nick bloom and john van reenen, management practices, 2010 key messages of lectures 1 to 4 1.exists...
Post on 22-Dec-2015
214 views
TRANSCRIPT

Nick Bloom and John Van Reenen, Management Practices, 2010
Key messages of lectures 1 to 4
1. Exists a set of core practices for talent management, target management and performance management (scoring grid)
2. Associated with better performance across a wide range of countries and industries, especially in larger firms
3. Not universal truths, but important benchmarks against which all firms should be evaluated
4. Firms are often unaware that their practices are lacking, so good management is similar to a new technology
5. Hard to change practices in firms – anecdotal evidence this takes several years

Nick Bloom and John Van Reenen, Management Practices, 2010 2
Improving management in Indian factories
Nick Bloom (Stanford Economics)John Van Reenen (Stanford GSB/LSE)
Lecture 5

Nick Bloom and John Van Reenen, Management Practices, 2010
2.6 2.8 3 3.2 3.4mean of management
USGermanySweden
JapanCanadaFrance
ItalyGreat Britain
AustraliaNorthern Ireland
PolandRepublic of Ireland
PortugalBrazilIndia
ChinaGreece
3
Management appears worse in developing countries
Average Country Management Score, firms 100 to 5000 employees(from Bloom & Van Reenen (2007, QJE), Bloom, Sadun & Van Reenen (2009, AR))
69533627012234431218876238292231102140
524171
620559
# firms

Nick Bloom and John Van Reenen, Management Practices, 2010 4Firm-Level Management Scores
0.2
.4
.6
.8
De
nsity
1 2 3 4 5management
0.2
.4
.6
.8
De
nsity
1 2 3 4 5management
US manufacturing, mean=3.33 (N=695)
Indian manufacturing, mean=2.69 (N=620)
India’s low score is mainly due to many badly managed firmsD
en
sity
De
nsi
ty

Nick Bloom and John Van Reenen, Management Practices, 2010 5
This raises two obvious questions
1. Does “bad” management reduce productivity, or are these practices dues to difference circumstances in India (i.e. poor infrastructure, less capital, weak rule of law)?
2. If it does matter, why are so many Indian firms badly managed?

Nick Bloom and John Van Reenen, Management Practices, 2010 6
Summary and photos
Experiment on plants in large (≈ 300 person) Indian textile firms
Randomized treatment plants get heavy management consulting, control plants get very light consulting (just enough to get data)
Collect weekly performance data on all plants from 2008 to 2010
• Improved management practices led to large and significant improvements in productivity and profitability
• Appears informational constraints were a major reason for lack of prior adoption, but often other constraints also present
Before explaining research and results in detail, I want to show some slides to provide some background

Nick Bloom and John Van Reenen, Management Practices, 2010
Exhibit 1: Plants are large compounds, often containing several buildings.
Plant surrounded by grounds
Front entrance to the main building Plant buildings with gates and guard post
Plant entrance with gates and a guard post

Nick Bloom and John Van Reenen, Management Practices, 2010
Exhibit 2: These plants operate 24 hours a day for 7 days a week producing fabric from yarn, with 4 main stages of production
(1) Winding the yarn thread onto the warp beam (2) Drawing the warp beam ready for weaving
(3) Weaving the fabric on the weaving loom (4) Quality checking and repair

Nick Bloom and John Van Reenen, Management Practices, 2010
This production technology has not changed much over time:Lowell Mill warping looms (1854, Lowell, Massachusetts)
Warp beam
Krill

Nick Bloom and John Van Reenen, Management Practices, 2010
Exhibit 3: Many parts of these plants were dirty and unsafe
Garbage outside the plant Garbage inside a plant
Chemicals without any coveringFlammable garbage in a plant

Nick Bloom and John Van Reenen, Management Practices, 2010
Exhibit 4: The plant floors were disorganized
Instrument not
removed after use, blocking hallway.
Tools left on the floor after use
Dirty and poorly
maintained machines
Old warp beam, chairs and a desk
obstructing the plant floor

Nick Bloom and John Van Reenen, Management Practices, 2010
Yarn piled up so high and deep that access to back
sacks is almost impossible
Exhibit 5: The inventory rooms had months of excess yarn, often without any formal storage system or protection from damp or crushing
Different types and colors of
yarn lying mixed
Yarn without labeling, order or damp protection
A crushed yarn cone, which is unusable as it leads to
irregular yarn tension

Nick Bloom and John Van Reenen, Management Practices, 2010
Exhibit 6: Yet more material was often stored around the plant
Inventory was also regularly
stored in corridors, hallways,
doorways and on stairs. This is
dangerous and impedes efficient
movement of materials around
the plant.
Inventory was also often stored around
machinery.

Nick Bloom and John Van Reenen, Management Practices, 2010
No protection to prevent damage and rustSpares without any labeling or order
Exhibit 7: The parts stores were also disorganized and dirty
Shelves overfilled and disorganizedSpares without any labeling or order

Nick Bloom and John Van Reenen, Management Practices, 2010
Exhibit 8: The path for materials flow was often obstructed
Unfinished rough path along which several 0.6 ton warp beams were taken on wheeled trolleys every day to the elevator, which led down to the looms.
This steep slope, rough surface and sharp angle meant workers often lost control of the trolleys. They
crashed into the iron beam or wall, breaking the trolleys. So now each beam is carried by 6 men.
A broken trolley (the wheel snapped off)
At another plant both warp beam elevators had broken down due to poor maintenance. As a result teams of 7 men carried several warps beams down the stairs every day. At 0.6 tons each this was slow and dangerous - two serious accidents occurred in
our time at the plant.

Nick Bloom and John Van Reenen, Management Practices, 2010
Exhibit 9: Routine maintenance was usually not carried out, with repairs only undertaken when breakdowns arose, leading to frequent stoppages.
Parts being cleaned and replaced on jammed loomBroken machine parts being repaired
Loom parts being disassembled for diagnosisWorkers investigating a broken loom

Nick Bloom and John Van Reenen, Management Practices, 20100.2
.4
.6
.8
De
nsity
1 2 3 4 5management
17Management scores
Brazil and China Manufacturing,
mean=2.67
0.2
.4
.6
.8
De
nsity
1 2 3 4 5management
0.2
.4
.6
.8
1
De
nsity
1 2 3 4 5management
0.5
11
.5
De
nsity
1 3 5management
Indian Manufacturing,
mean=2.69
Indian Textiles, mean=2.60
Experimental Firms, mean=2.60
These firms appear typical of large manufacturers in India, China and Brazil

Nick Bloom and John Van Reenen, Management Practices, 2010 18
So ran an experiment to evaluate impact of changing the management of large Indian firms
• Obtained details of the population of 529 woven cotton fabric firms (SIC 2211) near Mumbai with 100 to 5000 employees.
• Selected 66 firms in the largest cluster (Tarapur & Urmagaon)
• Contacted every firm: 17 willing to participate in straight-away, so randomly picked 20 plants from these 17 firms
• A team of 6 consultants from Accenture, Mumbai was hired to help improve the practices in some of these firms• Control: 1 month of diagnostic• Treatment: 1 month diagnostic + 4 months implementation• All: follow-on data collection for next 12+ months
• Collecting data from April 2008 to December 2010

Nick Bloom and John Van Reenen, Management Practices, 2010 19
Sample of firms we worked with

Nick Bloom and John Van Reenen, Management Practices, 2010 20
Our plants and firms are large by Indian & US standards
Source: Hsieh and Klenow, 2009
Average size of our plants

Nick Bloom and John Van Reenen, Management Practices, 2010 21
Management practices before and after treatment
Performance of the plants before and after treatment
• Quality
• Inventory
• Operational efficiency
Why were these practices not introduced before?

Nick Bloom and John Van Reenen, Management Practices, 2010 22
Intervention aimed to improve 38 core textile management practices in 6 areas (1/2)
Targeted
practices in 6
areas:
operations,
quality,
inventory,
loom planning,
HR and sales
& orders

Nick Bloom and John Van Reenen, Management Practices, 2010 23
Intervention aimed to improve 38 core textile management practices in 6 areas (2/2)
Targeted
practices in 6
areas:
operations,
quality,
inventory,
loom planning,
HR and sales
& orders

Nick Bloom and John Van Reenen, Management Practices, 2010 24
.2.3
.4.5
.6
2008.25 2008.5 2008.75 2009 2009.25 2009.5 2009.75ym
Adoption of these 38 management practices did rise, and particularly in the treatment plants
Notes: Non-experiment plants are other plants in the treatment firms not involved in the experiment. They improved practices over this period because the firm internally copied these over themselves. All initial differences not statistically significant (Table 2)
Wave 1 treatment plants: Diagnostic September 2008, implementation began October 2008
Control plants:Diagnostic July 2009
Wave 2 treatment plants: Diagnostic April 2009, implementation began May 2008
Non-experiment plants:No intervention
January 2009 April 2009 July 2009October 2008July 2008 October 2009April 2008
Sha
re o
f the
38
man
agem
ent p
ract
ices
ado
pted

Nick Bloom and John Van Reenen, Management Practices, 2010
Take away summary points
1. These firms are not adopting basic management practices, in large part due to a lack of awareness
2. Changing practices is very slow – we are still introducing new practices into firms 18 months later, because of:
a. Takes time for firms to advice (Accenture in our case)
b. Changes are complementary – e.g. monitoring & pay
3. Change may not be permanent – need to fix both processes and incentives to avoid backsliding

Nick Bloom and John Van Reenen, Management Practices, 2010 26
Management practices before and after treatment
Performance of the plants before and after treatment
• Quality
• Inventory
• Operational efficiency
Why were these practices not introduced before?

Nick Bloom and John Van Reenen, Management Practices, 2010
27
Exhibit 10: Quality was so poor that 19% of manpower was spent on repairing defects at the end of the production process
Workers spread cloth over lighted plates to spot defectsLarge room full of repair workers (the day shift)
Non-fixable defects lead to discounts of up to 75%Defects are repaired by hand or cut out from cloth

Nick Bloom and John Van Reenen, Management Practices, 2010 28
Previously mending was recorded only to cross-check against customers’ claims for rebates
Defects log with defects not recorded in an standardized format. These defects were recorded solely as a record in case of customer complaints. The data was not aggregated or analyzed

Nick Bloom and John Van Reenen, Management Practices, 2010 2929
Now mending is recorded daily in a standard format, so it can analyzed by loom, shift, design & weaver

Nick Bloom and John Van Reenen, Management Practices, 2010 30
The quality data is now collated and analyzed as part of the new daily production meetings
Plant managers now meet
regularly with heads of
quality, inventory, weaving,
maintenance, warping etc.
to analyze data

Nick Bloom and John Van Reenen, Management Practices, 2010
40
60
80
10
01
20
14
0
-10 0 10 20 30timing
31
Defect rates have rapidly fallen in treatment plants
Notes: Displays the average quality defects index, which is a weighted index of quality defects, so a higher score means lower quality. This is plotted for the 14 treatment plants (square symbols) and the 6 control plants (+ symbols). Values normalized so both series have an average of 100 prior to the start of the intervention.
Control plants
Treatment plants
Weeks after the start of the intervention (diagnostic phase)
Diagnostic start Implementation start
Qua
lity
defe
cts
inde
x
Implementation stop

Nick Bloom and John Van Reenen, Management Practices, 2010 32
Management impact on quality, regressions

Nick Bloom and John Van Reenen, Management Practices, 2010 33
Management practices before and after treatment
Performance of the firms before and after treatment
• Quality
• Inventory
• Operational efficiency
Why were these practices not introduced before?

Nick Bloom and John Van Reenen, Management Practices, 2010 34
Stock is organized, labeled, and entered
into an Electronic Resource Planning (ERP) system which
has details of the type, age and location.
Bagging and racking yarn reduces waste
from rotting (keeps the yarn dry) and crushing
Computerized inventory systems
help to reduce stock levels.
Organizing and racking inventory enables firms to reduce capital stock and reduces waste
Nick Bloom and John Van Reenen, Management Practices, 2010 35
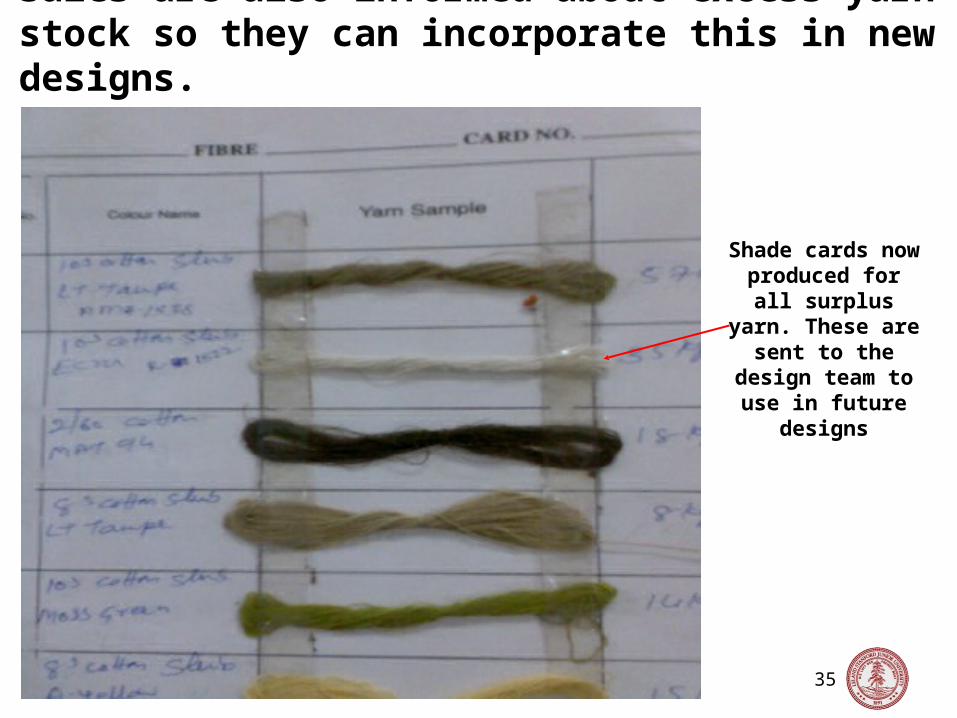
Sales are also informed about excess yarn stock so they can incorporate this in new designs.
Shade cards now produced for all
surplus yarn. These are sent to the
design team to use in future designs

Nick Bloom and John Van Reenen, Management Practices, 2010 36
And yarn for products ranges no longer made by the firm (e.g. suiting fabric) was sold
This firms
used to make
suiting and
shirting yarn,
but stopped
making
suiting yarn 2
years ago

Nick Bloom and John Van Reenen, Management Practices, 2010 37
80
90
10
011
012
013
0
-40 -20 0 20timing
Inventory is falling in treatment firms
Control firms
Treatment firms
Weeks after the start of the intervention
Diagnostic Implementation
Notes: Displays the average raw materials for the 14 treatment firms (square symbols) and the 6 control firms (+ symbols). Values normalized so both series have an average of 100 prior to the start of the intervention.

Nick Bloom and John Van Reenen, Management Practices, 2010 38
Management impact on inventory, regressions

Nick Bloom and John Van Reenen, Management Practices, 2010 39
Spare parts were also organized, reducing downtime (parts can be found quickly), capital stock and waste
Nuts & bolts sorted as per specifications
Tool
storage organized
Parts like gears,
bushes, sorted as per specifications

Nick Bloom and John Van Reenen, Management Practices, 2010 40
Management practices before and after treatment
Performance of the firms before and after treatment
• Quality
• Inventory
• Operational efficiency
Why were these practices not introduced before?

Nick Bloom and John Van Reenen, Management Practices, 2010 41
The treated firms have also started to introduce basic initiatives (called “5S”) to organize the plant
Worker involved in 5S initiative on the shop floor, marking out the area
around the model machine
Snag tagging to identify the abnormalities on & around the machines, such as
redundant materials, broken equipment, or accident areas. The operator and the maintenance team is responsible for
removing these abnormalities.
This is all part of the routine maintenance

Nick Bloom and John Van Reenen, Management Practices, 2010 42
Production data is now collected in a standardized format, for discussion in the daily meetings
Before(not standardized, on loose
pieces of paper)
After (standardized, so easy to enter
daily into a computer)

Nick Bloom and John Van Reenen, Management Practices, 2010 43
Daily performance boards have also been put up, with incentive pay for employees based on this

Nick Bloom and John Van Reenen, Management Practices, 2010 44
Management impact on efficiency, regressions

Nick Bloom and John Van Reenen, Management Practices, 2010 45
Estimated impacts on productivity and profitability are large and rising
Estimate the intervention has increase profits by about $250,00 per firm and productivity by 9% so far from:- reduced repair manpower costs- reduced wasted materials (from less defects)- lower inventory- higher efficiency levels
Full impacts of better management should be much larger:- short-run impacts only- narrow set of management practices (almost no HR)

Nick Bloom and John Van Reenen, Management Practices, 2010 46

Nick Bloom and John Van Reenen, Management Practices, 2010 47
Management practices before and after treatment
Performance of the firms before and after treatment
• Quality
• Inventory
• Operational efficiency
Why were these practices not introduced before?

Nick Bloom and John Van Reenen, Management Practices, 2010 48
So why did these firms have bad management?
• Information: management is a technology and India is far behind the technology frontier, e.g. Lean manufacturing
• Incentives: managers have no incentive pay or within firm promotion possibilities so have limited motivated to perform
• CEO ability: family firms with directors who struggled to change practices and sometimes procrastinated

Nick Bloom and John Van Reenen, Management Practices, 2010 49
Why does competition not fix badly managed firms?
Bankruptcy is still avoided : wage of $5 a day means firms are profitable
Reallocation appears limited: Owners take all decisions as they worry about managers stealing. But owners time is constrained – they current work 72.5 hours average a week – limiting growth.
As an illustration firm size is more linked to number of male family members (corr=0.689) - who are trusted to be given managerial positions - than management scores (corr=0.223)
Entry appears limited: Production is very capital intensive ($13m assets average per firm)

Nick Bloom and John Van Reenen, Management Practices, 2010 50
Summary
Firms in developing countries seem badly managed
Our results suggest this has a material impact on productivity
Also appear to find bad operations management arises from
lack of information and poor HR management
But far from clear….yields as many questions as answers so far

Nick Bloom and John Van Reenen, Management Practices, 2010 51
Back-up

Nick Bloom and John Van Reenen, Management Practices, 2010
40
60
80
10
01
20
14
0
-10 -5 0 5 10 15 20timing
Cubic Spline
Spline - 2 SE
Figure 3: Quality defects index for the treatment and control plants
Notes: Displays the average quality defects index, which is a weighted index of quality defects, so a higher score means lower quality. This is plotted for the 14 treatment plants (♦ symbols) and the 6 control plants (+ symbols). Values normalized so both series have an average of 100 prior to the start of the intervention. “Data” is plotted using a 5 week moving average. To obtain series (rather than point-wise) confidence intervals we used a cubic-spline with one knot at the start of the implementation period. The spline estimate is labeled (“Cubic Spine”), the 95% confidence intervals labeled (“Spline + 2SE”) and (“Spline – 2SE”) from plant-wise block boostrap. Timing based on weeks after the intervention (positive values) or before the intervention (negative values). For wave 1 treatment plants this is relative to September 1st 2008, for Wave 2 treatment and control firms April 7th 2009. The control group’s rise in weeks 10+ are due to the pre Diwali and Ede production increase, which usually leads to a deterioration in quality due to increased speeds of production.
Control plants
Treatment plants
Weeks after the start of the intervention
Qu
alit
y d
efe
cts
ind
ex
(hig
he
r sc
ore
=lo
we
r q
ua
lity)
Start of Diagnostic Start of Implementation
Data (♦ symbol)
Spline + 2 SE
Data (+ symbol)
Cubic Spline
Spline - 2 SE
Spline + 2 SE

Nick Bloom and John Van Reenen, Management Practices, 2010 53
We work in Tarapur because textile mills no longer exist in Mumbai
The textile factories in downtown
Mumbai are now all closed as land
prices are too high. The last few
remaining building are now being
demolished and turned into
apartment blocks and shopping
malls
Apartment blocks
being built on the
site of an
demolished old
textile mill, on the
opposite side of
the road from the
one being
demolished
picture above