m ultidisciplinary s enior d esign r ochester i nstitute of t echnology d resser -r and p ainted p...
TRANSCRIPT

MULTIDISCIPLINARY SENIOR DESIGNROCHESTER INSTITUTE OF TECHNOLOGY
DRESSER-RAND PAINTED POSTP10459
FINAL PROJECT REVIEW5/14/10
Team:Phil Eaton (ME)
Alex Frenkel (ME)Rachel Koch (ME)Pete Lowry (ISE)
Yi Xie (ISE)
Faculty Guide:John Kaemmerlen

OUTLINE
Overview Results Machine Configuration Summary Cell Layout Summary Material Handling Summary Material Storage Summary Process Improvement Summary Project Evaluation Future Steps/Recommendations

PROJECT DESCRIPTION
o Problem• Liner cell is located in 3 different parts of the plant• One part is in a location that will be closed off
o Objective• Provide a detailed plan for
movement/consolidation• Maximize productivity, safety, quality, and
profitability in new layouto Stakeholders
• RIT: John Kaemmerlen, Senior Design Program• D-R: Dennis Rice, Mike Decerbo, John Woedy
• RIT MSD• December 2009-May 2010

CUSTOMER NEEDS/ENGINEERING SPECIFICATIONS
Need Metric Current Target Actual Deliverable
Machine Configuration
# Injuries 0 0 0*Specifications
PackageProcess Time 120 min 90 min (-25%) 90 min (-25%)*
Cell Layout
Travel Distance Next Slide Cutover PlanLayout
DrawingsMfg Footprint 6584 Sq Ft4608 Sq Ft
(-30%)5282 Sq Ft
(-23%)
Process Improvement
# Injuries 0 0 0*
Visual Control Boards
Lean Training
Process Time 35 Hrs 28 Hrs (-20%) 28 Hrs (-20%)*
Defect Cost $40,623 $20,311 (-50%)$20,311 (-50%)*
Material Handling
Defect Cost $6,000 0 (-100%) $0 (-100%)*
Pallet Prototype# Injuries 0 0 0*Material Storage
Space Utilization 480 Sq Ft
192 Sq Ft (-60%)
163 Sq Ft (-66%) Rack Drawings
* Estimated

TRAVEL DISTANCE SPECIFICATIONS
Liner Type Current Travel Distance
Target Actual
Lrg Prod 1890 ft 945 ft (-50%) 881 ft (53%)
Sml Prod 1952 ft 976 ft (-50%) 868 ft (54%)
Lrg Serv 2464 ft 1,232 ft (-50%)
1881 ft (24%)
Sml Serv 1745 ft 877 ft (-50%) 1046 ft (46%)

CONCEPT SUMMARY: MACHINE CONFIGURATION/FIT UP BOOTH
Need: Increase productivity and safety through analysis of alternative machines
Originally we wanted to pursue investigating the purchase of new CNC equipment, this did not happen.
The final machine configuration brought all assets from shop 21 into the new cell. As well as an additional asset from outside of liner cell The Cincinnati Gilbert will bring the porting
operation into the cell greatly reducing the travel distance currently in place to port liners outside of the cell.

FIT-UP BOOTH
Additionally we suggest the purchase construction and installation of new equipment for a fit up booth. Not only does this add value in saved time, but
added safety also is achieved.

FIT-UP BOOTH

FIT-UP BOOTH

CONCEPT SUMMARY: CELL LAYOUT All Concepts involved moving the Shop 21
Liner Cell into a new area (Either Shop 17 or 6)
Concepts considered moving the #6425 Norton Grinder, #6605 American Lathe &/or #6911 Gilbert in addition to the Shop 21 machines
Concepts considered purchasing a new Vertical Turning Lathe
Final Concepts were determined to involve using extended Shop 6 layout including the #6911 Gilbert, leaving #6425 Norton Grinder & #6605 American Lathe as is, adding Racks & a Fit-up booth, & not adding a new VTL.

CONCEPT SUMMARY: CELL LAYOUT

DESIGN SUMMARY: CELL LAYOUT The Final Layout reduces travel distance by 600-
1000 feet per liner type (an average of 45% less), saves 23% in foot print, and allows management by sight

CONCEPT SUMMARY: MATERIAL HANDLING
Standard wooden pallet
(Oak)
Small V Blocks (Oak)
Large V Block (Oak)
Method for strapping the liner to the pallet
Standard wooden pallet with adjustable V Block fixtures for different sizing/length of liners
Holes for adjustable V
Block spacing

SYSTEM TESTING RESULTS: MATERIAL HANDLING Initial inspection
There are no initial fractures in the pallet or v-blocks.
Testing We put a liner on a pallet and held it down using a tie-down strap. We had a forklift operator move the pallet at working speed (approx. 3-4 mph):
No movement of liner
Consistent strap tension
No damage to liner/pallet
Circular Movement Forward Motion Backward Motion Stopping Short

DESIGN SUMMARY: MATERIAL HANDLING/STORAGE Vertical storage rack
reduces WIP storage footprint by 66%
Will improve cleanliness of work area and lower risk of damage since liners are organized at a central location

Resolution
Identification(Visual Controls)
Problem Long Term problems
Immediate
Problems
Hidden Problem
s
Machine D/T Board
Process Control Board
Waste Tracking Sheet
Flow Analysis Action/ Resolution board
Outputs
Higher Quality
Greater Productivity
Best Safety
PROCESS IMPROVEMENT
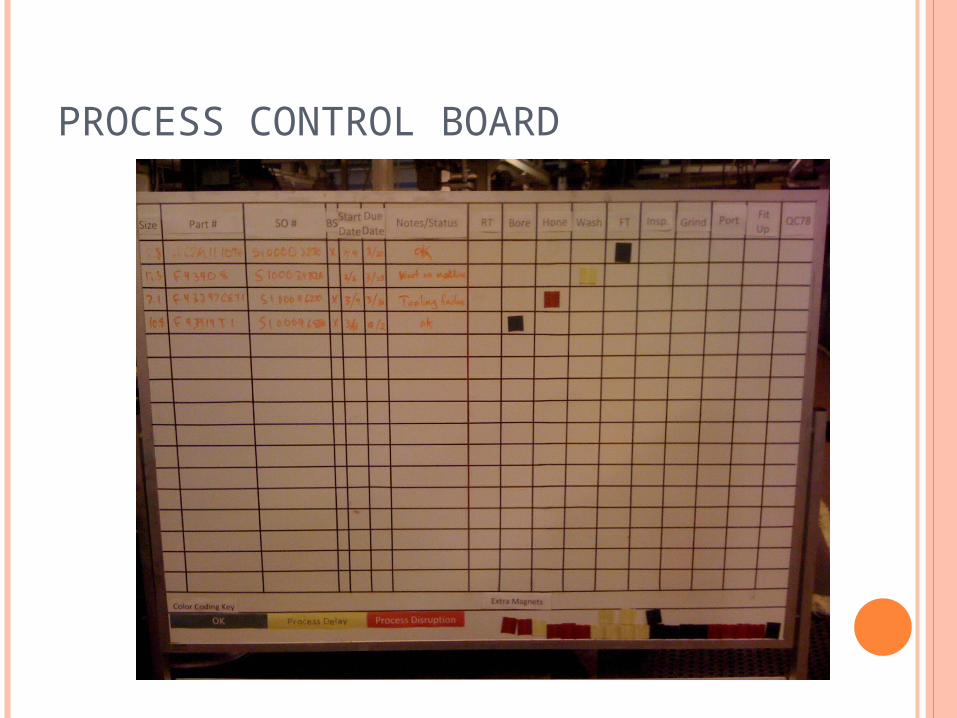
PROCESS CONTROL BOARD

MACHINE DOWNTIME BOARD

WASTE TRACKING SHEET

VISUAL CONTROL MANAGEMENT
Visual Control Who records Frequency Who sees
Process Control
Supervisor, Planner,
Operators Each ProcessSupervisor,
PlannerDowntime
Tracker Supervisor Each D/T OperatorsWaste
Tracker Operators Daily SupervisorAction
Resolution Supervisor DailyOperators,
Super

OBJECTIVE PROJECT EVALUATION: SUCCESS AND FAILURE
Successes Support from operators, CI team, and
management Targets met for layout and material storage Successful pallet prototype Buy-in for visual controls
Shortcomings Multiple iterations Change of scope Lack of implementation
OPPORTUNITIES/SUGGESTIONS FOR FUTURE WORK
Machine Configuration Automated equipment Involve all stakeholders in decision making process
Cell Layout Go through 3P for all layout changes Involve all stakeholders in decision making process
Process Improvement Operators: Active problem solving and reporting Supervisors: Consistent problem solving follow up Management: Support for change initiatives Limit problems to manageable amount
OPPORTUNITIES/SUGGESTIONS FOR FUTURE WORK
Material Handling: Investigate strapping options which have more
than one connection point to pallet Painting pallets to prevent loss
Material Storage Updating processes and machines to reduce WIP
storage Less need for storage if a liner is completed with little
interruption in the manufacturing process

ACKNOWLEDGEMENTS
Thank You Operators: Wayne, Gary, Roland, Dave Supervisors/Planner: John, Lori, Shane Management: Don, Mike, Chris CI team: John, Justin Maintenance: Pat, Ron
Lastly, what can we leave you?