multilayer perceptron prediction for the production of ... · multilayer perceptron prediction for...
TRANSCRIPT
Journal of Babylon University/Engineering Sciences/ No.(4)/ Vol.(24): 2016
1023
Multilayer Perceptron prediction for the Production of Methyl Acetate via Reactive Distillation
Salih A. Rushdi
Dept. of Chemical Engineering / University of Qadisiya [email protected]
Taha Mahdi
Ministry Of Oil /Iraq Abstract
In this paper, it was given a profile for the design of reactive distillation to produce methyl acetate from acetic acid and methanol in the presence of sulfuric acid as catalyst. The conversion of the reaction was studied as function to time, reflux ratio and feed mole ratio and predicted using Multilayer Perceptron through SPSS software 21. The result shows that using ANN will reduce the Squares Error to 0.262 and the Relative Error to 12.1%. Key words: reactive distillation, ANN and Methyl acetate
الخالصةنعطي لمحة عن تصميم التقطير التفاعلي إلنتاج خالت الميثيل من حامض الخليك والميثانول في وجود حامض في هذه البحث
وقد درس متغيرالتحويل من خالل كونه داله الى، نسبة العائد والزمن واللقم وتنبأ عن طريق استخدام متعدد الطبقات من خالل . الكبريتيكوالخطأ النسبي إلى 0،262سوف يقلل من الخطأ المربع إلى ANN تظهر أن استخداموالنتيجة . 21مايكروسوفت SPSS برنامج12.1٪.
التقطير التفاعلي، الشبكة العصبية الذكية، خالت الميثيل :الكلمات المفتاحيةIntroduction
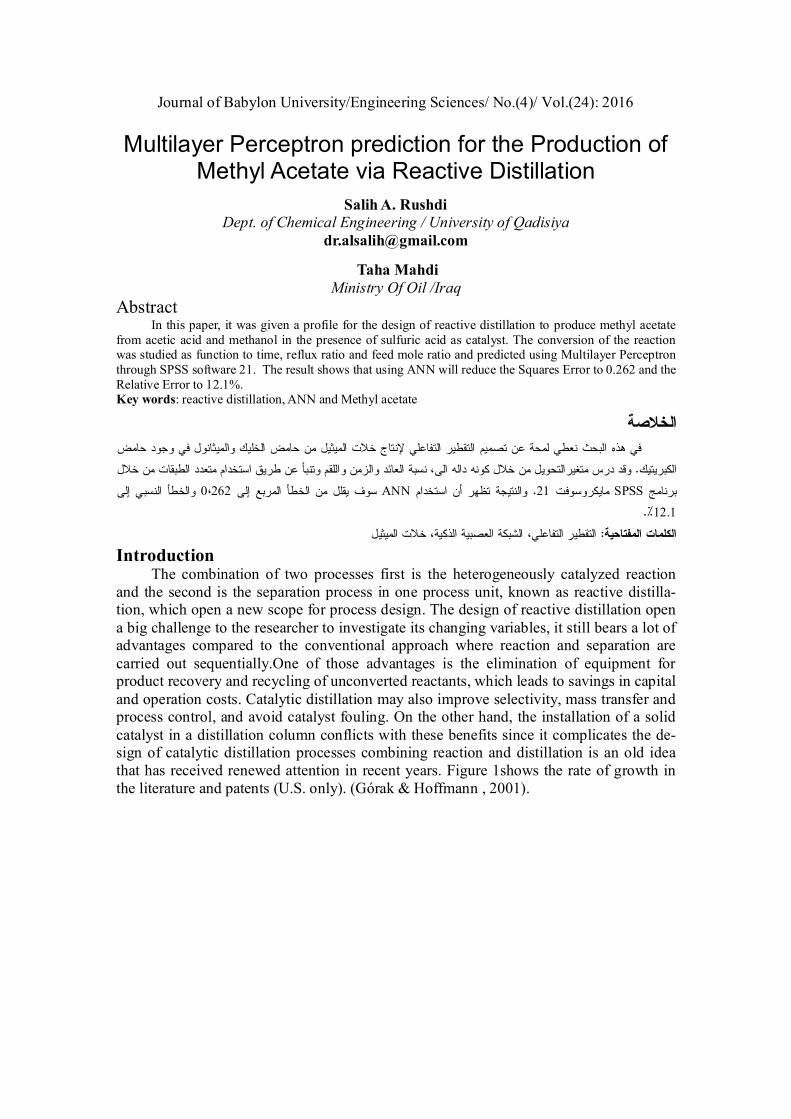
The combination of two processes first is the heterogeneously catalyzed reaction and the second is the separation process in one process unit, known as reactive distilla-tion, which open a new scope for process design. The design of reactive distillation open a big challenge to the researcher to investigate its changing variables, it still bears a lot of advantages compared to the conventional approach where reaction and separation are carried out sequentially.One of those advantages is the elimination of equipment for product recovery and recycling of unconverted reactants, which leads to savings in capital and operation costs. Catalytic distillation may also improve selectivity, mass transfer and process control, and avoid catalyst fouling. On the other hand, the installation of a solid catalyst in a distillation column conflicts with these benefits since it complicates the de-sign of catalytic distillation processes combining reaction and distillation is an old idea that has received renewed attention in recent years. Figure 1shows the rate of growth in the literature and patents (U.S. only). (Górak & Hoffmann , 2001).
Journal of Babylon University/Engineering Sciences/ No.(4)/ Vol.(24): 2016
1024
Figure 1. Publications or U.S. patents including reactive or catalytic distillation. A total of
562 publications for the period of 1970-1999, as listed in the Engineering Index; May 2000. A total of 571 U.S. patents for the period of 1971-2000 (through June26, 2000).
Methyl acetate is manufactured commercially through reactive distillation, Methyl
acetate is occasionally used as a solvent, being weakly polar and lipophilic. The production of methyl acetate is a classic example of successful reactive distillation technology (Gonabad, 2013).
In recent years, the focus of research has turned to kinetically controlled reactive distillations and the kinetics of methyl acetate synthesis have been studied extensively for both homogeneously and heterogeneously catalyzed reactions (Huss et. al., 2003).
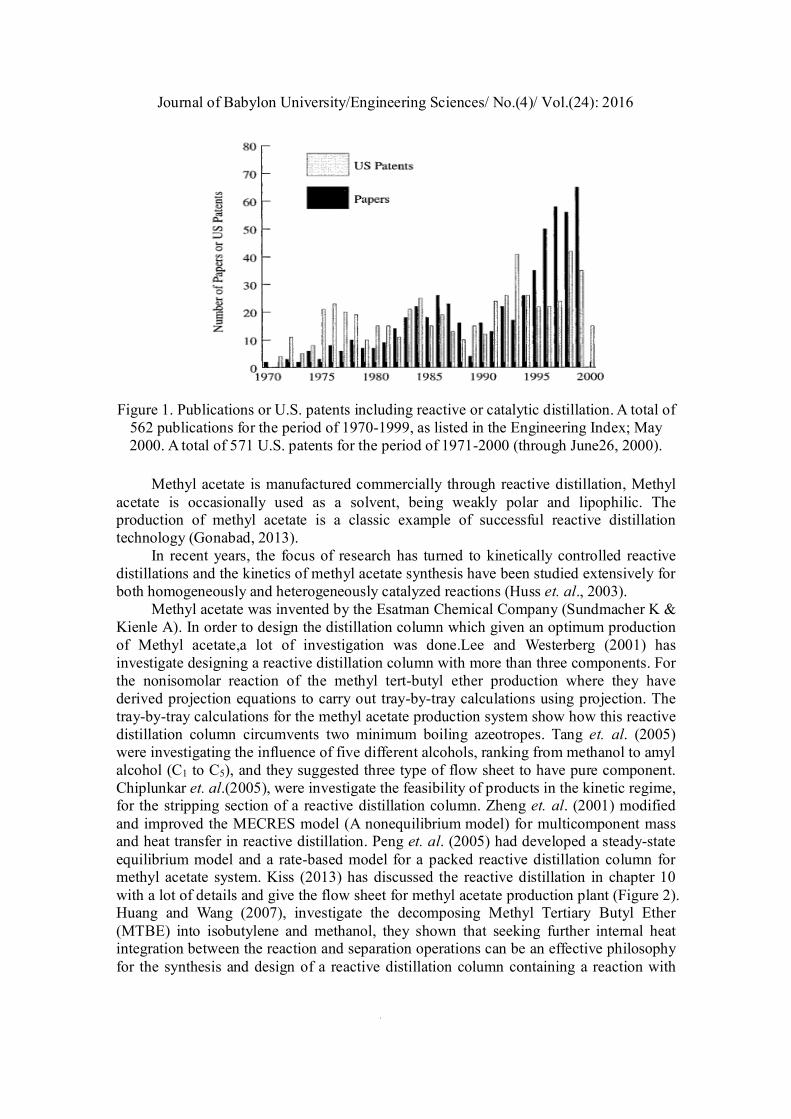
Methyl acetate was invented by the Esatman Chemical Company (Sundmacher K & Kienle A). In order to design the distillation column which given an optimum production of Methyl acetate,a lot of investigation was done.Lee and Westerberg (2001) has investigate designing a reactive distillation column with more than three components. For the nonisomolar reaction of the methyl tert-butyl ether production where they have derived projection equations to carry out tray-by-tray calculations using projection. The tray-by-tray calculations for the methyl acetate production system show how this reactive distillation column circumvents two minimum boiling azeotropes. Tang et. al. (2005) were investigating the influence of five different alcohols, ranking from methanol to amyl alcohol (C1 to C5), and they suggested three type of flow sheet to have pure component. Chiplunkar et. al.(2005), were investigate the feasibility of products in the kinetic regime, for the stripping section of a reactive distillation column. Zheng et. al. (2001) modified and improved the MECRES model (A nonequilibrium model) for multicomponent mass and heat transfer in reactive distillation. Peng et. al. (2005) had developed a steady-state equilibrium model and a rate-based model for a packed reactive distillation column for methyl acetate system. Kiss (2013) has discussed the reactive distillation in chapter 10 with a lot of details and give the flow sheet for methyl acetate production plant (Figure 2). Huang and Wang (2007), investigate the decomposing Methyl Tertiary Butyl Ether (MTBE) into isobutylene and methanol, they shown that seeking further internal heat integration between the reaction and separation operations can be an effective philosophy for the synthesis and design of a reactive distillation column containing a reaction with

Journal of Babylon University/Engineering Sciences/ No.(4)/ Vol.(24): 2016
1025
highly thermal effects. Methyl acetate produce by a reversible reaction of ethanol and acetic acid in at 101 and 304 kPa pressure as shown below (Singh et. al., 2015)
The current work suggested an artificial neural network for prediction of the conversion in the reactive distillation as function to the feed mole ratio, reflex ratio and time. Data will be collected for the train and test of the network. Multilayer Perceptron
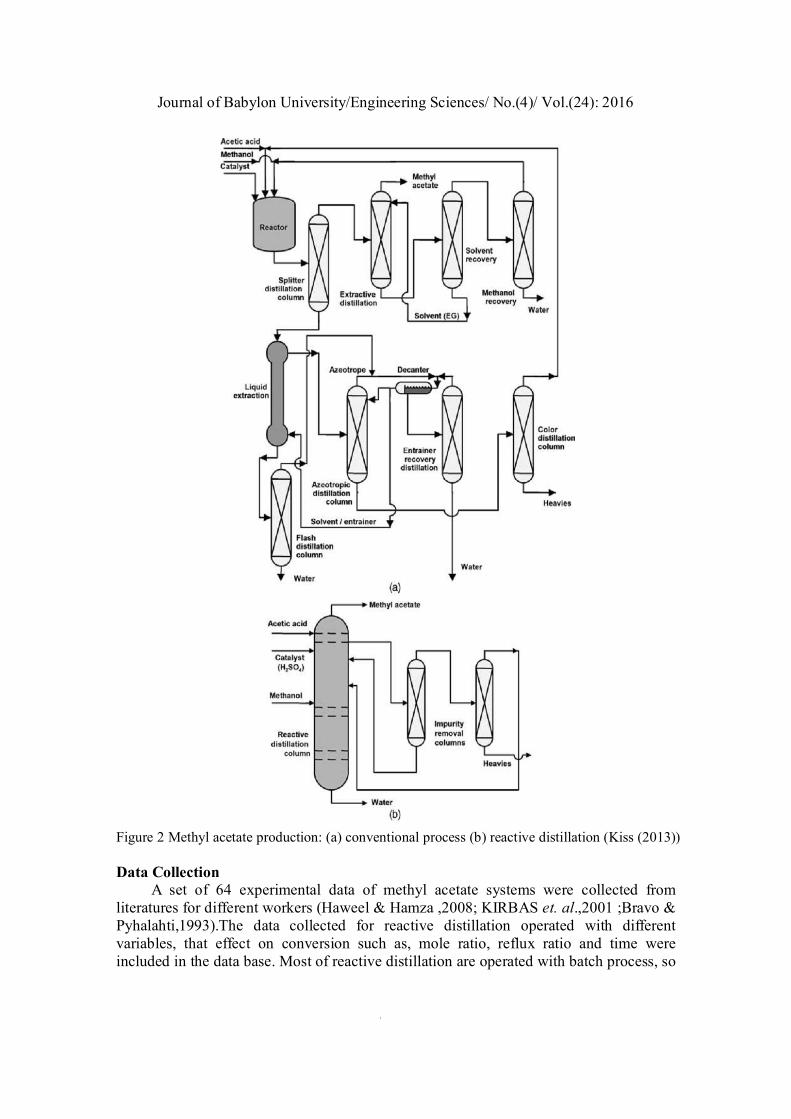
MLPs in many cases seem to have the best practicable behavior. The networks are trained using iterative algorithms, called Back Propagation. A lot of researches has been handling in order to improve algorithms for training MLPs. Two of the most imported are second-order optimization algorithms: conjugate gradient descent and Levenberg-Marquardt. These algorithms show more quickly converging than Back Propagation ones (one or two orders of magnitude faster). Levenberg-Marquardt algorithm is suitable only for low-noise regression problems using the sum-squared error function and can be very fast in these circumstances. Conjugate gradient is a highly impressive algorithm with few memory requirements and right sanity (Marinović et. al., 2012). Multilayer Perceptron on SPSS 21 was used to predict the conversion on the methyl acetate system. A network of (3:7:3:1) was selected for training and testing the algorithm.
Journal of Babylon University/Engineering Sciences/ No.(4)/ Vol.(24): 2016
1026
Figure 2 Methyl acetate production: (a) conventional process (b) reactive distillation (Kiss (2013)) Data Collection
A set of 64 experimental data of methyl acetate systems were collected from literatures for different workers (Haweel & Hamza ,2008; KIRBAS et. al.,2001 ;Bravo & Pyhalahti,1993).The data collected for reactive distillation operated with different variables, that effect on conversion such as, mole ratio, reflux ratio and time were included in the data base. Most of reactive distillation are operated with batch process, so

Journal of Babylon University/Engineering Sciences/ No.(4)/ Vol.(24): 2016
1027
it is not included in the correlation. Statistical Analysis
The statistical analysis will be applied for conversion using the Multilayer Perceptron through using the average absolute relative error (ARRE) should be minimum:
Where AARE is the The Average Absolute Relative Error, yexp. is the experimental
value of conversion and , ypred. is the predicted value of conversion. Non parametric Neural Network Approach
Neural networks of type MLP describe a mapping of the input ariables qRx onto the output variables qRy in the case where the network has only one hidden layer and
the output variable is univariate q=1. Then as a function of x has the form
Where H is the number of neurons in the hidden layer and is the given transformation function. The parameter vector contains all the weights of the network.
This network with one hidden layer already has a universal approximation property:
every measurable function can be approximated as accurately as one wishes by the function when is a monotone increasing function with a bounded range (Hornik et. al.,1989).
The top feature of ANNs is that it does not have to exact assume a model form, which is a precondition in the parametric approach. Really, in ANNs, a connection of possibly complex or unconventional shape is created by the data points themselves.
In likening to parametric methods, ANNs accept approximate data, imperfect results, and are lower exposed to boundary. They are seldom analogue. Although application of the ANN has no limit in chemical engineering, it goes further and further. The main goal of neural calculation is the putrefaction of the input–output association into series of linearly individual steps using hidden layers. Generally, there are three distinct steps in developing a ANN-based solution. The first step is the data collection or measuring. The second step is the network architecture design, where the number of hidden layers, the number of neurons in each layer, and the connections between the neurons are set. In the third step, a learning algorithm is used to train the network to respond correctly to a given set of inputs. Results and Discussion Neural network calculation
Before applying the SPSS neural network on the data collected, the data were divided into training and test sets: the neural network was trained on 78.1% (50 points) of the data and tested on 21.9% (14 points) (Table 1).
Journal of Babylon University/Engineering Sciences/ No.(4)/ Vol.(24): 2016
1028
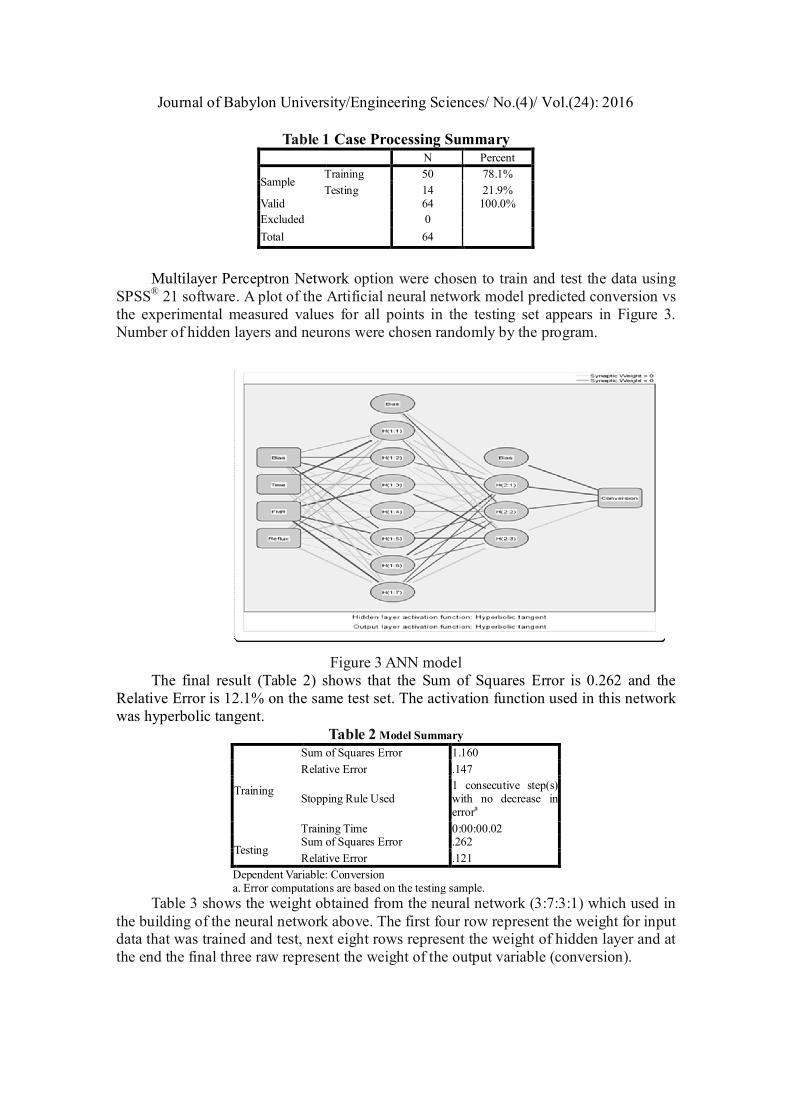
Table 1 Case Processing Summary N Percent Sample Training 50 78.1%
Testing 14 21.9% Valid 64 100.0% Excluded 0 Total 64
Multilayer Perceptron Network option were chosen to train and test the data using
SPSS® 21 software. A plot of the Artificial neural network model predicted conversion vs the experimental measured values for all points in the testing set appears in Figure 3. Number of hidden layers and neurons were chosen randomly by the program.
Figure 3 ANN model The final result (Table 2) shows that the Sum of Squares Error is 0.262 and the
Relative Error is 12.1% on the same test set. The activation function used in this network was hyperbolic tangent.
Table 2 Model Summary
Training
Sum of Squares Error 1.160 Relative Error .147
Stopping Rule Used 1 consecutive step(s) with no decrease in errora
Training Time 0:00:00.02 Testing Sum of Squares Error .262
Relative Error .121 Dependent Variable: Conversion a. Error computations are based on the testing sample.
Table 3 shows the weight obtained from the neural network (3:7:3:1) which used in the building of the neural network above. The first four row represent the weight for input data that was trained and test, next eight rows represent the weight of hidden layer and at the end the final three raw represent the weight of the output variable (conversion).
Journal of Babylon University/Engineering Sciences/ No.(4)/ Vol.(24): 2016
1029
Table 3: Parameter Estimates for ANN (3:7:3:1) Predictor Predicted
Hidden Layer 1
Hidden Layer 2
Output Layer
H(1:1) H(1:2) H(1:3) H(1:4) H(1:5) H(1:6) H(1:7) H(2:1) H(2:2) H(2:3) Conver-sion
Input Layer
(Bias) -.051 -.320 -.596 .235 -.530 -.004 .616 Time -1.382 1.259 -.210 .062 .084 .672 .288 FMR -.039 .773 -1.646 .227 -.789 -.555 -.807 Reflux .985 -.067 .031 -.017 .152 .187 1.402
Hidden Layer 1
(Bias) .565 -.398 .524 H(1:1) .726 .386 -.197 H(1:2) -.334 .408 .017 H(1:3) .917 .303 -.710 H(1:4) .415 -.154 .049 H(1:5) .265 -.278 -.475 H(1:6) -.721 -.252 -.301 H(1:7) -.288 -.316 .792
Hidden Layer 2
(Bias) -.602
H(2:1) -.672
H(2:2) -.430
H(2:3) .658
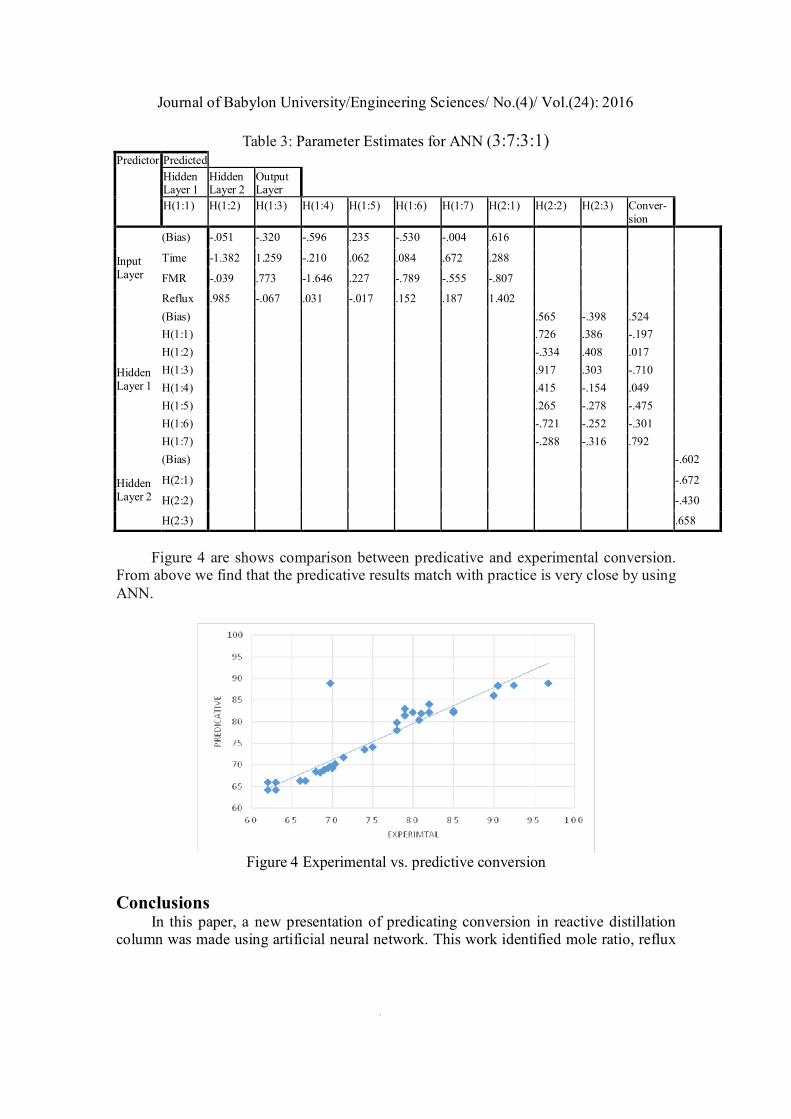
Figure 4 are shows comparison between predicative and experimental conversion.
From above we find that the predicative results match with practice is very close by using ANN.
Figure 4 Experimental vs. predictive conversion
Conclusions
In this paper, a new presentation of predicating conversion in reactive distillation column was made using artificial neural network. This work identified mole ratio, reflux

Journal of Babylon University/Engineering Sciences/ No.(4)/ Vol.(24): 2016
1030
ratio and time, to predicate the conversion of columns. Hence the developed ANN corre-lation should be useful in the design and scale up of reactive distillation columns . References Bravo,J.& Pyhalahti A.,1993,“Investigations in a Catalytic Distillation Pilot Plant:
Vapor/Liquid Equilibrium, Kinetics, and Mass-Transfer Issues”, Ind. Eng. Chem. Res, 32, 222G-2225.
Chiplunkar, et. al.,2005,“Experimental Study of Feasibility in Kinetically-Controlled Reactive Distillation”, AIChE Journal, February, Vol. 51, No. 2, page 464.
Gonabad, S.A.M.,2013,“Methyl acetate production process simulation in Heterogeneous reactive distillation system” Applied mathematics in Engineering, Management and Technology 1(1):77-90.
Górak, A. & Hoffmann A.“Catalytic Distillation in Structured Packings: Methyl Acetate Synthesis” AIChE Journal may 2001 vol: 47, no 5
Haweel, C. & Hamza T., 2008, “Study of the Performance of Batch Reactive Distillation Column”/ Iraqi Journal of Chemical and Petroleum Engineering Vol.9 No.4 (December) 29-33.
Hornik, et. al., 1989, ”Multilayer feedforward networks are universal approximators”, Neural Networks 2: 359-366.
Huang, and Wang, 2007 ,“Design and Control of a Methyl Tertiary Butyl Ether (MTBE) Decomposition Reactive Distillation Column’’, Ind. Eng. Chem. Res., 46, page 2508-2519.
KIRBAS, I et. al., 2001,“Esterification of Acetic Acid with Ethanol Catalysed by an Acidic Ion-Exchange Resin”/ Turk J Engin Environ Sci 25, 569 – 577.
Kiss , 2013“Advanced Distillation Technologies Design, Control and Applications”, Wily, chapter 10 Reactive Distillation.
Lee, and Westerberg,2001,“Graphical design applied to MTBE and methyl acetate reactive distil’lation processes” June 2001 Vol. 47, No. 6 .
Marinović, S. et. al., 2012, “Prediction of diesel fuel cold properties using artificial neural networks “/ Chemistry and Technology of Fuels and Oils, Vol. 48, No. 1, March,/ page 67-74
Huss, R.S. et. al. ,2003, “Computers and Chemical Engineering” 27 ,1855/1866. Singh, D. et. al.,2015,“Simulation of a plant scale reactive distillation column for
esterification of acetic acid” Computers and Chemical Engineering 73 ,70–81. Sundmacher K & Kienle A. "Reactive Distillation", 2002, Wiley-VCH. Tang et. al., 2005,“Design of Reactive Distillations for Acetic Acid Esterification”
AIChE Journal ,Page 1683, June, Vol. 51, No. 6 Zheng et. al.,2001,“Catalytic Distillation: A Three-Phase Nonequilibrium Model for the
Simulation of the Aldol Condensation of Acetone”, Ind. Eng. Chem. Res.2001, 40, 5342-5349.