paper coaltrans
TRANSCRIPT

DRILLING AND BLASTING- LATEST DEVELOPMENTS IN TECHNOLOGY Dr. A. K. Mishra, Technical Services Manager, IEL, India
Mining and agriculture has been the backbone of human civilization. Today the most advanced countries of the world are the ones focused on core industrial development, be it power generation, steel making, oil and gas production, or agriculture. Mining has been gaining importance over the years both from the economic perspective and as an area of sustained research. About half a century back, all mining activity be it coal, metal or stone mining, was done using manual techniques. Not much importance was attached to scientific excavation of valuable minerals. Reason for such a scenario was much to do with the way economies operated then. Mining was done to serve the domestic requirements. With the advent of globalization things changed very fast and today it is an industry that is driving the economies of several nations. Global competition has propelled countries to reach higher production levels through better techniques of drilling and blasting, excavation and mineral processing. We now have bigger and faster drill machines and excavators. In Explosives technology too significant progress has been made towards having safer explosives and accurate initiating systems that has increased overall control over blasting in terms of vibration, fragmentation, throw, fly rock and overall blast economics. Drilling and blasting generally is recognized as the most cost-efficient way to crush rock. However, efforts to contain costs and increase production, to meet tighter mineral/coal specifications, to reduce production of both fines and oversize, and to conciliate quarry neighbors adds complexity to drilling and blasting operations. Fortunately, technology continues to move the process from an art to a
science. Computers and micro-electronics have profoundly improved the design and use of drill rigs, drill tools, blast-initiation systems, explosives and other accessories. Following is a review of some of the latest drilling and blasting technology. Development of Explosives The safe and efficient explosives of today are the result of a gradual evolution that continues still. From modest beginning 800 years ago to today much progress has been made. Three men laid the foundations of modern high-explosive industry as it exists today. All of these discoveries took place in the first half of the Nineteenth century. The preparation of mercury fulminate, the first detonator ingredient, was described in a paper by Edward Howard in 1800. The discovery of nitroglycerine (NG) was the result of pioneer research by Ascanio Sobrero (1812-1888), who called it pyro-glycerina. In late 1860s Alfred Nobel, discovered that in cartridged form, this mixture of Nitroglycerine and Kieselguhr was reasonably resistant to shock and was manufactured, shipped, and used more safely than liquid NG. Alfred Nobel called this product Dynamite and made it a big commercial success. Development of Emulsion Explosives NG based explosives as we all know have been the warhorse of the industry for a long time now. They have certain distinct advantages like: a) High Strength of explosives b) High Energy release efficiency On the performance aspect there has been no compromise though there are certain evident disadvantages of NG,

which have been compromised with in the absence of a technologically superior product. These are: a) Extremely high Impact sensitivity b) High volumes of noxious fumes upon detonation and even on storage c) Easy availability to anti-social unwanted elements In fact these potentially dangerous hazards of using NG have made scientists and researchers to venture for a better product, which will shelve out these shortcomings but still retain the advantages of NG. In the language of Explosive Chemistry "High explosives" like NG based are primarily molecular explosives that not only renders it to be very sensitive but is also characterized by a very efficient explosive reaction. The only way out was to have a mixture of fuel and oxidizer which are non-explosive inherently and therefore insensitive to accidental detonation. The sensitivity problem was dealt with by the new concept but performance and efficiency of the explosive reaction remained a challenge, which is still a grey area of research though a lot of progress has been made in the last five decades. The efficiency aspect is in direct conjugation with the intimacy of the fuel and the oxidizer in the explosive mixture. The more intimate the mixture the better will be the explosive energy utilization. Comprehensive research led to the development of ANFO, Slurries/ Watergels and Emulsions, each product a generation above the previous one. Emulsion- 5th Generation Explosive Due to the presence of solid ingredients in the explosive mixture in case of Slurries, the intimacy between the fuel and the oxidiser and consequently the efficiency of the reaction, had still got a lot of room for improvement. Hence Emulsion-Based products were developed replacing the solid ingredients by liquid ones. This led to an explosive whose performance
was a class above slurries. An emulsion-Based explosive consists of the following ingredients. Oxidizers that are responsible for "Burning" the mixture generally consist of a blend of Nitrates, which upon combustion breaks down into Nitrogen, Hydrogen and Oxygen, all of which are gases. Hence, the chemical reaction is much more complete when oxidizers such as these are used. Fuels that are the molecules that "Burn" in the mixture comprises of Hydrocarbons that form a continuous medium/phase in the intimate mixture. Emulsifiers are the agents/surfactants, which keep the above two components in an intimate bond. Sensitizers are the agents inside an Emulsion-based explosive that render the hitherto insensitive emulsion an explosive. During the production stage, this element is added just before the final cartridging of the explosive. Dopants are the solid, inert elements added to the Emulsions to render specific requirements into the mixture. For example, aluminium powder is added to increase the Energy/Strength of the explosive, but reduces the Velocity of Detonation (VOD) of the chemical reaction front. The following table shows the characteristic sizes of oxidizers and their effect on explosive performance
Explosive Size (mm)
Form VOD (Km/s)
ANFO 2.00 All Solid 3.2
NG 0.20 All Solid 4.0
Slurry 0.20 Solid/Liquid 3.3
Emulsion 0.001 Liquid 4.5-6.00

ADVANTAGES OF EMULSIONS OVER NG The volume of noxious fumes (in liters) emanating per kg of NG-based explosives is 79 while the same is 45 for Emulsions. Another major advantage of Emulsion-based explosives over their Nitroglycerine counterparts is the total freedom from the infamous “NG Headache”. The “Monday Morning Syndrome” is still one of the highest causes of low labour productivity in NG manufacturing plants. The Impact Sensitivity of emulsions is as low as 90cms while that of Nitroglycerines are 10cms. This means that when a 5-Kg weight is dropped on a sample of NG-Based High explosive from a height of just 10 cms, it results in initiation of the sample while the same height parameter corresponding to Emulsions is 90 cms. Developments in Initiation Systems Figure 1 shows the history of developments in explosives initiation systems. The first initiation system was a trail of gunpowder filled in goose quills. This was the precursor of safety fuse. First detonator was patented by Alfred Nobel in 1861. Plain detonator with safety fuse gave a degree of control in blasting but that was not enough. The blaster had to light the fuse and run – not knowing exactly when the shot would go off. Electric fusehead inside the detonator provided far improved control; the blaster could go to safety of a shelter and knew the shot would go off as soon as he pressed the fire button. Blasters soon realized that firing all the rows together in a multi-row blast was not a good idea. This led them to put a small piece of safety fuse between electric fusehead and the primary
charge in an electric detonator. That was the first delay detonator. Multiple rows in a blast could now be connected together but fired in sequence depending on the length of safety fuse inside the electric detonators. However it only ensured a sequence in firing. There was no real control on delay time. Blasters by now had realized that rock breaking was a very fast phenomenon and real control required delays of only a few milliseconds. So the safety fuse inside delay detonators was replaced by a fast burning chemical powder column enclosed in a lead tube.
Figure 1: Historical Development of Explosives Initiation Systems Pyrotechnic powder delay technology has improved very little since then. All delay detonators today contain a column of pyrotechnic powder enclosed in a lead tube, placed between the fusehead (or shock tube) and the primary charge in a detonator. Delay interval is determined by the speed of burning of the powder and its length. Attempts at improving the accuracy of delay timing has led to manufacturing techniques which provide more control on length and burning speed of the delay element. But the technology has inherent limitation. Best of manufacturing practices anywhere in the world have not made pyrotechnic delay detonators of better than + or – 1 % accuracy on commercial scale consistently.

In the meanwhile digital electronics technology has gone through a revolution. Control of events with microsecond accuracy is easy and common using digital electronics. The real challenge for developers of explosives initiation systems lay in incorporating suitable digital electronics in the small space in a detonator and making it work safely and reliably in the harsh environment of use. Several attempts at electronic detonators were made in late eighties. However it was only during mid-nineties that the commercial electronic detonators became available to the blasting community. Today there are several manufacturers of electronic detonators worldwide. The technology of electronic detonators is still evolving. There are many variants available today – not all are same. 2.0 Construction of Electronic Detonator Figure 2 shows the basic components and design of a typical shock tube detonator, electric detonator and an electronic detonator. Note the location of the igniter (bridge) in the electronic detonator versus the location in the electric or shock tube device. The igniter in the electronic design is positioned below the delay (timing) module, whereas both the shock tube detonator and the electric detonator utilize the igniter ahead of the delay module (shock tube functions as the igniter in the shock tube device). The electronic detonator design also differs from the other two with the use of some type of stored (electrical) energy device, typically a capacitor, in the delay module(s). The basic design differences of an electronic detonator, coupled with the system level differences from one manufacturer to the other, make it essential that users of these products become fully educated on the specific detonator, equipment, operational
limits, procedures, applications and guidelines outlined by each manufacturer prior to use.
Figure 2: Construction of Electric, Shock-tube & Electronic Detonators
3.0 i-kon Digital Energy Control System
The i-kon™ Digital Energy Control System consists of two way programmable digital Detonators and control equipment (i-kon™ Logger and Blaster shown in figure 3). The Logger is used during hook-up to assign the delay sequence and perform testing functions. The Logger reads and stores the unique Detonator Identification Number (DetID) and required delay time. The Blaster is used to conduct final system tests, blast programming and firing.
Figure 3: I-kon Logger and Blaster
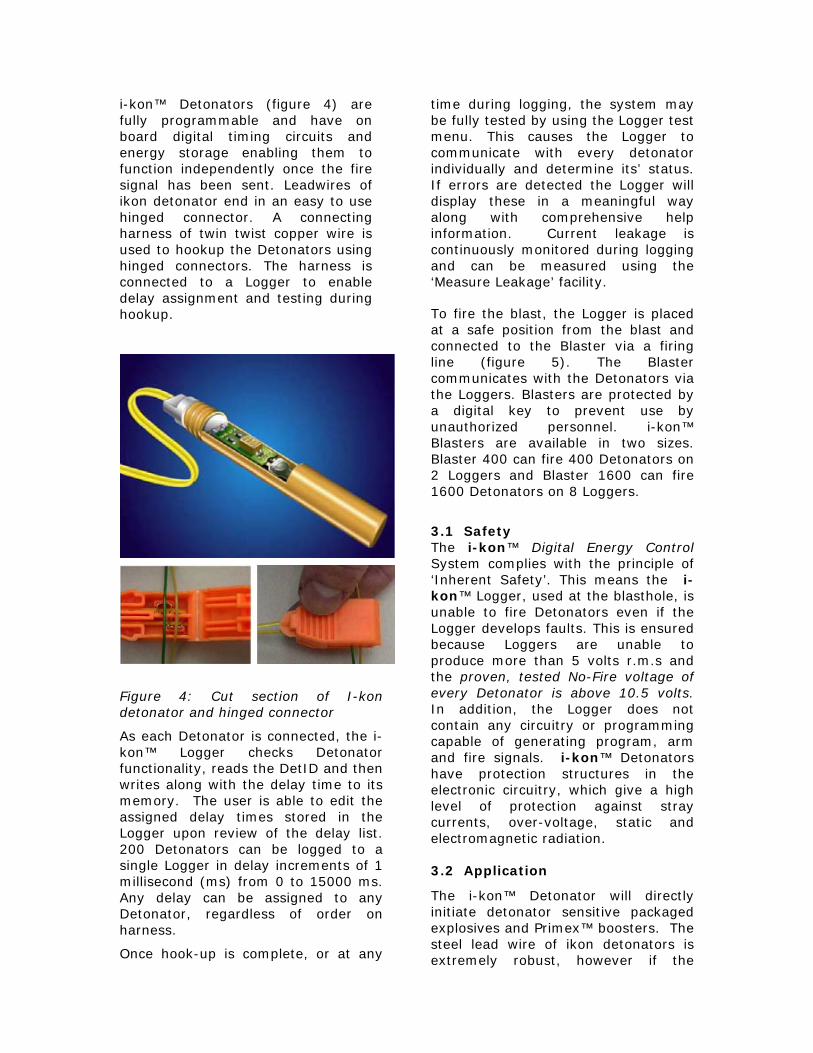
i-kon™ Detonators (figure 4) are fully programmable and have on board digital timing circuits and energy storage enabling them to function independently once the fire signal has been sent. Leadwires of ikon detonator end in an easy to use hinged connector. A connecting harness of twin twist copper wire is used to hookup the Detonators using hinged connectors. The harness is connected to a Logger to enable delay assignment and testing during hookup.
Figure 4: Cut section of I-kon detonator and hinged connector
As each Detonator is connected, the i-kon™ Logger checks Detonator functionality, reads the DetID and then writes along with the delay time to its memory. The user is able to edit the assigned delay times stored in the Logger upon review of the delay list. 200 Detonators can be logged to a single Logger in delay increments of 1 millisecond (ms) from 0 to 15000 ms. Any delay can be assigned to any Detonator, regardless of order on harness.
Once hook-up is complete, or at any
time during logging, the system may be fully tested by using the Logger test menu. This causes the Logger to communicate with every detonator individually and determine its’ status. If errors are detected the Logger will display these in a meaningful way along with comprehensive help information. Current leakage is continuously monitored during logging and can be measured using the ‘Measure Leakage’ facility.
To fire the blast, the Logger is placed at a safe position from the blast and connected to the Blaster via a firing line (figure 5). The Blaster communicates with the Detonators via the Loggers. Blasters are protected by a digital key to prevent use by unauthorized personnel. i-kon™ Blasters are available in two sizes. Blaster 400 can fire 400 Detonators on 2 Loggers and Blaster 1600 can fire 1600 Detonators on 8 Loggers.
3.1 Safety The i-kon™ Digital Energy Control System complies with the principle of ‘Inherent Safety’. This means the i-kon™ Logger, used at the blasthole, is unable to fire Detonators even if the Logger develops faults. This is ensured because Loggers are unable to produce more than 5 volts r.m.s and the proven, tested No-Fire voltage of every Detonator is above 10.5 volts. In addition, the Logger does not contain any circuitry or programming capable of generating program, arm and fire signals. i-kon™ Detonators have protection structures in the electronic circuitry, which give a high level of protection against stray currents, over-voltage, static and electromagnetic radiation. 3.2 Application
The i-kon™ Detonator will directly initiate detonator sensitive packaged explosives and Primex™ boosters. The steel lead wire of ikon detonators is extremely robust, however if the

insulation is cut or split, moisture may cause earth leakage problems causing testing and communication errors with the i-kon™ System. Excessive force should not be applied to the lead wires. Figure 5 shows application of ikon system in the field.
Figure 5: Application of I-kon system 4.0 Characteristics of Electronic Detonators There are three main characteristics of electronic detonators, which make them different from pyrotechnic delay detonators:
1. Accuracy 2. Programmability 3. Testability
4.1 Accuracy or Precision As mentioned earlier, delay timing accuracy of electronic detonators is far superior to pyrotechnic delays. Typically electronic detonators have timing accuracy of + or – 0.01 % which in case of good pyrotechnic delays is of the order of + or – 2 %. What this means is that a 500 ms conventional delay detonator could fire any time between 490 to 510 ms. Use of such 500 ms delays down the hole with 17 ms delays on the surface can actually result in reverse firing (figure 6). Reversal of firing sequence is a sure cause of poor fragmentation, reduced throw and increased vibrations.
Figure 6: Effect of 2% scatter in 500 ms in-hole non-electric delay 4.2 Programmability i-kon digital electronic detonators are fully programmable i.e. a detonator can be programmed to fire practically at any delay time. This flexibility can be used to choose optimum delay interval for any blasting condition. Once the success of the precise timing has been established in a mine and the blasting crew is comfortable with the system, they will, usually, explore the effect of timing. This normally leads to shorter intra-row intervals, which deliver finer fragmentation and improved vibration footprints. As the implications of the improvements sink in, a whole range of opportunities for moving the mining operation onto a more desirable footing become apparent, and the operation enters a new era. In some applications like underground mass blasting, programmability feature of electronic detonators is of foremost importance. Many times it is required that blast be started with long delay intervals to create enough room for swell but then speed up the blast to improve fragmentation. Such adjustments in delay intervals can be done easily with electronic detonators without sacrificing the accuracy. 4.3 Testability Another useful characteristic of I-kon detonators is the testability of the system. The Logger in I-kon system can check full functionality of the system. Once a detonator is connected to the logger, it can be checked for its
condition in the borehole, current leakage if any, its timing oscillator can be checked for accuracy and programmed accordingly. This feature is important in all blasting situations. Electric detonators provide limited testability – continuity and circuit resistance can be checked. Shock tube detonators cannot be tested at all. Compared to that electronic detonators like ikon which are two way programmable, provide a lot of comfort to the blasting in-charge. He can check the condition of every detonator at any time during charging, logging and until just before firing. Some of the other benefits of electronic detonators are: low inventory as different delays need not be stored and infinite burning front which virtually eliminates ground movement cut-offs. 5.0 Benefits of Electronic Initiation 5.1 Cast Blasting The absolute accuracy of electronic detonators ensures each blasthole fires exactly when it is supposed to fire. Essentially all mines that have used the i-Kon™ system have seen at least a 10% relative improvement in casting. In some cases much greater improvements have been seen. The consistency of hole-to-hole timing creates an extremely even and consistent muckpile profile greatly reducing rehandling, improving dragline productivities and reducing overall mining cost. Damage to highwalls can be reduced or eliminated by engineering relief against these structures through manipulation of the delay sequence. 5.2 Vibration Control & frequency channeling By selecting appropriate delay timings, blast vibration energy can be channeled such that the predominant energy falls into frequency outside the resonant frequency for structures. This
limits the effect of blast vibrations on the community and mine structures. Typically, use of the i-Kon™ System will shift blast frequencies to higher, less structurally damaging ranges). This in turn allows blasting to take place closer to structures than would otherwise be possible using pyrotechnic delay detonators. 5.3 Fragmentation improvement The absolute firing accuracy of i-Kon™ can generate mutually colliding shock waves when multiple primer are used within the same explosives column. Strain reinforcement can be done with tailor made delay between hole to hole by matching with shock wave velocity in the rock. These have been demonstrated to improve blast fragmentation. 5.4 Ore and waste separation The timing flexibility and programmability of the i-Kon™ system allows one to open blasts and create relief at multiple locations at the same time and to pull rock in several directions at once, thus allowing blast designers to create separate muckpile of different grades. Blasts can be started quickly, slowed down, and then speeded up again. Re-establishing relief at any stage can cater for tight corners. 5.5 Underground Mining The i-Kon™ Digital energy control system significantly reduces the risk associated with large underground production blasts. Being able to reduce number of firings per stope improves overall mine safety, improves drill and blast productivity, reduces previously needed access development and can deliver valuable downstream benefits through improved overall blasting performance. 5.6 Tunnel application It is imperative in tunnel application to use longer delays to create enough relief in the cut. But shorter delays are
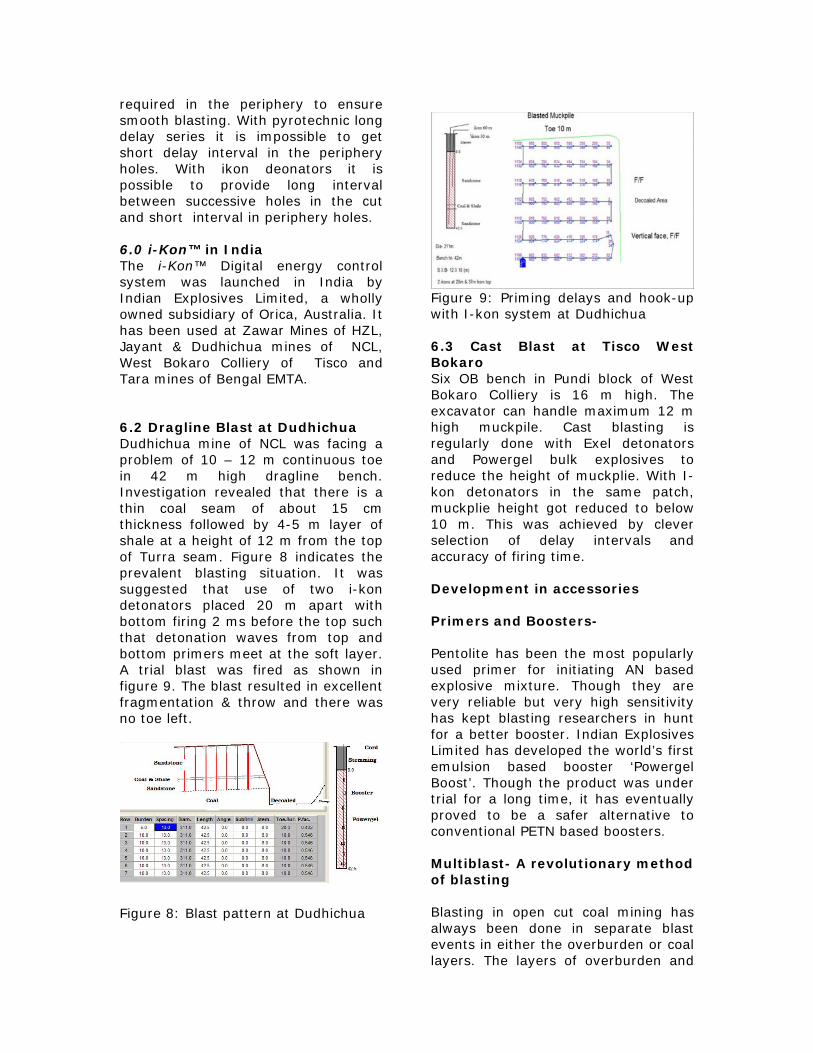
required in the periphery to ensure smooth blasting. With pyrotechnic long delay series it is impossible to get short delay interval in the periphery holes. With ikon deonators it is possible to provide long interval between successive holes in the cut and short interval in periphery holes. 6.0 i-Kon™ in India The i-Kon™ Digital energy control system was launched in India by Indian Explosives Limited, a wholly owned subsidiary of Orica, Australia. It has been used at Zawar Mines of HZL, Jayant & Dudhichua mines of NCL, West Bokaro Colliery of Tisco and Tara mines of Bengal EMTA. 6.2 Dragline Blast at Dudhichua Dudhichua mine of NCL was facing a problem of 10 – 12 m continuous toe in 42 m high dragline bench. Investigation revealed that there is a thin coal seam of about 15 cm thickness followed by 4-5 m layer of shale at a height of 12 m from the top of Turra seam. Figure 8 indicates the prevalent blasting situation. It was suggested that use of two i-kon detonators placed 20 m apart with bottom firing 2 ms before the top such that detonation waves from top and bottom primers meet at the soft layer. A trial blast was fired as shown in figure 9. The blast resulted in excellent fragmentation & throw and there was no toe left.
Figure 8: Blast pattern at Dudhichua
Figure 9: Priming delays and hook-up with I-kon system at Dudhichua 6.3 Cast Blast at Tisco West Bokaro Six OB bench in Pundi block of West Bokaro Colliery is 16 m high. The excavator can handle maximum 12 m high muckpile. Cast blasting is regularly done with Exel detonators and Powergel bulk explosives to reduce the height of muckplie. With I-kon detonators in the same patch, muckplie height got reduced to below 10 m. This was achieved by clever selection of delay intervals and accuracy of firing time. Development in accessories Primers and Boosters- Pentolite has been the most popularly used primer for initiating AN based explosive mixture. Though they are very reliable but very high sensitivity has kept blasting researchers in hunt for a better booster. Indian Explosives Limited has developed the world’s first emulsion based booster ‘Powergel Boost’. Though the product was under trial for a long time, it has eventually proved to be a safer alternative to conventional PETN based boosters. Multiblast- A revolutionary method of blasting Blasting in open cut coal mining has always been done in separate blast events in either the overburden or coal layers. The layers of overburden and

coal are drilled, blasted and excavated in separate cycles in order to maximize the benefit from throw blasting operations and to minimize coal loss. Each blast event in a cycle would have a different design, including blast timing, in order to achieve the required different blast outcomes. This means that each blast has to be separately cleaned on the surface after the previous blast has been excavated, hole locations have to be individually surveyed and marked, holes drilled, explosives and initiators loaded and the blast fired. Each of these actions takes considerable time and resources, leading to reduced mine productivity. The mine has to be cleared for each blast event and each blast presents itself as a new potential event for noise, dust or vibration disturbance to the neighboring population. A revolutionary new mining method, called Multiblasting, was conceived, developed, patented and successfully implemented in a world first full-scale blast. This method combines the separate blast events into a single blast through the innovative use of the i-kon system. The method is now available for further use globally It provides a step-change in mine productivity by eliminating several drill, load and blast cycles. Mine productivity is further increased through higher throw volumes. Capital savings on drilling equipment for coal are also possible. In addition, the number of potential environmental disturbance events per year is drastically reduced. The first trials were done at Bulga Coal, Huntervalley, New South Wales, Australia in June 2004. In this first trial, the number of separate drill and blast cycles was reduced from four to one. It included a throw blast above separate inter-burden stand-up and coal blasts. The results in terms of blast throw and coal retention were outstanding and mine productivity has been exceptional. The potential annualised value to this one
operation has been estimated to be several million dollars. Orica holds the patent for this technology worldwide. Blast Analysis Tools
SABReX blast designer SABReX has as inputs real explosives performance data, obtained from the ideal and non-ideal explosives detonation codes IDeX and CPeX, rock properties and blast geometry details. Outputs include predictions on fragmentation distribution, heave (muckpile profile and displacement), damage (backbreak, toes, etc) as well as an economic analysis. SHOTPlus®-i Blast Initiation Analysis This useful software is used to simulate the initiation system used in a blast. A graphical view of the blast is easily created and various analyses possible, including firing sequence, burden relief times and the number and positions of holes firing within a user-specified time window (for vibration control).
SURVEY Plus Blast Layout Optimiser Used in conjunction with laser face profiling equipment, SURVEYPlus enables the blasting engineer to optimally position the front line of holes in relation to the face and thereafter automatically align subsequent rows of blast-holes to comply with pre-defined user rules relating to maximum and minimum

permissible burdens and spacings. A desired floor plane can also be defined and a hole length calculated for each hole to ensure that all holes are drilled to the same horizon. This has major benefits with respect to control of the quality of the after-blast floor and consequential wear and tear on loading and hauling equipment. Accurate measurement of the total volume broken by the blast is also obtained. Important outputs include detailed instructions to assist the blaster in marking out the blast for the drilling crew. XYZ co-ordinates of the blasthole collars are available for GPS equipped drills if these are available. Fragmentation Analysis Software-Powersieve This measures the size distribution of fragments in photographs of the broken rock and are primarily used to quantitatively measure the effect of changes made to blasting practice instead of relying on qualitative "eye-ball" assessments.
Recent Developments in Drilling Technology Drilling is the first unit operation in mining or excavation process. Basically we have three methods of production drilling namely rotary, percussive and down the hole (DTH) drilling. There are few other innovative methods as well but their application has been restricted to few areas or are still in experimental stage, like laser drilling, water jet drilling etc. The developments have been mainly done in automation of the drill rigs, improved design of bits, rods, bit inserts, and the bailing systems. The following paragraphs will briefly discuss the automation and developments in drill rigs. Digital drilling Computerized drills and Measure While Drilling (MWD) systems are two
technologies that can provide feedback on important aspects of the drilling function: • Correct location and depth of blastholes; and • Accurate recording of as-drilled conditions. According to Atlas Copco, computerized drilling systems provide the capability to automate the drilling process, which can increase machine utilization, and to improve drilling accuracy, which helps optimize blasting and improve safety. The company developed computerized control systems for its jumbo drills in the early 1990s and more recently introduced the technology to surface crawler drills. A Rig Control System (RCS) senses variations in rock conditions and adjusts drilling functions to optimize drill penetration and accuracy and to minimize consumption of drill tools. RCS works in conjunction with ROC Manager software for monitoring drilling operations. Drill plans can be designed in the office and uploaded to the drill rig. While drilling, the system logs deviations and other parameters for later analysis, which can reveal geologic or hole conditions that can impact explosives loading or other blasting plans. MWD parameters include penetration rate, percussion pressure, feeder pressure, damper pressure, rotation speed, rotation pressure, and flush air pressure. Recent developments are rotary drill electronic monitoring, control and global positioning system (GPS) navigation systems. The various systems developed offer the operator ease in operation which can be classified as (a) Which offers graphical user interface software with an advanced-monitoring platform computer to provide to the operator information on drill performance. It can detect the start of drilling, sense

and record steel changes and display penetration rate, rotary speed and torque, bailing air pressure, pulldown pressure and hole depth. On-screen messages guide the operator to make changes as needed. It can generate a production report file and track life cycles of bits and steels. (b) Additional sensors and software have been added to enable automatic identification of bench geology, such as ore/waste boundaries or hard or soft ground. It generates a blastability report, including top and bottom elevations of material changes and fractures. It also derives a Blastability Index that describes the intact character of the rockmass as a measure of how easy or difficult it will be to fragment the rock. This information helps in selecting and placing explosive charges to match bench geology. (c) An auto-drill system that employs a programmable logic controller and electro-hydraulic actuators to enable automated drilling from collaring to a pre-selected depth. Pull-down pressure and rotary speed are automatically regulated to achieve optimized penetration rates in response to changing blast hole conditions. (d) Enable positioning drills to within centimeters of the designed blasthole locations without bench surveying or stacking. The system automatically determines the collar elevation for each blasthole and then calculates the required drilling depth so that all holes on the bench will end at the same horizon. Advantages of Blasthole Drill Navigation System The navigation of a blasthole drill, and the final positioning of the drill head using GPS, provides a number of tangible benefits: • Reduced surveying needs. It is no
longer necessary for a survey team to stake out each drill site. The model can be used directly by the drill rig.
• Reduced blasting costs with improved fragmentation, derived from fitting the blast grid more accurately.
• More even benches, providing a more uniform data model on which to perform seismic analysis.
• Production monitoring, where each drill site is mapped, and the result (rather than the design or the stake-out model) is used for seismic analysis, yielding more accurate results.
• Drill control. Robotic control of the drill head allows it to be positioned more accurately than is typically possible with human control.
Maintenance monitoring. Utilisation of the drill rig and head is mapped and monitored, and maintenance schedules can be automatically followed based on this data.
Conclusion
Globally Drilling and blasting technology has been an area of keen interest and is improving very fast. Products like I-kon, flexigel, digital drilling and drill navigation systems have given mining companies the space to operate for better productivity and efficiency. A novel concept like multi-blast is there for the taking. It is now for us to embrace these techniques and tools for more efficient mining and march towards economic progress.
Bibliography
1. Watson, J.,T., Developments with Electronic Detonators, Proc. of Intl Conf on Expl & Blasting Tech, ISEE, 2002.
2. Cunningham, C., Electronic Detonators: Growing Success in Transforming Rock breaking, Proc of Intl Conf on Expl & Blasting Tech, ISEE, 2004.
3. Reinders, P., & Hammelmann, F., Electronic Blasting & Blast Management – Past, Present &
Future , Proc of Intl Conf on Expl & Blasting Tech, ISEE, 2004
4. Atlas Powder Company, 1987, Explosives and Rock Blasting.
5. Hustrulid, W., 1999, Blasting Principles for Open Pit Mining, Vol. I.
6. Bhattacharya, Debarshi, Emulsion Explosives-the wave of the future. IEL internal circular, March 2002
7. Atlas Copco, Large & Small Rotary and DTH work side by side in USA. Mining & Construction, 2/2004.
8. Mishra, A., K., 2005, Innovative Initiation Systems-Digital Detonators, Proceedings of International Symposium on Advances in Mining Technology and Management, IIT Kharagpur, Nov 30-Dec 2, India.