politecnico di milano - politesi.polimi.it · 1.2 la produzione e la raccolta differenziata del ru...
TRANSCRIPT

POLITECNICO DI MILANO
Facoltà di Ingegneria Industriale e dell’Informazione
Corso di Laurea in Ingegneria Energetica
Dipartimento di Energia
Analisi modellistica di Impianti di Trattamento Meccanico-Biologico (TMB) per
Rifiuti Solidi Urbani (RSU)
Relatore: Prof. Federico VIGANÒ
Tesi di Laurea di:
Leonardo PRAZZOLI Matr. 804871
Anno Accademico 2013 – 2014


Un sentito ringraziamento al Professor Viganò per il
costante confronto rivelatosi prezioso per la realizzazione
del lavoro.


Indice
ABSTRACT ......................................................................................................... 9
CAPITOLO 1
1 Introduzione ................................................................................................ 13
1.1 La gestione dei rifiuti urbani nel contesto europeo ................................... 13
1.2 La produzione e la raccolta differenziata del RU in Italia ........................ 14
1.3 La gestione dei rifiuti urbani in Italia ........................................................ 17
1.3.1 Focus su impianti TMB e CSS 19
CAPITOLO 2
2 Il Combustibile Solido Secondario (CSS) ................................................. 21
2.1 Introduzione legislativa e norma UNI 9903 .............................................. 21
2.2 Normativa attuale ...................................................................................... 22
2.2.1 Norma UNI CEN/TS 15359 23
2.2.2 Il CSS-Combustibile 25
CAPITOLO 3
3 I sistemi TMB .............................................................................................. 27
3.1 Impianti finalizzati alla produzione di CSS .............................................. 27
3.2 Impianti MRF ............................................................................................ 31
CAPITOLO 4
4 La modellizzazione dei sistemi TMB ........................................................ 33
4.1 Caratterizzazione del Rifiuto Solido Urbano (RSU) ................................. 33
4.1.1 Suddivisione merceologica 33
4.1.2 Distribuzione dimensionale 35
4.1.3 Proprietà combustive 45
4.2 Il vaglio ..................................................................................................... 48
4.2.1 Vaglio primario 48
4.2.2 Vaglio secondario 49
4.3 Il trituratore ............................................................................................... 50
4.3.1 Modellizzazione trituratore 50
4.4 Separatori metallici ................................................................................... 65
4.4.1 Definizione dei fattori di purezza e recupero 65
4.4.2 Separatori a magneti permanenti 66
4.4.3 Separatore a correnti indotte 66

4.5 La bioessicazione ...................................................................................... 67
4.5.1 Modellizzazione della bioessicazione 68
4.5.2 La maturazione 70
CAPITOLO 5
5 Casi di studio .............................................................................................. 73
5.1 Definizioni ................................................................................................ 73
5.1.1 Caratterizzazione del RUR in ingresso 73
5.1.2 Definizione dei parametri di merito 74
5.2 Impianto di riferimento ............................................................................. 75
5.2.1 Analisi delle prestazioni-impianto di riferimento 76
5.3 Impianto tradizionale ................................................................................ 80
5.3.1 Analisi delle prestazioni-impianto tradizionale 81
5.4 Impianto a flusso unico con biostabilizzazione ........................................ 85
5.4.1 Analisi delle prestazioni-impianto biostabilizzazione 85
5.5 Confronto generale ................................................................................... 88
CAPITOLO 6
6 L’utilizzo del CSS nei cementifici ............................................................. 89
6.1 Il processo produttivo del cemento ........................................................... 89
6.2 L’utilizzo del CSS in co-combustione ...................................................... 90
6.2.1 La sostenibilità del co-processing 90
6.3 Situazione attuale ...................................................................................... 92
6.3.1 Il mercato europeo del cemento 92
6.3.2 Il mercato del cemento in Italia 93
6.3.3 Il co-processsing in Italia 95
6.4 Possibili sviluppi ....................................................................................... 99
CAPITOLO 7
7 Analisi dei costi d’investimento per TMB ............................................. 103
7.1 Material Cost .......................................................................................... 104
7.1.1 Costo dei macchinari 104
7.1.2 Costo dei capannoni 105
7.1.3 Material Cost complessivo 108
7.2 Costo Totale d’investimento ................................................................... 108
CAPITOLO 8
8 Conclusioni e sviluppi futuri.................................................................... 111
8.1 Conclusioni ............................................................................................. 111
8.2 Sviluppi futuri ......................................................................................... 114
BIBLIOGRAFIA ............................................................................................. 115


Abstract
The European Directives on waste require the development of appropriate
integrated waste management system, which respect the hierarchy of recovery
and disposal. The production of Solid Recovered Fuel (SRF) through
Mechanical-Biological Treatment (MBT) can bring about significant advantages
when correctly integrated within the local waste management system. This
thesis introduces a simple and effective model to assess the performances of
Mechanical-Biological Treatments, allowing their design according to the
characteristics of the incoming waste. The model of each component determines
the output flows according to the characteristics of the component and of the
input stream. The combination of model components allows the simulation of
different MBT configuration. The co-combustion of SRF in cement plants was
analyzed to highlight the current situation and the possible developments.
Finally, an evaluation of investment cost for Mechanical-Biological Treatment
system was carried out.
Keywords: Solid Recovered Fuel (SRF), Municipal Solid Waste (MSW),
Mechanical and Biological Treatment (MBT), Co-combustion


Sommario
Le Direttive Europee in materia di rifiuti impongono lo sviluppo di un
appropriato modello di gestione integrata, rispettoso della gerarchia dei processi
di recupero e smaltimento. La produzione di Combustibile Solido Secondario
(CSS) in impianti di Trattamento Meccanico e Biologico (TMB) può presentare
consistenti vantaggi se correttamente integrata all’interno del sistema locale di
gestione dei rifiuti. La tesi introduce un modello semplice ed efficace per
simulare le prestazioni di semplici impianti di Trattamento Meccanico e
Biologico, consentendone una progettazione in accordo con le caratteristiche del
rifiuto in ingresso. Il modello di ogni componente determina il flusso in uscita in
accordo con le caratteristiche dell’unità e il flusso in ingresso. La combinazione
dei vari modelli dei componenti permette la simulazione di differenti
configurazioni dell’impianto di Trattamento Meccanico e Biologico. Si è, inoltre
analizzato il processo di co-combustione all’interno di cementifici,
evidenziandone la situazione attuale e le possibilità di sviluppo. È stata, infine
effettuata una stima economica dell’investimento necessario alla realizzazione
di un impianto di Trattamento Meccanico e Biologico.
Parole chiave: Combustibile Solido Secondario (CSS), Rifiuto Solido Urbano
(RSU), Trattamento Meccanico e Biologico (TBM),
Co-combustione


Capitolo 1
1 Introduzione
«Waste means any substance or object which the holder discards or intends or is
required to discard» [EU Directive 2008/98, Art. 3]
1.1 La gestione dei rifiuti urbani nel contesto europeo
Il Rapporto ISPRA sui Rifiuti Urbani (RU) del 2014 [1], ha rilevato come vi sia
stata in Italia ed Europa una diminuzione della produzione di rifiuti urbani
riducendo l’impatto che le attività umane hanno sull’ambiente. La politica della
riduzione è, infatti, la prima metodologia da attuare per cercare diminuire le
difficoltà che derivano dalla gestione dei rifiuti. La riduzione nella produzione
di rifiuti urbani in Europa è stata per il 2012 del 2,4% rispetto l’anno precedente
[1] ed anche la produzione pro capite appare essere in diminuzione. È tuttavia
difficile, allo stato attuale, stabilire se questa riduzione sia determinata
esclusivamente dalla crisi economica internazionale che penalizza i consumi o
se, invece, si stiano effettivamente affermando modelli di consumo e produzione
più virtuosi.
Figura 1.1-Produzione annua 2012 pro-capite di rifiuti [kg/abitante per anno]
(Fonte:Elaborazione ISPRA su dati Eurostat)
Dalla Figura 1.1 si può notare come i paesi più ricchi e sviluppati del Nord
Europa abbiano una produzione pro capite di Rifiuti Urbani (RU) superiore ai
0
100
200
300
400
500
600
700
800
Dan
imar
ca
Luss
emb
urg
o
Ger
man
ia
Irla
nd
a
Au
stri
a
Pae
si B
assi
Fran
cia
Fin
lan
dia
Ital
ia
Gre
cia
UE
28
Reg
no
Un
ito
Litu
ania
Spag
na
Svez
ia
Bu
lgar
ia
Bel
gio
Po
rto
gallo
Un
gher
ia
Cro
azia
Ro
man
ia
Slo
ven
ia
Slo
vacc
hia
Po
lon
ia
Rep
ub
blic
a C
eca
Lett
on
ia
Esto
nia

Capitolo 1
14
paesi dell’est, appena entrati a far parte dell’Unione Europea. Un’altra
importante differenza tra queste macroaree riguarda le modalità di gestione dei
rifiuti. Mentre nei paesi in via di sviluppo gran parte dei rifiuti prodotti viene
smaltita in discarica, nei paesi più sviluppati ed attenti alla gestione del RU, tale
pratica è pressoché assente ed aumentano, invece, le frazioni di rifiuti incenerite
ed avviate a riciclaggio (Figura 1.2).
L’Italia si colloca in una situazione intermedia tra le due configurazioni.
Figura 1.2-Ripartizione [%] della gestione dei rifiuti urbani dell’UE nel 2012
(Fonte: Elaborazione ISPRA su dati Eurostat)
1.2 La produzione e la raccolta differenziata del RU in Italia
«Nel 2013, la produzione nazionale (in Italia n.d.r.) dei rifiuti urbani si attesta a
circa 29,6 milioni di tonnellate, facendo registrare una riduzione di quasi 400
mila tonnellate rispetto al 2012 (-1,3%). Tale contrazione, che fa seguito ai cali
già registrati nel 2011 e nel 2012, porta a una riduzione complessiva di circa 2,9
milioni di tonnellate rispetto al 2010 (-8,9%).» [1] In parallelo alla riduzione dei
rifiuti prodotti, in Italia, è stata potenziata la raccolta differenziata delle diverse
tipologie merceologiche, per la quale il D.Lgs. n. 152/2006 e la legge n.
296/2006 individuano i seguenti obiettivi in termini di materiale raccolto su
rifiuti urbani totali:
- Almeno il 35% entro il 31 dicembre 2006
- Almeno il 40% entro il 31 dicembre 2007
- Almeno il 45% entro il 31 dicembre 2008
- Almeno il 50% entro il 31 dicembre 2009

Introduzione
15
- Almeno il 60% entro il 31 dicembre 2011
- Almeno il 65% entro il 31 dicembre 2012
«La direttiva quadro sui rifiuti 2008/98/CE, recepita nell’ordinamento nazionale
dal D.Lgs. n. 205/2010, affianca agli obiettivi di raccolta previsti dalla
normativa italiana un target di preparazione per il riutilizzo e il riciclaggio di
specifici flussi di rifiuti quali i rifiuti urbani. In particolare, la direttiva quadro
prevede che, entro il 2020, la preparazione per il riutilizzo e il riciclaggio di
carta, metalli, plastica e vetro provenienti dai nuclei domestici (ma
possibilmente anche di altra origine) sia aumentata complessivamente almeno al
50% in termini di peso. Per promuovere il riciclaggio di alta qualità, gli stati
membri istituiscono la raccolta differenziata dei rifiuti, ove essa sia fattibile sul
piano tecnico, ambientale ed economico».[1]
La direttiva 2008/98/CE, pur non prevedendo target di raccolta differenziata
richiede, dunque, che si proceda alla sua attivazione e che siano conseguiti
specifici obiettivi di preparazione per il riutilizzo e il riciclaggio con riguardo,
quantomeno alle frazioni indicate (carta, metalli, plastica e vetro).
Nel 2013, la percentuale di raccolta differenziata in Italia si attestava al 42,3%
della produzione nazionale (Figura 1.3), facendo rilevare una crescita di oltre 2
punti percentuali rispetto al 2012 (40%). Si può notare, tuttavia, come,
nonostante l’incremento, non è stato tuttora conseguito l’obiettivo fissato dalla
normativa per il 2008 (45%).[1]
Figura 1.3-Andamento della percentuale [%] di raccolta differenziata del RU
(Fonte: ISPRA)
Dalla Figura 1.3 si può notare come un aumento delle percentuali di riciclo si sia
realizzato in maniera piuttosto uniforme in tutta l’Italia: tutte le regioni hanno
0
10
20
30
40
50
60
Nord Centro Sud Italia
2009
2010
2011
2012
2013
obiettivo 2009
obiettivo 2008

Capitolo 1
16
infatti incrementato la raccolta differenziata al loro interno di circa il 10%. La
raccolta differenziata risulta, tuttavia, ancora più sviluppata nel Nord Italia,
sebbene anche lì si registri un ritardo rispetto agli obiettivi normativi.
La Figura 1.4 mostra, infatti, che al 2013, le uniche due regioni ad aver
raggiunto l’obiettivo del 2012 (65%) erano Trentino-Alto Adige e Friuli-
Venezia Giulia.
Figura 1.4-Percentuale raccolta differenziata RU nel 2013 (Fonte: ISPRA)
A questo punto, è necessario rilevare che la raccolta differenziata attuata oggi in
Italia non si limita, tuttavia, alle frazioni obbligatorie per legge (carta,metalli,
plastica e vetro), ma comprende anche altre frazioni. La frazione cellulosica e
quella organica rappresentano nel loro insieme oltre il 66% della raccolta
differenziata (Figura 1.5). Queste ultime unitamente alle frazioni tessili ed al
legno, costituiscono i cosiddetti rifiuti biodegradabili. Tale frazione rappresenta,
nell’ultimo anno di riferimento, circa il 72,1% del totale dei rifiuti raccolti in
modo differenziato.[1]
0
10
20
30
40
50
60
70
Tren
tin
o-A
lto
Ad
ige
Friu
li-V
enez
ia G
iulia
Mar
che
Pie
mo
nte
Lom
bar
dia
Emili
a R
om
agn
a
Sard
egn
a
Um
bri
a
Val
d'A
ost
a
Cam
pan
ia
Ab
ruzz
o
Tosc
ana
Ligu
ria
Lazi
o
Bas
ilica
ta
Pu
glia
Mo
lise
Cal
abri
a
Sici
lia
obiettivo 2012

Introduzione
17
Figura 1.5-Ripartizione merceologica della raccolta differenziata nel 2013 (Fonte: ISPRA)
L’obiettivo sulla preparazione al riutilizzo e al riciclaggio (50% in peso),
imposto dalla direttiva 2008/98/CE e tradotto nel D.Lgs. n. 205/2010, è, ad oggi,
ancora da raggiungere. In questi anni tale quantitativo è cresciuto e si attestava
nel 2013 tra il 37,6% ed il 41,8% a seconda delle modalità con cui viene
calcolata tale percentuale (definite all’interno del Rapporto ISPRA 2013 [1]). Vi
è dunque, allo stato attuale, la necessità di implementare ulteriormente le
tecniche di riciclaggio e di riutilizzo, in modo da poterle affiancare
all’incremento della raccolta differenziata. Potenziando in maniera sinergica le
due attività, si costituirebbe, infatti, un’unica filiera in grado di sfruttare nel
processo di riciclaggio tutte le potenzialità della separazione a monte dei rifiuti.
1.3 La gestione dei rifiuti urbani in Italia
L’Unione Europea ha definito, con la decisione 1386/2013/UE, il programma
generale d’azione in materia di politica ambientale. In termini di rifiuti l’UE
richiede l’applicazione della gerarchia dei rifiuti ed un uso efficace degli
strumenti di mercato, così da garantire che:
1. Le discariche siano limitate ai rifiuti residui non riciclabili o recuperabili
2. Il recupero energetico sia limitato ai materiali non riciclabili
3. I rifiuti riciclati siano utilizzati come fonte principale ed affidabile di materie
prime
4. I rifiuti pericolosi siano gestiti responsabilmente,limitandone la produzione
5. I trasporti di rifiuti illegali siano sradicati
6. I rifiuti alimentari siano ridotti
41,8
24,4
12,8
7,6
5,1
3,2 1,9 1,6 0,9
organico
carta e cartone
vetro
plastica
legno
ingombranti
metallo
RAEE
tessili
selettiva
Altro

Capitolo 1
18
Figura 1.6-Piramide dei trattamenti dei rifiuti secondo la Direttiva Europea
Figura 1.7-Ripartizione [%] della gestione del RU nel 2013 in Italia (Fonte: ISPRA)
In Italia circa il 30% dei rifiuti urbani prodotti viene lavorato all’interno di
impianti di trattamento meccanico e biologico al fine di migliorare le
caratteristiche del rifiuto a seconda del successivo impiego. La stabilizzazione
del rifiuto attraverso la riduzione dell’umidità in esso contenuta, risulta essere
un processo utile tanto per i rifiuti che vengono smaltiti in discarica, quanto per
quelli inceneriti.
Dalla Figura 1.7 si nota come l’Italia faccia largamente ricorso allo smaltimento
in discarica, che interessa circa il 37% dei rifiuti. Viene, quindi, alla luce la
necessità di ridurre questa frazione cercando di indirizzare tali flussi verso un
36,9%
18,2%
24,1%
14,6%
1,9% 1,7% discarica
incenerimento
recupero materia
trattamento biologico della frazione organica RD fonte di energia
trattamenti di selezione e biostabilizzazione esportazioni
copertra discariche
Altro

Introduzione
19
recupero di materia od energia. Risulta, infatti, importante ai fini della riduzione
dell’impatto ambientale, far si che lo smaltimento in discarica sia l’ultima, e non
la prima, soluzione utilizzata. Nella combustione in inceneritori, cui consegue il
recupero di energia, viene utilizzato circa il 18,2% del RU prodotto, frazione
destinata ad aumentare con il lento abbandono dello smaltimento in discarica.
Come sottolineato dalle politiche europee, lo strumento del recupero energetico
deve essere adottato solo per quei materiali per cui si sia nell’impossibilità di
procedere ad un recupero della materia stessa.
Il riciclaggio di rifiuti provenienti dalla raccolta differenziata o dagli impianti
TMB raggiunge nel suo complesso circa il 38,7%: poco più di un terzo di questa
parte è costituito dal recupero di materia da sola frazione organica, mentre il
restante contributo è dato da tutte le altre frazioni merceologiche. L’incremento
di questa frazione è alla base degli obiettivi per la raccolta differenziata. Solo
una piccola frazione di rifiuti (circa l’1,9%) viene utilizzato in impianti
(cementifici) come fonte energetica con l’obiettivo di sostituire le fonti fossili.
[1]
1.3.1 Focus su impianti TMB e CSS
Nel 2013, in Italia, sono state avviate a trattamento meccanico e biologico più di
9 milioni di tonnellate di rifiuti, valore in crescita (+8,5%) rispetto al 2012. La
maggior parte di tali rifiuti (86,7%) risulta essere costituita da rifiuti urbani
indifferenziati, in particolare per il 2013 7,9 milioni di tonnellate di RSU sono
state trattate negli impianti TMB. La restante parte si suddivide fra residui dei
trattamenti dei rifiuti urbani (8,6%), frazioni derivanti dalla raccolta
differenziata (2,1%) e rifiuti speciali di derivazione industriale (2,6%) [1]. Sul
territorio nazionale sono presenti 117 impianti autorizzati al trattamento di 13,6
milioni di tonnellate di rifiuti: questi impianti sono però sfruttati nel loro
complesso per solo il 67% della loro capacità (Tabella 1.1).
Tabella 1.1-Focus impianti TMB nel 2013 (Fonte: ISPRA)
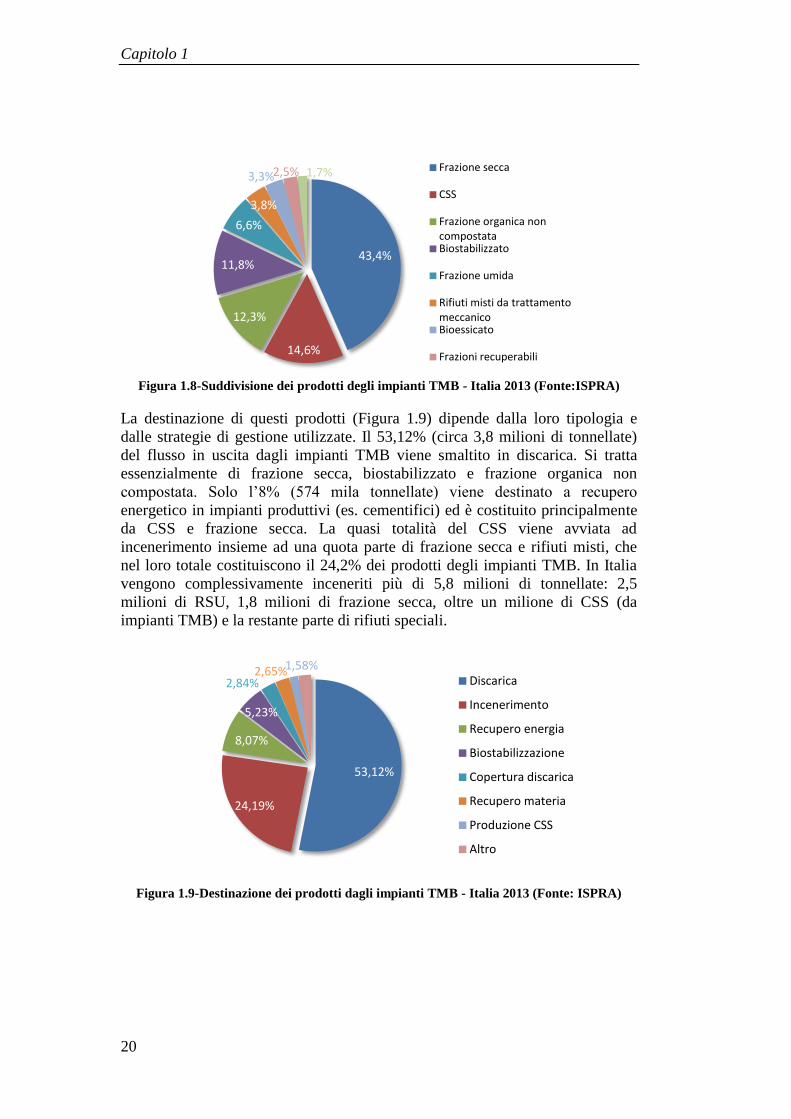
I prodotti in uscita da questi impianti (oltre 7,1 milioni di tonnellate nel 2013)
risultano differenti tra loro al variare della tipologia del rifiuto in ingresso e
soprattutto dell’obiettivo dell’impianto. I flussi prodotti maggiormente sono
frazione secca, CSS, frazione organica non compostata e biostabilizzato (Figura
1.8). È utile notare come nel 2013 sia stato prodotto, in Italia, più di una
tonnellata di combustibile derivato da rifiuti corrispondente al 14,6% di tutti i
prodotti degli impianti TMB [1].
Nord Centro Sud ITALIA
numero impianti 39 32 46 117
quantità in ingresso autorizzata 3.583.414 4.192.095 5.827.514 13.603.023
quantità in ingresso 2.414.455 2.907.069 3.793.244 9.114.768
% di sfruttamento 67,38% 69,35% 65,09% 67,01%
Capitolo 1
20
Figura 1.8-Suddivisione dei prodotti degli impianti TMB - Italia 2013 (Fonte:ISPRA)
La destinazione di questi prodotti (Figura 1.9) dipende dalla loro tipologia e
dalle strategie di gestione utilizzate. Il 53,12% (circa 3,8 milioni di tonnellate)
del flusso in uscita dagli impianti TMB viene smaltito in discarica. Si tratta
essenzialmente di frazione secca, biostabilizzato e frazione organica non
compostata. Solo l’8% (574 mila tonnellate) viene destinato a recupero
energetico in impianti produttivi (es. cementifici) ed è costituito principalmente
da CSS e frazione secca. La quasi totalità del CSS viene avviata ad
incenerimento insieme ad una quota parte di frazione secca e rifiuti misti, che
nel loro totale costituiscono il 24,2% dei prodotti degli impianti TMB. In Italia
vengono complessivamente inceneriti più di 5,8 milioni di tonnellate: 2,5
milioni di RSU, 1,8 milioni di frazione secca, oltre un milione di CSS (da
impianti TMB) e la restante parte di rifiuti speciali.
Figura 1.9-Destinazione dei prodotti dagli impianti TMB - Italia 2013 (Fonte: ISPRA)
43,4%
14,6%
12,3%
11,8%
6,6%
3,8%
3,3% 2,5% 1,7% Frazione secca
CSS
Frazione organica non compostata Biostabilizzato
Frazione umida
Rifiuti misti da trattamento meccanico Bioessicato
Frazioni recuperabili
53,12%
24,19%
8,07%
5,23%
2,84% 2,65% 1,58%
Discarica
Incenerimento
Recupero energia
Biostabilizzazione
Copertura discarica
Recupero materia
Produzione CSS
Altro

Capitolo 2
2 Il Combustibile Solido Secondario (CSS)
Il Combustibile Solido Secondario (CSS) è “il combustibile solido prodotto da
rifiuti che rispetta le caratteristiche di classificazione e di specificazione
individuate delle norme tecniche UNI CEN/TS 15359 e ss.mm.ii.” [Art. 183,
lettera cc, D.Lgs. 152-2006 come modificato dal D.Lgs. 205-2010].
2.1 Introduzione legislativa e norma UNI 9903
Il legislatore italiano, in attuazione di alcune direttive CEE, ha disciplinato per
la prima volta l’ RDF (Refuse Derived Fuel) con il D.M. 16/01/95, poi sostituito
dal D.Lgs. 22/1997, che ha introdotto la nuova definizione di CDR
(Combustibile Derivato da Rifiuti), ossia "il combustibile ricavato dai rifiuti
urbani mediante trattamento finalizzato all'eliminazione delle sostanze
pericolose per la combustione ed a garantire un adeguato potere calorico, e che
possieda caratteristiche specificate con apposite norme tecniche" [D.Lgs. 22/97,
art. 2, lett. p]. Il D.M. del 5/02/98, che regolava nello specifico il CDR, è stato,
fino all’emanazione della normativa attuale, il vero e proprio quadro di
riferimento legislativo in materia, insieme alle norme tecniche elaborate dal
Comitato Termodinamico Italiano (norma UNI 9903).
Il CDR è un vettore energetico classificabile, sulla base delle norme tecniche
UNI 9903, che può essere prodotto a partire da Rifiuti Solidi Urbani (RSU)
(percentuale in peso di almeno il 50%) e da rifiuti speciali, preventivamente
separati delle frazioni destinate a recupero di materia. Le caratteristiche che
doveva avere il CDR erano raccolte nella norma UNI 9903 la quale classificava
il combustibile derivato da rifiuti in due diverse classi:
- CDR di qualità normale: ricalcava le specifiche definite dal D.M. 05/02/98 in
modo da mantenere legali le produzioni già avviate.
- CDR di qualità elevata: questa classe era caratterizzata da specifiche più
stringenti sia per quanto riguardava le sostanze potenzialmente dannose per
l’ambiente, sia per quanto riguardava i parametri d’interesse tecnologico
come PCI e contenuto d’umidità.
In Tabella 2.1 sono riportate le caratteristiche delle due classi di combustibile
contenute all’interno della norma UNI 9903.

Capitolo 2
22
Tabella 2.1-Caratteristiche del CDR e del CDR-Q (Fonte: UNI 9903)
2.2 Normativa attuale
Il D.Lgs 205/2010, che recepisce la direttiva 98/2008/CE, introduce il CSS
(Combustibile Solido Secondario) ottenuto da rifiuti non pericolosi, utilizzato
per il recupero di energia in impianti di incenerimento e co-incenerimento. Tale
materiale deve rispondere alla classificazione fornita dalle norme UNI EN
15359 [2]. Il CSS può derivare dal trattamento di frazioni omogenee e
opportunamente selezionate di “rifiuti urbani, rifiuti industriali, rifiuti
commerciali, rifiuti da costruzione e demolizione, fanghi da depurazione delle
acque reflue civili e industriali, ecc.” [2].
RDF qualità RDF qualità
normale elevata
umidità % massa t.q. max. 25 % massa t.q. max. 18
P.C.I. MJ/kg t.q. min. 15 MJ/kg s.s. min. 20
Ceneri % massa s.s. max. 20 % massa s.s. max. 15
Cloro totale % massa t.q. max. 0,9 % massa s.s. max. 0,7
Zolfo % massa t.q. max. 0,6 Mg/kg s.s. max. 0,3
Pb (1) mg/kg s.s. max. 200 Mg/kg s.s. max. 100
Cr mg/kg s.s. max. 100 Mg/kg s.s. max. 70
Cu (2) mg/kg s.s. max. 100 Mg/kg s.s. max. 50
Mn mg/kg s.s. max. 400 mg/kg s.s. max. 200
Ni mg/kg s.s. max. 40 mg/kg s.s. max. 30
As mg/kg s.s. max. 9 mg/kg s.s. max. 5
Cd+Hg mg/kg s.s. max. 7 mg/kg s.s. --
Cd mg/kg s.s. -- mg/kg s.s. max. 3
Hg mg/kg s.s. -- mg/kg s.s. max. 1
Contenuto di vetro % s.s. * % s.s. *
Fe % s.s. * % s.s. *
Fluoro % s.s. * % s.s. *
Al % s.s. * % s.s. *
Sn % s.s. * % s.s. *
Zn % s.s. * % s.s. *
aspetto esteriore * *
pezzatura mm * mm *
rammollimento ceneri °C * °C *
(1) Frazione volatile, (2) Composti solubili
* Per questi parametri non è richiesto il limite di accettazione. Tuttavia, se ne raccomanda l'indicazione
Parametro u.m. u.m.

Il Combustibile Solido Secondario (CSS)
23
2.2.1 Norma UNI CEN/TS 15359
Figura 2.1-Catena del CSS (Fonte: UNI CEN/TS 15359) [2]
«L’obiettivo di questo documento è quello di fornire principi di classificazione e
specifiche chiare ed univoche per i SRF (Solid Recovered Fuels).»[2] La
normativa europea unica si propone come strumento di negoziazione del CSS
promuovendone l’accettabilità sul mercato e puntando ad aumentare la fiducia
della società nei confronti di tale combustibile. La definizione di specifiche
chiare cerca di limitare la variabilità intrinseca di questo prodotto, in modo da
permettere una maggior comprensione tra venditore ed acquirente e facilitare di
conseguenza la mobilità del combustibile. Il CSS viene prodotto a partire da
rifiuti non pericolosi, che possono variare tra rifiuti solidi urbani, rifiuti
industriali, rifiuti speciali da recupero di materia ecc. (Figura 2.1). Poiché i
materiali di partenza risultano vari ed eterogenei, classificare il CSS in modo
chiaro ed univoco permette di facilitare il dialogo tra gli operatori del mercato.
Identificare in modo più sicuro tale combustibile, ne semplificherà, inoltre, l’uso
ed il controllo, aiutando le autorità nelle procedure di autorizzazione.
Tabella 2.2-Caratteristiche del CSS e del sottoinsieme CSS-C (in grigio) (Fonte: EN 15359)
1 2 3 4 5
Potere calorifico inferiore (PCI) Media MJ/kg (ar) ≥ 25 ≥ 20 ≥ 15 ≥ 10 ≥ 3
1 2 3 4 5
Cloro (Cl) Media % (d) ≤ 0,2 ≤ 0,6 ≤ 1,0 ≤ 1,5 ≤ 3
1 2 3 4 5
Mercurio (Hg) Mediana mg/MJ (ar) ≤ 0,02 ≤ 0,3 ≤ 0,08 ≤ 0,15 ≤ 0,50
80° percentile mg/MJ (ar) ≤ 0,04 ≤ 0,06 ≤ 0,16 ≤ 0,30 ≤ 1,00
ar = as recieved (tal quale)
d = dry basis (base secca)
Parametro di classificazione Misura statistica Unità di misura
Parametro di classificazione Misura statistica Unità di misura Classi
Classi
Classi
Parametro di classificazione Misura statistica Unità di misura
Capitolo 2
24
Ciascun CSS è classificato in base a tre diversi parametri che descrivono tre
caratteristiche del combustibile (Tabella 2.2):
- Il Potere Calorifico Inferiore (PCI) rappresenta il contenuto energetico del
CSS, e viene considerato come un indicatore del suo valore commerciale. È
qui utilizzato come parametro economico.
- Il contenuto di cloro (Cl) è un parametro tecnologico ed indica l’aggressività
del combustibile sugli impianti (fumi e ceneri).
- Il contenuto di mercurio (Hg) è preso a riferimento dell’impatto ambientale
che il CSS genera. Tale elemento viene utilizzato come riferimento per tutte le
componenti dannose per l’ambiente, poiché si è notato come esso vari in
maniera proporzionale agli altri elementi. Avere un CSS contenente un piccola
quantità di mercurio significa che tale combustibile contiene anche valori
ridotti di tutti gli altri elementi inquinanti.
Ognuno di questi parametri viene suddiviso in 5 classi in cui la classe 1 è quella
a più alte specifiche qualitative (PCI maggiore e quantità di Cl e Hg inferiori).
Risulta necessario fornire una terna di valori per identificare univocamente una
tipologia di CSS (es. PCI 3; Cl 2; Hg 2) tra le 125 rappresentazioni che
descrivono tutti i CSS possibili. Questa classificazione non risulta di per sé
sufficiente per l’utilizzatore poiché necessita di una descrizione più dettagliata.
Alcune delle proprietà del CSS risultano così importanti che devono essere
obbligatoriamente specificate, mentre altre possono essere registrate
volontariamente, ad esempio su richiesta dell’acquirente. Le informazioni
aggiuntive obbligatorie sono:
- Origine del rifiuto in ingresso all’impianto di produzione, che può essere fatta
tramite testo o codici numerici CER (Catalogo Europeo dei Rifiuti)
- Forma delle particelle
- Dimensione delle particelle, che devono essere calcolate tramite prove di
setacciatura e descritte attraverso distribuzioni cumulate (EN 15415-1)
- Contenuto di ceneri su base secca (EN 15403)
- Contenuto di umidità (CEN/TS 15414-1, CEN/TS 15414-2, EN 15414-3)
- PCI sia tal quale che su base secca (EN 15400)
- Proprietà chimiche come il contenuto di cloro e dei singoli metalli pesanti,
specificando anche la massa totale di questi ultimi. I limiti di questi elementi
sono frutto di un accordo tra produttore e utilizzatore del CSS.
La classificazione del CSS resta valida per un periodo di produzione di 12 mesi,
il sistema di gestione qualità (SGQ) viene applicato su questo periodo al fine di
garantire la corrispondenza tra CSS prodotto e classi dichiarate. Il peso massimo
di un lotto per la classificazione è di 1.500 tonnellate. Qualora la produzione
annua di un impianto TMB risulti inferiore alle 15.000 tonnellate di CSS, la
dimensione del lotto deve essere pari ad un decimo della produzione annua. Se
vi sono modifiche significative ai materiali in ingresso o al processo di
produzione, tali da comportare una variazione della classe di definizione,

Il Combustibile Solido Secondario (CSS)
25
bisogna considerare di interrompere la produzione poiché questa non rispecchia
più la classificazione assegnata al prodotto. Per ciascun lotto si deve eseguire
almeno una misurazione per ciascuna caratteristica ed il tutto deve essere
ripetuto per 10 lotti. Le modalità di campionamento ed analisi sono descritte con
precisione nelle norme UNI EN 15442, UNI EN 15443 e UNI EN 15413. Una
volta effettuate le verifiche per ciascun sottolotto, il produttore del CSS deve
emettere la Dichiarazione di Conformità, dove dichiara la corrispondenza del
prodotto con le caratteristiche dichiarate durante la classificazione.
Figura 2.2-Schematizzazione del processo di campionamento (Fonte: UNI CEN/TS 15359)
2.2.2 Il CSS-Combustibile
Il D.M. 14/02/2013 introduce alcune ulteriori specifiche al fine di promuovere
l’utilizzo di CSS. Apportare chiarezza giuridica e comportamentale in materia,
può portare infatti ad un aumento di fiducia nei confronti di tale combustibile, il
cui utilizzo diffuso renderebbe possibile una parziale indipendenza energetica
del territorio. L’obiettivo è quello di sostituire i combustibili tradizionali,
contribuendo alla riduzione delle emissioni inquinanti e incrementando l’utilizzo
di fonti rinnovabili, quali la biomassa contenuta nei rifiuti. Così facendo vi
sarebbe anche un innalzamento del livello di recupero dai rifiuti nel rispetto
della gerarchia di trattamento, riducendo gli oneri legati allo smaltimento in
discarica. Nel decreto si afferma, all’articolo 4, che il CSS cessa di essere
qualificato come rifiuto se una volta emessa la Dichiarazione di Conformità
viene definito come CSS-Combustibile. Questa è una particolare qualità di CSS
tale da appartenere alle classi 1, 2 e 3 per PCI e Cl, ed alle classi 1 e 2 per Hg
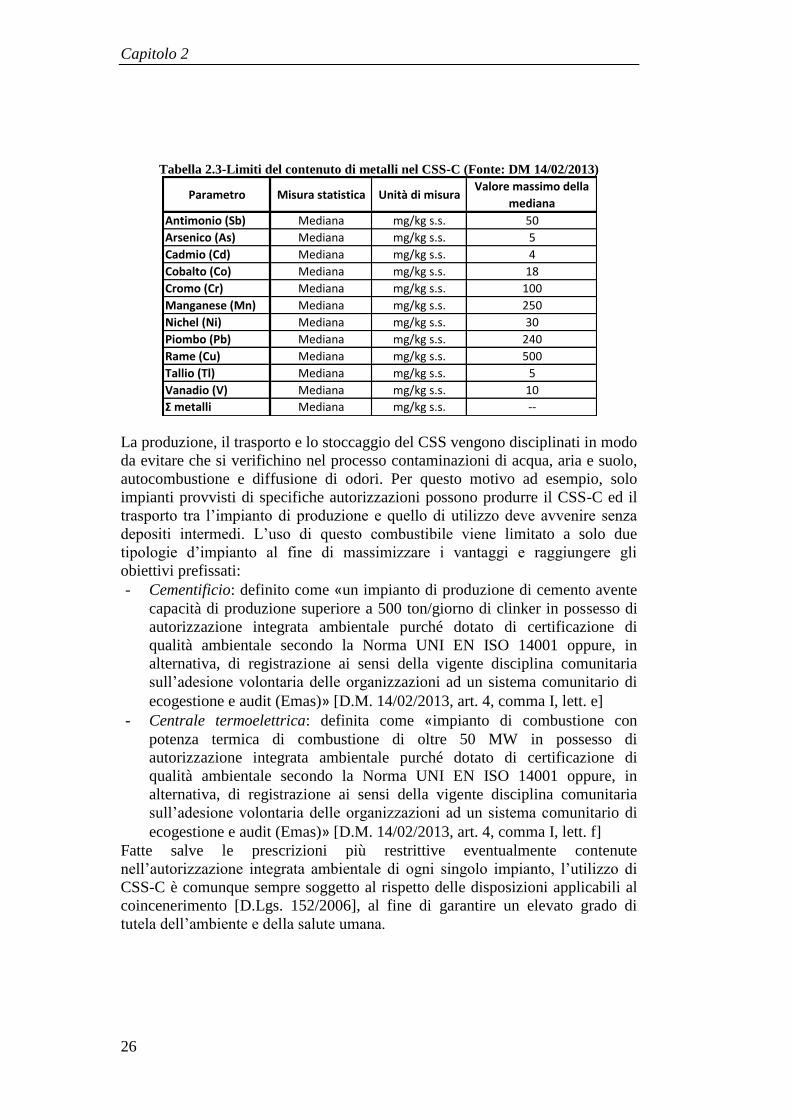
(Tabella 2.2). Per la produzione di tale combustibile sono utilizzabili solo rifiuti
urbani e speciali non pericolosi, e sono inoltre previsti limiti più stringenti per il
contenuto dei metalli pesanti (Tabella 2.3).
Capitolo 2
26
Tabella 2.3-Limiti del contenuto di metalli nel CSS-C (Fonte: DM 14/02/2013)
La produzione, il trasporto e lo stoccaggio del CSS vengono disciplinati in modo
da evitare che si verifichino nel processo contaminazioni di acqua, aria e suolo,
autocombustione e diffusione di odori. Per questo motivo ad esempio, solo
impianti provvisti di specifiche autorizzazioni possono produrre il CSS-C ed il
trasporto tra l’impianto di produzione e quello di utilizzo deve avvenire senza
depositi intermedi. L’uso di questo combustibile viene limitato a solo due
tipologie d’impianto al fine di massimizzare i vantaggi e raggiungere gli
obiettivi prefissati:
- Cementificio: definito come «un impianto di produzione di cemento avente
capacità di produzione superiore a 500 ton/giorno di clinker in possesso di
autorizzazione integrata ambientale purché dotato di certificazione di
qualità ambientale secondo la Norma UNI EN ISO 14001 oppure, in
alternativa, di registrazione ai sensi della vigente disciplina comunitaria
sull’adesione volontaria delle organizzazioni ad un sistema comunitario di
ecogestione e audit (Emas)» [D.M. 14/02/2013, art. 4, comma I, lett. e]
- Centrale termoelettrica: definita come «impianto di combustione con
potenza termica di combustione di oltre 50 MW in possesso di
autorizzazione integrata ambientale purché dotato di certificazione di
qualità ambientale secondo la Norma UNI EN ISO 14001 oppure, in
alternativa, di registrazione ai sensi della vigente disciplina comunitaria
sull’adesione volontaria delle organizzazioni ad un sistema comunitario di
ecogestione e audit (Emas)» [D.M. 14/02/2013, art. 4, comma I, lett. f]
Fatte salve le prescrizioni più restrittive eventualmente contenute
nell’autorizzazione integrata ambientale di ogni singolo impianto, l’utilizzo di
CSS-C è comunque sempre soggetto al rispetto delle disposizioni applicabili al
coincenerimento [D.Lgs. 152/2006], al fine di garantire un elevato grado di
tutela dell’ambiente e della salute umana.
Parametro Misura statistica Unità di misuraValore massimo della
mediana
Antimonio (Sb) Mediana mg/kg s.s. 50
Arsenico (As) Mediana mg/kg s.s. 5
Cadmio (Cd) Mediana mg/kg s.s. 4
Cobalto (Co) Mediana mg/kg s.s. 18
Cromo (Cr) Mediana mg/kg s.s. 100
Manganese (Mn) Mediana mg/kg s.s. 250
Nichel (Ni) Mediana mg/kg s.s. 30
Piombo (Pb) Mediana mg/kg s.s. 240
Rame (Cu) Mediana mg/kg s.s. 500
Tallio (Tl) Mediana mg/kg s.s. 5
Vanadio (V) Mediana mg/kg s.s. 10
Σ metalli Mediana mg/kg s.s. --
Capitolo 3
3 I sistemi TMB
Con il termine impianti di Trattamento Meccanico e Biologico (TMB) ci si
riferisce ad una famiglia d’impianti anche molto diversi tra loro, sia nella
struttura che nelle finalità. Per TMB si intendono, infatti, tutti quegli impianti
che operano dei trattamenti meccanici (vagliatura, triturazione, separazione,
ecc..) sul rifiuto urbano, combinandoli, a volte, con trattamenti biologici
(bioesssicazione, maturazione). La configurazione impiantistica può presentare
sostanziali differenze a seconda dell’obiettivo primario dell’impianto stesso
individuato normalmente in base alla tipologia di rifiuto urbano disponibile in
ingresso ed al contesto sociale in cui si opera. Si possono individuare tre
differenti tipologie d’impianto sviluppatesi nel corso degli anni:
- Impianti di pretrattamento: servono a modificare alcune caratteristiche
del rifiuto in previsione del suo successivo utilizzo. Questi impianti, ad
esempio, migliorano le proprietà energetiche qualora il rifiuto sia
destinato a recupero energetico, mentre ne diminuiscono la putrescibilità
se il rifiuto è indirizzato verso lo smaltimento in discarica.
- Impianti di produzione del Combustibile Solido Secondario (CSS): sono
finalizzati alla produzione di combustibile derivato da rifiuti non
pericolosi. Per far sì che il prodotto in uscita dall’impianto risulti
conforme alle norme UNI EN 15359 è necessario separare dal rifiuto le
frazioni a basso o nullo potere calorifico. In questi impianti è
tendenzialmente sempre previsto un trattamento biologico.
- Impianti di recupero di materiali (MRF-Material Recovery Facility):
hanno lo scopo di recuperare materiale da avviare a riciclo. A seconda
del livello di complessità, possono separare uno o più classi
merceologiche dal flusso di rifiuti urbani in ingresso. All’interno di
questa categoria rientrano anche tutti quegli impianti meccanici che
trattano il rifiuto raccolto per via differenziata, al fine di separare i
diversi materiali ed avviarli a riciclo.
La progettazione dell’impianto è profondamente influenzata dal risultato che si
vuole ottenere con il trattamento (produzione di CSS o recupero di materiali), a
sua volta legato alla struttura del sistema locale di gestione dei rifiuti. La
presenza di utenze industriali che possono utilizzare il CSS in co-combustione
ed il livello di raccolta differenziata dei vari materiali sono due importanti
aspetti da valutare nella scelta della tipologia di impianto.
3.1 Impianti finalizzati alla produzione di CSS
Questi impianti hanno lo scopo di produrre del Combustibile Solido Secondario
che risulti in accordo con le norme UNI EN 15359, in modo da recuperare
Capitolo 3
28
energia dal rifiuto non pericoloso in ingresso all’impianto. La realizzazione di
questi impianti è spesso motivata dalla presenza sul territorio limitrofo di utenze
industriali che possono bruciare il CSS e imporre, quindi, le caratteristiche che il
combustibile deve avere. Qualora questo sia smaltito all’interno di forni dedicati
(tipicamente a letto fluido), la sua qualità ed il suo PCI possono risultare anche
modesti. Nel caso, invece, in cui il CSS sia destinato a bruciare in co-
combustione all’interno di cementifici o centrali a carbone, il suo PCI deve
essere maggiore e il contenuto di metalli pesanti più controllato. Tutti gli
impianti prevedono fasi di classificazione granulometrica, in modo da rimuovere
le frazioni fini a basso PCI, fasi di triturazione, in modo da rendere il rifiuto
dimensionalmente compatibile con il successivo recupero energetico, e fasi di
recupero dei metalli, necessarie alla separazione di questi materiali. Gli unici
materiali che vengono separati dal resto e avviati a riciclo sono, appunto, i
metalli, che si comportano come inerti e non vengono rimossi durante la
separazione dimensionale a causa di dimensioni mediamente simili a quelle
delle classi merceologiche più pregiate.
Basandoci sullo schema d’impianto, se ne possono riconoscere tre diverse
categorie:
- Impianti a flusso separato: in questi impianti la frazione organica viene
separata dalla restante e viene stabilizzata mediante compostaggio o
digestione anaerobica, prima di essere smaltita in discarica. Le altre
frazioni merceologiche subiscono dei trattamenti meccanici finalizzati
alla separazione dei metalli ed al recupero della frazione costituente il
CSS. In uscita dall’impianto vi è quindi, tendenzialmente, anche una
frazione di inerti da smaltire in discarica.
- Impianti a flusso unico: sono impianti in cui la biostabilizzazione
avviene su tutto il RUR in ingresso, in modo da ridurre l’umidità di tutte
le componenti e la presenza delle sostanze organiche. Successivamente,
il flusso viene trattato meccanicamente in modo da recuperare metalli e
separare la frazione da avviare a recupero energetico (cioè il CSS).
- Impianti meccanici: sono impianti che trattano il RUR in ingresso solo
con dei trattamenti meccanici e sono schemi utilizzati tendenzialmente in
impianti MRF.
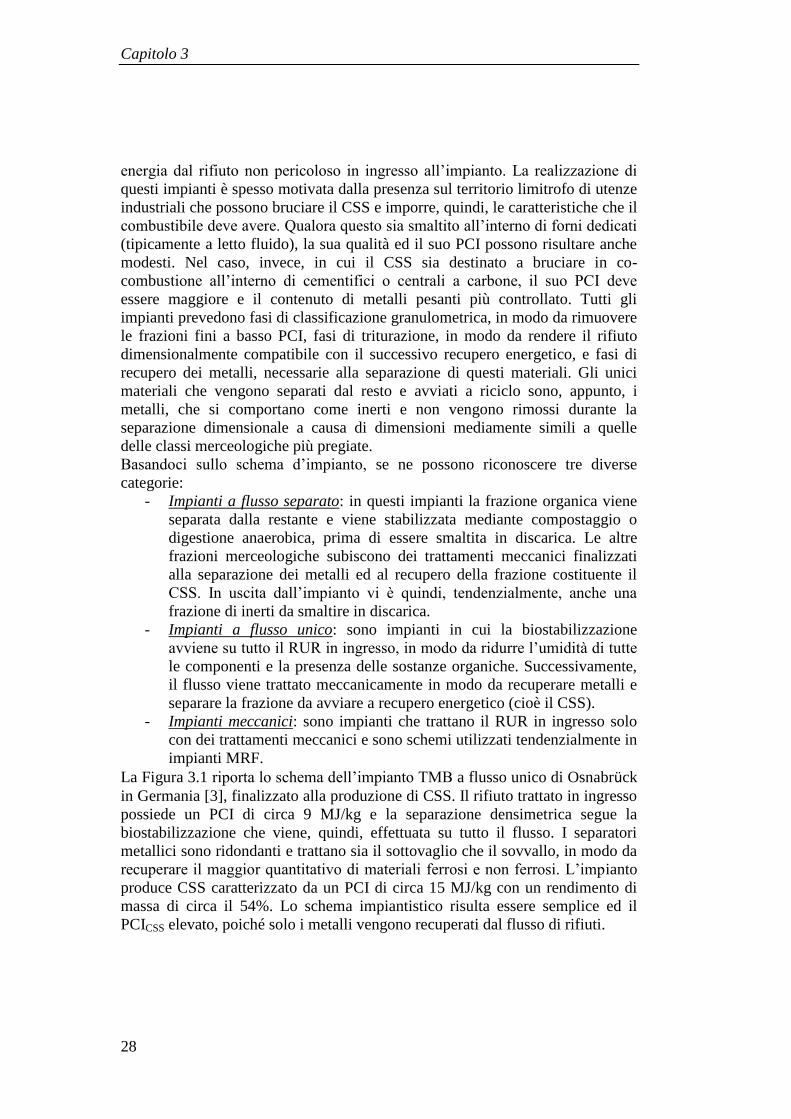
La Figura 3.1 riporta lo schema dell’impianto TMB a flusso unico di Osnabrück
in Germania [3], finalizzato alla produzione di CSS. Il rifiuto trattato in ingresso
possiede un PCI di circa 9 MJ/kg e la separazione densimetrica segue la
biostabilizzazione che viene, quindi, effettuata su tutto il flusso. I separatori
metallici sono ridondanti e trattano sia il sottovaglio che il sovvallo, in modo da
recuperare il maggior quantitativo di materiali ferrosi e non ferrosi. L’impianto
produce CSS caratterizzato da un PCI di circa 15 MJ/kg con un rendimento di
massa di circa il 54%. Lo schema impiantistico risulta essere semplice ed il
PCICSS elevato, poiché solo i metalli vengono recuperati dal flusso di rifiuti.

I sistemi TMB
29
Figura 3.1-Impianto di Osnabrück in Germania [3]
Nel caso in cui si volesse recuperare anche la plastica, diventa necessario
introdurre ulteriori macchinari e stabilire se risulta conveniente separare dal CSS
tutte le tipologie di plastica contenute nel rifiuto o solamente alcune specifiche.
In particolare eliminare il PVC dal combustibile prodotto significa ridurre il
quantitativo di cloro (Cl) in esso contenuto, diminuendo così l’impatto
ambientale e quello che si avrà sull’impianto durante la combustione. Le
variabili sulle quali decidere restano sempre le stesse: il livello di raccolta
differenziata, la presenza di impianti adatti alla combustione e la qualità
necessaria per il CSS prodotto.
Nell’impianto di Ennigerloh in Germania (Figura 3.2) [3], si è deciso di sottrarre
il PVC al rifiuto attraverso un separatore ad infrarosso (NIR). L’impianto è a
flusso separato e la frazione da avviare a trattamento biologico viene divisa
dopo il recupero dei metalli. Vi è la produzione di due tipologie diverse di CSS
uno a medio e l’altro ad alto PCI. La separazione del PVC viene effettuata in
modo tale da ridurre il contenuto di cloro all’interno del combustibile ad elevato
PCI, facendo corrispondere ad un alto potere calorifico anche migliori
caratteristiche ambientali. In questo modo i due parametri di classificazione del
CSS (PCI e Cl) vengono elevati contemporaneamente.
Scelta diversa viene effettuata nell’impianto di Wijster nei Paesi Bassi (Figura
3.3) [3], dove tutta la plastica presente nel RUR in ingresso viene recuperata.
Quest’impianto presenta una serie di soli trattamenti meccanici finalizzati alla
produzione di CSS e al recupero degli imballaggi plastici, che non vengono
separati per via differenziata e finiscono nel RUR. I sensori NIR ed i separatori
per film recuperano le varie tipologie di plastica dai vari flussi dell’impianto.
L’impianto TMB produce tre diverse tipologie di combustibile, che si
differenziano essenzialmente per il potere calorifico. La parte più fine viene
inviata ad incenerimento, a causa delle scarse proprietà combustive dovute
all’alto contenuto di organico ed inerti. Dalle frazioni più grossolane viene
27,7% Perdite di processo
100%
Frazione pesante Frazione leggera
TRITURAZIONE
150 mmBIOSTABILIZZAZIONE
SEPARATORE
MAGNETICO
SEPARATORE
MAGNETICO
SEPARATORE
AMAGNETICO
SEPARATORE
AMAGNETICO
NON
FERROSI
FERROSI
1%
4%
54,4% 12,90%
CSS DISCARICA
SEPARAZIONE DENSIMETRICA

Capitolo 3
30
recuperata la plastica e si costituiscono due diverse tipologie di CSS,
tendenzialmente utilizzate in co-combustione. Il recupero di materiale
combustivo in questo impianto risulta essere complessivamente di circa il 90%,
poiché non vi sono scarti inviati a discarica.
Figura 3.2-Impianto di Ennigerloh in Germania [3]
Figura 3.3-Impianto Wijster nei Paesi Bassi [3]
Gli impianti analizzati sono solo alcune delle configurazioni attualmente
esistenti. Essi sono, tuttavia, rappresentativi della situazione che si è sviluppata
nel Nord-Europa, dove il recupero energetico riveste oggi un ruolo centrale nella
gestione del rifiuto. La forte presenza di inceneritori ad alta efficienza ha
contribuito allo sviluppo degli impianti TMB ed all’utilizzo del CSS in co-
combustione all’interno di cementifici (Capitolo 6) e centrali elettriche a
< 30 mm
100% 40,9%
< 20 mm
> 80 mm
Perdite
3,7%
19,1%
> 7 mm
0,9%
NON FERROSI
0,6%
Frazione
pesante
20 ÷ 80 mm
ESSICAZIONE
FISICA
VAGLIONIR per PVC
TRITURAZIONE
150-250 mm
SEPARATORE
MAGNETICO
VAGLIO
VIBRANTE
CLASSIFICATORE
AD ARIA
VAGLIO A
TAMBURO
TRITURAZIONE
80 mm
SEPARATORE
AMAGNETICO
PVC
Frazione
pesante
TRATTAMENTO
BIOLOGICO
CSS A MEDIO PCI
CSS A ELEVATO
PCI
3%
22,7%
Frazione
leggera
CLASSIFICATORE
AD ARIA
TRITURAZIONE
20-30 mm
FERROSI
Frazione
leggera
CSS A MEDIO PCI
SEPARATORE
MAGNETICO
100% >180 mm 6,7%
Film
8,2%
Film
> 30 mm
< 30 mm
33% 2%
VAGLIO A TAMBURO-
180 mm
CLASSIFICATORE
AD ARIASENSORE NIR
SEPARATORE PER
FILM
CSS A ELEVATO
PCI
Plastiche
dure
Plastiche
dure
42,1%
FINE AD
INCENERIMENTO
Frazione
leggera
Frazione
pesante
8%
CSS A MEDIO
PCI
SENSORE NIRSEPARATORE
PER FILM
PLASTICHE
CSS A
ELEVATO PCI
SEPARATORE
MAGNETICO
VAGLIO A DISCO
FERROSI
TRITURAZIONE
150 mm

I sistemi TMB
31
carbone. Lo sviluppo massiccio di tali impianti per lo smaltimento dei rifiuti ha
permesso di ridurre al minimo l’utilizzo, in questi paesi, delle discariche.
3.2 Impianti MRF
Recentemente, una maggior attenzione verso le tecnologie di riciclo ha portato
allo studio di impianti MRF, direttamente finalizzati al recupero di materia.
Questi impianti si sono sviluppati a causa della crescente opposizione
dell’opinione pubblica e delle istituzioni verso l’incenerimento dei rifiuti e
l’utilizzo del CSS.
La scelta dell’impianto deve, anche in questo caso, tenere conto del sistema di
gestione dei rifiuti locale, in modo da inserirsi in questo sviluppando appieno le
sue potenzialità.
Nei casi in cui questi impianti trattino rifiuti provenienti dalla raccolta
differenziata, il loro obiettivo deve essere quello di separare le varie tipologie di
una o più determinate classi merceologiche, in modo da poterle avviare alle
rispettive filiere di riciclaggio. Al variare della tipologia di rifiuto trattata varia,
dunque, la struttura dell’impianto e i macchinari utilizzati per la separazione.
Qualora l’obiettivo fosse, invece, il recupero dal RUR di materiale da destinare
al riciclaggio, bisognerebbe porre attenzione al livello di raccolta differenziata
del territorio di provenienza del rifiuto, in modo da indirizzare le prestazioni
verso il recupero di quelle frazioni più presenti nel rifiuto indifferenziato. Non
sempre risulta, infatti, possibile o conveniente sviluppare all’interno
dell’impianto MRF le operazioni di recupero per tutti i materiali.
Qualora la raccolta differenziata fosse poco sviluppata può, effettivamente,
essere interessante separare i materiali grazie al lavoro di un impianto
appositamente progettato. Questo è ciò che avviene nell’impianto Ecoparc 4 di
Barcellona in Spagna [Navarotto, Domingues Llauro, 2012. Materials recovery
from municipal solid waste ECOPARC 4 Barcelona a case study. Atti del
Convegno Sidisa 2012, Sustainable technology for environmental protection,
26-29 giugno 2012, Milano] (Figura 3.4). L’impianto risulta fortemente
innovativo per il largo utilizzo al suo interno dei sensori di recupero, benché la
separazione manuale sia ancora utilizzata per il recupero dei materiali di grosse
dimensioni e la separazione di vetro e batterie.
I rifiuti di dimensione superiore ai 35 cm vengono separati con un vaglio a
tamburo e inviati a discarica, previa raccolta di materiali da avviare a riciclo.
Dai rifiuti del sottovaglio sono successivamente separati manualmente i
materiali pericolosi. Il flusso è poi ulteriormente separato da un vaglio a
tamburo, che lo suddivide in parte fine da avviare a stabilizzazione anaerobica e
frazione dalla quale recuperare materiale. La plastica è, invece, separata
utilizzando l’azione dei separatori balistici che suddividono il rifiuto in materiali
bidimensionali e tridimensionali. Il materiale bidimensionale è costituito
principalmente da carta, recuperata con sensori NIR, e sacchetti di plastica,

Capitolo 3
32
separati grazie ad aspiratori. La frazione rimanente dopo i processi di
separazione viene triturata e successivamente suddivisa in una frazione fine da
inviare a compostaggio e una frazione costituente il CSS. I materiali
tridimensionali vengono a loro volta ripuliti dai sacchetti eventualmente presenti
e sottoposti ad una serie di sensori NIR che recuperano poliaccoppiati a matrice
cellulosica (tetrapack) e plastica, separata in seguito nelle sue varie tipologie.
Nell’impianto sono presenti anche dei separatori magnetici, che recuperano i
materiali ferrosi.
Il CSS prodotto risulta essere solo il 6,38% del rifiuto in ingresso, poiché
l’impianto è finalizzato a recupero di materia. Circa il 36% del RUR trattato
viene smaltito in discarica (direttamente o dopo il trattamento biologico), a
fronte di solo un 10,5% di materiale avviato a riciclo (esclusa la frazione
organica stabilizzata). Si nota come il rapporto fra frazione smaltita in discarica
e CSS avviato a recupero energetico sia nettamente a favore della prima,
evidenziando come la gestione integrata dei rifiuti in Spagna faccia ancora largo
utilizzo di questa modalità.
Figura 3.4-Impianto Ecoparc 4 di Barcellona in Spagna
0,25%
< 350mm < 90mm
0,26% 90÷250mm
> 350mm 0,13% 250÷350mm
3D
3D
4%
< 90mm
0,15%
18,18% 2D
2,96%
0,82%
0,10%
0,97% PET 0,6%
0,46% HDPE
0,12%
> 90 mm
6,38% < 90mm
COMPOSTAGGIO
VETROGROSSI
METALLI
DISCARICACLASSIFICATORE
BALISTICO
CLASSIFICATORE
BALISTICO
FERROSI
1,85%
SELEZIONE
MANUALELACERASACCHI
VAGLIO A
TAMBURO
60,65%
CARTONE
HDPE
ASPIRAZIONE
FILM
SEPARATORE
MAGNETICO
SEPARATORE
MAGNETICO
VAGLIO A
TAMBURO
SELEZIONE
MANUALE
SENSORE NIR
SEPARATORE
MAGNETICOplastica
CARTA
2,25%SENSORE NIR
SENSORE NIR
VAGLIO A
TAMBUROCSS
SEPARATORE
AMAGNETICO
NON
FERROSI
ASPIRAZIONE
FILM
MATERIALI PERICOLOSI
2D< 90mm
TRITURATORE
TETRAPACK
PLASTICA
MISTA
FILM PLASTICI E
SACCHETTI

Capitolo 4
4 La modellizzazione dei sistemi TMB
4.1 Caratterizzazione del Rifiuto Solido Urbano (RSU)
Il Rifiuto Solido Urbano (RSU) risulta essere per sua stessa definizione, un mix
eterogeneo composto da particelle di diversa natura e provenienza. Nella sua
eterogeneità, però, il RSU risulta avere una composizione mediamente costante
nel breve periodo, a meno di piccole variazioni stagionali, mentre vi possono
essere differenze anche sostanziali al variare della regione di raccolta. Le
caratteristiche del rifiuto sono in stretta relazione con le abitudini di vita della
popolazione che lo genera e con il livello e la tipologia di raccolta differenziata
che viene operata a monte da parte del cittadino.
Le tipologie di RSU che si possono incontrare sono molteplici. Vi è, quindi, la
necessità di caratterizzare il rifiuto in modo da poter analizzare il diverso
comportamento che questo assume negli impianti. Le principali caratteristiche
d’interesse del rifiuto sono la sua composizione merceologica, la distribuzione
dimensionale cumulata delle particelle che lo compongono e le sue proprietà
combustive.
La suddivisione del rifiuto nelle classi merceologiche è rappresentativa del
contesto in cui si opera, definisce indirettamente la qualità del RUR e
contribuisce alla definizione degli obiettivi dell’impianto TMB indicando la
presenza delle frazioni di materiali recuperabili.
L’importanza della distribuzione dimensionale delle particelle risiede, invece,
nella struttura del modello semplificato utilizzato per rappresentare il
funzionamento dei vagli. Le caratteristiche ed il contenuto massico dei flussi in
uscita dall’impianto TMB (CSS, FORSU, inerti a discarica) dipendono
fortemente dalle dimensioni dei fori del vaglio rendendone decisiva la scelta. Il
vaglio è stato modellizzato in maniera ideale in modo che tutte e sole le
particelle di dimensione inferiore ai fori passino attraverso essi. Conoscere la
distribuzione dimensionale cumulata del rifiuto in ingresso al vaglio,
corrisponde, quindi, a conoscere la frazione di sottovaglio che si crea per una
dato diametro dei fori del vaglio.
Infine, le caratteristiche combustive del RUR e di tutte le classi merceologiche
in esso contenute risultano importanti al fine della produzione di CSS.
L’obiettivo finale è, in questo lavoro, la produzione di combustibile: risulta
quindi necessario conoscere le proprietà iniziali del rifiuto in ingresso che
intervengono durante il processo di combustione.
4.1.1 Suddivisione merceologica
Di fondamentale importanza per le prestazioni di un impianto TMB risulta
essere la composizione merceologica che il RSU possiede poiché questa

Capitolo 4
34
definisce indirettamente le caratteristiche (dimensione particelle, PCI, umidità,
ecc.) del rifiuto stesso. Ogni frazione merceologica, infatti, contribuisce, in
maniera proporzionale alla sua presenza, alla definizione delle proprietà del
rifiuto complessivo. Risulta necessario definire nel modo più completo possibile
le classi merceologiche di cui il RSU si compone. In letteratura vi sono
numerose classificazioni che si differenziano anche a seconda del caso di studio
analizzato, introducendo o eliminando classi ulteriori. Faremo qui una sintesi di
tali suddivisioni considerando le classi principali, cioè quelle sempre presenti e
più significative dal punto di vista prestazionale, accorpando, invece, classi che
risultano avere natura simile.
Organico: «risulta essere prevalentemente composta da scarti organici
putrescibili, cioè rifiuti derivanti dalla movimentazione, preparazione,
cottura e impiattamento di cibi di natura animale e vegetale (es. bucce,
gusci, ossa, piume, ecc.)».[4] In questa classe merceologica vengono
anche considerate tracce di rifiuti derivanti dalla pulizia e sistemazione
di giardini come ad esempio erba, foglie, e piccoli rami. Rami di
dimensioni maggiori derivanti dalla potatura non vengono qui
considerati.[4]
Carta & Cartone: questa tipologia merceologica è l’insieme di due classi
distinte, ma che possono essere raggruppate poiché hanno la stessa
natura di partenza (entrambi sono prodotti cartacei). La differenzazione
tra le due classi proposta da Ruff all’interno della sua tesi [4], si basa
essenzialmente sullo spessore del singolo foglio: se questo è inferiore a
¼ inch (6,35 mm) allora si tratta di carta, altrimenti è cartone. In questo
lavoro si ipotizza che questa classe sia composta per il 70% da carta (es.
quotidiani, riviste, fogli, ecc.) e per il 30% da cartone (es. scatole da
scarpe, contenitori per uova, scatoloni, ecc.).
Plastica: comprende tutti i rifiuti che sono composti da plastica come ad
esempio contenitori per liquidi, bottiglie, ecc.. Vi sono diverse tipologie
di plastica che devono essere separate tra loro nel caso in cui si voglia
effettuare un riciclo di tale materiale. Qualora l’impianto TMB sia,
invece, finalizzato alla produzione di CSS queste differenze sono
trascurabili.
Vetro & Inerti: questa classe comprende dei materiali che non
contribuiscono alla combustione del rifiuto, ma si comportano come
degli inerti durante la stessa. Si possono differenziare due sottoclassi: il
vetro (es. bottiglie, vasi, ecc.) e i rifiuti di natura rocciosa come

La modellizzazione dei sistemi TMB
35
ceramiche,terra, polvere, ecc. Si è ipotizzato, all’interno di questo lavoro,
che questa classe si suddivida in un 70% di vetro e un 30% di altri inerti.
Tessili, Gomma & Cuoio: in questa classe vengono raggruppati i rifiuti
composti da tessuto, gomma e cuoio come per esempio borse, scarpe e
altri accessori.
Legno: in questa classe troviamo rifiuti di natura legnosa derivanti dalla
potatura (es. tronchi e grossi rami), dal mondo edilizio (es. assi, pannelli,
ecc.) e dagli imballaggi (es. cassette e scatole in legno).
Ferrosi: tutte le parti metalliche che vengono attratte da un magnete [4]
sono comprese in questa classe.
Non Ferrosi: i metalli che non vengono attratti da un magnete rientrano
in questa categoria. Vi è forte presenza di Alluminio utilizzato per
scatolame e packaging.
4.1.2 Distribuzione dimensionale
Il RSU risulta essere un insieme di particelle che possano avere anche
dimensioni notevolmente differenti tra loro. Una prima omogeneizzazione
dimensionale viene effettuata dalla rimozione manuale degli ingombranti
(efficienza del 100%) e dal successivo trituratore “lacera-sacchi” necessario a
far si che le dimensioni del rifiuto non superino i 400 mm facilitando così la
movimentazione. Risulta necessario provare a definire a priori la distribuzione
della dimensione del rifiuto, poiché campagne di analisi e studio appaiono
essere eccessivamente impegnative e lunghe: per poter estendere i risultati
bisogna infatti analizzare un gran numero di campioni.
Un punto di partenza può essere rinvenuto nello studio effettuato nel 1974 da
Ruff [4], che pubblicò i risultati di una lunga campagna di analisi dei rifiuti della
città di Gainesville in Florida. Le curve di distribuzione dimensionali da lui
proposte sono il frutto di una elaborazione matematica dei dati raccolti. Per
ottenerle, Ruff, ha diviso ciascun campione analizzato nelle diverse classi
merceologiche in esso contenute misurando, poi, il contenuto in peso di 12
classi dimensionali. Sommando i risultati ottenuti da tutti i 63 campioni ha
ottenuto il peso in grammi totale per ogni classe dimensionale per ogni
componente. Dividendo questi valori per il peso totale dei campioni ha ricavato
le distribuzioni di frequenza. Per ottenere le distribuzioni di frequenza cumulate
relative a ciascuna classe merceologica ha poi utilizzato tecniche numeriche e
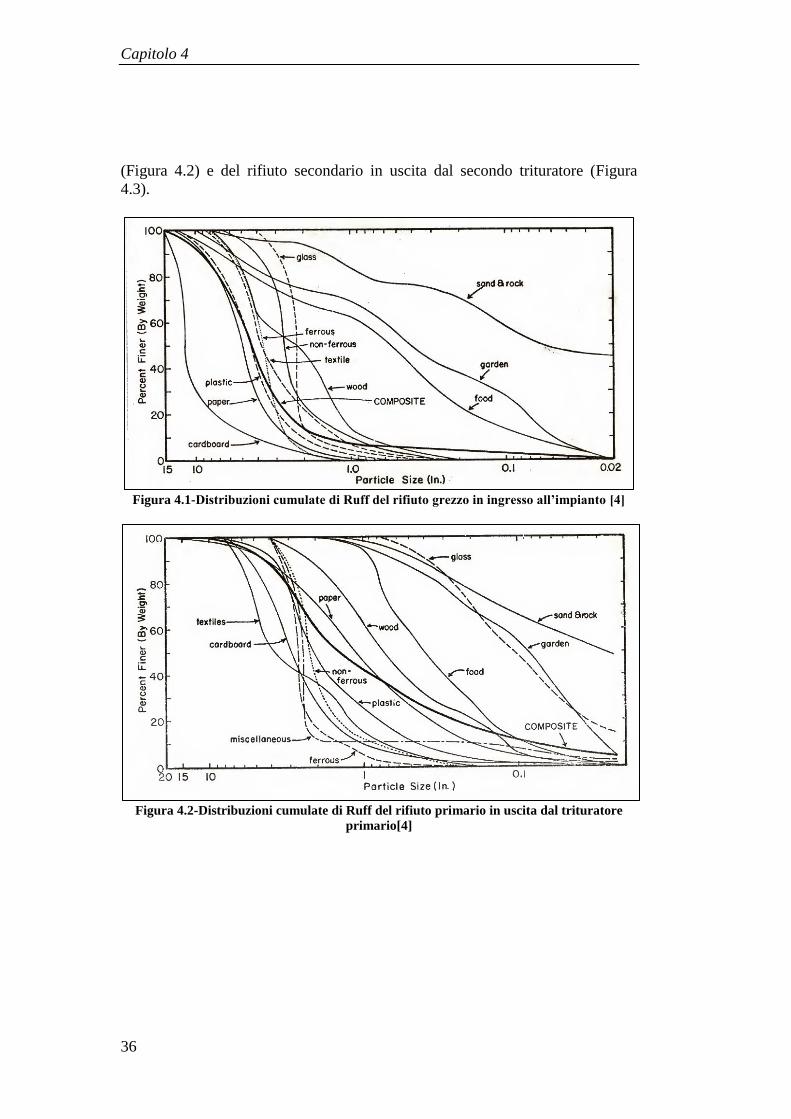
grafiche. Ruff ha svolto questo studio in tre diversi punti dell’impianto
caratterizzando le distribuzioni dimensionali del rifiuto grezzo in ingresso
all’impianto (Figura 4.1), del rifiuto primario in uscita dal primo trituratore
Capitolo 4
36
(Figura 4.2) e del rifiuto secondario in uscita dal secondo trituratore (Figura
4.3).
Figura 4.1-Distribuzioni cumulate di Ruff del rifiuto grezzo in ingresso all’impianto [4]
Figura 4.2-Distribuzioni cumulate di Ruff del rifiuto primario in uscita dal trituratore
primario[4]

La modellizzazione dei sistemi TMB
37
Figura 4.3-Distribuzioni cumulate di Ruff del rifiuto secondario in uscita dal trituratore
secondario [4]
L’utilizzo di queste distribuzioni nel programma Microsoft Excel (programma
utilizzato per la modellizzazione dell’impianto TMB) risulta essere subordinata
a delle modifiche. La definizione dei parametri che questo programma necessita
per il calcolo delle distribuzioni statistiche utilizzate risulta differente rispetto
alla definizione utilizzata da Ruff all’interno del suo lavoro (Tabella 4.1):
- La distribuzione Esponenziale viene rappresentata da Ruff e da Microsoft
Excel nel medesimo modo, il parametro λ fornito da Ruff coincide, quindi,
con il parametro richiesto dal programma.
- La distribuzione Gamma necessita in entrambi i casi di due parametri in
ingresso. Il primo parametro fornito da Ruff (k) corrisponde al primo
parametro richiesto in ingresso da Microsoft Excel anche, chiamato Alpha.
Differenza vi è invece per il secondo parametro poiché il secondo valore
richiesto da Microsoft Excel (denominato Beta) corrisponde al reciproco del
secondo parametro (λ) proposto da Ruff.
- La distribuzione Beta è rappresentata in ambo i casi da 4 parametri: a e b
rappresentano gli estremi di validità della distribuzione, mentre gli altri due
corrispondono ai parametri che definiscono la funzione all’interno di questo
campo di validità. Una prima differenza tra la rappresentazione di Ruff e
quella di Microsoft Excel sta nell’ordine con cui devono essere forniti i
parametri. Ruff fornisce come prima coppia gli estremi di validità a e b, e
successivamente i due parametri di descrizione r e t. Microsoft Excel,
viceversa, richiede prima i parametri di descrizione (Alpha e Beta) e poi i
limiti di validità della funzione (sempre nell’ordine prima a e poi b). Il
parametro r fornito da Ruff corrisponde al parametro Alpha richiesto da
Microsoft Excel mentre Beta corrisponde alla differenza tra t ed r.

Capitolo 4
38
- La distribuzione Logonormale si differenzia nei due casi per il solo primo
parametro in ingresso poiché Ruff fornisce la media geometrica xg mentre
Microsoft Excel richiede la media dei logaritmi che corrisponde al logaritmo
di xg stesso. Il secondo valore è per entrambi i casi pari alla deviazione
standard dei logaritmi di x.
- La distribuzione Normale presenta sia nella definizione di Ruff che in quella
di Microsoft Excel come primo parametro la media dei valori di x. Il secondo
valore è per Ruff pari alla varianza della distribuzione, mentre per Microsoft
Excel corrisponde alla deviazione standard (pari alla radice quadrata del
valore dato fornito da Ruff)
Le distribuzioni riportate in questo testo sono presentate sempre secondo la
formulazione di Ruff. Queste distribuzioni sono tutte relative a valori in pollici
(inch) poiché Ruff ha utilizzato questa unità di misura nel suo lavoro.
Tabella 4.1-Tavola di conversione parametri
Son state apportate modifiche alle distribuzioni proposte da Ruff al fine di
renderle più consistenti dal punto di vista matematico. Per raggiungere questo
obiettivo è stato necessario imporre che le distribuzioni avessero range di
validità positivo, poiché valori negativi delle dimensioni delle particelle non
possono essere accettati. Le distribuzioni Normali presentano per loro stessa
definizione un range di validità (-∞;+∞) e devono quindi essere troncate,
modificandone il campo di validità. Tutte le distribuzioni Normali cumulate
sono state troncate inferiormente a 0 e superiormente al limite di validità
proposto da Ruff. In questo modo il range di validità della funzione coincide
esattamente con il range di validità di Ruff.
(4.1)
NT(x) rappresenta il valore della funzione Normale Troncata cumulata in x, e
N(x) il valore della funzione cumulata Normale in x. Il parametro k deve
garantire che il valore della Normale Troncata cumulata nell’estremo superiore
sia pari a 1, mantenendo la veridicità matematica della funzione. Questa
condizione viene imposta per calcolare il valore di k.
(4.2)
Ruff Excel
Esponenziale EX(λ) EX(λ)
Gamma G(k;λ) G(k;1/λ)
Beta BT(a;b;r;t) BT(r;r-t;a;b)
Lognormale LN(xg;slnx) LN(ln(xg);slnx)
Normale N(xmed;s²) N(xmed;√(s²))

La modellizzazione dei sistemi TMB
39
Da questo sistema si ricava:
(4.3)
Le distribuzioni Esponenziali, Gamma e Logonormale hanno per loro stessa
definizione limite inferiore di validità pari a 0. Il limite superiore di queste
distribuzioni risulta essere +∞, ma il limite di validità deve essere sempre un
numero finito: viene quindi imposto pari a quello proposto da Ruff. Per la
distribuzione Beta, invece, il limite di validità inferiore viene inserito all’interno
della definizione dei parametri: assegnando al parametro a valore nullo si è
sicuri che la funzione in esame assuma range di validità fisicamente corretti. Il
parametro b, indica il limite superiore di tale range e viene imposto pari al limite
di validità proposto da Ruff.
Per tutte queste funzioni il campo di validità considerato risulta pari a quello
proposto da Ruff: per valori superiori al limite massimo di validità la funzione di
probabilità è imposta pari a 0 e quella cumulata pari a 1.
Partendo dai dati raccolti nella campagna di campionamento ed utilizzando il
“Metodo dei Momenti”, Ruff ha calcolato per ogni classe merceologica alcuni
parametri statistici come la media aritmetica e geometrica, la deviazione
standard aritmetica e geometrica, il coefficiente di asimmetria e il coefficiente di
Kurtosis. «I parametri statistici dei campioni sono stati utilizzati per stimare i
parametri dei modelli. I parametri dei modelli sono stati determinati e i modelli
tracciati. Il modello che più si avvicinava alla rappresentazione dei dati è stato
inizialmente scelto. La scelta finale è stata effettuata in modo che l’indice di
correlazione di ogni modello superasse lo 0,7 per ogni distribuzione. Indici
superiori allo 0,9 sono stati preferiti.» [4]
Per migliorare la correlazione tra dati raccolti da Ruff durante il campionamento
e parametri delle distribuzioni statistiche proposte si è deciso di sostituire il
“Metodo dei Momenti” col “Metodo dei Minimi Quadrati” che risulta più
preciso. La possibilità di applicare questo metodo ad un elevato insieme di punti
risulta oggi possibile grazie all’utilizzo di calcolatori (normali computer), ma era
impensabile al tempo di Ruff in assenza di tali strumenti. I valori dei dati
raccolti da Ruff sono stati estrapolati per via grafica dalle Figure 4.1, 4.2 e 4.3. I
parametri delle distribuzioni sono stati calcolati in modo da massimizzare il
coefficiente di determinazione R2 definito come:
(4.4)
Dove SSE è definita come la somma dei quadrati degli errori (differenza fra dato
e modello proposto) e SST come la somma totale dei quadrati che misura la
variabilità totale dei dati. L’indice R2 si può interpretare come la proporzione di
variabilità nel dato intercettata dal modello utilizzato.

Capitolo 4
40
I parametri di definizione delle distribuzioni statistiche sono stati ricalcolati
massimizzando il valore di R2. Questo metodo di lavoro è stato applicato nello
stesso modo al rifiuto grezzo, primario e secondario. Solamente per la
distribuzione della classe merceologica textiles del rifiuto primario è risultato
conveniente modificare il tipo della distribuzione proposta da Ruff al fine di
ottenere valori di R2 maggiori. Si è passati da una distribuzione Logonormale
(come proposto da Ruff) ad una distribuzione binomiale composta da una
Logonormale ed una Normale.
Tabella 4.2-Ottimizzazione delle distribuzioni di Ruff per il rifiuto grezzo (espresse nella
formulazione di Ruff)
Tabella 4.3-Ottimizzazione delle distribuzioni di Ruff per il rifiuto primario (espresse nella
formulazione di Ruff)
Tabella 4.4-Ottimizzazione delle distribuzioni di Ruff per il rifiuto secondario (espresse
nella formulazione di Ruff)
Index C. R²
food 0,9147 0,9898 0-16
garden 0,8715 0,9874 0-16
cardboard 0,9829 0,9985 0-20
paper 0,9875 0,9919 0-16
plastic 0,9939 0,9981 0-16
textiles 0,9567 0,9970 0-16
wood 0,9077 0,9975 0-16
ferrous 0,9841 0,9958 0-16
non ferrous 0,9795 0,9965 0-8
glass 0,9399 0,9985 0-8
sand&rock 0,8966 0,9806 0-4
distribuzione
OTTIMIZZATE RANGE
[in]
0,80LN(0,0418;1,7748)0,20N(1,00;0,2283)
distribuzione
RUFF
BT(0;16;2,3913;9,4816)
0,72LN(1,6901;0,7188)+0,2N(5,5;1,0096)
G(6,8906;1,6946)
0,08N(0,438;0,0163)+0,92N(3,00;1,00)
N(2,7404;0,4691)
LN(0,6915;1,7280)
LN(0,4509;1,7813)
0,2N(3,0;4,0)+0,8N(12,3596;10,1761)
N(5,9096;7,8869)
G(3,1969;0,6029)
LN(0,6515;1,8031)
LN(0,4042;1,9618)
0,2N(4,0721;4,2779)+0,8N(11,7594;3,1512)
N(5,0879;5,1525)
G(4,1753;0,8680)
0,80LN(0,0418;1,4613)+0,20N(1,8016;1,0184)
BT(0;16;2,6721;11,5883)
0,72LN(1,6640;0,7255)+0,28N(5,0165;0,5830)
G(11,0598;2,8905)
0,08N(0,5572;0,0379)+0,92N(2,5990;0,5067)
N(2,4319;0,1671)
Index C. R²
food 0,9046 0,9862 0-2
garden 0,9303 0,9910 0-4
cardboard 0,9749 0,9993 0-8
paper 0,9835 0,9975 0-16
plastic 0,9692 0,9992 0-8
textiles 0,7404 0,9985 0-16
wood 0,9654 0,9927 0-8
ferrous 0,9836 0,9976 0-8
non ferrous 0,9056 0,9999 0-8
glass 0,9954 0,9988 0-1
sand&rock 0,9358 0,9529 0-2
RUFF OTTIMIZZATE RANGE
[in]distribuzione distribuzione
EX(6,30)
LN(0,3445;0,9079)
LN(0,1116;1,1796)
N(3,2137;3,0801)
LN(1,0042;1,2541)
0,1875G(2,9031;5,2063)+0,8125N(2,6718;1,7476)
LN(0,0464;1,15159)
LN(0,3612;0,9290)
LN(0,0994;1,3320)
N(2,8151;3,0864)
LN(1,0455;1,1528)
0,1875G(2,2870;3,7959)+0,8125N(2,3181;1,4939)
0,60LN(1,7255;0,86)+0,40N(5,1368;0,6889)
LN(0,6848;1,0723)
BT(0;8;12,9069;40,4678)
0,1N(0,5568;0,0512)+0,90N(2,3166;0,3452)
EX(6,3937)
LN(0,0464;1,7969)
LN(2,8213;0,08674)
LN(0,6713;1,0066)
BT(0;8;10,15;29,98)
0,10N(0,438;0,01585)+0,90N(2,5410;0,4909)
Index C. R²
food 0,9046 0,9862 0-2
garden 0,9303 0,9910 0-4
cardboard 0,9749 0,9993 0-8
paper 0,9835 0,9975 0-16
plastic 0,9692 0,9992 0-8
textiles 0,7404 0,9985 0-16
wood 0,9654 0,9927 0-8
ferrous 0,9836 0,9976 0-8
non ferrous 0,9056 0,9999 0-8
glass 0,9954 0,9988 0-1
sand&rock 0,9358 0,9529 0-2
RUFF OTTIMIZZATE RANGE
[in]distribuzione distribuzione
EX(6,30)
LN(0,3445;0,9079)
LN(0,1116;1,1796)
N(3,2137;3,0801)
LN(1,0042;1,2541)
0,1875G(2,9031;5,2063)+0,8125N(2,6718;1,7476)
LN(0,0464;1,15159)
LN(0,3612;0,9290)
LN(0,0994;1,3320)
N(2,8151;3,0864)
LN(1,0455;1,1528)
0,1875G(2,2870;3,7959)+0,8125N(2,3181;1,4939)
0,60LN(1,7255;0,86)+0,40N(5,1368;0,6889)
LN(0,6848;1,0723)
BT(0;8;12,9069;40,4678)
0,1N(0,5568;0,0512)+0,90N(2,3166;0,3452)
EX(6,3937)
LN(0,0464;1,7969)
LN(2,8213;0,08674)
LN(0,6713;1,0066)
BT(0;8;10,15;29,98)
0,10N(0,438;0,01585)+0,90N(2,5410;0,4909)

La modellizzazione dei sistemi TMB
41
Queste distribuzioni sono legate al contesto regionale e temporale dei
rilevamenti fatti da Ruff (Florida-Anni ’70). Utilizzando i grafici proposti da
Ranzini e Daneco Impianti [5] (Figura 4.4) per il rifiuto in uscita dal
lacerasacchi è stato possibile contestualizzare nella nostra realtà le distribuzioni
di tale tipologia di rifiuto. Dalla Figura 4.4 sono stati estrapolati per via grafica i
punti delle distribuzione attuali. I parametri delle distribuzioni statistiche
proposte da Ruff per il rifiuto grezzo sono stati modificati in modo da
massimizzare il valore di R2 relativo ai punti estrapolati dalla Figura 4.4. I valori
di R2 risultano piuttosto elevati: sono tutti superiori a 0,98 (Tabella 4.5).
Figura 4.4-Distribuzioni cumulate del rifiuto in uscita dal lacerasacchi proposte da Ranzini
e Daneco Impianti [5] (colori differenti ai successivi grafici)
Tabella 4.5-Distribuzioni contestualizzate del rifiuto grezzo espresse nella formulazione di
Ruff con R2 riferito alle distribuzioni proposte da Ranzini e Daneco Impianti
R²Media
[in]
Media
[mm]Range [in]
organico 0,9863 1,6644 42,2758 0-16
cartone 0,9836 5,3779 136,5976 0-20
carta 0,9824 5,1848 131,6939 0-16
plastica 0,9920 5,0265 127,6729 0-16
tessili 0,9857 3,9847 101,2111 0-16
legno 0,9917 2,7148 68,9552 0-16
ferrosi 0,9951 3,8845 98,6655 0-16
non-ferrosi 0,9839 2,4762 62,8955 0-8
vetro 0,9889 2,3351 59,3115 0-8
inerti 0,9806 0,1076 2,7330 0-4
Distribuzioni contestualizzate
0,72LN(1,6522;0,6903)+0,28N(5,4471;0,5830)
G(12,0737;3,1082)
0,08N(0,5088;0,0762)+0,92NN(2,6871;0,6959)
N(2,3351;0,2045)
LN(0,1076;2,0093)
LN(1,6644;0,3983)
0,2N(3,5869;5,9691)+0,8N(5,8256;0,1140)
N(5,1848;4,7826)
G(3,1687;0,6304)
BT(0;16;2,0427;8,2022)

Capitolo 4
42
Alcune classi merceologiche proposte da Ruff sono state accorpate secondo le
ipotesi fatte nel Paragrafo 4.1.1. Sono state così ottenute le distribuzioni
dimensionali riportate in Figura 4.5 e Figura 4.6.
Figura 4.5-Distribuzioni cumulate contestualizzate del rifiuto in uscita dal lacera sacchi
Figura 4.6-Densità di distribuzioni calcolate a partire delle distribuzioni cumulate
utilizzando classi dimensionali di ampiezza 5 mm
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 10 20 30 40 50 60 70 80 90 100 110 120 [mm]
organico
carta&cartone
plastica
vetro&inerti
tessili,gomma&cuoio legno
ferrosi
non-ferrosi
0
0,005
0,01
0,015
0,02
0,025
0,03
0,035
0,04
0 25 50 75 100 125 150 175 200 225 250 275 300
organico
carta&cartone
plastica
vetro&inerti
tessili,gomma&cuoio legno
ferrosi
non ferrosi

La modellizzazione dei sistemi TMB
43
Dalla Figura 4.6 si nota come organico e vetro&inerti si concentrino alle basse
dimensioni. Questa similitudine dimensionale tra le due classi risulta utile
durante il processo di separazione dimensionale (vagliatura) perché fa
corrispondere ad una rimozione del materiale organico anche una rimozione
efficace del vetro&inerti. Entrambe le classi sono caratterizzate da bassi PCI,
rimuovendole contemporaneamente si eleva notevolmente il PCI del restante
flusso. Spingendosi verso dimensioni maggiori si incontrano i picchi delle
distribuzioni di ferrosi e carta&cartone. Plastica e tessili,gomma&cuoio hanno
una maggior variabilità e presentano un andamento senza picchi.
La definizione di queste distribuzioni permette di analizzare la composizione
merceologica del rifiuto per una data classe dimensionale (Figura 4.7 e Figura
4.8). Si sono qui utilizzate per semplicità una serie di classi di ampiezza costante
e pari a 10 mm con estremi superiori che variano tra 300 e 20 mm. Queste
dimensioni sono rappresentative rispettivamente della dimensione massima delle
particelle in uscita dal lacerasacchi e della dimensione massima del “fine”. Sono
stati analizzati due differenti tipologie di RUR (descritte nel Paragrafo 5.1.1): il
RURmin contenente elevate frazioni di organico ed inerti, ed il RURmax
caratterizzato da frazioni maggiori di palstica e carta&cartone. Si nota come la
composizione merceologica delle varie classi dimensionali vari con la tipologia
del RUR analizzato poiché varia la composizione iniziale. Si riscontrano in
ambo i casi gli andamenti delle vari classe merceologiche.
Figura 4.7-Composizione merceologica della classe dimensionale di ampiezza 10mm con
estremo superiore indicato in mm - RURmin
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
30
0
29
0
28
0
27
0
26
0
25
0
24
0
23
0
22
0
21
0
20
0
19
0
18
0
17
0
16
0
15
0
14
0
13
0
12
0
11
0
10
0
90
8
0
70
6
0
50
4
0
30
2
0
non ferrosi
ferrosi
legno
tessili,gomma&cuoio
vetro&inerti
plastica
carta&cartone
organico
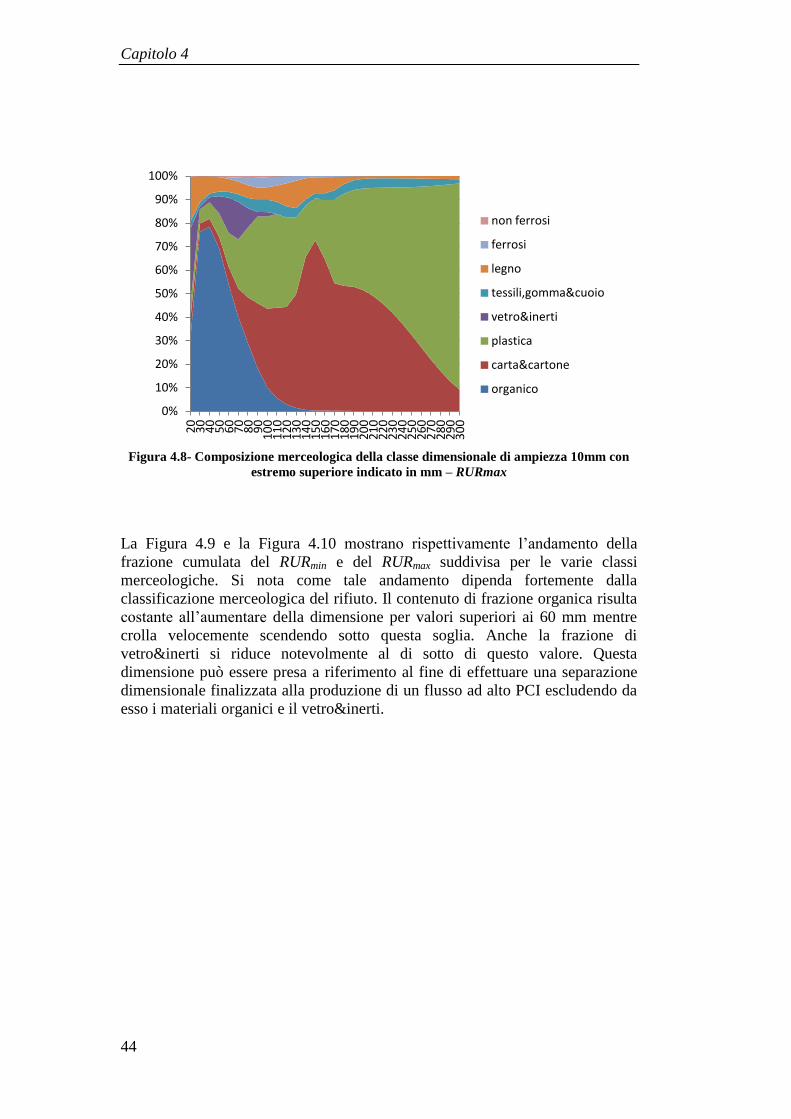
Capitolo 4
44
Figura 4.8- Composizione merceologica della classe dimensionale di ampiezza 10mm con
estremo superiore indicato in mm – RURmax
La Figura 4.9 e la Figura 4.10 mostrano rispettivamente l’andamento della
frazione cumulata del RURmin e del RURmax suddivisa per le varie classi
merceologiche. Si nota come tale andamento dipenda fortemente dalla
classificazione merceologica del rifiuto. Il contenuto di frazione organica risulta
costante all’aumentare della dimensione per valori superiori ai 60 mm mentre
crolla velocemente scendendo sotto questa soglia. Anche la frazione di
vetro&inerti si riduce notevolmente al di sotto di questo valore. Questa
dimensione può essere presa a riferimento al fine di effettuare una separazione
dimensionale finalizzata alla produzione di un flusso ad alto PCI escludendo da
esso i materiali organici e il vetro&inerti.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
30
0
29
0
28
0
27
0
26
0
25
0
24
0
23
0
22
0
21
0
20
0
19
0
18
0
17
0
16
0
15
0
14
0
13
0
12
0
11
0
10
0
90
8
0
70
6
0
50
4
0
30
2
0
non ferrosi
ferrosi
legno
tessili,gomma&cuoio
vetro&inerti
plastica
carta&cartone
organico

La modellizzazione dei sistemi TMB
45
Figura 4.9-Andamento della frazione cumulata del RURmin suddivisa per le varie classi
merceologiche
Figura 4.10-Andamento della frazione cumulata del RURmax suddivisa per le varie classi
merceologiche
4.1.3 Proprietà combustive
Le caratteristiche combustive delle varie specie merceologiche non sono
univocamente definite, poiché intrinsecamente variabili a causa della natura
aleatoria del rifiuto. Ogni specie merceologica può essere divisa in tre differenti
componenti, che partecipano in maniera differente alla combustione: frazione
combustibile, umidità (H2O), e ceneri. Sono presenti in letteratura diversi
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
30
0
28
0
26
0
24
0
22
0
20
0
18
0
16
0
14
0
12
0
10
0
80
60
40
20
non ferrosi
ferrosi
legno
tessili,gomma&cuoio
vetro&inerti
plastica
carta&cartone
organico
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
30
0
28
0
26
0
24
0
22
0
20
0
18
0
16
0
14
0
12
0
10
0
80
60
40
20
non ferrosi
ferrosi
legno
tessili,gomma&cuoio
vetro&inerti
plastica
carta&cartone
organico

Capitolo 4
46
modelli e proposte della composizione dei rifiuti e del loro potere calorifero. Ne
sono qui considerati e confrontati due diversi: il modello 1, proposto dai
professori Consonni e Viganò all’interno della pubblicazione “Material and
energy recovery in integrated waste management systems: the potential for
energy recovery” [6] e il modello 2, utilizzato da Ranzini e Daneco Impianti
nella tesi di Laurea dell’Ing. Ranzini [5]. Dalla Figura 4.11 si nota il fatto che la
frazione più umida risulta essere l’organico, che per oltre metà è composto da
acqua, mentre metalli ed inerti risultano essere per loro natura molto secchi
(materiali impermeabili).
Figura 4.11-%Umidità nel rifiuto (Nel modello di Ranzini vi è un'unica classe
tessili,gomma&cuoio+legno)
Si riscontrano, poi, alti contenuti di ceneri (Figura 4.12) in quelle classi che
partecipano in maniera limitata alla combustione: metalli, vetro e inerti si
ritrovano quasi esclusivamente all’interno dei residui di combustione.
Figura 4.12-%Ceneri nel rifiuto su base umida (Nel modello di Ranzini vi è un'unica classe
tessili,gomma&cuoio+legno)
0 10 20 30 40 50 60 70
Consonni-Viganò
Ranzini
0 10 20 30 40 50 60 70 80 90
100
Consonni-Viganò
Ranzini

La modellizzazione dei sistemi TMB
47
Sia l’umidità che le ceneri hanno effetti negativi sulla combustione, poiché
assorbono calore senza svilupparne. Le classi merceologiche che contengono
una maggior frazione di queste componenti risultano avere un PCI inferiore
rispetto a quelle classi che sono formate per la maggior parte da frazione
combustibile. Questa parte del rifiuto è, infatti, l’unica che si ossida durante la
combustione rilasciando calore, di cui una parte viene, tuttavia, assorbita dalle
ceneri e dall’acqua.
(4.5)
Con =2,2425 MJ/kg
Ai fini della modellizzazione della bioessicazione, risulta necessario conoscere
anche il PCI del rifiuto secco, ossia del rifiuto composto solo da frazione
combustibile e ceneri. Questo valore è superiore rispetto a quello del rifiuto tal
quale (Tabella 4.6) poiché non vi è più la perdita di calore dovuta
all’evaporazione dell’acqua contenuta nel rifiuto.
Figura 4.13-PCI in MJ/kg su base umida (Nel modello di Ranzini vi è un'unica classe
tessili,gomma&cuoio+legno)
Tabella 4.6-PCI del rifiuto
-0,02
4,98
9,98
14,98
19,98
24,98
29,98
Consonni-Viganò
Ranzini
Consonni-Viganò Ranzini Consonni-Viganò Ranzini Consonni-Viganò Ranzini
organico 5,42 4,60 16,72 13,77 19,67 22,46
carta&cartone 10,84 10,84 14,58 14,58 16,20 16,20
plastica 25,63 25,53 30,20 27,01 32,65 30,01
vetro&inerti -0,02 0,00 0,00 0,06 0,00 4,03
tessili,gomma&cuoio 15,90 18,89 19,88
legno 13,94 18,55 18,84
ferrosi -0,02 0,00 0,00 0,10 0,00 1,61
non ferrosi -0,02 0,00 0,00 0,10 0,00 1,61
18,92
PCI [MJ/kg] PCIfc+ash [MJ/kg] PCIfc [MJ/kg]
14,65 19,40

Capitolo 4
48
4.2 Il vaglio
La vagliatura è un’operazione di separazione che si basa sulla dimensione dei
fori presenti sulla superficie del vaglio. Durante l’attraversamento del
macchinario, le particelle di dimensione inferiore alle aperture passano
attraverso esse grazie al movimento rotatorio del vaglio, formando, così, la
frazione fine o sottovaglio. Il materiale che resta nel macchinario costituisce la
frazione grossolana o sovvallo. I vagli separano materiale di varie dimensioni in
flussi di particelle di dimensioni specifiche. Poiché la distribuzione
dimensionale delle particelle è una caratteristica di ogni frazione merceologica,
la vagliatura può essere utilizzata per la separazione dei materiali.
Le distribuzioni dimensionali del rifiuto (Tabella 4.5 e Figura 4.6), mostrano
come le classi merceologiche con PCItq più basso (organico, vetro&inerti,
metalli) hanno anche dimensioni mediamente inferiori alle altre classi. Risulta
dunque conveniente effettuare una separazione dimensionale, ottenendo un
sovvallo ad alto PCI ed un sottovaglio ricco di organico e inerti.
Durante la separazione reale del rifiuto, una certa percentuale di particelle fini
rimane bloccata all’interno del vaglio, ostacolata dagli altri rifiuti. Questo
fenomeno non viene, tuttavia, preso in considerazione in questo lavoro poiché il
vaglio viene sempre considerato ideale. Così facendo si considera che tutte le
particelle di dimensione inferiore al diametro dei fori del vaglio finiscano nel
sottovaglio consentendo di ottenere il quantitativo di rifiuto che passa attraverso
i fori direttamente dalle distribuzioni cumulate del rifiuto stesso. Il valore della
frazione di sottovaglio risulta essere pari al valore della distribuzione cumulata
per la dimensione dei fori.
4.2.1 Vaglio primario
Il vaglio primario è il primo separatore dimensionale incontrato dal flusso di
rifiuti e ha capacità considerevole. Si tratta tendenzialmente di un vaglio a
tamburo adatto a trattare tali flussi. Normalmente le prestazioni di questo
tipologia di vaglio sono influenzate dalla dimensione dei fori sul tamburo, dal
diametro e dalla velocità di rotazione del tamburo stesso, dal tipo e numero dei
fori e dall’inclinazione del cilindro. Ipotizzando di riuscire a progettare in
maniera ottimale il vaglio per qualsiasi dimensione dei fori del tamburo, si può
ipotizzare che la frazione di rifiuto separata dipenda solamente dalle dimensioni
dei fori stessi. Questa ipotesi si realizza solamente se tutte le variabili sono
calibrate in modo appropriato tra loro ed in relazione alle dimensioni dei fori.
Particolare importanza assume il moto descritto dal flusso di rifiuti all’interno
del tamburo (Figura 4.14), governato dalla velocità di rotazione del tamburo. Per
basse velocità di rotazione l’azione di mescolamento risulta insufficiente a
muovere il rifiuto dal centro del tamburo verso l’esterno inficiando
notevolmente le prestazioni del vaglio. Alle alte velocità si realizza, invece, il
moto centrifugo per cui le particelle del rifiuto sono mantenute contro la

La modellizzazione dei sistemi TMB
49
superficie del tamburo dalla forza centrifuga. Anche questa tipologia di moto
non consente movimento alle particelle impedendone il passaggio attraverso i
fori. Tra queste due condizioni sta l’andamento ottimale denominato a caratta in
cui il tamburo ruota ad una velocità leggermente inferiore rispetto a quella che
impone il moto centrifugo. Il rifiuto viene spinto contro il tamburo dalla forza
centrifuga finché, giunto nel punto più alto, questa non viene vinta dalla forza di
gravità che causa la caduta del rifuto. In queste condizioni le particelle cadono
dalla distanza massima creando la massima azione di mescolamento poiché solo
poche di esse seguono il moto a cascata. Le particelle di dimensione inferiore ai
fori attraversano gli stessi in maggioranza nel momento dell’impatto sul fondo
del tamburo. Ipotizzare una corretta progettazione consente di approssimare
l’azione del vaglio come ideale.
Figura 4.14-Moto del rifiuto all’interno del vaglio: (a) moto a cascata (b) moto a caratta
(c)moto centrifugo
Il diametro dei fori sul tamburo deve essere tale da garantire un buon
compromesso tra l’aumento del potere calorifico del rifiuto ed il rendimento
materiale dell’impianto TMB. Aumentando tale dimensione, infatti una frazione
sempre maggiore di organico ed inerti viene intercettata nel sottovaglio,
aumentando l’effetto desiderato. Contemporaneamente, però, sempre meno
rifiuto finisce nel sopravaglio riducendo la resa in massa dell’impianto.
4.2.2 Vaglio secondario
Il vaglio secondario riceve in ingresso, tendenzialmente, solo una parte del
flusso di rifiuti lavorato e opera un’ulteriore separazione. Nel caso in cui questo
componente lavori solo sul sottovaglio del vaglio primario viene
tradizionalmente utilizzato un vaglio stellare. Tale vaglio risulta, infatti, essere
più conveninte di quello a tamburo quando si vuole separare un piccola quantità
da un flusso notelvole. Inoltre, grazie alla sua struttura piana, questo tipo di
vaglio è adatto a trattare rifiuti particolarmente umidi e ricchi di frazione
organica, poiché presenta minori problematiche d’impaccamento. Anche questo
componente viene consierato, ai fini del presente studio, nella sua forma ideale.

Capitolo 4
50
4.3 Il trituratore
Il trituratore è quel componente dell’impianto che ha il compito di rompere in
parti più piccole il rifiuto, facilitandone la movimentazione e diminuendo le
superfici e i volumi per i successivi trattamenti. Le particelle in ingresso al
macchinario vengono spezzate comportando una variazione della distribuzione
dimensionale che tali particelle assumono. In tale fase, le distribuzioni in
ingresso si spostano verso valori più piccoli rispetto ai precedenti: l’obiettivo del
trituratore è, infatti, quello di ridurre le dimensioni del rifiuto. Le varie classi
merceologiche reagiscono in maniera differente all’azione del trituratore, a
causa delle differenti caratteristiche fisiche e delle diverse dimensioni delle
particelle di partenza. Un effetto negativo che produce il trituratore è il fatto che
la correlazione tra classe merceologica e dimensione di riferimento diminuisce,
cioè le distribuzioni dimensionali tendono a sovrapporsi maggiormente rispetto
al rifiuto grezzo. Per questo motivo la triturazione non risulta essere spinta, ma
ci si limita ad una triturazione moderata che garantisca risparmi volumetrici. La
triturazione risulta essere, in ogni caso, un’operazione essenziale per la
produzione di CSS poiché è necessario ottenere particelle di dimensioni
contenute, in modo da garantirne la completa combustione. Non va dimenticato,
inoltre, che una prima riduzione della pezzatura del rifiuto avviene all’interno
del lacera-sacchi da cui le particelle escono con dimensioni non superiori ai fori
della griglia di uscita (300÷400 mm).
I trituratori più utilizzati sono i trituratori a coltelli (hammer mills) ad asse
orizzontale. Possono essere a più alberi, in modo da poter trattare una maggior
portata di rifiuti. Le lame presenti sono di due tipi: fisse o mobili. Le lame
rotanti possono essere saldate o bullonate all’albero su cui sono montate. Il
numero di lame dipende dal costruttore e dalla potenza del macchinario.
4.3.1 Modellizzazione trituratore
Per simulare il trituratore è stata utilizzata la π-Breakage Theory [7] per la
quale:
(4.6)
(4.7)
- pi e fi sono rispettivamente le frazione del prodotto e del flusso in
ingresso (feed), la cui grandezza risulta appartenere alla classe
dimensionale i-esima.
- sj è il fattore di selezione della classe j: indica la frazione delle particelle
contenute nella classe j che si rompe durante l’attraversamento del
macchinario.

La modellizzazione dei sistemi TMB
51
- bij indica la frazione delle particelle che si rompono di dimensione
iniziale j che dopo la triturazione fa parte della classe dimensionale i
(
Queste formule devono essere applicate a tutte le tipologie merceologiche
definendo gli appropriati valori dei coefficienti si e bij per ciascun tipo di rifiuto.
Poiché questa teoria è basata su un approccio discreto, è stato necessario
adattare le distribuzioni dei rifiuti. Per far questo, si è deciso di suddividere
l’intervallo significativo per la triturazione in 30 classi (Tabella 4.7), utilizzando
una progressione geometrica (con ragione q pari 0,9137) per il calcolo degli
estremi. Questo tipo di progressione consente di ottenere un numero di classi
maggiore per le dimensioni delle particelle inferiori: ciò si rivela utile poiché per
tali valori sono presenti un numero superiore di particelle. Avere a diposizione
classi dimensionali che riducono la propria ampiezza al diminuire delle
dimensioni delle particelle consente un’appropriata rappresentazione senza
aumentare il numero delle classi totali.
L’estremo superiore della progressione è stato scelto pari a 300 mm, ossia il
valore standard della griglia di uscita dal lacera-sacchi, mentre la dimensione
massima del “fine” (20 mm) è stata scelta come estremo inferiore. Per
modellizare tutto il continuo sono poi state aggiunte le classi (∞;300) e [20;0).
L’estremo D0 è pari a ∞ mentre l’estremo D32 è 0.
Risulta utile definire per ogni classe dei valori rappresentativi utilizzando la
media geometrica tra gli estremi delle classi.
con (4.8)
Applicare questa formula anche alle classi dimensionali 0 e 31 risulta tuttavia
sbagliato poiché fornirebbe risultati privi di significato fisico. Per definire i
valori rappresentativi di queste due classi estreme sono stati utilizzati alcuni
espedienti:
- Il valore rappresentativo della classe 0 (∞;300) è stato posto pari a 20 inch
(508 mm). Tale valore rappresenta il limite di validità più alto imposto alle
distribuzioni dimensionali del rifiuto (cardboard rifiuto grezzo-Tabella 4.5): è
quindi la dimensione massima che può avere una particella in ingresso
all’impianto.
- Il valore rappresentativo della classe 31 [20;0) è stato imposto seguendo la
progressione che assumono i valori rappresentativi delle altre classi:
(4.9)

Capitolo 4
52
Tabella 4.7-Valori degli estremi e dei valori rappresentativi delle classi dimensionali
utilizzate per la discretizzazione del continuo
[mm] [inch] [mm] [inch] [mm] [inch]
0 ∞ ∞ 300,0000 11,8110 508 20
1 300,0000 11,8110 274,1058 10,7916 286,7608 11,2898
2 274,1058 10,7916 250,4466 9,8601 262,0093 10,3153
3 250,4466 9,8601 228,8296 9,0090 239,3942 9,4250
4 228,8296 9,0090 209,0784 8,2314 218,7311 8,6115
5 209,0784 8,2314 191,0320 7,5209 199,8516 7,8682
6 191,0320 7,5209 174,5432 6,8718 182,6016 7,1890
7 174,5432 6,8718 159,4777 6,2786 166,8405 6,5685
8 159,4777 6,2786 145,7125 5,7367 152,4398 6,0016
9 145,7125 5,7367 133,1355 5,2416 139,2821 5,4835
10 133,1355 5,2416 121,6440 4,7891 127,2601 5,0102
11 121,6440 4,7891 111,1445 4,3758 116,2758 4,5778
12 111,1445 4,3758 101,5511 3,9981 106,2396 4,1827
13 101,5511 3,9981 92,7858 3,6530 97,0696 3,8216
14 92,7858 3,6530 84,7771 3,3377 88,6911 3,4918
15 84,7771 3,3377 77,4597 3,0496 81,0358 3,1904
16 77,4597 3,0496 70,7738 2,7864 74,0413 2,9150
17 70,7738 2,7864 64,6650 2,5459 67,6505 2,6634
18 64,6650 2,5459 59,0835 2,3261 61,8113 2,4335
19 59,0835 2,3261 53,9838 2,1253 56,4761 2,2235
20 53,9838 2,1253 49,3242 1,9419 51,6015 2,0316
21 49,3242 1,9419 45,0669 1,7743 47,1475 1,8562
22 45,0669 1,7743 41,1770 1,6211 43,0780 1,6960
23 41,1770 1,6211 37,6228 1,4812 39,3598 1,5496
24 37,6228 1,4812 34,3754 1,3534 35,9625 1,4158
25 34,3754 1,3534 31,4084 1,2365 32,8584 1,2936
26 31,4084 1,2365 28,6974 1,1298 30,0223 1,1820
27 28,6974 1,1298 26,2204 1,0323 27,4309 1,0800
28 26,2204 1,0323 23,9572 0,9432 25,0633 0,9867
29 23,9572 0,9432 21,8894 0,8618 22,9000 0,9016
30 21,8894 0,8618 20,0000 0,7874 20,9234 0,8238
31 20,0000 0,7874 0,0000 0,0000 19,1174 0,7527
estremo superiore
(Di)
estremo inferiore
(Di+1)
valore
rappresentativo (di)nome classe (i)
0,9137ragione della progressione geometrica per il
calcolo degli estremi

La modellizzazione dei sistemi TMB
53
La matrice di breakage ( ) calcola i valori cumulati della matrice e viene
calcolata, a seconda della classe merceologica (Tabella 4.8), seguendo la
formulazione di Gaudin-Meloy:
(4.10)
o la formulazione di Broadbent-Callcott:
(4.11)
Storicamente, a differenza di quanto presentato in questo lavoro, sia la classe
dimensionale della particella in ingresso al trituratore che quella della particella
triturata in uscita venivano rappresentate, all’interno delle formule per il calcolo
della matrice di breakage ( ), con l’estremo superiore della classe dimensionale.
Così facendo, però, le dimensioni delle particelle in ingresso al trituratore
venivano sovrastimate soprattutto nelle classi dimensionali di ampiezza
maggiore. Nel 1986 all’interno del lavoro “Evalutation of it Breakage Theory
for Refuse Components” [8] Aarne Vesilind utilizzò la media geometrica fra gli
estremi delle classi per rappresentare la dimensione della particella di una
determinata classe. Nel 2004 Nikolov all’interno del lavoro “Modelling and
Simulation of Particle Breakage in Impact Crushers” utilizzò, nella definizione
matrice di breakage ( ), la media tra gli estremi della classe dimensionale per
definire le dimensioni della particella in ingresso, e l’estremo superiore della
classe del flusso prodotto in analisi per rappresentare le particelle in uscita.
L’approccio utilizzato all’interno di questo lavoro segue il metodo proposto da
Nikolov, che differenzia la rappresentazione della classe dimensionali
all’interno della matrice di breakage a seconda che essa sia riferita al flusso in
ingresso o in uscita dal trituratore.
Tabella 4.8-Formule utilizzate per il calcolo della matrice di breakage ( ) per le varie
classi merceologiche
Formula Bij
food Gaudin-Meloy con r=3
garden Gaudin-Meloy con r=8
cardboard Gaudin-Meloy con r=1
paper Gaudin-Meloy con r=3
plastic Gaudin-Meloy con r=2
textiles Broadbent-Callcott con n=2,45
wood Gaudin-Meloy con r=7
ferrous Broadbent-Callcott con n=2,45
non-ferrous Broadbent-Callcott con n=2,42
glass Gaudin-Meloy con r=14
sand&rock Gaudin-Meloy con r=7

Capitolo 4
54
Bij rappresenta la frazione cumulativa in peso del prodotto di dimensione minore
alla dimensione Di risultante dalla rottura di particelle di dimensione dj.
Le formule di Gaudin-Meloy e Broadbent-Callcott (4.10 e 4.11) così scritte
valgono solo se i>j. È facile capire che se i=j Bij viene imposto pari ad 1, mentre
se i<j Bij deve risultare 0 (una particella non può aumentare le sue dimensioni).
I valori discretizzati bij derivano dai valori corrispondenti della matrice di
breakage B:
con i≥j (4.12)
Poiché non vi è perdita di massa a cavallo del trituratore:
(4.13)
I valori di si venivano inizialmente ritenuti costanti al variare delle classi
dimensionali, modificandosi solamente in relazione alla classe merceologica.
Questa semplificazione consentiva una più facile implementazione del modello
in assenza dei calcolatori automatici. La possibilità di avvalersi, oggi, di
strumenti di calcolo più potenti rispetto quelli del passato ha consentito lo
sviluppo di teorie che assegnano ad ogni classe dimensionale i uno specifico
fattore di selezione si, mantenendo anche la variabilità in base alla specie
merceologica.
Per definire i valori di tali fattori sono stati utilizzati, in questo lavoro, i dati
raccolti da Ruff e le distribuzioni ottimizzate associate ai rifiuti. Inserendo
nell’equazione della π-Breakage Theory (4.6) le distribuzioni di Ruff
ottimizzate del rifiuto grezzo (fi) (Tabella 4.2) e primario (pi) (Tabella 4.3), è
stato possibile valutare il comportamento del trituratore dell’impianto di Ruff.
Dove le curve dei rifiuti non erano definite (valori maggiori del limite di
validità) è stato assegnato alla distribuzione cumulativa un valore pari a 1. Le
funzioni di distribuzione del rifiuto (fi e pi) sono state poi discretizzate in base
alle 32 classi presentate in Tabella 4.7. I valori si di ogni classe dimensionale, e i
parametri r o n relativi alla matrice di breakage sono stati calcolati
minimizzando la somma quadratica delle differenze tra i valori di pi derivanti
dalle formule proposte e quelli proposti dalle distribuzioni ottimizzate di Ruff
per il rifiuto primario.
L’ottimizzazione dei parametri si è basata sulla somma quadratica degli errori
assoluti e non relativi poiché questi ultimi non sono sempre influenzati dai
valori di si. Il limite superiore al campo di validità delle distribuzioni statistiche
del rifiuto primario risulta spesso inferiore al corrispondente valore per il rifiuto
grezzo. Questo comporta la necessità di creare un modello che porti a zero il
contenuto di classi dimensionali il cui contenuto iniziale risulta non nullo.
Tuttavia la π-Breakage Theory non è in grado di ottenere questo risultato, per il
quale necessiterebbe di valori di bij nulli. Questi coefficienti, per loro stessa

La modellizzazione dei sistemi TMB
55
definizione, risultano però sempre postivi. Per le classi dimensionali per cui è
definita dalle distribuzioni statistiche la presenza di particelle nel rifiuto grezzo,
ma non in quello primario, il valore calcolato dalle formule non sarà mai pari a
quello proposto da Ruff (cioè 0) e gli errori relativi risulteranno, quindi, del
100%. Poiché le classi dimensionali interessate da questo fenomeno sono classi
poste all’estremo superiore delle distribuzioni e contengono frazioni limitate del
rifiuto l’analisi effettuata porta ad errori assoluti considerati accettabili.
Particolare attenzione è stata posta in merito all’errore assoluto di ogni singola
classe dimensionale che evidenzia la distanza tra la distribuzione dimensionale
calcolata e quella proposta da Ruff. Il massimo valore ottenuto per questo errore
risulta dello 0,052 ritenuto, in questo lavoro, accettabile (Tabella 4.9).
La taratura dei parametri si è stata effettuata tramite delle iterazioni manuali al
fine di ottenere dei valori fisicamente corretti. Questi coefficienti devono, infatti,
risultare positivi e minori di uno, e devono inoltre essere decrescenti al
diminuire della dimensione della particella (cioè al crescere di i) [8].
Quest’andamento è giustificato dal fatto che al diminuire della dimensione del
rifiuto in ingresso al trituratore diminuisce anche la facilità con cui la particella
si rompe: più è piccola e meno è affine alla rottura. L’unica classe merceologica
per cui si è ritenuto poco opportuno modificare i parametri si in modo da
renderli decrescenti risulta essere la classe dei tessili,gomma&cuoio. Questa
classe merceologica risulta essere un insieme di più rifiuti: per questo motivo si
è ritenuto possibile una andamento non decrescente causato dalla differente
natura del rifiuto contenuto nelle diverse classi dimensionali che comporta una
diversa affinità alla rottura. Si nota dalla Tabella 4.10 come il valore di si per la
classe 31 risulta indefinito poiché questo si semplifica all’interno della formula
(4.6) e non interviene nella modellizzazione.
Infine viene assunto che il comportamento del trituratore (Bij e si) non vari al
variare della distribuzione dimensionale del rifiuto in ingresso.

Capitolo 4
56
Figura 4.15 Andamento di si al variare della classe dimensionale (food-garden-cardboard)
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
si-food
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
si-garden
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
si-cardboard

La modellizzazione dei sistemi TMB
57
Figura 4.16-Errore assoluto al variare della classe dimensionale (food-garden-cardboard)
0,0284
0
0,005
0,01
0,015
0,02
0,025
0,03
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32
err-food
0,0298
0
0,005
0,01
0,015
0,02
0,025
0,03
0,035
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32
err-garden
0,0340
0
0,005
0,01
0,015
0,02
0,025
0,03
0,035
0,04
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32
err-cardboard

Capitolo 4
58
Figura 4.17-Andamento di si al variare della classe dimensionale (paper-plastic-textiles)
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
si-paper
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
si-plastic
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
si-textiles

La modellizzazione dei sistemi TMB
59
Figura 4.18-Errore assoluto al variare della classe dimensionale (paper-plastic-textiles)
0,0338
0
0,005
0,01
0,015
0,02
0,025
0,03
0,035
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32
err-paper
0,0161
0
0,002
0,004
0,006
0,008
0,01
0,012
0,014
0,016
0,018
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32
err-plastic
0,0371
0
0,005
0,01
0,015
0,02
0,025
0,03
0,035
0,04
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32
err-textiles

Capitolo 4
60
Figura 4.19- Andamento di si al variare della classe dimensionale (wood-ferrous-non
ferrous)
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
si-wood
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
si-ferrous
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
si-non ferrous

La modellizzazione dei sistemi TMB
61
Figura 4.20-Errore assoluto al variare della classe dimensionale (wood-ferrous-non
ferrous)
0,0126
0
0,002
0,004
0,006
0,008
0,01
0,012
0,014
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32
err-wood
0,0529
0
0,01
0,02
0,03
0,04
0,05
0,06
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32
err-ferrous
0,0093
0
0,001
0,002
0,003
0,004
0,005
0,006
0,007
0,008
0,009
0,01
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32
err-non ferrous

Capitolo 4
62
Figura 4.21- Andamento di si al variare della classe dimensionale (glass-sand&rock)
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
si-glass
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
si- sand&rock

La modellizzazione dei sistemi TMB
63
Figura 4.22-Errore assoluto al variare della classe dimensionale (glass-sand&rock)
Tabella 4.9-Tabella riassuntiva degli errori massimi assoluti tra contenuto di particelle
calcolato attraverso le formule e il corrispondente valore proposto da Ruff.
0,0013
0
0,0002
0,0004
0,0006
0,0008
0,001
0,0012
0,0014
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32
err-glass
0,0173
0
0,002
0,004
0,006
0,008
0,01
0,012
0,014
0,016
0,018
0,02
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32
err-sand&rock
erroremax singola classeclasse in cui si realizza l'erroremax
(estremi in [mm])
food 0,0284 classe 20 [53,98;49,32)
garden 0,0298 classe 20 [53,98;49,32)
cardboard 0,0340 classe 31 [20,00;0,00)
paper 0,0338 classe 31 [20,00;0,00)
plastic 0,0161 classe 31 [20,00;0,00)
textiles 0,0371 classe 9 [145,71;133,14)
wood 0,0126 classe 31 [20,00;0,00)
ferrous 0,0529 classe 18 [64,67;59,08)
non-ferrous 0,0093 classe 21 [49,32;45,07)
glass 0,0013 classe 28 [26,22;23,96)
sand&rock 0,0173 classe 20 [53,98;49,32)

Capitolo 4
64
Tabella 4.10-Valori di si e degli errori assoluti tra contenuto di particelle calcolato
attraverso le formule e il corrispondente valore proposto da Ruff.

La modellizzazione dei sistemi TMB
65
4.4 Separatori metallici
Questi macchinari hanno un duplice effetto utile: separano materiali inerti dal
flusso dei rifiuti e, contemporaneamente rendono disponibile il prodotto
recuperato, che risulta facilmente commerciabile nella filiera del riciclaggio di
tali materiali. A seconda dell’obiettivo dell’impianto TMB possono essere
presenti macchinari finalizzati al recupero di materiali differenti. In generale, i
separatori metallici sono sempre presenti, poiché la rimozione di tali frazioni dal
flusso del prodotto comporta un aumento nella qualità del CSS.
4.4.1 Definizione dei fattori di purezza e recupero
I separatori metallici separano i rifiuti in entrata in due flussi in uscita (Figura
4.23). Il materiale in ingresso (flusso 0) risulta essere il mix delle componenti x
(materiale da recuperare) e y (altri rifiuti), mentre in uscita vengono creati due
flussi: il materiale recuperato (flusso 1), cioè il prodotto desiderato, e la frazione
residua (flusso 2). Entrambi questi flussi sono a loro volta un mix delle due
componenti x e y. Se la separazione fosse ideale, il flusso 1 conterrebbe solo
materiale x e il flusso 2 solo materiale y.
Figura 4.23-Schematizzazione separatori metallici
Per descrivere in maniera completa le prestazioni del macchinario è necessario
definire più parametri:
- Recovery Factor Transfer Function (RFTF): questo parametro indica il
contenuto totale del flusso di prodotto ottenuto (x1+y1) in relazione al
flusso in ingresso del solo materiale che si vuole recuperare (x0)
(4.14)
- Fattore di Purezza (P): indica la frazione del materiale da recuperare
contenuta nel flusso di prodotto
(4.15)
Componendo le due equazioni si trova che il valore dell’efficienza (E) intesa
come il rapporto tra il materiale desiderato che effettivamente si riesce a
recuperare (x1) e il materiale da recuperare in ingresso (x0) risulta essere:
(4.16)

Capitolo 4
66
4.4.2 Separatori a magneti permanenti
Si tratta di un magnete che scorre perpendicolarmente o parallelamente alla
direzione di trasporto dei rifiuti e attrae a se tutti i materiali magnetici ossia i
metalli ferrosi. Le prestazioni del magnete non dipendono dalle dimensioni del
rifiuto metallico poiché questo è sempre attratto dal magnete, bensì dallo
spessore di rifiuto che copre la particella magnetica. La forza di attrazione
magnetica, infatti, deve essere in grado di vincere la forza peso del rifiuto
sovrastante. Ipotizzando di disporre di superficie di interazione in eccesso e
riuscendo a mantenere lo spessore del flusso entro certi limiti, si possono
ritenere costanti le prestazioni del separatore magnetico. La distribuzione
dimensionale dei metalli ferrosi non subirà quindi variazioni. I parametri RFTF
e P utilizzati per questa modellizzazione risultano entrambi pari a 0,8 (Tabella
4.11) consentendo, quindi, un’efficienza di recupero (E) pari a 0,64.
Figura 4.24-Separtori magnetici
Tabella 4.11-Prestazioni separatori magnetici
4.4.3 Separatore a correnti indotte
I separatori a correnti indotte si basano sulla generazione di una corrente
elettrica indotta nei metalli non magnetici in risposta ad un campo
elettromagnetico. Questo processo consente la separazione dei metalli non-
ferrosi come l’Alluminio ed il Rame. Le correnti indotte si creano quando un
oggetto conduttivo viene esposto ad un campo magnetico variabile nel tempo o
nello spazio. La corrente indotta circola in circuito chiuso all’interno del
conduttore; in accordo con la legge di Lenz tale corrente genera un campo
magnetico opposto al campo magnetico a cui il materiale è esposto. Si crea,
così, una forza che agisce sull’oggetto conduttivo spingendo l’oggetto fuori dal
campo magnetico a cui è esposto. Questo funzionamento non si modifica al
variare delle dimensioni del materiale conduttivo, bensì al variare della sua
densità. Si può considerare, quindi, che il separatore a correnti indotte non vari
le distribuzioni dimensionale dei rifiuti, agendo con le stesse prestazioni su tutte
le classi dimensionali. Le prestazioni di questi separatori risultano superiori a
RFTF 0,8
P 0,8

La modellizzazione dei sistemi TMB
67
quelle dei separatori magnetici e l’efficienza E considerata all’interno di questo
lavoro risulta pari a 0,81. I valori di P e RFTF sono riportati nella Tabella 4.12.
Figura 4.25-Separatore a correnti indotte
Tabella 4.12-Prestazioni separatore a correnti indotte
4.5 La bioessicazione
La bioessicazione è un processo anaerobico esotermico basato sull’ossidazione
batterica del materiale organico contenuto nel rifiuto. L’obiettivo della
bioessicazione è quello di sfruttare una reazione batterica esotermica al fine di
far evaporare la maggior quantità di umidità contenuta nel rifiuto con la minor
conversione di materia organica possibile. Gli effetti dovuti a tale processo sono
un aumento del PCI del rifiuto e una parziale stabilizzazione della sua
composizione.
Il rifiuto viene posto in pile alte al massimo 6 m all’interno dei bio-reattori che
forzano il passaggio dell’aria all’interno del cumulo di rifiuti. L’aria ha diversi
compiti: deve fornire ai batteri l’ossigeno necessario all’ossidazione e deve
trascinare fuori dal reattore i prodotti della reazione e l’umidità che evapora a
causa del riscaldamento dell’ambiente. La durata del processo e la portata d’aria
ambiente nel reattore cambiano a seconda dell’umidità del rifiuto e del
contenuto di materiale putrescibile, variando rispettivamente tra i 7 e i 14 giorni
e tra 3 e 12 m3/kgRSU. Ciò che influenza maggiormente le prestazioni della
bioessicazione e ne può provocare l’arresto è il contenuto di umidità nel rifiuto,
poiché all’aumentare di questo aumenta l’attività dei batteri. La riduzione di
massa del rifiuto alla fine del processo dipende dalla dinamica e dal tipo di
regolazione del processo stesso: soprattutto dalla durata e dal regime di
ventilazione.[9]
RFTF 0,9
P 0,9

Capitolo 4
68
4.5.1 Modellizzazione della bioessicazione
La riduzione in massa del rifiuto durante la bioessicazione si compone di 3 parti:
- La frazione dei composti volatili contenuti nella parte organica che
vengono trasformati durante la reazione in prodotti volatili
- Una parte dell’umidità del rifiuto che evapora e viene trasportata via
dall’aria
- Una piccolissima parte (circa il 2% della riduzione totale di massa) di
umidità che si raccoglie come percolato liquido.
Le reazioni chimiche sviluppate dai batteri all’interno del rifiuto consumano
parte della frazione organica volatile rilasciano del calore che scalda l’ambiente
esterno e fa evaporare parte dell’umidità contenuta nel rifiuto. La perdita di
umidità risulta essere, quindi, correlata alla perdita di frazione organica volatile.
Le reazioni di bioessicazione sono reazioni differenti rispetto alla combustione e
coinvolgono tutta la frazione organica presente nel rifiuto, non solo quella che
viene persa. Per calcolare il calore rilasciato dalle reazioni non è quindi corretto
utilizzare il PCIfc della sostanza organica volatile che viene persa perché così
facendo si sottostimerebbe tale valore. I Professori Viganò e Consonni hanno
proposto nel loro lavoro “A model for mass and energy balances of bio-drying”
[9] un modello di calcolo che tiene conto di questo fenomeno. Tale
procedimento verrà seguito all’interno di questo lavoro.
Analizzando il comportamento della sola frazione combustibile dell’organico si
possono scrivere i bilanci di massa ed energia [9]:
(4.17)
(4.18)
Il modello assume che la massa organica combustibile che si ossida risulti
differente da quella consumata: il contributo energetico delle due quantità si
deve però eguagliare. [9]
(4.19)
Assumendo che
[9] si può scrivere
(4.20)
La massa organica consumata risulta essere minore di quella ossidata ed il
valore ε risulta minore di 1. Tale coefficiente risulta dipendente dalla frazione su
base umida di organico presente all’interno del flusso di rifiuti in ingresso

La modellizzazione dei sistemi TMB
69
(yorgin
) ed è calcolabile attraverso la relazione proposta sempre dai Professori
Viganò-Consonni [9]:
(4.21)
Dalla definizione di ε si può ricavare i PCI effettivo della frazione organica
consumata in relazione al PCIfc,orginiziale
che risulta superiore a quest’ultimo
(ε<1): si sviluppa quindi una quantità di calore superiore rispetto a quella che si
calcolerebbe utilizzando PCIfc,orginiziale
.
(4.22)
L’attività sperimentale portata avanti dall’Università di Trento ha mostrato
come, nel range di “contenuto organico” che si trova tipicamente nel RSU
italiano (o per EU15), quale ad esempio il rifiuto indifferenziato lasciato dopo la
raccolta differenziata, la riduzione totale in massa del rifiuto alla fine del
processo di bioessicazione può essere considerato pari al 63% del contenuto
organico presente nel rifiuto iniziale [9]. Un’altra considerazione utile deriva
dagli studi fatti dal Prof. Viganò [9] per cui il rendimento di reazione può essere
considerato pari al 97,5%. Questo valore non è unitario poiché parte del calore
sviluppato serve a riscaldare l’ambiente e il flusso di rifiuti, e parte si ritrova
all’interno del flusso di acqua liquida in uscita.
Occorre ora strutturare un sistema a tre equazioni in tre incognite (ΔMH2O,
ΔMfc,org, PCIfc,orgfinale
). Per far questo vengono utilizzati il bilancio di massa ed
energia a cavallo del reattore ed il bilancio di energia sulla frazione volatile
dell’organico (eq. 4.18).
(4.22)
Condizioni:

Capitolo 4
70
Imponendo tali condizioni è possibile calcolare la massa di organico consumata
e l’umidità che evapora. Per suddividere la perdita di umidità all’interno delle
varie classi merceologiche è stato calcolato il fattore di riduzione della
percentuale di umidità contenuta in ciascuna classe merceologica (β < 0).
Questo coefficiente è stato considerato uguale per tutte le classi merceologiche.
(4.23)
4.5.2 La maturazione
La maturazione è un processo biologico naturale e si realizza su una frazione del
flusso in ingresso ricca di materiale organico. A differenza della
biostabilizzazione non avviene in un reattore, ma in cumuli in contatto con
l’ambiente circostante. Il processo si struttura in due fasi:
- La prima parte della maturazione dura circa 30 giorni e deve avvenire al
coperto a causa del rilascio di odori e dell’alta putriscibilità del rifiuto. In
questo periodo il rifiuto viene continuamente rivoltato dall’azione di pale
gommate al fine di mescolarlo e rivoltarlo. Il rifiuto è inoltre soggetto a
ventilazione forzata. Il rivoltamento consente di ottenere una buona
miscelazione dei materiali di partenza, ne riduce la pezzatura, ne facilita
l’aerazione e ne regola la temperatura. In questo modo, alla fine del processo
si avrà una sufficiente igienizzazione e una omogenea stabilizzazione. In
genere si effettuano fino a 2-3 rivoltamenti a settimana, che consentono
anche di accelerare il processo. Vi è, però, un dispendio energetico non
indifferente necessario a tale movimentazione. L’aria che entra in contatto
con i cumuli viene convogliata verso dei bio-filtri e quindi rilasciata in
atmosfera. Dopo questa fase la frazione in massa di umidità specifica di ogni
classe merceologica si riduce a ⅔ del corrispettivo valore in ingresso, mentre
il valore della frazione combustibile dell’organico si riduce del 35%.
- La seconda fase può avvenire anch’essa al coperto, ma durante questo
periodo il rifiuto non è soggetto ne a rivoltamenti, ne a ventilazione forzata.
Questa fase agisce principalmente sul rifiuto organico poiché le altre classi
merceologiche contengono quantitativi di umidità molto minori. In questo
periodo (che dura circa 60 giorni) si consuma una parte di frazione
combustibile della frazione organica ed un parte di umidità di questa classe
merceologica evapora. Al termine del processo il rifiuto in uscita presenta un
valore della frazione combustibile della parte organica ridotto di un ulteriore
15% del valore iniziale (prima dell’inizio del processo di maturazione). I
valori delle percentuali di umidità delle varie tipologie merceologiche
risultano invece pari a quelli in uscita dalla prima fase di maturazione.
Figura 4.26-Schematizzazione maturazione
0 2STABILIZZAZIONE in CAPANNONE
(30 giorni)
MATURAZIONE all'APERTO
(60 giorni)1

La modellizzazione dei sistemi TMB
71
Indicando con y la frazione massica di umidità o sostanze combustive relativa ad
ogni classe merceologica i si può affermare che:
per ogni i (4.24)
In riferimento alla sola frazione organica:
(4.25)
(4.26)
La riduzione di massa di questo processo si ripercuote anche sulle dimensioni
delle particelle del rifiuto, poiché queste, rilasciando umidità, si
rimpiccioliscono. Il fenomeno viene considerato dimezzando le dimensioni delle
particelle di organico. Si interviene solamente su questa classe merceologica
poiché risulta la più colpita dal processo a causa della perdita di una frazione
della parte combustibile e del maggior quantitativo in massa di umidità
rilasciato.


Capitolo 5
5 Casi di studio
Il modello creato è stato strutturato ed implementato su tre diversi schemi
d’impianto ritenuti significativi al fine di rappresentare la popolazione degli
impianti esistenti. Questi tre esempi rappresentano: l’impianto di riferimento su
cui il modello è stato tarato, il modello degli impianti tradizionali presenti in
Italia, ed infine uno schema d’impianto a flusso unico caratterizzato dalla
presenza della biostabilizzazione. Tutte e tre le tipologie d’impianto risultano
essere finalizzate alla produzione di CSS e non al recupero di materiali da
avviare al riciclo. Gli unici materiali opportunamente separati dal flusso di rifiuti
risultano essere i metalli poiché determinerebbero un decadimento della qualità
del CSS prodotto. Carta e plastica non sono separati al fine mantenere alto il PCI
del combustibile derivato da rifiuti. Tutti gli schemi qui riportati sono composti
dagli stessi macchinari, variando la loro disposizione e, con essa, alcune
caratteristiche che ogni singolo componente deve avere. La modellizzazione del
singolo macchinario tuttavia non prevede modifiche al variare dell’impianto in
cui è inserito.
5.1 Definizioni
5.1.1 Caratterizzazione del RUR in ingresso
Per analizzare le prestazioni degli impianti si è fatto riferimento a tre diverse
tipologie di rifiuti in ingresso fornendo una rappresentazione il più completa
possibile. Questi tre diversi tipi di RUR si differenziano per la loro
composizione e, di conseguenza per il loro potere calorifico. In ordine crescente
di PCI le tipologie di RUR sono state denominate come RURmin, RURmed,
RURmax. La caratterizzazione di questi rifiuti si è basata sulla rappresentazione
fornita da Ranzini [5] in modo da poter confrontare i risultati da lui ottenuti con
quelli calcolati attraverso il modello realizzato. In questo modo è stato possibile
calibrare il modello confrontando i parametri di prestazione dell’impianto di
riferimento con quelli della corrispondente configurazione di Ranzini.
Nell’analisi riportata in seguito si è considerato che gli ingombranti presenti
vengano rimossi prima dell’ingresso del rifiuto nell’impianto TMB con dei
parametri di rimozione RFTF e P pari a 1 poiché la separazione si può ritenere
ideale per il fatto che avviene manualmente e gli ingombranti risultano “ben
visibili”. Quest’ipotesi comporta delle differenze con l’analisi di Ranzini, ma
permette di fornire una rappresentazione più realistica e significativa. Inoltre la
classe merceologica tessili+gomma+legno+cuoio è stata suddivisa in questa
analisi in 70% di legno e 30% di tessili utilizzando per queste due nuove classi i
valori delle proprietà proposti nel modello Consonni-Viganò [6]. Per tutte le
altre frazioni merceologiche sono state utilizzate le proprietà descritte dal

Capitolo 5
74
modello di Ranzini [5]. Le distribuzioni dimensionale del RUR in ingresso sono
state considerate pari a quelle contestualizzate del rifiuto grezzo.
Tabella 5.1- Suddivisione merceologica RUR in ingresso agli impianti
Tabella 5.2-Proprietà RUR in ingresso
5.1.2 Definizione dei parametri di merito
Per valutare le prestazioni degli impianti analizzati ci si è basati su tre diversi
parametri in modo da rappresentare i diversi effetti utili che si ottengono
attraverso il trattamento meccanico e biologico dei rifiuti solidi urbani.
Il rendimento di materia (ηm) indica la capacità dell’impianto nel recuperare
materia dal flusso di rifiuti in ingresso ed è definito come il rapporto tra la
portata di CSS prodotto e la portata di RUR in ingresso. Il complemento ad
uno di questo parametro è composto da perdite di processo (Δmbioessicazione),
dal materiale di scarto destinato a discarica (FORSU e inerti) e da un flusso
di materiale recuperato inviato poi al riciclaggio (ferrosi e non-ferrosi
recuperati).
(5.1)
L’incremento di PCI (ΔPCI) indica la capacità dell’impianto di aumentare il
potere calorifico del combustibile in ingresso migliorandone le sue proprietà
RURmin RURmed RURmax
organico 56,82% 47,81% 34,27%
carta&cartone 14,46% 19,33% 26,21%
plastica 7,64% 15,16% 22,48%
vetro&inerti 11,57% 7,12% 5,44%
tessili,gomma&cuoio 1,24% 2,08% 3,05%
legno 2,89% 4,84% 7,13%
ferrosi 4,30% 2,93% 1,13%
non ferrosi 1,07% 0,73% 0,28%
TOT. 100,00% 100,00% 100,00%
PCI [MJ/kg] 6,73 9,17 11,64
yfc yash yumidità PCIfc PCIfc+ash PCI
organico 26,60% 16,80% 56,60% 22,46 13,77 4,60
carta&cartone 70,20% 7,80% 22,00% 16,20 14,58 10,84
plastica 85,50% 9,50% 5,00% 30,01 27,01 25,53
vetro&inerti 1,50% 96,00% 2,50% 4,03 0,06 0,00
tessili,gomma&cuoio 81,70% 4,30% 14,00% 19,88 18,89 15,90
legno 76,83% 1,17% 22,00% 18,84 18,55 13,94
ferrosi 6,00% 90,00% 4,00% 1,61 0,10 0,00
non ferrosi 6,00% 90,00% 4,00% 1,61 0,10 0,00

Casi di studio
75
combustive. La variazione viene anche rapportata al PCI iniziale in modo da
evidenziare l’incremento relativo.
[MJ/kg] (5.2)
(5.3)
Il rendimento termico (ηt) risulta essere un indice che combina il rendimento
di materia con la variazione di PCI: è definito come il rapporto tra l’energia
termica utile in uscita dall’impianto sotto forma di CSS e l’energia termica
utile associata al flusso di rifiuti in ingresso.
(5.3)
Confrontando i grafici dei parametri di merito per i vari impianti si può notare
come il ΔPCI% risulti, a pari diametro di fori dei vagli, crescente nell’ordine
RURmax, RURmed, RURmin poiché in quest’ordine risulta crescente la presenza di
organico ed inerti. Più un rifiuto è ricco di queste specie merceologiche e
maggiore risulta essere la frazione di RUR nel sottovaglio con rispettiva
diminuzione dei rendimenti di massa e termici. Si può affermare che la
vagliatura ha un effetto di separazione maggiore al diminuire della qualità del
rifiuto di partenza. Le caratteristiche del RUR in ingresso all’impianto sono una
delle variabili da tenere in considerazione al fine della scelta del diametro dei
fori dei vagli. Anche le modalità di utilizzo del CSS prodotto concorrono alla
scelta della struttura dell’impianto TMB: qualora il CSS venga utilizzato in co-
combustione nei cementifici il suo PCI deve risultare maggiore rispetto al caso
in cui il combustibile derivato dai rifiuti venga bruciato in un inceneritore
dedicato. Tenendo conto di queste condizioni bisogna cercare il miglior
compromesso tra aumento del PCI e recupero di materia.
5.2 Impianto di riferimento
Questa tipo d’impianto (Figura 5.1) è stato proposto da Ranzini all’interno della
sua tesi [5] ed è un schema a flusso separato in cui il RUR in ingresso passa
attraverso un separatore magnetico per il recupero di materiali ferrosi prima di
essere separato. Il vaglio primario divide la parte fine ricca di organico ed inerti
dai materiali a più alto PCI. Il sovvallo viene trattato da un separatore a correnti
indotte per il recupero dei metalli non-ferrosi, mentre il sottovaglio passa
attraverso un ulteriore separatore magnetico. Questo flusso viene poi lasciato a
maturazione il tempo necessario al completamento del processo (60÷90 giorni);
il rifiuto stabilizzato viene fatto passare attraverso un vaglio stellare. Il

Capitolo 5
76
sottovaglio viene inviato a discarica mentre il sovvallo viene unito al sovvallo
proveniente dal vaglio primario costituendo così il CSS. Per essere utilizzato
come combustibile, però, il flusso deve essere sottoposto a triturazione e
pellettizzazione.
Figura 5.1-Schema impianto di riferimento
5.2.1 Analisi delle prestazioni-impianto di riferimento
Analizzando l’andamento dei parametri di prestazione al variare del diametro
dei fori del vaglio primario (D) (Figura 5.2) si nota come ηm e ΔPCI% abbiano
un andamento opposto tra loro. Aumentare le dimensioni dei fori sul tamburo
comporta una riduzione della massa trattenuta nel sovvallo facendo diminuire, di
conseguenza, il rendimento di massa. Per contro, però, si riesce ad intercettare
nel sottovaglio una frazione sempre maggiore di organico ed inerti permettendo
di ottenere un sovvallo ad alto PCI. Poiché la maggior parte del CSS prodotto
deriva dal flusso grossolano in uscita dal vaglio primario (dal 55% per grossi
fori al 98% per fori di piccole dimensioni) il ΔPCI% aumenta all’aumentare del
diametro del vaglio primario. Si può vedere come ηt segua l’andamento del
rendimento di massa poiché la portata incide maggiormente su questo indice
rispetto al ΔPCI. All’aumentare del diametro dei fori del vaglio primario le
prestazioni dell’impianto risentono maggiormente della composizione iniziale
del rifiuto e le curve del RURmin, RURmed, RURmax tendono a divergere.
Un’analisi simile può essere fatta anche sull’andamento dei parametri al variare
del diametro dei fori del vaglio secondario (d) (Figura 5.3) dove all’aumentare
della dimensione di separazione il ΔPCI% aumenta mentre ηm e ηt diminuiscono.
In questo caso, però, la variazione del diametro dei fori incide in maniera minore
Sottovaglio
Sovvallo
FERROSI
TRITURATORE
CSS
DISCARICA
SEPARATORE A
CORRENTI INDOTE
SEPARATORE
MAGNETICO
MATURAZIONE
VAGLIO STELLARE
NON
FERROSI
SottovaglioSovvallo
RUR LACERA-SACCHI
SEPARATORE
MAGNETICO
VAGLIO PRIMARIO

Casi di studio
77
sui parametri, poiché agisce su una frazione minore del CSS prodotto. Si può
vedere come gli indici di prestazione varino con un andamento significativo per
valori sotto i 30 mm e restino pressoché costanti oltre questa soglia. La
variazione di pendenza risulta essere posizionata in corrispondenza di d=D/2
ossia del valore pari alla metà delle dimensioni dei fori sul vaglio primario.
Utilizzando questo valore si è sicuri, infatti, di escludere tutta la parte organica
dal sovvallo del vaglio secondario. La modellizzazione della maturazione agisce
sulle dimensioni della frazione organica dimezzandole: prima di essa la
dimensione maggiore delle particelle è pari alla dimensione dei fori del vaglio
primario. Risulta sconveniente utilizzare dimensioni maggiori rispetto questa
soglia, poiché si ha una perdita di massa senza un corrispettivo aumento del PCI
del CSS. Il riscontro numerico a questa teoria è stato effettuato con più valori
del diametro dei fori del vaglio primario.
Figura 5.2-Andamento dei parametri di prestazione dell’impianto al variare della
dimensione del diametro dei fori del vaglio primario (D) in [mm] con diametro dei fori del
vaglio secondario (d) fissato pari a metà della dimensione dei fori del vaglio primario
(d=D/2). (Impianto di riferimento)
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
30 40 50 60 70 80 90 100 110 120 130
ηm-RURmin
ηm-RURmed
ηm-RURmax
ΔPCI-RURmin
ΔPCI-RURmed
ΔPCI-RURmax
ηt-RURmin
ηt-RURmed
ηt-RURmax
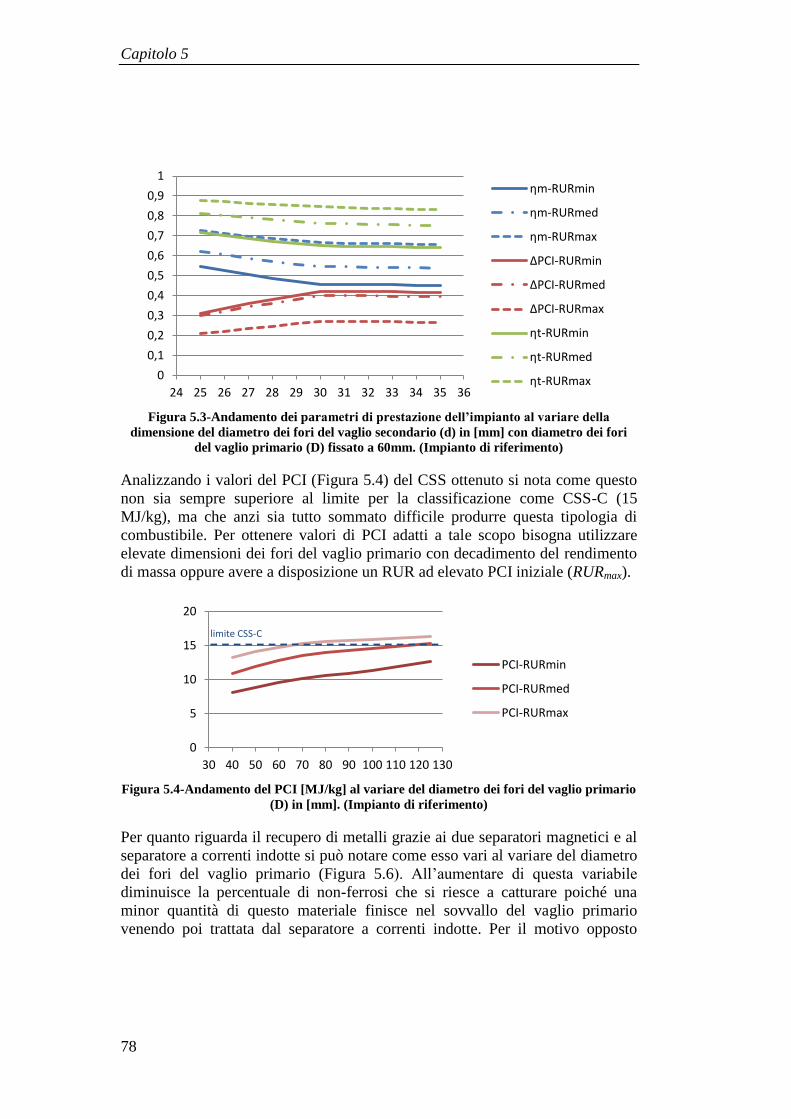
Capitolo 5
78
Figura 5.3-Andamento dei parametri di prestazione dell’impianto al variare della
dimensione del diametro dei fori del vaglio secondario (d) in [mm] con diametro dei fori
del vaglio primario (D) fissato a 60mm. (Impianto di riferimento)
Analizzando i valori del PCI (Figura 5.4) del CSS ottenuto si nota come questo
non sia sempre superiore al limite per la classificazione come CSS-C (15
MJ/kg), ma che anzi sia tutto sommato difficile produrre questa tipologia di
combustibile. Per ottenere valori di PCI adatti a tale scopo bisogna utilizzare
elevate dimensioni dei fori del vaglio primario con decadimento del rendimento
di massa oppure avere a disposizione un RUR ad elevato PCI iniziale (RURmax).
Figura 5.4-Andamento del PCI [MJ/kg] al variare del diametro dei fori del vaglio primario
(D) in [mm]. (Impianto di riferimento)
Per quanto riguarda il recupero di metalli grazie ai due separatori magnetici e al
separatore a correnti indotte si può notare come esso vari al variare del diametro
dei fori del vaglio primario (Figura 5.6). All’aumentare di questa variabile
diminuisce la percentuale di non-ferrosi che si riesce a catturare poiché una
minor quantità di questo materiale finisce nel sovvallo del vaglio primario
venendo poi trattata dal separatore a correnti indotte. Per il motivo opposto
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
24 25 26 27 28 29 30 31 32 33 34 35 36
ηm-RURmin
ηm-RURmed
ηm-RURmax
ΔPCI-RURmin
ΔPCI-RURmed
ΔPCI-RURmax
ηt-RURmin
ηt-RURmed
ηt-RURmax
0
5
10
15
20
30 40 50 60 70 80 90 100 110 120 130
PCI-RURmin
PCI-RURmed
PCI-RURmax
limite CSS-C

Casi di studio
79
(maggior quantitativo di ferrosi nel sottovaglio) la percentuale di ferrosi separata
aumenta (Figura 5.5). Il quantitativo di ferrosi separati risente in maniera minore
della variazione delle dimensioni dei fori del vaglio poiché la maggior parte di
questo materiale viene recuperata dal separatore magnetico a monte del vaglio in
questione. Osservando le distribuzioni dimensionali del rifiuto grezzo per le due
tipologie di metalli si osserva come i ferrosi abbiano dimensioni mediamente
superiori ai non-ferrosi (media: ferrosi 98,67 mm e non-ferrosi 62,9 mm). Si può
pensare che invertendo i due separatori (magnetico sul sovvallo e amagnetico
sul sottovaglio) si riesca a recuperare una maggior frazione di materiali
metallici. Quest’affermazione risulta corretta per diametri dei fori piccoli
(inferiori a 95 mm) poiché in questi casi si rende possibile un aumento della
separazione di metalli ferrosi. Va ricordato che l’andamento della percentuale di
recupero di tutti i metalli segue l’andamento della percentuale di recupero dei
ferrosi poiché questi risultano presenti in quantità maggiore nel RUR in ingresso
all’impianto.
Figura 5.5-Recupero % di materiali ferrosi e non-ferrosi al variare del diametro dei fori
del vaglio primario (D) in [mm]
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
30 50 70 90 110 130
normali %rec ferr
normali %rec non-ferr
invertiti %rec ferr
invertiti %rec non-ferr

Capitolo 5
80
Figura 5.6-Recupero % di metalli al variare del diametro dei fori del vaglio primario (D)
in [mm]
5.3 Impianto tradizionale
L’impianto analizzato di seguito (Figura 5.7) risulta avere uno schema
tradizionalmente presente sul territorio italiano ed è, come gli altri, strutturato
per la produzione di CSS. Questa tipologia d’impianti risulta essere a flusso
separato, la maturazione avviene solo sul sottovaglio del vaglio primario e serve
a stabilizzare il rifiuto in modo da poterlo inviare a discarica. La struttura si
differenzia da quella dell’impianto di riferimento poiché tutto il sottovaglio del
vaglio primario viene inviato a discarica (a meno di una frazione di ferrosi
recuperati prima della maturazione) senza che vi sia recupero di ulteriore
materiale. Il sovvallo del vaglio primario, invece, passa attraverso un separatore
a correnti indotte, viene triturato ed inviato ad un vaglio secondario in modo da
rimuovere un ulteriore frazione di organico ed inerti che vengono poi inviati a
discarica. La parte più grossolana separata dal vaglio secondario viene
pellettizzata e costituisce il CSS.
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
80,00%
90,00%
100,00%
30 50 70 90 110 130
normali
invertiti

Casi di studio
81
Figura 5.7-Schema impianto tradizionale
5.3.1 Analisi delle prestazioni-impianto tradizionale
Questa tipologia d’impianto si differenzia da quella dell’impianto di riferimento
poiché dal sottovaglio del vaglio primario non viene recuperata nessun
quantitativo di materia. L’obiettivo del vaglio primario è quello di separare la
maggior parte della frazione organica in modo da convogliarla a maturazione.
La successiva triturazione mischia parzialmente le classi merceologiche ed è
quindi utile separare la frazione organica a monte di questa lavorazione.
Aumentare le dimensione dei fori del vaglio primario consente una maggior
sicurezza nell’esclusione di organico ed inerti, ma contemporaneamente
comporta un quantitativo sempre maggiore di frazioni pregiate rimosse. I
parametri di prestazione finali dell’impianto dipendono dall’azione combinata
dei due vagli. L’effetto della variazione delle dimensioni dei fori del vaglio
primario può essere evidenziato fissando il diametro dei fori del vaglio
secondario al valore minimo disponibile (20mm) (Figura 5.8). Il vaglio
secondario, in questo caso effettua un limitata opera di separazione,
influenzando in maniera minore i parametri prestazionali. Aumentare il diametro
dei fori del vaglio primario significa, anche in questo caso, aumentare il ΔPCI%
e ridurre ηm e ηt, a causa della progressiva diminuzione della frazione di
organico ed inerti contenuta nel CSS e del contemporaneo aumento della massa
di rifiuto scartata. L’andamento delle prestazioni al variare delle dimensioni dei
fori del vaglio primario può anche essere rappresentato imponendo il diametro
dei fori del vaglio secondario pari alla metà del valore del diametro dei fori del
vaglio primario (d=D/2) (per il diametro dei fori del vaglio primario pari a
30mm è stato imposto il valore minimo disponibile cioè 20mm.) Rispetto al caso
precedente le linee non seguono un andamento lineare, inoltre i valori del
Sottovaglio
CSS
INERTE A DISCARICA
Sovvallo
NON
FERROSI
SEPARATORE A
CORRENTI INDOTE
SEPARATORE
MAGNETICOFERROSI
MATURAZIONE
FORSU A DISCARICA
TRITURATORE
VAGLIO SECONDARIO
RUR LACERA-SACCHI
SEPARATORE
MAGNETICO
SovvalloVAGLIO PRIMARIO
Sottovaglio

Capitolo 5
82
ΔPCI% risultano maggiori e quelli dei ηm e ηt inferiori. Questo fatto è dovuto
all’aumento delle dimensioni dei fori del vaglio secondario.
Figura 5.8-Andamento dei parametri di prestazione dell’impianto al variare della
dimensione del diametro dei fori del vaglio primario (D) in [mm] con diametro dei fori del
vaglio secondario (d) fissato a 20 mm. (Impianto tradizionale)
Figura 5.9-Andamento dei parametri di prestazione dell’impianto al variare della
dimensione del diametro dei fori del vaglio primario (D) in [mm] con diametro dei fori del
vaglio secondario (d) fissato pari a metà della dimensione dei fori del vaglio primario
(d=D/2). (Impianto tradizionale)
0
0,2
0,4
0,6
0,8
1
1,2
20 30 40 50 60 70 80 90
ηm-RURmin
ηm-RURmed
ηm-RURmax
ΔPCI-RURmin
ΔPCI-RURmed
ΔPCI-RURmax
ηt-RURmin
ηt-RURmed
ηt-RURmax
0
0,2
0,4
0,6
0,8
1
1,2
20 40 60 80
ηm-RURmin
ηm-RURmed
ηm-RURmax
ΔPCI-RURmin
ΔPCI-RURmed
ΔPCI-RURmax
ηt-RURmin
ηt-RURmed
ηt-RURmax

Casi di studio
83
L’influenza delle dimensioni dei fori del vaglio secondario sulle prestazioni
dell’impianto si deve rapportare al valore dei diametri dei fori del vaglio
primario. Se quest’ultimo risulta piccolo (Figura 5.10) una frazione consistente
di organico ed inerti attraversa il trituratore e si ritrova in ingresso al vaglio
secondario. Variare il diametro dei fori del vaglio secondario influenza in modo
anche consistente le prestazioni e all’aumentare di tale dimensione il ΔPCI%
aumenta, mentre ηm e ηt si riducono. Se invece la separazione del vaglio
primario risulta spinta e il diametro dei fori sul suo tamburo elevato (Figura
5.11), l’azione del vaglio secondario ha effetti minori sulle prestazioni
dell’impianto. Tale contributo risulta limitato a causa dell’esclusione della quasi
totalità della frazione di organico ed inerti a monte del vaglio secondario.
Figura 5.10-Andamento dei parametri di prestazione alla variazione del diametro dei fori
del vaglio secondario (d) in [mm] con diametro dei fori del vaglio primario (D) fissato pari
a 40mm. (Impianto tradizionale)
0
0,2
0,4
0,6
0,8
1
1,2
1,4
15 20 25 30 35 40 45 50 55 60 65 70
ηm-RURmin
ηm-RURmed
ηm-RURmax
ΔPCI-RURmin
ΔPCI-RURmed
ΔPCI-RURmax
ηt-RURmin
ηt-RURmed
ηt-RURmax

Capitolo 5
84
Figura 5.11-Andamento dei parametri di prestazione alla variazione del diametro dei fori
del vaglio secondario (d) in [mm] con diametro dei fori del vaglio primario (D) fissato pari
a 80mm. (Impianto tradizionale)
Analizzando l’andamento dei valori assoluti del PCI si nota come non sempre il
CSS ottenuto possa essere classificato come CSS-C, ma che il raggiungimento
delle proprietà necessarie a tale definizione viene raggiunto solo per il RURmax e
il RURmed. Partendo da un rifiuto a più basso PCI risulta difficile ottenere un PCI
superiore a 15 MJ/kg.
Figura 5.12- Andamento del PCI [MJ/kg] al variare del diametro dei fori del vaglio
primario (D) in [mm]. (Impianto tradizionale)
I valori delle prestazioni del recupero delle frazioni metalliche non si discostano
ne qualitativamente ne quantitativamente a quelli dell’impianto di riferimento.
Le lavorazioni che avvengono prima dei separatori metallici risultano identiche
per le due tipologie d’impianto.
0
0,2
0,4
0,6
0,8
1
1,2
15 20 25 30 35 40 45 50 55 60 65 70
ηm-RURmin
ηm-RURmed
ηm-RURmax
ΔPCI-RURmin
ΔPCI-RURmed
ΔPCI-RURmax
ηt-RURmin
ηt-RURmed
ηt-RURmax
0 2 4 6 8
10 12 14 16 18
20 30 40 50 60 70 80 90
PCI-RURmin
PCI-RURmed
PCI-RURmax
limite CSS-C

Casi di studio
85
5.4 Impianto a flusso unico con biostabilizzazione
Questa tipologia di impianti (Figura 5.13) opera la biostabilizzazione sull’intero
flusso di rifiuti in ingresso. A questa seguono un separatore magnetico e un
trituratore. Vi sono poi un altro separatore magnetico ed uno a correnti indotte
che separano dal flusso di rifiuti un’ulteriore frazione di metalli. Queste
rimozioni risultano scrupolose poiché in uscita da essi vi è un flusso che può già
essere utilizzato come combustibile. Tuttavia l’incremento di PCI risulta
modesto poiché tutti gli inerti e l’organico stabilizzato non sono stati rimossi. Se
si vuole ottenere CSS di elevata qualità bisogna quindi rimuovere queste
componenti utilizzando un vaglio secondario che comporta, però, uno scarto da
inviare a discarica.
Figura 5.13-Schema impianto a flusso unico con biostabilizzazione
5.4.1 Analisi delle prestazioni-impianto biostabilizzazione
Questo impianto è caratterizzato dalla produzione di CSS ad alto PCI poiché la
biostabilizzazione avviene su tutto il flusso di rifiuti che comporrà il CSS. Il
combustibile derivato dai rifiuti risulta totalmente essiccato (a meno
dell’efficienza di essicazione della biostabilizzazione) e tutte le frazioni
merceologiche risultano avere un PCI superiore a quello di partenza. Il
posizionamento del vaglio a valle del trituratore comporta la necessità di
Sottovaglio
Sovvallo
CSS A BASSO PCI
VAGLIO
NON
FERROSI
FORSU A DISCARICA
RUR LACERA-SACCHI
SEPARATORE
MAGNETICO
FERROSI
TRITURATORE
BIOSTABILIZZAZIONE
CSS AD ALTO PCI
SEPARATORE
MAGNETICO
SEPARATORE A
CORRENTI INDOTE

Capitolo 5
86
utilizzare diametri dei fori piccoli al fine di non scartare troppa massa dal CSS.
ηm e ηt crollano in maniera considerevole già utilizzando un vaglio da 20 mm
(misura minima) mentre contemporaneamente il ΔPCI% aumenta fortemente.
Aumentando le dimensione dei fori del vaglio si riscontrano inizialmente
incrementi significativi nell’andamento della variazione di PCI poiché una
frazione sempre maggiore di inerti ed organico sono esclusi dal CSS. Vi è un
limite massimo per questa crescita posizionato a circa 50÷60 mm: oltre tale
valore il ΔPCI% inizia a diminuire. La presenza di questo massimo dipende dal
fatto che per valori superiori la percentuale di plastica nel CSS si riduce
lasciando spazio a frazioni merceologiche a più basso PCI (come ad esempio la
carta&cartone.) Risulta sconveniente oltrepassare questo limite poiché si
otterrebbe un aumento di PCI raggiungibile anche con valori di ηm maggiori. Il
valore di questo massimo è determinato dal fatto che per valori superiori a 2
inch (50,8 mm) nelle distribuzioni del rifiuto primario non sono più presenti né
organico né inerti. L’entità della decrescita del ΔPCI% dipende dalla presenza
della frazione di plastica all’interno del rifiuto in ingresso all’impianto. Questo
valore aumenta all’aumentare del PCI del rifiuto grezzo imponendo una
diminuzione più rapida per queste tipologie di rifiuto.
Figura 5.14-Andamento dei parametri di prestazione dell’impianto al variare del diametro
dei fori del vaglio (D) in [mm] (Impianto biostabilizzazione)
Si può notare (Tabella 5.3) come la biostabilizzazione abbia un effetto maggiore
sul RURmin a causa del più alto contenuto di frazione organica. Il valore del
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
0 10 20 30 40 50 60 70 80 90 100 110 120 130
ηm-RURmin
ηm-RURmed
ηm-RURmax
ΔPCI-RURmin
ΔPCI-RURmed
ΔPCI-RURmax
ηt-RURmin
ηt-RURmed
ηt-RURmax
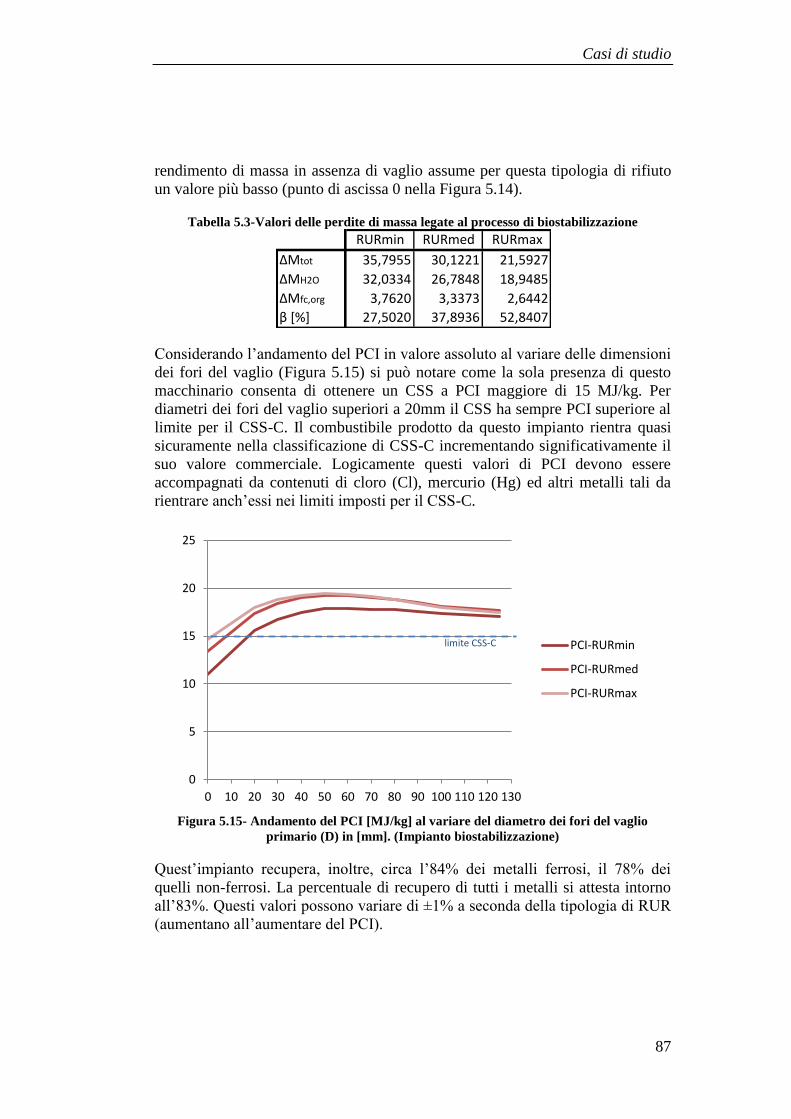
Casi di studio
87
rendimento di massa in assenza di vaglio assume per questa tipologia di rifiuto
un valore più basso (punto di ascissa 0 nella Figura 5.14).
Tabella 5.3-Valori delle perdite di massa legate al processo di biostabilizzazione
Considerando l’andamento del PCI in valore assoluto al variare delle dimensioni
dei fori del vaglio (Figura 5.15) si può notare come la sola presenza di questo
macchinario consenta di ottenere un CSS a PCI maggiore di 15 MJ/kg. Per
diametri dei fori del vaglio superiori a 20mm il CSS ha sempre PCI superiore al
limite per il CSS-C. Il combustibile prodotto da questo impianto rientra quasi
sicuramente nella classificazione di CSS-C incrementando significativamente il
suo valore commerciale. Logicamente questi valori di PCI devono essere
accompagnati da contenuti di cloro (Cl), mercurio (Hg) ed altri metalli tali da
rientrare anch’essi nei limiti imposti per il CSS-C.
Figura 5.15- Andamento del PCI [MJ/kg] al variare del diametro dei fori del vaglio
primario (D) in [mm]. (Impianto biostabilizzazione)
Quest’impianto recupera, inoltre, circa l’84% dei metalli ferrosi, il 78% dei
quelli non-ferrosi. La percentuale di recupero di tutti i metalli si attesta intorno
all’83%. Questi valori possono variare di ±1% a seconda della tipologia di RUR
(aumentano all’aumentare del PCI).
RURmin RURmed RURmax
ΔMtot 35,7955 30,1221 21,5927
ΔMH2O 32,0334 26,7848 18,9485
ΔMfc,org 3,7620 3,3373 2,6442
β [%] 27,5020 37,8936 52,8407
0
5
10
15
20
25
0 10 20 30 40 50 60 70 80 90 100 110 120 130
PCI-RURmin
PCI-RURmed
PCI-RURmax
limite CSS-C

Capitolo 5
88
5.5 Confronto generale
Figura 5.16-Correlazione tra ΔPCI% e ηm per le tre tipologie d’impianto valutate per
RURmin e RURmax - considerando per gli impianti di riferimento e tradizionale, le
configurazioni con diametro dei fori del vaglio secondario (d) imposto pari alla metà delle
dimensioni dei fori del vaglio primario(D) (d=D/2)
Osservando la Figura 5.16 si può notare come i tre impianti si comportino in
modo differente comprendo campi di prestazione diversi. In generale si può
affermare che ad un aumento del ΔPCI% corrisponde una diminuzione di ηm.
L’impianto basato sulla bioessicazione fornisce a pari ηm dei ΔPCI% maggiori
rispetto agli altri impianti a causa del processo di bioessicazione. Si nota, inoltre,
che per questo schema d’impianto c’è un punto di massimo ΔPCI% alla cui
sinistra è sconveniente andare. L’impianto di riferimento e quello tradizionale
forniscono ΔPCI% confrontabili, ma a pari valore l’impianto di riferimento
ottiene ηm maggiori a causa del recupero di materia dal sottovaglio del vaglio
primario per mezzo del vaglio stellare.
Passando da RURmin a RURmax le prestazioni dei tre impianti si spostano verso il
basso e la destra diminuendo i valori di ΔPCI% ed aumentando quelli di ηm.
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
0 0,2 0,4 0,6 0,8 1
ΔP
CI [
%]
ηm
riferimento min
riferimento max
tradizionale min
tradizionale max
biostabilizzazione min
biostabilizzazione max

Capitolo 6
6 L’utilizzo del CSS nei cementifici
6.1 Il processo produttivo del cemento
L’industria del cemento è un settore fortemente energivoro: il processo di
produzione avviene a temperature molto elevate e per questo necessita di elevate
quantità di energia termica ed elettrica. Il componente principale del cemento è
il “clinker” che viene prodotto a partire da materie prime naturali quali il calcare
(circa il 90%) e l’argilla, finemente macinati ed alimentati al forno di cottura
(Figura 6.2). Qui vengono cotti i materiali e le temperature devono essere molto
alte: sono necessari 1450°C affinché avvenga il processo di calcinazione grazie
al quale il carbonato di calcio presente nel calcare (CaCO3), rilasciando anidride
carbobica (CO2), si trasforma in calce (CaO), la quale è elemento principale del
minerale artificiale detto “clinker”. Quest’ultimo viene velocemente raffreddato
a 100-200°C e successivamente miscelato con materiali correttivi quali il gesso,
al fine di costituire il cemento di composizione standardizzata. «Il processo di
formazione del clinker nel forno rotativo non genera né residui né scarichi idrici.
Le emissioni in atmosfera provenienti dal forno da cemento si originano dal
processo di combustione e dalle reazioni chimiche e fisiche che avvengono
durante la cottura delle materie prime»[10]. Tradizionalmente vengono utilizzati
combustibili fossili poco pregiati quali pet-coke e carbone al fine di ottenere il
calore necessario (3,3-5 MJth/kg di clinker) con il minimo impatto economico
sul processo di produzione.
Figura 6.1-Impianto di produzione del cemento

Capitolo 6
90
Figura 6.2-Schematizzazione del forno di un cementificio
6.2 L’utilizzo del CSS in co-combustione
La co-combustione -che è parte del co-processing- è la sostituzione di
combustibili primari con residui riutilizzabili effettuata al fine di ridurre
l’utilizzo di combustibili fossili e contemporaneamente ridurre le emissioni. Non
tutti i rifiuti possono essere utilizzati per questo scopo poiché le ceneri derivate
dalla loro combustione vengono inglobate nel clinker e formano, quindi, parte
del prodotto in uscita dal forno. La composizione chimica finale del cemento
(cioè del prodotto utile) non può subire forti variazioni e questo risulta essere il
primo forte vincolo imposto all’utilizzo dei rifiuti. Questo limite è interno al
processo produttivo e, di conseguenza, impone che tutti i rifiuti utilizzati
provengano da filiere controllate, assicurando pre-trattamenti idonei e controlli
di qualità rigorosi. La stessa azienda produttrice ha convenienza a dotarsi di
standard prefissati per il combustibile in ingresso, poiché altrimenti non sarebbe
in grado di garantire la qualità del cemento prodotto.
A questo vincolo si aggiungono poi quelli relativi all’impatto ambientale ed alla
protezione della salute dei lavoratori e delle comunità limitrofe all’impianto.
6.2.1 La sostenibilità del co-processing
La sentenza della Corte Superiore di Giustizia Europea (V Sezione) del 13
febbraio 2003 – Caso C-228/00 Commissione Europea contro Germania –
stabilisce che l’utilizzo di rifiuti come combustibile nei forni da cemento deve
essere classificato come attività di recupero. Viene quindi differenziata la co-
L’utilizzo del CSS nei cementifici
91
combustione dall’incenerimento; inoltre in alcuni casi particolari l’Unione
Europea riconosce il co-processing come BAT (Best Available Technique). La
Decisione di Esecuzione della Commissione Europea del 26 marzo 2013
stabilisce «le conclusioni sulle migliori tecniche disponibili (BAT) per il
cemento, la calce e l’ossido di magnesio, ai sensi della direttiva 2010/75/UE del
Parlamento» [Gazzetta ufficiale dell’Unione Europea del 9.4.2013].
- Sostenibilità sociale: La produzione di CSS si integra pienamente con la
raccolta differenziata senza sostituirsi ad essa, le caratteristiche di questo
processo comportano infatti la necessita di una selezione dei rifiuti che può
avvenire solo tramite la raccolta differenziata e permette inoltre di recuperare
ulteriore materiale (ferrosi e non-ferrosi). La combustione nei cementifici,
inoltre, garantisce una riduzione delle emissioni di CO2 e un annullamento di
residui da depositare in discarica. La combustione dei rifiuti in impianti già
esistenti permette, poi, di minimizzare l’impatto sociale legato alla
realizzazione di nuovi impianti.
- Sostenibilità ambientale: La co-combustione risulta avere alcuni vantaggi
anche dal punto di vista delle emissioni. La sostituzione di combustibili
fossili con combustibili che contengono una frazione di biomassa permette di
ridurre le emissioni di combustione: per ogni tonnellata di CDR utilizzato nei
cementifici, si emettono circa 1,1 tonnellate di CO2 in meno rispetto al caso
in cui venga utilizzato combustibile fossile. L’attività di tutti i cementifici è
legato al rilascio dei certificati A.I.A. (Autorizzazione Integrata Ambientale)
da parte degli enti locali (Provincia/Regione). Tale certificato autorizza anche
l’uso del CSS, per cui è tuttavia imposto il rispetto di limiti alle emissioni e
prescrizioni normative più stringenti rispetto alla marcia a combustibili fossili
(D.Lgs. 59/05 e D.Lgs. 152/06). In questi certificati sono, inoltre, descritte le
modalità di controllo delle emissioni da parte delle autorità competenti
(ARPA): qualora vengano utilizzati combustibili alternativi, il monitoraggio
della maggior parte delle emissioni (CO,NOx, SO2, polveri totali, COT, HCl,
HF) deve essere effettuato in continuo.
Le caratteristiche dei forni di cottura e del processo produttivo del cemento
garantiscono:
Una corretta e completa combustione di tutti i composti organici presenti
nei fumi (rimangono all’interno del forno per tempi maggiori ai 10
secondi con temperature superiori ai 1200°C, raggiungendo temperature di
circa 1800°C per circa 5-6 secondi)
La neutralizzazione di quasi tutti i composti acidi dei fumi dovuti alla
presenza di un ambiente di natura basica.
La creazione di un ambiente termodinamico sfavorevole alla formazione
di diossine: temperature superiori agli 850°C e tempo di permanenza

Capitolo 6
92
maggiore di 2 secondi. I due parametri combinati sono largamente
superiori a quanto considerato indispensabile per evitare la formazione di
diossine dalla Direttiva UE sulla riduzione delle emissioni industriali.
Questo accade nei forni da cemento per esigenze di processo e non accade
negli inceneritori che, per raggiungere gli stessi parametri, devono essere
dotati di particolari dispositivi, quali, ad esempio, una camera di
postcombustione con un bruciatore ausiliario (dove vengono bruciati
combustibili fossili). Le emissioni di NOx nei cementifici risultano inferiori
rispetto agli inceneritori che bruciano combustibili fossili a causa della minor
temperatura di fiamma con un beneficio stimato dalla Commissione Europea
attorno allo 0,36 kgNOx/tCDR [Genon,Brizio 2008]. Circa il 99,9% dei metalli
pesanti liberati dalla combustione, inoltre, viene inglobato nel clinker o
trattenuto nei sistemi di filtrazione.
- Sostenibilità energetica: La sostituzione energetica di fonti fossili non
rinnovabili con combustibile CSS garantisce un risparmio di fonti non
rinnovabili a dispetto di un incremento dell’utilizzo di fonti parzialmente
rinnovabili. L’aumento della sostituzione energetica con combustibili
alternativi permette di incrementare l’indipendenza energetica italiana.
- Sostenibilità economica: «La filiera del CSS non solo è sostenibile sotto il
profilo economico, ma è addirittura virtuosa»[10]. Vi sono vantaggi legati ad
una più alta valorizzazione economica del rifiuto ed altri dovuti a un
risparmio economico per i cementifici.
6.3 Situazione attuale
6.3.1 Il mercato europeo del cemento
«Il settore delle costruzioni sta attraversando la crisi più grave dal dopoguerra ad
oggi. Il 2013 è stato il sesto anno consecutivo di crisi e si è chiuso con un
riduzione degli investimenti in costruzioni del 6,9% in termini reali su base
annua»[11]. Dal 2008 ad oggi gli investimenti in abitazioni, costruzioni non
residenziali ed opere pubbliche hanno continuato a diminuire. La situazione è
stata aggravata dalla riduzione dei risparmi familiari e dalla difficoltà di
accedere a mutui bancari; il mercato si è quindi contratto e le previsioni odierne
per il futuro non prevedono tuttora una ripresa.
In Europa (UE 28) si registra un calo generale della produzione di cemento; le
gerarchie produttive tra i vari Paesi (Figura 6.3) non sono però cambiate.
Se si guarda, invece, ai Paesi esterni all’Unione Europea, ma membri del
Cembureau (European Cement Association), si possono notare anche situazioni
differenti, come quella della Turchia, dove il tasso di crescita della produzione
di cemento nel 2013 è stato addirittura del +11,7% [11].

L’utilizzo del CSS nei cementifici
93
Figura 6.3-Produzione annua di cemento per i principali produttori membri Cembureau
[103 tonn] (Fonte: Cembureau ed elaborazione AITEC)
6.3.2 Il mercato del cemento in Italia
Nonostante la contrazione del mercato e la conseguente riduzione della
produzione stessa del cemento, l’Italia continua ad essere il secondo produttore
di cemento dell’area UE 28. La produzione di cemento in Italia è stata per il
2013 di 23.083.078 tonnellate, il che evidenzia una riduzione percentuale su
base annua del 12%. «Continua, quindi, la grave crisi che attanaglia il settore del
cemento e che si è manifestata al culmine del più lungo ciclo espansivo (dieci
anni) rilevato a partire dal dopoguerra. Dal 2006 al 2013 i consumi di cemento si
sono infatti più che dimezzati rispetto al picco di 46,9 milioni di tonnellate»
[11]. Le previsione per i prossimi anni indicano che la riduzione della
produzione continuerà, anche se, probabilmente, con un tasso di riduzione annuo
minore a causa del contesto economico italiano uscito dalla recessione [11].
Figura 6.4-Produzione di cemento in Italia in [10
3 tonn] (Fonte: AITEC)
Il saldo dell’interscambio con l’estero evidenzia come nel 2013 l’Italia sia
diventata un esportatrice di cemento (Figura 6.5). Questo cambiamento è
0
10.000
20.000
30.000
40.000
50.000
60.000
70.000
80.000
TUR GER ITA FRA POL SPA UK SWI
20.000
25.000
30.000
35.000
40.000
45.000
50.000
19
99
20
00
20
01
20
02
20
03
20
04
20
05
20
06
20
07
20
08
20
09
20
10
20
11
20
12
20
13

Capitolo 6
94
principalmente dovuto alla riduzione della domanda interna che ha portato le
aziende del settore ad indirizzare una quota sempre maggiore dei propri flussi
verso l’estero.
Figura 6.5-Andamento in [10
3 tonn] (Fonte: AITEC)
Il restringimento delle dimensioni del mercato ha portato le aziende cementiere
ad intervenire sulla struttura produttiva incrementandone l’efficienza ed ad
operare azioni di miglioramento dell’allocazione dell’utilizzo della capacità
produttiva. Le imprese, quindi, sono state spinte a concentrare i volumi
produttivi sugli impianti più grandi ed efficienti, limitando al minimo le quantità
prodotte dagli impianti piccoli ed obsoleti. Questi cambiamenti si sono
intersecati con la particolare fisionomia del settore italiano che presenta un
elevato numero di imprese e impianti ad elevato livello tecnologico.
Il consumo di energia termica nel 2013 è stato di 3,69 GJ/tclinker (Tabella 6.1),
valore in linea con i livelli europei. Tale valore risulta essere influenzato
dall’andamento non continuativo dei forni che hanno subito arresti e riavvii, con
conseguenti dispendi energetici ben superiori rispetto a quelli derivanti da un
funzionamento a marcia regolare. Nell’ultimo anno l’energia media necessaria
alla produzione di 1 tonnellata di clinker è, tuttavia, diminuita in ragione del
progressivo spegnimento dei forni meno performanti a causa della crisi del
settore.
Tabella 6.1-Consumo specifico di energia termica (Fonte: AITEC)
Ad oggi (dati del 2013) sono presenti, in Italia, 28 aziende operanti nel settore e
caratterizzate da una grande eterogeneità di operatori quanto a dimensioni e
struttura organizzativa: vi sono sia gruppi multinazionali che aziende operanti a
-6.000
-5.000
-4.000
-3.000
-2.000
-1.000
0
1.000
2.000
3.000
2002 2004 2006 2008 2010 2012 2014
esportazioni
importazioni
saldo
2009 2010 2011 2012 2013
GJ/tclinker 3,75 3,77 3,69 3,74 3,69GJ/tcem 2,78 2,93 2,91 3,03

L’utilizzo del CSS nei cementifici
95
livello nazionale o anche solo locale [11]. Il numero di impianti risulta essere di
79 unità, di cui il 46% localizzato nel Nord-Italia.
6.3.3 Il co-processsing in Italia
L’Italia risulta esser uno dei principali produttori europei di cemento e negli
ultimi anni è diventata un’esportatrice, il che ha imposto alle industrie italiane di
adeguarsi agli standard produttivi europei. La sostituzione energetica nei paesi
del Nord-Europa raggiunge livelli molto superiori rispetto a quanto succede in
Italia, dove si riscontra un notevole ritardo in questa pratica anche solo rispetto
alla media europea (Figura 6.6).
Figura 6.6-Tasso di sostituzione calorica con combustibili alternativi al 2011
(Fonte: CSI (Cement Sustainability Initiative), Oficem, AITEC)
L’interesse verso la pratica del il co-processing nasce dal fatto che la crisi del
settore ha spinto le imprese a cercare soluzioni di risparmio economico,
favorendo lo sviluppo tecnico degli impianti e l’utilizzo di combustibili più
economici. Il costo dell’energia di processo risulta, infatti, essere una voce di
costo significativa per il settore. Nonostante in Italia la percentuale di
sostituzione calorica sia ancora lontana dai valori dei competitor internazionali
ed europei, dagli inizi degli anni ’90 ad oggi questo valore ha continuato a
crescere, riducendo il contributo dei combustibili fossili meno adatti al processo,
come il metano (costoso) e l’olio combustibile derivato dalla raffinazione del
petrolio (Figura 6.7). Al 2013 la quantità d’energia termica ottenuta da
combustibili alternativi ha raggiunto l’11,2% [11].
83
63 62 60 54
49 47
40 39
30 29 29
22 22
8,3 0%
10%
20%
30%
40%
50%
60%
70%
80%
90%

Capitolo 6
96
Figura 6.7-Suddivisione % dell’energia termica utilizzata (Fonte: AITEC)
Tra i combustibili alternativi utilizzati non vi è solo il CSS derivato RUR, ma
vengono impiegati anche altri residui industriali. Per questi materiali, sono
tuttavia necessari controlli qualitativi e pretrattamenti, in modo da garantire la
costanza delle caratteristiche e della composizione di tali rifiuti. Il recupero
energetico deve combinarsi con quello di materia: per questo anche residui dal
basso PCI come, ad esempio, i fanghi provenienti dalle acque reflue urbane
vengono utilizzati come combustibili nei cementifici.
Tabella 6.2-Utilizzo dei vari combustibili alternativi in Italia (Fonte: AITEC)
La definizione di “residuo pericoloso” viene data dal D.M. 5/2/98 come
modificato dal D.Lgs. 186/06. Come si può notare dalla Tabella 6.2, la quantità
di energia termica sviluppata dai combustibili alternativi non segue l’andamento
crescente del tasso di sostituzione energetica, poiché la riduzione della
produzione di cemento a partire dal 2007 ha causato una riduzione dei consumi
di energia termica totali. Il mix energetico in questi anni è variato senza però
75%
80%
85%
90%
95%
100%
1991 1993 1995 1997 1999 2001 2003 2005 2007 2009 2011 2013
Alternativi
Gas Naturale
O.C.D.
Carbone
2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
CDR 6.068 29.239 17.636 33.725 35.505 61.104 81.554 117.154 100.176
CDRQ 6.643 13.346 20.186 37.535 42.866 34.571 27.679 49.443
26.347 30.279 29.263 5.834 41.661 21.557 39.591 63.197
48.615 54.394 47.880 48.496 47.019 42.652 32.855 19.985
58 59
10.976 13.212 15.615 8.044
4.082 2.999 9.999 13.369
110.015 136.245 128.055 57.656 55.973 45.917 24.815 22.926 11.317 12.545 18.109 6.378
21.730 29.043 55.226 46.896 42.012 46.167 34.763 31.328 32.468 29.480 10.814 6.945
8.160 7.013 11.944 11.342 10.295 9.300 10.896 18.621 15.399 11.000 6.342 3.272
227.559 283.285 328.069 275.713 267.382 304.324 280.166 279.999 312.541 315.177 305.384 301.516
5,4 5,7 7,2 6,4 5,8 5,9 6,0 7,4 8,1 8,3 10,6 11,2
5.727 6.218 7.986 7.019 6.595 7.841 7.623 7.503 8.211 7.991 8.042 7.173
25,17 21,95 24,34 25,46 24,67 25,76 27,21 26,80 26,27 25,36 26,33 23,79
N
O
N
P
E
R
I
C
O
L
O
S
I
P
E
R
I
C
O
L
O
S
I
97.908
8.000
Solventi non clorurati
Farine e grassi animali
Oli usati
72.666 67.102 93.862
Fanghi reflue urbane
Rifiuti comb. liq.8.920 11.100 14.297 16.424 7.9618.000 8.000
Combustibili
da RUR
Plastiche&Gomme
Pneumatici
Car fluff
TOTALE [tonn]
% SOST. ENERGETICA [%]
ENERGIA [10³ GJ]
PCImedio [MJ/kg]
181.732 172.001 180.267

L’utilizzo del CSS nei cementifici
97
comportare una variazione significativa del PCImedio dei combustibili alternativi
utilizzati.
Figura 6.8-Andamento della ripartizione in massa dei combustibili alternativi
(Fonte: AITEC)
Per il 2013 (ultimi dati disponibili), più della metà in peso dei combustibili
alternativi risulta essere composto da CSS derivato da Rifiuto Solido Urbano: in
dieci anni (Figura 6.8) la sua quantità si è quintuplicata, rendendo il CSS il
materiale più utilizzato in sostituzione ai combustibili fossili.
La seconda classe per importanza risulta essere composta da plastiche, gomme e
pneumatici: l’alto PCI di questi materiali li rende particolarmente idonei ad
essere utilizzati nei cementifici, tanto che essi risultano i materiali utilizzati con
più continuità nella storia. Il loro contributo non si è modificato sostanzialmente
nel tempo, mentre, ultimamente, il loro recupero avviene a partire da rifiuti
sempre più eterogenei tra loro. Gli interni delle autovetture rottamate (c. d. “car
fluffs”), ad esempio, incominciano oggi ad essere utilizzati come combustibili,
proprio perché ricchi di materie plastiche e tessili.
Alcune soluzioni sono state invece parzialmente abbandonate: l’utilizzo di farine
e grassi animali nei cementifici si è ridotto a meno del 5% rispetto al 2003,
mentre il quantitativo di oli usati risulta essere, al 2013, meno di un quarto del
quantitativo utilizzato dieci anni prima. Quest’ultima variazione è probabilmente
dovuta alla difficoltà di trattamento di queste sostanze liquide pericolose al fine
di garantire standard qualitativi elevati e limitare il loro impatto ambientale. Per
lo stesso motivo, anche i solventi recuperati da alcuni processi industriali,
0
50.000
100.000
150.000
200.000
250.000
300.000
350.000
2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
[tonn]
Solventi non clorurati
Oli usati
Farine e grassi animali
Combustibili liquidi non pericolosi
Plastiche-gomme-pneumatici-car fluff
CSS da RUR

Capitolo 6
98
seppur privi di cloro in partenza, hanno dimezzato la loro presenza. Al contrario,
invece,è raddoppiato il quantitativo di combustibili liquidi non pericolosi.
Riflettendo, invece, sul contributo energetico apportato da ogni singola tipologia
di materiale, gli andamenti di carattere storico non cambiano. Si nota, però, in
maniera ancora più chiara (Figura 6.9) che il CSS da RUR contribuisce a più di
metà dell’energia termica proveniente da combustibili alternativi, e plastiche-
gomme-pneumatici ad un 30% ulteriore. Queste due classi provvedono, dunque,
alla quasi totalità del contributo energetico apportato dai combustibili
alternativi. È importante notare come solo il 6% di questa energia termica derivi
da combustibili classificati come pericolosi (oli usati e solventi non clorurati).
Figura 6.9-Ripartizione dei combustibili alternativi su base energetica al 2013
(Elaborazione su dati AITEC)
Per realizzare la Figura 6.9 sono stati assegnati dei PCI ad ogni tipologia di
rifiuto. A tal fine, l’energia termica totale fornita da combustibili alternativi dal
2002 al 2013 è stata calcolata attraverso la percentuale di sostituzione calorica
fornita da AITEC (Figura 6.7), imponendo PCIcarbone pari a 33,5 MJ/kg.
Conoscendo la composizione annuale in massa del mix di combustibili
alternativi utilizzato ed attribuendo ad ogni frazione il corrispettivo PCI, si è
potuto quindi calcolare il calore apportato annualmente dai combustibili
alternativi.
Minimizzando, poi, l’errore tra questi valori e i corrispondenti calcolati
attraverso la percentuale di sostituzione calorica, si sono ottenuti dei PCI di
best-fit dei combustibili alternativi (Tabella 6.3), con un errore massimo relativo
dell’8,12%. Questa analisi si è basata sui dati disponibili, ovvero dal 2002 al
2013, e non tiene conto delle possibili differenze annuali di potere calorifico che
si possono realizzare a causa della variabilità dei rifiuti.
54%
30%
8%
1% 4% 2% CSS da RUR
Plastiche-gomme-pneumatici-car fluff
Combustibili liquidi non pericolosi
Farine e grassi animali
Oli usati
Solventi non clorurati

L’utilizzo del CSS nei cementifici
99
Tabella 6.3-PCI dei combustibili alternativi (Elaborazione su dati AITEC)
6.4 Possibili sviluppi
Risulta interessante, date le potenzialità della tecnologia, effettuare alcune
valutazioni con riguardo alla capacità massima di ricezione del CSS da parte
dell’industria cementiera. Per far questo, è necessario avanzare alcune ipotesi
introduttive basate sull’andamento storico dei dati: l’obiettivo è quello di capire
le potenzialità di utilizzo del CSS all’interno di questo processo.
La prima ipotesi viene fatta sulla suddivisione dell’energia termica apportata dai
combustibili alternativi imponendo la seguente ripartizione (Figura 6.10): 60%
di derivazione da CSS, il 30% da plastiche-gomme-pneumatici-car fluff ed il
restante 10% da combustibili liquidi non pericolosi. A differenza dei valori del
2013 (e degli anni precedenti), sono stati eliminati i rifiuti pericolosi (oli usati e
solventi non clorurati) e le farine-grassi animali. Per i primi si è ipotizzato un
loro completo abbandono a causa della loro pericolosità, dei problemi di
gestione e del maggiore impatto ambientale. Questa scelta risulta coerente con
l’andamento storico del loro utilizzo, che ne descrive un progressivo abbandono.
Le farine e i grassi animali sono stati eliminati dal mix dei combustibili
alternativi ipotizzato per motivi “storici”: il loro utilizzo è crollato drasticamente
negli ultimi 10 anni, riducendosi al 2013 a sole 6.378 tonn che corrispondono al
4,7% del quantitativo utilizzato nel 2003. Per contrastare queste riduzioni è stato
aumentato il contributo energetico apportato da CSS derivato da RUR in
concordanza con l’andamento storico e con l’obiettivo di sviluppo. Vi è un lieve
aumento anche dei combustibili liquidi non pericolosi (es. fanghi acque reflue
urbane) che mantengono il loro trend crescente degli ultimi anni. Non viene
modificato, invece, il contributo di plastiche-gomme-pneumatici-car fluff poiché
questo si è stabilizzato in questi anni attorno al 30% e si può ritenere rimarrà
costante negli anni futuri.
CDR
CDR-Q
CSS da RUR (CDR+CDR-Q)
Plastiche&Gomme 23
Pneumatici 40
Car fluff
Fanghi reflue urbane 17,5
Altri comb. liq. non pericolosi 36
Oli usati
Solventi non clorurati
Farine e grassi animali 16
PCI [MJ/kg]
42
50
28
19
17
17
22
30

Capitolo 6
100
Figura 6.10- Ipotesi di ripartizione dei combustibili alternativi su base energetica per gli
anni futuri
Il PCI delle tre componenti viene ritenuto uguale a quello calcolato per gli anni
2003-2013 (Tabella 6.3), ed è stato ipotizzato un consumo specifico di energia
termica di 3 GJ/tonncem in linea coi valori di questi anni (Tabella 6.1).
Queste ipotesi permettono di calcolare il quantitativo di CSS da RUR smaltito
nei cementifici per diversi valori di sostituzione energetica dei combustibili
alternativi. Sono stati sviluppati tre diversi scenari a seconda della riduzione di
produzione annua del cemento in rapporto alla produzione del 2013: riduzione
nulla, al 10% e al 20%, in modo da considerare la stabilità del settore al variare
del mercato. Si ricorda che nel 2013 sono state bruciate nei cementifici 180.267
tonnellate di CSS con un tasso di sostituzione energetica di tutti i combustibili
alternativi dell’11,2%, mentre il tasso specifico al CSS era del 6%.
Figura 6.11-Consumo di CSS nei cementifici [tonn] al variare del tasso si sostituzione
energetica dei combustibili alternativi
60%
30%
10%
CSS da RUR
Plasica-gomma-pneumatici-car fluff
Combustibili liquidi non pericolosi
150.000
250.000
350.000
450.000
550.000
650.000
750.000
850.000
950.000
1.050.000
1.150.000
0% 10% 20% 30% 40% 50% 60% 70%
2013
produzione cemento -0%
produzione cemento -10%
produzione cemento -20%
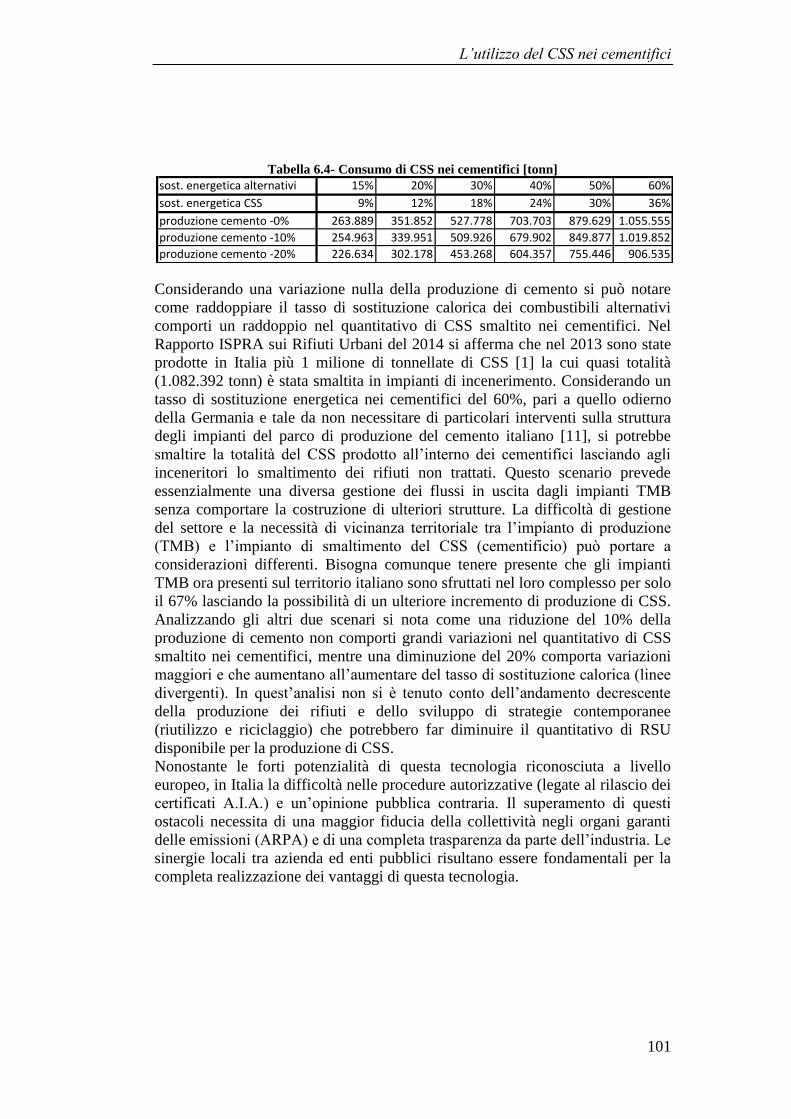
L’utilizzo del CSS nei cementifici
101
Tabella 6.4- Consumo di CSS nei cementifici [tonn]
Considerando una variazione nulla della produzione di cemento si può notare
come raddoppiare il tasso di sostituzione calorica dei combustibili alternativi
comporti un raddoppio nel quantitativo di CSS smaltito nei cementifici. Nel
Rapporto ISPRA sui Rifiuti Urbani del 2014 si afferma che nel 2013 sono state
prodotte in Italia più 1 milione di tonnellate di CSS [1] la cui quasi totalità
(1.082.392 tonn) è stata smaltita in impianti di incenerimento. Considerando un
tasso di sostituzione energetica nei cementifici del 60%, pari a quello odierno
della Germania e tale da non necessitare di particolari interventi sulla struttura
degli impianti del parco di produzione del cemento italiano [11], si potrebbe
smaltire la totalità del CSS prodotto all’interno dei cementifici lasciando agli
inceneritori lo smaltimento dei rifiuti non trattati. Questo scenario prevede
essenzialmente una diversa gestione dei flussi in uscita dagli impianti TMB
senza comportare la costruzione di ulteriori strutture. La difficoltà di gestione
del settore e la necessità di vicinanza territoriale tra l’impianto di produzione
(TMB) e l’impianto di smaltimento del CSS (cementificio) può portare a
considerazioni differenti. Bisogna comunque tenere presente che gli impianti
TMB ora presenti sul territorio italiano sono sfruttati nel loro complesso per solo
il 67% lasciando la possibilità di un ulteriore incremento di produzione di CSS.
Analizzando gli altri due scenari si nota come una riduzione del 10% della
produzione di cemento non comporti grandi variazioni nel quantitativo di CSS
smaltito nei cementifici, mentre una diminuzione del 20% comporta variazioni
maggiori e che aumentano all’aumentare del tasso di sostituzione calorica (linee
divergenti). In quest’analisi non si è tenuto conto dell’andamento decrescente
della produzione dei rifiuti e dello sviluppo di strategie contemporanee
(riutilizzo e riciclaggio) che potrebbero far diminuire il quantitativo di RSU
disponibile per la produzione di CSS.
Nonostante le forti potenzialità di questa tecnologia riconosciuta a livello
europeo, in Italia la difficoltà nelle procedure autorizzative (legate al rilascio dei
certificati A.I.A.) e un’opinione pubblica contraria. Il superamento di questi
ostacoli necessita di una maggior fiducia della collettività negli organi garanti
delle emissioni (ARPA) e di una completa trasparenza da parte dell’industria. Le
sinergie locali tra azienda ed enti pubblici risultano essere fondamentali per la
completa realizzazione dei vantaggi di questa tecnologia.
sost. energetica alternativi 15% 20% 30% 40% 50% 60%
sost. energetica CSS 9% 12% 18% 24% 30% 36%
produzione cemento -0% 263.889 351.852 527.778 703.703 879.629 1.055.555
produzione cemento -10% 254.963 339.951 509.926 679.902 849.877 1.019.852
produzione cemento -20% 226.634 302.178 453.268 604.357 755.446 906.535


Capitolo 7
7 Analisi dei costi d’investimento per TMB
Per completare l’analisi svolta, si è cercato di quantificare il costo
d’investimento necessario alla realizzazione di un impianto TMB. L’impianto
preso a riferimento per quest’analisi coincide con l’Impianto di Riferimento
analizzato al Paragrafo 5.2.
Questa tipo d’impianto (Figura 7.1) ha uno schema a flusso separato, in cui il
rifiuto in ingresso (considerato come RURmed) passa attraverso un separatore
magnetico per il recupero di materiali ferrosi prima di essere separato. Il vaglio
primario ha fori con diametro pari a 60 mm ed effettua una prima separazione
dimensionale. Il sovvallo (circa il 50% del RUR in ingresso all’impianto) viene
trattato da un separatore a correnti indotte per il recupero dei metalli non-ferrosi,
mentre il sottovaglio passa attraverso un ulteriore separatore magnetico.
Quest’ultimo flusso viene poi lasciato a maturazione il tempo necessario al
completamento del processo (60÷90 giorni). Il rifiuto stabilizzato è, infine, fatto
passare attraverso un vaglio stellare con diametro di 30 mm, dimensione pari
alla metà del diametro dei fori sul tamburo del vaglio primario. Il sottovaglio
così ottenuto viene inviato a discarica, mentre il sovvallo, unito al sovvallo
proveniente dal vaglio primario, costituisceil CSS, con un rendimento di massa
dell’impianto (ηm) pari a 0,55. La dimensione delle particelle del prodotto è,
infine, ridotta all’interno di un trituratore in modo da consentirne una completa
combustione.
L’analisi dei costi d’investimento è stata effettuata per due diverse capacità
dell’impianto TMB, rappresentative delle taglie medio-piccole degli impianti:
200 ktonn/anno e 300 ktonn/anno. Queste dimensioni d’impianto sono, infatti, le
più adeguate per la gestione degli elevati livelli di raccolta differenziata presenti
in Europa.
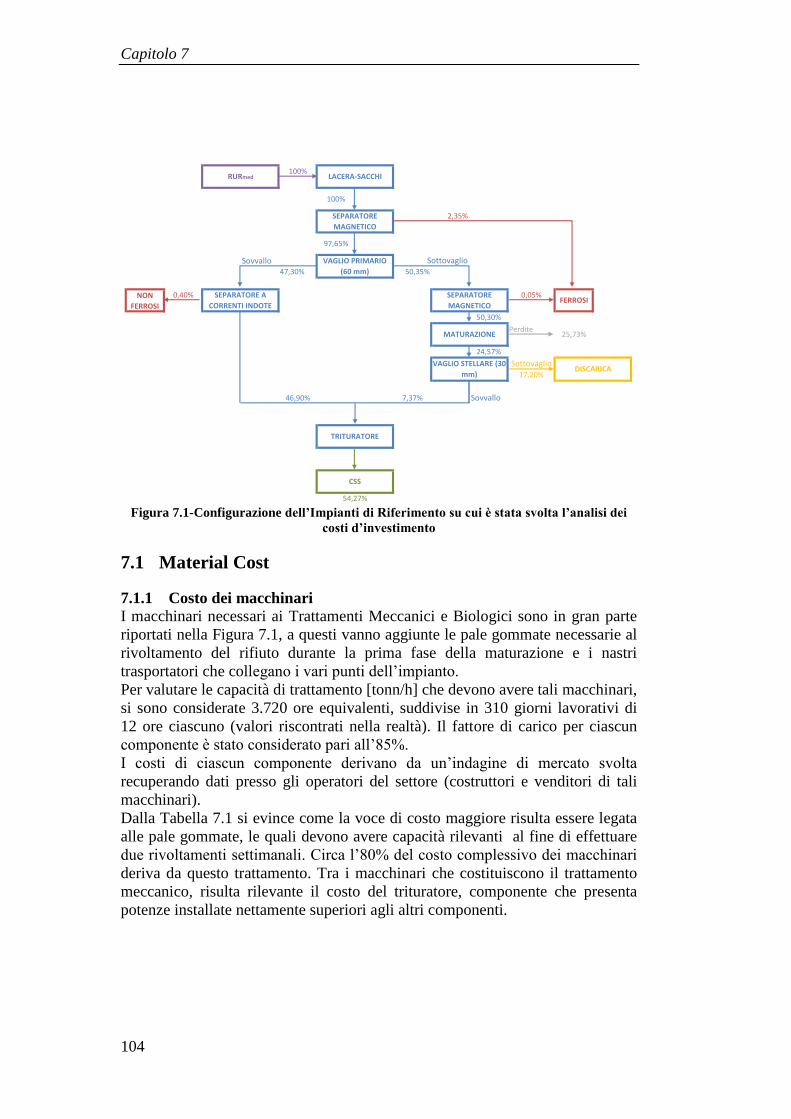
Capitolo 7
104
Figura 7.1-Configurazione dell’Impianti di Riferimento su cui è stata svolta l’analisi dei
costi d’investimento
7.1 Material Cost
7.1.1 Costo dei macchinari
I macchinari necessari ai Trattamenti Meccanici e Biologici sono in gran parte
riportati nella Figura 7.1, a questi vanno aggiunte le pale gommate necessarie al
rivoltamento del rifiuto durante la prima fase della maturazione e i nastri
trasportatori che collegano i vari punti dell’impianto.
Per valutare le capacità di trattamento [tonn/h] che devono avere tali macchinari,
si sono considerate 3.720 ore equivalenti, suddivise in 310 giorni lavorativi di
12 ore ciascuno (valori riscontrati nella realtà). Il fattore di carico per ciascun
componente è stato considerato pari all’85%.
I costi di ciascun componente derivano da un’indagine di mercato svolta
recuperando dati presso gli operatori del settore (costruttori e venditori di tali
macchinari).
Dalla Tabella 7.1 si evince come la voce di costo maggiore risulta essere legata
alle pale gommate, le quali devono avere capacità rilevanti al fine di effettuare
due rivoltamenti settimanali. Circa l’80% del costo complessivo dei macchinari
deriva da questo trattamento. Tra i macchinari che costituiscono il trattamento
meccanico, risulta rilevante il costo del trituratore, componente che presenta
potenze installate nettamente superiori agli altri componenti.
100%
2,35%
47,30% 50,35%
0,40% 0,05%
50,30%
Perdite
24,57%
Sottovaglio17,20%
46,90% 7,37% Sovvallo
54,27%
TRITURATORE
CSS
100%
97,65%
25,73%
NON
FERROSI
SEPARATORE A
CORRENTI INDOTE
SEPARATORE
MAGNETICOFERROSI
MATURAZIONE
VAGLIO STELLARE (30
mm)DISCARICA
RURmed LACERA-SACCHI
SEPARATORE
MAGNETICO
Sovvallo VAGLIO PRIMARIO
(60 mm)
Sottovaglio

Analisi dei costi d’investimento per TMB
105
Tabella 7.1-Tabella dei costi dei macchinari per impianto TMB
7.1.2 Costo dei capannoni
I capannoni necessari all’impianto sono due: un capannone che contenga tutti i
macchinari dedicati ai trattamenti meccanici quali vagli, trituratori e separatori
magnetici, ed uno dedicato alla maturazione.
- Capannone Trattamenti Meccanici
Il capannone deve essere sufficientemente grande da contenere tutti i
macchinari dedicati ai trattamenti meccanici (Figura 7.2) e al contempo
consentire l’allestimento di zone dedicate alla ricezione dell’RSU e allo
200
[ktonn/anno]
300
[ktonn/anno]Lacerasacchi
capacità [tonn/h] 63 95
costo [€] 230.000 250.000
Vaglio rotante (primario)
capacità [tonn/h] 63 95
costo [€] 160.000 180.000
Vaglio stellare (secondario)
capacità [tonn/h] 32 47
costo [€] 100.000 125.000
Separatore magnetico I
capacità [tonn/h] 63 95
costo [€] 15.000 16.000
Separatore magnetico II
capacità [tonn/h] 32 47
costo [€] 15.000 16.000
Separatore amagnetico
capacità [tonn/h] 32 47
costo [€] 15.000 16.000
Trituratore
capacità [tonn/h] 35 52
costo [€] 330.000 350.000
Nastri trasportatori
larghezza [m] 1,5 2,0
costo spec. [€/m] 200 220
tot. [m] 244 244
costo [€] 48.800 53.680
Pale gommate
capacità [m³/h] 498 747
costo [€] 2.934.677 4.115.479
COSTO TOT. MACCHINARI [€] 3.848.477 5.122.159

Capitolo 7
106
stoccaggio del CSS. La superficie di questo capannone è quindi stata assunta
pari a 2.000 m2. Tale dimensione è adatta alla realizzazione di un impianto
ad una sola linea, senza che vi sia la necessità di aumentarla al variare della
capacità dello stabilimento. Per poter considerare valida questa ipotesi,
l’analisi deve svolgersi su range di capacità del TMB limitata, poiché, in
questo modo, le dimensioni dei macchinari e la larghezza dei nastri
trasportatori variano di poco consentendo di mantenere invariate le
dimensioni dell’edificio.
Figura 7.2-Vista interna del capannone contenente i trattamenti meccanici per un ipotetico
impianto TMB [5]
- Capannone Trattamenti Biologici (Maturazione)
Le dimensioni di questo capannone sono considerevoli e nettamente
superiori a quelle del capannone dedicato ai trattamenti meccanici. Le sue
superfici sono state calcolate a partire dal volume dei rifiuti che subiscono
questo trattamento.
Il capannone è stato suddiviso a sua volta in due parti: una dedicata alla
prima fase della stabilizzazione, in cui il rifiuto viene rivoltato, e una in cui
avviene la successiva maturazione. Le caratteristiche del rifiuto e la
configurazione dei cumuli su cui esso viene disposto, sono differenti nelle
due fasi (Tabella 7.2) poiché il rifiuto iniziale risulta maggiormente umido e
ricco di frazione organica combustibile.
I cumuli del rifiuto sono stati ipotizzati di forma a parallelepipedo poiché
vengono spesso utilizzate pareti di sostegno. L’altezza dei cumuli risulta

Analisi dei costi d’investimento per TMB
107
inferiore durante i primi 30 giorni del processo in modo da evitare
l’impaccamento del rifiuto.
Tabella 7.2-Caratteristiche del rifiuto durante le fasi di trattamento biologico
Una raccolta dati presso costruttori di capannoni industriali ha permesso di
imporre il costo al m2, compreso di tutte le opere edili (prefabbricato,
carroponte, sottofondazioni, pavimentazione, serramenti, impianti idrici/elettrici
ecc.), pari a 550 [€/m2] per entrambe le capacità d’impianto considerate. Tale
valore è stato scelto in relazione alle elevate superfici di queste strutture in
rapporto al mercato dei capannoni industriali. Per strutture di dimensioni minori
il costo al m2 può aumentare fino a circa 750 [€/m
2].
Considerando un’altezza degli edifici di circa 7,5 m, adatta al contenimento dei
trattamenti in esame, la struttura considerata rientra nei parametri di mercato
standard e non necessita di particolari modifiche ai progetti usuali. Qualora vi
siano particolari esigenze legate alla morfologia o natura del terreno (es.
fondazioni particolari) il costo del capannone può aumentare notevolmente.
Riferendosi ad una struttura considerata “classica” si possono considerare validi
i valori sopra presentati. La Tabella 7.3 mostra come l’area necessaria al
trattamento biologico risulti nettamente superiore a quella necessaria per il
trattamento meccanico.
Tabella 7.3-Area capannone impianto TMB
STABILIZZAZIONE MATURAZIONE
tempo [giorni] 30 60
%RUR che subisce il trattamento 50% 25%
densità del rifiuto[kg/m³] 500 400
H cumuli [m] 3 4,5
Vol./Area [m³/mq] 3 4,5
200 [ktonn/anno] 300 [ktonn/anno]
Area di TM (Trattamento Meccanico)
Area [m²] 2.000 2.000
Area TB (Trattamento Biologico)
STABILIZZAZIONE (primi 30 giorni)
masssa a maturazione [tonn] 8.219 12.329
volume di rifiuto [m³] 16.438 24.658
Area [m²] 5.479 8.219
MATURAZIONE (successivi 60 giorni)
masssa a maturazione [tonn] 8.219 12.329
volume di rifiuto [m³] 20.548 30.822
Area [m²] 4.566 6.849
Area totale TB [m ²] 10.046 15.068
AREA TOTALE 12.046 17.068
Costo specifico capannone [€/mq] 550 550
COSTO TOTALE CAPANNONE [€] 6.625.114 9.387.671

Capitolo 7
108
7.1.3 Material Cost complessivo
Al costo dei macchinari e dei capannoni va sommato il costo del terreno
edificabile necessario alla realizzazione dell’impianto. L’area occupata dai
capannoni è stata incrementata di circa 2,5 volte al fine di considerare gli spazi
esterni di passaggio e manovra. Il costo del terreno è molto variabile a seconda
di numerosi fattori di mercato, quali la zona, l’accessibilità, la logistica, ecc. Il
valore può quindi variare tra 90 [€/m2] e 150 [€/m
2]. In questa analisi è stato
considerato pari a 120 [€/m2].
Tabella 7.4-Matirial Cost impianto TMB
Dalla Tabella 7.4 si può notare come il costo dei macchinari rappresenti circa ¼
del Material Cost complessivo. Se si riflette sul fatto che circa l’80% del costo
dei macchinari è riferibile alle pale gommate (Tabella 7.1) e che circa il 90%
dell’area del capannone (Tabella 7.3)- e di conseguenza anche del terreno- è
riferibile a Trattamento Biologico, si può osservare che la quasi totalità del
Material Cost (circa 87%) è allocabile al processo di maturazione.
7.2 Costo Totale d’investimento
Confrontando i risultati ottenuti al Paragrafo 7.1.3 con i valori proposti da
Ranzini-Daneco Impianti per il costo totale d’investimento per impianti TMB
[5] (Figura 7.3) si nota una consistente differenza. I valori ottenuti attraverso le
valutazioni fatte al paragrafo precedente risultano essere pari a circa la metà di
quelli presentati da Ranzini-Daneco Impianti. Questa sostanziale differenza
deriva dall’assenza, all’interno della trattazione qui fatta, di alcuni fattori di
costo correlati alla realizzazione dell’impianto stesso, quali:
- Costi diretti di progetto: in questa voce è considerata, oltre al Material Cost
qui calcolato, anche la spesa richiesta per l’installazione dell’impianto
stesso. Si tratta, essenzialmente, dei costi dei materiali, delle strumentazioni ,
e della mano d’opera lavoro necessari per la costruzione dei capannoni, la
messa in posa dei macchinari e la realizzazione dell’impianto.
- Costi indiretti di progetto: si ritrovano in questo fattore i costi di trasporto di
materiali e macchinari, i costi delle assicurazioni e dell’ingegneria
necessaria alla progettazione dell’impianto TMB. Anche i costi del lavoro
indiretto dei supervisori e delle strumentazioni vengono considerati
all’interno di questa voce.
200
[ktonn/anno]
300
[ktonn/anno]Costo macchianari 3.848.477 5.122.159
Costo capannone 6.625.114 9.387.671
Costo terreno 3.613.699 5.120.548
COSTO TOTALE 14.087.290 19.630.379

Analisi dei costi d’investimento per TMB
109
- Contingency e tasse: ossia le tasse e gli esborsi dovuti a imprevisti nella
realizzazione e gestione del’’impianto.
- Costi di strutture ausiliarie: sono qui riassunte le voci di costo legate alla
realizzazione di strutture ausiliarie all’impianto come uffici amministrativi,
laboratori, e parcheggi.
Per considerare queste voci di costo si potrebbero assegnare dei coefficienti a
ciascuna di queste classi, in modo da rapportare il loro valore al Material Cost.
L’assenza di dati relativi allo specifico caso degli impianti TMB tuttavia non ha
permesso la realizzazione di questo procedimento di calcolo.
Figura 7.3-Investimento relativo ad un impianto TMB in M€ al variare della capacità
annua dell’impianto in ktonn/anno (Fonte: Ranzini-Daneco Impianti [5])


Capitolo 8
8 Conclusioni e sviluppi futuri
Il focus sulle attuali modalità di smaltimento dei rifiuti in Italia ha evidenziato
carenze nel rispetto della gerarchia dei trattamenti da applicare ai rifiuti. Al fine
di ottenere un sistema di gestione dei rifiuti più sostenibile, appare necessario
ridurre lo smaltimento in discarica e, per contro, potenziare ed implementare
riutilizzo, riciclaggio e recupero energetico dei rifiuti urbani.
Una strategia adottabile al fine di raggiungere questi obiettivi è l’utilizzo di
impianti di Trattamento Meccanico e Biologico. Le modalità di utilizzo di questi
impianti sono molteplici e ciò permette di adattarne la configurazione al
particolare obiettivo finale perseguito.
8.1 Conclusioni
Il modello sviluppato si presenta come uno strumento utile per il progetto della
configurazione di impianti MBT in modo, che risultino correttamente integrati
nel sistema di gestione dei rifiuti. Lo strumento si è rivelato efficace, flessibile e
facilmente adattabile a varie configurazioni di impianti: è infatti basato su una
struttura modulare. Le prestazioni dell’impianto modellizzato sono calcolate a
partire dalla classificazione merceologica del rifiuto in ingresso, rendendo
possibile l’applicazione a contesti diversi. Ogni categoria merceologica è stata
caratterizzata mediante una distribuzione dimensionale e opportune proprietà
combustive. L’analisi delle distribuzioni dimensionali è stata ispirata al lavoro
svolto da Ruff nel 1974 [4] e aggiornata con informazioni più recenti (Ranzini-
Daneco Impianti [5]). Le proprietà combustive sono state tratte dalla letteratura
(Consonni-Viganò [6]) a valle di un’analisi critica.
I singoli componenti presenti negli impianti di TMB sono stati rappresentati
mediante modelli tratti dalla letteratura scientifica di settore, calibrati su una
configurazione TMB di riferimento (Ranzini-Daneco Impianti [5]). Altre
configurazioni sono state quindi analizzate combinando variamente i modelli
sviluppati. Tutte le configurazioni TMB analizzate sono finalizzate alla
produzione di CSS. In particolare sono state considerate tre configurazioni:
- Impianto di riferimento: è un impianto a flusso separato in cui la fase di
separazione iniziale è effettuata mediante un vaglio a tamburo. Solo il
sottovaglio subisce il trattamento biologico di maturazione, al termine del
quale un vaglio stellare recupera un frazione di rifiuto. Questa unita al
sovvallo del vaglio primario forma il CSS.
- Impianto tradizionale: è un impianto a flusso separato il cui tutto il
sottovaglio prodotto dalla separazione iniziale viene inviato a discarica dopo
aver subito il processo biologico di maturazione. Il sovvallo viene, invece,
Capitolo 8
112
triturato e ulteriormente selezionato all’interno di un vaglio stellare. Il
sovvallo in uscita costituisce il CSS.
- Impianto biostabilizzazione: è un impianto a flusso unico in cui tutto il
rifiuto in ingresso passa attraverso il processo di biostabilizzazione.
Successivamente i rifiuti vengono triturati e un vaglio a tamburo separa la
parte fine. Il sovvallo in uscita costituisce il CSS.
Per ognuna di queste configurazioni, le prestazioni sono state determinate al
variare delle proprietà del RUR in ingresso. In particolare, sono stati considerati
tre RUR, differenziati prevalentemente sulla base del contenuto d’organico e,
conseguentemente, del risultante PCI. Sono, infatti, state designate come:
RURmin, RURmed, RURmax, con PCI rispettivamente pari a 6,7 MJ/kg, 9,2 MJ/kg,
11,6 MJ/kg.
Le prestazioni delle diverse configurazioni d’impianto al variare dei principali
parametri progettuali e delle caratteristiche del RUR in ingresso sono state
espresse mediante tre indici:
- Rendimento di materia (ηm):
- Incremento di PCI relativo (ΔPCI%):
- Rendimento termico (ηt):
Tali tre indici non sono fra loro indipendenti, in quanto la resa termica può
essere espressa in funzione della resa in massa e dell’aumento relativo di PCI.
Il grafico nella seguente Figura 8.1 riassume i principali risultati. Per tutte e tre
le configurazioni ad un aumento di ΔPCI% corrisponde una diminuzione di ηm e
il trattamento di rifiuti a più alto contenuto di frazione organica (RURmin) è
caratterizzato da valori di ΔPCI% maggiori e ηm minori. L’impianto di
biostabilizzazione consente di raggiungere ΔPCI% superiori rispetto alle altre
configurazioni poiché tutto il rifiuto che costituisce il CSS ha subito un
trattamento biologico. La differenza nelle prestazioni tra impianto tradizionale
ed impianto di riferimento sta nella capacità di quest’ultimo di fornire
rendimenti di massa superiori a pari ΔPCI% dovuta al recupero di materia
effettuato sul sottovagli del vaglio primario.

Conclusioni
113
Figura 8.1-Correlazione tra ΔPCI% e ηm per le tre tipologie d’impianto valutate per
RURmin e RURmax - considerando per gli impianti di riferimento e tradizionale, le
configurazioni con diametro dei fori del vaglio secondario (d) imposto pari alla metà delle
dimensioni dei fori del vaglio primario(D) (d=D/2)
A valle dell’analisi delle prestazioni degli impianti TMB per produzione di CSS,
si è affrontata la questione dell’impiego efficiente di tale prodotto nel sistema
industriale italiano. In particolare, si è analizzato l’impiego del CSS nella
produzione di cemento. L’analisi dei dati raccolti ha mostrato che negli ultimi
anni l’industria del cemento ha fatto sempre maggiore ricorso a combustibili
alternativi anche durante gli ultimi anni di crisi economica.
Nel 2013 il tasso di sostituzione termica dei combustibili convenzionali
impiegati nei cementifici ha raggiunto il valore di 11,2%. Di questo, è stato
stimato il contributo fornito dal CSS, che risulta pari al 54%, cioè 180.267
tonnellate l’anno di CSS. Questa valutazione è cruciale nella determinazione
della massima capacità di ricezione di CSS da parte dell’industria cementiera.
Sulla base dell’elenco dei componenti che costituiscono un impianto TMB,
reperendo dati da produttori di strutture e apparecchiature, è stata condotta
un’analisi preliminare dei costi d’investimento associati alla tecnologia TMB. È
emerso che il costo complessivo imputabile ai singoli componenti e alle
principali infrastrutture appare molto inferiore ai valori normalmente indicati
dagli EPC. Una spiegazione a tali discrepanze è stata ricercata nei fattori di
costo quali: i costi d’installazione, i costi di trasporto, assicurazione ed
ingegneria, le tasse e i costi di strutture ausiliarie.
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
0 0,2 0,4 0,6 0,8 1
ΔP
CI [
%]
ηm
riferimento min
riferimento max
tradizionale min
tradizionale max
biostabilizzazione min
biostabilizzazione max

Capitolo 8
114
8.2 Sviluppi futuri
Nel modello presentato sono state utilizzate alcune ipotesi semplificative al fine
di rendere la modellizzazione di facile impiego. Questa caratteristica risulta
infatti necessaria se si vuol rendere il modello utilizzabile per delle valutazioni
preliminari. È quindi possibile, abbandonando le esigenze che hanno
contraddistinto questa fase del lavoro, immaginare di rendere il presente
elaborato più aderente alla realtà.
Uno sviluppo d’interesse potrebbe essere perseguito, ad esempio, facendo in
modo che le prestazioni dell’impianto e del singolo macchinario varino al
variare della portata in ingresso. Questo permetterebbe di valutare le prestazioni
degli impianti già realizzati al variare delle condizioni operative.
In relazione ai singoli componenti, sono inoltre configurabili i seguenti
progressi:
- Vaglio: in questo lavoro è stata ipotizzata l’idealità del macchinario.
Riuscire a rimuovere questa assunzione significa considerare la frazione
di particelle fini che non attraversa i fori e resta nel sovvallo.
- Trituratore: uno sviluppo possibile è quello di cercare di migliorare i
parametri bij e si in modo da ridurre gli errori.
Seguendo le linee guida presentate in questo lavoro possono inoltre essere
schematizzati ulteriori trattamenti, come ad esempio la separazione dei materiali
per mezzo di separatori balistici e sensori ottici NIR. Assegnare dei valori di
prestazione (P e RFTF) anche per questi macchinari consentirebbe poi
l’implementazione del modello anche su impianti MRF finalizzati al recupero di
materia da avviare a riciclaggio.
Risulterebbe, inoltre, interessante modellizzare ulteriori configurazioni
d’impianto sulla base delle tipologie di RUR utilizzate, in modo da ottenere dei
grafici guida da affiancare a quelli delle configurazioni già studiate.

115
Bibliografia
[1] Istituto Superiore per la Protezione e la Ricerca Ambientale ISPRA
Rapporto 202-2014, Rapporto Rifiuti Urbani Edizione 2014 – Dati di
sintesi
[2] CEN/TS 15359, Solid recovered fuel – Specification and classes
[3] Cimpan, C., Wenzel, H. (2013). Energy implications of mechanical and
mechanical-biological treatment compared to direct waste-to-energy.
Waste Management, 33
[4] Ruff, J.A. (1974). Particle size spectrum and compressibility of raw and
shredded Municipal Solid Waste. PhD Dissertation University of Florida
1974
[5] Ranzini, D. (2013). Analisi tecnico-economica di un sistema integrato di
gestione dei rifiuti (MBT+WtE). Tesi di Laurea, Politecnico di Milano,
2013
[6] Consonni S., & Viganò, F. (2011). Material and energy recovery in
integrated waste management system: the potential for energy recovery.
Waste Management (New York, N.Y.), 31(9-10)
[7] Obeng, D.M., & Trezek, G.J., (1975). Simulation of the comminution of
a heterogeneous mixture of brittle and non brittle materials in a swing
hammer mill. Ind. Eng. Chem., Process Des. Dev., Vol 14, No. 2
[8] P. Aarne Vesilind, Eric I. Pas, Barbara Simpson (1986). Evaluation of π
breakage theory for refuse components. Journal of Environmental
Engeneering, Vol. 112, No 6, December, 1986
[9] Viganò, F., Consonni, S., Ragazzi, M., Rada, E.C. (2011). A model for
mass and energy balancesof bio-drying. Proceedings of the 19th Annual
North American Waste-to-Energy Conference,NAWTEC19, May 16-18,
2011, Lancaster, Pennsylvania, USA
[10] NE-Nonisma Energia Srl (2011). Potenzialità e benefici dall’impiego dei
Combustibili Solidi Secondari (CSS) nell’industria.
[11] Associazione Italiana Tecnico Economica Cemento AITEC (2014).
Rapporto di sostenibilità AITEC 2013