manual de elmar
DESCRIPTION
Manual ElmarTRANSCRIPT
Services Limited
ESCUELADECONTROLDEPRESION10K
Elmar Services LimitedWesthill Industrial Estate, WesthillAberdeen AB32 6TQ, Escotland, UKTel: +(44) 1224 740261 (24 hrs)Dpto. de Ventas: + (44) 1224 740499Fax: + (44) 1224 743138E-Mail: [email protected]: http://elmar.co.uk
Elmar Services Inc.11993-A FM 529, Houston, TX 77041Tel: + (001) 713 983-9281Fax: + (001) 713 983-9282E-Mail: [email protected]: http://elmar.co.uk
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Indice - Página 1 Derechos de Autor 1998 Elmar
SECCION INDICE
1 Introducción a Elmar y a los Servicios de Elmar para el Cliente
2 Tabla de Contenido de la Escuela de Entrenamiento
3 Sistema de Evaluación
4 Introducción al Equipo para Control de Presión con Cables de Registros
5 Seguridad
6 Estándares en Referencia a la Fabricación y Certificación
7 WHE - Equipo para Control de Presión - Materiales (mantenimiento yservicio)
8 Módulo para Control de la Grasa e Hidráulica
9 Sellos y Adaptadores para Presión
10 Utilización del Equipo para Control de Presión – Operación
11 Situaciones con Problemas
12 Seguridad Mientras Se Corren Registros (Pozo Abierto)
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 1 - Página 1 Derechos de Autor 1998 Elmar
SECCION 1 - SERVICIOS DE ELMAR
Elmar Services fue establecido en 1981 con el propósito inicial de diseñar y desarrollarun “skid” auto contenido y fácil de utilizar para transportar el equipo para control depresión a la localización del pozo.
Este “skid” de “Elmar” contenía todo el equipo, abastecimientos, partes de repuesto ymódulos de control necesarios para efectuar un trabajo seguro y eficiente en lalocalización del pozo. El “skid” simplificó ampliamente la operación y la logística de lasoperaciones de control de presión con cables de registros y tuvo un éxito inmediato.Actualmente tiene muchos imitadores a nivel mundial. Una de las ventajas de los“skids” de Elmar fue la utilización de los carretes de mangueras hidráulicas de Elmarcon “centro húmedo” las cuales eliminan las mangueras de presión inseguras ydesordenadas en las localizaciones de los pozos.
Basado en el éxito inicial, Elmar ha continuado expandiendo su rango de productos ysu base de clientes. Hoy, Elmar consiste en seis compañías de manufactura y dosbases de operaciones con más de 175 empleados y un movimiento de 20 millones dedólares anuales. La compañía Elmar Casing ofrece tubulares ranurados y con orificiospara aplicaciones de completación. Elmar Screens fabrica mallas recubiertas conalambres para empaques de grava. Elmar Engineering fabrica equipo de perforación yElmar Manufacturing produce la cápsula para transferencia de personal.
Desde su inicio, Elmar ha tratado de diseñar y fabricar equipo funcional, confiable ypráctico. La mayor parte del rango de productos actuales de Elmar consiste de equipoque ha sido diseñado y fabricado para cumplir necesidades especificas del cliente.Elmar tiene establecida actualmente una reputación envidiable a nivel mundial en laindustria petrolera y especialmente la industria de cables para registros acerca delabastecimiento de equipo con buena ingeniería, fácil de mantener y confiable.
La casa matriz de Elmar y la principal planta de manufactura están ubicadas enAberdeen, Escocia. La compañía actualmente alrededor del mundo exporta más del70% de su producción.
Elmar tiene oficinas regionales en Houston, Texas y Perth, Australia.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Guía del Curso - Página 1 Derechos de Autor 1998 Elmar
SECCION 2 – GUIA DEL CURSOHoras
Día 1
Salón de Clase
• Introducciones
• Panorama General de las Operaciones con Control de Presión
• Seguridad - Estándares, Normas y Guías Generales - H2S, Gas
• Equipo - Válvulas para Cables de Registros (BOP)- Lubricadores (Elevadores)- Trampa para Herramientas- Sujetador de Herramientas - Válvula de Chequeo
Tipo Bola
08.30
Instrucción en el Taller
• Dividir en Grupos, Desensamblar, Inspeccionar, Ensamblar yProbar Equipo
• Preguntas y Respuestas al terminar la Sesión
13.00
17.00
Día 2
Salón de Clases
• Revisión Rápida del Primer Día
• Equipo - Tubos de Flujo para el Sello de Grasa - Caja de Empaques (Pack off) - Limpiador de Cable - Módulos de Control - Adaptadores para el Cabezal del Pozo - Sellos y Adaptadores para Controlar la Presión
08.30
Instrucción en el Taller
• Dividir en Grupos, Desensamblar, Inspeccionar, Ensamblar yProbar Equipo
• Preguntas y Respuestas al terminar la Sesión
13.00
17.00
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Guía del Curso - Página 2 Derechos de Autor 1998 Elmar
SECCION 2 – GUIA DEL CURSOHoras
Día 3
Salón de Clase
• Revisión Rápida del Día 2• Utilización del Equipo de Registros para Pozo Entubado• Procedimientos para Ensamblaje en el Taladro• Prueba de Presión• Corriendo el Trabajo• Pérdida del Sello de Grasa
08.30
Movilización a la Localización del Pozo
• Equipo para Ensamblar en el Taladro• Pruebas de Presión• Pérdida del Sello de Grasa / Simulación• Corriendo el Trabajo
11.00
Día 4
Salón de Clase
• Revisión Rápida del Día 3• Discusión de Problemas Operacionales• Cable Suelto y Atrapado• Alambre Abierto y Atrapado
08.30
Movilización a la Localización del Pozo
• Simulación de Cable Atrapado• Desensamblaje en el Taladro• Mantenimiento• Limpieza y Recolección del Equipo
11.00
Salón de Clase
• Revisión General• Examen y Preguntas de Repaso
ESCUELA DE PRESION
Enero de 1998 Revisión: 0 Sección 3 - Página 1 Derechos de Autor 1998 Elmar
SECCION 3 - SISTEMA DE EVALUACION
El objetivo más importante de este curso es proporcionar al estudiante unentendimiento de como trabaja el equipo y la manera segura para operarlo. Laobjetividad del curso es medida al evaluar la comprensión de cada estudiante yverificar que el o ella pueden operar el equipo de manera segura y eficiente.
CONOCIMIENTOS PRACTICOS
Todos los estudiantes efectuaran las siguientes faenas y serán evaluados en la formaque lo efectúan.
• Preparación del trabajo
• Funcionamiento y pruebas de presión
• Ensamblaje en el taladro
• Procedimientos operacionales
• Equipo para prueba de presión / bombas, etc.,
• Procedimientos operacionales, pérdida del sello de grasa - procedimiento paraobtener de nuevo el sello de grasa, procedimientos para un cable atrapado.
EXAMEN ESCRITO
Un total de 50 preguntas: 20 son preguntas escritas, 30 son selección de respuestas.
El propósito del examen no es solamente ver si el estudiante ha prestado atención através del curso pero también para chequear que el instructor le ha dado al estudiantela información adecuada.
PREGUNTAS ACERCA DEL CURSO
Una hoja de preguntas será entregada al final del curso y el estudiante es invitado aexpresar su evaluación acerca del instructor, el contenido del curso, las instalaciones yla organización del curso. Esto permitirá que el curso sea mejorado a medida quepasa el tiempo.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 4 - Página 1 Derechos de Autor 1998 Elmar
SECCION 4 - INTRODUCCION AL EQUIPO PARA CONTROLDE PRESION CON CABLE DE REGISTROS
La necesidad de utilizar un equipo para control de presión con cable de registros vienecuando un cliente requiere a una compañía de cable de registros que efectúe unaoperación en un pozo activo o un pozo potencialmente activo. Un pozo activo es unpozo que está bajo presión. El equipo para control de presión proporciona un medioseguro para entrar y salir de un pozo con el equipo de registros con cable mientrasque se mantiene en todo momento el control del pozo.
El equipo para control de presión es suministrado en diversos tamaños yespecificaciones y es seleccionado de acuerdo a la necesidad particular del trabajo.Los trabajos bajo presión son generalmente efectuados con cables de diámetrosexternos pequeños, por ejemplo, monocables de 7/32”. Esto es ocasionado debido aque el empuje de la presión del pozo hacia arriba, que actúa sobre el área transversaldel cable, es mucho menor en un cable de 7/32” que en un cable de 15/32”. Porejemplo, una presión de pozo de 5000 psi ejerce una fuerza hacia arriba de 830 librasen un cable con diámetro externo de 15/32”, pero solamente 190 libras en un cablecon diámetro externo de 7/32”. Otro problema relacionado a los cables con diámetroexterno grande es mantener el sello de grasa trabajando en la cabeza de inyección degrasa. Es más fácil mantener un buen sello alrededor de cables de 7/32” debido a quelos alambres son más pequeños y existe mejor cobertura de las armaduras.
La resistencia mecánica del cable con diámetro externo más pequeño esconsiderablemente menor que la de un cable de 7 conductores, debido a ello,generalmente son corridas en un monocable herramientas más pequeñas y livianas.Estas herramientas, normalmente llamadas herramientas de producción, han sidodiseñadas para ser corridas a través de la tubería de producción, debido a que lamayoría de los pozos activos tendrán algún tipo de completación con tubería deproducción, ya sea como sarta para matar el pozo o como sarta de producción. Lamayoría de las herramientas de producción tienen un diámetro de 2-1/8”, 1-11/16” ó 1-3/8”. La mayoría del equipo de presión para el trabajo de alta presión ha sidoconstruido para acomodar herramientas de este tamaño de manera tal que el equipopara el control de presión pueda ser tan liviano como sea posible.
Algunas herramientas y cañones de perforación modernos requieren un equipo con undiámetro interno mayor. Sartas con diámetros internos de 3” y 4” han sidodesarrolladas para este propósito. El equipo de cable sin conductor puede tener uncalibre “en decreciente” (diámetro interno 4” – 3” - 2-½”) para acomodar tapones yherramientas especiales.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 4 - Página 2 Derechos de Autor 1998 Elmar
El equipo para el control de presión, a menudo es referido como equipo para elcabezal del pozo (WHE) normalmente tiene presiones de trabajo de 5,000 psi, 10,000psi y 15,000 psi. Si existe una necesidad para ir más alto de 15,000 psi entonces unequipo especial es requerido.
Después de estudiar este libro y de atender la clase de entrenamiento, el estudiantehabrá adquirido el conocimiento necesario para ser competente y efectuar trabajosutilizando el equipo para control de presión.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 5 - Página 1 Derechos de Autor 1998 Elmar
SECCION 5 - SEGURIDAD PARA EL CONTROL DE PRESION
1. SEGURIDAD BASICA
• El equipo para control de presión es utilizado para efectuar operaciones conseguridad cuando existe presión presente o es probable que se desarrolleen el cabezal del pozo.
• Un trabajo rutinario de presión no existe. Los peligros potenciales a laseguridad existen siempre durante cualquier operación efectuada bajopresión.
• Un personal bien entrenado y un equipo bien mantenido son unrequerimiento básico para efectuar un trabajo de presión con seguridad.
• Todo el personal debe utilizar la vestimenta de seguridad adecuada, porejemplo, anteojos de seguridad, guantes, botas, casco y vestimenta deseguridad.
• Precauciones especiales son necesarias si puede haber presente H2S en laLocación del pozo.
2. RESPONSABILIDAD
• La seguridad es responsabilidad de todos. Usted es responsable por supropia seguridad y usted tiene el deber de cuidar al otro personal presenteen el taladro o Locación del pozo.
3. GENERAL
• Nunca caliente o suelde cualquier parte de un equipo para control depresión.
• Nunca golpee un equipo que se encuentra sometido a presión.
• Nunca gire los carretes de las mangueras mientras exista presión aplicada ala manguera.
• Nunca reemplace los adaptadores de presión a no ser que está seguro delas especificaciones del servicio, roscas y especificaciones de presión de lasnuevas partes.
• Nunca utilice cualquier pieza de equipo que no tenga la especificación depresión del trabajo.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 5 - Página 2 Derechos de Autor 1998 Elmar
4. ANTES DE PARTIR PARA EL TRABAJO
• Una planificación detallada, por adelantado del trabajo es esencial paragarantizar operaciones seguras.
• Para obtener mayores detalles de posibles peligros a la seguridad Usteddebe ya sea visitar la Locación del pozo o hablar con el cliente. Los puntosa discutir incluyen: -
◊ La presión y temperatura del cabezal del pozo.
◊ La producción: gas, petróleo, hidratos, H2S, CO2, cloruros
◊ Los inhibidores, fluidos corrosivos, inyección de químicas
◊ El taladro: altura - BOP, adaptadores, bridas.
◊ La tubería de producción, tubería de revestimiento, restricciones,desviación
◊ El adaptador de conexión al cabezal del pozo
◊ El equipo de levantamiento, elevadores, bloque viajero, grúas
• Seleccione el equipo adecuado dependiendo de la presión y del tipo deservicio. El equipo es normalmente seleccionado para que tenga unespecificación de presión de trabajo 1.2 veces la máxima presión esperadadel pozo. Chequee la especificación y compatibilidad de todas lasconexiones.
• Efectúe un chequeo total del sistema.
• La especificación de presión de un sistema completo de control es igual a laespecificación del objeto individual con el valor más bajo - el eslabón másdébil de la cadena. Esto incluye el adaptador de presión, las válvulas tipoaguja, los medidores, etc.
• Asegúrese que se encuentra disponible suficiente lubricador para cubrir laherramienta y permitir 3 pies (1 metro) de espacio. Esto aplica a lasestructuras fijas - no a los taladros de perforación semi-sumergibles.
• Chequee la caja de partes de repuesto.
5. EN LA LOCACION
• Revise todos los pasos operacionales, los posibles peligros a la seguridad,los procedimientos para abrir y cerrar el pozo.
• Este consciente de los procedimientos de emergencia del taladro,incluyendo el cierre, incendios, H2S, evacuación del barco, etc.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 5 - Página 3 Derechos de Autor 1998 Elmar
• Nunca llene el lubricador o efectúe pruebas de presión con combustiblediesel. El aire en el lubricador puede ser comprimido y mezclado con elvapor del diesel ocasionando una explosión del diesel.
• Los pisos del taladro son sitios peligrosos. Este más alerta y tome lasprecauciones necesarias cuando trabaje en el piso del taladro
6. ENSAMBLAJE EN EL TALADRO
• Retire del área a todo el personal no necesario.
• Asegúrese que el piso del taladro está libre de lodo o suciedad.
• Ensamble primero el adaptador del cabezal del pozo, el BOP y el retenedorde la herramienta.
• Asegure todas las líneas de flujo y de drenaje.
• Asegúrese que las líneas de drenaje están acopladas a un sistema cerradode drenaje o a un área segura para el medio ambiente.
• Pruebe con presión el conjunto completo hasta 1.2 veces la presiónesperada en el cabezal del pozo. Mantenga la presión por 10 minutos yregístrelo. Utilice agua o glicol para la prueba y nunca utilice diesel.Asegúrese que no permanece aire en el sistema durante la prueba depresión.
• El representante del cliente controla las válvulas maestras del cabezal delpozo.
• Cuente el número de vueltas y póngale etiquetas a la válvula.
• Nunca apriete o suelte las conexiones cuando se encuentran bajo presión.
• Utilice una cuerda, no las mangueras de presión, para ayudar a alinear lacabeza de grasa y los lubricadores con el cabezal del pozo.
7. DESENSAMBLAJE DEL TALADRO
• Asegúrese que no existe presión atrapada en el equipo aunque este ya hayasido desensamblado del taladro y aparentemente desahogado. Una señalsegura de presión atrapada es una conexión inusualmente apretada o unamanguera dura.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 5 - Página 4 Derechos de Autor 1998 Elmar
8. DESPUES DEL TRABAJO
• Efectúe el mantenimiento
• La concentración del personal es generalmente menor después que eltrabajo ha sido terminado y ello puede ocasionar accidentes. Por favorrecuerde que el equipo es pesado y que debe ser tratado con cuidado y conatención.
EQUIPO DE PRESION - QUE HACER Y QUE NO HACER
Debido a que el equipo de cabezal del pozo es un acero templado, lassiguientes guías generales deben ser seguidas:
1. NUNCA suelde en un componente de WHE (equipo del cabezal del pozo)
2. No utilice marcadores de impacto sobre el WHE. Marque únicamente enlas áreas no críticas con marcadores de puntos.
3. No efectúe modificaciones perforando, abriendo huecos, rellenando,cortando, etc.
4. Asegure los lubricadores cuando los transporte al pozo - pueden serdoblados o dañados.
5. Cuando levante el equipo sujete todas las partes del WHE,especialmente la cabeza de inyección de grasa, para prevenir que golpeecontra la estructura del taladro.
6. EFECTUE las pruebas regulares requeridas de presión para certificacióny las pruebas de presión en la Locación del pozo.
Generalmente, simplemente trate el equipo para control de presión de la mismaforma que son tratadas las herramientas de pozo - con cuidado !
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 5 - Página 5 Derechos de Autor 1998 Elmar
H2S PANORAMA GENERAL
A. INTRODUCCION
Acido Sulfhídrico = PELIGRO
El Acido sulfhídrico, H2S, a menudo llamado “gas agrio”, tiene un doble peligro.Primero, este afecta directamente a los humanos. El H2S es un gas venenoso,mata. Segundo, existe un riesgo indirecto a la seguridad humana ocasionadopor el ataque del H2S a los metales, especialmente el acero utilizado en elequipo para control de presión. El H2S puede literalmente destruir la esenciadel acero ocasionando que se fracture mientras se encuentra bajo presión conresultados desastrosos.
B. EFECTOS SOBRE EL PERSONAL
1. CARACTERISTICAS FISICAS Y QUIMICAS
El H2S es un gas sin color, inflamable, que tiene un olor ofensivo y un sabordulce, altamente tóxico. En realidad es casi tan tóxico como el cianuro dehidrógeno y es entre 5 y 6 veces más tóxico que el monoxido de carbono. Otracaracterística peligrosa del H2S es que es más pesado que el aire (densidad1.19).
2. TOXICIDAD
Como ha sido mencionado, el H2S es un gas extremadamente tóxico. El sentidodel olfato es perdido después de varios minutos de exposición enconcentraciones tan bajas como 0.010 a 0.015% volumen de gas. Laexposición a concentraciones mayores por menos de un minuto adormece elsentido del olfato completamente y le da a la persona un falso sentido deseguridad. No confíe en el sentido del olfato para la detección del H2S.
Es realmente difícil el tener una idea de las pequeñas concentraciones ocantidades de las cuales estamos hablando. Generalmente hablamos de lasconcentraciones de H2S en partes por millón (PPM). Supóngase que tenemosun cuarto o caja en forma de cubo, cien pulgadas en cada lado. Cada pulgadacubica individual en este volumen representaría una parte por millón.
1/1,000,000 = 1 PPM
2% = 20,000 PPM
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 5 - Página 6 Derechos de Autor 1998 Elmar
3. SINTOMAS
a. Envenenamiento Sub-agudo
La exposición resulta en irritación, principalmente molestia en los ojos, tospersistente, apretamiento o dolor del pecho e irritación de la piel. Larecuperación de esta exposición es normalmente completa.
b. Envenenamiento agudo
En altas concentraciones de H2S, los resultados son casi instantáneos,resultando en asfixia (o estrangulación) con una aparente parálisis del sistemarespiratorio. Los síntomas son una respiración pesada, palidez, retorcimientos,parálisis de la pupila, pérdida del habla y casi inmediata pérdida de laconciencia. La muerte puede seguir con una extrema rapidez ocasionada por elparálisis respiratorio y cardiaco. La razón de la prontitud con la cual reaccionael H2S es debida a que es absorbido muy rápidamente por la corrientesanguínea.
La experiencia ha enseñado que no existe una medida previsible de laexposición de una persona al H2S y cualquier desviación de la característicanormal en un ambiente sospechoso debe ser chequeado.
Recuerde: Una sola respiración con una concentración suficientementealta de H2S puede ocasionar un envenenamiento agudo.
4. Tratamiento
Debe recordarse que no existe un antídoto para el H2S. Sin embargo, unaacción rápida y segura puede salvar vidas. Las víctimas deben ser retiradasinmediatamente al aire fresco por los rescatadores los cuales a su vez debenestar protegidos con máscaras de gas.
La respiración artificial debe ser administrada si se ha detenido la respiración.Aunque la respiración esté paralizada, el corazón todavía puede estarpalpitando por 10 minutos después del ataque. Si la respiración es lenta,laboriosa o entorpecida, una respiración artificial debe ser suministrada pormedio de la administración de oxigeno diluido. En todos los casos, las víctimasdeben ser sometidas al cuidado de un médico tan pronto como sea posibledespués de la exposición.
5. Equipo de Protección Personal
a) Máscaras de gas del tipo convencional: Estas máscaras consisten de uncontenedor, manguera flexible y máscara para la cara. Ellas están
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 5 - Página 7 Derechos de Autor 1998 Elmar
diseñadas para ser utilizadas en áreas abiertas y para protección enconcentraciones menores de un 2%.
b) Aparato Auto Abastecido para Respiración: Estas unidades consisten de untanque de oxígeno diluido con una manguera y máscara para la cara.
Nota: Los hombres con barba no son permitidos en operaciones con H2S.
C. EFECTOS SOBRE EL EQUIPO
El H2S ataca el acero de tres maneras:
• Ataque corrosivo• Ataque de carburo• Rompimiento por hidrógeno.
1. Ataque Corrosivo
Cuando el agua se encuentra presente al mismo tiempo que el H2S, el hierro enel acero reacciona con el azufre formando sulfuro de hierro (FeS) y liberahidrógeno. El dióxido de carbono, (CO2) se combina con el agua para formarácido carbónico, (CH2CO3) el cual a su vez ataca el acero, en cualquiera de loscasos, el agua es necesaria para que ocurra la reacción.
2. Ataque de Carburo
Una vez liberado por la acción corrosiva u obtenido por de cualquier otra fuente,los átomos de hidrógeno pueden unirse con los del carbono en el acero paraformar gas metano, CH4. Este deja espacios ocasionando que el acero sevuelva esponjoso y debilitándolo grandemente.
3. Rompimiento por Hidrógeno
El efecto más espectacular del hidrógeno sobre el acero es conocido comorompimiento por hidrógeno. Este ocurre cuando los átomos de hidrógenoinvaden la estructura interna del acero a lo largo de los planos estructurales detensión y, una vez dentro, se combina con otros átomos libres para formarhidrógeno molecular, H2. El hidrógeno molecular es mucho más grande que elhidrógeno atómico y ejerce una gran presión contra la estructura del aceroocasionando que este se rompa y eventualmente falle.
La falla puede ser bastante repentina y puede ocurrir a niveles de tensiónmucho menores que la resistencia al rompimiento normal del material. La
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 5 - Página 8 Derechos de Autor 1998 Elmar
temperatura, presión y la concentración del H2S, afecta la velocidad con la cualel hidrógeno libre invade el acero. La resistencia al rompimiento del acero y elnivel de tensión al cual es expuesto determina su susceptibilidad al ataque.Generalmente, el acero con dureza relativamente baja (Rc22 o menor) y unaresistencia baja al rompimiento (por ejemplo, menor de o igual a 75,000 psi) sonlo suficientemente suaves para resistir un daño permanente.
D. PROTECCION DEL EQUIPO
1. Inhibidores que Forman una Película
Uno de los métodos más efectivos para combatir los efectos del H2S en bajasconcentraciones es la utilización de inhibidores que forman capas de película.Estas sustancias forman una película de protección sobre las superficies delacero para prevenir el contacto de la solución de H2S y de esta manera retardarla acción corrosiva. Entonces es reducido grandemente el abastecimiento dehidrógeno atómico libre y no ocurre el rompimiento. En los casos donde laconcentración del H2S está por debajo del 2%, la utilización solamente de uninhibidor es suficiente protección para las operaciones de corto tiempo.
Los inhibidores solubles en petróleo tales como Baroid Coat C - 1815, puedenser mezclados con diesel o con la grasa bombeada a través de los tubos deflujo. El Baroid Coat - 111 es una grasa de sello inhibida para utilizar con lostubos de flujo. Esta puede ser utilizada sin diluir en temperaturas calurosas.Esta debe ser adelgazada con Baroid Coat C-1815 para hacerla másbombeable en ambientes fríos.
2. Aplicación
Mezcle una parte de inhibidor con cuatro partes de diesel y aplique a todas lassuperficies internas del lubricador, los preventores de reventones (BOP) y losadaptadores del cabezal del pozo antes de levantarlos sobre el pozo. La mejormanera de tratar el lubricador es sumergir cada sección en un contenedor llenocon la mezcla de inhibidor / diesel. Al preventor de reventones se le debe ponertapas, llenarlo con la mezcla y después drenarlo. Asegúrese que los brazosestán totalmente abiertos cuando se efectúa el tratamiento al BOP. Lassuperficies externas pueden ser limpiadas para facilitar su manejo. No limpielas superficies internas pues esto removería la película creada por el inhibidor.
3. Equipo Especial
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 5 - Página 9 Derechos de Autor 1998 Elmar
Un equipo resistente al H2S es recomendado por NACE siempre que unaconcentración de H2S es desconocida o mayor de 10 PPM para operaciones de5,000 psi o 5 PPM para operaciones de 10,000 psi. La composición y durezadel acero es tal que este no debe fallar sin importar la concentración o el tiempode exposición al H2S. Cuando equipo resistente al H2S no se encuentradisponible, el equipo estándar puede ser utilizado para trabajos que durenmenos de 12 horas con una concentración máxima de H2S del 2% pero elequipo debe estar protegido como ha sido descrito en los párrafos anteriores.
4. Recuperación
Cuando equipo para control de presión que no es para H2S es utilizado en unaoperación de H2S, una cierta cantidad de hidrógeno invadirá la estructura delacero, aunque se haya utilizado inhibidor. Después de la operación, a estehidrógeno se le debe permitir tiempo para difundirse y salir antes que seaintroducido más hidrógeno. El equipo debe ser dejado en reposo por 2 o 3 días.La alta temperatura acelerará el tiempo de recuperación, mientras que la bajatemperatura retardará el tiempo de recuperación.
5. Recomendaciones
Como la duración del trabajo y la necesidad de utilización posterior no soncontrolables, nosotros recomendamos la utilización del equipo resistente a H2Ssiempre que el H2S se encuentre presente o se sospeche su presencia.
E. PROCEDIMIENTOS OPERACIONALES
Obtenga tanta información como le sea posible acerca de las condiciones en yalrededor del pozo. Chequee específicamente por:
• Concentración de H2S• Tipo de fluidos en el pozo• Presencia de cualquier fuente corrosiva tales como CO2.
Chequee la Locación por áreas de peligro tales como depósitos, fosa de lodo,etc., donde se puede acumular el H2S. Recuerde, el H2S es más pesado que elaire; tenga cuidado en las áreas bajas. Cuando es necesario entrar a un áreaencerrada, tales como un depósito o fosa, siempre utilice un aparato autoabastecido de respiración y ubique un hombre para la operación de rescate.También, tenga cuidado con el hielo; el H2S es soluble en agua y en altasconcentraciones puede quedar congelado en el agua que existe alrededor delpozo. Cuando dicho hielo se derrita, el H2S será esparcido.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 5 - Página 10 Derechos de Autor 1998 Elmar
Asegúrese que las máscaras de gas y el aparato de respiración están en buenacondición para trabajar y que los tanques de aire y de oxígeno están llenos ylibres de aceite. Tenga máscaras y aparatos de repuesto en caso de una falla opor si es requerido personal adicional.
Tenga detectores de H2S con alarmas, ubicados alrededor del cabezal del pozo
Ubique el camión cruzado con el viento o viento arriba del pozo.
Cuando ensamble el lubricador, no lo deje doblar pues esto ocasionaría másnivel de tensión debido a la adición de tensiones de doblamiento.
Anexe una manguera de desahogo al múltiple del lubricador y diríjala por lomenos 50 pies alejada viento abajo, cuando desahogue el lubricador.Asegúrese que la manguera esta bien sujetada al piso.
Anexe una manguera de 80 pies de largo a la línea de flujo de grasa más allá dela válvula y asegure el extremo a una estructura viento abajo. Ubique uncontenedor o barril en este extremo para capturar cualquier fluido que escape.
Efectúe cada corrida tan rápido como le sea posible de acuerdo a lo quepermitan las técnicas operacionales. No pierda tiempo en el pozoinnecesariamente.

ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 5 - Página 11 Derechos de Autor 1998 Elmar
TOXICIDAD DEL HIDROGENO SULFHIDRICO PARA EL HOMBRE
PPM** 0-2 Minutos 2-15 Minutos 15-30 Minutos 30 Minutos -1 Hora 1-4 Horas 4-8 Horas 8-48 Horas
20 - 100 Conjuntivitis suave;irritación del tractorespiratorio
Síntomasempeoran, fatiga,dolor de cabeza
Síntomasempeoran
100 - 150 Tos; irritación de losojos; pérdida delsentido del olfato
Disturbiosrespiratorios; doloren los ojos; sueño
Irritación de lagarganta
Descarga fuerte desaliva y mucosa;dolor en los ojos; tos
Incremento desíntomas
Muerte *
150 - 200 Pérdida del sentidodel olfato
Irritación de lagarganta y de losojos
Irritación de lagarganta y de losojos
Visión difícil,borrosa, ligeratimidez
Muerte *
200 - 350 Irritación de losojos, Pérdida delsentido del olfato
Irritación de los ojos Secreción dolorosade lágrimas,cansancio
Suave timidez,catarro nasal, doloren los ojos,dificultad pararespirar
Sofocamiento,veneno en lasangre, Muerte*
350 - 450 Pérdida del sentidodel olfato
Irritación de losojos, mareos
Respiración difícil,tos, irritación de losojos, fatiga, nausea
Muerte *
450 - 700 Disturbiosrespiratorios,irritación de los ojos,colapso, pérdida deconciencia
Tos, colapso,pérdida deconciencia, muerte*
Palpitación delcorazón, Muerte*
Más de700
Colapso, pérdida deconciencia, muerte *
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 6 - Página 1 Derechos de Autor 1998 Elmar
SECCION 6 - ESTANDARES RELEVANTES DE DISEÑO,MANUFACTURA Y CERTIFICACION
La siguiente sección es proporcionada principalmente como información de referenciay como ayuda para entender los requerimientos y terminología de la certificación.
6.1 FUNDAMENTOS DEL DISEÑO
Cuando se diseña una pieza de equipo que contiene presión, el material esescogido en base a su “ resistencia al rompimiento”. La resistencia alrompimiento, normalmente medida en Libras por Pulgada Cuadrada (psi), es latensión a la cual el material exhibe una desviación especifica de laproporcionalidad de la tensión al rompimiento, o más simplemente, a la cual elmaterial comienza a exhibir una deformación permanente bajo tensión. Losmateriales metálicos fallan (“rompen”) a una tensión por encima de laResistencia al Rompimiento, la última resistencia al rompimiento por Tensión.Los detalles del procedimiento para determinar la Resistencia al Rompimientode los materiales son encontrados en las especificaciones ASTM (ASTM -A370). (ASTM: Sociedad Americana para Pruebas y Materiales).
En los contenedores cilíndricos sujetos a una presión “P” ( absoluta odiferencial), la tensión inducida es aproximadamente proporcional a P.
Factor de Seguridad
El equipo que contiene presión es diseñado para trabajar con un margensubsiguiente de seguridad que permita las diversas variables e incertidumbres,tales como las variaciones de resistencia al rompimiento de los materiales, lasaproximaciones en los cálculos del diseño, las concentraciones de tensión, lastolerancias del torneado, los golpes durante el transporte, el abuso y usoinapropiado en el campo. Tal margen de seguridad es encapsulada en el“Factor de Seguridad” (FS), definido como:
Mínima Resistencia al RompimientoFS =
Diseño de Tensión de Trabajo
Por ejemplo, un Factor de Seguridad 2 significa que el diseño de tensión detrabajo fue solamente la mitad de la mínima resistencia al rompimiento delmaterial utilizado. El valor de FS es impuesto por los códigos del diseño, lasregulaciones de la industria, las agencias del gobierno, o las regulacionesinternas del fabricante. Su valor también puede ser una función de los riesgos
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 6 - Página 2 Derechos de Autor 1998 Elmar
presentados por la falla del equipo en términos de seguridad del personal ydaño a la propiedad. En consecuencia, el equipo bajo presión que entra encontacto con el personal será diseñado con un factor de seguridad mayor quelas herramientas de pozo cuyas fallas no resultarían en una herida directa o lapérdida de vida.
Presión de Trabajo
La selección de FS y de la resistencia al rompimiento de los materiales define laespecificación de presión del equipo, generalmente expresado en psi (libras porpulgada cuadrada) Presión de Trabajo, WP. Esta es la máxima presiónpermisible la cual nunca debe ser excedida durante las operaciones del equipoen el campo. Las especificaciones normales de presión de trabajo son 3,000psi, 5,000 psi y 10000 psi. Equipo especial es fabricado con una especificaciónde WP de 15,000 o 20,000 psi.
Presión de Prueba
Para asegurar una operación adecuada a WP, el equipo de presión es probadoa una presión máxima mayor que o igual al WP, definida como la Presión dePrueba TP. El valor de TP es recomendado por el fabricante y a menudoexigido por los estándares de la industria. Para el equipo de WHE normalmenteTP = 2 x WP para la especificación de presión de trabajo hasta 5,000 psi, y TP =1.5 x WP para especificaciones de 10,000 psi y mayores. Obviamente, elmultiplicador debe ser más pequeño que el factor de seguridad.
6.2 ESTANDARES DE LA INDUSTRIA
El equipo para control de presión debe estar diseñado y fabricado de acuerdo alos estándares específicos reconocidos internacionalmente. Estos estándaresson API 6A, (especificación 6A del Instituto Americano de Petróleo:Especificaciones para el Equipo del Cabezal del Pozo y Arbol del Pozo) y paraequipo de H2S, NACE MR -01-75 (Requerimientos de los Materiales por laAsociación Nacional de Ingenieros para Corrosión: Material Metálico Resistenteal Rompimiento por la Tensión de Sulfuros para Equipos del Campo Petrolero).
El API 6A define los criterios del diseño y las pruebas para todos los equiposque contienen presión y son utilizados en un cabezal de pozo, mientras queNACE MR - 01-75 define el tipo de materiales metálicos que son permitidos enlas condiciones donde existe presente el H2S.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 6 - Página 3 Derechos de Autor 1998 Elmar
Un resumen de los requerimientos del API 6A es dado en las tablas 6-1 y 6-2.Los requerimientos técnicos son definidos para cuatro “Niveles deEspecificación del Producto” (PSL). El PSL 1 corresponde a las condiciones deservicio “más fáciles” y el PSL 4 a aquellas “más rudas”.
Todo el equipo para control de presión de Elmar está fabricado ya sea deacuerdo a las especificaciones API 6A o a ambas, el API 6A y NACE MR - 01-75. La temperatura del diseño es de - 30oC a 131oC (- 20oF a + 250 oF).
El equipo que está en conformidad con los estándares de NACE esnormalmente construido con aleaciones de acero que tienen una durezareducida y una resistencia al rompimiento reducida. Como consecuencia todoslos equipos que contienen presión tienen paredes más gruesas y es máspesado que el equipo estándar.
Dureza
Dureza es una propiedad del material para resistir indentaciones bajo una cargaespecifica. La dureza es medida ya sea en dureza Brinell o dureza Rockwell,con los métodos descritos en el ASTM E 10 (Brinell) o ASTM E 18 (Rockwell).
Los números de dureza de Rockwell son enseñados con un símbolo (‘B’, ‘C’)dependiendo del tipo de penetrador y carga utilizada para la prueba.
El número de dureza Rockwell C (HRC) es obtenido utilizando un indentador dediamante en forma de cono y una carga de 150 kilogramos, de acuerdo al ASTME 18.
El número de dureza Brinell (HB) es obtenido utilizando una bola de 10milímetros de acero endurecido o carburo, y normalmente una carga de 3,000kilogramos, de acuerdo a ASTM E 10.
Para los aceros de aleaciones bajas y carbón existe una correlación directaentre la Dureza y la Resistencia a la Tensión. En consecuencia las pruebas dedureza proporcionan un método no destructivo para verificar la resistencia delmaterial. Los aceros de aleaciones bajas y carbón deben tener una durezaRockwell por debajo de 22 Rockwell “C” para resistir al H2S.
Para el equipo de WHE nosotros normalmente utilizamos:
• Acero 4140 AISI, con 18-22 HRC (dureza Rockwell ”C”) y 80,000 psi mínimaresistencia al rompimiento
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 6 - Página 4 Derechos de Autor 1998 Elmar
• El Material para Servicio Estándar con 30-36 HRC y 110,000 psi mínimaresistencia al rompimiento. (AISI es el Instituto Americano de Hierros yAceros y el Número AISI es un sistema de grado para los aceros).
• Otras aleaciones y metales tales como titanio, monel, acero inoxidable, etc.,pueden ser utilizados basados en el costo, peso y requerimientos deresistencia.
Pruebas por Impacto
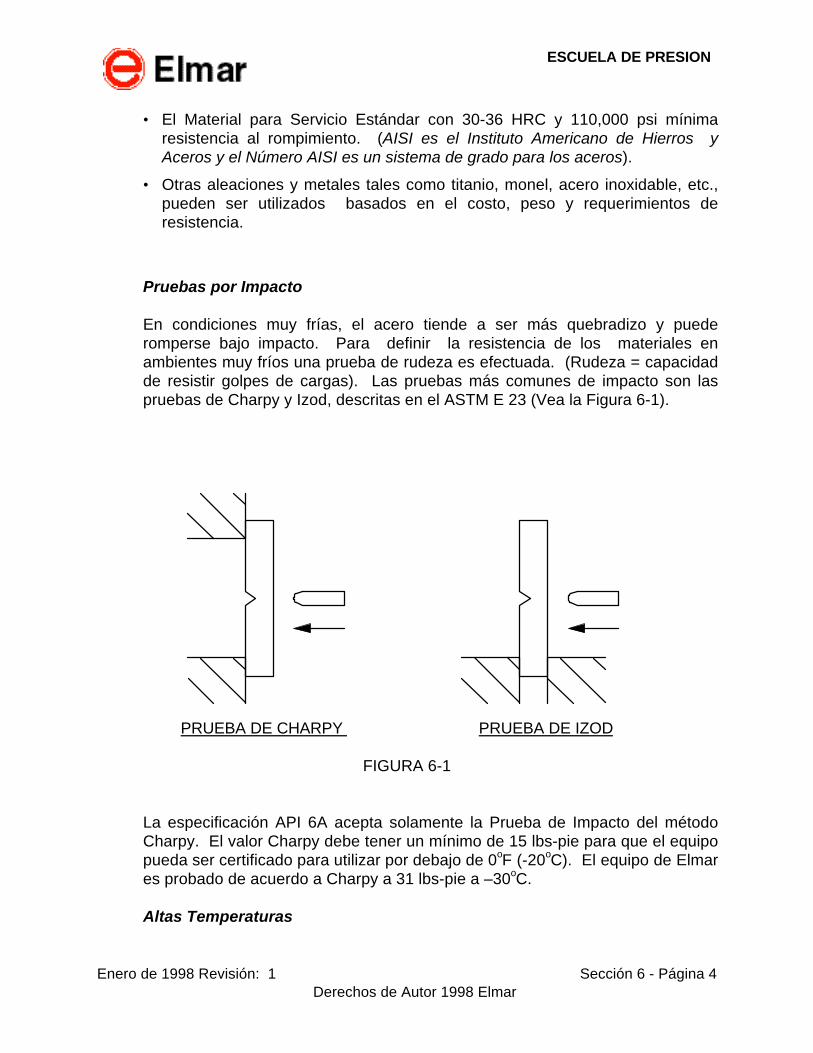
En condiciones muy frías, el acero tiende a ser más quebradizo y puederomperse bajo impacto. Para definir la resistencia de los materiales enambientes muy fríos una prueba de rudeza es efectuada. (Rudeza = capacidadde resistir golpes de cargas). Las pruebas más comunes de impacto son laspruebas de Charpy y Izod, descritas en el ASTM E 23 (Vea la Figura 6-1).
PRUEBA DE CHARPY PRUEBA DE IZOD
FIGURA 6-1
La especificación API 6A acepta solamente la Prueba de Impacto del métodoCharpy. El valor Charpy debe tener un mínimo de 15 lbs-pie para que el equipopueda ser certificado para utilizar por debajo de 0oF (-20oC). El equipo de Elmares probado de acuerdo a Charpy a 31 lbs-pie a –30oC.
Altas Temperaturas
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 6 - Página 5 Derechos de Autor 1998 Elmar
La mayoría de los metales utilizados en WHE son adecuados para operacionesa temperaturas muy por encima de las temperaturas normalmente encontradasen las operaciones del WHE para “HT”. El conjunto de sellos de elastómerosde alta temperatura impone el límite a la operación. En casos especiales(operaciones geotérmicas) el WHE puede ser sometido a temperaturas tan altascomo 500oF. En estos casos, además de utilizar sellos de sistemas especiales,la máxima presión de trabajo del WHE es disminuido - refiérase al API 6A paralos factores de disminución.
6.3 CERTIFICACION, ARCHIVOS DE CALIDAD
La “certificación” del equipo que soporta presión es muy a menudo requeridapor los clientes o estipulada por las regulaciones.
Un documento de certificación puede ser emitido por la compañía de serviciosque opera el equipo,(certificación en casa), por el fabricante (a menudo llamadala prueba del fabricante), o por una tercera parte. Las certificaciones estipulanque los componentes, el equipo, o los ensamblajes cumplen los requerimientosespecificados por los estándares de la industria (por ejemplo API 6A) o por lasregulaciones del gobierno local tales como SI 289 para Taladros Movibles en elMar del Norte del Sector del Reino Unido, el Régimen de Encapsulamiento deSeguridad (SCR) y el Régimen de Diseño y Construcción (DCR) paraplataformas fijas en el Reino Unido, las Regulaciones del Director de Petróleode Noruega en el Sector de Noruega del Reino Unido, las PrácticasRecomendadas de Alberta (ARP) en Canadá, etc.
Las eslingas para levantamiento y los puntos de levantamiento del equipogeneralmente requieren un certificado de prueba de carga como es determinadopor las regulaciones locales (BS 7072 y BS 1290 en el Reino Unido, DNV 2.7-1en Noruega).
Es más allá del alcance de este curso el cubrir todas las regulaciones locales yusted debe familiarizarse con las regulaciones específicas que aplican en suárea, las cuales se encuentran disponibles a través de las agencias decertificación. Normalmente las regulaciones del Mar del Norte son las másrestrictivas y tienen una amplia aceptación a través de la industria petrolera. Elequipo de Elmar está en conformidad con las Regulaciones del Mar del Norte.
Los documentos de certificación por terceras partes son emitidos por agenciasreconocidas de certificación tales como el Bureau Veritas, American Bureau ofShipping (ABS), Lloyds, Det Norske Veritas (DNV). Existen dos tipos decertificados:
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 6 - Página 6 Derechos de Autor 1998 Elmar
a) Certificados de Aprobación de Diseño: Aprobación del Tipo (TA),Certificado Independiente de Revisión (IRC), Reporte de Verificación delDiseño (DVR). Estas son evaluaciones efectuadas por un cuerpocompetente las cuales verifican que las especificaciones para lamanufactura de un ensamblaje cumplen los requerimientos de lasregulaciones de las autoridades y de los estándares de la industria.
b) Certificado de Conformidad (COC): Estos certifican que un objetoespecífico o ensamblaje, identificado por su número de serie está deacuerdo con el diseño y la fabricación aprobada en archivo y/o lasregulaciones de la industria. Estos a menudo incluyen los reportes deprueba e inspección los cuales certifican la actuación durante las pruebas(presión, carga, capacidad de levantamiento, etc) de acuerdo a losestándares y la validez de los resultados de las pruebas.
Todo el equipo para control de presión debe tener un certificado reconocido deconformidad emitido por una agencia tercera parte. Un certificado deconformidad es valido por un tiempo limitado, normalmente 5 años y debe serrenovado.
La renovación de la certificación normalmente requiere un estudio mayor: unainspección detallada y una verificación de la actuación efectuada o controladapor una agencia de certificación. Este estudio comprende como mínimo:
• Inspección visual
• Pruebas de espesor al azar en todas las partes que soportan presiónutilizando mediciones directas, rayos x, o ultrasonido
• Examen de MPI (inspección magnética de partículas) o penetración decolorantes en todas las roscas y en cualquier área dañada determinada por lainspección visual
• Prueba hidrostática del cuerpo a la Presión de Prueba, TP
• Prueba operacional a la Presión de Trabajo, WP
• Revisión de los archivos de calidad.
Rastreabilidad
La rastreabilidad es a menudo parte de los requerimientos de lasespecificaciones. Por “rastreabilidad” nosotros entendemos la habilidad que las
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 6 - Página 7 Derechos de Autor 1998 Elmar
partes puedan ser identificadas desde su origen, el proceso de manufactura ylos materiales utilizados. Los requerimientos de rastreo para los objetoscertificados cubren también las partes de reemplazo utilizadas en elmantenimiento y preparación como por ejemplo, los O-Rings.
Archivo de Calidad
Un archivo de calidad es una reunión de documentos que enseñan la siguienteinformación para un objeto individual o ensamblaje:
• Boletines o manuales del fabricante
• Documentos de certificación, generalmente un COC, con toda renovaciónrelevante
• Rastreo de los componentes y materiales críticos cuando sea requerido
• Registros del mantenimiento, pruebas e inspección
• Notas históricas de la operación.
6.4 REGLAS FUNDAMENTALES PARA EFECTUAR OPERACIONESADECUADAS
Las siguientes reglas fundamentales aplican a todas las operaciones queinvolucran equipo WHE:
• Todo equipo utilizado para operaciones de control de presión debe serespecificado para presión, a una Presión de Trabajo, WP y una Presión dePrueba, TP definidas. Para aplicaciones de alta temperatura unaEspecificación de Temperatura también debe ser definida
• El equipo para control de presión nunca debe ser utilizado por encima de suespecificación de Presión de Trabajo (WP), ni fuera de su Especificación deTemperatura
• En una sarta de equipo WHE, el WP del componente más débil representa laespecificación general de presión de la sarta
• Todos los componentes de WHE que soportan presión deben tener unacertificación valida
• Todos los componentes de WHE que soportan presión deben tener unarchivo de calidad
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 6 - Página 8 Derechos de Autor 1998 Elmar
• Todo equipo de WHE utilizado en la localización del pozo es calificado parasu utilización al pasar una prueba hidrostática de cuerpo trimestralmente y unchequeo operacional al WP
• Una prueba de presión en la localización del pozo debe ser efectuadadespués de cada ensamblaje en el taladro para cada trabajo. La MáximaPresión de Trabajo Permisible durante el trabajo es igual a la prueba depresión en la localización del pozo
• Todas las cuadrillas que operan equipo de WHE deben estar calificadas paraefectuar operaciones de presión.
• Para el servicio de H2S, las conexiones con roscas no son aceptables en elWHE (por ejemplo, ninguna unión rápida enroscada, solamente soldada ointegral. La soldadura debe ser de acuerdo a la especificación NACE MR0175
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 6 - Página 9
Derechos de Autor 1998 Elmar
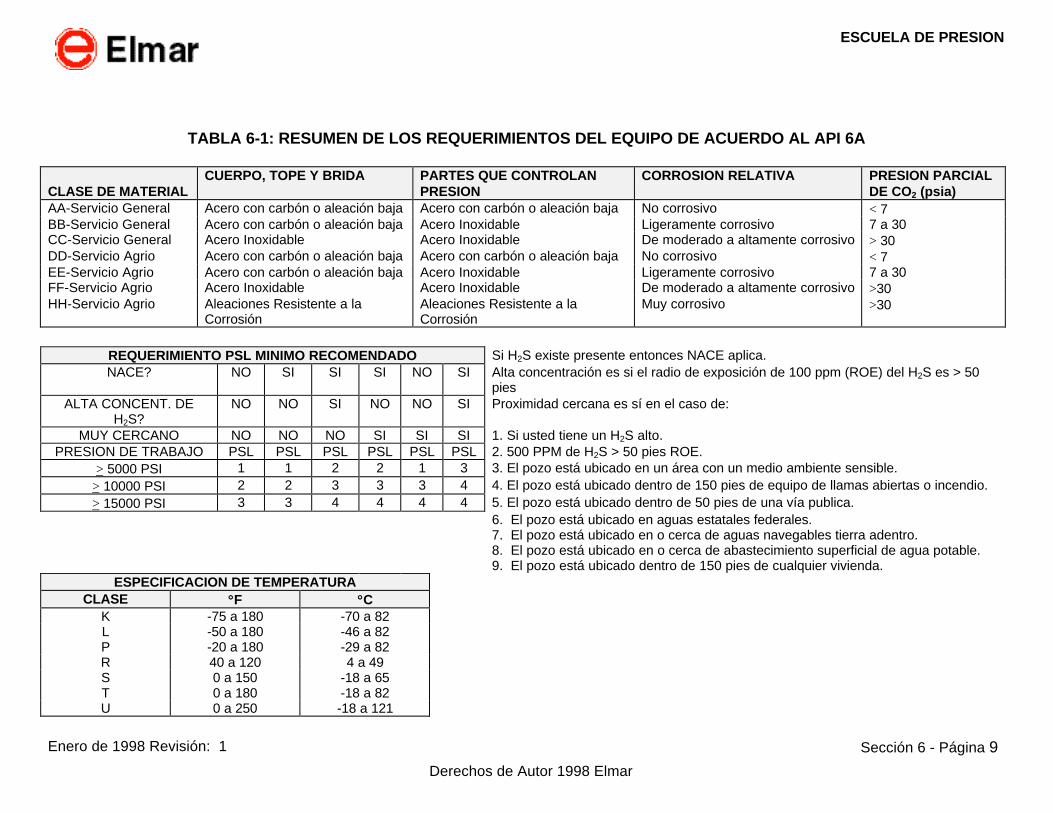
TABLA 6-1: RESUMEN DE LOS REQUERIMIENTOS DEL EQUIPO DE ACUERDO AL API 6A
CLASE DE MATERIALCUERPO, TOPE Y BRIDA PARTES QUE CONTROLAN
PRESIONCORROSION RELATIVA PRESION PARCIAL
DE CO2 (psia)AA-Servicio General Acero con carbón o aleación baja Acero con carbón o aleación baja No corrosivo < 7BB-Servicio General Acero con carbón o aleación baja Acero Inoxidable Ligeramente corrosivo 7 a 30CC-Servicio General Acero Inoxidable Acero Inoxidable De moderado a altamente corrosivo > 30DD-Servicio Agrio Acero con carbón o aleación baja Acero con carbón o aleación baja No corrosivo < 7EE-Servicio Agrio Acero con carbón o aleación baja Acero Inoxidable Ligeramente corrosivo 7 a 30FF-Servicio Agrio Acero Inoxidable Acero Inoxidable De moderado a altamente corrosivo >30HH-Servicio Agrio Aleaciones Resistente a la
CorrosiónAleaciones Resistente a laCorrosión
Muy corrosivo >30
REQUERIMIENTO PSL MINIMO RECOMENDADO Si H2S existe presente entonces NACE aplica.NACE? NO SI SI SI NO SI Alta concentración es si el radio de exposición de 100 ppm (ROE) del H2S es > 50
piesALTA CONCENT. DE
H2S?NO NO SI NO NO SI Proximidad cercana es sí en el caso de:
MUY CERCANO NO NO NO SI SI SI 1. Si usted tiene un H2S alto.PRESION DE TRABAJO PSL PSL PSL PSL PSL PSL 2. 500 PPM de H2S > 50 pies ROE.
> 5000 PSI 1 1 2 2 1 3 3. El pozo está ubicado en un área con un medio ambiente sensible.> 10000 PSI 2 2 3 3 3 4 4. El pozo está ubicado dentro de 150 pies de equipo de llamas abiertas o incendio.> 15000 PSI 3 3 4 4 4 4 5. El pozo está ubicado dentro de 50 pies de una vía publica.
6. El pozo está ubicado en aguas estatales federales.7. El pozo está ubicado en o cerca de aguas navegables tierra adentro.8. El pozo está ubicado en o cerca de abastecimiento superficial de agua potable.9. El pozo está ubicado dentro de 150 pies de cualquier vivienda.
ESPECIFICACION DE TEMPERATURACLASE °°F °°C
K -75 a 180 -70 a 82L -50 a 180 -46 a 82P -20 a 180 -29 a 82R 40 a 120 4 a 49S 0 a 150 -18 a 65T 0 a 180 -18 a 82U 0 a 250 -18 a 121
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 6 - Página 10
Derechos de Autor 1998 Elmar
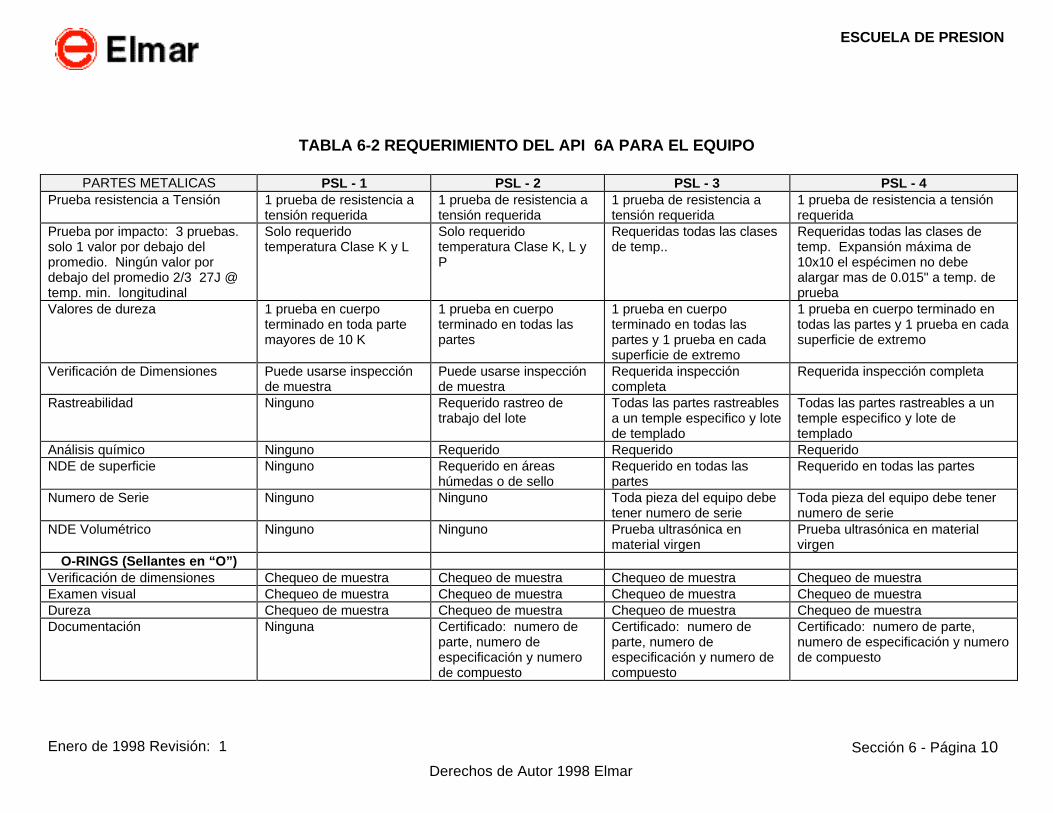
TABLA 6-2 REQUERIMIENTO DEL API 6A PARA EL EQUIPO
PARTES METALICAS PSL - 1 PSL - 2 PSL - 3 PSL - 4Prueba resistencia a Tensión 1 prueba de resistencia a
tensión requerida1 prueba de resistencia atensión requerida
1 prueba de resistencia atensión requerida
1 prueba de resistencia a tensiónrequerida
Prueba por impacto: 3 pruebas.solo 1 valor por debajo delpromedio. Ningún valor pordebajo del promedio 2/3 27J @temp. min. longitudinal
Solo requeridotemperatura Clase K y L
Solo requeridotemperatura Clase K, L yP
Requeridas todas las clasesde temp..
Requeridas todas las clases detemp. Expansión máxima de10x10 el espécimen no debealargar mas de 0.015" a temp. deprueba
Valores de dureza 1 prueba en cuerpoterminado en toda partemayores de 10 K
1 prueba en cuerpoterminado en todas laspartes
1 prueba en cuerpoterminado en todas laspartes y 1 prueba en cadasuperficie de extremo
1 prueba en cuerpo terminado entodas las partes y 1 prueba en cadasuperficie de extremo
Verificación de Dimensiones Puede usarse inspecciónde muestra
Puede usarse inspecciónde muestra
Requerida inspeccióncompleta
Requerida inspección completa
Rastreabilidad Ninguno Requerido rastreo detrabajo del lote
Todas las partes rastreablesa un temple especifico y lotede templado
Todas las partes rastreables a untemple especifico y lote detemplado
Análisis químico Ninguno Requerido Requerido RequeridoNDE de superficie Ninguno Requerido en áreas
húmedas o de selloRequerido en todas laspartes
Requerido en todas las partes
Numero de Serie Ninguno Ninguno Toda pieza del equipo debetener numero de serie
Toda pieza del equipo debe tenernumero de serie
NDE Volumétrico Ninguno Ninguno Prueba ultrasónica enmaterial virgen
Prueba ultrasónica en materialvirgen
O-RINGS (Sellantes en “O”)Verificación de dimensiones Chequeo de muestra Chequeo de muestra Chequeo de muestra Chequeo de muestraExamen visual Chequeo de muestra Chequeo de muestra Chequeo de muestra Chequeo de muestraDureza Chequeo de muestra Chequeo de muestra Chequeo de muestra Chequeo de muestraDocumentación Ninguna Certificado: numero de
parte, numero deespecificación y numerode compuesto
Certificado: numero departe, numero deespecificación y numero decompuesto
Certificado: numero de parte,numero de especificación y numerode compuesto
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 6 - Página 11
Derechos de Autor 1998 Elmar
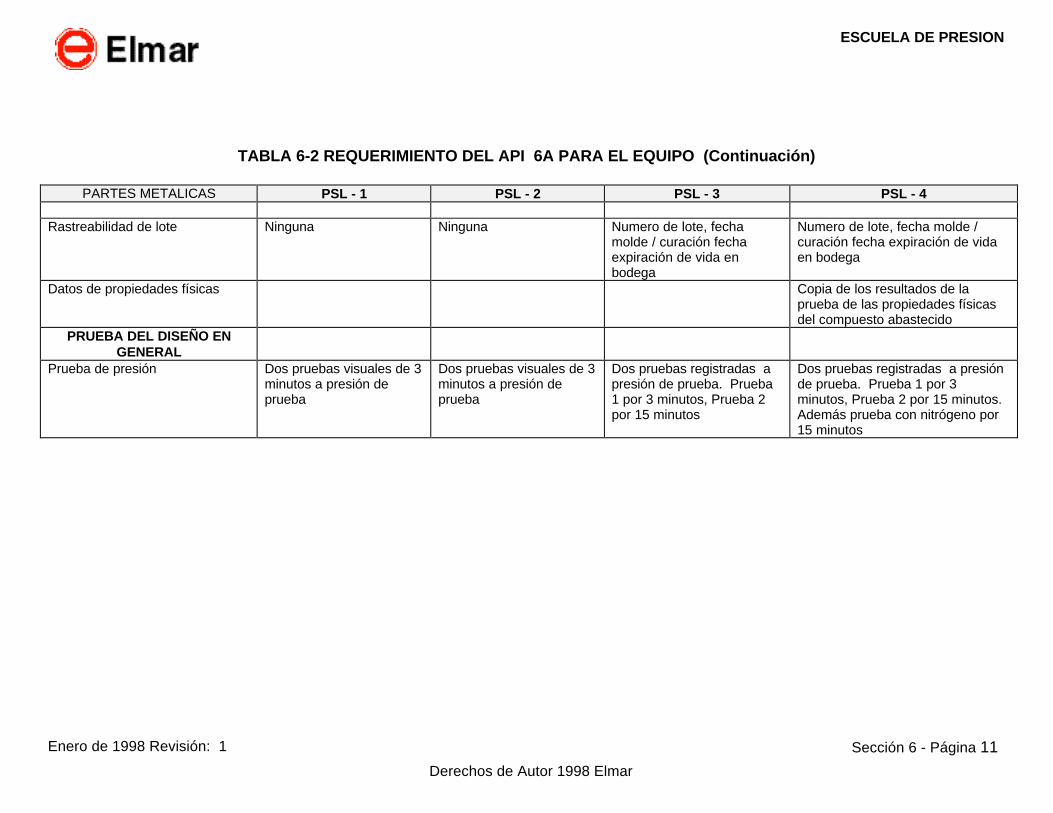
TABLA 6-2 REQUERIMIENTO DEL API 6A PARA EL EQUIPO (Continuación)
PARTES METALICAS PSL - 1 PSL - 2 PSL - 3 PSL - 4
Rastreabilidad de lote Ninguna Ninguna Numero de lote, fechamolde / curación fechaexpiración de vida enbodega
Numero de lote, fecha molde /curación fecha expiración de vidaen bodega
Datos de propiedades físicas Copia de los resultados de laprueba de las propiedades físicasdel compuesto abastecido
PRUEBA DEL DISEÑO ENGENERAL
Prueba de presión Dos pruebas visuales de 3minutos a presión deprueba
Dos pruebas visuales de 3minutos a presión deprueba
Dos pruebas registradas apresión de prueba. Prueba1 por 3 minutos, Prueba 2por 15 minutos
Dos pruebas registradas a presiónde prueba. Prueba 1 por 3minutos, Prueba 2 por 15 minutos.Además prueba con nitrógeno por15 minutos
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 1
Derechos de Autor 1998 Elmar
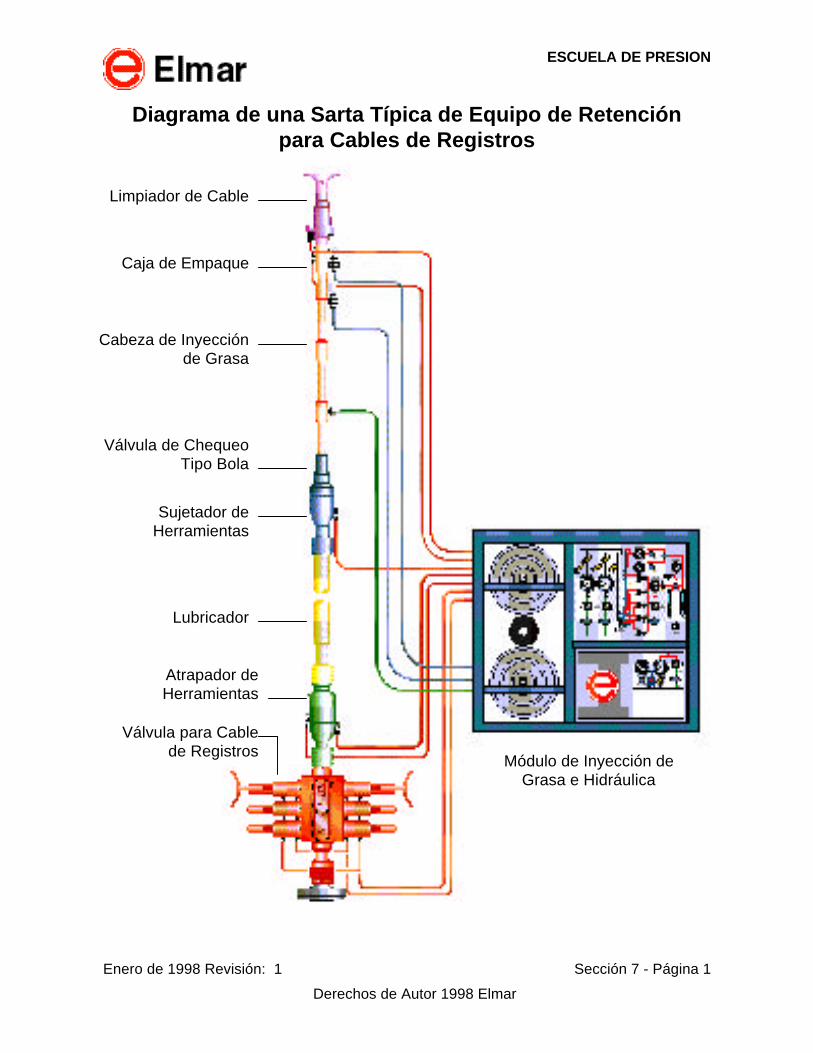
Diagrama de una Sarta Típica de Equipo de Retenciónpara Cables de Registros
Limpiador de Cable
Caja de Empaque
Cabeza de Inyecciónde Grasa
Válvula de ChequeoTipo Bola
Sujetador deHerramientas
Lubricador
Atrapador deHerramientas
Válvula para Cablede Registros
Módulo de Inyección deGrasa e Hidráulica
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página Derechos de Autor 1998 Elmar
2
SECCION 7 - EQUIPO
1.0 VALVULAS PARA CABLE DE REGISTROS - BOP
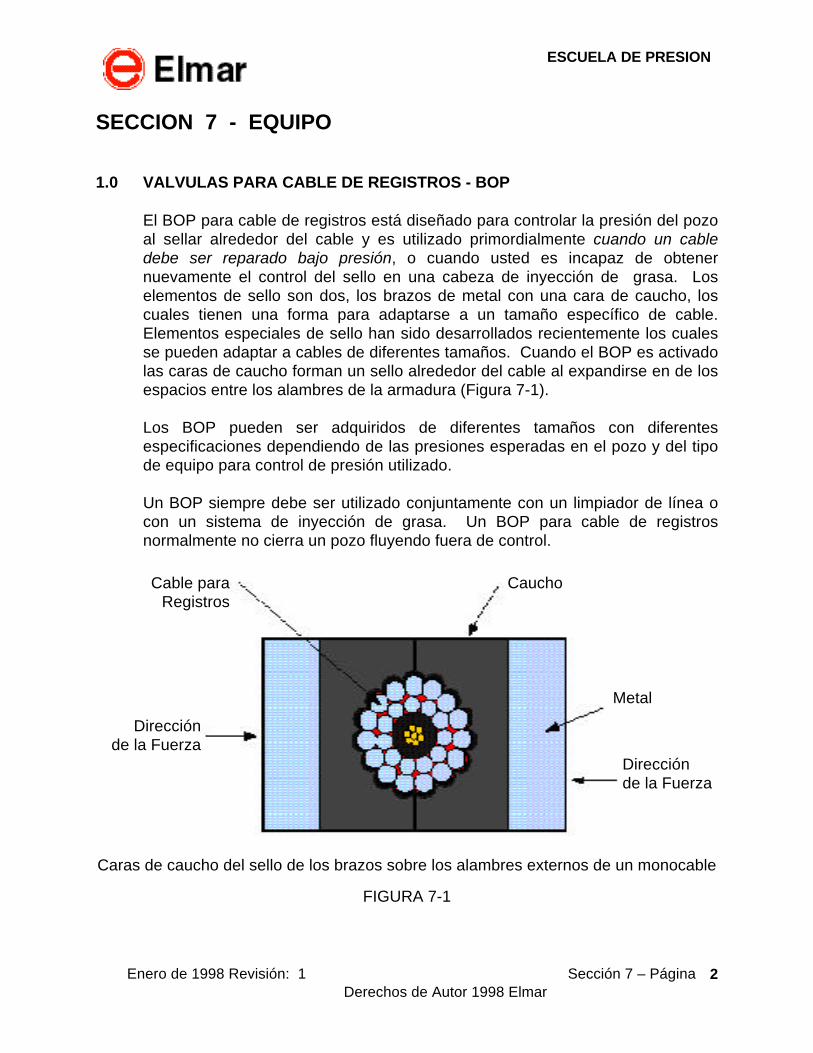
El BOP para cable de registros está diseñado para controlar la presión del pozoal sellar alrededor del cable y es utilizado primordialmente cuando un cabledebe ser reparado bajo presión, o cuando usted es incapaz de obtenernuevamente el control del sello en una cabeza de inyección de grasa. Loselementos de sello son dos, los brazos de metal con una cara de caucho, loscuales tienen una forma para adaptarse a un tamaño específico de cable.Elementos especiales de sello han sido desarrollados recientemente los cualesse pueden adaptar a cables de diferentes tamaños. Cuando el BOP es activadolas caras de caucho forman un sello alrededor del cable al expandirse en de losespacios entre los alambres de la armadura (Figura 7-1).
Los BOP pueden ser adquiridos de diferentes tamaños con diferentesespecificaciones dependiendo de las presiones esperadas en el pozo y del tipode equipo para control de presión utilizado.
Un BOP siempre debe ser utilizado conjuntamente con un limpiador de línea ocon un sistema de inyección de grasa. Un BOP para cable de registrosnormalmente no cierra un pozo fluyendo fuera de control.
Caras de caucho del sello de los brazos sobre los alambres externos de un monocable
FIGURA 7-1
Cable paraRegistros
Caucho
Metal
Direcciónde la Fuerza
Direcciónde la Fuerza
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página Derechos de Autor 1998 Elmar
3
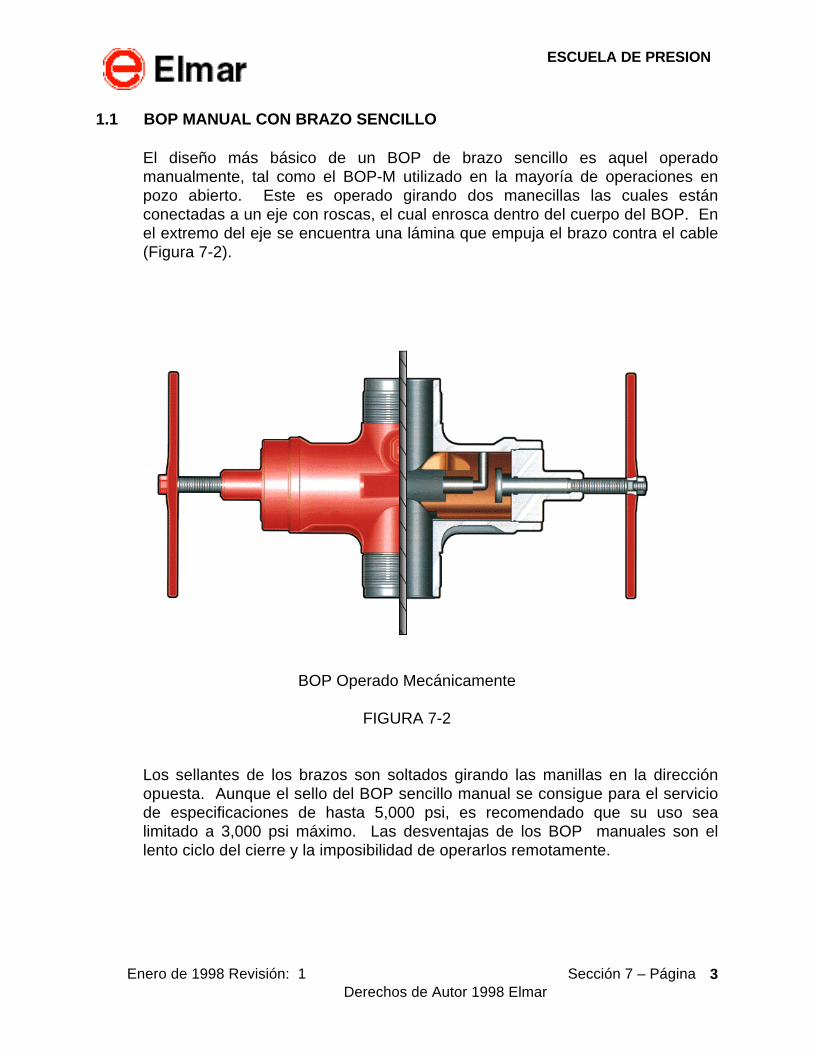
1.1 BOP MANUAL CON BRAZO SENCILLO
El diseño más básico de un BOP de brazo sencillo es aquel operadomanualmente, tal como el BOP-M utilizado en la mayoría de operaciones enpozo abierto. Este es operado girando dos manecillas las cuales estánconectadas a un eje con roscas, el cual enrosca dentro del cuerpo del BOP. Enel extremo del eje se encuentra una lámina que empuja el brazo contra el cable(Figura 7-2).
BOP Operado Mecánicamente
FIGURA 7-2
Los sellantes de los brazos son soltados girando las manillas en la direcciónopuesta. Aunque el sello del BOP sencillo manual se consigue para el serviciode especificaciones de hasta 5,000 psi, es recomendado que su uso sealimitado a 3,000 psi máximo. Las desventajas de los BOP manuales son ellento ciclo del cierre y la imposibilidad de operarlos remotamente.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página Derechos de Autor 1998 Elmar
4
1.2 BOP HIDRAULICO CON BRAZO DE SELLO SENCILLO
Los BOP hidráulicos son esencialmente el mismo diseño, excepto que losbrazos son activados con presión hidráulica en vez de fuerza mecánica. Sinembargo, también son proporcionados brazos manuales como un sistema deresguardo secundario.
Cuando los brazos de sello son cerrados, el fluido hidráulico es bombeadodentro de la cámara externa, empujando el pistón hacia adentro (el pistón estáconectado a los sellos del brazo). El aceite de la cámara interna regresa aldepósito. Cuando los brazos de sello han sido cerrados hidráulicamente, lasmanillas son enroscadas manualmente para proporcionar un resguardosecundario para seguridad adicional. Cuando estas manillas están cerradas, elBOP no puede ser abierto hidráulicamente.
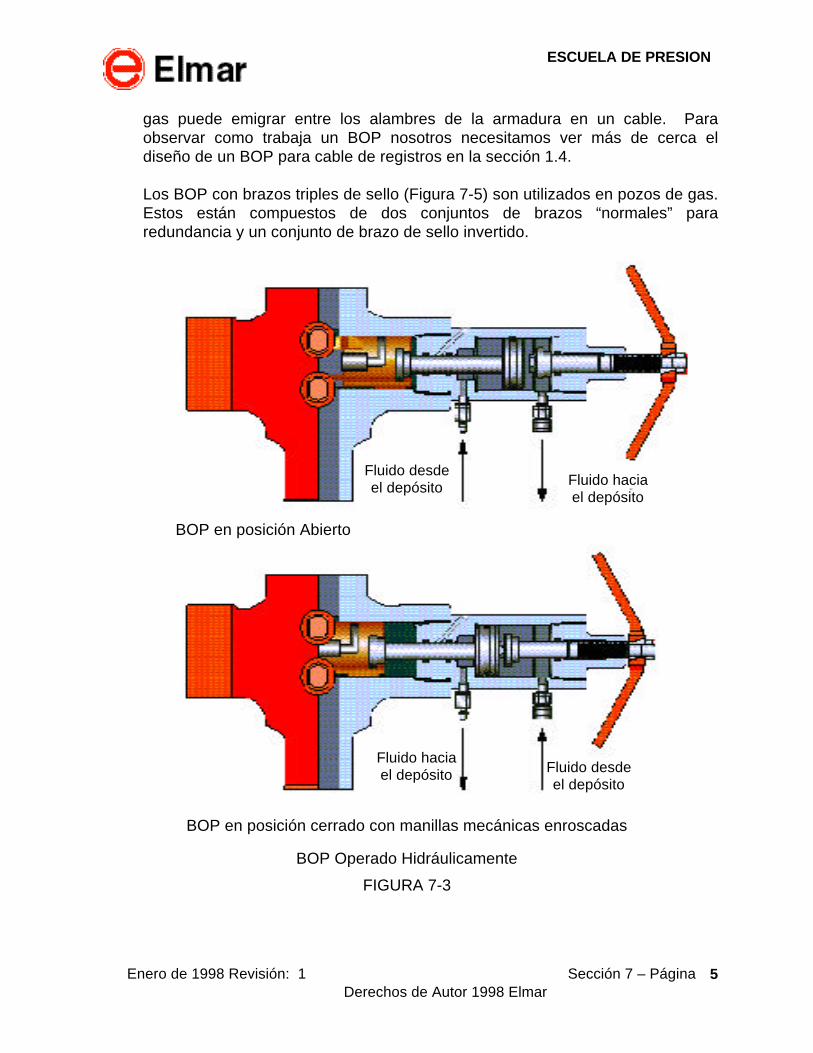
Para abrir el BOP, las manillas deben ser primeramente desenroscadas. Lossellos de los brazos permanecen cerrados. La presión hidráulica aplicada a lacámara interna empuja el pistón conectado a los sellos de los brazos. El fluidohidráulico en la cámara externa será regresado al depósito (Figura 7-3).
Los BOP hidráulicos son preferidos debido a que pueden ser operadosremotamente y más rápidamente y en consecuencia ponen el personal enmenos situaciones de peligro si es necesario cerrar los brazos del sello en unaemergencia. Si la bomba hidráulica falla el BOP puede todavía ser operadomanualmente al abrir primero las líneas hidráulicas (la bomba en posiciónneutro) en cualquiera de los lados del pistón para permitir un movimiento libredel fluido hidráulico. Las manillas entonces pueden ser utilizadas para cerrarmanualmente el BOP. Sin embargo, debido a el diseño del BOP estos nopueden ser utilizados para abrirlo de nuevo. Esto debe ser efectuadohidráulicamente.
Los BOP hidráulicos se encuentran disponibles con especificaciones típicas depresión de 10,000 psi presión de trabajo. Sin embargo, para cualquier trabajoque involucre presiones mayores de 5,000 psi, o para cualquier trabajo en unpozo de gas, un BOP con brazos dobles de sello o triples con inyección degrasa debería ser utilizado.
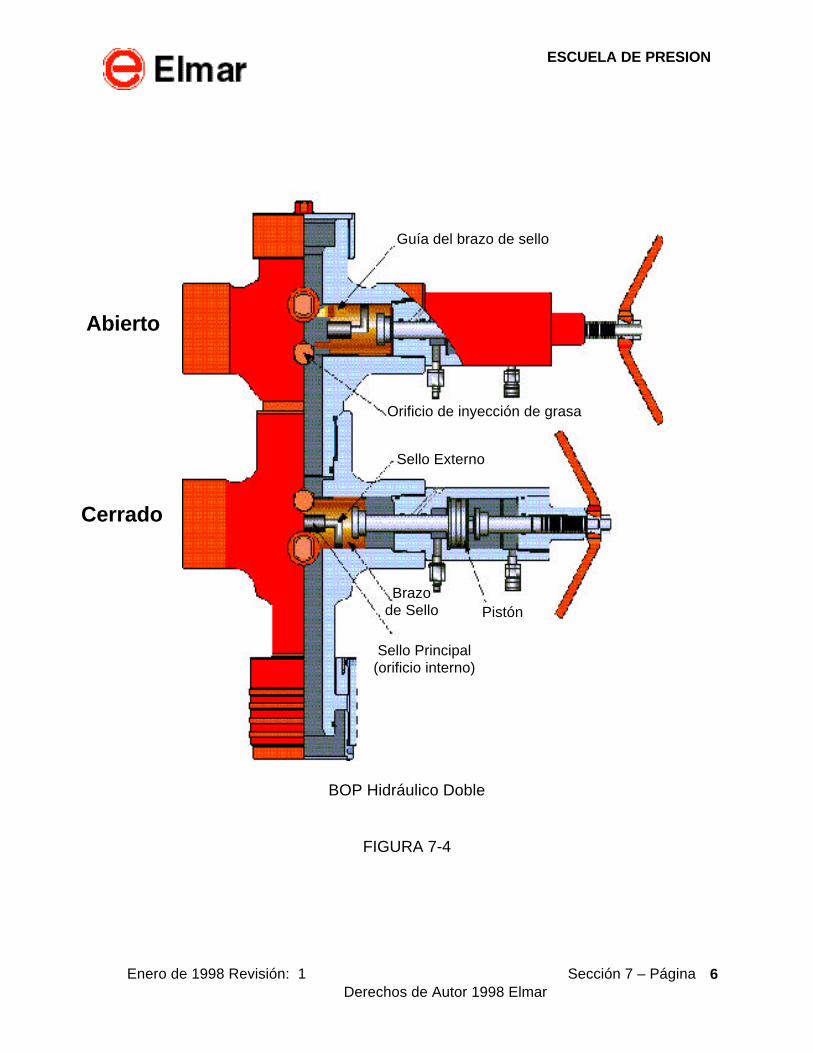
1.3 BOP CON BRAZOS DOBLES DE SELLO
El brazo doble de sello (Figura 7-4) está compuesto de dos brazos operadoshidráulicamente ubicados uno encima del otro con el brazo inferior de selloinvertido. Un orificio de inyección de grasa está ubicado entre los dos brazosde sello por donde la grasa puede ser inyectada a presión para obtener el sello.Esta es la única forma de proporcionar un sello contra el gas, debido a que el
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página Derechos de Autor 1998 Elmar
5
gas puede emigrar entre los alambres de la armadura en un cable. Paraobservar como trabaja un BOP nosotros necesitamos ver más de cerca eldiseño de un BOP para cable de registros en la sección 1.4.
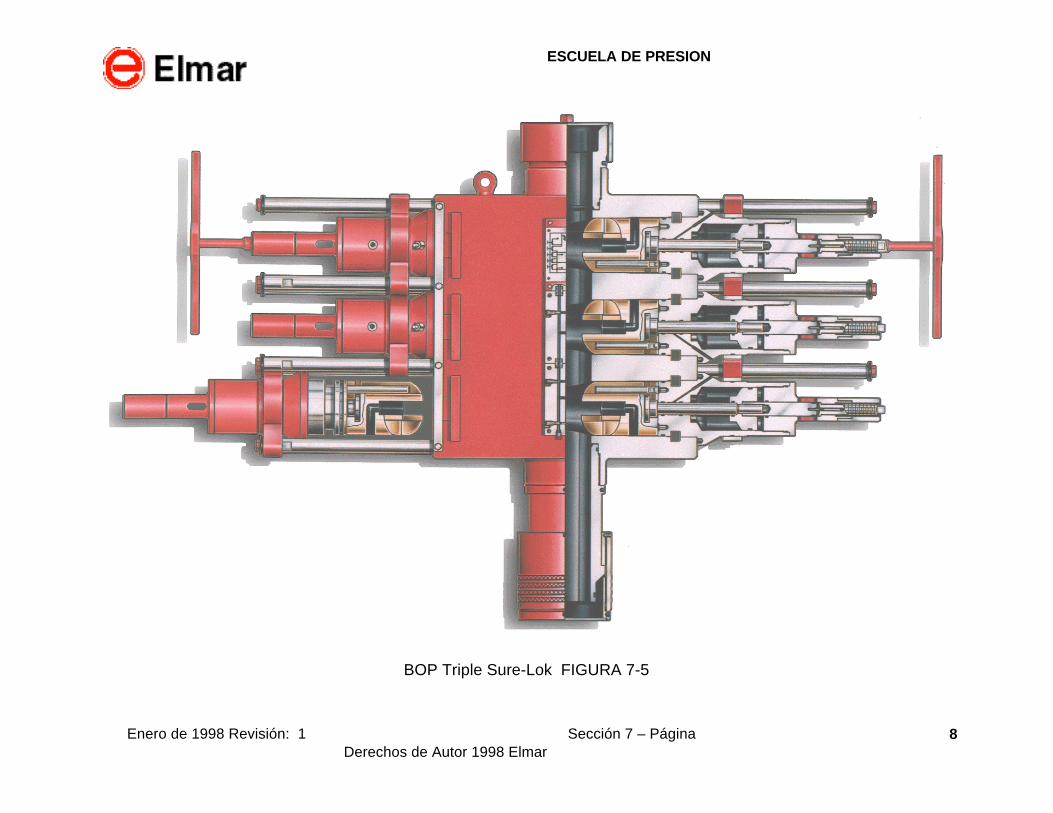
Los BOP con brazos triples de sello (Figura 7-5) son utilizados en pozos de gas.Estos están compuestos de dos conjuntos de brazos “normales” pararedundancia y un conjunto de brazo de sello invertido.
BOP Operado Hidráulicamente
FIGURA 7-3
BOP en posición Abierto
BOP en posición cerrado con manillas mecánicas enroscadas
Fluido haciael depósito Fluido desde
el depósito
Fluido haciael depósito
Fluido desdeel depósito
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página Derechos de Autor 1998 Elmar
6
BOP Hidráulico Doble
FIGURA 7-4
Abierto
Cerrado
PistónBrazo
de Sello
Sello Principal(orificio interno)
Sello Externo
Orificio de inyección de grasa
Guía del brazo de sello
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página Derechos de Autor 1998 Elmar
7
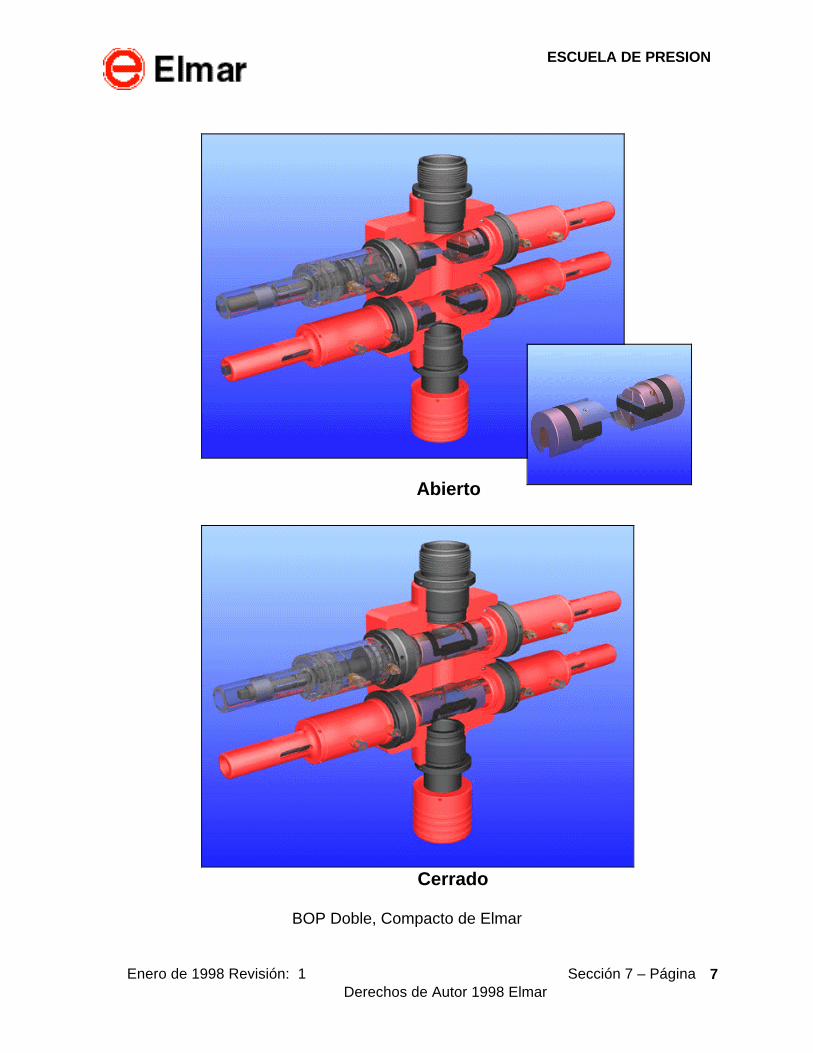
Abierto
Cerrado
BOP Doble, Compacto de Elmar
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página Derechos de Autor 1998 Elmar
8
BOP Triple Sure-Lok FIGURA 7-5
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página Derechos de Autor 1998 Elmar
9
1.4 CONSTRUCCION DE UN BOP PARA CABLE DE REGISTROS
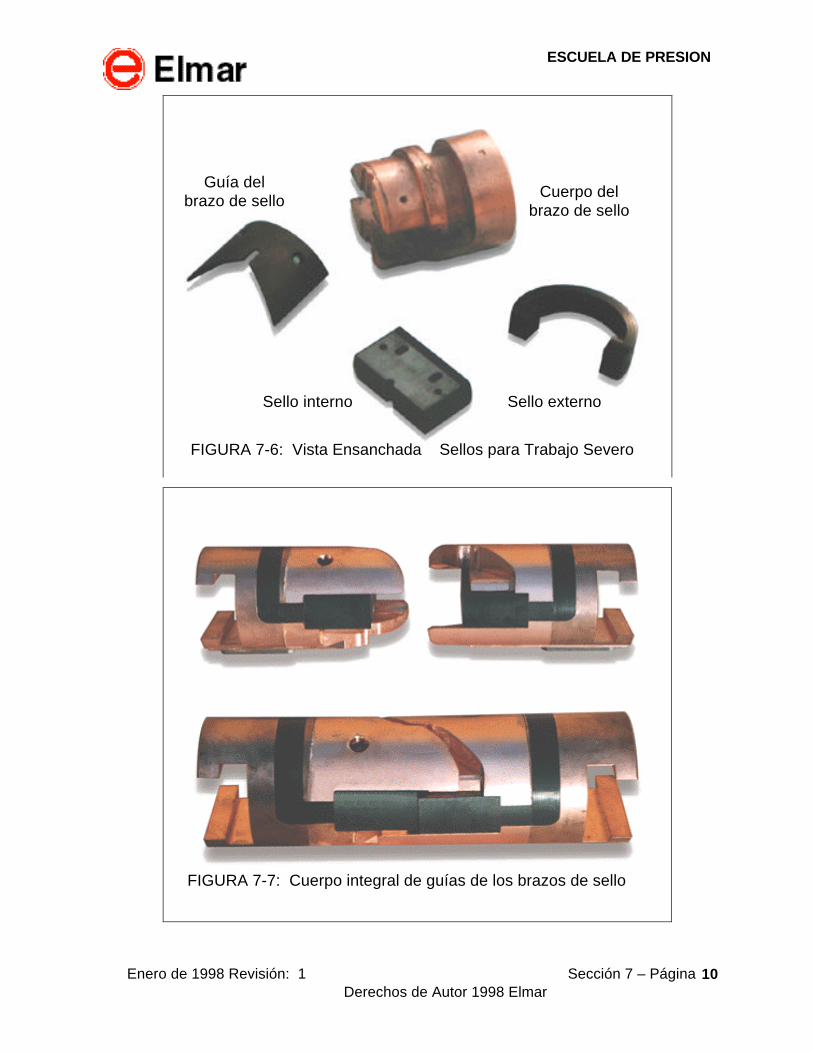
Las superficies de sello en el brazo de sello del BOP están compuestas de unalámina de caucho, o sello interno, el cual está introducido en la cara del cuerpodel brazo de sello. Alrededor de la parte superior del cuerpo del brazo seencuentra un sello externo con forma de herradura. Estos dos elementos desello se juntan en el lado del cuerpo del brazo. El sello interno proporciona elsello alrededor del cable y el sello externo previene que los fluidos del pozopasen alrededor de los brazos hacia el cuerpo principal del BOP (Figura 7-6).
Una guía es ubicada debajo del brazo la cual sirve para alineación de unaranura cortada dentro de los brazos del cuerpo del BOP. La guía evita que gireel cuerpo del brazo. Dos guías para el brazo completan el ensamblaje. Una deellas está ubicada en cada brazo y guían el cable hacia la parte pre-formada delos brazos a medida que es cerrado. Los brazos de diseño moderno tienenguías integradas en el brazo mismo (Figura 7-7).
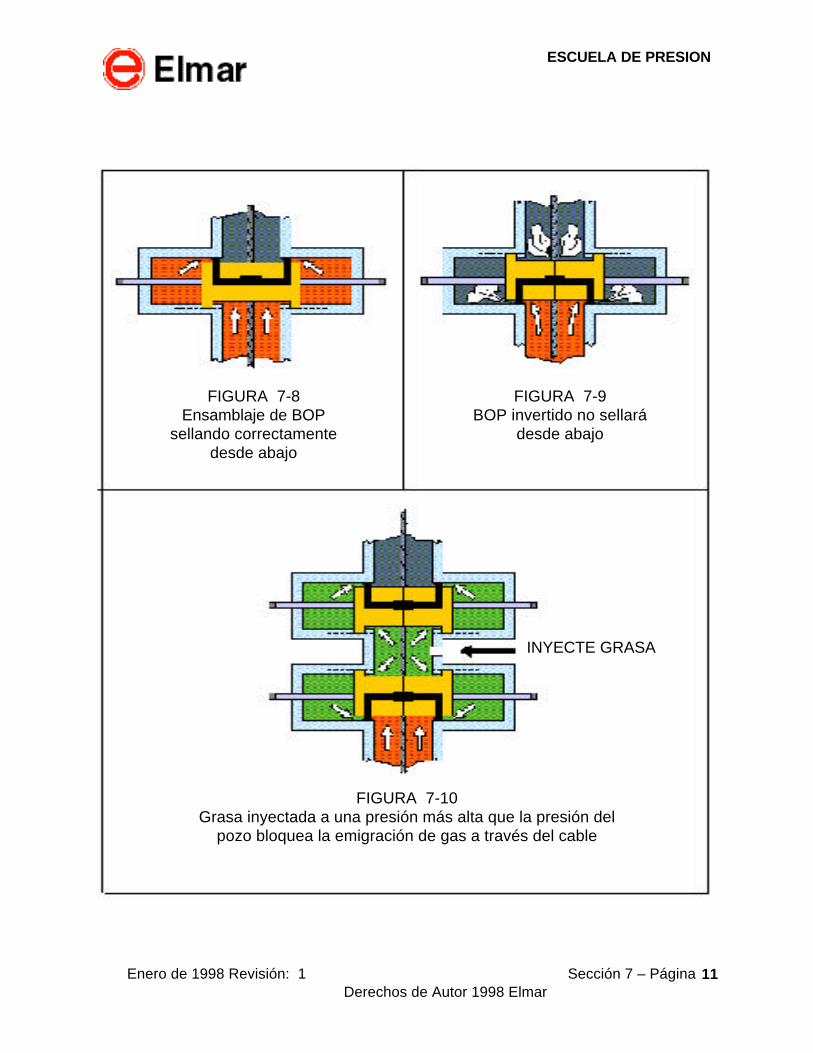
Cuando el BOP está cerrado y la presión es igual, la presión del pozo, actuandodetrás de los brazos de sello, ayudarán a activar los brazos (Figura 7-8) debidoa que la presión del pozo detrás de los brazos de sello ayudarán a obtener unsello positivo. La relación de presión en un cilindro de BOP a la presión delcabezal del pozo para obtener un sello es aproximadamente 10:1, por ejemplo200 psi de presión hidráulica aplicados a los brazos de sello con una bombahidráulica o por las manillas manuales) sellarán aproximadamente contra 2,000psi de presión del cabezal del pozo.
Sin embargo, si el BOP inadvertidamente es colocado invertido (lo cual puedepasar debido a que las conexiones en cada extremo pueden ser idénticas y enlos modelos viejos los acoplamientos de las uniones rápidas) la presión delpozo entonces estará opuesta a la presión del sello de los brazos (Figura 7-9).En consecuencia es importante chequear que el BOP ha sido colocadoadecuadamente. La manera más fácil de obtener esto es mirar por las ranurasde las guías las cuales deben estar ubicados en el lado inferior de los brazosdel cuerpo del BOP, por ejemplo externamente una protuberancia de metalpuede ser vista que corre en una línea a lo largo de la longitud de cada uno delos brazos. El orificio de desahogo debe estar en la parte superior de los brazoscuando el BOP está montado adecuadamente. Algunos BOP también tendránuna flecha marcada en la parte externa del cuerpo la cual mira hacia abajohacia el pozo, por ejemplo hacia la parte de alta presión.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página Derechos de Autor 1998 Elmar
10
Guía delbrazo de sello
Sello interno Sello externo
Cuerpo delbrazo de sello
FIGURA 7-6: Vista Ensanchada Sellos para Trabajo Severo
FIGURA 7-7: Cuerpo integral de guías de los brazos de sello
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página Derechos de Autor 1998 Elmar
11
FIGURA 7-8Ensamblaje de BOP
sellando correctamentedesde abajo
FIGURA 7-9BOP invertido no sellará
desde abajo
FIGURA 7-10Grasa inyectada a una presión más alta que la presión del
pozo bloquea la emigración de gas a través del cable
INYECTE GRASA
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página Derechos de Autor 1998 Elmar
12
1.5 INYECCION DE GRASA
Nosotros estamos ahora en posición para entender como trabaja un BOP doble.El BOP doble tiene un par de brazos de sello (el par inferior) colocadosinvertidos. En un BOP de doble brazo de sello, esto es efectuadoautomáticamente. Dos BOP de brazo sencillos pueden ser utilizados montandoel inferior hacia arriba con los adaptadores apropiados.
La grasa es inyectada entre los dos brazos de sello como es enseñado en laFigura 7-10. La grasa es inyectada a una presión más alta que la presión delpozo para que ambos conjuntos de sello obtengan un sello positivo.
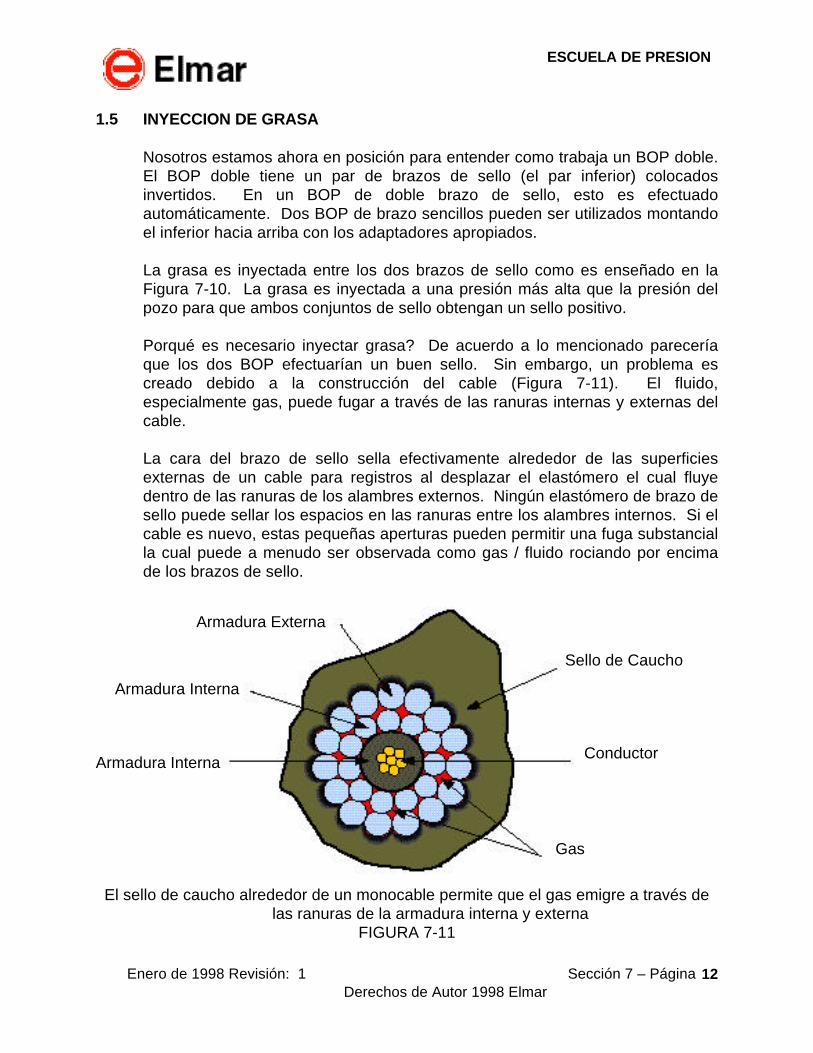
Porqué es necesario inyectar grasa? De acuerdo a lo mencionado pareceríaque los dos BOP efectuarían un buen sello. Sin embargo, un problema escreado debido a la construcción del cable (Figura 7-11). El fluido,especialmente gas, puede fugar a través de las ranuras internas y externas delcable.
La cara del brazo de sello sella efectivamente alrededor de las superficiesexternas de un cable para registros al desplazar el elastómero el cual fluyedentro de las ranuras de los alambres externos. Ningún elastómero de brazo desello puede sellar los espacios en las ranuras entre los alambres internos. Si elcable es nuevo, estas pequeñas aperturas pueden permitir una fuga substancialla cual puede a menudo ser observada como gas / fluido rociando por encimade los brazos de sello.
El sello de caucho alrededor de un monocable permite que el gas emigre a través delas ranuras de la armadura interna y externa
FIGURA 7-11
Sello de Caucho
Conductor
Gas
Armadura Externa
Armadura Interna
Armadura Interna
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página Derechos de Autor 1998 Elmar
13
Ocasionalmente será alcanzado un sello completo en una línea vieja en la cuallos espacios entre las ranuras internas ha sido cerrado con parafina, suciedad,etc. Sin embargo, esta es la excepción, y no puede ser utilizada como una parteconfiable del servicio. Cables especiales existen disponibles con material derelleno en los espacios entre los alambres de la armadura. Estos cables sonmucho más fáciles de sellar pero todavía requieren inyección de grasa paraobtener un sello perfecto en gas.
Obviamente, lo anterior no aplica al cable sólido mecánico el cual es más fácilde sellar, pero si aplica al cable con armadura de alambres utilizado para lapesca.
Probar por presión un preventor de reventones en una línea de armadura esgeneralmente una pérdida de tiempo pues la prueba solamente determina elgrado de apertura a través de los espacios entre los alambres de la línea. Elpreventor debe ser probado con una varilla sólida que permita un sello perfectosi está funcionando adecuadamente.
Para poder demostrar la habilidad completa de sellado de un cable pararegistros, es necesario utilizar dos preventores de reventones cerrados sobre lalínea e inyectar grasa o petróleo entre ellos a 1.2 veces una presión más altaque la presión del pozo. La grasa o petróleo penetrará la línea y llenará losespacios entre las ranuras para obtener un sello completo. El sello semantendrá indefinidamente en tanto que la presión de la grasa sea mantenida ygeneralmente se mantendrá por algún tiempo después que la presión de grasasea retirada.
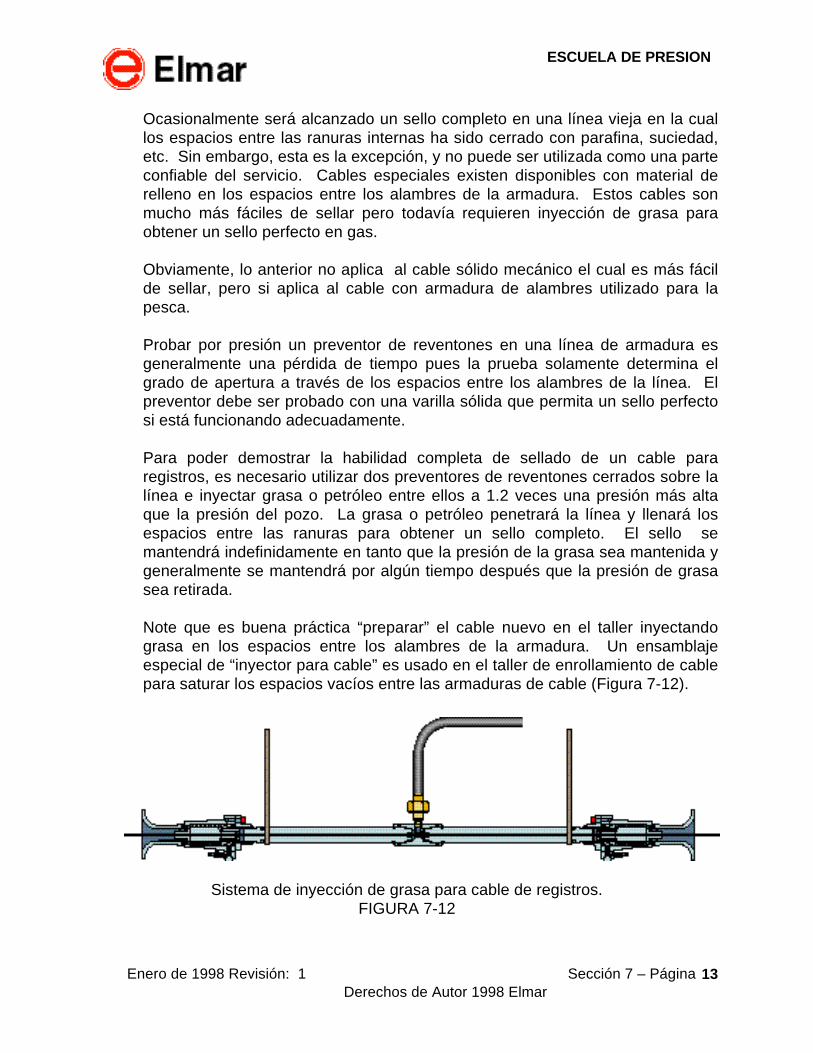
Note que es buena práctica “preparar” el cable nuevo en el taller inyectandograsa en los espacios entre los alambres de la armadura. Un ensamblajeespecial de “inyector para cable” es usado en el taller de enrollamiento de cablepara saturar los espacios vacíos entre las armaduras de cable (Figura 7-12).
Sistema de inyección de grasa para cable de registros.FIGURA 7-12
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 14
Derechos de Autor 1998 Elmar
1.6 MULTIPLES DEL BOP
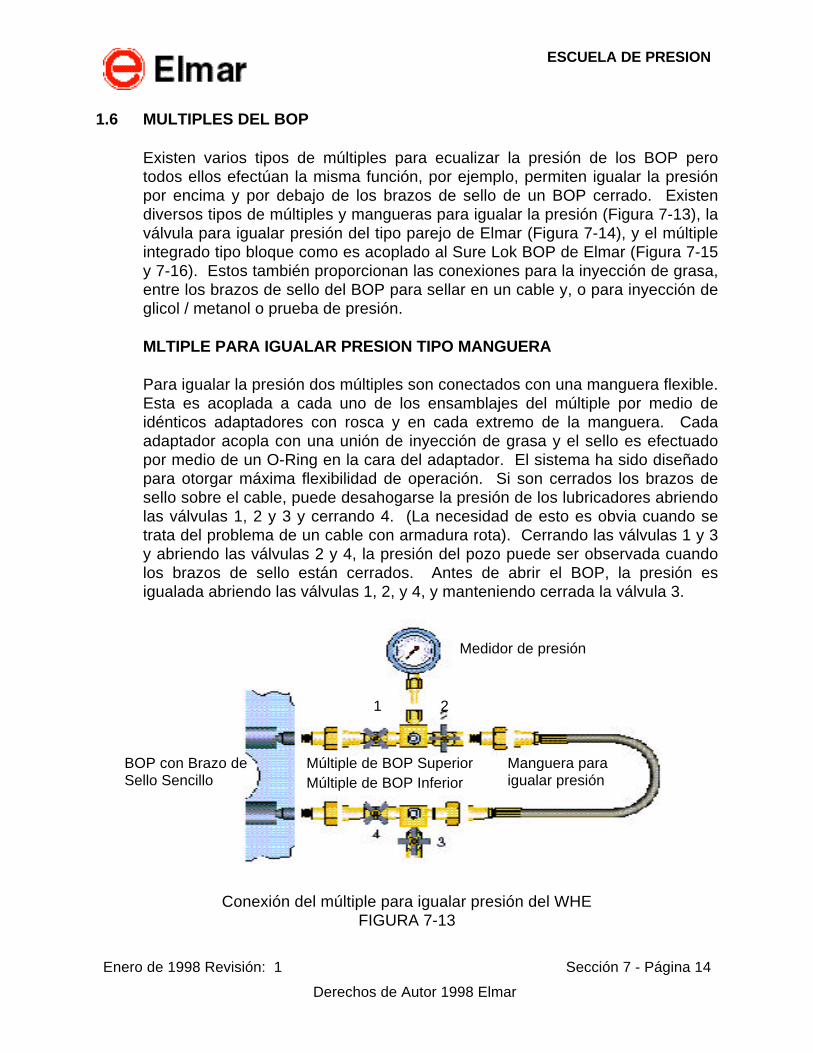
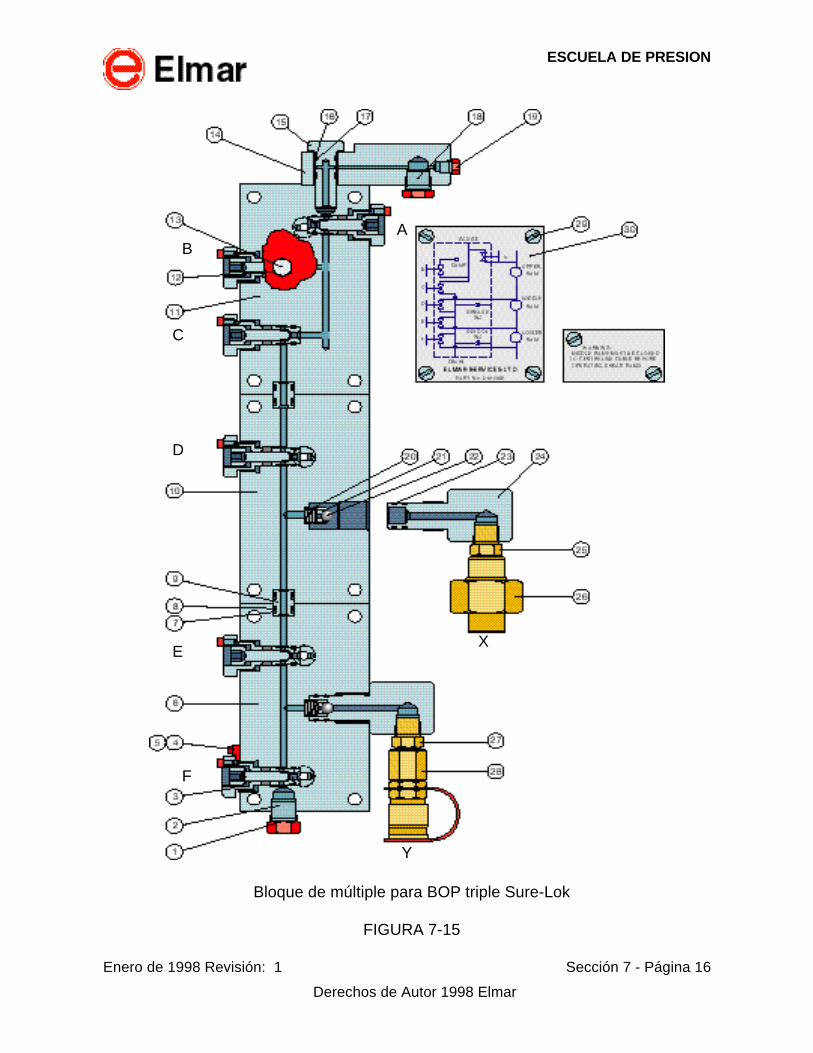
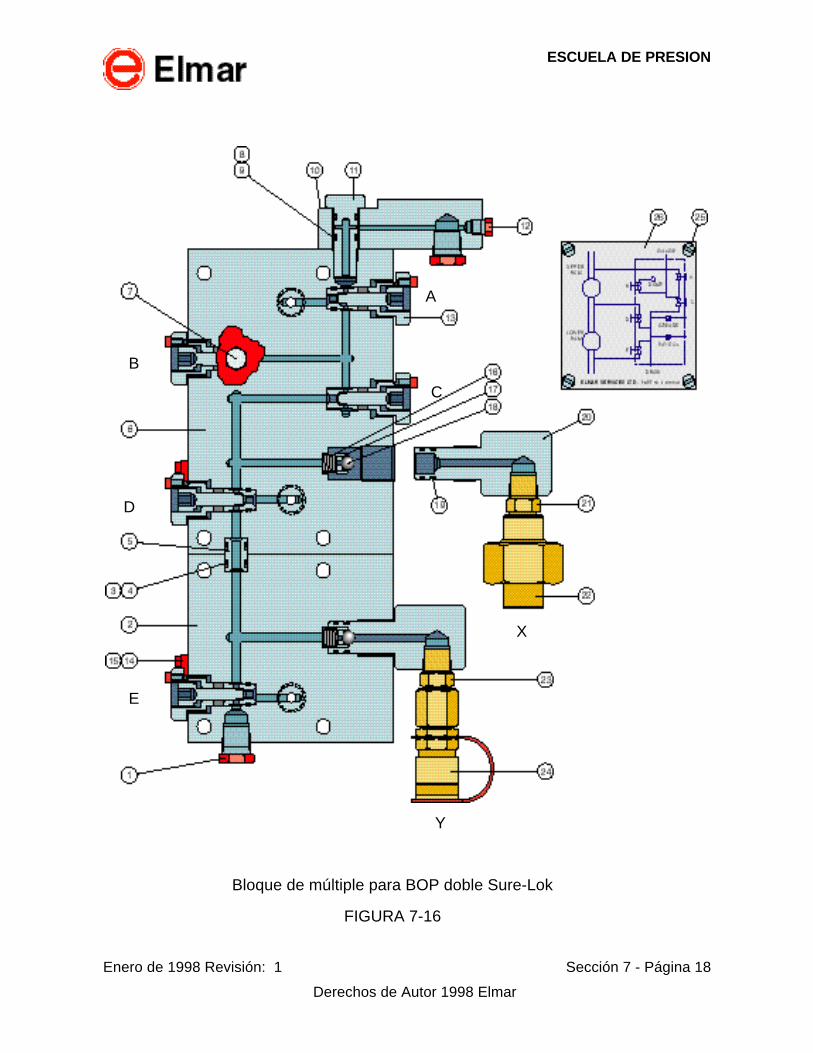
Existen varios tipos de múltiples para ecualizar la presión de los BOP perotodos ellos efectúan la misma función, por ejemplo, permiten igualar la presiónpor encima y por debajo de los brazos de sello de un BOP cerrado. Existendiversos tipos de múltiples y mangueras para igualar la presión (Figura 7-13), laválvula para igualar presión del tipo parejo de Elmar (Figura 7-14), y el múltipleintegrado tipo bloque como es acoplado al Sure Lok BOP de Elmar (Figura 7-15y 7-16). Estos también proporcionan las conexiones para la inyección de grasa,entre los brazos de sello del BOP para sellar en un cable y, o para inyección deglicol / metanol o prueba de presión.
MLTIPLE PARA IGUALAR PRESION TIPO MANGUERA
Para igualar la presión dos múltiples son conectados con una manguera flexible.Esta es acoplada a cada uno de los ensamblajes del múltiple por medio deidénticos adaptadores con rosca y en cada extremo de la manguera. Cadaadaptador acopla con una unión de inyección de grasa y el sello es efectuadopor medio de un O-Ring en la cara del adaptador. El sistema ha sido diseñadopara otorgar máxima flexibilidad de operación. Si son cerrados los brazos desello sobre el cable, puede desahogarse la presión de los lubricadores abriendolas válvulas 1, 2 y 3 y cerrando 4. (La necesidad de esto es obvia cuando setrata del problema de un cable con armadura rota). Cerrando las válvulas 1 y 3y abriendo las válvulas 2 y 4, la presión del pozo puede ser observada cuandolos brazos de sello están cerrados. Antes de abrir el BOP, la presión esigualada abriendo las válvulas 1, 2, y 4, y manteniendo cerrada la válvula 3.
Conexión del múltiple para igualar presión del WHEFIGURA 7-13
BOP con Brazo deSello Sencillo
Múltiple de BOP SuperiorMúltiple de BOP Inferior
Manguera paraigualar presión
Medidor de presión
21
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 15
Derechos de Autor 1998 Elmar
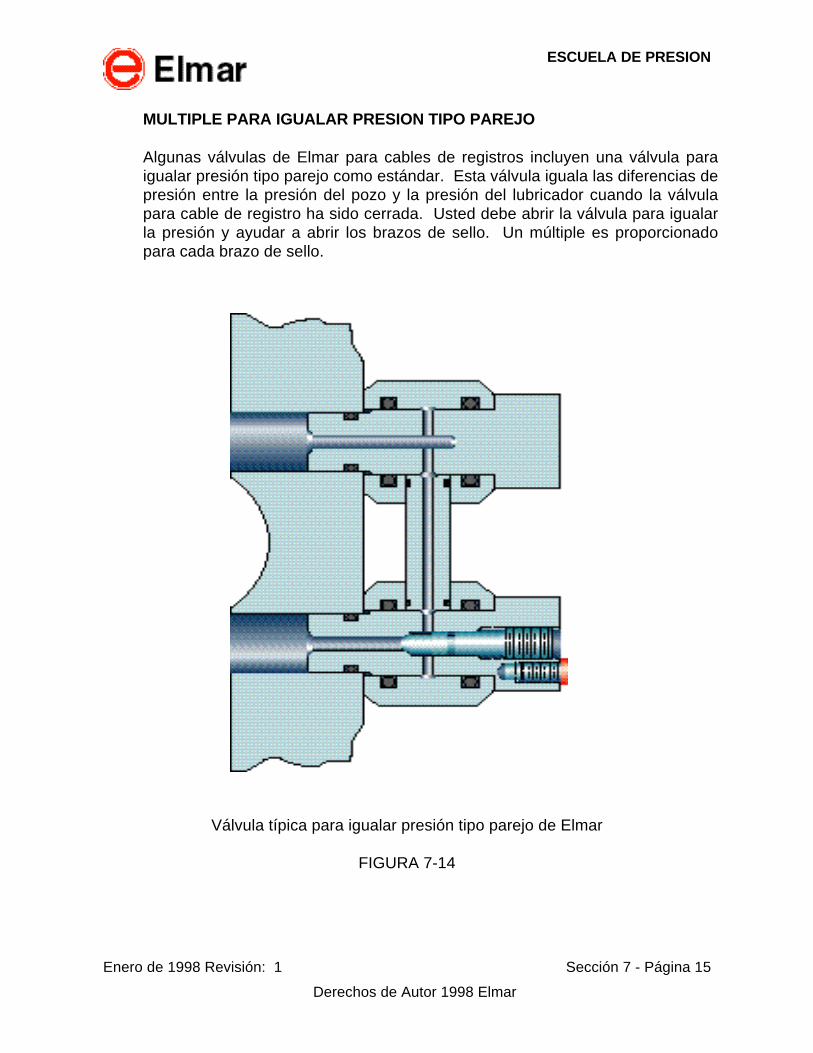
MULTIPLE PARA IGUALAR PRESION TIPO PAREJO
Algunas válvulas de Elmar para cables de registros incluyen una válvula paraigualar presión tipo parejo como estándar. Esta válvula iguala las diferencias depresión entre la presión del pozo y la presión del lubricador cuando la válvulapara cable de registro ha sido cerrada. Usted debe abrir la válvula para igualarla presión y ayudar a abrir los brazos de sello. Un múltiple es proporcionadopara cada brazo de sello.
Válvula típica para igualar presión tipo parejo de Elmar
FIGURA 7-14
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 16
Derechos de Autor 1998 Elmar
A
C
X
Y
Bloque de múltiple para BOP triple Sure-Lok
FIGURA 7-15
D
E
F
B
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 17
Derechos de Autor 1998 Elmar
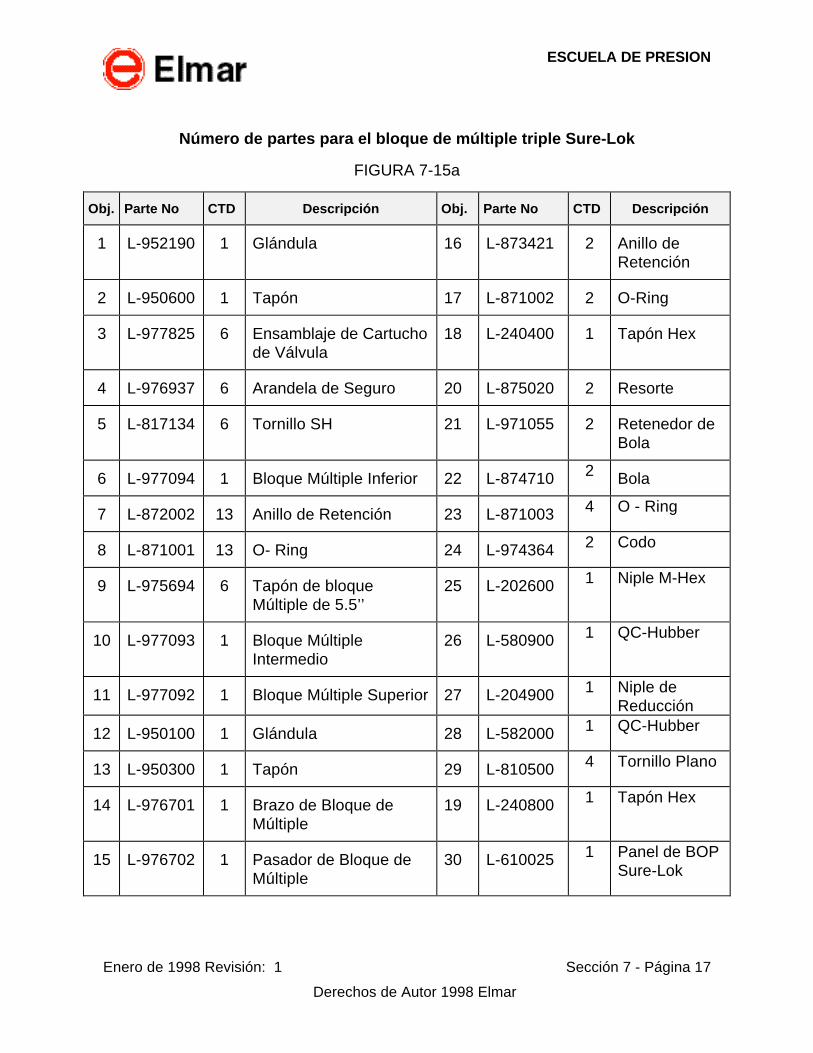
Número de partes para el bloque de múltiple triple Sure-Lok
FIGURA 7-15a
Obj. Parte No CTD Descripción Obj. Parte No CTD Descripción
1 L-952190 1 Glándula 16 L-873421 2 Anillo deRetención
2 L-950600 1 Tapón 17 L-871002 2 O-Ring
3 L-977825 6 Ensamblaje de Cartuchode Válvula
18 L-240400 1 Tapón Hex
4 L-976937 6 Arandela de Seguro 20 L-875020 2 Resorte
5 L-817134 6 Tornillo SH 21 L-971055 2 Retenedor deBola
6 L-977094 1 Bloque Múltiple Inferior 22 L-874710 2 Bola
7 L-872002 13 Anillo de Retención 23 L-871003 4 O - Ring
8 L-871001 13 O- Ring 24 L-974364 2 Codo
9 L-975694 6 Tapón de bloqueMúltiple de 5.5’’
25 L-202600 1 Niple M-Hex
10 L-977093 1 Bloque MúltipleIntermedio
26 L-580900 1 QC-Hubber
11 L-977092 1 Bloque Múltiple Superior 27 L-204900 1 Niple deReducción
12 L-950100 1 Glándula 28 L-582000 1 QC-Hubber
13 L-950300 1 Tapón 29 L-810500 4 Tornillo Plano
14 L-976701 1 Brazo de Bloque deMúltiple
19 L-240800 1 Tapón Hex
15 L-976702 1 Pasador de Bloque deMúltiple
30 L-610025 1 Panel de BOPSure-Lok
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 18
Derechos de Autor 1998 Elmar
Bloque de múltiple para BOP doble Sure-Lok
FIGURA 7-16
A
X
Y
E
D
B
C
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 19
Derechos de Autor 1998 Elmar
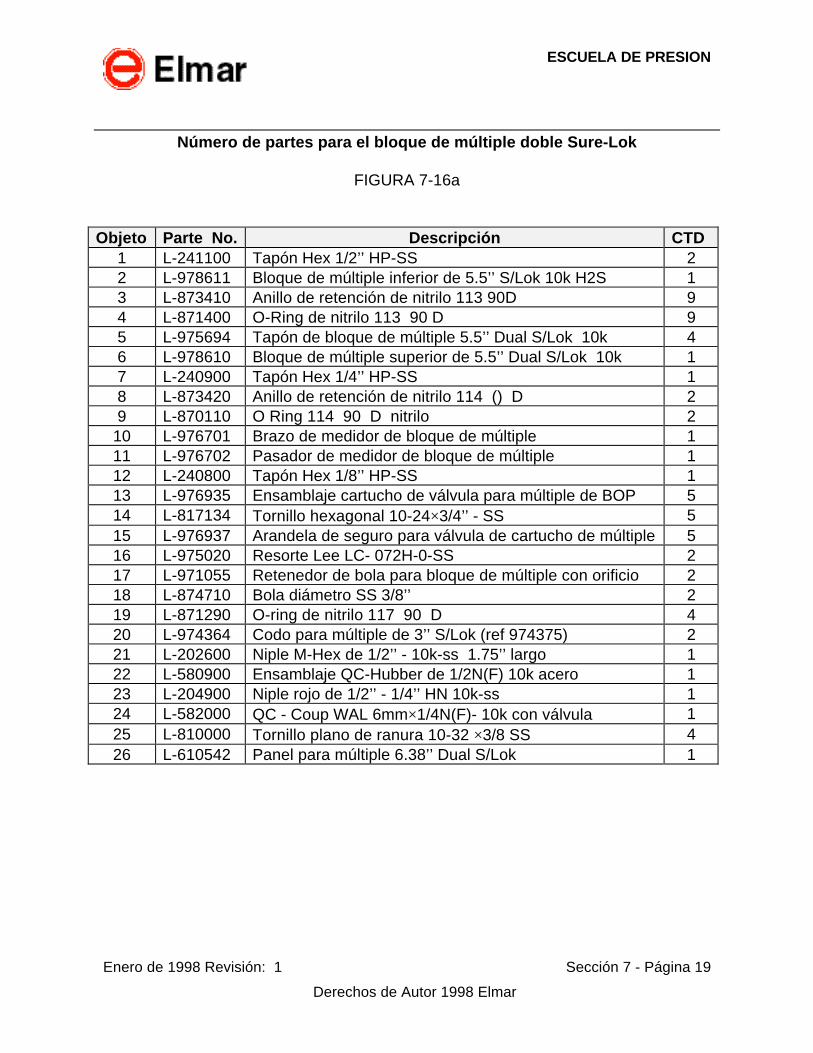
Número de partes para el bloque de múltiple doble Sure-Lok
FIGURA 7-16a
Objeto Parte No. Descripción CTD1 L-241100 Tapón Hex 1/2’’ HP-SS 22 L-978611 Bloque de múltiple inferior de 5.5’’ S/Lok 10k H2S 13 L-873410 Anillo de retención de nitrilo 113 90D 94 L-871400 O-Ring de nitrilo 113 90 D 95 L-975694 Tapón de bloque de múltiple 5.5’’ Dual S/Lok 10k 46 L-978610 Bloque de múltiple superior de 5.5’’ Dual S/Lok 10k 17 L-240900 Tapón Hex 1/4’’ HP-SS 18 L-873420 Anillo de retención de nitrilo 114 () D 29 L-870110 O Ring 114 90 D nitrilo 2
10 L-976701 Brazo de medidor de bloque de múltiple 111 L-976702 Pasador de medidor de bloque de múltiple 112 L-240800 Tapón Hex 1/8’’ HP-SS 113 L-976935 Ensamblaje cartucho de válvula para múltiple de BOP 514 L-817134 Tornillo hexagonal 10-24×3/4’’ - SS 515 L-976937 Arandela de seguro para válvula de cartucho de múltiple 516 L-975020 Resorte Lee LC- 072H-0-SS 217 L-971055 Retenedor de bola para bloque de múltiple con orificio 218 L-874710 Bola diámetro SS 3/8’’ 219 L-871290 O-ring de nitrilo 117 90 D 420 L-974364 Codo para múltiple de 3’’ S/Lok (ref 974375) 221 L-202600 Niple M-Hex de 1/2’’ - 10k-ss 1.75’’ largo 122 L-580900 Ensamblaje QC-Hubber de 1/2N(F) 10k acero 123 L-204900 Niple rojo de 1/2’’ - 1/4’’ HN 10k-ss 124 L-582000 QC - Coup WAL 6mm×1/4N(F)- 10k con válvula 125 L-810000 Tornillo plano de ranura 10-32 ×3/8 SS 426 L-610542 Panel para múltiple 6.38’’ Dual S/Lok 1
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 20
Derechos de Autor 1998 Elmar
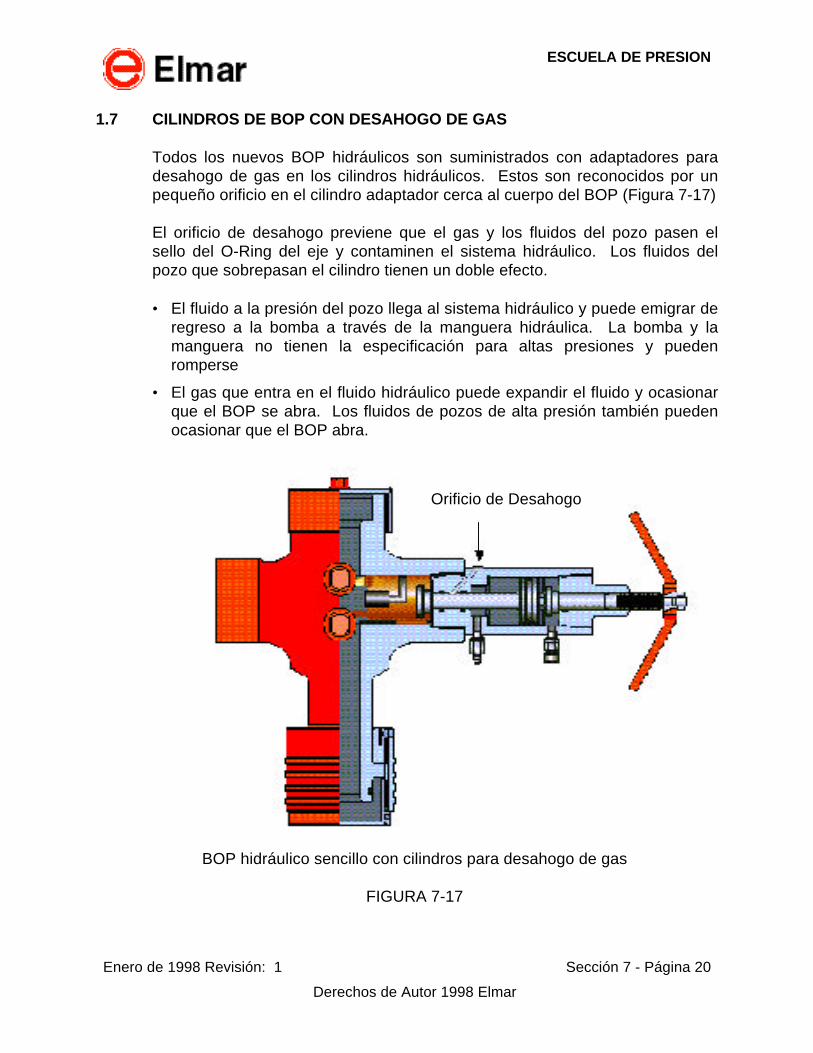
1.7 CILINDROS DE BOP CON DESAHOGO DE GAS
Todos los nuevos BOP hidráulicos son suministrados con adaptadores paradesahogo de gas en los cilindros hidráulicos. Estos son reconocidos por unpequeño orificio en el cilindro adaptador cerca al cuerpo del BOP (Figura 7-17)
El orificio de desahogo previene que el gas y los fluidos del pozo pasen elsello del O-Ring del eje y contaminen el sistema hidráulico. Los fluidos delpozo que sobrepasan el cilindro tienen un doble efecto.
• El fluido a la presión del pozo llega al sistema hidráulico y puede emigrar deregreso a la bomba a través de la manguera hidráulica. La bomba y lamanguera no tienen la especificación para altas presiones y puedenromperse
• El gas que entra en el fluido hidráulico puede expandir el fluido y ocasionarque el BOP se abra. Los fluidos de pozos de alta presión también puedenocasionar que el BOP abra.
BOP hidráulico sencillo con cilindros para desahogo de gas
FIGURA 7-17
Orificio de Desahogo
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 21
Derechos de Autor 1998 Elmar
1.8 BOP DE ELMAR - PROCEDIMIENTOS PARA PRUEBA DE LA VÁLVULA DECHEQUEO Y EJE (BOP DOBLE)
NOTA: Este procedimiento se refiere al diagrama de válvulas anexado ( Figura7-16).
1. Abra las válvulas A, B, C, D y E y las uniones X y Y asegurándose que lostapones superior, inferior y de desahogo estén en su sitio. Pruebe porpresión hasta 15,000 psi Presión de Prueba por 5 minutos. Desahoguehasta cero.
2. Cierre la válvula B y retire el tapón de desahogo. Pruebe por presiónhasta 15,000 psi Presión de Prueba por 5 minutos. Desahogue hasta cero.
3. Cierre la válvulas A, D y E. Abra las válvulas B y C. Pruebe por presiónhasta 15,000 psi Presión de Prueba por 5 minutos. Desahogue hasta cero.
4. Cierre la válvula C y abra la válvula E. Pruebe por presión hasta 15,000psi Presión de Prueba por 5 minutos. Desahogue hasta cero.
1.9 PROCEDIMIENTO DE PRUEBA PARA EL BRAZO DE SELLO E IGUALADORDE PRESION
1. Introduzca una varilla de prueba y cierre los brazos de sello superior einferior. Cierre las válvulas C y E. Abra la válvula D. Pruebe por presiónhasta 10,000 psi Presión de Trabajo a través de la entrada X.
Ninguna fuga es aceptable.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 22
Derechos de Autor 1998 Elmar
1.10 BOP DE ELMAR - PROCEDIMIENTOS PARA PRUEBA DE CHEQUEO DE LAVALVULA Y DEL EJE (BOP TRIPLE)
Nota: Este procedimiento se refiere al diagrama de válvulas anexado (Figura 7-15).
1. Abra las válvulas A, B, C, D, E y F y las uniones X y Y, asegurándose quelos tapones superior, inferior y de desahogo estén en su sitio. Pruebe porpresión hasta 15,000 psi Presión de Prueba por 5 minutos. Desahoguehasta cero.
2. Cierre la válvula B y retire el tapón de desahogo. Pruebe por presiónhasta 15,000 psi Presión de Prueba por 5 minutos. Desahogue hasta cero.
3. Cierre las válvulas A, D, E y F. Abra las válvulas B y C. Pruebe porpresión hasta 15,000 psi Presión de Prueba por 5 minutos. Desahoguehasta cero.
4. Cierre la válvula C y abra la válvula F. Pruebe por presión hasta 15,000psi Presión de Prueba por 5 minutos. Desahogue hasta cero.
1.11 PROCEDIMIENTOS PARA PRUEBA DEL SELLO DE LOS BRAZOS DESELLO E IGUALADOR DE PRESION
1. Introduzca la varilla de prueba y cierre los brazos de sello superior einferior (invertidos). Cierre las válvulas C, D y F. Abra la válvula E.Pruebe por presión hasta 10,000 psi Presión de Trabajo a través de laentrada X por 5 minutos. Desahogue hasta cero.
2. Cierre los brazos intermedios y abra los brazos superiores. Pruebe porpresión hasta 10,000 psi Presión de Trabajo a través de la entrada X por 5minutos. Desahogue hasta cero.
Ninguna fuga es aceptable.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 23
Derechos de Autor 1998 Elmar
1.12 PRUEBA DE PRESION DEL BOP
Los BOP son probados por presión en la localización del pozo antes de untrabajo y en el taller trimestralmente o después de cada mantenimiento.
Si una prueba es conducida hasta la Presión de Prueba total, los brazos debenser abiertos para prevenir daño innecesario al sello de los brazos. Probar conlos brazos cerrados no debe ser efectuado por encima de la Presión de Trabajoespecificada del BOP. Es aconsejado cerrar los brazos sobre una varilla sólidapara pruebas del tamaño adecuado en vez de utilizar el cable de armadura.Cuando se cierra sobre un cable de armadura ranurada, el sello de cauchopenetra los vacíos de los alambres de la armadura. No toda la deformación delcaucho es reversible y los brazos de sello perderán su capacidad de sellar enuna sección diferente del cable. De todas maneras los cables nuevos a menudofugan debido a que el fluido pasa a través de los espacios de los alambres de laarmadura interna y externa y da la impresión que los brazos no están sellandoadecuadamente.
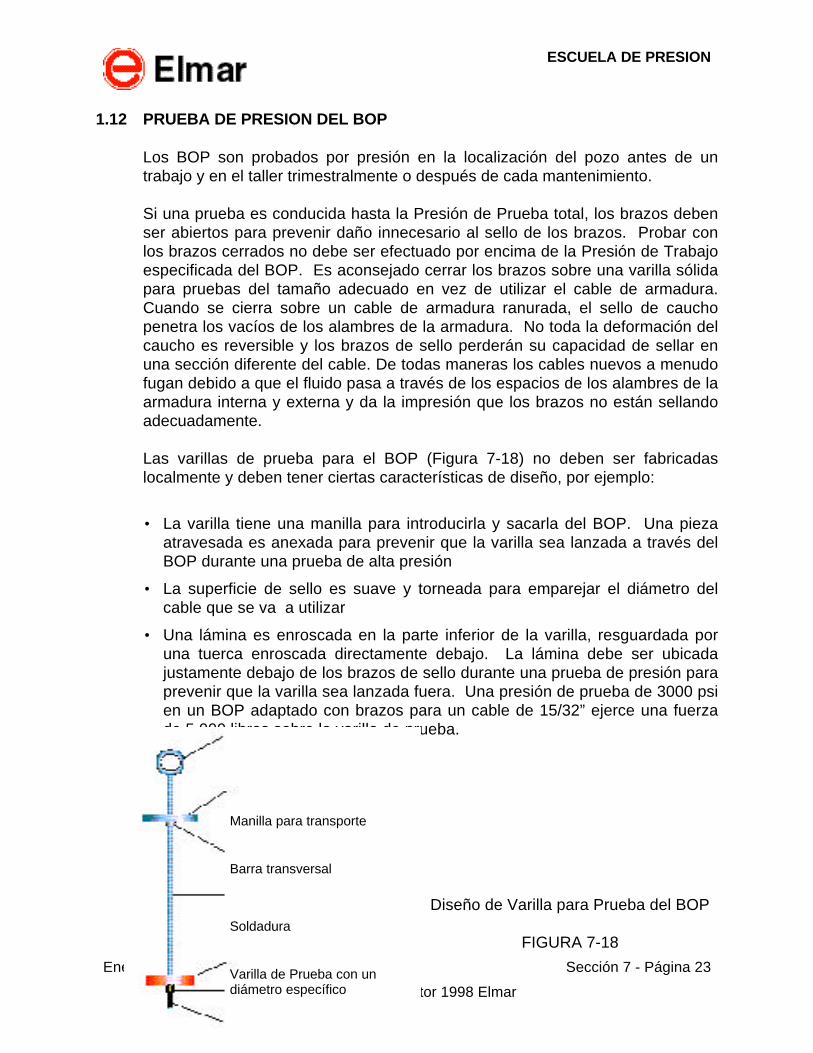
Las varillas de prueba para el BOP (Figura 7-18) no deben ser fabricadaslocalmente y deben tener ciertas características de diseño, por ejemplo:
• La varilla tiene una manilla para introducirla y sacarla del BOP. Una piezaatravesada es anexada para prevenir que la varilla sea lanzada a través delBOP durante una prueba de alta presión
• La superficie de sello es suave y torneada para emparejar el diámetro delcable que se va a utilizar
• Una lámina es enroscada en la parte inferior de la varilla, resguardada poruna tuerca enroscada directamente debajo. La lámina debe ser ubicadajustamente debajo de los brazos de sello durante una prueba de presión paraprevenir que la varilla sea lanzada fuera. Una presión de prueba de 3000 psien un BOP adaptado con brazos para un cable de 15/32” ejerce una fuerzade 5,000 libras sobre la varilla de prueba.
Diseño de Varilla para Prueba del BOP
FIGURA 7-18
Manilla para transporte
Barra transversal
Soldadura
Varilla de Prueba con undiámetro específico
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 24
Derechos de Autor 1998 Elmar
1.13 MANTENIMIENTO DEL BOP
Los BOP necesitan un mantenimiento cuidadoso para que trabajenadecuadamente.
Servicio Nivel 1 - para ser efectuado después de cada trabajo
1. Lávelo.
2. Inspección inicial - retire los brazos de sello y los cilindros- inspeccione todos los sellos y las superficies de sello- retire las válvulas e inspecciónelas.
3. Lubrique con grasa y vuélvalo a ensamblar.
4. Pruebe por funcionamiento y presión a la Presión del Trabajo.
5. Chequee los dispositivos para levantamiento y registre el tipo y fecha de laúltima certificación.
Servicio Nivel 2 - para ser efectuado una vez por año
1. Efectúe el procedimiento del servicio nivel 1.
2. Reemplace todos los O-Ring, inspeccione todos los componentes ysuperficies de sello por corrosión o daños en cualquier parte. Pongaparticular atención a las superficies debajo de los brazos de sello.
3. Vuelva a ensamblar el BOP y pruebe por presión hasta la Presión deTrabajo.
4. Una tercera persona o agencia externa debe presenciar la prueba depresión y la prueba de funcionamiento.
Servicio Nivel 3 - para ser efectuada cada 5 años
1. Efectúe los procedimientos de servicio niveles 1 y 2.
Arandela con rosca
Tuerca de seguro
Parte inferior de Varillade Prueba (con roscas)
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 25
Derechos de Autor 1998 Elmar
2. Desensamble el BOP hasta sus partes componentes desechando todos losO-Ring / anillos de retención.
3. Efectúe una inspección de todas las partes por partículas magnéticas.
4. Vuelva a ensamblar utilizando un conjunto de sellos y todas las partesnecesarias nuevas.
5. Efectúe una prueba de presión y funcionamiento hasta la Presión dePrueba donde sea aplicable.
6. Una tercera persona o consultor externo debe verificar la prueba einspección, y efectuar la certificación de levantamiento y certificado deconformidad.
Es muy importante mantener el BOP limpio y engrasado debido a que lasquímicas del lodo y del pozo pueden, con el tiempo, ocasionar cierta cantidadde corrosión en la parte interna del cuerpo. La corrosión y escamas resultantespueden prevenir un buen sello a altas presiones y por lo menos harán que seamuy difícil el cierre de los brazos de sello.
Los BOP de Elmar pueden ser adquiridos con una cobertura interna tipo Teflón,compuesto llamado “Everslick”, para prevenir dicha corrosión interna. Estoextiende considerablemente la vida de servicio del BOP.
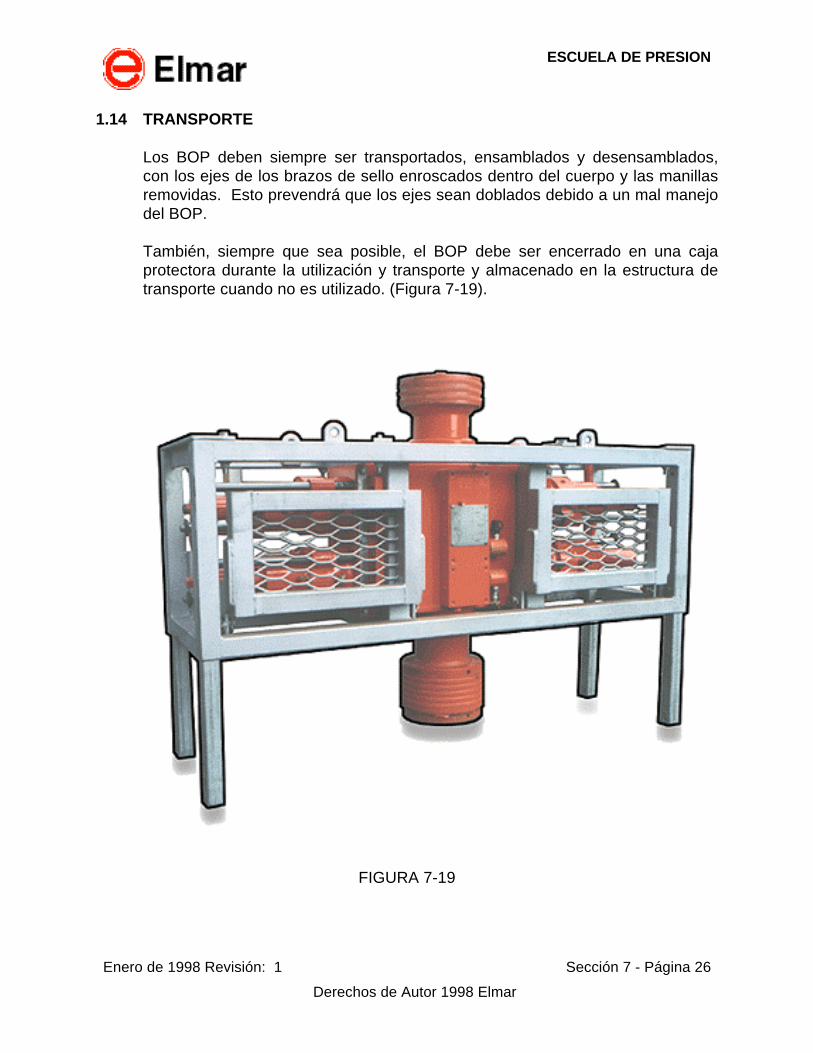
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 26
Derechos de Autor 1998 Elmar
1.14 TRANSPORTE
Los BOP deben siempre ser transportados, ensamblados y desensamblados,con los ejes de los brazos de sello enroscados dentro del cuerpo y las manillasremovidas. Esto prevendrá que los ejes sean doblados debido a un mal manejodel BOP.
También, siempre que sea posible, el BOP debe ser encerrado en una cajaprotectora durante la utilización y transporte y almacenado en la estructura detransporte cuando no es utilizado. (Figura 7-19).
FIGURA 7-19
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 27 Derechos de Autor 1998 Elmar
2.0 LUBRICADORES
Los lubricadores también conocidos como “risers” (levantadores) sonsimplemente una serie de longitudes de tubos inter-conectados, el propósito delos cuales es proporcionar un espacio para que la herramienta pueda sercontenida bajo presión, cuando se abre y se cierra el pozo. La longitud dellubricador es calculada para que sea tan larga como la sarta de herramientasmás cualquier peso adicional, centralizadores, etc. necesarios para el trabajo.El diámetro interno del lubricador debe ser de 0.15” a 0.25” mayor que eldiámetro externo de la herramienta más grande corrida.
Los tubos del lubricador pueden ser suministrados en longitudes de 4, 5, 8 y 10pies. Cada tubo de lubricador viene suministrado con uniones rápidas para altapresión. Las uniones rápidas también pueden estar enroscadas al tubo,soldadas al tubo, o ser parte integral del cuerpo del lubricador.
Algunos lubricadores tiene orificios para permitir que se anexen mangueras dedrenaje y medidores de presión.
Algunos lubricadores pueden ser ordenados con un dispositivo colgador quepermite que el cuello sea mantenido alejado del macho durante el ensamblajevertical del lubricador (Figura 7-20).
Elmar RECOMIENDA ALTAMENTE la utilización de lubricadores integrales envez de los tipos con roscas o soldados para eliminar sellos innecesarios oposibles fallas de soldaduras en el equipo para control de presión. Loslubricadores con orificios no son recomendados debido a la posibilidad deromper un adaptador que sobresalga.
Los sellos son fabricados con elastómeros de diversos compuestos,dependiendo de la temperatura de operación y de los fluidos del pozo. Sellosespeciales deben ser utilizados para las condiciones del ártico, para fluidos muycorrosivos (alto H2S, CO2), o para operaciones de inyección de vapor.
2.1 UNIONES RAPIDAS
Las válvulas para cables de registros y otros componentes de la sarta del WHEestán conectadas unas a otras con uniones. Las uniones rápidas son autoalineadas debido al perfil de la caja y de la sección macho (Figura 7-21). Elsello es efectuado por un O-Ring interno en el extremo macho que sella contrael extremo caja de la unión. (Vea la Figura 9 para mayores detalles sobre lasuniones de alta presión). Los dos extremos son mantenidos juntos por un cuelloque descansa sobre el hombrillo del extremo macho, y enrosca sobre la roscaexterna del extremo caja. Las roscas del tipo ACME son las utilizadas. Conesta configuración la conexión enroscada no necesita ser apretada fuertemente
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 28 Derechos de Autor 1998 Elmar
para activar el O-Ring. Los cuellos pueden ser enroscados y desenroscados amano fácil y rápidamente si las piezas de empalme están bien alineadas. No esnecesario utilizar llaves en estas conexiones para enroscarlas fuertemente.
Existen dos familias de uniones rápidas generalmente utilizadas:
• Uniones Rápidas Tipo Bowen
• Uniones Rápidas Tipo Otis (Flopetrol QU utiliza un diseño similar a Otis).
Las dos familias de uniones no son compatibles. Las uniones de Bowen sonmás compactas, las uniones de Otis son más fáciles de empatar cuando noestán perfectamente alineadas y por ello son una selección preferible. Estasvienen en tamaño estándar, relacionadas al diámetro interno de la conexión y laespecificación de presión.
La unión tipo Flopetrol QU tiene diferentes rangos de tamaños y tolerancias alas de Otis. Algunas son compatibles con las uniones rápidas de Otis, algunasno los son, aunque los tamaños nominales sean los mismos, es más seguroasumir que estas no son compatibles para evitar problemas debido a laconcentración de diversas tolerancias. Estas están siendo discontinuadas ysolamente son construidas bajo requisición especial.
El equipo WHE de Elmar es fabricado con conexiones ya sea tipo Bowen u OtisQU. La unión tipo Flopetrol QU solamente bajo requisición especial.
Una unión rápida es definida por: (vea la tabla 7-2.1, 7-2.2, 7-2.3).
∗ Su estilo: Bowen u Otis (o Flopetrol)
∗ Su diámetro de rosca ACME en pulgadas
∗ El paso de la rosca en Rosca por Pulgada. Algunas conexiones utilizanRoscas de Doble Comienzo (DL, algunas veces identificadas como “x2”)
∗ Su diámetro de sello en pulgadas, hasta milésimas.
Ejemplo:
La conexión Bowen de 5.5” – 4DL - 4.375” es una conexión de Bowen con unarosca de 5.5 pulgadas ACME, 4 roscas por pulgada, doble comienzo, con undiámetro de sello de 4.375 pulgadas. Esta puede ser utilizada para equipo condiámetro interno de 3 pulgadas con especificación de 10K psi servicio estándar,o 5K psi, servicio de H2S.
2.2 OPERACION
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 29 Derechos de Autor 1998 Elmar
Antes de utilizar las áreas de sello de la unión al igual que las roscas de launión y los cuellos deben ser inspeccionados para asegurarse que están limpiosy libres de corrosión. Los O-Ring de la unión deben estar en buena condición.Una pequeña cantidad de grasa en estas áreas ayuda en el ensamblaje.
Durante el ensamblaje, asegúrese que las uniones están enroscadas a manoadecuadamente. Los lubricadores deben ser levantados utilizando unacampana adecuada de levantamiento o una tapa para levantamiento, dondedisponible.
2.3 ALMACENAMIENTO
Los lubricadores deben ser limpiados y con las áreas de sello engrasadas paraprevenir corrosión y estar adaptados con protectores de roscas durante elalmacenamiento.
2.4 INSPECCION Y PRUEBAS
1. Inspeccione completamente la longitud total del lubricador. Mire pordeformaciones, marcas de llaves, áreas corroídas
2. Coloque el tapón de prueba adecuado y la tapa de prueba en los extremosdel lubricador y apriételos.
3. Aplique la presión de prueba al lubricador por 5 minutos. Desahoguehasta cero. No se acepta ninguna fuga.
2.5 SERVICIO
El servicio rutinario de los lubricadores, es normalmente limitado a lo que hasido mencionado previamente. Sin embargo, en el caso de ocurrir una fugaentre un tubo de lubricador y un adaptador en los ensamblajes de lubricadoresno integrales o entre las partes del empalme de las uniones del lubricador, estopuede ser debido a O-Rings y/o a las superficies de sello dañados y requerirá elreemplazo de las partes defectuosas.
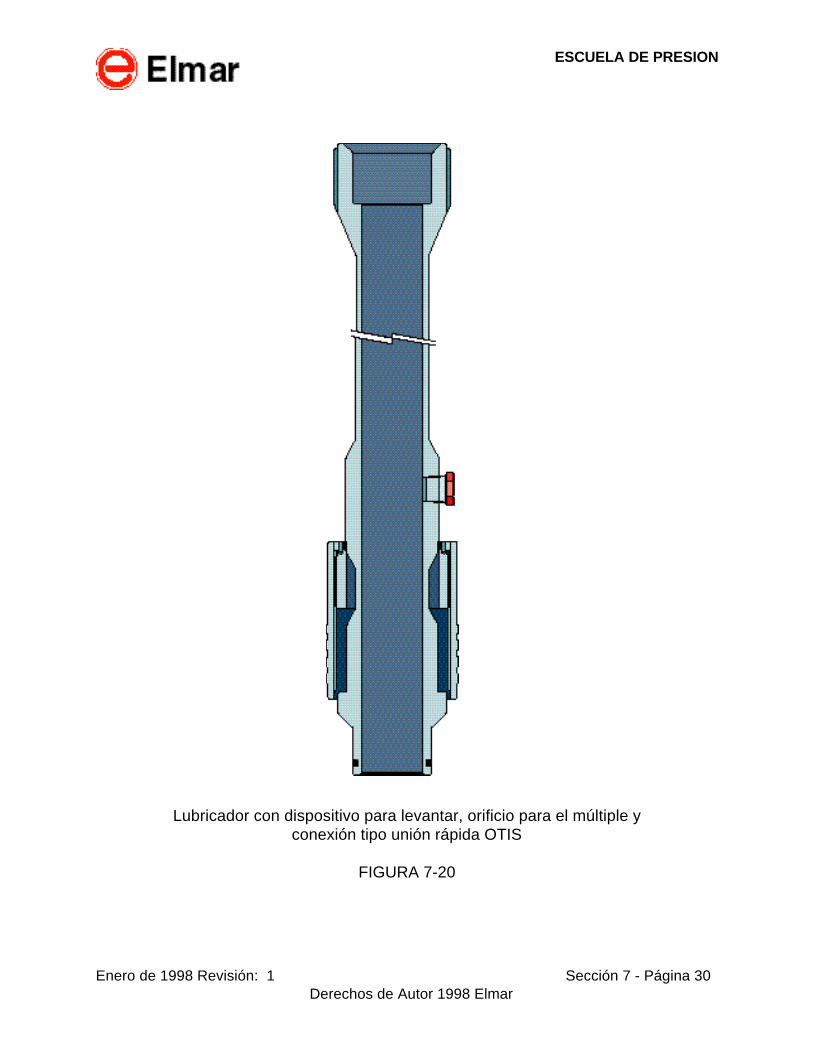
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 30 Derechos de Autor 1998 Elmar
Lubricador con dispositivo para levantar, orificio para el múltiple yconexión tipo unión rápida OTIS
FIGURA 7-20

ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 31 Derechos de Autor 1998 Elmar
Conexiones de unión rápidaFIGURA 7-21
OTIS
BOWEN
Diámetro del Sello
Diámetro del Sello
Tamaño de rosca
Tamaño de rosca
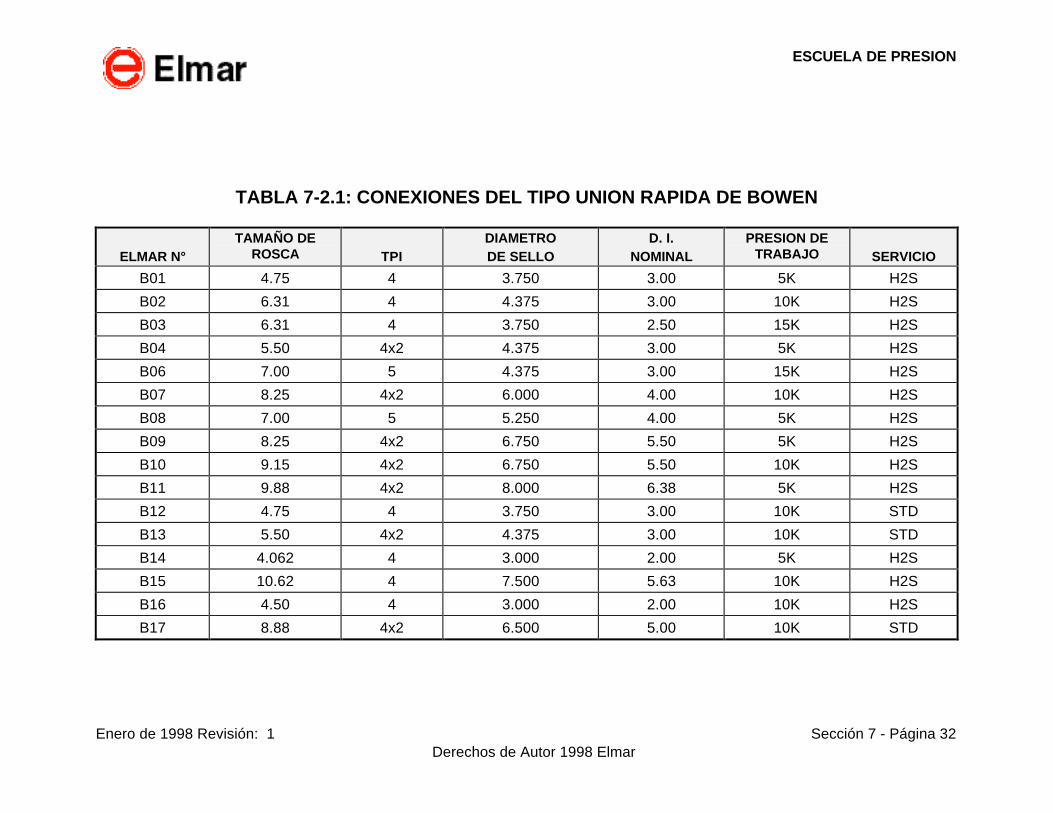
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 32 Derechos de Autor 1998 Elmar
TABLA 7-2.1: CONEXIONES DEL TIPO UNION RAPIDA DE BOWEN
ELMAR N°TAMAÑO DE
ROSCA TPIDIAMETRODE SELLO
D. I.NOMINAL
PRESION DETRABAJO SERVICIO
B01 4.75 4 3.750 3.00 5K H2S
B02 6.31 4 4.375 3.00 10K H2S
B03 6.31 4 3.750 2.50 15K H2S
B04 5.50 4x2 4.375 3.00 5K H2S
B06 7.00 5 4.375 3.00 15K H2S
B07 8.25 4x2 6.000 4.00 10K H2S
B08 7.00 5 5.250 4.00 5K H2S
B09 8.25 4x2 6.750 5.50 5K H2S
B10 9.15 4x2 6.750 5.50 10K H2S
B11 9.88 4x2 8.000 6.38 5K H2S
B12 4.75 4 3.750 3.00 10K STD
B13 5.50 4x2 4.375 3.00 10K STD
B14 4.062 4 3.000 2.00 5K H2S
B15 10.62 4 7.500 5.63 10K H2S
B16 4.50 4 3.000 2.00 10K H2S
B17 8.88 4x2 6.500 5.00 10K STD
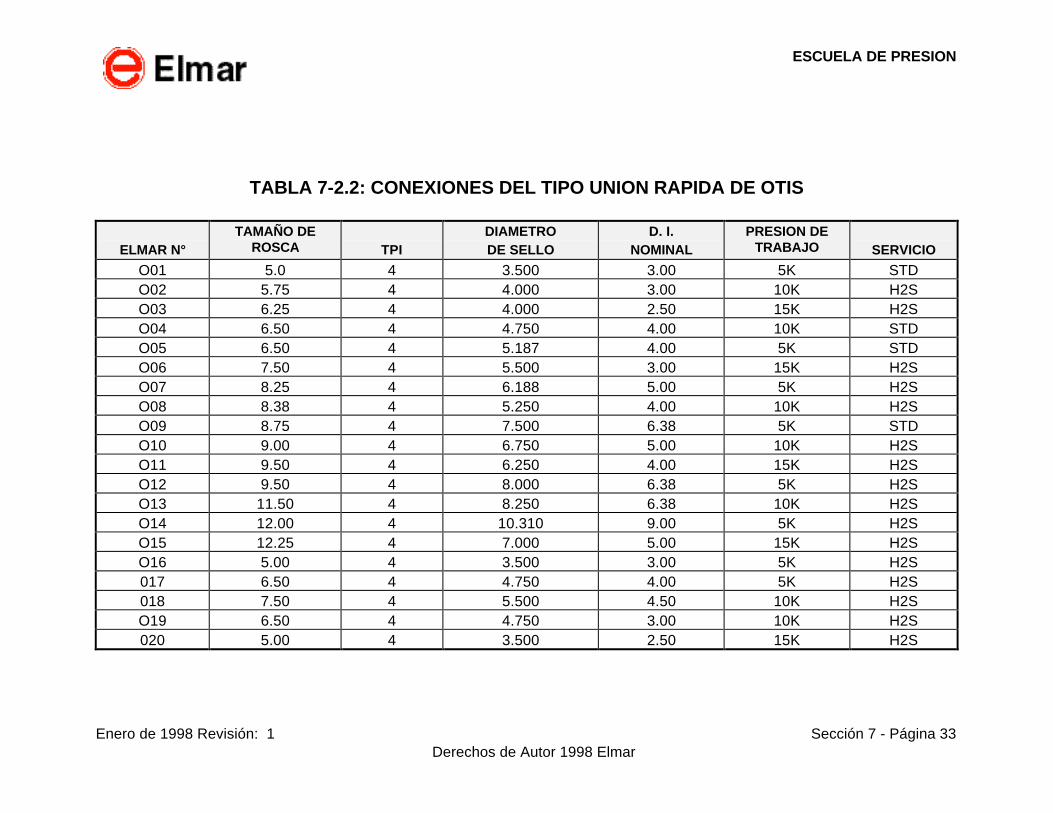
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 33 Derechos de Autor 1998 Elmar
TABLA 7-2.2: CONEXIONES DEL TIPO UNION RAPIDA DE OTIS
ELMAR N°TAMAÑO DE
ROSCA TPIDIAMETRODE SELLO
D. I.NOMINAL
PRESION DETRABAJO SERVICIO
O01 5.0 4 3.500 3.00 5K STDO02 5.75 4 4.000 3.00 10K H2SO03 6.25 4 4.000 2.50 15K H2SO04 6.50 4 4.750 4.00 10K STDO05 6.50 4 5.187 4.00 5K STDO06 7.50 4 5.500 3.00 15K H2SO07 8.25 4 6.188 5.00 5K H2SO08 8.38 4 5.250 4.00 10K H2SO09 8.75 4 7.500 6.38 5K STDO10 9.00 4 6.750 5.00 10K H2SO11 9.50 4 6.250 4.00 15K H2SO12 9.50 4 8.000 6.38 5K H2SO13 11.50 4 8.250 6.38 10K H2SO14 12.00 4 10.310 9.00 5K H2SO15 12.25 4 7.000 5.00 15K H2SO16 5.00 4 3.500 3.00 5K H2S017 6.50 4 4.750 4.00 5K H2S018 7.50 4 5.500 4.50 10K H2SO19 6.50 4 4.750 3.00 10K H2S020 5.00 4 3.500 2.50 15K H2S
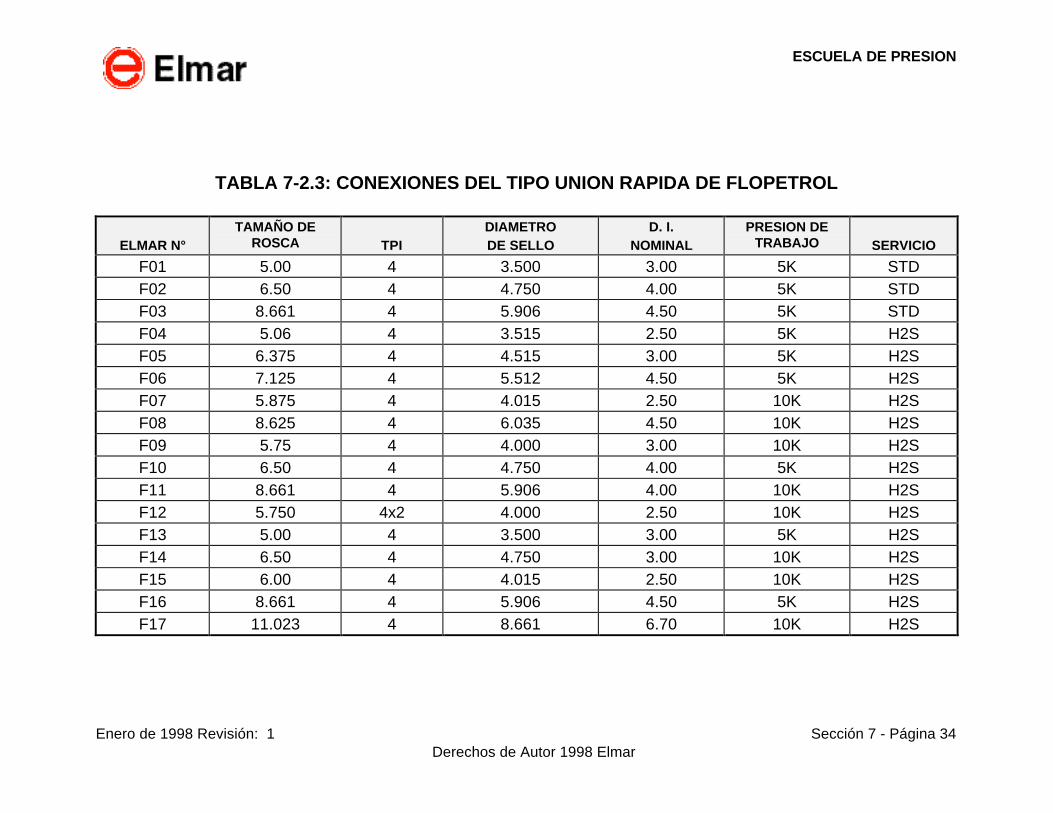
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 34 Derechos de Autor 1998 Elmar
TABLA 7-2.3: CONEXIONES DEL TIPO UNION RAPIDA DE FLOPETROL
ELMAR N°TAMAÑO DE
ROSCA TPIDIAMETRODE SELLO
D. I.NOMINAL
PRESION DETRABAJO SERVICIO
F01 5.00 4 3.500 3.00 5K STDF02 6.50 4 4.750 4.00 5K STDF03 8.661 4 5.906 4.50 5K STDF04 5.06 4 3.515 2.50 5K H2SF05 6.375 4 4.515 3.00 5K H2SF06 7.125 4 5.512 4.50 5K H2SF07 5.875 4 4.015 2.50 10K H2SF08 8.625 4 6.035 4.50 10K H2SF09 5.75 4 4.000 3.00 10K H2SF10 6.50 4 4.750 4.00 5K H2SF11 8.661 4 5.906 4.00 10K H2SF12 5.750 4x2 4.000 2.50 10K H2SF13 5.00 4 3.500 3.00 5K H2SF14 6.50 4 4.750 3.00 10K H2SF15 6.00 4 4.015 2.50 10K H2SF16 8.661 4 5.906 4.50 5K H2SF17 11.023 4 8.661 6.70 10K H2S
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 35 Derechos de Autor 1998 Elmar
3.0 ATRAPADOR HIDRAULICO DE HERRAMIENTAS
El atrapador hidráulico de herramientas (Figura 7-22) es suministrado condiversas especificaciones de presiones de trabajo y para servicio estándar o deH2S. Las aletas (algunas veces llamadas pernos de pare o láminas) tienen unaranura mayor que el cable de registro pero menor que la sarta de herramientas.Estos están cargados con resorte y son levantados a medida que la herramientaes levantada a través de ellos y vuelven a caer tan pronto como la herramientaestá por encima de la trampa. Para abrir la aleta externamente debe seraplicada una presión hidráulica. Un pistón abierto es bombeado hacia arribadentro del atrapador de herramientas y empuja la aleta a su posición de abierto.El bombeo de fluido hidráulico en la parte superior de los dos orificioshidráulicos empuja el pistón hacia abajo y permite que la aleta caiga hacia atrásimpulsada por un resorte.
El atrapador de herramientas permanece cerrado durante la operación normal.Este es abierto únicamente al comienzo del trabajo para permitir que laherramienta descienda desde los lubricadores hacia dentro del pozo. Este escerrado de nuevo una vez que la herramienta se encuentra en el pozo.
Otros tipos de atrapador de herramientas que se encuentran disponiblesincluyen los atrapadores manuales de herramientas (Figura 7-23 y 7-23a) y losatrapadores de herramientas con indicadores externos.
El tipo con indicador externo es muy beneficioso pues proporciona unaindicación positiva a la cuadrilla de registros que la herramienta ha pasado porel atrapador y que el pozo puede ser cerrado.
En los atrapadores manuales de herramientas, la aleta es conectadadirectamente a un eje balanceado de presión y una manilla externa. La manillaactúa como indicador. Al levantar la manilla, la aleta retorna a la posición decerrado, con el cable para registros corriendo a través de su ranura. Cuando lasarta de herramienta es regresada arriba, esta golpea la lámina empujándolahacia arriba. La lámina moverá la manilla, dando una indicación externa. Laaleta volverá a caer hacia atrás hacia su posición de cerrado accionada por lafuerza de un resorte una vez que la parte inferior de la sarta de herramientashaya pasado.
Elmar ha desarrollado un atrapador hidráulico de herramientas con un indicadorexterno. Este opera en el mismo principio que un atrapador manual pero tieneun activador externo hidráulico para operar la manilla (Figura 7-24).
3.1 OPERACION
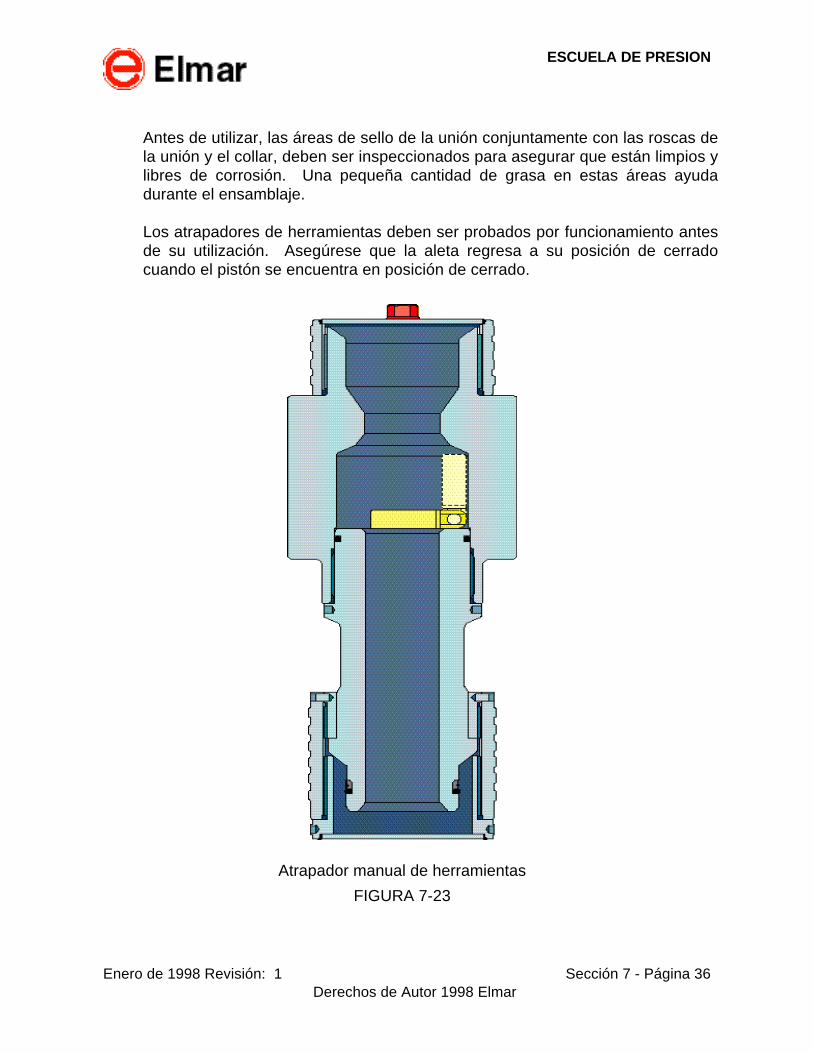
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 36 Derechos de Autor 1998 Elmar
Antes de utilizar, las áreas de sello de la unión conjuntamente con las roscas dela unión y el collar, deben ser inspeccionados para asegurar que están limpios ylibres de corrosión. Una pequeña cantidad de grasa en estas áreas ayudadurante el ensamblaje.
Los atrapadores de herramientas deben ser probados por funcionamiento antesde su utilización. Asegúrese que la aleta regresa a su posición de cerradocuando el pistón se encuentra en posición de cerrado.
Atrapador manual de herramientas
FIGURA 7-23
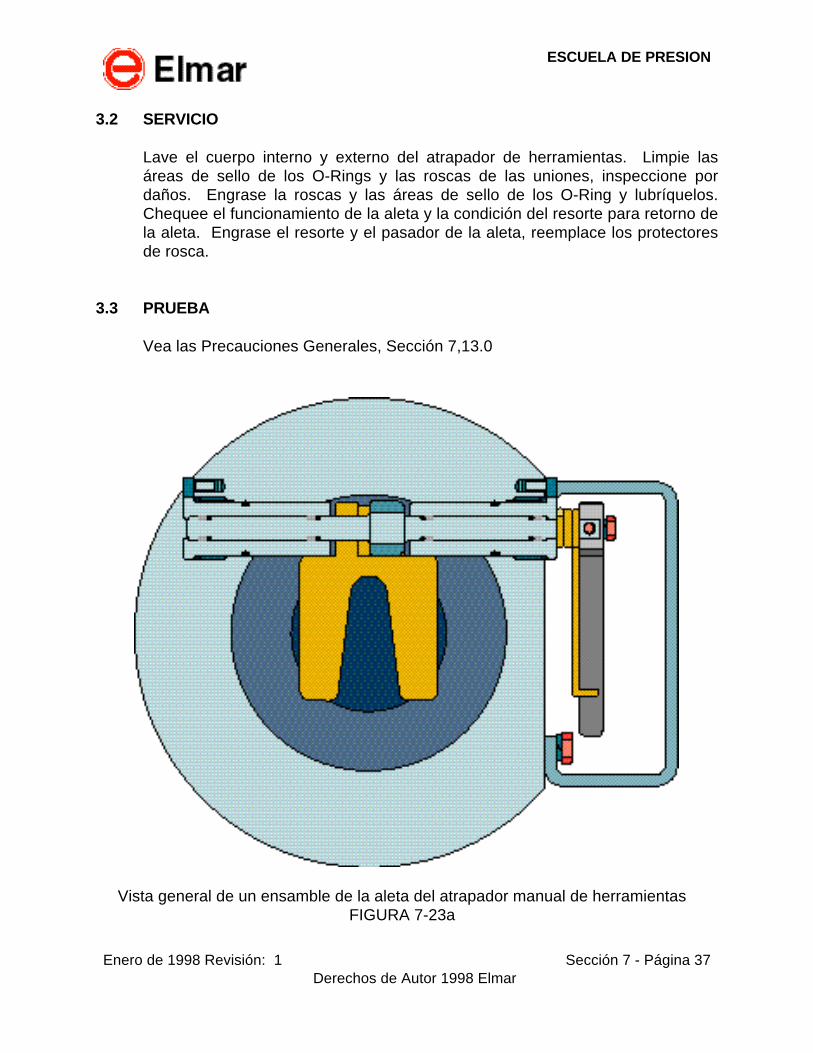
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 37 Derechos de Autor 1998 Elmar
3.2 SERVICIO
Lave el cuerpo interno y externo del atrapador de herramientas. Limpie lasáreas de sello de los O-Rings y las roscas de las uniones, inspeccione pordaños. Engrase la roscas y las áreas de sello de los O-Ring y lubríquelos.Chequee el funcionamiento de la aleta y la condición del resorte para retorno dela aleta. Engrase el resorte y el pasador de la aleta, reemplace los protectoresde rosca.
3.3 PRUEBA
Vea las Precauciones Generales, Sección 7,13.0
Vista general de un ensamble de la aleta del atrapador manual de herramientasFIGURA 7-23a
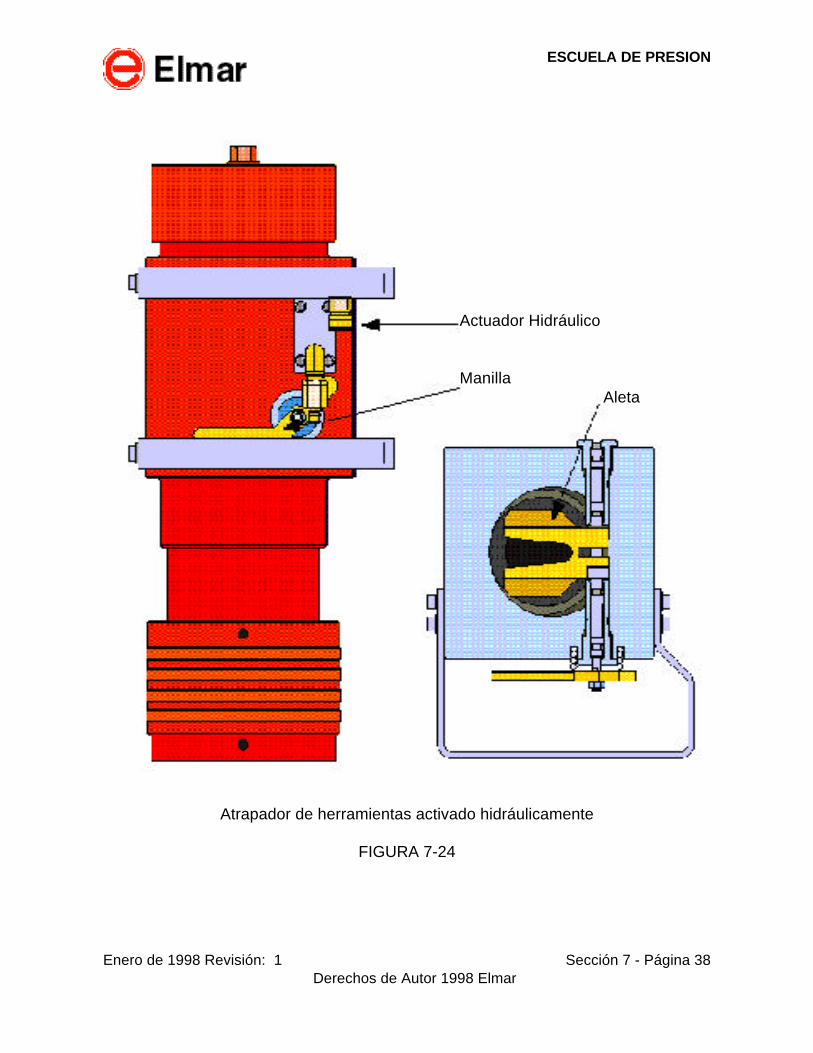
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 38 Derechos de Autor 1998 Elmar
Atrapador de herramientas activado hidráulicamente
FIGURA 7-24
Actuador Hidráulico
ManillaAleta
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 39 Derechos de Autor 1998 Elmar
4.0 SUJETADOR DE HERRAMIENTAS (O SUJETADOR DE LA CABEZA)
El sujetador de herramientas es ubicado por debajo de la válvula de chequeotipo bola y por encima del lubricador.
Su propósito es resguardar de un posible trabajo de pesca en la eventualidadque la herramienta inadvertidamente sea tensionada contra el extremo superiordel lubricador y el punto débil sea roto. Cuando el sujetador es activado, esteengancha la cabeza para pesca de la cabeza de cable y sujeta la herramientacon seguridad dentro de los lubricadores.
Es obligatorio el tener por lo menos un sistema de sujeción atrapador, ya sea elatrapador de herramientas o el sujetador de herramientas en la sarta de WHE.
4.1 SUJETADOR DE HERRAMIENTAS TIPO BOWEN (estilo viejo)
El sujetador debe ser activado antes que este agarre la cabeza. El sujetador esactivado ya sea:
• Automáticamente por una presión de 400 psi o mayor del pozo en ellubricador, o
• Hidráulicamente, aplicando una presión externa a través de una bomba.
Los modelos nuevos tiene agregada una característica que permite que elsujetador pueda ser abierto bombeando. Esto es utilizado para liberar unaherramienta que ha sido agarrada debido a la presión del pozo antes de sucorrida en el pozo. Las últimas versiones de sujetador de Bowen tienen doslíneas hidráulicas: Una para abrir, otra para cerrar.
4.2 SUJETADOR DE HERRAMIENTAS TIPO ELMAR
Durante su uso el sujetador de herramientas de Elmar es normalmente utilizadosin la presión hidráulica aplicada (Figura 7-25). En esta condición, el sujetadorde Elmar automáticamente agarrara y sostiene el cuello para pesca de unaherramienta que es golpeada contra el sujetador. Para liberar la herramienta,es aplicada presión hidráulica al sujetador de herramientas, ocasionando quelas cuñas se retraigan y suelten la herramienta. Cuando la herramienta ha sidoliberada, la presión hidráulica debe ser desahogada para preparar al sujetadorpara agarrar con seguridad cuando sea necesario.
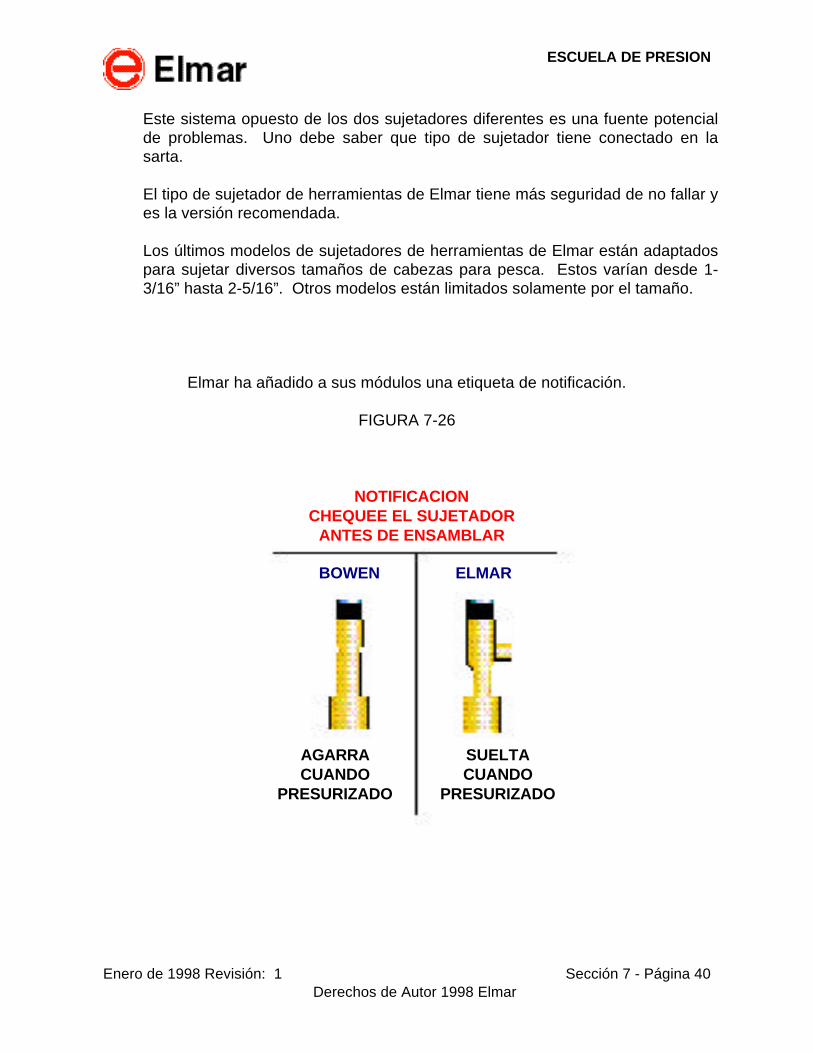
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 40 Derechos de Autor 1998 Elmar
Este sistema opuesto de los dos sujetadores diferentes es una fuente potencialde problemas. Uno debe saber que tipo de sujetador tiene conectado en lasarta.
El tipo de sujetador de herramientas de Elmar tiene más seguridad de no fallar yes la versión recomendada.
Los últimos modelos de sujetadores de herramientas de Elmar están adaptadospara sujetar diversos tamaños de cabezas para pesca. Estos varían desde 1-3/16” hasta 2-5/16”. Otros modelos están limitados solamente por el tamaño.
Elmar ha añadido a sus módulos una etiqueta de notificación.
FIGURA 7-26
NOTIFICACIONCHEQUEE EL SUJETADOR
ANTES DE ENSAMBLAR
BOWEN ELMAR
SUELTACUANDO
PRESURIZADO
AGARRACUANDO
PRESURIZADO
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 41 Derechos de Autor 1998 Elmar
4.3 OPERACION
Antes de utilizar, las áreas de sello de las uniones, al igual que las uniones y lasroscas de los cuellos, deben ser inspeccionadas para asegurarse que estánlimpias y libres de corrosión. Una pequeña cantidad de grasa en estas áreasayuda durante el ensamblaje.
Durante el ensamblaje, las uniones deben ser enroscadas apretándolas a manoy debe ser conectada la línea hidráulica para operar las cuñas del sujetador deherramientas al conector rápido del cuerpo.
4.4 SERVICIO
Fuga en las diversas conexiones ocasionarán daño a los O-Rings y/osuperficies de sello y requerirá el reemplazo de las partes dañadas.
Las fallas para sujetar un cuello para pesca pueden ocurrir debido a diversasrazones:
1. Presión hidráulica aplicada a la conexión rápida, ocasionando que lascuñas se retraigan. Desahogue la presión hidráulica. (Tipo Elmar)
2. Pistón y/o resortes de la cuña rotos. Reemplace las partes dañadas.
3. Daños en el pistón y/o cuñas. Reemplace las partes dañadas.
4. Tamaño incorrecto de cuñas y/o ensamblaje del mandril de cuñas para eltamaño del cuello para pesca. Reemplace con el tamaño adecuado.
Las fallas para soltar el cuello para pesca puede ocurrir por diversas razones:
1. Insuficiente presión hidráulica aplicada para soltar las cuñas. Incrementela presión por etapas hasta 3,000 psi..
2. Pérdida de presión hidráulica debido a un pistón / cuerpo dañado osuperficies de los O-Rings y/o sellos. Reemplace las partes dañadas.
3. Daños en el pistón y/o ensamblaje de cuñas. Reemplace las partesdañadas.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 42 Derechos de Autor 1998 Elmar
4.5 PRUEBA
1. Ubique el ensamblaje del cuello para pesca dentro del sujetador deherramientas y asegúrese que la cabeza del cuello para pesca ha sidoagarrado por las cuñas.
2. Bombee el ensamblaje de las cuñas totalmente abierto utilizando presiónhidráulica y asegúrese que el cuello para pesca no pueda “atascarse” enlas cuñas retractadas.
3. Suelte la presión hidráulica y asegúrese que el tiempo necesitado para queel ensamblaje de la cuña regrese no exceda 30 segundos.
4. Coloque el ensamblaje de cuello para pesca, completo con un peso de unatonelada, dentro del sujetador de herramientas y suspéndalo desde elsujetador de herramientas. Asegúrese que el cuello para pesca no puedezafarse. Utilizando presión hidráulica, bombee abiertas las cuñas y liberela carga.
5. Coloque el ensamblaje de cuello para pesca dentro del sujetador deherramientas y coloque en cada extremo del sujetador de herramientas latapa y el tapón para prueba apropiados.
6. Presurice el ensamblaje hasta la presión de trabajo por 5 minutos.Utilizando presión hidráulica, bombee abierto el ensamblaje de la cuña yescuche cuidadosamente que el ensamblaje del cuello para pesca esliberado. Después pruebe por funcionamiento 3 o 4 veces bajo presión.
7. Continúe la prueba del cuerpo hasta la Presión de Prueba y mantenga por15 minutos mínimo.
Ninguna caída de presión o fuga es aceptable.
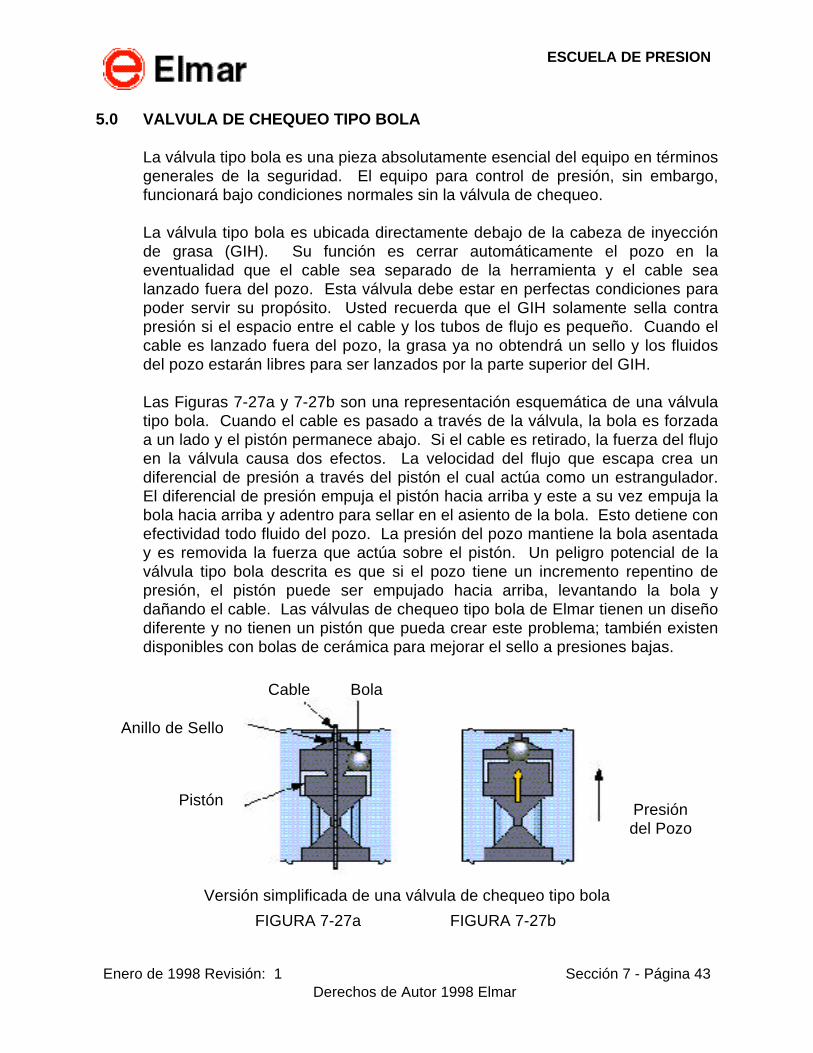
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 43 Derechos de Autor 1998 Elmar
5.0 VALVULA DE CHEQUEO TIPO BOLA
La válvula tipo bola es una pieza absolutamente esencial del equipo en términosgenerales de la seguridad. El equipo para control de presión, sin embargo,funcionará bajo condiciones normales sin la válvula de chequeo.
La válvula tipo bola es ubicada directamente debajo de la cabeza de inyecciónde grasa (GIH). Su función es cerrar automáticamente el pozo en laeventualidad que el cable sea separado de la herramienta y el cable sealanzado fuera del pozo. Esta válvula debe estar en perfectas condiciones parapoder servir su propósito. Usted recuerda que el GIH solamente sella contrapresión si el espacio entre el cable y los tubos de flujo es pequeño. Cuando elcable es lanzado fuera del pozo, la grasa ya no obtendrá un sello y los fluidosdel pozo estarán libres para ser lanzados por la parte superior del GIH.
Las Figuras 7-27a y 7-27b son una representación esquemática de una válvulatipo bola. Cuando el cable es pasado a través de la válvula, la bola es forzadaa un lado y el pistón permanece abajo. Si el cable es retirado, la fuerza del flujoen la válvula causa dos efectos. La velocidad del flujo que escapa crea undiferencial de presión a través del pistón el cual actúa como un estrangulador.El diferencial de presión empuja el pistón hacia arriba y este a su vez empuja labola hacia arriba y adentro para sellar en el asiento de la bola. Esto detiene conefectividad todo fluido del pozo. La presión del pozo mantiene la bola asentaday es removida la fuerza que actúa sobre el pistón. Un peligro potencial de laválvula tipo bola descrita es que si el pozo tiene un incremento repentino depresión, el pistón puede ser empujado hacia arriba, levantando la bola ydañando el cable. Las válvulas de chequeo tipo bola de Elmar tienen un diseñodiferente y no tienen un pistón que pueda crear este problema; también existendisponibles con bolas de cerámica para mejorar el sello a presiones bajas.
Versión simplificada de una válvula de chequeo tipo bola
FIGURA 7-27a FIGURA 7-27b
Presióndel Pozo
Anillo de Sello
Cable Bola
Pistón
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 44 Derechos de Autor 1998 Elmar
La envoltura de la válvula de chequeo está diseñada para que la bola seamantenida alejada del cable durante las operaciones normales pero esdesasentada y forzada hacia arriba por la velocidad del fluido que escapa.
Entre mayor sea la presión del pozo, mayor será el sello.
Para reducir la longitud general del equipo, la válvula de chequeo tipo bolapuede ser integrada con el sujetador hidráulico de herramientas o el adaptadorinferior de la cabeza de inyección de grasa (Figura 7-28).
5.1 OPERACION
Antes de utilizar, las áreas de sello, las roscas y los O-Rings deben serinspeccionados para asegurarse que se encuentran limpios, libres de corrosióny en buena condición. Una pequeña cantidad de grasa en las áreas de selloayudará en el ensamblaje. Durante el ensamblaje, asegúrese que lasconexiones son enroscadas apretadas.
La válvula de chequeo tipo bola tiene una operación automática. Solamente esnecesario asegurarse que la bola esté libre para moverse y que la bola, suasiento y el O-Ring están en buena condición.
5.2 PRUEBA
Para probar el ensamblaje, una tapa apropiada para prueba debe ser adaptadaal extremo unión y un adaptador apropiado en el otro extremo. Este adaptadordebe estar equipado con una válvula tipo bola o tipo aguja con unaespecificación de presión adecuada, y conectada a una línea de desahogo.Con la válvula cerrada, aplique 1000 psi de Presión de Prueba. Al abrir laválvula, la válvula de chequeo tipo bola debe cerrar. Esto puede ser detectadopor un desahogo inicial de presión a través de la línea de desahogo, seguidopor un sello de la válvula de chequeo tipo bola, sin que desahogue más presión.
Al terminar la prueba de funcionamiento, el ensamblaje debe ser probado porpresión hasta la Presión de Prueba por 5 minutos, después desahogado hastacero. Ninguna fuga es aceptable.
5.3 SERVICIO
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 45 Derechos de Autor 1998 Elmar
El servicio es limitado a la inspección de los O-Rings, las superficies de sello, labola y el asiento de la bola para asegurarse que están limpios, libres decorrosión, y en buena condición, como previamente ha sido indicado.Reemplace cualquier bola que enseñe cualquier tipo de daño incluyendopequeñas rasgaduras.
6.0 TUBO DE FLUJO PARA SELLO DE GRASA
Esta parte del equipo permite controlar la presión del pozo mientras que permiteel libre movimiento del cable. El sello de presión es mantenido por una grasaespesa, viscosa, la cual es bombeada en el pequeño espacio anular entre elcable y los tubos de flujo. La Figura 7-29a es un diagrama simplificado de uncable pasando a través de un tubo de flujo para sello de grasa. El espacioanular entre el cable y la pared interna del tubo es muy pequeño, por ejemplo enel orden de 0.004” de diferencia en diámetro. Una bomba externa proporcionala grasa presurizada hacia el orificio en el centro del tubo. Si existiera unapresión cero en el pozo, la grasa fluiría hacia abajo y hacia afuera en el extremodel tubo inferior, mientras que la presión del pozo mantiene la grasa en el tubo yesta fluye hacia arriba para salir a través del orificio en el extremo superior deltubo. En la practica, pequeñas cantidades de grasa son perdidas en ambosextremos, particularmente cuando el cable está en movimiento, pero los fluidosdel pozo son contaminados.
Los tubos de flujo son capaces de sellar contra la presión del pozo debido a laresistencia que ejerce un flujo de un fluido viscoso al pasar a través de unarestricción. Sin embargo, las mecánicas del fluido que gobiernan lascaracterísticas de dichas grasas están fuera del alcance de este curso. Essuficiente decir que la grasa en el tubo es capaz de soportar un gradiente depresión P/L el cual es en exceso de aquella que puede ser desarrollada por losfluidos del pozo, asumiendo que la diferencia entre el diámetro externo del cabley el diámetro interno del tubo es pequeño (Figura 7-29b).
7.0 CABEZA DE INYECCION DE GRASA (TUBOS DE FLUJO TIPOS SOLIDO YCONCENTRICO)
La cabeza de inyección de grasa consiste de un conjunto de grasa y tubos deflujo y una caja de empaque. Existen dos tipos de cabeza de inyección de grasautilizados comúnmente. Ambos tipos efectúan el mismo trabajo y funcionan dela misma manera pero tienen una construcción diferente. El tipo de tubos deflujo sólidos son más largos (24”) que los concéntricos y vienen en una piezacon insertos pequeños de carburo de tungsteno en ambos extremos (Figura 7-30). El tipo concéntrico tiene una camisa externa al tubo de flujo y un tubo
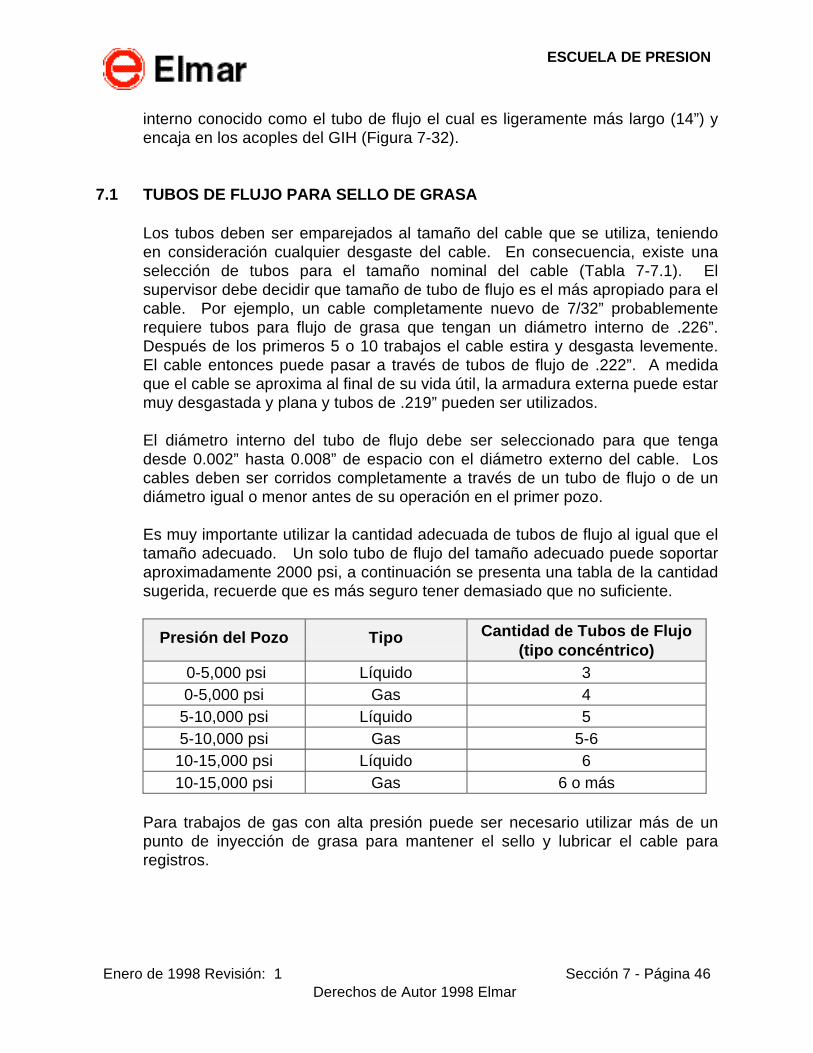
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 46 Derechos de Autor 1998 Elmar
interno conocido como el tubo de flujo el cual es ligeramente más largo (14”) yencaja en los acoples del GIH (Figura 7-32).
7.1 TUBOS DE FLUJO PARA SELLO DE GRASA
Los tubos deben ser emparejados al tamaño del cable que se utiliza, teniendoen consideración cualquier desgaste del cable. En consecuencia, existe unaselección de tubos para el tamaño nominal del cable (Tabla 7-7.1). Elsupervisor debe decidir que tamaño de tubo de flujo es el más apropiado para elcable. Por ejemplo, un cable completamente nuevo de 7/32” probablementerequiere tubos para flujo de grasa que tengan un diámetro interno de .226”.Después de los primeros 5 o 10 trabajos el cable estira y desgasta levemente.El cable entonces puede pasar a través de tubos de flujo de .222”. A medidaque el cable se aproxima al final de su vida útil, la armadura externa puede estarmuy desgastada y plana y tubos de .219” pueden ser utilizados.
El diámetro interno del tubo de flujo debe ser seleccionado para que tengadesde 0.002” hasta 0.008” de espacio con el diámetro externo del cable. Loscables deben ser corridos completamente a través de un tubo de flujo o de undiámetro igual o menor antes de su operación en el primer pozo.
Es muy importante utilizar la cantidad adecuada de tubos de flujo al igual que eltamaño adecuado. Un solo tubo de flujo del tamaño adecuado puede soportaraproximadamente 2000 psi, a continuación se presenta una tabla de la cantidadsugerida, recuerde que es más seguro tener demasiado que no suficiente.
Presión del Pozo Tipo Cantidad de Tubos de Flujo(tipo concéntrico)
0-5,000 psi Líquido 30-5,000 psi Gas 4
5-10,000 psi Líquido 55-10,000 psi Gas 5-6
10-15,000 psi Líquido 610-15,000 psi Gas 6 o más
Para trabajos de gas con alta presión puede ser necesario utilizar más de unpunto de inyección de grasa para mantener el sello y lubricar el cable pararegistros.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 47 Derechos de Autor 1998 Elmar
PRECAUCION
Si el cable no es cortado regularmente, los alambres de laarmadura externa se aplanan y tubos más pequeños pueden serutilizados. Sin embargo, si es registrado un pozo ligeramente másprofundo de lo normal, o por decir 1,000 pies de cable han sidocortados por cualquier razón, cable nuevo sale del carrete hacia elpozo a medida que la herramienta se acerca al fondo del pozo. Existela probabilidad que la tensión sea insuficiente para reducir el diámetroy permitir que el cable pase a través de los tubos de grasa apretados –el resultado es que el cable no pasará a través de los tubos y el trabajono puede ser terminado. Esto puede ser embarazoso para unacuadrilla experimentada. Recuerde, el diámetro del cable debe serconsistente en toda su longitud.
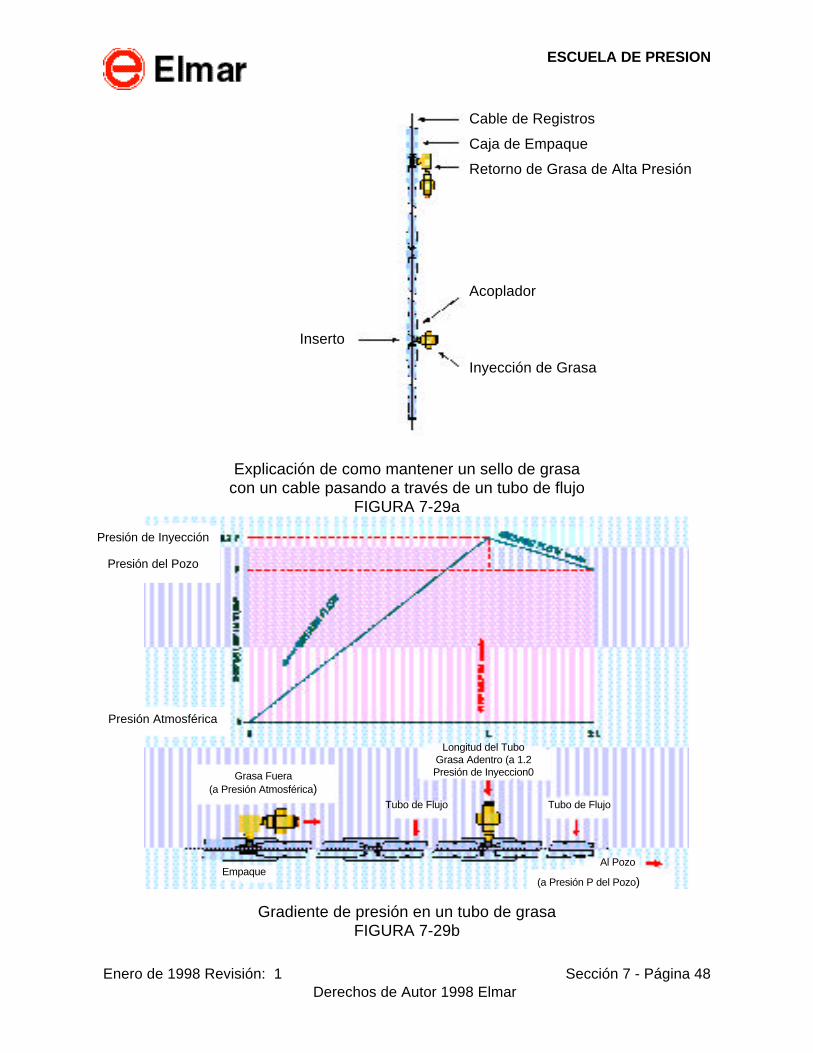
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 48 Derechos de Autor 1998 Elmar
Explicación de como mantener un sello de grasacon un cable pasando a través de un tubo de flujo
FIGURA 7-29a
Gradiente de presión en un tubo de grasaFIGURA 7-29b
Cable de Registros
Caja de Empaque
Retorno de Grasa de Alta Presión
Acoplador
Inyección de Grasa
Inserto
Presión de Inyección
Presión del Pozo
Presión Atmosférica
Grasa Fuera(a Presión Atmosférica)
Longitud del TuboGrasa Adentro (a 1.2Presión de Inyeccion0
Tubo de Flujo Tubo de Flujo
(a Presión P del Pozo)
Al PozoEmpaque
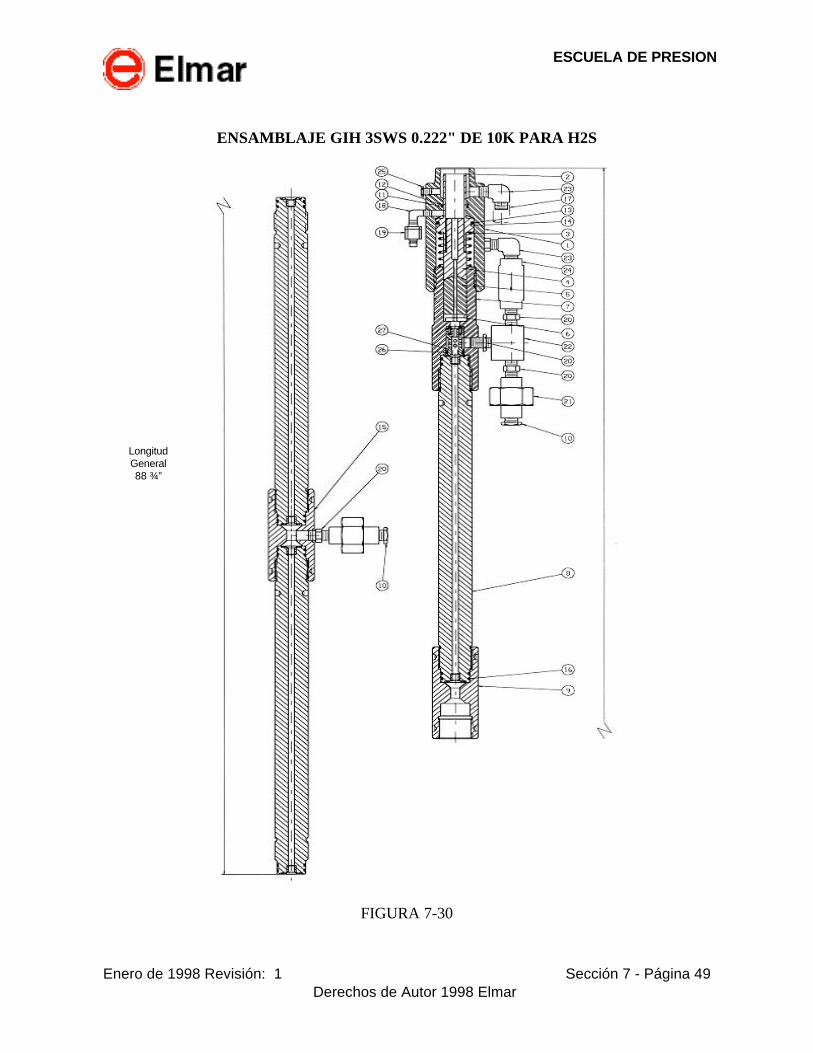
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 49 Derechos de Autor 1998 Elmar
ENSAMBLAJE GIH 3SWS 0.222" DE 10K PARA H2S
FIGURA 7-30
LongitudGeneral88 ¾”
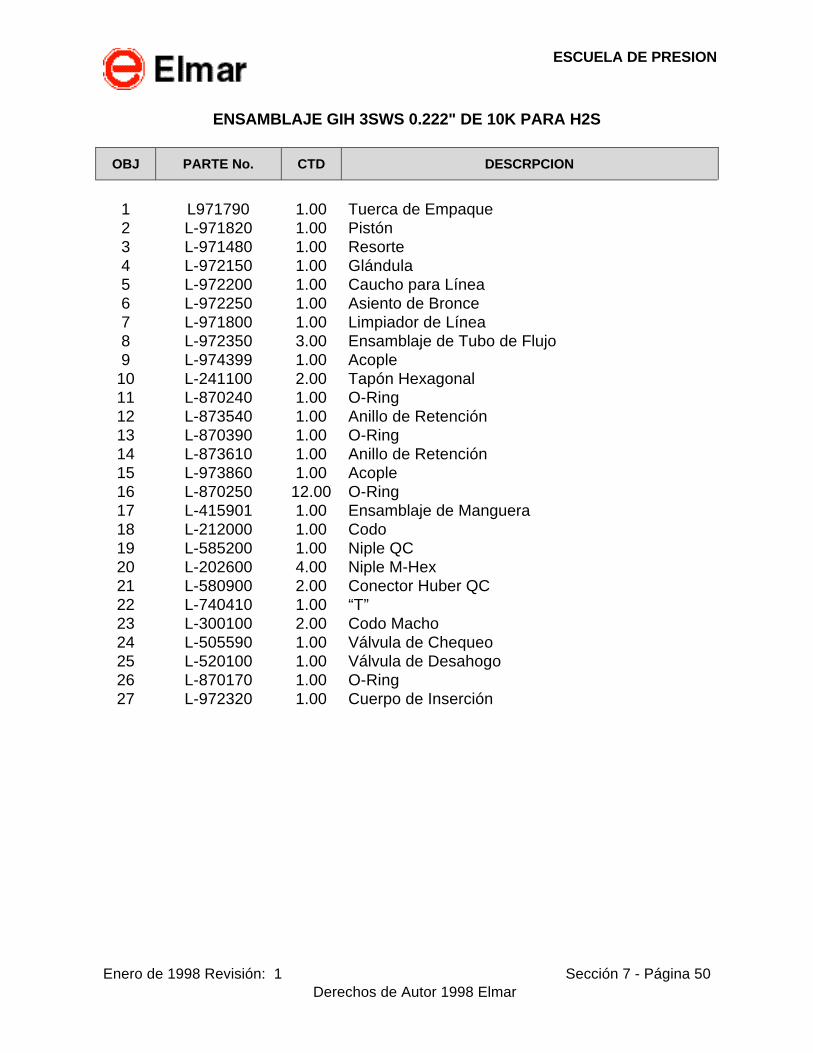
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 50 Derechos de Autor 1998 Elmar
ENSAMBLAJE GIH 3SWS 0.222" DE 10K PARA H2S
OBJ PARTE No. CTD DESCRPCION
1 L971790 1.00 Tuerca de Empaque2 L-971820 1.00 Pistón3 L-971480 1.00 Resorte4 L-972150 1.00 Glándula5 L-972200 1.00 Caucho para Línea6 L-972250 1.00 Asiento de Bronce7 L-971800 1.00 Limpiador de Línea8 L-972350 3.00 Ensamblaje de Tubo de Flujo9 L-974399 1.00 Acople
10 L-241100 2.00 Tapón Hexagonal11 L-870240 1.00 O-Ring12 L-873540 1.00 Anillo de Retención13 L-870390 1.00 O-Ring14 L-873610 1.00 Anillo de Retención15 L-973860 1.00 Acople16 L-870250 12.00 O-Ring17 L-415901 1.00 Ensamblaje de Manguera18 L-212000 1.00 Codo19 L-585200 1.00 Niple QC20 L-202600 4.00 Niple M-Hex21 L-580900 2.00 Conector Huber QC22 L-740410 1.00 “T”23 L-300100 2.00 Codo Macho24 L-505590 1.00 Válvula de Chequeo25 L-520100 1.00 Válvula de Desahogo26 L-870170 1.00 O-Ring27 L-972320 1.00 Cuerpo de Inserción
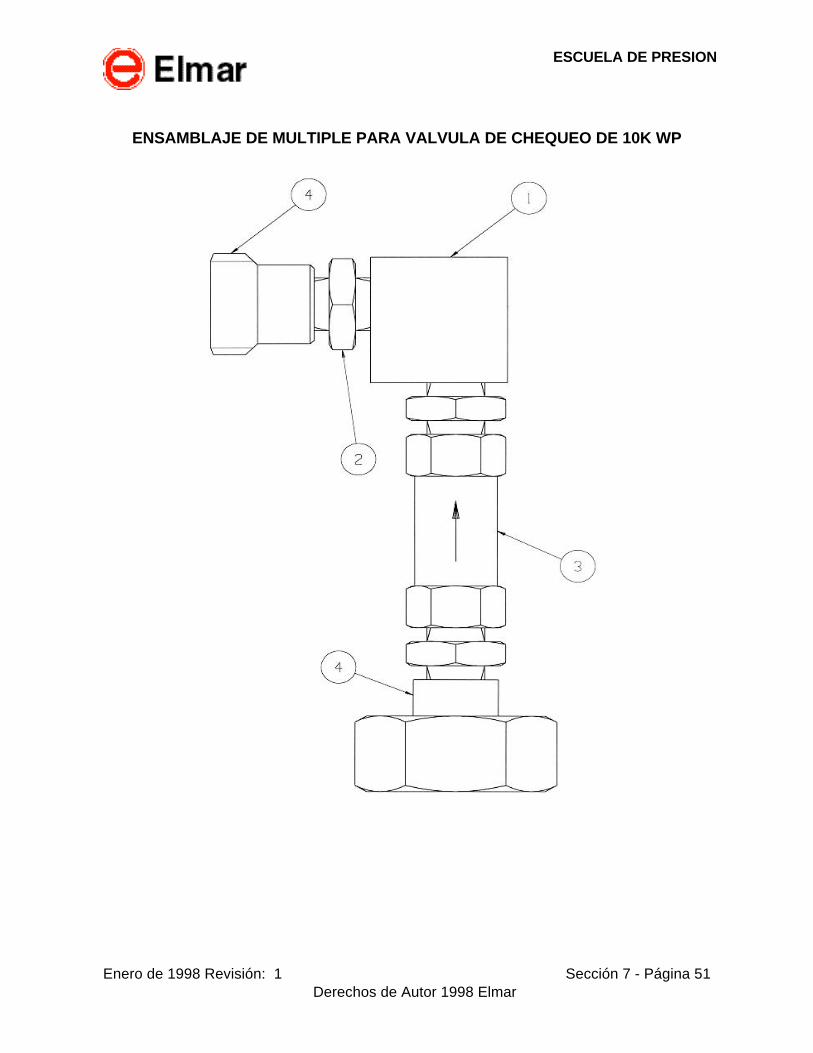
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 51 Derechos de Autor 1998 Elmar
ENSAMBLAJE DE MULTIPLE PARA VALVULA DE CHEQUEO DE 10K WP
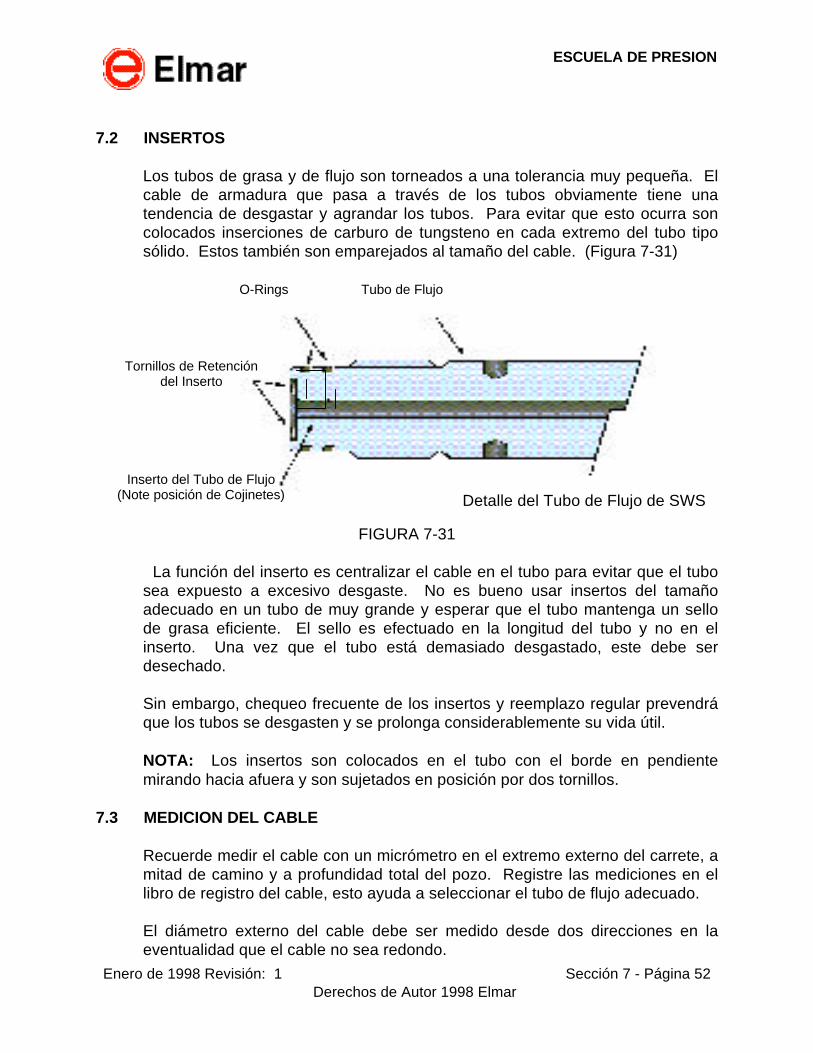
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 52 Derechos de Autor 1998 Elmar
7.2 INSERTOS
Los tubos de grasa y de flujo son torneados a una tolerancia muy pequeña. Elcable de armadura que pasa a través de los tubos obviamente tiene unatendencia de desgastar y agrandar los tubos. Para evitar que esto ocurra soncolocados inserciones de carburo de tungsteno en cada extremo del tubo tiposólido. Estos también son emparejados al tamaño del cable. (Figura 7-31)
FIGURA 7-31
La función del inserto es centralizar el cable en el tubo para evitar que el tubosea expuesto a excesivo desgaste. No es bueno usar insertos del tamañoadecuado en un tubo de muy grande y esperar que el tubo mantenga un sellode grasa eficiente. El sello es efectuado en la longitud del tubo y no en elinserto. Una vez que el tubo está demasiado desgastado, este debe serdesechado.
Sin embargo, chequeo frecuente de los insertos y reemplazo regular prevendráque los tubos se desgasten y se prolonga considerablemente su vida útil.
NOTA: Los insertos son colocados en el tubo con el borde en pendientemirando hacia afuera y son sujetados en posición por dos tornillos.
7.3 MEDICION DEL CABLE
Recuerde medir el cable con un micrómetro en el extremo externo del carrete, amitad de camino y a profundidad total del pozo. Registre las mediciones en ellibro de registro del cable, esto ayuda a seleccionar el tubo de flujo adecuado.
El diámetro externo del cable debe ser medido desde dos direcciones en laeventualidad que el cable no sea redondo.
O-Rings Tubo de Flujo
Tornillos de Retencióndel Inserto
Inserto del Tubo de Flujo(Note posición de Cojinetes) Detalle del Tubo de Flujo de SWS
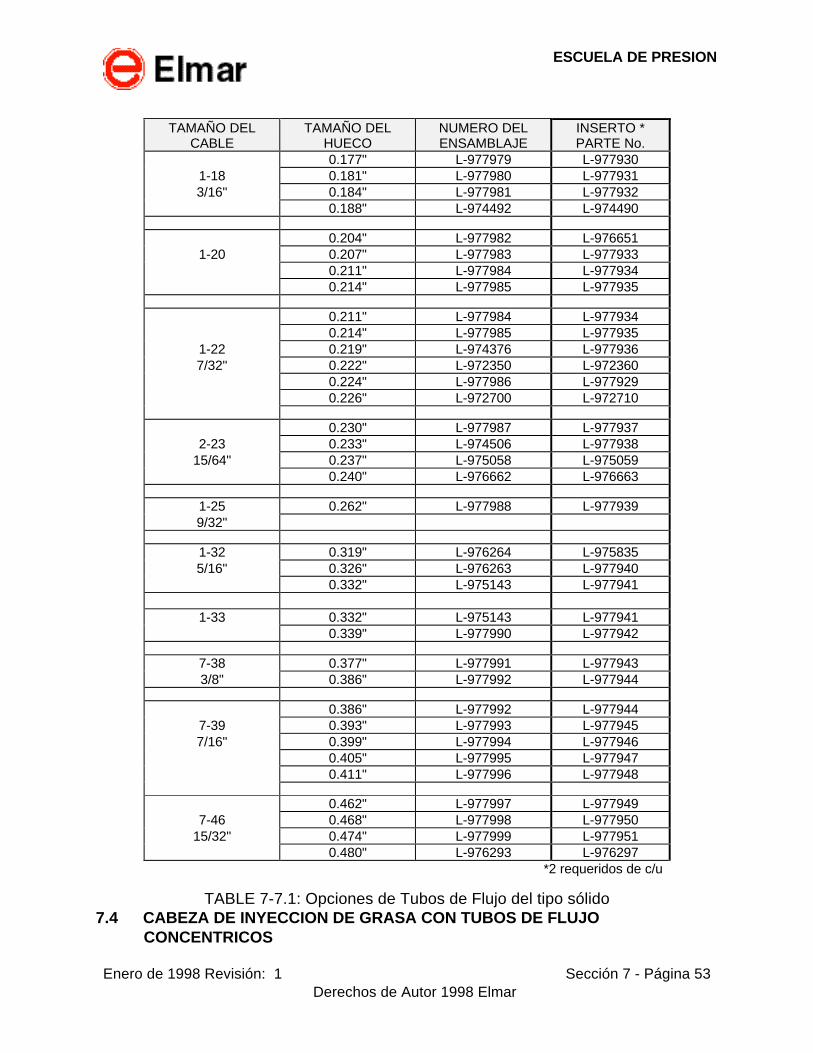
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 53 Derechos de Autor 1998 Elmar
TAMAÑO DELCABLE
TAMAÑO DELHUECO
NUMERO DELENSAMBLAJE
INSERTO *PARTE No.
0.177" L-977979 L-9779301-18 0.181" L-977980 L-9779313/16" 0.184" L-977981 L-977932
0.188" L-974492 L-974490
0.204" L-977982 L-9766511-20 0.207" L-977983 L-977933
0.211" L-977984 L-9779340.214" L-977985 L-977935
0.211" L-977984 L-9779340.214" L-977985 L-977935
1-22 0.219" L-974376 L-9779367/32" 0.222" L-972350 L-972360
0.224" L-977986 L-9779290.226" L-972700 L-972710
0.230" L-977987 L-9779372-23 0.233" L-974506 L-977938
15/64" 0.237" L-975058 L-9750590.240" L-976662 L-976663
1-25 0.262" L-977988 L-9779399/32"
1-32 0.319" L-976264 L-9758355/16" 0.326" L-976263 L-977940
0.332" L-975143 L-977941
1-33 0.332" L-975143 L-9779410.339" L-977990 L-977942
7-38 0.377" L-977991 L-9779433/8" 0.386" L-977992 L-977944
0.386" L-977992 L-9779447-39 0.393" L-977993 L-9779457/16" 0.399" L-977994 L-977946
0.405" L-977995 L-9779470.411" L-977996 L-977948
0.462" L-977997 L-9779497-46 0.468" L-977998 L-977950
15/32" 0.474" L-977999 L-9779510.480" L-976293 L-976297
*2 requeridos de c/u
TABLE 7-7.1: Opciones de Tubos de Flujo del tipo sólido7.4 CABEZA DE INYECCION DE GRASA CON TUBOS DE FLUJO
CONCENTRICOS
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 54 Derechos de Autor 1998 Elmar
La GIH concéntrica es ensamblada con tubos de flujo y camisas de tubo de flujo(Figura 7-32). El tubo de flujo es ligeramente más largo que la camisa y essellado con un O-Ring en ambos extremos de los adaptadores del GIH. Lacamisa del tubo de flujo encaja sobre el tubo de flujo y también es sellado por unO-Ring en los acoplamientos. Los tubos de flujo del tipo concéntrico trabajanexactamente de la misma manera que los tubos de flujo sólidos discutidosanteriormente en esta sección. Con este diseño es posible cambiar el tubo deflujo interno más a menudo, manteniendo entonces un espaciamiento óptimo.Las tablas 7-8.1 y 7-8.2 dan los datos de dimensiones y las tolerancias dedesgaste para los tubos de flujo concéntricos.
7.5 VALVULA DE CHEQUEO
En la eventualidad de una pérdida del sello de grasa, el fluido del pozo podríainvadir los tubos de flujo y a través de la línea de inyección de grasa alcanzar labomba de grasa. Esta situación es un peligro potencial catastrófico. Para evitaresto, una válvula de chequeo debe ser instalada en el extremo de la manguerade grasa. Asegúrese que está instalada adecuadamente con la flecha mirandoalejándose de la manguera.
8.0 OPERACION (Esto aplica a ambos tipos de GIH)
Antes de utilizar, las áreas de sello, las roscas y los sellos de los O-Rings debenser inspeccionados para asegurarse que están limpios, libres de corrosión y enbuena condición. Una pequeña cantidad de grasa en estas áreas ayuda en elensamblaje.
La cabeza de inyección de grasa debe ser ensamblada en el taladro, con lalínea de abastecimiento de grasa conectada en la conexión Huber inferior, lalínea de retorno de grasa conectada a la conexión Huber superior y la líneahidráulica para la operación de la caja de empaque conectada a un conectorrápido en la Tuerca de Empaque de la Cabeza de Inyección de Grasa.Durante la utilización, debe ser mantenido un flujo suficiente de grasa a travésde los tubos de flujo, por medio del abastecimiento de grasa y las líneas deretorno. Para operar la caja de empaque, una presión hidráulica debe ser
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 55 Derechos de Autor 1998 Elmar
aplicada a la línea de la caja de empaque, la cual ocasiona que el caucho enlínea sea comprimido alrededor del cable.
8.1 PRUEBA
Para probar la cabeza de inyección de grasa, una varilla de prueba del tamañoadecuado debe ser introducida dentro del área de empaque del ensamblaje. Esimportante que la varilla de prueba utilizada tenga un diámetro mayor en unextremo y que este extremo encaje por debajo del cojinete de la caja deempaque, de esta manera la varilla de prueba no pueda ser lanzada a través delsello de la caja de empaque.
La conexión de la línea de retorno de grasa debe ser taponada y los tubos deflujo, las camisas y los bloques de conexión ensamblados. Un adaptadoradecuado debe ser colocado en la parte inferior del ensamblaje.
Con la presión hidráulica conectada a la conexión de la caja de empaque,aplique la presión de prueba al ensamblaje por 5 minutos. Desahogue hastacero. Ninguna fuga es aceptable.
8.2 SERVICIO
Los insertos en los tubos de flujo sólidos deben ser chequeados mensualmentepor desgaste y ser reemplazados cuando cualquier señal de desgaste seaaparente. Asegúrese de reemplazarlos con los insertos del tamaño adecuadopara los tubos de flujo utilizados.
Los tubos de flujo deben ser chequeados trimestralmente por desgaste interno.Esto es difícil de efectuar y puede ser intentado con medidores cilíndricos cortosen el extremo de una varilla de 25”.
Como un pequeño espacio es esencial entre el DI del tubo y el DE del cablepara registros para una operación adecuada, el tubo de flujo debe serreemplazado si es detectado desgaste interno. Con el diseño concéntrico esmás barato reemplazar el tubo completo.
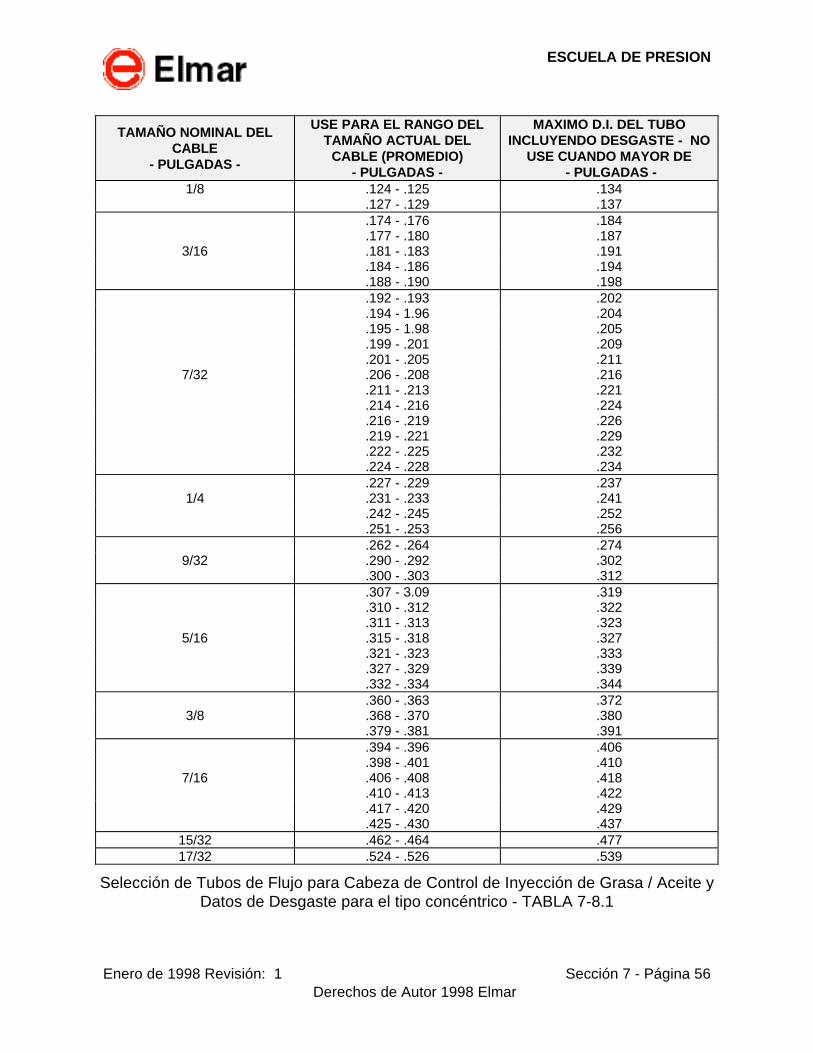
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 56 Derechos de Autor 1998 Elmar
TAMAÑO NOMINAL DELCABLE
- PULGADAS -
USE PARA EL RANGO DELTAMAÑO ACTUAL DEL
CABLE (PROMEDIO)- PULGADAS -
MAXIMO D.I. DEL TUBOINCLUYENDO DESGASTE - NO
USE CUANDO MAYOR DE - PULGADAS -
1/8 .124 - .125 .134.127 - .129 .137.174 - .176 .184.177 - .180 .187
3/16 .181 - .183 .191.184 - .186 .194.188 - .190 .198.192 - .193 .202.194 - 1.96 .204.195 - 1.98 .205.199 - .201 .209.201 - .205 .211
7/32 .206 - .208 .216.211 - .213 .221.214 - .216 .224.216 - .219 .226.219 - .221 .229.222 - .225 .232.224 - .228 .234.227 - .229 .237
1/4 .231 - .233 .241.242 - .245 .252.251 - .253 .256.262 - .264 .274
9/32 .290 - .292 .302.300 - .303 .312.307 - 3.09 .319.310 - .312 .322.311 - .313 .323
5/16 .315 - .318 .327.321 - .323 .333.327 - .329 .339.332 - .334 .344.360 - .363 .372
3/8 .368 - .370 .380.379 - .381 .391.394 - .396 .406.398 - .401 .410
7/16 .406 - .408 .418.410 - .413 .422.417 - .420 .429.425 - .430 .437
15/32 .462 - .464 .47717/32 .524 - .526 .539
Selección de Tubos de Flujo para Cabeza de Control de Inyección de Grasa / Aceite yDatos de Desgaste para el tipo concéntrico - TABLA 7-8.1
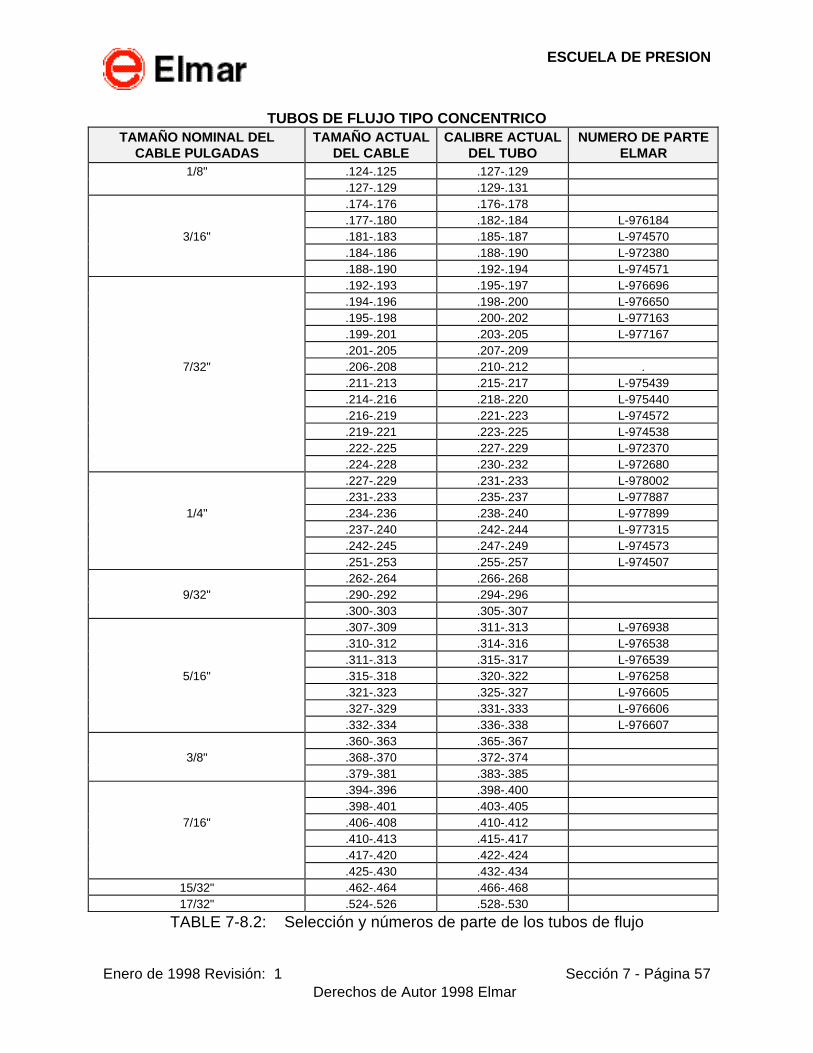
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 57 Derechos de Autor 1998 Elmar
TUBOS DE FLUJO TIPO CONCENTRICOTAMAÑO NOMINAL DEL
CABLE PULGADASTAMAÑO ACTUAL
DEL CABLECALIBRE ACTUAL
DEL TUBONUMERO DE PARTE
ELMAR1/8" .124-.125 .127-.129
.127-.129 .129-.131
.174-.176 .176-.178
.177-.180 .182-.184 L-9761843/16" .181-.183 .185-.187 L-974570
.184-.186 .188-.190 L-972380
.188-.190 .192-.194 L-974571
.192-.193 .195-.197 L-976696
.194-.196 .198-.200 L-976650
.195-.198 .200-.202 L-977163
.199-.201 .203-.205 L-977167
.201-.205 .207-.2097/32" .206-.208 .210-.212 .
.211-.213 .215-.217 L-975439
.214-.216 .218-.220 L-975440
.216-.219 .221-.223 L-974572
.219-.221 .223-.225 L-974538
.222-.225 .227-.229 L-972370
.224-.228 .230-.232 L-972680
.227-.229 .231-.233 L-978002
.231-.233 .235-.237 L-9778871/4" .234-.236 .238-.240 L-977899
.237-.240 .242-.244 L-977315
.242-.245 .247-.249 L-974573
.251-.253 .255-.257 L-974507
.262-.264 .266-.2689/32" .290-.292 .294-.296
.300-.303 .305-.307
.307-.309 .311-.313 L-976938
.310-.312 .314-.316 L-976538
.311-.313 .315-.317 L-9765395/16" .315-.318 .320-.322 L-976258
.321-.323 .325-.327 L-976605
.327-.329 .331-.333 L-976606
.332-.334 .336-.338 L-976607
.360-.363 .365-.3673/8" .368-.370 .372-.374
.379-.381 .383-.385
.394-.396 .398-.400
.398-.401 .403-.4057/16" .406-.408 .410-.412
.410-.413 .415-.417
.417-.420 .422-.424
.425-.430 .432-.43415/32" .462-.464 .466-.46817/32" .524-.526 .528-.530
TABLE 7-8.2: Selección y números de parte de los tubos de flujo
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 58 Derechos de Autor 1998 Elmar
9.0 CAJA DE EMPAQUE
La segunda parte del equipo para sello de grasa GIH es la caja de empaque(también llamada empaque) la cual está ubicada inmediatamente encima de lostubos de grasa. Esta es utilizada para sellar alrededor del cable en unaemergencia o cuando el cable se encuentra estático por un largo período detiempo. El dispositivo permanece abierto durante la operación normal.
PRECAUCION Este empaque no está diseñado para ser utilizado como unlimpiador de línea. Cuando el empaque es cerrado, el cable no está libre paraser movido. Es posible que los cauchos sujeten el cable lo suficientementeapretado para que el cable se rompa si suficiente tensión es aplicada.Alternativamente, las armaduras externas pueden ser apretadas y deformadas,la forma del cable puede ser dañada y eventualmente los alambres de laarmadura se desgastarán y romperán o quedarán atrapados en los tubos deflujo.
El empaque del GIH consiste de un elemento de caucho el cual encajaalrededor del cable y es montado debajo un pistón cargado con resorte. Laposición abierta es enseñada en (Figura 7- 33a). El empaque de caucho encajaligeramente alrededor del cable y presenta poca resistencia al movimiento delcable.
Para cerrar el empaque (Figura 7-33b), fluido hidráulico es bombeado a unacámara encima del pistón. El pistón es empujado hacia abajo contra la fuerzadel resorte y presiona el elemento de caucho. Cuando la presión hidráulica esdesahogada, el resorte empuja al pistón hacia arriba y el caucho se expandepara liberar al cable.
Note el cuerpo del inserto (objeto 27 en la Figura 7-30). Su función es mantenerel cable en el DE adecuado y evitar que el cable sea abierto. Esto puede ocurrirsin el inserto si el cable es tensionado a través del caucho parcialmentecerrado.
Las cajas de empaque se encuentran disponibles en especificaciones deservicio de 5K,10K y 15K con una máxima especificación de presión hidráulicade 6,250 psi. Las cajas de empaque de 15K psi tienen generalmente un dobleempaque. La Presión de Prueba para la caja de empaque depende de laespecificación de WP, ya sea 1.5 veces WP para 10K y 15K, o 2 veces para 5Kpsi. La Presión de Prueba solamente puede ser aplicada cuando se utiliza uninserto falso, número de parte L-972410, de otra manera pruebe hasta lapresión de trabajo únicamente.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 59 Derechos de Autor 1998 Elmar
9.1 SERVICIO
Fugas a través de la caja de empaque ocurrirán si no es aplicada suficientepresión hidráulica para comprimir adecuadamente el caucho sobre el cable yhacer que selle alrededor de los alambres, o si el caucho para el cable estáexcesivamente desgastado después de un período de utilización. Si alincrementar la presión hidráulica aplicada no ocasiona un sello, la cabeza deinyección de grasa debe ser desmantelada y el caucho para el cable cambiado.
Fugas en diversas conexiones pueden ser ocasionadas por O-Rings y/osuperficies de sello dañados y requerirán reemplazo de las partes dañadas.
La fuga de fluido hidráulico en el área de la tuerca de empaque de la cabeza deinyección de grasa ocasionará daños al pistón o a los O-Rings de la tuerca deempaque, al anillo de retención, y/o a las áreas de sello y requerirá elreemplazo de las partes dañadas.
Desgaste excesivo de los tubos de flujo ocasionará dificultad para obtener elsello de grasa en el ensamblaje y requerirá el reemplazo de las partes dañadas.
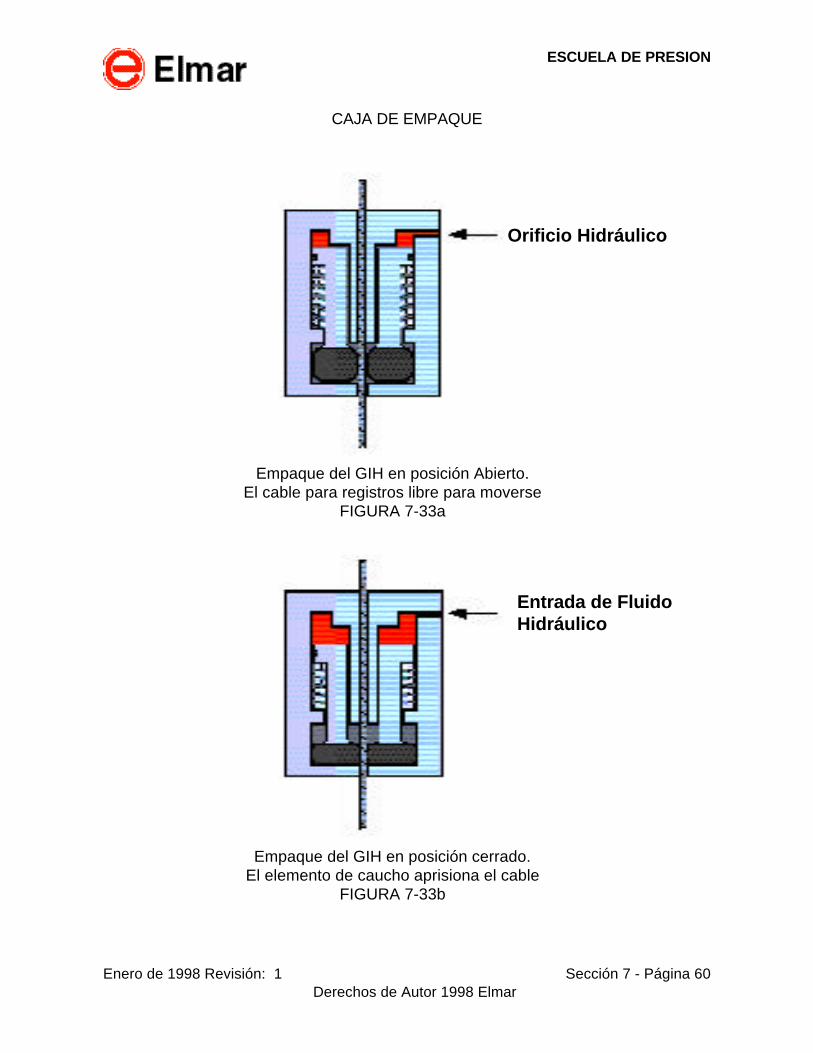
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 60 Derechos de Autor 1998 Elmar
CAJA DE EMPAQUE
Entrada de FluidoHidráulico
Orificio Hidráulico
Empaque del GIH en posición Abierto.El cable para registros libre para moverse
FIGURA 7-33a
Empaque del GIH en posición cerrado.El elemento de caucho aprisiona el cable
FIGURA 7-33b
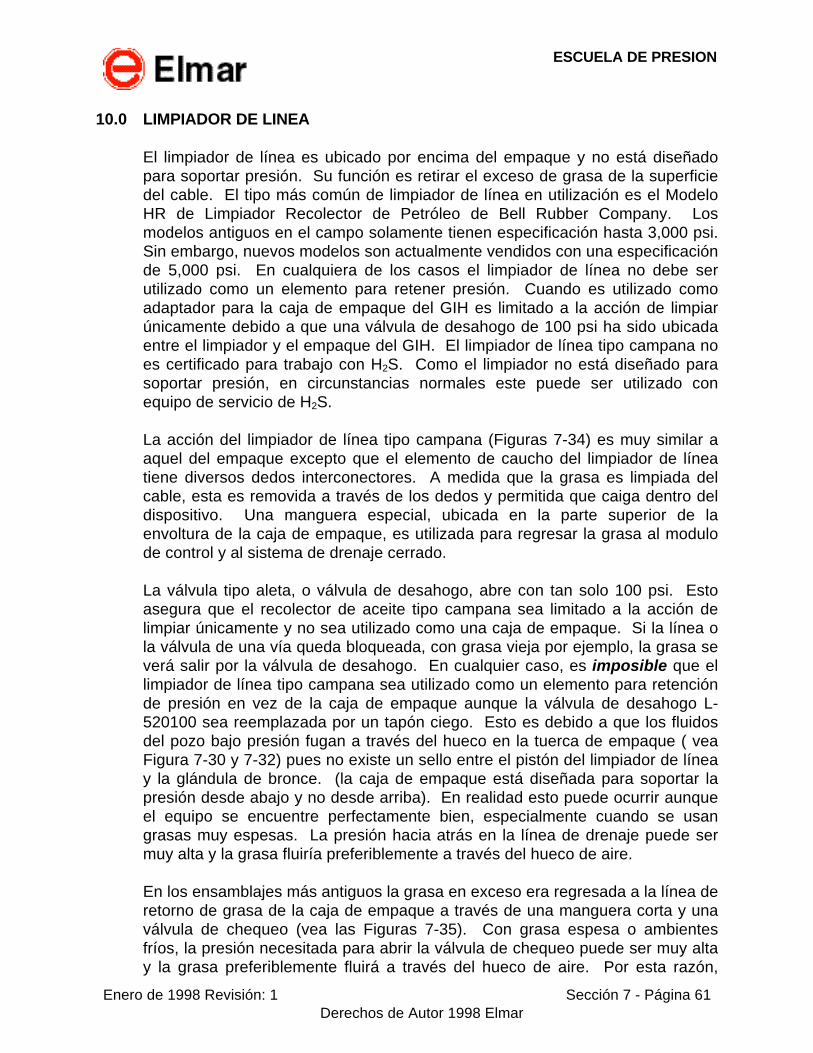
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 61 Derechos de Autor 1998 Elmar
10.0 LIMPIADOR DE LINEA
El limpiador de línea es ubicado por encima del empaque y no está diseñadopara soportar presión. Su función es retirar el exceso de grasa de la superficiedel cable. El tipo más común de limpiador de línea en utilización es el ModeloHR de Limpiador Recolector de Petróleo de Bell Rubber Company. Losmodelos antiguos en el campo solamente tienen especificación hasta 3,000 psi.Sin embargo, nuevos modelos son actualmente vendidos con una especificaciónde 5,000 psi. En cualquiera de los casos el limpiador de línea no debe serutilizado como un elemento para retener presión. Cuando es utilizado comoadaptador para la caja de empaque del GIH es limitado a la acción de limpiarúnicamente debido a que una válvula de desahogo de 100 psi ha sido ubicadaentre el limpiador y el empaque del GIH. El limpiador de línea tipo campana noes certificado para trabajo con H2S. Como el limpiador no está diseñado parasoportar presión, en circunstancias normales este puede ser utilizado conequipo de servicio de H2S.
La acción del limpiador de línea tipo campana (Figuras 7-34) es muy similar aaquel del empaque excepto que el elemento de caucho del limpiador de líneatiene diversos dedos interconectores. A medida que la grasa es limpiada delcable, esta es removida a través de los dedos y permitida que caiga dentro deldispositivo. Una manguera especial, ubicada en la parte superior de laenvoltura de la caja de empaque, es utilizada para regresar la grasa al modulode control y al sistema de drenaje cerrado.
La válvula tipo aleta, o válvula de desahogo, abre con tan solo 100 psi. Estoasegura que el recolector de aceite tipo campana sea limitado a la acción delimpiar únicamente y no sea utilizado como una caja de empaque. Si la línea ola válvula de una vía queda bloqueada, con grasa vieja por ejemplo, la grasa severá salir por la válvula de desahogo. En cualquier caso, es imposible que ellimpiador de línea tipo campana sea utilizado como un elemento para retenciónde presión en vez de la caja de empaque aunque la válvula de desahogo L-520100 sea reemplazada por un tapón ciego. Esto es debido a que los fluidosdel pozo bajo presión fugan a través del hueco en la tuerca de empaque ( veaFigura 7-30 y 7-32) pues no existe un sello entre el pistón del limpiador de líneay la glándula de bronce. (la caja de empaque está diseñada para soportar lapresión desde abajo y no desde arriba). En realidad esto puede ocurrir aunqueel equipo se encuentre perfectamente bien, especialmente cuando se usangrasas muy espesas. La presión hacia atrás en la línea de drenaje puede sermuy alta y la grasa fluiría preferiblemente a través del hueco de aire.
En los ensamblajes más antiguos la grasa en exceso era regresada a la línea deretorno de grasa de la caja de empaque a través de una manguera corta y unaválvula de chequeo (vea las Figuras 7-35). Con grasa espesa o ambientesfríos, la presión necesitada para abrir la válvula de chequeo puede ser muy altay la grasa preferiblemente fluirá a través del hueco de aire. Por esta razón,
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 62 Derechos de Autor 1998 Elmar
Elmar recomienda utilizar una manguera separada, de diámetro interno grande,de baja presión para el drenaje completo hasta el modulo de control.
10.1 MANTENIMIENTO
Desensamble y limpie todas las partes. Chequee la condición del pistón y laglándula del pistón. Reemplace si está excesivamente gastada o dañada.Reemplace el empaque si está desgastado y chequee el tornillo de empaquepor desgaste en las roscas.
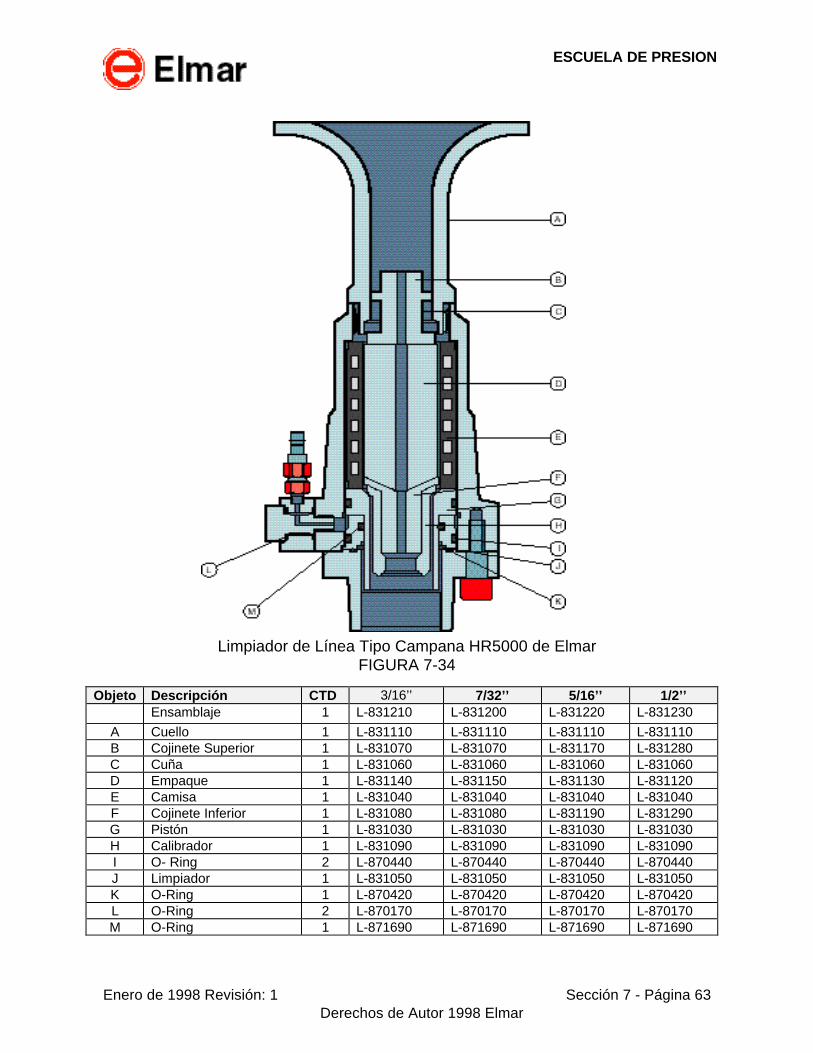
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 63 Derechos de Autor 1998 Elmar
Limpiador de Línea Tipo Campana HR5000 de ElmarFIGURA 7-34
Objeto Descripción CTD 3/16’’ 7/32’’ 5/16’’ 1/2’’Ensamblaje 1 L-831210 L-831200 L-831220 L-831230
A Cuello 1 L-831110 L-831110 L-831110 L-831110B Cojinete Superior 1 L-831070 L-831070 L-831170 L-831280C Cuña 1 L-831060 L-831060 L-831060 L-831060D Empaque 1 L-831140 L-831150 L-831130 L-831120E Camisa 1 L-831040 L-831040 L-831040 L-831040F Cojinete Inferior 1 L-831080 L-831080 L-831190 L-831290G Pistón 1 L-831030 L-831030 L-831030 L-831030H Calibrador 1 L-831090 L-831090 L-831090 L-831090I O- Ring 2 L-870440 L-870440 L-870440 L-870440J Limpiador 1 L-831050 L-831050 L-831050 L-831050K O-Ring 1 L-870420 L-870420 L-870420 L-870420L O-Ring 2 L-870170 L-870170 L-870170 L-870170M O-Ring 1 L-871690 L-871690 L-871690 L-871690
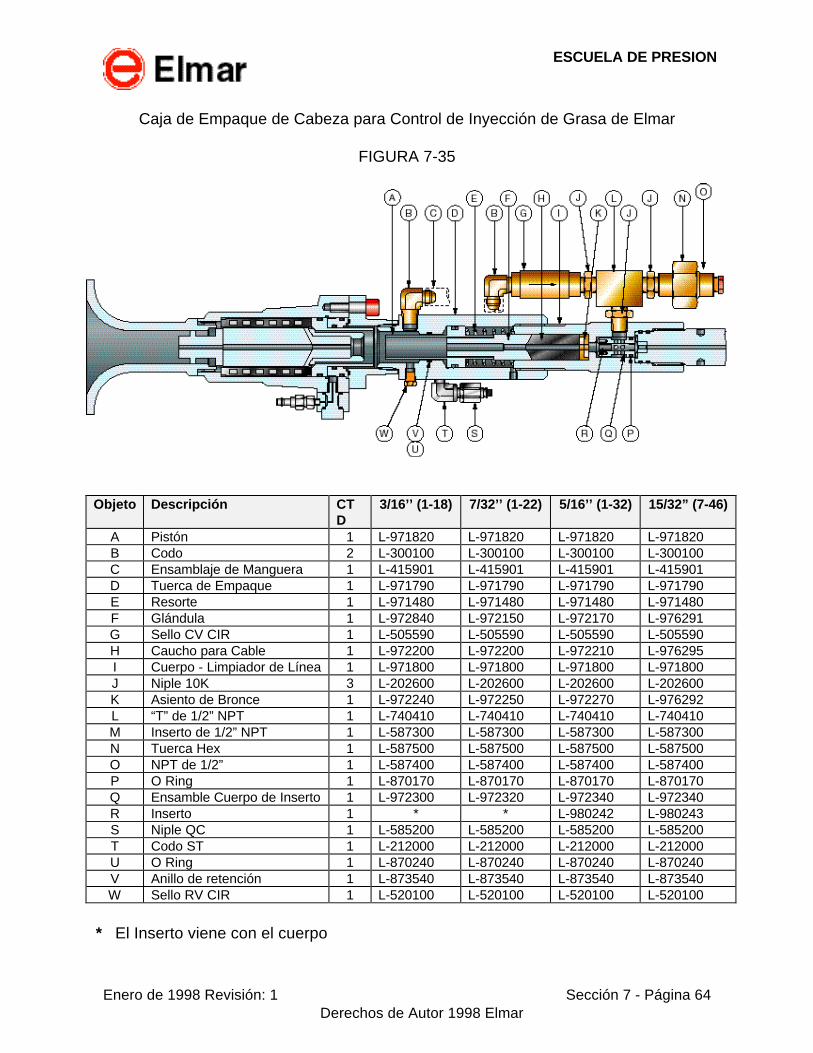
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 64 Derechos de Autor 1998 Elmar
Caja de Empaque de Cabeza para Control de Inyección de Grasa de Elmar
FIGURA 7-35
Objeto Descripción CTD
3/16’’ (1-18) 7/32’’ (1-22) 5/16’’ (1-32) 15/32” (7-46)
A Pistón 1 L-971820 L-971820 L-971820 L-971820B Codo 2 L-300100 L-300100 L-300100 L-300100C Ensamblaje de Manguera 1 L-415901 L-415901 L-415901 L-415901D Tuerca de Empaque 1 L-971790 L-971790 L-971790 L-971790E Resorte 1 L-971480 L-971480 L-971480 L-971480F Glándula 1 L-972840 L-972150 L-972170 L-976291G Sello CV CIR 1 L-505590 L-505590 L-505590 L-505590H Caucho para Cable 1 L-972200 L-972200 L-972210 L-976295I Cuerpo - Limpiador de Línea 1 L-971800 L-971800 L-971800 L-971800J Niple 10K 3 L-202600 L-202600 L-202600 L-202600K Asiento de Bronce 1 L-972240 L-972250 L-972270 L-976292L “T” de 1/2” NPT 1 L-740410 L-740410 L-740410 L-740410M Inserto de 1/2” NPT 1 L-587300 L-587300 L-587300 L-587300N Tuerca Hex 1 L-587500 L-587500 L-587500 L-587500O NPT de 1/2” 1 L-587400 L-587400 L-587400 L-587400P O Ring 1 L-870170 L-870170 L-870170 L-870170Q Ensamble Cuerpo de Inserto 1 L-972300 L-972320 L-972340 L-972340R Inserto 1 * * L-980242 L-980243S Niple QC 1 L-585200 L-585200 L-585200 L-585200T Codo ST 1 L-212000 L-212000 L-212000 L-212000U O Ring 1 L-870240 L-870240 L-870240 L-870240V Anillo de retención 1 L-873540 L-873540 L-873540 L-873540W Sello RV CIR 1 L-520100 L-520100 L-520100 L-520100
* El Inserto viene con el cuerpo
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página 65 Derechos de Autor 1998 Elmar
11.0 VALVULA DE SEGURIDAD PARA CABLE DE REGISTROS
La válvula de seguridad para cable de registros es normalmente ubicadadirectamente encima del cabezal del pozo y por debajo del BOP para el cablede registros. La válvula de seguridad puede ser utilizada para diversosfunciones.
1. En caso de necesitarse, esta puede ser cerrada hidráulicamente y puedecortar el cable para registros o la tubería flexible y simultáneamente sellarel pozo.
2. La válvula de seguridad para cable de registros también permite la pruebade presión del equipo de superficie sin someter los cañones paraperforación a la presión de prueba.
Prueba de presión con cañones de perforación utilizando una válvula deseguridad:
• Instale la válvula de seguridad entre el BOP para cable de registros y elcabezal del pozo y en posición abierta
• Pruebe por presión a la presión de prueba de la localización del pozoutilizando un cañón vacío o sin cañón en el lubricador
• Desahogue la presión, separe la conexión entre el cabezal del pozo y laválvula de seguridad, ensamble la sarta del cañón e introdúzcalo en ellubricador
• Vuelva a efectuar la conexión de la cabeza del pozo al cabezal del pozo ycierre la válvula de seguridad
• Pruebe la conexión previamente desensamblada por debajo de la válvula deseguridad a la presión de prueba de la localización del pozo. Abra la válvulatipo aguja al múltiple del BOP para cable de registros para permitir eldesahogo del lubricador a la atmósfera en la eventualidad que la válvula deseguridad para cable de registros falle cuando es presurizada.
• Después de la prueba, desahogue la presión y abra la válvula de seguridad,cierre la válvula tipo aguja
• Vuelva a igualar la presión a través del cabezal del pozo
• Proceda con las operaciones.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página 66 Derechos de Autor 1998 Elmar
12.0 GRASAS A UTILIZAR CON EL WHE
La principal función de la grasa utilizada con el WHE es asegurar un buen sellode la presión mientras se permite el movimiento del cable para registros dentroy fuera del pozo. Funciones secundarias pero importantes son la de lubricar elcable para registros evitando un desgaste excesivo, y protegerlo de los fluidoscorrosivos del pozo.
Las características ideales de las grasas para cables de registro son:
• La grasa debe ser capaz de proporcionar un buen sello en el rango detemperaturas y presiones de operación normalmente encontradas durante eldía y las estaciones
• La viscosidad cinética debe estar en el rango de 15,000 a 300,000 SSU parael rango deseado de temperatura. (SSU es una unidad de viscosidad(Saybolt Universal Second). Los mismos límites aproximados en centiStokesson 3,000 a 60,000
• La grasa debe ser corrediza y pegajosa a las temperaturas donde sonutilizadas, para formar una película continua y reducir los espacios vacíos
• La grasa debe ser de baja toxicidad, no inflamable y químicamente inerte
• La grasa debe tener una baja solubilidad a los fluidos del pozo, glicol
• La grasa debe tener propiedades inhibidoras contra H2S y CO2 o mezclar coninhibidores contra H2S y CO2 si es necesario
• La grasa debe tener un color claro, no ser peligrosa para el medio ambiente yfácil de limpiar en la localización del pozo. Esta debe ser biodegradable
• La grasa debe encontrarse disponible fácilmente y con un costo efectivo
Viscosidad es la característica más importante de la grasa para el WHE: Sidemasiado baja, será imposible obtener un sello, si demasiado alta una caídade presión en las mangueras de grasa será excesiva y será muy difícil bombearsuficiente grasa para reemplazar la cantidad llevada por el cable de registrosque se mueve por los tubos de flujo.
Una variedad de productos se encuentran disponibles más o menos con lascaracterísticas ideales mencionadas arriba:
AltaVis 150, Polibutene 8, para -30°F hasta +30°FAltaVis 1000, Polibutene 16, para +30°F hasta +70°FAltaVis 7500, Polibutene 24, para temperatura en exceso de +70°F
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página 67 Derechos de Autor 1998 Elmar
Polibuteno es un nombre genérico para una serie de productos que resultan dela polimerización del butano e isobutano y son producidos por diversascompañías de químicas. Altaviz es el nombre comercial del mismo productopero de la compañía Chevron Oil Company. (Las químicas de BP utilizan elnombre comercial de Hyvis)
Blacksmith, un abastecedor de químicas de GB, ha desarrollado una grasa“Multigrado de Polibuteno”, que contiene inhibidores para el H2S, estaspueden operar en el rango desde 0oF hasta 140oF gracias a una formulaespecial que incluye agentes de retención de la viscosidad. Este contiene uninhibidor efectivo para corrosión contra el H2S y CO2.
Oil Center Research Inc., un abastecedor especialista en Estados Unidos hadesarrollado una grasa biodegradable “Liquid O-Ring” Serie 780 conviscosidades que varían desde 1,000 hasta 28,000 cST a 77oF. Debe tenersecuidado de no mezclar las grasas biodegradables con los aceites basados enpetróleos o los petróleos de otros fabricantes pues la mezcla puede gelatinarsey taponar las líneas de abastecimiento y retorno.
La Grasa Biodegradable 780 y el Multigrado de Polibuteno pueden serobtenidas de Elmar.
Otras grasas utilizadas son Aceites para Cilindros de Vapor tales como elCylesso 1000, Aral 600, etc.
El Baroid Coat 111 es una grasa en base de alfalteno, combinada con unpolímero para mejorar la calidad de la viscosidad y del sello. Este es pre-mezclado con un inhibidor de corrosión asegurando una buena proteccióncontra el H2S. Como grasa de sello es efectiva de temperaturas moderadas aaltas pero muy agresiva para el medio ambiente (color obscuro) y difícil delimpiar. Esta no es adaptable para operaciones en temperaturas frías debido asu alta viscosidad a baja temperatura. Es ideal para proteger el WHE deataques por H2S recubrimiento todas las superficies internas antes del trabajo(sumergiendo o rociando).
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página 68 Derechos de Autor 1998 Elmar
13.0 PRUEBA DE PRESION DEL WHE DESPUES DEL MANTENIMIENTO
La especificación de presión de cualquier objeto es expresada en libras porpulgada cuadrada (psi) y esta es enseñado por dos números; una especificaciónde presión de prueba (TP) y una especificación de presión de trabajo (WP). Porejemplo, un objeto especificado a 5,000 psi WP y 10,000 psi TP puede serutilizado en un trabajo donde la presión es de 5,000 psi o menor, pero el objetopuede ser probado hasta 10,000 psi. Todo objeto de un equipo de control depresión tiene una especificación específica de presión, y se debe tener cuidadopara asegurarse que ningún objeto es utilizado en una situación que puedaocasionar que su presión de trabajo sea excedida.
Aunque la especificación de la presión de prueba es siempre mayor que laespecificación de la presión de trabajo, la diferencia entre las dos no debe serconsiderada como un margen de seguridad. Esto es debido a que el uso realdel equipo bajo las condiciones del campo involucra fuerzas que resultan de lapresión del pozo y por tensión mecánica. Por ejemplo, si la presión del pozoejerce una fuerza de 5,000 psi sobre un área unitaria dada (una pulgadacuadrada) del equipo, y esa misma área también está sometida a tensión dedoblez ocasionada por vientos, la fuerza total en el punto de máxima tensiónpuede momentáneamente alcanzar o exceder la especificación de presión deprueba del objeto. Por esta razón, todo el equipo para control de presión debeser manejado y asegurado de tal manera que las tensiones externas seanmantenidas a un mínimo absoluto. Por ejemplo, los lubricadores debenmantenerse rectos y verticales mientras son utilizados.
13.1 CERTIFICACION
Presión de Prueba
La especificación 6A del Instituto Americano de Petróleo (API), “EspecificaciónAPI para Equipo del Cabezal del Pozo” es utilizada como la base para conducirlas pruebas de presión. Este especifica que la prueba de presión “en casa”para el equipo del cabezal del pozo debe ser de 1.5 a 2 veces la presión detrabajo, dependiendo del equipo en particular. Los adaptadores del cabezal delpozo, las bridas y las conexiones con roscas nunca deben estar sometidas apresiones mayores que la porción más débil del adaptador. Como un ejemplo,una brida de 10,000 psi, empatada con una rosca de tubería en línea de 3”,tiene una especificación de 3,000 psi debido a que la rosca de la tubería enlínea tiene una especificación de 3,000 psi. La máxima presión de prueba es6,000 psi. Algunos equipos más antiguos fueron especificados para presionesmayores de las que permitía el API. No pruebe por encima de la presión deprueba recomendada por el fabricante debido a que esta especificación puedeestar basada en factores otros que no sean la resistencia de la rosca.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página 69 Derechos de Autor 1998 Elmar
Limitaciones de la Prueba
La presión de prueba hidrostática en casa no es aplicada a través de los brazosdel BOP, los cauchos de empaque y las válvulas de chequeo tipo bola a no serque sea específicamente permitido por el fabricante. Estos sellos sonespecíficamente limitados a la presión de trabajo de acuerdo a lasespecificaciones del API. Las juntas con roscas de las juntas de ensamblajepermanente deben ser chequeadas por fugas a la presión de prueba.
Preparación para la Prueba
Las localizaciones del campo generalmente prefieren probar la mayor parte delequipo ensamblado, en cuanto sea posible. Esto también permite detectarpartes desgastadas de empalme. Estas tienen más probabilidades de fallarcuando están empatadas con otra parte desgastada que cuando estánempatadas con un adaptador de prueba relativamente no usado.
En todas las pruebas, llene el equipo con agua para eliminar el aire atrapado.Precaución: El aire atrapado requiere un tiempo considerable para comprimir ycuando está comprimido es altamente peligroso. Este tiene suficiente energíaalmacenada para separar las partes con una fuerza considerable. La pruebadebe ser efectuada alejada del personal y detrás de una barricada o pared.Estas pruebas están diseñadas para detectar fugas y romperán el hierro, en laeventualidad de existir un punto débil en el cuerpo del metal o de separarse lasconexiones con roscas, si las roscas están desgastadas.
La presión de prueba debe ser mantenida tres minutos mínimo. Desahogue lapresión hasta cero, vuelva a presurizar y manténgala por lo menos 3 minutosmás. Asegúrese que todo el equipo ha sido probado y certificado antes deutilizarlo en el campo.
13.2 PROCEDIMIENTO PARA LA PRUEBA
1. Retire el pistón y la glándula del empaque de caucho de la caja deempaque e instale un pistón sólido parte L-972410.
2. Ensamble la caja de empaque, el sujetador de herramientas, la válvula dechequeo tipo bola, el lubricador, el atrapador de herramientas, el BOP y losadaptadores en el orden en que van a ser utilizados en el pozo.
3. Ponga un tapón en el extremo abierto con un tapón ciego adecuado.
4. Abra los brazos del BOP.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página 70 Derechos de Autor 1998 Elmar
5. Asegúrese que el múltiple para igualar la presión del BOP está instalado yes probado.
6. Conecte la bomba de prueba, desahogue el aire y presurice hasta lapresión de prueba.
7. Las mangueras pueden ser probadas individualmente o conectadasconjuntamente. Estas son probadas hasta 1.5 veces la presión de trabajo.Por ejemplo, las mangueras de ½” DI tienen especificación de 10,000 psi yson probadas hasta 15,000 psi. Las mangueras de la bomba de empaquetienen una especificación de 3,000 psi y son probadas hasta 4,500 psi. Enlas mangueras para el retorno de grasa no instale un tapón ciego en laválvula del extremo; cierre la válvula y pruebe la capacidad de la válvulapara sellar. Asegúrese que usted conoce la presión de trabajo delequipo que usted está probando.
Los componentes pueden ser probados individualmente también. Esto requierela instalación de tapones ciegos adecuados en los extremos. Pruebe la partehasta la presión de prueba adecuada y manténgala por tres minutos.Desahogue la presión, vuelva a presurizar y mantenga la presión por tresminutos más como mínimo.
13.3 PRUEBAS OPERACIONALES
El equipo con partes movibles debe ser probado de nuevo hasta la presión detrabajo para asegurarse que este funciona adecuadamente, después decualquier prueba de certificación.
1. BOP
a) Instale el tapón ciego en el extremo inferior, el múltiple o las válvulaspara igualar la presión; anexe la bomba de prueba.
b) Abra los brazos completamente con la bomba hidráulica.
c) Introduzca una varilla de prueba para el BOP dentro del BOP y cierrelos brazos hasta que estén casi cerrados.
d) Llene con agua.
e) Bombee los brazos completamente cerrados.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página 71 Derechos de Autor 1998 Elmar
f) Incremente la presión hasta la presión de trabajo por tres minutos.Apague las bombas.
g) Abra la válvula para igualar la presión para desahogar la presión pordebajo de los brazos y para chequear que la válvula para igualar lapresión está operando.
h) Bombee los brazos completamente abiertos.
i) Cierre los brazos manualmente. La válvula de la bomba debe estarabierta para permitir que el aceite se mueva de un lado al otro delcilindro. Cuente las vueltas. Desenrosque las manillas el númerocompleto de vueltas. Los brazos no deben retraerse.
j) Bombee los brazos cerrados, vuelva a presurizar hasta la presión detrabajo por tres minutos. Los brazos no deben tener fugas.
k) Desahogue la presión del BOP.
l) Abra los brazos con la bomba. Estos deben de retraerse totalmentedejando el orificio interno del BOP totalmente abierto.
2. Cabeza de Inyección de Grasa
a) Retire el tapón de prueba y vuelva a ensamblar el caucho deempaque.
b) Introduzca una varilla del tamaño del cable, completa con la tuerca enla parte inferior, a través de la caja de empaque.
c) Instale el tapón ciego en la parte inferior del GIH.
d) Bombee el caucho de empaque cerrado y aplique presión de trabajoal GIH. Este no debe tener fugas.
3. Atrapador y Sujetador de Herramientas
a) Ponga tapones en ambos extremos del atrapador de herramientas yaplique la presión de trabajo.
b) En el tipo manual, mueva la manilla a través de la posición totalmenteabierta a cerrada dos veces.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página 72 Derechos de Autor 1998 Elmar
c) En el tipo hidráulico, bombee el sistema para activar los brazos,abiertos y cerrados dos veces.
d) El sujetador de herramientas debe ser bombeado abierto dos veces.
e) Desahogue la presión, retire los tapones, chequee visualmente laparte interna para determinar la condición de las partes movibles.Vuelva a poner los protectores de rosca.
4. Válvula de Chequeo Tipo Bola
Ponga un tapón en el extremo inferior y gire el ensamblaje invertido parapermitir que la bola se ubique contra el asiento. Aplique presión alensamblaje hasta la presión de trabajo.
5. Unidades para Pruebas de Presión
Al efectuar las pruebas de certificación se recomienda que se utilicenbombas diseñadas especialmente para este propósito. Para este propósitoexisten disponibles bombas portátiles para prueba (vea la Figura 7-36).Las pruebas deben ser efectuadas en una instalación específicamentediseñada para pruebas de presión.

ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página 73 Derechos de Autor 1998 Elmar
Patín (Skid) de pruebas de Elmarpara probar WHE en el taller y en la localización del pozo
FIGURA 7-36
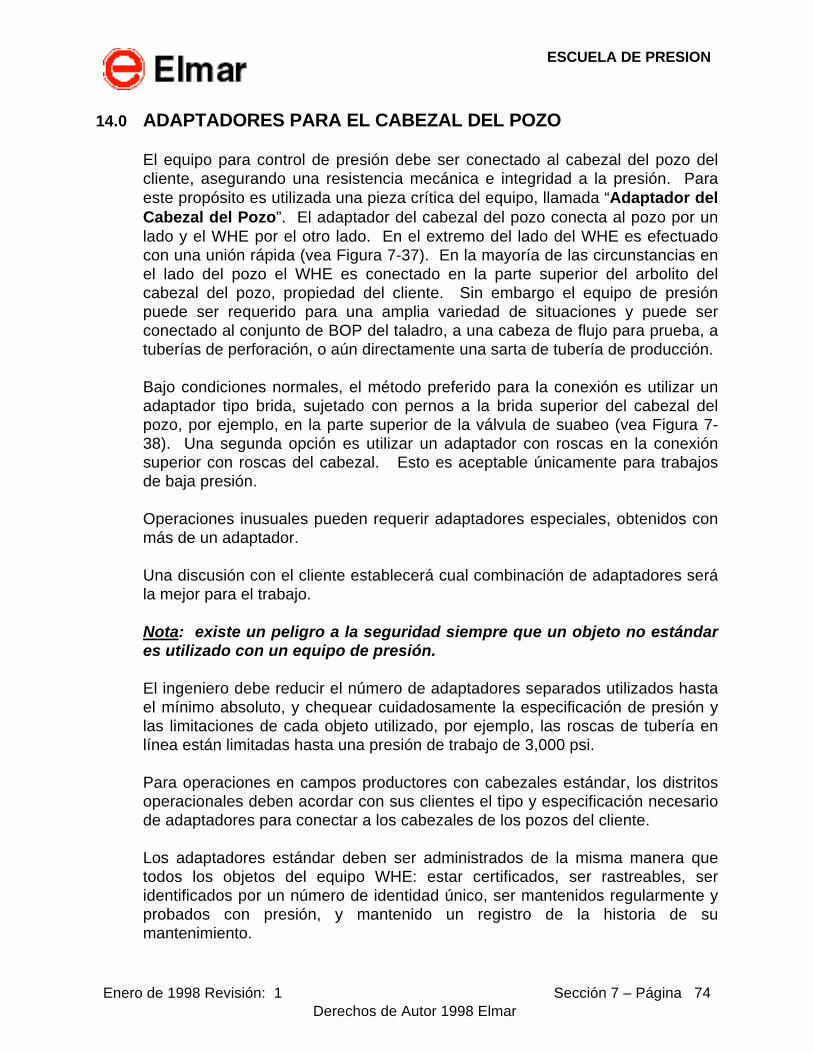
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página 74 Derechos de Autor 1998 Elmar
14.0 ADAPTADORES PARA EL CABEZAL DEL POZO
El equipo para control de presión debe ser conectado al cabezal del pozo delcliente, asegurando una resistencia mecánica e integridad a la presión. Paraeste propósito es utilizada una pieza crítica del equipo, llamada “Adaptador delCabezal del Pozo”. El adaptador del cabezal del pozo conecta al pozo por unlado y el WHE por el otro lado. En el extremo del lado del WHE es efectuadocon una unión rápida (vea Figura 7-37). En la mayoría de las circunstancias enel lado del pozo el WHE es conectado en la parte superior del arbolito delcabezal del pozo, propiedad del cliente. Sin embargo el equipo de presiónpuede ser requerido para una amplia variedad de situaciones y puede serconectado al conjunto de BOP del taladro, a una cabeza de flujo para prueba, atuberías de perforación, o aún directamente una sarta de tubería de producción.
Bajo condiciones normales, el método preferido para la conexión es utilizar unadaptador tipo brida, sujetado con pernos a la brida superior del cabezal delpozo, por ejemplo, en la parte superior de la válvula de suabeo (vea Figura 7-38). Una segunda opción es utilizar un adaptador con roscas en la conexiónsuperior con roscas del cabezal. Esto es aceptable únicamente para trabajosde baja presión.
Operaciones inusuales pueden requerir adaptadores especiales, obtenidos conmás de un adaptador.
Una discusión con el cliente establecerá cual combinación de adaptadores serála mejor para el trabajo.
Nota: existe un peligro a la seguridad siempre que un objeto no estándares utilizado con un equipo de presión.
El ingeniero debe reducir el número de adaptadores separados utilizados hastael mínimo absoluto, y chequear cuidadosamente la especificación de presión ylas limitaciones de cada objeto utilizado, por ejemplo, las roscas de tubería enlínea están limitadas hasta una presión de trabajo de 3,000 psi.
Para operaciones en campos productores con cabezales estándar, los distritosoperacionales deben acordar con sus clientes el tipo y especificación necesariode adaptadores para conectar a los cabezales de los pozos del cliente.
Los adaptadores estándar deben ser administrados de la misma manera quetodos los objetos del equipo WHE: estar certificados, ser rastreables, seridentificados por un número de identidad único, ser mantenidos regularmente yprobados con presión, y mantenido un registro de la historia de sumantenimiento.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página 75 Derechos de Autor 1998 Elmar
14.1 ADAPTADORES TIPO BRIDA
Un adaptador tipo brida es el método más seguro para conectar una sarta deWHE al cabezal del pozo, y este distribuye de una forma más pareja el peso dela sarta del lubricador completo, y cualquier tensión de doblez es transmitida através de esta (vea la Figura 7-38).
En las conexiones tipo brida, el sello es efectuado por medio de un anillo demetal ubicado en la ranura de las dos caras del empalme de la brida. El anilloes aprisionado al apretar los pernos ubicados en el borde externo de las bridas,y es creado un sello de metal a metal. La especificación de presión del equipodetermina el número y diámetro de los pernos y el tamaño de la brida.
Las bridas más comunes utilizadas en cabezales de pozos tienen una formacircular y un circulo completo de orificios para los pernos.
Existen bridas especiales con formas en “D” o “V” y varios arreglos de sujeción,pero cuando el cliente ordena una brida nosotros podemos asumir que es deltipo circular común a no ser que sea especificado de otra manera como ha sidomencionado.
Las bridas son identificadas utilizando una nomenclatura definida por el InstitutoAmericano de Petróleo. La nomenclatura ha cambiado con el transcurso de losaños. La nomenclatura actual es encontrada en el boletín API 6B.
Una brida esta definida por:
• su tamaño nominal
• su especificación de presión
• su número de anillo.
El API ha abandonado los números de serie de la descripción, pero este estodavía comúnmente utilizado. El número de serie de una brida fue un códigorelacionado a su especificación de presión de trabajo. El boletín API 6Bclasifica las bridas como del tipo 6B (normal) o bridas del tipo 6BX (de altapresión)..
14.2 BRIDAS DEL TIPO 6B
Las bridas comunes son descritas en el boletín del API 6B y estas sonoficialmente clasificadas como bridas del tipo 6B (normal) o 6BX (alta presión).
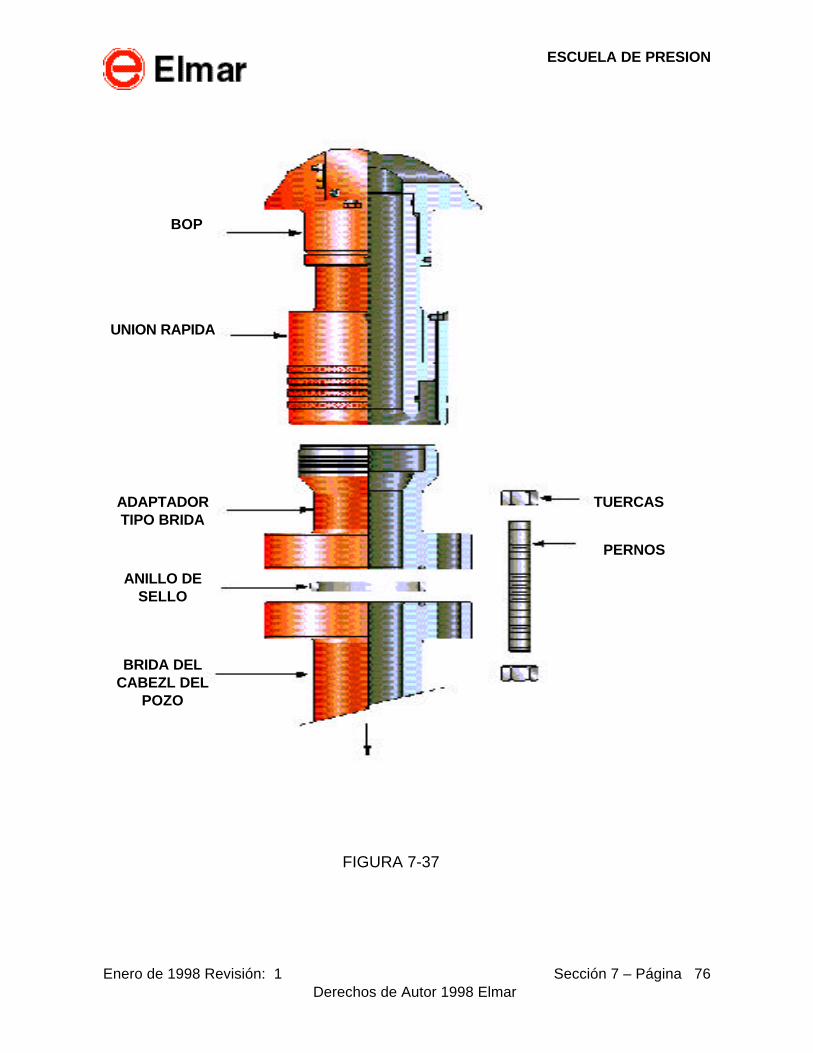
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página 76 Derechos de Autor 1998 Elmar
FIGURA 7-37
BOP
UNION RAPIDA
ADAPTADORTIPO BRIDA
ANILLO DESELLO
BRIDA DELCABEZL DEL
POZO
TUERCAS
PERNOS
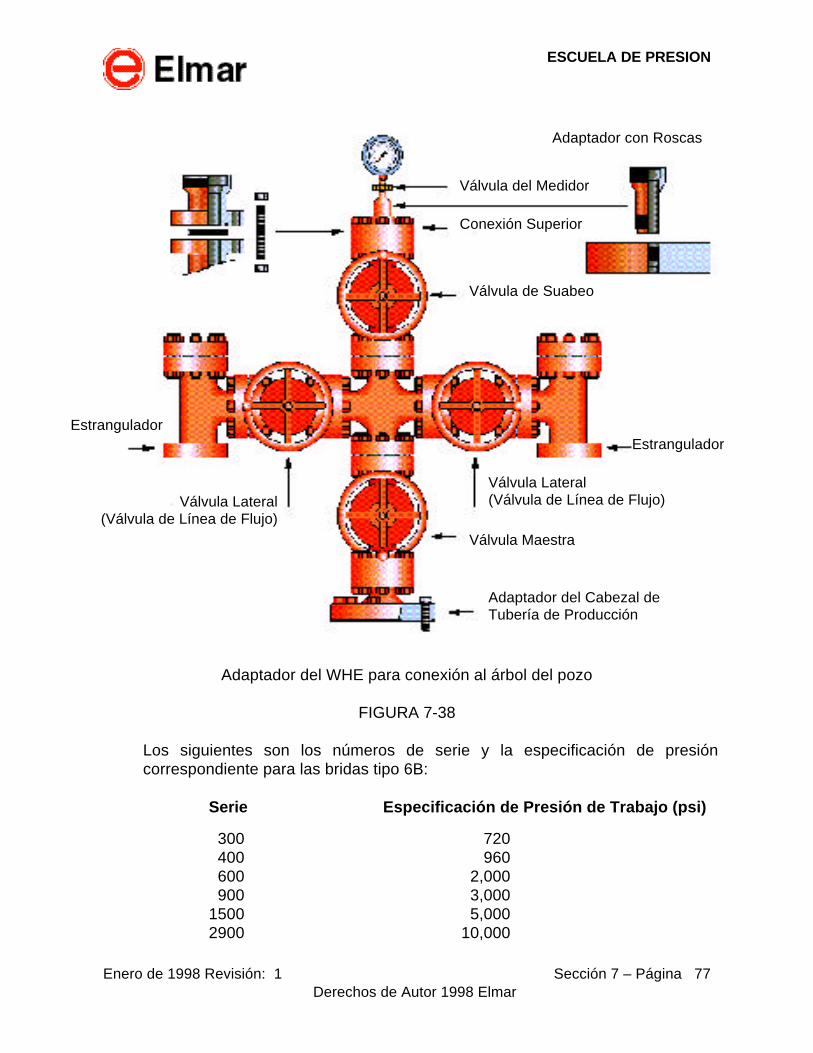
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página 77 Derechos de Autor 1998 Elmar
Adaptador del WHE para conexión al árbol del pozo
FIGURA 7-38
Los siguientes son los números de serie y la especificación de presióncorrespondiente para las bridas tipo 6B:
Serie Especificación de Presión de Trabajo (psi)
300 720 400 960 600 2,000 900 3,0001500 5,0002900 10,000
Adaptador con Roscas
Válvula del Medidor
Conexión Superior
Válvula de Suabeo
Estrangulador
Válvula Lateral(Válvula de Línea de Flujo)
Válvula Maestra
Estrangulador
Válvula Lateral(Válvula de Línea de Flujo)
Adaptador del Cabezal deTubería de Producción
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página 78 Derechos de Autor 1998 Elmar
Las descripciones equivalentes de la misma brida pueden ser “6 pulgadas serie1500”, “6 pulgadas 5,000 psi” o 6 pulgadas 5,000 psi R-46”. Refiriéndose a lastablas anexadas de las bridas (vea las Tablas desde 7-14.1 hasta 7-14.8),nosotros encontramos debajo de las bridas 6B, una tabla para las bridas serie1,500 descritas arriba. Note que el número del anillo API para esta brida es unR-46 (o RX-46). Entonces el “R-46” en la última parte de la descripción arribaes de alguna manera redundante, pero esto puede ser beneficioso para evitarconfusión y es lo recomendado para confirmar el número del anillo siempre quesea posible, para asegurarnos que tenemos la brida adecuada. Note que elnúmero del anillo y el tamaño nominal no son suficientes para describir unabrida en particular. Usted puede encontrar muchos ejemplos donde el mismoanillo es utilizado en más de una brida. Note que las tablas dan suficientesdimensiones para que podamos identificar una brida desconocida comparandolas diversas dimensiones en las Tablas. La columna de “diámetro de paso delanillo o ranura” da el diámetro de la línea central de la ranura del anillo en labrida.
14.3 BRIDA TIPO 6BX
Refiérase a la tabla de las bridas tipo 6BX. La descripción común de una deestas bridas seria “7-1/16 10,000” o “7-1/16 10,000 BX156” (el número de anilloes BX156) o “7- 1/16 BX156”. Note que la última descripción es ambigua debidoa que no sabemos si el cliente quiere una brida de 7-1/16” 10,000 psi o una de7-1/16” 15,000 psi, y aunque ambos utilizan el mismo anillo, estos no son deninguna manera intercambiables (ni siquiera tiene el mismo número de pernos).
Si nosotros describimos una brida con los siguientes tres objetos: tamañonominal, especificación de presión (o serie) y el número del anillo, nosotrostendremos muy poca oportunidad para un mal entendido.
14.4 ANILLOS API
El sello de presión entre dos bridas juntas es obtenido con un anillo de metalsuave el cual es apretado en la ranura de empalme de las dos bridas. Llamadoanillo de sello o empaque de sello o anillo de empaque, este anillo de metalsuave deforma para encajar en la horma exacta de las ranuras creando un sellode metal a metal. Como los anillos son suaves, estos debe ser manejados concuidado, a menudo un anillo de sello fuga si utilizado más de una vez
Los anillos “R” en las bridas tipo 6B tienen una sección transversal ovalada.Los anillos “RX” tienen un octágono alto en la sección transversal y sonintercambiables con los anillos tipo “R” en las bridas del tipo 6B.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página 79 Derechos de Autor 1998 Elmar
Los anillos del tipo “BX” utilizados en las bridas tipo 6 BX son casi cuadrados enlas sección transversal.
Normalmente, todos los anillos de sello tienen el tamaño del anillo estampadoen un lado (excepto para los anillos especificados para H2S).
Todo esto puede ser confuso para un ingeniero nuevo. Sin embargo, es vitalque conozca lo que el cliente significa cuando describe el adaptador necesariopara el cabezal del pozo. El ingeniero debe estar consciente de las limitacionesde presión impuestas por la configuración del cabezal del pozo, por ejemplo lasbridas de la antigua serie 900 tienen especificación de 3,000 psi únicamente.Se debe estar consciente de las posibles restricciones que puedan ocasionarproblemas cuando se entra o sale del pozo, por ejemplo, el calibre interno de labrida, la tubería con hombrillo interno, etc. Desafortunadamente, los tamañosnominales a menudo mencionados dan poca información del tamaño real de labrida o de la conexión de la tubería. Las siguientes hojas de datos danejemplos de los datos de la brida y la tubería. Como puede verse, por ejemplo,una brida de 6 “ serie 900 tiene cualquier dimensión que eventualmente mida 6pulgadas y una tubería de producción EUE de tamaño nominal 2-½“ puede seruna tubería con diámetro externo de 2.875“ y un diámetro interno de 2.259“ ytiene una rosca de tornillo en pendiente hacia abajo hasta un máximo de 3.093“.
Diversos libros de datos han sido producidos presentando las propiedades deactuación y dimensiones físicas de las tuberías y de las bridas. El pequeñomanual compacto producido por Joy Petroleum “Que Mantiene Su Sarta Junta”vale la pena obtenerlo para este tipo de información esencial. Otros libros como“Hechos Técnicos” de Baker abundan y varias compañías tales como Cameronproducen una regla deslizable que dan las especificaciones de la brida.Desafortunadamente no existe una manera fácil de aprender las miles posiblesconfiguraciones del cabezales. La única manera de aprender esta informaciónes hablando con el personal de la localización del pozo y por experiencia.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 – Página 80 Derechos de Autor 1998 Elmar
14.5 PROCEDIMIENTOS PARA LAS CONEXIONES DE LA BRIDA
1. Limpie e inspeccione las ranuras del anillo.
2. Ligeramente engrase la ranura del anillo. No llene la ranura con grasa.
3. Inspeccione el anillo de sello por protuberancias o ranuras.
4. Instale juntas las bridas de interconexión con el anillo en la ranura.
5. Asegúrese que el espacio entre las bridas es uniforme alrededor a medidaque usted aprieta los pernos. Alternativamente, apriete los pernos delados opuestos de la brida para juntar las bridas uniformemente.
6. Utilice todos los pernos.
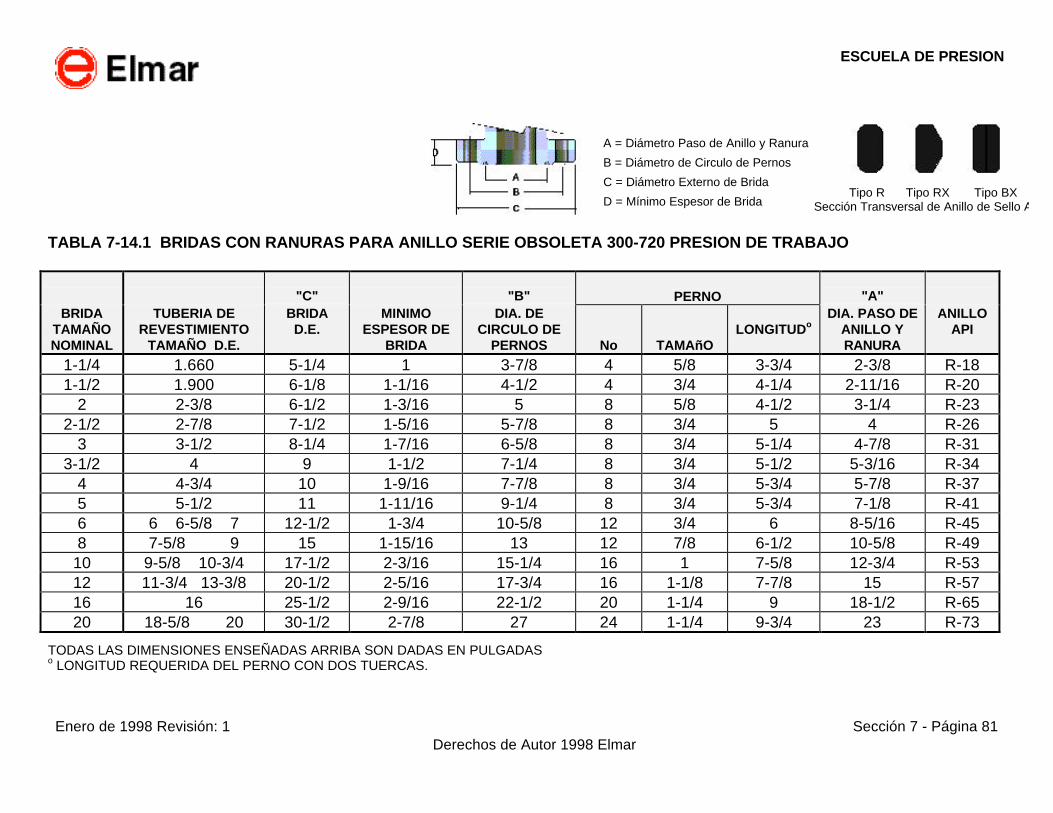
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 81 Derechos de Autor 1998 Elmar
TABLA 7-14.1 BRIDAS CON RANURAS PARA ANILLO SERIE OBSOLETA 300-720 PRESION DE TRABAJO
"C" "B" PERNO "A"BRIDA
TAMAÑONOMINAL
TUBERIA DEREVESTIMIENTO
TAMAÑO D.E.
BRIDAD.E.
MINIMOESPESOR DE
BRIDA
DIA. DECIRCULO DE
PERNOS No TAMAñOLONGITUDo
DIA. PASO DEANILLO YRANURA
ANILLOAPI
1-1/4 1.660 5-1/4 1 3-7/8 4 5/8 3-3/4 2-3/8 R-181-1/2 1.900 6-1/8 1-1/16 4-1/2 4 3/4 4-1/4 2-11/16 R-20
2 2-3/8 6-1/2 1-3/16 5 8 5/8 4-1/2 3-1/4 R-232-1/2 2-7/8 7-1/2 1-5/16 5-7/8 8 3/4 5 4 R-26
3 3-1/2 8-1/4 1-7/16 6-5/8 8 3/4 5-1/4 4-7/8 R-313-1/2 4 9 1-1/2 7-1/4 8 3/4 5-1/2 5-3/16 R-34
4 4-3/4 10 1-9/16 7-7/8 8 3/4 5-3/4 5-7/8 R-375 5-1/2 11 1-11/16 9-1/4 8 3/4 5-3/4 7-1/8 R-416 6 6-5/8 7 12-1/2 1-3/4 10-5/8 12 3/4 6 8-5/16 R-458 7-5/8 9 15 1-15/16 13 12 7/8 6-1/2 10-5/8 R-49
10 9-5/8 10-3/4 17-1/2 2-3/16 15-1/4 16 1 7-5/8 12-3/4 R-5312 11-3/4 13-3/8 20-1/2 2-5/16 17-3/4 16 1-1/8 7-7/8 15 R-5716 16 25-1/2 2-9/16 22-1/2 20 1-1/4 9 18-1/2 R-6520 18-5/8 20 30-1/2 2-7/8 27 24 1-1/4 9-3/4 23 R-73
TODAS LAS DIMENSIONES ENSEÑADAS ARRIBA SON DADAS EN PULGADASo LONGITUD REQUERIDA DEL PERNO CON DOS TUERCAS.
A = Diámetro Paso de Anillo y Ranura
B = Diámetro de Circulo de Pernos
C = Diámetro Externo de Brida
D = Mínimo Espesor de Brida Tipo R Tipo RX Tipo BXSección Transversal de Anillo de Sello API
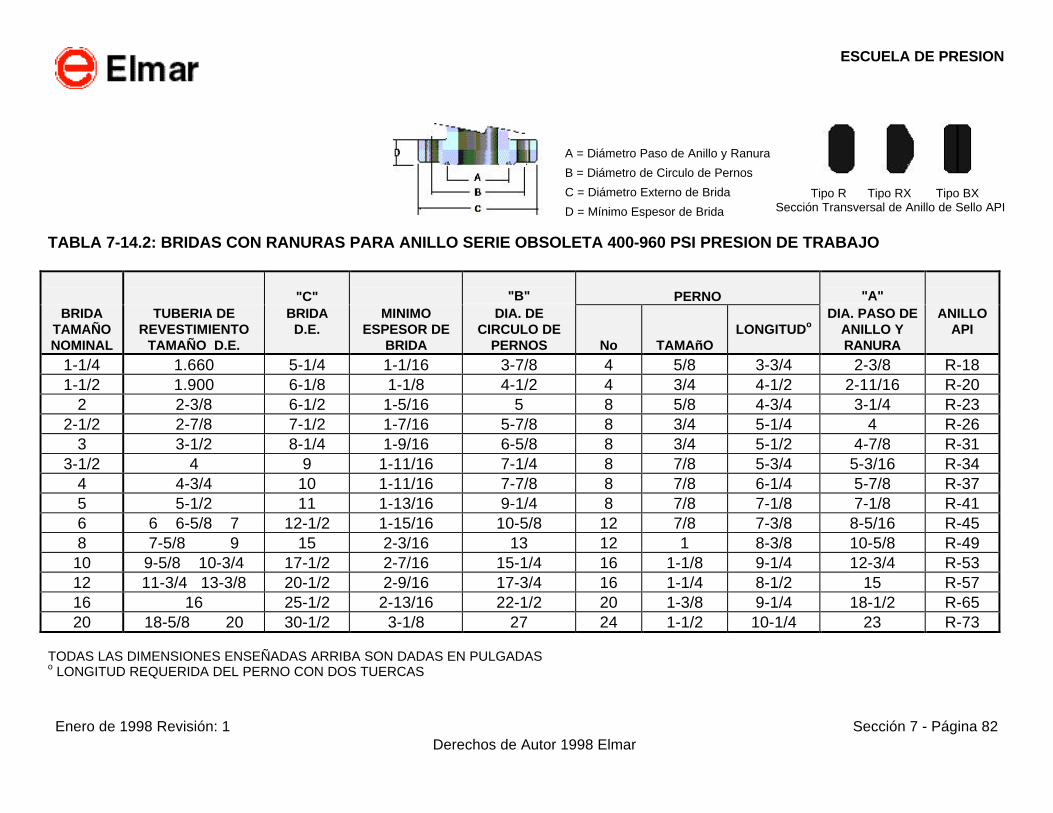
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 82 Derechos de Autor 1998 Elmar
TABLA 7-14.2: BRIDAS CON RANURAS PARA ANILLO SERIE OBSOLETA 400-960 PSI PRESION DE TRABAJO
"C" "B" PERNO "A"BRIDA
TAMAÑONOMINAL
TUBERIA DEREVESTIMIENTO
TAMAÑO D.E.
BRIDAD.E.
MINIMOESPESOR DE
BRIDA
DIA. DECIRCULO DE
PERNOS No TAMAñOLONGITUDo
DIA. PASO DEANILLO YRANURA
ANILLOAPI
1-1/4 1.660 5-1/4 1-1/16 3-7/8 4 5/8 3-3/4 2-3/8 R-181-1/2 1.900 6-1/8 1-1/8 4-1/2 4 3/4 4-1/2 2-11/16 R-20
2 2-3/8 6-1/2 1-5/16 5 8 5/8 4-3/4 3-1/4 R-232-1/2 2-7/8 7-1/2 1-7/16 5-7/8 8 3/4 5-1/4 4 R-26
3 3-1/2 8-1/4 1-9/16 6-5/8 8 3/4 5-1/2 4-7/8 R-313-1/2 4 9 1-11/16 7-1/4 8 7/8 5-3/4 5-3/16 R-34
4 4-3/4 10 1-11/16 7-7/8 8 7/8 6-1/4 5-7/8 R-375 5-1/2 11 1-13/16 9-1/4 8 7/8 7-1/8 7-1/8 R-416 6 6-5/8 7 12-1/2 1-15/16 10-5/8 12 7/8 7-3/8 8-5/16 R-458 7-5/8 9 15 2-3/16 13 12 1 8-3/8 10-5/8 R-49
10 9-5/8 10-3/4 17-1/2 2-7/16 15-1/4 16 1-1/8 9-1/4 12-3/4 R-5312 11-3/4 13-3/8 20-1/2 2-9/16 17-3/4 16 1-1/4 8-1/2 15 R-5716 16 25-1/2 2-13/16 22-1/2 20 1-3/8 9-1/4 18-1/2 R-6520 18-5/8 20 30-1/2 3-1/8 27 24 1-1/2 10-1/4 23 R-73
TODAS LAS DIMENSIONES ENSEÑADAS ARRIBA SON DADAS EN PULGADASo LONGITUD REQUERIDA DEL PERNO CON DOS TUERCAS
A = Diámetro Paso de Anillo y Ranura
B = Diámetro de Circulo de Pernos
C = Diámetro Externo de Brida
D = Mínimo Espesor de Brida
Tipo R Tipo RX Tipo BXSección Transversal de Anillo de Sello API
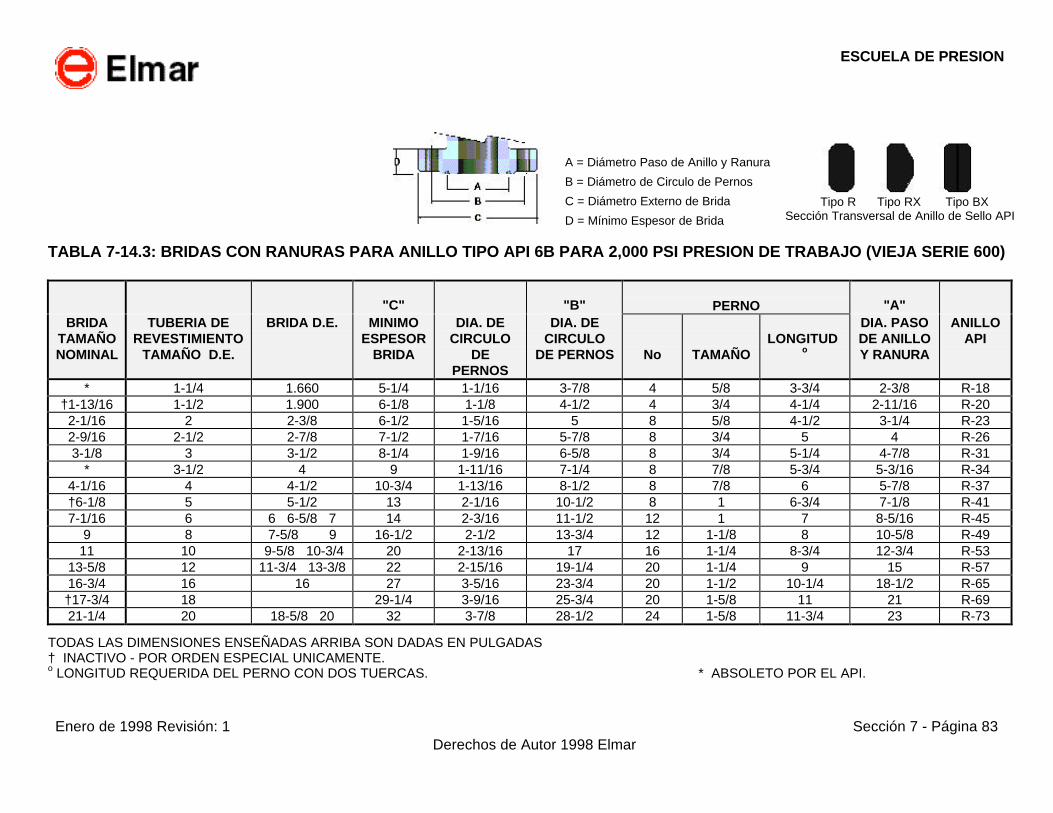
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 83 Derechos de Autor 1998 Elmar
TABLA 7-14.3: BRIDAS CON RANURAS PARA ANILLO TIPO API 6B PARA 2,000 PSI PRESION DE TRABAJO (VIEJA SERIE 600)
"C" "B" PERNO "A"BRIDA
TAMAÑONOMINAL
TUBERIA DEREVESTIMIENTO
TAMAÑO D.E.
BRIDA D.E. MINIMOESPESOR
BRIDA
DIA. DECIRCULO
DEPERNOS
DIA. DECIRCULO
DE PERNOS No TAMAÑOLONGITUD
o
DIA. PASODE ANILLOY RANURA
ANILLOAPI
* 1-1/4 1.660 5-1/4 1-1/16 3-7/8 4 5/8 3-3/4 2-3/8 R-18†1-13/16 1-1/2 1.900 6-1/8 1-1/8 4-1/2 4 3/4 4-1/4 2-11/16 R-202-1/16 2 2-3/8 6-1/2 1-5/16 5 8 5/8 4-1/2 3-1/4 R-232-9/16 2-1/2 2-7/8 7-1/2 1-7/16 5-7/8 8 3/4 5 4 R-263-1/8 3 3-1/2 8-1/4 1-9/16 6-5/8 8 3/4 5-1/4 4-7/8 R-31
* 3-1/2 4 9 1-11/16 7-1/4 8 7/8 5-3/4 5-3/16 R-344-1/16 4 4-1/2 10-3/4 1-13/16 8-1/2 8 7/8 6 5-7/8 R-37†6-1/8 5 5-1/2 13 2-1/16 10-1/2 8 1 6-3/4 7-1/8 R-417-1/16 6 6 6-5/8 7 14 2-3/16 11-1/2 12 1 7 8-5/16 R-45
9 8 7-5/8 9 16-1/2 2-1/2 13-3/4 12 1-1/8 8 10-5/8 R-4911 10 9-5/8 10-3/4 20 2-13/16 17 16 1-1/4 8-3/4 12-3/4 R-53
13-5/8 12 11-3/4 13-3/8 22 2-15/16 19-1/4 20 1-1/4 9 15 R-5716-3/4 16 16 27 3-5/16 23-3/4 20 1-1/2 10-1/4 18-1/2 R-65†17-3/4 18 29-1/4 3-9/16 25-3/4 20 1-5/8 11 21 R-6921-1/4 20 18-5/8 20 32 3-7/8 28-1/2 24 1-5/8 11-3/4 23 R-73
TODAS LAS DIMENSIONES ENSEÑADAS ARRIBA SON DADAS EN PULGADAS† INACTIVO - POR ORDEN ESPECIAL UNICAMENTE.o LONGITUD REQUERIDA DEL PERNO CON DOS TUERCAS. * ABSOLETO POR EL API.
A = Diámetro Paso de Anillo y Ranura
B = Diámetro de Circulo de Pernos
C = Diámetro Externo de Brida
D = Mínimo Espesor de Brida
Tipo R Tipo RX Tipo BXSección Transversal de Anillo de Sello API
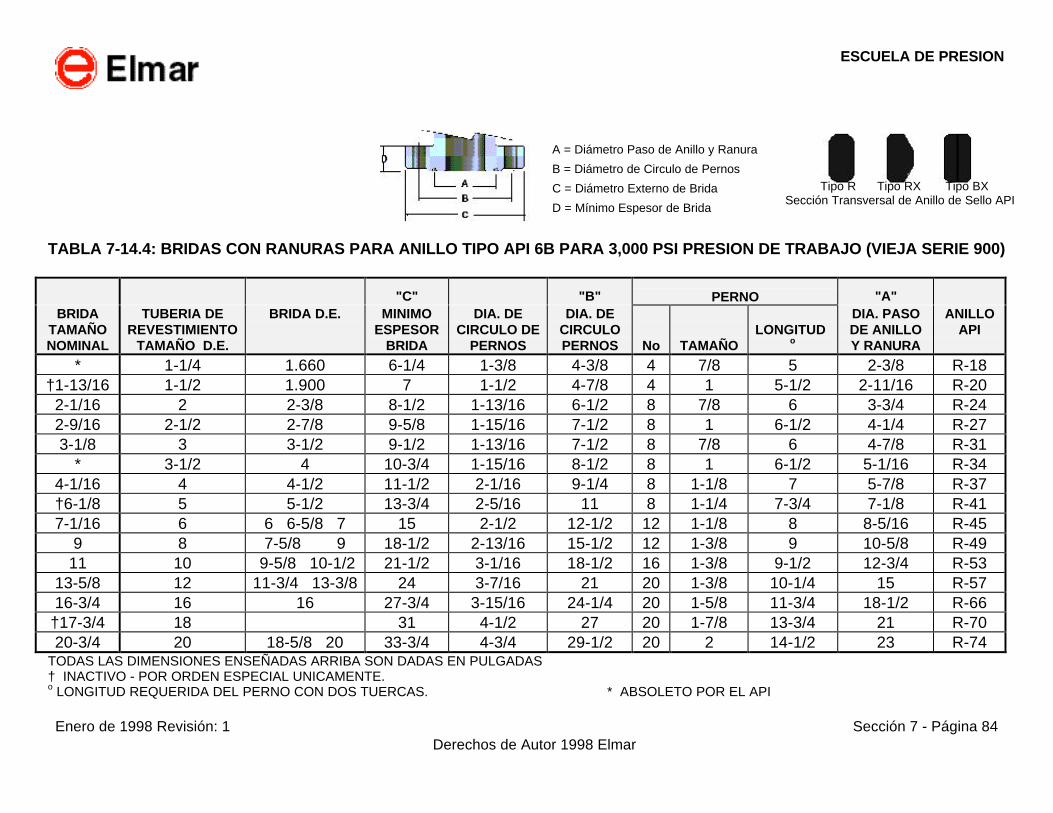
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 84 Derechos de Autor 1998 Elmar
TABLA 7-14.4: BRIDAS CON RANURAS PARA ANILLO TIPO API 6B PARA 3,000 PSI PRESION DE TRABAJO (VIEJA SERIE 900)
"C" "B" PERNO "A"BRIDA
TAMAÑONOMINAL
TUBERIA DEREVESTIMIENTO
TAMAÑO D.E.
BRIDA D.E. MINIMOESPESOR
BRIDA
DIA. DECIRCULO DE
PERNOS
DIA. DECIRCULOPERNOS No TAMAÑO
LONGITUDo
DIA. PASODE ANILLOY RANURA
ANILLOAPI
* 1-1/4 1.660 6-1/4 1-3/8 4-3/8 4 7/8 5 2-3/8 R-18†1-13/16 1-1/2 1.900 7 1-1/2 4-7/8 4 1 5-1/2 2-11/16 R-20
2-1/16 2 2-3/8 8-1/2 1-13/16 6-1/2 8 7/8 6 3-3/4 R-242-9/16 2-1/2 2-7/8 9-5/8 1-15/16 7-1/2 8 1 6-1/2 4-1/4 R-273-1/8 3 3-1/2 9-1/2 1-13/16 7-1/2 8 7/8 6 4-7/8 R-31
* 3-1/2 4 10-3/4 1-15/16 8-1/2 8 1 6-1/2 5-1/16 R-344-1/16 4 4-1/2 11-1/2 2-1/16 9-1/4 8 1-1/8 7 5-7/8 R-37†6-1/8 5 5-1/2 13-3/4 2-5/16 11 8 1-1/4 7-3/4 7-1/8 R-417-1/16 6 6 6-5/8 7 15 2-1/2 12-1/2 12 1-1/8 8 8-5/16 R-45
9 8 7-5/8 9 18-1/2 2-13/16 15-1/2 12 1-3/8 9 10-5/8 R-4911 10 9-5/8 10-1/2 21-1/2 3-1/16 18-1/2 16 1-3/8 9-1/2 12-3/4 R-53
13-5/8 12 11-3/4 13-3/8 24 3-7/16 21 20 1-3/8 10-1/4 15 R-5716-3/4 16 16 27-3/4 3-15/16 24-1/4 20 1-5/8 11-3/4 18-1/2 R-66
†17-3/4 18 31 4-1/2 27 20 1-7/8 13-3/4 21 R-7020-3/4 20 18-5/8 20 33-3/4 4-3/4 29-1/2 20 2 14-1/2 23 R-74
TODAS LAS DIMENSIONES ENSEÑADAS ARRIBA SON DADAS EN PULGADAS† INACTIVO - POR ORDEN ESPECIAL UNICAMENTE.o LONGITUD REQUERIDA DEL PERNO CON DOS TUERCAS. * ABSOLETO POR EL API
A = Diámetro Paso de Anillo y Ranura
B = Diámetro de Circulo de Pernos
C = Diámetro Externo de Brida
D = Mínimo Espesor de Brida
Tipo R Tipo RX Tipo BXSección Transversal de Anillo de Sello API
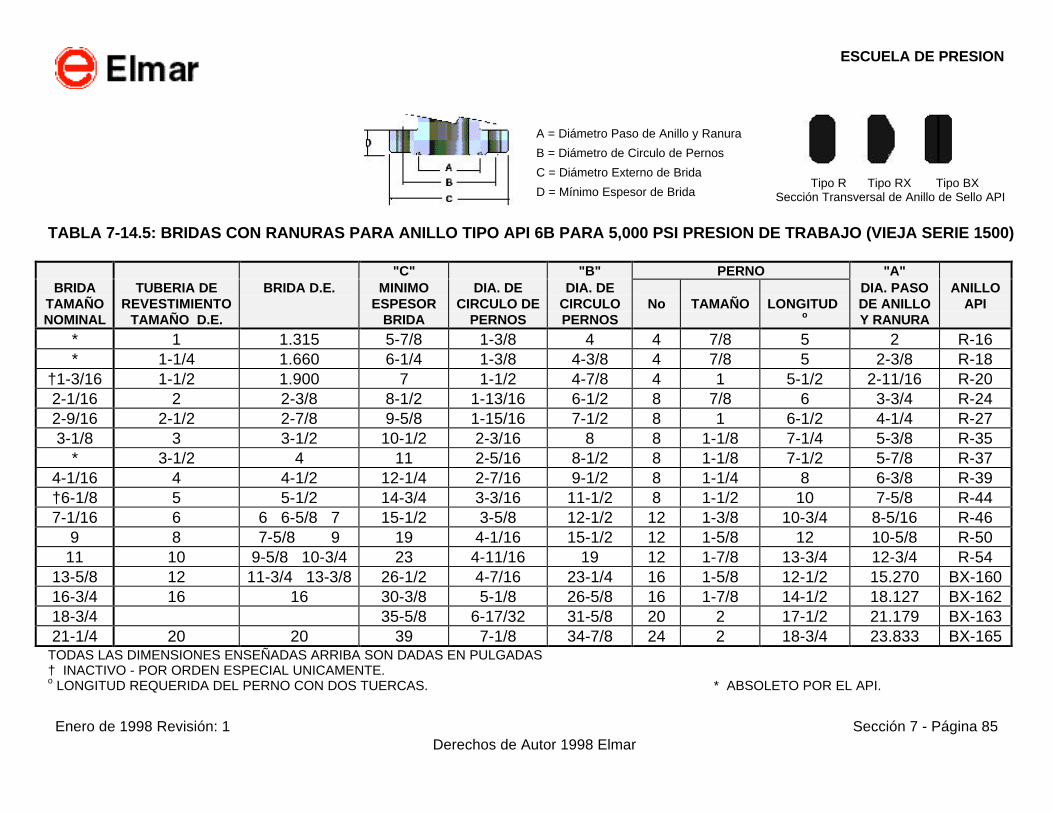
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 85 Derechos de Autor 1998 Elmar
TABLA 7-14.5: BRIDAS CON RANURAS PARA ANILLO TIPO API 6B PARA 5,000 PSI PRESION DE TRABAJO (VIEJA SERIE 1500)
"C" "B" PERNO "A"BRIDA
TAMAÑONOMINAL
TUBERIA DEREVESTIMIENTO
TAMAÑO D.E.
BRIDA D.E. MINIMOESPESOR
BRIDA
DIA. DECIRCULO DE
PERNOS
DIA. DECIRCULOPERNOS
No TAMAÑO LONGITUDo
DIA. PASODE ANILLOY RANURA
ANILLOAPI
* 1 1.315 5-7/8 1-3/8 4 4 7/8 5 2 R-16* 1-1/4 1.660 6-1/4 1-3/8 4-3/8 4 7/8 5 2-3/8 R-18
†1-3/16 1-1/2 1.900 7 1-1/2 4-7/8 4 1 5-1/2 2-11/16 R-202-1/16 2 2-3/8 8-1/2 1-13/16 6-1/2 8 7/8 6 3-3/4 R-242-9/16 2-1/2 2-7/8 9-5/8 1-15/16 7-1/2 8 1 6-1/2 4-1/4 R-273-1/8 3 3-1/2 10-1/2 2-3/16 8 8 1-1/8 7-1/4 5-3/8 R-35
* 3-1/2 4 11 2-5/16 8-1/2 8 1-1/8 7-1/2 5-7/8 R-374-1/16 4 4-1/2 12-1/4 2-7/16 9-1/2 8 1-1/4 8 6-3/8 R-39†6-1/8 5 5-1/2 14-3/4 3-3/16 11-1/2 8 1-1/2 10 7-5/8 R-447-1/16 6 6 6-5/8 7 15-1/2 3-5/8 12-1/2 12 1-3/8 10-3/4 8-5/16 R-46
9 8 7-5/8 9 19 4-1/16 15-1/2 12 1-5/8 12 10-5/8 R-5011 10 9-5/8 10-3/4 23 4-11/16 19 12 1-7/8 13-3/4 12-3/4 R-54
13-5/8 12 11-3/4 13-3/8 26-1/2 4-7/16 23-1/4 16 1-5/8 12-1/2 15.270 BX-16016-3/4 16 16 30-3/8 5-1/8 26-5/8 16 1-7/8 14-1/2 18.127 BX-16218-3/4 35-5/8 6-17/32 31-5/8 20 2 17-1/2 21.179 BX-16321-1/4 20 20 39 7-1/8 34-7/8 24 2 18-3/4 23.833 BX-165
TODAS LAS DIMENSIONES ENSEÑADAS ARRIBA SON DADAS EN PULGADAS† INACTIVO - POR ORDEN ESPECIAL UNICAMENTE.o LONGITUD REQUERIDA DEL PERNO CON DOS TUERCAS. * ABSOLETO POR EL API.
Tipo R Tipo RX Tipo BXSección Transversal de Anillo de Sello API
A = Diámetro Paso de Anillo y Ranura
B = Diámetro de Circulo de Pernos
C = Diámetro Externo de Brida
D = Mínimo Espesor de Brida
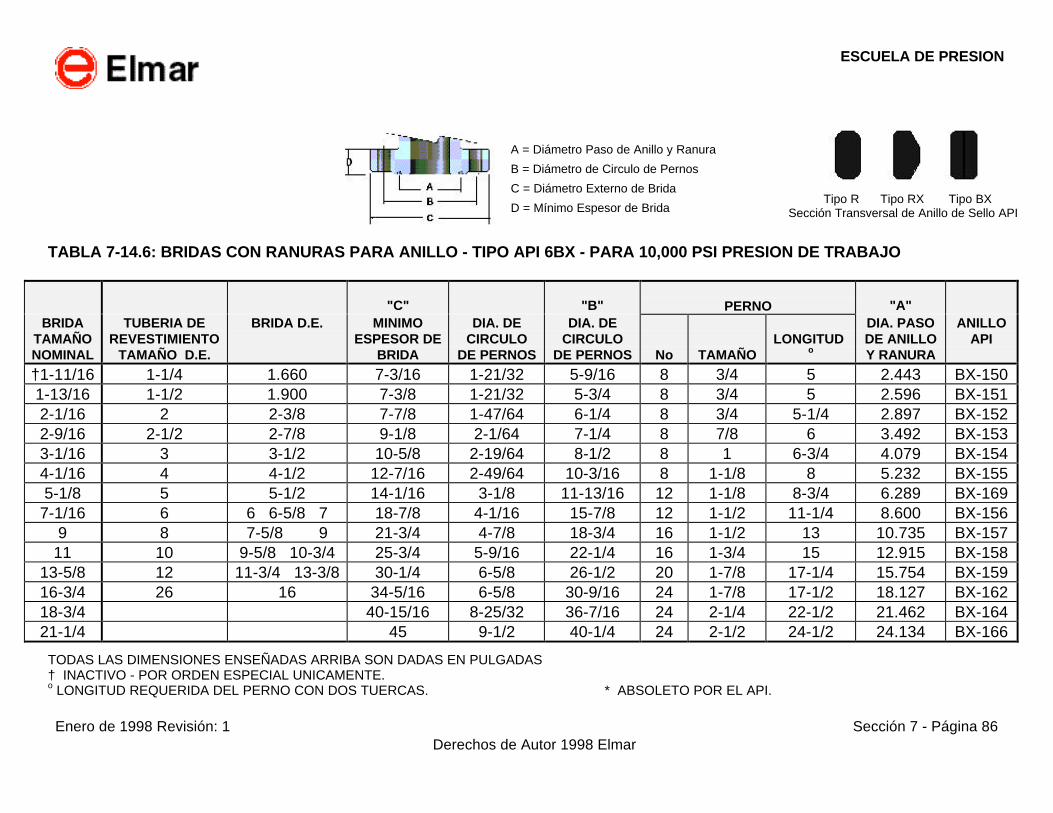
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 86 Derechos de Autor 1998 Elmar
TABLA 7-14.6: BRIDAS CON RANURAS PARA ANILLO - TIPO API 6BX - PARA 10,000 PSI PRESION DE TRABAJO
"C" "B" PERNO "A"BRIDA
TAMAÑONOMINAL
TUBERIA DEREVESTIMIENTO
TAMAÑO D.E.
BRIDA D.E. MINIMOESPESOR DE
BRIDA
DIA. DECIRCULO
DE PERNOS
DIA. DECIRCULO
DE PERNOS No TAMAÑOLONGITUD
o
DIA. PASODE ANILLOY RANURA
ANILLOAPI
†1-11/16 1-1/4 1.660 7-3/16 1-21/32 5-9/16 8 3/4 5 2.443 BX-1501-13/16 1-1/2 1.900 7-3/8 1-21/32 5-3/4 8 3/4 5 2.596 BX-1512-1/16 2 2-3/8 7-7/8 1-47/64 6-1/4 8 3/4 5-1/4 2.897 BX-1522-9/16 2-1/2 2-7/8 9-1/8 2-1/64 7-1/4 8 7/8 6 3.492 BX-1533-1/16 3 3-1/2 10-5/8 2-19/64 8-1/2 8 1 6-3/4 4.079 BX-1544-1/16 4 4-1/2 12-7/16 2-49/64 10-3/16 8 1-1/8 8 5.232 BX-1555-1/8 5 5-1/2 14-1/16 3-1/8 11-13/16 12 1-1/8 8-3/4 6.289 BX-169
7-1/16 6 6 6-5/8 7 18-7/8 4-1/16 15-7/8 12 1-1/2 11-1/4 8.600 BX-1569 8 7-5/8 9 21-3/4 4-7/8 18-3/4 16 1-1/2 13 10.735 BX-157
11 10 9-5/8 10-3/4 25-3/4 5-9/16 22-1/4 16 1-3/4 15 12.915 BX-15813-5/8 12 11-3/4 13-3/8 30-1/4 6-5/8 26-1/2 20 1-7/8 17-1/4 15.754 BX-15916-3/4 26 16 34-5/16 6-5/8 30-9/16 24 1-7/8 17-1/2 18.127 BX-16218-3/4 40-15/16 8-25/32 36-7/16 24 2-1/4 22-1/2 21.462 BX-16421-1/4 45 9-1/2 40-1/4 24 2-1/2 24-1/2 24.134 BX-166
TODAS LAS DIMENSIONES ENSEÑADAS ARRIBA SON DADAS EN PULGADAS† INACTIVO - POR ORDEN ESPECIAL UNICAMENTE.o LONGITUD REQUERIDA DEL PERNO CON DOS TUERCAS. * ABSOLETO POR EL API.
A = Diámetro Paso de Anillo y Ranura
B = Diámetro de Circulo de Pernos
C = Diámetro Externo de Brida
D = Mínimo Espesor de Brida Tipo R Tipo RX Tipo BXSección Transversal de Anillo de Sello API
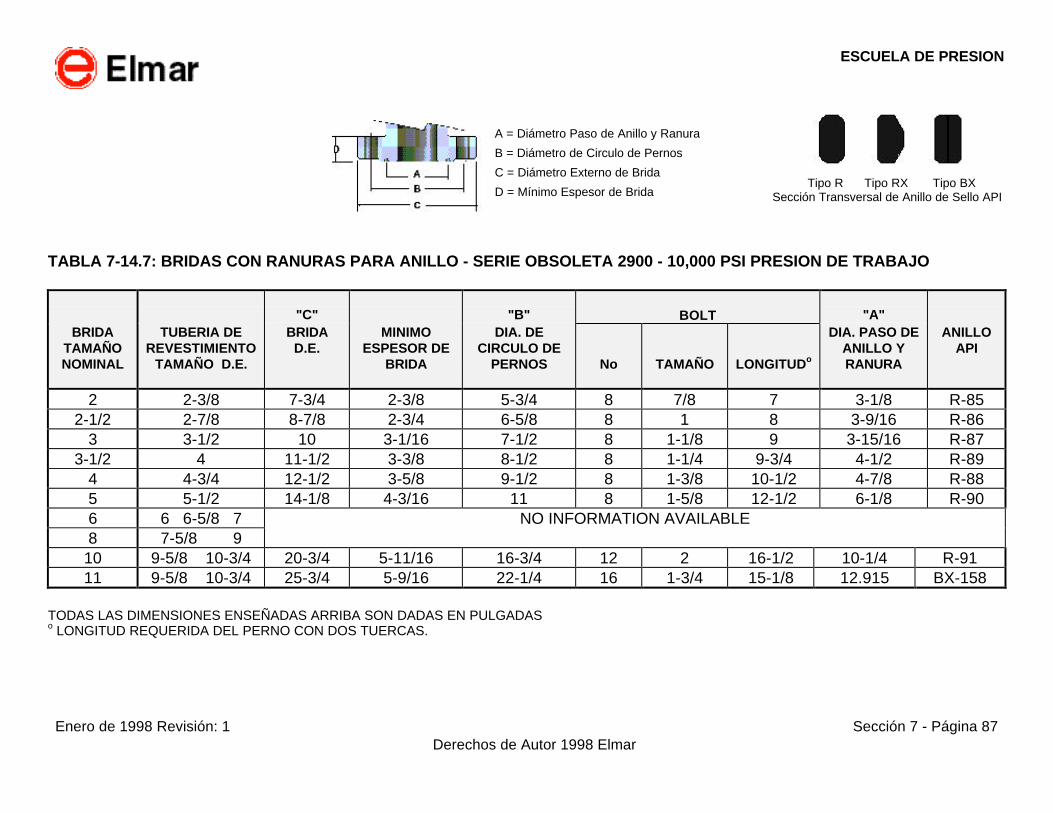
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 87 Derechos de Autor 1998 Elmar
TABLA 7-14.7: BRIDAS CON RANURAS PARA ANILLO - SERIE OBSOLETA 2900 - 10,000 PSI PRESION DE TRABAJO
"C" "B" BOLT "A"BRIDA
TAMAÑONOMINAL
TUBERIA DEREVESTIMIENTO
TAMAÑO D.E.
BRIDAD.E.
MINIMOESPESOR DE
BRIDA
DIA. DECIRCULO DE
PERNOS No TAMAÑO LONGITUDo
DIA. PASO DEANILLO YRANURA
ANILLOAPI
2 2-3/8 7-3/4 2-3/8 5-3/4 8 7/8 7 3-1/8 R-852-1/2 2-7/8 8-7/8 2-3/4 6-5/8 8 1 8 3-9/16 R-86
3 3-1/2 10 3-1/16 7-1/2 8 1-1/8 9 3-15/16 R-873-1/2 4 11-1/2 3-3/8 8-1/2 8 1-1/4 9-3/4 4-1/2 R-89
4 4-3/4 12-1/2 3-5/8 9-1/2 8 1-3/8 10-1/2 4-7/8 R-885 5-1/2 14-1/8 4-3/16 11 8 1-5/8 12-1/2 6-1/8 R-906 6 6-5/8 7 NO INFORMATION AVAILABLE8 7-5/8 9
10 9-5/8 10-3/4 20-3/4 5-11/16 16-3/4 12 2 16-1/2 10-1/4 R-9111 9-5/8 10-3/4 25-3/4 5-9/16 22-1/4 16 1-3/4 15-1/8 12.915 BX-158
TODAS LAS DIMENSIONES ENSEÑADAS ARRIBA SON DADAS EN PULGADASo LONGITUD REQUERIDA DEL PERNO CON DOS TUERCAS.
Tipo R Tipo RX Tipo BXSección Transversal de Anillo de Sello API
A = Diámetro Paso de Anillo y Ranura
B = Diámetro de Circulo de Pernos
C = Diámetro Externo de Brida
D = Mínimo Espesor de Brida
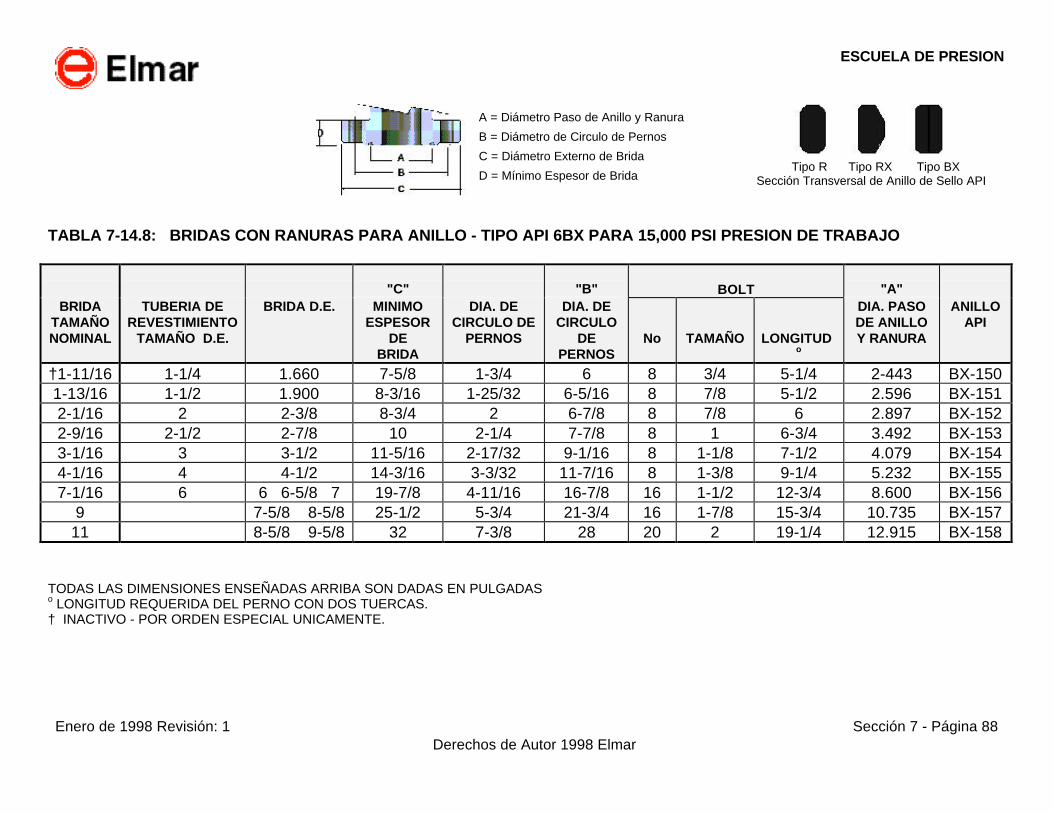
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 7 - Página 88 Derechos de Autor 1998 Elmar
TABLA 7-14.8: BRIDAS CON RANURAS PARA ANILLO - TIPO API 6BX PARA 15,000 PSI PRESION DE TRABAJO
"C" "B" BOLT "A"BRIDA
TAMAÑONOMINAL
TUBERIA DEREVESTIMIENTO
TAMAÑO D.E.
BRIDA D.E. MINIMOESPESOR
DEBRIDA
DIA. DECIRCULO DE
PERNOS
DIA. DECIRCULO
DEPERNOS
No TAMAÑO LONGITUDo
DIA. PASODE ANILLOY RANURA
ANILLOAPI
†1-11/16 1-1/4 1.660 7-5/8 1-3/4 6 8 3/4 5-1/4 2-443 BX-1501-13/16 1-1/2 1.900 8-3/16 1-25/32 6-5/16 8 7/8 5-1/2 2.596 BX-1512-1/16 2 2-3/8 8-3/4 2 6-7/8 8 7/8 6 2.897 BX-1522-9/16 2-1/2 2-7/8 10 2-1/4 7-7/8 8 1 6-3/4 3.492 BX-1533-1/16 3 3-1/2 11-5/16 2-17/32 9-1/16 8 1-1/8 7-1/2 4.079 BX-1544-1/16 4 4-1/2 14-3/16 3-3/32 11-7/16 8 1-3/8 9-1/4 5.232 BX-1557-1/16 6 6 6-5/8 7 19-7/8 4-11/16 16-7/8 16 1-1/2 12-3/4 8.600 BX-156
9 7-5/8 8-5/8 25-1/2 5-3/4 21-3/4 16 1-7/8 15-3/4 10.735 BX-15711 8-5/8 9-5/8 32 7-3/8 28 20 2 19-1/4 12.915 BX-158
TODAS LAS DIMENSIONES ENSEÑADAS ARRIBA SON DADAS EN PULGADASo LONGITUD REQUERIDA DEL PERNO CON DOS TUERCAS.† INACTIVO - POR ORDEN ESPECIAL UNICAMENTE.
A = Diámetro Paso de Anillo y Ranura
B = Diámetro de Circulo de Pernos
C = Diámetro Externo de Brida
D = Mínimo Espesor de Brida Tipo R Tipo RX Tipo BXSección Transversal de Anillo de Sello API
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 – Página 1 Derechos de Autor 1998 Elmar
MODULO PARA CONTROL DEL HIDRAULICO YGRASA DE ELMAR SERIE 10
Ejemplo típico de un módulo para el control del sistema hidráulico yde la grasa dentro del rango de la serie 10 de Elmar
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 – Página 2 Derechos de Autor 1998 Elmar
SECCION 8 - MODULO SERIE 10 DE ELMAR PARA ELCONTROL DEL HIDRAULICO Y LA GRASA
1.0 GENERAL
Los Módulos para el Control del Hidráulico y Grasa Serie 10 de Elmar estándiseñados con un amplio rango de funciones disponibles para operar el equipode control de presión hasta la presión de trabajo de 10,000 psi. Estos puedenoperar los BOP, el sujetador de herramientas, el atrapador de herramientas, lacaja de empaque y el limpiador de línea. Una bomba hidráulica impulsada conaire es utilizada para dar potencia a todos las funciones hidráulicas. Bombasmanuales secundarias son proporcionadas para la eventualidad de una falla dela bomba hidráulica / aire. La bomba secundaria manual tiene una máximapresión de trabajo de 3,000 psi mientras que la bomba para la caja de empaquetiene una especificación de 10,000 psi. Las unidades también tienen doscircuitos independientes de inyección de grasa para suministrar grasa a losBOP y a la cabeza de grasa. Estas tienen una presión de trabajo de hasta15,000 psi (dependiendo de la opción de la bomba) y tienen una válvula decruce que permite que una bomba conduzca cualquiera de las líneas deinyección de grasa. Unidades auxiliares opcionales construidas opcionalmentese encuentran disponibles, por ejemplo unidad para inyección de glicol, unidadpara prueba de presión con agua / glicol, unidad para control de válvulas.Todas las mangueras están montadas en carretes con “centros húmedos” deElmar. Todas las tuberías y muchos componentes son de acero inoxidable.Todos los controles están ubicados de forma ergonómica en paneles de controlde acero inoxidable.
Un panel “de simulacro” está diseñado para enseñar los controles en forma dediagrama para que el operador pueda visualizar más fácilmente el estado delequipo.
El módulo es generalmente suministrado ya sea con una bomba de aire /hidráulica Haskel AW-25 o un SC 500-1 para la operación del BOP, el atrapadorde herramientas, el sujetador de herramientas, el limpiador del cable y la caja deempaque. Estas bombas pueden producir una presión de fluido de hasta 2,500psi con una presión de aire de 100 psi.
Dependiendo del modelo, los acumuladores con una capacidad total de 10, 20 o40 litros (o múltiples de estos), están acoplados a una bomba secundariaactivada por aire. Estos son normalmente pre-cargados con nitrógeno porElmar hasta 900 psi.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 – Página 3 Derechos de Autor 1998 Elmar
Dos bombas manuales hidráulicas son proporcionadas. La bomba manualsecundaria tiene una presión de trabajo de 3,000 psi mientras que la bombapara la caja de empaque tiene una especificación de 10,000 psi.
2.0 SEGURIDAD DEL MODULO PARA EL CONTROL HIDRAULICO YDE GRASA
LA SEGURIDAD ES RESPONSABILIDAD DE TODOS
PRECAUCION
• Lea el manual de servicio antes de operar
• Observe todas las precauciones de seguridad y asegúrese que todos losotros miembros de la cuadrilla están conscientes de ellas
• Este sistema es capaz de producir alta presión
• Para evitar ruptura de componentes y posibles heridas, regule la entrada depresión de aire para que la salida de presión no exceda la máxima presión detrabajo de cualquier componente ensamblado
• Chequee la especificación de presión y compatibilidad de todas lasconexiones
• Desaloje del área cualquier personal innecesario
• Asegúrese que las válvulas y los reguladores están en su posición adecuadadurante la operación
• No trate de apretar o soltar conexiones cuando están bajo presión
• No suelde, lime o utilice estampas de metal sobre el equipo de presión - estopuede comenzar fisuras
• No apriete demasiado ninguna válvula de control (apriete a manoúnicamente)
• No anexe cualquier cosa a este equipo a no ser que usted esté seguro de suespecificación de presión
• Vigile por presión atrapada. Desahogue completamente la presión antes deromper las uniones, etc.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 – Página 4 Derechos de Autor 1998 Elmar
\Peligro: Alta Presión
Nunca permita que cualquier parte del cuerpo humano quede en frente deo en contacto directo con la salida del material. Una operación accidentalde una bomba podría ocasionar una inyección en el cuerpo. Si ocurre unainyección, auxilio debe ser obtenido inmediatamente de un médico.
Ruptura de Componentes: El módulo de control serie 10 es capaz de produciralta presión en los fluidos como es especificado en la placa del modelo de labomba. Para evitar ruptura de los componentes y posibles heridas no exceda75 ciclos por minuto u opere en cualquier entrada de aire con una presiónmayor de 150 psi (10 bar).
Servicio: Antes de prestar servicio, limpie y remueva cualquier componente,siempre desconecte o apague la fuente de potencia y cuidadosamentedesahogue toda presión de fluido del sistema.
3.0 CHEQUEO GENERAL DEL MODULO DE CONTROL ANTES DE LAOPERACION
Camine alrededor del módulo y chequee:
• El nivel del aceite hidráulico
• Precaución: Siempre chequee el nivel del aceite hidráulico con elacumulador descargado de otra manera ocurrirá un sobrellenado
• El nivel del glicol (solamente en los módulos equipados con la unidad deinyección de glicol)
• El drenaje del filtro de la línea de aire
• La línea de aire de los lubricadores llenado con un lubricante adecuado.(existe disponible “Kilfrost”- No. Parte Elmar L-880000). Vea la Sección 8-17por las precauciones especiales para climas fríos / cálidos.
• Todas las válvulas y reguladores de aire apagados (los reguladorestotalmente en sentido opuesto a las manecillas del reloj)
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 – Página 5 Derechos de Autor 1998 Elmar
3.1 OPERACION DE LA UNIDAD
Los módulos hidráulicos - de grasa serie 10 de Elmar pueden ser adaptados conuna unidad auxiliar opcional, por ejemplo unidad de inyección de glicol o unidadpara prueba de presión de agua / glicol. Para las instrucciones de operaciónrefiérase a la sección adecuada del manual.
Todos los controles para la inyección de grasa están ubicados en el ladoizquierdo del panel de control.
Todos los controles para la hidráulica están ubicados en el lado derecho delpanel de control.
PARA OPERAR EL CIRCUITO HIDRAULICO (Refiérase a la Figura 8-1)
• Gire el regulador de aire de la bomba hidráulica (1) totalmente en sentidoopuesto a las manecillas del reloj
• Cierre la válvula de desahogo (2) ubicada a la derecha del medidor depresión de la bomba hidráulica
• Abra la válvula de abastecimiento de aire (4)
• Abra la válvula de aislamiento del acumulador (3) y bombee presión alacumulador hasta 2,000 psi
• Cierre la válvula de aislamiento del acumulador (3)
• Ajuste el regulador (1) de la bomba hidráulica en sentido de las manecillasdel reloj hasta que el medidor de presión del sistema hidráulico indique lapresión operacional deseada, normalmente 1,200 psi
• Las líneas del BOP y del sujetador de herramientas ya pueden ser operadasmoviendo la válvula apropiada a la posición deseada
• La presión hidráulica principal puede ser desahogada si es requeridoabriendo la válvula de desahogo (2) ubicada a la derecha del medidor depresión de la bomba hidráulica
• El limpiador de línea es operado girando la válvula de selección (5), ubicadaen la parte superior derecha del panel de control, al limpiador de línea.Ahora abra ligeramente la válvula de medición del ajuste de presión (6),ubicada justamente encima de las dos bombas manuales. Observe elmedidor de presión del limpiador de línea hasta que la presión operacionaldeseada para el limpiador de línea sea alcanzada, entonces cierre la válvulade medición. Para desahogar la presión del limpiador de línea, abra laválvula de desahogo (7) ubicada a la derecha del medidor de presión dellimpiador de línea
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 – Página 6 Derechos de Autor 1998 Elmar
• La caja de empaque es operada girando la válvula selectora (5), ubicada enla parte superior derecha del panel de control, a la caja de empaque. Ahoraabra ligeramente la válvula de medición para ajuste de la presión (6), ubicadajustamente encima de las dos bombas manuales. Observe el medidor depresión de la caja de empaque hasta que la presión operacional deseadapara la caja de empaque haya sido alcanzada, después cierre la válvula demedición. Si la caja de empaque requiere una presión de operación mayorde 1,200 psi, puede ser utilizada la bomba manual de alta presión. Lapresión de la caja de empaque puede ser desahogada abriendo la válvula dedesahogo (8) ubicada a la derecha del medidor de presión para la caja deempaque.
(Vea 5.0 para las instrucciones operacionales del acumulador).
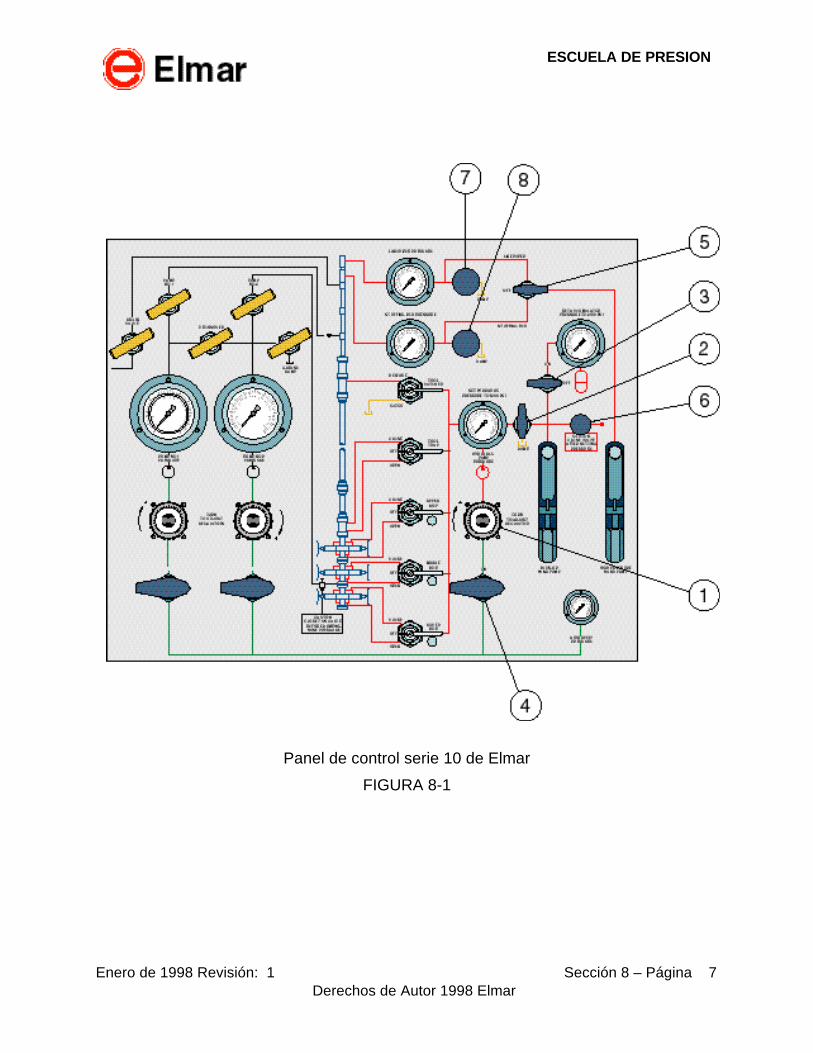
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 – Página 7 Derechos de Autor 1998 Elmar
Panel de control serie 10 de Elmar
FIGURA 8-1
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 – Página 8 Derechos de Autor 1998 Elmar
3.2 PROCEDIMIENTO PARA PRUEBA DE PRESION DEL CIRCUITOHIDRAULICO
Nota: Desenrolle totalmente las mangueras. No gire los carretes con presiónen las mangueras pues esto reduce la vida del O-Ring de sello.
CHEQUEO DEL SISTEMA HIDRAULICO (Refiérase al esquema del panel decontrol, Figura 8-1)
• Gire el regulador de aire (1) de la bomba hidráulica totalmente en sentidoopuesto a las manecillas del reloj.
• Cierre la válvula de desahogo hidráulico (2), ubicado a la derecha delmedidor de presión de la bomba hidráulica.
• Cierre la válvula de aislamiento del acumulador (3), ubicado al lado delmedidor de presión del acumulador.
• Ajuste la válvula de selección (5), ubicada en la parte superior derecha delpanel de control, al limpiador de línea.
• Chequee que todas las demás válvulas están en la posición apagado.
• Abra la válvula de medición para ajuste de la presión (6), ubicada justamenteencima de las dos bombas manuales.
• Prenda la válvula de abastecimiento de aire (4) a la bomba hidráulica.
• Gire el regulador de aire (1) de la bomba hidráulica en sentido de lasmanecillas del reloj hasta que la bomba hidráulica se detenga(aproximadamente 2,500 psi dependiendo de la presión del aire). Utilice labomba secundaria manual para incrementar la presión hasta 3,000 psi.
• Ajuste la válvula del sujetador de herramientas a “release” (suelte), la válvuladel atrapador de herramientas a “close” (cierre) y todos los controles delBOP a “close” (cerrado).
• Chequee por fugas detrás del panel, en los carretes y en los extremos de lasmangueras.
• Ajuste la válvula del sujetador de herramientas a “catch (sujete), la válvuladel atrapador de herramientas a “open” (abra) y todos los controles del BOPa “open” (abierto). Chequee por fugas.
• Apague la válvula de abastecimiento de aire (4) a la bomba hidráulica.
• Abra la válvula de desahogo (2), ubicada a la derecha del medidor depresión de la bomba hidráulica.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 – Página 9 Derechos de Autor 1998 Elmar
• Mueva las válvulas del BOP, atrapador de herramientas y sujetador deherramientas de abra a cierre y de agarre a suelte, para retirar cualquierpresión atrapada en las mangueras.
• Cierre la válvula de desahogo (2), ubicada a la derecha del medidor depresión de la bomba hidráulica.
(vea 5.1 para el chequeo del acumulador).
3.3 MANTENIMIENTO Y SERVICIO DE LA BOMBAS HIDRAULICAS
Un mantenimiento mínimo es requerido si:
1. El aire del motor de aire es mantenido limpio. Asegúrese que el filtro deaire es mantenido adecuadamente.
2. El fluido bombeado es limpio y libre de agua. Los filtros de la entrada de labomba deben ser removidos y limpiados cada año.
Cada año las bombas deben ser desensambladas y chequeadas por corrosión ydesgaste. El ensamblaje debe ser efectuado en una mesa de trabajo limpia ydebe tenerse cuidado de mantener limpios los componentes de la bomba. Laspartes de reemplazo y los conjuntos para reparación de las bombas seencuentran disponibles.
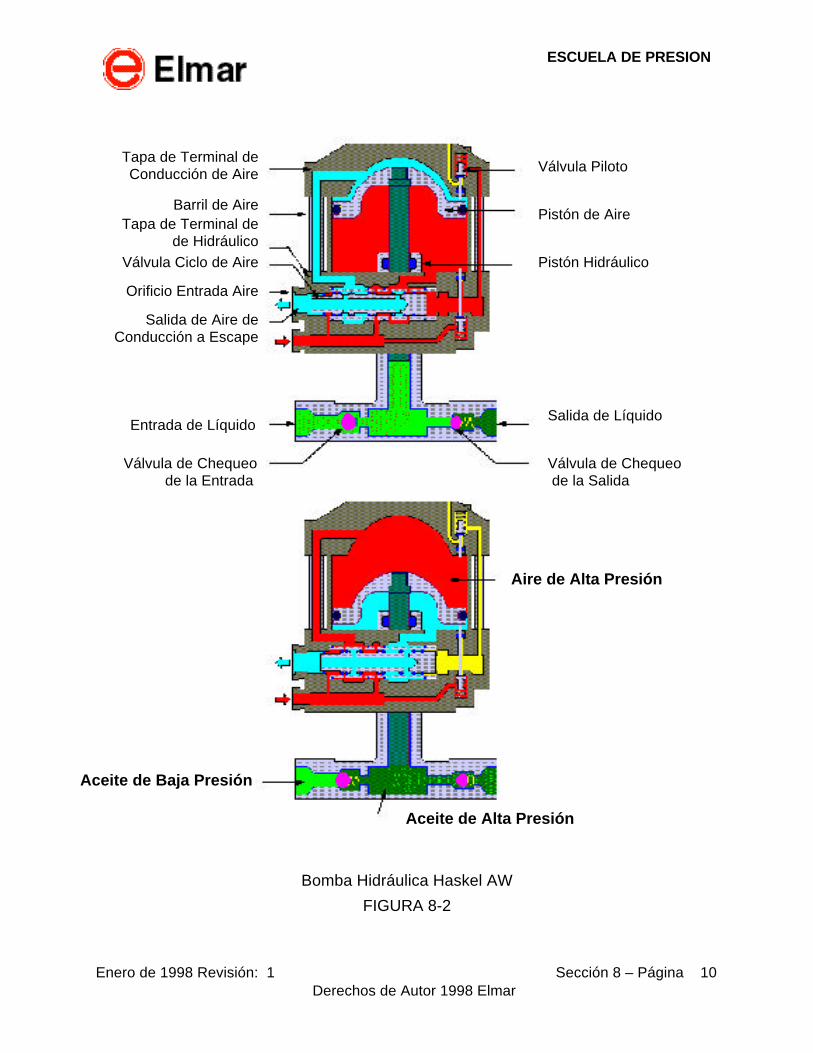
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 – Página 10 Derechos de Autor 1998 Elmar
Bomba Hidráulica Haskel AW
FIGURA 8-2
Válvula Piloto
Pistón de Aire
Pistón Hidráulico
Salida de Líquido
Válvula de Chequeo de la Salida
Aire de Alta Presión
Aceite de Alta Presión
Aceite de Baja Presión
Válvula de Chequeo de la Entrada
Entrada de Líquido
Tapa de Terminal deConducción de Aire
Barril de AireTapa de Terminal de
de HidráulicoVálvula Ciclo de Aire
Orificio Entrada Aire
Salida de Aire deConducción a Escape
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 11 Derechos de Autor 1998 Elmar
BOMBAS HASKEL AW PARA LIQUIDOS IMPULSADAS CON AIRE
Estas consisten de un pistón reductor de inercia, livianas, completas con unsello de O-Ring dentro de un contenedor de fibra de vidrio llenado con epoxy oun barril de aluminio con un recubrimiento duro.
El diámetro del pistón de aire es constante para cualquier serie de bombasimpulsadas por aire.
Cuando el aire comprimido es llevado al impulsor de aire, este fuerza el pistónhacia abajo en el viaje de compresión. El aire entonces impulsa el pistón deregreso al viaje de succión (excepto en el caso de bombas Serie M las cualestienen un resorte de retorno).
Al contrario de muchas bombas de la competencia, los lubricadores para laslíneas impulsadoras de aire no son requeridos ni deseados debido a lascaracterísticas inherentes de baja presión del diseño Haskel y la lubricacióndurante el ensamblaje.
Esto consiste de un carrete no balanceado, operado en piloto de peso ligeroque canaliza el aire contenido a cualquier lado del pistón, dependiendo de laposición de la válvula.
El pistón de aire actúa las válvulas piloto en la parte superior e inferior del viajedel pistón, alternativamente presurizando o desahogando el área grande en elextremo de la válvula del carrete, haciendo que este reciproque y controle elflujo de aire al pistón de aire para mantener el ciclo automático. El aire esdesahogado de la bomba a través de un silenciador para escape para del aire.
A diferencia de muchas bombas de la competencia, Haskel no utiliza encajescerrados de metal en su diseño. Esto elimina las fugas costosas de aire quepodrían de otra manera resultar en la condición de atascamiento en el carrete.
El pistón/eje hidráulico está directamente conectado al pistón de aire y suporción más baja está en la envoltura dentro del cuerpo hidráulico. Su diámetrodetermina la especificación de la bomba (para cualquier serie en particular) elcual a su vez determina el flujo de salida y la máxima capacidad de presión. Sufunción es inducir líquido en el cuerpo hidráulico a través de la válvula dechequeo de entrada y forzar el líquido fuera a través de la válvula de chequeode salida a una presión más alta.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 12 Derechos de Autor 1998 Elmar
Las válvulas de chequeo están cargadas con resortes como válvulas de noretorno las cuales controlan el paso del líquido dentro y fuera de la bomba.Cuando el pistón / eje hidráulico está en el viaje de succión, la entrada de laválvula de chequeo abre al máximo, el líquido es introducido dentro de labomba, mientras que la válvula de chequeo de salida es mantenida cerrada porsu resorte.
En el viaje de presión la válvula de chequeo de entrada es cerrada cuando elpistón / eje hidráulico fuerza el líquido afuera a través de la válvula de chequeode salida.
Un sello dinámico se circunda el pistón / eje hidráulico, y es una de las pocaspartes que se desgastan. Su función es contener el líquido bajo presión duranteel ciclo y prevenir fugas externas o fugas dentro del conducto de aire.Diferentes materiales de sello y configuraciones son utilizados, basados en lacompatibilidad de los líquidos a ser bombeados, la temperatura de operación yla especificación de presión.
NOTA: Con la mayoría de las bombas Haskel una parte para crear distanciapuede ser incorporada entre la sección de impulsión de aire y la secciónhidráulica, para una separación completa y una operación libre decontaminación.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 13 Derechos de Autor 1998 Elmar
3.4 ESPECIFICACIONES DE LA BOMBA HIDRAULICA SC10-500-1
Consumo de Aire: cuando operada de cero a 1,000 psi, el consumo de aire esaproximadamente 28 CFM de aire libre a una entrada de 100 psi. A presionesbajas de aire y presiones hidráulicas más altas (vea la tabla 2) el consumo deaire será reducido proporcionalmente a los promedios de flujo indicados.
Diámetro del pistón hidráulico: 1.1875 pulgadas
Area del pistón hidráulico: 1.107 pulgadas cuadradas
Volumen por viaje: 1.384 pulgadas cubicas
Presión de Aire - PSI 10 20 30 40 50 60 70 80 90 100Presión Hidráulica 145 330 525 700 925 1,100 1,300 1,500 1,700 1,900
Tabla 1: Promedios aproximados de aire a presión hidráulica bajo condicionesestáticas.
PresiónHidráulica
0 250 500 750 1000 1250 1500 1750 2000
60 561 403 336 278 180 0Presión de Aire 80 659 488 409 357 270 223 63 0
100 708 549 476 403 354 305 256 153 0
Tabla 2: promedio aproximado de descarga en pulgadas cubicas por minuto.
MANTENIMIENTO
• No exceda 150 psi como presión máxima para la entrada de aire.
• La lubricación del aire es requerida en la entrada de aire. Chequee que launidad contenga ya sea un Kilfrost L-880000, o un Gargoyle Turbine DTE #9 de aceite de peso ligero o equivalente. Vea la Sección 8-17 para lasprecauciones especiales en climas fríos / cálidos
• Chequee que el filtro de salida de aire no está bloqueado si la bomba rehusaa comenzar al desenroscarla. Cambie el filtro cada año.
• El pre-llenar la bomba inicialmente solamente puede efectuado si la presiónde salida de la bomba es cero. La válvula de la bomba debe estar abiertacuando se pre-llena la bomba inicialmente.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 14 Derechos de Autor 1998 Elmar
• Filtro de entrada. Este está ubicado en el tanque hidráulico y debe serremovido y limpiado cada año. El acceso al filtro es removiendo la láminasuperior del tanque hidráulico.
• Torque del perno del cilindro de aire (10-12 libras-pie). Si la cabeza de airees abierta debe tenerse un gran cuidado cuando se vuelva a ensamblar. Losocho pernos deben estar apretados de forma pareja - no los aprietedemasiado inicialmente. Los pernos deben ser asegurados ligeramenteprimero y después apretados en secuencia hasta que un torque uniformehaya sido aplicado a todos los ocho pernos alrededor de la cabeza de aire.
• No haga funcionar la bomba con un tanque hidráulico vacío.
3.5 INSTRUCCIONES PARA EL SERVICIO DE LA BOMBA HIDRAULICA SC -MODELO # 10-500-1
1. Para Desensamblar el Motor
Refiérase a la sección transversal de la bomba (Figura 8-3).
a) Retire los ocho pernos de 5/16“ que sujetan el cilindro de aire, entrela cabeza forjada y el extremo del cilindro de aire. Retire la cabezagolpeando levemente en el adaptador enroscado ya sea en losorificios de “aire adentro” o “aire fuera” con un martillo suave.
b) Retire el anillo de retención, objeto 7, del extremo inferior del pistónde aire, objeto 26, y retire el pistón hidráulico. El ensamblaje de laválvula piloto, L-834610 puede entonces ser empujado a través de laparte inferior del pistón de aire.
c) Retire el anillo de retención, objeto 10, del ensamblaje de la cabeza.Retire el ensamblaje de las rolineras, objeto 23, levantando opresionando fuera con la manilla de un martillo o herramienta similar.La válvula de actuación del pistón de aire (parte del objeto 20,ensamblaje de la válvula), también puede ser retirado en estemomento. El ensamblaje de las rolineras tiene un asiento moldeadode caucho y debe ser reemplazado si está desgastado o dañado. ElO-Ring, objeto 4 en el ensamblaje de las rolineras, el O-Ring, objeto14 en la parte superior de la válvula de actuación del pistón de aire, yel O-Ring en la cabeza del ensamblaje de la válvula piloto deben serreemplazados de una forma rutinaria mientras que la bomba es
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 15 Derechos de Autor 1998 Elmar
desensamblada pues estos son especialmente importantes para unrendimiento óptimo.
* (Este O-Ring es parte L-834216, vea el ensamblaje de la válvulapiloto L-834610).
d) La cabeza tiene un protector de caucho, objeto 19, introducido en laporción superior del cuerpo. Este actúa como un sello de aire ytambién como un resguardo para la válvula de actuación del pistón deaire. Si desgastado o dañado, este debe ser reemplazado.
Nota: Cuando desgastada o dañada la válvula de actuación delpistón de aire y la camisa en la cual este opera son suministradoscomo un ensamblaje de válvula, parte L-834340 (vea la lista departes). La camisa puede ser retirada de la cabeza preformada pormedio de un tensionador interno agarrando las ranuras en la camisa,instale un nuevo conjunto de O-Ring, parte L-834090, objeto 12, (4son requeridos e incluidos con el ensamblaje de la válvula cuando seordena como una parte de reemplazo). También cubra los O-Ring yel diámetro externo de la camisa con vaselina u otro lubricanteadecuado para evitar posible daño a los O-Ring cuando se instala lanueva camisa.
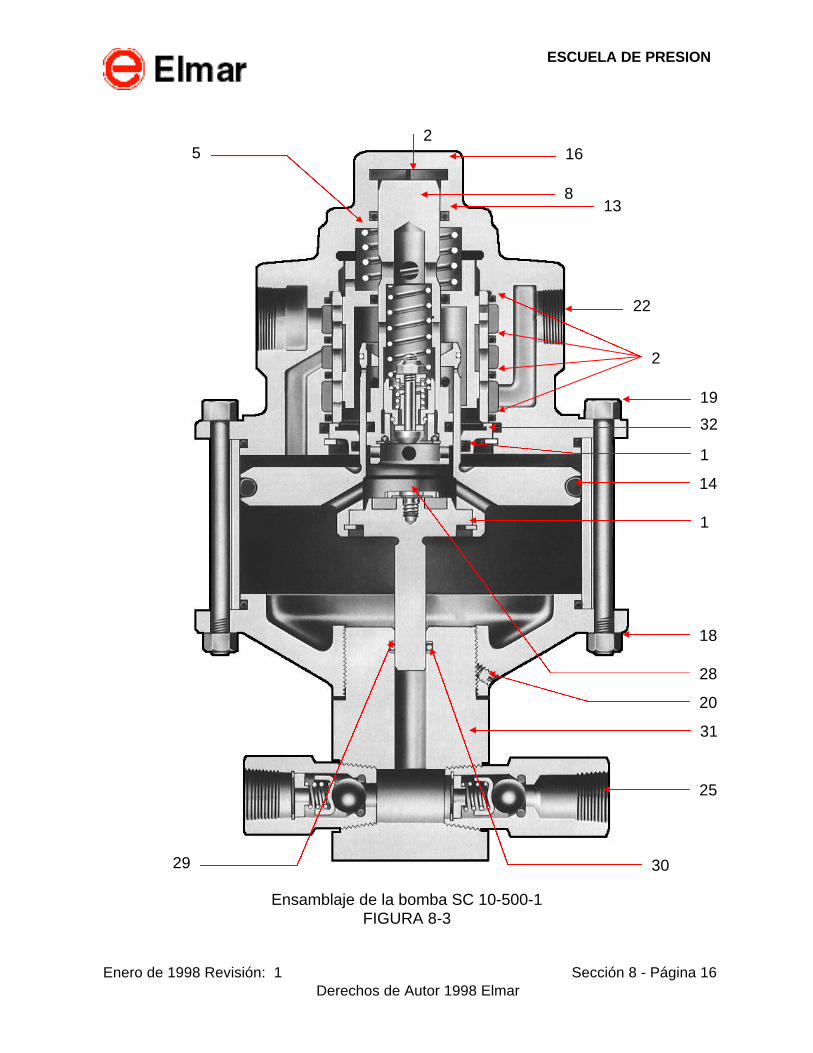
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 16 Derechos de Autor 1998 Elmar
Ensamblaje de la bomba SC 10-500-1FIGURA 8-3
2
8
16
13
2
22
19
32
14
1
1
18
28
31
25
30
20
29
5
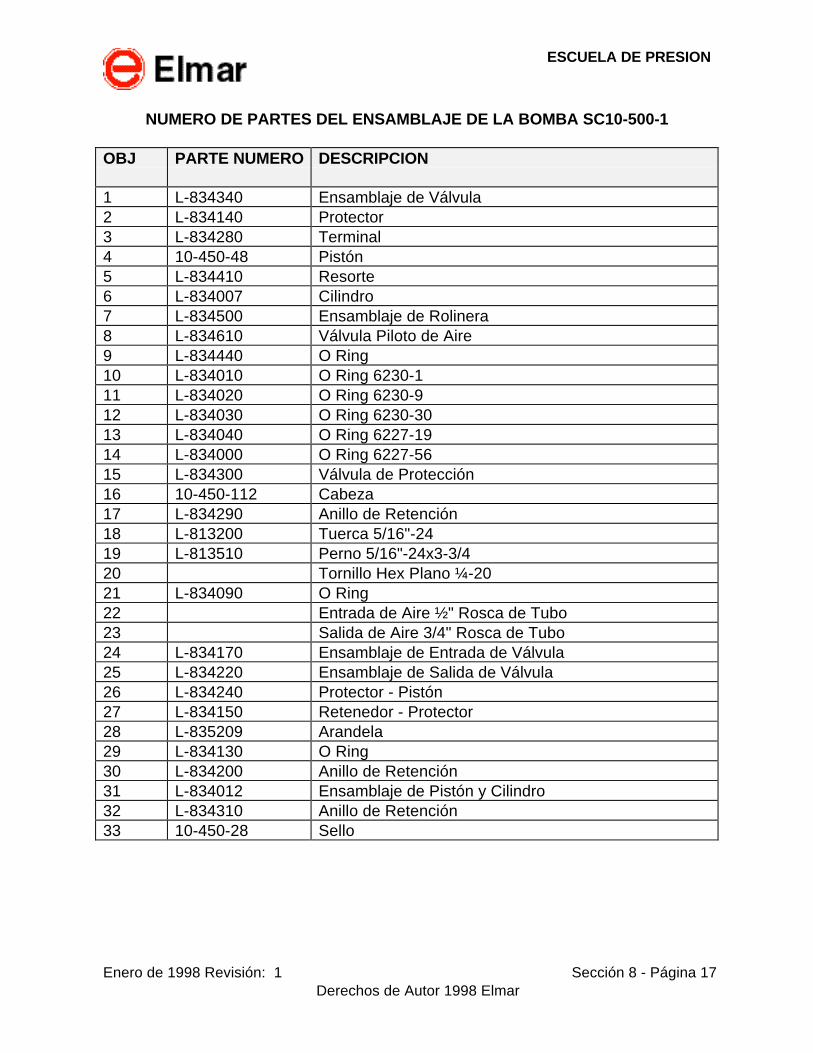
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 17 Derechos de Autor 1998 Elmar
NUMERO DE PARTES DEL ENSAMBLAJE DE LA BOMBA SC10-500-1
OBJ PARTE NUMERO DESCRIPCION
1 L-834340 Ensamblaje de Válvula2 L-834140 Protector3 L-834280 Terminal4 10-450-48 Pistón5 L-834410 Resorte6 L-834007 Cilindro7 L-834500 Ensamblaje de Rolinera8 L-834610 Válvula Piloto de Aire9 L-834440 O Ring10 L-834010 O Ring 6230-111 L-834020 O Ring 6230-912 L-834030 O Ring 6230-3013 L-834040 O Ring 6227-1914 L-834000 O Ring 6227-5615 L-834300 Válvula de Protección16 10-450-112 Cabeza17 L-834290 Anillo de Retención18 L-813200 Tuerca 5/16"-2419 L-813510 Perno 5/16"-24x3-3/420 Tornillo Hex Plano ¼-2021 L-834090 O Ring22 Entrada de Aire ½" Rosca de Tubo23 Salida de Aire 3/4" Rosca de Tubo24 L-834170 Ensamblaje de Entrada de Válvula25 L-834220 Ensamblaje de Salida de Válvula26 L-834240 Protector - Pistón27 L-834150 Retenedor - Protector28 L-835209 Arandela29 L-834130 O Ring30 L-834200 Anillo de Retención31 L-834012 Ensamblaje de Pistón y Cilindro32 L-834310 Anillo de Retención33 10-450-28 Sello
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 18 Derechos de Autor 1998 Elmar
2. Reparación del Ensamblaje de Válvula Piloto (Figura 8-4)
El ensamblaje de la válvula piloto, L-834610, tiene un ensamblaje dechequeo de aire, parte L-834250, ubicado en el extremo inferior. Retire elanillo de retención, parte L-834420, el cual asegura el asiento de laválvula, parte L-834550, en su lugar y retire el asiento de la válvula conuna llave de expansión. El ensamblaje de chequeo de aire y el resorte,parte L-834620, entonces caerán fuera y pueden ser inspeccionados pordesgaste o daño. Reemplace los resorte y las partes desgastadas cuandosea requerido. Cuando instale el resorte, parte L-834600, en elensamblaje de chequeo de aire, el ensamblaje debe ser enroscado juntohasta que las partes componentes sean encerradas justamente apretadassin viaje en el ensamblaje de los pernos y entonces la tuerca debe serregresada una vuelta completa para un ajuste adecuado. Cuando el ajustedel ensamblaje haya sido efectuado adecuadamente, la válvula abriráaproximadamente 1/36“ cuando el ensamblaje del perno es oprimido paraabrir la válvula. Dañe las roscas en un extremo del perno después decompletar el ensamblaje para asegurar que la tuerca auto asegurada seamantenida en su posición adecuada.
Nota: El diámetro externo e interno del eje del pistón de aire, objeto 4, nodebe tener desgastes, fisuras, golpes, daños pues este debe efectuar unsello perfecto al contacto de los O-Ring. Aunque la bomba corra en otrascondiciones, no será obtenido rendimiento satisfactorio cuando una fugade aire ocurra entre el eje del pistón y los O-Ring. El O-Ring, objeto 14,puede también inspeccionarse en este momento. Reemplácelo si esnecesario.
3. Para Reemplazar el Empaque del Cilindro Hidráulico
No es necesario desmantelar el motor de aire. Proceda como sigue:desconecte las líneas de abastecimiento de aire, retire el escape si esnecesario y suelte el tornillo hexagonal en el extremo del cilindro de aire,objeto 20. Desenrosque el motor de aire del cilindro hidráulico. El pistónhidráulico es removido con el motor de aire, permitiendo un reemplazoconveniente del empaque del cilindro hidráulico. Reemplace los anillos deretención y los O-Ring. La lista de partes le da el tamaño y tipo deempaque requerido y cuando instale los nuevos empaques, asegúrese quelos anillos de retención son puestos adecuadamente en su lugar. Si estosson dañados, o no instalados adecuadamente, los O-Rings funcionan mal,resultando en pérdida de presión y falla del empaque. Cuando reemplaceel motor de aire, instale un nuevo empaque de sello, # 10-450-28, objeto33, y asegúrese que el pistón hidráulico está bien alineado antes deenroscar el motor de aire en posición. Apriete el motor del aire seguro ytambién el tornillo hexagonal, objeto 20, en el extremo del cilindro de aire.
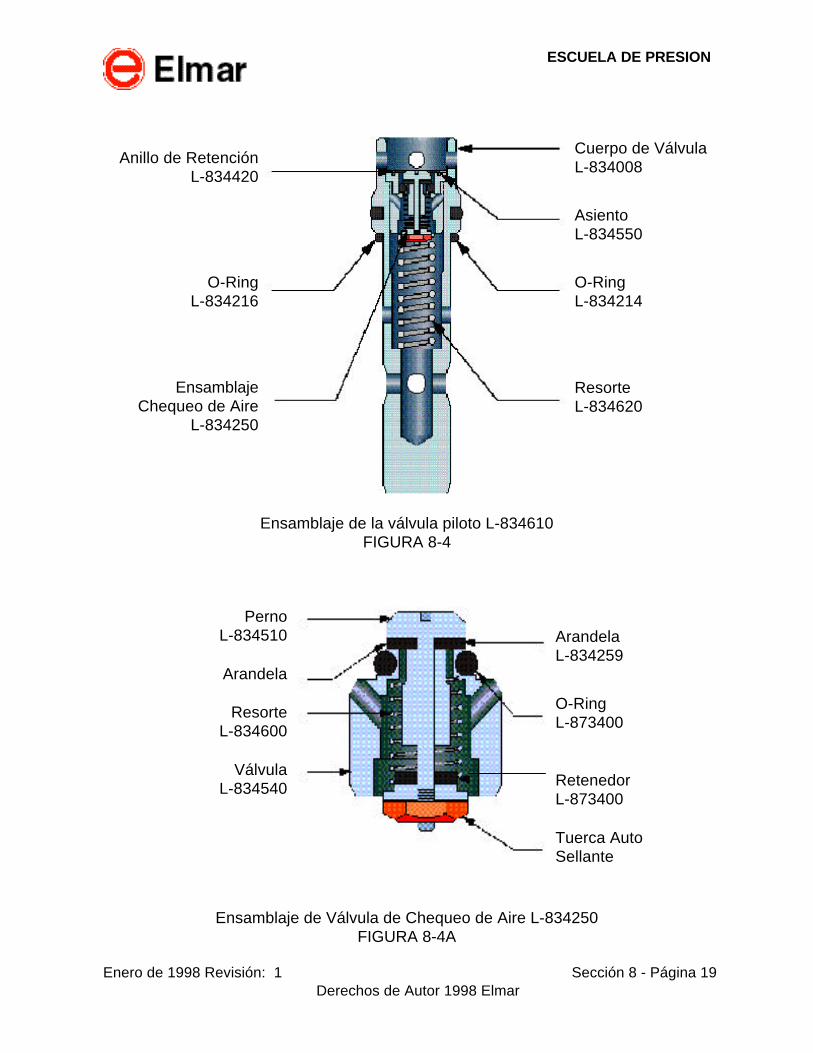
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 19 Derechos de Autor 1998 Elmar
Ensamblaje de la válvula piloto L-834610FIGURA 8-4
Ensamblaje de Válvula de Chequeo de Aire L-834250FIGURA 8-4A
Cuerpo de VálvulaL-834008
AsientoL-834550
O-RingL-834214
ResorteL-834620
Anillo de RetenciónL-834420
O-RingL-834216
EnsamblajeChequeo de Aire
L-834250
ArandelaL-834259
O-RingL-873400
RetenedorL-873400
Tuerca AutoSellante
ResorteL-834600
Arandela
PernoL-834510
VálvulaL-834540
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 20 Derechos de Autor 1998 Elmar
4. El pistón Hidráulico
El pistón hidráulico tiene un protector de caucho, parte L-834240, en sucabeza. Si es requerido su reemplazo retire el retenedor, parte L-834150,con una llave de expansión e instale un nuevo protector de caucho yarandela, parte L-835209. Aplique sellante tipo Loctite a las roscas delretenedor cuando las reemplace y apriételo con seguridad, pero no excedaun torque de 4 libras por pie.
Nota: El eje del pistón es niquelado con cromo y pulido a una toleranciamuy exacta con el cilindro hidráulico. Si este demuestra indicaciones dedesgaste o fisuras (generalmente debido a objetos extraños presentes enel fluido hidráulico), el pistón hidráulico completo y el cilindro, parte L-834012, debe ser regresado a Elmar para reparaciones o reemplazo comosea requerido.
5. Reparación o Reemplazo de las Válvulas de Chequeo Hidráulico(Objetos 24 y 25)
Estas válvulas no deben dar ningún problema a no ser que objetosextraños tales como suciedad o basura se encuentren presentes en elabastecimiento de fluido. Si se presenta una fuga, retire las válvulas dechequeo del cilindro hidráulico. Retire el O-Ring y reemplácelo con unonuevo. Inspeccione el asiento de la bola en la válvula mientras es retiradoel O-Ring. Si este enseña cualquier indicación de desgaste o daño, elensamblaje completo de la válvula debe ser reemplazado. Refiérase a lalista de partes por los números de partes y las referencias de las válvulas.
Nota: Existen diversos modelos de bombas. Cuando ordene las partes,especifique el número de parte, el modelo de la bomba y el número deserie.
6. Cuando las operaciones descritas en los párrafos 1 a 5 inclusive han sidoterminadas, la unidad entera ha sido desmantelada y todas las partesinspeccionadas por desgaste o daños. Es especialmente importante quetodas las partes que operan con O-Ring o empaques estén libres defisuras, protuberancias o cualquier otro defecto que pueda ocasionar undesgaste rápido excesivo de los O-Rings y de los empaques, debido a quelas fugas se presentaran casi inmediatamente bajo estas condiciones y noserá obtenido un rendimiento satisfactorio.
7. Volviendo a Ensamblar la Bomba
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 21 Derechos de Autor 1998 Elmar
Invierta el procedimiento utilizado para desmantelarla, asegurándose quetodos los anillos de retención son ubicados adecuadamente y que ningúnO-Ring sea dañado durante el ensamblaje.
Importante: cuando vuelva a ensamblar el motor de aire asegúrese que elcilindro de aire, parte L-834007, queda en su posición adecuada contra lasbridas de la cabeza de la bomba y el extremo del cilindro de aire antes deapretar los pernos que sujetan el motor de aire junto. Utilice un martillosuave para ubicar las bridas apretadas contra los extremos del cilindro deaire antes de apretar los pernos. Fallas en efectuar esto resulta en unasobretensión en los pernos inicialmente y cuando los pernos del ladoopuesto sean apretados esto puede ocasionar que se rompan los pernos osean dañados cuando el ensamblaje es llevado hacia abajo a su posición.Los pernos deben estar levemente asegurados primero, después llevadosa su posición en secuencia hasta que haya sido aplicado un torqueuniforme a todos los pernos alrededor del perímetro de la bomba (10-12libras-pie).
8. La Bomba No Está Trabajando Adecuadamente
Si por cualquier razón la bomba no trabaja adecuadamente, observe poralguna de las siguientes causas:
a) Si la bomba aparenta tener un viaje corto o funciona demasiadorápido sin bombear adecuadamente, esto generalmente indica que elensamblaje de chequeo de aire no está trabajando como debería (veael párrafo 2 para el procedimiento correctivo).
b) La pérdida de presión puede ser ocasionada por una o dos razones,las válvulas de chequeo hidráulico han desarrollado una condición defuga o el fluido hidráulico está escapando a través del empaque delcilindro hidráulico (vea los párrafos 3, 4 y 5 para las instrucciones dereparación). También chequee la presión del aire en la entrada de labomba si la presión hidráulica oscila.
c) Si la bomba comienza a funcionar erráticamente y de con golpeteosdespués de un periodo de tiempo, esto es generalmente unaindicación de atascamiento en el pistón hidráulico y en el ensamblajedel cilindro (vea los párrafos 1 y 3 para las instrucciones dedesensamblaje). Esto es generalmente ocasionado por objetosextraños en el abastecimiento de fluido tales como alcalinos, sucio,mugre o químicas que no tienen suficientes características delubricación. Si el pistón hidráulico y el cilindro no han sido dañados,
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 22 Derechos de Autor 1998 Elmar
una limpieza completa normalmente regresa la bomba a su operaciónnormal.
d) Para un máximo volumen de flujo, asegúrese que suficiente flujo deaire es suministrado a la bomba. Conectando una tubería de untamaño más pequeño que el orificio de entrada de aire de la bomba(1/2“) no permitirá que la bomba trabaje a su capacidad especificadacompleta. Las largas longitudes o tamaños relativamente pequeñosde las tuberías de aire a la bomba ocasionan el mismo efecto.
e) Si una cantidad excesiva de aceite o agua está pasando a través dela salida de la bomba de aire, chequee lo siguiente:
1. La unidad de lubricación en el abastecimiento de aire estáentregando demasiado aceite. Ajuste a cerca de una gota deaceite por cada 20 viajes de la bomba.
2. La unidad de filtración en el abastecimiento de aire no estáfuncionando adecuadamente. La tasa debe ser limpiadaperiódicamente para asegurarse una entrega de aire limpio a labomba.
3. El fluido hidráulico que es bombeado (aceite o agua) puede estarfugando a través de los empaques del cilindro hidráulico dentrodel motor de aire (vea el párrafo 3 para los procedimientoscorrectivos).
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 23 Derechos de Autor 1998 Elmar
4.0 CHEQUEO DE LA BOMBA MANUAL SECUNDARIA
• Ubique las válvulas del BOP y atrapador de herramientas en “off” (apagado)y la válvula del sujetador de herramientas a “catch” (agarre).
• Cierre las tres válvulas de desahogo del sistema hidráulico.
• Apague (off) la válvula de aislamiento del acumulador, ubicada al lado delmedidor de presión del acumulador.
• Introduzca la manilla de la bomba dentro de la bomba manual secundaria yaplique presión hasta 3,000 psi. Chequee por fugas.
• Abra la válvula de desahogo, ubicada al lado derecho del medidor depresión de la bomba hidráulica, para desahogar la presión.
• Cierre la válvula de desahogo.
Vea la Figura 8-5 para los detalles de la bomba.
4.1 CHEQUEO DE LA BOMBA MANUAL DE ALTA PRESION
• Cierre la válvula de desahogo de la caja de empaque, ubicada a la derechadel medidor de presión de la caja de empaque.
• Ubique la válvula selectora, ubicada en la parte superior derecha del panelde control, en “stuffing box” (caja de empaque).
• Introduzca la manilla de la bomba dentro de la bomba manual de alta presióny presurice hasta 10,000 psi. Chequee por fugas.
• Desahogue la presión abriendo la válvula de desahogo de la caja deempaque, ubicada a la derecha del medidor de presión de la caja deempaque.
• Cierre la válvula de desahogo.
Vea la Figura 8-6 para los detalles de la bomba.
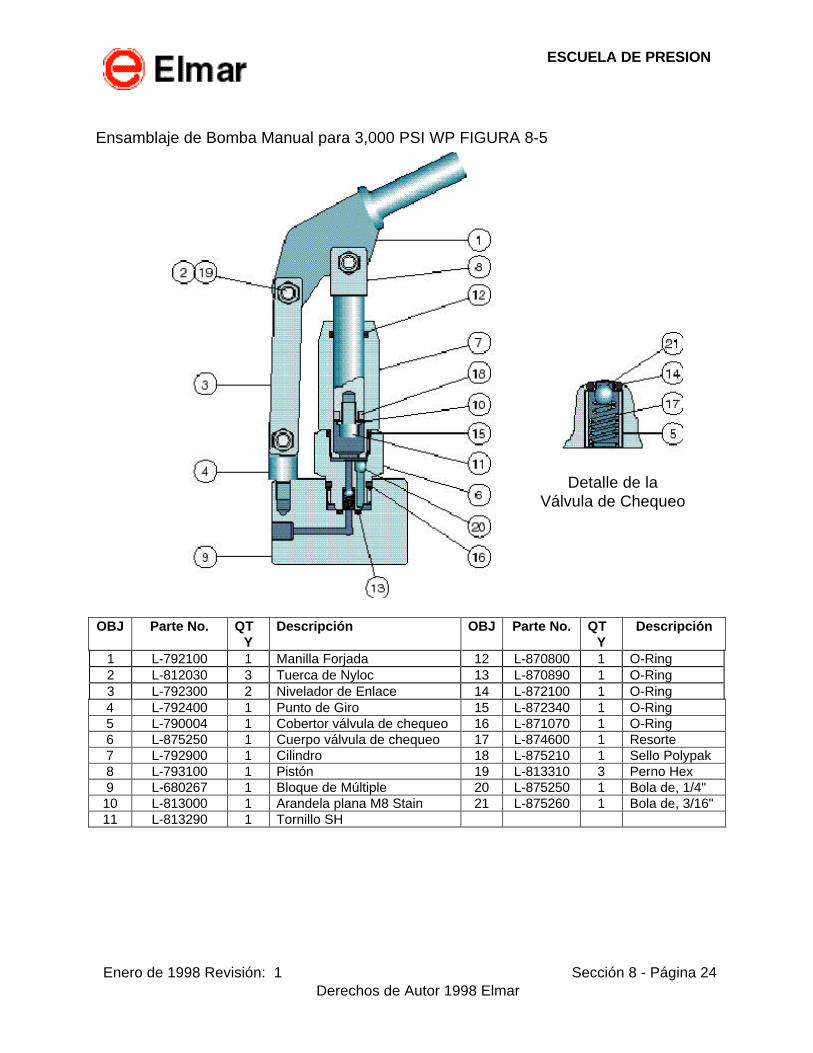
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 24 Derechos de Autor 1998 Elmar
Ensamblaje de Bomba Manual para 3,000 PSI WP FIGURA 8-5
OBJ Parte No. QTY
Descripción OBJ Parte No. QTY
Descripción
1 L-792100 1 Manilla Forjada 12 L-870800 1 O-Ring2 L-812030 3 Tuerca de Nyloc 13 L-870890 1 O-Ring3 L-792300 2 Nivelador de Enlace 14 L-872100 1 O-Ring4 L-792400 1 Punto de Giro 15 L-872340 1 O-Ring5 L-790004 1 Cobertor válvula de chequeo 16 L-871070 1 O-Ring6 L-875250 1 Cuerpo válvula de chequeo 17 L-874600 1 Resorte7 L-792900 1 Cilindro 18 L-875210 1 Sello Polypak8 L-793100 1 Pistón 19 L-813310 3 Perno Hex9 L-680267 1 Bloque de Múltiple 20 L-875250 1 Bola de, 1/4"10 L-813000 1 Arandela plana M8 Stain 21 L-875260 1 Bola de, 3/16"11 L-813290 1 Tornillo SH
Detalle de laVálvula de Chequeo
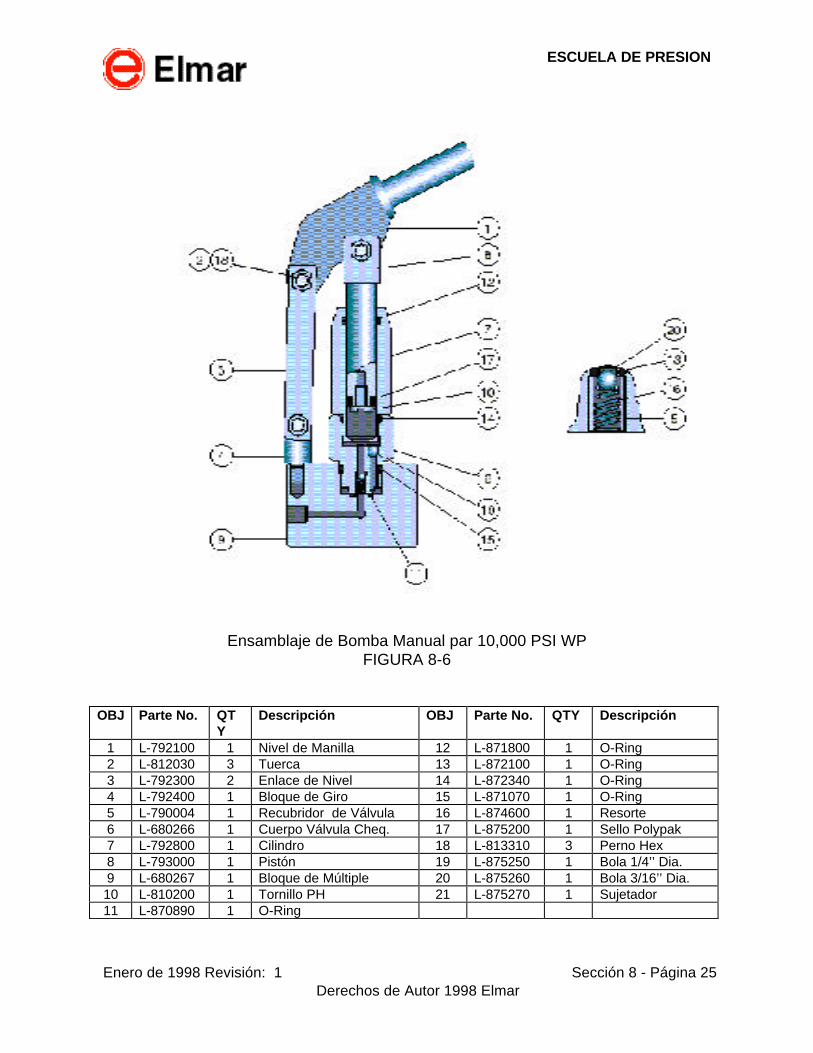
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 25 Derechos de Autor 1998 Elmar
Ensamblaje de Bomba Manual par 10,000 PSI WPFIGURA 8-6
OBJ Parte No. QTY
Descripción OBJ Parte No. QTY Descripción
1 L-792100 1 Nivel de Manilla 12 L-871800 1 O-Ring2 L-812030 3 Tuerca 13 L-872100 1 O-Ring3 L-792300 2 Enlace de Nivel 14 L-872340 1 O-Ring4 L-792400 1 Bloque de Giro 15 L-871070 1 O-Ring5 L-790004 1 Recubridor de Válvula 16 L-874600 1 Resorte6 L-680266 1 Cuerpo Válvula Cheq. 17 L-875200 1 Sello Polypak7 L-792800 1 Cilindro 18 L-813310 3 Perno Hex8 L-793000 1 Pistón 19 L-875250 1 Bola 1/4’’ Dia.9 L-680267 1 Bloque de Múltiple 20 L-875260 1 Bola 3/16’’ Dia.10 L-810200 1 Tornillo PH 21 L-875270 1 Sujetador11 L-870890 1 O-Ring
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 26 Derechos de Autor 1998 Elmar
5.0 ACUMULADOR HIDRAULICO (Vea la Figura 8-7 y 8-7a).
El acumulador hidroneumático utilizado en los módulos hidráulicos de Elmar esuna cámara para el almacenamiento de fluido a presión, conectado dentro de uncircuito hidráulico por un orificio sencillo de entrada - salida.
La función principal del acumulador es almacenar bajo presión el fluido delcircuito. La energía potencial del fluido es convertida en trabajo utilizando lafuerza dinámica proporcionada desde el acumulador por medio de la vejigapresurizada de gas.
Un acumulador hidroneumático entrega la potencia del fluido almacenado alcircuito como una potencia secundaria a la salida de la bomba.
Las características principales de construcción del acumulador utilizado porElmar son:
Tapa de protección - Protege el ensamblaje de la válvula de gas de altapresión.
Válvula de precarga de no retorno - el ensamblaje de la válvula para el gas dealta presión está protegido con un O-Ring en la tapa de sello.
Placa de notificación – la máxima presión de trabajo (generalmente 3,000 psi),la capacidad (generalmente 2-1/2 a 5 galones) y el fabricante.
Válvula tipo aleta - válvula de hierro forjado, cargada con resorte. Previene laextrusión de la bolsa del separador a través del orificio de fluido.
Válvula de desahogo - para controlar el escape del fluido o gas.
Orificio de entrada / salida - proporciona la máxima área para no restringir elflujo.
Anillo contra extrusión - proporciona un contorno suave para prevenir daños ala vejiga.
Vejiga - totalmente encerrada para una separación positiva.
Envoltura de acero - sin soldaduras, empalmes o uniones, tratadas paraprevenir la corrosión.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 27 Derechos de Autor 1998 Elmar
CARACTERISTICAS DE SEGURIDAD
1. Si la presión de prueba de la envoltura va a ser excedida, la boca de laenvoltura se expande, permitiendo que el sello del O-Ring salga haciaafuera con una pérdida inmediata de presión. La extrusión ocurre muchoantes que explote la presión.
2. La válvula aleta asegura que el acumulador no pueda ser desensambladosin primero desahogar la presión del gas.
Los acumuladores suministrados en las unidades de Elmar son normalmenteprecargados de 900 a 1,000 psi. La presión de precarga nunca debe estar pordebajo del 20% de la máxima presión de trabajo. Para saber la presión deprecarga siga estos dos pasos:
1. Apague el regulador de agua.
2. Cierre la bomba hidráulica.
3. Abra la válvula ON/OFF (prender/apagar) del acumulador.
4. Prenda el aire y aumente el regulador. (El sistema hidráulico y la presióndel regulador incrementan pero la bomba no tendrá un recorrido (viaje)continuo - ningún fluido es bombeado dentro del acumulador).
5. Continúe incrementando el regulador hasta que la bomba tenga unrecorrido continuo. Esta es la presión de precarga. La presión deprecarga ahora ha sido sobrepasada y el fluido es bombeado dentro delacumulador.
5.1 OPERACION DEL ACUMULADOR
Para cargar el acumulador (refiérase a la Figura 8-1):
• Gire el regulador de aire de la bomba hidráulica (1) totalmente en sentidoopuesto a las manecillas del reloj.
• Cierre la válvula de desahogo (2), ubicado a la derecha del medidor depresión de la bomba hidráulica.
• Prenda la válvula ON/OFF (PRENDIDA/APAGADA) de aire de la bombahidráulica (4).
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 28 Derechos de Autor 1998 Elmar
• Ajuste el regulador de la bomba hidráulica en sentido de las manecillas delreloj hasta que el medidor de presión del sistema hidráulico indique 2,000psi.
• Prenda la válvula de aislamiento del acumulador (3), ubicada al lado delmedidor de presión del acumulador. La bomba hará recorridos por variosminutos hasta que el medidor de presión del acumulador indique 2,000 psi.
• Apague la válvula de aislamiento del acumulador, ubicada al lado delmedidor de presión del acumulador.
• Apague la válvula ON/OFF (PRENDIDA/APAGADA) de aire de la bombahidráulica.
• Abra la válvula de desahogo, ubicada a la derecha del medidor de presiónde la bomba hidráulica.
Para operar las funciones hidráulicas utilizando el acumulador:
• Cierre la válvula de desahogo (2), ubicada a la derecha del medidor depresión de la bomba hidráulica.
• Prenda la válvula de aislamiento del acumulador (3) ubicada al lado delmedidor de presión del acumulador. Todas las funciones hidráulicas ahorapueden ser operadas colocando las válvulas respectivas en las posicionesrequeridas.
• La presión del acumulador puede ahora ser desahogada girando la válvulade aislamiento del acumulador, ubicada al lado del medidor de presión delacumulador y abriendo la válvula de desahogo, ubicada a la derecha delmedidor de presión de la bomba hidráulica. El acumulador debe serdesahogado después de cada trabajo.
5.2 CHEQUEO DEL ACUMULADOR (Refiérase a la Figura 8-1)
• Prenda la válvula de aislamiento del acumulador (3), ubicada al lado delmedidor de presión del acumulador.
• Prenda la válvula de suministro de aire (4) a la bomba hidráulica. Ajuste elregulador (1) para un bombeo hidráulico máximo de 3,000 psi.
• Chequee por fugas.
• Desahogue la presión del acumulador, utilizando la válvula de desahogo (2)ubicada a la derecha del medidor de presión de la bomba hidráulica.
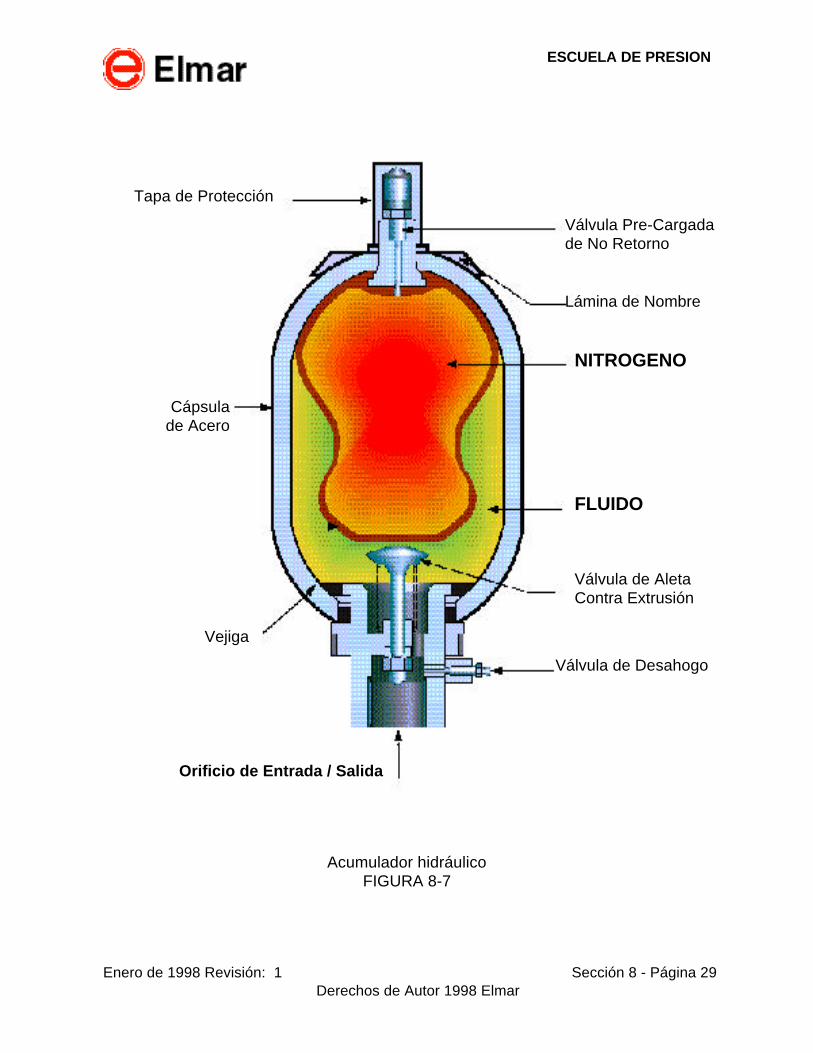
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 29 Derechos de Autor 1998 Elmar
Acumulador hidráulicoFIGURA 8-7
Válvula Pre-Cargadade No Retorno
Lámina de Nombre
NITROGENO
FLUIDO
Válvula de AletaContra Extrusión
Válvula de Desahogo
Tapa de Protección
Cápsulade Acero
Vejiga
Orificio de Entrada / Salida
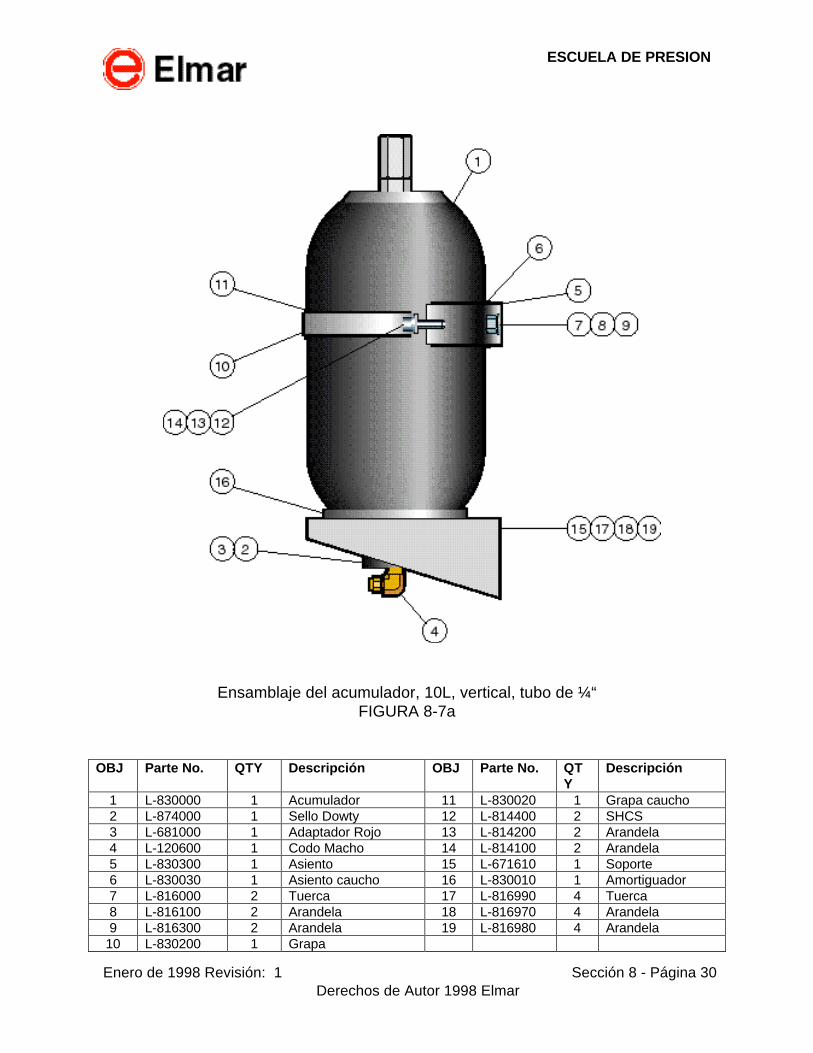
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 30 Derechos de Autor 1998 Elmar
Ensamblaje del acumulador, 10L, vertical, tubo de ¼“FIGURA 8-7a
OBJ Parte No. QTY Descripción OBJ Parte No. QTY
Descripción
1 L-830000 1 Acumulador 11 L-830020 1 Grapa caucho2 L-874000 1 Sello Dowty 12 L-814400 2 SHCS3 L-681000 1 Adaptador Rojo 13 L-814200 2 Arandela4 L-120600 1 Codo Macho 14 L-814100 2 Arandela5 L-830300 1 Asiento 15 L-671610 1 Soporte6 L-830030 1 Asiento caucho 16 L-830010 1 Amortiguador7 L-816000 2 Tuerca 17 L-816990 4 Tuerca8 L-816100 2 Arandela 18 L-816970 4 Arandela9 L-816300 2 Arandela 19 L-816980 4 Arandela
10 L-830200 1 Grapa

ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 31 Derechos de Autor 1998 Elmar
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 32 Derechos de Autor 1998 Elmar
6.0 OPERACION DEL CIRCUITO DE GRASA
El siguiente procedimiento es para el circuito número uno. Para operar elcircuito número 2, siga el mismo procedimiento utilizando las válvulascorrespondientes para el circuito número 2 (refiérase a la Figura 8-1).
• Prenda el regulador para la bomba # 1 totalmente en sentido opuesto a lasmanecillas del reloj.
• Prenda la bomba # 1.
• Gire el regulador de la bomba # 1 en sentido de las manecillas del relojhasta que el medidor de presión de la bomba # 1 indique la presión deinyección de grasa deseada.
• Abra la válvula de suministro de grasa, ubicada directamente por encima delmedidor de presión de la bomba # 1.
• Para detener la inyección de grasa, apague la válvula de suministro de airede la bomba # 1.
• Desahogue la presión de grasa abriendo la válvula de cruce y la válvula dedesahogo, ambas están ubicadas encima de la bomba del medidor depresión de la bomba # 2.
Precaución: No desahogue la presión del lubricador utilizando la válvula dedesahogo de la grasa. Siempre utilice la válvula proporcionada para el drenaje.
Para operar la línea de inyección # 2 utilizando la bomba # 1
• Ajuste la bomba # 1 a la presión de inyección deseada.
• Cierre la válvula de suministro de grasa # 1, ubicada directamente encimadel medidor de presión de la bomba # 1.
• Abra la válvula de cruce
• Abra la válvula de suministro de grasa # 2, ubicada directamente encima delmedidor de presión de la bomba # 2.
Para operar la línea de inyección # 1 utilizando la bomba # 2
• Ajuste la bomba # 2 a la presión de inyección deseada.
• Cierre la válvula de suministro de grasa # 2, ubicada directamente encimadel medidor de presión de la bomba # 2.
• Abra la válvula de cruce
• Abra la válvula de suministro de grasa # 1, ubicada directamente encima delmedidor de presión de la bomba # 1.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 33 Derechos de Autor 1998 Elmar
6.1 PROCEDIMIENTO PARA PRUEBA DE PRESION DEL CIRCUITO DE GRASA
NOTA: Desenrolle completamente todas las mangueras. No gire los carretesmientras exista presión en las mangueras. Esto disminuirá la vida útil del O-Ring.
6.2 CHEQUEO DEL SISTEMA DE INYECCION DE GRASA
• Desenrolle totalmente las mangueras de grasa y ponga los tapones ciegos.
• Gire los reguladores de aire de la bomba de grasa totalmente en sentidoopuesto a las manecillas del reloj.
• Cierre todas las válvulas de grasa.
• Prenda la válvula de abastecimiento de aire de la bomba # 1.
• Abra la válvula de abastecimiento de grasa, ubicada directamente encimadel medidor de presión de la bomba # 1.
• Gire el regulador de aire de la bomba # 1 en sentido de las manecillas delreloj. La bomba comenzará su recorrido a medida que presuriza la línea deinyección de grasa. Siga ajustando hasta que lea 10,000 psi en el medidor.Chequee por fugas detrás del panel, en el centro de los carretes de lasmangueras y en el extremo de las mangueras.
• Si la válvula de suministro de aire está apagada, la presión caerá lentamentehasta que la válvula de chequeo cierre.
• Abra la válvula de cruce, ubicada encima de los dos medidores de presión;la presión ahora debe ser registrada en el medidor de presión de la bomba #2.
• Abra la válvula de suministro de grasa ubicada directamente encima delmedidor de presión de la bomba # 2. Chequee por fugas.
• Cierre la válvula de suministro de aire de la bomba # 1.
• Abra la válvula de suministro de aire de la bomba # 2.
• Gire el regulador de aire de la bomba # 2 en sentido de las manecillas delreloj. Mantenga ajustando hasta que la presión en el medidor alcance10,000 psi. Chequee por fugas.
• Cierre la válvula de abastecimiento de aire de la bomba # 2
• Abra la válvula de desahogo de grasa para desahogar la presión.
• El flujo y presión de la bomba pueden ser chequeados con un probador parael flujo de la bomba de grasa de Elmar. Parte No. L-690207.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 34 Derechos de Autor 1998 Elmar
6.3 CHEQUEO DE LA LINEA DE DRENAJE
• Desconecte la manguera de drenaje y una manguera de inyección de grasa
• Conecte la manguera de drenaje a la manguera de inyección.
• Abra la válvula de drenaje de grasa, ubicada en el lado izquierdo del panelde control.
• Bombee grasa a través de la manguera de drenaje hasta que la grasa salgaen el punto de drenaje. Utilice una manguera para dirigir los fluidosdesechados a un punto conveniente de desecho.
• Cierre la válvula del drenaje de grasa, bombee hasta 10,000 psi y chequeepor fugas.
• Cierre la válvula de suministro de aire y abra la válvula de desahogo de lagrasa.
• Si es posible pruebe la línea de drenaje con agua para evitar llenarla conaceite pesado.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 35 Derechos de Autor 1998 Elmar
7.0 MANTENIMIENTO Y SERVICIO DE LAS BOMBAS WIWA 175:1
EL SISTEMA
La bomba de alta presión (Figura 8-8), la cual consiste de un conductor de airerecíproco (motor de aire, Figura 8-9) y una bomba de fluido (terminal de fluido,figuras 8-10, 8-11) conforman el punto central del sistema. Un control variableinfinito del motor de aire y en consecuencia una velocidad de desplazamiento(ciclo) de la bomba de fluido es obtenido utilizando una válvula reductora depresión (regulador de aire), que gobierna la salida del fluido y la presión decaída.
La especificación de presión (promedio de la bomba) de una bomba de altapresión es igual a la relación del área del pistón del motor de aire contra el áreadel pistón de desplazamiento en el extremo del fluido. (Note que la relación delas áreas es igual al cuadrado de la relación del diámetro externo). La presiónde la salida del fluido es igual a la presión del aire comprimido suministrado,multiplicado por la relación de la bomba.
Ejemplo: Especificación de la bomba 175:1
Lectura de presión del aire comprimidoen el control del motor de aire
5 barras (73 psi)
Máximo alcance de presión de fluido 875 barras (12690 psi)
7.1 EL MOTOR DE AIRE
Los motores recíprocos WIWA están diseñados específicamente para utilizarcon las bombas de alta presión y bombas para rocío de pinturas. Estas estándiseñadas para un servicio fácil y bajo ruido (Figura 8-9).
7.2 MANTENIMIENTO EN GENERAL
1. Diariamente - si el aire comprimido está húmedo, por lo menos dos vecesal día - drene el separador de aceite y agua con la línea de presiónprendida y libere el agua.
2. Chequee el aceitador de niebla por un ajuste adecuado (medidor de gotas)y el nivel de aceite, vuelva a llenar si es requerido.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 36 Derechos de Autor 1998 Elmar
NOTA: En condiciones severas de operación puede ocurrir congelamientoen el motor de aire. Para prevenirlo, llene el aceitador de niebla conKillfrost, (Elmar Parte No. L-880000) una mezcla especialmente formuladade lubricante / anticongelante que absorve la humedad. Si el Killfrost nose encuentra disponible, usted puede utilizar una mezcla de glicol (buenanti congelante) y Aceite SAE10, u otro aceite lubricante ligero.
3. Con un lubricante especialmente formulado, chequee o llene hasta el topede la cámara de lubricación de la bomba o la tasa húmeda del empaque dela tuerca de toma.
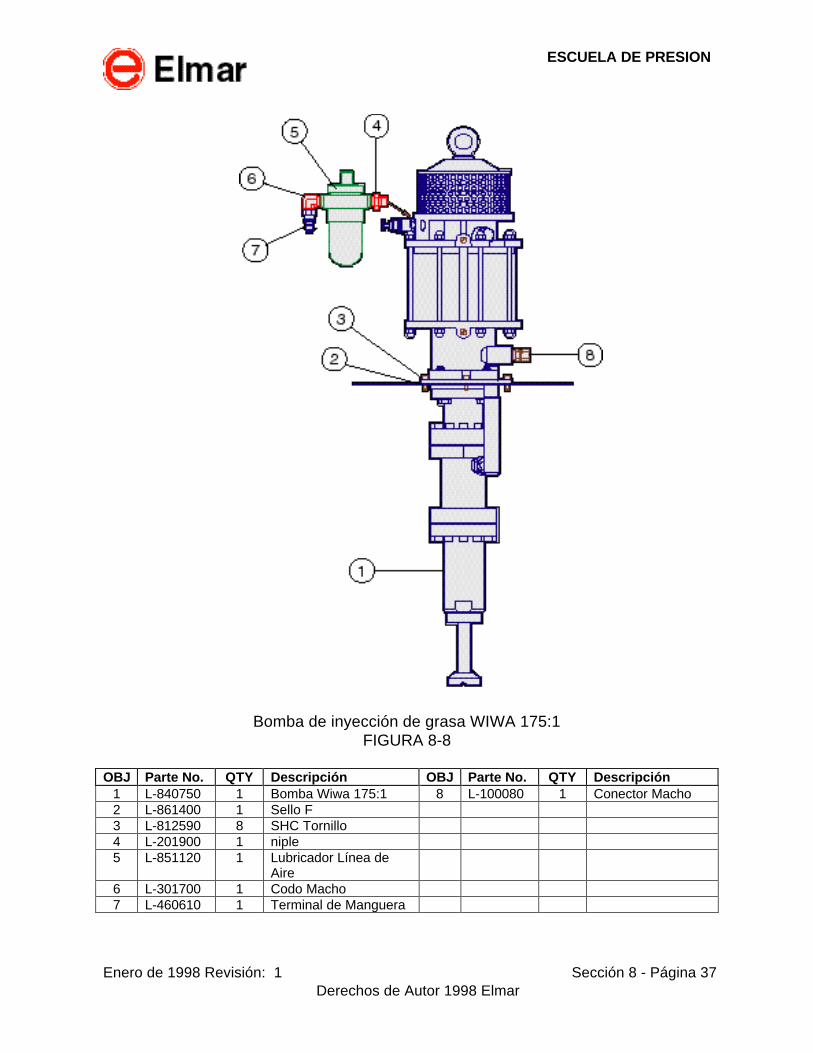
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 37 Derechos de Autor 1998 Elmar
Bomba de inyección de grasa WIWA 175:1FIGURA 8-8
OBJ Parte No. QTY Descripción OBJ Parte No. QTY Descripción1 L-840750 1 Bomba Wiwa 175:1 8 L-100080 1 Conector Macho2 L-861400 1 Sello F3 L-812590 8 SHC Tornillo4 L-201900 1 niple5 L-851120 1 Lubricador Línea de
Aire6 L-301700 1 Codo Macho7 L-460610 1 Terminal de Manguera
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 38 Derechos de Autor 1998 Elmar
Ordene el lubricante especialmente formulado para el empaque de la WIWAbajo el número de parte 163333.
NOTA: Cambie el lubricante del empaque especialmente formulado cada50 horas de operación, más temprano en las bombas de tasa húmeda. Ladecoloración del lubricante indica desgaste del empaque o que fallasafectan el rendimiento de la bomba.
4. No retuerza o doble las mangueras de fluido de alta presión en un radiomenor de 4 pulgadas.
7.3 EL TERMINAL DE FLUIDO
Las bombas de alta presión de WIWA instaladas en el módulo serie 10 son deun diseño cerrado. El diseño cerrado tiene la característica de una cámara delubricación integrada que tiene únicamente un orificio de desahogo. Estacámara de lubricación conecta entre el motor de aire y el extremo del fluido y elviaje del pistón de desplazamiento no puede ser visto. Un lubricanteespecialmente formulado que llena la cámara de lubricación permite lahumidificación del pistón de desplazamiento en cada viaje hacia arribapreviniendo que se sequen o endurezcan los depósitos sobre el pistón delfluido.
Las bombas de fluido del diseño cerrado, tienen como característica el pistónguiado entre dos conjuntos de empaques fijos reajustados constantemente porun resorte de presión lo cual resulta en una vida más larga del empaque.
Al pistón de desplazamiento se le ha provisto con una capa de cromado deaproximadamente 0.3 mm (0.012“) para protegerlo contra desgaste; las válvulastipo bola superior e inferior tiene asientos de carburo de tungsteno, reversiblepor desgaste, dependiendo del modelo de la bomba seleccionada.
Los empaques en “V” de cuero y teflón son instalados como conjuntos deempaque. Estos deben ser ubicados en secuencia, cuero - teflón ”únicamente”,por ejemplo “mezclados”. Los empaques en “V” de teflón en WIWA sonllenados con grafito y los empaques de cuero impregnados con Thiokol.
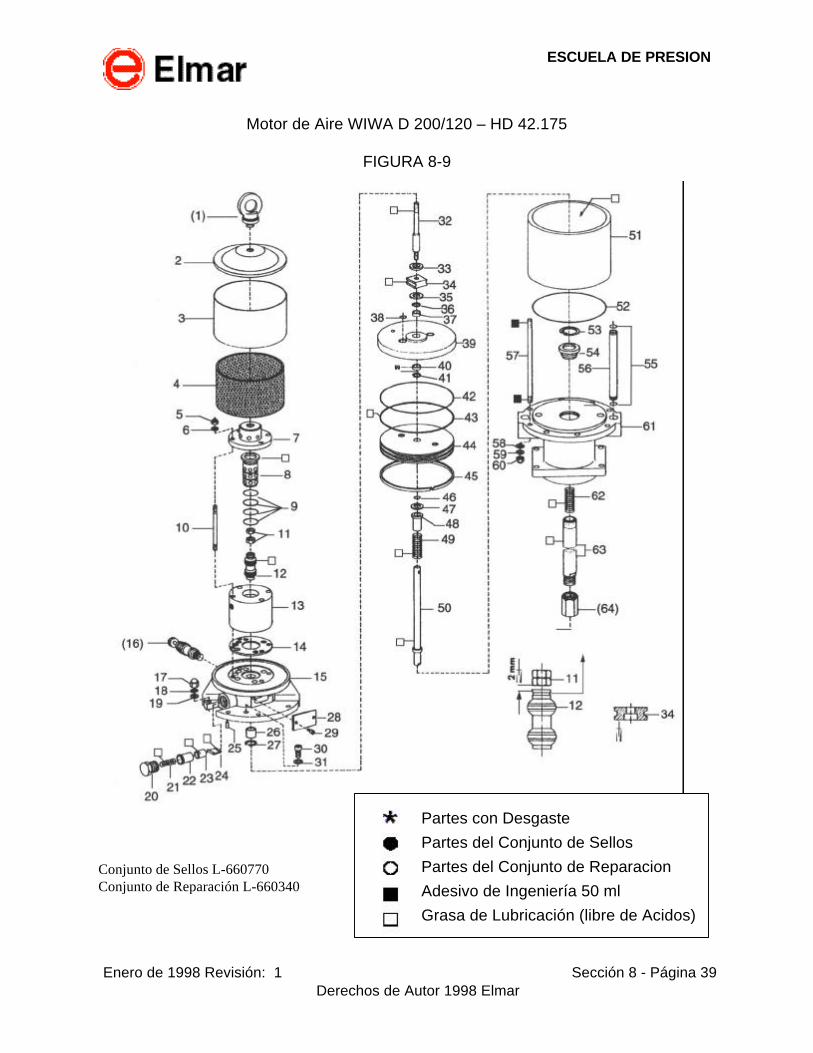
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 39 Derechos de Autor 1998 Elmar
Motor de Aire WIWA D 200/120 – HD 42.175
FIGURA 8-9
Conjunto de Sellos L-660770Conjunto de Reparación L-660340
Partes con Desgaste
Partes del Conjunto de Sellos
Partes del Conjunto de Reparacion
Adesivo de Ingeniería 50 ml
Grasa de Lubricación (libre de Acidos)
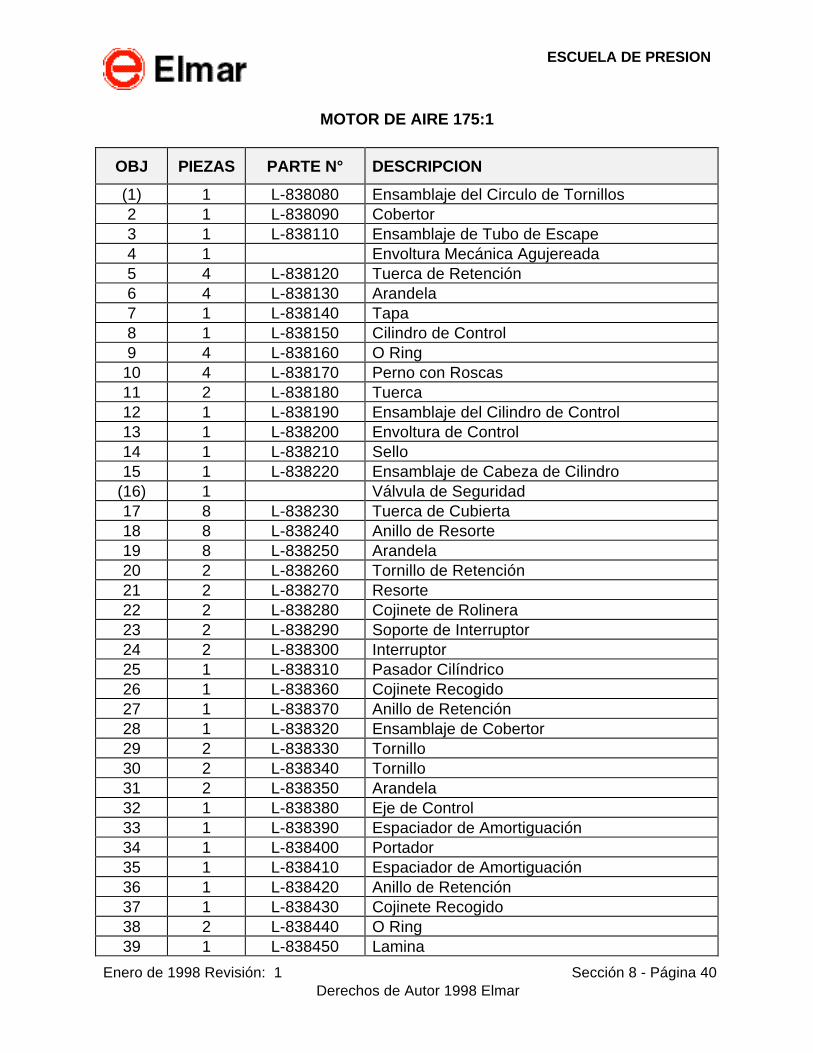
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 40 Derechos de Autor 1998 Elmar
MOTOR DE AIRE 175:1
OBJ PIEZAS PARTE N° DESCRIPCION
(1) 1 L-838080 Ensamblaje del Circulo de Tornillos2 1 L-838090 Cobertor3 1 L-838110 Ensamblaje de Tubo de Escape4 1 Envoltura Mecánica Agujereada5 4 L-838120 Tuerca de Retención6 4 L-838130 Arandela7 1 L-838140 Tapa8 1 L-838150 Cilindro de Control9 4 L-838160 O Ring
10 4 L-838170 Perno con Roscas11 2 L-838180 Tuerca12 1 L-838190 Ensamblaje del Cilindro de Control13 1 L-838200 Envoltura de Control14 1 L-838210 Sello15 1 L-838220 Ensamblaje de Cabeza de Cilindro
(16) 1 Válvula de Seguridad17 8 L-838230 Tuerca de Cubierta18 8 L-838240 Anillo de Resorte19 8 L-838250 Arandela20 2 L-838260 Tornillo de Retención21 2 L-838270 Resorte22 2 L-838280 Cojinete de Rolinera23 2 L-838290 Soporte de Interruptor24 2 L-838300 Interruptor25 1 L-838310 Pasador Cilíndrico26 1 L-838360 Cojinete Recogido27 1 L-838370 Anillo de Retención28 1 L-838320 Ensamblaje de Cobertor29 2 L-838330 Tornillo30 2 L-838340 Tornillo31 2 L-838350 Arandela32 1 L-838380 Eje de Control33 1 L-838390 Espaciador de Amortiguación34 1 L-838400 Portador35 1 L-838410 Espaciador de Amortiguación36 1 L-838420 Anillo de Retención37 1 L-838430 Cojinete Recogido38 2 L-838440 O Ring39 1 L-838450 Lamina
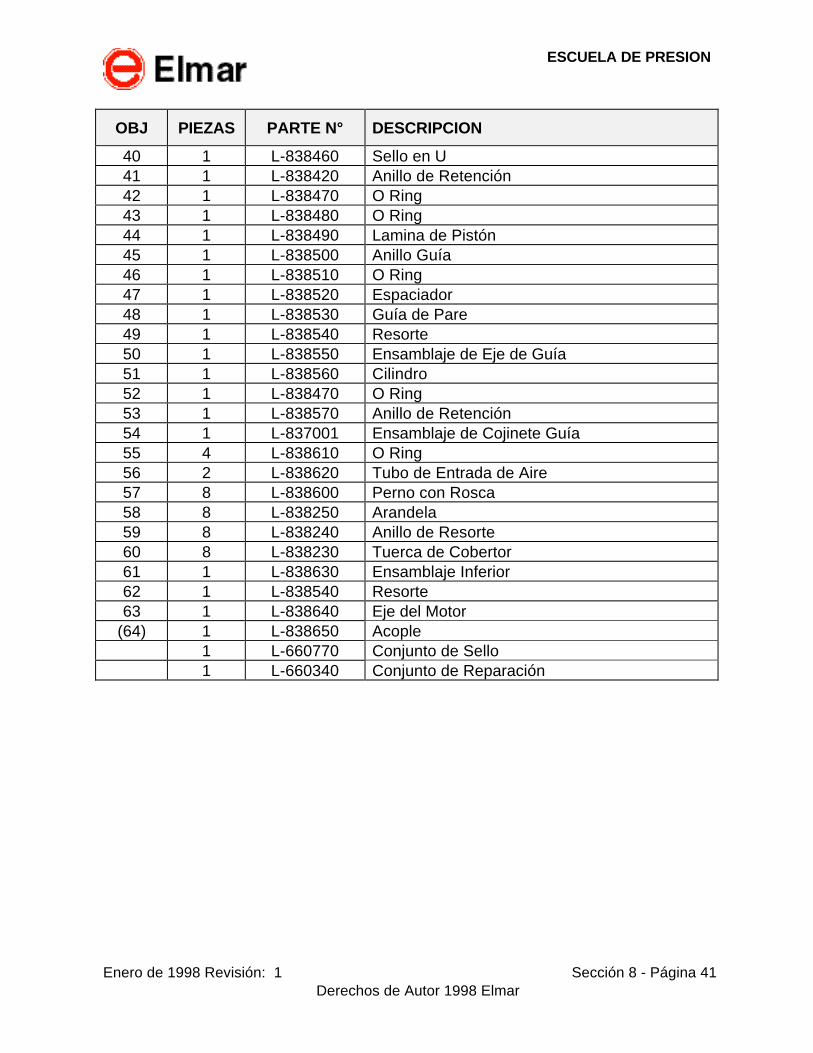
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 41 Derechos de Autor 1998 Elmar
OBJ PIEZAS PARTE N° DESCRIPCION
40 1 L-838460 Sello en U41 1 L-838420 Anillo de Retención42 1 L-838470 O Ring43 1 L-838480 O Ring44 1 L-838490 Lamina de Pistón45 1 L-838500 Anillo Guía46 1 L-838510 O Ring47 1 L-838520 Espaciador48 1 L-838530 Guía de Pare49 1 L-838540 Resorte50 1 L-838550 Ensamblaje de Eje de Guía51 1 L-838560 Cilindro52 1 L-838470 O Ring53 1 L-838570 Anillo de Retención54 1 L-837001 Ensamblaje de Cojinete Guía55 4 L-838610 O Ring56 2 L-838620 Tubo de Entrada de Aire57 8 L-838600 Perno con Rosca58 8 L-838250 Arandela59 8 L-838240 Anillo de Resorte60 8 L-838230 Tuerca de Cobertor61 1 L-838630 Ensamblaje Inferior62 1 L-838540 Resorte63 1 L-838640 Eje del Motor
(64) 1 L-838650 Acople1 L-660770 Conjunto de Sello1 L-660340 Conjunto de Reparación
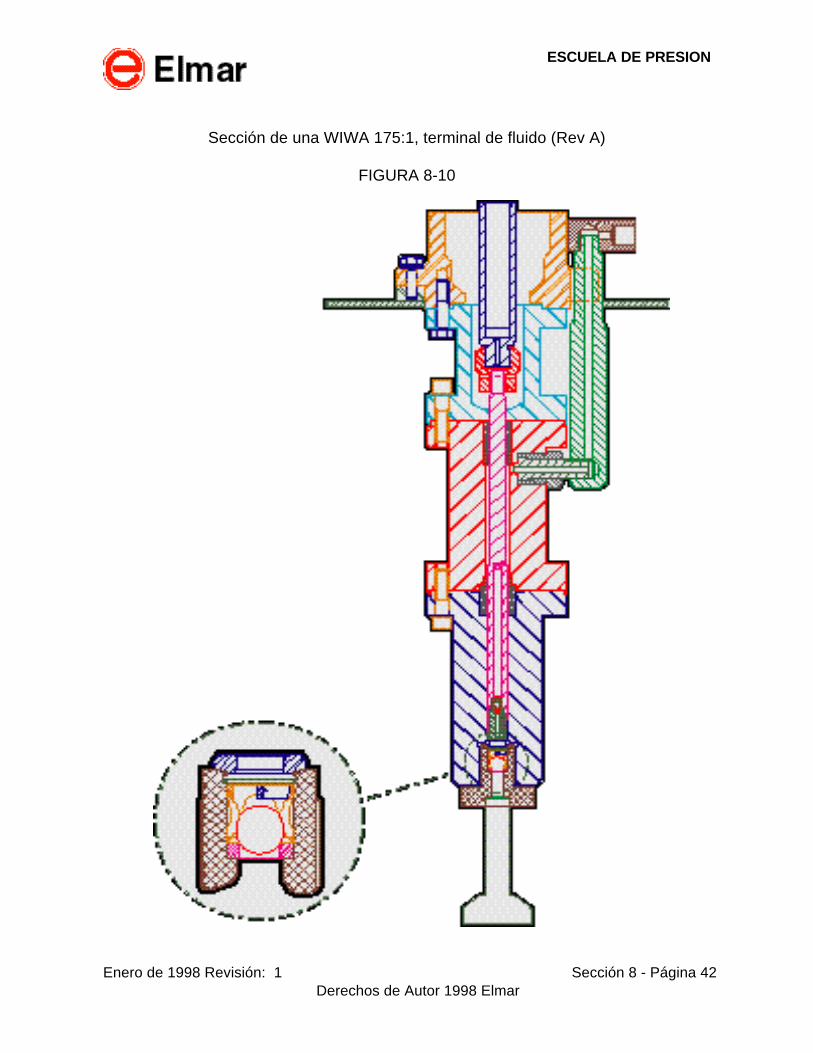
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 42 Derechos de Autor 1998 Elmar
Sección de una WIWA 175:1, terminal de fluido (Rev A)
FIGURA 8-10
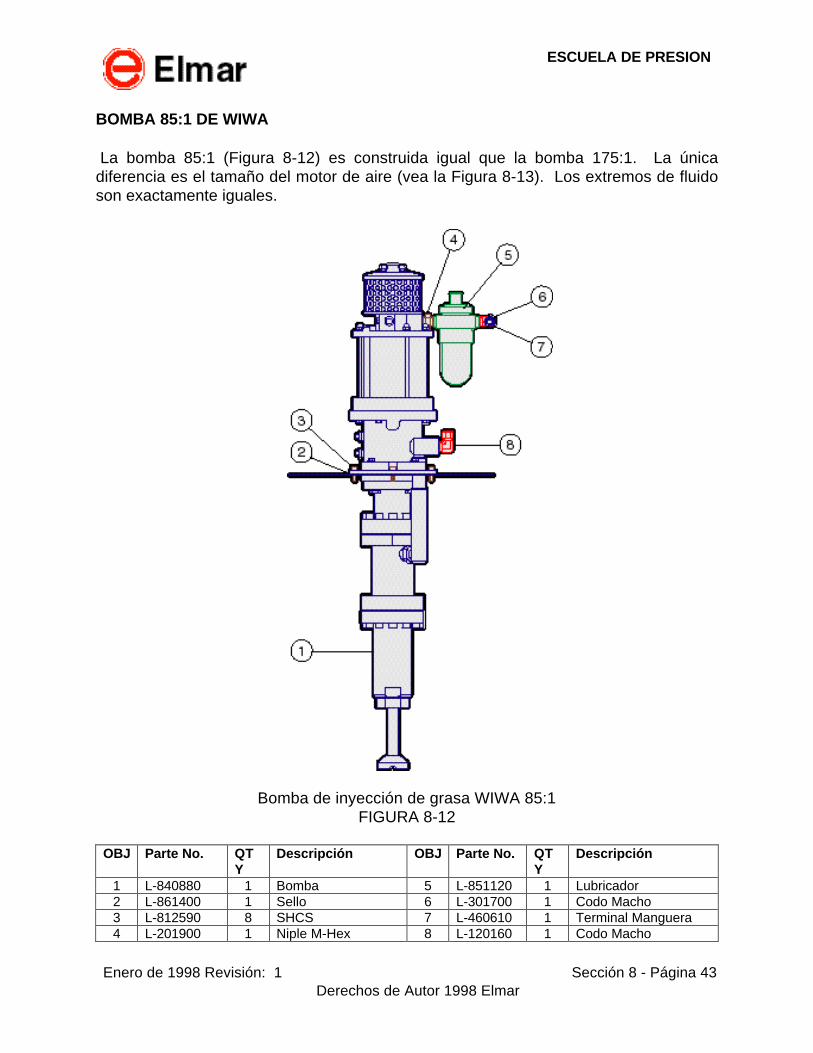
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 43 Derechos de Autor 1998 Elmar
BOMBA 85:1 DE WIWA
La bomba 85:1 (Figura 8-12) es construida igual que la bomba 175:1. La únicadiferencia es el tamaño del motor de aire (vea la Figura 8-13). Los extremos de fluidoson exactamente iguales.
Bomba de inyección de grasa WIWA 85:1FIGURA 8-12
OBJ Parte No. QTY
Descripción OBJ Parte No. QTY
Descripción
1 L-840880 1 Bomba 5 L-851120 1 Lubricador2 L-861400 1 Sello 6 L-301700 1 Codo Macho3 L-812590 8 SHCS 7 L-460610 1 Terminal Manguera4 L-201900 1 Niple M-Hex 8 L-120160 1 Codo Macho
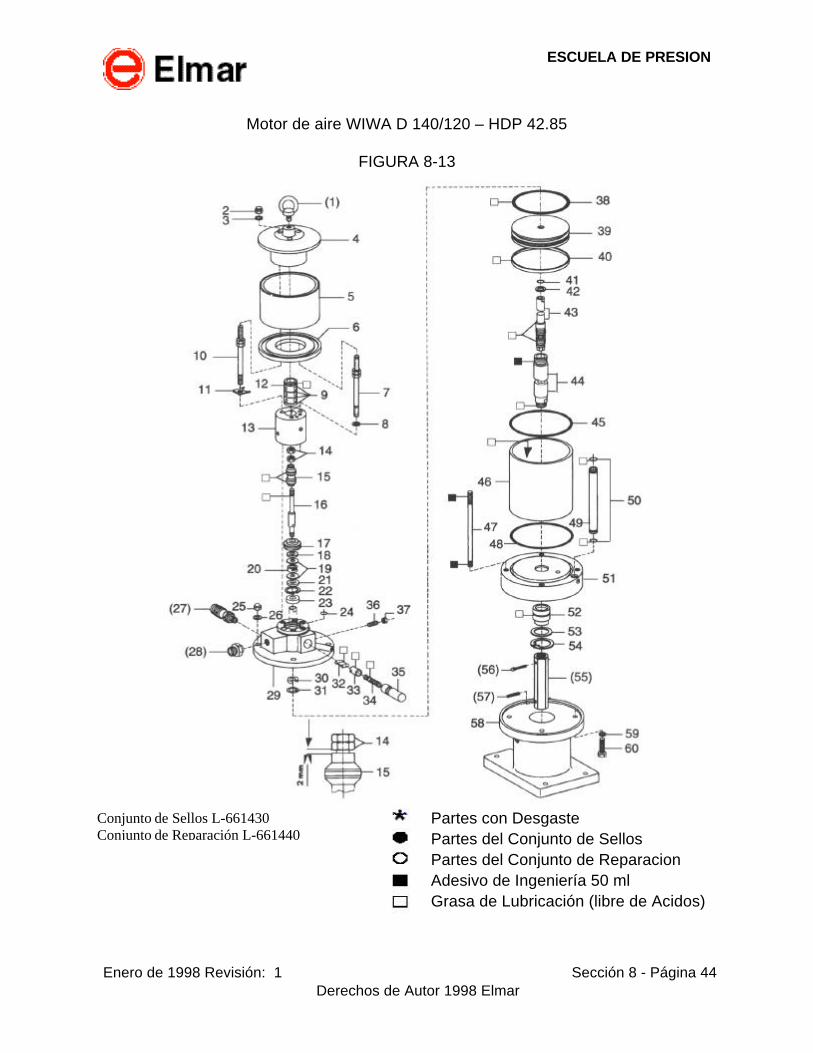
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 44 Derechos de Autor 1998 Elmar
Motor de aire WIWA D 140/120 – HDP 42.85
FIGURA 8-13
Conjunto de Sellos L-661430Conjunto de Reparación L-661440
Partes con DesgastePartes del Conjunto de SellosPartes del Conjunto de ReparacionAdesivo de Ingeniería 50 mlGrasa de Lubricación (libre de Acidos)
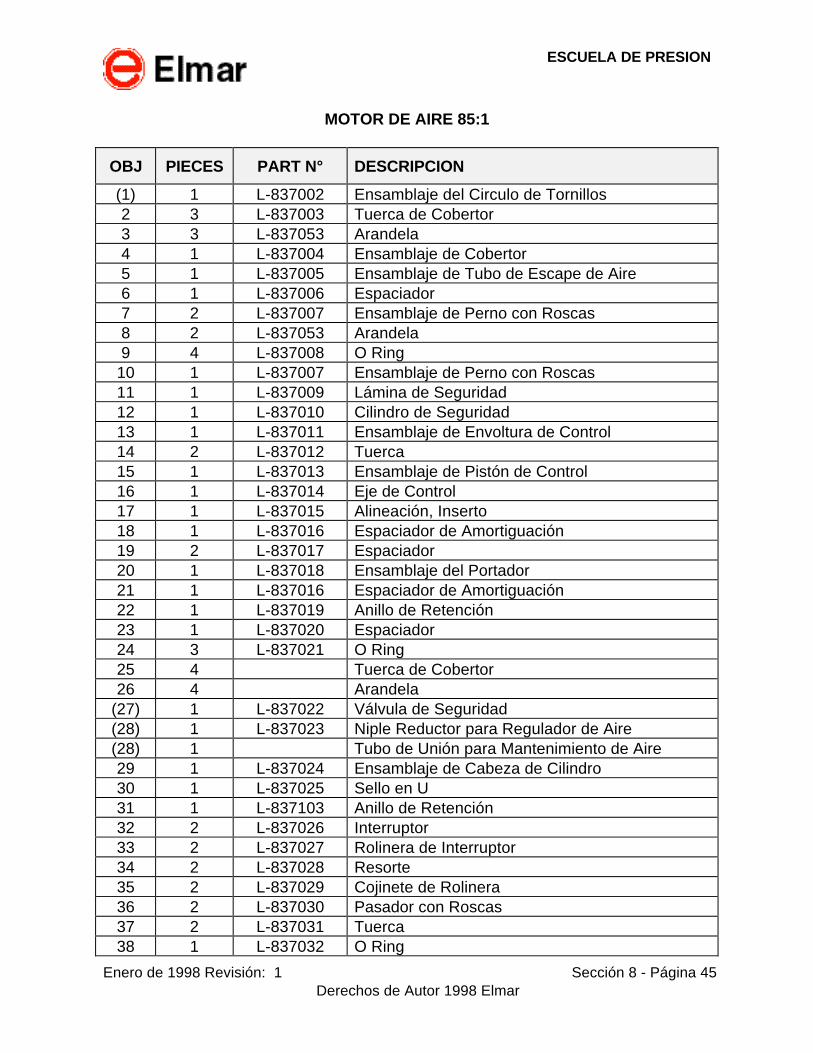
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 45 Derechos de Autor 1998 Elmar
MOTOR DE AIRE 85:1
OBJ PIECES PART N° DESCRIPCION
(1) 1 L-837002 Ensamblaje del Circulo de Tornillos2 3 L-837003 Tuerca de Cobertor3 3 L-837053 Arandela4 1 L-837004 Ensamblaje de Cobertor5 1 L-837005 Ensamblaje de Tubo de Escape de Aire6 1 L-837006 Espaciador7 2 L-837007 Ensamblaje de Perno con Roscas8 2 L-837053 Arandela9 4 L-837008 O Ring
10 1 L-837007 Ensamblaje de Perno con Roscas11 1 L-837009 Lámina de Seguridad12 1 L-837010 Cilindro de Seguridad13 1 L-837011 Ensamblaje de Envoltura de Control14 2 L-837012 Tuerca15 1 L-837013 Ensamblaje de Pistón de Control16 1 L-837014 Eje de Control17 1 L-837015 Alineación, Inserto18 1 L-837016 Espaciador de Amortiguación19 2 L-837017 Espaciador20 1 L-837018 Ensamblaje del Portador21 1 L-837016 Espaciador de Amortiguación22 1 L-837019 Anillo de Retención23 1 L-837020 Espaciador24 3 L-837021 O Ring25 4 Tuerca de Cobertor26 4 Arandela
(27) 1 L-837022 Válvula de Seguridad(28) 1 L-837023 Niple Reductor para Regulador de Aire(28) 1 Tubo de Unión para Mantenimiento de Aire29 1 L-837024 Ensamblaje de Cabeza de Cilindro30 1 L-837025 Sello en U31 1 L-837103 Anillo de Retención32 2 L-837026 Interruptor33 2 L-837027 Rolinera de Interruptor34 2 L-837028 Resorte35 2 L-837029 Cojinete de Rolinera36 2 L-837030 Pasador con Roscas37 2 L-837031 Tuerca38 1 L-837032 O Ring
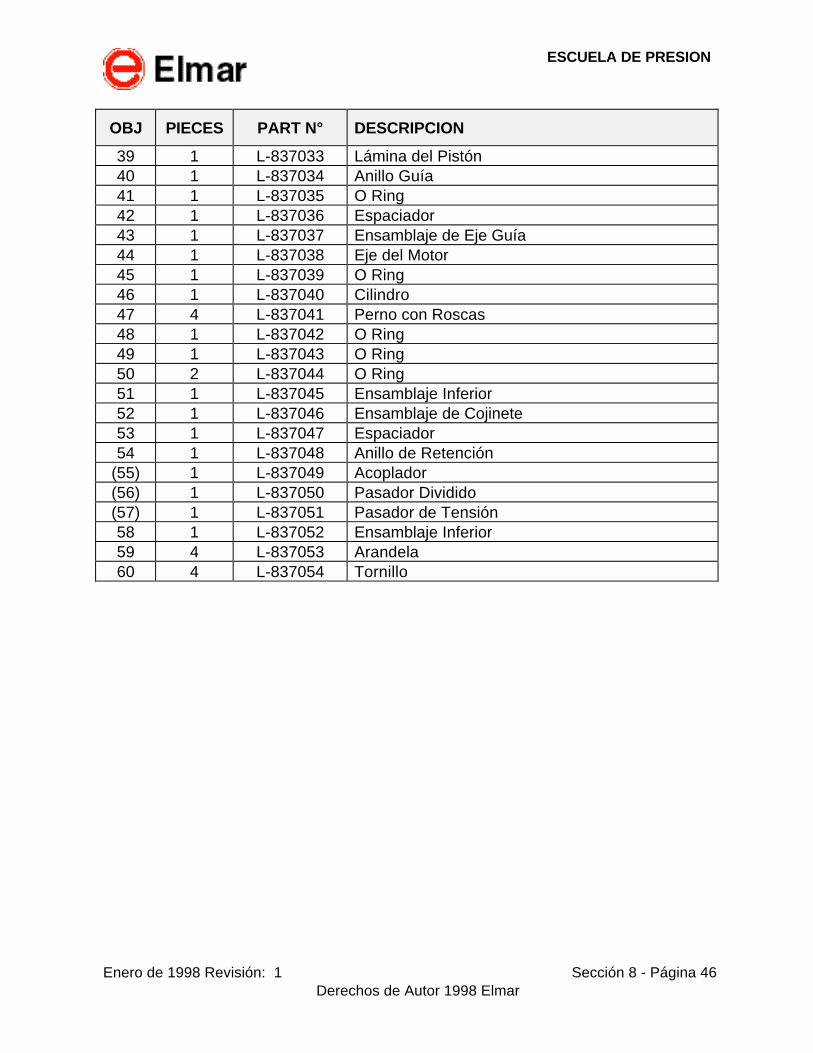
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 46 Derechos de Autor 1998 Elmar
OBJ PIECES PART N° DESCRIPCION
39 1 L-837033 Lámina del Pistón40 1 L-837034 Anillo Guía41 1 L-837035 O Ring42 1 L-837036 Espaciador43 1 L-837037 Ensamblaje de Eje Guía44 1 L-837038 Eje del Motor45 1 L-837039 O Ring46 1 L-837040 Cilindro47 4 L-837041 Perno con Roscas48 1 L-837042 O Ring49 1 L-837043 O Ring50 2 L-837044 O Ring51 1 L-837045 Ensamblaje Inferior52 1 L-837046 Ensamblaje de Cojinete53 1 L-837047 Espaciador54 1 L-837048 Anillo de Retención
(55) 1 L-837049 Acoplador(56) 1 L-837050 Pasador Dividido(57) 1 L-837051 Pasador de Tensión58 1 L-837052 Ensamblaje Inferior59 4 L-837053 Arandela60 4 L-837054 Tornillo
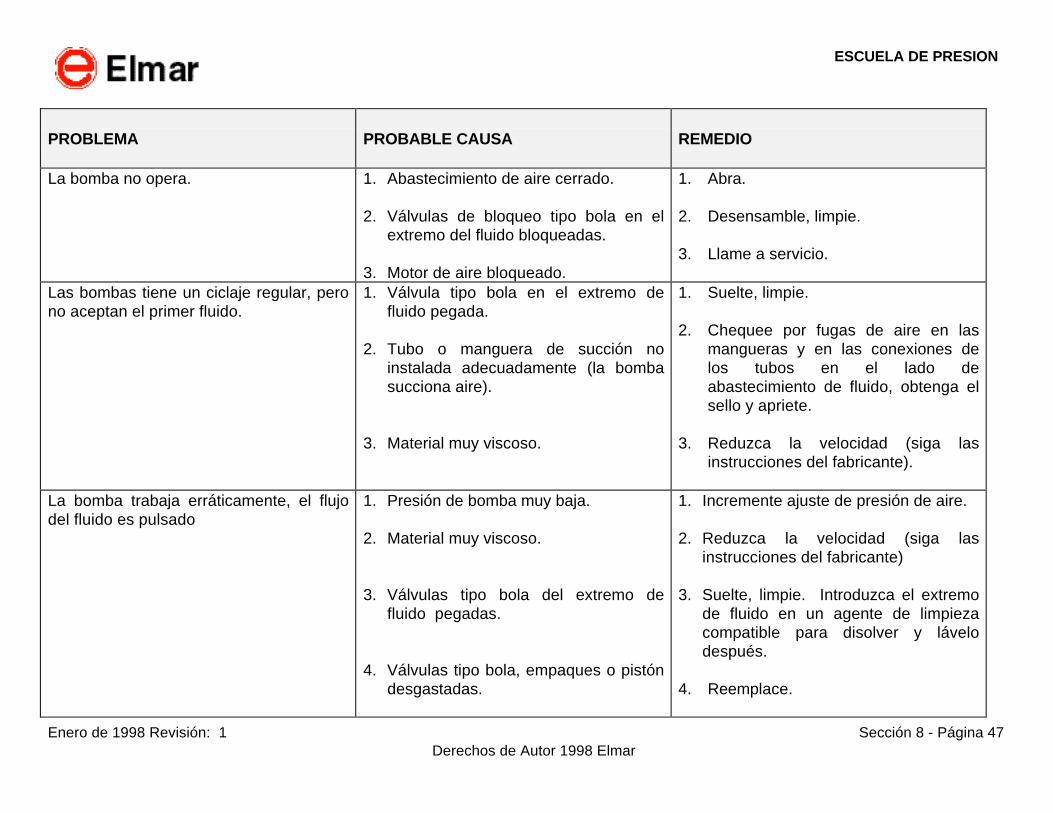
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 47 Derechos de Autor 1998 Elmar
PROBLEMA PROBABLE CAUSA REMEDIO
La bomba no opera. 1. Abastecimiento de aire cerrado.
2. Válvulas de bloqueo tipo bola en elextremo del fluido bloqueadas.
3. Motor de aire bloqueado.
1. Abra.
2. Desensamble, limpie.
3. Llame a servicio.
Las bombas tiene un ciclaje regular, perono aceptan el primer fluido.
1. Válvula tipo bola en el extremo defluido pegada.
2. Tubo o manguera de succión noinstalada adecuadamente (la bombasucciona aire).
3. Material muy viscoso.
1. Suelte, limpie.
2. Chequee por fugas de aire en lasmangueras y en las conexiones delos tubos en el lado deabastecimiento de fluido, obtenga elsello y apriete.
3. Reduzca la velocidad (siga lasinstrucciones del fabricante).
La bomba trabaja erráticamente, el flujodel fluido es pulsado
1. Presión de bomba muy baja.
2. Material muy viscoso.
3. Válvulas tipo bola del extremo defluido pegadas.
4. Válvulas tipo bola, empaques o pistóndesgastadas.
1. Incremente ajuste de presión de aire.
2. Reduzca la velocidad (siga lasinstrucciones del fabricante)
3. Suelte, limpie. Introduzca el extremode fluido en un agente de limpiezacompatible para disolver y lávelodespués.
4. Reemplace.
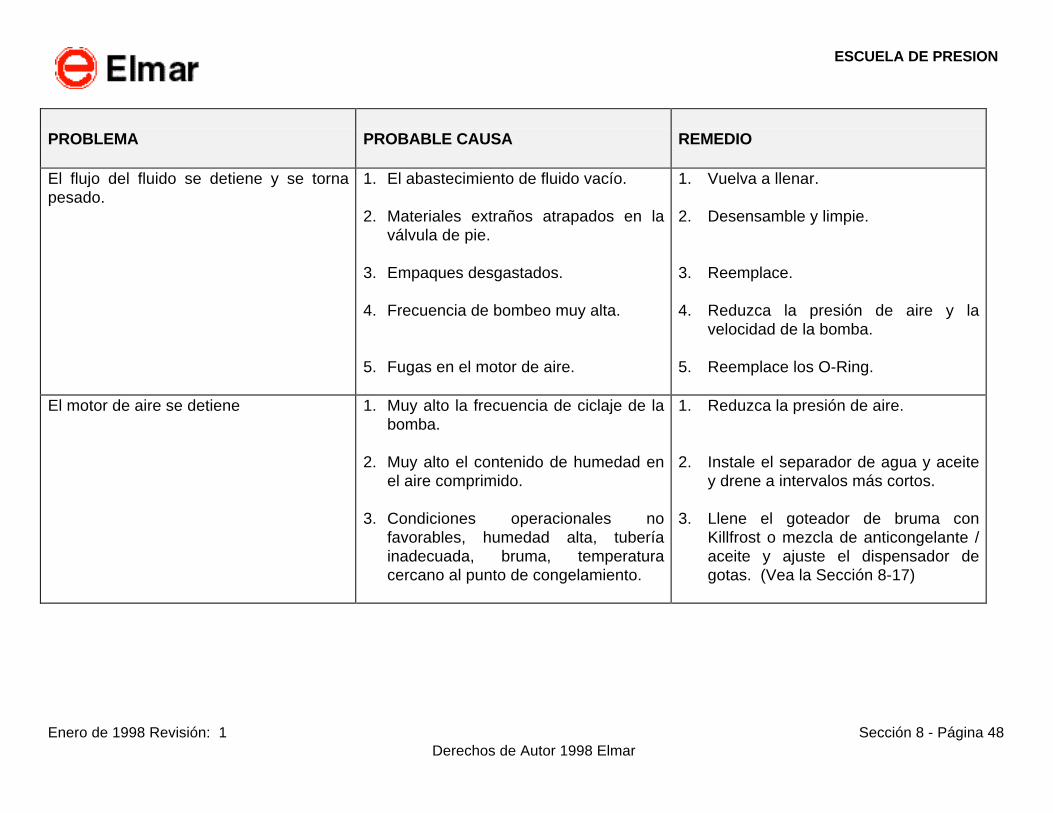
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 48 Derechos de Autor 1998 Elmar
PROBLEMA PROBABLE CAUSA REMEDIO
El flujo del fluido se detiene y se tornapesado.
1. El abastecimiento de fluido vacío.
2. Materiales extraños atrapados en laválvula de pie.
3. Empaques desgastados.
4. Frecuencia de bombeo muy alta.
5. Fugas en el motor de aire.
1. Vuelva a llenar.
2. Desensamble y limpie.
3. Reemplace.
4. Reduzca la presión de aire y lavelocidad de la bomba.
5. Reemplace los O-Ring.
El motor de aire se detiene 1. Muy alto la frecuencia de ciclaje de labomba.
2. Muy alto el contenido de humedad enel aire comprimido.
3. Condiciones operacionales nofavorables, humedad alta, tuberíainadecuada, bruma, temperaturacercano al punto de congelamiento.
1. Reduzca la presión de aire.
2. Instale el separador de agua y aceitey drene a intervalos más cortos.
3. Llene el goteador de bruma conKillfrost o mezcla de anticongelante /aceite y ajuste el dispensador degotas. (Vea la Sección 8-17)
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 – Página 49 Derechos de Autor 1998 Elmar
8.0 BOMBAS ARO
La bomba de grasa ARO 100:1 está equipada con un motor de aire de 6“,número de parte L-884-0000 (Figura 8-15). El tubo correspondiente de labomba es L-832430 (Figura 8-16). La máxima presión de salida obtenible es de15,000 psi con una presión de entrada de aire de 150 psi.
8.1 OPERACION DE LA BOMBA CON ESPECIFICACION DE 100:1 (Refiérase a laFigura 8-14 y 8-14a)
Las bombas ARO están equipadas con uniones de conexión rápida para elabastecimiento de aire. Una o ambas bombas pueden ser utilizadasconectando el abastecimiento de aire a la bomba. La bomba entonces debe seroperada desde el panel de control utilizando la válvula de abastecimiento deaire y el regulador.
8.2 MANTENIMIENTO DE LA BOMBA CON ESPECIFICACION DE 100:1
Después de utilizar la presión de la grasa debe ser desahogada y elabastecimiento de aire apagado. Si es necesario desensamblar, consulte losdiagramas para la identificación de las partes. Durante el reensamblaje,lubrique todas las partes, teniendo cuidado de los O-Ring y las superficies delos O-Rings. Las secciones con roscas del tubo inferior de la bomba deben serdesengrasadas y ensambladas utilizando Loctite Studlock 270.
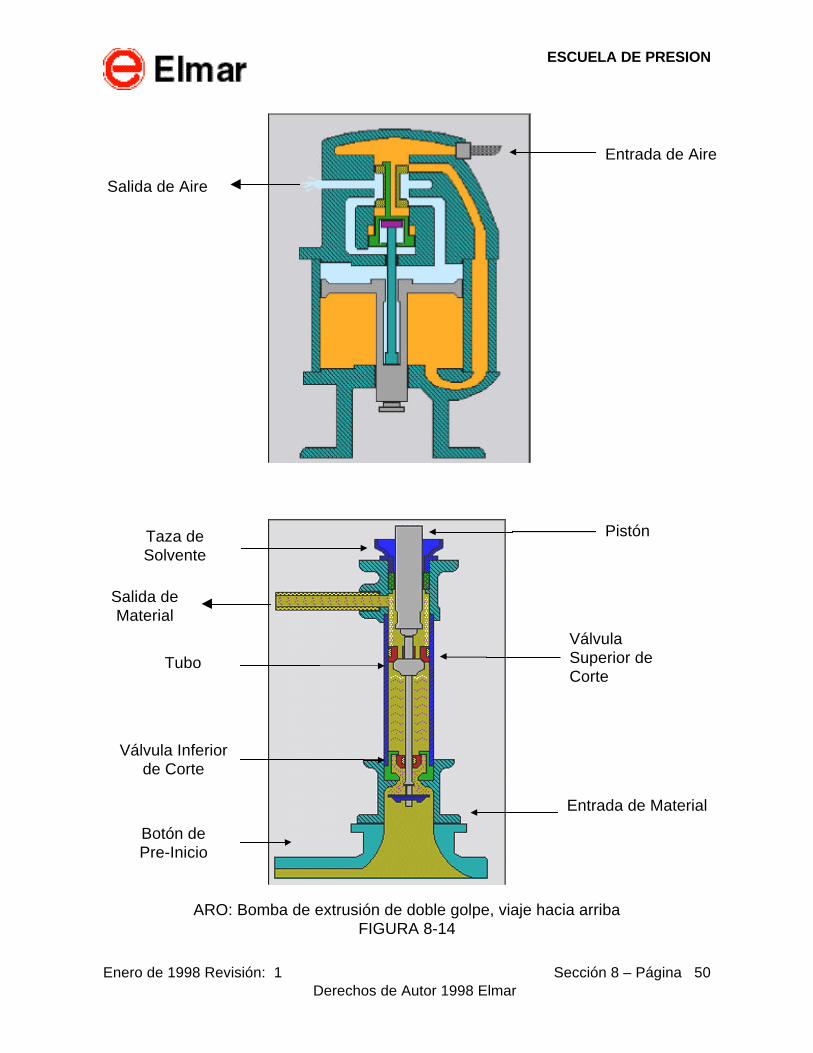
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 – Página 50 Derechos de Autor 1998 Elmar
ARO: Bomba de extrusión de doble golpe, viaje hacia arribaFIGURA 8-14
Entrada de Aire
Pistón
VálvulaSuperior deCorte
Entrada de Material
Salida de Aire
Taza deSolvente
Salida deMaterial
Tubo
Válvula Inferiorde Corte
Botón dePre-Inicio
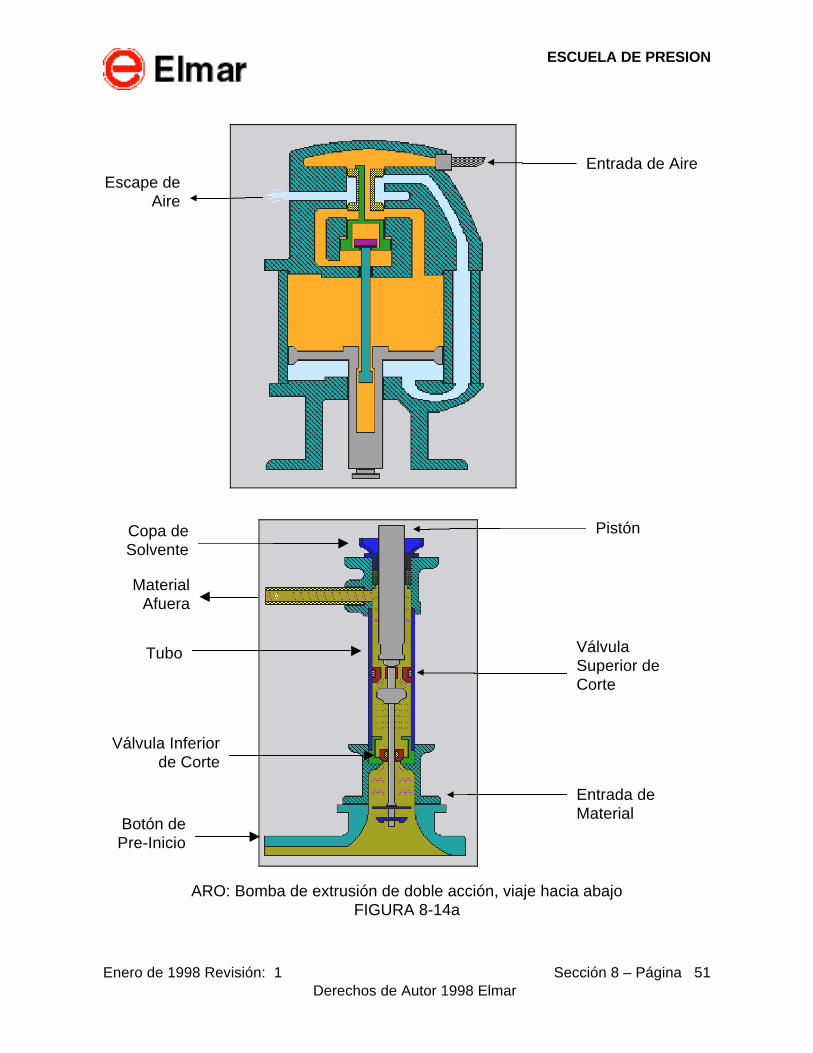
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 – Página 51 Derechos de Autor 1998 Elmar
ARO: Bomba de extrusión de doble acción, viaje hacia abajoFIGURA 8-14a
Escape deAire
Entrada de Aire
Pistón
Entrada deMaterial
VálvulaSuperior deCorte
Copa deSolvente
MaterialAfuera
Tubo
Válvula Inferiorde Corte
Botón dePre-Inicio
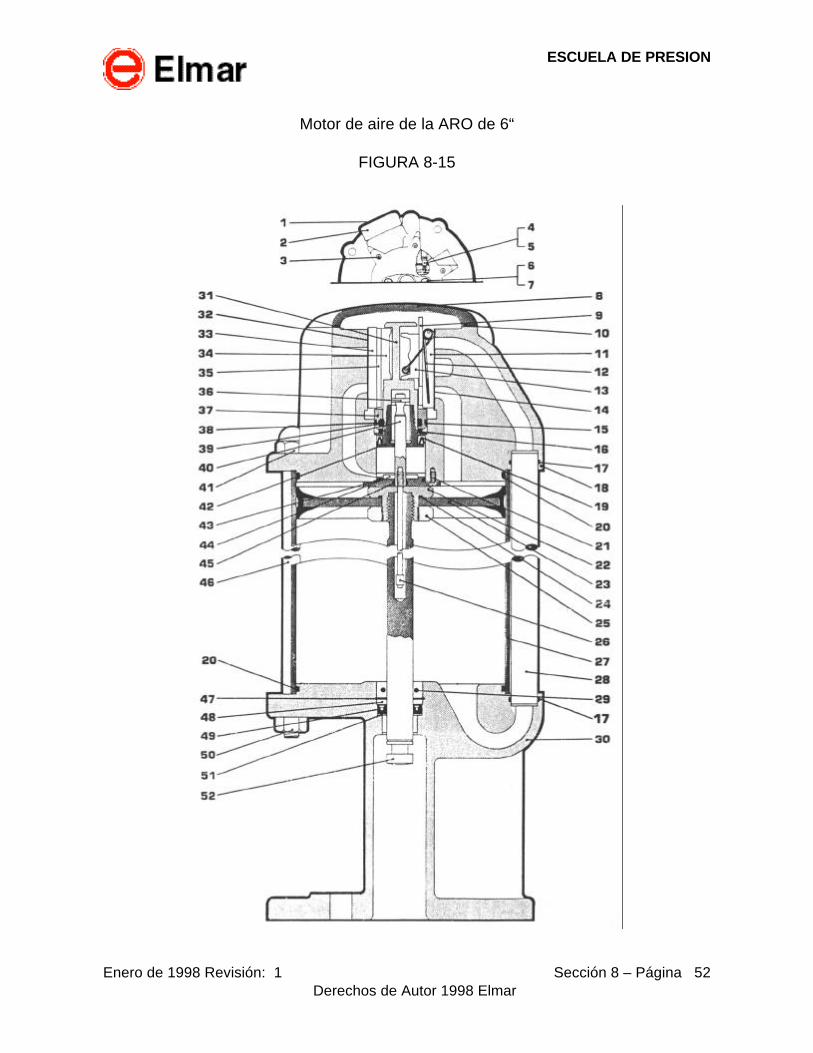
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 – Página 52 Derechos de Autor 1998 Elmar
Motor de aire de la ARO de 6“
FIGURA 8-15
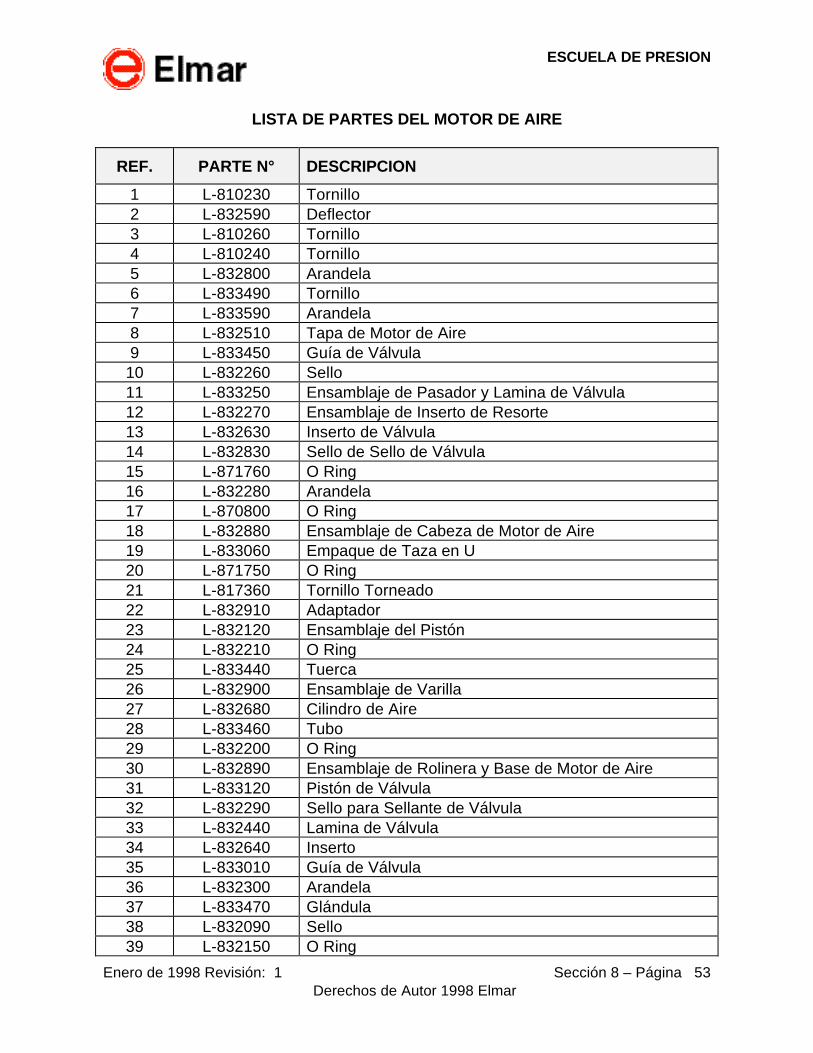
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 – Página 53 Derechos de Autor 1998 Elmar
LISTA DE PARTES DEL MOTOR DE AIRE
REF. PARTE N° DESCRIPCION
1 L-810230 Tornillo2 L-832590 Deflector3 L-810260 Tornillo4 L-810240 Tornillo5 L-832800 Arandela6 L-833490 Tornillo7 L-833590 Arandela8 L-832510 Tapa de Motor de Aire9 L-833450 Guía de Válvula
10 L-832260 Sello11 L-833250 Ensamblaje de Pasador y Lamina de Válvula12 L-832270 Ensamblaje de Inserto de Resorte13 L-832630 Inserto de Válvula14 L-832830 Sello de Sello de Válvula15 L-871760 O Ring16 L-832280 Arandela17 L-870800 O Ring18 L-832880 Ensamblaje de Cabeza de Motor de Aire19 L-833060 Empaque de Taza en U20 L-871750 O Ring21 L-817360 Tornillo Torneado22 L-832910 Adaptador23 L-832120 Ensamblaje del Pistón24 L-832210 O Ring25 L-833440 Tuerca26 L-832900 Ensamblaje de Varilla27 L-832680 Cilindro de Aire28 L-833460 Tubo29 L-832200 O Ring30 L-832890 Ensamblaje de Rolinera y Base de Motor de Aire31 L-833120 Pistón de Válvula32 L-832290 Sello para Sellante de Válvula33 L-832440 Lamina de Válvula34 L-832640 Inserto35 L-833010 Guía de Válvula36 L-832300 Arandela37 L-833470 Glándula38 L-832090 Sello39 L-832150 O Ring

ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 – Página 54 Derechos de Autor 1998 Elmar
REF. PARTE N° DESCRIPCION
40 L-833000 Varilla Externa41 L-832460 Tuerca42 L-833130 Adaptador de Pistón43 L-832110 Glándula44 L-832840 Arandela45 L-871740 O Ring46 L-688020 Varilla de Conexión47 Anillo de Tensión48 Arandela Guía49 L-832240 Empaque de Taza en U50 L-832450 Tuerca51 Arandela52 L-833020 Ensamblaje de Bola y Varilla
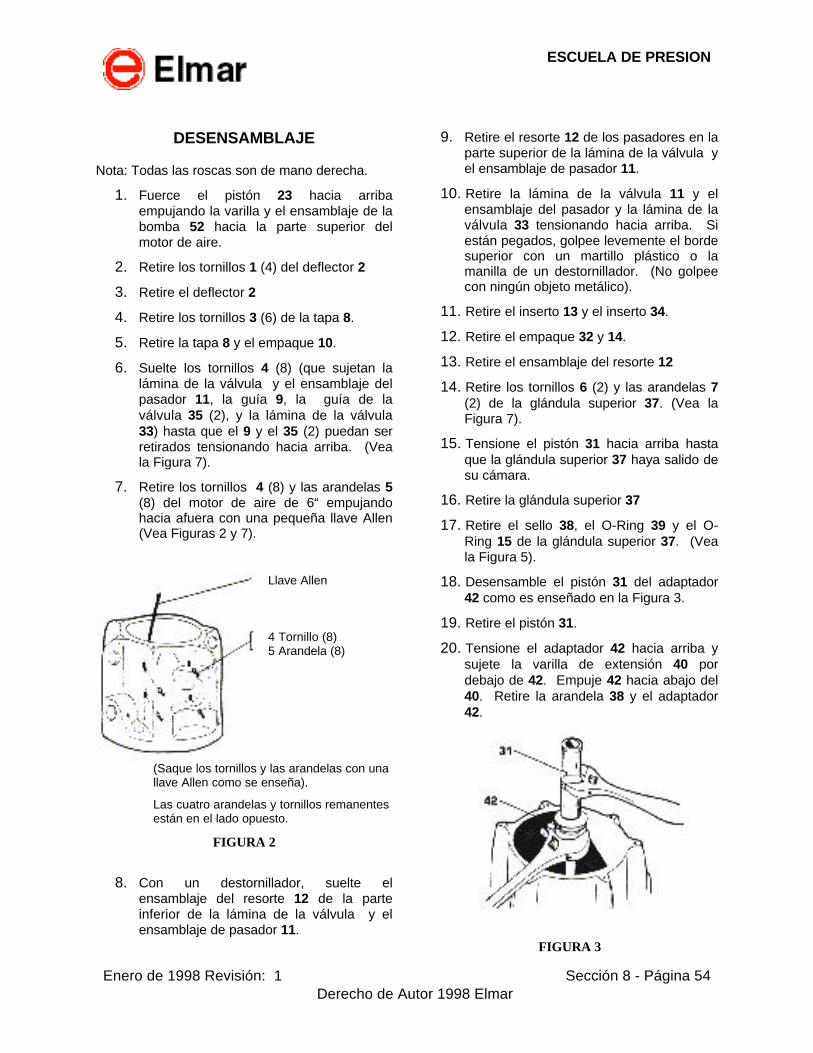
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 54 Derecho de Autor 1998 Elmar
DESENSAMBLAJE
Nota: Todas las roscas son de mano derecha.
1. Fuerce el pistón 23 hacia arribaempujando la varilla y el ensamblaje de labomba 52 hacia la parte superior delmotor de aire.
2. Retire los tornillos 1 (4) del deflector 2
3. Retire el deflector 2
4. Retire los tornillos 3 (6) de la tapa 8.
5. Retire la tapa 8 y el empaque 10.
6. Suelte los tornillos 4 (8) (que sujetan lalámina de la válvula y el ensamblaje delpasador 11, la guía 9, la guía de laválvula 35 (2), y la lámina de la válvula33) hasta que el 9 y el 35 (2) puedan serretirados tensionando hacia arriba. (Veala Figura 7).
7. Retire los tornillos 4 (8) y las arandelas 5(8) del motor de aire de 6“ empujandohacia afuera con una pequeña llave Allen(Vea Figuras 2 y 7).
(Saque los tornillos y las arandelas con unallave Allen como se enseña).
Las cuatro arandelas y tornillos remanentesestán en el lado opuesto.
FIGURA 2
8. Con un destornillador, suelte elensamblaje del resorte 12 de la parteinferior de la lámina de la válvula y elensamblaje de pasador 11.
9. Retire el resorte 12 de los pasadores en laparte superior de la lámina de la válvula yel ensamblaje de pasador 11.
10. Retire la lámina de la válvula 11 y elensamblaje del pasador y la lámina de laválvula 33 tensionando hacia arriba. Siestán pegados, golpee levemente el bordesuperior con un martillo plástico o lamanilla de un destornillador. (No golpeecon ningún objeto metálico).
11. Retire el inserto 13 y el inserto 34.
12. Retire el empaque 32 y 14.
13. Retire el ensamblaje del resorte 12
14. Retire los tornillos 6 (2) y las arandelas 7(2) de la glándula superior 37. (Vea laFigura 7).
15. Tensione el pistón 31 hacia arriba hastaque la glándula superior 37 haya salido desu cámara.
16. Retire la glándula superior 37
17. Retire el sello 38, el O-Ring 39 y el O-Ring 15 de la glándula superior 37. (Veala Figura 5).
18. Desensamble el pistón 31 del adaptador42 como es enseñado en la Figura 3.
19. Retire el pistón 31.
20. Tensione el adaptador 42 hacia arriba ysujete la varilla de extensión 40 pordebajo de 42. Empuje 42 hacia abajo del40. Retire la arandela 38 y el adaptador42.
FIGURA 3
Llave Allen
4 Tornillo (8)5 Arandela (8)
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 55 Derecho de Autor 1998 Elmar
21. Retire la arandela 16 y la copa en “U” 19del adaptador 42.
22. Retire las tuercas 50 (4) de las varillas deconexión 46 (4). NOTA: No esnecesario retirar las tuercas 41.
23. Retire las varillas de conexión 46 (4)
24. Retire el ensamblaje de la cabeza 18 yubíquelo en una mesa de trabajo con elextremo que encaja dentro del tubo 28,hacia arriba.
25. Retire el O-Ring 20 del ensamblaje de lacabeza 18.
26. Retire los tornillos 21 (4) de la glándulainferior 43.
27. Retire la glándula inferior 43.
28. Retire la arandela 44, el O-Ring 15 y el O-Ring 45 de la glándula inferior 43.
29. Retire el tubo 28.
30. Retire el O-Ring 17 de la base del motor30, del ensamblaje de rolineras y delensamblaje de la cabeza 18.
31. Tensione hacia arriba el cilindro 27 hastaque la varilla 52 y el ensamblaje de la bolasea separado de la base del motor 30 ydel ensamblaje de rolineras. Si la varilla52 y el ensamblaje de la bola no seseparan de la base del motor 30 y delensamblaje de rolineras, retire la varilla 52y el ensamblaje de la bola después deremover el cilindro 27.
32. Retire el O-Ring 20 de la base del motor ydel ensamblaje de la rolinera 30.
33. Ahora retire el anillo de tensión 47, laarandela 48, la copa en “U” 49, y laarandela 51 de la base del motor y delensamblaje de la rolinera 30.
34. Desenrosque la varilla de extensión 40 delensamblaje de varilla 26, sujetando elensamblaje de varilla 26 con una llavetipo ajustable y ubique una llave en laparte plana proporcionada en la partesuperior de la varilla de extensión 40.
35. Desenrosque la varilla y el ensamblaje dela bola 52 del adaptador 22 utilizando laparte plana de la llave sobre la varilla 52.
Después retire el ensamblaje de la varilla26 de la varilla 52.
Precaución: No dañe el terminado de lavarilla y del ensamblaje de la bola.
36. Desde el adaptador 22, retire la tuerca 25,el pistón 23 y el O-Ring 24.
ENSAMBLAJE
Nota: Todas las roscas son de mano derecha.
Aplique grasa a todos los O-Rings, copas en “U” yotros materiales de caucho cuando seaninstalados.
1. Deslice el O-Ring 24 y el adaptador 22,limpie con un absorbente y aplíquelo a lasroscas externas del adaptador 22.Después ensamble 22 y la tuerca 25 alensamblaje del pistón 23 y apriete a 160-180 libras pies.
2. Ponga el extremo con roscas delensamblaje de varilla 26 a través delhueco en el adaptador 22 con la camisaabrasiva del ensamblaje de varilla 26 enel lado con roscas del adaptador 22.
3. Mientras sujeta el ensamblaje de la varilla26 por debajo de las roscas con unatenaza del tipo asegurado, limpie con unsolvente y aplique Loctite a las roscas yanexe la varilla de extensión 40 utilizandola parte plana de las llavesproporcionadas.
4. Ubique la camisa abrasiva, el ensamblajede la varilla 26 dentro del hueco en elextremo de la varilla 52 y el ensamblajede bola y tornillo y enrosque la varilla 52 yel ensamblaje de bola en el adaptador 22utilizando la parte plana de las llavesproporcionadas.
5. Engrase copiosamente e instale el O-Ring20 en la base del motor 30 y elensamblaje de rolineras.
6. Engrase y ubique la arandela 51, la copaen “U” 49 en la base del motor 30 y elensamblaje de rolineras. Ubique laarandela 48 y el anillo de tensión 47 en labase del motor 30 y el ensamblaje derolineras.
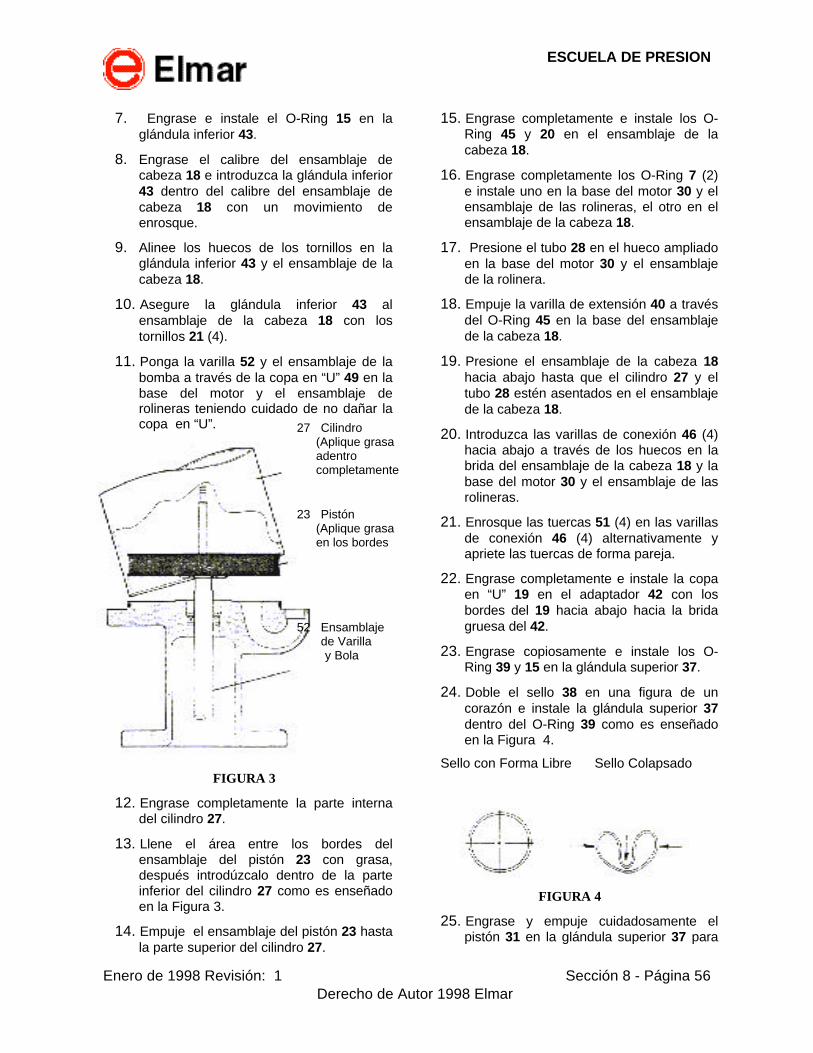
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 56 Derecho de Autor 1998 Elmar
7. Engrase e instale el O-Ring 15 en laglándula inferior 43.
8. Engrase el calibre del ensamblaje decabeza 18 e introduzca la glándula inferior43 dentro del calibre del ensamblaje decabeza 18 con un movimiento deenrosque.
9. Alinee los huecos de los tornillos en laglándula inferior 43 y el ensamblaje de lacabeza 18.
10. Asegure la glándula inferior 43 alensamblaje de la cabeza 18 con lostornillos 21 (4).
11. Ponga la varilla 52 y el ensamblaje de labomba a través de la copa en “U” 49 en labase del motor y el ensamblaje derolineras teniendo cuidado de no dañar lacopa en “U”.
FIGURA 3
12. Engrase completamente la parte internadel cilindro 27.
13. Llene el área entre los bordes delensamblaje del pistón 23 con grasa,después introdúzcalo dentro de la parteinferior del cilindro 27 como es enseñadoen la Figura 3.
14. Empuje el ensamblaje del pistón 23 hastala parte superior del cilindro 27.
15. Engrase completamente e instale los O-Ring 45 y 20 en el ensamblaje de lacabeza 18.
16. Engrase completamente los O-Ring 7 (2)e instale uno en la base del motor 30 y elensamblaje de las rolineras, el otro en elensamblaje de la cabeza 18.
17. Presione el tubo 28 en el hueco ampliadoen la base del motor 30 y el ensamblajede la rolinera.
18. Empuje la varilla de extensión 40 a travésdel O-Ring 45 en la base del ensamblajede la cabeza 18.
19. Presione el ensamblaje de la cabeza 18hacia abajo hasta que el cilindro 27 y eltubo 28 estén asentados en el ensamblajede la cabeza 18.
20. Introduzca las varillas de conexión 46 (4)hacia abajo a través de los huecos en labrida del ensamblaje de la cabeza 18 y labase del motor 30 y el ensamblaje de lasrolineras.
21. Enrosque las tuercas 51 (4) en las varillasde conexión 46 (4) alternativamente yapriete las tuercas de forma pareja.
22. Engrase completamente e instale la copaen “U” 19 en el adaptador 42 con losbordes del 19 hacia abajo hacia la bridagruesa del 42.
23. Engrase copiosamente e instale los O-Ring 39 y 15 en la glándula superior 37.
24. Doble el sello 38 en una figura de uncorazón e instale la glándula superior 37dentro del O-Ring 39 como es enseñadoen la Figura 4.
Sello con Forma Libre Sello Colapsado
FIGURA 4
25. Engrase y empuje cuidadosamente elpistón 31 en la glándula superior 37 para
27 Cilindro(Aplique grasaadentrocompletamente
23 Pistón(Aplique grasaen los bordes
52 Ensamblajede Varilla
y Bola
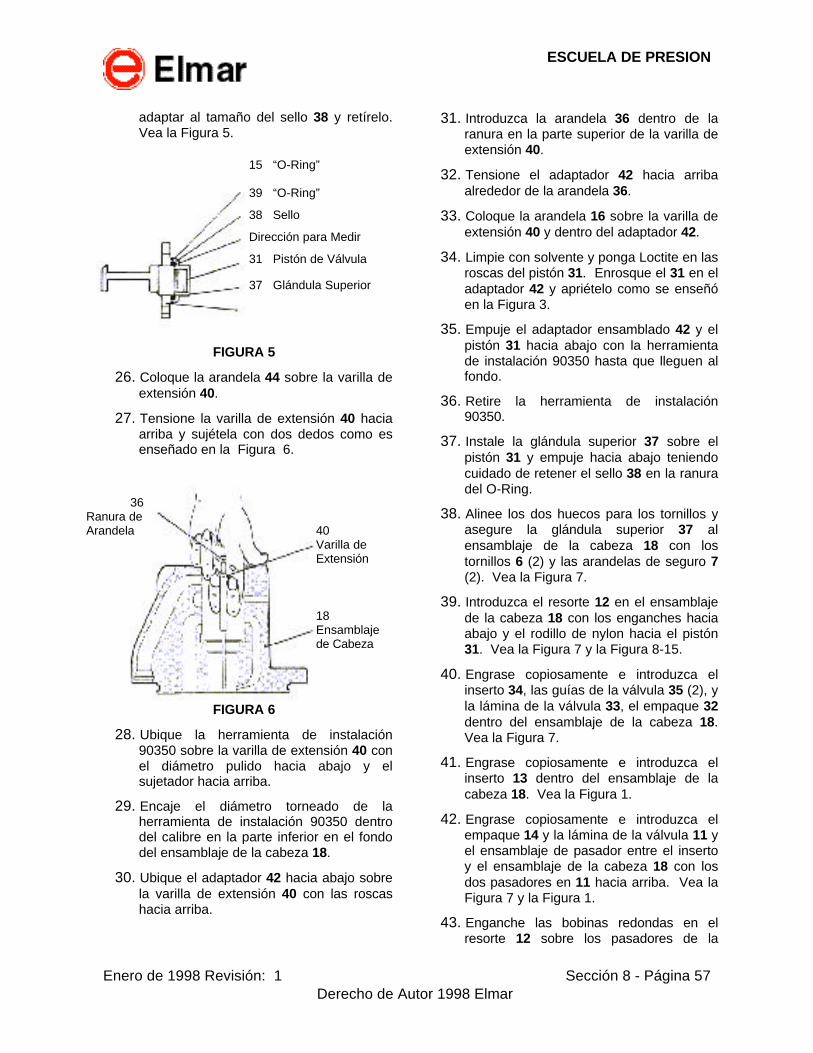
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 57 Derecho de Autor 1998 Elmar
adaptar al tamaño del sello 38 y retírelo.Vea la Figura 5.
FIGURA 5
26. Coloque la arandela 44 sobre la varilla deextensión 40.
27. Tensione la varilla de extensión 40 haciaarriba y sujétela con dos dedos como esenseñado en la Figura 6.
FIGURA 6
28. Ubique la herramienta de instalación90350 sobre la varilla de extensión 40 conel diámetro pulido hacia abajo y elsujetador hacia arriba.
29. Encaje el diámetro torneado de laherramienta de instalación 90350 dentrodel calibre en la parte inferior en el fondodel ensamblaje de la cabeza 18.
30. Ubique el adaptador 42 hacia abajo sobrela varilla de extensión 40 con las roscashacia arriba.
31. Introduzca la arandela 36 dentro de laranura en la parte superior de la varilla deextensión 40.
32. Tensione el adaptador 42 hacia arribaalrededor de la arandela 36.
33. Coloque la arandela 16 sobre la varilla deextensión 40 y dentro del adaptador 42.
34. Limpie con solvente y ponga Loctite en lasroscas del pistón 31. Enrosque el 31 en eladaptador 42 y apriételo como se enseñóen la Figura 3.
35. Empuje el adaptador ensamblado 42 y elpistón 31 hacia abajo con la herramientade instalación 90350 hasta que lleguen alfondo.
36. Retire la herramienta de instalación90350.
37. Instale la glándula superior 37 sobre elpistón 31 y empuje hacia abajo teniendocuidado de retener el sello 38 en la ranuradel O-Ring.
38. Alinee los dos huecos para los tornillos yasegure la glándula superior 37 alensamblaje de la cabeza 18 con lostornillos 6 (2) y las arandelas de seguro 7(2). Vea la Figura 7.
39. Introduzca el resorte 12 en el ensamblajede la cabeza 18 con los enganches haciaabajo y el rodillo de nylon hacia el pistón31. Vea la Figura 7 y la Figura 8-15.
40. Engrase copiosamente e introduzca elinserto 34, las guías de la válvula 35 (2), yla lámina de la válvula 33, el empaque 32dentro del ensamblaje de la cabeza 18.Vea la Figura 7.
41. Engrase copiosamente e introduzca elinserto 13 dentro del ensamblaje de lacabeza 18. Vea la Figura 1.
42. Engrase copiosamente e introduzca elempaque 14 y la lámina de la válvula 11 yel ensamblaje de pasador entre el insertoy el ensamblaje de la cabeza 18 con losdos pasadores en 11 hacia arriba. Vea laFigura 7 y la Figura 1.
43. Enganche las bobinas redondas en elresorte 12 sobre los pasadores de la
15 “O-Ring”
39 “O-Ring”
38 Sello
Dirección para Medir
31 Pistón de Válvula
37 Glándula Superior
36Ranura deArandela 40
Varilla deExtensión
18Ensamblajede Cabeza
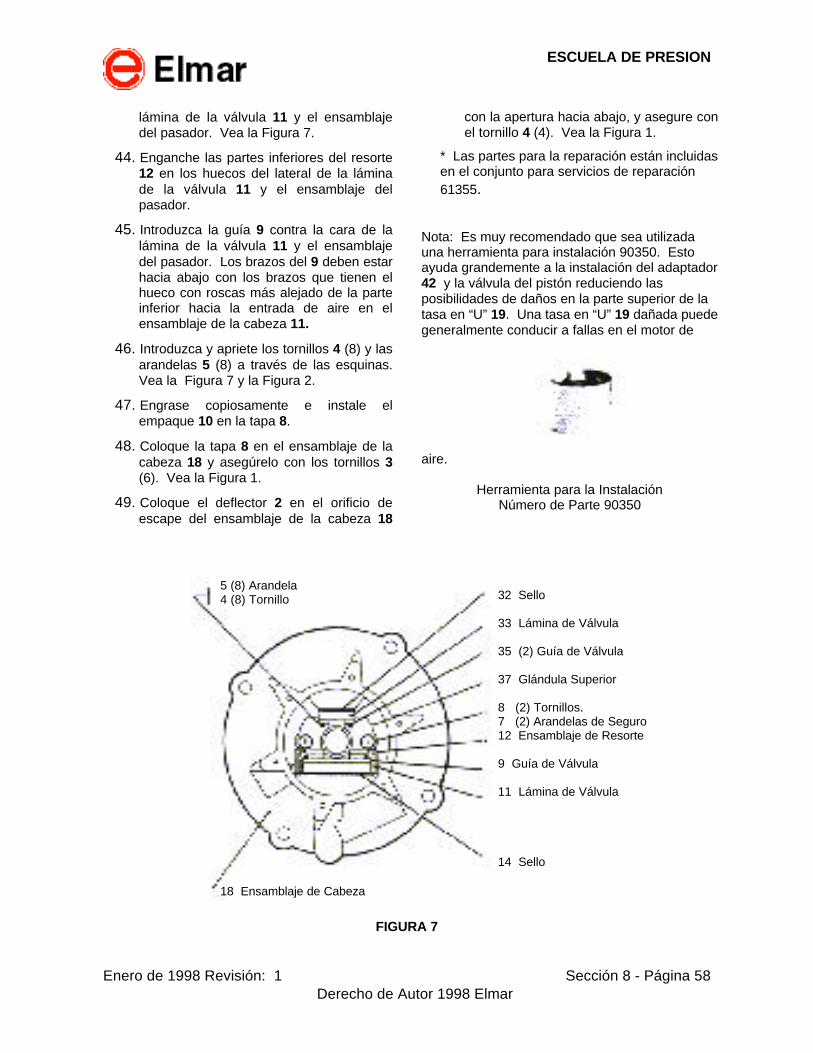
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 58 Derecho de Autor 1998 Elmar
lámina de la válvula 11 y el ensamblajedel pasador. Vea la Figura 7.
44. Enganche las partes inferiores del resorte12 en los huecos del lateral de la láminade la válvula 11 y el ensamblaje delpasador.
45. Introduzca la guía 9 contra la cara de lalámina de la válvula 11 y el ensamblajedel pasador. Los brazos del 9 deben estarhacia abajo con los brazos que tienen elhueco con roscas más alejado de la parteinferior hacia la entrada de aire en elensamblaje de la cabeza 11.
46. Introduzca y apriete los tornillos 4 (8) y lasarandelas 5 (8) a través de las esquinas.Vea la Figura 7 y la Figura 2.
47. Engrase copiosamente e instale elempaque 10 en la tapa 8.
48. Coloque la tapa 8 en el ensamblaje de lacabeza 18 y asegúrelo con los tornillos 3(6). Vea la Figura 1.
49. Coloque el deflector 2 en el orificio deescape del ensamblaje de la cabeza 18
con la apertura hacia abajo, y asegure conel tornillo 4 (4). Vea la Figura 1.
* Las partes para la reparación están incluidasen el conjunto para servicios de reparación61355.
Nota: Es muy recomendado que sea utilizadauna herramienta para instalación 90350. Estoayuda grandemente a la instalación del adaptador42 y la válvula del pistón reduciendo lasposibilidades de daños en la parte superior de latasa en “U” 19. Una tasa en “U” 19 dañada puedegeneralmente conducir a fallas en el motor de
aire.
Herramienta para la InstalaciónNúmero de Parte 90350
FIGURA 7
5 (8) Arandela4 (8) Tornillo 32 Sello
33 Lámina de Válvula
35 (2) Guía de Válvula
37 Glándula Superior
8 (2) Tornillos.7 (2) Arandelas de Seguro12 Ensamblaje de Resorte
9 Guía de Válvula
11 Lámina de Válvula
14 Sello
18 Ensamblaje de Cabeza
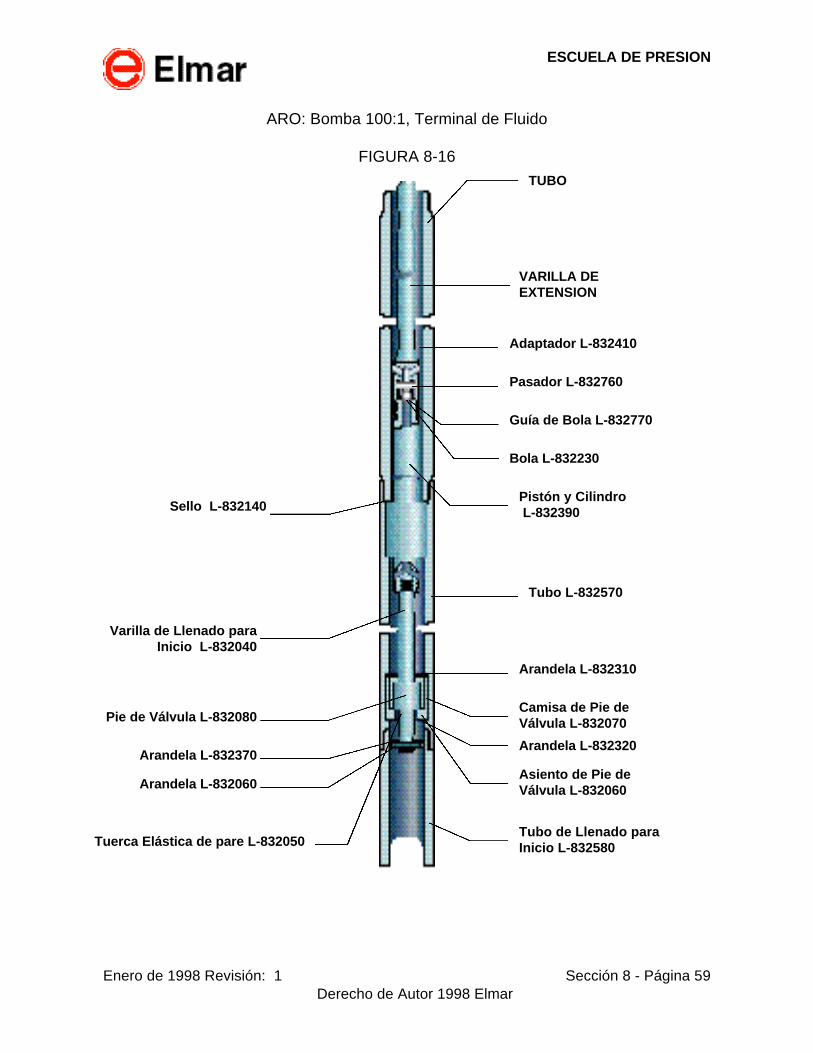
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 59 Derecho de Autor 1998 Elmar
ARO: Bomba 100:1, Terminal de Fluido
FIGURA 8-16
VARILLA DEEXTENSION
Adaptador L-832410
Pasador L-832760
TUBO
Guía de Bola L-832770
Pistón y Cilindro L-832390
Bola L-832230
Tubo L-832570
Arandela L-832310
Arandela L-832320
Camisa de Pie deVálvula L-832070
Asiento de Pie deVálvula L-832060
Tubo de Llenado paraInicio L-832580
Sello L-832140
Varilla de Llenado paraInicio L-832040
Pie de Válvula L-832080
Arandela L-832370
Arandela L-832060
Tuerca Elástica de pare L-832050
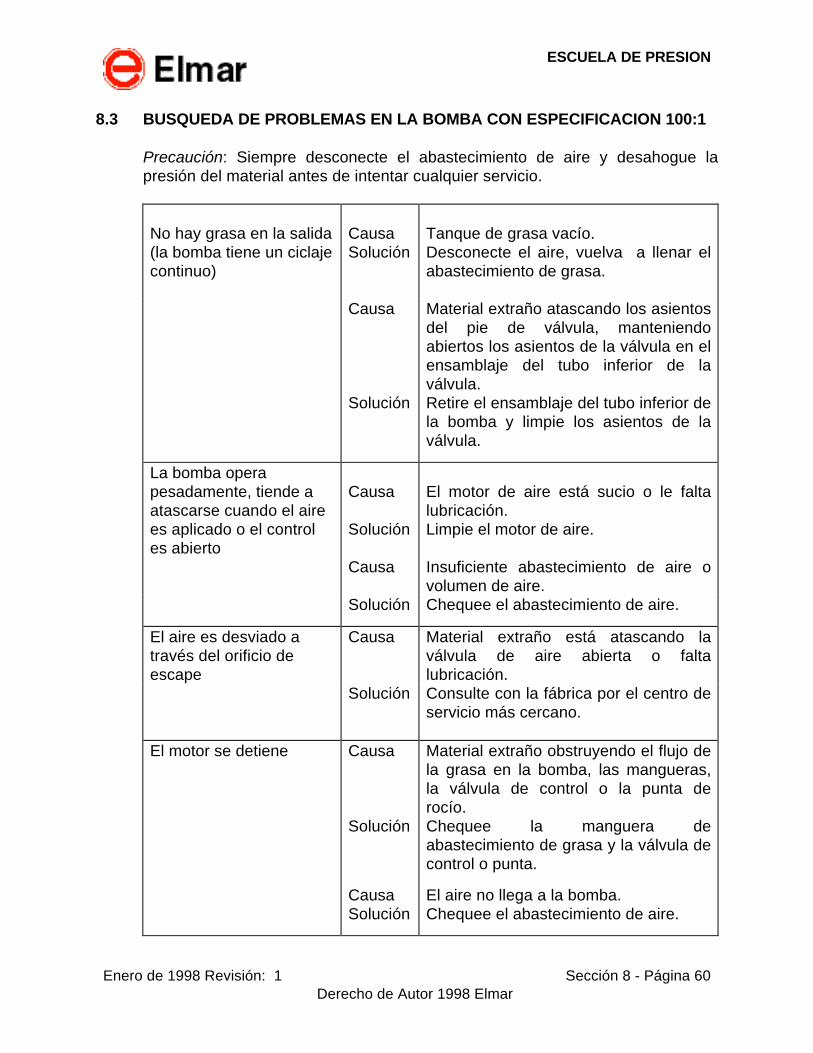
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 60 Derecho de Autor 1998 Elmar
8.3 BUSQUEDA DE PROBLEMAS EN LA BOMBA CON ESPECIFICACION 100:1
Precaución: Siempre desconecte el abastecimiento de aire y desahogue lapresión del material antes de intentar cualquier servicio.
No hay grasa en la salida(la bomba tiene un ciclajecontinuo)
CausaSolución
Tanque de grasa vacío.Desconecte el aire, vuelva a llenar elabastecimiento de grasa.
Causa Material extraño atascando los asientosdel pie de válvula, manteniendoabiertos los asientos de la válvula en elensamblaje del tubo inferior de laválvula.
Solución Retire el ensamblaje del tubo inferior dela bomba y limpie los asientos de laválvula.
La bomba operapesadamente, tiende aatascarse cuando el airees aplicado o el controles abierto
Causa
Solución
El motor de aire está sucio o le faltalubricación.Limpie el motor de aire.
Causa Insuficiente abastecimiento de aire ovolumen de aire.
Solución Chequee el abastecimiento de aire.
El aire es desviado através del orificio deescape
Causa Material extraño está atascando laválvula de aire abierta o faltalubricación.
Solución Consulte con la fábrica por el centro deservicio más cercano.
El motor se detiene Causa Material extraño obstruyendo el flujo dela grasa en la bomba, las mangueras,la válvula de control o la punta derocío.
Solución Chequee la manguera deabastecimiento de grasa y la válvula decontrol o punta.
Causa El aire no llega a la bomba.Solución Chequee el abastecimiento de aire.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 61 Derecho de Autor 1998 Elmar
9.0 BOMBA DE TRANSFERENCIA DE BAJA PRESION WIWA
1. DESCRIPCION DEL SISTEMA
La bomba de baja presión de WIWA está compuesta por un motor de airecomprimido y una bomba de fluido.
La presión de fluido es variada continuamente con el regulador (reductorde presión) anexado al motor de aire.
La relación de transmisión de las bombas de baja presión es determinadapor el cuadrado de la relación del diámetro del pistón del motor de aire y eldiámetro de la varilla de los pistones del extremo de fluido.
La presión es derivada del promedio de transmisión (especificado en laplaca) multiplicado por la presión del abastecimiento de aire. Por ejemplo:Relación de presión de la bomba 5:1 x Presión de abastecimiento de aire 5bar = Presión del material 25 bar.
El Motor de Aire (Figura 8-18)
Los motores de aire WIWA están específicamente diseñados para impulsarbombas de alta y baja presión.
El Terminal de Fluido (Figura 8-19)
El diseño “abierto” de las bombas de baja presión de WIWA es elentregado como estándar.
El motor de aire y bomba son conectadas solamente por tornillos deespaciamiento con esta configuración, para que la operación de la bombapueda ser observada y vigilada.
La bomba está equipada con empaque de teflón como estándar. Losempaques de cuero impregnados se encuentran especialmentedisponibles para propósitos especiales, por ejemplo la utilización demateriales de pigmentos abrasivos y granulares.
El empaque superior puede ser ajustado manualmente por medio de unatuerca de empaque con la forma de una tasa de aceite mientras que labomba está funcionando (Precaución: la máxima presión deabastecimiento de aire es un bar = 14 psi).
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 62 Derecho de Autor 1998 Elmar
Para poder utilizar las ventajas del lubricante del empaque, el empaquesuperior de la bomba toma la forma de una taza de “agente de limpieza”.La varilla del pistón es humedecida con el lubricante en cada viaje haciaarriba, previniendo entonces el medio de entrega de quedar atrapado en lavarilla del pistón. Esto protege los empaques y disminuye el desgaste.
Una capa dura de cromo con un espesor por encima del promediogarantiza una larga vida útil de servicio de la varilla del pistón.
Ambas válvulas tipo bola tienen asientos de carburo. La bomba tambiénse encuentra disponible con asientos de válvula de nylon por requisiciónespecial. Con la configuración de “abierto”, la presión del empaqueejercida sobre el pistón debe ser reajustado manualmente girando la tuercadel empaque superior, la cual toma la forma de una taza de aceite,mientras que la bomba está corriendo.
3. ARRANQUE
1. Una vez instalado, chequee que la bomba opera completamente através de todo su ciclo (medio de la prueba: emulsión de aceite).Para evitar daños al medio de entrega, limpie completamente labomba con un solvente antes de utilizarla por la primera vez.
2. Añada lubricante para empaque casi hasta el borde superior de lataza de limpieza de la tuerca de empaque. Asegúrese que la varilladel pistón de la bomba del material está mirando hacia abajo e insertecompletamente en la taza de limpieza.
4. MANTENIMIENTO
1. Abra la trampa de agua bajo presión todos los días (varias veces aldía si el aire comprimido tiene humedad) y desaloje el condensado.
2. Chequee el ajuste adecuado (de la mezcla) y el llenado del aceitadorde rocío. Nosotros recomendamos una gota cada 5 a 10 viajesdobles.
3. Chequee la cantidad de lubricante en el empaque de la taza delimpieza.
Nota: El lubricante de empaque debe ser renovado después deaproximadamente 50 horas de operación.

ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 63 Derecho de Autor 1998 Elmar
Precaución: Cambios en el color del lubricante indican un empaquedefectuoso acompañado por una actuación dudosa del sistema. En estaeventualidad, ajuste el empaque. El empaque debe ser renovado sitodavía falla para alcanzar un sello apretado (desgaste).
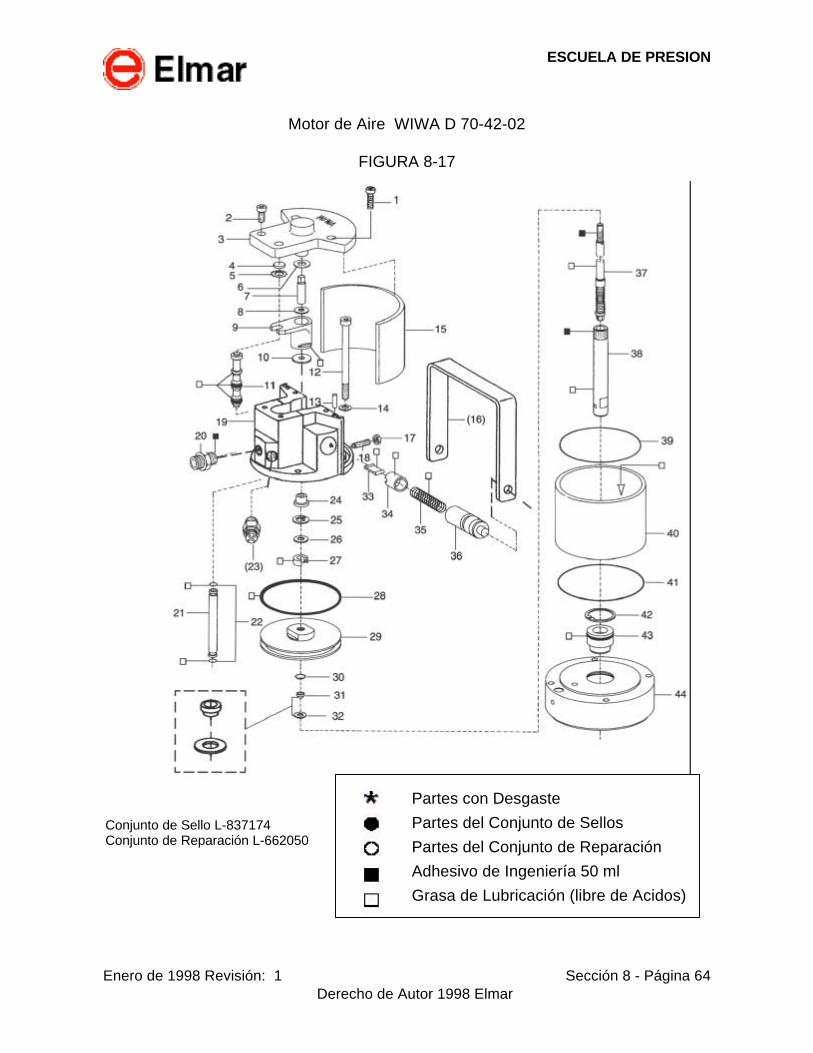
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 64 Derecho de Autor 1998 Elmar
Motor de Aire WIWA D 70-42-02
FIGURA 8-17
Partes con Desgaste
Partes del Conjunto de Sellos
Partes del Conjunto de Reparación
Adhesivo de Ingeniería 50 ml
Grasa de Lubricación (libre de Acidos)
Conjunto de Sello L-837174Conjunto de Reparación L-662050
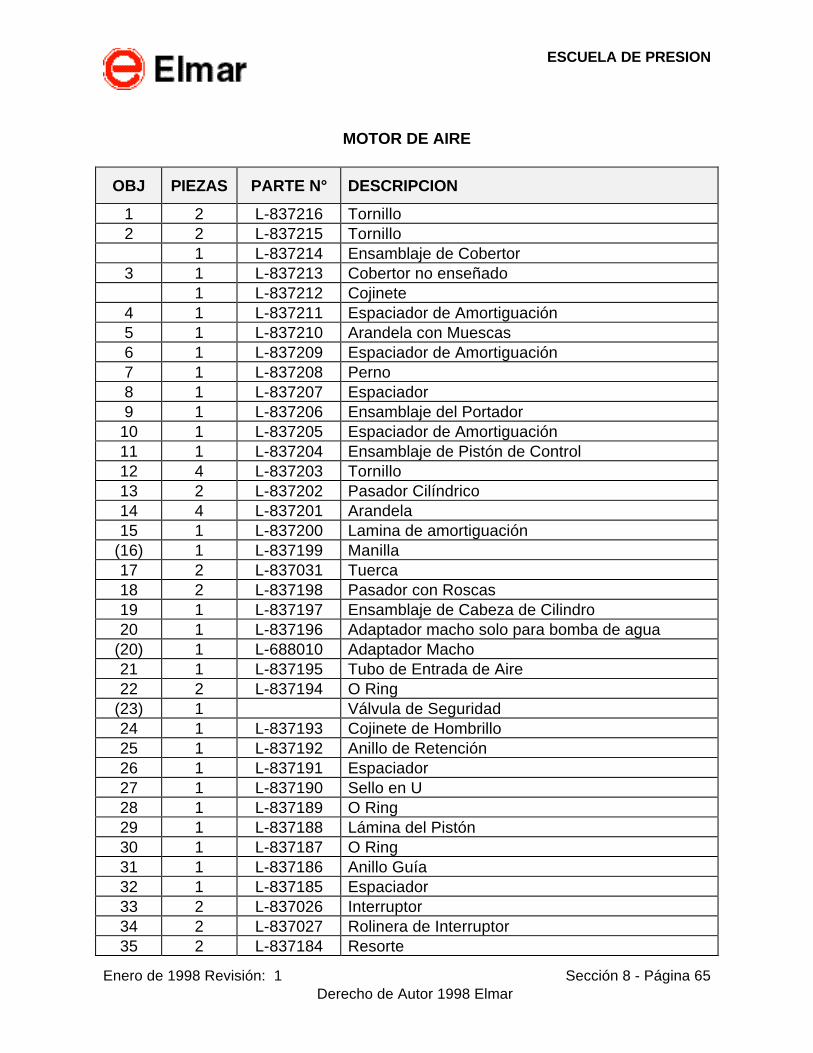
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 65 Derecho de Autor 1998 Elmar
MOTOR DE AIRE
OBJ PIEZAS PARTE N° DESCRIPCION
1 2 L-837216 Tornillo2 2 L-837215 Tornillo
1 L-837214 Ensamblaje de Cobertor3 1 L-837213 Cobertor no enseñado
1 L-837212 Cojinete4 1 L-837211 Espaciador de Amortiguación5 1 L-837210 Arandela con Muescas6 1 L-837209 Espaciador de Amortiguación7 1 L-837208 Perno8 1 L-837207 Espaciador9 1 L-837206 Ensamblaje del Portador
10 1 L-837205 Espaciador de Amortiguación11 1 L-837204 Ensamblaje de Pistón de Control12 4 L-837203 Tornillo13 2 L-837202 Pasador Cilíndrico14 4 L-837201 Arandela15 1 L-837200 Lamina de amortiguación
(16) 1 L-837199 Manilla17 2 L-837031 Tuerca18 2 L-837198 Pasador con Roscas19 1 L-837197 Ensamblaje de Cabeza de Cilindro20 1 L-837196 Adaptador macho solo para bomba de agua
(20) 1 L-688010 Adaptador Macho21 1 L-837195 Tubo de Entrada de Aire22 2 L-837194 O Ring
(23) 1 Válvula de Seguridad24 1 L-837193 Cojinete de Hombrillo25 1 L-837192 Anillo de Retención26 1 L-837191 Espaciador27 1 L-837190 Sello en U28 1 L-837189 O Ring29 1 L-837188 Lámina del Pistón30 1 L-837187 O Ring31 1 L-837186 Anillo Guía32 1 L-837185 Espaciador33 2 L-837026 Interruptor34 2 L-837027 Rolinera de Interruptor35 2 L-837184 Resorte
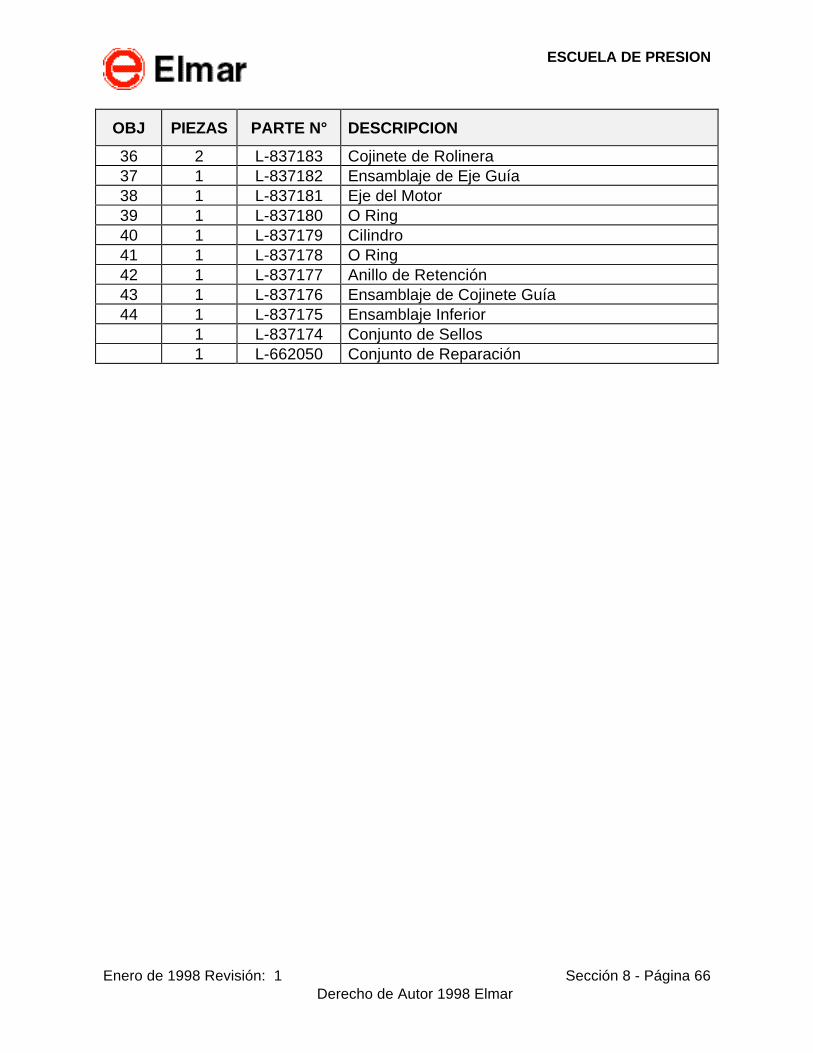
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 66 Derecho de Autor 1998 Elmar
OBJ PIEZAS PARTE N° DESCRIPCION
36 2 L-837183 Cojinete de Rolinera37 1 L-837182 Ensamblaje de Eje Guía38 1 L-837181 Eje del Motor39 1 L-837180 O Ring40 1 L-837179 Cilindro41 1 L-837178 O Ring42 1 L-837177 Anillo de Retención43 1 L-837176 Ensamblaje de Cojinete Guía44 1 L-837175 Ensamblaje Inferior
1 L-837174 Conjunto de Sellos1 L-662050 Conjunto de Reparación
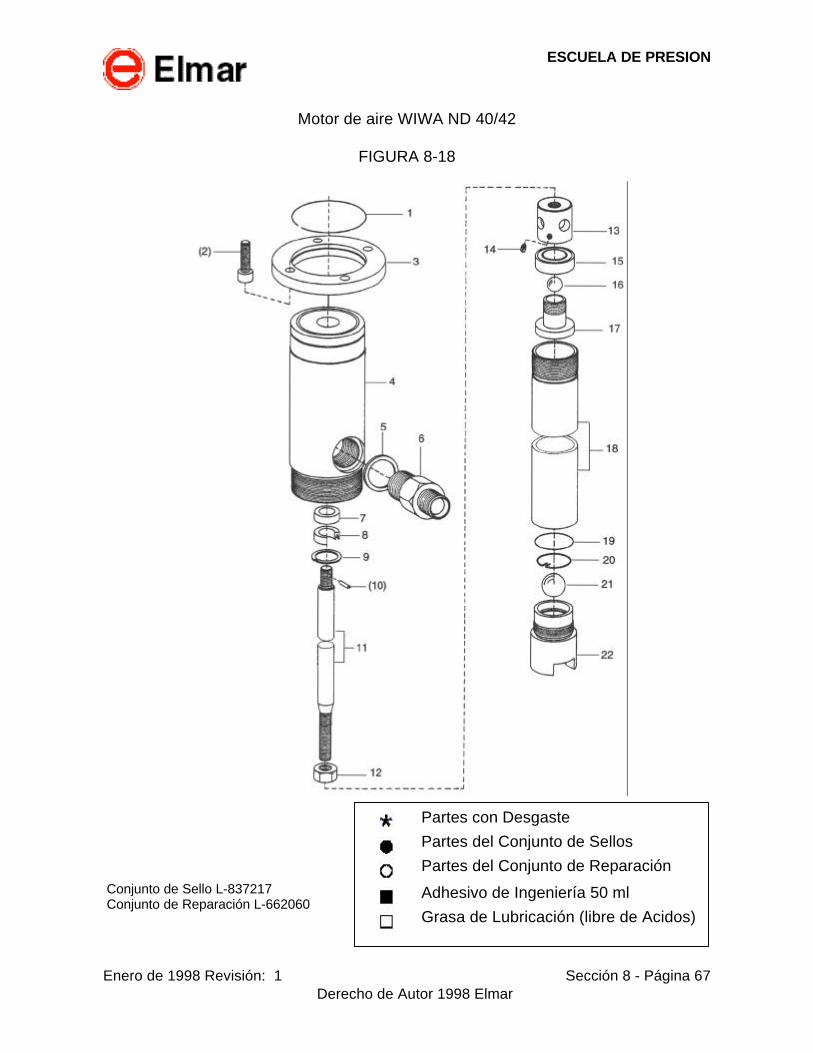
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 67 Derecho de Autor 1998 Elmar
Motor de aire WIWA ND 40/42
FIGURA 8-18
Conjunto de Sello L-837217Conjunto de Reparación L-662060
Partes con Desgaste
Partes del Conjunto de Sellos
Partes del Conjunto de Reparación
Adhesivo de Ingeniería 50 ml
Grasa de Lubricación (libre de Acidos)
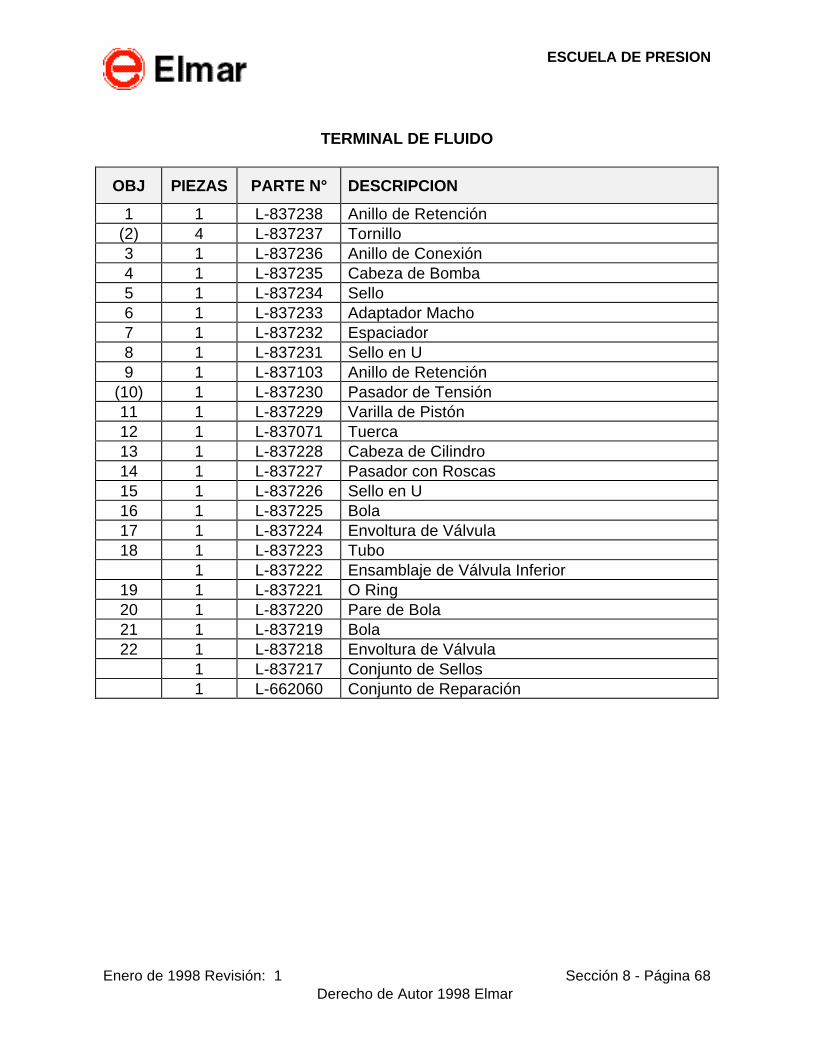
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 68 Derecho de Autor 1998 Elmar
TERMINAL DE FLUIDO
OBJ PIEZAS PARTE N° DESCRIPCION
1 1 L-837238 Anillo de Retención(2) 4 L-837237 Tornillo3 1 L-837236 Anillo de Conexión4 1 L-837235 Cabeza de Bomba5 1 L-837234 Sello6 1 L-837233 Adaptador Macho7 1 L-837232 Espaciador8 1 L-837231 Sello en U9 1 L-837103 Anillo de Retención
(10) 1 L-837230 Pasador de Tensión11 1 L-837229 Varilla de Pistón12 1 L-837071 Tuerca13 1 L-837228 Cabeza de Cilindro14 1 L-837227 Pasador con Roscas15 1 L-837226 Sello en U16 1 L-837225 Bola17 1 L-837224 Envoltura de Válvula18 1 L-837223 Tubo
1 L-837222 Ensamblaje de Válvula Inferior19 1 L-837221 O Ring20 1 L-837220 Pare de Bola21 1 L-837219 Bola22 1 L-837218 Envoltura de Válvula
1 L-837217 Conjunto de Sellos1 L-662060 Conjunto de Reparación
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 69 Derecho de Autor 1998 Elmar
10.0 BOMBA DE TRANSFERENCIA DE ARO ESPECIFICACION 4:1
Una bomba de transferencia ARO puede formar parte del patín (skid) de grasa(GIT). Esta es modelo L-840600 con una especificación de 4:1 (Vea la Figura8-19).
OPERACION / MANTENIMIENTO
Si la bomba opera pero entrega poca o ninguna grasa chequee por:
1. Abastecimiento inadecuado de grasa o un posible mal funcionamiento dela válvula de pie la cual podría prevenir que la grasa pase al tubo desucción.
2. Suciedad o material extraño en la válvula de pie u otra causa que puedaprevenir que esta cierre durante el viaje hacia abajo del pistón.
Si la unidad falla en operar, el siguiente procedimiento debe ayudar paradeterminar la causa:
1. Chequee la presión de aire en la bomba para asegurarse que la línea deaire no está obstruida y que aire es abastecido a la bomba.
2. Si el problema no es insuficiencia de aire, desconecte el acoplador rápidoen la bomba y después retire la válvula de chequeo soltando la tuercagirable. Retire lentamente pues puede haber atrapada presión en labomba. Sujete un trapo en este punto y aplique aire a la bomba; si labomba opera ahora, existe una obstrucción en la línea de material, elcarrete, o la manilla de control. Sin embargo, si la bomba todavía noopera, chequee la bomba. Consulte a Elmar si el problema no puede serubicado.
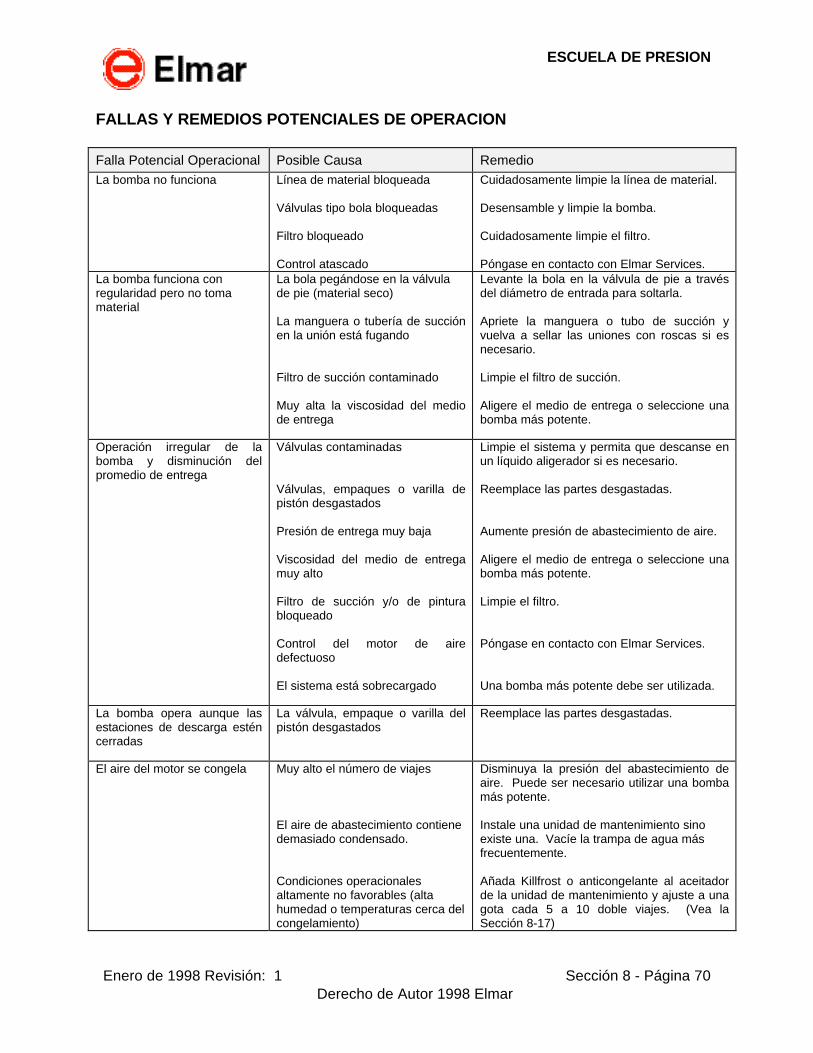
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 70 Derecho de Autor 1998 Elmar
FALLAS Y REMEDIOS POTENCIALES DE OPERACION
Falla Potencial Operacional Posible Causa RemedioLa bomba no funciona Línea de material bloqueada
Válvulas tipo bola bloqueadas
Filtro bloqueado
Control atascado
Cuidadosamente limpie la línea de material.
Desensamble y limpie la bomba.
Cuidadosamente limpie el filtro.
Póngase en contacto con Elmar Services.La bomba funciona conregularidad pero no tomamaterial
La bola pegándose en la válvulade pie (material seco)
La manguera o tubería de succiónen la unión está fugando
Filtro de succión contaminado
Muy alta la viscosidad del mediode entrega
Levante la bola en la válvula de pie a travésdel diámetro de entrada para soltarla.
Apriete la manguera o tubo de succión yvuelva a sellar las uniones con roscas si esnecesario.
Limpie el filtro de succión.
Aligere el medio de entrega o seleccione unabomba más potente.
Operación irregular de labomba y disminución delpromedio de entrega
Válvulas contaminadas
Válvulas, empaques o varilla depistón desgastados
Presión de entrega muy baja
Viscosidad del medio de entregamuy alto
Filtro de succión y/o de pinturabloqueado
Control del motor de airedefectuoso
El sistema está sobrecargado
Limpie el sistema y permita que descanse enun líquido aligerador si es necesario.
Reemplace las partes desgastadas.
Aumente presión de abastecimiento de aire.
Aligere el medio de entrega o seleccione unabomba más potente.
Limpie el filtro.
Póngase en contacto con Elmar Services.
Una bomba más potente debe ser utilizada.
La bomba opera aunque lasestaciones de descarga esténcerradas
La válvula, empaque o varilla delpistón desgastados
Reemplace las partes desgastadas.
El aire del motor se congela Muy alto el número de viajes
El aire de abastecimiento contienedemasiado condensado.
Condiciones operacionalesaltamente no favorables (altahumedad o temperaturas cerca delcongelamiento)
Disminuya la presión del abastecimiento deaire. Puede ser necesario utilizar una bombamás potente.
Instale una unidad de mantenimiento sinoexiste una. Vacíe la trampa de agua másfrecuentemente.
Añada Killfrost o anticongelante al aceitadorde la unidad de mantenimiento y ajuste a unagota cada 5 a 10 doble viajes. (Vea laSección 8-17)
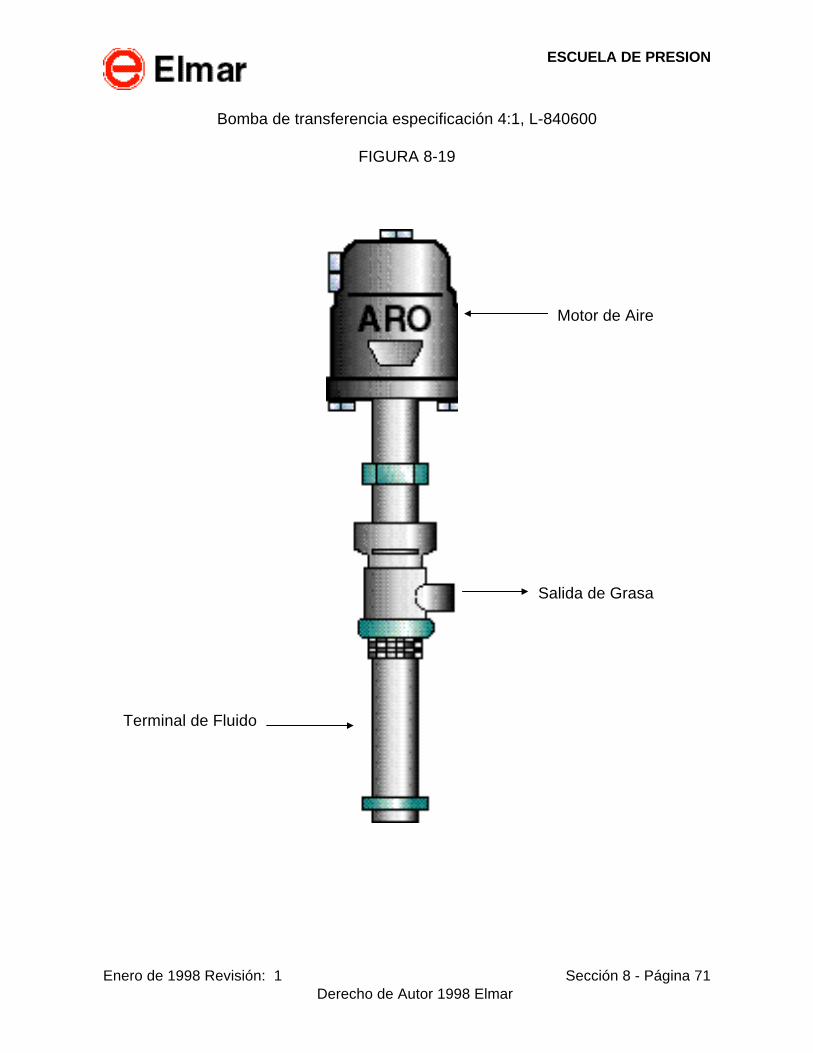
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 71 Derecho de Autor 1998 Elmar
Bomba de transferencia especificación 4:1, L-840600
FIGURA 8-19
Terminal de Fluido
Salida de Grasa
Motor de Aire
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 72 Derecho de Autor 1998 Elmar
11.0 REGULADORES DE AIRE
Los reguladores de aire utilizados en los patines de Elmar tienen todos losmismos principios de operación y una construcción similar. Debe tenersecuidado cuando se efectúa el mantenimiento pues algunas partes sonfabricadas de plástico moldeado y en consecuencia son expuestas a rompersecon una fuerza excesiva y a daños en las roscas fácilmente.
En la mayoría de las aplicaciones nosotros tenemos una presión deabastecimiento de aire de aproximadamente 100 psi y deseamos abastecer unabomba con un regulador de presión de aire.
Girando el botón del control comprime el resorte grande de la bobina el cual asu vez empuja el diafragma, cierra la válvula tipo aguja y desasienta la válvulade apague. Cuando la válvula de apague está fuera de su asiento, el aire espermitido que fluya e incrementa la presión del aire regulado.
La presión del aire regulado incrementa y la fuerza resultante sobre eldiafragma, debido a la presión del aire, alcanza y eventualmente sobrepasa lafuerza del resorte. El diafragma entonces se moverá e incrementará aún más lacompresión del resorte. La válvula de apague seguirá el viaje del diafragma yeventualmente sellará, previniendo que más aire fluya a través del regulador.
A medida que la presión del aire regulado disminuye, el resorte se extiende ymueve la válvula de apague. Este movimiento desasienta la válvula de apaguepermitiendo que el aire fluya libremente.
Una vez más, la presión de aire regulado incrementará a aquella determinadapor la compresión del resorte grande.
Existen dos tipos de reguladores utilizados en los módulos de control de Elmar yambos trabajan de la misma manera (Refiérase a la Figura 8-20).
1. REGULADOR No. L-851710 DE WILKERSON
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 73 Derecho de Autor 1998 Elmar
Este regulador es reconocido fácilmente por el color verde en el cuerpo ypor los botones transparentes con dígitos detrás de ellos.
Las especificaciones del regulador Wilkerson son:
Presión Primaria: 300 psi máximoPresión Ajustada: 160 psi máximoRango de Temperatura: 0 – 170oF (-18 – 79oCKit de Sello Parte N°: L-660390
2. REGULADOR No. L-680224 DE ARO
Fácilmente reconocido por su apariencia toda negra.
Las especificaciones del regulador ARO son:
Presión Primaria: 250 psi máximoPresión Ajustada: 250 psi máximoRango de Temperatura: 0 – 180oF (-18 – 82oCKit de Sello Parte N°: L-660300
Para una operación libre de problemas es esencial una lubricación adecuadadel regulador. Cuando ocurra cualquiera de los siguientes síntomas, lubriquecon un lubricante recomendado de acuerdo al manual.
1. Desahogo excesivo.
2. Inhabilidad de obtener una presión alta secundaria.
3. Presión secundaria errática.
Limpie todas las partes en el ensamblaje de la válvula y el asiento de la válvulay lubrique con Dow Corning 55M. Si no existe disponible utilice una grasapesada, tales como O-Ring Lube de Parker, Lubriplate o Molykote.
Nota: No utilice aceite como lubricante.
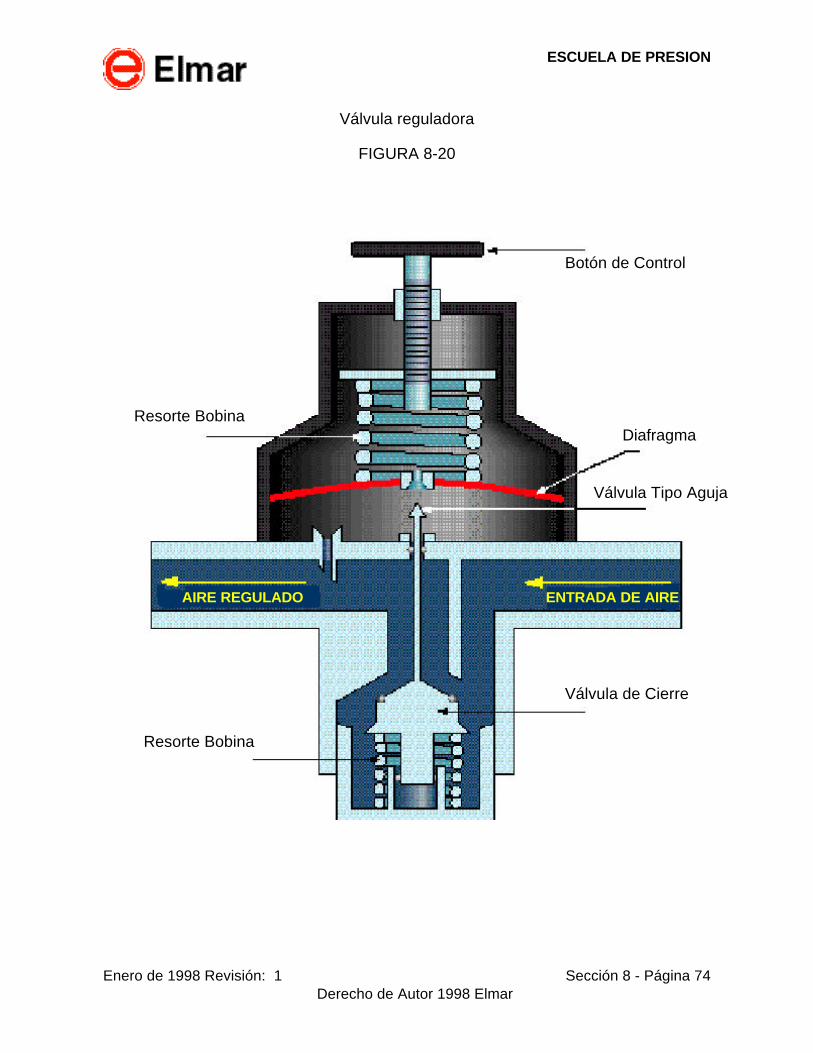
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 74 Derecho de Autor 1998 Elmar
Válvula reguladora
FIGURA 8-20
Botón de Control
Diafragma
Válvula Tipo Aguja
Válvula de Cierre
Resorte Bobina
Resorte Bobina
AIRE REGULADO ENTRADA DE AIRE
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 75 Derecho de Autor 1998 Elmar
12.0 CARRETES DE MANGUERAS
Los patines (skids) de grasa integrados de WHE diseñados por Elmar incluyenmangueras montadas en carretes. Los carretes con centros húmedos tienenventajas debido a que las mangueras permanecen permanentementeconectadas a las bombas y a los sistemas de control y están menos propensasa daños.
1. GENERAL
Todos los carretes emplean un sistema de glándula para mantener lacomunicación hidráulica con los controles. Esto permite que cualquierlongitud de manguera sea desenrollado. Un engranaje conductor manualcon especificación de 3:1 es utilizado en todos los carretes (Vea la Figura8-21 y 8-21a).
Nota: Los carretes no deben ser girados cuando las mangueras tienenpresión. Esto reducirá la vida útil del O-Ring.
2. MANTENIMIENTO
Los carretes están diseñados para un fácil mantenimiento. El O-Ring y losanillos de retención deben ser cambiados periódicamente (se recomiendacada 12 meses, dependiendo de la severidad del uso).
3. ENGRASADO
Cada ensamblaje de carrete tiene dos niples accesibles para grasa cuandola manguera está desenrollada.
Peligro: Solamente un viaje lento de la pistola de grasa es necesario; deotra manera, los bujes y el sello del O-Ring para el polvo puede serbombeado afuera.
4. BUJES DE BRONCE
Estas están diseñadas para centralizar el pistón dentro del eje y tambiénpara actuar como una superficie de soporte. Estas pueden desgastarselevemente con el tiempo.
5. ANILLOS DE RETENCION
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 76 Derecho de Autor 1998 Elmar
Los O-Rings, tamaño 224 y los pistones tienen un anillo de retención paraincrementar la vida útil de los O-Ring y asegurar la especificación de altapresión.
Siempre instale el anillo de retención en el lado del O-Ring alejado de lapresión con el lado encorvado mirando hacia el O-Ring.
6. DESENSAMBLAJE
El ensamblaje completo puede ser retirado de la estructura después deretirar los pernos del múltiple y los bloques de soporte. Si es deseado, elbloque del múltiple puede ser dejado en la estructura removiendo lostornillos hexagonales en el lado del bloque - y si esto es efectuado, sedebe tener cuidado con los sellos de los O-Rings entre el pistón y elmúltiple. El pistón puede ahora ser retirado del eje empujándolo en elextremo del múltiple. En los carretes con orificios dobles, usted debemarcar la posición del pistón para poder volver a ubicarlo en la mismaposición (vea el párrafo 7).
7. NUEVO ENSAMBLAJE
El re-ensamblaje es el inverso del proceso de desensamblaje. Se debetener cuidado de no dañar los O-Rings del pistón. Estos deben serlubricados con grasa Castrol Espheerol LMM o similar para facilitar elnuevo ensamblaje del pistón y del eje.
En los carretes con doble orificios es importante que cuando se ponen lospernos del bloque del múltiple al pistón debe asegurarse que el pistón esubicado exactamente como estaba cuando fue desensamblado y no girarlo180 grados. Esto es para asegurarse que al mover la válvula del BOP aabierta, el BOP en realidad abra en vez de cerrar. Esto aplicasimilarmente a los carretes del atrapador de herramientas, sujetador deherramientas y el limpiador de cable / caja de empaque.
Debido a un desarrollo continuo de la especificación exacta de los carretespuede ser necesario cambiarlos de vez en cuando. Los conjuntos de O-Rings de los carretes pueden en consecuencia contener O-Ringsadicionales.
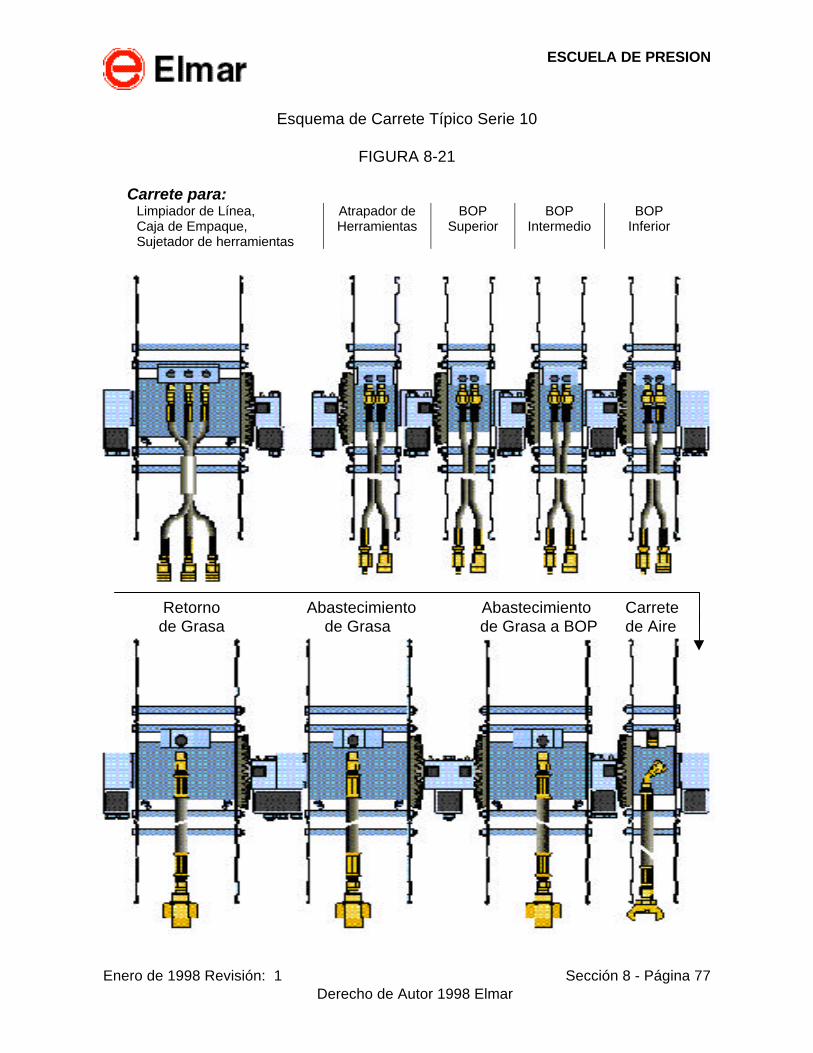
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 77 Derecho de Autor 1998 Elmar
Esquema de Carrete Típico Serie 10
FIGURA 8-21
Carrete para:Limpiador de Línea,Caja de Empaque,Sujetador de herramientas
Atrapador deHerramientas
BOPSuperior
BOPIntermedio
BOPInferior
Retorno de Grasa
Abastecimiento de Grasa
Abastecimiento de Grasa a BOP
Carrete de Aire
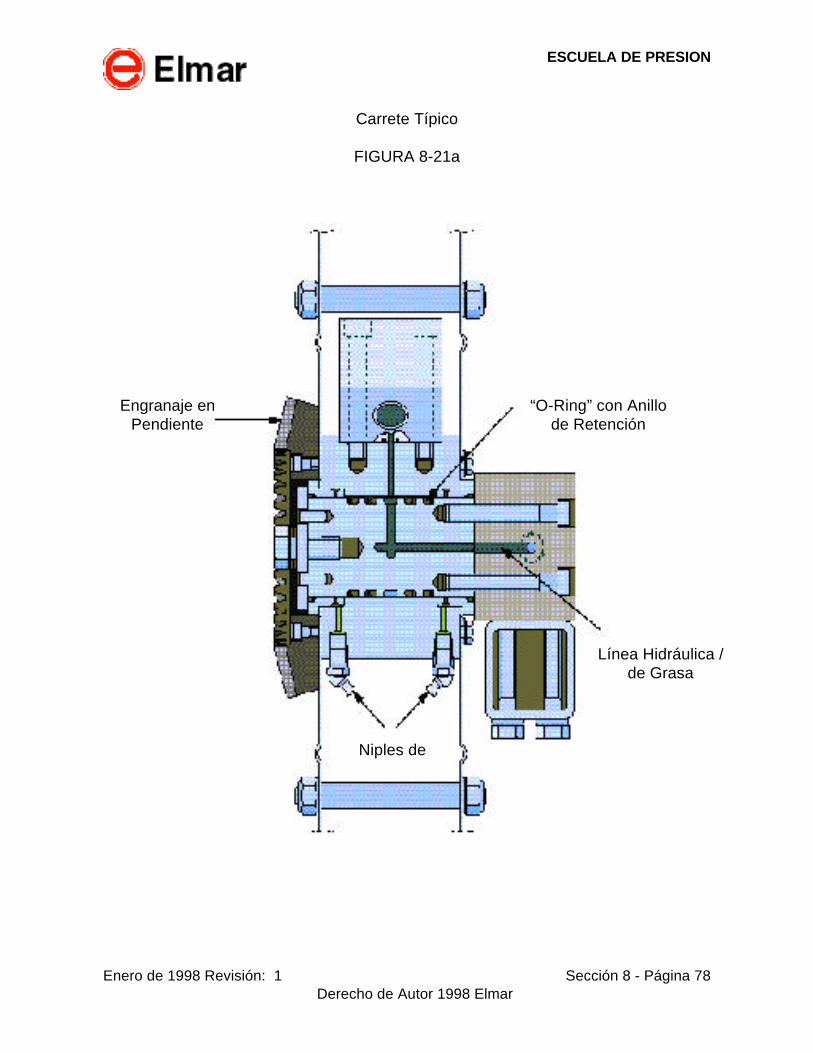
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 78 Derecho de Autor 1998 Elmar
Carrete Típico
FIGURA 8-21a
“O-Ring” con Anillode Retención
Línea Hidráulica /de Grasa
Niples de
Engranaje enPendiente
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 79 Derecho de Autor 1998 Elmar
13.0 MANGUERAS
1. MANGUERAS PARA GRASA
Las mangueras para grasa con alta presión son fabricadas de caucho o uncuerpo sintético, reforzado con una trenza de acero. Los adaptadores enlos extremos son presionados en ambos extremos y las conexiones sonenroscadas en ellos.
Las mangueras de caucho / acero son adecuadas para una presión detrabajo de 10,000 psi en líquidos.
Para operaciones con presiones más altas o gas, las mangueras depoliflex con recubrimiento de Nylon / Kevlar y entrelaces de aceroinoxidable son las recomendadas. Estas mangueras, con especificaciónde 13,000 o 26,000 psi WP son impermeables al gas, resistentes a lacorrosión y no son afectadas por el H2S o CO2.
Las especificaciones de las mangueras ensambladas están limitadas por laespecificación de los conectores en las uniones. Las uniones tipoautoclave deben ser utilizadas para presiones de trabajo por encima de10,000 psi. Los extremos de manguera de titanio son recomendadoscuando se encuentran presentes CO2 o H2S.
Para evitar una pérdida excesiva de presión en las mangueras, eldiámetro interno debe ser de 1/2“ o mayor.
2. MANGUERAS HIDRAULICAS
Las mangueras utilizadas para los fluidos hidráulicos, agua, glicol o aire,utilizan la construcción de caucho/acero y tienen una variedad deadaptadores en el extremo. Estas vienen con diámetros internos desde ¼“hasta 1“ y especificaciones de 1,000, 3,000, 5,000 o 10,000 psi.
3. MANTENIMIENTO
1 - GENERAL
Los extremos de las mangueras están diseñados para ser más fuertes quela manguera, de manera tal que la manguera reviente antes que reviente elextremo. Esto es verificado periódicamente en la fábrica.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 80 Derecho de Autor 1998 Elmar
Dependiendo del uso de la manguera pueden ocurrir diversas fallas:
a) La cobertura externa cortada/dañada permite corrosión en losalambres de hierro de alta tensión.
b) Daño mecánico a la manguera en un extremo presionado debido aexcesivas tensiones laterales.
c) Daño mecánico a los insertos de la manguera entre el extremoprensado y los adaptadores debido a excesivas cargas laterales, porejemplo jalando en la manguera hidráulica para mover el equipo depresión en el taladro.
d) “Torceduras” de la manguera.
2 - PROCEDIMIENTO
a) Para evitar problemas después de cualquier daño, las manguerasdeben ser probadas por presión hasta un 50% por encima de lapresión del trabajo esperada, antes de cada trabajo, por 5 minutos einspeccionada por daños cuando son enrolladas nuevamente en loscarretes, después del trabajo.
b) Si corrosión en los adaptadores de los extremos es un problema,estos deben ser reemplazados anualmente. La corrosión puedeevitarse rociando “Control 450” Parte No. L-880710 de Elmar.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 81 Derecho de Autor 1998 Elmar
14.0 ITINERARIO DE MANTENIMIENTO PARA EL MODULO DE CONTROL
Refiérase a la sección relevante en el manual por la indicación de las partes ylas instrucciones para ensamblaje/desensamblaje.
INTERVALO OPERACION
Diariamente Llene el lubricador de la línea de aire. Chequee que el filtrode la línea de aire esté limpio y trabajando adecuadamente.
Cada 12 Meses Desensamble todas las bombas. Chequee por corrosión ydesgaste.
Desensamble los carretes de mangueras. Cambie lossellos de los O-Ring y los anillos de retención.
Nota: Si requerido, Elmar Services Ltd. efectuará el servicio de cada 12 meses.Por favor, póngase en contacto con el Departamento de Servicios para mayoresdetalles. Todas las partes de repuesto se encuentran disponibles. Vea lasección relevante en el manual para la lista de partes.
Departamento de Servicio número de teléfono de +(44) 1224 740499.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 82 Derecho de Autor 1998 Elmar
15.0 FACTORES QUE AFECTAN LA ACTUACION DE LA INYECCION DE GRASA
La habilidad del sistema de inyección de grasa para mantener un buen sellodepende de diversos factores:
1. Tipo y viscosidad de la grasa en relación a la temperatura ambiental
2. Espacio entre el cable y el diámetro interno del tubo de flujo
3. Número de tubos de flujo
4. Velocidad del cable
5. Características de rendimiento de la bomba
6. Longitud de la manguera de grasa y diámetro interno
7. Presión de aire disponible en la bomba de grasa.
Los puntos 1 al 4 han sido discutidos en otras partes.
• Rendimiento de la bomba: Para obtener y mantener un sello, esimportante no solamente inyectar grasa a una presión mayor del 20% de lapresión del pozo, pero también suministrar suficiente volumen de grasa parareemplazar el volumen arrastrado por el cable o perdido en el pozo. Lasbombas de grasa tienen una curva característica de entrega: Promedio deflujo contra presión de salida. Como es enseñado por resultadosexperimentales (Figura 8-22), el promedio de flujo decae considerablementecon el incremento de la presión. La mejor bomba es aquella que entrega elpromedio de flujo más alto a una presión operacional seleccionada. Si labomba es incapaz de entregar el promedio de flujo requerido para mantenerel sello a una velocidad dada del cable, puede ser necesario tener dosbombas en paralelo y doble punto de inyección. Esto es recomendado paralos pozos de gas con alta presión
• Longitud de la manguera de grasa y diámetro interno: La longitud y eldiámetro interno de la manguera de grasa gobierna la caída de presión entrela salida de la bomba y la entrada en la cabeza de grasa. Experimentosprácticos han enseñado (vea la Figura 8-23):
◊ Las mangueras de alta presión actúan con un estrangulador.◊ Cuanto más larga sea la manguera, mayor la caída de presión, o un flujo
más pequeño a una presión dada.◊ Cuanto menor sea el diámetro interno, mayor es la caída de presión
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 83 Derecho de Autor 1998 Elmar
En consecuencia para alcanzar un flujo de 0.2 galones por minuto en un pozode 10,000 psi con una manguera de 0.4“ diámetro interno y 150 pies delongitud, usted requiere 15,000 psi en la bomba, muy por encima de las 12,000psi convencionales.
• Presión de aire: La presión de salida de la bomba de grasa es directamenteproporcional a la presión de entrada del aire. Es importante tener suficienteabastecimiento de aire que pueda mantener constante la presión del aire enla bomba sin importar el promedio de flujo. Las líneas de abastecimiento deaire desde el tanque del compresor deben ser mantenidas tan cortas comosea posible, y tener un diámetro interno grande.
CONCLUSIONES
⇒ Seleccione una bomba que pueda entregar un promedio de flujo razonable ala presión que usted quiere operar
⇒ Ajuste la presión de la inyección de grasa teniendo en cuenta la caída depresión en las mangueras de grasa.
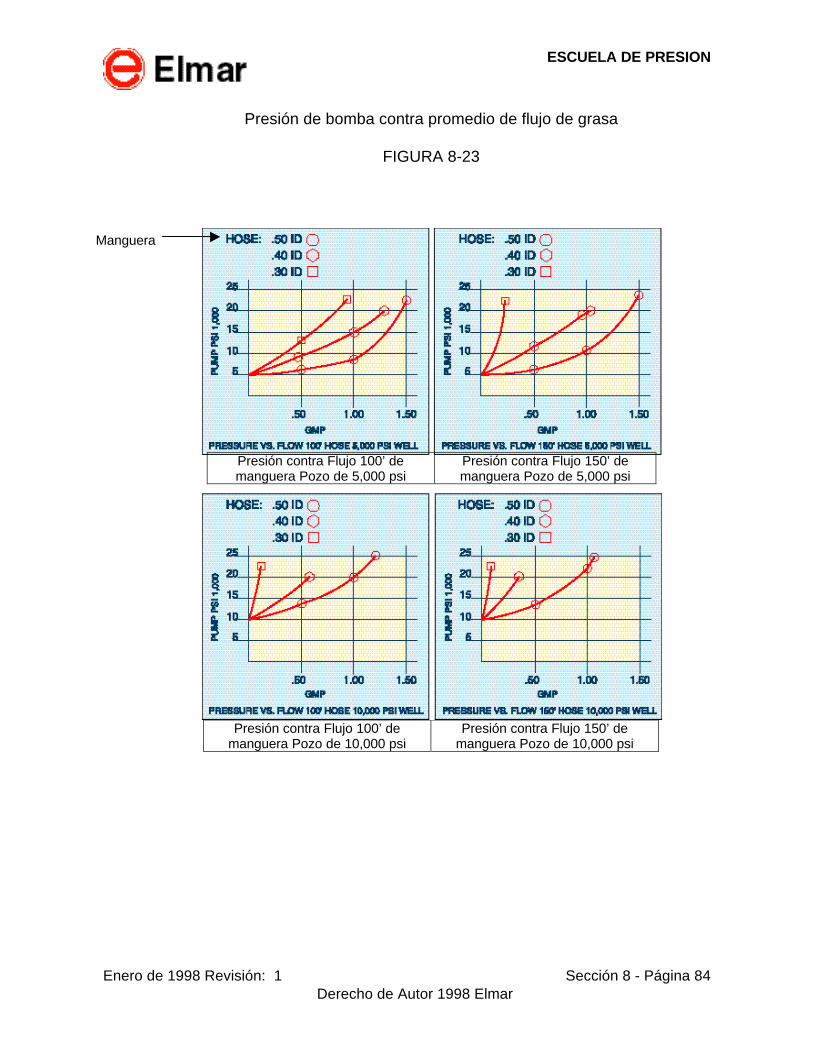
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 84 Derecho de Autor 1998 Elmar
Presión de bomba contra promedio de flujo de grasa
FIGURA 8-23
Presión contra Flujo 100’ demanguera Pozo de 10,000 psi
Presión contra Flujo 150’ demanguera Pozo de 10,000 psi
Presión contra Flujo 100’ demanguera Pozo de 5,000 psi
Presión contra Flujo 150’ demanguera Pozo de 5,000 psi
Manguera
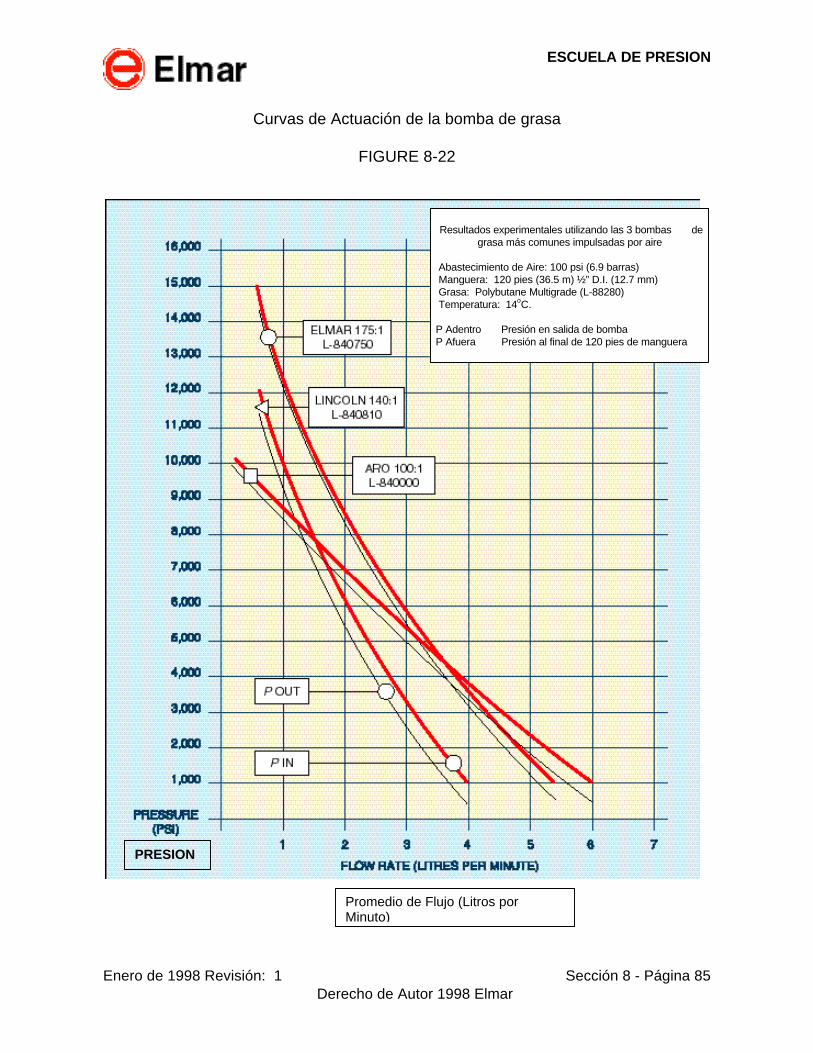
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 85 Derecho de Autor 1998 Elmar
Curvas de Actuación de la bomba de grasa
FIGURE 8-22
Resultados experimentales utilizando las 3 bombas degrasa más comunes impulsadas por aire
Abastecimiento de Aire: 100 psi (6.9 barras) Manguera: 120 pies (36.5 m) ½” D.I. (12.7 mm) Grasa: Polybutane Multigrade (L-88280) Temperatura: 14oC.
P Adentro Presión en salida de bomba P Afuera Presión al final de 120 pies de manguera
Promedio de Flujo (Litros porMinuto)
PRESION
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 86 Derecho de Autor 1998 Elmar
16.0 OPERACION EN LA LOCALIZACION DEL POZO
1. ENSAMBLAJE DEL TALADRO
• Ubique el patín (skid) con los carretes mirando hacia el taladro
• Conecte la manguera al equipo de presión a medida que es ensambladoel taladro
• Cuando abra los brazos del BOP manualmente, ajuste a apagado (off) laválvula de on/off (prendido/apagado) en el panel de control, ponga lamanilla de la válvula BOP en abra (open) y abra la válvula de desahogo,ubicada a la derecha del medidor principal de presión de la hidráulica
Precaución: Siempre chequee por una operación adecuada delatrapador de herramientas y del BOP antes de ensamblarlos en eltaladro, por ejemplo, abren pero no cierran.
• Bombee el acumulador (3,000 psi máximo) y gire la válvula delacumulador a off (apagado).
• Ajuste la presión hidráulica a 1,200 psi
• Coloque el BOP, el atrapador de herramientas y el sujetador deherramientas en la posición deseada
• Una bomba de grasa debe ser suficiente para efectuar el trabajo, perorecuerde que con 120 pies de manguera la pérdida de presión a lo largode la línea de grasa es considerablemente alta. Por ello puede sernecesario bombear 2,000 a 3,000 psi por encima de la presión del pozopara poder re-obtener el sello perdido o para poder mantener unconsumo excesivo de grasa si los tubos de flujo están desgastados.
2. DESENSAMBLAJE DEL TALADRO
• Cuando cierre los BOP manualmente, ajuste la válvula deprendido/apagado (on/off) en el panel de control a apagado (off), pongala manilla de la válvula del BOP en cerrado y abra la válvula dedesahogo, ubicada a la derecha del medidor principal de presión
• Asegúrese que toda presión es desahogada, incluyendo la presión delacumulador. Toda presión debe ser removida de las mangueras antesde enrollarlas, moviendo las válvulas del BOP, atrapador deherramientas, y sujetador de herramientas de abierto a cerrado dosveces.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 8 - Página 87 Derecho de Autor 1998 Elmar
17.0 CONGELAMIENTO DE BOMBAS OPERADAS CON AIRE
En temperaturas bajas, las bombas de grasa y aceite hidráulico operadas conaire pueden congelarse. Una bomba que corre a un promedio alto tenderá acongelarse más fácilmente, lo cual es otra razón por la cual se deben mantenerlos tubos de flujo tan cerca como sea posible al D.E. del cable. Las condicionesagravantes son la humedad contenida en el abastecimiento de aire, unambiente con humedad alta (bruma), una temperatura ambiente cerca al puntode congelamiento. Bajo tales condiciones es imperativo tener un sistemaseparador de agua en el abastecimiento de aire, el cual debe ser purgado confrecuencia (en intervalos de 3-4 horas). Además un Lubricador de Línea de Aire(Aceitador de Bruma) debe ser utilizado en, o cerca de, la entrada de la bomba.El lubricador debe utilizar Killfrost, (Elmar Parte No. L-880000), una mezclaespecialmente formulada de lubricante / anti congelante que absorbe humedad.Si el Killfrost no se encuentra disponible, usted puede utilizar una mezcla deglicol (buen anti congelante) y Aceite SAE 10, u otro aceite lubricante ligero.Utilice una mezcla de 50-50. El aceite mineral no absorberá agua y por estarazón será menos efectivo para prevenir la formación de hielo.
Note que los motores de la bomba de aire Haskel son lubricados durante elensamblaje y no deben utilizar la mezcla de glicol / aceite que tiene tendenciade remover el lubricante. En circunstancias excepcionales usted puede verseobligado a utilizar una mezcla anti congelante. En este caso usted debecontinuar utilizando el aceitador de bruma con la bomba Haskel, pues ellubricante original ya ha sido retirado del sistema.
Con las bombas WIWA, ARO y Lincoln, siempre es recomendado un aceitadorde bruma, y debe ser utilizado Killfrost o una mezcla de glicol y aceite SAE 10en el aceitador siempre que se encuentre en una temperatura baja y / o en unambiente de alta humedad.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 9 - Página 1 Derechos de Autor 1998 Elmar
SECCION 9 - SELLOS Y ADAPTADORES PARA PRESION
Obviamente nuestro equipo de presión requiere conexiones de sello para la presión.Una manera de alcanzar esto es utilizando conexiones de roscas con sello de metal ametal. Otro método es utilizando el sello de un O-Ring. Un tercer método es utilizaruna conexión tipo brida, y un cuarto método es utilizando un sello de grasa como esefectuado en el GIH. Un resumen rápido de los diversos métodos es presentado acontinuación.
SELLO DE METAL ENROSCADO A METAL
La Figura 9 -1 enseña una conexión con hombrillo donde el sello es efectuado en elhombro del macho de la conexión. Un alto torque es requerido para obtener el sello.Este método no es muy satisfactorio pues cualquier imperfección en la superficie o enel hombrillo puede fácilmente conducir a una unión con fugas, especialmente si no esaplicado suficiente torque. Las uniones de herramientas de tubería de perforacióntodavía utilizan este tipo de sello.
La Figura 9 - 2 enseña un método alterno. Las roscas de la sección macho y cajaestán en pendiente. Las roscas mismas efectúan el sello cuando son enroscadasjuntas. Este tiene como ventaja sobre el método anterior de tener una mayor área desello y entonces menos probabilidad de fuga - aún si una rosca ha sido dañada. Comoun procedimiento de emergencia estas pueden ser recubiertas con cinta de Teflón ouna grasa espesa (por ejemplo lubricante de tubería). Este método también requierebastante torque para efectuar el enrosque.
Las roscas en pendiente son utilizadas en la tuberías de revestimiento, producción ytubería tipo liner. Los perfiles estándar de roscas son definidos por el API y estasconexiones con roscas son generalmente llamadas “Roscas API”. Las roscas de tipotubo en línea tiene un perfil en pendiente en “V”, mientras que las roscas de lastuberías de revestimiento y de producción tienen crestas redondeadas y canales. (Veala Figura 9-3).
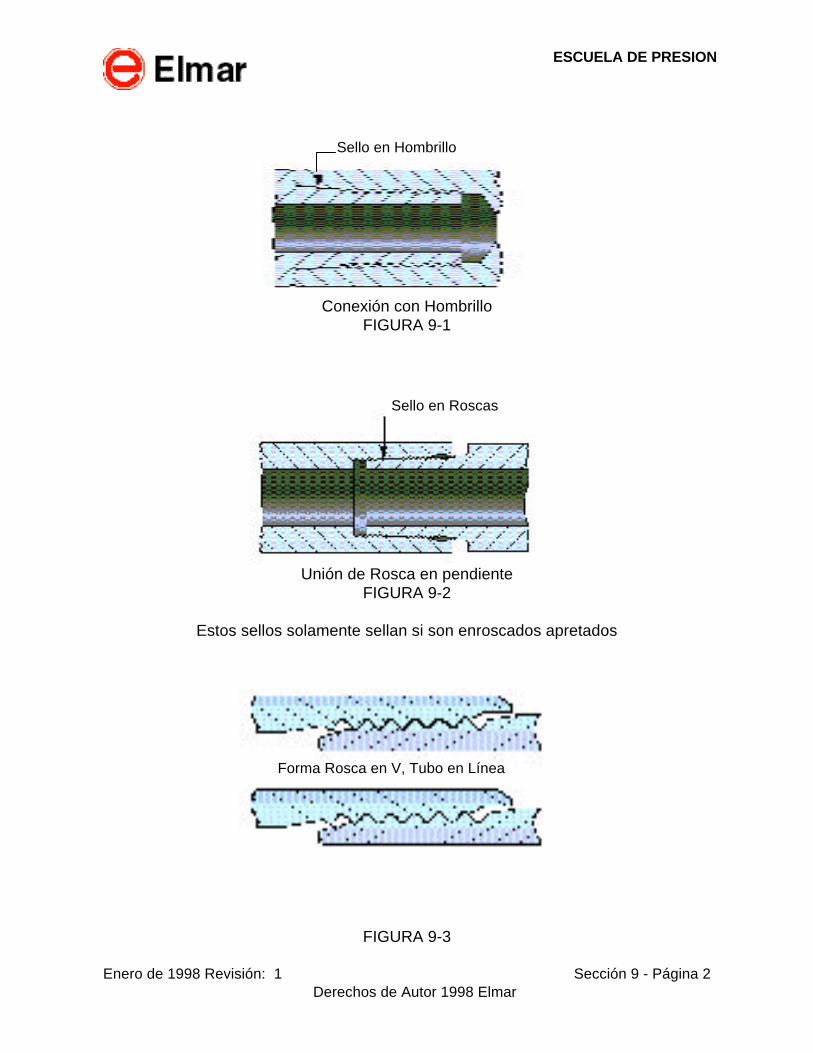
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 9 - Página 2 Derechos de Autor 1998 Elmar
Conexión con HombrilloFIGURA 9-1
Unión de Rosca en pendienteFIGURA 9-2
Estos sellos solamente sellan si son enroscados apretados
FIGURA 9-3
Sello en Hombrillo
Sello en Roscas
Forma Rosca en V, Tubo en Línea
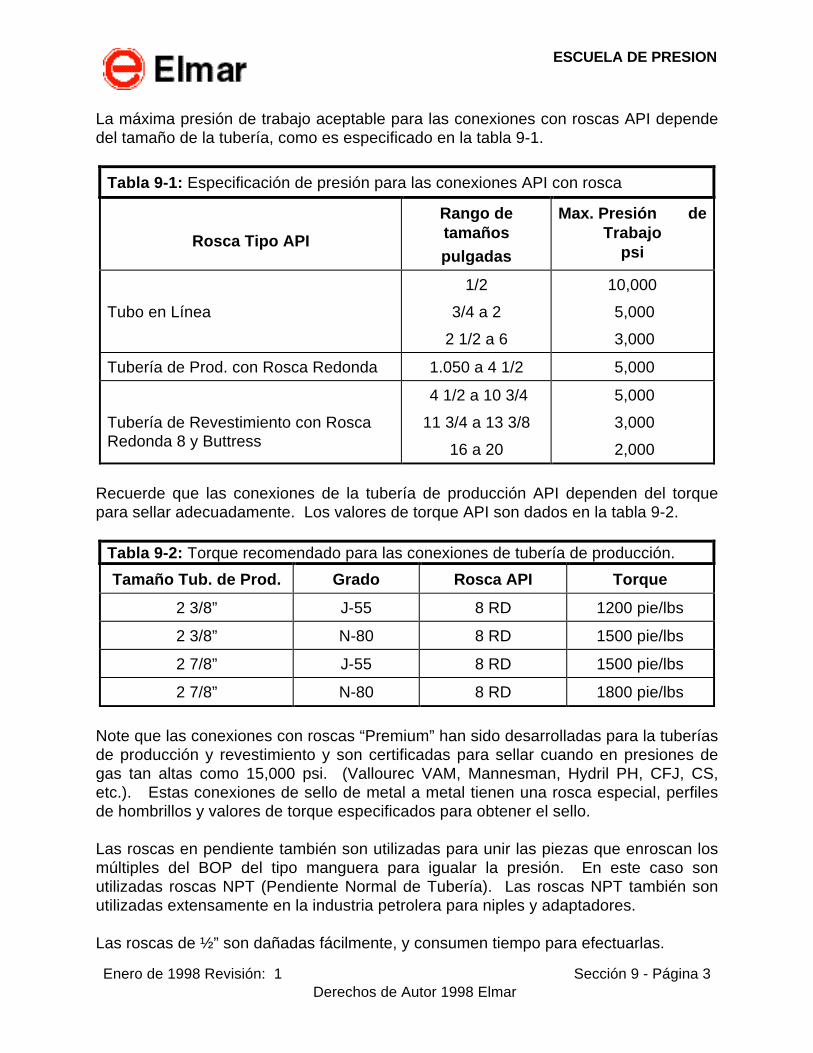
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 9 - Página 3 Derechos de Autor 1998 Elmar
La máxima presión de trabajo aceptable para las conexiones con roscas API dependedel tamaño de la tubería, como es especificado en la tabla 9-1.
Tabla 9-1: Especificación de presión para las conexiones API con rosca
Rosca Tipo API
Rango detamañospulgadas
Max. Presión deTrabajo
psi
Tubo en Línea
1/2
3/4 a 2
2 1/2 a 6
10,000
5,000
3,000
Tubería de Prod. con Rosca Redonda 1.050 a 4 1/2 5,000
Tubería de Revestimiento con RoscaRedonda 8 y Buttress
4 1/2 a 10 3/4
11 3/4 a 13 3/8
16 a 20
5,000
3,000
2,000
Recuerde que las conexiones de la tubería de producción API dependen del torquepara sellar adecuadamente. Los valores de torque API son dados en la tabla 9-2.
Tabla 9-2: Torque recomendado para las conexiones de tubería de producción.
Tamaño Tub. de Prod. Grado Rosca API Torque
2 3/8” J-55 8 RD 1200 pie/lbs
2 3/8” N-80 8 RD 1500 pie/lbs
2 7/8” J-55 8 RD 1500 pie/lbs
2 7/8” N-80 8 RD 1800 pie/lbs
Note que las conexiones con roscas “Premium” han sido desarrolladas para la tuberíasde producción y revestimiento y son certificadas para sellar cuando en presiones degas tan altas como 15,000 psi. (Vallourec VAM, Mannesman, Hydril PH, CFJ, CS,etc.). Estas conexiones de sello de metal a metal tienen una rosca especial, perfilesde hombrillos y valores de torque especificados para obtener el sello.
Las roscas en pendiente también son utilizadas para unir las piezas que enroscan losmúltiples del BOP del tipo manguera para igualar la presión. En este caso sonutilizadas roscas NPT (Pendiente Normal de Tubería). Las roscas NPT también sonutilizadas extensamente en la industria petrolera para niples y adaptadores.
Las roscas de ½” son dañadas fácilmente, y consumen tiempo para efectuarlas.
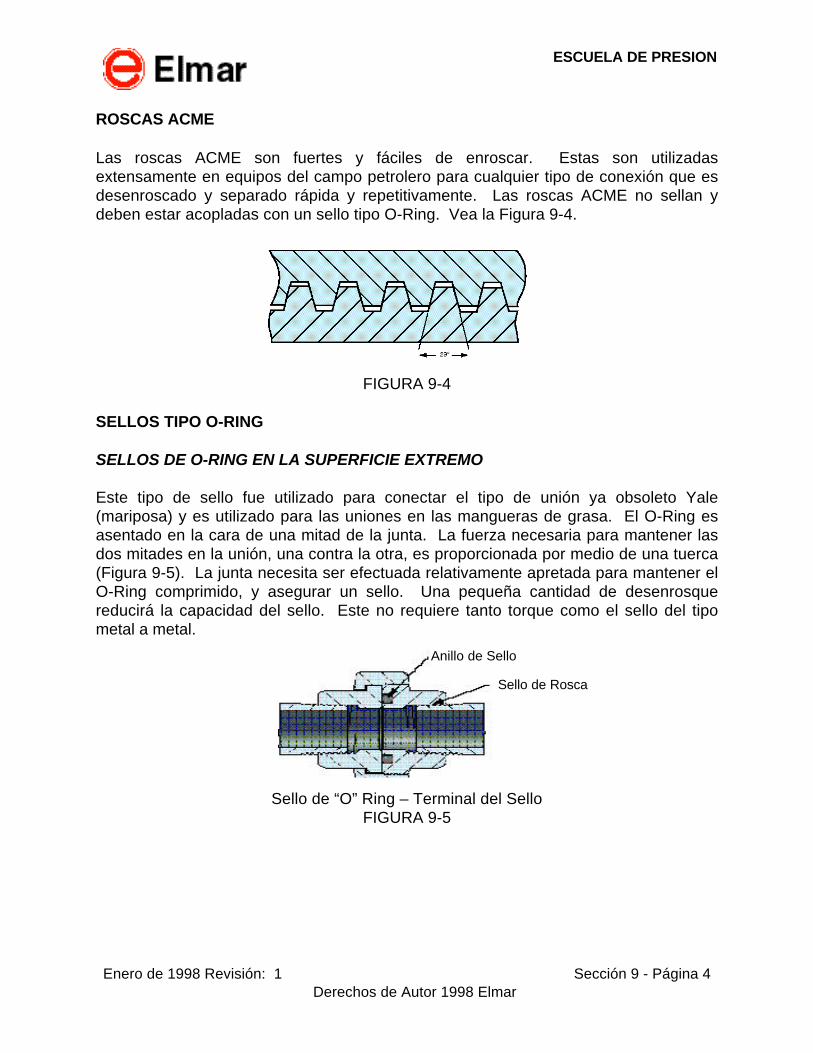
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 9 - Página 4 Derechos de Autor 1998 Elmar
ROSCAS ACME
Las roscas ACME son fuertes y fáciles de enroscar. Estas son utilizadasextensamente en equipos del campo petrolero para cualquier tipo de conexión que esdesenroscado y separado rápida y repetitivamente. Las roscas ACME no sellan ydeben estar acopladas con un sello tipo O-Ring. Vea la Figura 9-4.
FIGURA 9-4
SELLOS TIPO O-RING
SELLOS DE O-RING EN LA SUPERFICIE EXTREMO
Este tipo de sello fue utilizado para conectar el tipo de unión ya obsoleto Yale(mariposa) y es utilizado para las uniones en las mangueras de grasa. El O-Ring esasentado en la cara de una mitad de la junta. La fuerza necesaria para mantener lasdos mitades en la unión, una contra la otra, es proporcionada por medio de una tuerca(Figura 9-5). La junta necesita ser efectuada relativamente apretada para mantener elO-Ring comprimido, y asegurar un sello. Una pequeña cantidad de desenrosquereducirá la capacidad del sello. Este no requiere tanto torque como el sello del tipometal a metal.
Sello de “O” Ring – Terminal del SelloFIGURA 9-5
Anillo de Sello
Sello de Rosca
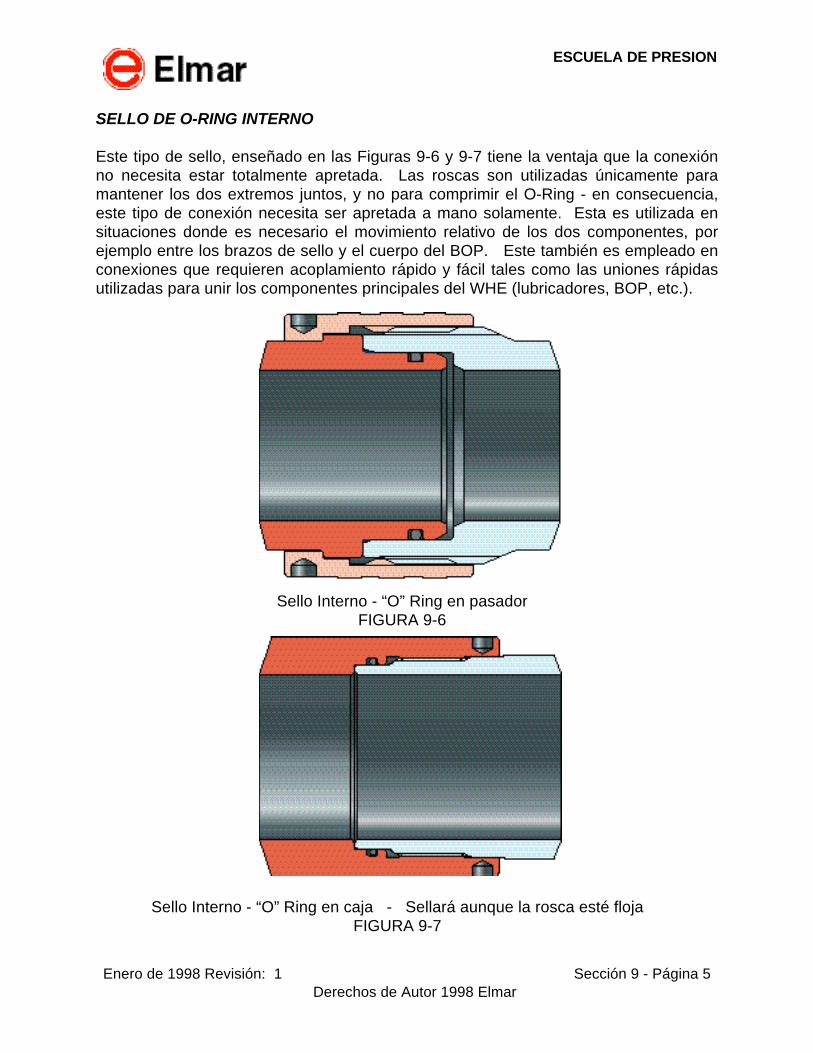
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 9 - Página 5 Derechos de Autor 1998 Elmar
SELLO DE O-RING INTERNO
Este tipo de sello, enseñado en las Figuras 9-6 y 9-7 tiene la ventaja que la conexiónno necesita estar totalmente apretada. Las roscas son utilizadas únicamente paramantener los dos extremos juntos, y no para comprimir el O-Ring - en consecuencia,este tipo de conexión necesita ser apretada a mano solamente. Esta es utilizada ensituaciones donde es necesario el movimiento relativo de los dos componentes, porejemplo entre los brazos de sello y el cuerpo del BOP. Este también es empleado enconexiones que requieren acoplamiento rápido y fácil tales como las uniones rápidasutilizadas para unir los componentes principales del WHE (lubricadores, BOP, etc.).
Sello Interno - “O” Ring en pasadorFIGURA 9-6
Sello Interno - “O” Ring en caja - Sellará aunque la rosca esté flojaFIGURA 9-7
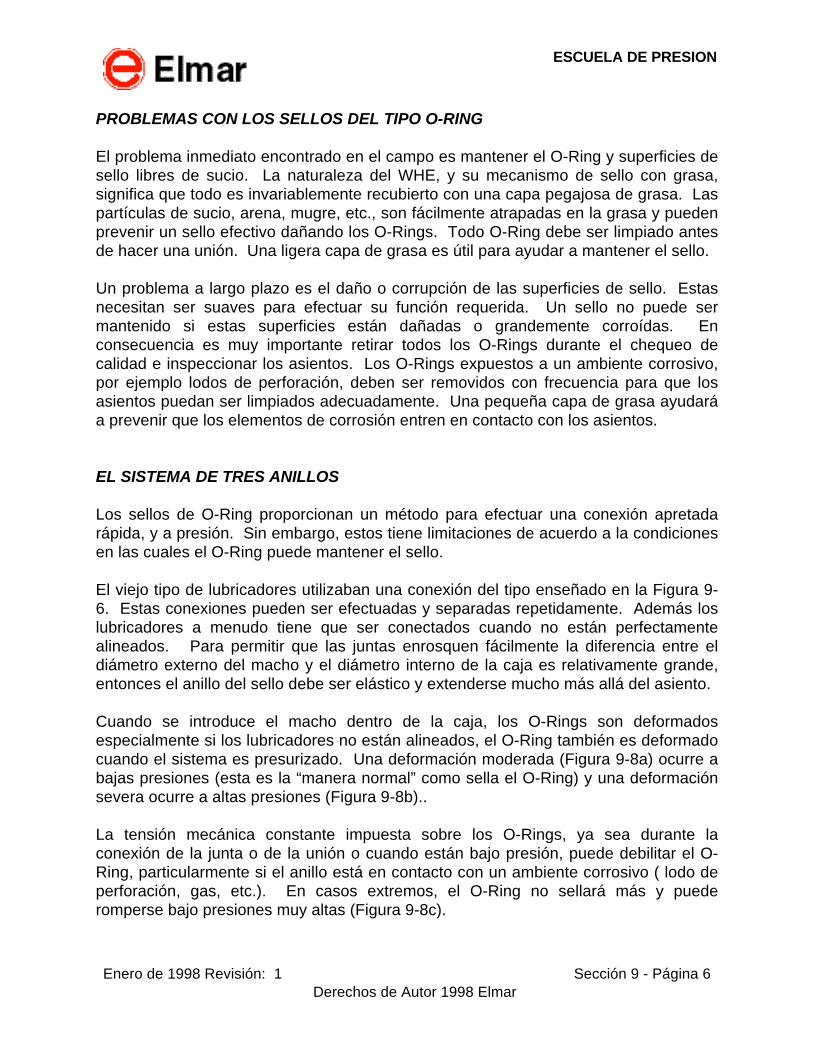
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 9 - Página 6 Derechos de Autor 1998 Elmar
PROBLEMAS CON LOS SELLOS DEL TIPO O-RING
El problema inmediato encontrado en el campo es mantener el O-Ring y superficies desello libres de sucio. La naturaleza del WHE, y su mecanismo de sello con grasa,significa que todo es invariablemente recubierto con una capa pegajosa de grasa. Laspartículas de sucio, arena, mugre, etc., son fácilmente atrapadas en la grasa y puedenprevenir un sello efectivo dañando los O-Rings. Todo O-Ring debe ser limpiado antesde hacer una unión. Una ligera capa de grasa es útil para ayudar a mantener el sello.
Un problema a largo plazo es el daño o corrupción de las superficies de sello. Estasnecesitan ser suaves para efectuar su función requerida. Un sello no puede sermantenido si estas superficies están dañadas o grandemente corroídas. Enconsecuencia es muy importante retirar todos los O-Rings durante el chequeo decalidad e inspeccionar los asientos. Los O-Rings expuestos a un ambiente corrosivo,por ejemplo lodos de perforación, deben ser removidos con frecuencia para que losasientos puedan ser limpiados adecuadamente. Una pequeña capa de grasa ayudaráa prevenir que los elementos de corrosión entren en contacto con los asientos.
EL SISTEMA DE TRES ANILLOS
Los sellos de O-Ring proporcionan un método para efectuar una conexión apretadarápida, y a presión. Sin embargo, estos tiene limitaciones de acuerdo a la condicionesen las cuales el O-Ring puede mantener el sello.
El viejo tipo de lubricadores utilizaban una conexión del tipo enseñado en la Figura 9-6. Estas conexiones pueden ser efectuadas y separadas repetidamente. Además loslubricadores a menudo tiene que ser conectados cuando no están perfectamentealineados. Para permitir que las juntas enrosquen fácilmente la diferencia entre eldiámetro externo del macho y el diámetro interno de la caja es relativamente grande,entonces el anillo del sello debe ser elástico y extenderse mucho más allá del asiento.
Cuando se introduce el macho dentro de la caja, los O-Rings son deformadosespecialmente si los lubricadores no están alineados, el O-Ring también es deformadocuando el sistema es presurizado. Una deformación moderada (Figura 9-8a) ocurre abajas presiones (esta es la “manera normal” como sella el O-Ring) y una deformaciónsevera ocurre a altas presiones (Figura 9-8b)..
La tensión mecánica constante impuesta sobre los O-Rings, ya sea durante laconexión de la junta o de la unión o cuando están bajo presión, puede debilitar el O-Ring, particularmente si el anillo está en contacto con un ambiente corrosivo ( lodo deperforación, gas, etc.). En casos extremos, el O-Ring no sellará más y puederomperse bajo presiones muy altas (Figura 9-8c).
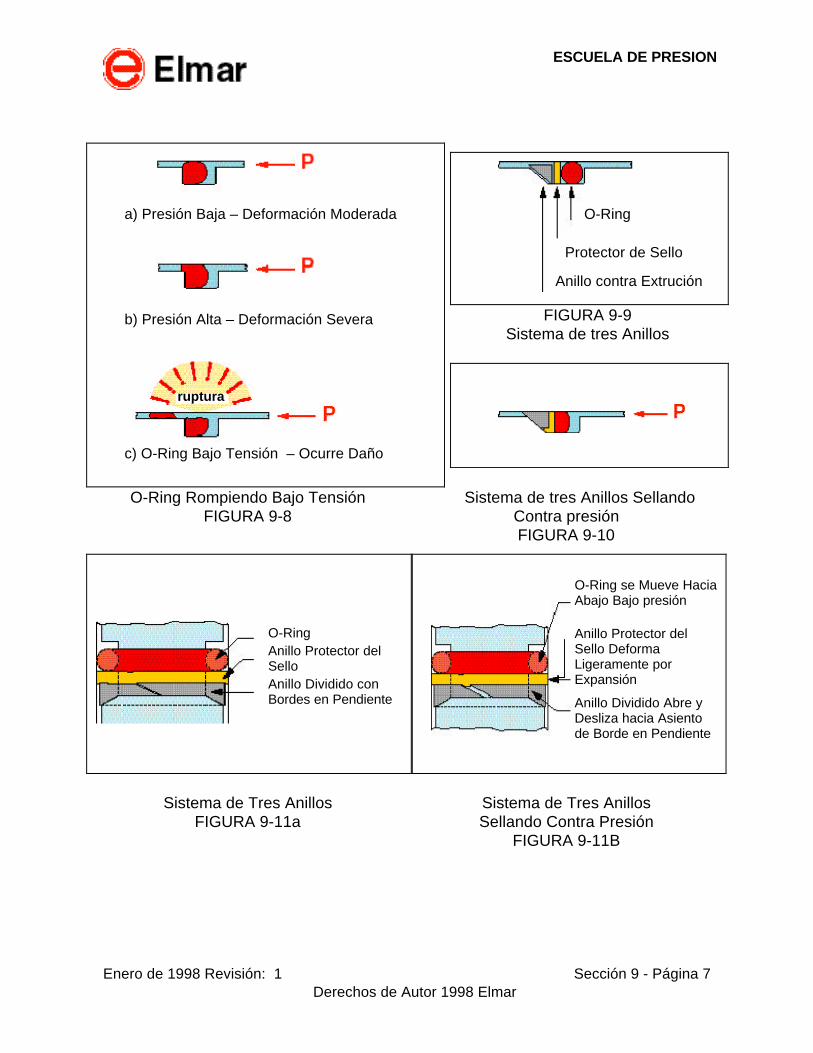
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 9 - Página 7 Derechos de Autor 1998 Elmar
FIGURA 9-9Sistema de tres Anillos
O-Ring Rompiendo Bajo TensiónFIGURA 9-8
Sistema de tres Anillos SellandoContra presiónFIGURA 9-10
Sistema de Tres AnillosFIGURA 9-11a
Sistema de Tres AnillosSellando Contra Presión
FIGURA 9-11B
a) Presión Baja – Deformación Moderada
b) Presión Alta – Deformación Severa
c) O-Ring Bajo Tensión – Ocurre Daño
O-Ring
Protector de Sello
Anillo contra Extrución
ruptura
O-RingAnillo Protector delSelloAnillo Dividido conBordes en Pendiente
O-Ring se Mueve HaciaAbajo Bajo presión
Anillo Protector delSello DeformaLigeramente porExpansión
Anillo Dividido Abre yDesliza hacia Asientode Borde en Pendiente
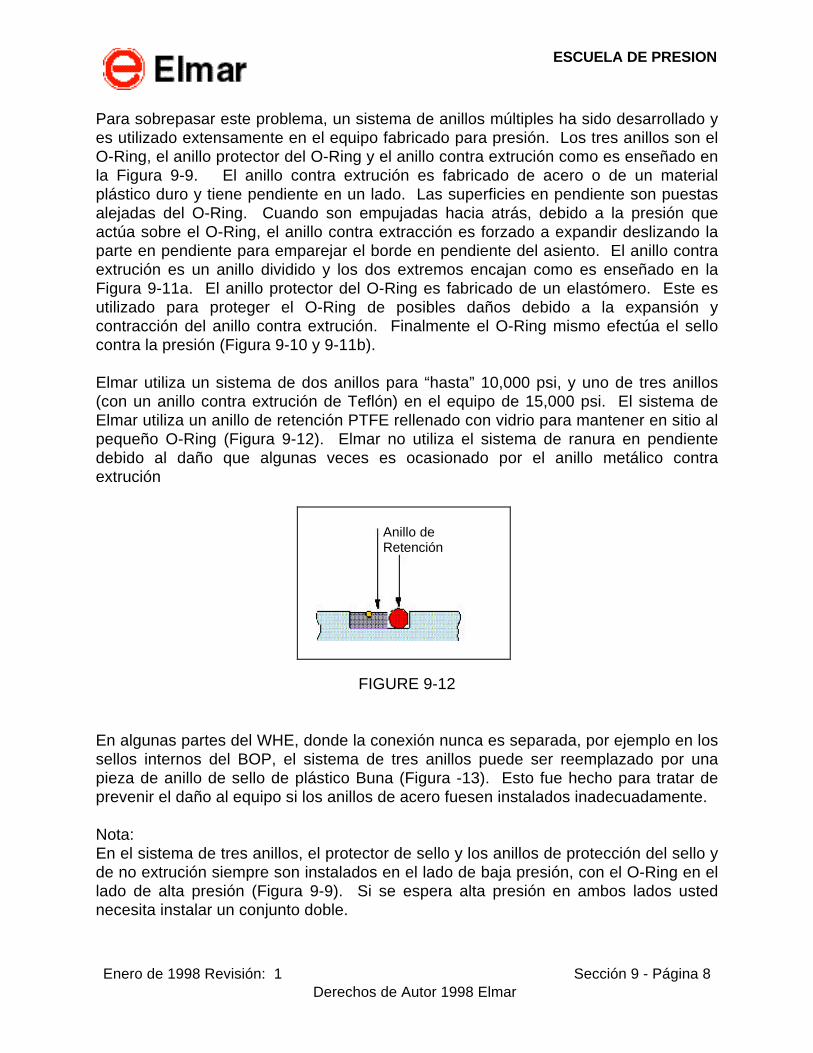
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 9 - Página 8 Derechos de Autor 1998 Elmar
Para sobrepasar este problema, un sistema de anillos múltiples ha sido desarrollado yes utilizado extensamente en el equipo fabricado para presión. Los tres anillos son elO-Ring, el anillo protector del O-Ring y el anillo contra extrución como es enseñado enla Figura 9-9. El anillo contra extrución es fabricado de acero o de un materialplástico duro y tiene pendiente en un lado. Las superficies en pendiente son puestasalejadas del O-Ring. Cuando son empujadas hacia atrás, debido a la presión queactúa sobre el O-Ring, el anillo contra extracción es forzado a expandir deslizando laparte en pendiente para emparejar el borde en pendiente del asiento. El anillo contraextrución es un anillo dividido y los dos extremos encajan como es enseñado en laFigura 9-11a. El anillo protector del O-Ring es fabricado de un elastómero. Este esutilizado para proteger el O-Ring de posibles daños debido a la expansión ycontracción del anillo contra extrución. Finalmente el O-Ring mismo efectúa el sellocontra la presión (Figura 9-10 y 9-11b).
Elmar utiliza un sistema de dos anillos para “hasta” 10,000 psi, y uno de tres anillos(con un anillo contra extrución de Teflón) en el equipo de 15,000 psi. El sistema deElmar utiliza un anillo de retención PTFE rellenado con vidrio para mantener en sitio alpequeño O-Ring (Figura 9-12). Elmar no utiliza el sistema de ranura en pendientedebido al daño que algunas veces es ocasionado por el anillo metálico contraextrución
FIGURE 9-12
En algunas partes del WHE, donde la conexión nunca es separada, por ejemplo en lossellos internos del BOP, el sistema de tres anillos puede ser reemplazado por unapieza de anillo de sello de plástico Buna (Figura -13). Esto fue hecho para tratar deprevenir el daño al equipo si los anillos de acero fuesen instalados inadecuadamente.
Nota:En el sistema de tres anillos, el protector de sello y los anillos de protección del sello yde no extrución siempre son instalados en el lado de baja presión, con el O-Ring en ellado de alta presión (Figura 9-9). Si se espera alta presión en ambos lados ustednecesita instalar un conjunto doble.
Anillo deRetención
PTFE
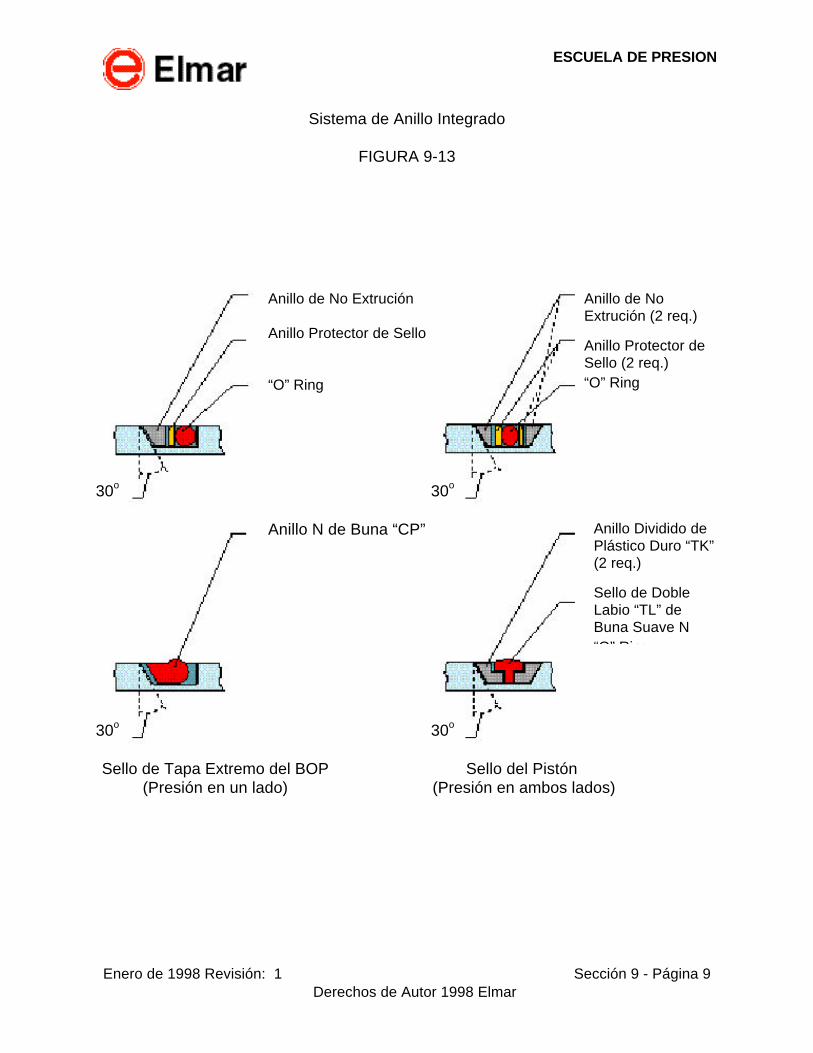
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 9 - Página 9 Derechos de Autor 1998 Elmar
Sistema de Anillo Integrado
FIGURA 9-13
Anillo de No Extrución
Anillo Protector de Sello
“O” Ring
Anillo de NoExtrución (2 req.)
Anillo Protector deSello (2 req.)“O” Ring
Anillo Dividido dePlástico Duro “TK”(2 req.)
Sello de DobleLabio “TL” deBuna Suave N“O” Ring
Anillo N de Buna “CP”
Sello de Tapa Extremo del BOP(Presión en un lado)
Sello del Pistón (Presión en ambos lados)
30o 30o
30o30o
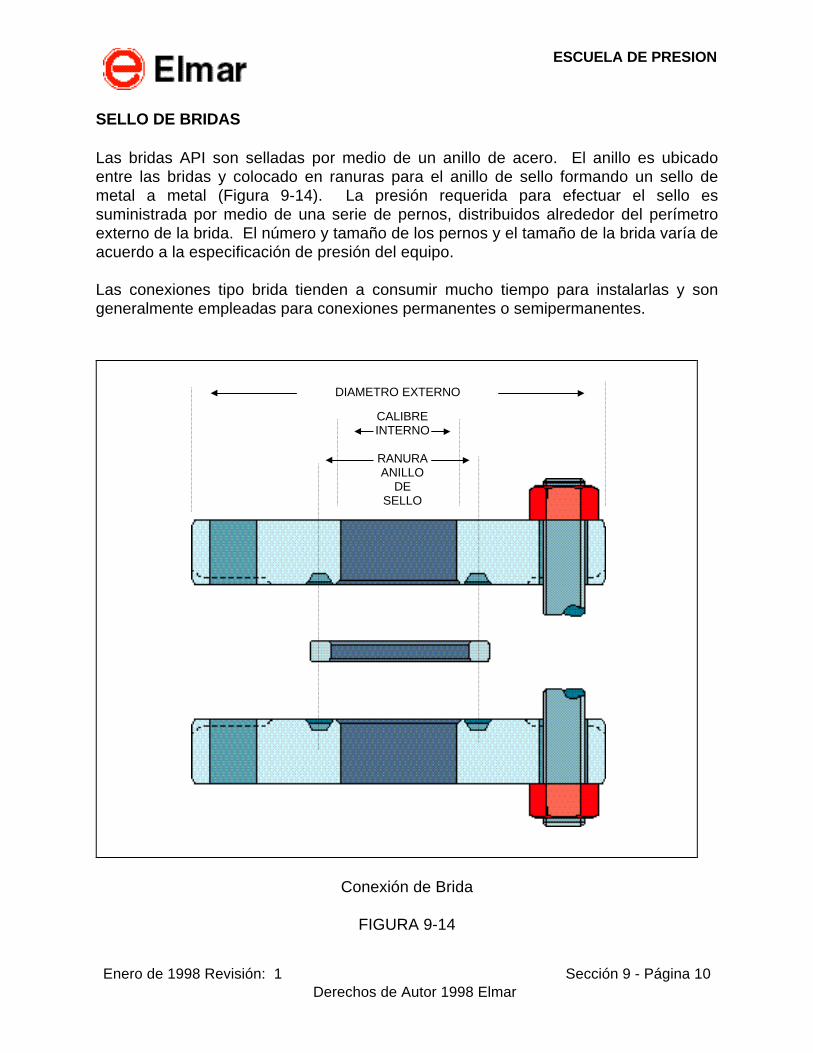
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 9 - Página 10 Derechos de Autor 1998 Elmar
SELLO DE BRIDAS
Las bridas API son selladas por medio de un anillo de acero. El anillo es ubicadoentre las bridas y colocado en ranuras para el anillo de sello formando un sello demetal a metal (Figura 9-14). La presión requerida para efectuar el sello essuministrada por medio de una serie de pernos, distribuidos alrededor del perímetroexterno de la brida. El número y tamaño de los pernos y el tamaño de la brida varía deacuerdo a la especificación de presión del equipo.
Las conexiones tipo brida tienden a consumir mucho tiempo para instalarlas y songeneralmente empleadas para conexiones permanentes o semipermanentes.
Conexión de Brida
FIGURA 9-14
DIAMETRO EXTERNO
CALIBREINTERNO
RANURAANILLO
DESELLO
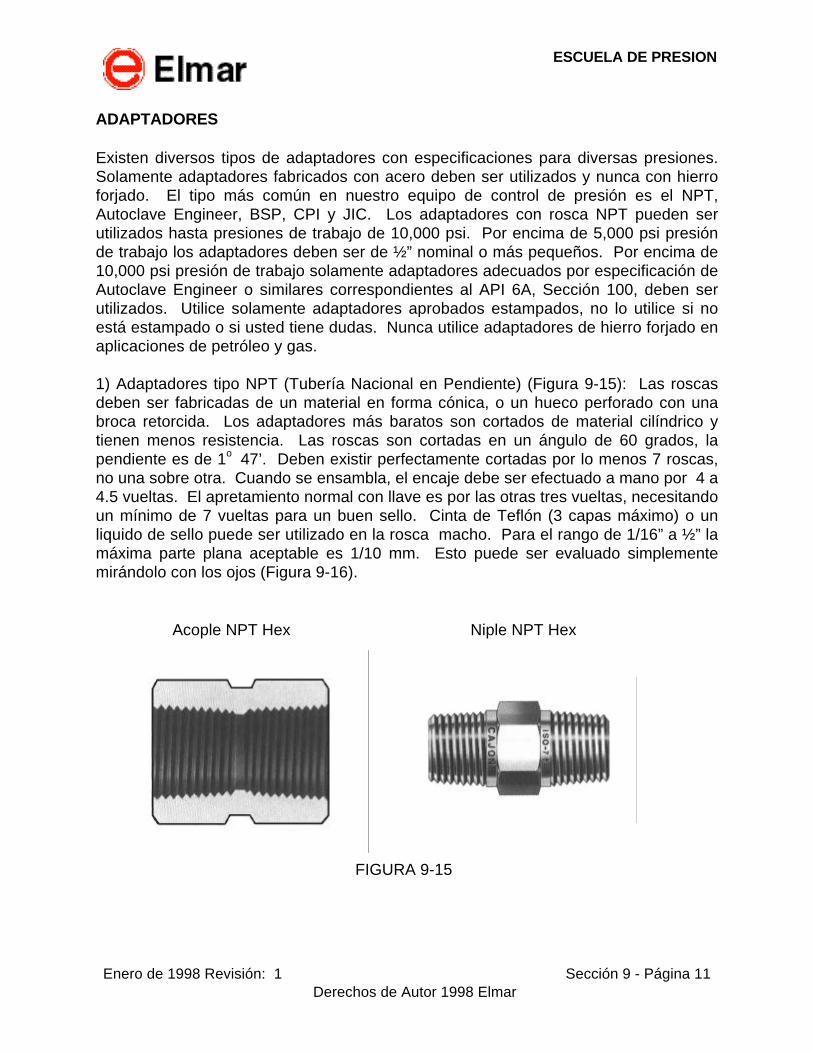
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 9 - Página 11 Derechos de Autor 1998 Elmar
ADAPTADORES
Existen diversos tipos de adaptadores con especificaciones para diversas presiones.Solamente adaptadores fabricados con acero deben ser utilizados y nunca con hierroforjado. El tipo más común en nuestro equipo de control de presión es el NPT,Autoclave Engineer, BSP, CPI y JIC. Los adaptadores con rosca NPT pueden serutilizados hasta presiones de trabajo de 10,000 psi. Por encima de 5,000 psi presiónde trabajo los adaptadores deben ser de ½” nominal o más pequeños. Por encima de10,000 psi presión de trabajo solamente adaptadores adecuados por especificación deAutoclave Engineer o similares correspondientes al API 6A, Sección 100, deben serutilizados. Utilice solamente adaptadores aprobados estampados, no lo utilice si noestá estampado o si usted tiene dudas. Nunca utilice adaptadores de hierro forjado enaplicaciones de petróleo y gas.
1) Adaptadores tipo NPT (Tubería Nacional en Pendiente) (Figura 9-15): Las roscasdeben ser fabricadas de un material en forma cónica, o un hueco perforado con unabroca retorcida. Los adaptadores más baratos son cortados de material cilíndrico ytienen menos resistencia. Las roscas son cortadas en un ángulo de 60 grados, lapendiente es de 1o 47’. Deben existir perfectamente cortadas por lo menos 7 roscas,no una sobre otra. Cuando se ensambla, el encaje debe ser efectuado a mano por 4 a4.5 vueltas. El apretamiento normal con llave es por las otras tres vueltas, necesitandoun mínimo de 7 vueltas para un buen sello. Cinta de Teflón (3 capas máximo) o unliquido de sello puede ser utilizado en la rosca macho. Para el rango de 1/16” a ½” lamáxima parte plana aceptable es 1/10 mm. Esto puede ser evaluado simplementemirándolo con los ojos (Figura 9-16).
Acople NPT Hex Niple NPT Hex
FIGURA 9-15
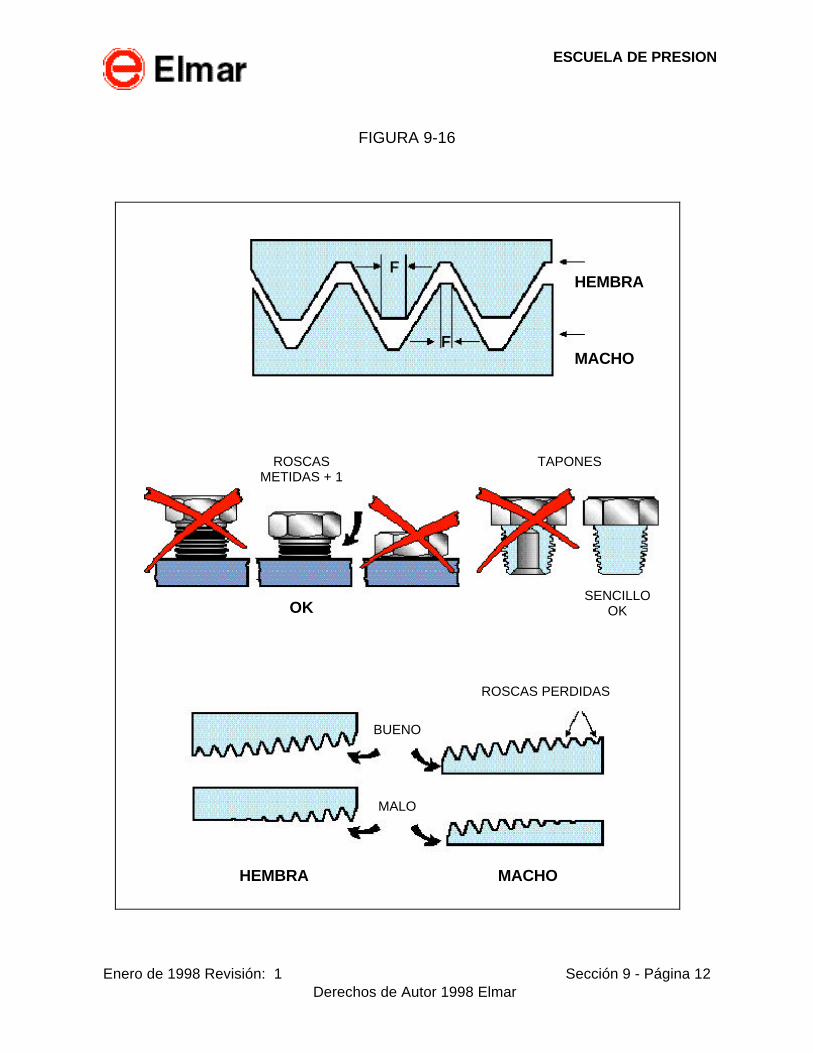
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 9 - Página 12 Derechos de Autor 1998 Elmar
FIGURA 9-16
HEMBRA
MACHO
ROSCASMETIDAS + 1
TAPONES
SENCILLOOKOK
BUENO
MALO
ROSCAS PERDIDAS
MACHOHEMBRA
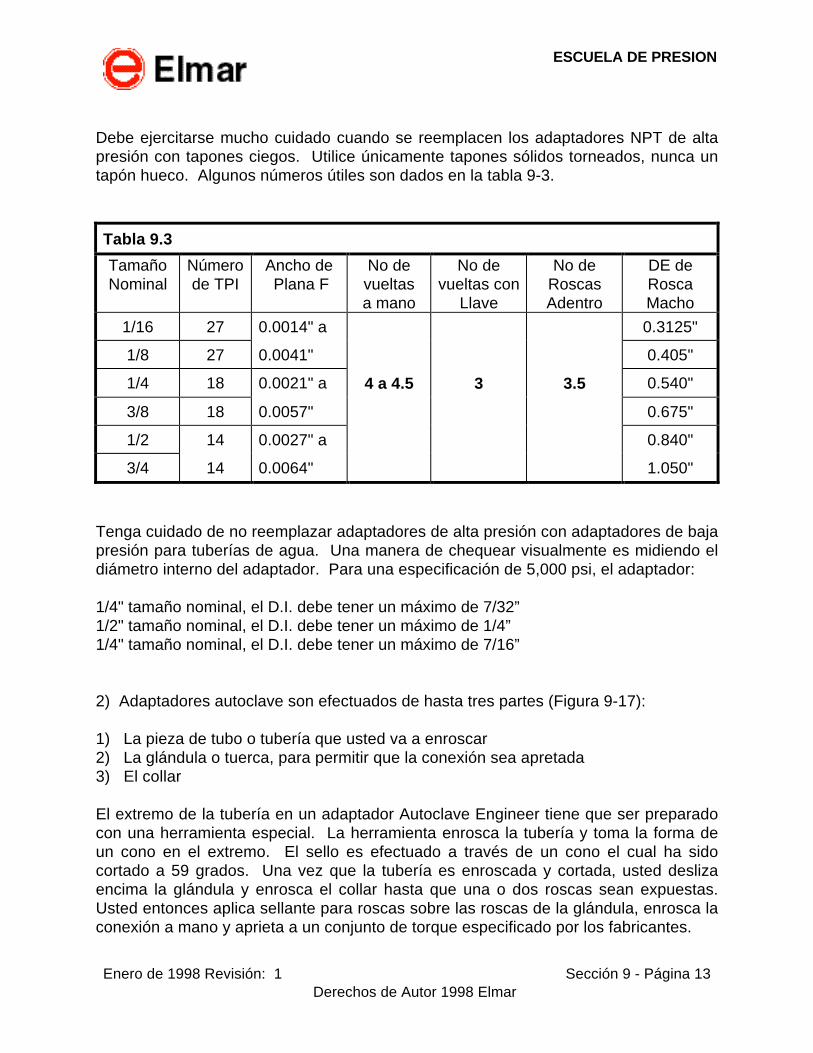
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 9 - Página 13 Derechos de Autor 1998 Elmar
Debe ejercitarse mucho cuidado cuando se reemplacen los adaptadores NPT de altapresión con tapones ciegos. Utilice únicamente tapones sólidos torneados, nunca untapón hueco. Algunos números útiles son dados en la tabla 9-3.
Tabla 9.3
TamañoNominal
Númerode TPI
Ancho de Plana F
No devueltasa mano
No devueltas con
Llave
No deRoscasAdentro
DE deRoscaMacho
1/16 27 0.0014" a 0.3125"
1/8 27 0.0041" 0.405"
1/4 18 0.0021" a 4 a 4.5 3 3.5 0.540"
3/8 18 0.0057" 0.675"
1/2 14 0.0027" a 0.840"
3/4 14 0.0064" 1.050"
Tenga cuidado de no reemplazar adaptadores de alta presión con adaptadores de bajapresión para tuberías de agua. Una manera de chequear visualmente es midiendo eldiámetro interno del adaptador. Para una especificación de 5,000 psi, el adaptador:
1/4" tamaño nominal, el D.I. debe tener un máximo de 7/32”1/2" tamaño nominal, el D.I. debe tener un máximo de 1/4”1/4" tamaño nominal, el D.I. debe tener un máximo de 7/16”
2) Adaptadores autoclave son efectuados de hasta tres partes (Figura 9-17):
1) La pieza de tubo o tubería que usted va a enroscar2) La glándula o tuerca, para permitir que la conexión sea apretada3) El collar
El extremo de la tubería en un adaptador Autoclave Engineer tiene que ser preparadocon una herramienta especial. La herramienta enrosca la tubería y toma la forma deun cono en el extremo. El sello es efectuado a través de un cono el cual ha sidocortado a 59 grados. Una vez que la tubería es enroscada y cortada, usted deslizaencima la glándula y enrosca el collar hasta que una o dos roscas sean expuestas.Usted entonces aplica sellante para roscas sobre las roscas de la glándula, enrosca laconexión a mano y aprieta a un conjunto de torque especificado por los fabricantes.
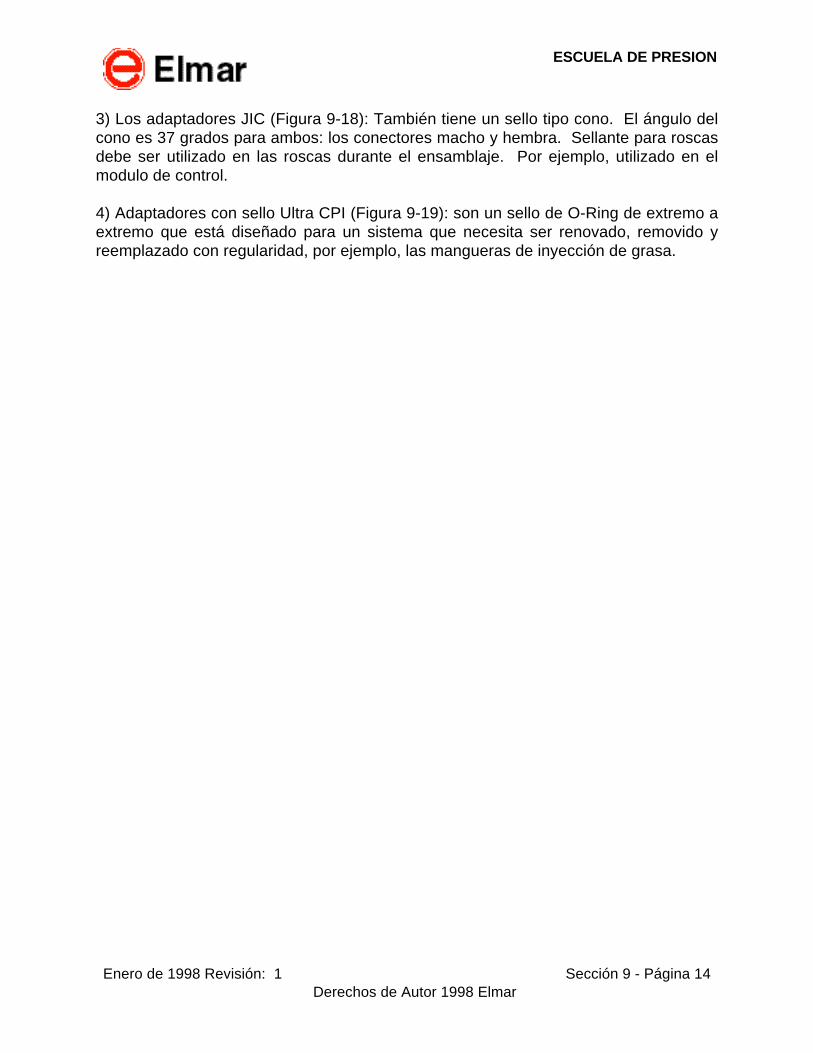
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 9 - Página 14 Derechos de Autor 1998 Elmar
3) Los adaptadores JIC (Figura 9-18): También tiene un sello tipo cono. El ángulo delcono es 37 grados para ambos: los conectores macho y hembra. Sellante para roscasdebe ser utilizado en las roscas durante el ensamblaje. Por ejemplo, utilizado en elmodulo de control.
4) Adaptadores con sello Ultra CPI (Figura 9-19): son un sello de O-Ring de extremo aextremo que está diseñado para un sistema que necesita ser renovado, removido yreemplazado con regularidad, por ejemplo, las mangueras de inyección de grasa.
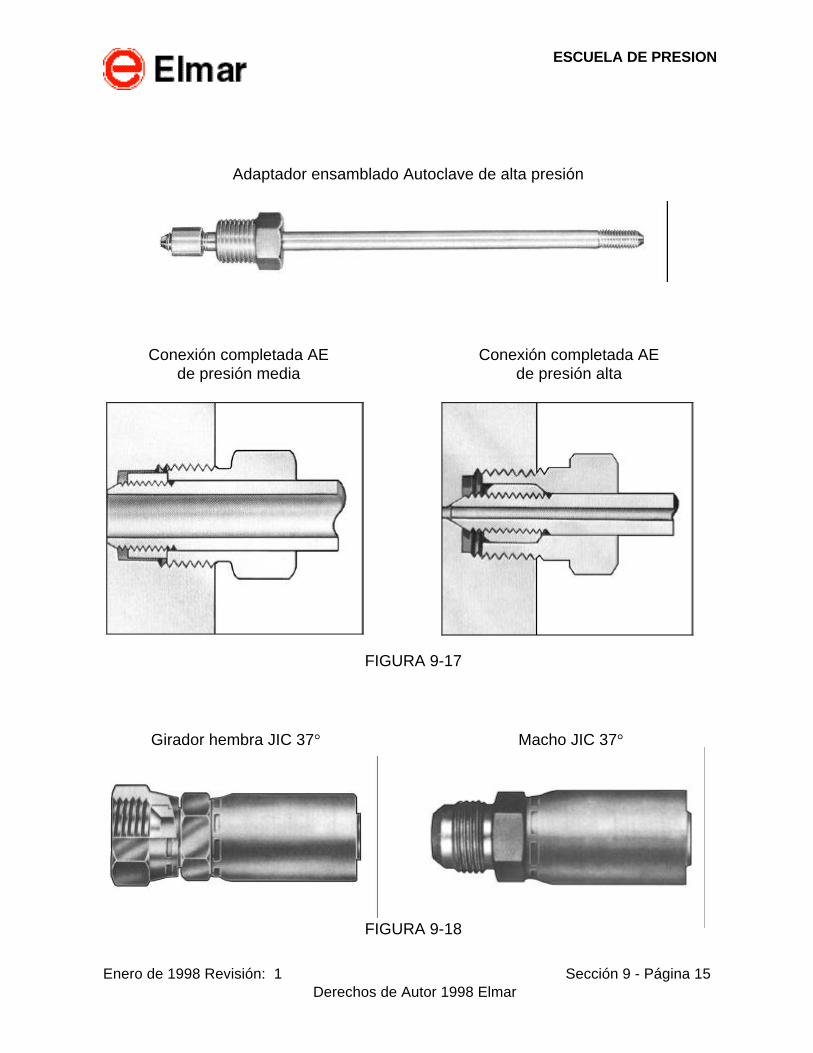
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 9 - Página 15 Derechos de Autor 1998 Elmar
Conexión completada AEde presión media
Conexión completada AEde presión alta
Adaptador ensamblado Autoclave de alta presión
Girador hembra JIC 37° Macho JIC 37°
FIGURA 9-17
FIGURA 9-18

ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 9 - Página 16 Derechos de Autor 1998 Elmar
El sello de adaptador de tubo sencillo ferroso tipo CPI: consiste de tres partes.Requiere solamente dos puntos de sello de metal a metal para asegura un sello a lapresión. Estos sellos son el cuerpo del adaptador y la tubería. Por ejemplo, la tuberíadetrás del panel del modulo de control.
Las roscas en pendientes BSPP y BSP tienen una ángulo de rosca de 55 grados. LosBSPP – Conexión de Tubería Paralela del Estándar Británico - son utilizadas paratubos y adaptadores donde las juntas apretadas a presión no son efectuadas sobre lasroscas.
BSP en Pendiente - Roscas de Tubería en pendiente del Estándar Británico sonutilizadas para tubos y adaptadores donde juntas apretadas a presión son efectuadasa través de las roscas.Casi todos los adaptadores de tubos y válvulas utilizan roscas de enrosque para losadaptadores, ejes de válvulas, tuercas de seguro, roscas de extremo, etc. Estas sonrectas, no roscas en pendiente.
Roscas unificadas de enrosque: Roscas Unificadas de Enrosque Americano (UN,UNC, UNF).• El ángulo de la rosca 60o.• El paso medido en pulgadas.• La raíz de truncación y la cresta son planas.• El diámetro medido en pulgadasLas roscas son llamadas Un (constante), UNC (gruesa), UNF (fina) cuando se describela relación de las roscas por pulgada al diámetro de la rosca. Por ejemplo, en UNF la“F” define un paso fino.
Ultra Sello CPI
FIGURA 9-19
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 9 - Página 17 Derechos de Autor 1998 Elmar
Roscas Métricas de Enrosque (ISO262): Organización Internacional de Estándares(ISO - Métrico).• El ángulo de la rosca 60o
• El paso medido en milímetros• La raíz de truncación y la cresta son planas y de un ancho diferente.• El diámetro es medido en milímetrosLas roscas métricas de enrosque son rectas y no en pendiente y utilizan ya sea unsellante u O-Ring para sellar los componentes del sello de enrosque macho alcomponente hembra.
VALVULAS
Diversos tipos de válvula son utilizados en el equipo para el cabezal del pozo. Losmás comúnmente utilizados son la válvula tipo aguja, la válvula tipo bola, la válvula dechequeo y la válvula de medición.
Válvulas tipo aguja (Figura 9-20 y 9-21): son utilizadas para controlar altas presiones.Las válvulas son designadas por su presión de cierre desde una dirección principal.La dirección es generalmente marcada por una flecha en el cuerpo de la válvula, ousted puede verlo mirando dentro de los orificios de entrada de la válvula. La altapresión siempre debe entrar la válvula por debajo del asiento de la válvula. Lasválvulas tipo aguja pueden ser encontradas en los extremos de las líneas de altapresión para retorno de la grasa. Las mangueras de los múltiples para igualar lapresión del BOP, y en el modulo de inyección de grasa para el control de la presión.Diversas especificaciones de presión se encuentran disponibles, desde 0 hasta 15,000psi. Las válvulas tipo aguja utilizan con un asiento de cartucho reemplazable sonutilizadas en los múltiples integrales de Elmar, Vea la Figura 9-22.
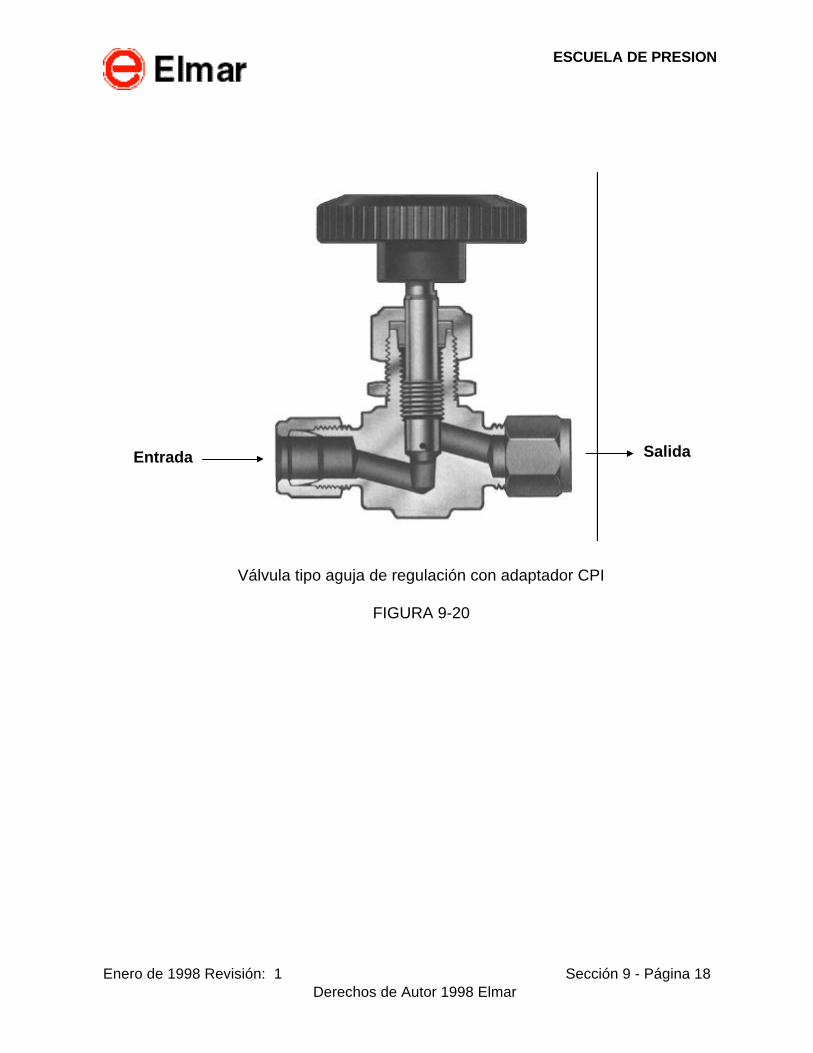
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 9 - Página 18 Derechos de Autor 1998 Elmar
Válvula tipo aguja de regulación con adaptador CPI
FIGURA 9-20
Entrada Salida
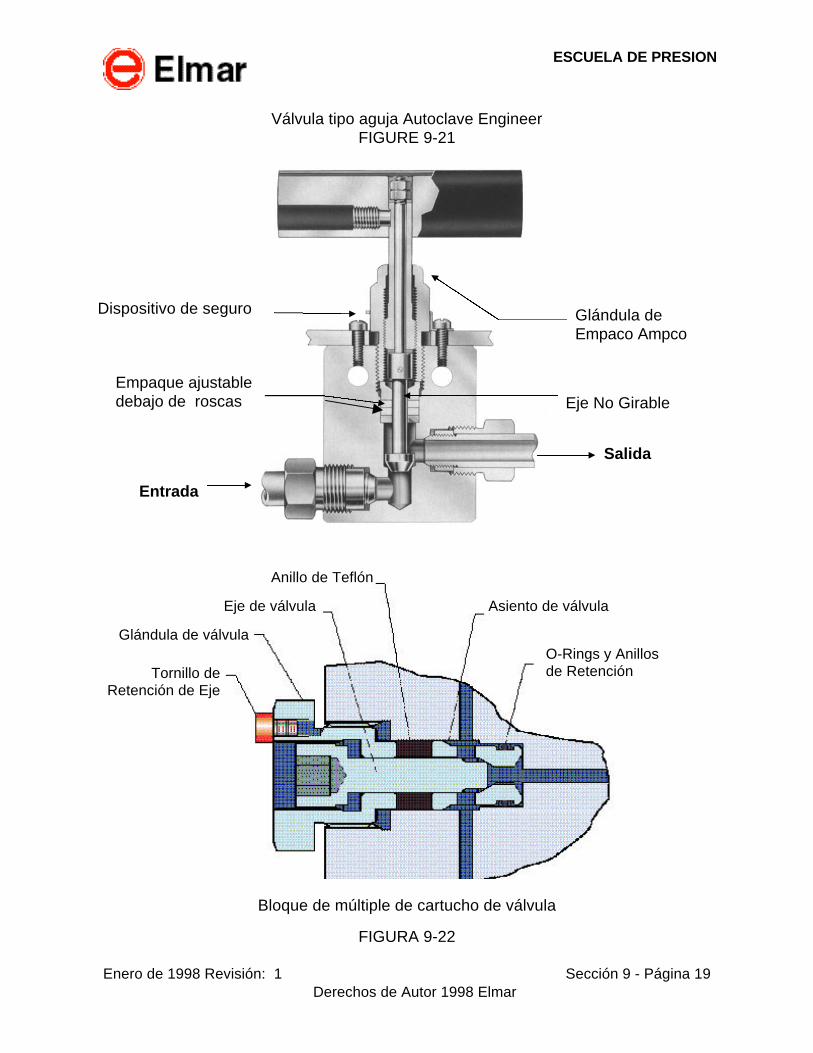
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 9 - Página 19 Derechos de Autor 1998 Elmar
Válvula tipo aguja Autoclave EngineerFIGURE 9-21
Bloque de múltiple de cartucho de válvula
FIGURA 9-22
Glándula deEmpaco Ampco
Eje No Girable
Salida
Entrada
Empaque ajustabledebajo de roscas
Dispositivo de seguro
Eje de válvula
Anillo de Teflón
Asiento de válvula
Glándula de válvula
Tornillo deRetención de Eje
O-Rings y Anillosde Retención
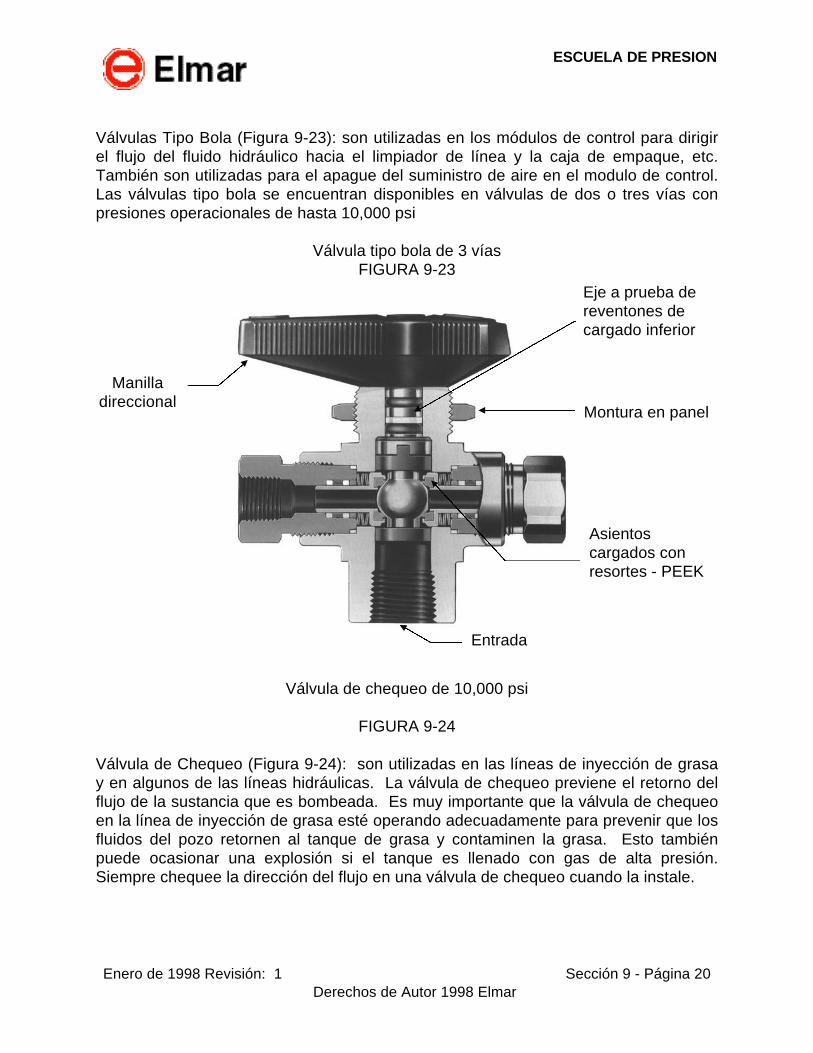
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 9 - Página 20 Derechos de Autor 1998 Elmar
Válvulas Tipo Bola (Figura 9-23): son utilizadas en los módulos de control para dirigirel flujo del fluido hidráulico hacia el limpiador de línea y la caja de empaque, etc.También son utilizadas para el apague del suministro de aire en el modulo de control.Las válvulas tipo bola se encuentran disponibles en válvulas de dos o tres vías conpresiones operacionales de hasta 10,000 psi
Válvula tipo bola de 3 víasFIGURA 9-23
Válvula de chequeo de 10,000 psi
FIGURA 9-24
Válvula de Chequeo (Figura 9-24): son utilizadas en las líneas de inyección de grasay en algunos de las líneas hidráulicas. La válvula de chequeo previene el retorno delflujo de la sustancia que es bombeada. Es muy importante que la válvula de chequeoen la línea de inyección de grasa esté operando adecuadamente para prevenir que losfluidos del pozo retornen al tanque de grasa y contaminen la grasa. Esto tambiénpuede ocasionar una explosión si el tanque es llenado con gas de alta presión.Siempre chequee la dirección del flujo en una válvula de chequeo cuando la instale.
Montura en panel
Asientoscargados conresortes - PEEK
Entrada
Eje a prueba dereventones decargado inferior
Manilladireccional
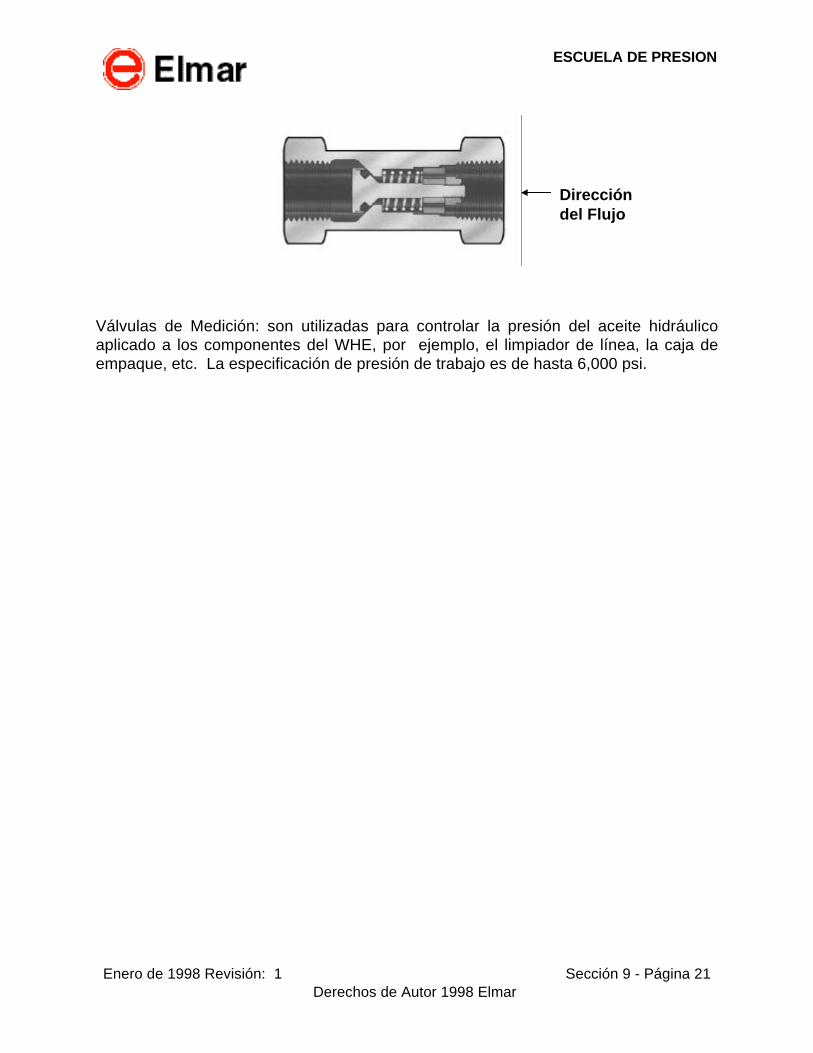
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 9 - Página 21 Derechos de Autor 1998 Elmar
Válvulas de Medición: son utilizadas para controlar la presión del aceite hidráulicoaplicado a los componentes del WHE, por ejemplo, el limpiador de línea, la caja deempaque, etc. La especificación de presión de trabajo es de hasta 6,000 psi.
Direccióndel Flujo
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página 1 Derechos de Autor 1998 Elmar
SECCION 10 - UTILIZACION DEL EQUIPO DE PRESION ENPOZO ENTUBADO
10.1 ANTES DEL TRABAJO
La planificación antes del trabajo es un elemento esencial para el éxito decualquier operación. Ningún trabajo de presión puede ser considerado rutinarioy la Ley de Murphy siempre aplicará.
Cuando reciba una llamada de un cliente, el supervisor encargado necesitaconocer cierta información básica:
a) Tipo de conexión, tamaño y especificación de presión del cabezal delpozo.
b) Máxima presión esperada.
c) Se encuentra presente H2S ? Cual es su concentración ? Otros gasespeligrosos o químicas en el pozo también pueden requerir la utilización deequipo especializado.
d) Tamaño de las tuberías de producción / revestimiento en el pozo y elmínimo diámetro interno.
e) Tipo de fluidos en el pozo, por ejemplo gas, petróleo, diesel o agua.
Utilizando esta información el supervisor puede seleccionar el tipo adecuado deWHE.
• Nunca exceda la especificación de presión de trabajo del equipo. Siempreutilice equipo a prueba de H2S si hay presente H2S
• Chequee doblemente que la longitud del cable, la especificación detemperatura y la resistencia al H2S sean adecuados para el trabajo
• Chequee el equipo auxiliar. Asegúrese que hay disponible suficiente pesopara sobrepasar la presión. Calcule el peso teórico necesitado para lapresión (Figura 76) y añada 20%. El peso teórico es el peso para justamentebalancear el empuje hacia arriba del cable debido a la presión del pozo.Peso adicional es necesario para sobrepasar el efecto de la fricción yasegurarse que la herramienta descenderá fácilmente. Note que si ustedestá operando en un pozo produciendo, existirá un empuje adicional haciaarriba debido a los efectos de fricción del fluido del pozo sobre el cable.La fuerza hacia
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página 2 Derechos de Autor 1998 Elmar
arriba puede ser muy grande y pesos adicionales son requeridos parabalancearlo. Refiérase a las instrucciones de operación de la compañía deservicios para estimar la cantidad
• Chequee que existen suficientes lubricadores para cubrir la herramienta.Calcule la longitud total de la sarta de herramientas incluyendo los pesos,centralizadores, adaptadores, cabeza, etc. y añada 3 pies. Esta será lamínima longitud del lubricador a utilizar
• Chequee doblemente que se encuentren disponibles los adaptadoresadecuados para el cabezal del pozo
• Asegúrese que el número y el tipo adecuado de BOP está disponible para eltrabajo
• Chequee que el sistema de abastecimiento de grasa tiene una bomba con laespecificación adecuada y suficiente grasa para el correspondiente tipo detrabajo. Tenga en consideración las variaciones de la temperatura ambientaldurante el trabajo
• Asegúrese que tiene disponible glicol y una bomba para la inyección de glicolsi está trabajando con gas H.P.
• Asegúrese que tenga suficientes tubos de flujo en el GIH y se encuentrendisponibles suficientes mangueras de alta presión para la grasa
• Chequee que todas las válvulas y adaptadores están completos
• Chequee que exista un número adecuado de mangueras y bombashidráulicas
• Chequee que se encuentre disponible un abastecimiento adecuado de partesde repuesto y herramientas manuales para reparar el equipo dañado duranteel transporte / ensamblaje del taladro, y para proporcionar objetos quepueden necesitarse en caso de ocurrir problemas o de existir cambios de lascondiciones del pozo.
Un supervisor novato encargado de las operaciones de WHE debe efectuarchequeos cuidadosos que el equipo está completo. Muchos ingenieros hanllegado a la localización del pozo con insuficientes lubricadores o mangueras degrasa o con el adaptador equivocado para el cabezal del pozo. Los ingenierosmás experimentados de producción han desarrollado un sistema de “Caja Lista”para asegurarse que ningún equipo es olvidado. Esto puede ser efectuado devarias maneras. Por ejemplo, una operación en tierra puede tener un camiónespecial asignado a las operaciones de producción. El equipo es asignado alos estantes de herramientas y el material está montado permanentemente en launidad. Las operaciones costa afuera utilizan patines (skids) especialmentediseñados para el transporte del equipo y las partes de repuesto. El supervisorexperimentado puede mirar rápidamente en las “Cajas Listas” y en los patines
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página 3 Derechos de Autor 1998 Elmar
(skids) y asegurarse que todo el equipo es el adecuado para el trabajo y que seencuentra listo para salir. Mucha planificación es involucrada en el diseño deun sistema de “Caja / Patín Listo” pero este ahorra tiempo y posiblementetrabajos con desastres en el futuro.
FIGURA 10-1
Pre
sión
en
el C
abez
al d
el P
ozo
en P
SI
Peso de la Herramienta (en lbs.) Requeridopara Contrarrestar la Presión en el Cabezal del Pozo
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página 4 Derechos de Autor 1998 Elmar
10.2 PROCEDIMIENTOS PARA EL ENSAMBLAJE DEL TALADRO
Teniendo en cuenta que suficiente planificación ha sido centrada en laplanificación antes del trabajo, el supervisor y la cuadrilla llegarán a lalocalización seguros que están cubriendo la mayoría de las contingencias y queel equipo está limpio, se le ha efectuado el servicio y en la mejor preparaciónpara su operación.
La parte más critica de la operación es el ensamblaje del taladro. El supervisordebe supervisar cuidadosamente su cuadrilla para asegurarse que el equipo delcabezal del pozo, el ensamblaje y la prueba del sistema sean efectuados conseguridad y eficiencia. La localización del pozo debe ser inspeccionada porposibles peligros a la seguridad y planificadas las rutas de escape si esnecesario. Un punto de reunión de seguridad debe ser especificado con lacuadrilla y con el cliente.
Antes de retirar la tapa del pozo es necesario efectuar primero un trabajo depreparación. El siguiente procedimiento aplica principalmente a los trabajos depresión en un taladro de perforación.
• Pruebe el BOP por presión y funcionamiento (presión de trabajo únicamente)(Figura 10-2)
• Chequee por funcionamiento las trampas de herramientas, los sujetadores deherramientas, la caja de empaque y el limpiador de cable
• Chequee por funcionamiento el modulo de control
• Desenrolle suficiente cable de registros formando una Figura ocho frente alcarrete y corte el extremo de una manera limpia para permitir la introducciónfácil a través del GIH. Pase el cable a través de las poleas si es requeridopues algunas son del tipo sólido
• Limpie el cable de registros con un trapo humedecido en diesel para removercualquier sucio y pasarlo a través del limpiador de cable y la caja deempaque (puede ser necesario retirar los componentes internos de la caja deempaque para permitir que el cable pase a través), después a través de unnúmero adecuado de tubos de flujo, de la válvula bola y del sujetador deherramientas
• Una vez que el cable haya sido pasado a través del GIH, usted necesitahacer la cabeza de nuevo y ensamblar la cabeza del cable con el punto débiladecuado
• Conecte juntos dos longitudes de lubricador y pase la cabeza de cable conuna barra de peso a través de ellos

ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página 5 Derechos de Autor 1998 Elmar
• Conecte el GIH a las dos longitudes de lubricador teniendo cuidado de nodañar el cable y de tensionar la cabeza contra el sujetador
• Adapte un conjunto de estantes con ruedas en la parte inferior del lubricadorpara ayudar durante el ensamblaje. De no existir disponibles estantes conruedas, entonces utilice un protector de roscas como una barrera deseguridad para prevenir que el peso salga fuera por el extremo a medida queusted levanta el lubricador. Ajuste la grapa para levantar el lubricador en laparte superior del lubricador
• El siguiente paso de la operación es en el piso del taladro o en el cabezal delpozo. Ubique el modulo de control donde usted tenga un fácil acceso alpanel y con el carrete de mangueras mirando hacia el pozo en el cual ustedva a ensamblar el equipo. Escoja una posición viento arriba del cabezal delpozo siempre que le sea posible.
• Mueva todo el WHE que usted requiere para el trabajo al piso del taladro conuna grúa y ubíquelo donde pueda ser levantado con un elevador para suensamblaje en el taladro
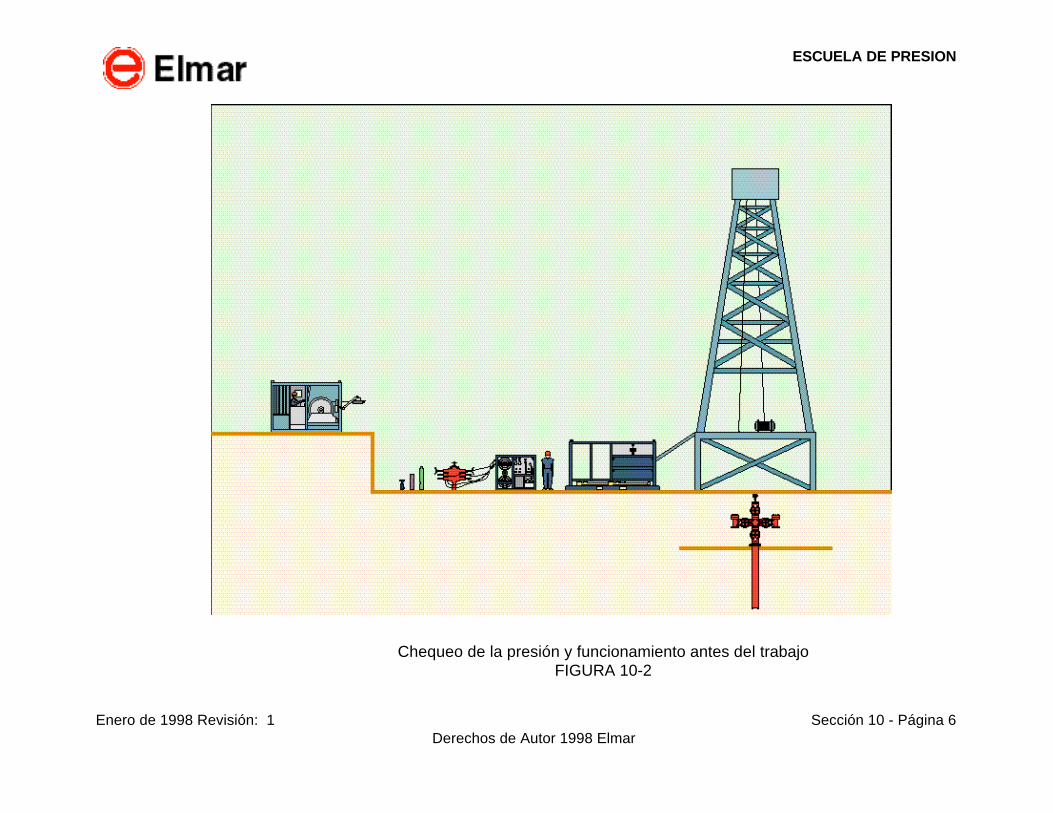
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página 6 Derechos de Autor 1998 Elmar
Chequeo de la presión y funcionamiento antes del trabajoFIGURA 10-2
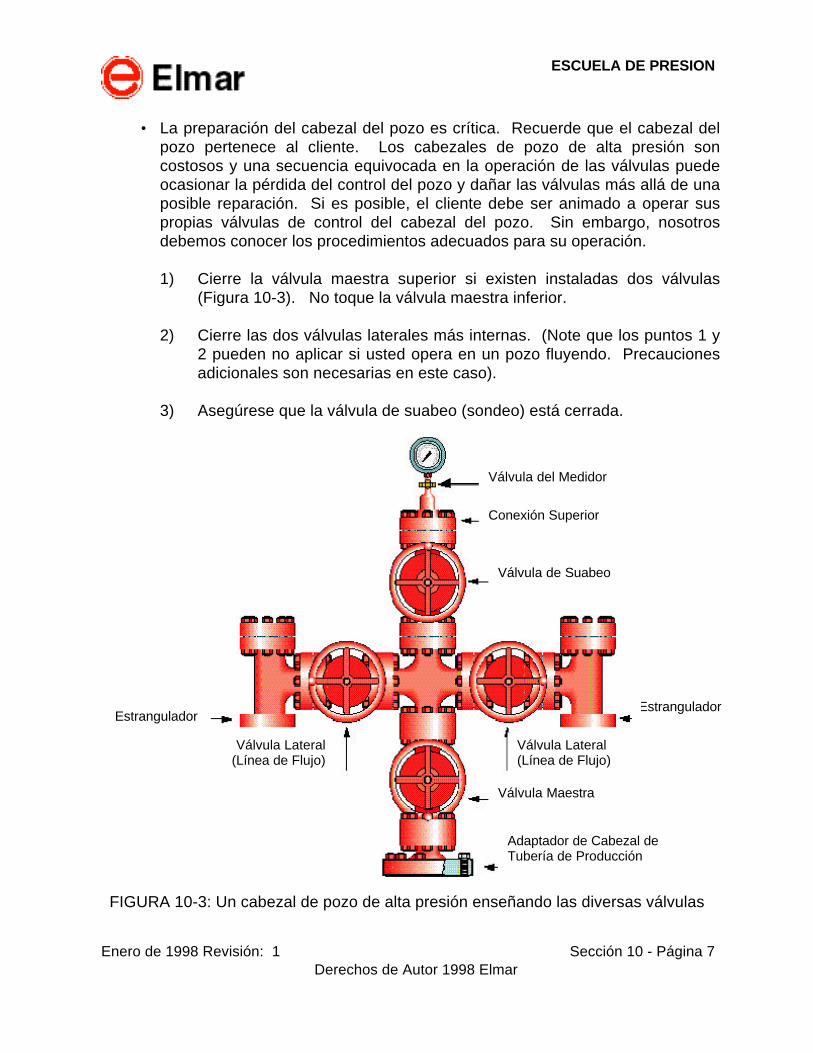
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página 7 Derechos de Autor 1998 Elmar
• La preparación del cabezal del pozo es crítica. Recuerde que el cabezal delpozo pertenece al cliente. Los cabezales de pozo de alta presión soncostosos y una secuencia equivocada en la operación de las válvulas puedeocasionar la pérdida del control del pozo y dañar las válvulas más allá de unaposible reparación. Si es posible, el cliente debe ser animado a operar suspropias válvulas de control del cabezal del pozo. Sin embargo, nosotrosdebemos conocer los procedimientos adecuados para su operación.
1) Cierre la válvula maestra superior si existen instaladas dos válvulas(Figura 10-3). No toque la válvula maestra inferior.
2) Cierre las dos válvulas laterales más internas. (Note que los puntos 1 y2 pueden no aplicar si usted opera en un pozo fluyendo. Precaucionesadicionales son necesarias en este caso).
3) Asegúrese que la válvula de suabeo (sondeo) está cerrada.
FIGURA 10-3: Un cabezal de pozo de alta presión enseñando las diversas válvulas
Válvula del Medidor
Conexión Superior
Válvula de Suabeo
Estrangulador
Válvula Lateral(Línea de Flujo)
Válvula Maestra
Adaptador de Cabezal deTubería de Producción
Estrangulador
Válvula Lateral(Línea de Flujo)
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página 8 Derechos de Autor 1998 Elmar
4) Si existe un medidor en el cabezal del pozo, asegúrese que la válvulalee cero presión, cierre la válvula del medidor, retire el medidor y abra laválvula del medidor para desahogar cualquier residuo de presión.Precaución: Si después que las válvulas del cabezal han sido cerradasla válvula todavía lee presión, pare. El representante de la compañíadebe ser informado.
5) Retire la tapa del cabezal del pozo y esté consciente de posible presiónatrapada.
6) Anexe el adaptador del cabezal del pozo. Las roscas deben estarlimpias y recubiertas con compuesto para tuberías. La bridas debenestar limpias y ligeramente aceitadas. Los pernos de las bridas debenser apretados con martillo. Para obtener la especificación total depresión de las uniones con rosca API, estas deben ser apretadasadecuadamente. Las especificaciones API para roscas lubricadas,limpias, especifican que la conexión debe ser efectuada apretándola amano y después cierto número x de vueltas como es enseñado abajo enx vueltas.
Tipo de TuberíaNúmero Xde Vueltas
Tubería de Revestimiento de 4-1/2" - 7" API 8 redonda 3Tubería de Revestimiento de 7-5/8" - 20" API 8 redonda 3-1/2Toda tubería de producción API de forma redonda 2Tubo en línea de 1/8" - 2" API (rosca en V) 3Tubo en línea de 2-1/2" - 20" API (rosca en V) 2
Esta tabla no aplica cuando es utilizada cinta de Teflón. El tanteo de laposición apretada a mano es difícil. Una junta no enroscada lo suficientetendrá juego y la roscas pueden romperse cuando la presión esaplicada. El apretar las uniones fuertemente requiere un torqueconsiderable especialmente en las roscas de gran tamaño.
• Ubique el BOP en el adaptador después de chequear que los brazos puedenser abiertos y cerrados. Si la altura del ensamblaje en el taladro lo permite,utilice lubricadores como espaciadores para que el BOP quede en unaposición fácil de alcanzar desde el piso del taladro (Figura 10-4).
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página 9 Derechos de Autor 1998 Elmar
• Enroscando los lubricadores - dependiendo de la cantidad de lubricadoresrequeridos puede no ser aconsejable levantar la sarta completa en un soloviaje. En este caso 3 ó 4 lubricadores pueden ser conectados juntos,levantados y ubicados en el hueco ratón (si disponible) listos para serconectados al GIH verticalmente o para enroscarlos de a uno a la vez
• Levante el GIH con la cabeza y el peso dentro del lubricador hacia el piso deltaladro utilizando una grúa. Tenga cuidado que no sea dañado el cable.Conecte una línea del elevador a la grapa de levantamiento del GIH ylentamente levante la línea del elevador con el carrete de aire a medida quebaja la grúa dejando que el GIH descanse en la Puerta en V. Descanse laparte inferior del lubricador anexado al GIH en la parte inferior de la puerta enV. Todo el peso del GIH debe estar ahora soportado por la línea del elevador.Retire la grúa (Figura 10-5)
• Conecte todas las mangueras hidráulicas y de grasa al GIH. Precaución:Tenga cuidado que las mangueras adecuadas sean conectadas en los sitiosadecuados. Anexe dos cuerdas en la parte inferior del GIH para ayudardurante el ensamblaje del taladro
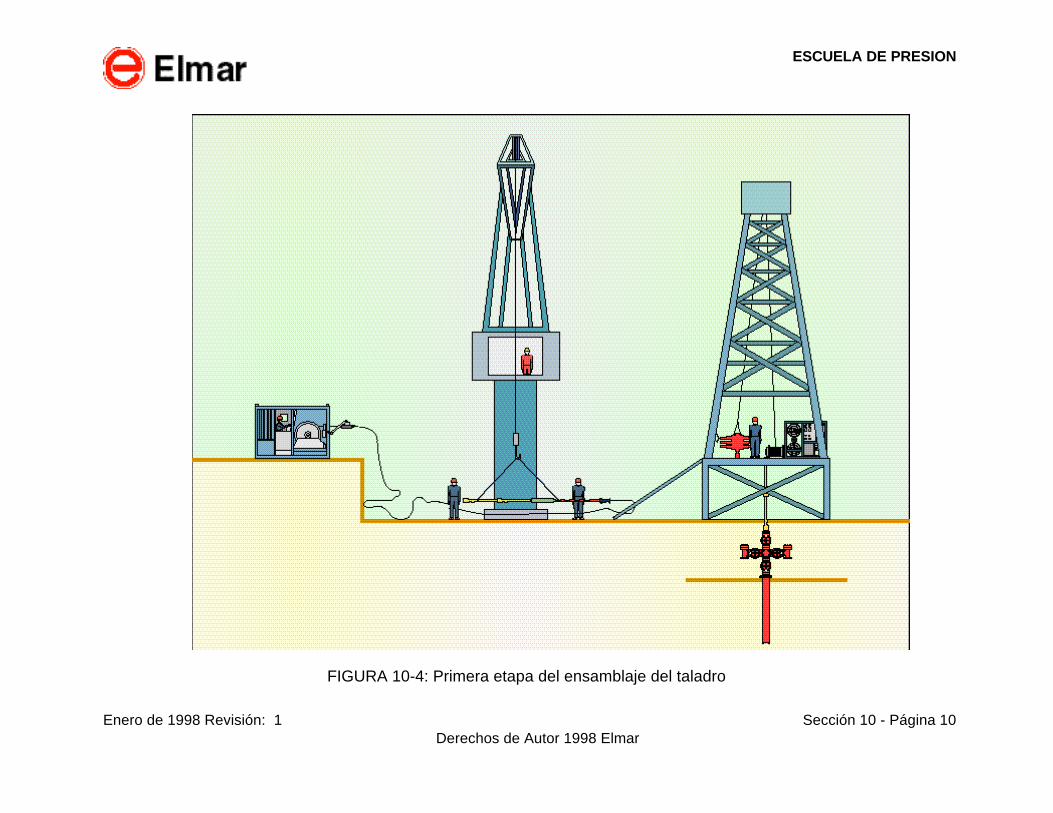
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página 10 Derechos de Autor 1998 Elmar
FIGURA 10-4: Primera etapa del ensamblaje del taladro
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página Derechos de Autor 1998 Elmar
11
• Pase el cable de registros por la polea superior y levante la polea a la alturanecesitada para efectuar la operación. La polea superior es normalmentemantenida en los elevadores de la torre del taladro o fijada en un ojal quetenga la especificación adecuada en la parte superior de un mástil para cablede registros. Si utiliza un mástil, conecte la polea superior con el cable através del ojal superior antes de levantar el mástil. Esto ahorra problemas altratar de efectuarlo una vez que el mástil ha sido levantado
• Levante el GIH e introduzca los lubricadores en el hueco ratón. Enrosque launión de conexión rápida. (Las uniones de conexión rápida solamentenecesitan ser apretadas a mano)
• Levante el GIH completo y el lubricador y súbalos a una altura justamente porencima del BOP. Tenga cuidado de no doblar los lubricadores, utilice cuerdascomo ayuda adicional
• Asegure la polea inferior con un amarre de cadena y un dispositivo paramedición de la tensión en el punto adecuado de sujeción. Pase el cable deregistros por la polea
• Recoja utilizando el carrete el exceso de cable de registros. Tenga cuidadode no tensionar y zafar el punto débil. Deje una pequeña cantidad deaflojamiento en el cable de registros y ponga algo de presión manual mientrasabre el sujetador de herramientas
• Una vez que la cabeza y el peso ha sido soltado del sujetador, baje la cabezay el peso a una altura en la cual pueda conectar las herramientas para cablede registros. Dependiendo del conjunto de ensamblaje del taladro en el cualusted trabaja, le puede ser más fácil ensamblar las herramientas en el pozoen el cual usted va a trabajar. Esto depende de la distancia entre su BOP y laválvula de suabeo
• Ahora que las herramientas han sido enroscadas, usted está listo para bajarsu lubricador y enroscar la unión rápida. Siempre asegúrese que existesuficiente distancia entre la cabeza y el sujetador de herramientas parapermitir esta operación, de otra manera la cabeza del cable puede ser zafada
• Después de la conexión, los lubricadores deben estar derechos y verticales,de otra manera puede ser necesario disminuir la especificación de presión delequipo
• Por razones de seguridad, las líneas del retorno de grasa deben estarequipadas con válvulas tipo aguja y una T de alta presión, después seraseguradas con cadenas a una parte fija de la estructura. Esto previene quelas mangueras fustiguen debido a los fluidos del pozo que escapan si esperdido el sello de grasa

ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página Derechos de Autor 1998 Elmar
12
• Ahora es mejor el tensionar la herramienta de registros dentro del sujetadorantes de la prueba de presión. Esto previene que la herramienta sea lanzadahacia arriba y elimina la posibilidad que el cable pueda ser retorcido cuandose efectúa la prueba de presión
• Usted ya está listo para efectuar la prueba de presión.
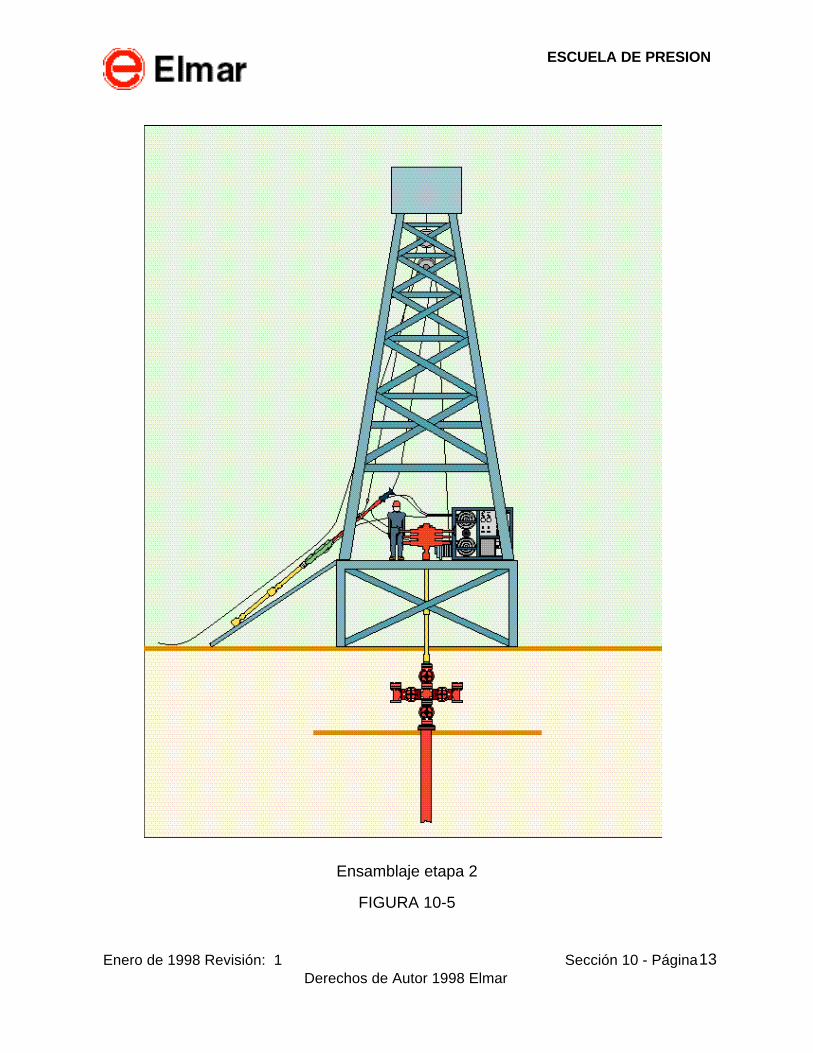
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página Derechos de Autor 1998 Elmar
13
Ensamblaje etapa 2
FIGURA 10-5
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página Derechos de Autor 1998 Elmar
14
10.3 PRUEBA DE PRESION ANTES DE LA CORRIDA EN EL POZO
Para efectuar la prueba de presión, llene el ensamblaje WHE con el líquidoapropiado para la prueba, por ejemplo una mezcla de glicol / agua,asegurándose que todo el aire es desahogado del sistema. Después que elagua / fluido aparezca en la parte superior de la cabeza de grasa, la prueba depresión puede comenzar. Es recomendado que se efectúe la prueba con la cajade empaque cerrada y sin grasa en los tubos de flujo para que sean probadasla línea de retorno de grasa, la válvula tipo aguja y la válvula de chequeo en lalínea de inyección de grasa. La prueba debe ser mantenida por un mínimo de 3minutos, después desahogue la presión por otros 15 minutos.
Es aconsejable también chequear que el sistema de inyección de grasa estotalmente operacional, por ejemplo no existen fugas o taponamientos en lalínea de inyección y que la válvula de chequeo de una sola dirección no pasagrasa. Esto puede ser chequeado al final de la prueba bombeando grasa dentrode los tubos de flujo, abriendo la válvula de la línea de retorno y la caja deempaque y observando que no existe pérdida de la presión de prueba en elWHE.
La prueba de presión chequea que el equipo es capaz de mantener laspresiones anticipadas. Si ocurre una fuga la presión debe ser desahogada,rectificada la falla y probado el equipo de nuevo.
Siempre que equipo WHE es utilizado en la localización del pozo para unaoperación de control de presión, este debe ser probado después que ha sidoensamblado en el cabezal del pozo, antes de abrir el pozo para el primer viaje.En los trabajos de proyectos de larga duración el equipo debe ser probadonormalmente una vez cada período de 24 horas o a un itinerario acordado.
Para el trabajo de presión que dura más de 24 horas, pruebe el equipo siempreque la cabeza del cable es regresada a la superficie
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página Derechos de Autor 1998 Elmar
15
10.4 REGLAS BASICAS PARA LA PRUEBA DE PRESION EN LA LOCALIZACIONDEL POZO
• Todos los componentes del equipo WHE deben tener una especificación WPy TP. La especificación general WP (Presión de Trabajo) del equipoensamblado será igual a la especificación del componente más débil. Todoslos componentes utilizados deben tener un servicio validado nivel 1,incluyendo una prueba hidrostática del cuerpo a la presión de prueba TP(Presión de Prueba). El equipo que no tenga un registro actualizado deprueba no debe ser utilizado
• La especificación de la presión de trabajo en la localización del pozo oMAWP (Máxima Presión de Trabajo Permisible) debe ser igual a la presiónde prueba de la localización del pozo. La presión de prueba de lalocalización del pozo nunca debe exceder la especificación WP del equipo, ola especificación WP del cabezal del pozo del cliente, cualquiera que seamás baja
• La presión de prueba en la localización del pozo debe ser 1.2 veces lamáxima presión en el cabezal del pozo esperada con el pozo cerrado. Si elcliente no quiere que su cabezal del pozo sea sometido a esta presión, lapresión de prueba debe ser igual a la máxima presión en el cabezal del pozoo el máximo especificado por el cliente, cualquiera que sea mayor. Si no seespera presión en el cabezal del pozo, el equipo debe ser probado al 25% desu especificación de WP
• El equipo WHE nunca debe ser presurizado con bombas de alto volumen,como bombas de lodo u bombas del tipo pistón, debido al riesgo de imponerdemasiada presión en el sistema con un solo ciclo de bomba. Bombas deprueba y equipo dedicados específicamente para bajo volumen - alta presióndeben ser utilizadas para crear la presión de prueba después de llenar elequipo con bombas de alto volumen mientras se desahoga todo el aire
• Cuando se esté probando por presión, las líneas de baja presión deben sermantenidas abiertas en su extremo para prevenir un exceso de presión enlas líneas de baja presión en el caso de existir una fuga
• La prueba de presión debe ser efectuada con un líquido no volátil, nocompresible, como glicol, etileno o agua. Use un líquido o gas no inflamable.Es totalmente prohibido el uso de un líquido o gas inflamable o fluido delpozo. La prueba con diesel por ejemplo no es permitida debido al riesgo deexplosión (efecto de motor diesel)
• La operación de la prueba de presión y el valor de la prueba de presión en lalocalización del pozo deben ser anotados en el reporte de servicio. Esrecomendado que se utilice un registrador de presiones (una tabla opelícula) durante la prueba de presión en la localización del pozo
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página Derechos de Autor 1998 Elmar
16
• Avisos adecuados de notificación deben ser colocados y todo el personal nonecesario debe ser alejado de la proximidad de la prueba.
Unidades especiales de bombas se encuentran disponibles para la prueba depresión, tales como el patín (skid) de prueba de Elmar (Figura 10-6). Estaunidad para prueba de presión L-696700 está diseñada para probar el WHE enel taller y eventualmente en la localización del pozo. Esta mide 0.95 m x 0.85m x 1.45 m y está montada sobre ruedas.
Esta incluye:
• Una bomba de agua de alto volumen baja presión
• Una bomba de agua de bajo volumen alta presión (20,000 psi)
• Un registrador en papel
• Una bomba hidráulica manual para abrir y cerrar el BOP, etc.
• Un depósito de aceite de 12 galones
• Un medidor de presión de 20,000 psi.
Note que ambas bombas son bombas de agua. De esta manera ninguna grasaes bombeada y la prueba no va a ocasionar suciedad. Todo lo requerido esagua (o una mezcla de agua / glicol) y abastecimiento de aire.
Muchos supervisores prefieren efectuar la prueba de presión con solamentepesos y un protector en el extremo del lubricador (note que los protectores derosca de la herramienta no tienen especificación para presión), justamente encaso que algo vaya mal. Sin embargo, el procedimiento estándar requiere elensamblaje de la herramienta completa en el lubricador para la prueba, debidoa que la conexión tendrá que ser efectuada después de la prueba para poderconectar la herramienta y esta unión entonces debe se probada de nuevo antesde proceder con el trabajo.
Una evaluación del riesgo debe ser efectuada para decidir las posiblesconsecuencias por la ejecución de cada acción. Cualquier desviación delprocedimiento estándar debe ser escrito y acordado con el cliente
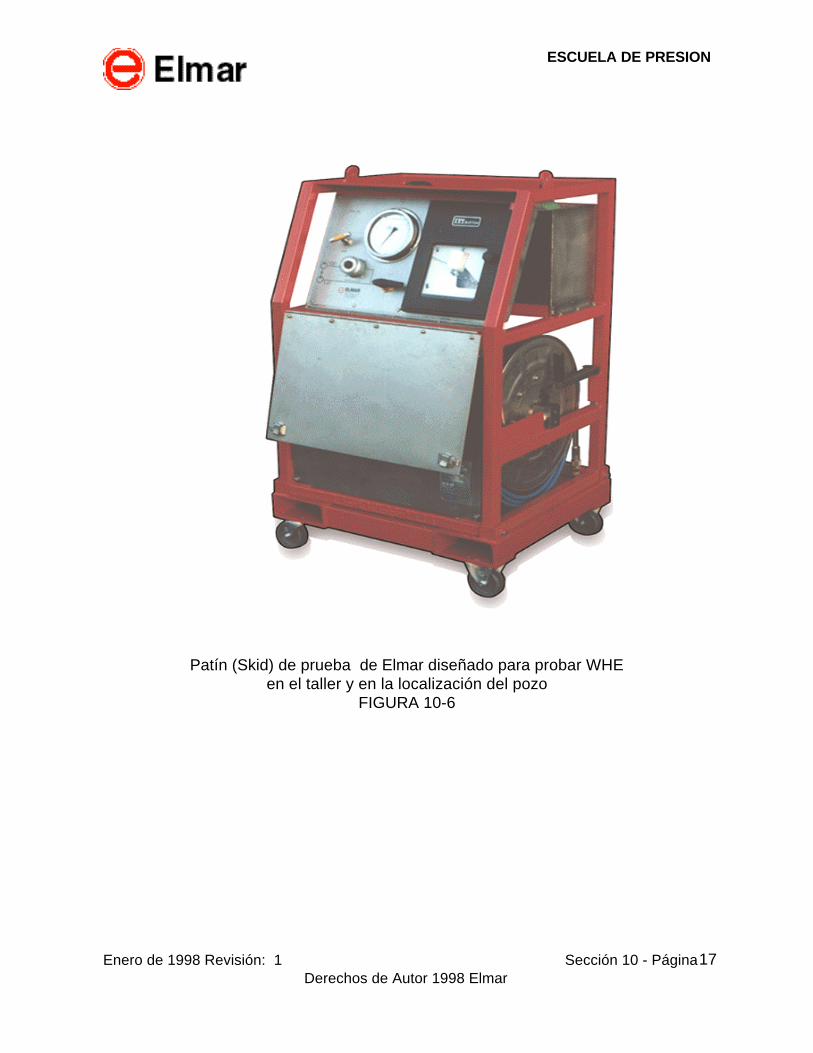
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página Derechos de Autor 1998 Elmar
17
Patín (Skid) de prueba de Elmar diseñado para probar WHEen el taller y en la localización del pozo
FIGURA 10-6
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página Derechos de Autor 1998 Elmar
18
10.5 PROCEDIMIENTOS PARA PRUEBAS DE PRESION CON UN CAÑONCARGADO EN EL LUBRICADOR SIN UNA VALVULA DE SEGURIDAD PARACABLE DE REGISTROS
• Primero pruebe por presión el equipo del cabezal del pozo hasta el valorrequerido para la prueba de presión del cabezal del pozo con un cañónvacío o sin cañón.
• Desahogue la presión, suelte el lubricador y ensamble el cañón.
• Enrosque y pruebe el lubricador a la presión de prueba con el cañón armadohasta el valor de prueba de presión del cabezal del pozo, o a 80% de laespecificación del cañón, cualquiera que sea menor.
• Iguale la presión a través del cabezal del pozo, abra la válvula maestra y laválvula de suabeo y proceda con las operaciones.
10.6 CORRIDA DEL TRABAJO
Solamente puede abrirse el pozo después que la prueba hidrostática en lalocalización del pozo ha comprobado que el equipo es adecuado para el sellode la presión. El proceso que comienza con la requisición inicial del clientepuede ahora ser efectuado. Solamente queda bajar la sarta de herramientas,efectuar el servicio y retirar la herramienta. Sin embargo, los problemasocasionados por fallas ocasionadas por errores humanos son bastantes, poresto es importante reiterar algunos puntos operacionales.
a) Seguridad
Los trabajos de presión son de por si peligrosos. En cuanto sea posible,los trabajos de presión solamente deben ser efectuados durante la luz delsol. Si el cliente insiste en operaciones nocturnas, el supervisor debeestar satisfecho el mismo que existe luz adecuada para que cualquierpequeña fuga pueda ser detectada rápidamente y las rutas de escapeestén visiblemente marcadas en caso de una falla catastrófica. Asegúreseque todas las mangueras del BOP, atrapador de herramientas, sujetadorde herramientas, caja de empaque y limpiador del cable estén conectadasy que el modulo de control es fácilmente accesible y fácilmente visible.
b) Corrida en el Pozo
Al terminar la prueba de presión, es desahogada la presión en los
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página Derechos de Autor 1998 Elmar
19
lubricadores, igualada la presión con cabezal del pozo y la presión de lainyección de grasa en el GIH ajustada a un 20% por encima de la presióndel pozo. La bomba bombeará muy lentamente cuando el cable seencuentra estático. La bomba actuará rápidamente si las mangueras degrasa y los tubos de grasa no están llenos con grasa. Si existe ceropresión en el pozo, la bomba de grasa debe ser ajustada a una mínimapresión de bombeo. Grasa debe ser siempre inyectada para lubricar elcable y reducir el desgaste de los tubos de flujo.
Baje la cabeza del cable unas pocas pulgadas antes de abrir la válvulamaestra. Esto prevendrá que la herramienta quede atrapada contra laparte inferior del adaptador GIH o la válvula tipo bola (o accidentalmentesea agarrada por el sujetador de herramientas). Los adaptadores GIH másnuevos son suministrados con una ranura excéntrica para prevenir elatrapamiento por diferencial de la cabeza para pesca.
La válvula maestra debe ser abierta lentamente. Cuente las vueltasnecesarias para abrir la válvula totalmente. Coloque un aviso sobre laválvula indicando que operaciones con cable de registros están siendoefectuadas y el número de vueltas necesario para abrir la válvula. Si másde una válvula maestra está cerrada, entonces abra la válvula maestrainferior primero.
Nota: El atrapador de herramientas debe permanecer cerrado (listo paraatrapar) hasta que la herramienta esté lista para ser corrida en el pozo.Corra en el pozo lentamente hasta que la herramienta se encuentre pordebajo de las válvulas del cabezal del pozo u otras obstrucciones. Elmovimiento del cable puede ser muy lento por los primeros cientos de piesdependiendo de la presión del pozo y el número de pesos utilizados. Si esposible utilice pesos grandes de tungsteno para optimizar el peso total delensamblaje de la herramienta y para disminuir su longitud (y de estamanera la longitud de los lubricadores). Trate de no permitir demasiadoaflojamiento para que el cable no entre en contacto con el piso. Limpie elcable con un trapo saturado con diesel para retirar el sucio, arena, etc. Siel monocable no ha sido utilizado por un largo período de tiempo puedeser necesario limpiar el cable en la capa superior del carrete antes decorrerlo en el pozo. Vuelva a chequear que el limpiador de cable y la cajade empaque no han sido activadas.
Mantenga un control positivo de la profundidad. Esto no puede serenfatizado suficientemente. Ponga marcas magnéticas adicionales en elcable cuando la herramienta se encuentre a 100 pies de profundidad o pordebajo del BOP. Note la profundidad a la cual el cable deja el carrete en el
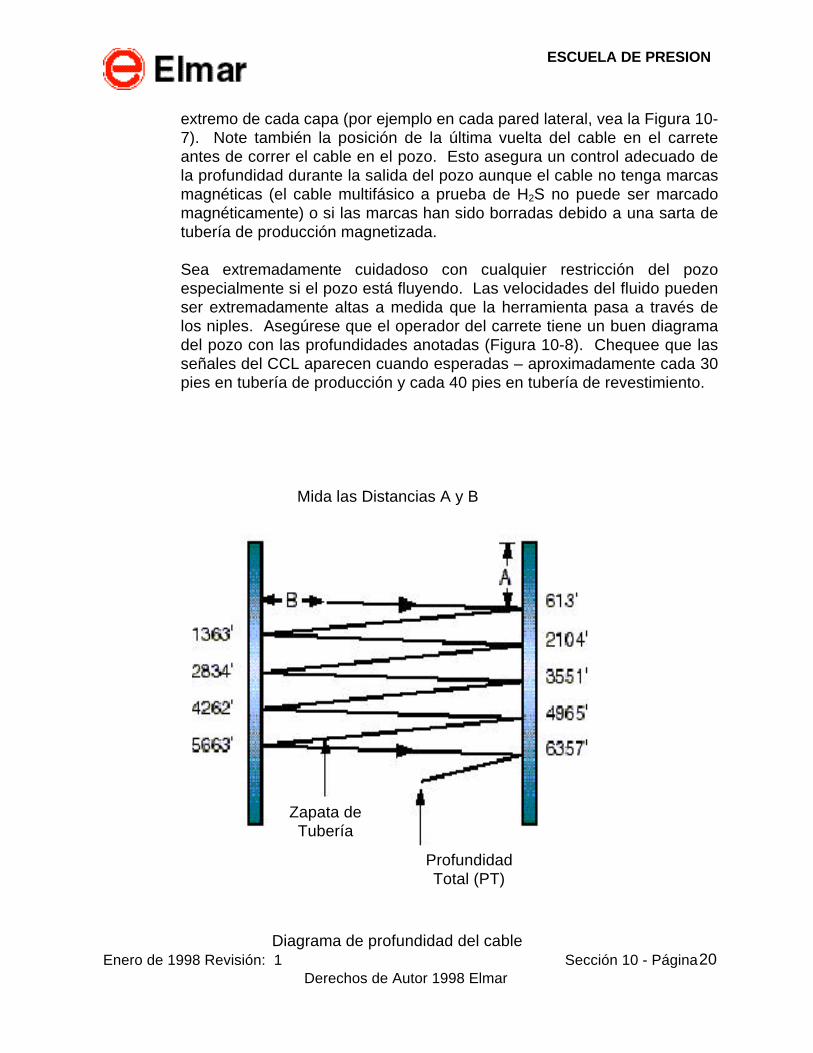
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página Derechos de Autor 1998 Elmar
20
extremo de cada capa (por ejemplo en cada pared lateral, vea la Figura 10-7). Note también la posición de la última vuelta del cable en el carreteantes de correr el cable en el pozo. Esto asegura un control adecuado dela profundidad durante la salida del pozo aunque el cable no tenga marcasmagnéticas (el cable multifásico a prueba de H2S no puede ser marcadomagnéticamente) o si las marcas han sido borradas debido a una sarta detubería de producción magnetizada.
Sea extremadamente cuidadoso con cualquier restricción del pozoespecialmente si el pozo está fluyendo. Las velocidades del fluido puedenser extremadamente altas a medida que la herramienta pasa a través delos niples. Asegúrese que el operador del carrete tiene un buen diagramadel pozo con las profundidades anotadas (Figura 10-8). Chequee que lasseñales del CCL aparecen cuando esperadas – aproximadamente cada 30pies en tubería de producción y cada 40 pies en tubería de revestimiento.
Diagrama de profundidad del cable
Mida las Distancias A y B
Zapata deTubería
ProfundidadTotal (PT)

ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página Derechos de Autor 1998 Elmar
21
FIGURA 10-7
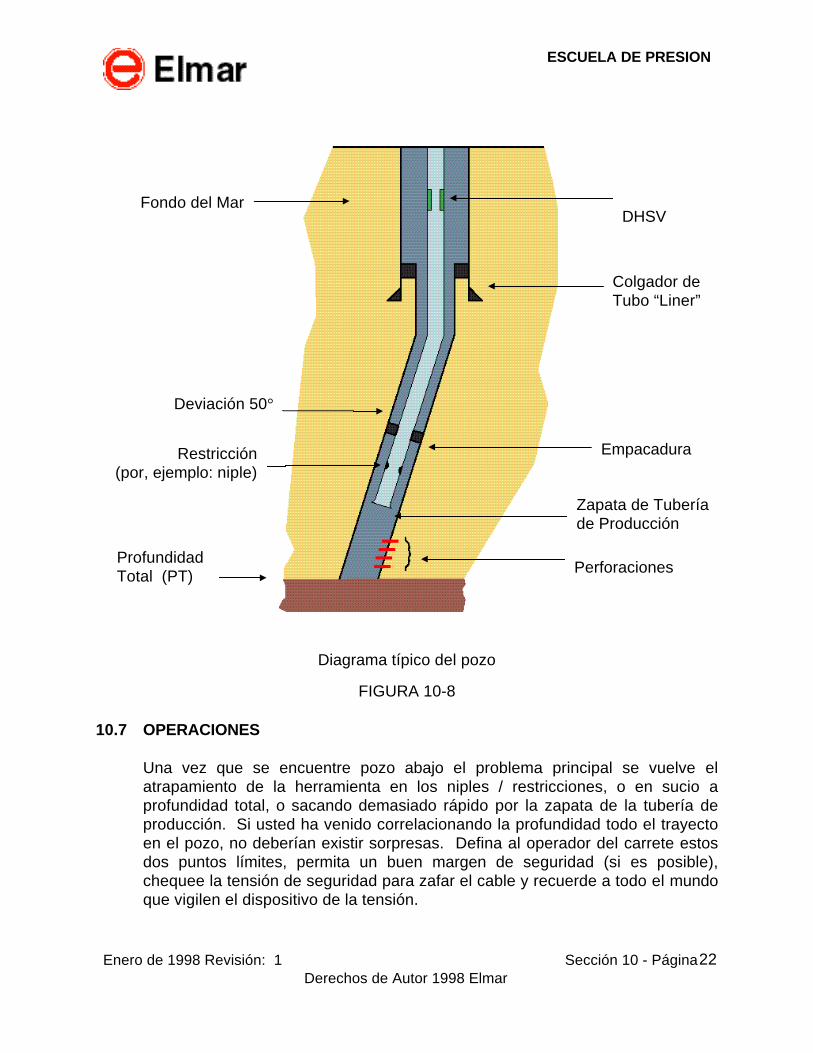
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página Derechos de Autor 1998 Elmar
22
Diagrama típico del pozo
FIGURA 10-8
10.7 OPERACIONES
Una vez que se encuentre pozo abajo el problema principal se vuelve elatrapamiento de la herramienta en los niples / restricciones, o en sucio aprofundidad total, o sacando demasiado rápido por la zapata de la tubería deproducción. Si usted ha venido correlacionando la profundidad todo el trayectoen el pozo, no deberían existir sorpresas. Defina al operador del carrete estosdos puntos límites, permita un buen margen de seguridad (si es posible),chequee la tensión de seguridad para zafar el cable y recuerde a todo el mundoque vigilen el dispositivo de la tensión.
Fondo del MarDHSV
Colgador deTubo “Liner”
Deviación 50°
Restricción(por, ejemplo: niple)
Zapata de Tuberíade Producción
Empacadura
PerforacionesProfundidadTotal (PT)
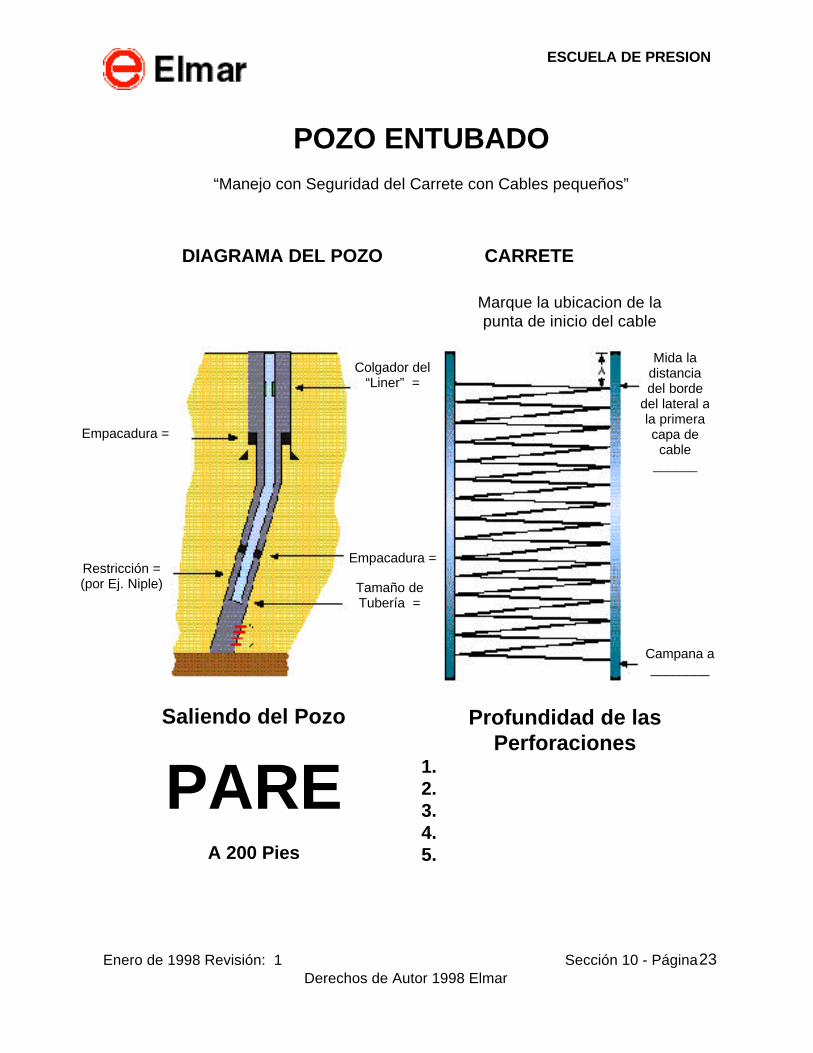
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página Derechos de Autor 1998 Elmar
23
POZO ENTUBADO“Manejo con Seguridad del Carrete con Cables pequeños”
DIAGRAMA DEL POZO CARRETE
Marque la ubicacion de lapunta de inicio del cable
Mida ladistanciadel borde
del lateral ala primeracapa de
cable______
Empacadura =
Colgador del“Liner” =
Restricción =(por Ej. Niple)
Empacadura =
Tamaño deTubería =
Campana a________
Saliendo del Pozo
PAREA 200 Pies
Profundidad de lasPerforaciones
1.2.3.4.5.
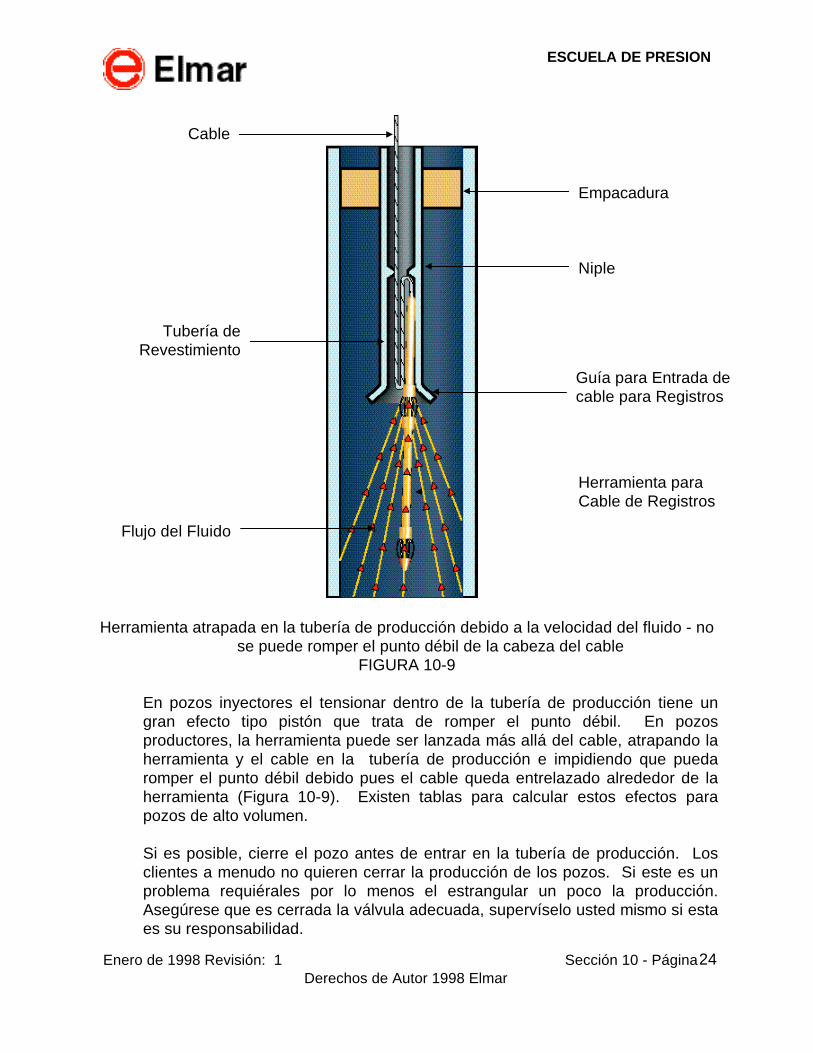
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página Derechos de Autor 1998 Elmar
24
Herramienta atrapada en la tubería de producción debido a la velocidad del fluido - nose puede romper el punto débil de la cabeza del cable
FIGURA 10-9
En pozos inyectores el tensionar dentro de la tubería de producción tiene ungran efecto tipo pistón que trata de romper el punto débil. En pozosproductores, la herramienta puede ser lanzada más allá del cable, atrapando laherramienta y el cable en la tubería de producción e impidiendo que puedaromper el punto débil debido pues el cable queda entrelazado alrededor de laherramienta (Figura 10-9). Existen tablas para calcular estos efectos parapozos de alto volumen.
Si es posible, cierre el pozo antes de entrar en la tubería de producción. Losclientes a menudo no quieren cerrar la producción de los pozos. Si este es unproblema requiérales por lo menos el estrangular un poco la producción.Asegúrese que es cerrada la válvula adecuada, supervíselo usted mismo si estaes su responsabilidad.
Cable
Flujo del Fluido
Tubería deRevestimiento
Empacadura
Niple
Guía para Entrada decable para Registros
Herramienta paraCable de Registros
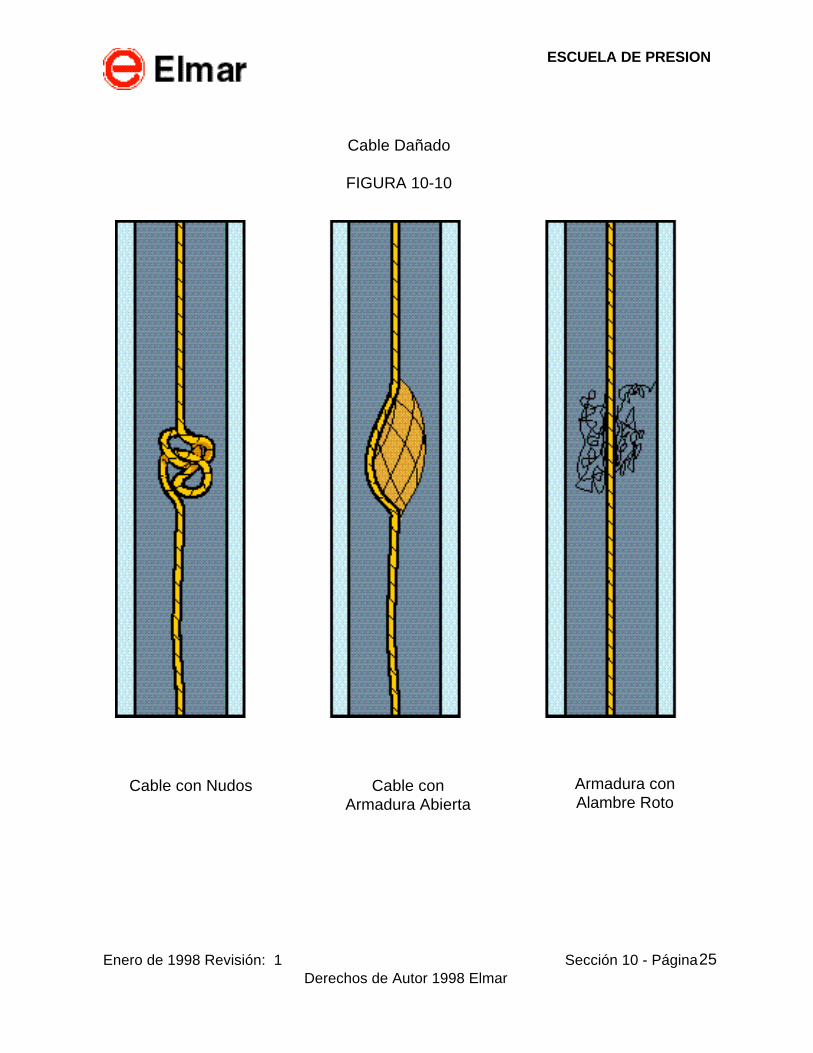
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página Derechos de Autor 1998 Elmar
25
Cable Dañado
FIGURA 10-10
Cable con Nudos Cable conArmadura Abierta
Armadura conAlambre Roto
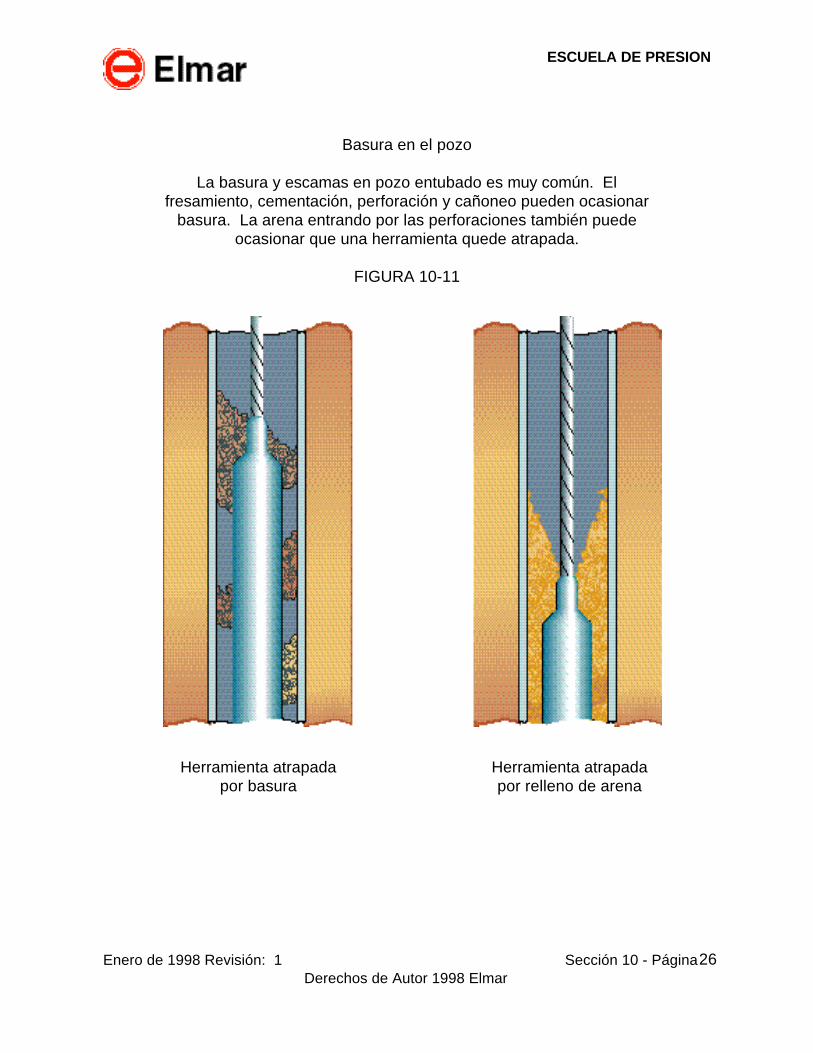
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página Derechos de Autor 1998 Elmar
26
Basura en el pozo
La basura y escamas en pozo entubado es muy común. Elfresamiento, cementación, perforación y cañoneo pueden ocasionar
basura. La arena entrando por las perforaciones también puedeocasionar que una herramienta quede atrapada.
FIGURA 10-11
Herramienta atrapadapor basura
Herramienta atrapadapor relleno de arena
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página Derechos de Autor 1998 Elmar
27
10.8 SACANDO DEL POZO
Cuando salga del pozo la velocidad del cable es limitada por el volumen degrasa que la bomba puede entregar y el espacio entre el cable y los tubos deflujo. Tenga cuidado que no se pierda el sello de grasa debido a una altavelocidad del cable.
Después de efectuar el servicio las cosas pueden cambiar. Los cañones sehinchan después de ser disparados, los brazos de los calibres y de losmedidores de flujo pueden ser doblados o rotos, por ello planifique por loinesperado. Dedique toda su atención y mantenga la velocidad baja mientraspasa a través de la zapata y a través de cualquier restricción en la tubería deproducción. Mantenga la velocidad del cable muy lentamente cerca a lasuperficie y vigile la tensión y la respuesta del CCL. Asegúrese que elatrapador de herramientas está cerrado y el sujetador de herramientas listo paraagarrar. Si usted queda atrapado, usted necesita ser capaz de determinarexactamente donde y que parte está atrapada la herramienta. No tensioneinmediatamente hasta el límite máximo de seguridad por que usted podríaatrapar más aún la herramienta o tensionar el cable más fuertemente dentro delos tubos de flujo. Pare, baje y trate de nuevo. Si usted ve aflojamiento delcable inmediatamente cuando corre dentro del pozo, usted probablemente tieneel cable atrapado en los tubos de flujo. La tensión de seguridad de la línea esajustada cerca a la tensión normal de registros y este debe ser ajustado durantetodo el trayecto cuando se saca del pozo. Si usted ha estado corriendoregistros en un pozo productor, cierre la producción cuando vaya a sacar, deotra manera el cable puede ser lanzado dentro de la válvula lateral por el flujodel fluido.
Al sacar del pozo pueden ocurrir nuevos problemas en el hueco (Figura 10-10 y10-11):
• Mal enrollamiento del cable
• Atrapamiento de las armaduras del cable
• Deslizamiento del medidor de profundidad.
El atrapamiento de las armaduras del cable es el más repentino, pero tieneresultados más dañinos si no es detectado. Usted y su operador necesitanestar vigilando el dispositivo de tensión por cualquier movimiento irregular ocambio no explicado.
Cada vez que el diferencial de tensión es ajustado manualmente infórmese eluno al otro del cambio. Si un alambre de la armadura del cable queda atrapado,el diferencial de tensión comenzará a saltar y a incrementar lentamente.Dispositivos exactos de tensión son absolutamente necesarios.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página Derechos de Autor 1998 Elmar
28
El deslizamiento de la polea de profundidad debe ser fácil de detectar con lasmarcas magnéticas. Si la marca no es constante usted sabe que sucede algoanormal. A medida que se acerca a la superficie usted chequea su diagramadel cable en el carrete para asegurarse que todo está correcto. El diagrama delcable también le ayudará si usted ha tenido que cambiar la profundidad debidoa que el taladro de reparación o el mástil del camión tiene una referencia deprofundidad diferente para la correlación de los registros.
Asegúrese que el operador del carrete enrolla el cable cuidadosamente paraprevenir que el cable se rompa en las armaduras y falle por la aislación en elfuturo.
Cuando se encuentre a 200 pies de la superficie el supervisor debe tomar elcarrete. Una cuerda es ubicada sobre el cable, la polea inferior empujada haciaabajo, el POL (tensionado manual sobre la línea) chequeado y si se estánefectuando cañoneos, todo debe ser apagado. Proceda a sacarcuidadosamente pero con confianza. El operador que mantiene la cuerda es lapersona a la cual se debe observar (vea la Figura 10-12).
Si usted está sacando a 1800 pies por hora (30 pies por minuto) y su operadorde cuerda le ha dado un aflojamiento de 15 pies al cable, usted tiene 30segundos para reaccionar. Bajo las mismas condiciones, si usted empuja lapolea inferior hacia abajo, existen solamente 2 pies de aflojamiento y ustedtendrá solamente 4 segundos para reaccionar.
Tenga cuidado. Es posible romper un punto débil con solo tensionar el cable.Si su herramienta queda atrapada en cualquier parte cerca de la superficie,existe muy poco estiramiento en el cable. El punto débil se romperá cuandoambos extremos del cable están fijos y un par de operadores empujanfuertemente en el centro del cable.
Cuando la herramienta alcanza la caja de empaque, el aflojamiento inducido porla cuerda comienza a ser recogido. TENGA MUCHO CUIDADO. Esto puedeocurrir si la herramienta queda atrapada en el cabezal del pozo.
El siguiente paso es asentar la herramienta sobre el atrapador de herramientascerrado. Esto confirma que usted está en el lubricador. Si la herramienta y elcable no bajan o si no paran, algo no está bien.
Con un atrapador de herramientas manual o un atrapador con indicador externo,usted puede ver la manilla del atrapador de herramientas moverse cuando laherramienta entra en el lubricador. El operador debe estar sosteniendo lamanilla. El debe señalar cuando la cabeza entra al lubricador y cuando la parte
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página Derechos de Autor 1998 Elmar
29
inferior de la herramienta pasa el atrapador de herramientas.
Si usted ha tensionado dentro del atrapador de herramientas, suelte algo decable. Una vez que usted está seguro que la herramienta se encuentra en ellubricador, usted puede hacer que la válvula de suabeo sea cerrada lentamente.Cuente el número de vueltas y, si es sentida cualquier resistencia antes que laválvula haya cerrado completamente, pare y vuelva a chequear que suherramienta se encuentra en el lubricador. Si toma más de 16 vueltas paracerrar normalmente, y la válvula para después de 10 o 11 vueltas, laherramienta o el cable pueden estar atravesados en la válvula. El cable esdañado fácilmente. Abra la válvula a la primera señal de resistencia. Cierre laválvula maestra únicamente después de haber cerrado la válvula de suabeo.
Una vez que la válvula maestra ha sido cerrada la presión puede serdesahogada. La manera más rápida de desahogar es a través de la línea deflujo lateral, siempre que sea posible. Si esto no es posible desahogue a travésdel múltiple inferior del BOP. Idealmente la válvula de desahogo debe estarconectada a través de una manguera de grasa de alta presión a la línea de flujodel cliente o a una compañía de prueba de pozos. Si esto no es posible losfluidos de la manguera deben ser drenados viento abajo y la manguera debeestar asegurada completamente a una estructura fija. Tan pronto como lapresión haya sido desahogada la bomba de grasa puede ser apagada y losmedidores de presión y múltiples removidos para prevenir daño durante eldesensamblaje.
Cuando se desahogue gas de alta presión, abra lentamente el múltiple deválvulas para evitar que la válvula se congele o que la manguera completa dedrenaje de alta presión se congele. Usted puede tener que drenar el lubricadoren etapas cerrando una válvula al final del drenaje, llenando la manguera congas, cerrando el múltiple de válvulas, vaciando la manguera… etc.
En el extremo de la manguera de drenaje conecte una unión en T para evaluarla presión de reacción de ambos lados del fluido de alta presión que esdrenado.
Recuerde que después de desahogar la presión, es muy probable que todavíaexista fluido en el lubricador debido a que el sello de grasa en el GIH nopermitirá la entrada de aire en el sistema. Tenga cuidado cuando seanlevantados los lubricadores. El fluido se vaciará fuera una vez que loslubricadores sean desconectados. La herramienta puede ser levantada de latrampa de herramientas, limpiada y desensamblada.

ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 10 - Página Derechos de Autor 1998 Elmar
30
10.9 DESENSAMBLAJE DEL TALADRO
Precaución
Recuerde tener cuidado cuando desensamble el taladro, el trabajo no haterminado hasta que el WHE es empacado y todo ha sido limpiado. No seapresure. Tome su tiempo y recuerde que el WHE es pesado y difícil demanejar. Asegúrese que toda la presión es desahogada antes de empezar.
Los procedimientos para desensamblar el taladro son los inversos a losprocedimientos para ensamblar el taladro. Recuerde dar suficiente aflojamientoal cable cuando desensamble los lubricadores del taladro para que el GIH notermine descansando sobre el extremo de la cabeza y rompa el punto débil.
Procedimientos para POH (Sacada del Pozo)
FIGURA 10-12
El Operador 1 se para sobre la cadenade sujeción de la polea inferior
El Operador 2 sujeta el cablehacia abajo con una cuerda
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 11 - Página 1 Derechos de Autor 1998 Elmar
SECCION 11 - SITUACIONES DE PROBLEMAS
1. REOBTENIENDO EL SELLO PERDIDO
Un sello de grasa perdido es primero notado por el fluido que escapa en la partesuperior de la caja de empaque. Si el sello de grasa es perdido, detenga elcable e incremente la presión de la bomba de grasa para reobtener el sello. Siesto no es efectivo, cierre la caja de empaque y la válvula de la línea de retornode flujo de alta presión, en este orden. Si el sello todavía no puede serreobtenido, cierre los BOP. Si en un pozo de gas con un BOP doble o triple,cierre primero el conjunto más bajo de los brazos (el invertido) y mientrasbombea grasa en el BOP - cierre los brazos superiores (normal). El conjuntointermedio de brazos (brazos normales) son utilizados como secundarios ysolamente deben ser cerrados si los demás fallan. Incremente la presión de labomba de grasa a 1.5 veces la presión del pozo. Cuando el sello sea obtenidode nuevo, iguale la presión a través de los BOP, abra la válvula de la línea deflujo y la caja de empaque, abra los BOP y continúe con la operación.
Pérdida Continua del Sello de Grasa
Si el sello es perdido continuamente, la corrida con cable de registros puedaque tenga que ser abandonada. La herramienta y el cable deben serregresados a la superficie tan lentamente como sea necesario para mantener elsello. Antes de sacar del pozo chequee lo siguiente:
1. Está trabajando la bomba ?
Chequee que la bomba esté haciendo los viajes del pistón, si no lo está,trate de incrementar la presión en el regulador para ver si escucha losviajes.
2. Tiene suficiente suministro de aire ?
Chequee su suministro de aire. Si la bomba no efectúa los viajes, utiliceotra bomba de grasa.
3. Hay grasa en el tanque ?
El tanque de grasa debe ser limpiado, llenado y no haber agua presenteen su depósito.
4. Ha seleccionado el tamaño adecuado de tubos de flujo?
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 11 - Página 2 Derechos de Autor 1998 Elmar
Chequee el diámetro externo del cable con un micrómetro y el tamaño deltubo de flujo que está utilizando. Si los tubos de flujo son muy grandesusted debe sacar del pozo y cambiarlos.
5. Las bombas parecen estar trabajando pero la grasa no esta llegando alGIH.
Si esto ocurre será necesario cerrar los BOP y desahogar el lubricador.Una vez que el lubricador haya sido desahogado usted tendrá que ponerseun cinturón de seguridad o aparejo y subir en el GIH y retirar la manguerade inyección de grasa. Una vez que la manguera haya sido desconectadatrate de bombear a través de ella para determinar que la manguera o laválvula de chequeo del GIH no estén fallando. Si la válvula de chequeoestá defectuosa entonces reemplácela. Si la manguera está bloqueadaentonces usted tendrá que cambiarla con la manguera para inyectar grasaal BOP. Una vez que estas operaciones hayan sido efectuadas, iguale lapresión a través de los BOP, abra los BOP y continúe con la operación.
2. PRESION / VOLUMEN DE LA BOMBA
Una presión de aire y un volumen de aire adecuados es absolutamentenecesario. Si el suministro de aire en el taladro no es adecuado, entoncesdebe ser obtenida una segunda fuente.
3. LONGITUD / DIAMETRO DE LA MANGUERA
La longitud y el diámetro de las mangueras a menudo es un problema pasadopor alto. La importancia de utilizar mangueras cortas y con un diámetro grandeno puede ser enfatizado lo suficiente.
4. CABLE NUEVO CONTRA CABLE VIEJO
Utilizando un cable nuevo en un pozo de gas puede permitir que el gas escapea través de los espacios en las armaduras del cable. Una vez que el cable esutilizado varias veces estos espacios se llenan con grasa y residuos ydisminuye el problema. Si usted debe utilizar un cable nuevo en un pozo degas, el cable debe ser preparado en el taller corriéndolo a través de un inyectorde grasa para el cable.
5. CABLE CON ARMADURA SUELTA
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 11 - Página 3 Derechos de Autor 1998 Elmar
Una armadura suelta en el cable es uno de los peores problemas encontradosen un trabajo de presión. La prevención es mucho más fácil que la cura.Mantenga las velocidades de corrida y sacada en un promedio razonable paraprevenir fallas en el balance del torque del cable y como consecuencia unaflojamiento del cable. SIEMPRE utilice un inhibidor para H2S en la grasa siH2S se encuentra presente. Corte el cable a menudo para que el cable no seadesgastado y aplanado.
Un cable con armaduras sueltas es primero notado cuando la tensión del cableincrementa sin ninguna razón aparente o el operador nota que un alambre oalambres de la armadura faltan en el cable a medida que este llega al carrete opasa por las poleas.
Detenga el cable, cierre los BOP, y desahogue la presión del lubricador. Vigilela presión del lubricador por cerca de 15 minutos. Asegúrese que los BOPestán soportando la presión antes de retirar el lubricador. Bombee grasa entrelos brazos del BOP si usted se encuentra en un pozo de gas.
Levante el lubricador unos pocos pies y ponga una grapa para cable sobre elcable en la parte superior del BOP. No permita que el cable se deslice a travésdel BOP pues esto puede dañar los sellos. (Para mayor seguridad usted puedeutilizar un “diversificador de flujos” el cual puede ser instalado en la partesuperior del BOP e incluye una grapa para el cable). Suelte el cable y chequeeque la grapa lo está sujetando. Tensione el cable hacia abajo a través de lacabeza de control e inspeccione por daños.
Allí encontrará una bola de alambre desenrollado, aprisionada debajo de lacabeza de control. Esta bola tiene que ser retirada del lubricador y cortada conun par de alicates afilados para alambre.
Levante el exceso de tensión hasta que el cable justamente comienza a entraren tensión. Muy cuidadosamente, desenrolle cada uno de los alambresdañados de la armadura por tres o cuatro vueltas. No doble los alambres haciaatrás sobre el cable. Asegúrese que el corte es limpio y con una lima fina pongauna pendiente en los extremos del alambre y retórnelo de nuevo al cable. Si esnecesario, un doblez muy pequeño puede ser efectuado en la punta del alambrepara asegurarse que este permanece apuntando hacia el núcleo del cable.Utilice una lima fina para suavizar cualquier protuberancia del cable que puedacrear un abultamiento. Si más de un alambre está dañado, asegúrese quetodos los alambres son terminados en espacios ampliamente distribuidos. Unpegante “instantáneo” a menudo trabaja para sujetar el alambre en sitio.
Levante la tensión completa teniendo cuidado de no tensionar el cable a travésde los BOP. Retire la grapa del cable, vuelva a conectar los lubricadores,
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 11 - Página 4 Derechos de Autor 1998 Elmar
aplique la presión a la cabeza de control e iguale la presión en los lubricadoresa través del múltiple para igualar la presión del BOP. Una vez que loslubricadores están a la presión del pozo, el BOP puede ser abierto y el cablesacado lentamente. Vigile la tensión y observe el cable que sale de la cabezade control para chequear que los alambres pasan a través de los tubos de flujo.El proceso completo puede ser necesario que sea repetido varias veces hastaobtener éxito.
Si el daño es muy extenso puede no ser práctico adoptar el enfoque anterior ola fortaleza del cable puede ser reducida considerablemente.
El cable entonces tendrá que ser cortado en un punto tan alto como sea posiblepor encima del BOP. Debe existir suficiente cable para pasar a través de lostubos de flujo como es descrito en el siguiente paso. Ponga en pendiente elextremo del cable para permitir que este pase a través de los tubos de flujo.Corte también el cable dañado en el lado del carrete.
Retire una o más secciones del lubricador, baje el equipo de control de presióny pase el cable a través de la cabeza de control desde la parte inferior. Amarreun nudo fuera de la cabeza de control para que el carrete pueda de nuevotensionar el cable. Levante el remanente del lubricador y vuélvalo a conectarsiguiendo los mismos procedimientos como anteriormente. El cable esenrollado de nuevo en el carrete hasta que el nudo alcance la polea de la partesuperior. El nudo puede o no puede pasar por la polea dependiendo deltamaño de la polea que usted está utilizando.
Una solución alterna es utilizar una grapa en “T” con pequeños insertos para elcable. Cuando el nudo alcanza la polea superior e inferior el cable puede seragarrado con una grapa en “T” suspendida por medio de un carrete de aire deltaladro mientras que el bloque viajero es bajado de nuevo para permitir que elnudo sea reubicado en el lado del carrete de la polea. Recuerde levantar elbloque a su posición original una vez que el nudo haya sido enrollado en elcarrete. Esto elimina una serie de aperturas y cierres de los lubricadores.
6. NUDO EN EL CABLE O RETORCIDO SEVERAMENTE
Generalmente estos problemas ocurren cuando se pasa a través de unarestricción en un pozo fluyendo. Los fluidos actúan como un pistón contra laherramienta forzándola hacia arriba más rápido que el movimiento del cable. Enel caso que la herramienta pasa el cable, llamado una ”sobrecorrida”, entoncesla herramienta puede quedar atrapada, dependiendo por supuesto del tamañode la tubería de producción. La “sobrecorrida” también puede ocurrir cuando sebaja en un pozo si el movimiento del cable es más rápido que el viaje de laherramienta. Si un nudo o retorcimiento del cable es todo lo que usted obtiene
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 11 - Página 5 Derechos de Autor 1998 Elmar
por una sobrecorrida, considérese usted muy afortunado. Normalmente el cablees atrapado a lo largo de la herramienta y debe ser reventado debido a que nose puede romper el punto débil.
Estos problemas deben ser manejados de la misma manera que un cable conlos alambres rotos en la armadura pues generalmente estos nudos oretorcimientos no pasan a través de los tubos de flujo.
7. CONGELAMIENTO DEBIDO A HIDRATOS
Bajo ciertas condiciones de temperatura y presión, algunos constituyentes delgas natural se combinan con el vapor de agua para formar hidratos dehidrocarburo. Estos hidratos tienen la apariencia de nieve o hielo y se formanen las válvulas, líneas de flujo, o aún en la tubería de producción a cientos depies por debajo de la superficie. Esto puede bloquear el paso de lasherramientas o el flujo del fluido. Los hidratos son particularmente peligrosospues estos pueden obstruir los BOP, prevenir que estos cierren u ocasionar queel equipo de cable para registros quede atrapado.
Los hidratos se forman a temperaturas de hasta 122oF. En general, a mayorpresión de gas , mayor la temperatura a la cual se pueden formar los hidratos,aunque por encima de ciertas temperaturas críticas estos no pueden formarsesin importar la presión.
Cura: Mantenga un buen sello de grasa pues algo de expansión de gas esnecesaria para que se formen estos hidratos. El flujo del fluido o fugas puedeinducir la formación de hidratos.
Debido a que los hidratos generalmente se forman cuando agua es producidacon gas, el agua utilizada para llenar los lubricadores solamente agrava elproblema. Use glicol etílico (anticongelante) para llenar el lubricador durantelas pruebas. El glicol también puede ser utilizado para prevenir la formación dehidratos e inyectado continuamente durante el trabajo a través del BOP o através de adaptadores para inyección de químicas designados para estepropósito. Metanol también puede ser utilizado y en realidad tiene una ventajaquímica sobre el glicol (vea el siguiente párrafo). Cuando utilice metanol, tengaprecaución para asegurarse que estos líquidos inflamables sean presurizadossolamente lentamente para que el vapor y el aire en el lubricador no seacalentado y ocasionen una explosión tipo diesel. No aplique presión en ellubricador con una bomba grande.El metanol mezclado con el gas húmedo reduce la máxima temperatura a la cualse forma el hidrato. Por ejemplo, un hidrato de gas natural que normalmente seforma hasta 42oF puede ser alterado y no se formará por encima de 25oF al
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 11 - Página 6 Derechos de Autor 1998 Elmar
añadir metanol. El metanol inyectado encima de los hidratos ocasionará queestos se derritan.
Precaución El metanol es venenoso y debe ser utilizado con cuidado, estetambién ataca los O-Ring si es dejado por mucho tiempo. Este debe serinyectado con una bomba dedicada exclusivamente para metanol. Enconsecuencia, utilice glicol para prevenir la formación de hidratos, utilicemetanol para disolver hidratos si ellos se forman.
8. HERRAMIENTA ATRAPADA EN EL CABEZAL DEL POZO
Los cañones se ensanchan y doblan cuando son disparados y puedenocasionar problemas cuando se entran en el cabezal del pozo. Cuandoatrapado en el cabezal del pozo, trate de trabajar la herramienta para liberarla.Baje unos pocos pies y después efectúe otra pasada. Asegúrese que lasválvulas están totalmente abiertas. Si usted tiene que reventar el punto débil dela cabeza, asegúrese que el cliente está presente. En ciertas situaciones, ponerel pozo en producción puede ayudar, si este está cerrado. Haga esto comoúltimo recurso antes de reventar el punto débil. Solamente el cliente puedetomar esta decisión y abrir la válvula lateral.
9. PUNTO DEBIL ROTO
Cuando las herramientas son perdidas en el pozo, el cable tendrá unatendencia a ser lanzado fuera de la cabeza de control debido a que el peso enel pozo es menor al necesitado para contrarrestar la presión del pozo. Cuandoesto ocurre el cable es empujado fuera de la cabeza de control más rápido queeste puede ser enrollado en el carrete … Habrá cable por todas partes!
Antes de sacar del pozo, pare y tenga una reunión de seguridad con todo elpersonal en la localización, retire alejado del área a todo el personal nonecesario. Asegúrese que todas las mangueras de flujo están encadenadas.Calcule la profundidad aproximada a la cual el cable comenzará salir por símismo:
1) Calcule el peso para balancear la presión desde la figura 10-1 ∴ ‘W’
2) Divida ‘W’ por el peso/pie de su cable para obtener la profundidadaproximadaNota: esto es solamente una aproximación debido a los factores de flotación yfricción.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 11 - Página 7 Derechos de Autor 1998 Elmar
Cura: Vigile el indicador de peso y a medida que la tensión llegue a ceroincremente la presión de la bomba de grasa. Esto ayudará a aguantar más elcable. Después incremente la presión en el limpiador de cable o empaque, sino existe un limpiador de cable. Esta presión debe ser incrementadaconstantemente a medida que más cable es sacado del pozo.
Uno debe de ser muy cuidadoso aplicando justamente la tensión necesaria paraaguantar el cable. Demasiada tensión reducirá el diámetro del cable yocasionará que este se quede en los tubos de flujo.
Si todo trabaja bien y su control de profundidad es adecuado, el cable puede serparado con su extremo entre el BOP y la cabeza de control.
Si no, y usted tiene una válvula de chequeo tipo bola en la sarta, esta sellarádespués que el cable haya pasado y prevendrá un ensuciamiento completo enla localización. Tenga un operador en la válvula maestra para cerrar el pozo tanpronto pase el cable.
10. LAS HERRAMIENTAS NO VAN HACIA ABAJO
Esto puede ser generalmente atribuido a una insuficiencia de peso en laherramienta para contrarrestar la presión del pozo, cable sucio o con torceduraso tratando de fluir el pozo.
Cura: Añada peso adicional y más lubricador si es necesario. Siempre limpie elcable que entra en contacto con el piso con un trapo humedecido en diesel. Siexiste un retorcimiento, el cable tendrá que ser cortado y ensamblada unacabeza nueva. Si el pozo está fluyendo y usted no puede bajar, requiera que elcliente cierre el pozo hasta que usted baje unos cientos de pies.
11. O-RING DE LUBRICADOR - REEMPLAZO EN UNA EMERGENCIA
Si el O-Ring de un lubricador es dañado durante la reparación del cable, este nopuede ser reemplazado por uno nuevo debido a la presencia del cable. Sinembargo, un nuevo O-Ring puede ser cortado diagonalmente y los extremospegados con un pegante “instantáneo”. Asegúrese de reemplazar el O-Ringantes del siguiente trabajo.
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 12 - Página 1 Derechos de Autor 1998 Elmar
SECCION 12- SEGURIDAD MIENTRAS SE CORRENREGISTROS (POZO ABIERTO)
1.0 CONTROL DE PRESION UTILIZANDO SISTEMAS DE LODO
El fluido de perforación, conocido como lodo es la primera línea de defensacontra la presión de la formación. Este es generalmente una mezcla de agua,aceites, arcilla, material de peso y químicas. El lodo de perforación sirve paradiversas funciones:
• Este levanta los cortes efectuados por la broca
• Este enfría y lubrica la broca
• Este forma un revoque de lodo para prevenir perdida de lodo hacia laformación
• Este ejerce una presión hidrostática la cual actúa en contra de la presión dela formación.
Los materiales de peso, generalmente barita, son añadidos al lodo paraincrementar la gravedad especifica (peso del lodo) a un nivel el cual esnecesario para contener la presión de la formación. Este es trabajo delingeniero del lodo de continuamente vigilar la condición del lodo paraasegurarse que el peso del lodo es suficiente para sobrepasar las presionesesperadas de la formación. Generalmente el peso del lodo mantenido es talque la presión hidrostática pozo abajo es unos cientos de psi en exceso a lapresión de la formación. El ingeniero del lodo también vigila el nivel del lodo enel pozo y en los tanques de lodo.
1.1 EFECTOS POR LA PERDIDA DEL LODO
Un pozo lleno de lodo que pesa la cantidad adecuada no debe de crear unreventón. Algunas veces lo inesperado ocurre ya sea debido a error humano odebido a que las predicciones geológicas de la presión de la formación puedenhaber sido inexactas. Si los fluidos de la formación entran en el pozo, una“patada” se dice que ha ocurrido. Esto es debido a que el peso del lodo estámuy bajo resultando en que la presión de la formación sea mayor que la presiónhidrostática del lodo. Una cuadrilla experimentada de taladro puede reconocerciertos síntomas tales como el nivel del lodo en los tanques levantándose porencima del nivel normal, o lodo continuamente fluyendo fuera del pozo despuésque las bombas han sido detenidas, y tomar una acción de acuerdo a ello(generalmente añadiéndole peso al lodo).
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 12 - Página 2 Derechos de Autor 1998 Elmar
Por supuesto lo opuesto puede ocurrir y la formación puede “chupar”. Si el pesodel lodo es muy alto, el lodo es forzado dentro de la formación. Esto esconocido como perdida de circulación. Si el pozo no es llenado el nivel decaeráhasta que la columna hidrostática del fluido no sea lo suficiente para forzar ellodo en la formación. Esto puede ser peligroso debido a que otras zonas en elpozo pueden tener una presión mayor que las zonas de pérdida de circulación(después de tener en cuenta la diferencia de la presión hidrostática debido a lasdiferentes profundidades de la zona). Estas zonas de alta presión puedenquedar sin balance debido a la caída de la presión hidrostática del lodo y losfluidos de la formación pueden entrar en el hueco
Por que es un ”golpe de presión” peligroso? Si la cuadrilla de taladro no tomalos pasos inmediatos para contener el golpe, puede ocurrir un reventón.
Que ocasiona el reventón? El movimiento de fluidos iniciales de la formacióndentro del pozo sirve para aligerar el lodo, debido a que la gravedad especificade los hidrocarburos es por regla general considerablemente menor que aquelladel lodo. A medida que el lodo es circulado, el peso promedio decae y másfluidos de la formación entran en el sistema. A medida que disminuye el pesodel lodo los fluidos de la formación entran más rápido como resultado de unapresión inferior del lodo y el proceso empieza a acelerarse hasta que el lodo es“lanzado fuera” del pozo mezclado con el fluido entrando de la formación. Si losfluidos entrando son hidrocarburos, existe el peligro de un incendio. Los golpesde presión de gas son especialmente peligrosos pues el gas se expande y llenael hueco muy rápidamente. El gas puede ser iniciado fácilmente pues los cortesy partículas de la formación crean chispas cuando golpean la estructurametálica del taladro a alta velocidad en el momento de ser lanzados fuera delpozo.
1.2 CONTROL DE UN GOLPE DE PRESION
Si una cuadrilla detecta un golpe de presión es posible una segunda línea dedefensa. Debido a que la presión del pozo en ese momento ya es mayor que lapresión hidrostática del lodo, el taladro necesita crear una presión adicional ensuperficie para contener el golpe. Esto es efectuado primero cerrando lospreventores de reventones anulares del taladro (BOP) alrededor de la tuberíade perforación. Hydril es el BOP más común entre los BOP anulares. El BOPforma un sello apretado a presión en la parte superior del pozo y previene elescape de los fluidos (Figura 12-1). Para poder resumir la perforación, el golpede presión debe ser “circulado fuera” bombeando lodo con el peso adecuado, ya una presión mayor que la presión en la superficie. No siempre es una cosafácil circular un golpe de presión fuera y existen varias técnicas tales como la

ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 12 - Página 3 Derechos de Autor 1998 Elmar
adición de diversos materiales muy viscosos para crear una “píldora viscosa”antes de controlar el pozo.
Para poder circular el golpe de presión fuera del pozo, es necesario un múltipleestrangulador. Un estrangulador es una válvula que restringe el flujo del fluidoal tener un tamaño infinitamente variable desde totalmente cerrado (cero flujo)hasta totalmente abierto (flujo completo). A medida que el golpe de presióncomienza a moverse fuera del pozo, la apertura del estrangulador es reducidaen tamaño por una cantidad que crea justamente suficiente presión hacia atráspara permitir paso al lodo y al golpe de presión pero previenen la entrada demás fluido de la formación. Cuando el golpe de presión es circulado fuera, escirculado dentro del pozo lodo pesado y el estrangulador es abiertocompletamente.
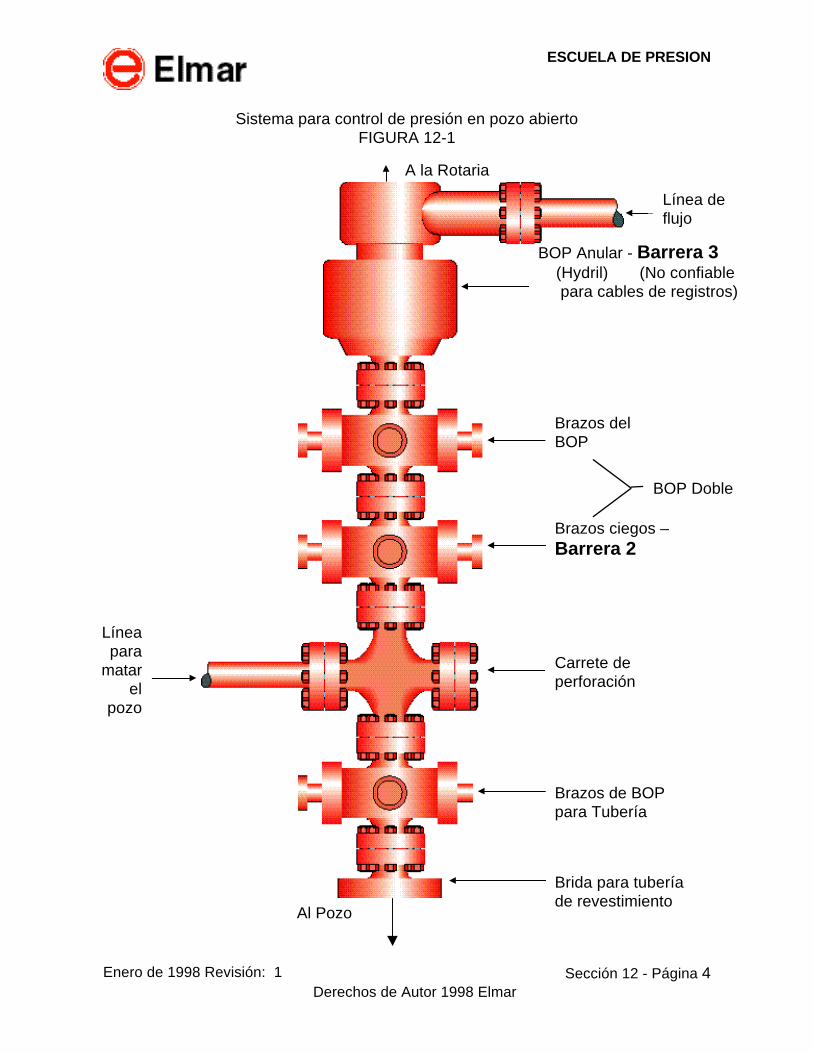
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 12 - Página 4 Derechos de Autor 1998 Elmar
Sistema para control de presión en pozo abiertoFIGURA 12-1
Línea deflujo
BOP Anular - Barrera 3 (Hydril) (No confiable para cables de registros)
Brazos delBOP
Brazos ciegos –Barrera 2
BOP Doble
Carrete deperforación
Brazos de BOPpara Tubería
Brida para tuberíade revestimiento
Líneapara
matarel
pozo
A la Rotaria
Al Pozo
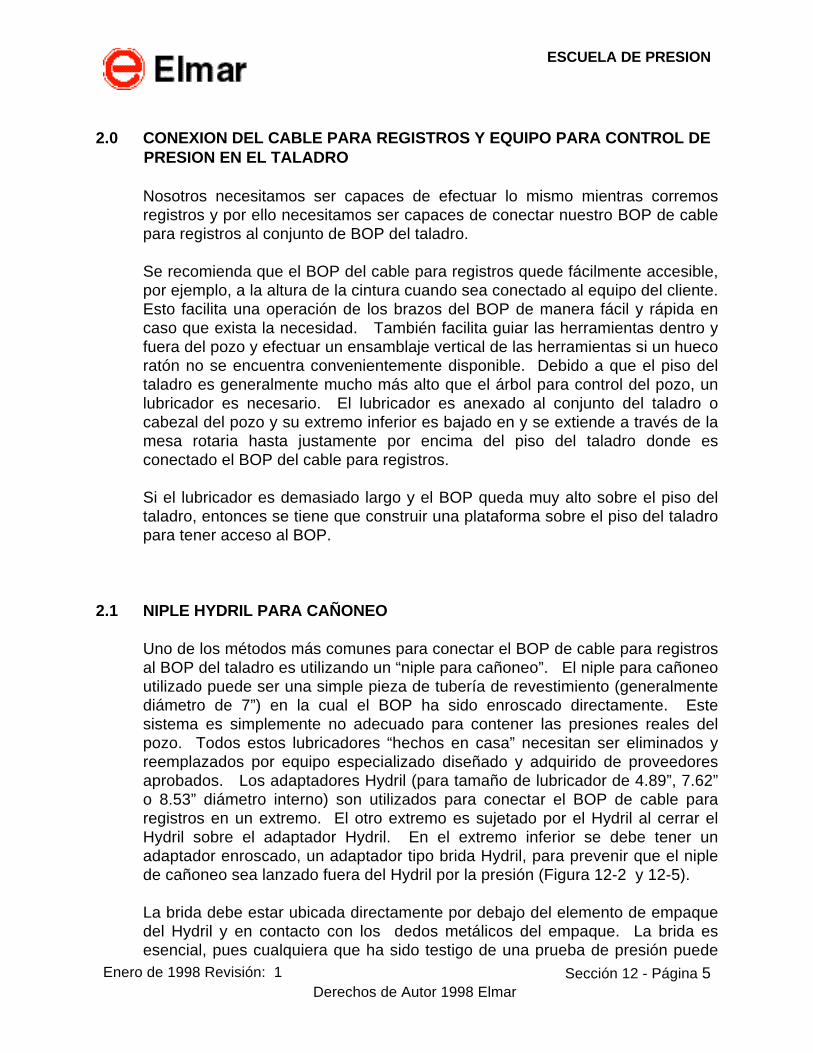
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 12 - Página 5 Derechos de Autor 1998 Elmar
2.0 CONEXION DEL CABLE PARA REGISTROS Y EQUIPO PARA CONTROL DEPRESION EN EL TALADRO
Nosotros necesitamos ser capaces de efectuar lo mismo mientras corremosregistros y por ello necesitamos ser capaces de conectar nuestro BOP de cablepara registros al conjunto de BOP del taladro.
Se recomienda que el BOP del cable para registros quede fácilmente accesible,por ejemplo, a la altura de la cintura cuando sea conectado al equipo del cliente.Esto facilita una operación de los brazos del BOP de manera fácil y rápida encaso que exista la necesidad. También facilita guiar las herramientas dentro yfuera del pozo y efectuar un ensamblaje vertical de las herramientas si un huecoratón no se encuentra convenientemente disponible. Debido a que el piso deltaladro es generalmente mucho más alto que el árbol para control del pozo, unlubricador es necesario. El lubricador es anexado al conjunto del taladro ocabezal del pozo y su extremo inferior es bajado en y se extiende a través de lamesa rotaria hasta justamente por encima del piso del taladro donde esconectado el BOP del cable para registros.
Si el lubricador es demasiado largo y el BOP queda muy alto sobre el piso deltaladro, entonces se tiene que construir una plataforma sobre el piso del taladropara tener acceso al BOP.
2.1 NIPLE HYDRIL PARA CAÑONEO
Uno de los métodos más comunes para conectar el BOP de cable para registrosal BOP del taladro es utilizando un “niple para cañoneo”. El niple para cañoneoutilizado puede ser una simple pieza de tubería de revestimiento (generalmentediámetro de 7”) en la cual el BOP ha sido enroscado directamente. Estesistema es simplemente no adecuado para contener las presiones reales delpozo. Todos estos lubricadores “hechos en casa” necesitan ser eliminados yreemplazados por equipo especializado diseñado y adquirido de proveedoresaprobados. Los adaptadores Hydril (para tamaño de lubricador de 4.89”, 7.62”o 8.53” diámetro interno) son utilizados para conectar el BOP de cable pararegistros en un extremo. El otro extremo es sujetado por el Hydril al cerrar elHydril sobre el adaptador Hydril. En el extremo inferior se debe tener unadaptador enroscado, un adaptador tipo brida Hydril, para prevenir que el niplede cañoneo sea lanzado fuera del Hydril por la presión (Figura 12-2 y 12-5).
La brida debe estar ubicada directamente por debajo del elemento de empaquedel Hydril y en contacto con los dedos metálicos del empaque. La brida esesencial, pues cualquiera que ha sido testigo de una prueba de presión puede
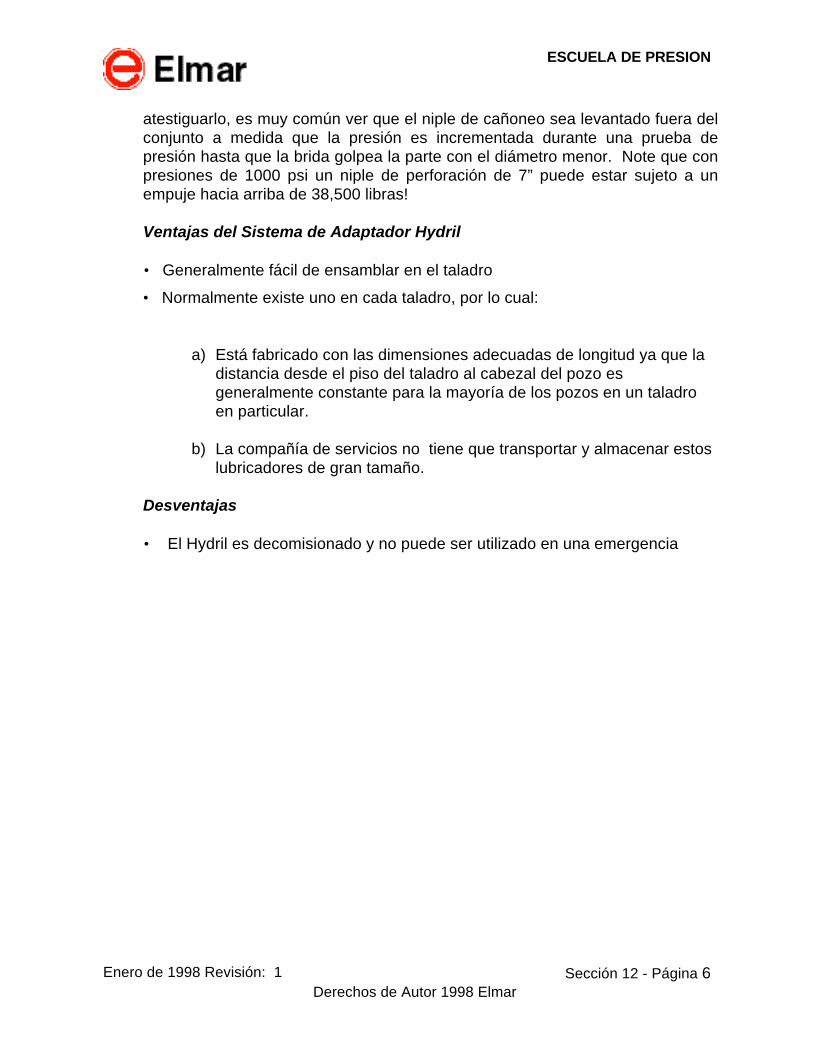
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 12 - Página 6 Derechos de Autor 1998 Elmar
atestiguarlo, es muy común ver que el niple de cañoneo sea levantado fuera delconjunto a medida que la presión es incrementada durante una prueba depresión hasta que la brida golpea la parte con el diámetro menor. Note que conpresiones de 1000 psi un niple de perforación de 7” puede estar sujeto a unempuje hacia arriba de 38,500 libras!
Ventajas del Sistema de Adaptador Hydril
• Generalmente fácil de ensamblar en el taladro
• Normalmente existe uno en cada taladro, por lo cual:
a) Está fabricado con las dimensiones adecuadas de longitud ya que ladistancia desde el piso del taladro al cabezal del pozo esgeneralmente constante para la mayoría de los pozos en un taladroen particular.
b) La compañía de servicios no tiene que transportar y almacenar estoslubricadores de gran tamaño.
Desventajas
• El Hydril es decomisionado y no puede ser utilizado en una emergencia
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 12 - Página 7 Derechos de Autor 1998 Elmar
Control de presión pozo abierto con niple de cañoneo dentro de Hydril
FIGURA 12-2
Adaptador tipo brida
FIGURA 12-3
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 12 - Página 8 Derechos de Autor 1998 Elmar
2.3 NIPLE PARA CAÑONEOS CON UNION RAPIDA
Este es el arreglo preferido. Un niple para cañoneo es sujetado por una bridacon pernos a la parte superior del Hydril que utiliza un adaptador de uniónrápida. La brida es sujetada por varios pernos y sella la presión por medio deun anillo de metal. La brida es enroscada en la parte superior del niple decañoneo por medio de un adaptador adecuado de unión rápida (Figura 12-3 y12-5).
Ventajas del Sistema de Unión Rápida
• El Hydril permanece operacional
• Un arreglo seguro dentro de los límites de especificación de presión de labrida.
Seguridad
Todos los pernos de la brida deben ser utilizados y apretados adecuadamente.Las bridas están diseñadas solamente para sellar contra presión cuando elanillo de sello está agarrado uniformemente. Utilizando el ejemplo de unapresión de 1,000 libras de una serie 900 con especificación de 3000 libras, unabrida tamaño 6 con un anillo de sello de diámetro interno de 7-7/8”, la fuerzaejercida sobre la brida es F = 48700 libras.
Este brida tiene 12 pernos. Entonces una fuerza mayor de 4,000 libras esejercida sobre cada perno. La fuerza correspondiente a cada perno es muchomayor si uno o más pernos son dejados fuera o si existen tensiones de doblezen la brida debido a los pernos faltantes, lo cual hace las cosas aún peor.
2.4 ADAPTADOR HYDRIL TIPO BRIDA PERMANENTE
Los fabricantes de equipo para control de presión han diseñado “adaptadoresHydril de brida permanente” (Figura 12-4 y 12-5). Esta brida es sujetada conpernos de forma permanente en la parte superior del preventor anular (Hydril).La parte superior de la brida es la parte caja de una unión rápida de altapresión. Dos opciones son posibles:
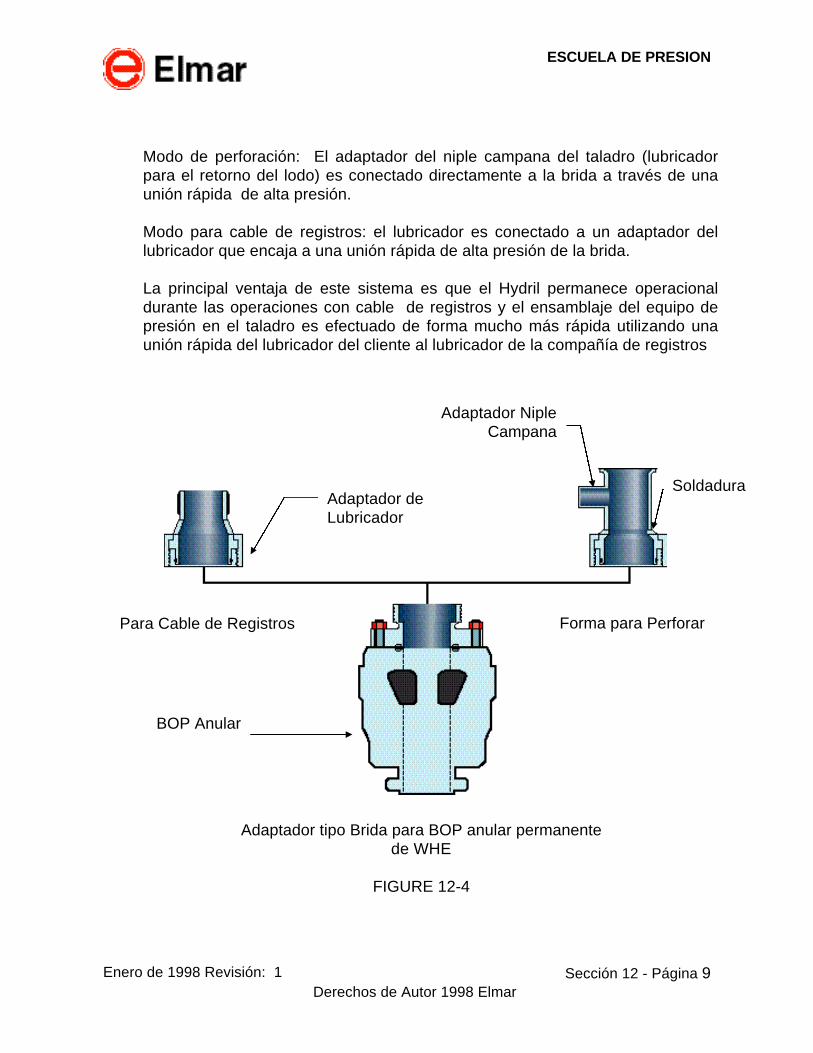
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 12 - Página 9 Derechos de Autor 1998 Elmar
Modo de perforación: El adaptador del niple campana del taladro (lubricadorpara el retorno del lodo) es conectado directamente a la brida a través de unaunión rápida de alta presión.
Modo para cable de registros: el lubricador es conectado a un adaptador dellubricador que encaja a una unión rápida de alta presión de la brida.
La principal ventaja de este sistema es que el Hydril permanece operacionaldurante las operaciones con cable de registros y el ensamblaje del equipo depresión en el taladro es efectuado de forma mucho más rápida utilizando unaunión rápida del lubricador del cliente al lubricador de la compañía de registros
Adaptador tipo Brida para BOP anular permanentede WHE
FIGURE 12-4
Adaptador deLubricador
Adaptador NipleCampana
Soldadura
Para Cable de Registros Forma para Perforar
BOP Anular
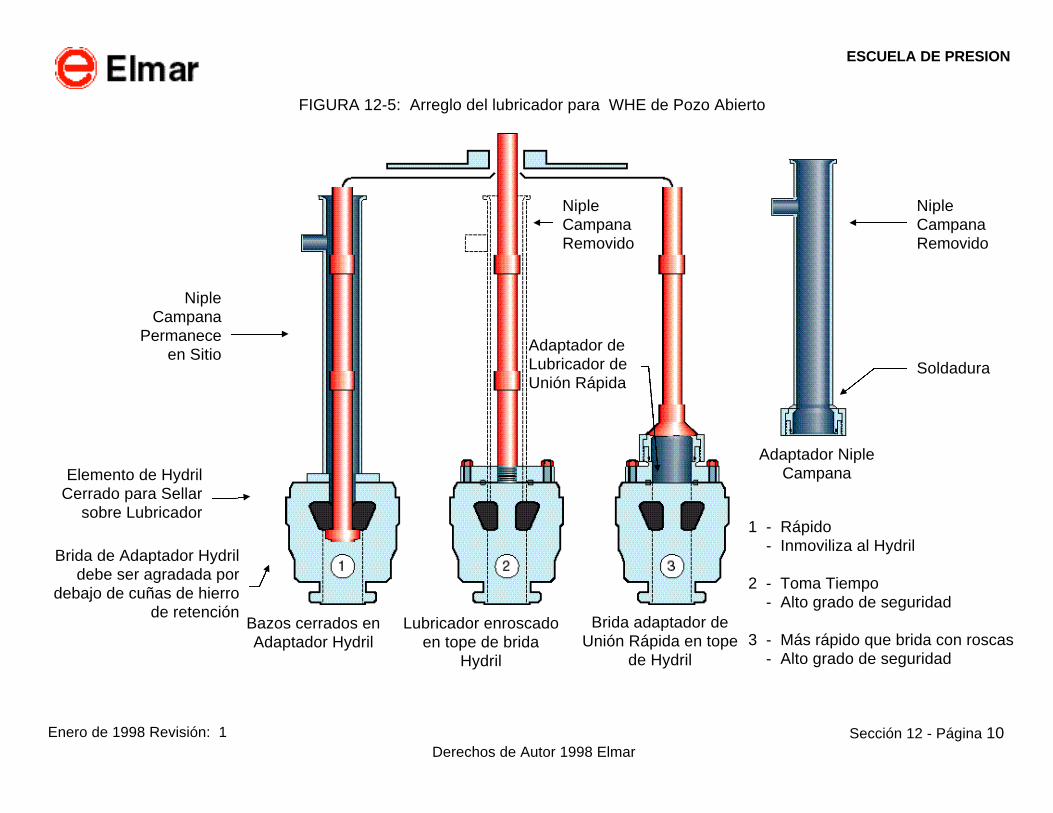
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 12 - Página 10 Derechos de Autor 1998 Elmar
Bazos cerrados enAdaptador Hydril
Lubricador enroscadoen tope de brida
Hydril
Brida adaptador deUnión Rápida en tope
de Hydril
Adaptador NipleCampana
NipleCampanaRemovido
Soldadura
NipleCampanaRemovido
Adaptador deLubricador deUnión Rápida
NipleCampana
Permaneceen Sitio
Brida de Adaptador Hydrildebe ser agradada por
debajo de cuñas de hierrode retención
Elemento de HydrilCerrado para Sellar
sobre Lubricador1 - Rápido - Inmoviliza al Hydril
2 - Toma Tiempo - Alto grado de seguridad
3 - Más rápido que brida con roscas - Alto grado de seguridad
FIGURA 12-5: Arreglo del lubricador para WHE de Pozo Abierto
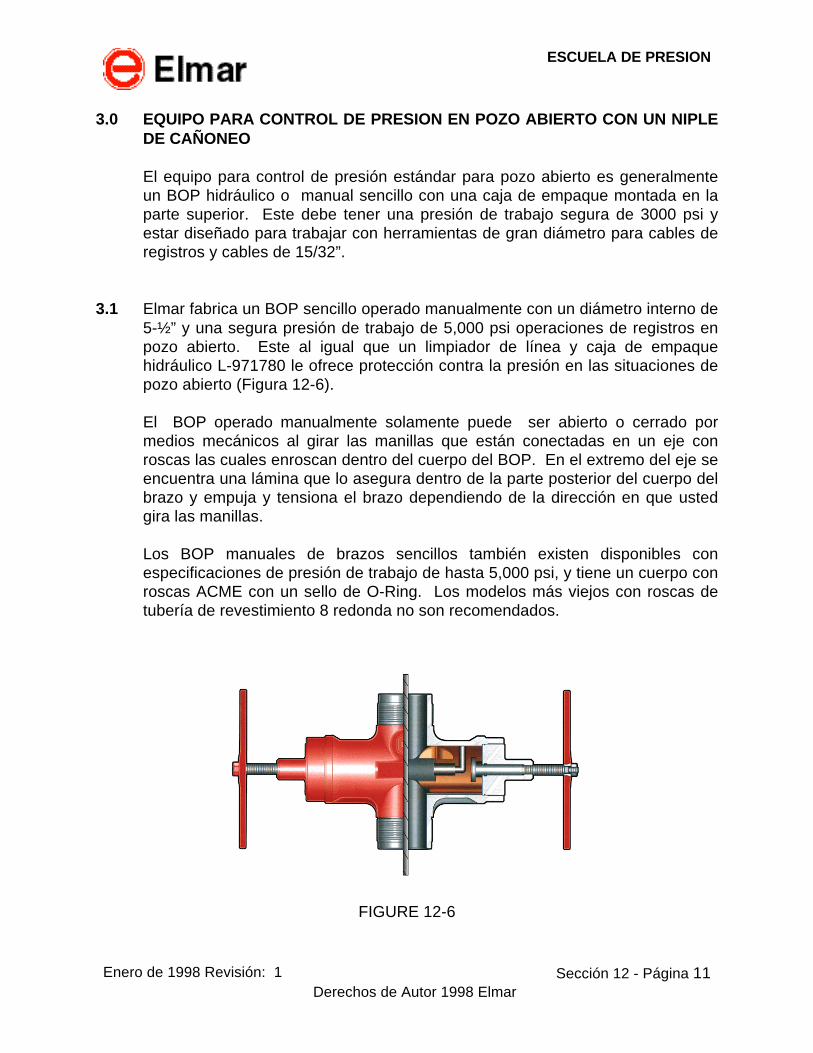
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 12 - Página 11 Derechos de Autor 1998 Elmar
3.0 EQUIPO PARA CONTROL DE PRESION EN POZO ABIERTO CON UN NIPLEDE CAÑONEO
El equipo para control de presión estándar para pozo abierto es generalmenteun BOP hidráulico o manual sencillo con una caja de empaque montada en laparte superior. Este debe tener una presión de trabajo segura de 3000 psi yestar diseñado para trabajar con herramientas de gran diámetro para cables deregistros y cables de 15/32”.
3.1 Elmar fabrica un BOP sencillo operado manualmente con un diámetro interno de5-½” y una segura presión de trabajo de 5,000 psi operaciones de registros enpozo abierto. Este al igual que un limpiador de línea y caja de empaquehidráulico L-971780 le ofrece protección contra la presión en las situaciones depozo abierto (Figura 12-6).
El BOP operado manualmente solamente puede ser abierto o cerrado pormedios mecánicos al girar las manillas que están conectadas en un eje conroscas las cuales enroscan dentro del cuerpo del BOP. En el extremo del eje seencuentra una lámina que lo asegura dentro de la parte posterior del cuerpo delbrazo y empuja y tensiona el brazo dependiendo de la dirección en que ustedgira las manillas.
Los BOP manuales de brazos sencillos también existen disponibles conespecificaciones de presión de trabajo de hasta 5,000 psi, y tiene un cuerpo conroscas ACME con un sello de O-Ring. Los modelos más viejos con roscas detubería de revestimiento 8 redonda no son recomendados.
FIGURE 12-6
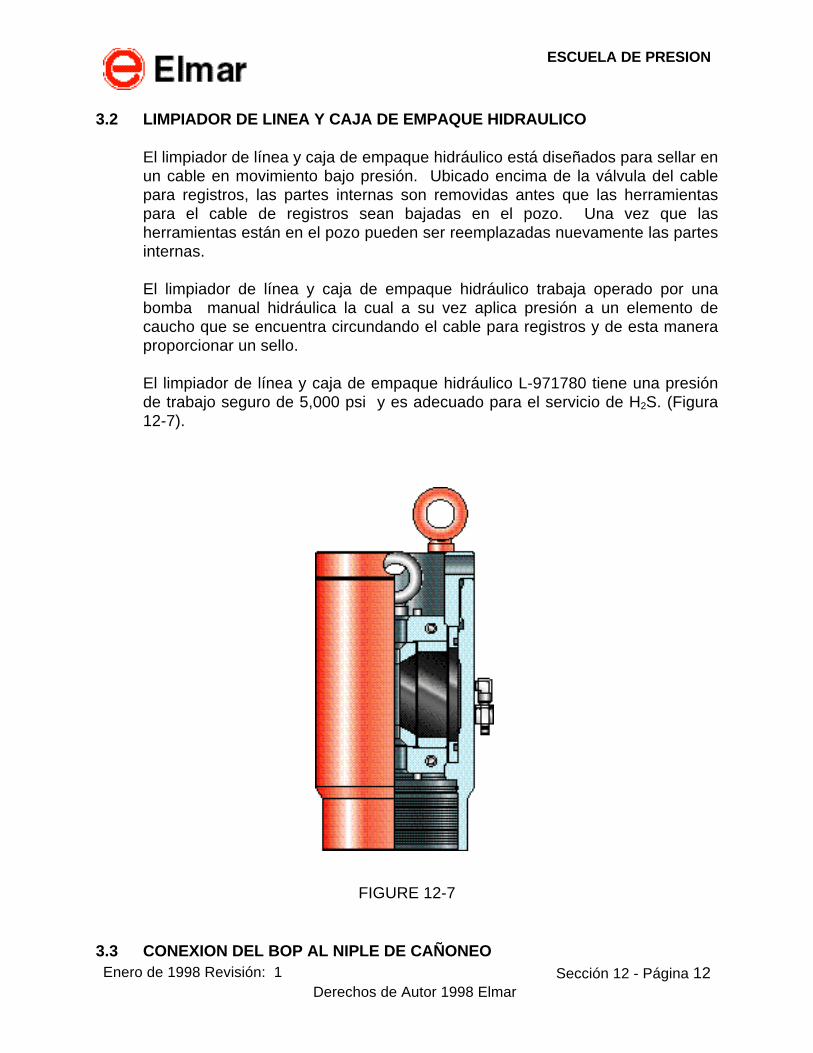
ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 12 - Página 12 Derechos de Autor 1998 Elmar
3.2 LIMPIADOR DE LINEA Y CAJA DE EMPAQUE HIDRAULICO
El limpiador de línea y caja de empaque hidráulico está diseñados para sellar enun cable en movimiento bajo presión. Ubicado encima de la válvula del cablepara registros, las partes internas son removidas antes que las herramientaspara el cable de registros sean bajadas en el pozo. Una vez que lasherramientas están en el pozo pueden ser reemplazadas nuevamente las partesinternas.
El limpiador de línea y caja de empaque hidráulico trabaja operado por unabomba manual hidráulica la cual a su vez aplica presión a un elemento decaucho que se encuentra circundando el cable para registros y de esta maneraproporcionar un sello.
El limpiador de línea y caja de empaque hidráulico L-971780 tiene una presiónde trabajo seguro de 5,000 psi y es adecuado para el servicio de H2S. (Figura12-7).
FIGURE 12-7
3.3 CONEXION DEL BOP AL NIPLE DE CAÑONEO

ESCUELA DE PRESION
Enero de 1998 Revisión: 1 Sección 12 - Página 13 Derechos de Autor 1998 Elmar
La mayoría de los niples de cañoneo tienen ya sea roscas ACME o STUB ACMEcon sellos de O-Ring. El BOP-M y la caja de empaque HLW-B tienen el mismotipo de roscas y sellos. Si son utilizadas conexiones API, las especificacionesde presión solamente serán validas si la conexión es efectuada hasta el torquerecomendado, debido a ello se recomiendan las uniones rápidas con sellos deO-Ring a las cuales se le hayan efectuado las conexiones API antes del trabajo.