karosserie- und fahrzeugbau- mechaniker · handwerk-technik.de v vorwort mit diesem lehrbuch ist...
TRANSCRIPT
Karosserie- und Fahrzeugbau-mechaniker
HerausgeberGerd Lausen
AutorenPatricia HarbrechtGerald KütemannGerd LausenFrank LünenbergerPeter MelkusManfred PetersMartin QuerhammerDr. René RempferWolfgang SteinJoachim WeigtBernd WinklerEckhard Woll
Handwerk und Technik – Hamburg

IIIhandwerk-technik.de
Geleitwort
Der Zentralverband Karosserie- und Fahrzeugtech-nik (ZKF) als zuständiger Berufsverband für den Ausbildungsberuf des Karosserie- und Fahrzeug-baumechanikers, die Techniker- und Meisteraus-bildung im Karosserie- und Fahrzeugbau sowie für die berufsspezifi sche Fort- und Weiterbildung schätzt sich glücklich, dass das Fachbuch „Karos-serie- und Fahrzeugbaumechaniker“ als Basiswerk und Arbeitsunterlage der Branche zur Verfügung steht.
In dieses Fachbuch sind wichtige technische Neu-heiten und Methoden eingefl ossen, die ihm eine hohe Aktualität nach dem heutigen Stand der Tech-nik attestieren.
„Nichts ist beständiger als der Wandel“, dieses ursprünglich griechische Sprichwort trifft für den herstellen-den und reparierenden Karosserie- und Fahrzeugbau im vollen Umfang zu. Die automobile Fahrzeugtechnik hat in den letzten Jahren enorme Entwicklungssprünge gemacht; sei es bei Materialien wie Aluminium oder Carbon, sei es bei Fügetechniken wie das Kleben, das zunehmend Schweißverbindungen ablöst, oder sei es im Bereich der Elektrik und Elektronik bei den Sicherheits- und Komfortsystemen in modernen Nutzfahr-zeugen und Pkws. Diese Systeme zu verstehen, um dann lösungsorientiert Reparaturen durchzuführen und Systeme wieder funktionsfähig zu machen, setzt neue Schwerpunkte in der Aus- und Weiterbildung voraus. Der Karosserie- und Fahrzeugbaumechaniker muss in der Lage sein, die Vielseitigkeit im modernen Fahr-zeugbau und der Reparatur von Fahrzeugen zu beherrschen.
Dem Leser und Nutzer bietet dieses Fachbuch eine wertvolle Hilfe. Bereits im Hinblick auf die geplante Neu-ordnung des Ausbildungsberufes Karosserie- und Fahrzeugbaumechaniker, die voraussichtlich im Jahr 2014 abgeschlossen sein wird, hat das Buch viele Aspekte aufgenommen, die sich dann in überarbeiteten Lern- und Ausbildungsinhalten niederschlagen werden.
Allen Nutzern dieses Buches gilt an dieser Stelle mein Dank, dass Sie sich für den handwerklich sehr umfas-senden und herausfordernden Beruf des Karosserie- und Fahrzeugbaumechanikers entschlossen haben, oder dieses Buch in den Händen halten und damit Interesse an unserem Handwerk und unserem Wissen beweisen.
Peter BörnerPräsident des Zentralverbands Karosserie- und Fahrzeugtechnik
Vhandwerk-technik.de
Vorwort
Mit diesem Lehrbuch ist ein Fachbuch für Auszubildende zum Karosserie- und Fahrzeugbaumechaniker ent-standen. Jedoch können darin auch Meisterschüler, Studenten und Praktiker nach ihrer Ausbildung Wis-senswertes fi nden, z. B. zur Instandsetzung von Nutzfahrzeugrahmen und Fahrerhäusern, zu Sport- und Rennwagen, zu Oldtimern – es gäbe noch viel mehr aufzuzählen.
Um bei diesem Fachbuch einen engen Bezug zur Praxis herzustellen, setzt sich das Autorenteam aus Berufs-schullehrern, Ausbildungsmeistern, Selbstständigen und einem ehemaligen Rennfahrer zusammen.
In Anlehnung an den Rahmenlehrplan ist das Fachbuch gegliedert in die großen Bereiche:• Grundlagen • Karosserie-Instandhaltung• Herstellung im Karosserie- und Fahrzeugbau mit:
- Fahrzeugbau (Nkws)- Karosseriebau (Pkws und Oldtimer)
An jedem Kapitel sind Übungen angehängt, die die wichtigsten Inhalte abfragen. Der Leser kann die Fragen mit Hilfe der vorangegangen Ausführungen lösen – ohne zusätzliche Unterlagen oder Hilfsmittel.
Dieses Fachbuch kann auch für die Ausbildung zum Metallbauer, Fachrichtung Nutzfahrzeugbau verwen-det werden, ebenso für die Ausbildung zum Kraftfahrzeugmechatroniker, besonders für den Schwerpunkt Karosserietechnik.
Bei der Erarbeitung der einzelnen Kapitel stehen aktuelle Themen im Vordergrund wie Kraftstoffeinsparung, neue Werkstoffe, Leichtbau, Wiederverwendung, Einsatz der Elektrik/Elektronik.
Die meisten Kapitel sind neu erarbeitet. Aber auch Inhalte und Bilder aus anderen Lehrbüchern sind in das neue Werk eingefl ossen, da diese weiterhin aktuell sind. So wurde zurückgegriffen auf unsere altbewährten:• HT 3100: Fahrzeugtechnik – Karosseriebautechnik, Fahrzeugbautechnik, Karosserie-Instandhaltungstechnik• HT 3175: Fahrzeugtechnik, Karosserie- und Fahrzeugbau – Technologie • HT 3176: Fahrzeugtechnik, Karosserie- und Fahrzeugbau – Technische Mathematik und Technische
Kommunikation• HT 3178: Fahrzeuglackierer
Bedanken möchten wir uns bei Herrn Meiners, der uns gestattet, das Kapitel 7.7 „Datenübertragungssys-teme in Kraftfahrzeugen“ aus seinem Lehrbuch „Mechaniker für Land- und Baumaschinentechnik“ zu über-nehmen.Ebenfalls bedanken wir uns bei der Fa. Veritruck GmbH & Co. KG in Henstedt-Ulzburg für die Unterstützung bei der Erarbeitung der Kapitel zum Instandsetzen von Fahrzeugrahmen und Fahrerhäusern sowie zur Achs-vermessung an Nutzfahrzeugen.
Herausgeber und Verlag
VI handwerk-technik.de
Zur Arbeit mit dem Buch
Um die Fülle an Wissen besser vermitteln zu kön-nen, ist das Erscheinungsbild aufbereitet: • • Die Texte sind leserfreundlich aufbereitet, z.B.
große Schrift, kurze Sätze, stichpunktartige Zu-sammenfassungen, farbliche Hervorhebung.
• In allen Kapiteln sind wesentlichen Textab-schnitten in sich geschlossene, detaillierte Glie-derungen vorangestellt. Diese erleichtern die Lernstofferarbeitung, sind hilfreich bei der Stoff-wiederholung und fördern das Selbststudium.
• Alle Abbildungen sind modern gestaltet.
So werden Inhalte einprägsam auf neue Art vermit-telt.
Folgende Markierungen dienen der besseren Über-sicht:
Aufzählungen/Zusammenfassungen
• Die Aufzählungspunkte im Gelbraster dienen gleichzeitig als Untergliederung, Zusammen-fassung und als Stütze bei Wiederholung des Lernstoffes.
• In den nachfolgenden Erläuterungen sind die aufgezählten Elemente halbfett hervorgehoben.
Allgemeine Merksätze
Grundlegende Sachverhalte wie Naturgesetze, ge-setzliche und normative Vorschriften, allgemeine Schlussfolgerungen.
Merksätze für den Karosserie- und Fahrzeug-
mechaniker
Wichtige Sachverhalte mit Aufforderung an den Auszubildenden, danach zu handeln.
Beispiele:
Beispiele zum Text, Formeln, Anmerkungen des Autors.
Übungen:
Übungen zum vorangegangenen Lernfeld.
Der Pfeil ➔ im Text weist auf Illustrationen jeder Art wie Bild, Tabelle, Diagramm hin. Er fällt im Text auf und lässt vom Bild aus auch schnell die zuge-hörige Textstelle finden. Es bedeutet:➔ 2: Bild 2 auf der jeweiligen Buchseite,
Das umfangreiche Sachwortverzeichnis hilft Sachzu-sammenhänge herzustellen. Es ersetzt im laufenden Text Hinweise auf andere Kapitel, die den Lesefluss unterbrächen.
1.2 Blockschaltbilder, Diagramme und Funktionsschemata Lernfeld 1: Warten und Pfl egen von Fahrzeugen oder Systemen
6 handwerk-technik.de
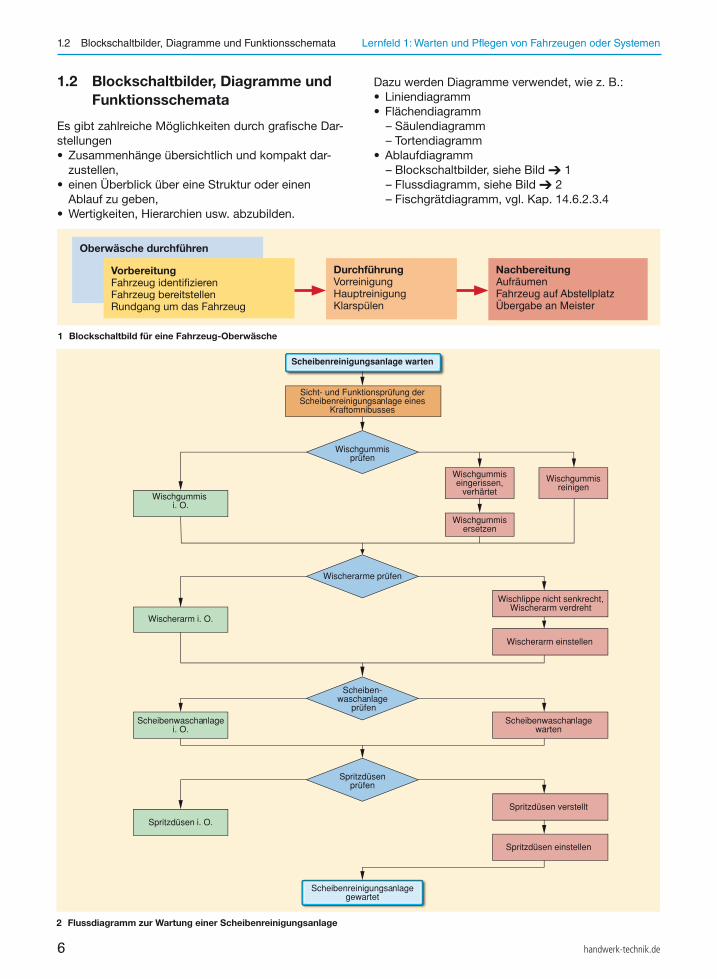
1.2 Blockschaltbilder, Diagramme und
Funktionsschemata
Es gibt zahlreiche Möglichkeiten durch grafische Dar-stellungen• Zusammenhänge übersichtlich und kompakt dar-
zustellen,• einen Überblick über eine Struktur oder einen
Ablauf zu geben,• Wertigkeiten, Hierarchien usw. abzubilden.
Dazu werden Diagramme verwendet, wie z. B.:• Liniendiagramm• Flächendiagramm – Säulendiagramm – Tortendiagramm• Ablaufdiagramm – Blockschaltbilder, siehe Bild ➔ 1 – Flussdiagramm, siehe Bild ➔ 2 – Fischgrätdiagramm, vgl. Kap. 14.6.2.3.4
Scheibenreinigungsanlage warten
Sicht- und Funktionsprüfung derScheibenreinigungsanlage eines
Kraftomnibusses
Wischgummisprüfen
Wischerarme prüfen
Scheiben-waschanlage
prüfen
Wischerarm i. O.
Scheibenwaschanlagei. O.
Scheibenwaschanlagewarten
Spritzdüsenprüfen
Spritzdüsen i. O.
Spritzdüsen verstellt
Wischgummisreinigen
Wischgummiseingerissen,
verhärtet
Wischgummisersetzen
Scheibenreinigungsanlagegewartet
Spritzdüsen einstellen
Wischlippe nicht senkrecht,Wischerarm verdreht
Wischerarm einstellen
Wischgummis i. O.
2 Flussdiagramm zur Wartung einer Scheibenreinigungsanlage
1 Blockschaltbild für eine Fahrzeug-Oberwäsche
Oberwäsche durchführen
Vorbereitung
Fahrzeug identifi zierenFahrzeug bereitstellenRundgang um das Fahrzeug
Durchführung
VorreinigungHauptreinigungKlarspülen
Nachbereitung
AufräumenFahrzeug auf AbstellplatzÜbergabe an Meister
44
2.5 Fertigungsverfahren Lernfeld 2: Demontieren, Instandsetzen, Montieren
handwerk-technik.de
Die größte Verformung ist an der Einspannung im Schraubstock, nicht am freien Ende, wo die Kraft an-greift. Begründung: Am freien Ende beträgt das Biege-moment Mb = 0, an der Einspannung ist das Biegemo-ment am größten, siehe Beispiel oben.
Der Bruch zeigt sich an der Seite des Bleches, wo die Zugspannung auftritt. Beim Biegen geht das Bauteil immer zuerst auf der Zugseite kaputt, und zwar dort, wo die Zugkraft am größten ist – also an der Randfaser.
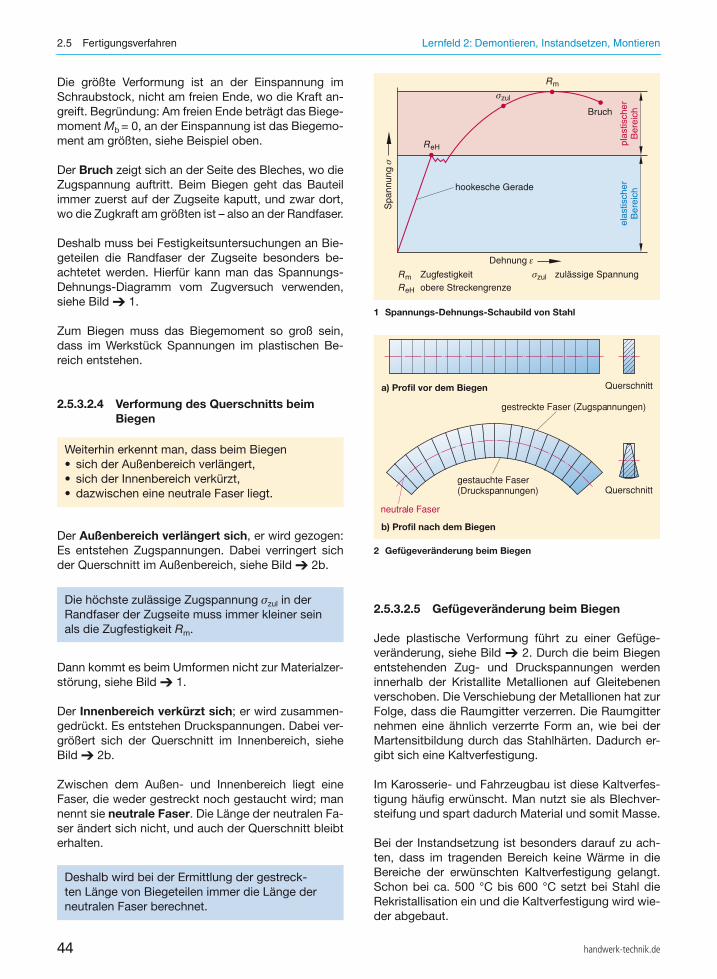
Deshalb muss bei Festigkeitsuntersuchungen an Bie-geteilen die Randfaser der Zugseite besonders be-achtetet werden. Hierfür kann man das Spannungs-Dehnungs-Diagramm vom Zugversuch verwenden, siehe Bild ➔ 1.
Zum Biegen muss das Biegemoment so groß sein, dass im Werkstück Spannungen im plastischen Be-reich entstehen.
2.5.3.2.4 Verformung des Querschnitts beim
Biegen
Weiterhin erkennt man, dass beim Biegen• sich der Außenbereich verlängert,• sich der Innenbereich verkürzt,• dazwischen eine neutrale Faser liegt.
Der Außenbereich verlängert sich, er wird gezogen: Es entstehen Zugspannungen. Dabei verringert sich der Querschnitt im Außenbereich, siehe Bild ➔ 2b.
Die höchste zulässige Zugspannung σzul in der Randfaser der Zugseite muss immer kleiner sein als die Zugfestigkeit Rm.
Dann kommt es beim Umformen nicht zur Materialzer-störung, siehe Bild ➔ 1.
Der Innenbereich verkürzt sich; er wird zusammen-gedrückt. Es entstehen Druckspannungen. Dabei ver-größert sich der Querschnitt im Innenbereich, siehe Bild ➔ 2b.
Zwischen dem Außen- und Innenbereich liegt eine Faser, die weder gestreckt noch gestaucht wird; man nennt sie neutrale Faser. Die Länge der neutralen Fa-ser ändert sich nicht, und auch der Querschnitt bleibt erhalten.
Deshalb wird bei der Ermittlung der gestreck-ten Länge von Biegeteilen immer die Länge der neutralen Faser berechnet.
2.5.3.2.5 Gefügeveränderung beim Biegen
Jede plastische Verformung führt zu einer Gefüge-veränderung, siehe Bild ➔ 2. Durch die beim Biegen entstehenden Zug- und Druckspannungen werden innerhalb der Kristallite Metallionen auf Gleitebenen verschoben. Die Verschiebung der Metallionen hat zur Folge, dass die Raumgitter verzerren. Die Raumgitter nehmen eine ähnlich verzerrte Form an, wie bei der Martensitbildung durch das Stahlhärten. Dadurch er-gibt sich eine Kaltverfestigung.
Im Karosserie- und Fahrzeugbau ist diese Kaltverfes-tigung häufig erwünscht. Man nutzt sie als Blechver-steifung und spart dadurch Material und somit Masse.
Bei der Instandsetzung ist besonders darauf zu ach-ten, dass im tragenden Bereich keine Wärme in die Bereiche der erwünschten Kaltverfestigung gelangt. Schon bei ca. 500 °C bis 600 °C setzt bei Stahl die Rekristallisation ein und die Kaltverfestigung wird wie-der abgebaut.
hookesche Gerade
ReH
Rm
Rm Zugfestigkeit σzul zulässige SpannungReH obere Streckengrenze
σzul
Dehnung ε
elas
tisch
erB
erei
chpl
astis
cher
Ber
eich
Spa
nnun
g σ
Bruch
1 Spannungs-Dehnungs-Schaubild von Stahl
a) Profil vor dem Biegen
gestreckte Faser (Zugspannungen)
neutrale Faser
gestauchte Faser(Druckspannungen)
Querschnitt
b) Profil nach dem Biegen
Querschnitt
2 Gefügeveränderung beim Biegen
66
3.2 Elektrische und elektronische Grundgrößen, Schaltungen und Signale Lernfeld 3: Elektrische und elektronische Systeme
handwerk-technik.de
Elektrische Schaltungen bestehen aus mehreren elek-trischen Bauelementen. Das elektrische Bauelement besteht aus mehreren elektrischen Bauteilen.
Bei der Schreibweise ist zu unterscheiden zwi-schen R1 und R1:• R1 bezeichnet das Bauteil „Widerstand R1“• Das Bauteil R1 setzt dem elektrischen Strom
den Widerstand R1 entgegen, z. B. R1 = 50 Ω.
Es gibt, siehe Bild ➔ 2, Seite 65:• Reihenschaltung, siehe Kap. 3.2.2.2• Parallelschaltung, siehe Kap. 3.2.2.3• gemischte Schaltung, siehe Kap. 3.2.2.4
3.2.2.2 Reihenschaltung
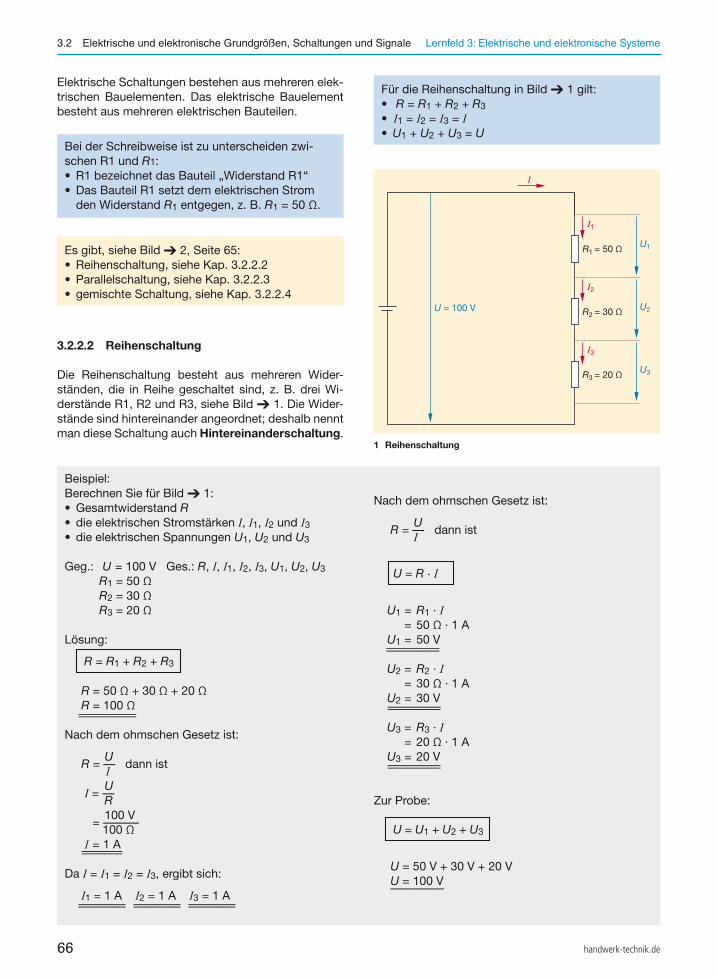
Die Reihenschaltung besteht aus mehreren Wider-ständen, die in Reihe geschaltet sind, z. B. drei Wi-derstände R1, R2 und R3, siehe Bild ➔ 1. Die Wider-stände sind hintereinander angeordnet; deshalb nennt man diese Schaltung auch Hintereinanderschaltung.
Für die Reihenschaltung in Bild ➔ 1 gilt:• R = R1 + R2 + R3• I1 = I2 = I3 = I• U1 + U2 + U3 = U
U = 100 V
U1
U2
U3
I
R1 = 50 Ω
I1
R2 = 30 Ω
I2
R3 = 20 Ω
I3
1 Reihenschaltung
Beispiel:Berechnen Sie für Bild ➔ 1:• Gesamtwiderstand R• die elektrischen Stromstärken I, I1, I2 und I3• die elektrischen Spannungen U1, U2 und U3
Geg.: U = 100 V Ges.: R, I, I1, I2, I3, U1, U2, U3 R1 = 50 Ω R2 = 30 Ω R3 = 20 Ω
Lösung:
R = R1 + R2 + R3
R = 50 Ω + 30 Ω + 20 Ω R = 100 Ω ==========
Nach dem ohmschen Gesetz ist:
U R = –– dann ist I U I = –– R 100 V = –––––– 100 Ω I = 1 A =======
Da I = I1 = I2 = I3, ergibt sich:
I1 = 1 A I2 = 1 A I3 = 1 A ======== ======== ========
Nach dem ohmschen Gesetz ist:
U R = –– dann ist I
U = R · I
U1 = R1 · I = 50 Ω · 1 A U1 = 50 V =========
U2 = R2 · I = 30 Ω · 1 A U2 = 30 V =========
U3 = R3 · I = 20 Ω · 1 A U3 = 20 V =========
Zur Probe:
U = U1 + U2 + U3
U = 50 V + 30 V + 20 V U = 100 V –––––––––
114
4.4 Information und Signal Lernfeld 4: Prüfen und Instandsetzen von Steuerungs- und Regelungssystemen
handwerk-technik.de
4.4.2.3 Diskrete Signale
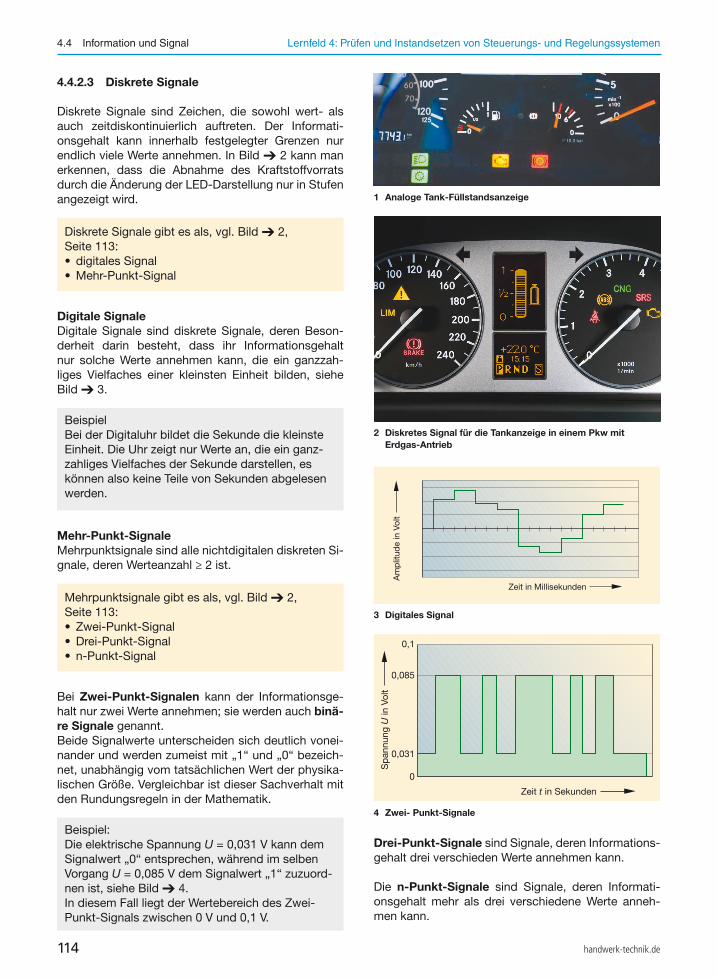
Diskrete Signale sind Zeichen, die sowohl wert- als auch zeitdiskontinuierlich auftreten. Der Informati-onsgehalt kann innerhalb festgelegter Grenzen nur endlich viele Werte annehmen. In Bild ➔ 2 kann man erkennen, dass die Abnahme des Kraftstoffvorrats durch die Änderung der LED-Darstellung nur in Stufen angezeigt wird.
Digitale Signale
Digitale Signale sind diskrete Signale, deren Beson-derheit darin besteht, dass ihr Informationsgehalt nur solche Werte annehmen kann, die ein ganzzah-liges Vielfaches einer kleinsten Einheit bilden, siehe Bild ➔ 3.
Mehr-Punkt-Signale
Mehrpunktsignale sind alle nichtdigitalen diskreten Si-gnale, deren Werteanzahl ≥ 2 ist.
Bei Zwei-Punkt-Signalen kann der Informationsge-halt nur zwei Werte annehmen; sie werden auch binä-
re Signale genannt.Beide Signalwerte unterscheiden sich deutlich vonei-nander und werden zumeist mit „1“ und „0“ bezeich-net, unabhängig vom tatsächlichen Wert der physika-lischen Größe. Vergleichbar ist dieser Sachverhalt mit den Rundungsregeln in der Mathematik.
Drei-Punkt-Signale sind Signale, deren Informations-gehalt drei verschieden Werte annehmen kann.
Die n-Punkt-Signale sind Signale, deren Informati-onsgehalt mehr als drei verschiedene Werte anneh-men kann.
Diskrete Signale gibt es als, vgl. Bild ➔ 2, Seite 113:• digitales Signal• Mehr-Punkt-Signal
Beispiel Bei der Digitaluhr bildet die Sekunde die kleinste Einheit. Die Uhr zeigt nur Werte an, die ein ganz-zahliges Vielfaches der Sekunde darstellen, es können also keine Teile von Sekunden abgelesen werden.
Mehrpunktsignale gibt es als, vgl. Bild ➔ 2, Seite 113:• Zwei-Punkt-Signal• Drei-Punkt-Signal• n-Punkt-Signal
Beispiel:Die elektrische Spannung U = 0,031 V kann dem Signalwert „0“ entsprechen, während im selben Vorgang U = 0,085 V dem Signalwert „1“ zuzuord-nen ist, siehe Bild ➔ 4. In diesem Fall liegt der Wertebereich des Zwei-Punkt-Signals zwischen 0 V und 0,1 V.
1 Analoge Tank-Füllstandsanzeige
2 Diskretes Signal für die Tankanzeige in einem Pkw mit
Erdgas-Antrieb
Zeit in Millisekunden
Am
plit
ude
in V
olt
3 Digitales Signal
0,1
0,085
0,031
0
Zeit t in Sekunden
Sp
annu
ng U
in V
olt
4 Zwei- Punkt-Signale
141
5.2 Halbzeuge aus Metall Lernfeld 5: Be- und Verarbeiten von Halbzeugen und Bauteilen aus Metallen
handwerk-technik.de
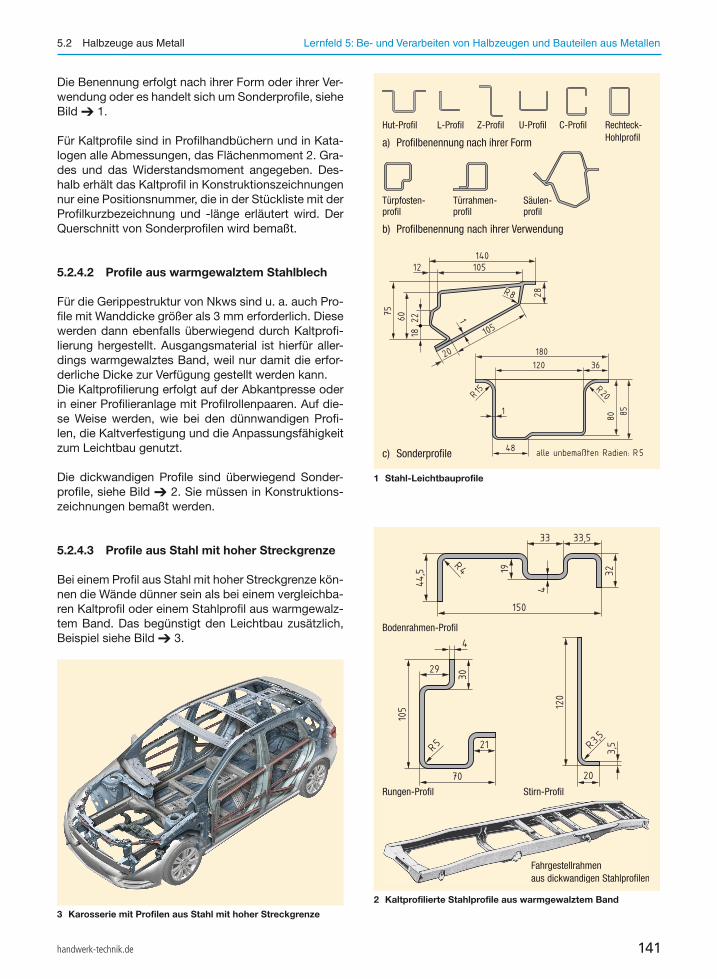
Die Benennung erfolgt nach ihrer Form oder ihrer Ver-wendung oder es handelt sich um Sonderprofile, siehe Bild ➔ 1.
Für Kaltprofile sind in Profilhandbüchern und in Kata-logen alle Abmessungen, das Flächenmoment 2. Gra-des und das Widerstandsmoment angegeben. Des-halb erhält das Kaltprofil in Konstruktionszeichnungen nur eine Positionsnummer, die in der Stückliste mit der Profilkurzbezeichnung und -länge erläutert wird. Der Querschnitt von Sonderprofilen wird bemaßt.
5.2.4.2 Profile aus warmgewalztem Stahlblech
Für die Gerippestruktur von Nkws sind u. a. auch Pro-file mit Wanddicke größer als 3 mm erforderlich. Diese werden dann ebenfalls überwiegend durch Kaltprofi-lierung hergestellt. Ausgangsmaterial ist hierfür aller-dings warmgewalztes Band, weil nur damit die erfor-derliche Dicke zur Verfügung gestellt werden kann. Die Kaltprofilierung erfolgt auf der Abkantpresse oder in einer Profilieranlage mit Profilrollenpaaren. Auf die-se Weise werden, wie bei den dünnwandigen Profi-len, die Kaltverfestigung und die Anpassungsfähigkeit zum Leichtbau genutzt.
Die dickwandigen Profile sind überwiegend Sonder-profile, siehe Bild ➔ 2. Sie müssen in Konstruktions-zeichnungen bemaßt werden.
5.2.4.3 Profile aus Stahl mit hoher Streckgrenze
Bei einem Profil aus Stahl mit hoher Streckgrenze kön-nen die Wände dünner sein als bei einem vergleichba-ren Kaltprofil oder einem Stahlprofil aus warmgewalz-tem Band. Das begünstigt den Leichtbau zusätzlich, Beispiel siehe Bild ➔ 3.
3 Karosserie mit Profilen aus Stahl mit hoher Streckgrenze
c) Sonderprofile
105
20
81226075
14010512
28
1
R8
80 85
180
1
120 36
alle unbemaßten Radien: R548
R15 R20
Türpfosten- Türrahmen- Säulen-profil profil profil
Hut-Profil L-Profil Z-Profil U-Profil C-Profil Rechteck-Hohlprofila) Profilbenennung nach ihrer Form
b) Profilbenennung nach ihrer Verwendung
1 Stahl-Leichtbauprofile
Fahrgestellrahmen aus dickwandigen Stahlprofilen
150
33
19
R4
33,5
32
44,5
4
Bodenrahmen-Profil
Rungen-Profil Stirn-Profil
70
R5
30
21
105
29
4
R3,5
120
20
3,5
Fahrgestellrahmenaus dickwandigen Stahlprofilen
2 Kaltprofilierte Stahlprofile aus warmgewalztem Band
201
6.5 Nichtmetalle fügen Lernfeld 6: Be- und Verarbeiten von nichtmetallischen Werkstoffen
handwerk-technik.de
6.4 Nichtmetalle umformen
Beim Umformen von Nichtmetall ist das thermische Rückformen von Kunststoffen für den Karosserie- und Fahrzeugbaumechaniker von Bedeutung.
Das thermische Rückformen von Bauteilen aus
Kunststoff erfolgt nur durch Erwärmen des verform-ten Bauteils.
Es kann nur an Bauteilen aus Thermoplast durch-geführt werden, die ihre Form bei der Herstellung als Erstform erhalten haben.
Thermoplaste haben den sogenannten Memory-Ef-
fekt1, d. h., wird ein Thermoplast auf Umformtempe-ratur erwärmt, nimmt er seine Erstform wieder ein.
6.5 Nichtmetalle fügen
6.5.1 Kunststoffkleben
6.5.1.1 Kunststoffkleben mit
Ein-Komponenten-Klebstoff
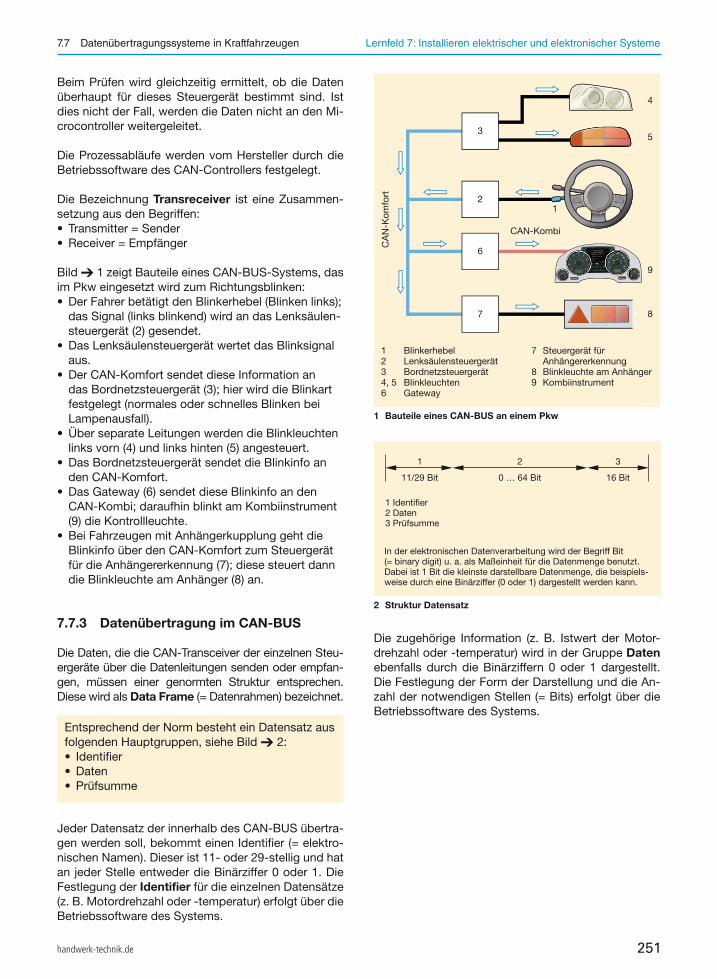
Mit Ein-Komponenten-Klebstoff werden z. B. Sand-wichplatten aus Kunststoff auf ein Fahrgestell geklebt. Damit die Fügeteile mit dem Ein-Komponenten-Kleb-stoff fest aneinanderliegen, müssen sie während der Aushärtezeit zusammengepresst werden.
Der Ein-Komponenten-Klebstoff ist dauerelastisch, sodass sich die Sandwichplatten im Fahrbetrieb bei Bewegungen des Fahrgestells nicht lösen.
1 memory (engl.): Gedächtnis; der Kunststoff „erinnert sich“ an den unverformten Zustand
Beim Fügen von Nichtmetall sind für den Karosse-rie- und Fahrzeugbaumechaniker von Bedeutung, vgl. Bild ➔ 1:• Kunststoff-Kleben, siehe Kap. 6.5.1• Kunststoff-Schweißen, siehe Kap. 6.5.2• Bauteile aus Kunststoff fügen durch Kraft-
schluss, siehe Kap. 6.5.3• Platten aus Holz fügen durch Kraftschluss, siehe
Kap. 6.5.4
Im Karosserie- und Fahrzeugbau werden zum Kleben eingesetzt:• Ein-Komponenten-Klebstoff, siehe Kap. 6.5.1.1• Zwei-Komponenten-Klebstoff, siehe Kap. 6.5.1.2
Nichtmetallefügen
Kunststoffkleben
Platten aus
Holz fügen durch Kraftschluss
KunststoffschweißenBauteile aus
Kunststoffe fügen durch Kraftschluss
1 Nichtmetalle fügen
b) Gewichte auf die Sandwichplatte gelegt
a) Klebstoff auftragen
2 Sandwichplatte auf den Pritschenunterbau kleben
Beispiel Pritschenunterbau, vgl. Bild ➔ 2:• Ein-Komponenten-Klebstoff auftragen• Sandwichplatten auf den Pritschenunterbau
kleben• zum Aushärten mit Gewichten anpressen
251
7.7 Datenübertragungssysteme in Kraftfahrzeugen Lernfeld 7: Installieren elektrischer und elektronischer Systeme
handwerk-technik.de
Beim Prüfen wird gleichzeitig ermittelt, ob die Daten überhaupt für dieses Steuergerät bestimmt sind. Ist dies nicht der Fall, werden die Daten nicht an den Mi-crocontroller weitergeleitet.
Die Prozessabläufe werden vom Hersteller durch die Betriebssoftware des CAN-Controllers festgelegt.
Die Bezeichnung Transreceiver ist eine Zusammen-setzung aus den Begriffen:• Transmitter = Sender• Receiver = Empfänger
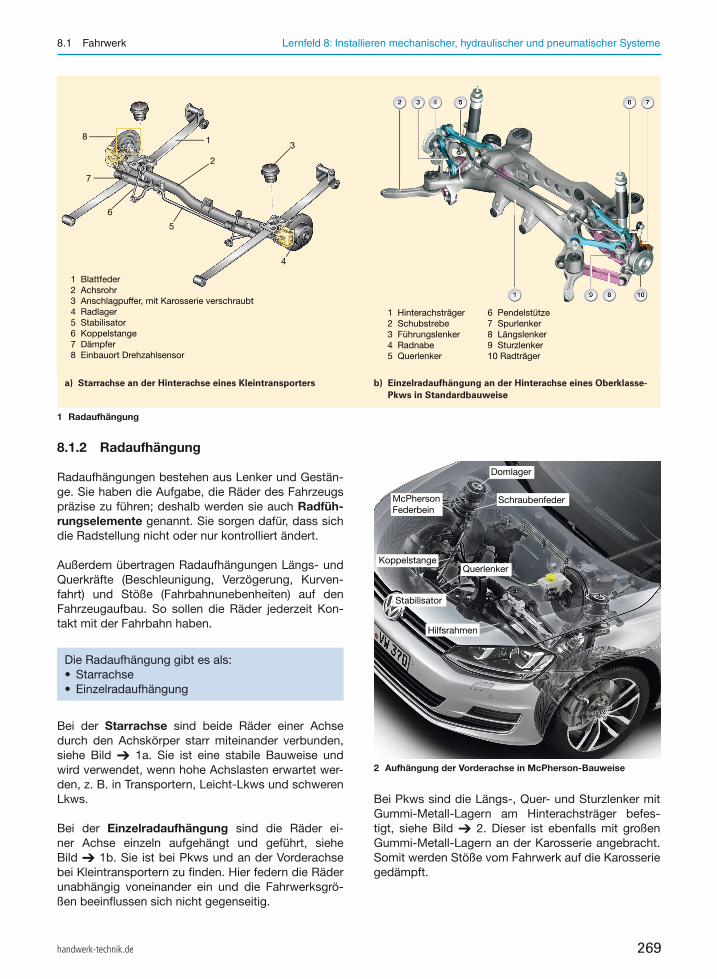
Bild ➔ 1 zeigt Bauteile eines CAN-BUS-Systems, das im Pkw eingesetzt wird zum Richtungsblinken:• Der Fahrer betätigt den Blinkerhebel (Blinken links);
das Signal (links blinkend) wird an das Lenksäulen-steuergerät (2) gesendet.
• Das Lenksäulensteuergerät wertet das Blinksignal aus.
• Der CAN-Komfort sendet diese Information an das Bordnetzsteuergerät (3); hier wird die Blinkart festgelegt (normales oder schnelles Blinken bei Lampenausfall).
• Über separate Leitungen werden die Blinkleuchten links vorn (4) und links hinten (5) angesteuert.
• Das Bordnetzsteuergerät sendet die Blinkinfo an den CAN-Komfort.
• Das Gateway (6) sendet diese Blinkinfo an den CAN-Kombi; daraufhin blinkt am Kombiinstrument (9) die Kontrollleuchte.
• Bei Fahrzeugen mit Anhängerkupplung geht die Blinkinfo über den CAN-Komfort zum Steuergerät für die Anhängererkennung (7); diese steuert dann die Blinkleuchte am Anhänger (8) an.
7.7.3 Datenübertragung im CAN-BUS
Die Daten, die die CAN-Transceiver der einzelnen Steu-ergeräte über die Datenleitungen senden oder empfan-gen, müssen einer genormten Struktur entsprechen. Diese wird als Data Frame (= Datenrahmen) bezeichnet.
Jeder Datensatz der innerhalb des CAN-BUS übertra-gen werden soll, bekommt einen Identifier (= elektro-nischen Namen). Dieser ist 11- oder 29-stellig und hat an jeder Stelle entweder die Binärziffer 0 oder 1. Die Festlegung der Identifier für die einzelnen Datensätze (z. B. Motordrehzahl oder -temperatur) erfolgt über die Betriebssoftware des Systems.
CAN-Kombi
CA
N-K
omfo
rt
3
2
6
9
1
1 Blinkerhebel2 Lenksäulensteuergerät3 Bordnetzsteuergerät4, 5 Blinkleuchten6 Gateway
7 Steuergerät für Anhängererkennung8 Blinkleuchte am Anhänger9 Kombiinstrument
5
4
87
1 Bauteile eines CAN-BUS an einem Pkw
1 2 3
11/29 Bit 0 … 64 Bit 16 Bit
1 Identifier2 Daten3 Prüfsumme
In der elektronischen Datenverarbeitung wird der Begriff Bit (= binary digit) u. a. als Maßeinheit für die Datenmenge benutzt.Dabei ist 1 Bit die kleinste darstellbare Datenmenge, die beispiels-weise durch eine Binärziffer (0 oder 1) dargestellt werden kann.
2 Struktur Datensatz
Die zugehörige Information (z. B. Istwert der Motor-drehzahl oder -temperatur) wird in der Gruppe Daten ebenfalls durch die Binärziffern 0 oder 1 dargestellt. Die Festlegung der Form der Darstellung und die An-zahl der notwendigen Stellen (= Bits) erfolgt über die Betriebssoftware des Systems.
Entsprechend der Norm besteht ein Datensatz aus folgenden Hauptgruppen, siehe Bild ➔ 2:• Identifier• Daten• Prüfsumme
269
8.1 Fahrwerk Lernfeld 8: Installieren mechanischer, hydraulischer und pneumatischer Systeme
handwerk-technik.de
1
2
3
5
1 Blattfeder2 Achsrohr3 Anschlagpuffer, mit Karosserie verschraubt4 Radlager5 Stabilisator6 Koppelstange7 Dämpfer8 Einbauort Drehzahlsensor
4
6
7
8
a) Starrachse an der Hinterachse eines Kleintransporters b) Einzelradaufhängung an der Hinterachse eines Oberklasse-Pkws in Standardbauweise
6 Pendelstütze7 Spurlenker8 Längslenker9 Sturzlenker10 Radträger
1 Hinterachsträger2 Schubstrebe3 Führungslenker4 Radnabe5 Querlenker
1 Radaufhängung
8.1.2 Radaufhängung
Radaufhängungen bestehen aus Lenker und Gestän-ge. Sie haben die Aufgabe, die Räder des Fahrzeugs präzise zu führen; deshalb werden sie auch Radfüh-
rungselemente genannt. Sie sorgen dafür, dass sich die Radstellung nicht oder nur kontrolliert ändert.
Außerdem übertragen Radaufhängungen Längs- und Querkräfte (Beschleunigung, Verzögerung, Kurven-fahrt) und Stöße (Fahrbahnunebenheiten) auf den Fahrzeugaufbau. So sollen die Räder jederzeit Kon-takt mit der Fahrbahn haben.
Die Radaufhängung gibt es als:• Starrachse• Einzelradaufhängung
Bei der Starrachse sind beide Räder einer Achse durch den Achskörper starr miteinander verbunden, siehe Bild ➔ 1a. Sie ist eine stabile Bauweise und wird verwendet, wenn hohe Achslasten erwartet wer-den, z. B. in Transportern, Leicht-Lkws und schweren Lkws.
Bei der Einzelradaufhängung sind die Räder ei-ner Achse einzeln aufgehängt und geführt, siehe Bild ➔ 1b. Sie ist bei Pkws und an der Vorderachse bei Kleintransportern zu finden. Hier federn die Räder unabhängig voneinander ein und die Fahrwerksgrö-ßen beeinflussen sich nicht gegenseitig.
McPhersonFederbein
Domlager
Schraubenfeder
QuerlenkerKoppelstange
Stabilisator
Hilfsrahmen
2 Aufhängung der Vorderachse in McPherson-Bauweise
Bei Pkws sind die Längs-, Quer- und Sturzlenker mit Gummi-Metall-Lagern am Hinterachsträger befes-tigt, siehe Bild ➔ 2. Dieser ist ebenfalls mit großen Gummi-Metall-Lagern an der Karosserie angebracht. Somit werden Stöße vom Fahrwerk auf die Karosserie gedämpft.
310
9.3 I Schadensbilder Lernfeld 9 I: Analysieren von Fahrzeug- und Karosserieschäden
KA
RO
SS
ER
IE-I
NS
TA
ND
HA
LT
UN
G
handwerk-technik.de
9.3.2 I Schadensbilder nach beschädigten Bauteilen
Schäden an Primärträger
Primärträger sind haupttragende Teile. Die Schadens-analyse erfordert ein bestimmtes Vorgehen.
Maßgeblich ist, ob die Teile so wiederhergestellt werden können, dass die Betriebssicherheit des Fahrzeugs nach dem Richten gewährleistet ist.
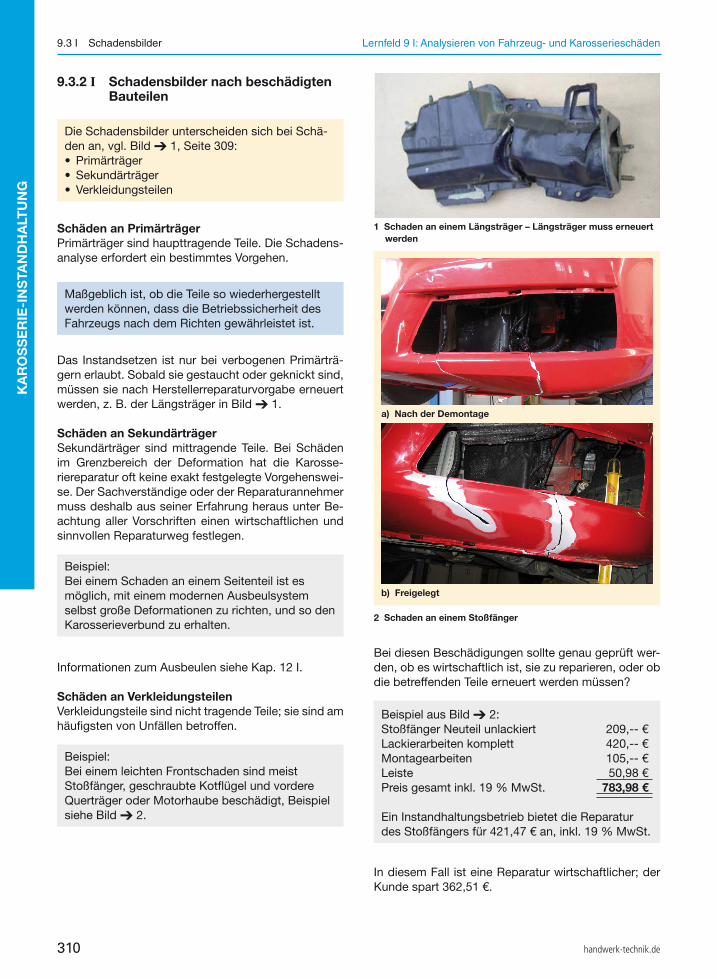
Das Instandsetzen ist nur bei verbogenen Primärträ-gern erlaubt. Sobald sie gestaucht oder geknickt sind, müssen sie nach Herstellerreparaturvorgabe erneuert werden, z. B. der Längsträger in Bild ➔ 1.
Schäden an Sekundärträger
Sekundärträger sind mittragende Teile. Bei Schäden im Grenzbereich der Deformation hat die Karosse-riereparatur oft keine exakt festgelegte Vorgehenswei-se. Der Sachverständige oder der Reparaturannehmer muss deshalb aus seiner Erfahrung heraus unter Be-achtung aller Vorschriften einen wirtschaftlichen und sinnvollen Reparaturweg festlegen.
Informationen zum Ausbeulen siehe Kap. 12 I.
Schäden an Verkleidungsteilen
Verkleidungsteile sind nicht tragende Teile; sie sind am häufigsten von Unfällen betroffen.
1 Schaden an einem Längsträger – Längsträger muss erneuert
werden
2 Schaden an einem Stoßfänger
Bei diesen Beschädigungen sollte genau geprüft wer-den, ob es wirtschaftlich ist, sie zu reparieren, oder ob die betreffenden Teile erneuert werden müssen?
In diesem Fall ist eine Reparatur wirtschaftlicher; der Kunde spart 362,51 €.
Die Schadensbilder unterscheiden sich bei Schä-den an, vgl. Bild ➔ 1, Seite 309:• Primärträger• Sekundärträger• Verkleidungsteilen
Beispiel:Bei einem Schaden an einem Seitenteil ist es möglich, mit einem modernen Ausbeulsystem selbst große Deformationen zu richten, und so den Karosserieverbund zu erhalten.
Beispiel:Bei einem leichten Frontschaden sind meist Stoßfänger, geschraubte Kotflügel und vordere Querträger oder Motorhaube beschädigt, Beispiel siehe Bild ➔ 2.
a) Nach der Demontage
b) Freigelegt
Beispiel aus Bild ➔ 2:Stoßfänger Neuteil unlackiert 209,-- €Lackierarbeiten komplett 420,-- €Montagearbeiten 105,-- €Leiste 50,98 €Preis gesamt inkl. 19 % MwSt. 783,98 €
Ein Instandhaltungsbetrieb bietet die Reparatur des Stoßfängers für 421,47 € an, inkl. 19 % MwSt.
330
10.2 I Richtsysteme für Pkws Lernfeld 10 I: Rückverformen deformierter Karosserien und Fahrzeugrahmen
KA
RO
SS
ER
IE-I
NS
TA
ND
HA
LT
UN
G
handwerk-technik.de
Da jedoch nur die leichten Richtwinkelspitzen ausge-wechselt werden müssen, kann ein solcher variabler Richtwinkelsatz sehr viel leichter sein als ein normaler Richtwinkelsatz.
Wie schon beim normalen Richtwinkelsatz können die Richtwinkel die Fahrzeugmasse aufnehmen und auch andere Teile fixieren, z. B. Anschweißteile. Zugvorgänge sollten aber nur in Verbindung mit den Universalverankerungen durchgeführt werden.
10.2.3.4 I Mechanische Universalmess-
einrichtung
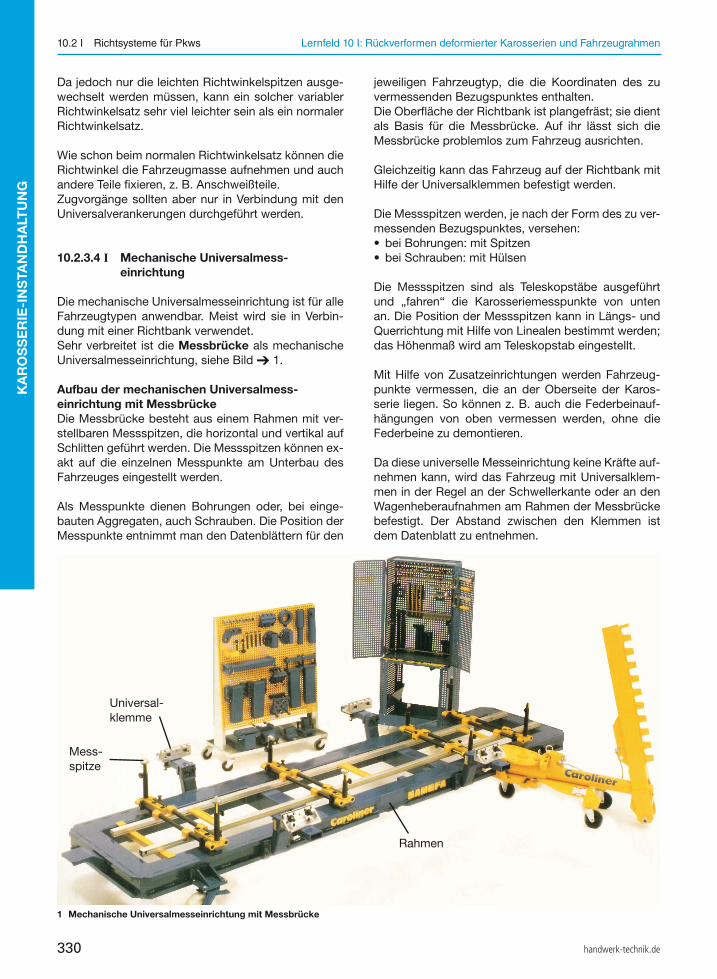
Die mechanische Universalmesseinrichtung ist für alle Fahrzeugtypen anwendbar. Meist wird sie in Verbin-dung mit einer Richtbank verwendet. Sehr verbreitet ist die Messbrücke als mechanische Universalmesseinrichtung, siehe Bild ➔ 1.
Aufbau der mechanischen Universalmess-
einrichtung mit Messbrücke
Die Messbrücke besteht aus einem Rahmen mit ver-stellbaren Messspitzen, die horizontal und vertikal auf Schlitten geführt werden. Die Messspitzen können ex-akt auf die einzelnen Messpunkte am Unterbau des Fahrzeuges eingestellt werden.
Als Messpunkte dienen Bohrungen oder, bei einge-bauten Aggregaten, auch Schrauben. Die Position der Messpunkte entnimmt man den Datenblättern für den
jeweiligen Fahrzeugtyp, die die Koordinaten des zu vermessenden Bezugspunktes enthalten.Die Oberfläche der Richtbank ist plangefräst; sie dient als Basis für die Messbrücke. Auf ihr lässt sich die Messbrücke problemlos zum Fahrzeug ausrichten.
Gleichzeitig kann das Fahrzeug auf der Richtbank mit Hilfe der Universalklemmen befestigt werden.
Die Messspitzen werden, je nach der Form des zu ver-messenden Bezugspunktes, versehen:• bei Bohrungen: mit Spitzen• bei Schrauben: mit Hülsen
Die Messspitzen sind als Teleskopstäbe ausgeführt und „fahren“ die Karosseriemesspunkte von unten an. Die Position der Messspitzen kann in Längs- und Querrichtung mit Hilfe von Linealen bestimmt werden; das Höhenmaß wird am Teleskopstab eingestellt.
Mit Hilfe von Zusatzeinrichtungen werden Fahrzeug-punkte vermessen, die an der Oberseite der Karos-serie liegen. So können z. B. auch die Federbeinauf-hängungen von oben vermessen werden, ohne die Federbeine zu demontieren.
Da diese universelle Messeinrichtung keine Kräfte auf-nehmen kann, wird das Fahrzeug mit Universalklem-men in der Regel an der Schwellerkante oder an den Wagenheberaufnahmen am Rahmen der Messbrücke befestigt. Der Abstand zwischen den Klemmen ist dem Datenblatt zu entnehmen.
Universal-klemme
Mess-spitze
Rahmen
1 Mechanische Universalmesseinrichtung mit Messbrücke
351
11.5 I Fügen bei der Abschnitts reparatur Lernfeld 11 I: Durchführen von Abschnittsreparaturen
KA
RO
SS
ER
IE-I
NS
TA
ND
HA
LT
UN
G
handwerk-technik.de
Das Bördeln und Falzen erfolgt bei der Abschnittsre-paratur immer in Verbindung mit dem Kleben an Ka-rosserieenden, z. B. am Kotflügel.
Neben dem Nieten werden an neueren Fahrzeugen gewindeformende Bohrschrauben in Verbindung mit dem Kleben verwendet. Für die Abschnittsrepara-tur sind von den Herstellern Reparaturmethoden ent-wickelt worden, die ähnlich dem Kleben und Nieten sind. Es werden dann anstatt der Niete Bohrschrau-ben verwendet.
Von den thermischen Fügeverfahren wird das Punktschweißen häufig eingesetzt. Auch höherfes-te Stahlbleche können punktgeschweißt werden. Der Schweißstrom, die Schweißdauer und die Elektro-denkraft müssen dann allerdings der Stahlart und der Blechdicke angepasst sein. Deshalb müssen die Her-stellerhinweise beachtet werden und Schweißproben durchgeführt werden.
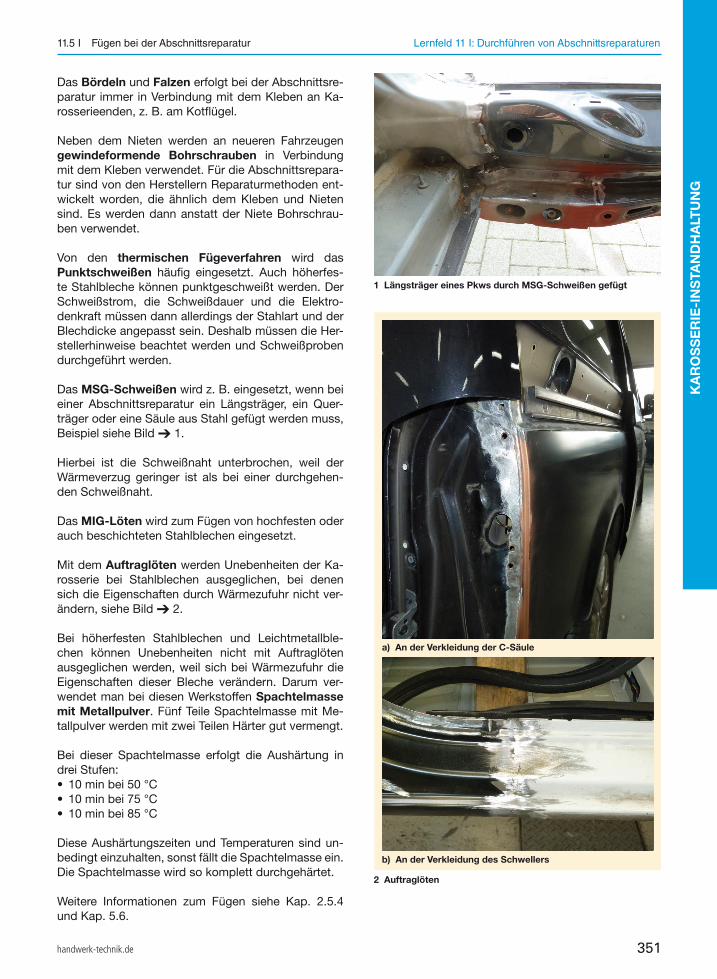
Das MSG-Schweißen wird z. B. eingesetzt, wenn bei einer Abschnittsreparatur ein Längsträger, ein Quer-träger oder eine Säule aus Stahl gefügt werden muss, Beispiel siehe Bild ➔ 1.
Hierbei ist die Schweißnaht unterbrochen, weil der Wärmeverzug geringer ist als bei einer durchgehen-den Schweißnaht.
Das MIG-Löten wird zum Fügen von hochfesten oder auch beschichteten Stahlblechen eingesetzt.
Mit dem Auftraglöten werden Unebenheiten der Ka-rosserie bei Stahlblechen ausgeglichen, bei denen sich die Eigenschaften durch Wärmezufuhr nicht ver-ändern, siehe Bild ➔ 2.
Bei höherfesten Stahlblechen und Leichtmetallble-chen können Unebenheiten nicht mit Auftraglöten ausgeglichen werden, weil sich bei Wärmezufuhr die Eigenschaften dieser Bleche verändern. Darum ver-wendet man bei diesen Werkstoffen Spachtelmasse
mit Metallpulver. Fünf Teile Spachtelmasse mit Me-tallpulver werden mit zwei Teilen Härter gut vermengt.
Bei dieser Spachtelmasse erfolgt die Aushärtung in drei Stufen:• 10 min bei 50 °C• 10 min bei 75 °C• 10 min bei 85 °C
Diese Aushärtungszeiten und Temperaturen sind un-bedingt einzuhalten, sonst fällt die Spachtelmasse ein. Die Spachtelmasse wird so komplett durchgehärtet.
Weitere Informationen zum Fügen siehe Kap. 2.5.4 und Kap. 5.6.
1 Längsträger eines Pkws durch MSG-Schweißen gefügt
2 Auftraglöten
a) An der Verkleidung der C-Säule
b) An der Verkleidung des Schwellers
363
12.4 I Ausbeulverfahren Lernfeld 12 I: Ausbeulen von Karosserieblechen
KA
RO
SS
ER
IE-I
NS
TA
ND
HA
LT
UN
G
handwerk-technik.de
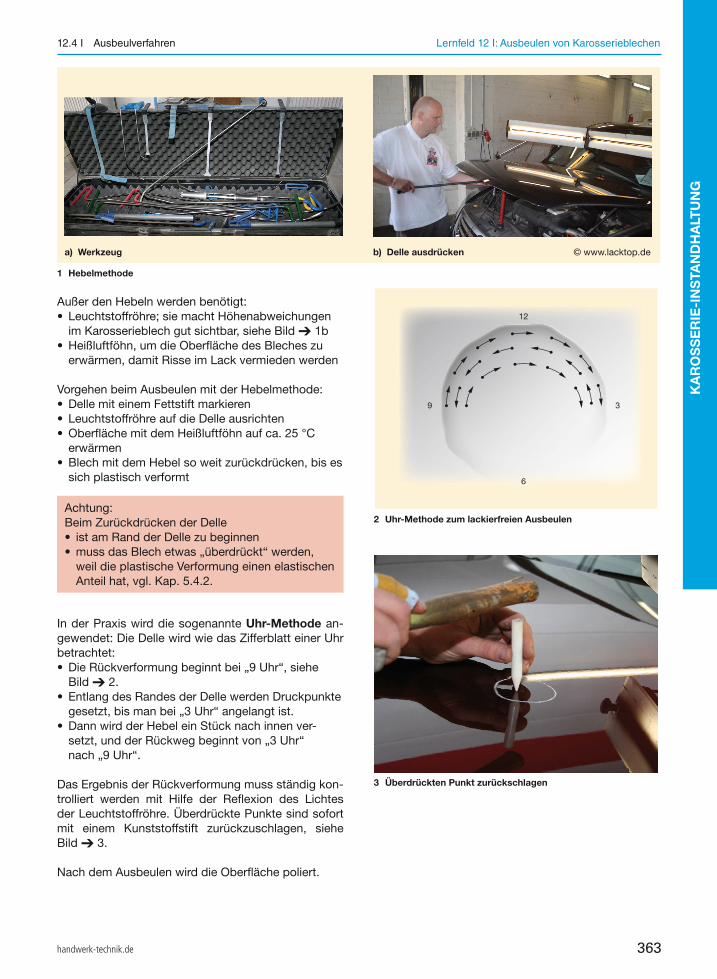
1 Hebelmethode
Außer den Hebeln werden benötigt:• Leuchtstoffröhre; sie macht Höhenabweichungen
im Karosserieblech gut sichtbar, siehe Bild ➔ 1b• Heißluftföhn, um die Oberfläche des Bleches zu
erwärmen, damit Risse im Lack vermieden werden
Vorgehen beim Ausbeulen mit der Hebelmethode:• Delle mit einem Fettstift markieren• Leuchtstoffröhre auf die Delle ausrichten• Oberfläche mit dem Heißluftföhn auf ca. 25 °C
erwärmen• Blech mit dem Hebel so weit zurückdrücken, bis es
sich plastisch verformt
In der Praxis wird die sogenannte Uhr-Methode an-gewendet: Die Delle wird wie das Zifferblatt einer Uhr betrachtet:• Die Rückverformung beginnt bei „9 Uhr“, siehe
Bild ➔ 2. • Entlang des Randes der Delle werden Druckpunkte
gesetzt, bis man bei „3 Uhr“ angelangt ist.• Dann wird der Hebel ein Stück nach innen ver-
setzt, und der Rückweg beginnt von „3 Uhr“ nach „9 Uhr“.
Das Ergebnis der Rückverformung muss ständig kon-trolliert werden mit Hilfe der Reflexion des Lichtes der Leuchtstoffröhre. Überdrückte Punkte sind sofort mit einem Kunststoffstift zurückzuschlagen, siehe Bild ➔ 3.
Nach dem Ausbeulen wird die Oberfläche poliert.
12
6
9 3
2 Uhr-Methode zum lackierfreien Ausbeulen
3 Überdrückten Punkt zurückschlagen
a) Werkzeug b) Delle ausdrücken © www.lacktop.de
Achtung:Beim Zurückdrücken der Delle • ist am Rand der Delle zu beginnen• muss das Blech etwas „überdrückt“ werden,
weil die plastische Verformung einen elastischen Anteil hat, vgl. Kap. 5.4.2.
378
KA
RO
SS
ER
IE-I
NS
TA
ND
HA
LT
UN
G
handwerk-technik.de
13.8 I Füllern und Füller Lernfeld 13 I: Reparaturlackierungen
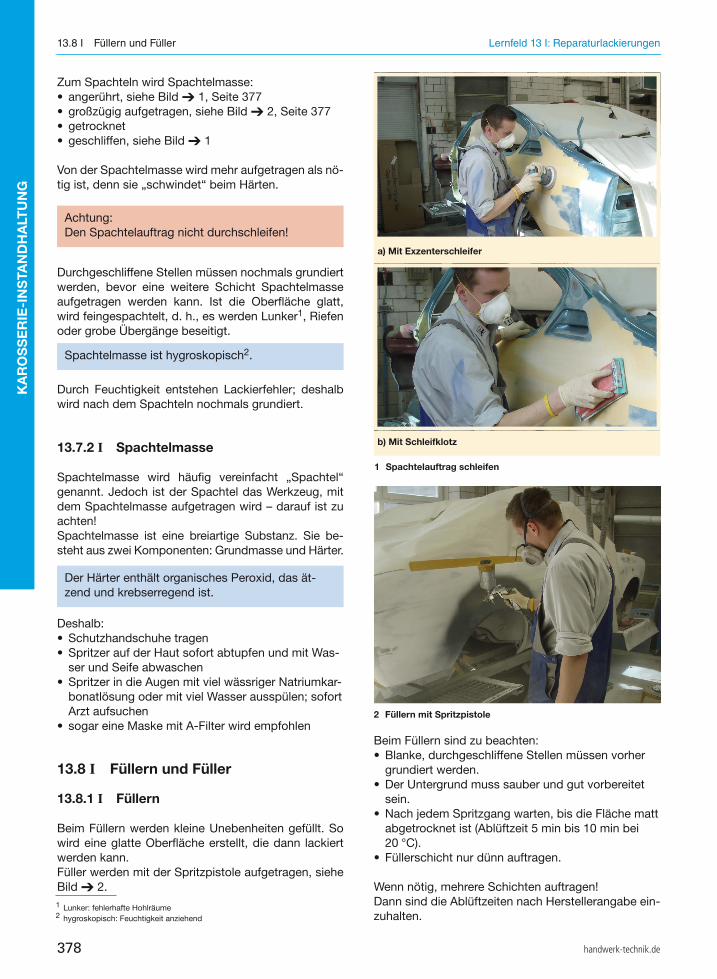
Zum Spachteln wird Spachtelmasse:• angerührt, siehe Bild ➔ 1, Seite 377• großzügig aufgetragen, siehe Bild ➔ 2, Seite 377• getrocknet• geschliffen, siehe Bild ➔ 1
Von der Spachtelmasse wird mehr aufgetragen als nö-tig ist, denn sie „schwindet“ beim Härten.
Achtung:Den Spachtelauftrag nicht durchschleifen!
Durchgeschliffene Stellen müssen nochmals grundiert werden, bevor eine weitere Schicht Spachtelmasse aufgetragen werden kann. Ist die Oberfläche glatt, wird feingespachtelt, d. h., es werden Lunker1, Riefen oder grobe Übergänge beseitigt.
Spachtelmasse ist hygroskopisch2.
Durch Feuchtigkeit entstehen Lackierfehler; deshalb wird nach dem Spachteln nochmals grundiert.
13.7.2 I Spachtelmasse
Spachtelmasse wird häufig vereinfacht „Spachtel“ genannt. Jedoch ist der Spachtel das Werkzeug, mit dem Spachtelmasse aufgetragen wird – darauf ist zu achten!Spachtelmasse ist eine breiartige Substanz. Sie be-steht aus zwei Komponenten: Grundmasse und Härter.
Der Härter enthält organisches Peroxid, das ät-zend und krebserregend ist.
Deshalb:• Schutzhandschuhe tragen• Spritzer auf der Haut sofort abtupfen und mit Was-
ser und Seife abwaschen• Spritzer in die Augen mit viel wässriger Natriumkar-
bonatlösung oder mit viel Wasser ausspülen; sofort Arzt aufsuchen
• sogar eine Maske mit A-Filter wird empfohlen
13.8 I Füllern und Füller
13.8.1 I Füllern
Beim Füllern werden kleine Unebenheiten gefüllt. So wird eine glatte Oberfläche erstellt, die dann lackiert werden kann. Füller werden mit der Spritzpistole aufgetragen, siehe Bild ➔ 2.
Beim Füllern sind zu beachten:• Blanke, durchgeschliffene Stellen müssen vorher
grundiert werden.• Der Untergrund muss sauber und gut vorbereitet
sein.• Nach jedem Spritzgang warten, bis die Fläche matt
abgetrocknet ist (Ablüftzeit 5 min bis 10 min bei 20 °C).
• Füllerschicht nur dünn auftragen.
Wenn nötig, mehrere Schichten auftragen! Dann sind die Ablüftzeiten nach Herstellerangabe ein-zuhalten.
2 Füllern mit Spritzpistole
a) Mit Exzenterschleifer
b) Mit Schleifklotz
1 Lunker: fehlerhafte Hohlräume2 hygroskopisch: Feuchtigkeit anziehend
1 Spachtelauftrag schleifen

410
9.5 F Fahrzeugrahmen von Nutzfahr zeugen Lernfeld 9 F: Herstellen und Umbauen von Fahrzeugrahmen
FA
HR
ZE
UG
BA
U
handwerk-technik.de
9.5.3 F Fahrgestellrahmen für Nutzkraftwagen
Fahrgestellrahmen
ChassisbauweiseMittelrohrrahmen
Mittragende BauweiseSelbsttragende Bauweise
1 Bauformen von Fahrgestellrahmen für Nutzfahrzeuge
9.5.3.1 F Chassisbauweise
In der Praxis hat sich die Chassisbauweise in der Aus-führung als Leiterrahmen bewährt und durchgesetzt.
Der Leiterrahmen ist eine einfache, aber doch stabile Konstruktion; er besteht aus zwei parallelen, zur Fahr-zeugmitte hin offenen U-Profilen, die mit Querträgern verbunden sind; ähnlich wie eine Leiter, siehe Bild ➔ 2.
Die Rahmenlängsträger und die Querträger sind mit-einander verschraubt oder vernietet. Sie können ver-schieden geformt sein. Leiterrahmen werden unterschieden nach der Form der Längsträger, vgl. Bild ➔ 3:• gerader Leiterrahmen• Fischbauch-Leiterrahmen• gekröpfter Leiterrahmen
9.5.3.2 F Mittragende Bauweise
Bei der mittragenden Bauweise werden Fahrerhaus und Aufbau als eine Einheit gefertigt und mit dem Fahrgestell fest verschraubt, z. B. Kastenwagen, alter Möbelwagen und andere Spezialfahrzeuge, Beispiel siehe Bild ➔ 4.
9.5.3.3 F Selbsttragende Bauweise
Bei der selbsttragenden Bauweise gibt es kein sepa-rates Fahrgestell und kein separates Fahrerhaus. Das ganze Fahrzeug ist meist als Gitterrohrkonstruktion gefertigt und bildet eine Einheit, siehe Bild ➔ 1a, Sei-te 411. Die Achsaggregate werden unter die Gitter-konstruktion montiert.
Die Gitterrohrkonstruktion für den ersten Omnibus dieser Bauart war so leicht, dass sie von nur sechs Männern getragen werden konnte, siehe Bild ➔ 1b, Seite 411.
2 Leiterrahmen im Unimog
a) Gerade
b) Fischbauch
c) Gekröpft
3 Formen der Längsträger von Leiterrahmen
4 Fahrzeug zum Transport von Brieftauben mit Fahrzeugrahmen in
mittragender Bauweise, nachträglich zum Wohnmobil umgebaut
Fahrgestellrahmen gibt es als, siehe Bild ➔ 1:• Chassisbauweise, siehe Kap. 9.5.3.1 F• mittragende Bauweise, siehe Kap. 9.5.3.2 F• selbsttragende Bauweise, siehe Kap. 9.5.3.3 F• Mittelrohrrahmen, siehe Kap. 9.5.3.4 F
426
10.1 F Fahrwerkskomponenten Lernfeld 10 F: Einbauen, Umbauen und Instandhalten von Fahrwerken
FA
HR
ZE
UG
BA
U
handwerk-technik.de
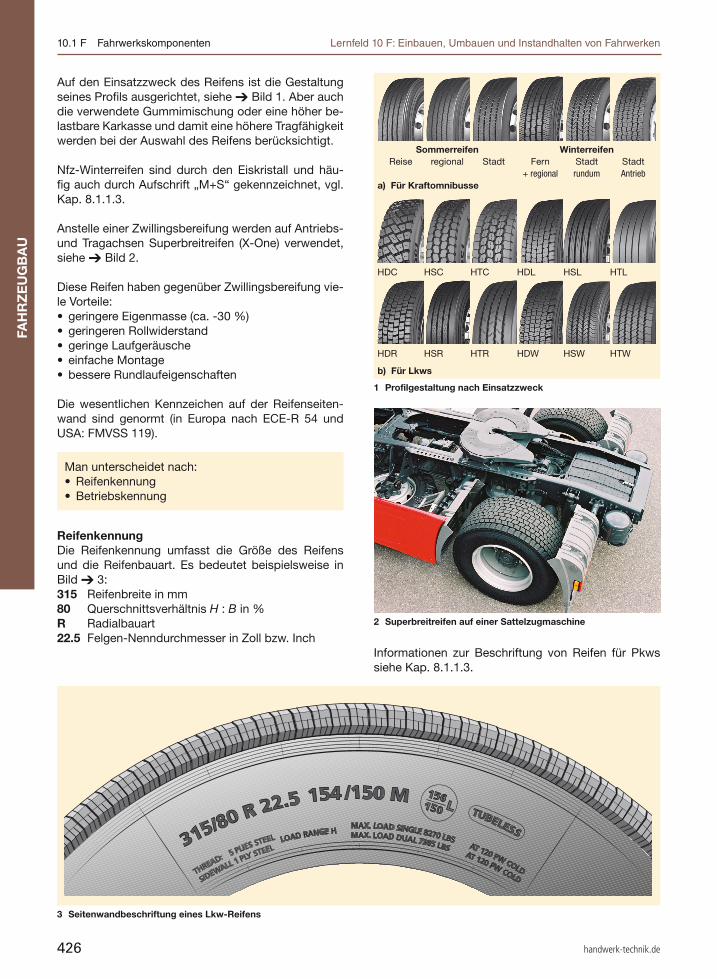
Auf den Einsatzzweck des Reifens ist die Gestaltung seines Profils ausgerichtet, siehe ➔ Bild 1. Aber auch die verwendete Gummimischung oder eine höher be-lastbare Karkasse und damit eine höhere Tragfähigkeit werden bei der Auswahl des Reifens berücksichtigt.
Nfz-Winterreifen sind durch den Eiskristall und häu-fig auch durch Aufschrift „M+S“ gekennzeichnet, vgl. Kap. 8.1.1.3.
Anstelle einer Zwillingsbereifung werden auf Antriebs- und Tragachsen Superbreitreifen (X-One) verwendet, siehe ➔ Bild 2.
Diese Reifen haben gegenüber Zwillingsbereifung vie-le Vorteile:• geringere Eigenmasse (ca. -30 %)• geringeren Rollwiderstand• geringe Laufgeräusche• einfache Montage• bessere Rundlaufeigenschaften
Die wesentlichen Kennzeichen auf der Reifenseiten-wand sind genormt (in Europa nach ECE-R 54 und USA: FMVSS 119).
Man unterscheidet nach:• Reifenkennung• Betriebskennung
Reifenkennung
Die Reifenkennung umfasst die Größe des Reifens und die Reifenbauart. Es bedeutet beispielsweise in Bild ➔ 3:315 Reifenbreite in mm80 Querschnittsverhältnis H : B in % R Radialbauart22.5 Felgen-Nenndurchmesser in Zoll bzw. Inch
Sommerreifen Winterreifen
Reise regional Stadt Fern+ regional
Stadtrundum
StadtAntrieb
a) Für Kraftomnibusse
HDC HSC HTC HDL HSL HTL
HDR HSR HTR HDW HSW HTW
b) Für Lkws
1 Profilgestaltung nach Einsatzzweck
2 Superbreitreifen auf einer Sattelzugmaschine
Informationen zur Beschriftung von Reifen für Pkws siehe Kap. 8.1.1.3.
3 Seitenwandbeschriftung eines Lkw-Reifens

462
11.4 F Belastungsarten, Festigkeit Lernfeld 11 F: Herstellen und Umbauen von Aufbauten und Anbauteilen
FA
HR
ZE
UG
BA
U
handwerk-technik.de
Werkstoff Rm
in N/mm2
Re
Rp0,2
in N/mm2
σzSch
σdSch
in N/mm2
σzdW
in N/mm2
σbSch
in N/mm2
σbW
in N/mm2
τtSch
in N/mm2
τtW
in N/mm2
S 235E 295E 335E 360
370500600700
235295335360
120210270250
330415300330
180250300330
135170230210
100140210190
Es bedeuten:Rm Mindestzugfestigkeit σbSch Biegefestigkeit, schwellendRe, Rp0,2 Streckgrenze σbW Biegefestigkeit, wechselndσzSch, σdSch Zug-/Druckfestigkeit, schwellend τtSch Torsionsfestigkeit, schwellendσzdW Zug-/Druckfestigkeit, wechselnd τtW Torsionsfestigkeit, wechselnd
1 Festigkeitskennwerte (Auswahl)
Unter Berücksichtigung der drei Belastungsfälle er-geben sich unterschiedliche zulässige Bauteilspan-
nungen für den Festigkeitsnachweis von Bauteilen an Nutzfahrzeugen und deren Aufbauten. Die entspre-chenden zulässigen Spannungen sind Werkstofftabel-len zu entnehmen. Ein Beispiel zeigt Bild ➔ 1.
Bei allen Fahrzeugen kommt keine statische Bean-spruchung vor. Durch den Fahrbetrieb werden alle Fahrzeugbauteile entweder dynamisch schwellend oder dynamisch wechseln beansprucht. Dabei werden die Grundbeanspruchungen noch von Vibrationen überlagert, die sich aus dem Fahrbe-trieb ergeben. Hieraus ergeben sich entsprechende Konsequenzen für die Bauteildimensionierung, z. B. durch höhere Sicherheitszahlen.
Beispielrechnung:Die Strebe eines Abschlepp- und Bergeaufbaus bewirkt das Ausfahren und Einziehen der Auffahr-fläche, siehe Bild ➔ 2. Sie ist ein U-Stahl (E335) mit einem Querschnitt A = 18 cm2. Auf die Strebe wirkt eine wechselnde Kraft F = 200 kN. Für die Strebe ist mit einer Sicherheitszahl ν = 2 der Dauerfestigkeitsnachweis zu erbringen.
Geg.: σzdW = 270 N/mm2 Ges.: σzul, σvor(vgl. Bild 1)
A = 18 cm2 = 1800 mm2
F = 200 kN = 200 000 N ν = 2
Lösung:
σzul = σzdW
ν σvorh =
FA
= 270 N/mm2
2 =
200 000 N1800 mm2
σzul = 135 N/mm2 σvorh = 111 N/mm2
Da σvorh ≤ σzul, ist der erforderliche Festigkeits-nachweis erbracht: Die Strebe ist dauerfest.
2 Abschlepp- und Bergefahrzeug

479
12.2 F Anhängerversorgung Lernfeld 12 F: Einbauen und Instandhalten von Systemen
FA
HR
ZE
UG
BA
U
handwerk-technik.de
12.2 F Anhängerversorgung
Anhänger werden versorgt mit:• Druckluft, siehe Kap. 12.2.1 F• Hydraulikflüssigkeit, siehe Kap. 12.2.2 F• elektrischem Strom, siehe Kap. 12.2.3 F
12.2.1 F Versorgung eines Anhängers mit Druckluft
Druckluft wird im Anhänger für die Druckluft-Brems-anlage benötigt. Dabei soll der Anhänger• bei Vollbremsung mit der gleichen Bremskraft
abbremsen wie der Zugwagen, • bei Teilbremsung evtl. mit größerer Bremskraft.
Das Anhänger-Steuerventil im Zugwagen bewirkt, dass der Anhänger • über die Vorratsleitung dauernd mit Druckluft
versorgt und• über die Bremsleitung die Bremsanlage an-
gesteuert wird.
In Bild ➔ 1 ist die Druckluftversorgung eines Anhän-gers dargestellt. Der Bremskraftregler (10) regelt die Bremskraft, die auf die Bremsen des Anhängers ein-wirkt, abhängig von dessen Masse beziehungsweise seiner Beladung.
Die Federspeicherzylinder (7) sichern, dass der Anhänger auch gebremst werden kann• bei Druckverlust • wenn er abgestellt ist (unbeabsichtigtes Weg-
rollen!)
Bei Druckverlust im Druckluftsystem des Anhängers werden Sicherheitsmaßnahmen wirksam, notfalls er-folgt eine sofortige Vollbremsung des Anhängers.
Notfälle• Abriss der Vorratsleitung sofortige Auslösung
der Notbremsung des Anhängers• Abriss der Bremsleitung
– ohne Bremsbetätigung: keine Reaktion– beim Bremsen: Anhänger-Steuerventil reduziert
den Vorratsdruck im Anhänger; es erfolgt die Notbremsung des Anhängers
Soll ein abgestellter Anhänger bewegt werden, ohne dass ein Zugfahrzeug mit Druckluftbremsanlage zur Verfügung steht, so können die Federspeicherzylinder von außen über eine Schraube entlastet werden. Der Anhänger ist anschließend ohne Bremswirkung.
1 Kupplung Vorratsleitung, Kennfarbe rot2 Kupplung Bremsleitung, Kennfarbe gelb3 Bremsschlauch4 Anhängerbremsventil5 Vorratsbehälter Druckluft mit Entwässerungsventil und Prüfanschluss6 Anhänger-Löseventil7 Federspeicherzylinder8 Bremszylinder9 Leitungen10 Bremskraftregler
1
2
3
3
4
5
6
7
9
10
8
1 Druckluftversorgung eines Anhängers
Achtung:Es sind geeignete Sicherheitsmaßnahmen zu treffen, z. B.: • Keile an die Räder anbringen• Warnschilder anbringen
Weitere Informationen zur Druckluftbremsanlage siehe Kap. 10.1.6 F.
12.2.2 F Versorgung eines Anhängers mit Hydraulikflüssigkeit
Zur Versorgung eines Anhängers mit Hydraulikflüssig-keit ist eine Hydraulikanlage im Zugfahrzeug erforder-lich. Sie besteht aus:• einem Tank für Hydraulikflüssigkeit• einer Hydraulikpumpe• Hydraulik-Ventilen
Die Verbindung der Hydraulikanlage des Zugfahr-zeugs und der Hydraulikanlage des Anhängers erfolgt über Schnellkupplungen, Hydraulikschläuche und Rohrleitungen.

493
13.3 F Fahrzeugrahmen instand halten Lernfeld 13 F: Instandhalten von Fahrzeugrahmen und Aufbauten
FA
HR
ZE
UG
BA
U
handwerk-technik.de
13.3 F Fahrzeugrahmen instand halten
Fahrzeugrahmeninstand halten
warten und pflegen
Fahrzeugrahmen
instand setzen
Fahrzeugrahmen vermessen
Fahrzeugrahmen richten
1 Fahrzeugrahmen instand halten
Fahrzeurahmen werden instand gehalten durch, vgl. Bild ➔ 1:• Wartung und Pflege, siehe Kap. 13.3.1 F• Instandsetzung, siehe Kap. 13.3.2 F
13.3.1 F Fahrzeugrahmen warten und pflegen
Je nach Fahrgestellhersteller sind Wartungs- bzw. Pflegefristen einzuhalten:• Eine Sichtprüfung wird durch die Prüfstelle bei
jeder SP bzw. HU durchgeführt.• Zusätzlich sollte der Betreiber des Fahrzeugs beim
Waschen eine Sichtprüfung durchführen; somit kann er Korrosionsschäden erkennen, sofort den Korrosionsschutz (Wachs oder Lack) nachbes-sern und somit die Lebensdauer des Fahrzeugs erhöhen.
13.3.2 F Fahrzeugrahmen instand setzen
13.3.2.1 F Verformungen am Fahrzeugrahmen
Nach einem Unfall von Nkws ist oft der Fahrzeugrah-men verformt.Verformungen am Fahrzeugrahmen sind:• seitliche Verbiegung; dann sind die Längsträger
aus der Längsachse seitlich verbogen, die Quer-träger sind nicht mehr rechtwinklig zum Längs-träger, siehe Bild ➔ 2a
• senkrechte Verbiegung; die Längsträger sind nach oben oder unten verbogen, siehe Bild ➔ 2b
• Verdrehung, d. h., die Längsträger sind gerade, liegen aber horizontal nicht parallel zueinander, siehe Bild ➔ 2c
• Diagonal-Verschiebung, dann sind alle Querträger aus der rechtwinkligen Lage zu den Längsträgern verschoben, siehe Bild ➔ 2d
• punktuelle Verformung; Längs- oder Querträger weisen Knicke, Beulen oder Falten auf, siehe Bild ➔ 2e
Diese Verformungen an Fahrzeugrahmen treten im-mer in Kombination auf: Oft ist der Fahrzeugrahmen verdreht und verbogen und/oder punktuell verformt, Beispiel siehe Bild ➔ 1, Seite 494.
d) Diagonalverschiebungd)d))d)dddd))ddd)d)dd)ddddddddddd)d)ddddd)d))ddd)d))dddddd))dd)dddddd)dddd)d)dd)d)dd)d)dddd)d)ddddd))ddd)dd))ddddd)d)d))))))))))))))))) DiaDiaiaDiaDiaDiiDiaDiaDiaDiaDiaDiaaaaDiaaDiDiaD aDDiaDiaDiaaDiaDiaaDiaDiaDiaaD aDiaiaD aaaaaaaaDDiaaaaDiDiDiaDiaaaaaiDiaaaDDiaiDiDiDiaaaaDiDiaiDiiaaDDiDiaDiaiaiaaDiaaaDiaDDiaDDiDiaDiiiiaaaaDiaiiiaiaDiaaaaDiiiaiaDiaaaDiaaaaDiDiDiaaaDiaaaaDiiaaaDiaaaagongongongongonnnnnnnnngonggog nggogongongongonggonnngonggogggononggggononnggongogongongongongggongonngongggogonnngggggongonggggggggggggggggggggggggggggggggg alvalvalvalvllllllalvalvalvalvalvlllllalvalvlvllalvalvlllvlalvalvalvaalvlvaaaalvvalvlalvalvvalvalvaaalvvalvalvvvvalvvvvalva vvvvvvalalvvvvalvalvalvaa valvalvalal eererrrrrerrsrssrserssssssssserrrrrserrrrrsserseerrrsrrersersrrrssersersereersersrrsseerserrrseererrrrrrrersersersseereerrrrrrrrrsssssersersrrrrrrrrsssrsserseerersrrrrrssersersrrsssersereerrrrrrsssschichichichchchchhhhiihhihhhihihhhhihhiiihihihhhhicchhhhhhchihhichihhichhhhiiihhihihiiihihihhhiihhiiihichihhhhiiiiihiiiiiiiiiiiiiiiic iiiiiihihihh ebuebuebebueebuuebebuebuebueeebuebebuebuebueebebebuuebebuueeebue uuueeeebuebuebuuebeebebebuuueeebbebebuuuuebuueebuebuebueebuebububuebubebuebuuebuebuuueebbbbbuuuebuuunnngngnnnnngngngngnggnggggggggnnngngngggnnngnngggggnnggggggngngnggggggggnggnggggggnnggggggggnnggggggngngnnnnnnggnnngnggnnnnnngngngngggggnnngngngggngnnnnggggngnnnnnnngnggggggggggggggggggggggggggggggg
a) Seitliche Verbiegung
b) Senkrechte Verbiegung
c) Verdrehung
d) Diagonalverschiebung
e) Punktuelle Verschiebung
2 Verformungen des Fahrzeugrahmens
521
KA
RO
SS
ER
IEB
AU
handwerk-technik.de
9.2 K Fahrzeuge und Karosserien darstellen Lernfeld 9 K: Anfertigen von Abwicklungen, Schablonen und Modellen
9.2.7 K Austragung
9.2.7.1 K Verteiler für Austragungen
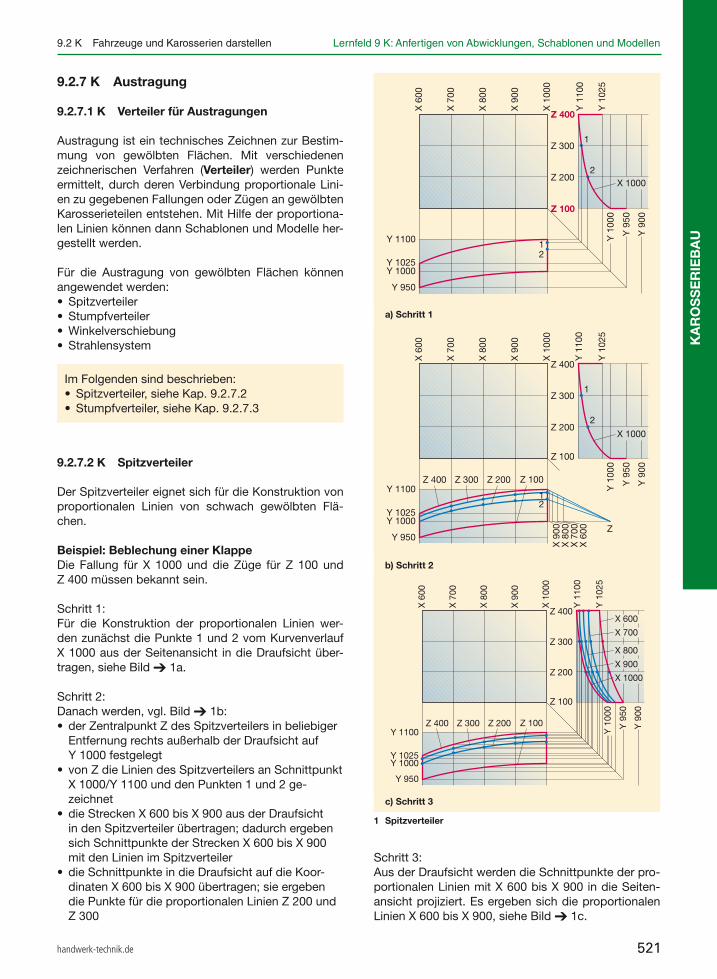
Austragung ist ein technisches Zeichnen zur Bestim-mung von gewölbten Flächen. Mit verschiedenen zeichnerischen Verfahren (Verteiler) werden Punkte ermittelt, durch deren Verbindung proportionale Lini-en zu gegebenen Fallungen oder Zügen an gewölbten Karosserieteilen entstehen. Mit Hilfe der proportiona-len Linien können dann Schablonen und Modelle her-gestellt werden.
Für die Austragung von gewölbten Flächen können angewendet werden: • Spitzverteiler• Stumpfverteiler• Winkelverschiebung• Strahlensystem
9.2.7.2 K Spitzverteiler
Der Spitzverteiler eignet sich für die Konstruktion von proportionalen Linien von schwach gewölbten Flä-chen.
Beispiel: Beblechung einer Klappe
Die Fallung für X 1000 und die Züge für Z 100 und Z 400 müssen bekannt sein.
Schritt 1:Für die Konstruktion der proportionalen Linien wer-den zunächst die Punkte 1 und 2 vom Kurvenverlauf X 1000 aus der Seitenansicht in die Draufsicht über-tragen, siehe Bild ➔ 1a.
Schritt 2:Danach werden, vgl. Bild ➔ 1b:• der Zentralpunkt Z des Spitzverteilers in beliebiger
Entfernung rechts außerhalb der Draufsicht auf Y 1000 festgelegt
• von Z die Linien des Spitzverteilers an Schnittpunkt X 1000/Y 1100 und den Punkten 1 und 2 ge-zeichnet
• die Strecken X 600 bis X 900 aus der Draufsicht in den Spitzverteiler übertragen; dadurch ergeben sich Schnittpunkte der Strecken X 600 bis X 900 mit den Linien im Spitzverteiler
• die Schnittpunkte in die Draufsicht auf die Koor-dinaten X 600 bis X 900 übertragen; sie ergeben die Punkte für die proportionalen Linien Z 200 und Z 300
X 6
00
Y 1100
Y 1025Y 1000
Y 950
X 7
00
X 8
00
X 9
00
X 1
000
Z 400
Z 300
Z 200
Z 100
Y 1
100
Y 1
000
Y 9
50
Y 9
00
Y 1
025
X 1000
1
12
2
a) Schritt 1
X 6
00
Y 1100
Y 1025Y 1000
Y 950
X 7
00
X 8
00
X 9
00
X 1
000
Z 400
Z 300
Z 200
Z 100
Y 1
100
Y 1
000
X 9
00X
800
X 7
00X
600
Z 100Z 300 Z 200Z 400 Y 9
50
Y 9
00
Y 1
025
X 1000
Z
1
12
2
b) Schritt 2
X 6
00
Y 1100
Y 1025Y 1000
Y 950
X 7
00
X 8
00
X 9
00
X 1
000
Z 400
Z 300
Z 200
Z 100
Y 1
100
Y 1
000
Y 9
50
Y 9
00
Y 1
025
X 1000
X 900
X 800
X 700
X 600
Z 100Z 300 Z 200Z 400
c) Schritt 3
1 Spitzverteiler
Schritt 3:Aus der Draufsicht werden die Schnittpunkte der pro-portionalen Linien mit X 600 bis X 900 in die Seiten-ansicht projiziert. Es ergeben sich die proportionalen Linien X 600 bis X 900, siehe Bild ➔ 1c.
Im Folgenden sind beschrieben:• Spitzverteiler, siehe Kap. 9.2.7.2• Stumpfverteiler, siehe Kap. 9.2.7.3
554
10.9 K Aerodynamik am Pkw Lernfeld 10 K: Herstellen von Karosserieteilen, Karosserien und Aufbauten
KA
RO
SS
ER
IEB
AU
handwerk-technik.de
Fhinten
Fvorn
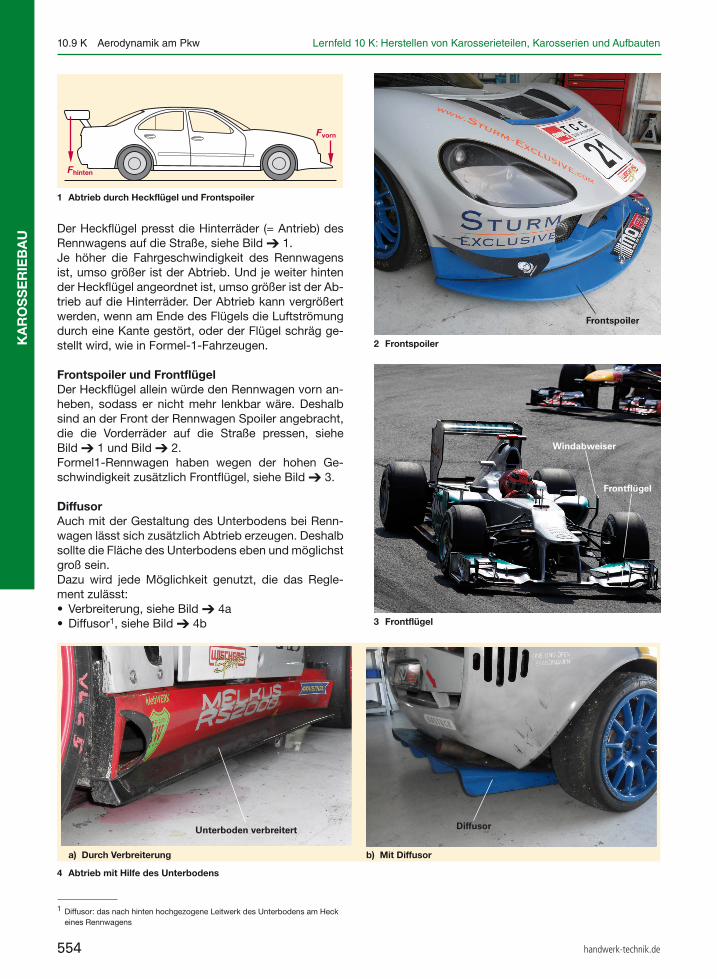
1 Abtrieb durch Heckflügel und Frontspoiler
Der Heckflügel presst die Hinterräder (= Antrieb) des Rennwagens auf die Straße, siehe Bild ➔ 1.Je höher die Fahrgeschwindigkeit des Rennwagens ist, umso größer ist der Abtrieb. Und je weiter hinten der Heckflügel angeordnet ist, umso größer ist der Ab-trieb auf die Hinterräder. Der Abtrieb kann vergrößert werden, wenn am Ende des Flügels die Luftströmung durch eine Kante gestört, oder der Flügel schräg ge-stellt wird, wie in Formel-1-Fahrzeugen.
Frontspoiler und Frontflügel
Der Heckflügel allein würde den Rennwagen vorn an-heben, sodass er nicht mehr lenkbar wäre. Deshalb sind an der Front der Rennwagen Spoiler angebracht, die die Vorderräder auf die Straße pressen, siehe Bild ➔ 1 und Bild ➔ 2. Formel1-Rennwagen haben wegen der hohen Ge-schwindigkeit zusätzlich Frontflügel, siehe Bild ➔ 3.
Diffusor
Auch mit der Gestaltung des Unterbodens bei Renn-wagen lässt sich zusätzlich Abtrieb erzeugen. Deshalb sollte die Fläche des Unterbodens eben und möglichst groß sein. Dazu wird jede Möglichkeit genutzt, die das Regle-ment zulässt:• Verbreiterung, siehe Bild ➔ 4a• Diffusor1, siehe Bild ➔ 4b
a) Durch Verbreiterung b) Mit Diffusor
Unterboden verbreitert Diffusor
4 Abtrieb mit Hilfe des Unterbodens
1 Diffusor: das nach hinten hochgezogene Leitwerk des Unterbodens am Heck eines Rennwagens
2 Frontspoiler
Windabweiser
Frontfl ügel
3 Frontflügel
Frontspoiler
581
11.9 K Achslast Lernfeld 11 K: Umbauen, Aus- und Umrüsten von Karosserien und Aufbauten
KA
RO
SS
ER
IEB
AU
handwerk-technik.de
11.9.2 K Achslast, Stützlast und Lenkfähigkeit
Um die Lenkfähigkeit des Fahrzeugs zu gewährleis-ten, geben die Fahrzeughersteller üblicherweise als Mindestbelastung der Lenkachse Achslast ≥ 25 % des jeweiligen Momentangewichts an; bei Anhänger-betrieb sind es oft 30 %.
Nach § 44 Abs. 3 StVZO darf bei einachsigen An-hängern oder zweiachsigen Anhängern mit einem Achsabstand von weniger als einem Meter hinter Pkws die vom ziehenden Fahrzeug aufzunehmende Mindeststützlast ≥ 4 % der jeweiligen (tatsächlichen) Anhängelast betragen. Sie braucht jedoch nicht mehr als 25 kg betragen.
Wird ein Pkw mit der Anhängekraft FAnh belastet, wird • die Hinterachse belastet mit der Kraft FBel• die Vorderachse entlastet mit der Kraft FEnt
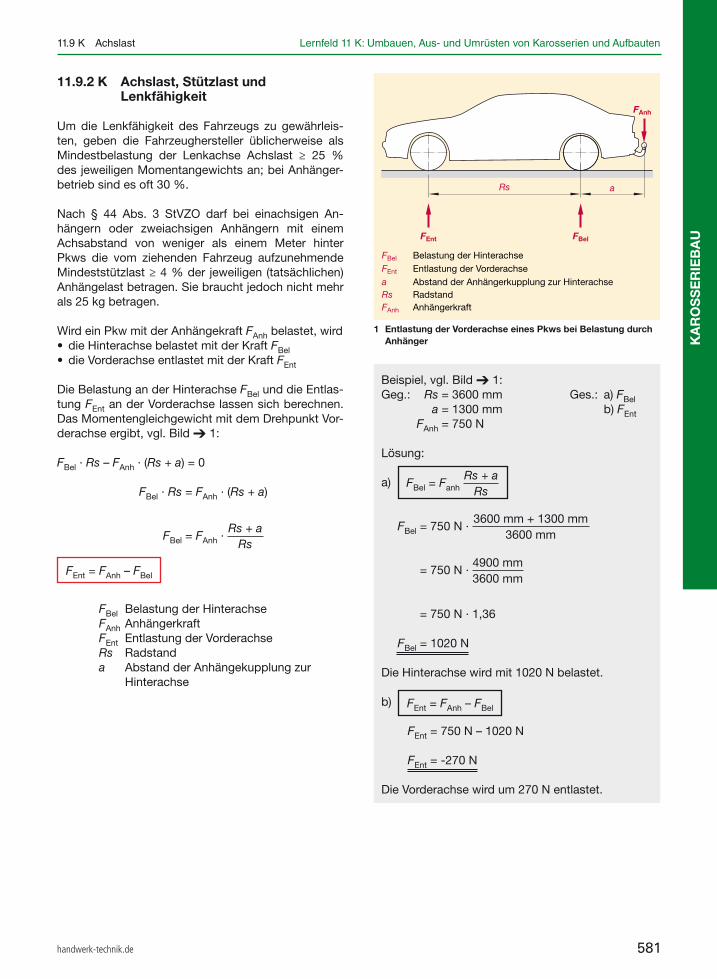
Die Belastung an der Hinterachse FBel und die Entlas-tung FEnt an der Vorderachse lassen sich berechnen. Das Momentengleichgewicht mit dem Drehpunkt Vor-derachse ergibt, vgl. Bild ➔ 1:
FBel · Rs – FAnh · (Rs + a) = 0
FBel · Rs = FAnh · (Rs + a)
FBel = FAnh · Rs + a
Rs
FEnt = FAnh – FBel
FBel Belastung der HinterachseFAnh AnhängerkraftFEnt Entlastung der VorderachseRs Radstanda Abstand der Anhängekupplung zur
Hinterachse
Rs a
FAnh
FBelFEnt
FBel Belastung der HinterachseFEnt Entlastung der Vorderachsea Abstand der Anhängerkupplung zur HinterachseRs RadstandFAnh Anhängerkraft
1 Entlastung der Vorderachse eines Pkws bei Belastung durch
Anhänger
Beispiel, vgl. Bild ➔ 1:Geg.: Rs = 3600 mm Ges.: a) FBel a = 1300 mm b) FEnt FAnh = 750 N
Lösung:
a) FBel = Fanh Rs + a
Rs
FBel = 750 N · 3600 mm + 1300 mm
3600 mm
= 750 N · 4900 mm3600 mm
= 750 N · 1,36
FBel = 1020 N
Die Hinterachse wird mit 1020 N belastet.
b) FEnt = FAnh – FBel
FEnt = 750 N – 1020 N
FEnt = -270 N
Die Vorderachse wird um 270 N entlastet.

591
12.1 K Gestaltung des Innenraums von Pkws Lernfeld 12 K: Gestalten, Verkleiden und Ausstatten des Fahrzeug innenraums
KA
RO
SS
ER
IEB
AU
handwerk-technik.de
Aktive Sitze verändern während der Fahrt geringfügig ihre Kontur. Dadurch werden immer unterschiedliche Muskelgruppen beansprucht. Dies ermöglicht eine er-müdungsfreie Fahrt.
Bei dynamischen Sitzen blasen sich bei Kurvenfahrt Luftpolster auf, die den Seitenhalt verändern.
Den Fahrkomfort verbessert eine Sitzheizung im Win-ter und die Kühlung im Sommer. Während eines Un-falls bilden der stabile Sitzrahmen und aktive Kopf-stützen den Überlebensraum des Fahrers.
In der gehobenen Fahrzeugklasse verfügen Sitze über Memoryfunktionen. Damit lassen sich Sitzpositionen für unterschiedliche Fahrer speichern und auf Knopf-druck wieder herstellen.
Sind mehrere Systeme im Fahrzeug miteinander ver-knüpft, werden mit der Sitzeinstellung automatisch Rückspiegel oder sogar Radio auf den Nutzer einge-stellt.
12.1.4 K Gestaltung der Farben im Innenraum
Die Farbgestaltung hat einen großen Einfluss auf das Erscheinungsbild von Innenräumen.
Zum einen haben Farben eine Ordnungsfunktion: Wiederkehrende Farben ermöglichen eine schnelle Orientierung und erhöhen somit die Sicherheit von Fahrzeugen.
Auf der anderen Seite wecken Farben Emotionen. Sie wirken beruhigend oder aufwühlend.
Die Wahl entsprechender Farben und Kontraste er-zeugt unterschiedliche Stimmungen. Dunkle, ge-deckte Farbtöne mit geringen Kontrasten bewirken den Eindruck von Gediegenheit und Stabilität. Starke Farbkontraste werden mit Sportlichkeit und Jugend verknüpft, siehe Bild ➔ 1.
Neben den hervorgerufenen Emotionen hat die Farb-gestaltung auch Auswirkung auf den Gebrauchswert von Fahrzeugen. Pastellfarbene Flächen lassen den Innenraum großzügig erscheinen. Sie verschmutzen aber leicht und sind deshalb für Familien- oder Nutz-fahrzeuge eher unpraktisch. Für diese eignen sich ge-deckte Farbtöne mit kleinen Mustern besser.
1 Starker Farbkontrast im Innenraum
2 Farbgestaltung in einem Werkstattwagen
Bei Funktionsfahrzeugen wie Rettungs- oder Werk-stattwagen werden an die Farbgestaltung besondere Anforderungen gestellt. Dort werden helle Farben be-vorzugt, um die Lichtverteilung im Fahrzeug zu ver-bessern, siehe Bild ➔ 2.
Die Farbkontraste ordnen sich aber völlig der Funktion unter. So werden die Farben von Schubladen in Werk-stattwagen nach dem Inhalt und nicht nach gestalteri-schen Gesichtspunkten gewählt.
612
13.4 K Restaurierung der Karosserie eines Oldtimers Lernfeld 13 K: Instandhalten von Karosserien und Aufbauten
KA
RO
SS
ER
IEB
AU
handwerk-technik.de
13.4 K Restaurierung der Karosserie
eines Oldtimers
13.4.1 K Bestandsaufnahme zur Restaurie-rung der Karosserie eines Oldtimers
Bei der Restaurierung von Oldtimern ist als Erstes der Gesamtschaden festzustellen, siehe Bild ➔ 1. Dabei werden die gleichen Grundregeln angewendet wie bei jeder normalen Instandsetzung, vgl. Kap. 9 I.
Allerdings beschränkt sich die Schadensaufnahme nicht nur auf einen Bereich des Fahrzeuges; vielmehr soll der Gesamtzustand ermittelt werden. Neben der Karosserie werden Motor, Kraftübertragung, Elektroanlage, Innen-ausstattung und Fahrwerk beurteilt. Dabei muss man auch Teile wie Gummidichtungen, Zierleisten, Schein-werfer und andere Anbauteile berücksichtigen.
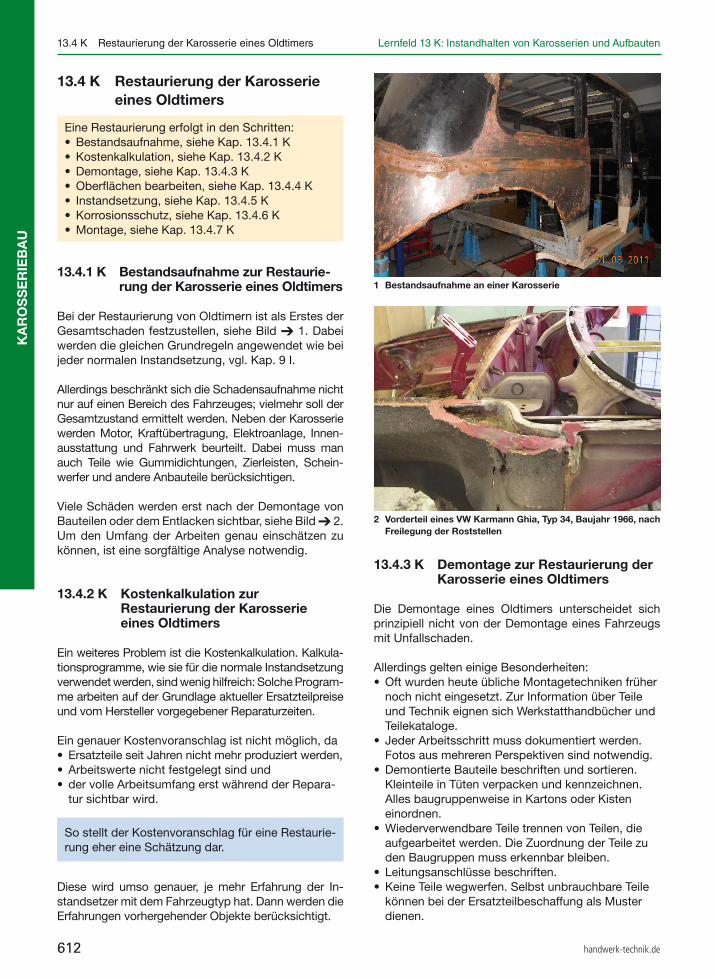
Viele Schäden werden erst nach der Demontage von Bauteilen oder dem Entlacken sichtbar, siehe Bild ➔ 2. Um den Umfang der Arbeiten genau einschätzen zu können, ist eine sorgfältige Analyse notwendig.
13.4.2 K Kostenkalkulation zur Restaurierung der Karosserie eines Oldtimers
Ein weiteres Problem ist die Kostenkalkulation. Kalkula-tionsprogramme, wie sie für die normale Instandsetzung verwendet werden, sind wenig hilfreich: Solche Program-me arbeiten auf der Grundlage aktueller Ersatzteilpreise und vom Hersteller vorgegebener Reparaturzeiten.
Ein genauer Kostenvoranschlag ist nicht möglich, da • Ersatzteile seit Jahren nicht mehr produziert werden,• Arbeitswerte nicht festgelegt sind und• der volle Arbeitsumfang erst während der Repara-
tur sichtbar wird.
So stellt der Kostenvoranschlag für eine Restaurie-rung eher eine Schätzung dar.
Diese wird umso genauer, je mehr Erfahrung der In-standsetzer mit dem Fahrzeugtyp hat. Dann werden die Erfahrungen vorhergehender Objekte berücksichtigt.
1 Bestandsaufnahme an einer Karosserie
2 Vorderteil eines VW Karmann Ghia, Typ 34, Baujahr 1966, nach
Freilegung der Roststellen
13.4.3 K Demontage zur Restaurierung der Karosserie eines Oldtimers
Die Demontage eines Oldtimers unterscheidet sich prinzipiell nicht von der Demontage eines Fahrzeugs mit Unfallschaden.
Allerdings gelten einige Besonderheiten:• Oft wurden heute übliche Montagetechniken früher
noch nicht eingesetzt. Zur Information über Teile und Technik eignen sich Werkstatthandbücher und Teilekataloge.
• Jeder Arbeitsschritt muss dokumentiert werden. Fotos aus mehreren Perspektiven sind notwendig.
• Demontierte Bauteile beschriften und sortieren. Kleinteile in Tüten verpacken und kennzeichnen. Alles baugruppenweise in Kartons oder Kisten einordnen.
• Wiederverwendbare Teile trennen von Teilen, die aufgearbeitet werden. Die Zuordnung der Teile zu den Baugruppen muss erkennbar bleiben.
• Leitungsanschlüsse beschriften.• Keine Teile wegwerfen. Selbst unbrauchbare Teile
können bei der Ersatzteilbeschaffung als Muster dienen.
Eine Restaurierung erfolgt in den Schritten:• Bestandsaufnahme, siehe Kap. 13.4.1 K• Kostenkalkulation, siehe Kap. 13.4.2 K• Demontage, siehe Kap. 13.4.3 K• Oberflächen bearbeiten, siehe Kap. 13.4.4 K• Instandsetzung, siehe Kap. 13.4.5 K• Korrosionsschutz, siehe Kap. 13.4.6 K• Montage, siehe Kap. 13.4.7 K