repetibilidad y reproductibilidad
TRANSCRIPT

SISTEMAS, GESTIÓN Y CONTROL DE LA CALIDAD
Repetibilidad y Reproductibilidad
Repetibilidad y Reproducibilidad
Los productos obtenidos en un proceso tienen un error admisible.
Cualquier proceso de medición genera un error.
Lo que se observa no es exactamente la realidad, “es la realidad más unerror de medición”.
Esto se traduce en que la variación total observada en unos datos esel resultado de la variación propia del producto más el error del procesode medición.
Así, parte de la variabilidad observada en el producto se debe a lavariabilidad de las mediciones y no a la variabilidad propia delproducto.

En los estudios R&R se evalúa de modo experimentalqué parte de la variabilidad total observada en los datoses atribuible al error de medición.
Repetibilidad (instrumento).
Reproducibilidad (operador).
Repetibilidad y Reproducibilidad

Se pueden separar en:
RyR corto (Permite estimar el error del conjunto operador – instrumento de medición).
RyR largo (Permite una mejor estimación y separar el error del operador y del instrumento).
Repetibilidad y Reproducibilidad
Seleccionar dos o más operadores que realizarán losensayos.
Seleccionar en forma aleatoria un conjunto de 10 o máspartes o piezas que serán medidas varias veces por cadaoperador. (tomar una pieza de la producción de cadaturno). Para el estudio corto pueden ser entre 5 y 10 piezas.
Decidir el número de ensayos o veces que cada operadormedirá la misma pieza (mínimo 2 se recomienda 3).
Pasos para realizar un estudio R&R

Etiquetar cada parte y aleatorizar el orden en el cual laspartes se dan a los operadores.
Identificar la zona o punto en la parte donde la mediciónserá tomada, así como el método o técnica que deberáaplicarse.
Obtener en orden aleatorio la primera medición (o ensayo)del operador A para todas las piezas seleccionadas.
Volver a aleatorizar las piezas y obtener la primeramedición del operador B.
Pasos para realizar un estudio R&R

Continuar hasta que todos los operadores hayanrealizado la primera medición de todas las piezas.
Repetir los pasos anteriores hasta completar el númerode ensayos elegidos (asegurarse de que los resultadosprevios de un ensayo no son conocidos por losoperadores).
Hacer el análisis estadístico de los datos.
Pasos para realizar un estudio R&R

Un estudio de repetibilidad y reproducibilidad corto(estudio R&R corto) permite estimar de manera rápida lavariabilidad con la que contribuye el proceso de medición.
Con este estudio no es posible separar la repetibilidad(instrumento) de la reproducibilidad (operadores),sino que vienen de manera mezclada.
Cada pieza se medirá sólo una vez por cada operador.
Estudio R&R corto

Se decide realizar un estudio R&R corto para un equipo que mide el grosor de ciertacapa de material, que debe estar entre 0.025 ± 0.005. Se seleccionan al azar cincopiezas y cada una es medida, también en orden aleatorio por dos operadores. Losdatos obtenidos se muestran en la siguiente tabla:
En el análisis de estos datos se buscacalcular el error de medición y expresarlocomo un porcentaje de la tolerancia.
Estudio R&R corto

1. Calcular el rango de las mediciones que se tienen para cada parte o pieza.
2. Calcular el rango promedio (media de la columna de rangos), que en estecaso es R = 0.0006.
Estudio R&R corto
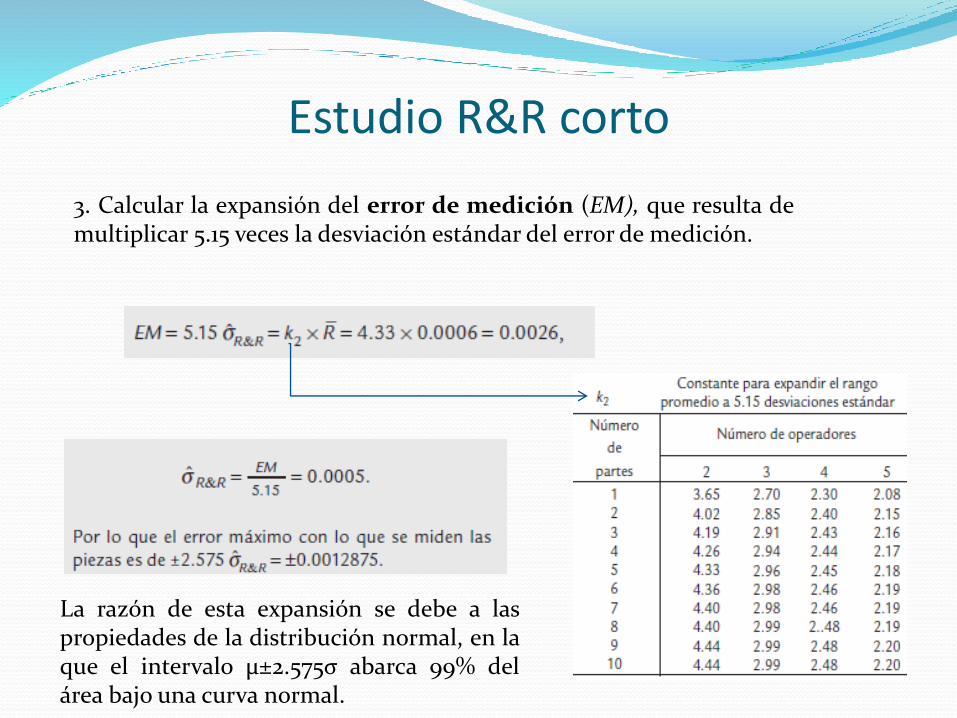
3. Calcular la expansión del error de medición (EM), que resulta demultiplicar 5.15 veces la desviación estándar del error de medición.
Estudio R&R corto
La razón de esta expansión se debe a laspropiedades de la distribución normal, en laque el intervalo μ±2.575σ abarca 99% delárea bajo una curva normal.

4. Calcular el índice precisión/tolerancia.
Dado que la tolerancia es: LS − LI = 0,01; El índice P/T resulta ser:
El índice P/T se interpreta de la manera siguiente:
Estudio R&R corto


Estudio RyR Largo
Análisis por medias y rangos:
Por lo tanto, el error o variabilidad de las mediciones debido a repetibilidad y reproducibilidad se obtiene con:
Repetibilidad
La repetibilidad es la variación
causada por el dispositivo de
medición.
Reproducibilidad
La reproducibilidad es la
variación causada por el sistema
de medición.

Ejemplo

Calcular para cada operador el rango de las mediciones quehizo de cada pieza.
Calcular el promedio de los rangos de cada operador y lamedia de todas las mediciones realizadas por un mismooperador.
Obtener la media de los rangos promedio y el rango de lasmedias.
Estudio RyR Largo

Página 514 Besterfield
Calcular el límite superior de los rangos.
Mediante D4R = 3.27× 0.736 = 2.41
R es la media de las “R media de losoperadores”.
D4es una constante que depende del númerode ensayos utilizados para calcular cada rango.
(Si algún rango es mayor que este límite, sedeben repetir las mediciones involucradasutilizando el mismo operador y la mismapieza).
Estudio RyR Largo

Calcular la variación expandida del equipo (VE),que resulta de multiplicar 5.15 veces la desviaciónestándar del error del equipo.
k1 es una constante que depende del numero de ensayos.
Número de ensayos 2 3 4 5
k1 4,56 3,05 2,50 2,21
Estudio RyR Largo

Mediante los datos anteriores podemos obtener ladesviación que tiene el equipo de medición.
Estudio RyR Largo

Determinar la variación expandida del operador (VO)como:
Donde:Xdif: es el rango de las medias;
k2: Constante que depende de lacantidad de operadores.
n: número de partes o piezas.
t: el numero de ensayos.
Número de operadores 2 3 4 5
k2 3,65 2,70 2,30 2,08
Estudio RyR Largo

La variación del operador nos permite determinar lavarianza debida a los operadores.
Estudio RyR Largo

La variación combinada o error de medición expandido (EM)debido a repetibilidad y reproducibilidad se calcula como:
La desviación debido a repetibilidad y reproducibilidad seobtiene finalmente:
Estudio RyR Largo

Finalmente se debe Calcular el índice precisión/tolerancia. En este ejemplo la tolerancia para el tamaño de partícula es de 15 unidades, entonces el índice P/T se define por:
Estudio RyR Largo
