hvac descaling with innovative technology. electrolife
TRANSCRIPT

HVAC Descalingwith
Innovative Technology

ElectroElectroLifeLife

ElectroElectroLifeLife FOR SCALE, RUST REMOVAL AND ENERGY SAVINGS
Eliminates scaling in 3 months or less
Prevents scaling Decreases electrical cost Installs quickly and easily

ElectroElectroLifeLife SCALING REMOVAL
ElectroLife saves you money by:Removing scaling and rust in
your HVAC cooling systemPreventing new scaling and
rust from occurringReducing your electric
consumptionReducing your dependency
for expensive additives or chemicals
Optimizing your cooling efficiency
2 weeks
2 months

ElectroLife Efficiency Improvement Data
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
percentage of blockage
decreased s
tate o
f heat c
onductio
n
steel pipes copper pipes
steel pipes 1 0.5 0.25 0.14 0.11 0.091
copper pipes 1 0.056 0.027 0.018 0.013 0.011
0 5 10 15 20 25
ElectroElectroLifeLife EFFICIENCY IMPROVEMENT DATA
* This graph shows the percentage of calcium carbonate scales in a 10mm steel and copper pipes and the decrease in the heat conduction when the pipes are blocked

LEVEL OF BLOCKAGE
RESULTANT
POWER LOSS
ANNUAL LOSS
IN DOLLARS
ANNUAL CO2
CONVERSION
PIPE #100A WITH 58%BLOCKAGE 3.1 KW $49,100.00 118 TON/YR
PIPE #125A WITH 73% BLOCKAGE 3.4 KW $53,860.00 130 TON/YR
The cost of energy loss when scaling is present
* The specifications of the circulation pipe was 100 meters in length, water circulating over 220 days per year at 8 hours per day with a KWH of electricity costing $0.15
ElectroElectroLifeLife COST OF ENERGY LOSS

ElectroElectroLifeLife ANNUAL COST vs. CONVENTIONAL PROCESSES
TREATMENT METHOD
ANNUAL TREATMENTMETHOD COST
SCALE REMOVAL CALCIUM-
MAGNESIUM
RUST
PREVENTION
LOWERING
MICROBIAL LOAD
SILICA REMOVAL
ELECTROLIFE PROCESS
-Total expenditure per year =
$2,135
-Electricity charge =
$135/yr-Electrode wear =
$2,000
EXCELLENT EXCELLENT *GOOD EXCELLENT
CHEMICAL
TREATMENT
-Total expenditure per year =
$12,996
-Monthly expense =
$1083
GOODGOOD / NON EFFECTIVE
EXCELLENT NON EFFECTIVE
ELECTROMAGNETIC
PROCESS
-Total expenditure per year =
$7,280
-Electricity charge =
$140/wk
SEMI EFFECTIVE NON EFFECTIVE NON EFFECTIVE SEMI EFFECTIVE
MAGNETIC
PROCESS
-Total expenditure per year =
$0
-Electrical power consumption =
$0
SEMI EFFECTIVE NON EFFECTIVE NON EFFECTIVE SEMI EFFECTIVE
ION EXCHANGE
PROCESS
-Total expenditure per year =
$9,440
-Electricity charge =
$30/yr-Electrolyte (salt) charge =
$550-Resin consumption charge =
$600
EXCELLENT NON EFFECTIVE NON EFFECTIVE NON EFFECTIVE
LOW CURRENT AC
ELECTROLYSIS
PROCESS
-Total expenditure per year =
$4,400
-Electricity charge =
$140/yr-Electrode wear =
$600
GOOD SEMI EFFECTIVE SEMI EFFECTIVE SEMI EFFECTIVE

35% Blockage 12% Blockage 10% Blockage 13% Blockage* 3% Blockage PRIOR TO ELECTROLIFE
This progression shows how the scaling has been reduced after exposure to the ElectroLife process.
These measurements were taken at Suzuki Building A.
Sep. 5, 2007 Oct. 4, 2007Sep. 19, 2007 Oct. 22, 2007 Nov. 1, 2007
ElectroElectroLifeLife X-RAY MEASUREMENTS OF SCALING

Jan. 8, 2008 Feb. 21, 2008 Mar. 7, 2008 Mar. 28, 2008 May 19,2008
ElectroElectroLifeLife X-RAY MEASUREMENTS OF SCALING
35% Blockage 12% Blockage 10% Blockage 13% Blockage* 3% Blockage PRIOR TO ELECTROLIFE
This progression shows how the scaling has been reduced after exposure to the ElectroLife process.
These measurements were taken at Suzuki Building B.

26% Blockage 20% Blockage 15% Blockage 12% Blockage 9% Blockage
PRIOR TO ELECTROLIFE
Chemical treatment was terminated at the start of the ElectroLife process
Improvement made from a 26% blockage to a 9% blockage over a four month period
These measurements were taken at Suzuki Building C.
Feb. 14, 2008 Mar. 13, 2008 Apr. 23, 2008 Jun. 19, 2008May 15,2008
ElectroElectroLifeLife X-RAY MEASUREMENTS OF SCALING

45% Blockage 43% Blockage 21% Blockage
PRIOR TO ELECTROLIFE 34% Blockage 33% Blockage 9% Blockage
PRIOR TO ELECTROLIFE
Chemical treatments were used for approximately 10 years prior to the ElectroLife process
These measurements were taken at Suzuki Building D.
PIPE A
PIPE B
Apr. 25, 2008
Apr. 25, 2008
May 8,2008
May 8,2008
Jun. 29, 2008
Jun. 29, 2008
ElectroElectroLifeLife X-RAY MEASUREMENTS OF SCALING

16
11
1312
11
13
0.10 0.10 0.10 0.10.17
0.27
0.01 0.01 0.01 0.01 0.01
1.21
0
2
46
8
10
1214
16
18
04.12.13 05.4.18 05.5.16 05.6.30 05.8.25 05.9.21
設置前 設置後 停止後
Extraction day
Chl
orid
e Io
n /
(mgl)
0
0.2
0.4
0.6
0.8
1
1.2
1.4
Iron
Cop
per
/、
(mgl)
塩化物イオン鉄銅
Chloride IonIronCopper
Before After
Reduction of Iron and Copper ions
ElectroElectroLifeLife ANTI RUSTING EFFECT
Rust level reduced over a 2 month period

ElectroElectroLifeLife ENKEI WHEEL
Enkei Wheel Assembles after-market alloy wheels Needs focused on ensuring effective cooling is applied to the aluminum alloy Under a normal cooling application the entrance to the waterways for the
outer moldings have scale blockage occurring during every 2-weeks of use ElectroLife decreased blockage occurrence from a 2-week period to an 8-
week period As a direct result of this plant management noticed a 75% decrease in their
Quality Control rejection rate
The direct valuation of the reduction rejection rate equates to$800k savings per year per factory

ElectroElectroLifeLife YAMAHA BOATING
Yamaha Boating Manufactures ocean-going boats Needed to prevent temperature buildup in the operating oil for the fiberglass
presses Each time the oil heated above the tolerant temperature it needed replacing
which cost $10,000-$20,000 per replacement ElectroLife is currently providing a scale free environment As a direct result of this there has not been a reported failure in the
overheating of the operating oil
The direct valuation of the overheated oil equates to $80k-$160k in oil savings alone per year per factory
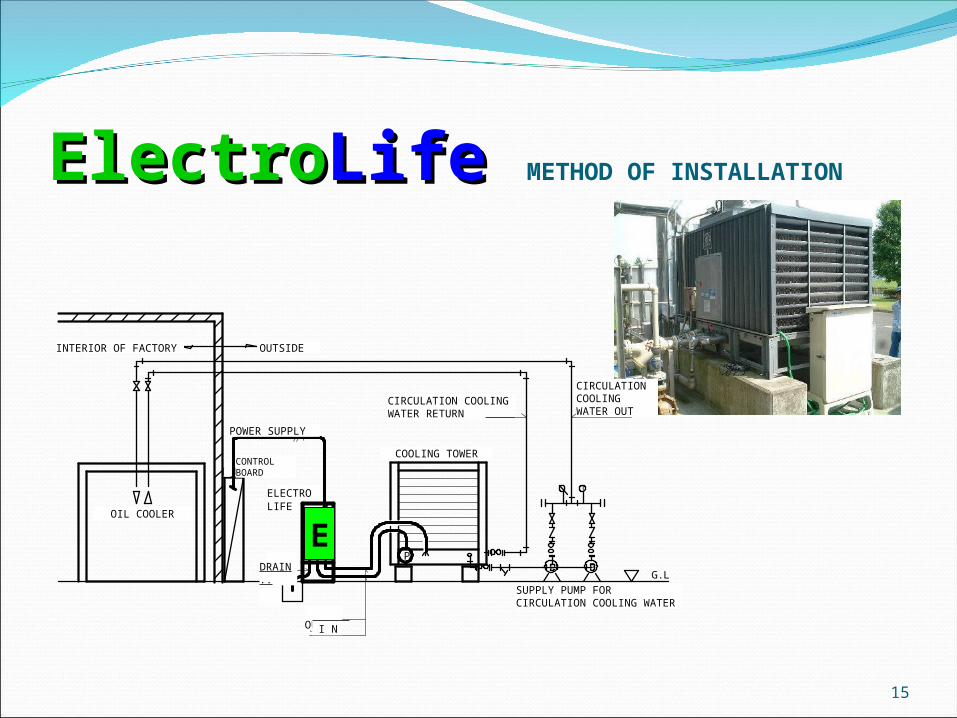
ElectroElectroLifeLife METHOD OF INSTALLATION
15
オイルクーラー
屋外工場内
PP排水P
T
冷却水(復) 冷却水(往)
クーリングタワー
制御盤
側溝
G. L
出水入水
循環水送水ポンプ
電源100V
Eエレクトロライフ
INTERIOR OF FACTORY OUTSIDE
POWER SUPPLY
COOLING TOWER
DRAIN..
OUT
I N
LIFEELECTRO
CIRCULATION COOLING WATER RETURN
CIRCULATION COOLING WATER OUT
SUPPLY PUMP FOR CIRCULATION COOLING WATER
OIL COOLER
CONTROL BOARD
E

1170
730 350
690
DESCRIPTION: A single cabinet device.
Cabinet made of framing enclosed in fiberglass.
Unit to sit on firm footing such as concrete.
Cabinet equipped with a front door which covers the inner components.
Visible LED control panel located at top portion of the device.
DIMENSIONS: D=350mm (14”), W=700mm (28”), H=1170mm (47”)
WEIGHT: 40 kg (88lbs)
WATER PRESSURE: Below 0.04 Mpa (0.4 Kg f/cm2 ~ 0.2 Mpa (2.0 kgf/cm2)
The pressure resistance of the electrolysis vessel of 0.2 Mpa
(2.0 kgf/cm2)
INPUT POWER SOURCE:
Single phase AC 100V~240V, 50/60Hz
MAXIMUM POWER
CONSUMPTION
800W (Main Frame Maximum of 600W)
WATER TREATMENT
METHOD:
Electrolysis. (Maximum of 10A, Preset Arbitrary Electrical Current) Once scaling is removed 10A is reduced to 5 A.
MAXIMUM FLOW: 25 liters (6.6 gallons) per minute
ELECTROLYSIS VESSEL
SYSTEM:
Continuous flow
LIFE DURATION OF
ELECTRODE:
Approximately 2 years
Life duration is dependent on the quality of water.
WATER SUPPLY,
FLUSH, DRAINAGE
PIPE RADIUS:
Water supply = 1/2B Hose Nipple,
Flush & Drainage = 3/4B Hose Nipple
ElectroElectroLifeLife SPECIFICATIONS

Individual Unit CostMSRP $30,000
Currently selling in Japan for $33,000 per unit
Training1st class free for 10 students
(plus expenses)Havtech can resell onsite/offsite
certification classes
ConsumablesReplacement electrodes =
MSRP $4,000Replacement parts = TBD
ElectroElectroLifeLife HAVTECH PRICING
Howard [email protected]: 860.672.6712c: 860.508.2420
Richard BrownPrincipal
o: 703.444.4318c: 703.915.7978