kontrolli statistikor i cilësisë -...
TRANSCRIPT

Kontrolli i Procesit të Prodhimit
Kontrolli Statistikor i Cilësisë
Kontrolli Statistikor i Cilësisë-KSC nënkupton paketën e veprimeve dhe teknikave statistikore
për të vlerësuar cilësinë e mostrave në procesin e prodhimit

-Kontroll procesi bëhet kur :
-mudësia e vrojtimit është e lehtë - kur kostoja e kontrollit për njësine është e ulët - kur karakteristika defektoze dëmton stadet e më vonshme të produktit - kur kontrolli i procesit nuk dëmton produktin.
Si? Kontrolli i cilësisë bëhet duke krahasuar luhatjet e vrojtuara të karakteristikëave të produktit me luhatjet e planifikuara ose të lejuara në përshkrimet teknike të produktit

Variacioni
Dukuri natyrore e që tregon se dy sende natyrore të të njejtës kategori nuk janë të njejta. Luhatjet e karakteristikave shprehen si:
Ndryshyme brenda produktit: psh. ashpersia e siperfaqes
jo e njejtë në gjithë sipërfaqen
Ndryshime mbrenda dy produkteve, ndryshimi
mes dy produkteve të prodhuara në të njejtën kohë
Ndryshimi në kohë, turni, dita, muaji

Arsyet e variacionit
Makineritë, lëndët e para, kushtet e punës, ambienti, kushtet fizike dhe emocionale të punëtorëve, etj
Shkaqet e natyrshme të variacionit
Variacioni i rastit
Si pasojë e veprimtarisë kontrolluese- cilësia e paisjeve matëse,kualifikimi i personelit, saktësia e matjeve, mjedisi (zhurma, drita, ngrohja)
Është relativisht i vogël
Variacioni i natyrshëm përcakton aftësinë e procesit të prodhimit
Variacioni studjohet me metoda statistikore ashtiu që karakteristika
kritike matet vazhdimisht gjatë procesit të prodhimit dhe shënohen
vlerat në diagram
Kapaciteti i Procesit – tregon aftësinë e procesit që ti
plotësojë specifikimet e projektuara të produktit ose shërbimit
Specifikimet e projektuara janë shpesh
me vlera nominale dhe toleranca psh Boshti
d= 10,254 ±0,050 cm
Vlera ideale (nominale)
tolerancat
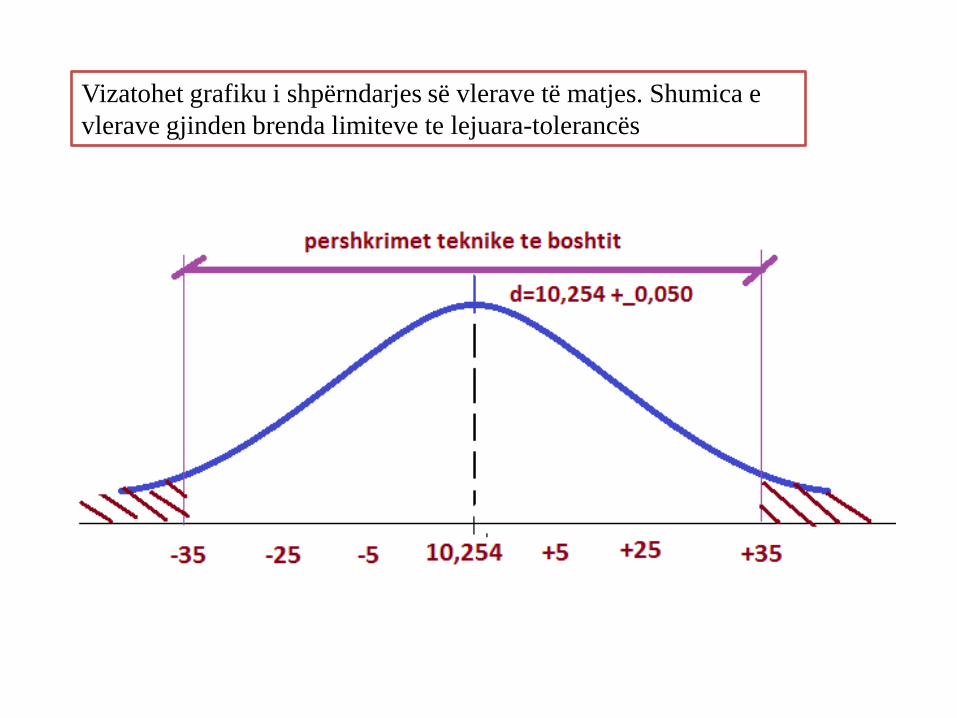
Vizatohet grafiku i shpërndarjes së vlerave të matjes. Shumica e
vlerave gjinden brenda limiteve te lejuara-tolerancës

Kontrolli bëhet sipas metodës: MVV –matjes së vazhdueshme të variacionit ose MA-matja me atribute
Frekuenca: Paraqitja e mostres ose paraqitja e tolerancës


Forma e shperndarjes ndikon procesin
I Parashikueshëm Nëse kemi shperndarje normale

Karta e kontrollit
Qëllimi i kartave të kontrollit është të përmirmirsojë dallimin mes shperndarjes normale dhe të rastit

17 = UCL
15 = LCL
16 = Mean
Vendosja e limiteve te kontrollit
Numri i mostrave
| | | | | | | | | | | | 1 2 3 4 5 6 7 8 9 10 11 12
Variacioni
Jashte ktr
Jashte kontr.

© Wiley 2007
Traditional Statistical Tools
• Termat: – Mesatarja-The Mean- e mat
mesataren e tendences qendrore – Rangu-The Range- dallimi mes
vleres me te madhe dhe me te vogël
– Devijimi Standard-Standard
Deviation e mat sasine e te dhenave rreth mesatares
– Distribution of Data shape • Normale –forma e ziles • E shtemberuar
n
x
x
n
1i
i
1n
Xx
σ
n
1i
2
i

Shperndarja e të dhenave
• Normal distributions
• Skewed distribution

Llojet e kartave të kontrollit
Karta e mesatareve
Ka per qëllim të vrojtojë simetrinë e matjeve të vlerave të madhësisë
kritike gjatë procesit të prodhimit
Karta e amplitudave
Ka per qëllim të ndjek Variacionin, dmth luhatjet e vlerave të matjeve
në të njejtën mostër

Karta e mesatares dhe amplitudes
(a)
(mesatarja cvendoset ndërsa shpërndarja ruhet konstante)
R-kartat (R-karta nuk detekton ndryshimin e mesatares)
LEK
LPK
x-kartat (x-karta detekton cvendosjen nga qendra)
UCL
LCL

Karta e mesatares dhe amplitudes
R-kartat (R-kartat e detektojnë rritjen e shperndarjes)
LEK
LPK
(b)
(Mesatarja eshte konstante por shpërndarja rritet)
x-kartat (x-karta nuk e detekton zgjerimin e shperndarjes)
UCL
LCL