my key message to control theorists was to look beyond control. look at combining diagnostics,...
TRANSCRIPT

My key message to control theorists was to look beyond control. Look at combining diagnostics, prognostics and control – that’s the future, because if you only focus on control as a thin slice, you’re only going to get so much out of it - ROCKWELL AUTOMATION’S CHIEF TECHNOLOGY OFFICER, SUJEET CHAND
Lack of Information Limited
Resources
Resistance to Change, Risk Aversion
Other problems
Lack of Appropriate Machines
Lack of Training for Personnel

ERP
OperationPerformance
MES – Historian
Work Record
MES
WorkPerformance
MES
Work Master
ERP
OperationDefinition
ERP
OperationsSchedule
MES
Work Directive
MES
WorkSchedule
Configuration
Execution
ISA 95 Part 2
Information
ISA 95 Part 4
Information
Visualization
ISA
88
Info
rmat
ion
MES
Job List
BES/Historian
BatchProduction
Record
BES
Master RecipeControl Recipe
BES
Batch List
Used to create Step may reference
Relates toone or more
Used tocreate
Dispatchingview
Batch view of Jobs
Has data used to create
Has data used to create
Has data used to create
ISA 95/ISA 88ERM/PLM
General Recipe
Use
d to
defi
ne Used to define
Ref: ISA-TR95-02_WD01 Figures.pptxLevel 3

ERP SCM
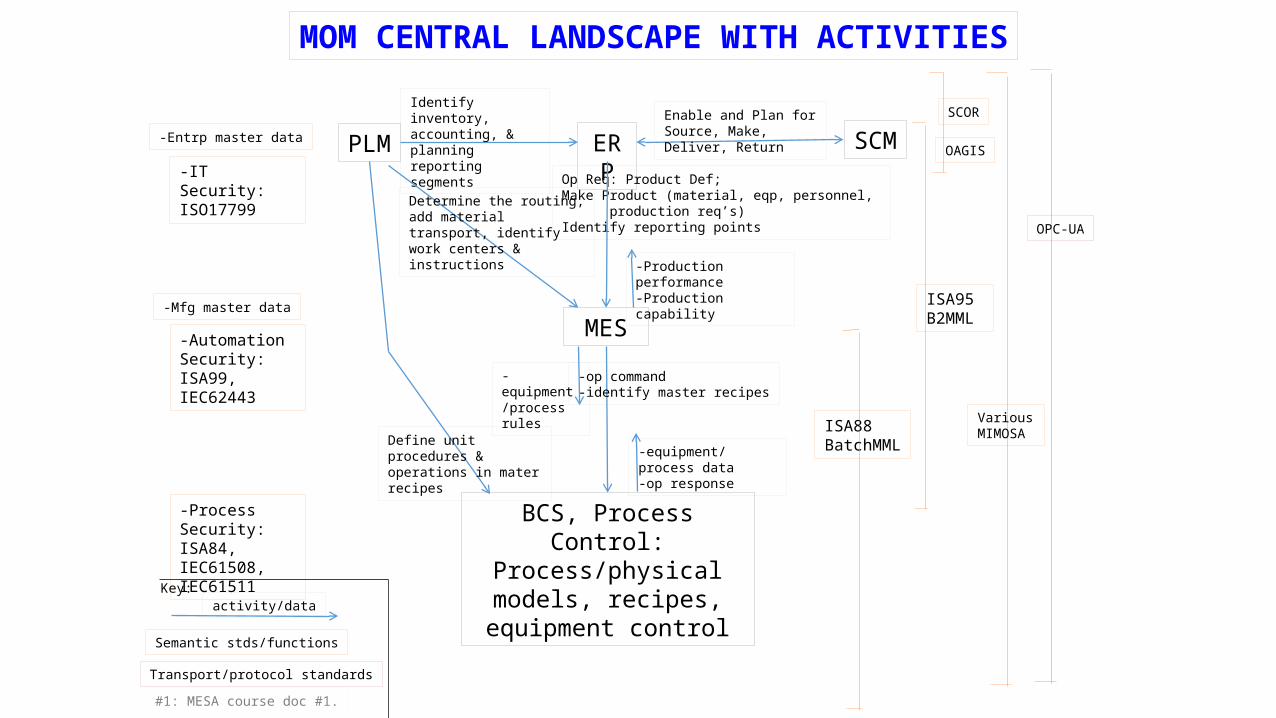
#1: MESA course doc #1.
MES
Op Req: Product Def;Make Product (material, eqp, personnel, production req’s)Identify reporting points
PLM-IT Security: ISO17799
-Automation Security: ISA99, IEC62443
-Process Security: ISA84, IEC61508, IEC61511
-Production performance-Production capability
BCS, Process Control:Process/physical models,
recipes, equipment control
-op command-identify master recipes
-equipment/process data-op response
-equipment/process rules
ISA88 BatchMML
Identify inventory, accounting, & planning reporting segments
Determine the routing, add material transport, identify work centers & instructions
ISA95 B2MML
Define unit procedures & operations in mater recipes
-Entrp master data
-Mfg master data
Enable and Plan for Source, Make, Deliver, Return
SCOR
OAGIS
OPC-UA
Transport/protocol standards
Semantic stds/functions
Various MIMOSA
Key:activity/data
MOM CENTRAL LANDSCAPE WITH ACTIVITIES

Smart Manufacturing Leadership Coalition
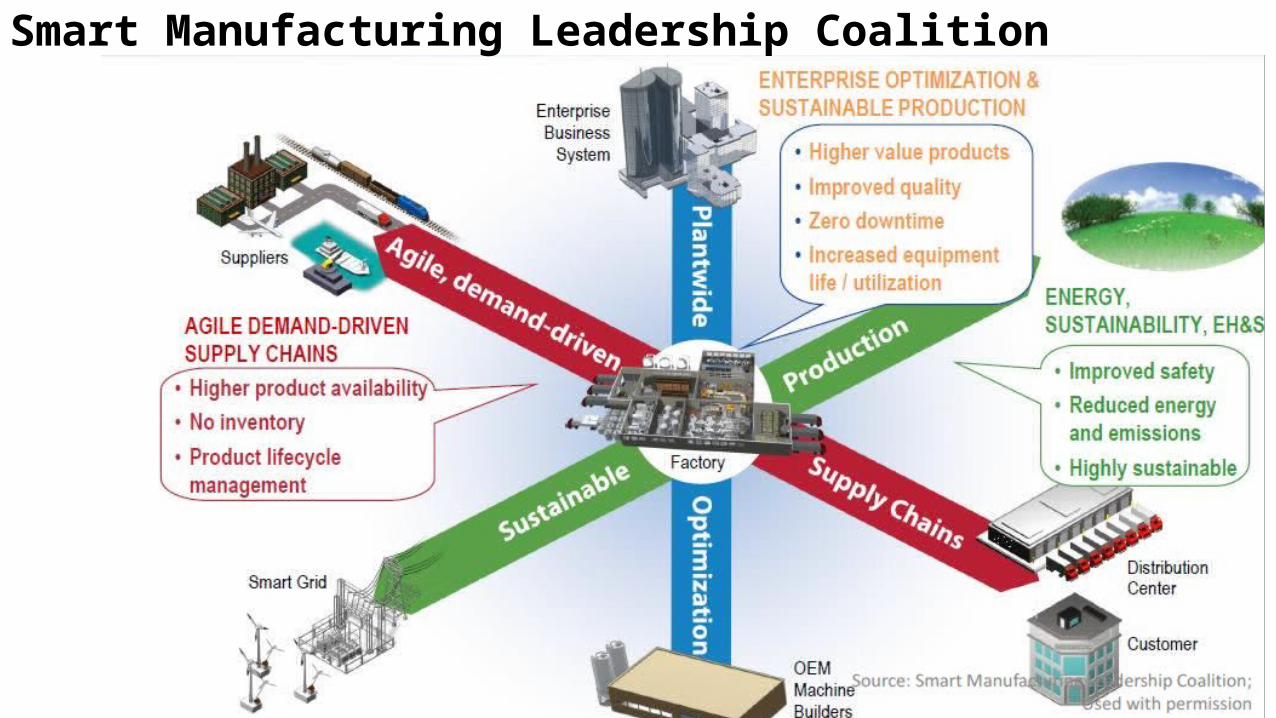
Smart Manufacturing Leadership Coalition

Toyota Production System



MTConnectOPC UARS274STEPNCB2MMLDNC
Manufacturing
Machine Tool Machine Tool - Work Unit
Idle Faulted
Busy Off
Starved
Blocked
Operator
Pallet Fixtured Part I
Lot Size
Pallet Fixtured PartsII
Lot Size
Job Workflow
Cell
MTConnect
Cell
ERP/MES
Manufacturing
ToolsDNC
Programs(STEPNC
RS274
Unattended Machining
KCResourceLot Size MaxSpindle PowerServo PowerMax Acc/VelNum Axes
ToolTool LifeMax Depth CutRPMFeed
DERIVED KPIWork UnitThroughputUtilizationCost FcnProcessing=(Busy+Setup)Delay=(Fault+blocked)
PartAvg Cycle Time
OperatorUtilizationCostWork Time
KPIWork UnitBusyIdleMaintenanceFaultedBlockedStarved
PartBusyIdleSetupQueuedTransportCycle Time
OperatorAttendanceBusyIdleSetupBreak
KPI
OrderPlanned TimePlanned Setup TimePlanned Busy TimePlanned Run Time Per Unit
All Work UnitsBusyIdleMaintenanceFaultedBlockedStarved
OrderPartsThroughputCostQuantityProgressBehindAhead
Attended Machining
KPI I Plant



Flow Shop Layout – VATI AnalysisWithin the discrete product job shop and flow shops there are 4 basic topologies which describe the flow of material within the process (2, 3).