamente abre un mundonuevo en espectrometría de Emisión óptica de chispa.
Los límites asombrosamente bajos de detección,tiempos de medida notablemente reducidos, superiorreproductibilidad, así como el programa QMATRIXbasado en Windows-XP, son sólo algunos ejemplos dela alta tecnología revolucionaria de Q6 Columbus.
Gracias a la experiencia y conocimiento de los in-genieros de desarrollo de Bruker Elemetal unidosal uso de los mejores componentes del mercado, elimportante requisito, de minimizar costes de man-tenimiento, sin reducir prestaciones, no sólo se al-canzó sino que excedió todo lo esperado. Ahora us-ted puede aprovechar la estabilidad excepcional alargo plazo del sistema óptico, una optimización e-ficaz del flujo de argón y la mesa de chispeo, casisin necesidad de mantenimiento.
Q8 MAGELLAN - Espectrómetro con Vacíopor el Análisis de Metales
Q8 MAGELLAN es el primer espectrómetro delmundo que ofrece una calidad antes no vista de a-nálisis debido a sus posibilidades de combinaciónilimitadas de parámetros de medida.
El mantenimiento sumamente bajo y el software a-daptado subrayan la calidad excepcional de este pro-ducto sin compromisos para análisis elemental en laproducción de metales e industrias de procesado. O-frecido en versiones diferentes es por consiguienteconveniente para la operación rutinaria tanto en am-bientes de producción como en el laboratorio
Q8 CORONADO - Automatizacióndel Análisis por Fundiciones& Acerías
Q8 CORONADO es un analizador de metales total-
Diciembre 2009 / Información
21

G4 ICARUS - Determinación de Carbonoy/ o Azufre
Para análisis rápidos y precisos de carbón y azufre,incluso en niveles ppm, el analizador automáticoG4 ICARUS da prueba de su alta eficacia, especial-mente con materiales metálicos. La muestra sóli-da, colocada en un crisol cerámico, es quemada enun horno de alta frecuencia en presencia de unacorriente de oxígeno. La potencia del horno HF seregula con el fin de obtener una combustión ópti-ma. Los gases de reacción resultantes CO2 y SO2 semiden mediante detectores de estado sólido IR demáxima resolución y sensibilidad. El sistema se ca-racteriza por un funcionamiento sencillo y una e-valuación automática mediante un PC externo.
G8 GALILEO - Determinación de Oxígeno,Nitrógeno y Hidrógeno
G8 GALILEO es adecuado para la determinación rá-pida de Oxígeno, Nitrógeno e Hidrógeno en mu-chas clases diferentes de materiales. La muestra sefunde en un crisol de grafito en presencia de unacorriente de gas inerte. La temperatura del electro-do del horno, libremente programable se supervisay controla a través de un sensor opto-acoplado. Losgases de medición que resultan CO, N2 y H2 son a-rrastrados por el gas portador hacia el sistema dedetección de alta estabilidad y sensibilidad queconsiste en uno u opcionalmente dos detectoresNDIR para CO y de conductividad térmica para ladetección de N2 o H2.
El calibrado se puede realizar utilizando un mate-
rial de referencia o una unidad de dosificación degas que se ofrece opcionalmente. Un sistema delimpieza integrado para el horno de impulsos y uncargador de crisoles automático están disponiblescomo opciones al igual que un horno externo contubo de cuarzo para determinar el hidrógeno dis-perso por extracción térmica.
G4 PHOENIX - Analizadorpara la determinación automáticadel hidrógeno disperso en sólidos. Extraccióntérmica, método gas portador
El G4 PHOENIX DH ha sido desarrollado para deter-minar el hidrógeno disperso en diferentes matrices.El sistema de análisis incluye un horno de calenta-miento rápido por rayos infrarrojos y un horno tu-bular eléctrico, ambos equipados con un tubo decuarzo para calentar la muestra. El diámetro del tu-bo del horno por rayos infrarrojos es de 30 mm demanera que incluso grandes muestras como cordo-nes de soldadura conformes con la EN/ISO 3690 yAWS A4.3 pueden analizarse sin problemas.
Un calibrado sencillo y fiable está garantizado gra-cias a una unidad dosificadora automática de gasintegrada con 10 volúmenes diferentes. El núcleodel analizador es un detector de conductividad tér-mica continuamente estable muy sensible para lalectura de incluso los contenidos de hidrógenosmás pequeños.
Información / Diciembre 2009
22

Diciembre 2009 / Información
23
Pyro-Controle Chauvin Arnoux ha encontradouna solución industrial a todas las necesida-des de medida y de control en temperatura y
para un control del calor propone el THYRITOP 40,el regulador de potencia comunicante.
En un gran número de aplicaciones de procesostérmicos con calentamiento por resistencias eléc-tricas existe un parámetro que a menudo requiereuna mayor precisión de su regulación: se trata delcalor. Los objetivos son importantes dado que lascorrientes alternas que se manejan pueden alcan-zar desde algunas centenas hasta varios miles deamperios. Para ello, los reguladores de potenciacon thyristores disponen de diversos modos decontrol de la corriente a fin de adaptarse mejor altipo de resistencia utilizada. Además, los nuevosmodelos van más allá incorporando la posibilidadde coordinar el funcionamiento de grupos de va-rios equipos y suprimir perturbaciones en el lazode control (tales como variaciones de la red, faltade linealidad y/o variaciones temporales de la car-ga).
El control del calor es esencial para la buena mar-cha, la calidad, la frecuencia y la mejora de la pro-ductividad en instalaciones de transformación co-mo vidrierías, siderurgias, plásticos, etc. Estafunción se garantiza mediante módulos especiali-zados conocidos antiguamente con el nombre debloques o graduadores de potencia y hoy comocontroladores de potencia por thyristores o sim-plemente como reguladores de potencia. Esta últi-ma denominación se aplica especialmente en a-
quellos casos en que realiza la función propiamen-te dicha de regulación de potencia.
Para lograr tal objetivo se requiere mantener cons-tante la tensión, la corriente o la potencia aplicadaa las resistencias calefactoras. Todas las perturba-ciones originadas, especialmente por las variacio-nes de la tensión de la red o las variaciones de laimpedancia de la carga, deberán ser compensadas.Al elegir un regulador de potencia que disponga delos controles sobre estas perturbaciones se com-pensarán las posibles oscilaciones en la curva detemperatura deseada y así la respuesta del lazo deregulación térmica mejorará enormemente.
Modos de conducción adaptados a cadasituación
La temperatura y la atmósfera en el interior de unhorno determinan el tipo de elemento calefactor autilizar. Lo más habitual es que se trate de elemen-tos de tipo resistivo o inductivo (o la combinación deambos). También ciertas resistencias precisan ten-siones de alimentación bajas y aisladas de la red,cosa que requiere de un transformador intermedio.
Los reguladores de potencia deberán ser capacesde adaptarse a cualquier aplicación. Para ello sehan investigado y mejorado las dos técnicas bási-cas de conducción: recorte del ángulo de conduc-ción -o también denominada control del ángulo defase- y paquetes de impulsos -o también llamadatrenes de ondas. Evidentemente existe también lacombinación de ambos modelos.
Reguladores de potenciaPPoorr EEnntteessiiss

Información / Diciembre 2009
24
Modo tren de ondas sincopado (TAKT)
Actúa sobre la potencia media aplicada sobre la car-ga al suprimir un número entero de alternanciascompletas (20 ms para red de 50Hz) de la tensión dealimentación. Este modo de control es adecuado pa-ra la mayor parte de aplicaciones. La tensión sólo seaplica a la carga en el momento de pasar por 0V.
Modo tren de ondas sincopado rápido
Este modo, bautizado QTM (quick TAKT mode) es i-déntico al anterior excepto que permite la conduc-ción en una base de tiempo de 10ms. Este funciona-miento permite controlar resistencias con unainercia muy débil como los infrarrojos cortos puestoque disminuye fuertemente el parpadeo de la luz.
Ángulo de fase (VAR)
Aquí se controla la potencia media aplicada al cor-tar cada alternancia de la senoide según un ángulopreciso y variable en función de la demanda. Estemodo de funcionamiento se propone para cargasinductivas (bobinas, transformadores, etc.).
El control por ángulo de fase también es apropiadopara una regulación muy fina, porque siempre seaplica una tensión a la carga. El mayor inconve-niente de este modo es que genera perturbacionessobre la red eléctrica (harmónicos), componentescontinuas y empeora el factor de potencia.
Modo mixto
Este modo, bautizado como SSSD (Soft Start SoftDown), combina los dos modos precedentes; es de-cir, un inicio en ángulo de fase y un mantenimientoen tren de ondas. El tiempo de arranque será para-metrizable desde 10ms (es decir, una semi alternan-cia) hasta varias centenas de milisegundos. Este mo-do constituye una buena alternativa al precedenteya que no genera perturbaciones más que en el mo-mento de arranque. Este modo mixto se emplea nor-malmente para magnetizar los transformadores su-primiendo la sobreintensidad de su conexión.
También un algoritmo especializado denominado“MOSI” mejora los resultados usando este modomixto para las cargas con un fuerte coeficiente R-caliente/Rfrío, tales como las resistencias de disili-ciuro de molibdeno. En frío, la resistencia se con-trola en ángulo de fase y después en caliente contren de ondas cuando la resistividad ha aumenta-
Modo “Todo-Nada” o tren de ondas
La carga no se alimenta hasta que se aplica unatensión en la entrada de control. El inicio y el parode la conducción se realiza al pasar la tensión por0V. Este modo es apropiado en instalaciones sim-ples que posean una cierta inercia y que admitanuna ligera oscilación alrededor de la consigna.
Los thyristores conducen hasta alcanzar este valory la conducción se reiniciará cuando la desviacióndel valor actual de la temperatura respecto la con-signa sea la programada.
do. Esta gestión del modo mixto es totalmentetransparente para el usuario.
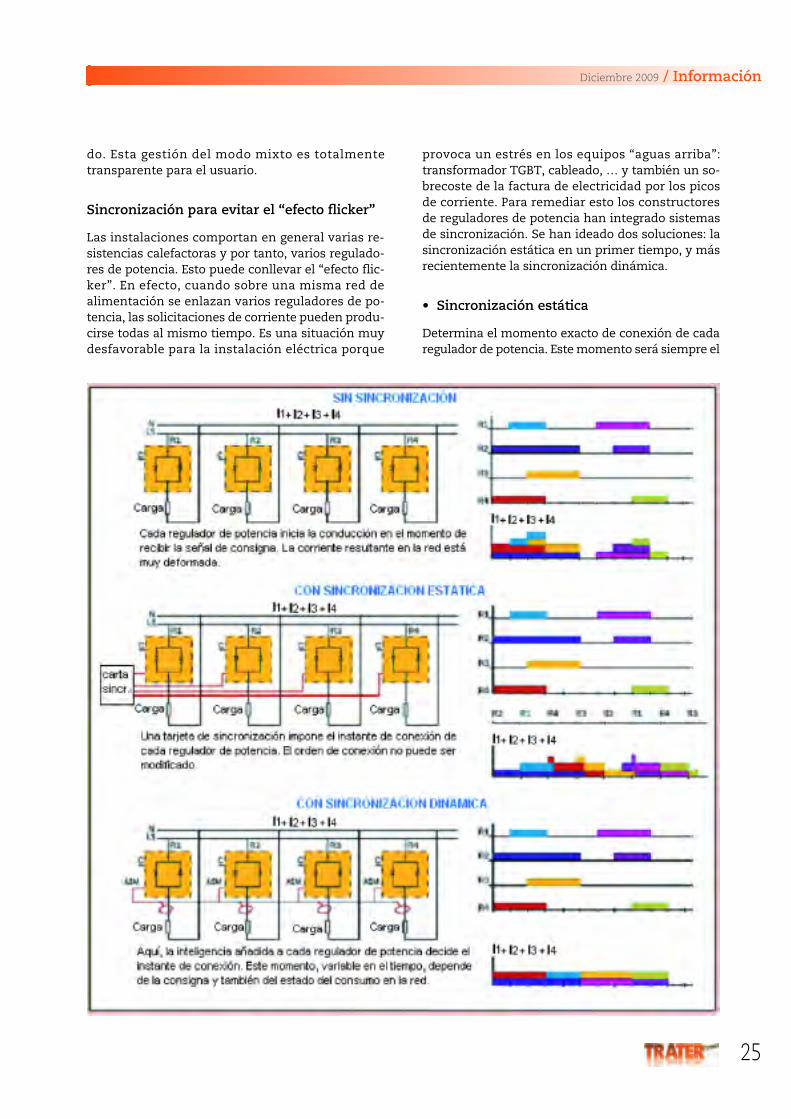
Sincronización para evitar el “efecto flicker”
Las instalaciones comportan en general varias re-sistencias calefactoras y por tanto, varios regulado-res de potencia. Esto puede conllevar el “efecto flic-ker”. En efecto, cuando sobre una misma red dealimentación se enlazan varios reguladores de po-tencia, las solicitaciones de corriente pueden produ-cirse todas al mismo tiempo. Es una situación muydesfavorable para la instalación eléctrica porque
provoca un estrés en los equipos “aguas arriba”:transformador TGBT, cableado, … y también un so-brecoste de la factura de electricidad por los picosde corriente. Para remediar esto los constructoresde reguladores de potencia han integrado sistemasde sincronización. Se han ideado dos soluciones: lasincronización estática en un primer tiempo, y másrecientemente la sincronización dinámica.
• Sincronización estática
Determina el momento exacto de conexión de cadaregulador de potencia. Este momento será siempre el
Diciembre 2009 / Información
25

Información / Diciembre 2009
26
— Limitaciones de corriente, tensión o potencia.
— Alarmas, con contactos secos o por la red de co-municación, para informar de una ruptura par-cial o total de la carga – un valor anormal de lared de alimentación – una sobreintensidad a-normal en la carga – un defecto interno, un thy-ristor o un fusible que falla…
— Función “datalogger” de recogida de datos paraconocer la fecha y hora en que se produjeronlas diferentes anomalías.
… y de registro
Algunos reguladores de potencia de muy alto niveltecnológico integran las funciones de registro dedatos e indican en tiempo real sobre la pantalla ti-po LCD las curvas de la corriente, la tensión, la po-tencia o el valor óhmico de la carga.
Las aplicaciones exigentes
Gracias a sus múltiples modos de funcionamientoy sus funciones integradas, los reguladores de po-tencia de nueva generación pueden actuar en apli-caciones difíciles:
• “horno boosting” en la industria vidriera
El vidrio tiene la particularidad física de ser con-ductor de la electricidad en estado líquido. Su con-ductividad varía con la temperatura. Muchas apli-caciones para hornos de vidrio aprovechan estehecho para calentar el vidrio directamente. El vi-drio actúa entonces de resistencia y unos electro-dos de molibdeno sumergidos en el mismo permi-ten la circulación de la corriente eléctrica. Según eltipo de horno es posible encontrar aplicacionesque precisan corrientes de hasta 3000A. Ademásde la intensidad demandada, el tipo de reguladorde potencia utilizado debe respetar un cierto nú-mero de criterios técnicos: debe presentar espe-cialmente un MTBF muy elevado (tiempo medio debuen funcionamiento) porque un horno de vidriono se para nunca; no debe generar componentescontinuas que provoquen una degradación de loselectrodos y por último, debe tener en cuenta lasmuy importantes variaciones de la impedancia delvidrio.
• primario del transformador
Ciertos tipos de resistencia como las de disiliciurode molibdeno, de grafito, o de carburo de silicio
mismo y no modificado si la consigna potencia decada equipo se modifica. Para realizar esta función,es necesario poseer un módulo independiente y ex-terno al regulador de potencia. Éste está equipadocon varias salidas y cada salida controla un regula-dor. El módulo de sincronización envía un impulso e-léctrico desplazado en el tiempo a cada regulador depotencia presente en la red. Los impulsos de sincro-nización son inmutables y no tienen en cuenta lasvariaciones de carga de los diferentes reguladores.
• Sincronización dinámica
Esta técnica está patentada y se bautizó como “ASM”(Automatic Synchronisation Mode). Para instalacio-nes con múltiples reguladores de potencia, consisteen ajustar automáticamente el momento de cone-xión de cada uno de ellos a fin de lograr un alisa-miento de la demanda de potencia de la red. Estemomento de conexión se calcula permanentementepara cada regulador de potencia en función de su va-lor de consigna y de la carga de la red para los otrosequipos. Estos sistemas “anti-flicker” reducen consi-derablemente los picos de intensidad debidos a laconexión simultána de reguladores de potencia con-figurados en modo tren de ondas sincopado. En con-secuencia, los “picos de corriente” serán minimiza-dos en la factura y los componentes montados en lalínea de potencia estarán mucho menos solicitados.
Más comunicantes
Los constructores han estudiado la posibilidad de co-nexión de los reguladores de potencia a través de losbus de campo existentes en el mercado. Algunos pro-ductos ya están disponibles y la oferta continuarácreciendo. Este tipo de regulador permite simplificarenormemente el cableado integrando las funcionesde tipo central de medidas adaptadas a las resisten-cias calefactoras. En efecto, con un modelo de señalesanalógicas son necesarios muchos hilos de cableadopara llevar las consignas y traer las informaciones U,I, P, estado de los relés de alarma, etc. Con los bus decampo sólo son necesarios dos hilos para llevar y tra-er todas las informaciones accesibles de los regulado-res de potencia y ello además, con velocidades de co-municación muy elevadas.
Numerosas funciones de control
Otra evolución de los reguladores de potencia esque comportan desde ahora numerosas funcionesde control que definen su nivel tecnológico:

necesitan una tensión baja para funcionar. Paradisminuir esta tensión se intercala un transforma-dor reductor de tensión entre el regulador de po-tencia y la resistencia. En este tipo de aplicación,el regulador de potencia debe ser capaz de traba-jar con dos formas de conducción diferentes. Enun primer momento, durante el tiempo de magne-tización del transformador, debe trabajar en modode ángulo de fase. En un segundo momento, debepasar al modo tren de ondas enteras “cero de ten-sión”.
El control en ángulo de fase sobre la primera senoi-de se realiza en el instante correspondiente a co-rriente cero (debe tenerse en cuenta que existe undesfase entre la tensión y la corriente). Si este con-trol en ángulo de fase no se hiciera exactamenteen el momento preciso de la senoide (en ángulo ytiempo) la corriente que atraviesa el transforma-dor podría crecer de una manera exponencial y to-mar valores muy importantes causando la deterio-ración de los thyristores y/o los fusibles deprotección asociados. A continuación, el pasar almodo de conducción “tren de ondas” se evita la ge-neración de harmónicos y los efectos dañinos quele acompañan.
Pyro-Controle Chauvin Arnoux domina este tipode tecnología. Es posible realizar un control deltransformador con un montaje trifásico contro-lando solamente dos fases. Este tipo de montaje esmuy económico. En efecto, el regulador de poten-cia está equipado solamente de dos grupos de thy-ristores en vez de tres. La corriente que atraviesael transformador a través de la fase L2 está contro-lada por los thyristores de las fases L1 y L3 con untiempo de magnetización de 10 ms. El nivel totalde harmónicos generados con este modo es idén-tico al de un modo con tren de ondas, es decir,muy débil.
La familia de reguladores de potencia THYRITOP40 asegura todas las necesidades de control en car-gas resistivas de los procesos de temperatura. Inte-gra un procesador RISC 32 bits y está disponible en3 versiones (1, 2 ó 3 fases) y más de 100 modelosdistintos. Completamente electrónico, garantiza u-na rapidez y una conmutación de cargas de 37A a2900A y esto con una precisión de medida de 0,25%del rango.
Es apto para todos los tipos de cargas resistivas einductivas, sobre redes mono o trifásicas de 230V a690V, operando sobre 2 ó 3 fases.
Su módulo indicador/programador con pantalla decristal líquido, desmontable y portátil, muestra va-lores de U, I y P (curvas y valores) y las consignasde control. Este módulo registra, en función pro-gramación, los parámetros seleccionados sobre unTHYRITOP 40 y permite transferirlos a otros THY-RITOP 40.
Este regulador de alta gama dispone de numerosasfunciones: regulaciones I2, U2 y P2, limitaciones I,U y P, tres salidas de medida de recopia, sincroni-zación dinámica, detección de ruptura de carga,diagnóstico, alarmas, etc.
Para la programación y la supervisión a distanciamediante un ordenador utiliza la comunicaciónpor red Modbus o Profibus.
El THYRITOP 40 es configurable mediante el soft-ware THYROTOOL suministrado opcionalmente.
Diciembre 2009 / Información
27

Información / Diciembre 2009
28
RESUMEN
En el campo de los procesos de conformado en fríolas distintas herramientas utilizadas están someti-das a diferentes tipos de desgaste. En particular seaborda el proceso de embutición profunda (en frío)de chapa de acero inoxidable AISI 304 en la fabrica-ción de una pieza del rotor de una bomba de agua.En este proceso se produce una pronunciada adhe-sión del acero inoxidable de la chapa en el acero deherramienta de la matriz que da forma a la pieza.Se ha evaluado el comportamiento frente al des-gaste de dos aceros de herramienta, uno de fabrica-ción convencional (AISI M2) y otro pulvimetalúrgico(VANCRON 40) sometidos a diferentes tratamientostérmicos de endurecimiento (temple y doble reve-nido). Para la evaluación del comportamiento fren-te al desgaste adhesivo se diseñaron ensayos de re-ciprocado en el que se empleaban placas de losaceros de herramienta y “pines” esféricos del aceroinoxidable AISI 304. Los aceros de herramienta fue-ron sometidos a un recocido de ablandamiento pa-ra el mecanizado de las placas, con un acabado su-perficial para obtener una rugosidad similar a la dela matriz. Las placas fueron posteriormente some-tidas a diferentes tratamientos de temple y doblerevenido en horno de vacío. En los ensayos se utili-zaron diferentes valores de los parámetros de lapresión de contacto, la velocidad de deslizamientoy la longitud recorrida del “pin” sobre la placa. El re-
sultado que mejor describía el desgaste producidoera el coeficiente de fricción entre placa y “pin”. Sepudo observar que cualitativamente en ambos ace-ros se tenía un desgaste similar (coeficientes defricción similares) en el ensayo de reciprocado. Me-diante ensayos tribológicos en los que se ha utiliza-do la chapa del proceso industrial, se han podido e-valuar niveles de rugosidad y por lo tanto nivelesde desgaste adhesivo claramente superiores en elacero de herramienta convencional respecto al ace-ro de herramienta pulvimetalúrgico, tal y como loconfirma su puesta en servicio.
1. Introducción
En los procesos de estampación es posible obtenercomponentes “net shape” sin necesidad de opera-ciones mecánicas posteriores. Como consecuenciade los requerimientos cada vez más altos en cuantoa tolerancias, el desgaste en las herramientas de es-tampación es un factor cada vez más importante. Laconsecución de productos de alta calidad requiereuna mayor frecuencia en la realización de operacio-nes de reparación y sustitución de las herramientas.
La selección del material y el tratamiento térmicomás adecuado para la herramienta en una opera-ción determinada de conformado está condiciona-do por el tipo de chapa a conformar, ya que es elprincipal factor que afecta a las tensiones y al des-gaste que se produce en la herramienta.
La fabricación de piezas como la observada en la Fig.1, perteneciente al rotor de una bomba de agua, se
Tratamientos térmicos en acerosde herramienta convencionalesy pulvimetalúrgicos para matricesde procesos de embutición en frío.Análisis comparativodel comportamiento frente al desgaste
PPoorr FF.. PPeeññaallbbaa11,, XX.. GGóómmeezz11,, MM.. CCaarrssíí22 ee II.. GGaarruuzz11
1 Fundación INASMET (INASMET-Tecnalia), España.2 Centro Nacional de Investigaciones Metalúrgicas –
CSIC Madrid, España.

inoxidable austenítico AISI 304 de 0,5 mm deespesor. Los principales elementos de alea-ción son: 18-20% Cr, 8-10.5% Ni, C<0.08%. Elproceso que sigue la chapa es: laminación enfrío, recocido, decapado y pasada superficialpara obtener una rugosidad superficial, Ra,que varía entre 0,15-0,30 Ìm.
Los materiales estudiados para la matriz en elproceso de embutición profunda son los ace-ros de herramienta AISI M2 y VANCRON 40.Las composiciones químicas de ambas calida-des se encuentran en la Tabla 1. Estos aceros
de herramienta tienen un contenido relativamentealto de carbón y una gran cantidad de carburos. Es-tos carburos confieren a la microestructura del a-cero una mayor resistencia frente al desgaste.
realiza en varias etapas: preparación y recorte dechapa, proceso de embutición profunda y operacio-nes de acabado. El proceso de embutición profunda(en frío) consiste en el conformado de chapa de ace-ro inoxidable AISI 304 me-diante punzón, de maneraque la chapa de inoxidableadopta la forma de la cavi-dad de la matriz mostradaen la Fig. 1. La matriz estáfabricada en acero de he-rramienta para intentarminimizar la pronunciadaadhesión del acero inoxidable de la chapa en la ma-triz, propia de este tipo de operaciones.
En la embutición profunda de la chapa de inoxida-ble, ésta se endurece por deformación a lo largo dela curvatura de la matriz, por lo que se requierenfuerzas de conformado altas. Esto hace que se pro-duzca una elevada fricción en el contacto metalcontra metal a pesar de las condiciones lubricadasde la operación. Así se produce una severa adhe-sión, también denominada “galling”, del acero ino-xidable en el acero de herramienta, lo que producedefectos estéticos en las piezas del rotor fabrica-das. En estos casos la producción debe detenerse yreemplazar la matriz por otra nueva.
Con el propósito de aumentar la vida de la matriz seha evaluado el comportamiento frente al desgaste dedos aceros de herramienta, uno de fabricación con-vencional (AISI M2) y otro pulvimetalúrgico (VAN-CRON 40) sometidos a diferentes tratamientos térmi-cos de endurecimiento (temple y doble revenido).
2. Procedimiento experimental
2.1. Fabricación de los aceros:proceso y tratamiento térmico
El material a conformar se trata de chapa de acero
Fig. 1. Geometría de la matriz y de la pieza del rotor.
Tabla 1. Composición química de los aceros de herramienta.
El acero de herramienta AISI M2 se fabrica median-te proceso convencional de colada en lingote. En lafabricación convencional de aceros de herramien-ta altamente aleados la utilzación de grandes lin-gotes implica una solidificación lenta del acero. Elresultado es la formación de gruesas redes de car-buros, que después de la forja proporcionan al ace-ro una microestructura con carburos gruesos. Estosupone un efecto positivo frente al desgaste, peronegativo en el comportamiento mecánico del ace-ro. Para llegar a un compromiso entre resistenciaal desgaste y resistencia mecánica, la composiciónquímica es equilibrada, reduciéndose e incluso evi-tando la formación de dichas redes.
El acero de denominación comercial VANCRON 40 sefabrica mediante proceso pulvimetalúrgico. Se utilizaprotección de gas en la atomización del acero fundidoen pequeñas gotas. Éstas solidifican rápidamente,con lo que hay poco tiempo para que crezcan los car-buros. Los polvos obtenidos se compactan en un lin-gote mediante prensa isostática en caliente a altatemperatura y presión. El lingote se forja por mediosconvencionales obteniéndose barras. El resultado esuna microestructura de acero completamente homo-génea con pequeños carburos distribuidos aleatoria-mente, lo que no afecta a la resistencia mecánica delas zonas donde habitualmente se inician las grietas ya su vez sigue protegiendo al acero frente al desgaste.
Diciembre 2009 / Información
29

Los tratamientos térmicos a los que son some-tidos los aceros de herramienta en la fabrica-ción de las matrices es similar al que se ha se-guido para la preparación de los materialespara los ensayos tribológicos y que son los si-guientes:
• El acero AISI M2 es sometido a un recocidode ablandamiento entre 820-860ºC con en-friamiento en horno antes del mecanizadode desbaste. La dureza alcanza los 209 HBtras el recocido. Posteriormente se realiza trata-miento de temple y doble revenido (Fig. 2). Estetratamiento se realiza en horno de vacío con pre-calentamiento en dos etapas: 475 ºC y 875 ºC. Latemperatura de austenización alcanza los 1.150ºC con 30 minutos de tiempo de mantenimiento,seguido por un enfriamiento y doble revenido a565 ºC durante 30 minutos. La dureza resultantees de 64 HRC.
matriz martensítica con cantidad variable de partí-culas de fases duras. El VANCRON 40 presenta lasfases M(C,N) y M6C. La única fase dura presente enla microestructura del AISI M2 es la fase M7C3.
2.2. Ensayos tribológicos
En un primer lugar se diseñaron ensayos con-vencionales de reciprocado de “pin” de aceroinoxidable (AISI 304) de superficie semiesféri-ca contra placa de acero de herramienta (AISIM2 y VANCRON 40). El “pin” de acero inoxida-ble se mecaniza a partir de barra inoxidablecon dureza y rugosidad similares a las que setienen en la chapa a conformar. Las placas sonmecanizadas en estado de recocido y tratadastérmicamente, tal y como se ha descrito en elapartado anterior. Se someten a un acabadosuperficial para obtener rugosidades similares
a las de las matrices del proceso.
En la Fig. 4 se presenta un esquema del ensayo dereciprocado, en el que las variables que se puedencontrolar son la velocidad de deslizamiento, la pre-sión de contacto, la longitud total recorrida del“pin” sobre la placa, así como los materiales del“pin” y de la placa. El ensayo sólo puede simularlubricación mediante aplicación manual en la su-perficie de la placa.
Para evaluar el desgaste adhesivo producido en el
Información / Diciembre 2009
30
Fig. 2. Tratamiento de temple y doble revenido (acero AISI M2).
• El acero VANCRON 40 es sometido a un recocidode ablandamiento calentándose hasta alcanzarlos 900 ºC. Posteriormente se enfría en horno a10 ºC/h hasta alcanzar los 650 ºC y por último sedeja enfriar libremente al aire. Una vez realizadoel mecanizado de desbaste se realiza un estabili-zado con calentamiento a 600-700 ºC con tiempode mantenimiento de dos horas con enfriamien-to lento hasta los 500 ºC y luego libremente al ai-re. Por último se realiza el tratamiento de tem-ple y doble revenido (Fig. 3). Este tratamiento serealiza en horno de vacío con precalentamientoen dos etapas: 625 ºC y 875 ºC. La temperatura deaustenización alcanza los 1.020 ºC con 30 minu-tos de tiempo de mantenimiento, seguido porun enfriamiento y doble revenido a 560 ºC du-rante una hora. La dureza resultante es de 65HRC.
Tras el tratamiento térmico en ambos aceros, setiene una microestructura que consiste en una
Fig. 3. Tratamiento de temple y doble revenido (acero VAN-CRON 40).
Fig. 4. Esquema del ensayo de reciprocado.
3. Resultados y discusión
El ensayo de reciprocado se realizó en primera ins-tancia en condiciones lubricadas. Se obtuvieroncoeficientes de fricción en el rango 0.05-0.23, peroen ningún caso se reveló la presencia de desgasteadhesivo mediante el análisis de las placas con mi-croscopio electrónico de barrido (M.E.B.). Posterior-mente se realizaron ensayos en seco para tratar deacelerar el desgaste adhesivo. Los ensayos se eje-cutaron en diferentes condiciones de velocidad dedeslizamiento, presión de contacto y distancia re-corrida. Para unas mismas condiciones se encon-traron similares coeficientes de fricción, así comosimilares aspectos de adhesión en ambos acerosde herramienta evaluados. Para chapas ensayadascon velocidad de deslizamiento de 0.5 m/s, presióninicial de contacto de 1.650 MPa y distancia recorri-da por el “pin” de 1.440 m, se obtuvieron coeficien-tes de fricción cercanos a 0.55 en ambos aceros. Enla Fig. 6 se presentan micrografías obtenidas me-diante microscopio electrónico de barrido de laspistas de desgaste en ambos aceros, con similar as-pecto.
Mediante el ensayo “Bending Under Tension”(BUT) además de utilizar la chapa de inoxidableque se utiliza en el proceso de embutición, se re-producen mejor las condiciones lubricadas así co-mo el desgaste adhesivo en el radio de entrada dela matriz, que es la zona de mayor desgaste delproceso. En la Tabla 2 se presentan los resultadosde rugosidad Ra obtenidos sobre las chapas de ino-xidable por perfilometría óptica y en función delnúmero de carreras para las siguientes condicio-nes de ensayo: velocidad de deslizamiento de 100mm/s, presión de contacto de 50 MPa, aplicación
ensayo se han analizado las placas mediante mi-croscopía electrónica de barrido. El tribómetro, e-quipado con transductores LVDT, permitía el regis-tro del coeficiente de fricción durante el ensayo.También se midieron rugosidades en la zona dedesgaste de las placas mediante perfilometría ópti-ca, pero no se encontró correlación entre los valo-res obtenidos y la adhesión observada en el mi-croscopio.
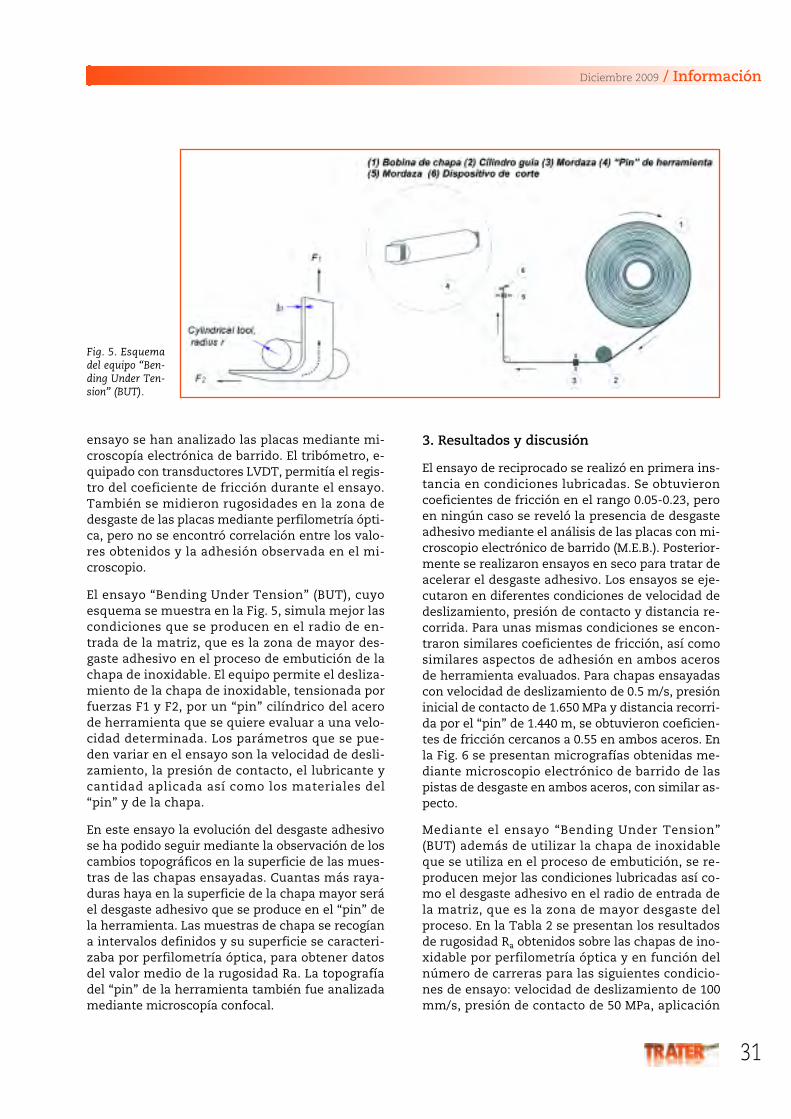
El ensayo “Bending Under Tension” (BUT), cuyoesquema se muestra en la Fig. 5, simula mejor lascondiciones que se producen en el radio de en-trada de la matriz, que es la zona de mayor des-gaste adhesivo en el proceso de embutición de lachapa de inoxidable. El equipo permite el desliza-miento de la chapa de inoxidable, tensionada porfuerzas F1 y F2, por un “pin” cilíndrico del acerode herramienta que se quiere evaluar a una velo-cidad determinada. Los parámetros que se pue-den variar en el ensayo son la velocidad de desli-zamiento, la presión de contacto, el lubricante ycantidad aplicada así como los materiales del“pin” y de la chapa.
En este ensayo la evolución del desgaste adhesivose ha podido seguir mediante la observación de loscambios topográficos en la superficie de las mues-tras de las chapas ensayadas. Cuantas más raya-duras haya en la superficie de la chapa mayor seráel desgaste adhesivo que se produce en el “pin” dela herramienta. Las muestras de chapa se recogíana intervalos definidos y su superficie se caracteri-zaba por perfilometría óptica, para obtener datosdel valor medio de la rugosidad Ra. La topografíadel “pin” de la herramienta también fue analizadamediante microscopía confocal.
Diciembre 2009 / Información
31
Fig. 5. Esquemadel equipo “Ben-ding Under Ten-sion” (BUT).

de lubricante (14 g/m2), con un ángulo de confor-mado de la chapa de 90º.
Como se puede ver en la Tabla 2 los valores de ru-gosidad no dependen linealmente del número decarreras. Lo que sí se puede apuntar es que los va-lores de rugosidad son mayores en las chapas en-sayadas contra “pin” de acero AISI M2 que en lasensayadas contra “pin” de acero VANCRON 40.
caso del acero VANCRON 40 la altura de la porciónde inoxidable más grande es de 3 µm.
En la puesta en servicio de matrices de ambos ma-teriales en el proceso de embutición de la chapa deAISI 304, se ha podido ver como el número de ca-rreras soportado por la matriz de VANCRON 40 an-tes de su sustitución es de 6 millones, mientrasque la matriz de AISI M2 soporta 80.000 carrerasantes de presentar problemas severos de adhesión.Esto confirma que el ensayo BUT simula mejor elfenómeno de desgate adhesivo producido en elproceso de embutición profunda, ya que se puedever una mayor resistencia frente al desgaste adhe-sivo en el acero de herramienta VANCRON 40, tal ycomo lo evidencian los valores de rugosidad obte-nidos como los análisis realizados con el microsco-pio confocal.
5. Conclusiones
El acero de herramienta VANCRON 40 de fabrica-ción pulvimetalúrgica con tratamiento térmico detemple y doble revenido presenta unas caracterís-ticas mejoradas respecto al acero de herramientaAISI M2 de fabricación convencional, respecto a laresistencia al desgaste adhesivo que se produce enprocesos de embutición profunda con chapa de a-cero inoxidable AISI 304.
Los ensayos convencionales de reciprocado (“pin”contra placa) no se han revelado apropiados para lasimulación del desgaste adhesivo en condicioneslubricadas, y aunque en seco se observan caracte-rísticas del desgaste adhesivo, no revelan diferen-cias significativas entre los aceros de herramienta
Información / Diciembre 2009
32
Fig. 6. Micrografías M.E.B. de adhesión en placas de acero de herramienta en ensayo de reciprocado.
Tabla 2. Valores medios de Ra de las chapas de inoxidable en elensayo BUT.
Mediante microscopio confocal se analizó la topo-grafía de la superficie de los “pines” para analizarla severidad del desgaste. En la Fig. 7 se muestra elanálisis topográfico para un “pin” de AISI M2. Enambos casos se ha podido analizar la altura de pe-queñas porciones de acero inoxidable adheridas al“pin”. Se puede destacar que en el caso del “pin” deacero AISI M2 la altura de la mayor porción de ino-xidable adherida es de 26 µm, mientras que en el

[7] J.L. Andreasen, N. Bay, L. De Chiffre, Quantification of ga-lling in sheet metal forming by surface topography characte-risation, International Journal of Machine Tools and Manu-facture, Vol. 38 (Issues 5-6), 1998, p503-510.
Ponencia presentada en el XI Congreso Tratermat(Marzo 2008). Publicada con la autorización expre-
sa de la Dirección del Congreso y los autores.
evaluados, tal y como se observa en su puesta enservicio. El ensayo BUT (“Bending Under Tension”)se ha demostrado adecuado para simular de formacualitativa el proceso de adhesión severa que seproduce en la embutición de chapa de inoxidable,en especial en el radio de entrada de la matriz del a-cero de herramienta, que es la zona de mayor des-gaste adhesivo.
La puesta en servicio de los aceros de herramientaensayados demuestra que el ensayo BUT es ade-cuado para la comparación de los aceros de herra-mienta con relación a su resistencia frente al des-gaste adhesivo, mostrándose una mayor vida de lamatriz del acero de fabricación pulvimetalúrgicaVANCRON 40 (6 millones de carreras) respecto a lamatriz del acero de fabricación convencional AISIM2 (80.000 carreras).
6. Referencias
[1] Y. Bergstrom (editor), Sheet Metals in Forming Process,Proceedings of 16th Biennial Congress IDDRG, Borlange, Swe-den, 1990.
[2] J.A. Schey, Tribology in Metalworking, American Societyfor Metals, Metals Park, OH, 1983.
[3] M. Guida, Deep Drawing of Prepainted Sheet, Internal FiatResearch Report, 1996.
[4] M. De Rooij, Tribological aspects of unlubricated deep dra-wing processes, PhD Thesis – University of Twente (The Net-herlands), 1998.
[5] E. Felder, V. Samper, Experimental Study and TheoreticalInterpretation of the Friction Mechanism in Steel Sheet For-ming, Wear, V. 179 (1994), p85-94.
[6] O. Vingsbo, S. Hogmark, Wear of Steels, American SocietyFor Metals, Metals Park, OH, 1981.
Diciembre 2009 / Información
Fig. 7. Topografía dela superficie de un“pin” de acero AISIM2 (ensayo BUT).
Tel.: 917 817 776
Fax. 917 817 126
Suscripción anual 20106 números90 euros
Suscripción anual 20106 números90 euros

Información / Diciembre 2009
34
Desde el verano la industria siderúrgica es-pañola está experimentando una recupera-ción en su cartera de pedidos, como conse-
cuencia del bajo nivel de los inventarios, lo que setraducirá en una mejora del consumo aparente enel cuarto trimestre del año. Las principales cifrasextraídas de la evolución de la siderurgia españolaen los primeros siete meses del año muestran quelas empresas españolas han reforzado su actividadexportadora para intentar compensar la caída de lademanda nacional, destacando las exportaciones apaíses terceros que, a pesar de las dificultades deltipo de cambio, han aumentado el 67% respecto a lamisma etapa de 2008.
Producción
La producción de acero bruto en España se ha redu-cido un 37% durante los siete primeros meses del a-ño, hasta situarse en 7,6 millones de toneladas. Eneste periodo, el consumo aparente de acero cayó ca-si un 50%, como consecuencia de una caída de la de-manda real acompañada de un importante ajustede los inventarios. Las importaciones disminuyeronel 53%, destacando la caída de las procedentes depaíses terceros, que se redujeron a la tercera parte.
El ajuste de la producción de acero fue similar entodas las calidades, si bien con mayor intensidaden la producción de aceros aleados, directamenteligados al sector de automoción. Por lo que se refie-re a los distintos sectores de productos, la dismi-nución de la producción fue más intensa en pro-ductos planos (-52%), que en productos largos
(-25%), ya que en éstos se experimentó una mayoractividad exportadora.
La industria de primera transformación ha continua-do con la misma tónica marcada en los últimos me-ses, con descensos de producción cercanos al 50% ycon una falta de consumo generalizado en todos lossectores. Las empresas españolas han afrontado estefuerte ajuste con procesos temporales de regulaciónde empleo, al mismo tiempo que abordaban impor-tantes planes de reducción de sus costes operativos.
Entregas
Las entregas totales de las fábricas españolas almercado alcanzaron, en los siete primeros mesesdel año, 8,6 millones de toneladas, con un impor-tante ajuste respecto del mismo periodo de 2008(-29,8%). El ajuste fue mucho más intenso en lasentregas al mercado nacional, con una caída del44%, mientras que las entregas a los mercados ex-teriores, sobre todo a países terceros, compensa-ron parcialmente la caída del mercado nacional.
Comercio Exterior Siderúrgico
El saldo comercial de productos siderúrgicos ha sidopositivo entre enero y julio, tanto en volumen (1 mi-llón de toneladas) como en valor (561 millones deeuros), lo que supone una modificación sustancialdel patrón comercial que había mantenido el comer-cio exterior siderúrgico en los últimos quince años.
Las importaciones totales de productos siderúrgicos
El consumo aparente de acerodesciende el 50%, esperándoseuna moderada recuperaciónen el cuarto trimestrePPoorr UUNNEESSIIDD

acumulan un descenso, en volumen, del 53% con res-pecto al mismo periodo de 2008, situándose en 3,7 mi-llones de toneladas. Las importaciones procedentesde países terceros disminuyeron el -63%. En valor, lasimportaciones de productos siderúrgicos se redujeronel 55%, con un valor total de 2.426 millones de euros.
Las exportaciones totales de productos siderúrgicosalcanzaron los 4,7 millones de toneladas, frente alos 5,3 millones de 2008. Sin embargo, las exporta-ciones a países terceros se vieron incrementadas enun 67,3%, pasando de 1,5 a 2,4 millones de tonela-das. Sin embargo, la fortaleza relativa del euro res-pecto del dólar junto con el proceso de ajuste de losprecios de los productos siderúrgicos impulsó a la
Diciembre 2009 / Información
35

baja el valor de las exportaciones que con un totalde 2.987 millones de euros, disminuyó el 43% conrespecto al mismo período del año anterior.
Consumo aparente
El consumo aparente de acero entre enero y julio de2009 ha disminuido en un 50% respecto al mismoperiodo de 2008, con una mayor disminución en pro-ductos planos que en largos, debido a una mayor in-tensidad en el proceso de ajuste de los inventarios.
Previsiones
Existe una coincidencia generalizada en que lo pe-or de la crisis ya ha pasado, y se vislumbra una me-
jora del consumo mundial, liderado por China y o-tros países de Asia.
A partir de la pausa veraniega se ha venido experi-mentado un aumento de la demanda aparente deproductos siderúrgicos, que ha permitido la rea-pertura de algunas instalaciones que habían teni-do que parar su producción, lo que supondrá unamoderada recuperación del consumo aparente enel cuarto trimestre del año.
Sin embargo, se mantiene la debilidad de la de-manda real en los principales sectores consumido-res de acero: construcción, automóvil, bienes de e-quipo mecánicos, electrodomésticos, etc, por lo queno se espera una recuperación significativa de lademanda real hasta la segunda mitad del año 2010.
Información / Diciembre 2009
36


Información / Diciembre 2009
38
Introducción
Esta tercera parte del estudio recopilatorio sobre da-tos técnicos a nível metalúrgico, es el resultado de a-ños dedicados a este apasionante mundo nuestro.
En donde de una forma sencilla, pretendo aportarmi experiencia personal adquirida durante mi laborprofesional en la industria metalúrgica en general.
Deseo expresar mi profunda gratitud, admira-ción y afecto a la Familia Badía de TT Badía, quecon su espíritu de lucha e innovación tecnológi-ca, conjuntamente con su profesionalidad ybuen saber hacer, me ha enseñado día tras día avivir más intensamente la labor del tratamentis-ta.
Baltasar Martínez Arcas
Datos tecnológicos y orientaciones.Aceros y tratamientos térmicos.Prontuario metalotécnico.Fundamentos (y Parte III)PPoorr BBaallttaassaarr MMaarrttíínneezz AArrccaass
Figura 7. Los gases ricos en monóxido de carbono que salen del alto horno son aprovechados para calentar las estufas al completar sucombustión. Mientras una de las estufas está en el proceso de combustión, la otra, previamente calentada, sirve para elevar la tempe-ratura del aire por encima de los 1.000 °C.

Una de las grandes ventajas que desde un princi-pio se observó en los convertidores BOF fue su ca-pacidad para aceptar hasta un 20% de chatarrajunto con la carga de arrabio líquido.
La diferencia de precios entre la chatarra fría y elarrabio líquido ha motivado la búsqueda de tec-nologías para incrementar lo más posible la cargade chatarra. Algunos éxitos en esta dirección sehan obtenido al adicionar al oxígeno que entrapor la lanza combustóleo y carburos de silicio ycalcio.
La entrada de los convertidores BOF al mercadomundial fue muy acelerada. En la figura 4 se mues-tra cómo los BOF marcaron el fin de los ya obsoletosconvertidores de Bessemer y de los Siemens-Martinque habían dominado por décadas.
LOS NUEVOS ACEREROS
Todas las industrias deben examinarse a sí mis-mas con frecuencia. El escenario que compone elestado de la tecnología, las materias primas y lafuerza de trabajo evoluciona muy rápidamente.
La escoria y el arrabio se sacan del crisol por u-nos conductos llamados piqueras. La piquera deescoria está colocada más arriba que la de arra-bio porque la escoria flota. Frecuentemente el a-rrabio se traslada al convertidor en el estado lí-quido; sin embargo, en algunas plantas se vacíapara formar lingotes. En Inglaterra, originalmen-te, los lingotes de arrabio tenían la forma de cer-dos y por eso en inglés el arrabio es conocido co-mo “pig iron”.
Los convertidores de arrabio en acero ya no soncomo los de Bessemer y sus contemporáneos. Co-nocidos generalmente por sus iniciales en inglés,los convertidores BOF (basic oxygen furnace) lo-gran la refinación del arrabio empleando la mismaidea de Bessemer para eliminar las impurezas y elexceso de carbono por oxidación, además de apro-vechar el calor de la oxidación como fuente de e-nergía para la fusión. En lugar del soplo de aireque utilizaba Bessemer, en los BOF la oxidación sehace directamente con oxígeno. Esta idea tambiénla tuvo Bessemer porque el aire contiene solamen-te un 21% de oxígeno contra un 78% de nitrógeno.Lo que pasó fue que en los tiempos de Bessemer eloxígeno puro era muy caro, de modo que no eraaccesible ni para hacer experimentos en el labora-torio. Cien años después la situación era otra por-que se desarrollaron métodos baratos para produ-cir oxígeno y en la escala necesaria para abastecera las grandes siderúrgicas.
Un esquema del convertidor BOF se presenta en lafigura 8. Consiste en una olla de acero recubiertaen su interior con material refractario del tipo bási-co, óxido de magnesio o algo así. A diferencia delconvertidor de Bessemer (Figura 2) donde se sopla-ba el aire por la parte inferior, en el BOF se inyectael oxígeno por una lanza que entra por la parte su-perior. La lanza se enfría con serpentines de agua,interiores para evitar que se funda. La carga y ladescarga de la olla se hacen también por la partesuperior y por eso la olla está montada en chuma-ceras que le permiten girar.
Originalmente el proceso BOF fue desarrollado enAustria para convertir arrabio con bajo contenido defósforo (alrededor del O.3%), y en ese tiempo se bau-tizó con las iniciales LD, de Linz Düsenverfahren(lanza de Linz). Luego la técnica se extendió, para a-rrabios de alto fósforo mediante la adición al chorrode oxígeno de polvo de piedra caliza. Entonces se lo-gró la producción de acero con arrabio de conteni-dos de fósforo tan altos, que llegaban incluso al 2%.
Figura 8. Mediante un chorro de oxígeno con polvo de piedra ca-liza, el arrabio es convertido en acero en un BOF. El oxígeno re-acciona con el carbono del arrabio y lo elimina en forma de bió-xido (o monóxido) de carbono. La caliza sirve para eliminarimpurezas, entre las que destaca el fósforo.
Diciembre 2009 / Información
39

Suele ocurrir que las premisas que motivaron elestablecimiento de industrias multimillonariaspierdan vigencia a la vuelta de cinco o diez años.Y aunque esas industrias se resistan a aceptar suobsolescencia y sigan adelante, tarde o tempra-no sucumbirán ante las empresas más avanza-das.
Todo parece indicar que el alto horno está viviendosu ocaso. La competencia ha forzado a las plantasacereras integradas a crecer, a buscar la producciónen gran escala. Su tamaño, ahora con capacidad deproducir de 5.000 a 10.000 toneladas de arrabio pordía, las ha hecho muy vulnerables. Estas plantas nopueden detener su operación so pena de sufrir e-normes pérdidas económicas o daños irreversibles.En forma sumamente onerosa han tenido que en-frentar problemas de liquidez financiera, de abas-tecimiento confiable, de materias primas y de con-tinuidad en la relación laboral.
El suministro de coque es un problema mayor. Du-rante más de 250 años la industria siderúrgica haconsumido cantidades colosales de carbón mine-ral. Naturalmente, los mejores yacimientos de car-bón se han agotado. El coque es ahora escaso, caroy de baja calidad.
Durante muchos años los metalurgistas han cues-tionado la forma indirecta de obtener el acero pro-duciendo primero el arrabio en los altos hornos.¿Por qué no sacar directamente el oxígeno del mi-neral de hierro y obtener el hierro esponja como enla antigüedad?
En el siglo XIX se propusieron y patentaron mu-chos métodos para reducir (desoxidar) a los mine-rales de hierro directamente en el estado sólido.Se sugería el uso de mezclas de gases de hidróge-no, monóxido de carbono o hidrocarburos, por sualto poder desoxidante. Varios de esos métodos e-ran técnicamente muy razonables, pero ningunode ellos fue capaz de competir económicamentecon el alto horno.
En los años cincuenta del siglo XX resurgió el in-terés en muchos países por el desarrollo de tecno-logías para producir hierro esponja. Un gran im-pulso salió de México, donde la compañía HYLSAfue pionera de un proceso de reducción directamuy revolucionario. En 1957 HYLSA abrió su pri-mera planta en Monterrey. Veinte años despuésel proceso HYL se había extendido por todo elmundo y se habían construido plantas en Vene-zuela, Brasil, Zambia, Irak, Irán e Indonesia, apar-
te de las seis plantas en México, con capacidadsuperior a diez millones de toneladas anuales.
El proceso HYL utiliza una mezcla de gases rica enhidrógeno y monóxido de carbono para extraer eloxígeno del mineral de hierro. La mezcla de gasesse produce a partir de gas natural y vapor de aguaen un dispositivo llamado reformador, que se re-presenta en la figura 9. El gas natural y el vapor seinyectan a una tubería de acero inoxidable que secalienta con unos quemadores. A altas tempera-turas, y con ayuda de catalizadores que se ponenen el interior de los tubos, ocurre la reacción quí-mica:
Gas natural + vapor de agua ⇒ hidrógeno + monó-xido de carbono.
Información / Diciembre 2009
40
Figura 9. El reformador es un reactor químico que a altas tem-peraturas convierte una mezcla de gas natural y vapor en ungas de alto poder reductor formado de hidrógeno y monóxidode carbono.
El hidrógeno y el monóxido de carbono, agentes re-ductores (desoxidantes) sumamente, efectivos, sa-len del reformador acompañados de pequeñascantidades de gas natural y bióxido de carbono. Latubería se conecta con los reactores reductores,que no son otra cosa que enormes vasijas metáli-cas donde se carga el mineral de hierro en formade pequeñas esferas del tamaño de una canica (de2 cm de diámetro como se indica en la figura 10).

Diciembre 2009 / Información
41
Disposición relativa de los distintos elementos de la “FARGA”:Horno y martinetes.
Sir Henry Bessemer fue uningeniero, fundidor de tiposde imprenta, pionero de lasiderurgia moderna, einventor del proceso derefinado de acero que lleva sunombre (el Proceso Bessemer,que se aplica en los HornosThomas-Bessemer de lasiderurgia).

Información / Diciembre 2009
42
Imágenes cedidas por TT BADÍA.

43
SE BUSCASIFCO APPLIED SURFACE
CONCEPTS,
líder mundial del metalizado electro-
químico con brocha, busca un
distribuidor en España de nuestros
métodos de electrolizado selectivo.
Pueden Vds. tomar contacto con
nosotros:
E-mail: [email protected]
BUSCAMOSInformático que sepa utilizar un programa ERP, Active Directory, Termi-nal Server. Conocer la actividad del tratamiento de superficie. Saber ad-ministrar un servidor.
Realmente buscamos a una persona capaz de administrar un puesto dedistribuidor en Barcelona. Tendrá que viajar a Asia, Valencia, Bilbao yFrancia (por lo menos 1 ó 2 veces por mes para concretar su negocioen España).
Remuneración: sueldo + comisión sobre el margen comercial.
Sociedad DATAXIOME – telf.: +33 (0)1 48 18 18 10 - Yann BARILE(+33(0)6 42 53 22 03 – [email protected]) oCharles GREGOIRE (+33(0)6 80 33 30 37 – [email protected])
w Lavadora de tricloro-etileno.
w Horno de nitruración Aube Lindberg 1717 con dos cri-soles más regulación, consumo 30 kW, con un diámetrode 550 m/m * 750 m/m.
w Horno continuo GuineaShaker-S30 de 30 kW y 50kg de producción hora, elhorno está funcionando yrecién reparado.
TRATAMIENTOS TÉRMICOS MARGOC/ MINUTISA, 10 - 47012 VALLADOLID
983-206-113 – E-mail: [email protected]
Se VendeSe Vende
ESPECTRÓMETROS OES PARA ANÁLISIS DE METALESANALIZADORES ELEMENTALES C/S/N/O/H
ANALIZADORES PORTÁTILES DE Rx
Vendemosfundición completa
Hornos inducción 600 kg/h.Moldeado Pepset.
Mezcladora, carrusel, recuperadora de arena,desmoldeadora, horno de recocido, spectrómetro, etc.
Toda o por partes.
Teléfs.: 949 214 288, 660 324 139 [email protected]
Empresa metalúrgica Valenciana,desearía una instalación a ser posible
de 2ª mano, para el T.T. hasta los 1.080 ºCde piezas planas, preferentemente hornos
de pote para temple y revenido,con posibilidad de incorporar
una atmósfera protectora.
Interesados pueden contactar al tfn.649 174 480 (Gabriel)

44
SE VENDE HORNO DE FOSA“NUEVO A ESTRENAR”
Características:• Calentamiento eléctrico (250 kW).• Dimensiones 1.750 mm ancho x
2.500 mm largo x 2.500 mm alto.• Temperatura trabajo 750 ºC máx.• Sistema de recirculación interna.
Teléfono de Contacto: 650 714 800
SE BUSCA DISTRIBUIDORPARA GENERADORESDE OXÍGENO A PARTIR DEL AIREPARA SOLDAR EN LA MISMAPLANTA/TALLER(TAMBIÉN PUEDE LLENARSECILINDROS DE ALTA PRESIÓN)
TEL: 93 205 0012
MAIL: [email protected]

45

46

C/ Arboleda, 14 - Local 11428031 MADRID
Tel. : 91 332 52 95Fax : 91 332 81 46
e-mail : [email protected] Metalográfico de Materiales
Laboratorio de ensayo acreditado por ENAC¥ Laboratorio de ensayo de materiales : an�lisis qu�micos, ensayos mec�nicos, metalo-
gr�ficos de materiales met�licos y sus uniones soldadas.¥ Soluci�n a problemas relacionados con fallos y roturas de piezas o componentes me-
t�licos en producci�n o servicio : calidad de suministro, transformaci�n, conformado,tratamientos t�rmico, termoqu�mico, galv�nico, uniones soldadas etc.
¥ Puesta a punto de equipos autom�ticos de soldadura y rob�tica, y temple superficialpor inducci�n de aceros.
¥ Cursos de fundici�n inyectada de aluminio y zamak con pr�ctica real de trabajo en laempresa.
Solución total conun único proveedor
PROGRAMA DE FABRICACIÓN:• Hornos de atmósfera de una o varias cámaras.• Hornos de vacío horizontales y verticales.• Instalaciones continuas de atmósfera.• Instalaciones continuas de vacío.• Generación de atmósferas para procesos.• Control y automatización de procesos.• Investigación, fabricación, servicio postventa, formación.
Ipsen International GmbHFlutstrasse 78 – 47533 Kleve, Alemania – Teléfono 0049-2821-804-518
www.ipsen.de
47

Información / Diciembre 2009
48
ABRASIVOS Y MAQUINARIA . . . 46ACEMSA . . . . . . . . . . . . . . . . . . . . 47AFE CRONITE . . . . . . . . . . . . . . . . 46APLITEC . . . . . . . . . . . . . . . . . . . . 45ARROLA . . . . . . . . . . . . . . . . . . . . Contraportada 2BAUTERMIC . . . . . . . . . . . . . . . . . 27BIEMH . . . . . . . . . . . . . . . . . . . . . . 9BMI . . . . . . . . . . . . . . . . . . . . . . . . 45CERAMIFRAC . . . . . . . . . . . . . . . . 44COMERCIAL SATEC . . . . . . . . . . . 9ENTESIS . . . . . . . . . . . . . . . . . . . . 44EUCON . . . . . . . . . . . . . . . . . . . . . 46FISCHER INSTRUMENTS . . . . . . . 44FLEXINOX . . . . . . . . . . . . . . . . . . . 45HORNOS ALFERIEFF . . . . . . . . . . 3HORNOS DEL VALLÉS . . . . . . . . . 45INDUSTRIAS TEY . . . . . . . . . . . . . 45INDUSTRIE . . . . . . . . . . . . . . . . . . 15INSERTEC . . . . . . . . . . . . . . . . . . . PORTADA
INSTRUMENTOS TESTO . . . . . . . 47
INTERBIL . . . . . . . . . . . . . . . . . . . . 5
IPSEN . . . . . . . . . . . . . . . . . . . . . . . 47
LIBRO DE LOS TRATAMIENTOSTÉRMICOS . . . . . . . . . . . . . . . . 37
METALOGRÁFICA DE LEVANTE 46
PROYCOTECME . . . . . . . . . . . . . . 45
REVISTAS TÉCNICAS . . . . . . . . . Contraportada 3
ROLLED ALLOYS . . . . . . . . . . . . . 45
S.A. METALOGRÁFICA . . . . . . . . 46
SPECTRO . . . . . . . . . . . . . . . . . . . . 44
SUMINISTRO Y CALIBRACIÓNINDUSTRIAL . . . . . . . . . . . . . . . 47
TALLERES DE PLENCIA . . . . . . . . 45
TECNYMAT . . . . . . . . . . . . . . . . . 11
TRATAMIENTOS TÉRMICOSESPECIALES . . . . . . . . . . . . . . . 47
TRATERMAT 2010 . . . . . . . . . . . . Contraportada 4
FEBRERONº especial INDUSTRIE (París).
Hornos de vacío, de campana, continuos, de temple y de revenido. Refractarios. Útiles para hornos.Gases especiales. Atmósferas. Quemadores. Medidas. Control no destructivo. Temperatura.
Dureza. Aislamientos. Lubricantes. Fluidos. Medio ambiente.
Próximo número
INDICE de ANUNCIANTES